
Optimal Feeding System Design of Steel Casting by IPOPT based on Casting
Simulation Technology
Shen Xu, Zhou Jianxin, Yin Yajun, Wang Tong, Ji Xiaoyuan
State Key Laboratory of Materials Processing and Die & Mould Technology
Huazhong University of Science and Technology(HUST)InteCAST Software Center
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
1
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
Outline
Results and Discussion
Opimization by IPOPT
Introduction
Summary
2
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
3
About InteCAST Software Center
InteCAST®, the casting process simulation software, is a professional tool of analyzing and optimizing casting process. After Near 30 years’ development by HUST and continuous improvement through applications in foundry enterprises, InteCAST® comes into being a much better software package. InteCAST – THE MOST FAMOUS FOUNDRY CAE SOFTWARE IN CHINA
English version is available, other language version can be customized.
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
Now, InteCAST® are more than 2000 licenses used in about 400 foundries and 30 universities. And there are more than 15 licenses used in U.S., Singapore, Malaysia and Indonesia.
InteCAST software center - One of the biggest casting simulation research center in the world
4 Professors
12 Ph.Ds
38 Masters
16 Engineers
4

State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
Aeronautics and Astronautics
Automotive industryNational Major Equipment
Perspect Casting and Mold SystemSimulate Mold-filling and Solidification Processes
Forecast Casting Defects
Ship industry
5

State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
Highlight of application history
6
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
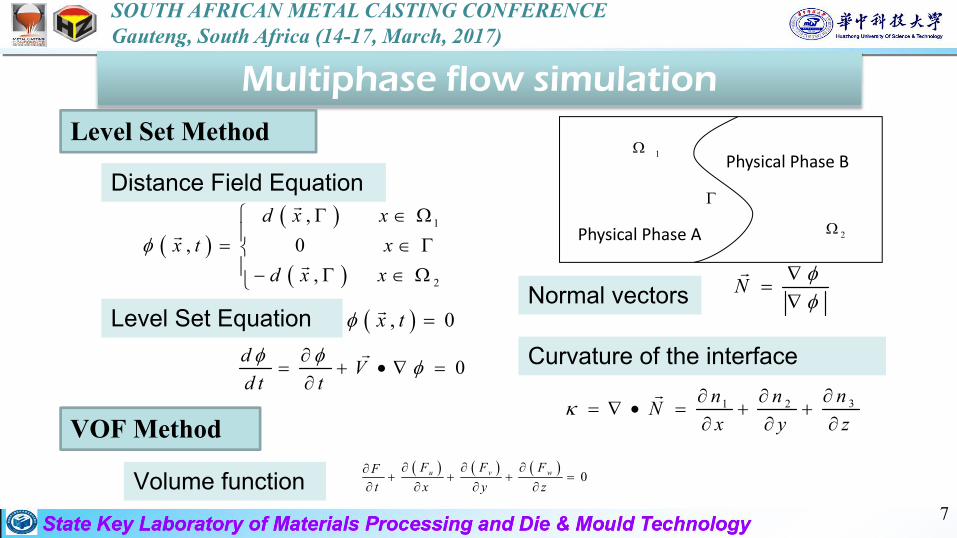
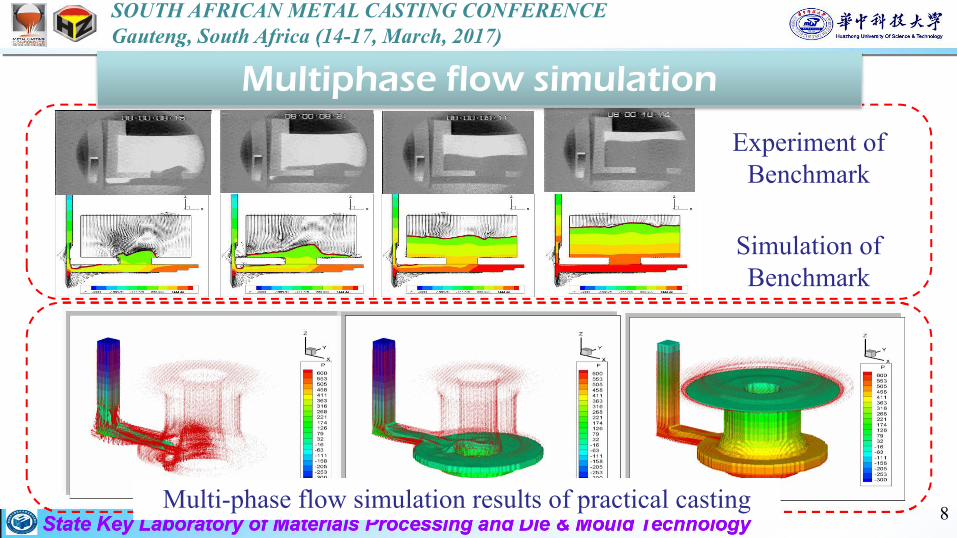
Multiphase flow simulation
1
2
,, 0
,
d x xx t x
d x x
, 0x t
0d Vd t t
N
31 2 nn nNx y z
Level Set Method
Distance Field Equation
Level Set EquationNormal vectors
Curvature of the interface
VOF Method
Volume function 0u v wF F FF
t x y z
1
2
Physical Phase A
Physical Phase B
7
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
Experiment of Benchmark
Simulation of Benchmark
Multi-phase flow simulation results of practical casting
Multiphase flow simulation
8
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
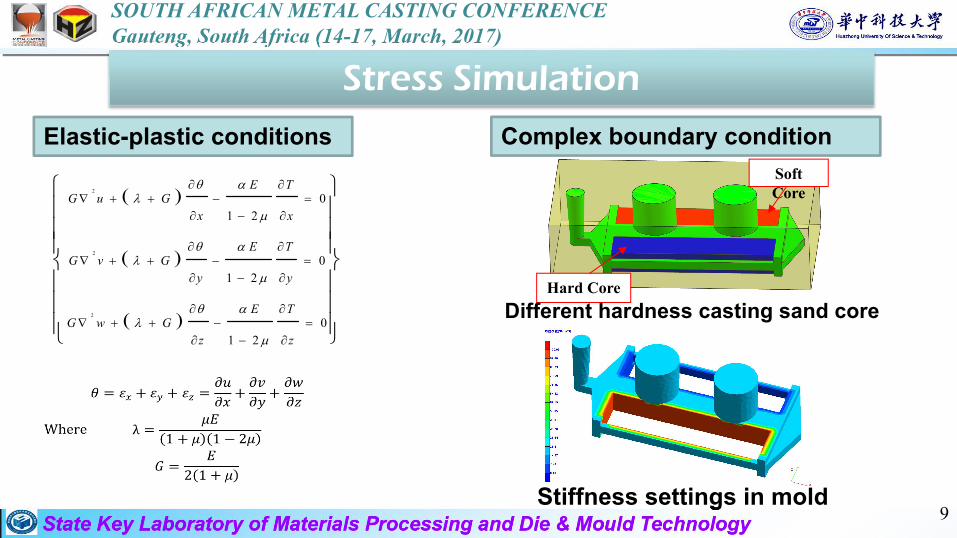
Soft Core
Hard Core
Stiffness settings in mold
Different hardness casting sand core
2
2
2
01 2
01 2
01 2
E TG u G
x x
E TG v G
y y
E TG w G
z z
Elastic-plastic conditions Complex boundary condition
Stress Simulation
9
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
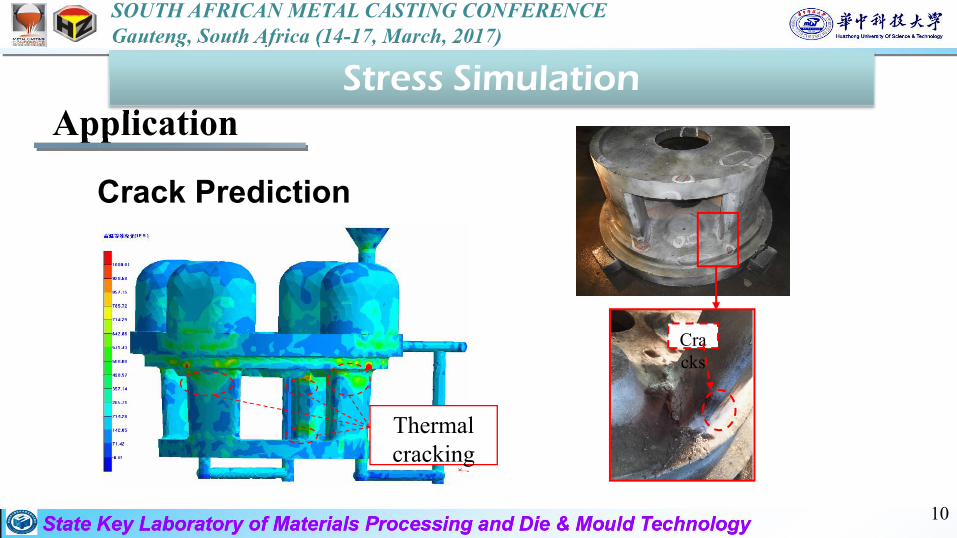
Application
Cracks
Thermal cracking
Crack Prediction
Stress Simulation
10
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
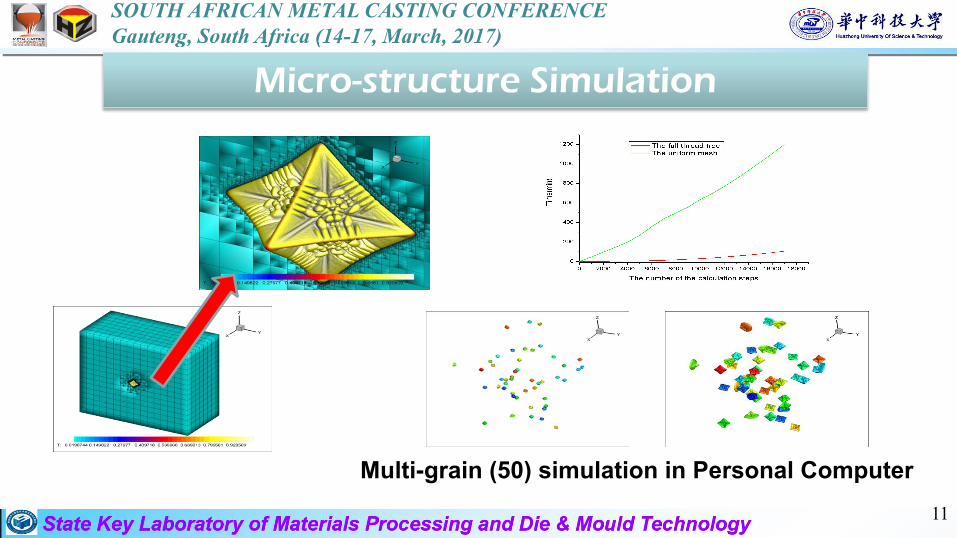
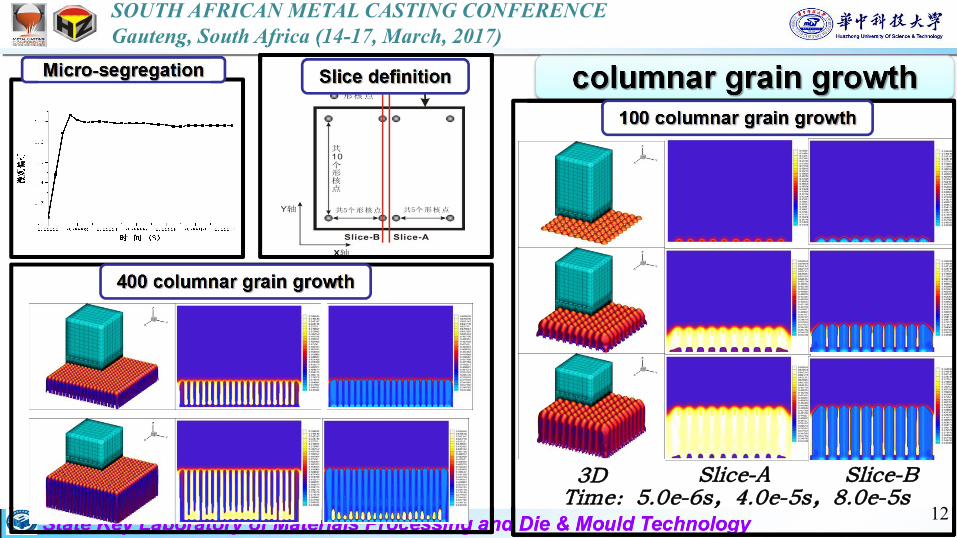
Multi-grain (50) simulation in Personal Computer
Micro-structure Simulation
11
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
3D Slice-A Slice-BTime:5.0e-6s,4.0e-5s,8.0e-5s
12
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
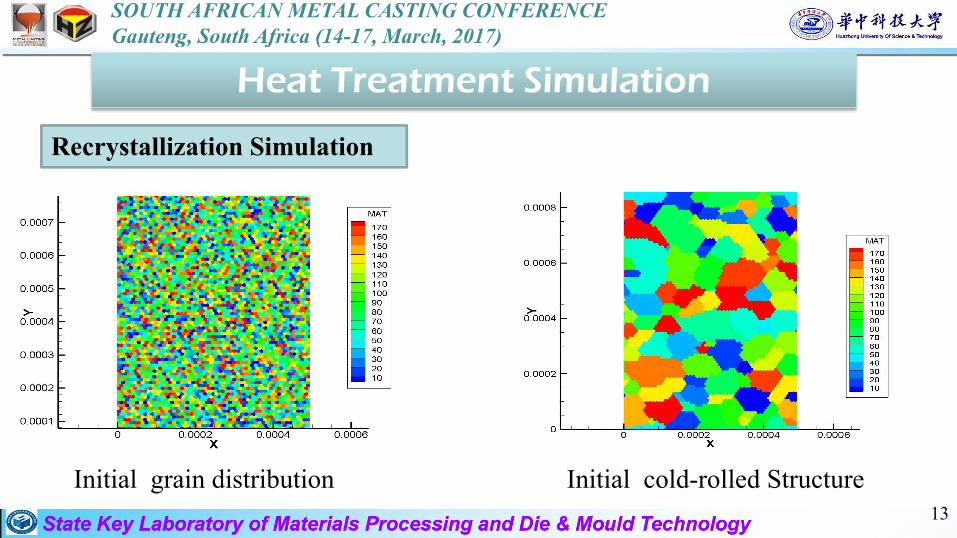
Heat Treatment Simulation
Initial grain distribution Initial cold-rolled Structure
Recrystallization Simulation
13
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
Heat Treatment Simulation
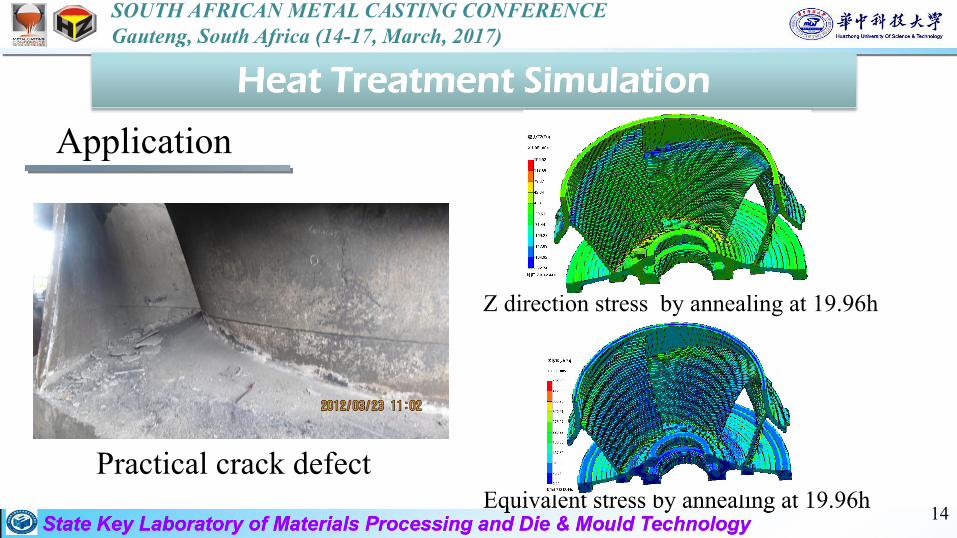
Z direction stress by annealing at 19.96h
Equivalent stress by annealing at 19.96hPractical crack defect
Application
14
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
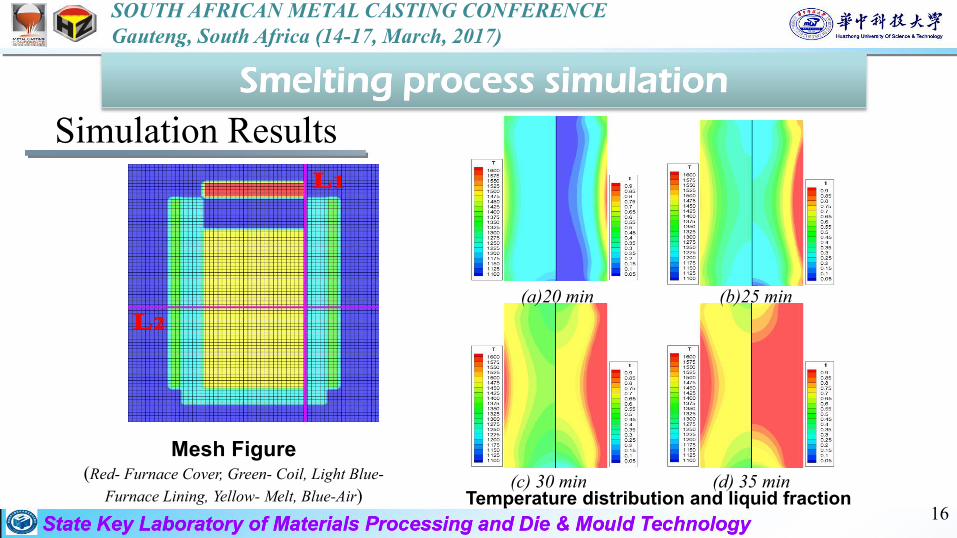
Smelting process simulation
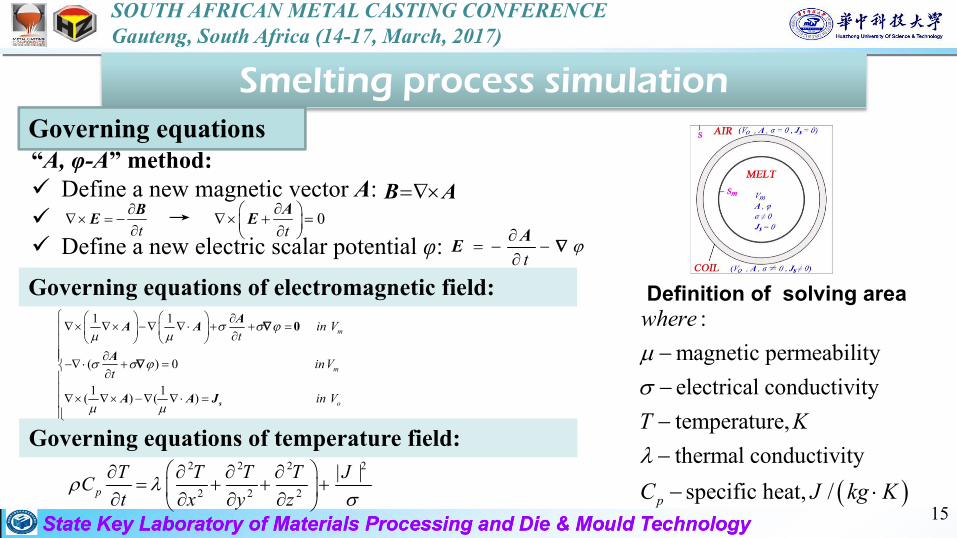
“A, φ-A” method:ü Define a new magnetic vector A: ü Define a new electric scalar potential φ:ü → t
AE
Governing equations of electromagnetic field:
Governing equations of temperature field:
Governing equations
Definition of solving area
15
2 2 2 2
2 2 2
| |p
T T T T JCt x y z
1 1
( ) 0
1 1( ) ( )
m
m
o
in Vt
in Vt
in V
0
s
AA A
A
A A J
agnetic permeabilitylectrical conductivity
temperature,thermal conductivityspecific heat
me
, /
:
p
whe
K
re
T
JC kg K
B A
t
BE 0
t
AE
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
Smelting process simulation
Temperature distribution and liquid fraction
(a)20 min (b)25 min
(c) 30 min (d) 35 min
Mesh Figure (Red- Furnace Cover, Green- Coil, Light Blue-
Furnace Lining, Yellow- Melt, Blue-Air)
Simulation Results
16
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
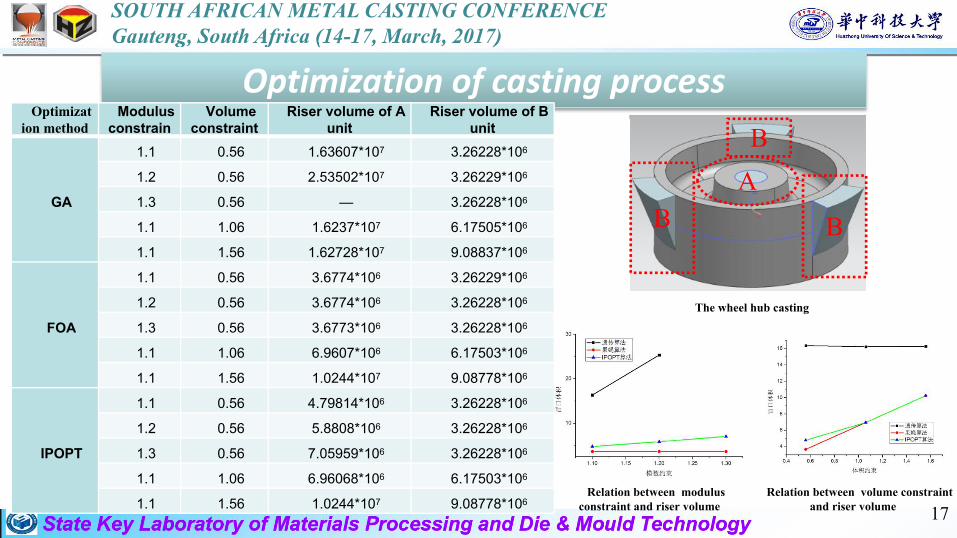
Optimization of casting process
17
Optimization method
Modulus constrain
Volume constraint
Riser volume of A unit
Riser volume of B unit
GA
1.1 0.56 1.63607*107 3.26228*106
1.2 0.56 2.53502*107 3.26229*106
1.3 0.56 — 3.26228*106
1.1 1.06 1.6237*107 6.17505*106
1.1 1.56 1.62728*107 9.08837*106
FOA
1.1 0.56 3.6774*106 3.26229*106
1.2 0.56 3.6774*106 3.26228*106
1.3 0.56 3.6773*106 3.26228*106
1.1 1.06 6.9607*106 6.17503*106
1.1 1.56 1.0244*107 9.08778*106
IPOPT
1.1 0.56 4.79814*106 3.26228*106
1.2 0.56 5.8808*106 3.26228*106
1.3 0.56 7.05959*106 3.26228*106
1.1 1.06 6.96068*106 6.17503*106
1.1 1.56 1.0244*107 9.08778*106Relation between modulus
constraint and riser volume Relation between volume constraint
and riser volume
B B
BA
The wheel hub casting
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
Outline
Results and Discussion
Opimization by IPOPT
Introduction
Summary
18
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
19
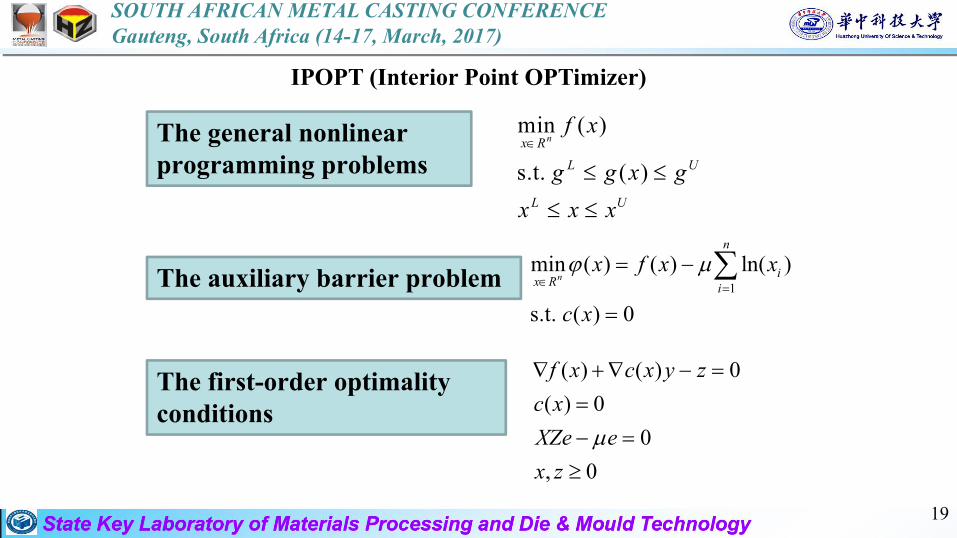
IPOPT (Interior Point OPTimizer)
min ( )
s.t. ( )
nx RL U
L U
f x
g g x gx x x
The general nonlinear programming problems
The auxiliary barrier problem 1
min ( ) ( ) ln( )
s.t. ( ) 0
n
n
ix R i
x f x x
c x
The first-order optimality conditions
( ) ( ) 0( ) 0
0, 0
f x c x y zc xXZe ex z
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
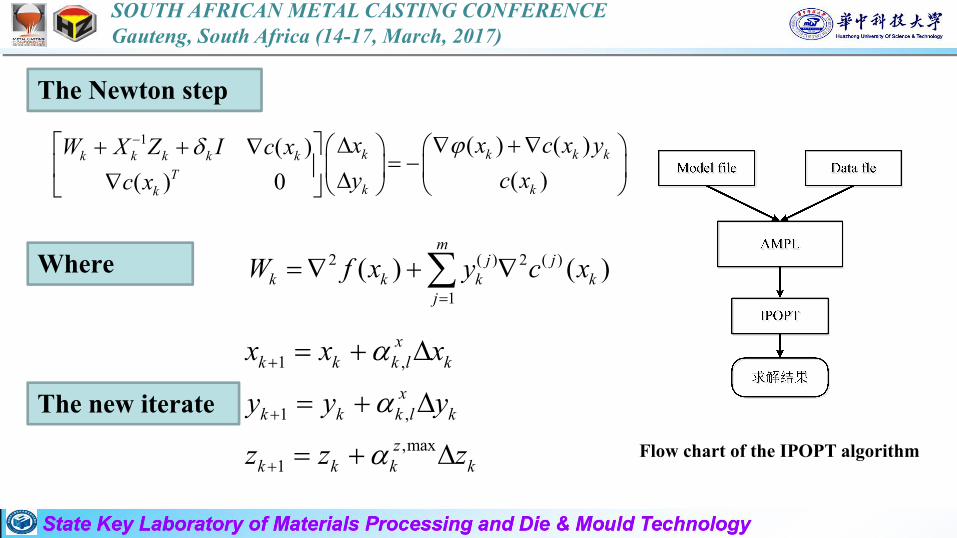
Flow chart of the IPOPT algorithm
The Newton step
1 ( ) ( )( )( )( ) 0
k k k kk k k k kT
k kk
x x c x yW X Z I c xy c xc x
2 ( ) 2 ( )
1( ) ( )
mj j
k k k kj
W f x y c x
Where
The new iterate
1 ,
1 ,
,max1
xk k k l k
xk k k l k
zk k k k
x x x
y y y
z z z
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
Outline
Results and Discussion
Opimization by IPOPT
Introduction
Summary
21
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
22
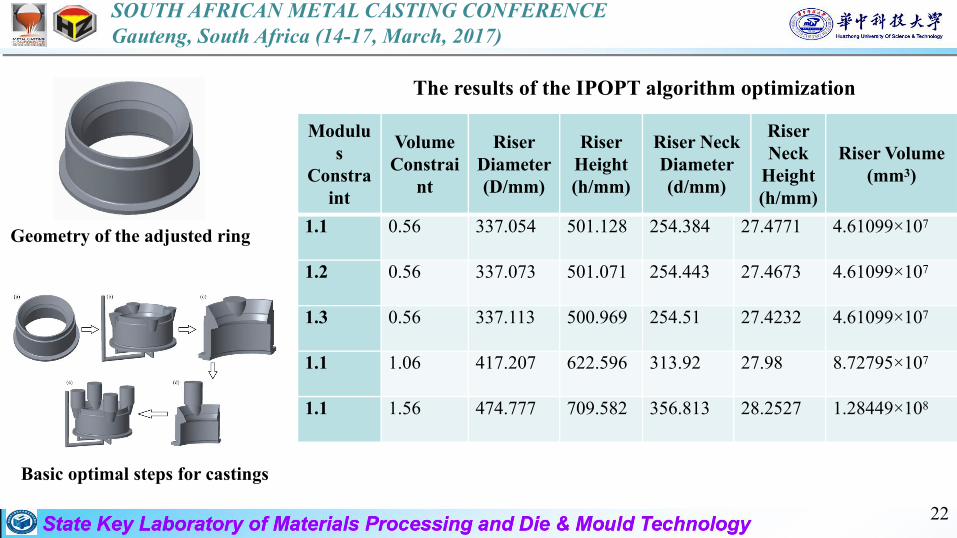
Geometry of the adjusted ring
Basic optimal steps for castings
Modulus
Constraint
VolumeConstrai
nt
Riser Diameter (D/mm)
Riser Height (h/mm)
Riser Neck Diameter (d/mm)
Riser Neck
Height (h/mm)
Riser Volume (mm3)
1.1 0.56 337.054 501.128 254.384 27.4771 4.61099×107
1.2 0.56 337.073 501.071 254.443 27.4673 4.61099×107
1.3 0.56 337.113 500.969 254.51 27.4232 4.61099×107
1.1 1.06 417.207 622.596 313.92 27.98 8.72795×107
1.1 1.56 474.777 709.582 356.813 28.2527 1.28449×108
The results of the IPOPT algorithm optimization
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
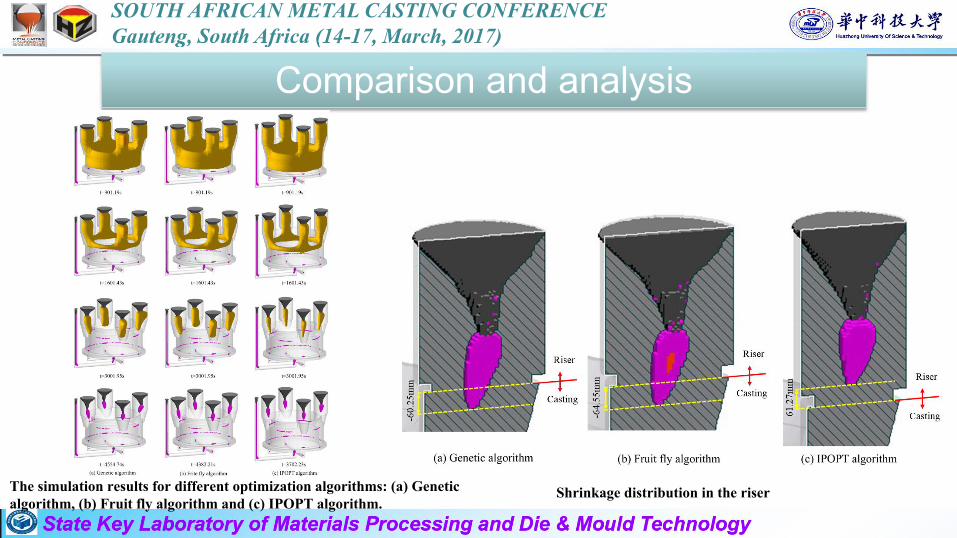
Comparison and analysis
The simulation results for different optimization algorithms: (a) Genetic algorithm, (b) Fruit fly algorithm and (c) IPOPT algorithm.
Shrinkage distribution in the riser
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
Outline
Results and Discussion
Opimization by IPOPT
Introduction
Summary
24
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
25
In this study, three optimal solutions were applied on the casting process by the optimal the riser system: the genetic algorithm, the fruit fly algorithm, and the IPOPT algorithm. By studying the casting process of an adjusted ring, the following conclusions can be drawn:
(1) The riser volume remained constant as the modulus constraint increased, and increased as the volume constraint increased. The riser size was sensitive with the volume constraint.(2) The 3 algorithms optimized the riser. All three optimal algorithms adapted 10000 iterations, the modulus constraint was 1.1, and the volume constraint was 0.56. The numerical calculations showed that there were no shrinkage cavities in casting, and only some shrinkage porosities remained.(3) IPOPT obtained the best results with the lowest amount of shrinkage porosities in the casting, while the genetic algorithm and fruit fly algorithm showed similar optimization abilities. Furthermore, the IPOPT algorithm completed solidification faster than did the other 2 algorithms.
Summary
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
26
In this study, three optimal solutions were applied on the casting process by the optimal the riser system: the genetic algorithm, the fruit fly algorithm, and the IPOPT algorithm. By studying the casting process of an adjusted ring, the following conclusions can be drawn:
(1) The riser volume remained constant as the modulus constraint increased, and increased as the volume constraint increased. The riser size was sensitive with the volume constraint.(2) The 3 algorithms optimized the riser. All three optimal algorithms adapted 10000 iterations, the modulus constraint was 1.1, and the volume constraint was 0.56. The numerical calculations showed that there were no shrinkage cavities in casting, and only some shrinkage porosities remained.(3) IPOPT obtained the best results with the lowest amount of shrinkage porosities in the casting, while the genetic algorithm and fruit fly algorithm showed similar optimization abilities. Furthermore, the IPOPT algorithm completed solidification faster than did the other 2 algorithms.
Summary
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
27
In this study, three optimal solutions were applied on the casting process by the optimal the riser system: the genetic algorithm, the fruit fly algorithm, and the IPOPT algorithm. By studying the casting process of an adjusted ring, the following conclusions can be drawn:
(1) The riser volume remained constant as the modulus constraint increased, and increased as the volume constraint increased. The riser size was sensitive with the volume constraint.(2) The 3 algorithms optimized the riser. All three optimal algorithms adapted 10000 iterations, the modulus constraint was 1.1, and the volume constraint was 0.56. The numerical calculations showed that there were no shrinkage cavities in casting, and only some shrinkage porosities remained.(3) IPOPT obtained the best results with the lowest amount of shrinkage porosities in the casting, while the genetic algorithm and fruit fly algorithm showed similar optimization abilities. Furthermore, the IPOPT algorithm completed solidification faster than did the other 2 algorithms.
Summary
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
28
In this study, three optimal solutions were applied on the casting process by the optimal the riser system: the genetic algorithm, the fruit fly algorithm, and the IPOPT algorithm. By studying the casting process of an adjusted ring, the following conclusions can be drawn:
(1) The riser volume remained constant as the modulus constraint increased, and increased as the volume constraint increased. The riser size was sensitive with the volume constraint.(2) The 3 algorithms optimized the riser. All three optimal algorithms adapted 10000 iterations, the modulus constraint was 1.1, and the volume constraint was 0.56. The numerical calculations showed that there were no shrinkage cavities in casting, and only some shrinkage porosities remained.(3) IPOPT obtained the best results with the lowest amount of shrinkage porosities in the casting, while the genetic algorithm and fruit fly algorithm showed similar optimization abilities. Furthermore, the IPOPT algorithm completed solidification faster than did the other 2 algorithms.
Summary
State Key Laboratory of Materials Processing and Die & Mould Technology
SOUTH AFRICAN METAL CASTING CONFERENCEGauteng, South Africa (14-17, March, 2017)
Thank you!InteCAST Software
R&D Center of InteCAST Software, HUST,CHINAAddress: 1037# Luoyu Rd., Wuhan, China 430074Tel /Fax : +86-27-87541922 +86-27-87557494Email: [email protected]: www.intecast.com/En/index.asp
29
Recommended

















