Computer Integrated manufacturing:
The computer has had and continues to have a dramatic impact on the development of
production automation technologies. Nearly all modern production systems are implemented
today using computer systems. The term computer integrated manufacturing (CIM) has been
coined to denote the pervasive use of computers to design the products, plan the production,
control the operations, and perform the various business related functions needed in a
manufacturing firm. CAD/CAM (computer-aided design and computer-aided manufacturing) is
another term that is used almost synonymously with CIM.
In a manufacturing firm the physical activities related to production that take place in the
factory can be distinguished from the information-processing activities, such as product design
and production planning, that usually occur in the office environment. The physical activities
include all the manufacturing processing, assembly, material handling, and inspections that are
performed on the product. These operations come in direct contact with the product during
manufacture. They touch the product. The relationship between the physical activities and the
information processing activities. Raw material flow in one end of the factory and finished
products follow out the other end. The physical activities (processing, handling, etc) take place
inside the factory. The information –processing functions form a ring that surround the factory,
providing the data and knowledge required to product the product successfully. These
information-processing functions include (1) certain business activities (e.g marketing and sales,
order entry, customer billing etc) (2) product design, (3) manufacturing planning, and (4)
manufacturing control. These four functions form a cycle of event that must accompany the
physical production activities but which do not directly touch the product.
Now considering the difference between automation and CIM. Automation is concerned with
the physical activities in manufacturing. Automated production systems are designed to
accomplish the processing, assembly, material handling, and inspecting activities with little or no
human participation. By comparison, computer integrated manufacturing is concerned more with
the information-processing functions that are required to support the production operations. CIM
involves the use of computer systems to perform the four types of information-processing
functions. Just as automation deals with the physical activities, CIM deals with automating the
information-processing activities in manufacturing. The growing applications of computer
systems in manufacturing are leading us toward the computer-automated factory of the future.
REASONS FOR AUTOMATING
1. Increased productivity: Automation of manufacturing operations holds the promise of
increasing the productivity of labour. This means greater output per hour of labour input.
Higher production rated (output per hour) are achieved with automation than with the
corresponding manual operations.

2. High cost of labour: the trend in the industrialised societies of the world has been towards
ever-increasing labour costs. As a result, higher investment in automated equipment has
become economically justifiable to replace manual operations. The higher cost of labour
is forcing business leaders to substitute machine for human labour. Because machines can
produce at higher rates of output, the use of automation results in a lower cost per unit of
product.
3. Labour shortage: In many advanced nations there has been a general shortage of labour.
West Germany, for example has been forced to import labour to augment its own labour
supply. Labour shortages also stimulate the development of automation as a substitute for
labour.
4. Trend of labour toward the service sector: This trend has been especially prevalent is the
United States. At this writing (1986), the proportion of the work force employed in
manufacturing stands at about 20%. In 1947, this percentage was 30%. By the year 2000,
some estimates put the figure as low as 2%. Certainly, automation of production jobs has
caused some of this shift. However, there are also social and institutional forces that are
responsible for the trend. The growth of government employment at the federal state, and
local levels has consumed a certain share of the labour market which might otherwise
have gone into manufacturing. Also, there has been a tendency for people to view factory
work as tedious, demeaning, and dirty. This view has caused them to seek employment in
the service sector of the economy (government, insurance, personal services, legal, sales
etc.).
5. Safety: By automating the operation and transferring the operator from an active
participation to a supervisory role, work is made sager. The safety and physical well-
being of the worker has become a notional objective with the enactment of the
Occupational Safety and Health Act of 1970 (OSHA). It has also provided an impetus for
automation.
6. High cost of raw materials: The high cost of raw material in manufacturing results in the
need for greater efficiency in using these materials. The reduction of scrap is one of the
benefits of automation.
7. Improved product quality: Automated operations not only produce parts at faster rates
than do their manual counterparts, but they produce parts with greater consistency and
conformity to quality specifications.
8. Reduced manufacturing lead time: Automation allows the manufacturer to reduce the
time between customer order and product delivery. This gives the manufacturer a
competitive advantage in promoting good customer service.
9. Reduction of in-process inventory: Holding large inventories of work-in-process
represents a significant cost to the manufacturer because it ties up capital. In-process
inventory is of no value. It serves none of the purposes of raw materials stock or finished
product inventory. Accordingly, it is to the manufacturer’s advantage to reduce work-in-

progress to a minimum. Automation tends to accomplish this goal by reducing the time a
work part spends in factory.
10. High cost of not automating. A significant competitive advantage is gained by
automating a manufacturing plant. The advantage cannot easily be demonstrated on a
company’s project authorisation form. The benefits of automation often show up in
intangible and unexpected ways, such as improved quality, higher sales, better labour
relations, and better company image. Companies that do not automate are likely to find
themselves at a competitive disadvantage with their customers, their employees, and the
general public.
ARGUMENTS AGAINST AUTOMATION:
1. Automation will result in the subjugation of the human being by a machine. This is really
an argument over whether workers’ jobs will be downgraded or upgraded by automation.
On the one hand, automation tends to transfer the skill required to perform work from
human operators to machines. In so doing, it reduces the need for skilled labour. The
manual worker left by automation requires lower skill levels and tend to involve rather
menial tasks (e.g. loading and unloading work parts, changing tools, removing chips,
etc.). in this sense, automation tends to downgrade factory work. On the other hand, the
routine monotonous tasks are the easiest to automate, and are therefore the first jobs to be
automated. Fewer workers are thus needed in these jobs. Tasks requiring judgement and
skill are more difficult to automate. The net result is that the overall level of
manufacturing labour will be upgraded, not downgraded.
2. There will be a reduction in the labour force, with resulting unemployment. It is logical to
argue that the immediate effect of automation will be to reduce the need for human
labour, thus displacing workers. Because automation will increase productivity by a
substantial margin, the creation of new jobs will not occur fast enough to take up the
slack of displaced workers. As a consequence, unemployment rates will accelerate.
3. Automation will reduce purchasing power. This follows from argument 2. As machines
replace workers and these workers join the unemployment ranks, they will not receive the
wages necessary to buy the products brought by automation. Markets will become
saturated with products that people cannot afford to purchase. Inventories will grow.
Production will stop. Unemployment will reach epidemic proportions. And the result will
be a massive economic depression.
Arguments in favour of automation:
1. Automation is the key to the shorter workweek. There has been and is a trend toward
fewer working hours and more leisure time. Around the turn of the century, the average
workweek was about 70 hours per week. The standard is currently 40 hours (although
many in the labour force work overtime). The argument holds that automation will allow

the average number of working hours per week to continue to decline, thereby allowing
greater leisure hours and a higher quality of life.
2. Automation brings safer working conditions for the worker. Since there is less direct
physical participation by the worker in the production process, there is less chance of
personal injury to the worker.
3. Automated production results in lower prices and better products. It has been estimated
that the cost to machine one unit of product by conventional general-purpose machine
tools requiring human operators may by 100 times the cost of manufacturing the same
unit using automated mass-production techniques. Example abound, the machining of an
automobile engine block by transfer line techniques may cost $25 to $35 . if conventional
techniques were used on reduced quantities (and the quantities would indeed be much
lower if conventional methods were used)the cost would increase to around $3000. The
electronics industry offers many examples of improvements in manufacturing technology
that have significantly reduced costs while increasing product value (e.g. colour TV sets,
stereo equipment, hand-held calculators, and computers)
4. The growth of the automation industry will itself provide employment opportunities. This
has been especially true in the computer industry. As the companies in this industry have
grown, new jobs have been created, these new jobs include not only workers directly
employed by these companies, but also computer programmers, systems engineers, and
others needed to the use and operate the computers.
5. Automation is the only means of increasing our standard of living. Only through
productivity increases brought about by new automated methods of production will we be
able to advance our standard of living. Granting wage increases without a commensurate
increase in productivity will result in inflation. In effect, this will reduce our standard of
living. To afford a better society, we must increase productivity faster than we increase
wages and salaries. Therefore, as this argument proposes, automation is a requirement to
achieve the desired increase in productivity.
NUMERICAL CONTROL:
What is numerical control???
Numerical control (NC) is a form of programmable automation in which the processing
equipment is control by means of numbers, letters, and other symbols. The numbers, letters, and
symbols are coded in a appropriate format to define a program of instructions for a particular
work part of job. When the job changes, the program of instructions is changed. The capability to
change the program is what makes NC suitable for low and medium volume production. It is
much easier to write a new program than to make major alterations of the processing equipment.

The applications of numerical control range over a wide variety of processes. We divide the
application into two categories: (1) machine tool applications such as drilling, milling, turning
and other metal working; and (2) non-machine tool application, such as assemble, drafting, and
inspection. The common operating principle of NC in all of these application is control of the
relative position of a tool or processing element with respect to the object (e.g. the work part)
being processed.
Basic components of NC
A numerical control system consists of the following three basic components:
1. Program of instructions
2. Machine control unit
3. Processing equipment
The general relationship among the three components is illustrated in Figure below. The program
is fed into the control unit, which directs the processing equipment accordingly.
The program of instructions is the detailed step by step commands that direct the processing
equipment. In its most common form, the commands refer to positions of a machine tool spindle
with respect to the worktable on which the part is fixture. More advanced instructions include
selection of spindle speeds, cutting tools, and other functions. The program is coded on a suitable
medium for submission to the machine control unit. The most common medium in use over the
last several decades has been 1inch wide punched tape. Because of the widespread use of the
punched tape, NC is sometimes called “tape control.” However, this is a misnomer in modern
usage of numerical control. Coming into use more recently have been magnetic tape cassettes
and floppy diskettes. The programming is done by a person called the programmer.
Program
Machine Control unit
Processing Equipment

The machine control unit (MCU) consists of the electronics and control hardware that read and
interpret the program of instruction and convert it into mechanical actions of the machine tool or
other processing equipment.
The processing equipment is the third basic component of an NC system. It is the component that
performs useful work. In the most common example of numerical control, one that performs
machining operations, the processing equipment consists of the worktable and spindle as well as
the motors and controls needed to drive them.
HISTORICAL PERSPECTIVE:
The development of numerical control owes much to the U.S. Air Force ant the early aerospace
industry. The first development work in the area numerical controls is attributed to John Parsons
and an associate named Frank Stulen at Parsons Corporation in Traverse City, Michigan. Parsons
was a contractor for the Air Force during the 1940s. The original NC concept involved the use of
coordinate positional data contained on punched cards to define the surface contours of
helicopter blades. After development work by Parsons and his colleagues, the idea was presented
to the Wright-Patterson Air Force Base in 1948. The initial Air Force contract was awarded to
Parsons in June 1949, and a contract was subsequently awarded to the Servomechanism
Laboratories at the Massachusetts Institute of Technology to develop the prototype NC machine
tool.
The first NC machine was developed by the retrofitting a conventional tracer mill with
rudimentary numerical controls. The prototype success full performed simultaneous control of
three axes of motion using punched binary tape. The machine was demonstrated at MIT in
March 1952
The machined tool builders gradually began initiating their own development projects to
introduce commercial NC products. Also, certain companies in the aerospace industry began t
devise numerical control machines to satisfy their own production needs. The Air Force
continued its encouragement of NC development by sponsoring additional research at MIT to
design a part programming language that could be used for controlling NC machine tools. This
research resulted in the development of the APT (Automatically Programmed Tooling) language.
The objective of the APT research was to provide a means by which the part programmer could
communicate the machining instructions to the machine tool in simple English-like statements.
Although the APT language was sometimes criticised as being too large for many of the
computers of the time (early and mid – 1960), it nevertheless stands as a major accomplishment
in programmable automation. The language is still widely used in industry today, and most other
more recent part programming languages are based on APT concepts.

COORDINATE SYSTEM AND MACHINE MOTIONS
To program the NC processing equipment, it is necessary to establish a standard axis system by
which the relative position to the tool with respect to the work can be specified.
COORDINATE SYSTEM IN NC
Using an NC drill press as an example, the drill spindle is in a fixed horizontal position and the
table is moved relative to the spindle. However, to make things easier for the part programmer,
the view point is adopted that the work piece is stationary which the tool is moved relative to it.
Accordingly, the numerical control coordinate system is defined with respect to the machine tool
table.
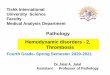
Two axes, x and y, are defined in the plane of the table, as shown figure below. The z-axis is
perpendicular to this plane and movement in the z direction is controlled by the vertical motion
of the spindle. The positive and negative directions of motion of the tool relative to table along
these axes are shown in figure below. NC drill presses are classified as wither two axis or three
axis machines, depending on whether or not they have the capability to control the z-axis.
A numerical control milling machine and similar machine tools (boring mill, for example) use an
axis system similar to that of the drill press. However, in addition to the three linear axes, these
machines may possess the capacity to control one or more rotational axes. Three rotational axes
are defined in NC: the a, b, and c axes. These axes are used to specify angles about the x, y and z
axes respectively. To distinguish positive from negative angular motions, the “right-hand rule”
can be used. Using the right had with the thumb pointing in the positive linear axis direction (x, y
or z), the fingers of the hand are curled to point in the positive rotational direction. This is
illustrated in the figure above.
Machine tool coordinate system for NC

For turning operations, two axes are normal all that are required to command the movement of
the tool relative to the relating work piece. The z-axis is the axis of rotation of the work part, and
the x-axis define the radial location of the cutting tool. This arrangement is illustrated in Figure
below:
FIXED ZERO VERSUS FLOATING ZERO
The purpose of the coordinate system is to provide a means of locating the tool in relation to the
work piece. Depending on the type of NC machine, the part programmer may have several
options for specifying the location. One of these options depends on whether the machine has a
fixed zero or a floating zero.
In the case of fixed zero, the origin is always located at the same position on the machine table.
Usually, the position in the southwest corner (lower left-hand corner) of the table and all
locations must be defined by positive x and y coordinates relative to that fixed origin.
The second and more common feature on modern NC machines allows the machine operator to
set the zero point at any position on the machine table. This feature is called floating zero. The
part programmer is the one who decides where the zero point should be located. The decision is
based on the part programming convenience. For example, the work part may be symmetrical
and the zero point should be established at the centre of symmetry. The location of the zero point
is communicated to the machine operator. At the beginning of the job, the operator moves the
tool under manual control to some “target point” on the table. The target point is some
convenient place on the work piece or table for the operator to position the tool. For example, it
might be a predrilled hole in the work piece. The target point has been referenced to the zero
point by the programmer. In fact, the programmer may have selected the target point as the zero
point for tool positioning. When the tool has been positioned at the target point, the machine
operator presses a “zero” button on the machine tool console, which tells the machine where the
origin is located for subsequent tool movements.
+ Z - Z
- X
+ X

With fixed-zero systems, the part programmer and machine operator must reference the job to
the machine’s permanent zero point. This is less convenient arrangement.
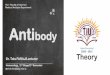
ABSOLUTE VERSUS INCREMENTAL POSITIONING
Another option sometimes available to the part programmer is to use either an absolute system of
tool positioning or an incremental system. Absolute positioning means that the tool locations are
always defined in relation to the zero point. If a hole is to be drilled at a spot that is 8 inch above
the x-axis and 6 inch to the right of the y-axis, the coordinate location of the hole would be
specified as x = +6.000 and y = 8.000. By contrast, incremental positioning means that the next
tool location must be defined with reference to the previous tool location. If in the previous
drilling example, the previous hole had been drilled at an absolute position of x = +4.000 and y =
+5.000, the incremental position instructions would be specified as x = +2.000 and y = +3.000 in
order to move the drill to the desired spot. Figure below illustrates the difference between
absolute and incremental positioning.
TYPES OF NC SYSTEMS
The NC system must possess a means of controlling the relative movement of the tool with
respect to the work. There are three types of motion control used in numerical control:
1. Point-to-point
2. Straight cut
3. Contouring
The three types are listed in order of increasing level of control sophistication.
POINT-TO POINT NC
Point-to-point (PTP) is also sometimes called a positioning system. In PTP, the objective of the
machine tool control system is to move the cutting tool to a predefined location. The speed or
Δy = 3
Δx = 2
(4,5)
(6,8) Specify x=6, y=8 for
Absolute positioning
Specify x=2, y=3 for
Incremental positioning

path by which this movement is accomplished is not important in point-to-point NC. Once the
tool reaches the desired location, the machining operation is performed at that position.
NC drill presses are a good example of PTP systems. The spindle must first be positioned at a
particular location on the work piece. This is done under PTP control. Then, the drilling of the
hole is performed at that location, the tool is moved to the next hole location, and so on. Since no
cutting is performed between holes there is no need for controlling the relative motion of the tool
and workpiece between hole locations. On positioning systems, the speeds and feeds used by the
machine tool are often controlled by the operator rather than by the NC tape. Figure below
illustrates the point-to-point type of control.
Positioning systems are the simplest machine tool control systems and are therefore the least
expensive of the three types. However, for certain processes such as drilling operations and spot
welding, PTP is perfectly suited to the task and any higher level of control would be
unnecessary.
STRAIGHT-CUT NC
Straight-cut control systems are capable of moving the cutting tool parallel to one of the major
axes at a controlled rate suitable for machining. It is therefore appropriate for performing milling
operations to fabricate work pieces of rectangular configurations. With this type of NC system it
is not possible to combine movements in more than a single axis direction. Therefore, angular
cuts on the work piece would not be possible. An example of a straight-cut operation is shown in
figure below.
Point-to-point (positioning) control in NC
Workpiece
Starting point
Cutting tool
Tool path- operations Performed during tool motion parallel to x or y axes
Straight-cut control in NC

An NC machine tool capable of performing straight-cut movements is also capable of point-to-
point movements.
CONTOURING NC
Contouring is the most complex, the most flexible, and the most expensive type of machine tool
control. It is capable of performing both PTP and straight-cut operations. In addition, the
distinguishing feature of contouring NC systems is their capacity for simulations control for
more than one axis movement of the machine tool. The path of the cutter is continuously
controlled to generate the desired geometry of the work piece. For this reason, contouring
systems are also called continuous-path NC systems. Straight of plane surfaces at any
orientation, circular paths, conical shapes, or most any other mathematically definable form are
possible under contouring control. Figure below illustrated the versatility of continuous-path NC.
Milling and turning operations are common examples at the use of contouring control.
For the mathematically oriented reader, it might be useful to distinguish between PTP, straight-
cut and contouring in the following way. Consider a two-axis control system, where the table is
moved in the xy plane. With point-to-point system, control is achieved over the x and y
coordinates. With straight-cut systems, control is provided for either dx/dt and dy/dt, but only
one at a time. With contouring systems, both of the rates dx/dt and dy/dt can be controlled

simultaneously. On order to cut a straight path at some angle, the relative values of dy/dt and
dx/dt must be maintained in proportion to the tangent of the angle. In order to machine along a
curved path, the values of dy/dt and dx/dt must continually be changed so as fo follow the path.
This is accomplished by breaking the curved path into very short straight-line segments that
approximate the curve. Then, the tool is commanded to machine each segment in succession.
What results is a machined outline that closely approaches the desired shape. The maximum
error between the two can be controlled by the length of the individual line segments as
illustrated in figure below.
The reader can easily imagine the complexity involved when more than two axes movements
must be controlled by a contouring system. Some NC machine tools possess the capability to
simultaneously control five axes to achieve the desired machined surface.
THE MCU AND OTHER COMPONENTS OF THE NC SYSTEM
The machine control unit is the NC controller that reads the program and runs the processing
equipment (e.g. the machine tool). In this section some to the operating details of the MCU and
other components of an NC are discussed. It should be noted that nearly all modern controls for
NC system are designed around microprocessors. The term computer numerical control (CNC) is
used to identify these systems, as opposed to conventional numerical control (NC).
TAPE READER:
The tape reader is an electrical-mechanical device for winding and reading the punched tape
containing the program of instructions. The punched tape format consists of eight parallel tracks
of holes along its length. The presence or absence of a hole in a certain position represents bit
information, and the entire collection of holes constitutes the NC program.
Photoelectric cells:
Electrical contact fingers:
Vacuum method:
POSITION AND MOTION CONTROL IN AN NC SYSTEM
The data read into the MCU through the tape reader define machine table positions
corresponding to the axes of the machine tool. Each axis is equipped with a drive unit such as a
dc servomotor, stepping motor or hydraulic actuator. Using either the dc motor or stepping motor
to illustrate, the drive unit is connected to the table by means of a leadscrew, as shown in figure
below. Rotation of the motor causes the leadscrew to turn, which results in linear movement of
the table. The pitch of the leadscrew (i.e. distance between successive threads) determines the
distance travelled by the table on each revolution of the motor.

The axis positioning system may be designed as either an open-loop or a closed loop system. The
difference between the two is the absence or presence of feedback measurements to verify the
axis positions of the machine tool table. Schematic diagram of the two types are illustrated in
Figures below.
As shown in the figure, an open-loop NC system is one that does not used feedback signals to
indicate the table position to the controller unit. Open-loop NC systems typically make use of
stepping motors. The stepping motor is a motor that is driven and controlled by an electrical
pulse train generated by the MCU (or other digital device). Each pulse drives the stepping motor
by a fraction of one revolution, is called the step angle. The allowable step angles on a stepping
motor are determined by the relation:

α =
Where the number of step angles ns on a stepping motor must e an integer value. The angle of
rotation of the stepping motor in response to a pulse train is equal to the number of pulses
multiplied by the step angle.
Recommended