Surface & Coatings Technology 207 (2012) 135–142
Contents lists available at SciVerse ScienceDirect
Surface & Coatings Technology
j ourna l homepage: www.e lsev ie r .com/ locate /sur fcoat
Fretting wear and friction reduction of CP titanium and Ti–6Al–4V alloy by ultrasonicnanocrystalline surface modification
Auezhan Amanov a,b, In-Sik Cho c, Dae-Eun Kim d,⁎, Young-Sik Pyun a,⁎⁎a Department of Mechanical Engineering, Sun Moon University, Asan 336‐708, South Koreab Center for Nano-Wear, Yonsei University, Seoul 120‐749, South Koreac Department of Hybrid Engineering, Sun Moon University, Asan 336‐708, South Koread Department of Mechanical Engineering, Yonsei University, Seoul 120‐749, South Korea
⁎ Correspondence to: D.-E. Kim, Department of MUniversity, Seoul 120‐749, South Korea. Tel.: +82 2 212⁎⁎ Correspondence to: Y.-S. Pyun, Department of MechUniversity, Asan 336‐708, South Korea. Tel.: +82 41 53
E-mail addresses: [email protected] (D.-E. Kim), p(Y.-S. Pyun).
0257-8972/$ – see front matter © 2012 Elsevier B.V. Alldoi:10.1016/j.surfcoat.2012.06.046
a b s t r a c t
a r t i c l e i n f oArticle history:Received 17 January 2012Accepted in revised form 14 June 2012Available online 26 June 2012
Keywords:CP TiTi–6Al–4V alloyFrictionFretting wearUltrasonic surface modification
Application of surfacemodification techniques is expected to be a viable solution tomitigate fretting damage andto reduce friction. In this paper, the aimwas to improve the fretting wear and friction characteristics of commer-cially pure titanium (CP Ti) and Ti–6Al–4V alloy by using an ultrasonic nanocrystalline surface modification(UNSM) technique. Lubricated fretting wear and friction tests were conducted with a ball-on-flat configurationon untreated and UNSM-treated specimens using silicon nitride (Si3N4) balls. The results showed that thefretting wear and friction coefficient characteristics of the UNSM-treated specimens were improved comparedto those of the untreated specimens. Moreover, it was found that the fretting wear scar diameter and depth oftheUNSM-treated specimenswere smaller and shallower compared to those of the untreated specimens. Surfaceanalysis was performed using a scanning electron microscope (SEM).
© 2012 Elsevier B.V. All rights reserved.
1. Introduction
Fretting is a wear phenomenon that occurs when two contactingsolids are subjected to a relative oscillatory tangential motion of smalldisplacement amplitude typically less than 100μm [1]. The damagedue to fretting wear can accelerate fatigue failure of components bycreating crack initiation sites on the surface. Fretting wear is commonlyencountered in various types of materials that are used as machinecomponents, engineering structures and aerospace parts that experi-ence vibration. Particularly, CP Ti and Ti–6Al–4V alloy that are mostlyused in aerospace, biomedical and other applications are quite suscepti-ble to fretting related failures. Despite their attractive mechanical andphysical properties CP Ti and Ti–6Al–4V alloy display relatively poorfretting andwear resistance [2–6]. This is due to their high surface ener-gy which promotes metal transfer, seizure and adhesive wear in tribo-logical applications. It is therefore important to improve the frictionand wear properties of these materials, particularly under frettingwear conditions [7,8]. In order to prevent fretting wear, modificationof the surface to improve the tribological properties is necessary. Tothis end, it has been a great challenge to develop an effective surfacemodification technique for fretting applications.
echanical Engineering, Yonsei3 2822; fax: +82 2 312 2159.anical Engineering, Sun Moon0 2333; fax: +82 41 530 [email protected]
rights reserved.
Currently, the dovetail surfaces of compressor blades are coatedwith plasma sprayed coatings and dry film lubricants to impede frettingwear and prolong the life of the blades and disks [9]. However, there aremany on-going investigations with the purpose of developing longerlasting coatings for compressor parts [10]. Surface modification tech-niques such as ion-implantation (II), laser beam quenching (LBQ),shot peening (SP), laser shot peening (LSP), plasma nitriding (PN), plas-ma immersion ion implantation (PIII) and surface mechanical attritiontreatment (SMAT) have already been identified as effective methodsto enhance the ability of materials to resist fretting wear [11–17]. TheSP process is probably the most popular surface modification tech-nique among the above cited techniques. It is also adopted generallyby industry due to its versatility in treating components of non-planargeometries. In the SP technique, spherical shots (balls) with sizes inthe range of 0.25–1mm are blasted onto the workpiece surface atimpact velocities in the range of 20–150m/s under a controlled atmo-sphere [18]. The impact of the shots induces compressive residualstresses and work hardening to the surface region of the workpiece[19], but does not always generate a nanocrystalline surface layer[20,21].
Recently, a new surface modification technique called ultrasonicnanocrystalline surface modification (UNSM) which utilizes an ultra-sonic vibration at 20kHz was developed. The UNSM technique involveshigher kinetic energies than the other techniques cited above since theball (tip) strikes the workpiece surface under a high frequency of20kHz. Also, the surface roughness of the specimen after the UNSMtreatment tends to be much smoother than what can be achieved withthe SP process. In the UNSM technique, the ball (tip) trace can be

Table 2Chemical composition (wt.%) of CP Ti and Ti–6Al–4V alloy specimens.
Material C N Fe Al V H O Ti
CP Ti 0.1 0.03 0.3 – – 0.015 0.25 99.305Ti–6Al–4V alloy 0.01 0.006 0.2 6.47 3.89 – 0.17 89.254
136 A. Amanov et al. / Surface & Coatings Technology 207 (2012) 135–142
controlled by a computer numerical control (CNC) machine. Subse-quently, UNSM technique can result in homogenous microstructure,thicker nanocrystalline and work-hardened surface layers, and deepersurface regions with high compressive residual stress. Also, the thick-ness of the nanocrystalline surface layer can be controlled with betteraccuracy than process such as SP.
In this work, UNSM technique was applied to CP Ti and Ti–6Al–4Valloy materials in order to improve their tribological properties. TheUNSM is a novel surface modification technique which improves thetribological properties of interacting surfaces in relative motion. De-tailed description of the UNSM process and its effects on metal andalloy properties as well as microstructure is available in the literature[22–25].
In previous studies, fretting wear properties of CP Ti and Ti–6Al–4Valloy were investigated at a frequency range from 2 to 300Hz in ambi-ent environment at room temperature [26–29]. However, all frettingwear tests in this study were conducted at a high-frequency of 20kHzby using a newly developed fretting wear test rig. The high-frequencyfretting wear behavior of UNSM-treated and untreated specimensmade of AISI304 stainless steel was investigated in a previous study[23]. However, the effect of UNSM on the tribological properties ofCP Ti and Ti–6Al–4V alloy was expected to be different from that ofAISI304 steel because of the difference in the material structureand properties. The fretting wear mechanism and tribological charac-teristics of the specimens were investigated systematically throughcontrolled fretting tests and rigorous surface characterization. Theobjective of this research was to improve the friction and frettingwear characteristics of CP Ti and Ti–6Al–4V alloy by applying theUNSM technique.
2. Experimental details
2.1. Ultrasonic nanocrystalline surface modification process
UNSM is a technique that can be used to improve the mechanicalsurface properties ofmetals and alloys. The technique utilizes ultrasonicvibration energy. The principle of UNSM is based on the instrumentalconversion of harmonic oscillations of an acoustically tuned body intoresonant impulses of ultrasonic high-frequency. The energy generatedfrom the oscillations is used to impact the workpiece surface from20,000 to 40,000 shots per square millimeter. The roughness of theworkpiece can be readily controlled by varying the impact load duringthe UNSM process. In this work, the CP Ti and Ti–6Al–4V alloy speci-mens were treated under the UNSM conditions as shown in Table 1.
2.2. Materials and test conditions
The materials under investigation in this study were CP Ti andalpha/beta Ti–6Al–4V alloy that are widely used in aeronautics, espe-cially for the compressor blades and disks, and surgical implants,automotive and marine parts, reactor vessels and heat exchangers.Their chemical composition and mechanical properties are given inTables 2 and 3, respectively. It should be noted that Al helps to stabi-lize the alpha phase, while V stabilizes the beta phase [30]. Fig. 1shows the microstructure of CP Ti and Ti–6Al–4V alloy identifyingthe alpha/beta phases. The α phase has an HCP structure whereas
Table 1UNSM treatment process conditions for CP Ti and Ti–6Al–4V alloy specimens.
Material Frequency,kHz
Amplitude,μm
Staticload,N
Spindlespeed,rpm
Feed rate,mm/rev
Balldiameter,mm
CP Ti 20 30 30 30 0.07 2.38Ti–6Al–4V alloy 60
the β phase has a BCC structure. In Fig. 1 the white phase is β andthe gray phase is α. The bright spots in α phase are due to the etchingeffect.
The friction coefficients of both untreated and UNSM-treated diskspecimens were obtained using a microtribometer (UMT-2 CETR,USA) with a ball-on-disk configuration under the conditions as shownin Table 4. Silicon nitride (Si3N4) balls with a diameter of 1.6mm wereused as the counter surface in all the friction tests and silicon oil wasused as a lubricant. In friction and fretting wear tests, all the specimenswere prepared to have the same surface roughness value of Ra=0.10μm in order to eliminate the surface roughness effect on the tribo-logical behavior. The surface roughness was measured using a surfaceprofilometer (Mitutoyo SJ-400).
Fretting experiments were conducted using a newly developedhigh-frequency fretting wear test rig under the conditions as shownin Table 5. All experiments were conducted at a constant test fre-quency of 20kHz for up to 1×106 cycles. At least three tests were con-ducted under each experimental condition. A schematic of the high-frequency fretting wear test rig is shown in Fig. 2. The fretting contactconsisted of a nominally flat specimen with dimensions of 40×20×10mm in contact with a Si3N4 ball with a diameter of 12.7mm anda hardness of HV 1700. All the fretting tests were performed underlubricated conditions at room temperature with a relative humidityof 42%.
As shown in the schematic the test specimen was mounted on afixture and placed on top of the ball attached to the ultrasonic horn.The normal load was applied by dead weight. The oscillatory motionof the ball was controlled by the ultrasonic booster system. Thepeak-to-peak displacement (stroke) was automatically maintainedto be constant throughout the test by a photonic sensor. Under thevery high-frequency of 20kHz, the temperature of the contact zonemay increase significantly and this may affect the fretting wear mech-anism due to oxidation as well as alteration in the mechanical proper-ties of the specimen. Therefore, in order to prevent high temperatureat the contact zone the contact region was cooled by an air sprayingsystem.
The average fretting wear scar dimensionsmeasured using a surfaceprofilometer were used for calculating the fretting wear volume loss.The wear volume loss, V, was calculated from the wear scar diameterusing the approximate equation given by Halling [31]:
V ¼ πRh2 1−h=4Rð Þ4 ð1Þ
where R is the radius of the ball and h is themaximumdepth of thewearscar. h is related to the measured mean wear scar diameter by the fol-lowing equation:
h ¼ R− R2−d2=4� �1=2 ð2Þ
Table 3Mechanical properties of CP Ti and Ti–6Al–4V alloy specimens.
Values CP Ti Ti–6Al–4V alloy
UTS (MPa) 434 1020Yield Stress, σY02 (MPa) 275 970Density (g/cm3) 4.52 4.4Elongation (%) 20 14

E
T
T
lem
i K
otal
ment
l
We
100
100
eigh
0.00
0.00
ht%
0
0
Ato
100
omic
0.00
c%
0
E
ATV
T
E
ATVF
T
Elem
Al KTi KV K
Tota
Elem
Al KTi KV K Fe k
Tota
ment
KK
al
ment
KK
al
t
t
W
5.92.
10
W
4.78151.
10β
Weig
.96 1.42.62
00.0α-ph
Weig
.17 8.515.41.91
00.0β-ph
ght%
2
00 hase
ght%
11
00 hase
%
e
%
e
At
10872.3
At
7,276141.6
tom
0.13 7.51 36
tom
25 6,94 4.20 61
mic%
ic%
%
%
α α+ββ(b)(a)
Fig. 1. Microstructure of CP Ti (a) and α+β Ti–6Al–4V alloy (b).
137A. Amanov et al. / Surface & Coatings Technology 207 (2012) 135–142
where d is the mean wear scar diameter. An average of at least fourmeasured fretting wear scar diameter values were used for calculatingthe wear scar depth. This method of quantifying fretting wear hasbeen employed in other works as well [32,33].
Prior to testing, all the specimenswere cleanedwith acetone and eth-anol for 5min each to remove all the contaminants from the surface.
Table 4Ball-on-disk friction test conditions performed using a silicon nitride ball with a diameter o
Normal load,mN
Rotational speed,rpm
Sliding distance,m
Testingmm
50 100 37.68 6
After the tests, the specimens were again ultrasonically cleaned withacetone and ethanol for 5min each to eliminate the wear debris trappedin the fretting scar. The microstructure of the fretted surfaces wasanalyzed using an SEM(JEOL JSM-5610). For SEMobservations, the spec-imens were polished with 1μm diamond paste and etched with a solu-tion of 2ml HF+5ml H2O2+100ml H2O. The Vickers microhardness
f 1.6mm.
track radius, Maximum contact pressure, GPa Temperature,°C
CP Ti Ti–6Al–4V alloy
0.49 0.51 21

Table 5Fretting wear test conditions performed using a silicon nitride ball with a diameter of 12.7mm.
Normal load,N
Displacement amplitude,μm
Frequency,kHz
Fretting time,cycles
Maximum contact pressure, GPa
CP Ti Ti–6Al–4Valloy
100, 200, 300 and 400 ±30 20 1×106 1.55, 1.96, 2.24 and 2.47 1.6, 2.02, 2.31and 2.55
138 A. Amanov et al. / Surface & Coatings Technology 207 (2012) 135–142
measurement was carried out using Mitutoyo HM-103 micro-Vickershardness testing machine on the specimens at a load of 50gf. The resid-ual stressmeasurementwas performed using the X 3000 (X stress 3000)equipment with a tube current of 40mA at a tube voltage of 40kV. Inorder to obtain the residual stress values with respect to depth the sur-face layers of the specimens were removed by electropolishing whichcan remove the top surface layer without inducing additional residualstress.
3. Results and discussion
3.1. Microhardness and compressive residual stress results
The microhardness and compressive residual stress values withrespect to depth from the surface were obtained to assess the effectivedepth of UNSM treatment. The specimens were cut perpendicular tothe surface using a diamond cutter and microhardness tests wereperformed on the cross section of the specimens. Relatively low loadand speed conditionswere applied during the specimen cutting processin order to minimize the possibility of specimen surface modification.Vickers-hardness and residual stress tests for the untreated andUNSM-treated CP Ti and Ti–6Al–4V alloy specimens were obtained asshown in Figs. 3 and 4, respectively. It could be seen from Fig. 3 thatat the top surface the hardness of CP Ti increased from 146HV to193HV, while the hardness of Ti–6Al–4V alloy increased from 328HVto 379HV. However, the depth of the hardened layer was about176μmand 200μm for the CP Ti and Ti–6Al–4V alloy specimens, respec-tively. The depth of the hardened layer could be estimated fromFig. 3 bynoting the depth at which the microhardness equaled to that of theuntreated specimen. It could also be found from Fig. 4 that the depthof the hardened layer become equal at a depth of about 250μm sincethe residual stress of the UNSM-treated specimens kept decreasing asa function of depth from the top surface, while the residual stress ofthe untreated specimens stabilized at a depth of 60μm. It has been
Fig. 2. Schematic of the high-freq
previously reported that improvement in surface hardness by SMATwas beneficial in increasing the friction and fretting wear resistance[17,34]. The increase in hardness due to UNSM treatment can be attrib-uted to both grain refinement and work-hardening effects on thesurface layer following the Hall–Petch relationship [17].
X-ray diffraction (XRD) is the most appropriate method for quanti-fying the residual stress produced by surface treatments [35]. In thisstudy, the psi-splitting X-ray diffraction method was applied to deter-mine the residual stress along the axial direction of the specimen byusing the diffraction pattern of the Fe (2 1 1) crystal plane obtainedby Cu Kα radiation. As shown in Fig. 4, the highest compressive residualstress at the top surface of CP Ti and Ti–6Al–4V alloy reached up to−1279.4 and−1142.7MPa, respectively, as a result of the UNSM treat-ment due to local plastic deformation and increased strain hardening.The magnitude of compressive residual stress decreased with increas-ing depth from the top surface. The high residual compressive stressesare beneficial for increasing the fretting wear resistance and the highhardness can be helpful to deter mechanical surface damage [36].However, it was also shown in Fig. 4 that some compressive stressesexist at the surface of the untreated specimens. This is attributed tothe surface finishing process that was used to prepare the specimen.Zhao et al. showed that surface finishing can introduce large compres-sive residual stress at the surface [37]. Chou et al. also demonstratedby using a thin plate bending method that surface finishing proceduressuch as polishing and grinding can generate compressive residual stresson the workpiece surface [38]. The presence of compressive residualstress at the surface is normally thought to be a result of local plasticdeformation [39]. The type and magnitude of the compressive residualstress state is directly related to themachining and polishing conditionswhich vary significantly with the technique used [40]. However, the ob-servation of increased compressive residual stress in the UNSM-treatedspecimens, compared with those of the untreated specimens suggeststhat the surface and subsurface deformation in these specimens maybe attributed to the greater extent of dislocation generation. Thus, it is
uency fretting wear test rig.

Fig. 4. Variation in residual stress with respect to depth from the surface of untreatedand UNSM-treated CP Ti (a) and Ti–6Al–4V alloy (b) specimens.
Fig. 3. Variation in microhardness with respect to depth from the surface of untreatedand UNSM-treated CP Ti (a) and Ti–6Al–4V alloy (b) specimens.
139A. Amanov et al. / Surface & Coatings Technology 207 (2012) 135–142
reasonable to assume that the depth of compressive residual stressregion extends to a depth commensurate with the depth of the disloca-tion generation zone.
3.2. Microstructure characteristics
The cross-sectional microstructures of the UNSM-treated specimenswere compared to those of the untreated specimens by SEM analysis.Fig. 5(b) shows the typical microstructure of plastically deformed CPTi after the UNSM treatment. The grain size wasmeasured by analyzingthe electron backscatter diffraction (EBSD) observations using theTexSEM Laboratories (TSL) orientation imagining microscopy (OIM)Analysis 5 Program, which is a software for EBSD data acquisition andprocessing. The grain size measurement results revealed that theuntreated CP Ti specimen had an initial grain size of about 35.5μmand it was refined to 200nm after the UNSM treatment. On the otherhand, as for the Ti–6Al–4V alloy specimen, the initial grain size of αand β phases was 9.9μm and 3.8μm, respectively, and after the UNSMtreatment they were refined to 1.2μm and 0.8μm, respectively. Thegrain size refinement effect of the UNSM treatment was much moresignificant for the CP Ti specimen than the Ti–6Al–4V alloy specimen.The refined grains are expected to lead to increase in hardness as a con-sequence of the predictions based on the Hall–Petch relationship [41].
Fig. 5(a) and (c) shows the cross-sectional microstructures of theuntreated CP Ti and Ti–6Al–4V alloy specimens where the undeformedgrains with a second phase can be found on the grain boundaries. Itcould be seen from Fig. 5(b) that the plastic deformation layersproduced by the UNSM treatment on CP Ti have significantly differentfeatures compared to those of the untreated specimen. It is wellknown that plastic deformed layers have a strong correlation withmicrostructures and mechanical properties in many metallic materials[42]. This plastically deformed layer leads to strain hardening andinduces compressive stress at the surface of the metallic materials[43]. Also, grain boundaries became less apparent by the deformationof grains andmechanical twinswere formed after the UNSM treatment.The precipitates were identified and located at the grain boundaries inthe plastic deformation layer. As for the Ti–6Al–4V alloy specimen,Fig. 5(d) revealed clear evidence of changes in the microstructure andalso showed that the initially continuous β phase was fragmentedafter the UNSM treatment. In addition, the density of β phase decreasedfrom its initial state.
3.3. Frictional characteristics of untreated and UNSM-treated specimens
Fig. 6 shows the average friction coefficient as a function of slidingdistance for CP Ti and Ti–6Al–4V alloy specimens before and after theUNSM treatment. For the untreated CP Ti, the average friction coeffi-cient increased within 5m of sliding up to a value of 0.49 and reacheda value of about 0.46. Also, the friction coefficient fluctuated after it

(a) (b)
(c) (d)
Precipitates
α
βα+β
Fig. 5. Cross-sectional SEM micrographs untreated CP Ti (a), UNSM-treated CP Ti (b), untreated Ti–6Al–4V alloy (c), and UNSM-treated Ti–6Al–4V alloy (d) specimens.
140 A. Amanov et al. / Surface & Coatings Technology 207 (2012) 135–142
increased abruptly. The fluctuation of the friction coefficient may beattributed to the localized fracture of the transfer layer and interac-tion of the particles at the sliding interface. It has been well reportedthat titanium alloys tend to experience material transfer to the countersurface when rubbed against othermetals or ceramics [1,44,45]. For theUNSM-treated CP Ti, the average friction coefficient increased from aninitial value of 0.28 up to a value of 0.37 during the first 4m and gradu-ally decreased slightly. For the untreated Ti–6Al–4V, the average frictioncoefficient increased up to a value of 0.43 during the first 15m and sta-bilized to a value of about 0.42. For the UNSM-treated Ti–6Al–4V, theaverage friction coefficient increased from the initial value of 0.25 upto a value of 0.32 within 25m of sliding and stabilized to a value ofabout 0.31. Comparable frictional behavior of Ti–6Al–4V alloy has
Fig. 6. Variation of the average friction coefficient of CP Ti and Ti–6Al–4V alloy specimensbefore and after the UNSM treatment.
been reported in previous studies [46,47]. It was postulated that the ob-served reduction in friction coefficient of the UNSM-treated specimencompared to that of the untreated specimenwas related to the increasein hardness and compressive residual stress as well as alteration in themicrostructure after the UNSM treatment.
3.4. Fretting wear characteristics of untreated and UNSM-treatedspecimens
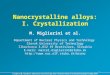
The effect of UNSM treatment on the reduction in fretting wear wasevaluated by observing the wear characteristics of the untreated andUNSM-treated specimens. Fig. 7 shows the SEM images of the typicalfretting wear scars generated in the untreated and UNSM-treatedspecimens after 1×106 fretting cycles at 20kHz and slip amplitude of±30μm. CP Ti and Ti–6Al–4V alloy images showed that the frettingwear scars for untreated and UNSM-treated specimens had a diameterof about 680 and 630μm and 520 and 480μm, respectively. Theuntreated specimens showed significant evidence of wear debrisformation on one side of the wear scar. The wear debris appeared tobe adhered to the specimen surface, probably due to combined effectsof shear and compressive stresses imparted by the counter surface.Also, as with fretting wear scars reported by Mohdtobi et al. [48] thestick and slip regions could be identified within the scars. One interest-ing point to note was that the general features of the fretting wear scargenerated at a high frequency of 20kHz were quite similar to those ob-served at much lower frequencies reported in other works [49,50].Though the SEM images gave qualitative information about the frettingwear behavior, quantification of wear was not possible from theseimages. Therefore, further surface analysis was conducted to quantifythe fretting wear volume.
The variation in fretting wear volume of the untreated andUNSM-treated specimens as a function of normal load was obtainedas shown in Fig. 8. From the results, it was observed that the frettingwear volume increased as the normal load increased for both CP Tiand Ti–6Al–4V alloy specimens. The wear of UNSM-treated specimens

Fretting directionFretting direction
(a)
(c) (d)
Fretting direction
Fretting direction
(b)
500 µm 500 µm
500 µm500 µm
Fig. 7. SEM image of the fretting wear scars of the untreated CP Ti (a) and Ti–6Al–4V alloy (b) and UNSM-treated CP Ti (c) and Ti–6Al–4V alloy (d) specimens after the fretting test(1×106 cycles at 20kHz, slip amplitude of ±30μm, normal load of 400N).
141A. Amanov et al. / Surface & Coatings Technology 207 (2012) 135–142
was significantly lower compared to those of the untreated specimens.Hence, it was confirmed that the fretting wear resistance of theUNSM-treated specimens was improved compared to the untreatedspecimens. This improvement may be attributed to the increased hard-ness and induced compressive residual stress of the UNSM-treatedspecimens.
It could be summarized from this study that UNSM treatment waseffective to mitigate fretting wear. The three mechanisms to enhancefretting resistance could be summarized as: (1) increased surfacehardness; (2) induced compressive residual stress; (3) low friction co-efficient. As for the surface roughness, it has been reported that to min-imize the fretting wear rough surfaces are preferred [51]. However, inthis study, the surface roughness value for all specimens was kept
Fig. 8. Variation in wear scar volume as a function of normal load for untreated andUNSM-treated specimen of CP Ti and Ti–6Al–4V alloy after 1×106 fretting cycles at20kHz and a slip amplitude of ±30μm.
identical. The generation of induced compressive residual stress in thesurface layer byUNSM treatment is one of themost important phenom-ena to mitigate fretting wear. This observation is in accord with othersurface treatment processes such as SP and ion-beam-enhanced deposi-tionmethods that are also useful in increasing the compressive residualstress at the surface [52,53]. Finally, the reduction in coefficient of fric-tion can also improve the fretting wear resistance because of thedecrease in the alternating tensile shear stresses.
4. Conclusions
The effect of UNSM-treatment on the high-frequency fretting wearand friction characteristics of CP Ti and Ti–6Al–4V alloy was investigat-ed. From the experimental results, the following conclusions may bedrawn:
By UNSM treatment, the CP Ti specimen grain size was refined from35.5μm to 200nm, and for the Ti–6Al–4V alloy specimen α and βphases were refined from 9.9μm and 3.8μm to 1.2μm and 0.8μm,respectively.
Surface hardness of CP Ti and Ti–6Al–4V alloy increased from146HV to 193HV and from 328HV to 379HV, respectively, afterthe UNSM treatment.
When the specimens were subjected to the UNSM treatment thehighest compressive residual stress at the top surface of CP Tiand Ti–6Al–4V alloy reached up to −1279.4 and −1142.7MPa,respectively.
The UNSM-treated specimens showed an enhanced fretting wearresistance and low friction coefficient compared to those of theuntreated specimens at higher loading rates.
The reason for the improved fretting wear and frictional propertiesof the UNSM treated specimens was attributed to the increasedhardness and compressive residual stress induced by the UNSMprocess.

142 A. Amanov et al. / Surface & Coatings Technology 207 (2012) 135–142
Acknowledgments
This researchwas supported by a grant (No. 2011K000290) from theCenter for NanostructuredMaterials Technology under the 21st CenturyFrontier R&D Programs of the Ministry of Education, Science andTechnology of Korea (MEST) and the National Research Foundation ofKorea (NRF) grant funded by Korean Government (MEST) (No. 2011‐0000409).
References
[1] R.B. Waterhouse, Int. Mater. Rev. 37 (1992) 77.[2] R.A. Poggie, J.J. Wert, A.K. Mishra, J.A. Davidson, In: ASTM STP, 1145, 1992, p. 65, PA.[3] K.G. Budinski, Wear 151 (1991) 203.[4] P.D. Miller, J.W. Holladay, Wear 2 (1958/1959) 133.[5] H. Hong, W.O. Winer, J. Tribol, Trans. ASME 111 (1989) 504.[6] F.M. Kustas, M.S. Misra, In: ASM Handbook, 18, ASM International, Materials Park,
Ohio, 1992, p. 778.[7] R.B. Waterhouse, Fretting Fatigue, Elsevier Applied Science, London, 1981.[8] D. Hoeppner, In: ASTM STP, 1159, 1992, p. 23.[9] J. DeMasi-Marcin, D. Gupta, Surf. Coat. Technol. 68–69 (1994) 1.
[10] A. Freimanis, A. Segall, J. Conway Jr., E. Whittney, Tribol. Trans. 45 (2002) 193.[11] J.E. Barry, E.J. Tobin, P. Sioshansi, Surf. Coat. Technol. 51 (1992) 176.[12] Z.D. Dai, S.C. Pan, M. Wang, S.R. Yang, X.S. Zhang, Q.J. Xue, Wear 213 (1997) 135.[13] V. Fridrici, S. Fouvry, Ph. Kapsa, Wear 250 (2001) 642.[14] S. Srinivasan, D.B. Garcia, M.C. Gean, H. Murthy, T.N. Farris, Tribol. Int. 42 (2009)
1324.[15] M.M. Ali, S.G. Raman, S.D. Pathak, R. Gnanamoorthy, Tribol. Int. 43 (2010) 152.[16] B. Prakash, E. Richter, H. Pattyn, J.P. Celis, Surf. Coat. Technol. 173 (2003) 150.[17] S.A. Kumar, S.G. Raman, T.S.N. Narayanan, R. Gnanamoorthy, Adv. Mater. Res.
463–464 (2012) 316.[18] L. Shaw, Y.T. Zhu, In: in: J. Groza, J. Shackelford, E. Lavernia, M. Powers (Eds.), CRC
Materials Processing Handbook, CRC Press, Boca Raton, FL, 2007, p. 311.[19] L. Wagner, Mater. Sci. Eng., A 263 (1999) 210.[20] I. Altenberger, B. Scholtes, U. Martin, H. Oettel, Mater. Sci. Eng., A 264 (1999) 1.[21] W. Cao, R. Fathallah, L. Castex, Mater. Sci. Technol. 11 (1995) 967.[22] A. Amanov, Y.S. Pyoun, I.S. Cho, C.S. Lee, I.G. Park, Wear 286–287 (2012) 136.
[23] I.S. Cho, C.S. Lee, A. Amanov, Y.S. Pyoun, I.G. Park, J. Nanosci. Nanotechnol. 11 (1)(2010) 742.
[24] A. Amanov, Y.S. Pyoun, B. Zhang, J.H. Park, J. Nohava, Tribol. Online 6 (2011) 284.[25] A. Amanov, Y.S. Pyoun, I.S. Cho, C.S. Lee, I.G. Park, J. Nanosci. Nanotechnol. 11
(2011) 701.[26] C.R. Ramos-Saenz, P.A. Sundaram, N. Diffoot-Carlo, J. Mech. Behav. Biomed. Mater.
3 (2011) 549.[27] R.S. Magaziner, V.K. Jian, S. Mall, Wear 11–12 (2008) 1002.[28] S. Fouvry, C. Paulin, S. Deyber, Tribol. Int. 42 (2009) 461.[29] A. Shenhar, I. Gotmana, S. Radinb, P. Ducheyne, E.Y. Gutmanas, Surf. Coat. Technol.
126 (2000) 210.[30] D.M. Brunette, Titanium in Medicine: Material Science, Surface, Engineering,
Biological Responses, and Medical Application, Springer, New York, NY, 2001.[31] J. Halling, Wear 4 (1961) 22.[32] R.C. Bill, ASLE Trans. 21 (1978) 236.[33] T. Kayaba, A. Iwabuchi, Wear 74 (1981) 229.[34] Y.S. Zhang, Z. Han, K. Lu, Wear 265 (2008) 396.[35] P.S. Prevey, In: Proceedings of IITT-International, 1990, p. 81.[36] K. Kubiak, S. Fouvry, A.M. Marechal, J.M. Vernet, Surf. Coat. Technol. 201 (7)
(2006) 4323.[37] J. Zhao, L.C. Stearn, M.P. Harmer, H.M. Chan, G.A. Miller, R.E. Cook, J. Am. Ceram.
Soc. 76 (1993) 503.[38] I.A. Chou, H.M. Chan, M.P. Harmer, J. Am. Ceram. Soc. 79 (1996) 2403.[39] H. Wu, S.G. Roberts, B. Derby, Acta Mater. 49 (2001) 507.[40] D. Johnson-Walls, A.G. Evans, D.B. Marshall, M.R. James, J. Am. Ceram. Soc. 69
(1986) 44.[41] H. Gleiter, Prog. Mater. Sci. 33 (1989) 223.[42] T. Inoue, Z. Horita, H. Somekawa, K. Ogawa, Acta Mater. 56 (2008) 6291.[43] Abu Fazal M. Arif, J. Mater. Process. Technol. 136 (2003) 120.[44] A. Molinari, T.B. Straffelini, T. Bacci, Wear 208 (1997) 105.[45] H. Dong, T. Bell, Wear 225–229 (1999) 874.[46] B. van Peteghem, S. Fouvry, J. Petit, Wear 271 (2011) 1535.[47] H. Ji, L. Fia, X. Ma, Y. Sun, Wear 246 (2000) 40.[48] A.L. Mohdtobi, P.H. Shipway, S.B. Leen, Wear 271 (2011) 1572.[49] X. Huang, R.W. Neu, Wear 265 (2008) 971.[50] S. Soderberg, U. Bryggman, T. McCullough, Wear 110 (1986) 19.[51] Y. Fu, N.L. Loh, A.W. Batchelor, D. Liu, X. Zhu, J. He, K. Xu, Surf. Coat. Technol. 106
(1998) 193.[52] N.C. Horswill, K. Sridharan, J.R. Corad, J. Mater. Sci. Lett. 14 (1995) 1349.[53] R.B. Waterhouse, Wear 68 (1982) 310.
Recommended