LAYOUT PRODUKSI KERIPIK KENTANG ISTANA
TUGAS PLANT LAYOUT
KELAS I
IKA ATSARI DEWI STP, MP.
Oleh :
1. Devi Urianty M.R. (105100707111001)
2. Kustania Probosuci (105100701111033)
3. Trisnoaji Wicaksono(105100301111064)
4. Yulia Dian Ningrum (105100701111009)
JURUSAN TEKNOLOGI INDUSTRI PERTANIAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS BRAWIJAYA
2012
BAB I
PENDAHULUAN
1.1 Latar Belakang
Dalam sebuah industri, tentunya tidak akan lepas dari sistem industri yang
meliputi input , proses, serta output. Proses produksi merupakan salah satu hal
yang penting demi kelancaran kegiatan suatu industri. Pada tahap ini dilakukan
penambahan nilai suatu barang input untuk menghasilkan output produk yang
berharga lebih.
Dalam suatu produksi, terlebih pada skala industri, fasilitas-fasilitas
produksi pada suatu proses produksi perlu diperhatikan. Atau dapat dikatakan, tata
letak (layout) dari produksi dan area kerja merupakan elemen dasar yang sangat
penting dari kelancaran proses produksi. Masalah yang paling utama adalah
apakah pengaturan dari semua fasilitas tersebut telah dibuat sebaik-baiknya
sehingga tercapai kelancaran proses produksi secara optimal dan karyawan dapat
bekerja secara efektif dan efisien pula. Oleh karena itu, perlu adanya pengaturan
tata letak fasilitas di suatu pabrik maupun indsutri.
Salah satu industri atau usaha yang bergerak di bidang pangan adalah
UKM Keripik Kentang Istana. Keripik kentang Istana merupakan salah satu UKM
yang memproduksi keripik kentang siap makan maupun setengah jadi. UKM ini
berada di Jl. Raya Gangsiran Junrejo Kota Batu. Pemasaran Keripik kentang
istana telah sampai di daerah Kalimantan, Surabaya, Jakarta, Bali, Probolinggo,
dan Malang. Karena usaha ini masih dalam skala UKM maka perlu
pengembangan lebih lanjut guna mengoptimalkan produk yang dihasilkan. Oleh
karena itu, penyusunan tata letak fasilitas yang baik dan benar diperlukan untuk
mencapai suatu sistem produksi yang efisien dan efektif.
1.2 Tujuan
Tujuan dari makalah ini antara lain :
1. Mengetahui proses produksi “ Keripik Kentang Istana “
2. Mengetahui jenis layout dan jenis aliran bahan pada UKM “ Keripik
Kentang Istana “
3. Mengetahui OPC (Operation Process Chart), FPC (Flow Process Chart),
From to Chart, dan Flow Diagram pembuatan “ Keripik Kentang Istana “
1.3 Profil UKM
UKM istana merupakan salah satu ukm yang memproduksi keripik
kentang disekitaran kota Batu yang dirintis oleh Ibu Tutik Trisula (Alm). Usaha
ini berawal dari modal yang tidak banyak kuang labih 20 juta. Tetapi setelah
usaha tersebut berkembang pesat seperti saat ini penghasilan yang diperoleh
dalam waktu 1 bulan mencapai 125 juta. UKM ini hanya memproduksi keripik
kentang karena dirasa memiliki potensi yang cukup besar. Selain itu juga karena
bahan baku yang mudah didapatkan. Bahan baku keripik kentang ini diperoleh
dari para pengepul yang berada didaerah Bumiaji. Pernah mencoba mengambil
bahan baku didaerah Tengger tetapi hasil keripiknya tidak bagus.
Berawal dari keinginan perubahan kondisi kelaurga, ibu Tutik Trisusila
(alm) mencoba memutar pikiran untuk bisa membuka peluang kerja yang
menguntungkan. Berawal dari usaha kanisiran ban kecil-kecilan yang digelutinya
hingga akhirnya menjadi ukm produksi keripik kentang yang sudah membumi.
Pada tahun 2000, ibu tutik mengawali usahanya dalam bidang produksi keripik
kentang bersama keluarganya. Dengan merk usaha produknya yang diberi nama
istana diharapkan bisa menjadi berkah bagi usahanya. UKM tersebut dikelola
dirumah beliau yang berada di desa telekung RT. 05 RW. 05 kecamatan junrejo
kabupaten batu. Setelah ibundanya meninggal usaha keripik kentang istana ini
dilanjutkan dan dikelola oleh putranya yang bernama Sandi Pratama Putra yang
pada saat ini berusia 24 tahun. Dengan usia yang masih begitu mudah dia
berusaha dan pada akhirnya bisa mengembangkan usaha yang dirintis oleh
ibundanya menjadi lebih berkembang sampai saat ini. Menjaga kualitas produk
dan kepercayaan pelanggan menjadi salah satu usaha yang dilakukan agar tercipta
kepuasan pelanggan sehingga tetap setia terhadap produk keripik kentang istana
ini.

BAB II
PEMBAHASAN
2.1 Proses Produksi “ Keripik Kentang Istana “
UKM yang memproduksi keripik kentang ini masih menggunakan alat
manual sebagai alat yang digunakan pada proses produksinya. Sehingga
dibutuhkan tenaga kerja untuk melakukan proses produksinya, dimana tenaga
kerja yang digunakan berjumlah 12 orang. Dimana diperlukan ketrampilan dan
pengetahuan yang cukup tentang pembuatan keripik kentang ini, karena akan
berpengaruh terhadap hasil akhir produk ini.
Pertama, kentang sebanyak 350 kg yang diperoleh dari daerah Bumiaji,
Batu dikupas secara manual dengan menggunakan pisau. Kemudian diiris tipis
sesuai ukuran yang telah ditentukan. Setelah itu direndam selama 1 jam. Selain
itu, ada sebagian yang membuat bumbu untuk memberi rasa pada keripik kentang.
Ketika perendaman telah selesai, maka irisan kentang direbus beserta bumbu yang
telah disiapkan. Selanjutnya, ditiriskan dan direndam lagi, perendaman kedua ini
bertujuan untuk mempertahankan tekstur dari irisan kentang agar tidak rusak.
Penjemuran dilakukan di luar ruangan, karena memanfaatkan cahaya matahari.
Sebagian keripik digoreng untuk dijual sebagai produk siap makan dan sebagian
lagi tidak digoreng untuk dijual sebagai produk setengah jadi. Tahap terakhir
adalah pengemasan dengan menggunakan plastik dengan berbagai ukuran.
2.2 Jenis Layout Dan Jenis Aliran Bahan Pada UKM “ Keripik Kentang
Istana “
2.2.1 Jenis Layout
Jenis atau tipe layout yang digunakan atau diterapkan oleh UKM ini adalah
process layout atau tata letak proses. Hal ini dikarenakan alat-alat atau mesin-
mesin yang digunakan berfungsi umum (general purpose). Misalnya saja kompor
digunakan untuk merebus dan menggoreng kerpik kentang. Selain itu, UKM ini
merupakan industri yang bekerja dengan jumlah atau volume produksi yang relatif
kecil dan jenis produk-produknya tidak distandardkan. Dengan menggunakan tipe
tata letak proses ini maka akan lebih fleksibel.
Tata letak proses (process layout) atau tata letak fungsional adalah
penyusunan tata letak dimana alat yang sejenis atau yang mempunyai fungsi sama
ditempatkan dalam bagian yang sama. Model ini cocok untuk discrete production
dan jika proses produksi tidak baku, yaitu perusahaan membuat berbagai jenis
produk yang berbeda atau suatu produk dasar yang diproduksi dalam berbagai
macam variasi (Herjanto, 2004). Tata letak yang berorientasi pada proses biasanya
memiliki strategi volume rendah dengan variasi tinggi (Heizer dan Barry, 2006).
Keuntungan tata letak proses, sebagai berikut (Herjanto, 2004) :
1. Memungkinkan utilisasi mesin yang tinggi;
2. Memungkinkan penggunaan mesin-mesin yang multiguna sehingga
dengan cepat mengikuti perubahan jenis produksi;
3. Memperkecil terhentinya produksi yang diakibatkan oleh kerusakan
mesin;
4. Sangat fleksibel dalam mengalokasikan personel dan peralatan;
5. Investasi yang rendah karena dapat mengurangi duplikasi peralatan;
6. Memungkinkan spesialisasi supervisi.
Kerugian tata letak proses, sebagai berikut (Herjanto, 2004) :
1. Meningkatnya kebutuhan material handling karena aliran proses yang
beragam dan tidak dapat menggunkan conveyor (ban berjalan);
2. Pengawasan produksi yang lebih sulit;
3. Meningkatnya persediaan barang dalam proses;
4. Total waktu produksi per unit yang lebih lama;
5. Memerlukan skill yang lebih tinggi;
6. Pekerjaan routing, penjadwalan, dan akunting biaya yang lebih sulit,
karena setiap ada pemesanan baru harus dilakukan perencanaan atau
perhitungan kembali.
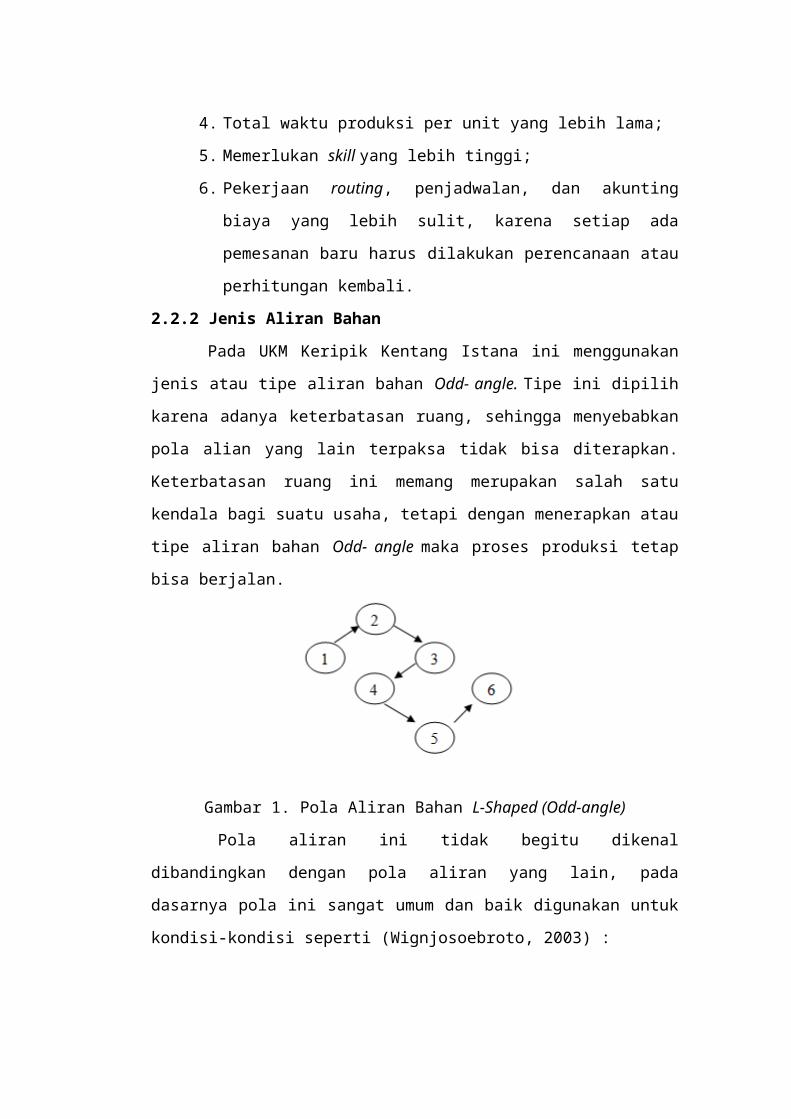
2.2.2 Jenis Aliran Bahan
Pada UKM Keripik Kentang Istana ini menggunakan jenis atau tipe
aliran bahan Odd- angle. Tipe ini dipilih karena adanya keterbatasan ruang,
sehingga menyebabkan pola alian yang lain terpaksa tidak bisa diterapkan.
Keterbatasan ruang ini memang merupakan salah satu kendala bagi suatu usaha,

tetapi dengan menerapkan atau tipe aliran bahan Odd- angle maka proses
produksi tetap bisa berjalan.
Gambar 1. Pola Aliran Bahan L-Shaped (Odd-angle)
Pola aliran ini tidak begitu dikenal dibandingkan dengan pola aliran
yang lain, pada dasarnya pola ini sangat umum dan baik digunakan untuk kondisi-
kondisi seperti (Wignjosoebroto, 2003) :
Bila tujuan utamanya adalah untuk memperoleh garis aliran produk diantara suatu
kelompok kerja dari area yang saling berkaitan
Bila proses handling dilakukan secara mekanis
Adanya keterbatasan ruang yang menyebabkan pola aliran lain terpaksa tidak
dapat diterapkan
Bila diinginkan adanya pola aliran yang tetap dari fasilitas-fasilitas produksi yang
ada
2.3 Diagram Alir, OPC (Operation Process Chart), FPC (Flow Process Chart),
From to Chart, dan Flow Diagram pembuatan “ Keripik Kentang Istana “
2.3.1 Diagram Alir
2.3.2 Operation Process Chart
PETA PROSES OPERASI
Nama Obyek : Pembuatan Keripik Kentang “Istana”Dipetakan Oleh : Devi Urianty, Kustania P, Trisnoaji, Yulia DNTanggal pemetaan : 11 Oktober 2012No. Peta : 01
jumlah waktu7 5430 Menit
1 60 Menit
3 210 Menit
1 -
5700 Menit
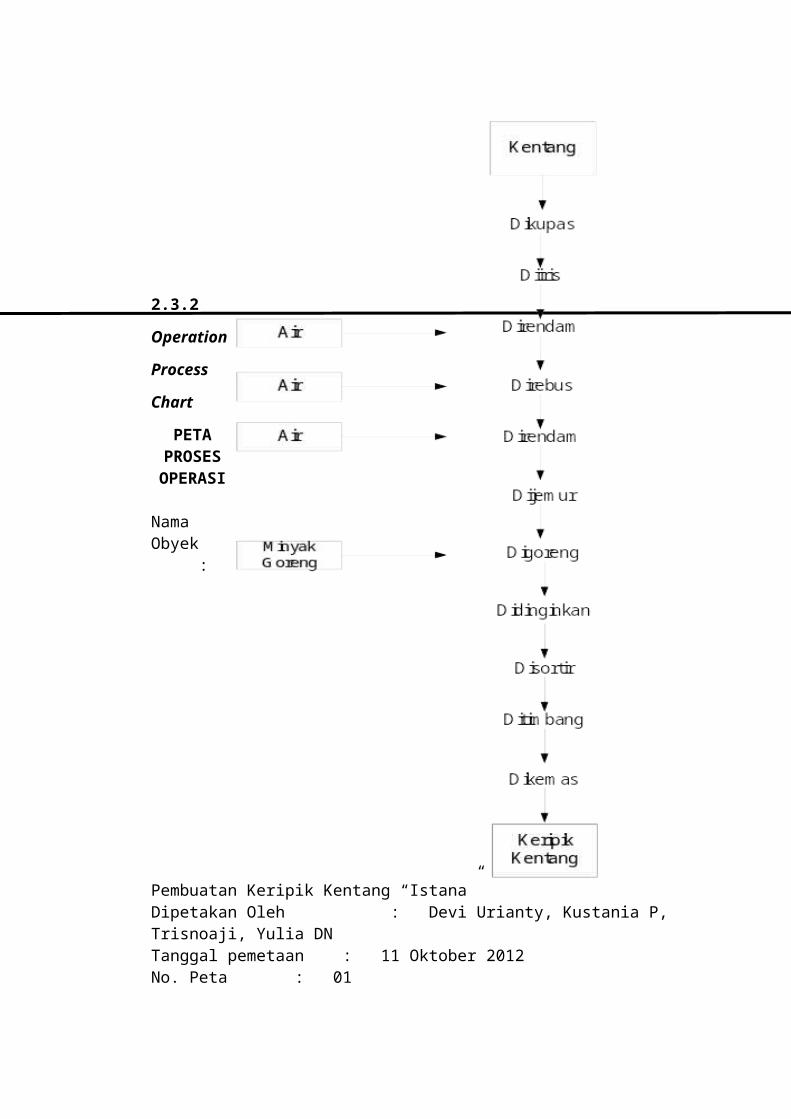
Peta proses operasi merupakan suatu diagram yang menggambarkan
langkah-langkah proses yang akan dialami bahan baku mengenai urutan operasi
dan pemeriksaan. Sejak dari awal sampai menjadi produk jadi utuh maupun
sebagai komponen dan juga memuat informasi-informasi yang diperlukan untuk
analisa lebih lanjut seperti waktu yang dihabiskan, material yang digunakan, dan
tempat atau alat atau mesin yang dipakai (Ardhianto, 2011).
Bagan Operasi Proses juga disebut outline bagan proses. Bagan proses
operasi memberikan ringkasan dari seluruh proses dengan merekam hanya
kegiatan utama dan inspeksi yang terlibat dalam proses. Operasi bagan proses
hanya menggunakan dua simbol. yaitu, operasi dan inspeksi. Operasi, bagan
proses membantu (Kumar, 2006) :
a. Memvisualisasikan urutan lengkap dari operasi dan inspeksi dalam proses.
b. Tahu dimana operasi yang dipilih untuk studi rinci cocok ke seluruh proses.
c. Dalam bagan proses operasi, representasi grafis dari titik-titik di mana bahan
diperkenalkan ke dalam proses dan apa operasi dan inspeksi yang dilakukan
pada mereka yang akan ditampilkan.
Berdasarkan Operation Process Chart (Peta Proses Operasi) di atas, dapat
dijelaskan bahwa pada pembuatan keripik kentang Istana diawali oleh pengupasan
kulit kentang dengan menggunakan pisau. Proses ini disimbolkan dengan
lingkaran untuk menggambarkan prosesnya sebagai operasi. Lingkaran tersebut
dinamakan O-1 yang berarti merupakan operasi pertama pada pembuatan keripik
kentang Istana. Operasi pengupasan ini berlangsung selama 720 menit.
Proses kedua adalah pengirisan kentang yang disimbolkan dengan
lingkaran karena merupakan proses operasi sehingga dinamakan O-2. Pada
operasi iniberlangsung selama 120 menit dan alat yang digunakan untuk mengiris
kentang adalah pisau. Kemudian, pada proses ketiga terdapat penambahan air
untuk proses perendaman yang disimbolkan dengan lingkaran 0-3. Operasi
perendaman ini dilakukan selama 60 menit dalam bak rendam.
Proses keempat disimbolkan dengan lingkaran dan persegi (kotak) 0-4 dan
i-1 karena terdapat kegiatan operasi dan inspeksi. Pada tahapan ini, terdapat
penambahan air untuk perebusan selama 60 menit dalam panci besar. Pada tahap
ini memerlukan inspeksi atau pengawasan agar hasil perebusan kentang cukup
matang. Sedangkan pada proses selanjutnya merupakan proses operasi 0-5 dengan
simbol lingkaran. Pada proses ini kentang ditambah air dan bumbu serta dilakukan
perendaman kembali selama 60 menit dalam bak perendaman.
Proses keenam adalah penjemuran dengan simbol lingkaran O-6 yang
dilakukan selama 4320 menit. Operasi penjemuran ini menggunakan alas terpal
sebagai tempat penjemuran hasil perebusan kentang. Setelah dijemur sampai
benar-benar kering. Proses selanjutnya adalah menggoreng keripik kentang
mentah di dalam wajan besar. Pada proses ini terdapat penambahan minyak
goreng dan disimbolkan dengan lingkaran O-7 dan kotak i-2. Dalam operasi
diperlukan inspeksi karena tingkat kematangan keripik harus tepat agar hasil
sempurna dapat diperoleh. Waktu penggorengan yang diperlukan adalah 90 menit.
Setelah melewati peoses penggorengan, keripik kentang matang perlu
didinginkan atau ditiriskan sebelum dikemas. Proses ini digambarkan dengan
lingkaran sebagai operasi O-8 yang dilakukan selam 30 menit. Kemudian keripik
kentang disortir secara manual sebagai proses inspeksi i-3 yang disimbolkan
dengan kotak. Proses inspeksi ini dilakukan selama 60 menit dengan tujuan
memperoleh keripik kentang dengan keseragaman bentuk dan ukuran sebelum
dikemas.
Proses kesembilan adalah penimbangan yang digambarkan dengan simbol
lingkaran O-9 selama 120 menit. Penimbangan ini dilakukan dengan
menggunakan alat timbangan. Tujuan dari proses ini adalah untuk menimbang
berat keripik disesuaikan dengan kemasannya. Kemudian keripik tersebut dikemas
dalam plastik yang digambarkan dengan simbol lingkaran O-10 dan kotak i-4
karena dalam proses ini diperlukan inspeksi. Selanjutnya merupakan proses
terakhir yaitu penyimpanan yang digambarkan dengan simbol segitiga.
Berdasarkan peta proses operasi tersebut didapatkan ringkasan bahwa
jumlah operasi yang digambarkan dengan simbol lingkaran adalah sebanyak 7
buah. Untuk proses inspeksi yang digambarkan dengan simbol kotak sebanyak 1
buah. Pada proses operasi dan inspeksi yang digambarkan lingkaran dan kotak
sebanyak 3 buah dan proses penyimpanan (segitiga) sebanyak 1 buah. Sedangkan
jumlah waktu untuk proses operasi adalah 5430 menit; proses inspeksi sebanyak
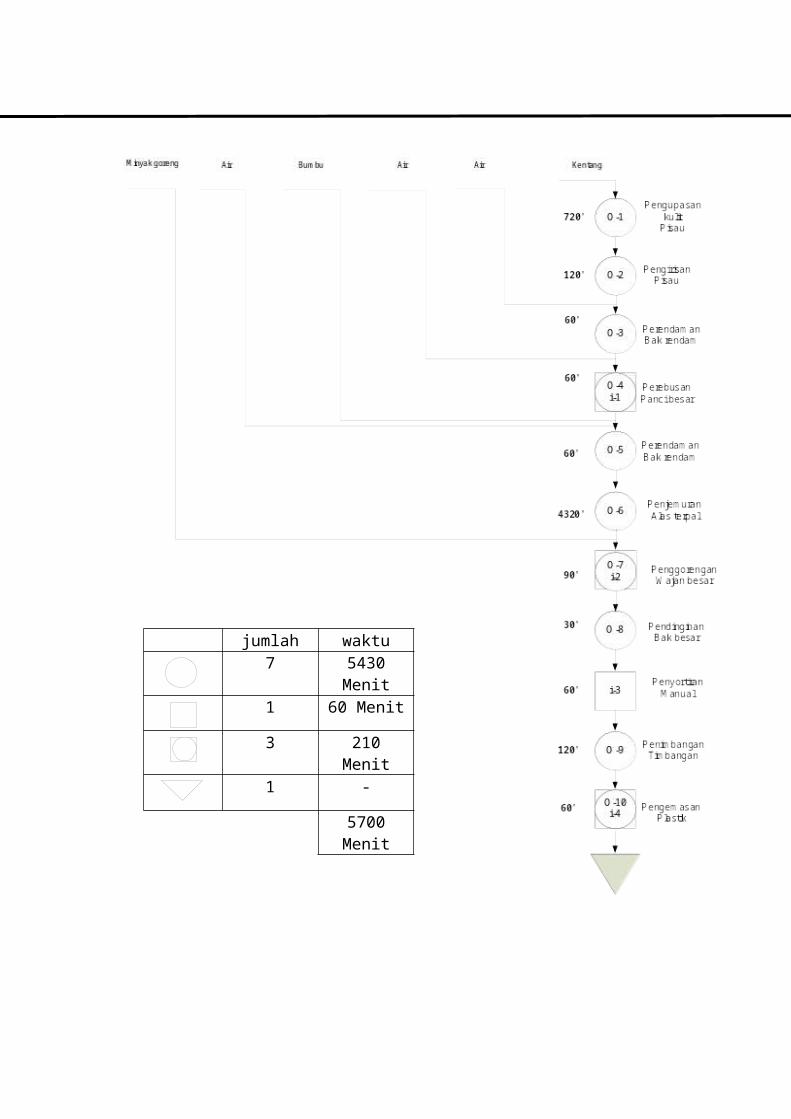
60 menit; dan proses operasi dan inspeksi sebanyak 210 menit. Sehingga
didapatkan total waktu pembuatan keripik kentang Istana adalah 5700 menit.
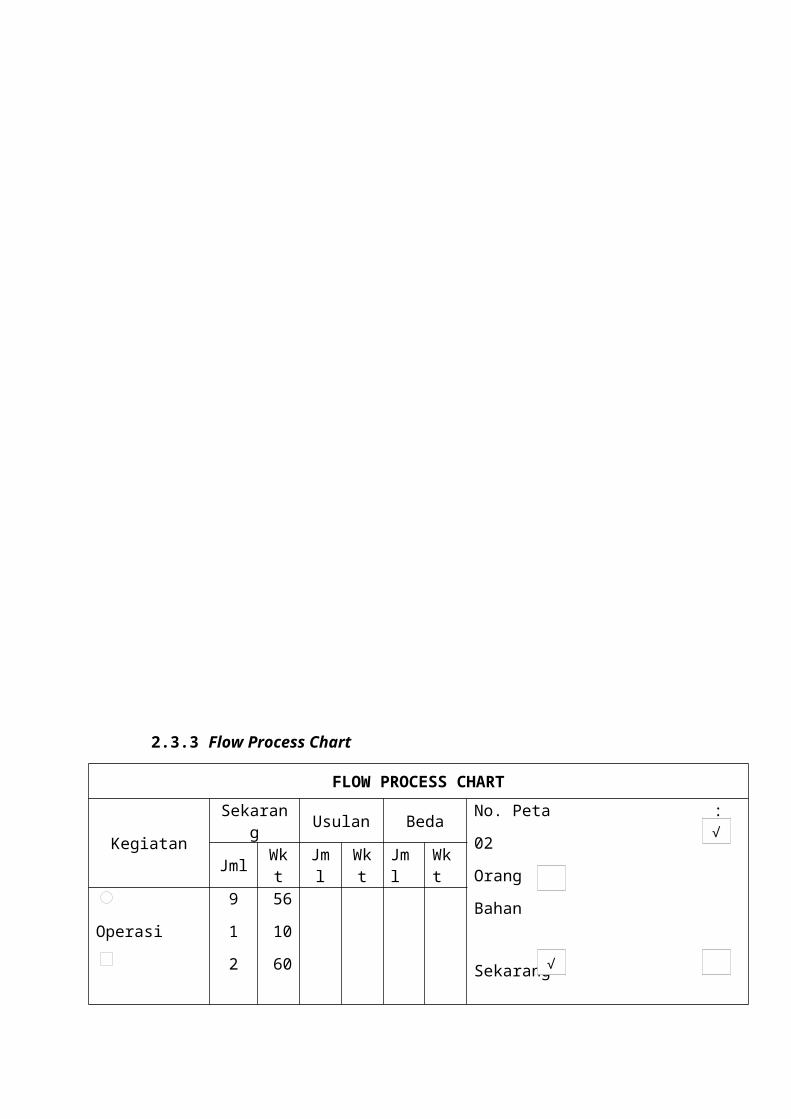
2.3.3 Flow Process Chart
FLOW PROCESS CHART
KegiatanSekarang Usulan Beda No. Peta : 02
Orang Bahan
Sekarang Usulan
Dipetakan oleh : Devy Urianty
Kustania Probosuci
Trisnoaji
Wicaksono
Yulia Dian
Ningrum
Tanggal dipetakan : 9 Oktober 2010
JmlWk
tJml Wkt
Jml Wkt
Operasi
Inspeksi
Transportasi
Delay
Penyimpanan
9
1
2
1
1
561
0
60
20
30
-
Total 135720
Urutan KegiatanLambang
Jara
k m
Jml.k
g
Wkt
.mnt
Ket
1. Kentang dibawa dari penyimpanan 10 350 10
2. Kentang dikupas 0 350 720
3. Kentang diiris 2 250 120
4. Kentang direndam 2.5 275 60
5. Kentang direbus 1 275 60
6. Kentang direndam 1.5 275 60
7. Kentang dijemur 6 275 4320
8. Kentang digoreng 8 38.5 90
9. Kentang didinginkan 10 38.5 30
10. Kentang disortir 1 38.5 60
11. Kentang ditimbang 2 35 120
12. Kentang dikemas 2 35 60
13. Kentang dibawa ke ruang penyimpanan 4 35 10
14. Kentang disimpang 0 35 -
√
√
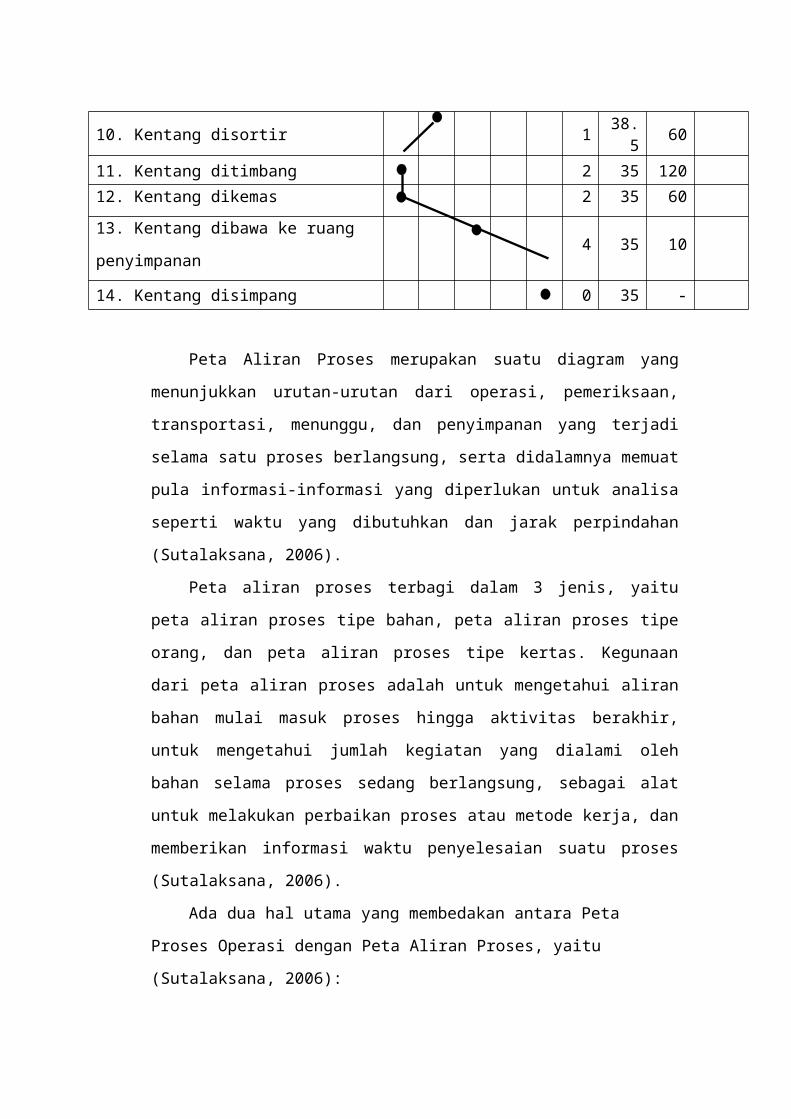
Peta Aliran Proses merupakan suatu diagram yang menunjukkan urutan-
urutan dari operasi, pemeriksaan, transportasi, menunggu, dan penyimpanan yang
terjadi selama satu proses berlangsung, serta didalamnya memuat pula informasi-
informasi yang diperlukan untuk analisa seperti waktu yang dibutuhkan dan jarak
perpindahan (Sutalaksana, 2006).
Peta aliran proses terbagi dalam 3 jenis, yaitu peta aliran proses tipe bahan,
peta aliran proses tipe orang, dan peta aliran proses tipe kertas. Kegunaan dari
peta aliran proses adalah untuk mengetahui aliran bahan mulai masuk proses
hingga aktivitas berakhir, untuk mengetahui jumlah kegiatan yang dialami oleh
bahan selama proses sedang berlangsung, sebagai alat untuk melakukan perbaikan
proses atau metode kerja, dan memberikan informasi waktu penyelesaian suatu
proses (Sutalaksana, 2006).
Ada dua hal utama yang membedakan antara Peta Proses Operasi dengan
Peta Aliran Proses, yaitu (Sutalaksana, 2006):
a. Peta Aliran Proses memperlihatkan semua aktivitas-aktivitas dasar, termasuk
transportasi, menunggu dan menyimpan. Sedangkan pada Peta Proses Operasi,
terbatas pada operasi dan pemeriksaan.
b. Pada Peta Aliran Proses menganalisa setiap komponen yang diproses secara
lebih lengkap dibanding Peta Proses Operasi, dan memungkinkan untuk
digunakan untuk setiap proses.
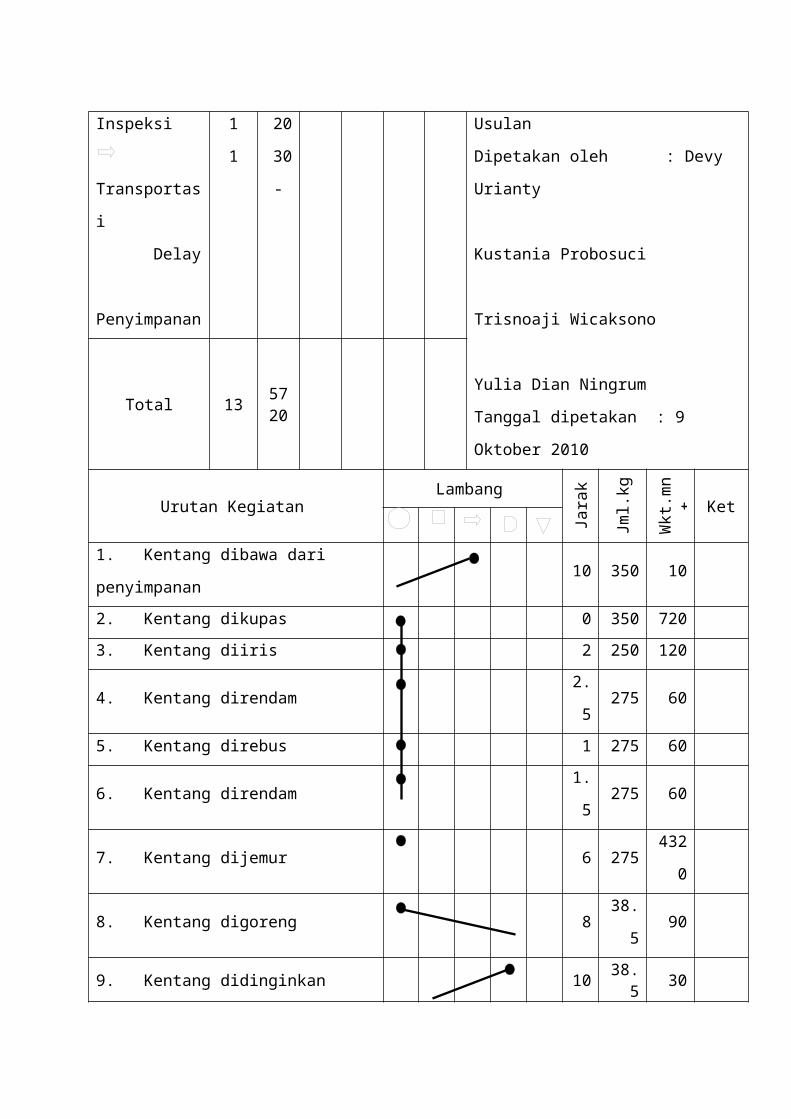
Dari gambar empat dapat dilihat Flow Process Chart (FPC) Keripik
Kentang Istana. FPC ini dipetakan pada tanggal 9 Oktober oleh Devy Urianty,
Kustania Probosuci, Trisnoaji Wicaksono dan Yulia Dian Ningrum. Padakolom
urutan kegiatan terdapat 12 kegiatan. Kegiatan yang pertama yaitu ketang dibawa
dari penyimpanan, kegiatan ini dilambangkan dengan transportasi karena hanya
ada kegiatan membawa bahan baku kentang dari ruang penyimpnan ke tempat
pengupasan. Jarak antara tempat penyimpanan ke tempat pengupasan yaitu 10
meter. Hal ini karena tempat penyimpanan bahan baku berada di depan sedangkan
tempat pengupasan berada di bagian belakang dari rumah tempat produksi Keripik
Kentang Istana. Tempat penyimpanan bahan baku berada di depan sebab dekat
dengan pintu kedatangan bahan baku. Jumlah bahan baku pada kegiatan pertama

ini yaitu 350 kg. Waktu untuk membawa bahan baku kentang ke tempat
pengupasan yaitu 10 menit.
Kegiatan kedua yaitu kentang dikupas. Kegiatan ini diberi lambang
operasi sebab terjadi operasi pengupasan kentang. Jarak pada kegiatan kedua ini
adalah 0 karena tidak terjadi perpindahan. Jumlah bahan yang masuk pada
kegiatan ini yaitu 350 kg. Waktu yang dibutuhkan untuk pengupasan kentang ini
yaitu 720 menit. Waktu pengupasan cukup lama karena hanya menggunakan alat
manual yaitu pisau dan operator yang melakukan operasi ini hanya berjumlah 1
orang.
Kegiatan yang ketiga adalah kentang diiris. Kegiatan ketiga ini diberi
lambang operasi sebab dilakukan operasi pengirisan. Jarak yang ditempuh dari
kegiatan kedua ke kegiatan ketiga ini yaitu 2 meter. Dari berat awal bahan baku
kentang 350 kg,setelah dilakukan operasi pengupasam diperoleh edible portion
sebanyak 250 kg dan 100 kg adalah scrap (kulit dan dan bagian kentang yang
tidak dapat digunakan). Jadi jumlah bahan baku yang masuk pada proses ini
adalah 250 kg.Waktu yang dibutuhkan untuk kegiatan pengirisan ini yaitu 120
menit. Waktu ini cukup lama karena operator hanya 1 orang dan alat yang
digunakan masih manual yaitu pisau.
Kegiatan yang keempat adalah kentang direndam. Kegiatan ini juga diberi
lambang operasi. Jarak yang ditempuh adalah 2.5 m. Jumlah bahan yang masuk
pada operasi ini yaitu 275 kg karena terdapat penambahan air dan bahan baku
menyerap air sehingga beratnya bertambah kurang lebih sebanyak 10% persen
yaitu dari berat 250 kg menjadi 275 kg. Waktu operasi perendaman yaitu selama
60 menit.
Kegiatan kelima yaitu kentang direbus. Kegiatan ini dilambangkan dengan
operasi. Jarak yang ditempuh dari kegiatan sebelumnya ke kegiatan kelima ini 1
meter. Jumlah bahan yang masuk pada kegiatan ini yaitu tetap 275 kg. Waktu
yang dibutuhkan untuk operasi perebusan ini yaitu selama 60 menit.
Kegiatan keenam adalah kentang direndam. Kegiatan ini dilambangkan
dengan operasi. Kentang direndam kembali fungsinya untuk mencegah kerusakan
selama menunggu operasi penjemuran. Jarak yang ditempuh dari kegiatan
sebelumnya ke kegiatan yang keenam ini yaitu 1,5 m. Jumlah bahan yang masuk
pada operasi ini tetap sebanyak 275 kg. Waktu yang dibutuhkan untuk
perendaman ini yaitu 60 menit.
Kegiatan ketujuh adalah kentang dijemur. Kegiatan ini dilambangkan
dengan operasi. Jarak yang ditempuh dari kegiatan sebelumnya ke kegiatan
ketujuh ini adalah 6 m. Jumlah bahan yang masuk pada operasi pengeringan ini
yaitu sebanyak 275 kg. Waktu yang diperlukan untuk operasi ini yaitu selama
4320 menit. Operasi ini berlangsung lama karena dilakukan dengan bantuan sinar
matahari.
Kegiatan kedelapan adalah kentang digoreng. Kegiatan ini diberi lambang
operasi karena terjadi operasi penggorengan. Jarak yang ditempuh dari kegiatan
sebelumnya ke kegiatan ini yaitu 8 m. Jumlah bahan yang masuk sebanyak 38,5
kg karena kandungan air bahan berkurang akibat operasi pengeringan. Waktu
yang diperlukan untuk kegiatan kedelapan ini yaitu 90 menit.
Kegiatan kesembilan adalah kentang didinginkan. Kegiatan ini
dilambangkan dengan delay sebab tidak terjadi operasi apapun, hanya menunggu
bahan dingin. Jarak yang ditempuh dari tempat penjemuran ke tempat
pendinginan sejauh 10 meter. Jumlah bahan yang masuk pada operasi ini yaitu
38,5 kg. Waktu yang dibutuhkan untuk pengeringan adalah 30 menit.
Kegiatan kesepuluh yaitu kentang disortir. Kegiatan ini dilambangkan
dengan inspeksi sebab dilakukan inspeksi untuk memisahkan antara kentang yang
utuh dan remahan. Jarak yang ditempuh dari tempat kegiatan sebelumnya ke
tempat penyortiran yaitu 1 m. Kentang yang masuk pada proses ini yaitu sebanyak
38.5 kg. Kentang yang masuk ke operasi berikutnya yaitu kentang yang
bentuknya utuh. Kegiatan ini membutuhkan waktu selama 60 menit.
Kegiatan kesebelas yaitu kentang ditimbang. Kegiatan ini dilambangkan
dengan operasi. Jarak yang ditempuh dari stasiun kerja sebelumnya ke tempat
penimbangan yaitu sejauh 2 meter. Bahan yang masuk ke kegiatan ini yaitu
sebanyak 35 kg. Dari berat awal 38,5 kg bahan yang disortir, diperoleh 35 kg
kentang goreng dengan bentuk yang utuh. Waktu operasi kegiatan ini selama 120
menit.
Kegiatan keduabelas yaitu kentang dikemas. Kegiatan ini dilambangkan
dengan operasi karena terjadi operasi pengemasan kentang. Jarak yang ditempuh
dari stasiun kerja sebelumnya ke stasiun kerja ini yaitu sejauh 2 m. Jumlah bahan
yang masuk ke proses ini sebanyak 35 kg. Waktu yang dibutuhkan untuk operasi
ini selama 60 menit.
Kegiatan ketigabelas adalah kentang dibawa ke ruang penyimpanan.
Kegiatan ini dilambangkan dengan transportasi. Jarak yang ditempuh dari tempat
pengemasan ke ruang penyimpanan yaitu sejauh 4 m. Jumlah bahan yang masuk
ke kegiatan ini sebanyak 35 kg. Waktu yang dibutuhkan untuk membawa kentang
yang telah dikemas ke ruang penyimpanan yaitu selama 10 menit.
Kegiatan keempatbelas yaitu kentang disimpan. Kegiatan ini
dilambangkan dengan inventory karena hanya dilakukan penyimpanan kentang.
Jarak yang ditempuh adalah 0 m karena kentang tidak berpindah. Waktu
penyimpanan tidak dicantumkan karena sesuai dengan kebutuhan.
Dari FPC di atas dapat disimpulkan bahwa jumlah operasi ada 9 dengan
total waktu operasi 5.610 menit. Jumlah inspeksi ada 1 dengan total waktu 60
menit. Jumlah transportasi ada 2 dengan total waktu 20 menit. Jumlah delay ada 1
dengan total waktu 30 menit. Penyimpanan ada 1 kegiatan dengan total waktu
yang tidak ditentukan. Sehingga diperoleh total kegiatan 13 dan jumlah waktu
5720 menit.
2.3.4 From to ChartPETA dari ke –
Nama Obyek : Keripik kentangDipetakan oleh : Devi Urianty M.R., Kustania Probosuci, Trisnoaji Wicaksono,
Yulia Dian N.Tanggal Pemetaan : 11 Oktober 2012No. Peta : 03
Ke
Dari
R.Pengupasan kulit kentang
R.pengirisan
R.perendaman
R.Perebusan dengan bumbu
R.perendaman
R.Penjemuran
R.penggorengan
R.Pendinginan
R.penyortiran
R.penimbangan
R.pengemasan
Jumlah
R.Pengupasan kulit kentang
0 m 0 m
R.Pengirisan
2,5 m 2,5 m
R.Perendaman
1 m 1 m
R.Perebusan dengan bumbu
1,5 m 1,5 m
R.Perendaman
6 m 6 m
R.Penjemuran
-
R.Penggorengan
8 m 10 m 10 m
R.Pendinginan
1 m 1 m
R.Penyortiran
2 m 2 m
R.Penimbangan
-
R.Pengemasan
2 m -
Jumlah 8 m 2 m 24 m
10 m
Peta dari ke- atau biasa disebut dengan from to chart merupakan
gamabaran jarak antara stasiun kerja satu ke stasiun kerja yang lain. Dengan
membuat from to chart , maka kita bisa mengetahui apakah ada backtracking atau
tidak. Pada from to chart UKM ini, pertama dari ruang pengupasan kulit kentang
ke ruang pengirisan memiliki jarak 0 m, atau berarti tidak ada perpindahan
material yang terjadi. Kedua, dari ruang pengirisan ke ruang perendaman
memiliki jarak 2,5 m. Ketiga, dari ruang perendaman ke ruang perebusan dengan
bumbu memiliki jarak 1m. Keempat, dari ruang perebusan dengan bumbu ke
ruang perendaman yang kedua memiliki jarak 1,5 m. Kelima, dari ruang
perendaman ke ruang penjemuran memiliki jarak 6 m. Keenam, dari ruang
penjemuran ke ruang penggorengan terjadi backtracking, memiliki jarak 8 m.
Ketujuh, dari ruang penggorengan ke ruang pendinginan memiliki jarak 10 m.
Kedelapan ,dari ruang pendinginan ke ruang penyortiran memiliki jarak 1m.
Kemudian, dari ruang penyortiran ke ruang penimbangan memiliki jarak 2 m.
Yang terakhir dari ruang penimbangan ke ruang pengemasan terjadi backtracking,
memiliki jarak 2 m. Dapat dilihat total jarak material yang mengalami forward
tracking sebesar 24 meter dan total jarak material yang mengalami backtracking
sebesar 10 meter. Dari sini, maka sebaiknya dilakukan perbaikan terhadap urutan
aliran bahannya, agar tidak terjadi backtracking.
Aliran dapat diukur secara kuantitatif dari segi jumlah yang dipindahkan
antara departement. Chart yang paling sering digunakan untuk merekam aliran ini
adalah dari peta dari ke. Peta dari ke- dibangun sebagai berikut (Tompkins, 2010):
1. Daftar semua departement di bawah baris dan di kolom mengikuti semua pola
2. Menyusun ukuran aliran untuk fasilitas yang secara akurat menunjukkan
volume aliran yang setara.
3. Berdasarkan pada jalur aliran untuk barang yang akan dipindahkan dan
ukuran aliran disusun, mencatat volume aliran pada peta dari ke.
2.3.5 Flow Diagram
Dari flow diagram di atas dapat dilihat bahwa pertama-tama bahan baku
berupa kentang dibawa dari ruang penyimpanan bahan baku ke tempat
pengupasan. Selanjutnya kentang yang telah dikupas dibawa ke tempat pencucian.
Setelah dicuci, kentang dibawa ke tempat perebusan untuk dilakukan proses
perebusan. Kemudian kentang direndam dan setelah itu dibawa ke tempat

penjemuran. Setelah dijemur, kentang dibawa ke tempat penggorengan yang
menjadi satu dengan tempat perebusan. Selanjutnya ke tempat pendinginan untuk
didinginkan setelah proses penggorengan. Selanjutnya kentang yang telah
digoreng dibawa ketempat sortasi. Kemudian dibawa ke tempat penimbangan.
Setelah itu kentang dibawa ke tempat pengemasan untuk dikemas. Terakhir
kentang yang telah dikemas dibawa ke ruang penyimpanan produk jadi
(warehouse).
Gambar di atas adalah layout Keripik Kentang Istana. Tiap ruang atau
stasiun kerja diberi nomor dan keterangannya dapat dilihat di sebelah kanan
layout. Pada lokasi produksi KeripikKentang Istana peralatan dan mesin yang
mempunyai fungsi yang hampir sama diletakkan pada stasiun kerja yang sama.
Jadi tata letak fasilitas pada UKM Keripik Kentang Istana termasuk dalam process
layout. Menurut Herjanto (2003), Tata letak proses (process layout) atau tata letak
fungsional adalah penyusun tata letak dimana alat yang sejenis atau yang
mempunyai fungsi sama ditempatkan dalam bagian yang sama. Model ini cocok
untuk discrete production dan bila proses produksi tidak baku, yaitu jika
perusahaan membuat berbagai jenis produk yang berbeda atau suatu produk dasar
yang diproduksi dalam berbagai macam variasi.

DAFTAR PUSTAKA
Ardhianto, A. 2011. Usulan Perbaikan Tata Letak Fasilitas Pada Usaha Kecil Menengah Konveksi Adios. Universitas Gunadarma. Jakarta.
Heizer, J. Dan Barry R. 2004. Manajemen Operasi. Salemba Empat. Jakarta.
Herjanto, E. 2003. Manajemen Operasi Edisi 3. Grasindo. Jakarta.
Herjanto, E. 2004. Manajemen Produksi dan Operasi. Gramedia. Jakarta.
Kumar, S.A. and N. Suresh. 2006. Production and Operation Management. New Age International Publishers. New Delhi.
Sutalaksana, I.Z., R. Anggawisastra, J.H. Tjakraatmadja. 2006. Teknik Tata Cara Kerja. Institut Teknologi Bandung. Bandung.
Tompkins, J.A. 2010. Facilities Planning. John Wiley and Sons, Inc. USA.
Wigjosoebroto, S. 2003. Tata Letak Pabrik dan Pemindahan Bahan. Guna widya. Surabaya.
LAMPIRAN
Dokumentasi Kunjungan UKM Keripik Kentang Istana
Recommended