
ICEPIM 2015International Conference on Pipeline Integrity management
Pipe Line Coatings- A review on epoxy based coatingBy: Rajes Bardia – Technical Manager, Protective Coatings
13th March 2015

Overview
• Purpose of pipe lining
• Challenges
• Basic requirement of pipe lining
• Application process
• Coating –Fit for purpose
• Epoxy based coatingEpoxy based coating
• Hardeners
• Polyclamine based coating
• Summary
Pipe line
• Cost effective transportation of Liquid chemicals
• Transportation of gasses
• Prompt and continuous supply
• Easy to handle – heated fluid /corrosive fluid
• Environment friendly –no fuel consumption during transportation

Pipe line coating - Basic Purpose
• Corrosion protection of steel along with cathodic protection system
• Chemical resistance lining
• Improved flow
• Heat resistance
• Aesthetics

Pipe line coating – Challenges
• Continuous service –maintenance of coating is difficult
• Pipe line Installed in remote location
• Various external factors which can affect coating
• Internal Coating failure –affect downstream operation/economy

Pipe line coating – Basic Requirements Must meet requirement of suitable specifications like API, ISO BSEN ,CSA
Must meet critical tests as per ISO /ASTM standards
Flexibility
Impact resistanceImpact resistance
Abrasion resistance
Chemical resistance
Roughness
Wet adhesion
Cathodic disbondmentCathodic disbondment
Suitability on damp surfaces
Line parameters and Application properties of coating should match

Critical tests
• Flexibility
• Most critical for pipe coating if bending is allowed 1.5Deg PDL bending
• Various Standard available –like ASTM D522
• Different requirements based on End application
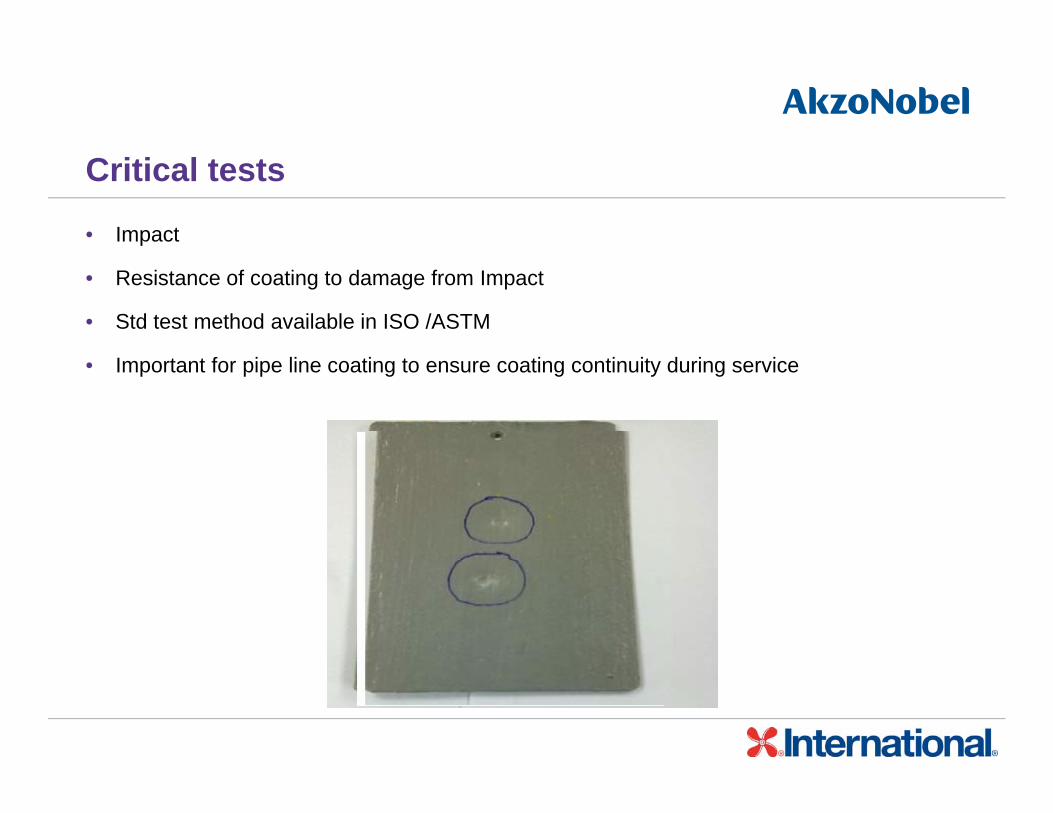
Critical tests
• Impact
• Resistance of coating to damage from Impact
• Std test method available in ISO /ASTM
• Important for pipe line coating to ensure coating continuity during service

Critical tests
• Abrasion Resistance
• To determine coating performance during exposure to abrasive environment
• Also to check suitability as internal coating for abrasive media like slurry
ASTM D 4060 i l h d• ASTM D 4060 -conventional method
• ASTM G6 – accelerated testing

Critical tests
• Chemical Resistance
• To check suitability of the coating during service condition with various chemicals
• Temperature of the environment to be considered
• External factors to be considered for external coating

Critical tests
• Roughness
• Measured through roughness profilometer
• Very much critical for gas pipelines
• Rz values >5
• LSA coating are having very smooth finish

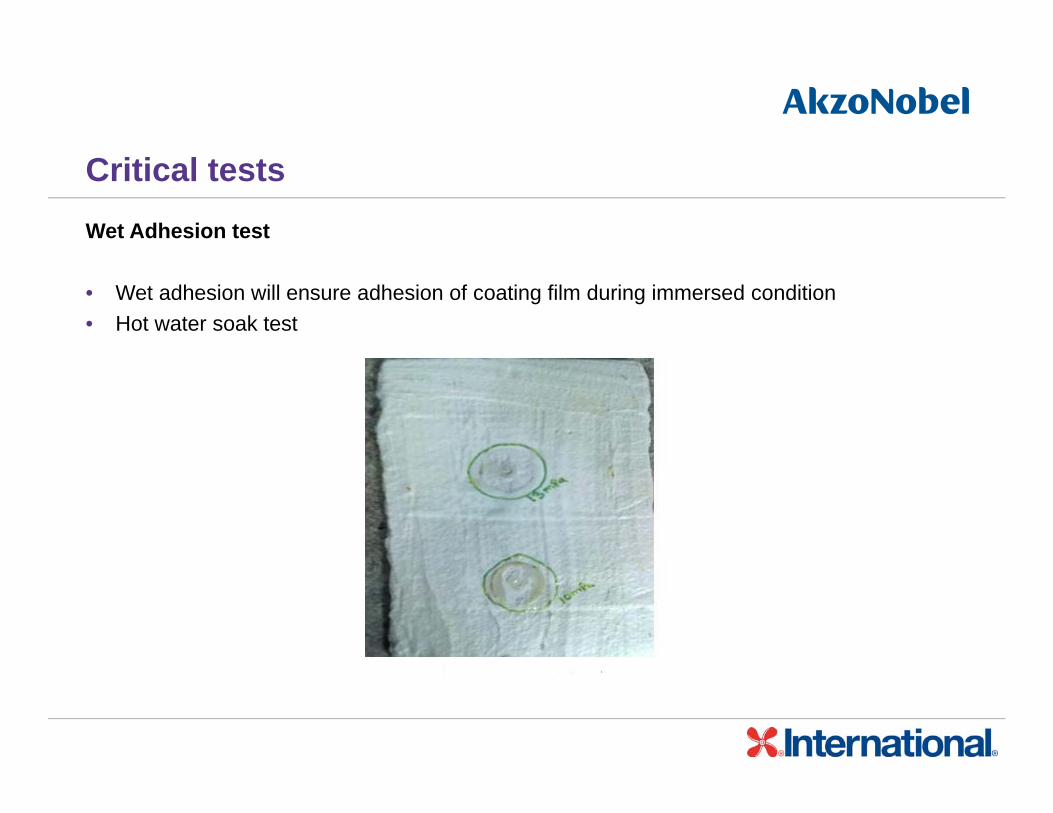
Critical tests Wet Adhesion test
Wet adhesion will ensure adhesion of coating film during immersed conditionHot water soak test
Critical tests Wet Adhesion test
• Wet adhesion will ensure adhesion of coating film during immersed condition• Hot water soak test

Critical tests Cathodic disbondment test
• Cathodic protection is a technique to prevent corrosion of metal – second line of defence
along with coating
• Can be detrimental to coating –cathodic disbondingg g
• Testing should be carried at Max. temp.coating is recommended
• ASTM G8 /ASTM G 95

Pipe Line coating application process • Coating must be application friendly
Major Iss es d e to application problem• Major Issues due to application problem
• Poor adhesion on one side of the longitudinal seam weld.
• Caused by inadequate surface preparation
• Pinholes or roughening of the coating.
• Craters/blistering of the coating.
• Foaming g
• Strain lines/cracks in the coating.
• Poor adhesion at the cutback.
L d tti i d• Leopard spotting in ground
• Improper curing
• Sagging
• Roughness
Pipe Line coating – Fit for purpose The key elements in ensuring that the coating on new pipeline is 'fit for purpose’ include:include:
• Specifications and qualification
Pi l• Pipe supply
• Coating plant and inspection
• Control of coating application g pp
• Control of site operations

Epoxy Based coatingEpoxy – Normal Tanklining Network
Epoxy Phenolic
Epoxy Novolac
– Higher performance Network
– Tightly Cross linked Networkp y Tightly Cross linked Network

Cross Link Density vs Nomenclature
• Cross link density is not solely affected by choice of epoxy
• A low functional amine with an Epoxy Novolac may give an open network as per an
normal epoxy
A hi h f ti l i ith l i ti ht t k• A high functional amine with a normal epoxy may give a tight network
• Products should be selected on performance not nomenclature

Cross Link Density (Simplified)
H O H O H OH2O H2O H2O
Normal Tanklining Networke.g. EC125LV
Higher PerformanceTanklining Networke.g. EC 376-F-30
Tightly CrosslinkedTanklining Networke.g. EC 405HT
Free Volume in cross link
Network
Cross link networks are not this idealisedThere will always be some gaps in the network to allow permeabilityThe tighter the cross linking the smaller and fewer these larger gaps will be.gaps will be.

Cross Link Density (Simplified)At ambient temperature the cross linking is sufficient to prevent permeation of water through all the filmsthrough all the films
H2OH2OH2O
Free Volume in Network
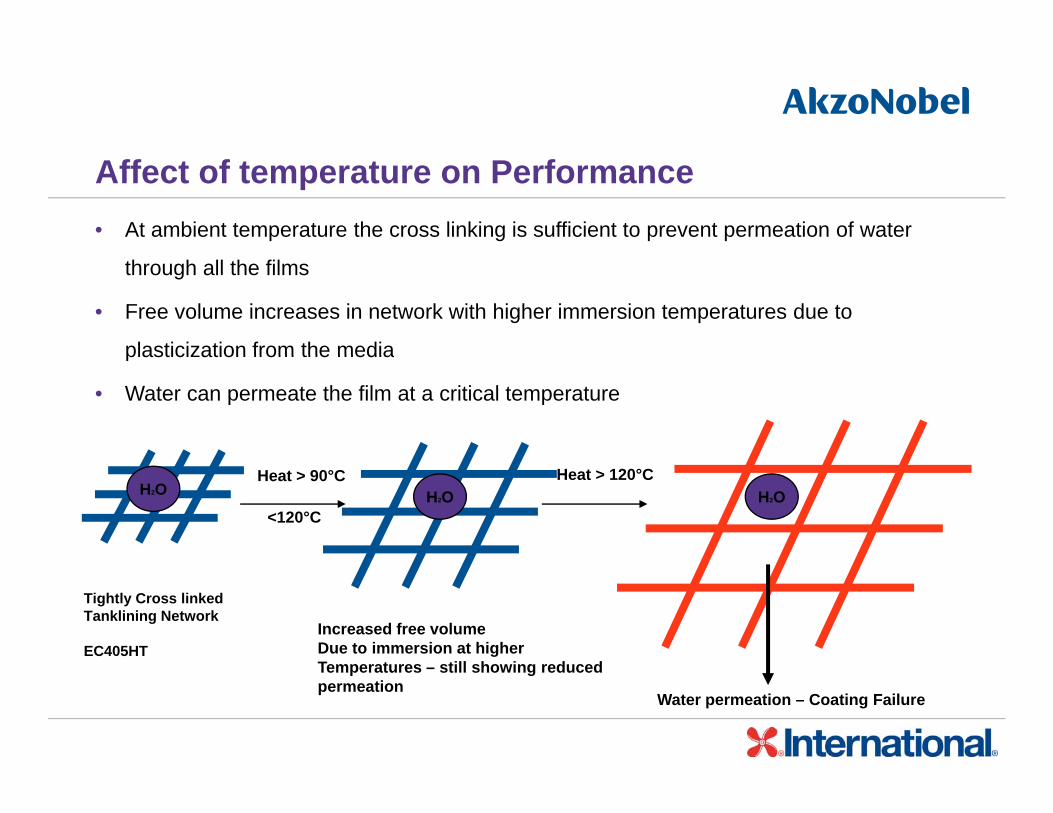
Affect of temperature on Performance• At ambient temperature the cross linking is sufficient to prevent permeation of water
through all the films
• Free volume increases in network with higher immersion temperatures due to
plasticization from the mediaplasticization from the media
• Water can permeate the film at a critical temperature
H2OHeat > 90°C Heat > 120°C
<120°CH2OH2O
Tightly Cross linkedTanklining Network
EC405HTIncreased free volumeDue to immersion at higherT t till h i d d
Water permeation – Coating Failure
Temperatures – still showing reduced permeation

Nomenclature vs PerformanceThe Cross Link Density is related to the type of Epoxy used:
N l E• Normal Epoxy
• Epoxy Phenolic
• Epoxy NovolacEpoxy Novolac
This determines the permeability and temperature resistance
Specific solvent and chemical resistance is determined by the choice of amine
hardener
• Solvent Resistance
• Acid Resistance
• Alkali resistance
A Novolac lining for Ethanol will not necessarily resist Sulphuric AcidA Novolac lining for Ethanol will not necessarily resist Sulphuric Acid

Hardeners for pipe linings• Polyamide - Mainly used for normal application condition for external dry service condition.
C l li h ti i B tt h i l i t d li k d it• Cylcoaliphatic amines – Better chemical resistance and more cross link density
• Aromatic amine - Better resistance properties including heat however banned due to stewardship
issue
• Aliphatic amine - Better chemical resistance however mainly used as adduct.
• Amido amine – Primarily for better chemical resistance and surface tolerant property.
• Mannich based amines – Mainly suitable for curing in damp condition and fast cure at low temperature.
• Phenalkamine – Widely being accepted for better corrosion and chemical resistance as compared to
polyamide based coating.
• Mercaptan – Fast cure reaction with epoxy Stewardship issueMercaptan Fast cure reaction with epoxy. Stewardship issue
• Polycylamine - New Technology .Multi functional, higher cross link density, improved chemical
resistance

Polycyclamine Cured Lining Technology y y g gy- Introduction
• Traditionally tank linings are defined by their generic resins, but it is also important to
consider the curative.
• Polycyclamine Cured Linings are amine cured epoxy linings, which use polycyclamine
curing agents to produce high performance characteristicscuring agents to produce high performance characteristics.
• Utilising multi-functional polycyclamines with reactive sites directly compatible with those
on epoxy novolacs leads to increased cross linking of the lining.
• Increased cross-linking in these linings creates reduced free volume and lower
permeation rates than linings cured with traditionally used amines curatives.
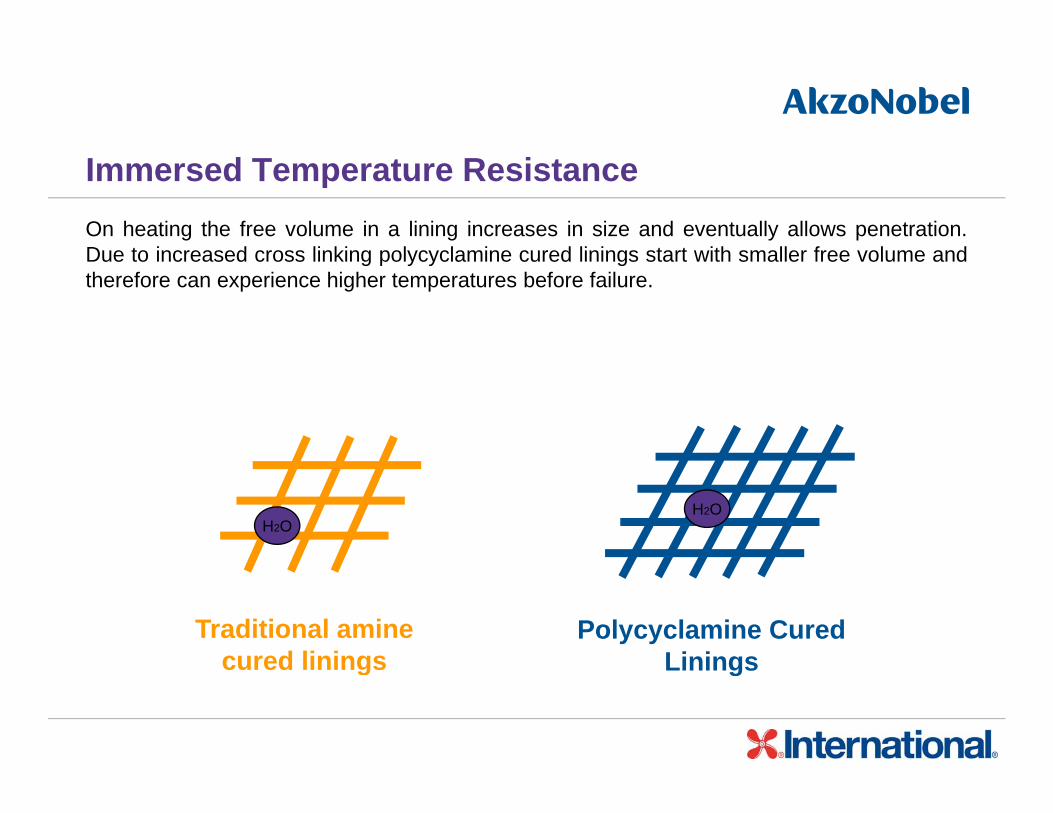
Immersed Temperature ResistanceOn heating the free volume in a lining increases in size and eventually allows penetration.Due to increased cross linking polycyclamine cured linings start with smaller free volume andDue to increased cross linking polycyclamine cured linings start with smaller free volume andtherefore can experience higher temperatures before failure.
H2OH2O
Polycyclamine Cured Linings
Traditional amine cured linings Liningscured linings

Polycyclamine Cured Lining Technology• Superior chemical immersion resistance to a wide range of chemicals (including acids,
solvents and hydrocarbons).
• High temperature immersion service (120°C).
• Thick film systems for excellent long term barrier resistance• Thick film systems for excellent long-term barrier resistance
• Ultra high solids technology, low to zero VOC’s
Built on Technical Excellence
Quick Return to Service (RTS)
• Polycyclamine technology offers products with the quickest Return To Service times in
their class.
• The return to full immersion service time is usually next day (as short as 8 hours,
typically 12 to 14 hours) and so reduces shutdown times by days in comparison withtypically 12 to 14 hours) and so reduces shutdown times by days in comparison with
standard lining technology.
• An owner in Europe estimated that the shutdown of a Ø78m crude oil storage tank
costs €40,000 / day.

P ibl UPossible Uses
Possible End-UsePossible End Use
Buried Pipeline Field Joint Material
NSF 61 / Potable water up to 82 °C ( or even higher)
Refined Petrochemicals for UST
Linings for concrete application
Refined Petrochemicals and Crude to 90°CRefurbishment Scheme conforming to API 652/653
Refined Petrochemicals and Crude to 120°CLining for concrete applicationsLining for concrete applications
Lining with inorganic acid resistance
Buried pipelines for high temperature resistance
Good resistance to food and drinksGood resistance to food and drinks

Application Example – Buried Pipeline
• The quick cure of the coating allows quick back filling of the pipe and also reduces theThe quick cure of the coating allows quick back filling of the pipe and also reduces the
good weather window required to apply the coating.
• This saved the customer money and allowed quick completion of the job.

Summary
• Selection of coating is very much critical and should be tested as per international
specification and test standards
• Application process must be standardised to avoid coating issues due to application
C ti t b t t d t ifi li f fit f t t• Coating must be tested at specific line for fit for purpose test
• Epoxy –amine binder system is still is being widely used as pipe line coating for both
external and internal surface
• Development in amine technology to improve chemical resistance
• Recent new development -Polyclamine technology

Thank You
Recommended

















