Leveraging cutting‐edge Rapid Microbiological Methods to gain a comprehensive understanding of your environment and a competitive advantage
ORGANISED BY: SUPPORTED BY:
Jeffrey Weber Allison Scott James Drinkwater

RAPID MICRO METHODS FORENVIRONMENTAL MONITORING
Jeffrey W. Weber

3
• Current Micro Testing • Successful RMM Platforms• Implementation guidance
Session Goals

4
Current Micro Lab Testing
Water 9%
API/Raw Mtls 1%
Finished 3%
Environmental Monitoring 85%
Other 2%

5
• Discrete point sampling– EM– Raw Materials– Personnel– Sterility testing
• Limited temporal information
• Retrospective– “all or nothing”– Silos
Current Micro Testing
Product
People
Process / PlantRaw
Materials
Patient

6
Patient
RawMaterials
• Continuous monitoring• Holistic control• Raw material
characterization is part of process
• Extreme temporal information• Infinite sublots
• Real Time Release Testing (parametric release)
Future Micro Testing
Product
People
Process / Plant

7
Patient
RawMaterials
Future RMM Platforms
Product
People
Process / Plant
Automated plate reader
Aerosol cytometry
Liquid Bioburden
Automated Water Testing
Enhanced LIMS / SPC / Cpk - MVDA
Personnel Automated Sampler
Enhanced COA data

8
Manufacturing (PAT)• In‐plant testing• Raw materials screening
• Process decisions
QC (Micro Labs)• Lean labs• More automation• Less “micro” training
Who owns RMMs?
RMM

9
• Investigations• Reduced in‐process inventory• Real‐time testing and near‐line, in‐process use.
• Automation advantages lab resource reduction (training or technique).–Human Error
• Special case applications are available.
RMM Benefits

10
• Steve Hammond• John Ruesch• Susan Berlam• Dennis Jones• Kevin Ryan
• Mike Baumstein• Brandye Michaels• Eric Ward • Jeff Sidella• Amy McDaniel• Jerry Ryan• Michael Fenster• Manuel Selvaggio• Kerstin Andersson• Joanny Salvas
Acknowledgements

James Drinkwater: PHSS Chairman – Bio‐contamination SIG Leader
Pharmaceutical and Healthcare Sciences Society ‐ PHSS.
12
The development of the PHSS Bio‐contamination technical monograph
and perspective on RMM.
www.phss.co.uk

13
1. Introducing the PHSS and development of the
Bio‐contamination technical monograph
www.phss.co.uk
The Pharmaceutical & Healthcare Sciences Society – PHSS are a UK based ‘Not for profit’ society, managed by qualified volunteers
operating within a defined constitution. The PHSS are developing an International profile of providing education
and training in Life sciences and best practice (GMP) via technical conferences, training courses and technical monographs that are
prepared by international special interest groups.
All publications include a regulatory review
(MHRA and if applicable FDA).

14
Product Knowledge
Process Knowledge
Good PracticeGLP, GMP, GCP, GPvP, GDP
Best Practice – risk based
QbD CPVQRM PATQMS RMM

15
Medicinal & Therapeutic product Life cycle
Drug Discovery
Drug &process
Development
Clinical Trial Phases
FIMT1/2/3
Marketing Authorisation
MAFormulation&
Manufacturing
Sterility & Endotoxin
Testing& Batch release
Aseptic Pharmacy
Compounding
PatientCare, Cure or Therapy

Bio‐contamination Characterisation &
profiling
Bio‐contamination
Control of classified areas
Bio‐contamination
Deviation management
Environmental monitoring of airborne & Surfaces
Chapters 1 Chapters 2 Chapters 3 Chapters 4
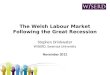
PHSS Bio‐contamination Technical Monograph Structure
5

EU : D AISO5
B : ISO 7C : ISO8
Reducing Bio‐burden at each Barrier transition with zero (0) cfu expectation in Grade A / ISO 5. Microorganisms characterised in each controlled area as; Normal flora, Objectionable or Harmful. Characterisation through start‐up / establishing control and routine operations.
Change rooms – Step over barriers for people at room grade changes.
Disinfection Transfer hatches / Chambers for materials at barriers.
<1cfu = 0 cfu
100
50
n/a
200 cfu
•Settle plates max cfu.
•Contact plates max cfu.
•Glove prints max cfu.
•Active air cfu / cubic metre.
Total ParticlesViable &
Non viable >3520 (0.5 micron)20 (5 micron)
3520000 (0.5 µ )29000 (5 µ)
352000 (0.5 µ )2900 (5 µ)
3520000 (0.5 µ )29000 (5 µ) at Rest.
<In Operation>
Microbiological Contamination as colony forming units > (cfu)
<In Operation>
50
25
n/a
100 cfu
5
5
5
10 cfu
Bioburdenreduction at
barriers
Controlled Direct input Utilities /
services e.g. WFI & HVAC
ISO 14698
FDA guidance.
USP<797> & <1116>
Risk based GMPICH Q8/Q9/Q10
QbD – Quality by Design.
QRM ‐Quality Risk Management
3 log 4 log
6 log
3 log
6

STERILISATION * 6log + penetrative process – defined in Pharmacopeias and
reference in GMP
Non penetrative surface sterilisation* residue free to prevent chemical
contamination of products.
Automated Gaseous Disinfection –High6log* & Low4log# requires qualified agents.
Required for surfaces that make direct contact with product contact surfaces. 6 log spore BI’s* used as a efficacy qualification challenge. Bench mark gaseous process: Vaporized H2O2
Environmental monitoring used to monitor impact on contamination control. Requires laboratory qualified agents.
Manual Sanitisation – A procedure using qualified agents with environmental
monitoring (EM) used to verify impact on Biocontamination control
processes validated with BI’s * 1 log reduction is 90% reduction in biological challenge population1,000000 > 100000 > 10000 > 1000 > 100 > 10 > 1 > surface sterilization.> Sterilisation (penetrative)
Required for Directproduct contact parts and surfaces
Manual Disinfection –min 4log* Grade A & 3log# all other areas: requires qualified agents.
Suitable for In‐Direct contact and non contacting surfaces. * 4 > 6 logs efficacy qualified with sporicidal challenges (BIs).
Suitable for non product contacting (direct or in‐direct) and support area surfaces. * 3 > 4 logs efficacy qualified for specified Isolates: defined as laboratory test or in zone.
7

Active air, settle plates, contact
plates and swabs
Growth on plates
analysed at early stages
Fluorescence detection
systems plus RMM for ID.
Total particle monitoring and active air
response
Bio‐contamination and monitoring and Rapid Microbial Methods (RMM)
Conventional5-7 days
incubation plus ID.
RMM part growth (2 days) plus fluorescence
analysis with ID.
Real time response to
Bio-contamination detection plus ID.
Instantaneous detection of bio-contamination event. ID by others
techniques.
8

Surface
samplingPassive airborne
Active
airborne
Continuous total
particles +
Real time Active air response
Real time microbial detection:
counts bfu’s –biological
fluorescing units.
Can be used with RMM Rapid Microbiological methods:
Growth and cfu count. Part Growth & Fluorescence. Fluorescence – cytometry etc.
Contact plates & swabs
Settle plates
Active air samplers Cleanroom& Isolator + D50 control of impaction.
Active air sampling activated at real time total particulate trend deviation
Continuous microbiological
event monitoring & investigations
Microbiological identification (ID) possible ID limited
Media & Incubation temperatures are important for different Microorganisms. Aerobic & Anaerobic
9

A Generic version is provided in the PHSS monograph
Continuous & Viable particle monitoring
Particle Counting for Classification and Monitoring
10

Lyo 1 Lyo 2
Clean Vial In feed
Buf
fer
Lyo 1 Interface Lyo 2 Interface
Cap1
Cap 2
Rapid Decon
Track & TraceEM Plates
EM sample points:C = ClassificationM= Monitoring
Fillin
g
Sample type C & M CContinuous :
Active Micro:
Settle plate : (S) Position via smoke study
Contact plates;After session / line clearance:
Real Time Micro(future): Monitor
EM sample plates : Gaseous Outer pack disinfection & contained
distribution, collection & Lab transfer
Bar-coding Track & Trace
EM Plates.
11

23
2. PHSS Perspective of RMM
www.phss.co.uk

24
1. Conventional environmental monitoring methods have poor recovery.
2. Only small (area and volume) surface and airborne samples are taken so Bio-contamination events may be missed.
3. Retrospective growth results make Root cause analysis challenging.
4. The process of sampling may introduce bio-contamination.
5. Regulatory not to exceed limits set some conventional poor recovery techniques with zero cfu expectation in Grade A / ISO 5 process zones.
13

25
1. ID may not be possible with same technique used for monitoring real time bio-contamination events – in process.
2. RMM Lab methods are increasingly supported by validation – the challenge is handling the data in a monitoring reporting system (with all other data).
3. Bio-contamination investigations of events can be immediate giving a better chance of finding the root cause.
4. Key decisions are required on criticality of detection of bio-contamination.
5. Starting with RMM will require strategies and responses to bio-contamination based on levels of risk. This is a challenge is early comparability studies. 14

26
1. Characterise ‘Base line’ of microbiological bioburden in controlled areas using conventional methods and identify / characterise microorganisms (natural, objectionable, harmful).
2. Complete ‘Comparability’ studies of Conventional and RMM techniques to be employed. Gain knowledge about the challenges / limitations and advantages.
3. Define sampling plan using RMM Lab methods and/or Real time in-process monitoring methods.
4. Correlate RMM monitoring data results against base line flora (with ID) and set initial Action and Alert levels for RMM (review periodically and reset with trend data).
5. Define investigation response to Bio-contamination RMM event: e.g. confirm as transitory event or loss of bio-contamination control.
6. Define criticality impact for detected bio-contamination e.g. impact on products and/or process.
15

27
1. Gain knowledge about RMM before implementation. Select methods to suit process and risks.
2. Set implementation strategies for comparability studies, setting RMM Alert and Action levels and data handling / reporting.
3. Define response to RMM Bio-contamination real time events or lab results. Assess criticality of data and responses.
4. Do implement RMM in monitoring programs to support Quality by Design (QbD), Quality Risk Management (QRM) and Continuous process verification (CPV) initiatives.
5. Decide how to handle RMM data with a systematic approach (Combined EM results with cross analysis and interpretation for trend and incident rate reporting together with any necessary RCA and CAPA.
16

28
Draft in process
Copyright © 2012 - 2013 Azbil BioVigilant, Inc.
The Advantages of Instantaneous Microbial DetectionTM Implementation
in Pharmaceutical Manufacturing
EPR WebinarMarch 2013
Allison Scott, Ph.D.Applications Engineer

29
Draft in process
Copyright © 2012 - 2013 Azbil BioVigilant, Inc.
Need for Rapid Microbial Methods (RMMs)
• Multiple advantages– Improve speed, performance, cost, quality– Enable paradigm shift from batch to parametric release
• Regulatory encouragement/Quality initiatives– FDA encourages RMMs through the PAT and QbD initiatives for
continuous, online monitoring– EMA supports Parametric and Real Time Release with suitable critical
parameter data (e.g. environmental monitoring data)– Valuable tools for risk management and improving processes
• Overcomes traditional limitations– Standard growth-based methods are time and labor intensive,
episodic, and retrospective (e.g. 3-5 day wait)– Limited precision and sensitivity (e.g. VBNC)
USP<1223>EP 5.1.6
PDA TR33

30
Draft in process
Copyright © 2012 - 2013 Azbil BioVigilant, Inc.
Microbial Culturabilityand Detectability
Will grow on TSA/TSB
Will NOT grow* on TSA/TSB
May Grow on TSA/TSB
*Under typical incubation conditions
“Regulatory Expectations for Aseptically Produced Parenterals”
Ian SymondsDirector Aseptic Quality AssuranceGlaxoSmithKline
December 2009, PDA Meeting, Milan, Italy
BACTERIUM Nose Pharynx MouthStaphylococcus epidermidis ++ ++ ++
Staphylococcus aureus* + + +
Streptococcus mitis + ++
Streptococcussalivarius ++ ++
Streptococcus mutans* + ++
Streptococcus pneumoniae* +/- + +
Streptococcus pyogenes + +
Neisseria sp. + ++ +
Neisseria meningitidis + ++ +
Proteus sp. + + +
Haemophilus influenzae* + + +
Lactobacillus sp. + ++
Corynebacteria ++ + +
Actinomycetes + +
Spirochetes + ++
Mycoplasmas + +

31
Draft in process
Copyright © 2012 - 2013 Azbil BioVigilant, Inc.
RMM Detection Taxonomy
Microbial Detection
ChemicalByproduct
Spectroscopy
IntrinsicFluorescence
IntrinsicFluorescence
ExtrinsicFluorescence
Extrinsic Fluorescence
Growth/viability Independent
Growth/viability Dependent
IntrinsicRaman
Nucleic Acid
(PCR)
Spectroscopy
Azbil BioVigilant
IMD-A® Systems
MieScatter

32
Draft in process
Copyright © 2012 - 2013 Azbil BioVigilant, Inc.
Principle of Operation
Scatter Detector
FluorescenceDetector
• Laser interrogates all particles• All particles produce Mie Scatter• Simultaneously, intrinsic fluorescence from
metabolic fluorophores is generated
Real-time operation
Immediate results
Continuous monitoring
Laser
Airflow

33
Draft in process
Copyright © 2012 - 2013 Azbil BioVigilant, Inc.
Principle of Operation
Scatter Detector
FluorescenceDetector
• Laser interrogates all particles• All particles produce Mie Scatter• Simultaneously, intrinsic fluorescence from
metabolic fluorophores is generated
Real-time operation
Immediate results
Continuous monitoring
Laser
Airflow

34
Draft in process
Copyright © 2012 - 2013 Azbil BioVigilant, Inc.
Principle of Operation
• Laser interrogates all particles• All particles produce Mie Scatter• Simultaneously, intrinsic fluorescence from
metabolic fluorophores is generated
Real-time operation
Immediate results
Continuous monitoring

35
Draft in processEnvironmental Monitoring RMM Implementation
• Leverage manufacturer’s validation testing, IQ/OQ/PQ protocols, services, and technical support
• Utilize RMM for “non-compendial” applications:
– Investigations– Risk assessments, room
mapping– HVAC energy reduction studies– Training– Monitoring during down-time– Process improvement
Primary Validation RMM Supplier
Secondary Validation RMM End‐user
USP <1223> / EP 5.1.6 Tests • Accuracy • Precision • Linearity • Limit of Detection • Limit of Quantification • Ruggedness • Robustness • Range • Specificity Other Tests • Detection Performance • Environmental • Electrical Safety and Emissions • Software
Qualification Protocols
• Design Qualification (DQ) • Installation Qualification (IQ) • Operational Qualification (OQ) • Performance Qualification (PQ)
• Side‐by‐side testing with IMD‐A and conventional methods (i.e., currently used air samplers)
US: Type V Drug Master File submission to FDA
EU: Tests and results made available to customers
US: Review with FDAEU: Review with local inspector

36
Draft in process
Copyright © 2012 - 2013 Azbil BioVigilant, Inc.
g-Lab AerosolChamber Test
Tested with additional facilities
Design of Experiment:
9 USP <1223> Metrics
8 Instruments
6 Microbes
5 Concentrations
12 Replicates
Example USP<1223> Validation Test Design
Microbes:– Bacillus atrophaeus– Corynebacterium
afermentans– Escherichia coli– Staphylococcus
epidermidis– Micrococcus lylae– Aspergillus niger
Instruments:– IMD-A 300 (2)– IMD-A 350 (2)– SAS, SMA, MAS– Kanomax LSAPC
g-Lab AerosolChamber Test
USP
<122
3> P
aram
eter
s
AccuracyPrecision
Detection LimitQuantification Limit
LinearityOperational Range
Specificity 1RuggednessRobustnessSpecificity 2
USP<1223> Data: Bacillus atrophaeus

37
Draft in process
Copyright © 2012 - 2013 Azbil BioVigilant, Inc.
Powerful Tool for Investigations
• Increase likelihood of finding root cause• Reduce investigation time and costs• Increase quality assurance • Rapidly determine effectiveness of corrective
and preventive actions• Resume production faster, and with confidence
R a p i d Root-Cause Analysis
Incorrect pressure differential
Mold growing behind tiny crack in plaster
Poor seal around compressed gas conduitsHEPA filter leak

38
Draft in process
Copyright © 2012 - 2013 Azbil BioVigilant, Inc.
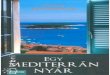
HVAC Energy Reduction
• Energy costs are 2nd highest fixed cost in manufacturing (cite ref?)
• Most companies significantly exceed the minimum requirement for exchanges per hour
• Instantaneous detection of particles and microbes can be used to validate reduction of HVAC settings
• Recent customer study predicted significant energy cost savings withair exchange reduction of 25%
time
tota
l nb
of in
ert p
artic
les
Normal Reduced
time
tota
l nb
of b
iolo
gic
part
icle
s
Normal Reduced
*Manufacturing steps are not the same in the two cases**Data courtesy of Pfizer Montreal

39
Draft in process
An Ideal Training Tool
• Personnel are the largest source of microbial contamination in cleanrooms (cite ref?)– Effective training programs are critical to
maintain control
• Instantaneous detection and reporting, coupled with video, provides immediate feedback for operator training on:
– Appropriate gowning
– Cleanroom behavior
– High vs. low risk operations
* Screenshots taken in cleanroom at the North Carolina BioNetwork Capstone Center at the Golden Leaf BioManufacturing Training and Education Center

40
Draft in process
Monitoring of Critical PointsCritical Monitoring Point 1 -Automated bag opening in
Grade C area
Critical Monitoring Point 2 -Pass-through zone in
Grade A filling line
Comparative study performed in cooperation with IBSA Farmaceutici Italia (Lodi, Italy)
Sample Probe
IMD-A-300 System

41
Draft in process
Copyright © 2012 - 2013 Azbil BioVigilant, Inc.
Additional RMM ApplicationsMonitoring of Controlled Areas
– Aseptic suites*– Fill lines– RABS– Isolator systems*– Safety cabinets– Compressed gasses*
Process Support– Media/water fills*– Risk assessment*
Energy reduction – green initiatives*– HVAC flow reduction studies
Investigations*– EM excursions– Root cause investigation– Verify CAPA effectiveness
Operator training*– Gowning training/qualification– Aseptic technique
Monitoring during downtime*– Routine maintenance/calibration– New construction or equipment– Equipment malfunction– Quality issue
* published literature on IMD-A system, case study data, and/or application note available

42
Draft in process
Copyright © 2012 - 2013 Azbil BioVigilant, Inc.
Summary
• Environmental monitoring RMMs provide numerous advantages to the pharmaceutical manufacturing environment
Non-compendial• Numerous uses as a tool
in investigations, HVAC energy savings, training, etc.
• Provides visibility of RMM advantage to multiple groups within an organization
Compendial• Data-rich feedback and
software tools provide actionable process knowledge, facilitating PAT and QbD
• Instantaneous and continuous monitoring permit a more complete understanding of the environment

43
Draft in process
Copyright © 2012 - 2013 Azbil BioVigilant, Inc.
Contact Information
Allison Scott, Ph.D.Applications EngineerAzbil BioVigilant
+ 1(520)292-2342 x [email protected]
Customer Support+1(520)292-2342
www.biovigilant.com
Recommended