CONTENIDO
1. Identificación del producto 2 2. Características 2 3. Aplicaciones 2 4. Técnicas de manipulación y acabado 2 5. Declaraciones y certificados 3
5.1. Declaración de conformidad para contacto con alimentos 3 5.2. Clasificación de comportamiento al fuego según estándares europeos y otros 3 5.3. Protección acústica 3 5.4. Gestión de calidad 3 5.5. Garantía 3 5.6. Declaración de seguridad del producto 3
6. Información técnica 4 6.1. Ficha técnica de POLYCASA XT – POLYCASA XT 610 – XT 620 – XT 630 4 6.2. Resistencia a los productos químicos 5 6.3. Gama de productos POLYCASA XT 6 6.4. Productos especiales 7
7. Guía de usuario 9 7.1. Introducción 9 7.2. Almacenamiento y manipulación 9 7.3. Preparación del material 10
7.3.1. Limpieza 10 7.3.2. Secado 10 7.3.3. Cambios dimensionales 11 7.3.4. Dilatación térmica lineal 11 7.3.5. Cambios dimensionales provocados por el contenido de humedad 11 7.3.6. Planimetría 12
7.4. Tratamiento de la superficie 12 7.4.1. Impresión 12 7.4.2. Laminado 12
7.5. Mecanizado 13 7.5.1. Recomendaciones generales 13 7.5.2. Corte 13 7.5.3. Taladrado 14 7.5.4. Roscado 14 7.5.5. Fresado 14 7.5.6. Corte por láser 15 7.5.7. Corte por chorro de agua 15 7.5.8. Pulido 15
7.6. Unión 16 7.6.1. Adhesión 16 7.6.2. Soldadura 17
7.7. Moldeo 18 7.7.1. Plegado en caliente 18 7.7.2. Termomoldeo 18 7.7.3. Templado 19
7.8. Acristalamiento 20 7.8.1. Acristalamiento vertical y horizontal 20 7.8.2. Cubiertas 21 7.8.3. Aislamiento térmico 21
8. Observaciones finales 22
Enero 2014
POLYCASA XT ‐ PLACAS ACRÍLICAS
1. IDENTIFICACIÓN DEL PRODUCTO
POLYCASA XT es el nombre comercial de las placas acrílicas de polimetilmetacrilato (PMMA) de extrusión fabricadas por
POLYCASA.POLYCASA XT ofrece soluciones para aplicaciones tanto en interior como en exterior y se suministra en
versiones transparente y blanco opal, así como en una amplia gama de colores y diseños. Las placas de POLYCASA XT se
fabrican y se someten a pruebas en conformidad según DIN EN ISO 7823‐2.
2. CARACTERÍSTICAS
Las placas de POLYCASA XT se caracterizan por sus buenas propiedades ópticas y su superficie brillante, así como una
excelente transparencia, buenas propiedades mecánicas, resistencia a los rayos UV y muy buena resistencia al desgaste y
el envejecimiento, de forma que los colores permanecen invariables durante años.
Tanto las placas de POLYCASA XT como las versiones de alto impacto se pueden utilizar en contacto con alimentos ya que
cumplen toda la legislación europea vigente.
Estas placas no contienen materiales tóxicos o metales pesados que pudieran provocar daños al medio ambiente o
riesgos para la salud. No son solubles en agua y no están sujetas a la identificación de materiales peligrosos.
Las placas de POLYCASA XT y las versiones de alto impacto son de fácil reciclaje.
3. APLICACIONES
Componentes para construcción Publicidad y señalización
Claraboyas Letras moldeadas
Mamparas divisorias Expositores Acristalamiento Accesorios para tiendas Techos Paneles iluminados
Ventanas de caravanas
Otras aplicaciones
Iluminación Recipientes Lentes de control de iluminación Rótulos Accesorios para iluminación en el hogar Soláriums (versión especial, calidad transparente al UV)
Barreras acústicas Componentes para ingeniería
Carcasas para máquinas
Protecciones de seguridad para máquinas
4. TÉCNICAS DE MANIPULACIÓN Y ACABADO
La manipulación de las placas POLYCASA XT resulta sencilla. Para su mecanización se pueden utilizar todos los métodos
comunes, como corte, taladrado, pulido, etc., y su termomoldeo es fácil.
Encontrará más información sobre estas cuestiones en nuestra “GUÍA DE USUARIO” dentro de este mismo manual.
POLYCASA XT ‐ PLACAS ACRÍLICAS
5. DECLARACIONES Y CERTIFICADOS
5.1. DECLARACIÓN DE CONFORMIDAD PARA EL CONTACTO CON ALIMENTOS
Las placas de POLYCASA XT y POLYCASA XT High Impact se pueden utilizar en contacto con alimentos.
Estas placas se someten a un proceso de extrusión a partir del polimetilmetacrilato, un material que cumple la composición exigida
por la Directiva 10/2011 de la UE sobre materiales y artículos de plástico que vayan a entrar en contacto con alimentos.
Nuestro departamento de servicio al cliente dispone de un certificado detallado de conformidad.
5.2. CLASIFICACIÓN DE COMPORTAMIENTO AL FUEGO SEGÚN ESTÁNDARES EUROPEOS Y
OTROS CLASSIFICATION
Europa EN 13501‐1 (ex‐DIN 4102‐1) Euro classe E (antes B2 en Alemania, M4 en Francia)
Underwriters Laboratories UL94 UL94 HB
5.3. PROTECCIÓN ACÚSTICA
Las barreras acústicas de POLYCASA XT y sus versiones se han sometido a pruebas y han sido homologadas en conformidad a los estándares europeos EN 1793 y EN 1794, y corresponden a la norma alemana ZTV‐Lsw06.
Cumplen los requisitos en cuanto a aislamiento acústico, comportamiento al fuego, estabilidad frente a la acción del viento y resistencia.
Nuestro departamento de servicio al cliente dispone de los certificados correspondientes.
5.4. GESTIÓN DE CALIDAD
Las placas de POLYCASA XT y POLYCASA XT High Impact se fabrican y controlan en conformidad a una producción certificada con un
sistema de gestión de calidad EN ISO 9001:2008.
5.5. GARANTÍA
Las placas de POLYCASA XT y POLYCASA XT High Impact son apropiadas para aplicaciones en exterior.
POLYCASA ofrece 10 años de garantía para las placas transparentes planas asegurando una mínima pérdida de transmisión de luz y de
propiedades mecánicas. La garantía se activa el día de entrega de las placas al cliente.
La garantía se aplica exclusivamente a las placas de POLYCASA XT y POLYCASA XT High Impact utilizadas correctamente como placas planas
instaladas, manipuladas, mecanizadas y mantenidas siguiendo las recomendaciones y las instrucciones de POLYCASA.
La garantía no es válida para placas expuestas a materiales y entornos corrosivos.
Nuestro departamento de servicio al cliente dispone de los términos y condiciones de garantía en conformidad a CISG (Convención de Naciones Unidas sobre Contratos para la Venta Internacional de Bienes).
5.6. DECLARACIÓN DE SEGURIDAD DEL PRODUCTO
Se pueden solicitar documentos con información sobre manipulación del producto para las placas de POLYCASA XT y POLYCASA XT High Impact.
POLYCASA XT ‐ PLACAS ACRÍLICAS
6. DATOS TÉCNICOS
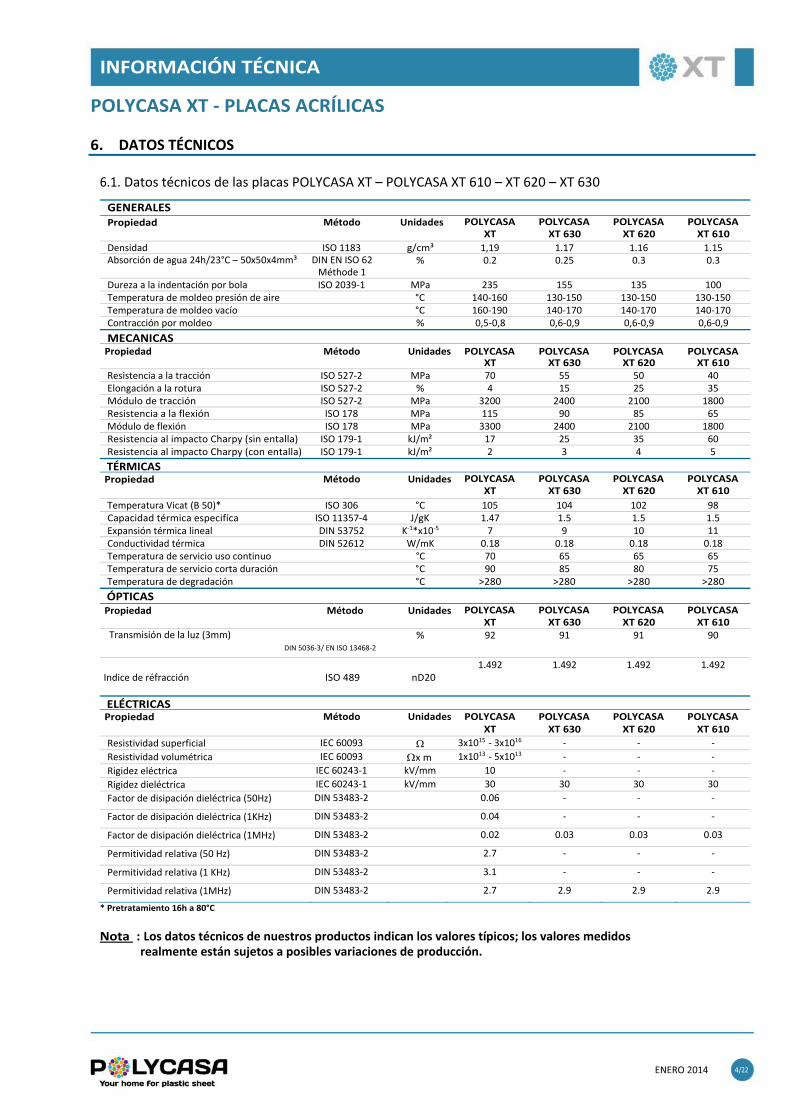
6.1. Datos técnicos de las placas POLYCASA XT – POLYCASA XT 610 – XT 620 – XT 630
GENERALES Propiedad Método Unidades POLYCASA
XT POLYCASA XT 630
POLYCASA XT 620
POLYCASA XT 610
Densidad ISO 1183 g/cm³ 1,19 1.17 1.16 1.15 Absorción de agua 24h/23°C – 50x50x4mm³ DIN EN ISO 62
Méthode 1 % 0.2 0.25 0.3 0.3
Dureza a la indentación por bola ISO 2039‐1 MPa 235 155 135 100 Temperatura de moldeo presión de aire °C 140‐160 130‐150 130‐150 130‐150 Temperatura de moldeo vacío °C 160‐190 140‐170 140‐170 140‐170 Contracción por moldeo % 0,5‐0,8 0,6‐0,9 0,6‐0,9 0,6‐0,9
MECANICAS
Propiedad Método Unidades POLYCASA POLYCASA POLYCASA POLYCASA
* Pretratamiento 16h a 80°C
Nota : Los datos técnicos de nuestros productos indican los valores típicos; los valores medidos
realmente están sujetos a posibles variaciones de producción.
XT XT 630 XT 620 XT 610 Resistencia a la tracción ISO 527‐2 MPa 70 55 50 40 Elongación a la rotura ISO 527‐2 % 4 15 25 35 Módulo de tracción ISO 527‐2 MPa 3200 2400 2100 1800 Resistencia a la flexión ISO 178 MPa 115 90 85 65 Módulo de flexión ISO 178 MPa 3300 2400 2100 1800 Resistencia al impacto Charpy (sin entalla) ISO 179‐1 kJ/m² 17 25 35 60 Resistencia al impacto Charpy (con entalla) ISO 179‐1 kJ/m² 2 3 4 5
TÉRMICAS Propiedad Método Unidades POLYCASA
XT POLYCASA XT 630
POLYCASA XT 620
POLYCASA XT 610
Temperatura Vicat (B 50)* ISO 306 °C 105 104 102 98 Capacidad térmica especifíca ISO 11357‐4 J/gK 1.47 1.5 1.5 1.5 Expansión térmica lineal DIN 53752 K‐1*x10‐5
7 9 10 11 Conductividad térmica DIN 52612 W/mK 0.18 0.18 0.18 0.18 Temperatura de servicio uso continuo °C 70 65 65 65 Temperatura de servicio corta duración °C 90 85 80 75 Temperatura de degradación °C >280 >280 >280 >280
ÓPTICAS Propiedad Método Unidades POLYCASA
XT POLYCASA XT 630
POLYCASA XT 620
POLYCASA XT 610
Transmisión de la luz (3mm) DIN 5036‐3/ EN ISO 13468‐2
% 92 91 91 90
Indice de réfracción ISO 489 nD20
1.492 1.492 1.492 1.492
ELÉCTRICAS Propiedad Método Unidades POLYCASA POLYCASA POLYCASA POLYCASA
XT XT 630 XT 620 XT 610
Resistividad superficial IEC 60093 3x1015 ‐ 3x1016 ‐ ‐ ‐
Resistividad volumétrica IEC 60093 x m 1x1013 ‐ 5x1013 ‐ ‐ ‐
Rigidez eléctrica IEC 60243‐1 kV/mm 10 ‐ ‐ ‐
Rigidez dieléctrica IEC 60243‐1 kV/mm 30 30 30 30
Factor de disipación dieléctrica (50Hz) DIN 53483‐2 0.06 ‐ ‐ ‐
Factor de disipación dieléctrica (1KHz) DIN 53483‐2 0.04 ‐ ‐ ‐
Factor de disipación dieléctrica (1MHz) DIN 53483‐2 0.02 0.03 0.03 0.03
Permitividad relativa (50 Hz) DIN 53483‐2 2.7 ‐ ‐ ‐
Permitividad relativa (1 KHz) DIN 53483‐2 3.1 ‐ ‐ ‐
Permitividad relativa (1MHz) DIN 53483‐2 2.7 2.9 2.9 2.9
POLYCASA XT ‐ PLACAS ACRÍLICAS
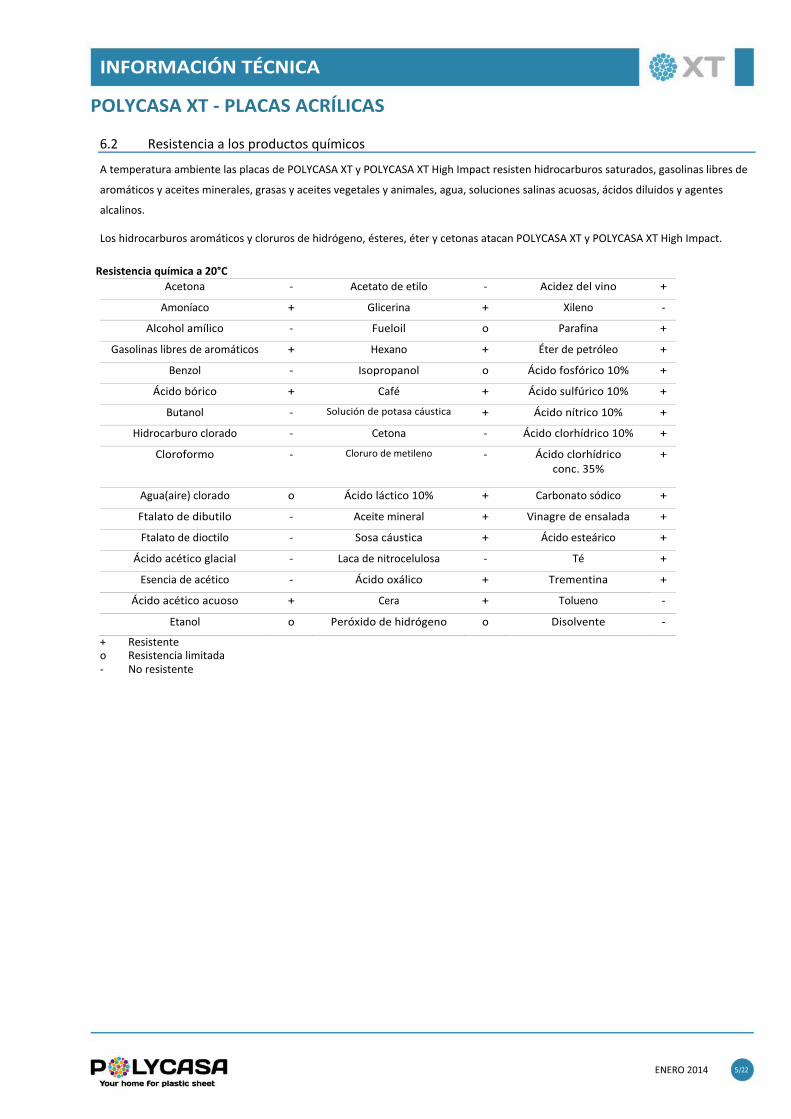
6.2 Resistencia a los productos químicos
A temperatura ambiente las placas de POLYCASA XT y POLYCASA XT High Impact resisten hidrocarburos saturados, gasolinas libres de
aromáticos y aceites minerales, grasas y aceites vegetales y animales, agua, soluciones salinas acuosas, ácidos diluidos y agentes
alcalinos.
Los hidrocarburos aromáticos y cloruros de hidrógeno, ésteres, éter y cetonas atacan POLYCASA XT y POLYCASA XT High Impact.
Resistencia química a 20°C
Acetona ‐ Acetato de etilo ‐ Acidez del vino +
Amoníaco + Glicerina + Xileno ‐
Alcohol amílico ‐ Fueloil o Parafina +
Gasolinas libres de aromáticos + Hexano + Éter de petróleo +
Benzol ‐ Isopropanol o Ácido fosfórico 10% +
Ácido bórico + Café + Ácido sulfúrico 10% +
Butanol ‐ Solución de potasa cáustica + Ácido nítrico 10% +
Hidrocarburo clorado ‐ Cetona ‐ Ácido clorhídrico 10% +
Cloroformo ‐ Cloruro de metileno ‐ Ácido clorhídrico conc. 35%
+
Agua(aire) clorado o Ácido láctico 10% + Carbonato sódico +
Ftalato de dibutilo ‐ Aceite mineral + Vinagre de ensalada +
Ftalato de dioctilo ‐ Sosa cáustica + Ácido esteárico +
Ácido acético glacial ‐ Laca de nitrocelulosa ‐ Té +
Esencia de acético ‐ Ácido oxálico + Trementina +
Ácido acético acuoso + Cera + Tolueno ‐
Etanol o Peróxido de hidrógeno o Disolvente ‐
+ Resistente o Resistencia limitada ‐ No resistente
POLYCASA XT ‐ PLACAS ACRÍLICAS
6.3 Gama de productos POLYCASA XT
Las placas de POLYCASA XT tienen ambas caras protegidas con una película de polietileno laminado, excepto las placas grabadas de
POLYCASA XT, que solo tienen protegida la cara lisa.
Gama de espesores de POLYCASA XT
De 1.5 mm a 25 mm
Espesores estándar de las placas planas y transparentes: 1.5 ‐ 2 ‐ 3 ‐ 4 ‐ 5 ‐ 6 ‐ 8 ‐ 10 ‐ 12 ‐ 15 ‐ 20 ‐ 25 mm
Anchos estándar de corte en linea de POLYCASA XT
Máx. 2000 mm para 1.5 mm
Máx. 2050 mm de 2.0 mm a 25 mm
Longitud standard de corte en linea de POLYCASA XT
Longitud mínima 1000/1250 mm (dependiendo de la línea de extrusión)
Longitud estándar 3050 mm
Se pueden producir largos especiales bajo pedido.
Tolerancias de espesor de POLYCASA XT
1.5 mm a 3 mm ± 10%
3 mm a 25 mm ± 5%
Tolerancias de corte en linea POLYCASA XT
Más de 1000 mm ‐ 0 / + 0.3% (3 mm por 1000 mm)
Tolerancias de corte a medida de POLYCASA XT
Para largo y ancho
Hasta 1000 mm ‐0 / + 1.0 mm
de 1001 a 1500 mm ‐0 / + 1.5 mm
de 1501 a 2000 mm ‐0 / + 2 mm
Pedidos mínimos de producción para POLYCASA XT
Espesor especial 3.000 kg/10.000kg (dependiendo de la línea de extrusión)
Grabado especial 3.000 kg
Color hecho a medida 5.000/10.000 kg (dependiendo de la línea de extrusión)
Se pueden producir otros espesores, medidas y tolerancias bajo pedido. Para una panorámica general de nuestra gama de productos consulte nuestro folleto selector de productos.
POLYCASA XT ‐ PLACAS ACRÍLICAS
6.4 Productos especiales
POLYCASA XT (SWB) 15 mm – 20 mm para barreras acústicas
POLYCASA XT SWB es un material que absorbe el sonido y se utiliza en equipamiento de protección frente al ruido en carreteras. Es
transparente y permite una visión sin obstáculos de los alrededores.
Las barreras acústicas de POLYCASA XT superan el factor de aislamiento sonoro mínimo exigido (en conformidad a ZTV‐Lsw 06 y EN
1793). Otras características de POLYCASA XT son su estabilidad mecánica, resistencia al desgaste y estabilidad frente al fuego.
Nuestro departamento del servicio al cliente le puede proporcionar los certificados de las pruebas correspondientes en conformidad a
EN 1793/EN 1794 y una evaluación según ZTV‐Lsw 06.
POLYCASA XT SWB está protegida con una película especial. La ficha técnica ofrece información detallada sobre POLYCASA XT SWB y se
puede obtener a través de nuestro departamento de servicio al cliente.
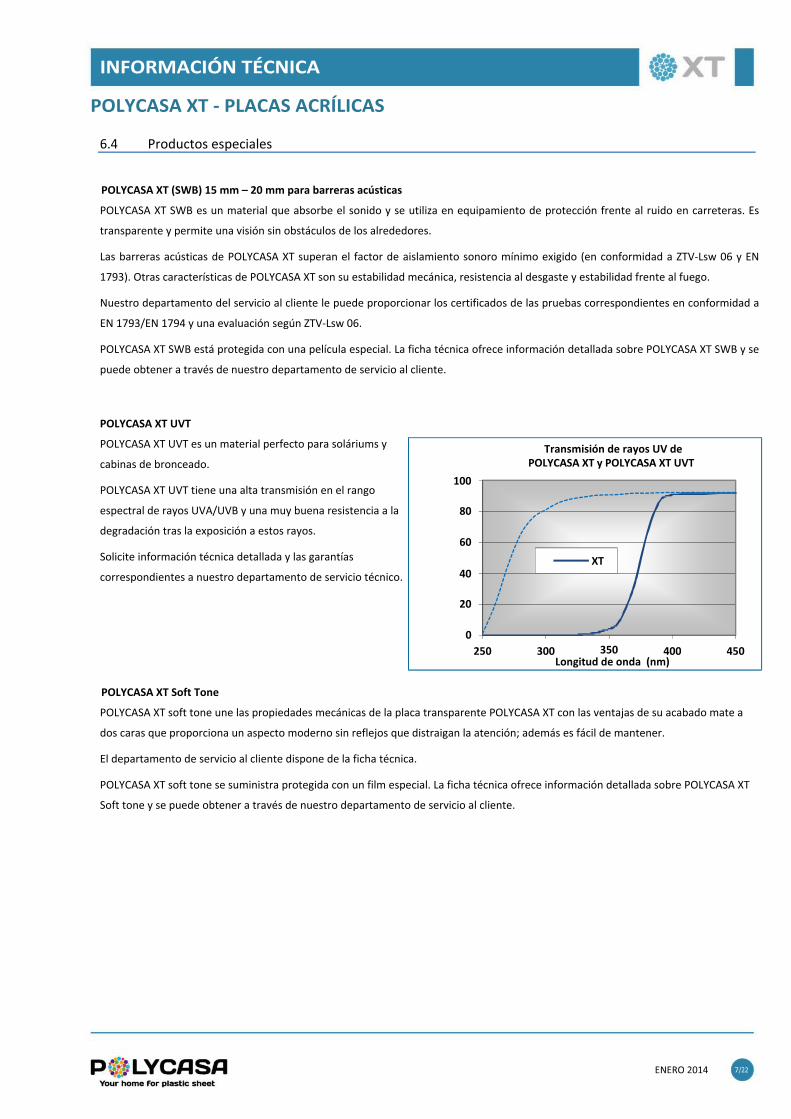
POLYCASA XT UVT
POLYCASA XT UVT es un material perfecto para soláriums y
cabinas de bronceado.
POLYCASA XT UVT tiene una alta transmisión en el rango
espectral de rayos UVA/UVB y una muy buena resistencia a la
degradación tras la exposición a estos rayos.
Solicite información técnica detallada y las garantías
correspondientes a nuestro departamento de servicio técnico.
POLYCASA XT Soft Tone
POLYCASA XT soft tone une las propiedades mecánicas de la placa transparente POLYCASA XT con las ventajas de su acabado mate a
dos caras que proporciona un aspecto moderno sin reflejos que distraigan la atención; además es fácil de mantener.
El departamento de servicio al cliente dispone de la ficha técnica.
POLYCASA XT soft tone se suministra protegida con un film especial. La ficha técnica ofrece información detallada sobre POLYCASA XT
Soft tone y se puede obtener a través de nuestro departamento de servicio al cliente.
Transmisión de rayos UV de
POLYCASA XT ‐ PLACAS ACRÍLICAS
POLYCASA XT SBW Soft Tone
POLYCASA XT SWB soft tone es una versión de POLYCASA XT para barreras acústicas con acabado mate en las dos caras (se pueden
solicitar placas con acabado mate en una o en ambas caras). El acristalamiento con acabado mate se logra mediante una laminación
por coextrusión aplicada en ambas caras de las placas. Gracias a sus extraordinarias propiedades, POLYCASA XT SBW soft tone ofrece
un gran número de posibilidades creativas para el acristalamiento de edificios y en la industria cuando se necesite reducir el nivel de
ruido.
Las barreras acústicas de POLYCASA XT que incorporan placas de POLYCASA XT SBW soft tone resultan perfectas para reducir la
contaminación acústica.
Si se comparan con las barreras acústicas de POLYCASA XT, POLYCASA XT SBW soft tone es un material perfecto para aquellas
aplicaciones en que sea necesario evitar que se produzcan reflejos. Además su acabado mate hace que resulte indicado para
aumentar la dispersión de la luz.
Sus propiedades mecánicas siguen estando a la altura de la conocida calidad de las barreras acústicas de POLYCASA XT.
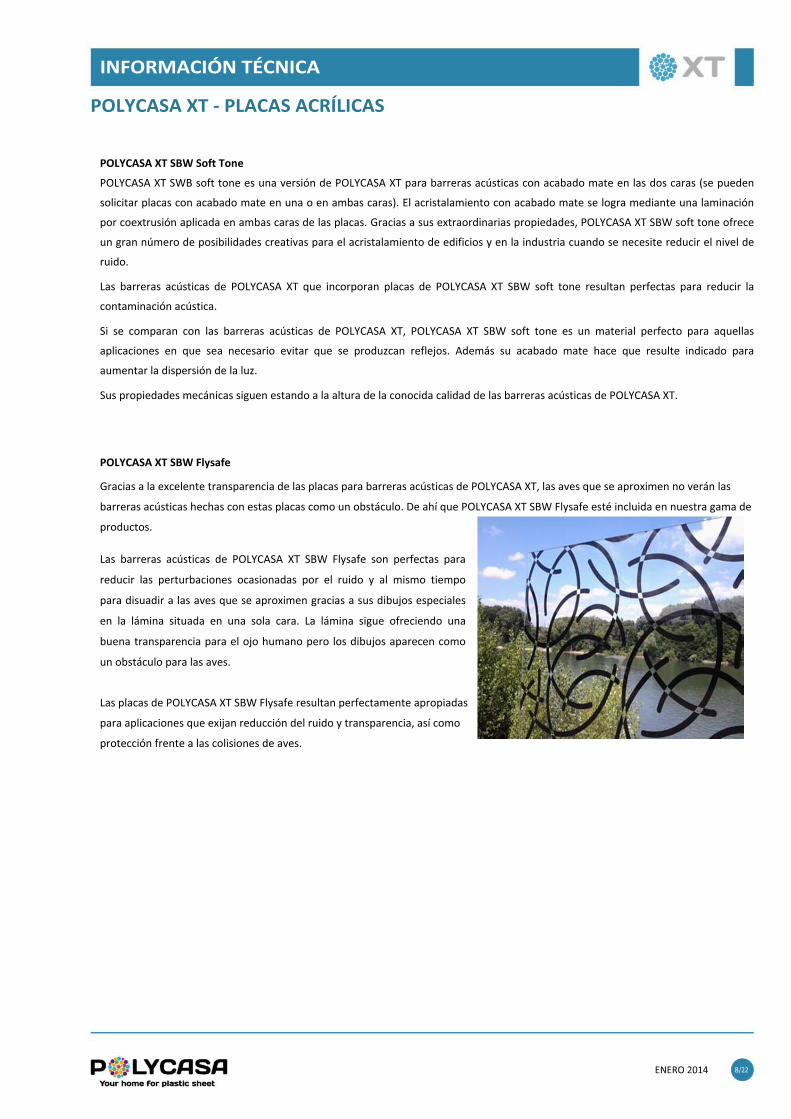
POLYCASA XT SBW Flysafe
Gracias a la excelente transparencia de las placas para barreras acústicas de POLYCASA XT, las aves que se aproximen no verán las
barreras acústicas hechas con estas placas como un obstáculo. De ahí que POLYCASA XT SBW Flysafe esté incluida en nuestra gama de
productos.
Las barreras acústicas de POLYCASA XT SBW Flysafe son perfectas para
reducir las perturbaciones ocasionadas por el ruido y al mismo tiempo
para disuadir a las aves que se aproximen gracias a sus dibujos especiales
en la lámina situada en una sola cara. La lámina sigue ofreciendo una
buena transparencia para el ojo humano pero los dibujos aparecen como
un obstáculo para las aves.
Las placas de POLYCASA XT SBW Flysafe resultan perfectamente apropiadas
para aplicaciones que exijan reducción del ruido y transparencia, así como
protección frente a las colisiones de aves.
POLYCASA XT ‐ PLACAS ACRÍLICAS
7 GUÍA DE USUARIO
7.1 INTRODUCCIÓN
La fabricación de los productos de plástico a partir de las placas de POLYCASA XT incluye habitualmente trabajos de manipulación como
corte, taladrado, doblado, decoración y montaje.
Esta guía describe las propiedades y características de POLYCASA XT a tener en cuenta para realizar correctamente estos trabajos.
7.2 ALMACENAMIENTO Y MANIPULACIÓN
Las placas de plástico con el embalaje original no se deben almacenar nunca en exterior ni se deben exponer a grandes variaciones
meteorológicas ni de temperatura. Cuando se almacenan bajo condiciones con una variación sustancial de temperatura y humedad,
se puede deformar la forma plana (ondulación) de la placa, incluso si se almacena plana o apilada.
La película de polietileno protege las placas frente a la suciedad, las cargas mecánicas y los arañazos. Se recomienda dejar la película
protectora de polietileno en su sitio hasta el procesado final. Nuestra película estándar protectora de polietileno (sin adhesivo) no
está diseñada para una exposición/protección al aire libre a largo plazo y solo tiene una resistencia moderada frente a los rayos UV y
el calor.
Si la placa se almacena en exterior, sin protección, la lámina protectora debería retirarse como máximo cuatro semanas después de su
aplicación, ya que existe el riesgo de que se vuelva frágil y que resulte difícil retirar la película de polietileno degradada. Esto podría
ocasionar daños en la superficie de la placa.
Si la placa se almacena en interior bajo unas condiciones de almacenamiento normales y estables, se recomienda retirar la película
como máximo 6 meses después de su aplicación.
Los productos especiales POLYCASA XT SBW, POLYCASA XT SBW Soft tone y POLYCASA XT soft tone se protegen con películas
especiales. Los detalles sobre su idoneidad y sus propiedades de proceso se pueden consultar en las fichas técnicas, que se pueden
obtener a través de nuestro servicio técnico.
Los productos estándar POLYCASA XT se pueden proteger con una lámina autoadhesiva si así se solicita. Hay que tener en cuenta que
siempre resulta arriesgado que pueda ser difícil retirar la película y que queden residuos del adhesivo sobre la superficie de la placa
tras retirarla, dependiendo de las condiciones de almacenamiento. POLYCASA no puede ofrecer una recomendación en referencia al
tiempo que se puede almacenar la placa de forma segura con la película autoadhesiva. Se recomienda a los clientes que realicen sus
propias pruebas. POLYCASA no puede asumir responsabilidad alguna por los problemas ocasionados por la película autoadhesiva.
Dependiendo de las condiciones de almacenamiento y ambientales, las placas de plástico absorben humedad. Aunque la absorción de
humedad no influye en la práctica sobre las propiedades físicas, puede interferir en el proceso posterior de las placas a temperaturas
más altas, p.ej. durante el doblado en caliente o el calentamiento antes del termomoldeo. Por tanto, en función del uso previsto, es
posible que haya que someter las placas a un presecado (ver 7.3.2 Secado).
Las diferencias en cuanto a temperatura y contenido de humedad entre la cara superior e inferior de la placa o entre diferentes zonas
de la placa pueden provocar diferentes cambios dimensionales de la placa tras un corto período. Se recomienda almacenar la placa
bajo unas condiciones constantes de temperatura y humedad sobre una superficie plana.
POLYCASA XT ‐ PLACAS ACRÍLICAS
7.3 PREPARACIÓN DEL MATERIAL
7.3.1 LIMPIEZA
Al retirar la película protectora se produce un aumento de la carga electrostática sobre la superficie de la placa. Esta carga
electrostática atrae polvo en suspensión en el aire y otras partículas finas. Por tanto, antes de seguir el proceso se recomienda aplicar
a la placa un tratamiento antiestático (p.ej. soplado mediante aire comprimido ionizado o limpieza a mano con un paño humedecido
en los agentes antiestáticos apropiados). Esto es especialmente importante antes del proceso de termomoldeo, ya que las partículas
de polvo y suciedad pueden dejar marcas sobre la superficie moldeada. Basta con agua corriente para la limpieza y el cuidado de las
placas.
Si hay demasiada suciedad, limpie con agua templada y con un agente alcalino débil de limpieza no abrasivo. Las placas se deben
secar con un paño suave o con una gamuza. El cepillado en seco de la superficie puede producir arañazos y posibles daños.
Las superficies con mucha grasa o aceite se deben limpiar con una gasolina libre de aromáticos o con éter de petróleo.
Otros productos químicos indicados para la limpieza de placas POLYCASA XT:
Ácidos diluidos como ácido cítrico, ácido clorhídrico y ácido sulfúrico
Soda cáustica diluida o solución de potasa cáustica
Vinagre común
Trementina mineral, jabón neutro o detergentes domésticos
7.3.2 SECADO
Al igual que la mayoría de plásticos, las placas de POLYCASA XT absorben humedad durante su almacenamiento.
Cuando se procesa a altas temperaturas, esto puede producir burbujas; por tanto, se aconseja su presecado antes de la temperatura
de ablandamiento. Normalmente basta con el presecado de las placas que contengan mucha humedad en un horno con circulación de
aire, 24 horas a 80°C para POLYCASA XT y 24 horas a 75°C para POLYCASA XT High Impact.
Para lograr un buen secado se debe asegurar la circulación de aire entre las placas; la lámina protectora se debe retirar antes del
secado.
Las placas de POLYCASA XT se deben enfriar lentamente para evitar que se vuelva a generar humedad o tensiones internas debido a
un enfriamiento demasiado rápido tras el secado. La velocidad máxima de enfriamiento tras el secado debe ser inferior a 15°C por
hora; la temperatura máxima del horno a la cual se debe retirar la placa es de 60°C.
Se recomienda efectuar ensayos previos de prueba.
En general, no es necesario presecar las placas de POLYCASA XT antes del termomoldeo, siempre que el material se haya almacenado
adecuadamente y que la lámina no haya sufrido daños.
Para minimizar costes, el calor de secado debería aprovecharse en el moldeo inmediatamente después del proceso de secado.
POLYCASA XT ‐ PLACAS ACRÍLICAS
7.3.3 CAMBIOS DIMENSIONALES
En el proceso de extrusión existen considerables fuerzas de orientación para moldear la placa a partir del polímero fundido. Una parte
de estas fuerzas permanece “congelada” en la placa.
Cuando se ha de calentar la placa, p.ej. antes del termomoldeo, esta tensión se manifiesta con una contracción de la placa. La
contracción siempre es mayor en la dirección de extrusión. La contracción longitudinal siempre es mayor en las placas finas y menor en
placas gruesas. Este cambio dimensional se debe tener en cuenta cuando se cortan las placas para termomoldeo.
Cuando el material se caliente y se fije a un bastidor de sujeción no se contraerá el material.
Dado que el valor de contracción depende de la temperatura y el tiempo de calentamiento, se recomienda realizar ensayos previos de
prueba.
Los valores de contracción longitudinal máxima de POLYCASA XT cumplen con creces los establecidos en la ISO 7823‐2:
Espesor de la placa Nivel de contracción
1.50 mm hasta <2 mm 15%
2.00 mm hasta <3 mm 12%
3.00 mm hasta 25 mm 7%
7.3.4 DILATACIÓN TÉRMICA LINEAL
Como ocurre prácticamente con todos los materiales, POLYCASA XT experimenta una dilatación lineal con las variaciones de
temperatura. Los plásticos sufren una mayor dilatación lineal que los metales, y hay que tenerlo en cuenta al montar las placas de
POLYCASA XT en bastidores.
Material [mm/mK] POLYCASA XT 0,07
POLYCASA XT 630 0,09
POLYCASA XT 620 0,10
POLYCASA XT 610 0,11
POLYCASA XT experimenta un coeficiente de dilatación térmica lineal de 0,07 mm/m•°C
Durante el montaje de placas de POLYCASA XT hay que prestar atención al margen de elongación con el fin de evitar que se produzcan
daños al usar el material. Para más datos técnicos vea el apartado “7.8 Acristalamiento”.
7.3.5 CAMBIOS DIMENSIONALES DEBIDOS AL CONTENIDO DE HUMEDAD
POLYCASA XT absorbe humedad durante su almacenamiento y aplicación. Además de la dilatación térmica lineal, el contenido de
humedad puede provocar un cambio dimensional añadido de hasta el 0,5%. Durante el montaje de las placas de POLYCASA XT hay
que prestar atención al margen de elongación con el fin de evitar que se produzcan daños al usar el material.
La variación y las diferencias en el contenido de humedad entre la superficie interior y exterior de una placa (p.ej. en el
acristalamiento de una piscina, terrario, invernadero, jardín de invierno) provocan una diferente elongación entre las superficies de la
placa. Esta diferencia puede ocasionar la curvatura de la placa montada. Esta curvatura se puede evitar escogiendo un mayor espesor
de la placa, con el fin de obtener una estabilidad inherente. Se recomienda realizar ensayos de prueba.
POLYCASA XT ‐ PLACAS ACRÍLICAS
7.3.6 PLANIMETÍA
Cuando tienen un elevado espesor, las placas POLYCASA XT de extrusión pueden experimentar una pequeña desviación en su planitud debido al enfriamiento del material.
La planitud se determina con una muestra cortada a medida 1000 x 1000 mm.
Espesor Planitud
≤ 10 mm ≤ 2mm
> 10 mm ≤ 3 mm
7.4 TRATAMIENTO DE LA SUPERFICIE
7.4.1 IMPRESIÓN
La serigrafía es el método más utilizado para imprimir sobre POLYCASA XT y permite crear una amplia gama de gráficos.
La serigrafía distorsionada permite moldear la placa plana
tras su impresión en un objeto tridimensional con el registro
de impresión correcto. Se debe dejar un margen para el
“estiramiento” de la imagen cuando se diseñan los gráficos.
No se deben utilizar sistemas de proyección halógena para el
termomoldeo de placas impresas.
Durante el proceso de serigrafía se presiona la tinta de alta viscosidad a través de un tejido serigráfico previamente tratado
fotoquímicamente (poliamida o poliéster) mediante acción mecánica o a mano con un raspador. La tinta se transfiere a la placa por
debajo del tejido.
Con el fin de evitar las fisuras por tensiones de POLYCASA XT, solo deben utilizarse tintas compatibles con materiales acrílicos. Los
sistemas de lacado deben ser adecuados para la aplicación. Cuando sea necesario habrá que templar, presecar o limpiar la placa antes
de aplicar la tinta, con el fin de evitar fisuras por tensiones y problemas de adhesión. Se recomienda realizar ensayos de prueba.
Se pueden solicitar las direcciones de los suministradores de las tintas apropiadas al Departamento de Servicio Técnico.
El pintado con aerosol es otro método conocido para decorar las placas tras el moldeo. Solo se deben utilizar las pinturas adecuadas
para placas acrílicas.
7.4.2 LAMINADO
La aplicación de láminas decorativas o letras autoadhesivas o calcomanías solo está indicada para placas planas o ligeramente
curvadas. Hay que prestar atención en utilizar láminas adhesivas que no produzcan fisuras por tensiones internas en las placas de
POLYCASA XT.
La evaporación puede provocar una separación parcial de la película autoadhesiva; por tanto, las placas de POLYCASA XT se deben
secar durante toda la noche a una temperatura de 70 – 80°C. Las impurezas, como las partículas de polvo, pueden provocar que la
lámina se separe en parte, y ello puede afectar al aspecto del laminado. Cuando sea necesario hay que templar o limpiar la placa antes
de aplicar la tinta, con el fin de evitar ”crazing” y problemas de adhesión. Se recomienda realizar ensayos de prueba.
Se pueden solicitar las direcciones de los suministradores de las tintas apropiadas al Departamento de Servicio Técnico.
POLYCASA XT ‐ PLACAS ACRÍLICAS
7.5 MECANIZADO
7.5.1 RECOMENDACIONES GENERALES
Las placas de POLYCASA XT se pueden mecanizar con la mayoría de herramientas utilizadas para metales. La velocidad de corte y de
avance deben ser tales que no fundan el material.
Si se genera poco calor durante las operaciones de corte no será necesario lubricar el material.
Es imprescindible emplear herramientas de corte afiladas con unos márgenes de corte apropiados para POLYCASA XT.
El enfriamiento de la herramienta, realizado exclusivamente mediante agua o con emulsiones para enfriamiento compatibles con
materiales acrílicos, puede eliminar el calor. El enfriamiento reduce el calentamiento sobre la superficie durante el proceso, así como
las tensiones y esfuerzos posteriores al tratamiento.
7.5.2 CORTE
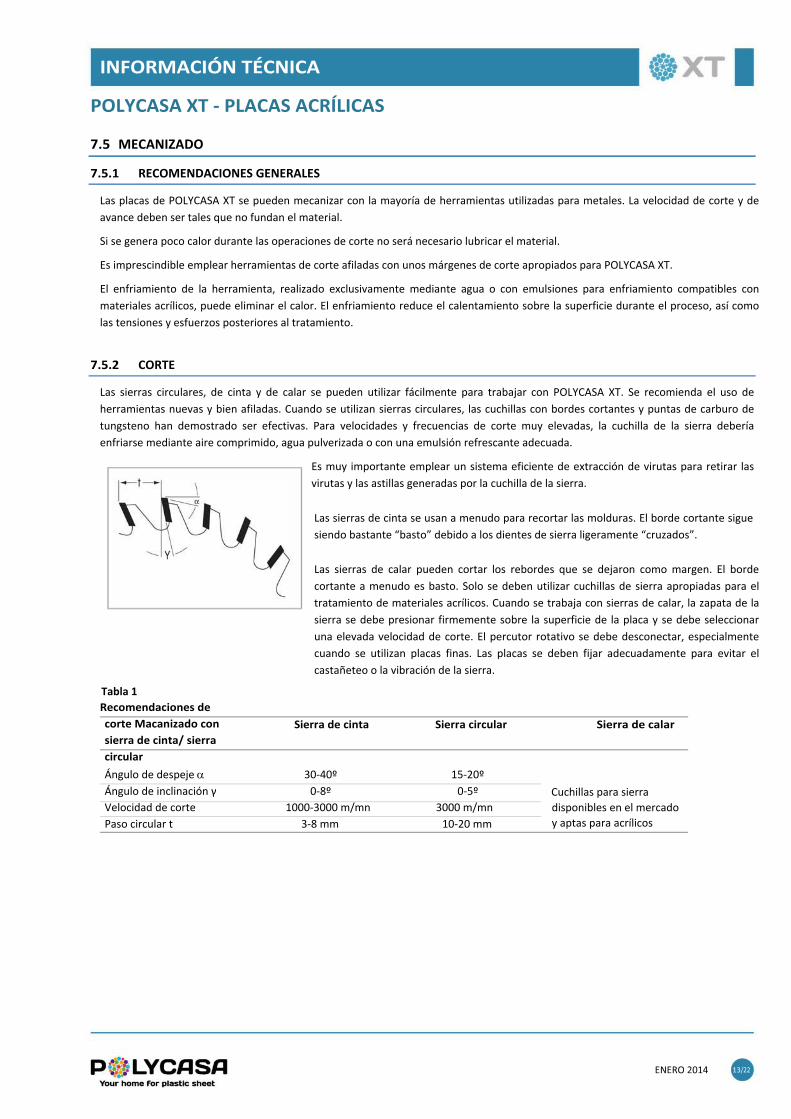
Las sierras circulares, de cinta y de calar se pueden utilizar fácilmente para trabajar con POLYCASA XT. Se recomienda el uso de
herramientas nuevas y bien afiladas. Cuando se utilizan sierras circulares, las cuchillas con bordes cortantes y puntas de carburo de
tungsteno han demostrado ser efectivas. Para velocidades y frecuencias de corte muy elevadas, la cuchilla de la sierra debería
enfriarse mediante aire comprimido, agua pulverizada o con una emulsión refrescante adecuada.
Es muy importante emplear un sistema eficiente de extracción de virutas para retirar las
virutas y las astillas generadas por la cuchilla de la sierra.
Las sierras de cinta se usan a menudo para recortar las molduras. El borde cortante sigue
siendo bastante “basto” debido a los dientes de sierra ligeramente “cruzados”.
Las sierras de calar pueden cortar los rebordes que se dejaron como margen. El borde
cortante a menudo es basto. Solo se deben utilizar cuchillas de sierra apropiadas para el
tratamiento de materiales acrílicos. Cuando se trabaja con sierras de calar, la zapata de la
sierra se debe presionar firmemente sobre la superficie de la placa y se debe seleccionar
una elevada velocidad de corte. El percutor rotativo se debe desconectar, especialmente
cuando se utilizan placas finas. Las placas se deben fijar adecuadamente para evitar el
castañeteo o la vibración de la sierra.
Tabla 1
Recomendaciones de
corte Macanizado con
sierra de cinta/ sierra
circular
Sierra de cinta Sierra circular Sierra de calar
Ángulo de despeje 30‐40º 15‐20º
Ángulo de inclinación γ 0‐8º 0‐5º
Velocidad de corte 1000‐3000 m/mn 3000 m/mn
Paso circular t 3‐8 mm 10‐20 mm
Cuchillas para sierra
disponibles en el mercado
y aptas para acrílicos
POLYCASA XT ‐ PLACAS ACRÍLICAS
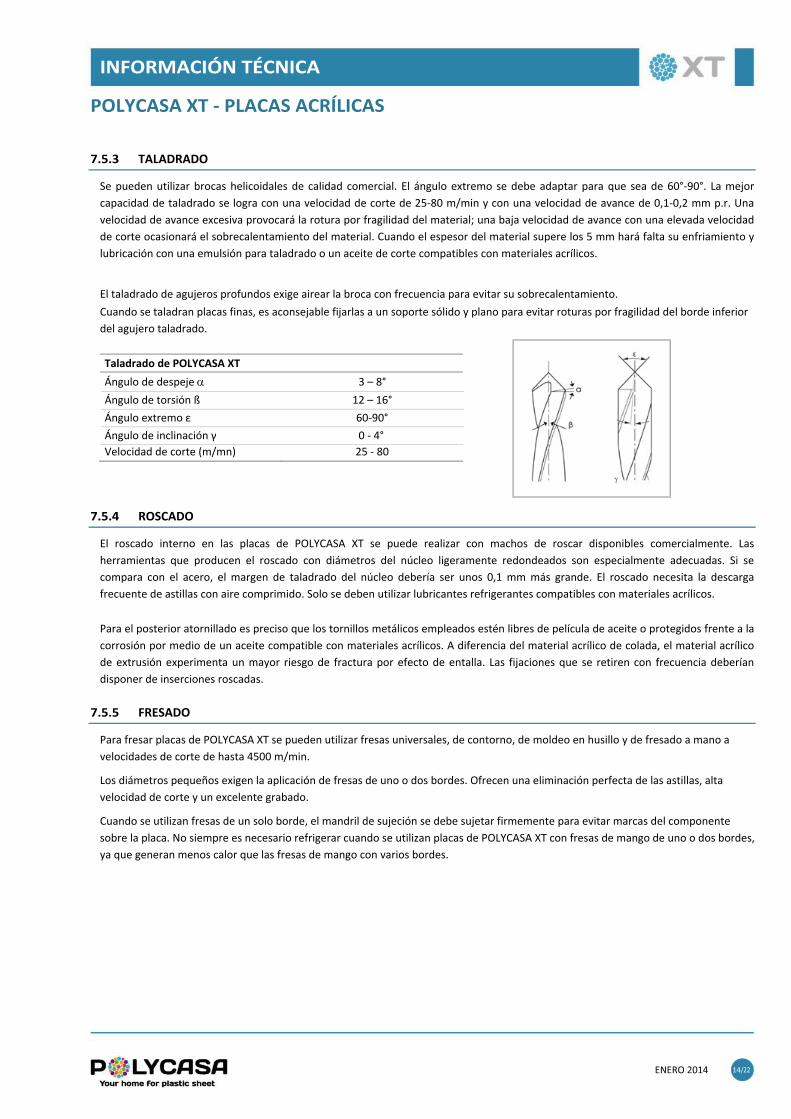
7.5.3 TALADRADO
Se pueden utilizar brocas helicoidales de calidad comercial. El ángulo extremo se debe adaptar para que sea de 60°‐90°. La mejor
capacidad de taladrado se logra con una velocidad de corte de 25‐80 m/min y con una velocidad de avance de 0,1‐0,2 mm p.r. Una
velocidad de avance excesiva provocará la rotura por fragilidad del material; una baja velocidad de avance con una elevada velocidad
de corte ocasionará el sobrecalentamiento del material. Cuando el espesor del material supere los 5 mm hará falta su enfriamiento y
lubricación con una emulsión para taladrado o un aceite de corte compatibles con materiales acrílicos.
El taladrado de agujeros profundos exige airear la broca con frecuencia para evitar su sobrecalentamiento.
Cuando se taladran placas finas, es aconsejable fijarlas a un soporte sólido y plano para evitar roturas por fragilidad del borde inferior
del agujero taladrado.
Taladrado de POLYCASA XT
Ángulo de despeje 3 – 8°
Ángulo de torsión ß 12 – 16°
Ángulo extremo ε 60‐90°
Ángulo de inclinación γ 0 ‐ 4°
Velocidad de corte (m/mn) 25 ‐ 80
7.5.4 ROSCADO
El roscado interno en las placas de POLYCASA XT se puede realizar con machos de roscar disponibles comercialmente. Las
herramientas que producen el roscado con diámetros del núcleo ligeramente redondeados son especialmente adecuadas. Si se
compara con el acero, el margen de taladrado del núcleo debería ser unos 0,1 mm más grande. El roscado necesita la descarga
frecuente de astillas con aire comprimido. Solo se deben utilizar lubricantes refrigerantes compatibles con materiales acrílicos.
Para el posterior atornillado es preciso que los tornillos metálicos empleados estén libres de película de aceite o protegidos frente a la
corrosión por medio de un aceite compatible con materiales acrílicos. A diferencia del material acrílico de colada, el material acrílico
de extrusión experimenta un mayor riesgo de fractura por efecto de entalla. Las fijaciones que se retiren con frecuencia deberían
disponer de inserciones roscadas.
7.5.5 FRESADO
Para fresar placas de POLYCASA XT se pueden utilizar fresas universales, de contorno, de moldeo en husillo y de fresado a mano a
velocidades de corte de hasta 4500 m/min.
Los diámetros pequeños exigen la aplicación de fresas de uno o dos bordes. Ofrecen una eliminación perfecta de las astillas, alta
velocidad de corte y un excelente grabado.
Cuando se utilizan fresas de un solo borde, el mandril de sujeción se debe sujetar firmemente para evitar marcas del componente
sobre la placa. No siempre es necesario refrigerar cuando se utilizan placas de POLYCASA XT con fresas de mango de uno o dos bordes,
ya que generan menos calor que las fresas de mango con varios bordes.
POLYCASA XT ‐ PLACAS ACRÍLICAS
7.5.6 CORTE POR LÁSER
Las placas de POLYCASA XT se pueden cortar fácilmente con un láser de CO2. Se pueden obtener unos bordes de corte brillantes pero esto
dependerá del tipo, espesor y tratamiento de la superficie. La eficiencia de funcionamiento del láser debería ser de 300 – 1000W. Hay que
asegurar el flujo de gas inerte para proteger la lente y la extracción de los vapores de monómero.
Es fundamental realizar ensayos previos con el fin de determinar la posición exacta en cada caso.
Diferencias en el espesor de la placa pueden provocar bordes de corte inclinados, que no sean perpendiculares a la superficie de la placa.
Los láseres de neodimio‐YAG permiten un excelente grabado de las placas de POLYCASA XT de colores.
La elevada carga térmica en la zona del corte genera tensiones que pueden generar micr‐fisuras en contacto con sustancias químicas
(durante el proceso de adhesión, por ejemplo).
El templado de las piezas evitará las fisuras al relajar las tensiones a una temperatura de 80°C (ver apartado 7.7.3 “Templado”).
Durante el corte por láser, los bordes de corte de las versiones de POLYCASA XT de alto impacto no ofrecen el mismo brillo que
POLYCASA XT; los bordes de corte pueden estar un poco “pegajosos”.
7.5.7 CORTE POR CHORRO DE AGUA
De forma parecida al corte por láser, la velocidad de corte posible depende de los espesores del material a cortar y de la calidad de
corte deseada.
A diferencia del corte por láser, los bordes de corte parecen tratados con arena como resultado del corte por chorro de agua. Cuando
se aplica la técnica de corte por chorro de agua no se generan esfuerzos térmicos en el material.
El agua utilizada para cortar placas de POLYCASA XT contiene aditivos abrasivos.
Se logran buenos resultados con una velocidad de corte de 1500 – 2000 mm/min y un espesor del material de 4 mm.
Una velocidad de avance de 400 – 800 mm/min y un espesor del material de 10 mm ofrecerá buenos resultados.
7.5.8 PULIDO
Antes del pulido a mano hay que lijar la placa. El lijado a mano exige utilizar papel abrasivo de grano 80‐600, así como varios ciclos de
lijado, desde un lijado basto hasta un lijado fino. El lijado mecánico se debe realizar con lijadoras de cinta y una velocidad de la cinta
de 5 – 10 m/s. Hay que evitar que la superficie alcance una temperatura elevada presionando ligeramente sobre la pieza. El pulido se
realiza con discos pulidores o de decapado, discos de fieltro o una cera de pulido adecuada.
El pulido‐fresado mediante herramientas con punta de diamante es otra
opción para realizar este proceso. La calidad de la superficie es tal que no
necesita otro tratamiento. El pulido‐fresado en un solo ciclo sin lijado basto
producirá un excelente acabado. No se producen esfuerzos internos y no
hace falta templado, que sí es necesario en otros procedimientos.
El pulido a la llama de POLYCASA XT no necesita otros ciclos de lijado. Los
bordes a pulir deben estar libres de polvo y aceite.
Las líneas de corte y fresado pueden seguir siendo visibles incluso tras el pulido. Se obtiene un mejor acabado de la superficie
tratando el borde cortado con una rasqueta de hierro antes del pulido a la llama.
Debido a los pigmentos, los bordes del material de color a menudo son mates.
El pulido a la llama no se recomienda para placas con un espesor de más de 10 mm debido al sobrecalentamiento y las
tensionesresultantes.
El templado se debe realizar si a continuación entra en contacto con sustancias corrosivas como disolventes, adhesivos o agentes de
limpieza inapropiados.
POLYCASA XT ‐ PLACAS ACRÍLICAS
7.6 UNIÓN
7.6.1 ADHESIÓN
Las caras que se van a unir deben limpiarse antes de adherirlas. Utilice agua templada que contenga algún detergente. Si es necesario,
seque con un tejido absorbente sin pelusa (p.ej. material de un guante). Las superficies con mucha grasa o aceite se pueden lavar con
éter de petróleo .
Los componentes a unir deberían estar templados para liberar las tensiones antes del encolado, con el fin de evitar el agrietamiento
potencial por esfuerzo debido a la reacción con el adhesivo disolvente; esto es especialmente aplicable a los componentes que hayan
sido mecanizados mediante herramientas de corte metálico o de corte por láser.
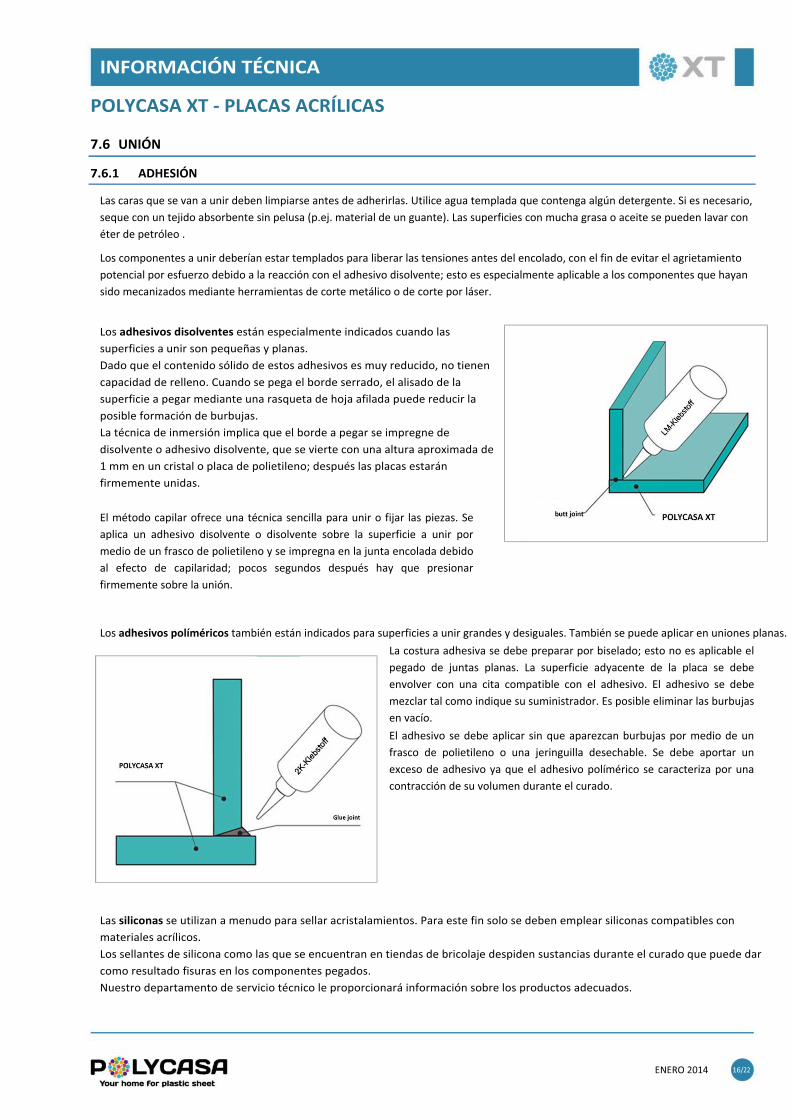
Los adhesivos disolventes están especialmente indicados cuando las
superficies a unir son pequeñas y planas.
Dado que el contenido sólido de estos adhesivos es muy reducido, no tienen
capacidad de relleno. Cuando se pega el borde serrado, el alisado de la
superficie a pegar mediante una rasqueta de hoja afilada puede reducir la
posible formación de burbujas.
La técnica de inmersión implica que el borde a pegar se impregne de
disolvente o adhesivo disolvente, que se vierte con una altura aproximada de
1 mm en un cristal o placa de polietileno; después las placas estarán
firmemente unidas.
El método capilar ofrece una técnica sencilla para unir o fijar las piezas. Se
aplica un adhesivo disolvente o disolvente sobre la superficie a unir por
medio de un frasco de polietileno y se impregna en la junta encolada debido
al efecto de capilaridad; pocos segundos después hay que presionar
firmemente sobre la unión.
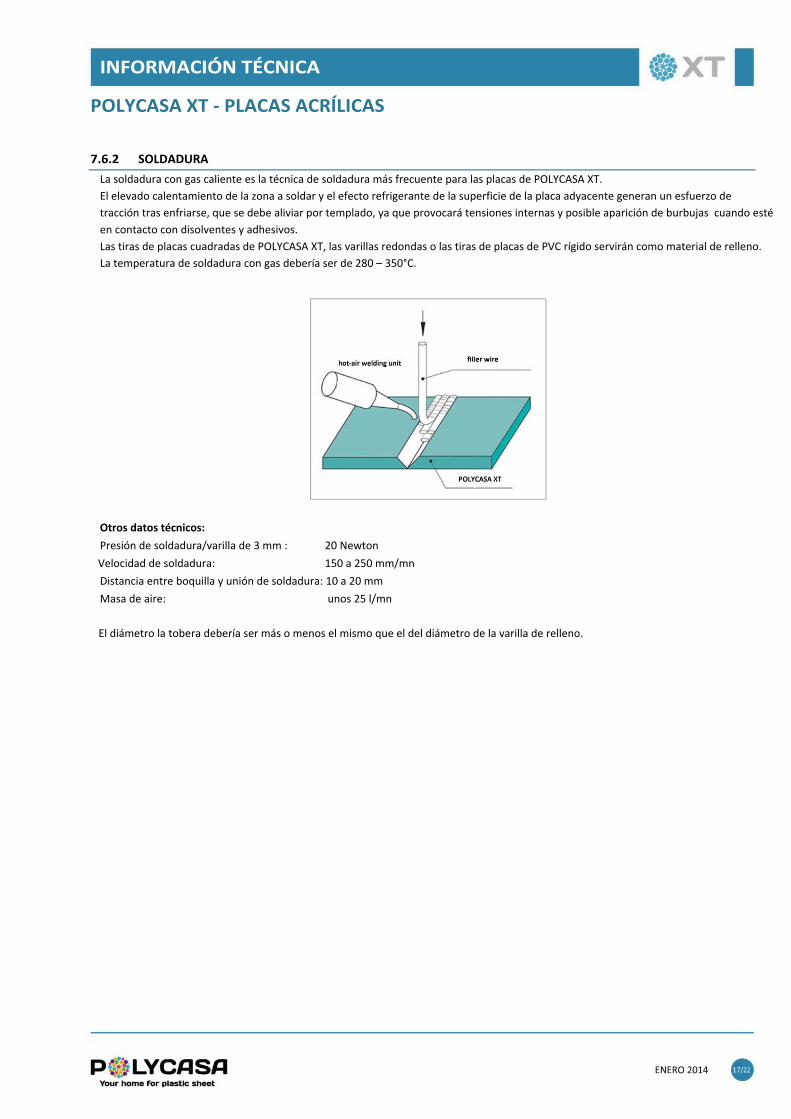
Los adhesivos políméricos también están indicados para superficies a unir grandes y desiguales. También se puede aplicar en uniones planas.
La costura adhesiva se debe preparar por biselado; esto no es aplicable el
pegado de juntas planas. La superficie adyacente de la placa se debe
envolver con una cita compatible con el adhesivo. El adhesivo se debe
mezclar tal como indique su suministrador. Es posible eliminar las burbujas
en vacío.
El adhesivo se debe aplicar sin que aparezcan burbujas por medio de un
frasco de polietileno o una jeringuilla desechable. Se debe aportar un
exceso de adhesivo ya que el adhesivo polímérico se caracteriza por una
contracción de su volumen durante el curado.
Las siliconas se utilizan a menudo para sellar acristalamientos. Para este fin solo se deben emplear siliconas compatibles con
materiales acrílicos.
Los sellantes de silicona como las que se encuentran en tiendas de bricolaje despiden sustancias durante el curado que puede dar
como resultado fisuras en los componentes pegados.
Nuestro departamento de servicio técnico le proporcionará información sobre los productos adecuados.
POLYCASA XT ‐ PLACAS ACRÍLICAS
7.6.2 SOLDADURA
La soldadura con gas caliente es la técnica de soldadura más frecuente para las placas de POLYCASA XT.
El elevado calentamiento de la zona a soldar y el efecto refrigerante de la superficie de la placa adyacente generan un esfuerzo de
tracción tras enfriarse, que se debe aliviar por templado, ya que provocará tensiones internas y posible aparición de burbujas cuando esté
en contacto con disolventes y adhesivos.
Las tiras de placas cuadradas de POLYCASA XT, las varillas redondas o las tiras de placas de PVC rígido servirán como material de relleno.
La temperatura de soldadura con gas debería ser de 280 – 350°C.
Otros datos técnicos:
Presión de soldadura/varilla de 3 mm : 20 Newton
Velocidad de soldadura: 150 a 250 mm/mn
Distancia entre boquilla y unión de soldadura: 10 a 20 mm
Masa de aire: unos 25 l/mn
El diámetro la tobera debería ser más o menos el mismo que el del diámetro de la varilla de relleno.
POLYCASA XT ‐ PLACAS ACRÍLICAS
7.7 MOLDEO
NOTA : Antes del termomoldeo y el doblado en caliente de POLYCASA XT se recomienda retirar la película protectora. Debido a que la
respuesta de la lámina depende de las condiciones de proceso del material, como la tasa de consumo y las temperaturas necesarias, se
pueden obtener moldeos sencillos sin retirar la lámina. Es fundamental realizar ensayos de prueba con anterioridad para determinar la
respuesta para cada caso.
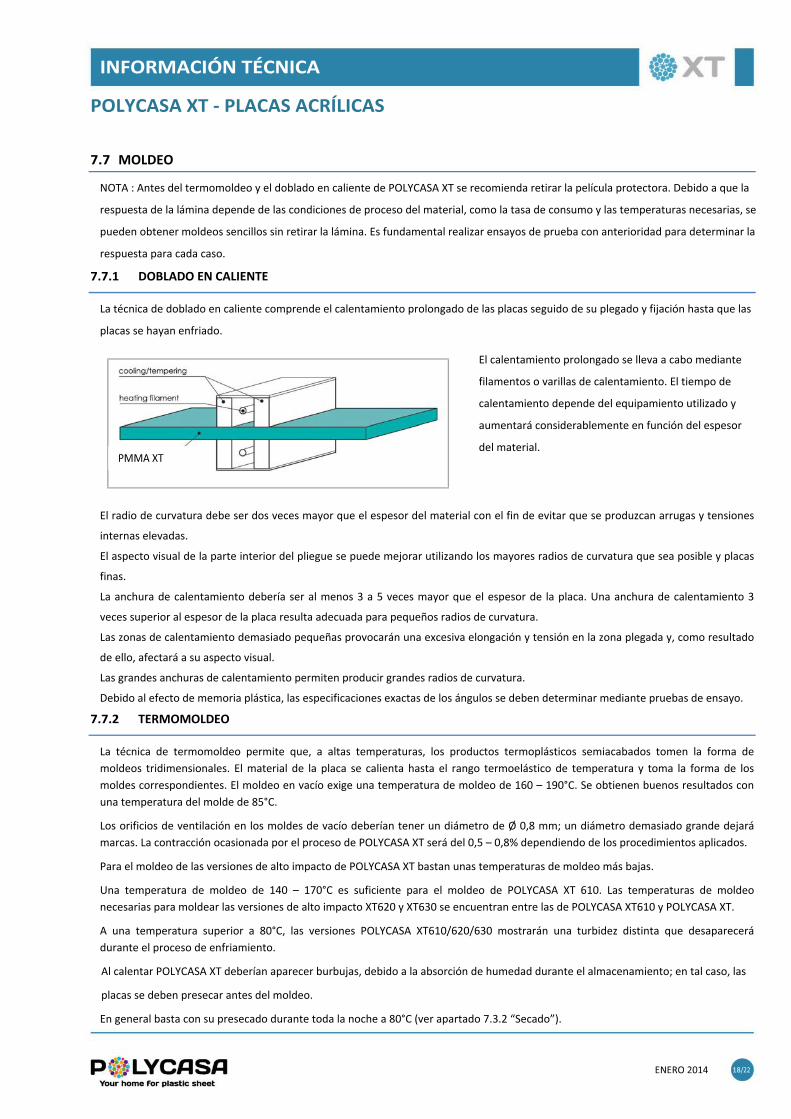
7.7.1 DOBLADO EN CALIENTE
La técnica de doblado en caliente comprende el calentamiento prolongado de las placas seguido de su plegado y fijación hasta que las
placas se hayan enfriado.
El calentamiento prolongado se lleva a cabo mediante
filamentos o varillas de calentamiento. El tiempo de
calentamiento depende del equipamiento utilizado y
aumentará considerablemente en función del espesor
del material.
El radio de curvatura debe ser dos veces mayor que el espesor del material con el fin de evitar que se produzcan arrugas y tensiones
internas elevadas.
El aspecto visual de la parte interior del pliegue se puede mejorar utilizando los mayores radios de curvatura que sea posible y placas
finas.
La anchura de calentamiento debería ser al menos 3 a 5 veces mayor que el espesor de la placa. Una anchura de calentamiento 3
veces superior al espesor de la placa resulta adecuada para pequeños radios de curvatura.
Las zonas de calentamiento demasiado pequeñas provocarán una excesiva elongación y tensión en la zona plegada y, como resultado
de ello, afectará a su aspecto visual.
Las grandes anchuras de calentamiento permiten producir grandes radios de curvatura.
Debido al efecto de memoria plástica, las especificaciones exactas de los ángulos se deben determinar mediante pruebas de ensayo.
7.7.2 TERMOMOLDEO
La técnica de termomoldeo permite que, a altas temperaturas, los productos termoplásticos semiacabados tomen la forma de
moldeos tridimensionales. El material de la placa se calienta hasta el rango termoelástico de temperatura y toma la forma de los
moldes correspondientes. El moldeo en vacío exige una temperatura de moldeo de 160 – 190°C. Se obtienen buenos resultados con
una temperatura del molde de 85°C.
Los orificios de ventilación en los moldes de vacío deberían tener un diámetro de Ø 0,8 mm; un diámetro demasiado grande dejará
marcas. La contracción ocasionada por el proceso de POLYCASA XT será del 0,5 – 0,8% dependiendo de los procedimientos aplicados.
Para el moldeo de las versiones de alto impacto de POLYCASA XT bastan unas temperaturas de moldeo más bajas.
Una temperatura de moldeo de 140 – 170°C es suficiente para el moldeo de POLYCASA XT 610. Las temperaturas de moldeo
necesarias para moldear las versiones de alto impacto XT620 y XT630 se encuentran entre las de POLYCASA XT610 y POLYCASA XT.
A una temperatura superior a 80°C, las versiones POLYCASA XT610/620/630 mostrarán una turbidez distinta que desaparecerá
durante el proceso de enfriamiento.
Al calentar POLYCASA XT deberían aparecer burbujas, debido a la absorción de humedad durante el almacenamiento; en tal caso, las
placas se deben presecar antes del moldeo.
En general basta con su presecado durante toda la noche a 80°C (ver apartado 7.3.2 “Secado”).
POLYCASA XT ‐ PLACAS ACRÍLICAS
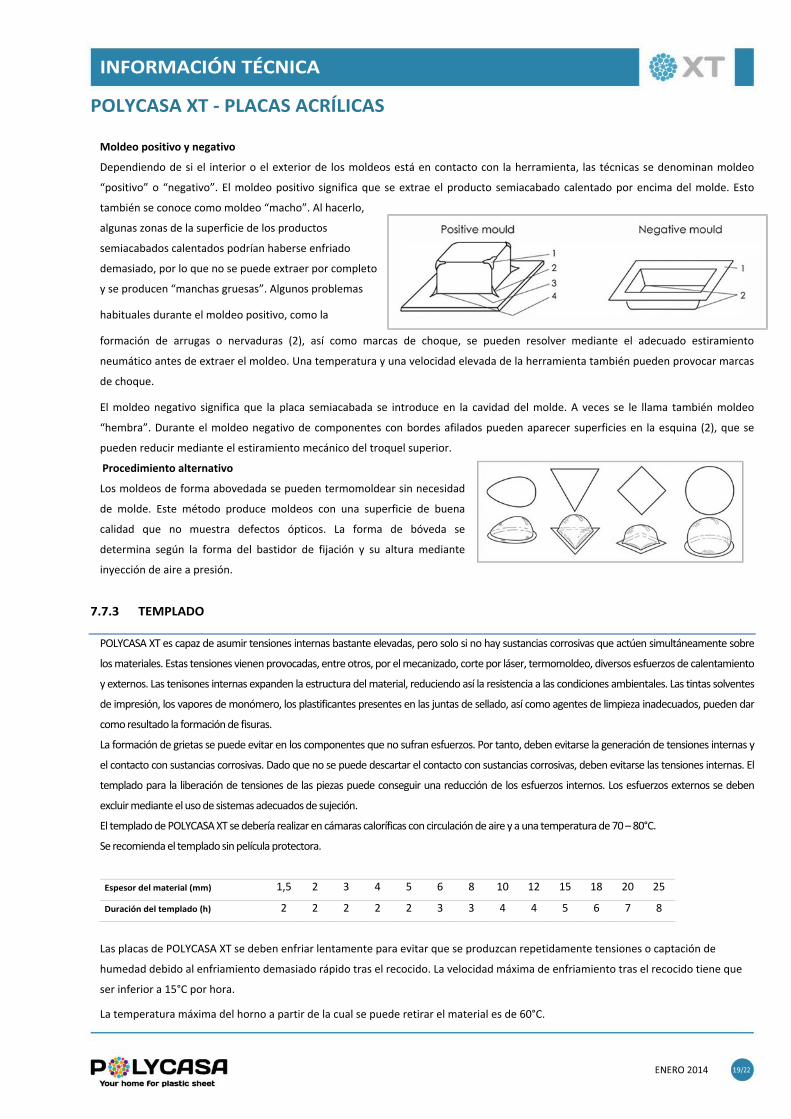
Moldeo positivo y negativo
Dependiendo de si el interior o el exterior de los moldeos está en contacto con la herramienta, las técnicas se denominan moldeo
“positivo” o “negativo”. El moldeo positivo significa que se extrae el producto semiacabado calentado por encima del molde. Esto
también se conoce como moldeo “macho”. Al hacerlo,
algunas zonas de la superficie de los productos
semiacabados calentados podrían haberse enfriado
demasiado, por lo que no se puede extraer por completo
y se producen “manchas gruesas”. Algunos problemas
habituales durante el moldeo positivo, como la
formación de arrugas o nervaduras (2), así como marcas de choque, se pueden resolver mediante el adecuado estiramiento
neumático antes de extraer el moldeo. Una temperatura y una velocidad elevada de la herramienta también pueden provocar marcas
de choque.
El moldeo negativo significa que la placa semiacabada se introduce en la cavidad del molde. A veces se le llama también moldeo
“hembra”. Durante el moldeo negativo de componentes con bordes afilados pueden aparecer superficies en la esquina (2), que se
pueden reducir mediante el estiramiento mecánico del troquel superior. Procedimiento alternativo
Los moldeos de forma abovedada se pueden termomoldear sin necesidad
de molde. Este método produce moldeos con una superficie de buena
calidad que no muestra defectos ópticos. La forma de bóveda se
determina según la forma del bastidor de fijación y su altura mediante
inyección de aire a presión.
7.7.3 TEMPLADO
POLYCASA XT es capaz de asumir tensiones internas bastante elevadas, pero solo si no hay sustancias corrosivas que actúen simultáneamente sobre
los materiales. Estas tensiones vienen provocadas, entre otros, por el mecanizado, corte por láser, termomoldeo, diversos esfuerzos de calentamiento
y externos. Las tenisones internas expanden la estructura del material, reduciendo así la resistencia a las condiciones ambientales. Las tintas solventes
de impresión, los vapores de monómero, los plastificantes presentes en las juntas de sellado, así como agentes de limpieza inadecuados, pueden dar
como resultado la formación de fisuras.
La formación de grietas se puede evitar en los componentes que no sufran esfuerzos. Por tanto, deben evitarse la generación de tensiones internas y
el contacto con sustancias corrosivas. Dado que no se puede descartar el contacto con sustancias corrosivas, deben evitarse las tensiones internas. El
templado para la liberación de tensiones de las piezas puede conseguir una reducción de los esfuerzos internos. Los esfuerzos externos se deben
excluir mediante el uso de sistemas adecuados de sujeción.
El templado de POLYCASA XT se debería realizar en cámaras caloríficas con circulación de aire y a una temperatura de 70 – 80°C.
Se recomienda el templado sin película protectora.
Espesor del material (mm) 1,5 2 3 4 5 6 8 10 12 15 18 20 25
Duración del templado (h) 2 2 2 2 2 3 3 4 4 5 6 7 8
Las placas de POLYCASA XT se deben enfriar lentamente para evitar que se produzcan repetidamente tensiones o captación de
humedad debido al enfriamiento demasiado rápido tras el recocido. La velocidad máxima de enfriamiento tras el recocido tiene que
ser inferior a 15°C por hora.
La temperatura máxima del horno a partir de la cual se puede retirar el material es de 60°C.
POLYCASA XT ‐ PLACAS ACRÍLICAS
7.8 ACRISTALAMIENTO
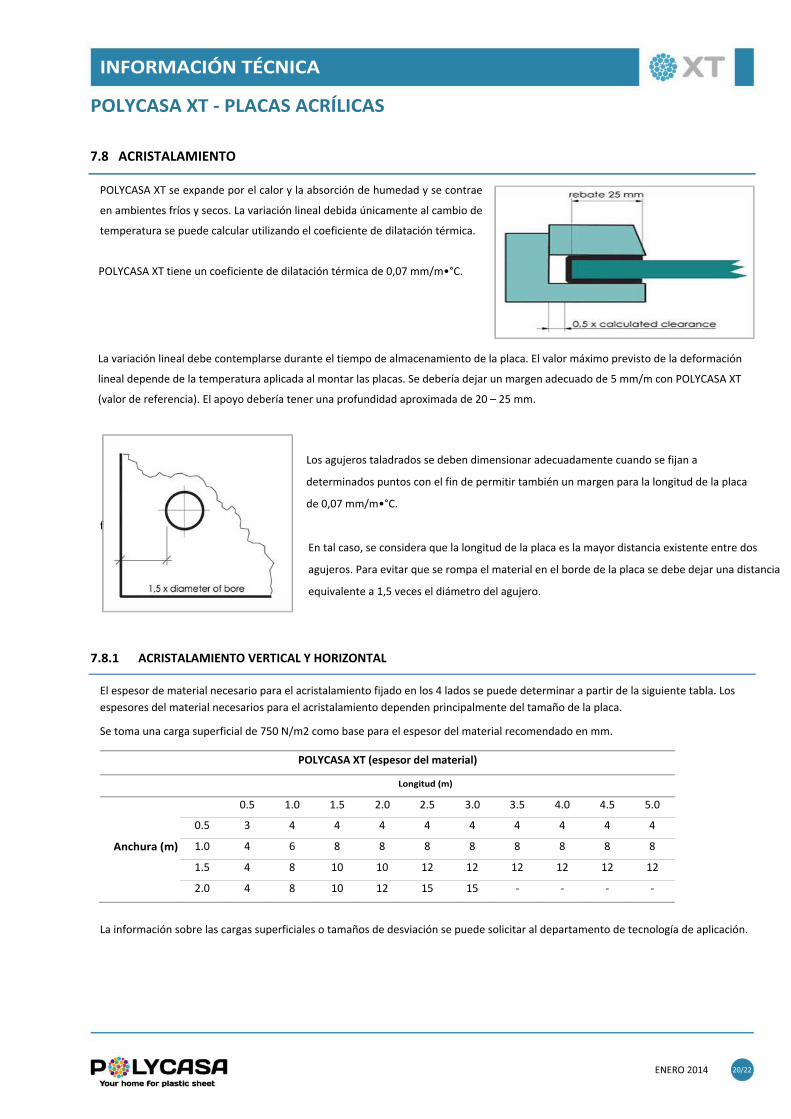
POLYCASA XT se expande por el calor y la absorción de humedad y se contrae
en ambientes fríos y secos. La variación lineal debida únicamente al cambio de
temperatura se puede calcular utilizando el coeficiente de dilatación térmica.
POLYCASA XT tiene un coeficiente de dilatación térmica de 0,07 mm/m•°C.
La variación lineal debe contemplarse durante el tiempo de almacenamiento de la placa. El valor máximo previsto de la deformación
lineal depende de la temperatura aplicada al montar las placas. Se debería dejar un margen adecuado de 5 mm/m con POLYCASA XT
(valor de referencia). El apoyo debería tener una profundidad aproximada de 20 – 25 mm.
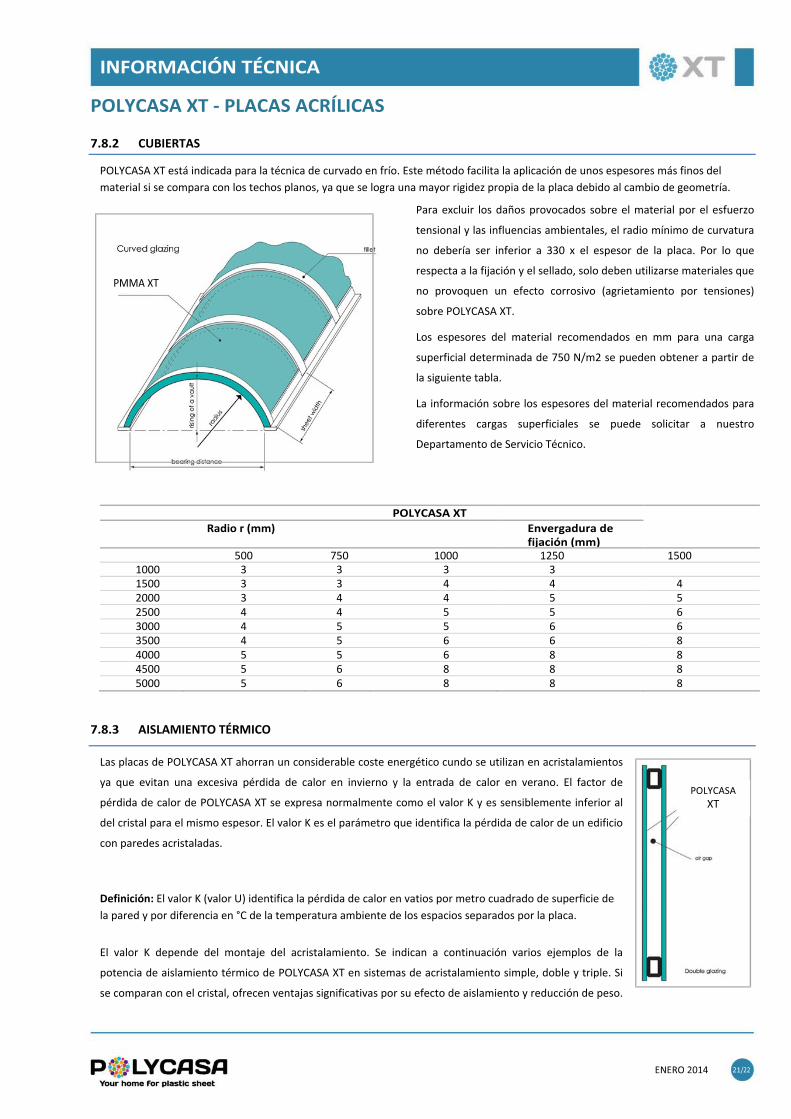
Los agujeros taladrados se deben dimensionar adecuadamente cuando se fijan a
determinados puntos con el fin de permitir también un margen para la longitud de la placa
de 0,07 mm/m•°C.
fait de la dilatation de la plaque.
En tal caso, se considera que la longitud de la placa es la mayor distancia existente entre dos
agujeros. Para evitar que se rompa el material en el borde de la placa se debe dejar una distancia
equivalente a 1,5 veces el diámetro del agujero.
7.8.1 ACRISTALAMIENTO VERTICAL Y HORIZONTAL
El espesor de material necesario para el acristalamiento fijado en los 4 lados se puede determinar a partir de la siguiente tabla. Los
espesores del material necesarios para el acristalamiento dependen principalmente del tamaño de la placa.
Se toma una carga superficial de 750 N/m2 como base para el espesor del material recomendado en mm.
POLYCASA XT (espesor del material)
Longitud (m)
0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0
0.5 3 4 4 4 4 4 4 4 4 4
Anchura (m) 1.0 4 6 8 8 8 8 8 8 8 8
1.5 4 8 10 10 12 12 12 12 12 12
2.0 4 8 10 12 15 15 ‐ ‐ ‐ ‐
La información sobre las cargas superficiales o tamaños de desviación se puede solicitar al departamento de tecnología de aplicación.
POLYCASA XT ‐ PLACAS ACRÍLICAS
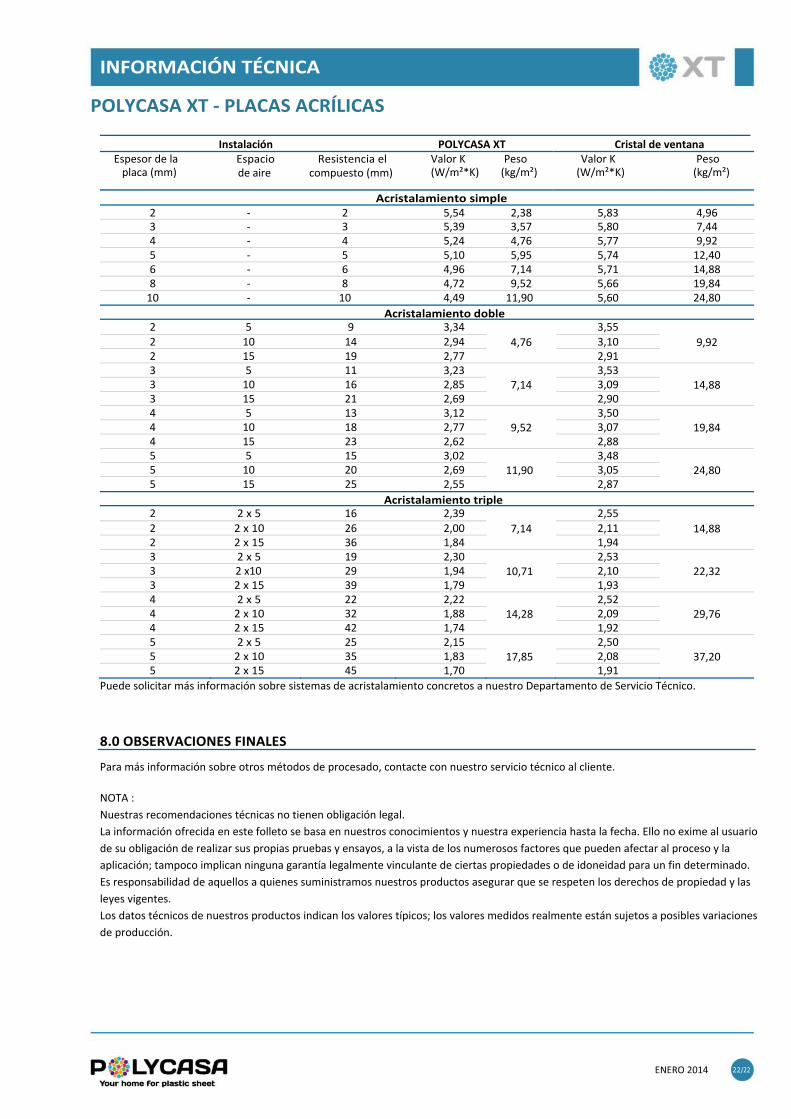
7.8.2 CUBIERTAS
POLYCASA XT está indicada para la técnica de curvado en frío. Este método facilita la aplicación de unos espesores más finos del
material si se compara con los techos planos, ya que se logra una mayor rigidez propia de la placa debido al cambio de geometría.
Para excluir los daños provocados sobre el material por el esfuerzo
tensional y las influencias ambientales, el radio mínimo de curvatura
no debería ser inferior a 330 x el espesor de la placa. Por lo que
respecta a la fijación y el sellado, solo deben utilizarse materiales que
no provoquen un efecto corrosivo (agrietamiento por tensiones)
sobre POLYCASA XT.
Los espesores del material recomendados en mm para una carga
superficial determinada de 750 N/m2 se pueden obtener a partir de
la siguiente tabla.
La información sobre los espesores del material recomendados para
diferentes cargas superficiales se puede solicitar a nuestro
Departamento de Servicio Técnico.
POLYCASA XT
Radio r (mm) Envergadura de fijación (mm)
500 750 1000 1250 1500 1000 3 3 3 3 1500 3 3 4 4 4 2000 3 4 4 5 5 2500 4 4 5 5 6 3000 4 5 5 6 6 3500 4 5 6 6 8 4000 5 5 6 8 8 4500 5 6 8 8 8 5000 5 6 8 8 8
7.8.3 AISLAMIENTO TÉRMICO
Las placas de POLYCASA XT ahorran un considerable coste energético cundo se utilizan en acristalamientos
ya que evitan una excesiva pérdida de calor en invierno y la entrada de calor en verano. El factor de
pérdida de calor de POLYCASA XT se expresa normalmente como el valor K y es sensiblemente inferior al
del cristal para el mismo espesor. El valor K es el parámetro que identifica la pérdida de calor de un edificio
con paredes acristaladas.
Definición: El valor K (valor U) identifica la pérdida de calor en vatios por metro cuadrado de superficie de
la pared y por diferencia en °C de la temperatura ambiente de los espacios separados por la placa.
El valor K depende del montaje del acristalamiento. Se indican a continuación varios ejemplos de la
potencia de aislamiento térmico de POLYCASA XT en sistemas de acristalamiento simple, doble y triple. Si
se comparan con el cristal, ofrecen ventajas significativas por su efecto de aislamiento y reducción de peso.
XT
POLYCASA XT ‐ PLACAS ACRÍLICAS
Instalación POLYCASA XT Cristal de ventana Espesor de la placa (mm)
Espacio Resistencia el de aire compuesto (mm)
Valor K (W/m²*K)
Peso (kg/m²)
Valor K (W/m²*K)
Peso (kg/m²)
Acristalamiento simple 2 ‐ 2 5,54 2,38 5,83 4,96 3 ‐ 3 5,39 3,57 5,80 7,44 4 ‐ 4 5,24 4,76 5,77 9,92 5 ‐ 5 5,10 5,95 5,74 12,40 6 ‐ 6 4,96 7,14 5,71 14,88 8 ‐ 8 4,72 9,52 5,66 19,84 10 ‐ 10 4,49 11,90 5,60 24,80
Acristalamiento doble 2 5 9 3,34 3,55 2 10 14 2,94 4,76 3,10 9,92 2 15 19 2,77 2,91 3 5 11 3,23 3,53 3 10 16 2,85 7,14 3,09 14,88 3 15 21 2,69 2,90 4 5 13 3,12 3,50 4 10 18 2,77 9,52 3,07 19,84 4 15 23 2,62 2,88 5 5 15 3,02 3,48 5 10 20 2,69 11,90 3,05 24,80 5 15 25 2,55 2,87
Acristalamiento triple 2 2 x 5 16 2,39 2,55 2 2 x 10 26 2,00 7,14 2,11 14,88 2 2 x 15 36 1,84 1,94 3 2 x 5 19 2,30 2,53 3 2 x10 29 1,94 10,71 2,10 22,32 3 2 x 15 39 1,79 1,93 4 2 x 5 22 2,22 2,52 4 2 x 10 32 1,88 14,28 2,09 29,76 4 2 x 15 42 1,74 1,92 5 2 x 5 25 2,15 2,50 5 2 x 10 35 1,83 17,85 2,08 37,20 5 2 x 15 45 1,70 1,91
Puede solicitar más información sobre sistemas de acristalamiento concretos a nuestro Departamento de Servicio Técnico.
8.0 OBSERVACIONES FINALES
Para más información sobre otros métodos de procesado, contacte con nuestro servicio técnico al cliente.
NOTA :
Nuestras recomendaciones técnicas no tienen obligación legal.
La información ofrecida en este folleto se basa en nuestros conocimientos y nuestra experiencia hasta la fecha. Ello no exime al usuario
de su obligación de realizar sus propias pruebas y ensayos, a la vista de los numerosos factores que pueden afectar al proceso y la
aplicación; tampoco implican ninguna garantía legalmente vinculante de ciertas propiedades o de idoneidad para un fin determinado.
Es responsabilidad de aquellos a quienes suministramos nuestros productos asegurar que se respeten los derechos de propiedad y las
leyes vigentes.
Los datos técnicos de nuestros productos indican los valores típicos; los valores medidos realmente están sujetos a posibles variaciones
de producción.
Recommended