
Gerhard Waldmann | TEAMWORK 2010
Lean Management bei derHerbert Waldmann GmbH & Co. KG

Firma Waldmann im Jahr 2001
Vorgehensweise, Ergebnisse & Kennzahlen
Workshop- und Projektbeispiele aus der Produktion
Weitere „Lean – Werkzeuge“
INHALT

In der Teilefertigung war ein Großteil der Flächen mit Überproduktion belegt,da jede Abteilung die Arbeitsplätze optimal auslasten wollteHistorie 2001-2002: Bereich Teilefertigung

Im Bereich Lager und Endmontage Leuchten wurden große Kommissionier-und Bereitstellungsflächen benötigtHistorie 2001-2002: Bereich Endmontage

Die Abläufe und Materialflüsse entsprachen einer Werkstattfertigung
Bereitstellung
KellerVersand
EG 2.OG
P: Produktion
L: Lager
Lager
Kunst-stoff
StanzenSt-an-zen
Kleben
Drehen
Blech-bau
Schweißen
Geplan-tes
Rohr- u.Coillager
Vor-Montage
EPEPEP
Montage
Lack
Juni 2001 - Verhältnis vonProduktions- zu Lagerfläche 1:1
Material- und Flächensituation

Firma Waldmann im Jahr 2001
Vorgehensweise, Ergebnisse & Kennzahlen
Workshop- und Projektbeispiele aus der Produktion
Weitere „Lean – Werkzeuge“
INHALT

Die einzig wirksame Methode zur Reduktion von Verschwendung ist dieWegnahme der scheinbaren SicherheitBestandsverringerung in kleinen Schritten
Probleme werden verdeckt Beseitigung der UrsachenProbleme werden transparent
• Maschinenausfälle• Fehlendes Material• Engpässe in der
Fertigung• Qualitätsmängel
• EinfacheIdentifizierung
• Zwang zur schnellenProblemlösung
• Die Lösung von Problemenermöglicht eine Produktionmit niedrigen Beständen

Versand
EG 1 OG.
Blechbau
KunststoffGrundfertigung
Instandhaltung/ Werkzeugbau
Lager
Mon
tage
Mon
tage
Kom
mis
sion
ierz
one Lackiererei
Fertigung nach JIT-Prinzipien
• Produkt ion auf einer Ebene
• 12 Montagelinien stat t Einzelarbeitsplätze
• Einrichtung Kommissionierzone
• Einrichtung von vier Fert igungssegmenten
P : Produkt ion
L : Lager
Versand
EG
Lager
One-
Piece-
FlowPull-
System
Mai 2001 – Dez 2003
Fertigung nach JIT-Prinzipien• Produktion auf einer Ebene• Abbau von Lagerflächen• Ausrichten nach Materialfluss• Einrichtung Fertigungssegmente• Gestaltung von Montagelinien• Aufbau einer Kommissionierzone
P: Produktion
L: Lager
Materialfluss
Im Gesamtkonzept wurden Lagerflächen reduziert und neuzusammengefasste Fertigungssegmente eingerichtetProduktionslayout nach Restrukturierung

Produktionskennzahlen Logistikkennzahlen
Umsatz pro Mitarbeiter
90000
95000
100000
105000
110000
115000
120000
125000
130000
2001 2002 2003 2004 2005 2006 2007
Euro
+ 11 %
Flächenbelegung
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
2001 2004 2007
in m
²
Produktion Lager
+ 30 %
- 21 %
Ausbringung Leuchten / Tag
0
200
400
600
800
1000
1200
1400
1600
1800
2001 2004 2007
Stü
ck
+ 49%
Anzahl Mitarbeiter (produktiv)
100
150
200
250
300
2001 2004 2007
Mita
rbei
ter
- 15 %
Aktive Artikel mit Lagerbestand
0
1000
2000
3000
4000
5000
6000
7000
8000
2001 2004 2007
Stü
ck
- 47 %
Liefertreue
70%
75%
80%
85%
90%
95%
100%
2001 2004 2007
Pro
zent
+ 8 %
Mitarbeiter (produktiv)
Anzahl Leuchten pro Tag
Aktive Artikel mitLagerbestand
Liefertreue
FlächenbelegungUmsatz pro Mitarbeiter
Produktivität
0,00
0,20
0,40
0,60
0,80
1,00
1,20
2001 2004 2007
Leuc
hten
/ h
/ MA
+ 76 %
ProduktivitätLagerbestände
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
5
2001 2004 2007
in M
io. E
uro
- 22%
Lagerbestände
Welche Resultate konnten mit der Einführung der Lean ManagementMethoden bisher erreicht werden?
Unternehmenskennzahlen 2001-2007

Die aktive Einbindung der Mitarbeiter in den KVP-Prozess ist ein wesentlicherErfolgsfaktor, weil somit das Know-How aller genutzt werden kann
WorkshopsEinbindung derMitarbeiter in
Workshopteams
ProjekteEinbindung
aller beteiligtenFachbereiche
Kommunikation und SchulungRegelmäßige
Informationen undWeiterbildung füralle Mitarbeiter
VorschlagswesenVeränderungen
mitgestalten durchVerbesserungs-
vorschläge

Firma Waldmann im Jahr 2001
Vorgehensweise, Ergebnisse & Kennzahlen
Workshop- und Projektbeispiele aus der Produktion
Weitere „Lean – Werkzeuge“
INHALT

Durch die Abarbeitung der Montageprozesse in Stapeln waren lange undundefinierte Wartezeiten die FolgeEinzelarbeitsplatzmontage
Bereitstellung
Vormontage
Endprüfung
Endmontage
Verpacken

Durch die Umgestaltung der Montageprozesse in einen „One-Piece-Flow“konnten die Durchlaufzeiten bis zu 80% reduziert werdenFließmontage
Bereitstellung Vor-montage
End-montage
End-prüfung Verpacken
• Kurze und definierte Durchlaufzeiten• Keine Puffer zwischen den Arbeitsprozessen• Hohe Qualität durch schnelle Fehlererkennung• Minimaler Flächenbedarf

Durch die Umstellung der Endmontage zum One Piece Flow konnten dieDurchlaufzeiten um bis zu 80% reduziert werden
Vorher Nachher
Workshopbeispiel: Einführung von Produktionslinien in der Endmontage

Das gewonnene Know-How wird auch bei den ausländischenTochterunternehmen umgesetztWorkshopbeispiel: Linienfertigung
Vorher Nachher

Bei einer Prozessverkettung von Maschinen spricht man von einer Chaku-Chaku-Linie, die einen One-Piece-Flow ermöglicht
Schritt1
Schritt2
Schritt3
Schritt4
Schritt 1:prägen + stanzen
Schritt 2:bohren + gewinden
Schritt 3:biegen
Schritt 4:aufhängen
Tischklemme

Die Bereitstellungsflächen in der Montage konnten umüber 50% reduziert werdenWorkshopbeispiel: Kommissionierzone Endmontage
Vorher Nachher
Verbesserungen: - ½ Tagesbedarf Vorrat - kein Suchaufwand - keine Fehlteile im Auftrag

Der Kommissionieraufwand kann durch feste Montage- undBehälterlosgrößen deutlich reduziert werdenProjektbeispiel: Behältermengen auf Montagelosgroße abstimmen
Vorher Nachher
Verbesserungen:
- Zählaufwand um ca. 70% reduziert - internes Kunden / Lieferanten - Prinzip - Bestandsminimierung durch Transportkanban

Eines der größten Projekte ist die Optimierung der internen und externenLogistikProjektbeispiel: Flexibles Transportsystem
Vorher NachherVerbesserungen: - höhere Effizienz Milkrun-System
- weniger Flächenbedarf
- flexible und schnelle
Handhabung der Wagen
- Handlingsstufen intern und
beim Lieferanten reduziert
- bessere Qualität der Ware

Durch Reduzierung der Mitarbeiterwege beim Rüstvorgang können 15 minpro Rüstvorgang eingespart werden
Verbesserungen:- Spritzformen und Granulat lagern nun in unmittelbarer Nähe zur Maschine- Reduzierung der Wege um 40%
Workshopbeispiel: Kunststoffspritzerei

Durch eine optimale Lagerung der Materialien und Werkzeuge wurde dieRüstzeit um 28% reduziertWorkshopbeispiel: Stanzerei
Vorher Nachher
Verbesserung: - einfacheres Handling durch stehende Lagerung
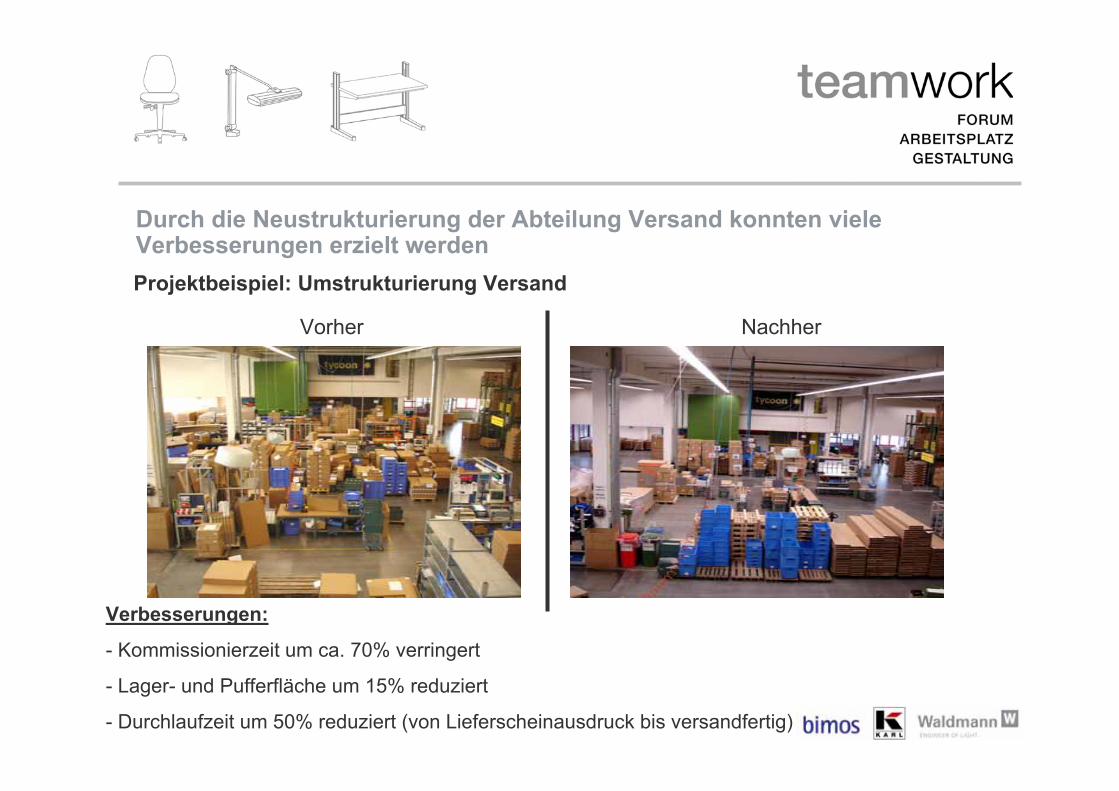
Durch die Neustrukturierung der Abteilung Versand konnten vieleVerbesserungen erzielt werdenProjektbeispiel: Umstrukturierung Versand
Vorher Nachher
Verbesserungen:
- Kommissionierzeit um ca. 70% verringert
- Lager- und Pufferfläche um 15% reduziert
- Durchlaufzeit um 50% reduziert (von Lieferscheinausdruck bis versandfertig)

Durch einfache Verbesserungen wie Werkzeugtafeln lässt sich z. B. DerSuchaufwand erheblich verringernWorkshopbeispiel: Standardisierung am Arbeitsplatz
Vorher Nachher
Verbesserungen:
- schneller Zugriff - optimale Bereitstellung - nur benötigtes Werkzeug am Arbeitsplatz

Firma Waldmann im Jahr 2001
Vorgehensweise, Ergebnisse & Kennzahlen
Workshop- und Projektbeispiele aus der Produktion
Weitere „Lean – Werkzeuge“
INHALT

Betriebsführungen sind fester Bestandteil bei der Einarbeitung neuerMitarbeiter sowie bei externen ReferenzbesuchenKommunikation

Kommunikation durch regelmäßige Mitarbeiterinformation in Form einerUnternehmenszeitung und einer eigenen KVP-IdentitätInterne Kommunikation

RüstzeitschulungGrundlagenschulung zu 5S (Sauberkeit + Ordnung)
Grundlagenschulung zum “Just-In-Time“Produktionssystem mit Kartonsimulation
Durch intensive Schulungsmaßnahmen werden die Kenntnissezu den Lean Management Methoden vermittelt

VIELEN DANK
Recommended











![Peronismo El 1943-1955 - Waldmann Peter[1]](https://img.pdfslide.net/doc/110x75/55cf9cb5550346d033aac332/peronismo-el-1943-1955-waldmann-peter1.jpg)





