Curs12 12. OELURI PENTRU SCULE I TRATAMENTUL LOR TERMIC Sculele
achietoare, prin destinaia lor, snt puse s lucreze n condiii
deosebit de grele, fapt care impune folosirea unor materiale cu
caracteristici mecanice superioare. Oelurile pentru scule au o
caracteristic comun, i anume, coninutul ridicat n carbon, de multe
ori i n elemente de aliere. Carbonul este ntotdeauna principalul
element, el determinnd duritatea sculei i rezistena ei la uzur ;
elementele de aliere contribuie i ele la mrirea rezistenei la uzur
prin carburile ce le formeaz, dar ndeosebi au un aport la mrirea
clibilitii, la reducerea vitezei critice de clire (accept rcire mai
lent) i la mrirea stabilitii termice. Oelurile de scule pot fi
mprite, dup gradul de aliere, n: oeluri carbon de scule (OSC),
oeluri aliate i oeluri bogat aliate (rapid Rp). OELURI CARBON DE
SCULE (OSC7... OSC13) Avnd coninutul ridicat n carbon, ele obin dup
ciire o duritate foarte "mria (62 ... 66 HRC), ceea ce le confer o
capacitate mare de achiere i rezisten la uzur. Sub raportul
tratamentului termic final, sculele din OSC se supun clirii i
revenirii joase. n funcie de calitatea oelului, austenitizarea se
produce ntre 760 ... 820 C, iar rcirea se face ntr-un singur mediu
(ulei pn la grosimi de 5 mm, iar ap la dimensiuni mai mari) sau n
dou medii, apulei, pentru forme complexe i dimensiuni mari. Prin
revenire joas, la 150 .. . 200 (300) C, se asigura detensionarea
parial a sculelor, meninndu-li-se duritatea ridicat. Principalul
neajuns al acestor oeluri const n tendina lor relativ mare spre
deformare la tratamentul termic i n stabilitatea termic relativ
redus. Datorit acestui fapt, utilizarea lor la regimuri mai grele
de achiere nu este posibil, deoarece prin nclzirea la peste 300 C i
pierd din duritate ca urmare a efectelor de revenire ce apar.
OELURI ALIATE DE SCULE Alierea cu elemente, ca : Mn, Cr, V, W, care
mpreun cu carbonul formeaz cementite aliate sau carburi simple i
complexe, face ca rezistena la uzur a acestor oeluri s creasc.
Totodat se mrete i clibilitatea lor i se reduce tendina de
deformare la clire, ntruct accept clirea ntr-un mediu cu rcire mai
lent. Clirea se face de regul n bi de ulei nclzit la 40 ... 70 C,
pentru grosimi de peste 20 mm, sau n trepte pentru grosimi de
maximum 20 mm, cnd se folosesc bi de azotai i azotii (tip SR 130),
la temperaturi ntre 150... 180 C. Superioritatea acestor oeluri, n
raport cu OSC-urile, const
i n faptul c posed o stabilitate termic mai mare, deci pot fi
utilizate la prelucrarea unor materiale ceva mai dure sau la
regimuri mai grele de achiere. Tratamentele termice finale ale
sculelor din oeluri aliate snt asemntoare cu cele ale sculelor din
OSC, respectiv constau din cliri i reveniri joase, regimurile
termice stabilindu-se pentru fiecare calitate de oel n parte.
OELURI BOGAT ALIATE DE SCULE (RAPIDE) Aceast categorie de oeluri
este reprezentat prin oelurile rapide (Rp 1... Rp 10). Alierea
ntr-un grad nalt cu element^ ca Cr, V, Mo i mai ales W, face ca dup
tratamentul termic sculele s prezinte o duritate nalt, o foarte
mare rezisten la uzur i n mod deosebit o stabilitate termic
ridicat. Acest deosebit de favorabil ansamblu de proprieti este
rezultatul alierii i este pus n eviden numai atunci cnd tratamentul
termic este efectuat corect. Aplicarea corect a tratamentului de
clire i revenire se poate face numai dac snt cunoscute
particularitile pe care le prezint aceste oeluri n privina
transformrilor de faz ce au loc la nclzire (austenitizare), la
rcire (clire) i la revenire. Transformri la nclzire. Structura n
stare recoapt a oelurilor rapide este format din sorbit globular
fin, n care snt incluse carburi primare i secundare. Prin nclzire n
domeniul austenitic are loc transformarea perlitei n austenit.
Aceast transformare are loc la temperaturi ceva mai nalte fa de
OSC-uri, deoarece elementele de aliere fiind alfagene urc poziia
punctului Ac1. Austenitizarea se face ns la temperaturi mult mai
nalte fa de Ac1 deoarece se urmrete descompunerea i dizolvarea
carburilor n austenit, respectiv obinerea austenitei bogat aliate.
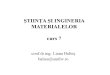
Astfel se ajunge ca austenitizarea s se fac la 1 200 ... 1 300 C,
cnd se reduce mult cantitatea de carburi nedizolvate
(fig.12.1).
Fig.12.1 Variaia cu temperatura a cantitii de carburi
nedizolvate n structura oelurilor rapide.
Transformri la rcire. In funcie de condiiile n care are loc
rcirea de la temperatura de austenitizare, se pot obine aceleai
tipuri de structuri ca i la oelurile carbon, respectiv perlit,
sorbit, troostit, bainit sau martensit. Datorit temperaturii nalte
de austenitizare i a coninutului ridicat de carbon i elemente de
aliere din austenit, poziia punctelor de transformare martensitic
este deplasat spre temperaturi mai joase, astfel c prin clire pn la
temperatura ambiant n structur rmne o cantitate mare de austenit
rezidual, alturi ele ceva martensit i carburi nedizolvate. Datorit
austenitei reziduale n cantitate mare, duritatea dup clire nu
atinge valorile maxime oferite de aceste oeluri. Transformri la
revenire. In procesul de revenire, prin nclzire, difuziunea se
intensific, astfel c pe la 300 C, ca urmare a separrii carbonului,
are loc o uoar reducere a duritii. nclzirea n continuare favorizeaz
i difuziunea fierului i a elementelor de aliere, ce are ca efect
precipitarea de carburi fine de form globular i n consecin creterea
duritii i a rezistenei la uzur. Totodat, austenit devenind mai srac
n carbon i elemente de aliere, n noile condiii, punctele ele
transformare martensitic urc spre temperaturi mai nalte, facilitnd
transformarea masiv a austenitei reziduale n martensit de revenire,
transformare nsoit de asemenea de o cretere de duritate.
Durificarea maxim apare n jur de 550 C i poart denumirea de clire
secundar". n fig. 12.2 este prezentat variaia duritii cu
temperatura de revenire.
Fig. 12.2 Variaia cu temperatura de revenire a duritii oelurilor
rapide clite (cu diferite temperaturi de austenitizare).
12.1 TRATAMENTE TERMICE APLICATE SCULELOR ACHIETOARE 12.1.1
Tratamentul termic al pnzelor de ferstru Ferstraiele snt scule
specifice operaiilor de debitare i au form de lamele (pnze) sau
discuri circulare. Oelurile carbon i cele slab aliate cu crom,
vanadiu i wolfram se utilizeaz pentru condiii mai uoare de lucru,
iar pentru debitarea materialelor mai dure i de dimensiuni mari se
folosesc oelurile bogat aliate (rapide). La alegerea oelului
trebuie avut n vedere, n afara solicitrilor, i forma, respectiv
dimensiunile sculei. Astfel, pentru ferstraie circulare de
dimensiuni mai mari se poate face economie de oel aliat, executnd
numai partea activ din oel rapid, sub forma unor segmeni, iar
discul propriu-zis din oel de construcie carbon sau slab aliat.
Pentru dimensiuni mai mici ns, discurile se fac dintr-o singur
bucat, caz n care problema tratamentului termic se soluioneaz n alt
mod. Materialele cele mai frecvent utilizate pentru pnze i discuri
de ferstru snt prezentate n tabelul 12.1. Tratamentele termice se
aplic ferstraielor n stare prelucrat (mai puin ascuirea) i constau
din clire i revenire. Problema se soluioneaz n mod diferit pentru
pnze, discuri i segmeni. Tab. 12.1 Mrci de oeluri folosite la
fabricarea pnzelor de ferstru Destinaia Mrci de oeluri Pnze de
ferstru cu destiOSC10; OSC11 naie general Pnze pentru tieri
mecanice Rp1; Rp3; Rp5 de mare productivitate Segmeni pentru
ferstraie de Rp1; Rp3; Rp5 mare productivitate Duritatea ridicat a
pnzelor de ferstru (62 ... 65 HRC) se obine prin tratamentul de
ciire i revenire. n funcie de mrimea pnzei i de calitatea oelului
din care snt executate, tratamentul se face ntr-una din urmtoarele
variante. Pnzele din oel carbon i slab aliat, de dimensiuni mari,
se clesc individual i numai n zona danturat, conform schemei de
principiu din fig. 12.3. nclzirea se face local, cu flacr, iar
rcirea se efectueaz prin stropirea cu ulei. Pentru a asigura viteza
de deplasare impus pnzelor n dreptul flcrii, precum i pentru a
prentmpina deformarea lor, pnzele snt conduse de nite role. Dup
ciire, pnzele cad ntr-o baie de ulei care are temperatura de 150
... 180 C, unde prin meninere timp de 1 or se produce revenirea
lor.
In cazul pnzelor de ferstru din oel rapid este necesar nclzirea
n trepte, motiv pentru care clirea superficial nu se poate aplica.
Pentru a se realiza o ciire cu deformaii ct mai mici, pnzele snt
legate strns n pachete, rmnnd astfel att la clire, ct i la
revenire. Pentru clire se face o prenclzire la 550 C, n cuptor cu
camer sau n bi de sruri, o a doua prenclzire n bi de sruri de 850
C, iar nclzirea final la 1 260 ... 1 280 C, tot n bi de sruri.
Fig. 12.3 Clirea individual a pnzelor de ferstru: 1 role
conductoare; 2 arztoare; 3 duuri cu ulei; 4 ghidaje; 5 baie de
ulei
Fig. 12.4 Clirea pnzelor de ferstru din oel rapid n pachet
Rcirea se face fie n bi de ulei, ca n fig. 12.4, fie n bi de
sruri la 500 C, dup care se continu n aer. ntotdeauna, dup clire se
aplic revenirea nalt la 570 ... 590 C, tot n pachet, n dou-trei
reprize de cte o or. n
cazurile n care apar totui deformri dup eliberarea pnzelor din
pachet, ndreptarea lor se face prin suflare cu jet de nisip
(sablare). 12.1.2 Tratamentul termic al discurilor Discurile din
oel rapid se nclzesc individual, n trepte, dup acelai regim termic
ca i la pnze (prenclzire I n cuptor sau bi de sruri la 550 C,
prenclzire II la 850 C, tot n bi de sruri i nclzire final la 1 260
... 1 280 C). Poziia de nclzire a discurilor este vertical, n
scopul diminurii deformaiilor. Rcirea discurilor se face n aer pn
la culoarea viinie, apoi se continu n bi de sruri la 550 C pn la
egalizarea temperaturii, dup care piesele se introduc n baia de
ulei. Introducerea n baia de clire se recomand a se efectua n stare
strns, ntr-un dispozitiv de forma celui din fig. 12.5. Revenirea
discurilor se face n pachete de cte 30 ... 40 buci (fig. 12.6), la
temperaturi ntre 550... 570 C, n bi de sruri, n dou reprize a cte
dou ore. Strngerea pachetelor se face dup ce acestea au ajuns la
circa 500 C, n acest fel se evit eventuala fisurare a discurilor.
Dup ciclul complet de clire si revenire, duritatea discurilor
trebuie s fie n jur de 62 64 HRC. 12.1.3 Tratamentul termic al
segmenilor de ferstru Lucrnd n condiii grele, segmenii se fac din
oel rapid i trebuie s aib o duritate ridicat n zona de lucru (60...
64 HRC) i mai redus n zona gurilor de fixare (40 ... 44 HRC).
Fig.12.5 Dispozitiv de rcire a discurilor de ferstru: 1 ram de
strngere; 2 disc
Fig.12.6 Pachet de discuri pentru revenire:1 urub 2 discuri; 3
flane
Clirea difereniat se realizeaz cu ajutorul dispozitivului din
fig. 12.7. Segmenii montai n canalele plcii dispozitivului snt
prenclzii integral n bi de sruri la 850 C, iar apoi nclzirea final
la 1 260 ... 1 280 C se face numai pentru dini, prin scufundarea
lor timp de 30 ... 40 secunde ntr-o baie de sruri. Clirea se aplic
n ulei, prin scufundarea segmenilor cu tot
cu dispozitiv. Dup clire se aplic o dubl revenire de cte o or la
560 C.
Fig.12.7 Dispozitiv pentru clirea segmenilor de ferstru
12.2. Tratamentul termic al cuitelor Cuitele au dimensiuni i
forme din cele mai diverse, fiind utilizate la operaii de
strunjire, rabotare sau mortezare. n funcie de forma, dimensiunile
i condiiile de solicitare, de productivitatea cerut etc, cuitele se
execut clin diverse oeluri, o parte dintre ele fiind prezentate n
tabelul 12.2. Tab.12.2 Mrci de oeluri pentru cuite achietoare Tipul
cuitului Material Cuite de strunjit pentru degroarea materialelor
cu Rp3; Rp5 260280 HB Cuite de strunjit, rabotat i mortezat pentru
degroarea i Rp3; Rp5; Rp10 finisarea fontelor i oelurilor cu peste
300 HB Cuite de danturat Rp3; Rp5 Cuite pentru prelucrarea OSC10;
OSC11; 205Cr125; alamelor, bronzurilor i 165VMoCr115; 155MoVCr115
aliajelor uoare Cuite pentru viteze mici de OSC13 achiere In funcie
de mrimea lor, cuitele se fac dintr-o singur bucat, cnd au
dimensiuni mici i din dou buci unite cap la cap prin sudur cnd au
dimensiuni mari, lucru de care se ine seama la tratamentul termic.
12.2.1 Tratamentul cuitelor dintr-o singur bucat
Cuitele din OSC-uri i oeluri slab aliate de scule se utilizeaz
mai rar i numai pentru condiii relativ uoare de achiere. Au
dezavantajul c prezint o stabilitate termic redus. Tratamentul lor
const dintr-o clire i o revenire
joas. Austenitizarea n vederea clirii se face la temperaturi n
jur de Ac1 + 30 ... 50 C (pentru OSC-uri la 760 ... 780 C), iar dup
meninerea corespunztoare la temperatura respectiv se aplic rcirea
ntr-un mediu adecvat. Pentru OSC-uri se recomand clirea n ap i
ulei, trecerea n ulei fcndu-se cnd scula a ajuns la 200 C.
Revenirea cuitelor se face n bi de sruri sau de ulei, sau chiar n
cuptoare cu circulaie forat de aer, la 150 ... 200 C, timp de 1...
2 ore. Dup tratamentul complet de clire i revenire, duritatea
cuitelor trebuie s fie n jur de 60 ... 65 HRC. n cazul cuitelor
executate integral din oeluri rapide, tratamentul lor const dintr-o
clire urmat de revenire nalt. Pentru a se evita apariia fisurilor,
n etapa de nclzire se recurge la nclzirea n trepte, prima treapt la
550 C, iar cea de a doua la 850 C, nclzirea final avnd loc la 1 250
... 1 300 C pentru Rp 3 i 1 190 ... 1 230 CC pentru Rp 5. n
practica modern a tratamentelor termice, cuitele din oel rapid se
nclzesc n bi de sruri (cel puin treptele de 850 i 1 250 C),
asigurndu-se astfel o nclzire uniform i rapid, precum i protecia
suprafeelor mpotriva oxidrii i decarburrii. Rcirea cuitelor din oel
rapid se face obinuit n ulei. La forme mai complexe, n vederea
reducerii tensiunilor i deformrilor, rcirea se face n ulei pn cnd
cuitele ajung la 500 C i se continu apoi n aer, sau n trepte, ntr-o
baie de sruri (amestec de azotai i azotii SR 240) la 550 C, cu
meninere de 2 ... 5 minute, dup care se continu n aer. Rcirea n
trepte are mai multe avantaje i anume : diminueaz deformrile la
clire, permite ndreptarea la semicald (dac e cazul) i elimin
resturile de sare (BaCl2) de la baia final de nclzire, care snt
insolubile n ap, nlocuinclu-se cu resturi de sare solubil.
Revenirea se face n jur de 550 ... 570 C n instalaii cu bi de sruri
sau cuptoare cu circulaie forat de aer, n ciclu de trei reprize a
cte o or. Cnd se dispune de instalaii pentru clire la frig, este
bine ca, nainte de revenire, cuitele s fie trecute n mediul
criogenic pentru desvrirea transformrii austenitei n martensit. In
fig. 12.8 se prezint ciclul complet de tratament termic pentru
cuitele din oel rapid. 12.2.2 Tratamentul cuitelor din dou buci
n scopul economisirii oelurilor rapide, cuitele de dimensiuni
mari se fac din dou buci unite prin sudur cap la cap, partea activ
fiind din oel rapid, iar suportul din oel de mbuntire nealiat (OLC
45) sau slab aliate (40 Cr 10). Deoarece n zona de influen termic
din vecintatea sudurii
duritatea a crescut i achierea se face greu, este necesar s se
aplice un tratament primar de recoacere. Recoacerea const dintr-o
nclzire la 830 ... 850 C timp de circa 2 min/mm din grosime, urmat
de rcire lent n cuptor. Tratamentul secundar se aplic dup
prelucrrile mecanice de fasonare i se realizeaz n mod difereniat,
etapizat astfel:
Fig. 12.8 Ciclul de tratament termic pentru cuitele din oel
rapid. se nclzete n trepte, n bi de sruri, partea activ, prin
scufundarea n baie pn la distana d (fig. 12.9) i se rcete toat
scula n ulei. Regimul de clire este cel din fig. 12.8; revenirea
global a sculei la 550 C n bi de sruri sau cuptoare cu circulaie
forat de aer ; nclzirea numai a suportului n sruri n jur de 850 C,
urmat de rcire total n ap sau ulei, dup caz ; revenirea suportului
prin nclzirea integral a sculei n jur de 400 ... 500 C.
Fig.12.9 Clirea cuitelor din dou buci, asamblate prin sudur
12.2.3 Cuite
cu
plcute
din
oel
rapid
sudate
Pentru cuite foarte mari se utilizeaz supori masivi din oeluri
de mbuntire, care snt fasonai, iar n locaurile respective se sudeaz
plcue din oel rapid. Plcuele active i suporii se nclzesc separat n
trepte, la 650 i 850 C, dup care suportul este curat i presrat n
loca cu pulbere de sudur. Dup aezarea plcuei n loca
se presar din nou praf de sudur i se nclzesc mpreun la 1 300 C,
ntr-un cuptor cu camer. Dup nclzirea i topirea pulberii, ntr-o pres
manual se strnge puternic plcua de suport, asigurnd sudarea lor.
Prin aplicarea rcirii n ulei se asigur clirea plcuei i a
suportului. n continuare se procedeaz la revenirea dup regimul
specific cuitelor realizate integral din oel rapid. In practica
modern, sudarea plcuelor se realizeaz prin nclzirea cu ajutorul
curenilor de inducie. 12.2.4 Cuite cu plcue din aliaje dure
Singura problem care se pune n cazul utilizrii plcuelor din
aliaje dure este aceea a lipirii lor pe supori, tratamentele
termice propriu-zise nefiind necesare. Suportul se presar cu borax
n locul gravat, dup care se nclzete lent la 850 C. Se cur apoi
mecanic locaul, se aaz o folie din cupru i apoi plcua din aliaj
dur, dup care se presar din nou borax. Se introduce ntr-un cuptor
la 850 C i apoi la 1 200 C, dup care se strnge puternic la o pres
de mn, asigurnd lipirea. Dup lipire se aplic o rcire lent ntr-o
cutie n care se afl buci mici de crbune. 12.3. TRATAMENTUL TERMIC
AL FREZELOR Condiiile de lucru ale frezelor snt dintre cele mai
grele, ele fiind supuse unor importante solicitri mecanice, la
ocuri, la uzur i la nclziri pronunate. Att materialele utilizate,
ct i forma frezelor ridic probleme deosebite la tratamentul termic,
manifestnd predispoziie la deformare i fisurare. Oelurile pentru
freze se aleg n funcie de condiiile de lucru (duritatea
materialului prelucrat), forma i dimensiunile sculei. In tabelul
12.3 snt prezentate principalele caliti de oeluri utilizate la
confecionarea frezelor. Tab. 12.3 Materiale folosite la fabricarea
frezelor Destinaia frezei Material Freze pentru prelucrarea
materialelor metalice cu Rp3; Rp5 duritatea de pn la 260320 HB
Freze pentru viteze mari de Rp1; Rp3 achiere Freze pentru
prelucrarea materialelor metalice dure cu 165VMoCr115; 155MoVCr115
viteze medii de achiere Freze pentru prelucrarea OSC10; OSC11;
117VCr36
materialelor metalice cu duriti mici Freze pentru filetat i
freze elicoidale pentru caneluri Freze cilindrice pentru guri,
pentru canale T, canale unghiulare, etc. Cuite demontabile pentru
freze
Rp3; Rp5 Rp3; Rp5 Rp3
La aplicarea tratamentului termic trebuie s se in seama dac
frezele snt realizate dintr-o singur bucat sau din dou buci unite
prin sudur (freze cu coad), de forma lor (cilindric sau disc),
precum i de oelul din care snt executate. Forma complex a tuturor
frezelor, conductivitatea termic redus a oelurilor de scule
utilizate i intervalul mare al temperaturilor de nclzire (mai ales
la oeluri rapide) impun nclzirea lent i uniform, fapt pentru care
se recomand nclzirea n trepte n bi de sruri. Dac frezele snt
executate dintr-o singur bucat, atunci regimul de tratament termic
este adecvat oelului utilizat. Frezele din OSC-uri i oeluri slab
aliate de scule se supun tratamentului de clire i revenire, n
urmtoarea succesiune a fazelor : q prenclzire la 550 ... 600 C, n
bi de sruri; q nclzire final 770 ... 860 C (n funcie de tipul de
oel), n bi de sruri ; q clire ntr-una din urmtoarele forme : n ap
pn la 150 ... 200 C cu continuare n ulei (pentru OSC-uri) ; n ulei
(pentru cele din oel aliat) ; n bi de sruri la 180 ... 200 C, pn la
egalizarea temperaturii, cu continuare n aer (freze mai complexe
din oel aliat) ; q revenire n jur de 150 ... 210 C, n bi de ulei
sau de sruri ; q splare n soluie de 10% sod, la 70 ... 90 C ; q
sablare (uneori) ; q controlul duritii, care trebuie s fie de 60
... 64 HRC. Frezele din oeluri rapide urmeaz ciclul specific de
tratament termic, n urmtoarea succesiune a operaiilor : q
verificarea frezelor cu stiloscopul n proporie de 100%; q
prenclzirea I n baie de sruri la 500 ... 600 C ; q prenclzirea a
Ii-a n bi de sruri la 800 . . . 850 C q nclzire n baie de sruri la
1 260 ... 1 280 C ; q clire htr-una din urmtoarele forme : rcire
integral n ulei, (cnd tensiunile snt mai mari) ; rcire n bi de
sruri la 500 ... 550 C pn la egalizarea temperaturii, cu continuare
n aer ; q splare n soluie de 10% sod, la 70 ... 90 C ; q revenire
de trei ori a cte o or, la 550 ... 570 C ;
ascuire ; control de duritate 100%, duritatea admis fiind 62...
65 HRC; q sablare; q nitrurare sau cianizare la 550 C (n cazuri
speciale) ; q revenire joas la 200 C (cnd s-a fcut tratament
termochimic). Pentru frezele din dou buci mbinate prin sudur se
aplic naintea prelucrrilor mecanice un tratament primar de
recoacere la 850 C, cu rcire ulterioar lent. Tratamentul final se
realizeaz n mod difereniat, n bi de sruri. Se trateaz nti partea
activ (cea care reclam temperatur mai nalt de nclzire), prin
nclzire n poziie vertical cu ajutorul unor dispozitive, la toate
cele trei trepte de temperatur (550 ; 850 ; 1 260 C). Se scufund n
bile de sruri numai partea care se trateaz n acel moment. Clirea se
efectueaz n ulei sau bi de sruri, cu continuare n aer, ntocmai ca
la frezele dintr-o singur bucat. Dup apli carea integral a
revenirii la 550 C, n trei reprize de cte o or, se trece la clirea
i apoi revenirea cozii. Regimurile termice pentru coad se aleg n
funcie de calitatea oelului utilizat (OLC 45 sau 40 Cr 10). In
privina operaiei de rcire, frezele prezint anumite particulariti i
anume : frezele cilindrice se introduc n baia de clire cu axa n
poziie vertical, iar cele disc, cu axa n poziie orizontal, n acest
fel deformaiile fiind mai mici. Pentru frezele disc, care au
grosime mic se recurge la rcirea lor n stare presat ntre plci
metalice, utiliznd prese sau dispozitive simple. Deoarece i prin
clirea n stare presat este posibil s apar deformaii, ndreptarea
frezelor se face cu ocazia revenirii, folosind dispozitive la care
strngerea definitiv se face dup ce pachetul de freze a atins
temperatura de revenire.q q
12.4 Tratamentul termic al broselor Broele snt scule de mare
productivitate care asigur de regul prelucrarea final att a
suprafeelor interioare, ct i exterioare. Dinii broselor snt supui
unor solicitri mecanice importante i la uzur. Din acest motiv,
materialele utilizate trebuie s asigure caracteristici mecanice
ridicate i stabilitatea n timp a geometriei dinilor. n tabelul 12.4
se prezint principalele oeluri de scule pentru broe. Att compoziia
oelurilor utilizate, ct mai ales forma complex a broselor, seciunea
mic n raport cu lungimea lor, impun o serie de precauii pentru
prevenirea deformrilor. In acest sens, tratamentul lor se face
obligatoriu n poziie vertical, broele fiind suspendate att la
nclzire, la clire, ct i la revenire.
nclzirea broselor mici i mijlocii se face n instalaii cu bi de
sruri, iar a celor mari n cuptoare verticale. Att forma, ct i
calitatea oelurilor pentru broe cer ca nclzirea s se fac n trepte,
iar la oelurile bogat aliate se face tot n trepte i rcirea. In
vederea clirii, broele se rcesc n ulei prenclzit la 40 ... 60 C, pn
cnd temperatura lor atinge 250 ... 300 C, dup care se scot i n
stare cald se supun ndreptrii la pres, acest lucru fiind posibil
datorit stabilitii i plasticitii austenitei. Dup ndreptare, se
continu rcirea n aer i apoi se trece la revenire. Pentru broele din
oeluri rapide, tehnologia complet de tratament termic se realizeaz
n urmtoarea succesiune a fazelor : q verificarea materialului cu
stiloscopul, 100% ; q verificarea btii, ntre centre, cu
comparatorul, 100%; q prenclzirea I, la 600 C (n bi de sruri sau
cuptor vertical cu circulaie forat de aer); q prenclzirea a Ii-a,
la 850 C (bi de sruri sau cuptor vertical) ; q nclzirea final la 1
260 ... 1 270 C pentru broe cu grosimea sub 15 mm, i 1 270 ... 1
290 C pentru cele mai groase de 15 mm (bi de sruri sau cuptor
vertical) ; C q rcirea n ulei prenclzit la 40 ... 60 C, pn se
atinge 300 C ; q redresarea la pres ; q controlul duritii la HRC
61, pentru 2 ... 3 buc/lot; q splarea n soluie de 10% sod, la 70
.... 90 C ; C q revenirea n trei reprize de cte 1 or, la 550 ...
570 C ; q revenirea cozii la HRC = 45 ... 48 (bi de sruri) ; q
sablare umed ; q control 100% partea activ, la HRC = 62 ... 65 ; q
redresarea celor care au btaie, la temperatura de maximum 550 C ; C
q cianizare (cnd se prevede) la 540 ... 560 C. Tab.12.4 Materiale
pentru broe Destinaie Broe pentru prelucrarea Rp3; Rp5 materialelor
metalice cu HB 260320 Broe pentru prelucrarea materialelor metalice
cu duritate mic i viteze moderate de achiere Broe pentru viteze
mari de achiere Material
105CrW20; 105MnCrW11 205Cr115; 155MoVCr115
12.5 Tratamente termice aplicate burghielor l alezoarelor Att
burghiele, ct i alezoarele snt destinate prelucrrii, respectiv
finisrii orificiilor. Sub raportul condiiilor de lucru, burghiele
snt mult mai intens solicitate i anume snt supuse la solicitri de
torsiune, compresiune (flambaj), uzur i la o puternic nclzire ca
urmare a frecrilor mari ce le au cu piesa prelucrat i cu achiile
prelevate. Alezoarele prelucrnd o cantitate mic de material snt
mult mai slab solicitate mecanic i termic, fiind supuse ndeosebi la
uzur. n funcie de duritatea materialului prelucrat i de dimensiuni,
burghiele se execut din urmtoarele caliti de oeluri, prezentate n
tabelul 12.5. Burghiele i alezoarele care au diametre mari i care
se fac din oeluri bogat aliate de scule (rapide) se execut din dou
buci unite prin sudur, coada fiind realizat din oel de mbuntire
(OLC45; 40Cr10; .a.). In acest fel se realizeaz importante economii
de oel aliat de scule. Tab.12.5 Mrci de oeluri pentru burghie
Destinaia Material Burghie pentru prelucrarea materialelor metalice
cu Rp9; Rp10 duritatea de pn la 260280 HB Burghie pentru
prelucrarea materialelor metalice cu Rp1; Rp3; Rp5 viteze foarte
mari de achiere Burghie pentru prelucrarea materialelor metalice cu
OSC10; 117VCr36 duritate mijlocie i viteze medii de achiere Burghie
pentru prelucrarea materialelor metalice cu OSC8; OSC10; OSC11
duritate mic i viteze medii de achiere Burghie cu diametrul de 13
mm Rp3 Burghie pentru guri de Rp1; Rp3 centrare Burghie cu coad
cilindric i Rp1; Rp3; Rp5 conic Alezoare cu productivitate Rp1; Rp3
ridicat pentru oeluri dure Alezoare diverse OSC10; 117VCr36;
205Cr115 Att burghiele, ct i alezoarele, avnd raportul L/d foarte
mare snt predispuse la deformare n timpul tratamentului termic. La
stabilirea tehnologiei de tratament termic se au n vedere att
aspectele legate de forma i dimensiunile sculelor, calitatea
oelului din care snt executate, ct i modul de realizare a lor
(dintr-o singur bucat sau din dou buci).
12.5.1 Tratamentul
burghielor
dintr-o singur bucata
Burghiele dintr-o singur bucat se nclzesc integral la
temperaturile impuse de calitatea oelului folosit. nclzirea se
recomand a se efectua n instalaii cu bi de sruri sau de plumb, sau
cuptoare tip camer cu mufl. nclzirea n bi are avantajul c este mai
rapid, mai uniform i asigur totodat i protecia mpotriva oxidrii i
decarburarii. Tratamentul burghielor i alezoarelor prezint anumite
aspecte tehnologice specifice i anume : nclzirea lor se realizeaz n
trepte, att pentru cele din OSC-uri, ct mai cu seam pentru cele din
oeluri rapide. Pentru ca deformaiile s fie ct mai mici, att
nclzirea, ct i rcirea burghielor se fac n poziie vertical n
dispozitive, cu excepia celor mici, care se nclzesc n couri i se
rcesc prin rostogolire ntre dou plci de presare. In fig. 12.10 i
12.11 se prezint un dispozitiv de susinere a burghielor, respectiv
de clire prin rostogolire. Referitor la tehnologia rcirii, aceasta
se stabilete n funcie de compoziia oelului i diametrul burghiului.
Burghiele din OSC-uri cu diametrul pn la 8 mm i cele din oeluri
aliate cu diametrul pn la 20 mm se rcesc n bi de sruri, care au
temperatura de 180 ... 200 C, unde se menin pn la 10 minute, dup
care se rcesc n aer. Pentru diametre mai mari, burghiele din
OSC-uri se clesc n ap pn ajung la 150 ... 200 C, dup care rcirea se
continu n ulei, iar cele din oeluri aliate numai n ulei. Dup splare
n soluie de 10% sod, la 70 ... 90 C, burghiele se supun revenirii n
bi de ulei sau de sruri topite.
Fig.12.10 Dispozitiv de susinere a burghielor n poziie
vertical
Fig.12.11 Dispozitiv pentru clirea prin rostogolire a
burghielor
Temperatura de revenire este n jur de 150 .. . 220 C pentru
OSC-uri i de 180 . .. 240 C pentru oeluri slab aliate.
Dup operaia de control, burghiele curbate se supun ndreptrii la
pres, admindu-se nclzirea lor pn la 200 C. Pentru burghiele
executate n ntregime din oel rapid, tehnologia de tratament termic
este asemntoare, nclzirea realizndu-se tot n trepte (550 ; 850 ; 1
260 C) n bi de sruri, iar rcirea se face n bi de sruri la 550 C cu
continuare n aer sau numai n ulei. Dup operaia de splare se aplic
revenirea la 550 ... 570 C n cele trei reprize de cte o or, iar dup
operaia de control se aplic ndreptarea pe pres la maximum 560 C.
Uneori, dup clire i revenire, burghiele se mai supun i
tratamentului de cianizare joas, n bi de sruri la 550 ... 560 C.
12.5.2. Tratamentul burghielor din dou buci
Burghiele din dou buci se trateaz n mod difereniat pentru partea
activ i pentru coad, utilizndu-se dispozitive adecvate. Pentru
nclzire se folosesc instalaii cu bi de sruri, cu mai multe
creuzete, avnd temperaturile corespunztoare nclzirii n trepte.
Pentru clirea prii active, rcirea se face n ulei sau n bi de sruri
la temperatura de 450 .. . 550 C, dup care se continu n aer ;
pentru clirea cozii se folosete apa. Procesul tehnologic complet de
tratament termic al bur-ghielor din dou buci comport urmtoarele
faze : q verificarea materialului cu stiloscopul, 100% ; q
verificarea btii, ntre centre, cu comparatorul, 100% ; q
prenclzirea I-a, n baie de sare, la 550 C, prin imersarea n poziie
vertical a prii active, sudura aflnduse cu 15 ... 20 mm deasupra
nivelului bii (la fel i pentru treptele urmtoare); q prenclzirea a
Ii-a, n baie de sare, la 850 C; q nclzirea final, la 1 260 ... 1
280 C, n baie de sruri; q clirea n baie de sruri la 550 C, cu
meninere pn la uniformizarea temperaturii, dup care se continu
rcirea n aer; q splarea, n couri suspendate, n soluie de 10% sod,
la 70 . . . 90 C; q revenirea integral la 550 . . . 570 C, n trei
reprize a cte o or, n bi de sruri; q nclzirea cozii n bi de sruri,
la 840 .. . 860 C; q clirea cozii n ap; q revenirea integral
(pentru coad), la 325 ... 350 C, pentru HRC = 30 . . . 40; q
sablarea umed i control 100 %; q redresarea la pres a burghielor cu
btaie, la maximum 550 C; q controlul duritii prii active (62 ... 65
HRC), 100%;
q q
cianizarea, la 550 . . . 560 CC; controlul final, 100%. termic
al alezoarelor
12.5.3. Tratamentul
In cazul alezoarelor se face distincie ntre cele fixe i cele
reglabile. Alezoarele fixe, fiind executate din aceleai materiale i
avnd forme apropiate de ale burghielor se vor trata dup aceleai
tehnologii. Spre deosebire de burghie, ntruct nu este necesar
clirea n profunzime, alezoarele se pot cli i prin inducie, dup care
se supun revenirii. Alezoarele reglabile au muchiile active sub
forma unor lamele subiri, realizate din oel carbon sau aliat,
montate ntr-un corp executat din oel de mbuntire. Probleme
deosebite se ridic la clirea lamelelor, care se rcesc n stare
presat, n ap sau ulei, dup caz, pentru a se mpiedica apariia
deformaiilor. Dac este necesar redresarea lamelelor, operaia se
face la cald n timpul revenirii joase aplicate dup clire. 12.6.
Tratamente termice aplicate sculelor pentru filetat In aceast
categorie de scufe se includ tarozii, filierele rotunde, bacurile
de filier i pieptenii de filetat. Prin specificul lor de lucru,
aceste scule snt destul de intens solicitate, mecanic i ndeosebi la
uzur, motiv pentru care oelurile utili zate trebuie s obin n urma
tratamentului termic caracteristici mecanice ridicate, ndeosebi
duritate superficial, care s le confere rezisten la uzur. n funcie
de materialele prelucrate, de tipul i dimensiunile sculelor, se
folosesc att oeluri carbon de scule (pentru condiii mai uoare de
lucru), ct i oeluri slab, mediu i bogat aliate, cele mai
reprezentative fiind redate n tabelul 12.6. Tabelul 12.6 Mrci
uzuale de oeluri pentru scule de filetat Destinaia Material Tarozi
de main Tarozi de min pentru tierea filetelor de precizie n
materiale metalice cu rezisten ridicat Tarozi de min obinuii
Filiere rotunde Bacuri de filier de productivitate ridicat Rp3 ;
Rp5 ; VMoC120 ; CW20 Rp3 ; Rp5 ; Rpl0 ; 117VCr36; 205Cr115 OSC10;
OSC11; OSC13; 205Cr115; OSC10 ; OSC12 ; 117VCr36; 205Cr115 Rp3 Rp5
; Rpl0
Bacuri de filier pentru diverse viteze de achiere i pentru
materiale cu duritate mijlocie i mic Piepteni pentru filetat
materiale metalice dure Piepteni pentru filetat materiale metalice
foarte dure i viteze mari de achiere 12.6.1. TRATAMENTUL TERMIC
AL
OSC8 ; 117VCr36; 205Cr115
Rp3 ; Rp5 ; Rpl0 Rp3
TAROZILOR
Ideal este ca prin tratamentul termic aplicat tarozilor, acetia
s aib o duritate superficial ridicat (62 ... 65 HRC), un miez
tenace i s nu prezinte deformaii i modificri volumetrice prea mari.
Pentru obinerea unor tarozi cu filet de precizie se utilizeaz
oeluri mai puin susceptibile la deformare (aliate), se re curge la
nclzirea n trepte n bi de sruri i la clirea n dou medii sau n
trepte. Modificri volumetrice minime se obin dac materialul din
care se execut tarozii se supune n prealabil unor tratamente
primare, care s-i confere o structur sorbitic fin, volumul sorbitei
fiind cel mai apropiat de cel al martensitei. De asemenea, pentru
ca deformaiile s fie ct mai mici, se recomand nclzirea i rcirea
tarozilor n poziie vertical, utiliznd dispozitive adecvate. ntocmai
ca i burghiele i alezoarele, tarozii se execut dintr-o singur bucat
la dimensiuni mici i din dou buci pentru dimensiuni mai mari, cnd
de regul partea activ este din oel rapid. Pentru toate fazele
tratamentului termic exist o analogie perfect cu regimurile termice
i tehnologia de realizare att a nclzirii, rcirii, revenirii,
redresrii, ct i a cianizrii (cnd se aplic), prescrise pentru
burghie. n cazul tarozilor, ns, se pot aplica i cliri superficiale
prin cureni de inducie, realizate cu ajutorul unui inductor inelar.
Tarozii de dimensiuni mari snt meninui ntre vrfuri (fig. 12.12),
nclzirea i rcirea realizndu-se progresiv, prin deplasarea relativ
dintre tarozi i ansamblul inductorrcitor. Pentru dimensiuni mici,
tarozii snt susinui de un electromagnet, inductorul asigurnd
nclzirea integral a prii active, dup care tarodul cade ntr-o baie
de clire. Dup clirea prin inducie, att tarozii din OSC-uri, ct i
cei din oeluri aliate se supun revenirii joase la 180... 200 C, dup
care se spal n soluie de sod 10 % la 70 ... 90 C, se ndreapt la
pres, la maximum 200 C i se controleaz, duritatea trebuind s ating
60 ... 62 HRC.
Fig.12.12 Clirea tarozilor prin inducie.
12.6.2 Tratamentul
termic
al
filierelor
Prin tratamentul filierelor se urmrete ca acestea s obin o
duritate ridicat, ndeosebi pe suprafaa lor interioar, unde se afl
filetul. nclzirea filierelor se recomand a se efectua n bi de sruri
sau de plumb topit, pentru a preveni oxidarea sau decarburarea
filetului. Se recomand ca nclzirea s se efectueze n trepte, chiar i
la filierele din OSC sau oel slab aliat, ndeosebi pentru dimensiuni
mari. Rcirea la clire se poate efectua ntr-una din urmtoarele
variante : q n bi de sruri la 150 . . . 180 C, meninerea sculelor
avnd loc pn la uniformizarea temperaturii n seciune, dup care
rcirea se continu n aer ; q n ulei (a crui temperatur este ntre 40
... 60 C), pn la rcirea complet, cnd filierele snt executate din
oeluri aliate ; q n ap, cu trecere n ulei, pentru filierele din
OSC-uri trecerea n ulei fcndu-se cnd filierele au n jur de 250 C.
Revenirea filierelor este joas, n jur de 200 . . . 220 C, deoarece
se urmrete meninerea unei duriti ridicate. Succesiunea fazelor
pentru ciclul complet de clire a filierelor din OSCI 2 este
urmtoarea : q controlul materialului cu stiloscopul i examenul
vizual privind starea filetului, 100% ; q prenclzirea n bi de sruri
la 600 .. . 650 C ; q nclzirea final n bi de sruri la 760 . . . 780
C ; q clirea n baie de sruri la 150 ... 180 C cu trecere n aer sau
rcire n ap cu trecere n ulei cu temperatura de 40 . . . 60 C ; q
controlul duritii la HRC = 62, pentru 2 .. . 3 buc/lot; q splarea n
soluie de 10 % sod, la 70 ... 90 C ; q revenirea la 200 ... 220 C ;
q curirea prin sablare umed ; q controlul final.
12.7 Tratamentul termic al sculelor achietoare n atmosfer de
abur supranclzit Acest tratament mai este cunoscut sub denumirea de
fe-roxare i se aplic sculelor din oel rapid dup ce au fost clite,
revenite i rectificate. Tratamentul se aplic n scopul mririi
rezistenei la coroziune atmosferic a sculelor, mririi durabilitii
lor i pentru a le asigura un aspect mai plcut. Aceste efecte apar n
urma formrii pe suprafaa sculelor a unui strat subire i compact de
oxid de fier, capabil s se opun oxidrii n profunzime la temperatura
ambiant. Dintre oxizii fierului, FeO, Fe203 i Fe304, ultimul
(magnetita) este cel mai dens i corespunde cel mai bine scopului
propus. Magnetita se formeaz la temperaturi sub 570 C, nclzirea la
temperaturi mai nalte ducnd la apariia oxidului feros, FeO, care nu
este apt pentru protecia mpotriva oxidrii n profunzime, fiind mai
puin dens. Tratamentul de feroxare se realizeaz dup un ciclu n
trepte (fig. 12.13), care comport urmtoarele faze : introducerea
sculelor n incinta de nclzire, la 350 C, unde timp de 20 ... 30
minute se nclzesc i apoi se introduce aburul, care dizloc tot aerul
timp de circa 30 minute ; se nclzesc sculele la 560 ... 570 C, n
prezena aburului, timp de 30 ... 60 minute ;
t [h] Fig.12.13 Ciclul de feroxare n abur supranclzitq
q
se rcete incinta cu scule pn la 350 C i se oprete admisia
aburului, rcirea continund tot n incint sau n aer, pn la 100 C;
rcirea n ulei de transformator, nclzit la 40 ... 60 C. Dac operaia
este condus corect, se obine o pelicul de oxid de 2 ... 6 m, dispus
uniform pe suprafaa piesei.
ANEXA 1 Stabilirea grosimii de nclzire pentruz diferite
categorii de scule