Finishing methods

Roughing vs. finishing
Roughing – removing material as fast as
possible, without special demands on
surface and low demand on precision –
high Q, high IT, high Ra
Finishing – making final surface with
wanted properties. Remowing residual
material, improving geometrical and
dimensional tollerance – low Q, low IT,
better Ra
3
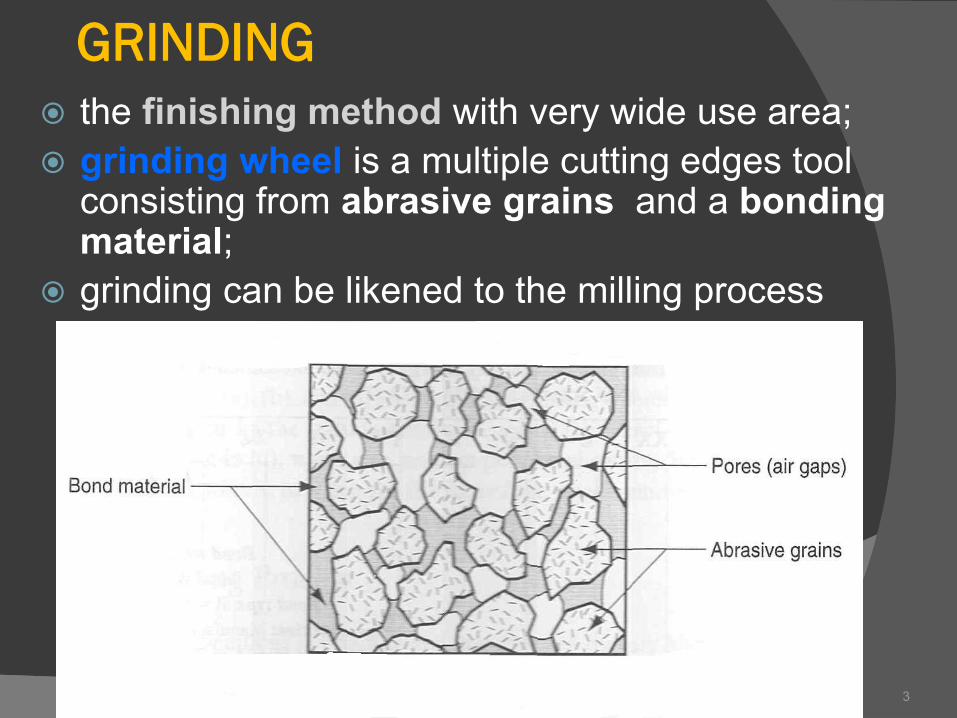
GRINDING
the finishing method with very wide use area;
grinding wheel is a multiple cutting edges tool consisting from abrasive grains and a bondingmaterial;
grinding can be likened to the milling process
4
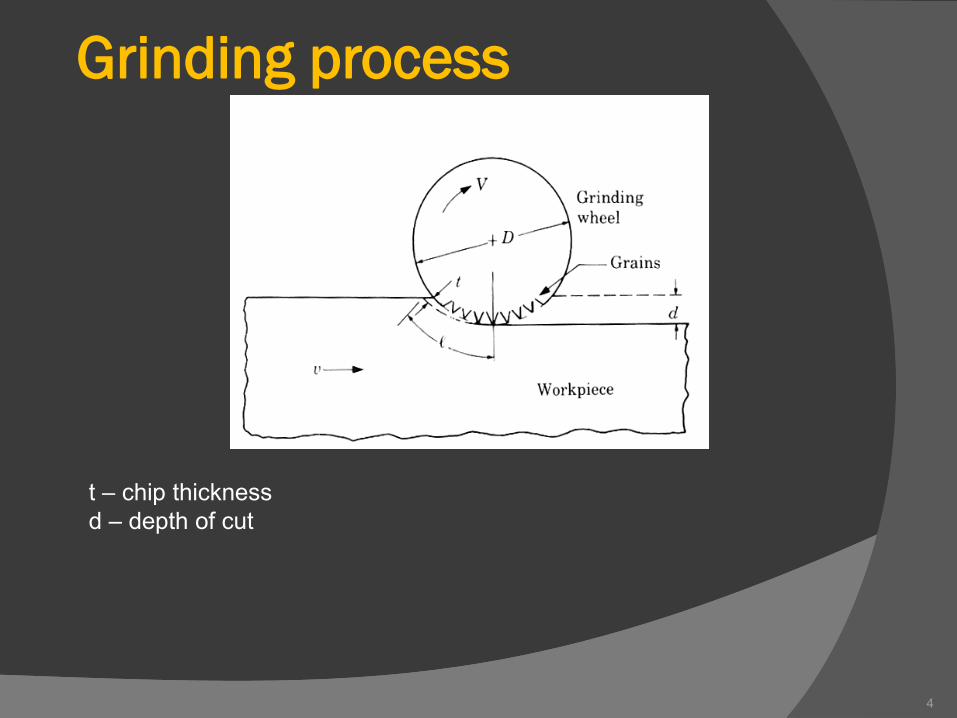
Grinding process
t – chip thickness
d – depth of cut
5
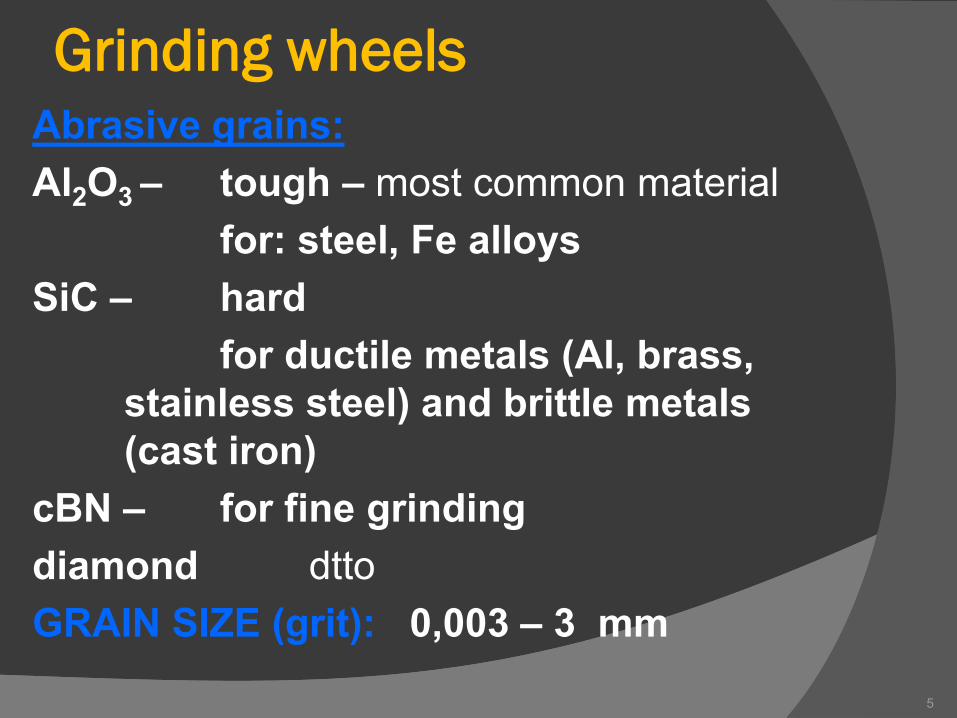
Grinding wheels
Abrasive grains:
Al2O3 – tough – most common material
for: steel, Fe alloys
SiC – hard
for ductile metals (Al, brass,
stainless steel) and brittle metals
(cast iron)
cBN – for fine grinding
diamond dtto
GRAIN SIZE (grit): 0,003 – 3 mm

6
Grinding wheels
Bonding material:
vitrified bond – clay + ceramic materials
(„baked“)
silicate bond – Na2SO3
metallic bond – bronze
(for cBN and diamond)
rubber bond – (for cBN and diamond)

7
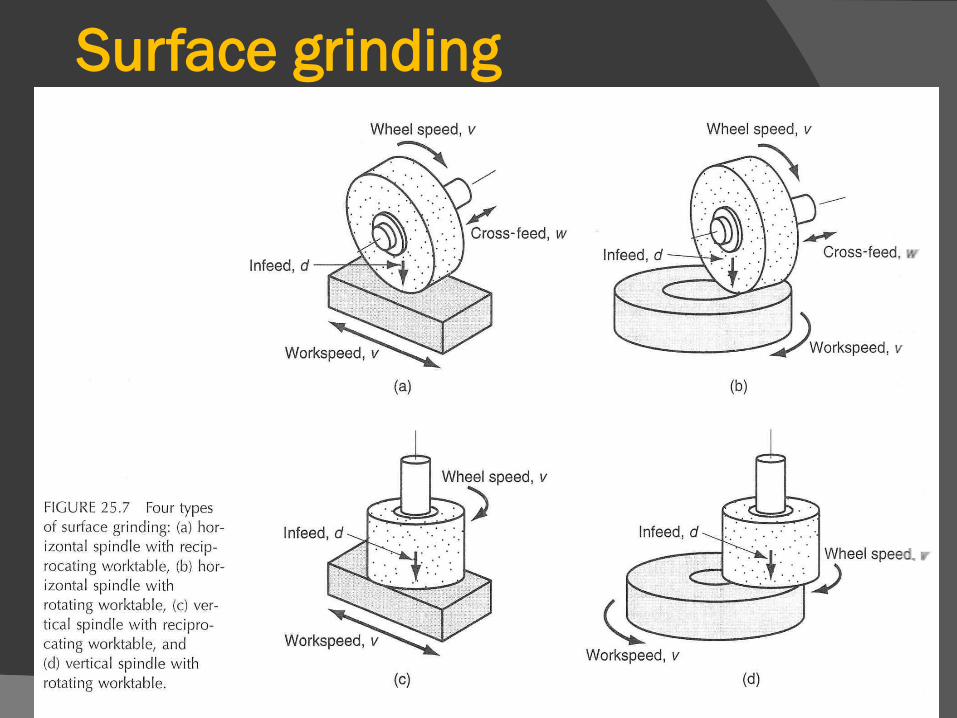
Grinding methods
A) surface grinding – plain flat surfaces
- horizontal grinding – horizontal spindle
- vertical grinding – vertical spindle
B) cylindrical grinding – rotational surfaces
8
Surface grinding

9
Surface grinder
10
Grinding methods
A) surface grinding – plain flat surfaces
- horizontal grinding – horizontal spindle
- vertical grinding – vertical spindle
B) cylindrical grinding – rotational surfaces
1. external grinding
- centre grinding – a workpiece is rotated between centres
- centreless grinding – a part is supported by a grinding wheel and a regulating wheel
2. internal grinding
11
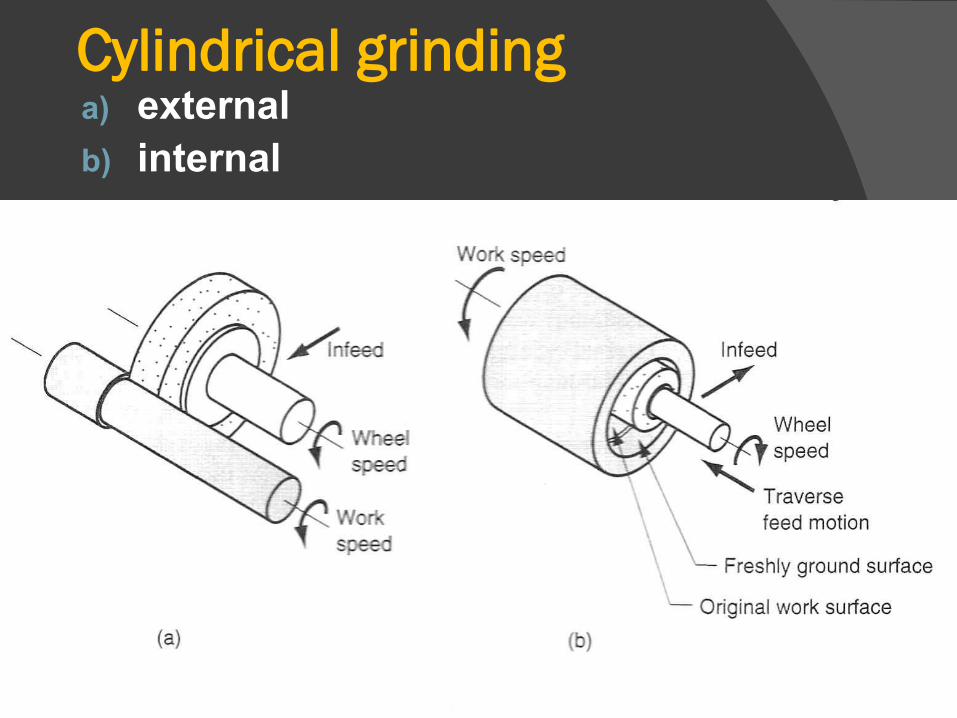
Cylindrical grindinga) external
b) internal

12
External cylindrical grindingFeed motion types in centre grinding:
a) traverse feed
b) plunge cut

13
Center grinding with an inclined in-feed –
an operation example

14
External centreless grinding

15
Internal grinding – traverse feed
16
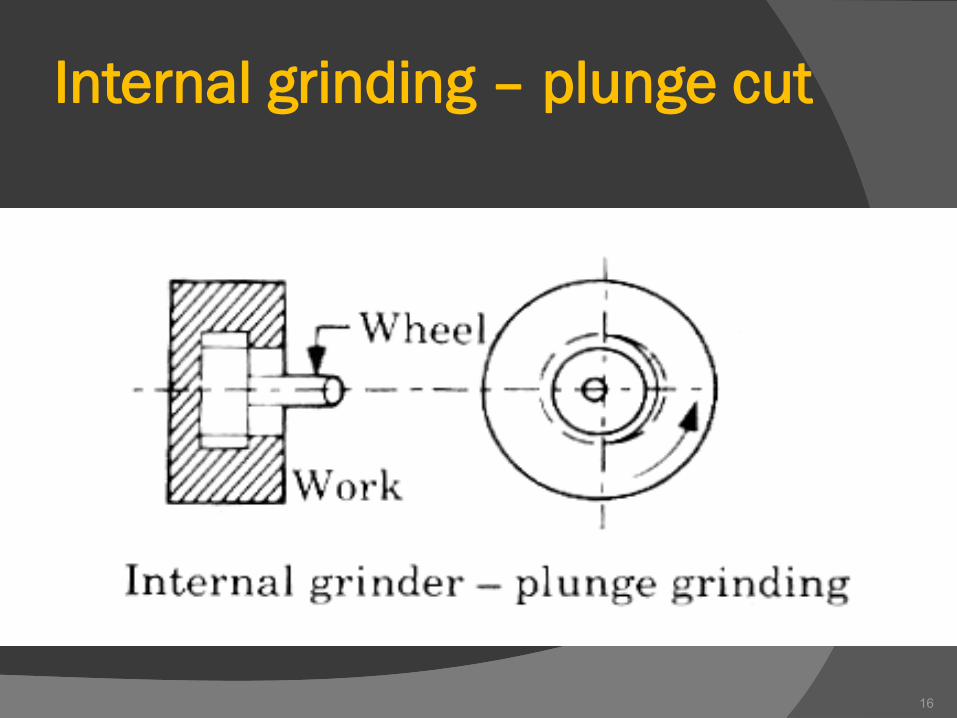
Internal grinding – plunge cut
17
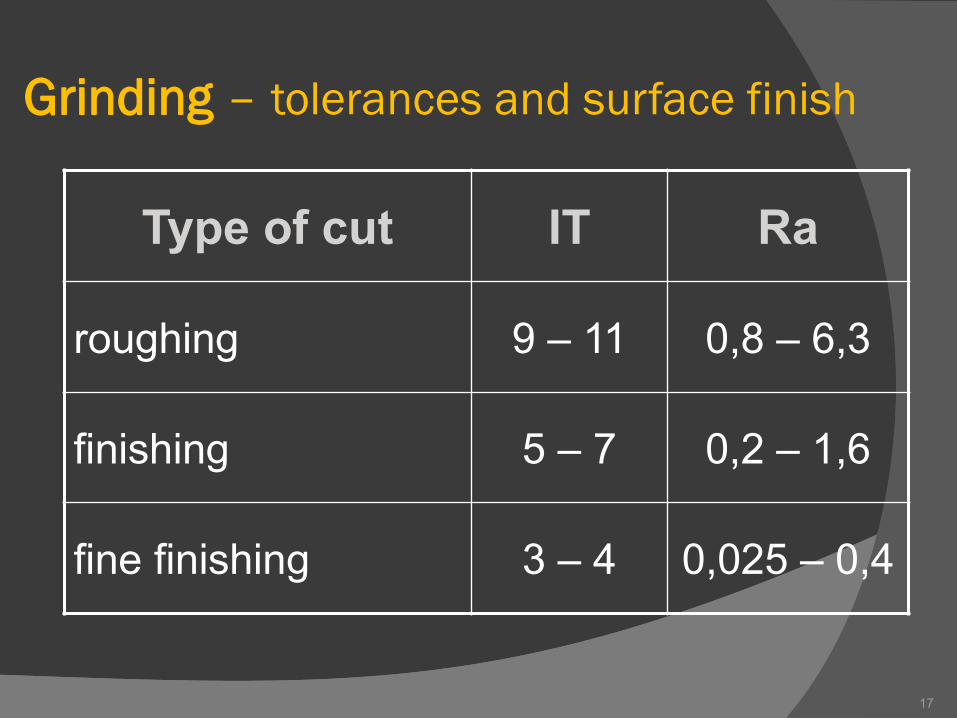
Grinding – tolerances and surface finish
Type of cut IT Ra
roughing 9 – 11 0,8 – 6,3
finishing 5 – 7 0,2 – 1,6
fine finishing 3 – 4 0,025 – 0,4
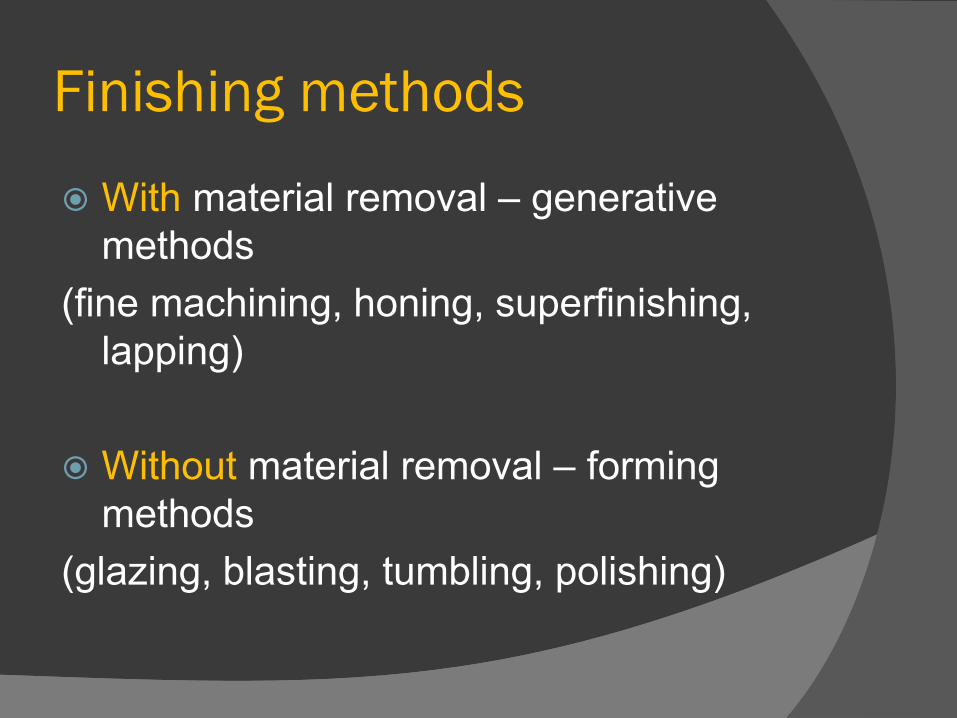
Finishing methods
With material removal – generative
methods
(fine machining, honing, superfinishing,
lapping)
Without material removal – forming
methods
(glazing, blasting, tumbling, polishing)

1. Fine machining
Machining process
Turning or milling with depth of cut close
to minimum depth of cut
Fine cylindrical of flat surfaces
Fine machining
Tools
Turning – high precision inserts (PCD -
alluminium, coated SC)
Milling – special shaped inserts, large
diameter facing milling heads

Fine machining - examples
Video 001

Fine machining properites
Low depth of cut
Ap = 0,01 – 0,05 mm
High cutting speeds – up to 1000 m.min-1
High cutting forces, high spindle load
IT = 4 – 6
Ra = 0,1 – 0,4
2. Honing
Abrassive process
Small amout of material is removed by
honing stones
Mainly internal holes (bored and ground
holes)

Honing
Tool:
Honing head with honing stones
Honing stones:
Made of abrasive material
Adjustable
Seated on pushing springs

Honing
Material of stones
Any abrasive material can
Be used for a honing stone
- Same materials like grinding stones
(corundum, SiC, CBN, PCD)
- more precise shape, smaller grain (10-50 μm)
- Cutting fluids are used for lubrication

Honing
Available as tool for CNC machines
Various diameters (4-40 mm)
Spring mounted (to adapt to hole)
Movement with CNC
cycle
Small tools (1-20mm)

Honing – process mechanics
Honing head is
1) Rotating –
reciprocitive
2) Oscilating – up and
down
3) Honing stones are
pushed to the
surface
Video 002
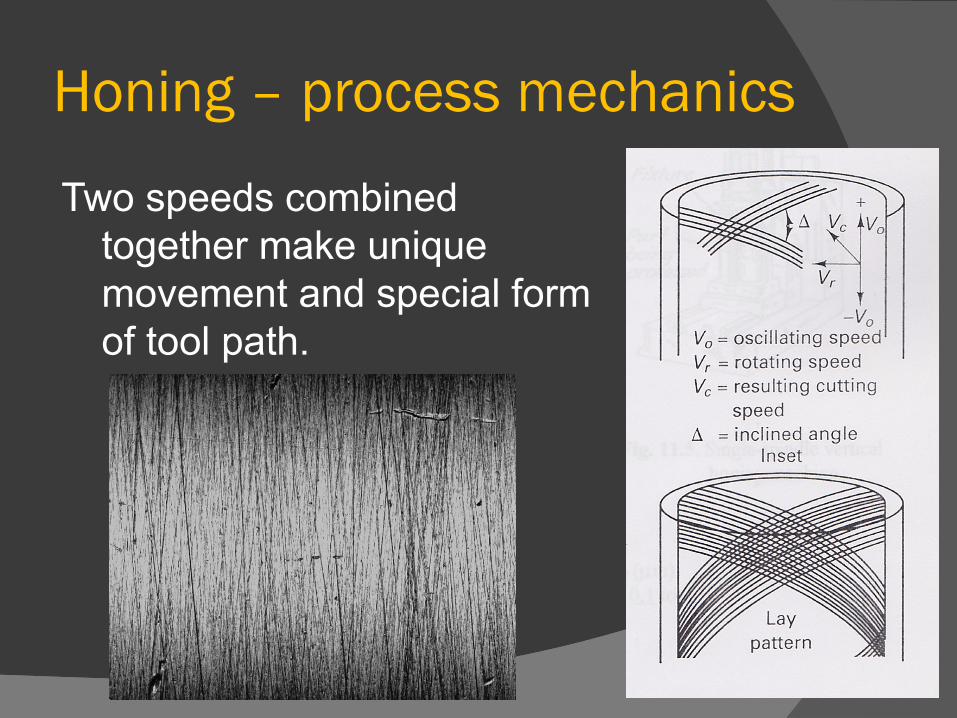
Honing – process mechanics
Two speeds combined
together make unique
movement and special form
of tool path.

Honing – machine tools
Special horizontal or vertical honing machines

Honing – machine tools
CNC horizontal or vertical honing machines

Honing - examples
Honing - properties
Improving the geometrical accuracy (IT)
mainly
Setting certain surface pattern
(lubrication)
Expensive and time consuming
IT = 3 to 6
Ra = (0,025)0,1 – 0,4

3. Superfinishing
Abrassive process
Small amount of material is removed by
moving superfinishing stone
Both cylindrical and planar surfaces
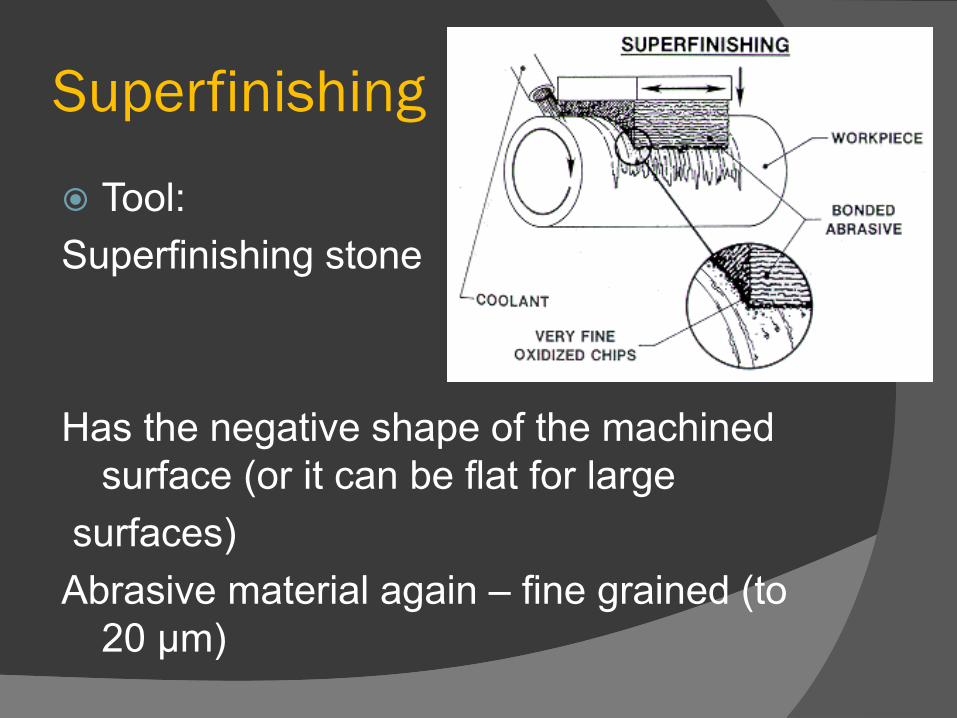
Superfinishing
Tool:
Superfinishing stone
Has the negative shape of the machined
surface (or it can be flat for large
surfaces)
Abrasive material again – fine grained (to
20 μm)
Principle
The superfinishing stone is sliding on a layerof lubricant on the surface and pushed by certain force
1) The surface is rough – peaks looking outof the lubracant layer
2) The stone cuts the peaks – the surface forlubricant is bigger, more sliding
3) The stone cuts all peaks, no more materialremoval
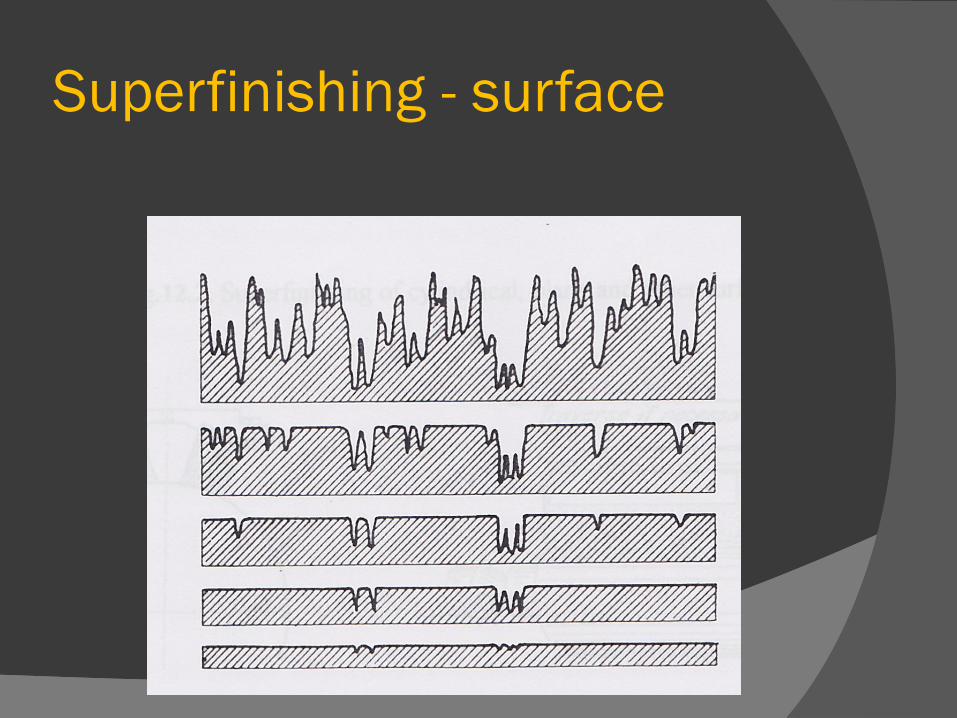
Superfinishing - surface

Superfinishing - methods
Cylinders
Cones
Flat surface
Shape surface

Superfinishing - properties
Not improving the geometry!!! (IT remains)
Lower speeds and force than gringing or
honing
MethodCut. Speed
(m.min-1)Move Presure (MPa)
Grinding 1800-3500 None (infeed) 14-140
Honing 100 - 250
50 cycles (length
of hole – 150
mm)
3,5 – 7
superfinishing 6-14200-1000 cycles
(1-5 mm)0,02 – 0,07

Superfinishing - properties
Ra = 0,025 – 0,1
Lubricant is used to carry away chips and
minimize heat (deformation) – kerosene
is used
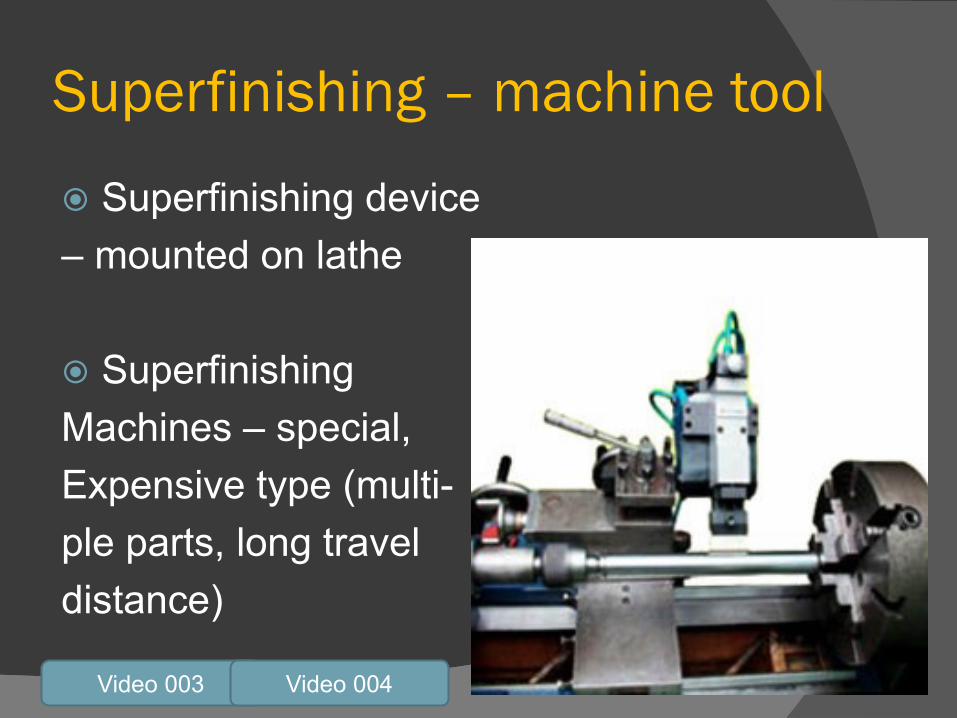
Superfinishing – machine tool
Superfinishing device
– mounted on lathe
Superfinishing
Machines – special,
Expensive type (multi-
ple parts, long travel
distance)
Video 003 Video 004
4. Lapping
Abrassive process
Removing very small amount of material
Removing surface undulations,
roughness, tool marks and surface fuzz
from grinding
For all types of surfaces
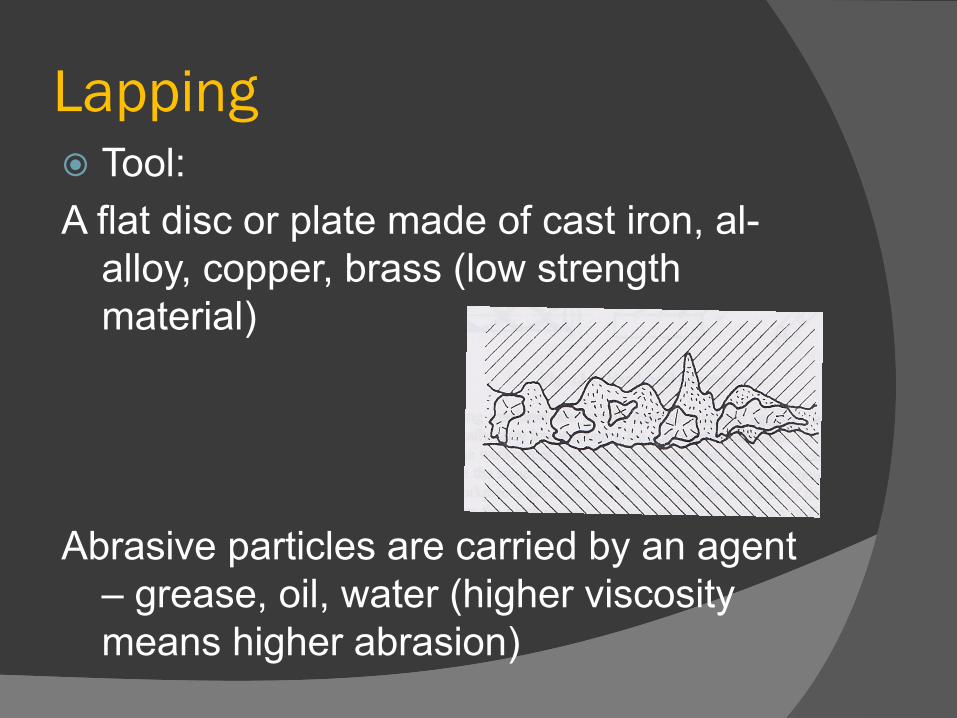
Lapping Tool:
A flat disc or plate made of cast iron, al-
alloy, copper, brass (low strength
material)
Abrasive particles are carried by an agent
– grease, oil, water (higher viscosity
means higher abrasion)
Lapping - methods
The lapping tool is rotated (oscilated) and
moved irregularly across the machined
surface
- Equalising laping – removing previous
surface shape, flatening (spur, helical
gears)
- Forming laping – lap is the negative
shape of the surface
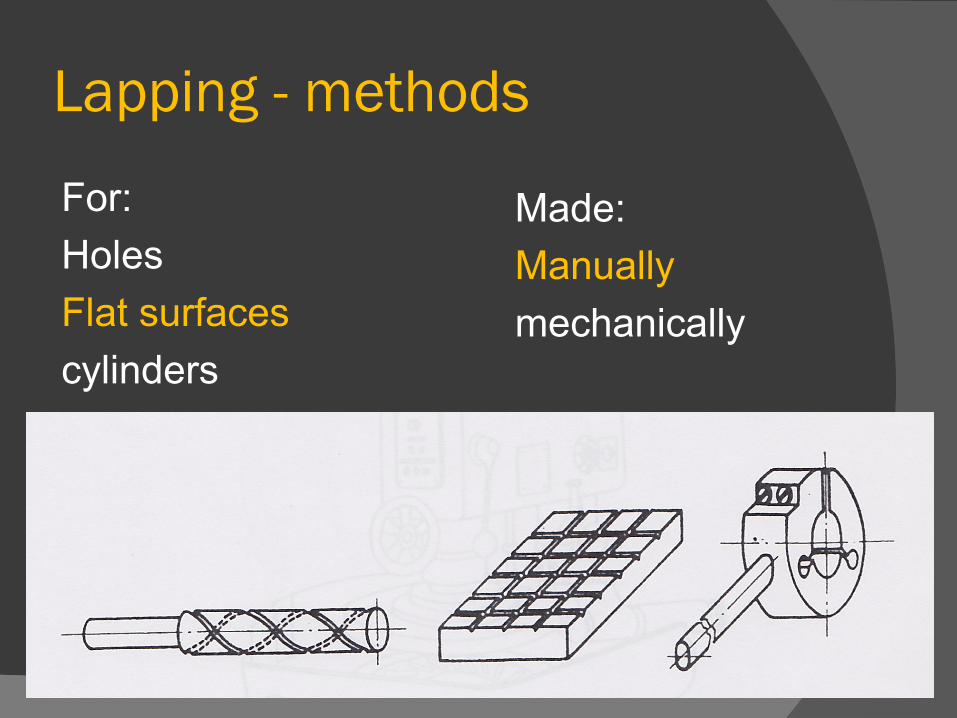
Lapping - methods
For:
Holes
Flat surfaces
cylinders
Made:
Manually
mechanically

Lapping - methods
Flat surfaces
Lapping plate (different sizes, manual,
machine operated
- Moved irregularly along the surface

Lapping - methods
Machine lapping
Part are placed between a rotary and stationary
lap. Part are carried by a workpiece holder. Part
are placed excentrically so is the rotating lap.
This makes the parts rotate and move


Lapping - examples
Video 005
Video 006

Lapping - properties
Lapping removes all tool traces –
improves durability, lowers friction
Gives best surface quality (glass, mirror
lapping)
IT = 1 – 5
Ra = 0,01 – 0,16

6. Blasting
Two forms
- Forming (angle 80°)
- machining method (for angle of impact
bellow 45°)
Particles are thrown at surface
All kinds of shape

Blasting - tool
Blasting elements are transported by high
presure air to the surface
Hardened steel balls
cast iron balls
Steel wire pieces (rounded)
Glass balls – aerospace industry

Blasting - examples
Video 007
Video 008

Blasting - Aerolap

7. Tumbling
Forming method, abrassive method
Part to be machined and tumbling
particles are placed in rotating cylinders
Non defined surfaces
Tumbling - method
Abbrasive particles and parts mixed
together
Special rotary or vibrational mills
steel cylinders, inner rubber linning (to
prevent abrasion)
Sometimes active cutting fluid (water,
NaCl, NaNO3, H2SO4 ) helping to
remove the surface layer

Tumbling – surface quality

Tumbling - tools
Abbrasive particles – non-uniform
pieces of grinding stones, porcelain,
ceramics (5-20 mm)
Hardened steel balls (4-10) little surface
hardnes improvement
Soft particles for tumbling-polishing (dry
corn peels, palm bark, wood chips)

Video 009
Video 010

Tumbling - machines

8. Polishing
Abrasive method
A friction between the polishing tool and
part is caused by polishing media
(paste) heat melts the peaks of surface
All surface mainly flat surface with no
strength demands
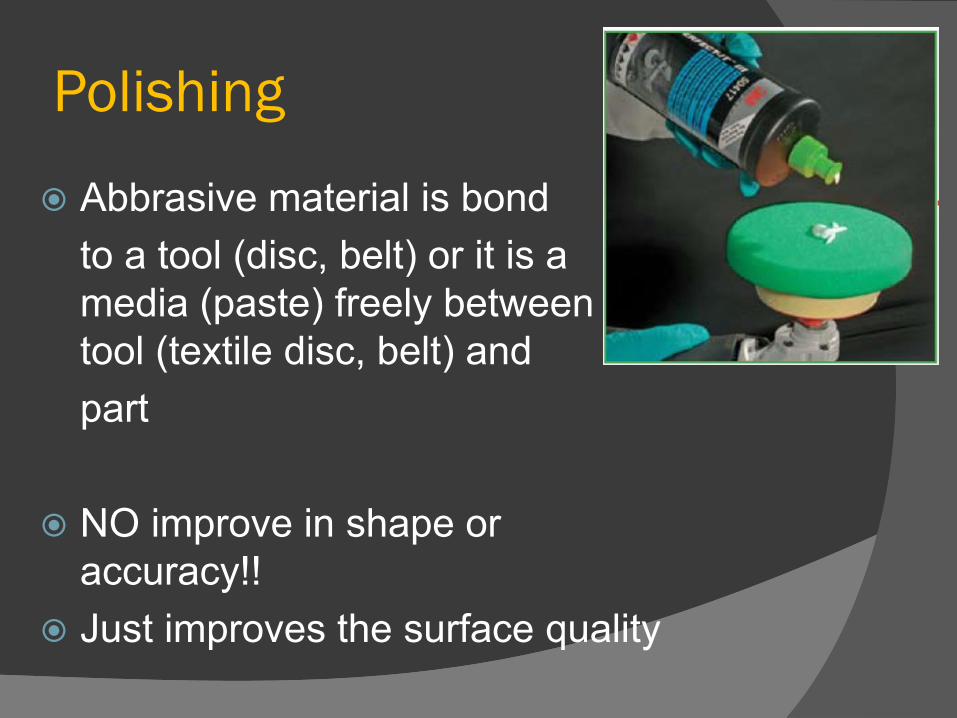
Polishing
Abbrasive material is bond
to a tool (disc, belt) or it is a
media (paste) freely between
tool (textile disc, belt) and
part
NO improve in shape or
accuracy!!
Just improves the surface quality

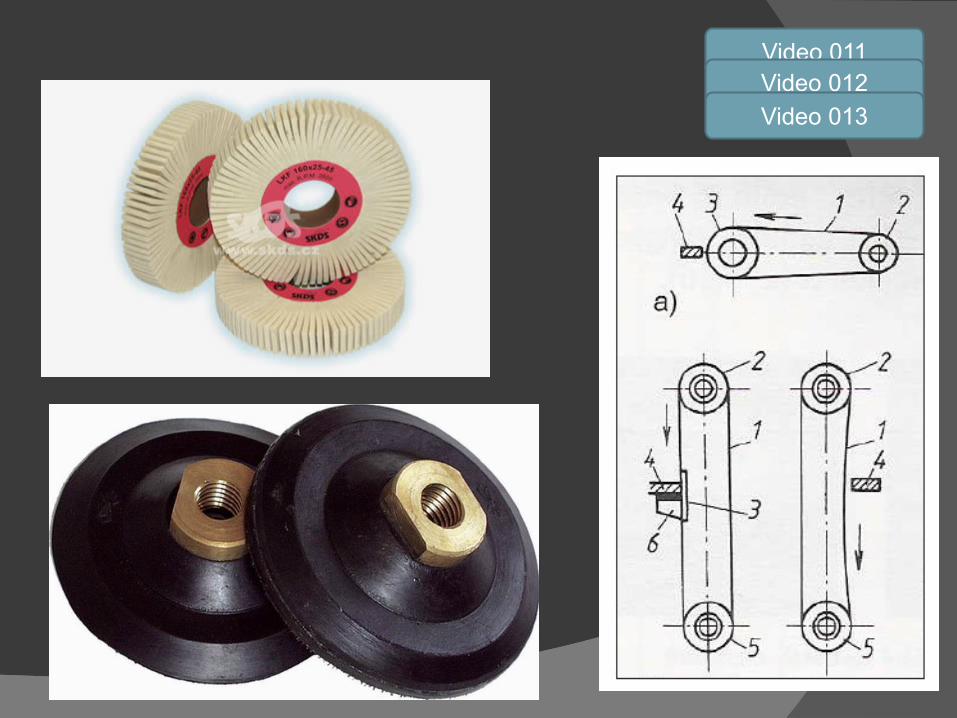
Polishing - tools
Discs
– multi-plated : of fabric, leather, cotton
- Solid : rubber, wood, cork, mild metal
Brushes
- Made of fibres : plastic, metal wire (0,1-1,2 mm)
Belts
- Endless belt pushed to the part. Betterand more productive than discs.
Video 011
Video 012
Video 013

Polishing - properties
Cutting speed
25-40 m.sec-1
No IT improvement
Ra 0,2 - 0,4 (removes tool paths)
!!! Implicates residual stress due to high
temperature !!!


Schedule WS 2016/2017
lesson 11 – 5.1.2017
Lesson 12 – 10.1.2017 (Tuesday)
Lesson 13 – 12.1.2017

Video links:
Fine turning
001 - http://www.youtube.com/watch?v=do6BJA7G3R0
https://www.youtube.com/watch?v=cTCegI1HvJo
Honing
002 - http://www.youtube.com/watch?v=IuzBQlYFgXo
Superfinishing
003 - http://www.youtube.com/watch?v=WNkNgsnov7o
004 - http://www.youtube.com/watch?v=ePhAIJDjouE
Lapping
005 - http://www.youtube.com/watch?v=RfC5H4dA-ds
006 - http://www.youtube.com/watch?v=fnoVV-RWIWY
Blasting
007 - http://www.youtube.com/watch?v=zK258AM2Axo
008 - http://www.youtube.com/watch?v=Q8qN9QYlzvI

Video links:
Tumbling
009_http://www.youtube.com/watch?v=QR1mBCFhlpM
010_http://www.youtube.com/watch?v=iIdc2YhkG5o
Polishing
011_http://www.youtube.com/watch?v=TnzEMkkCxpw
012_http://www.youtube.com/watch?v=G4xC_GzYAKM
INOX polishing
013_http://www.youtube.com/watch?v=l-Zf2AAgA5U
Recommended