
i
PROJETO E SIMULAÇÃO DA USINAGEM DE CORPOS DE
PROVA PARA ENSAIO DE TRAÇÃO DE TECIDO ÓSSEO BOVINO
Tainá Wandelli Joaquim
Projeto de Graduação apresentado ao
Curso de Engenharia Mecânica da Escola
Politécnica, Universidade Federal do Rio de
Janeiro, como parte dos requisitos
necessários à obtenção do título de
Engenheiro.
Orientadora: Prof. Anna Carla Monteiro de
Araújo
Coorientadora: Dra. Cristiane Evelise
Ribeiro da Silva
Rio De Janeiro
Agosto de 2019

i
Universidade federal do rio de janeiro
Departamento de Engenharia mecânica
DEM/POLI/UFRJ
PROJETO E SIMULAÇÃO DA USINAGEM DE CORPOS DE
PROVA PARA ENSAIO DE TRAÇÃO DE TECIDO ÓSSEO BOVINO
Tainá Wandelli Joaquim
PROJETO DE GRADUAÇÃO APRESENTADO AO CURSO DE ENGENHARIA
MECÂNICA DA ESCOLA POLITÉCNICA, UNIVERSIDADE FEDERAL DO RIO DE
JANEIRO, COMO PARTE DOS REQUISITOS NECESSÁRIOS À OBTENÇÃO DO
TÍTULO DE ENGENHEIRO.
Examinado por:
________________________________________
Prof. Anna Carla Monteiro de Araújo (Orientadora), Ph.D.
____________________________________________
Dra. Cristiane Evelise Ribeiro da Silva (Coorientadora), D.Sc.
____________________________________________
Prof. Fernando Pereira Duda, D.Sc.
____________________________________________
Prof.Rossana Mara da Silva Moreira Thiré, D.Sc.
____________________________________________
Eng. Guido Rezende de Alencastro Graça
RIO DE JANEIRO, RJ - BRASIL AGOSTO DE 2019

i
Joaquim, Tainá Wandelli
Projeto e Simulação da Usinagem de Corpos de Prova para
Ensaio de Tração do Tecido Ósseo Bovino/Tainá Wandelli
Joaquim. – Rio de Janeiro: UFRJ/ESCOLA POLITÉCNICA, 2019.
XI, 55 p.: il.; 29,7 cm
Orientadora: Prof. Anna Carla Monteiro de Araújo
Projeto de Graduação – UFRJ/ Escola Politécnica/ Curso de
Engenharia Mecânica, 2019.
Referências Bibliográficas: p. 53-54.
1. Fresamento 2. Simulação de Usinagem. I. Monteiro de Araújo,
Anna Carla II. Universidade Federal do Rio de Janeiro, Escola
Politécnica, Curso de Engenharia Mecânica. III. Projeto e
Simulação da Usinagem de Corpos de Prova para Ensaio de
Tração do Tecido Ósseo Bovino.

ii
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheira Mecânica.
PROJETO E SIMULAÇÃO DA USINAGEM DE CORPOS DE PROVA PARA ENSAIO
DE TRAÇÃO DE TECIDO ÓSSEO BOVINO
Tainá Wandelli Joaquim
Agosto/2019
Orientadora: Anna Carla Monteiro
Coorientadora : Cristiane Evelise Ribeiro da Silva
Curso: Engenharia Mecânica
Resumo:
Com o aumento da expectativa de vida da população mundial,doenças que são mais
comuns em idosos, como a osteoporose, têm tido crescente número de casos de
incidência. A osteoporose é caracterizada pela diminuição da massa óssea. Uma das
alternativas para a obtenção do diagnóstico da doença é o ultrassom quantitativo, que
pode ter seu resultado validado por ensaios de tração em amostras de tecido ósseo. O
ensaio de tração permite avaliar a resistência mecânica e a fratura e comparar tais
parâmetros entre tecidos ósseos saudáveis e com osteoporose. Para que o ensaio de
tração obtenha resultados válidos e possibilite uma comparação entre os materiais é
necessário que a geometria dos copos de provas seja padronizada e definida por
normas técnicas. Desta maneira é necessário que o processo de usinagem da amostra
de tecido ósseo realizada para a obtenção do corpo de prova seja o mesmo e
padronizado para todas as amostras. Os parâmetros, bem como as etapas de usinagem
foram definidos experimentalmente durante alguns ensaios preliminares numa máquina
de apenas três eixos. Foram projetados quatro dispositivos de fixação e após uma
avaliação fabricou-se o mais adequado. Foi realizada a simulação da usinagem para
obtenção do corpo de prova para uma máquina com quatro eixos e foram avaliadas três
condições diferentes através da simulação. Como resultado gerou-se um Código G de
usinagem para uma máquina de quatro eixos adequado para amostras de tecido ósseo
de diferentes geometrias e dimenões.
Palavras-chave: Usinagem, Fresamento, Dispositivos de fixação, Ensaio de tração,
Simulação.

iii
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of the
requirements for the degree of Engineer.
DESIGN AND SIMULATION OF SPECIMEN MACHINING FOR TENSILE TESTING
OF BOVINE BONE TISSUE
Tainá Wandelli Joaquim
August/2019
Advisor: Anna carla Monteiro
Coadvisor : Cristiane Ribeiro
Course: Mechanical Engineering
Abstract:
With the increase in life expectancy of the world population, diseases that are more
common in the elderly, such as osteoporosis, have increased in incidence. Osteoporosis
is characterized by decreased bone mass. One of the alternatives to obtain the diagnosis
of the disease is quantitative ultrassound, which can be validated by tensile tests on bone
tissue samples. The tensile test allows to evaluate the mechanical strength and fracture
and to compare these parameters between healthy bone tissues and osteoporosis. For
the tensile test obtain valid results and to allow a comparison between materials, the
geometry of the sample proof bodies must be standardized and defined by technical
standards. Therefore, the bone tissue sample machining process performed to obtain
the sample must be the same and standardized for all samples. The parameters as well
as the machining steps were experimentally adjusted during some preliminary testing on
a three axis machine. Four clamping devices were designed and after evaluation, the
most efficient was manufactured. The machining simulation was performed to obtain the
sample for a four axis machine and three different conditions were evaluated through the
simulation. As a result, a machining G code was generated for a four-axis machine
suitable for bone tissue samples of different geometries and dimensions.
Keywords: Machining, Milling, Clamping devices, Tensile test, Simulation.

iv
Agradecimentos
À Deus e ao Universo por me permitirem estudar em uma das melhores
universidades do país e sempre me darem forças para seguir mesmo com todas as
dificuldades.
Ao meu pai, Sidnei Joaquim, por todo apoio e colaboração ao longo do projeto.
Por me ceder sua máquina para realização dos ensaios e não medir esforços para me
ajudar com todas as dúvidas e dificuldades.
À professora Anna Carla Monteiro pela proposta de um tema tão atual e
importante, pela orientação deste trabalho e pelo apoio, amizade, incentivo e
ensinamentos.
À equpe do INT por ceder as amostras dos ossos e me permitir integrar este
projeto.
À Doutora Cristiane Ribeiro por coorientar este trabalho e pelo apoio em todas
as etapas.
Ao Engenheiro Guido Graça por todo apoio e disponibilidade com as dúvidas
que apareceram ao longo do projeto.
Aos meus pais Sidnei Joaquim e Eloiza Wandelli, pelo amor incondicional, apoio
e incentivo ao longo de toda minha vida e, sobretudo todo esforço para que eu tivesse
a melhor formação acadêmica possível.
À minha irmã Larissa Wandelli por todo amor e apoio durante todos os
momentos, inclusive os mais difícieis.
Aos professores de Engenharia mecância da UFRJ por todos ensinamentos ao
longo do curso.
Aos meus amigos da faculdade, Bruna Wanke, Rodrigo Cardoso, Evelyn Soares
e Erick Costa por todo apoio e incentivo perante as dificuldades do curso.
Aos meus familiares e amigos que sempre me incentivaram e apoiaram.
Ao meu chefe do estágio Victor Hugo Pereira por toda paciência e incentivo para
que este projeto fosse finalizado.
A todos aqueles que colaboraram para execução deste trabalho de alguma
maneira.

v
Índice
Índice de figuras............................................................................................................VII
Índice de tabelas.............................................................................................................X
Lista de símbolos...........................................................................................................XI
1. Introdução.............................................................................................................1
2. Revisão Bibliográfica............................................................................................5 2.1 - Material de estudo: Tecido ósseo.................................................................5
2.1.1 Anatomia e fisiologia.......................................................................5
2.1.2 Morfologia do tecido ósseo..............................................................6
2.2 Mecânica da fratura do tecido ósseo..............................................................8
2.3 Usinagem......................................................................................................10
2.3.1 Usinagem de tecidos ósseos.........................................................12
3. Materias e métodos............................................................................................16
3.1 Preparação das amostras.............................................................................16
3.2 Usinagem preliminar....................................................................................17
3.2.1 Metodologia da usinagem preliminar................................................20
3.2.2 Ferramentas e parâmetros de usinagem..........................................21
3.2.3 Teste 1 – CP tipo V...........................................................................23
3.2.4 Teste 2 – CP tipo IV..........................................................................27
3.2.4.1.1 Dispositivos de fixação....................................................27
3.2.5 Teste 3 – Faceamento de um dos lados...........................................33
3.2.5.1.1 – Dispositivo de fixação do teste 3..................................29
3.3 Resultados obtidos através dos testes realizados........................................35
4. Simulação da usinagem numa máquina-ferramenta com quatro eixos..............37 4.1 Geometria simplificada dos ossos................................................................38
4.2 Simulação da usinagem no Fusion 360.......................................................40
4.3 Geração do código G...................................................................................47

vi
4.4 Validação do código G..................................................................................48
5. Conclusões.........................................................................................................51
6. Referências bibliográficas...................................................................................53
7. Sugestões de trabalhos futuros..........................................................................55
Apêndice 1..................................................................................................................a
Apêndice 2...................................................................................................................j

vii
Índice de figuras
Figura 1.1 - Diagnóstico de osteopenia e osteoporose. Adaptado de KANIS, (2002)..............................................................................................................................2
Figura 2.1 - Representação esquemática das partes de um osso longo
(JUDAS,2012).................................................................................................................6
Figura 2.2 - Diferenças estruturais do osso compacto e do esponjoso (COWIN.2001).................................................................................................................7
Figura 2.3 - a) fresamento horizontal, b) fresamento vertical (DINIZ, 2008)................10
Figura 2.4 - fresa cilíndrica de topo ( Catálogo MITSUBSHI MATERIALS C008Z 2018 2019).............................................................................................................................11
Figura 3.1 - Amostras provenientes do fêmur X. a) comparativo com o fêmur inicial b) quatro vistas das amostras resultantes.........................................................................17
Figura 3.2 - Dimensões dos tipos de corpos de prova para tração descritos na morma D683..............................................................................................................................18
Figura 3.3 - Geometria do Corpo de prova tipo V.........................................................19
Figura 3.4 - Geometria do Corpo de prova tipo IV........................................................19
Figura 3.5 - Máquina usada na usinagem preliminar....................................................20
Figura 3.6 - Geometria da ferramenta de corte usada na usinagem preliminar............21
Figura 3.7 –Interface do programa SheetCam..............................................................22
Figura 3.8 - Interface do programa Mach3....................................................................23
Figura 3.9 - Imagem do osso usado no teste 1 preso na morsa para poder facear um dos lados.......................................................................................................................23
Figura 3.10 – Imagem do osso usado no teste 1 preso na morsa para poder facear um dos lados.......................................................................................................................24
Figura 3.11 - Imagens da realização do teste um que obteve o CP tipo V...................24
Figura 3.12- Imagem do CP tipo V após a realização da usinagem ainda preso por fita dupla face à placa de alumínio......................................................................................25
Figura 3.13 - Temperatura medida antes do inicio da usinagem. Osso a temperatura ambiente........................................................................................................................25
Figura 3.14- Temperatura medida durante a usinagem após retirada de 2mm de material com rotação de 16800 rpm e profundidade de corte de 0,3 mm....................26
Figura 3.15- Temperatura medida após a usinagem de 0.6 mm de material com rotação de 12000 rpm e profundidade de corte de 0.3 mm..........................................26
Figura 3.16 - Desenho em 3D do Dispostivo em que o osso é preso pelas laterais curvas............................................................................................................................27

viii
Figura 3.17 - Desenho em 3D da montagem do dispostivo em que o osso é preso pelas laterais curvas e do osso antes de ser usinado...................................................28
Figura 3.18 - Desenho em 2 D do Dispostivo em que o osso é preso pelas laterais curvas e suas respectivas dimensões...........................................................................28
Figura 3.19 - Desenho em 3D da montagem do dispostivo em que o osso é preso pressionado pelas laterais planas e paralelas...............................................................29
Figura 3.20 - Desenho em 3D das peças que compõem o dispostivo em que o osso é preso pressionado pelas laterais planas e paralelas.....................................................30
Figura 3.21 - Geometria do dispositivo de fixação pressionado por parafusos lateralmente...................................................................................................................31
Figura 3.22- Desenho da montagem do osso e do dispositivo de fixação pressionado por parafusos lateralmente............................................................................................32
Figura 3.23 - Osso preso ao dispositivo........................................................................32
Figura 3.24- Usinagem realizada com o dispositivo preso por uma morsa...................33
Figura 3.25 - Desenho da montagem do osso e do dispositivo de fixação usado no teste 3............................................................................................................................34
Figura 3.26 - Desenho e dimensões do dispositivo de fixação usado no teste 3..........34
Figura 3.27 Corpo de prova tipo V obtido após a usinagem preliminar......................36
Figura 3.28 Corpo de prova tipo IV obtido após a usinagem preliminar......................36
Figura 3.29 - Corpos de prova tipo IV e tipo V obtidos após a usinagem preliminar....36
Figura 3.30 – fluxograma com a metdologia do projeto................................................36
Figura 4.1 – Foto da máquina mini fresadora CNC com quatro eixos..........................37
Figura 4.2– Retângulo representativo do corpo de prova tipo IV que a amostra deve conter para realizar a usinagem....................................................................................38
Figura 4.3 - Dimensões do arco de cilindro representativo da amostra........................39
Figura 4.4 – Cotas do osso usadas para a medição dos parâmetros...........................39
Figura 4.5 – Simulação da Face 1.................................................................................41
Figura 4.6 – Geometria obtida após a simulação da usinagem da Face1....................41
Figura 4.7 – Simulação da Face 2.................................................................................42
Figura 4.8 – Geometria obtida após a simulação da usinagem da Face 2...................42
Figura 4.9– Simulação da Slot 1...................................................................................43
Figura 4.10 - Geometria do corpo de prova tipo IV obtida após a simulação da usinagem
do slot 1........................................................................................................43
Figura 4.11 – Montagem da amostra de tecido ósseo no dispotivo de fixação.............43

ix
Figura 4.12 – Informações sobre o processo de simulação 2.......................................46
Figura 4.13 – Parte do Código G que realiza o faceamento da Face 1 referente aos três
processos de simulação.........................................................................................47
Figura 4.14 – Parte do Código G que rotaciona a peça no eixo A e realiza o faceamento
da Face 2 referente aos três processos de simulação..............................47
Figura 4.15 - Parte do Código que mostra a realização do contorno referente aos três
processos de simulação................................................................................................48
Figura 4.16 – Validação da trajetória da etapa de simulaçao Face 1 da usinagem obtida
no Basic Viewer..................................................................................................49
Figura 4.17 – Validação da trajetória da etapa de simulaçao Face 2 da usinagem obtida
no Basic Viewer..................................................................................................49
Figura 4.18 – Validação da trajetória da etapa de simulaçao Face 2 da usinagem obtida
no Basic Viewer..................................................................................................50

x
Ìndice de tabelas
Tabela 2.1 – Diferenças entre o tecido cortical e trabecular ( BENTO,2003).................7
Tabela 2.2 – Valores Típicos para as propriedades mecânicas do tecido cortical ósseo
bovino (COWIN,2001).....................................................................................................9
Tabela 2.3 – Diferenças entre os valores médios dos módulos de elaticidade do tecido
cortical ósseo humano e bovino....................................................................................10
Tabela 2.4 – Condições de corte usadas em SANDOVAL et al. (1996) e SOUZA
(2010)............................................................................................................................13
Tabela 3.1 – dimensões e tolerâncias dos corpos de prova.........................................18
Tabela 4.1 – Valores dos parâmetros dimensionais de algumas amostras..................40
Tabela 4.2 – Valores dos parâmetros de usinagem obtidos nos três processos de
simulação realizados.....................................................................................................45

xi
Lista de Símbolos
Ø – Ângulo de curvatura da amostra de tecido ósseo
𝐿0- Comprimento da amostra de tecido óssseo
𝑒0 – Espessura da amostra de tecido ósseo
𝑑0 – Diametro interno amostra de tecido ósseo
𝐷1- Diâmetro da fresa usada
𝑁 - Rotação da máquina-ferramenta
𝑓 - Avanço
𝑉𝑐 - Velocidade de corte
𝑉𝑓 -Velocidade de avanço
𝑎𝑝 - Profundidade de corte
1
1 Introdução
Atualmente com o aumento da expectativa de vida da população, doenças que
são mais comuns em idosos, como a osteoporose, têm maior incidência. Um estudo
divulgado pela Fundação Internacional de Osteoporose (IOF, siga em inglês), aponta
que o aumento da longevidade da população terá como consequência o crescimento na
incidência de fraturas em idosos, estimando que o número de brasileiros com
osteoporose deve crescer 32% até 2050 (COOPER, 1992).
A osteoporose é uma doença osteometabólica caracterizada por diminuição da
massa óssea e deterioração da microarquitetura do tecido ósseo com consequente
aumento da fragilidade óssea e da susceptibilidade a fraturas. É uma doença associada
ao envelhecimento, uma vez que com o passar dos anos o organismo perde
progressivamente a sua capacidade em metabolizar e absorver o cálcio. As
complicações clínicas da osteoporose incluem não só fraturas, mas também dor crônica,
depressão, deformidade, perda da independência e aumento da mortalidade
(KANIS,2002).
O critério global mais aceito como diagnóstico da doença da osteoporose é o da
Organização Mundial da Saúde (OMS), que define a osteoporose como uma condição
em que a densidade mineral óssea é igual ou inferior a 2,5 vezes o desvio padrão do
pico de massa óssea encontrada no adulto jovem. Assim, essa distância percentual, é
conhecida como T-score, e deve ser usada para definir a doença. O T-score inicia do
número zero (que representa a média) e pode assumir números negativos ou positivos
- quanto mais negativo é o número, mais longe sua massa óssea está do ideal.
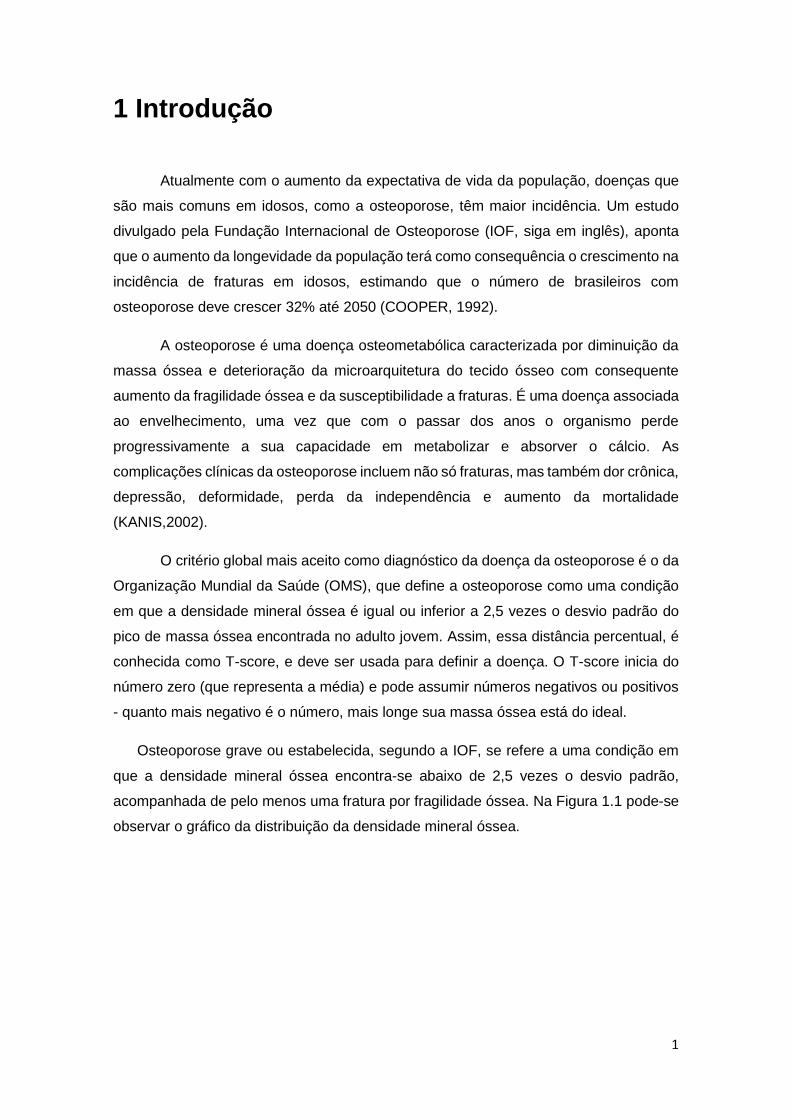
Osteoporose grave ou estabelecida, segundo a IOF, se refere a uma condição em
que a densidade mineral óssea encontra-se abaixo de 2,5 vezes o desvio padrão,
acompanhada de pelo menos uma fratura por fragilidade óssea. Na Figura 1.1 pode-se
observar o gráfico da distribuição da densidade mineral óssea.

2
Figura 1.1 - Diagnóstico de osteopenia e osteoporose. Adaptado de KANIS, (2002)
A definição clínica baseia-se tanto na evidência de fratura como na medida da
densidade mineral óssea, por meio de densitometria óssea (DMO), expressa em gramas
por centímetro quadrado. Este é o método mais utilizado para avaliar a densidade
mineral dos ossos e utiliza a técnica de DXA (Dual-Energy X-ray Absorptiometry)
(SALES,2010).
O DXA mede a quantidade mineral óssea em massa em uma projeção de raios-
x e divide pela área da projeção. A densidade mineral óssea resultante deste ensaio é
uma densidade superfícial e não volumétrica. Por isso, o tamanho do osso influencia, já
que a relação área-volume é não linear. As regiões mais utilizadas para o ensaio são a
bacia, o pulso e a região do fêmur. (KANIS, 2002). Esta técnica possui precisão acima
de 90%, porém é cara e não é amplamente disponível para a população, motivando
estudos de soluções alternativas, como por exemplo o ultrassom quantitativo (QUS, em
inglês).
O QUS é uma alternativa para medir a desmineralização óssea, de baixo custo,
fácil manuseio do equipamento, sem exposição à radiação ionizante, não invasivo e
portátil. O principal campo clínico de aplicação é a predição do risco de fratura para
osteroporose, embora muitas outras condições patológicas ósseas possam se
beneficiar das medições ultrassônicas. A validação clínica para previsão do risco de
fratura e a aceitação entre os médicos não é, no entanto, idêntica para todos os
dispositivos. Desta forma, é importante validar está metodologia, para que seja mais
amplamente aceita e difundidada clinicamente. A perda de minerais que ocorre durante
a descalcificação modifica a resistência mecânica e a fratura do tecido ósseo. O QUS,
diferente do DXA, não só mede a quantidade mineral óssea, mas sim a qualidade
mineral óssea. Que é um sinergismo entre a quantidade mineral óssea, as propriedaes
mecânicas e geometria do tecido ósseo. Desta maneira o QUS é capaz de detectar

3
mudanças nas propriedades mecânicas do tecido ósseo. Assim uma das formas de
validar a metodologia é através da correlação dos parâmetros obtidos pelo ultrassom
quantitativo, como retroespalhamento, e dos parâmetros obtidos em ensaios de tração.
O ensaio de tração consiste em submeter um corpo de prova de geometria
definida a um esforço crescente na direção axial do corpo de prova, levando-o a se
romper. Para que o mesmo obtenha resultados válidos e possibilite uma comparação
entre os materiais é necessário que a geometria dos copos de provas seja padronizada
e definida por normas técnicas. Desta maneira é um grande desafio a obtenção de
corpos de provas a partir de tecidos ósseos, uma vez que, os tecidos ósseos têm
geometria não homogênea.
A usinagem de tecidos ósseos é um tema bastante abordado, em especial para
aplicações na área odontologica. Atualmente implantes dentários a partir tecidos ósseos
corticais bovinos têm-se mostrado uma excelente opção, pois tal material é capaz de se
integrar ao osso receptor e posteriormente é absorvido pelo organismo. Desta maneira
existe uma vasta literatura disponível acerca das operações de usinagem necessárias
para obtenção de implantes, como furação e rosqueamento. A partir deste material
pode-se concluir que o tecido ósseo bovino tem uma boa usinabilidade, assim
aumentado a motivação para realização deste trabalho.
O presente trabalho objetivou realizar um procedimento técnico para fabricação
de corpos de prova para ensaio de tração a partir de tecidos ósseos bovinos, em um
centro de usinagem CNC, utilizando-se como ferramenta uma fresa. Tal trabalho visou
contribuir com estudos médicos relacionados a osteoporore pois está inserido no projeto
Projeto Interdisciplinar para Estudo da Desmineralização Óssea - PIPEDO, coordenado
pelo Instituto Nacional de Metrologia, Qualidade e Tecnologia (INMETRO) e o Instituto
Nacional de Tecnologia (INT). Este projeto faz parte do programa “Pesquisa em
Doenças do Envelhecimento no Estado do RJ — 2016” contemplado pelo edital da
Fundação de Amparo à Pesquisa do Estado do Rio de Janeiro - FAPERJ 19/2016.
Os laboratórios participantes do PIPEDO são: Laboratório de Caracterização de
Propriedades Mecânicas e Microestruturais (INT); Laboratório de Tecnologia de Pós
(LTP); Laboratório de Ultrassom (INMETRO); Laboratório de Processamento Digital de
Imagens (PUC-RIO); Laboratório de Nano e Microfluídica e Microssistemas (LabMEMS
- COPPE-UFRJ);
Os objetivos específicos do trabalho são:

4
Estudar as características do corpo de prova bem como as dimensões
necessárias para realizar ensaios mecânicos;
Definir os valores dos parâmetros e métodos de usinagem, de modo que sejam
adequados para o processo de obtenção do corpo de prova a partir de tecidos
ósseos bovinos de diferentes dimensões;
Realizar testes preliminares com um corpo de prova para verificar se os
parâmetros são adequados em relação à influência da velocidade de corte na
temperatura em que o osso é obtido durante a usinagem;
Fabricar um dispositivo de fixação que seja adequado para tecidos ósseos de
diferente geometrias serem usinados numa máquina com quatro eixos
Simular o processo de usinagem para a obtenção de corpos de prova e a partir
disso gerar um Código G adequado para diferentes amostras de tecido ósseo
bovino.
Este trabalho está estruturado em cinco capítulos, de modo que: O segundo
capítulo se destina à revisão bibliográfica, onde são reportados artigos encontrados na
literatura sobre usinagem de ossos, também são revisados fundamentos teóricos, como
morfologia óssea e sua relação com a osteoporose e sobre processos de usinagem.
No terceiro capítulo há a descrição do processo de obtenção e desmineralização
das amostras bovinas, a apresentação da metodologia experimental da usinagem
preliminar para obtenção dos corpos de prova, o projeto e fabricação do dispositivo de
fixação e os resultados obtidos.
No quarto capítulo é apresentada a simulação computacional da usinagem na
máquina CNC com o quarto eixo e os resultados obtidos.
No quinto capítulo estão apresentadas as conclusões.

5
2 Revisão Bibliográfica
Este capítulo tem como objetivo apresentar os artigos encontrados na literatura
sobre usinagem de tecidos ósseos corticais, conceitos fundamentais sobre morfologia
óssea e sua relação com a osteoporose e informações acerca de processo de usinagem
realizado no presente trabalho.
2.1 Material de estudo: Tecido ósseo
O material usado neste trabalho consiste em uma porção de tecido cortical ósseo
retirada da região da média diáfase do fêmur bovino. A escolha deste material está no
fato do mesmo ter propriedades mecânicas similares as do tecido ósseo humano. Deste
modo apresenta-se a anatomia, fisiologia e a morfologia do tecido ósseo.
2.1.1 Anatomia e fisiologia
O tecido ósseo é uma forma do tecido conjuntivo, é constituído por células, fibras
e substância fundamental, além de seus componentes extracelulares apresentarem-se
calcificados, tornando-o um dos tecidos mais resistentes do corpo, por isso capacitado
às funções de suporte e proteção. Além destas funções, os ossos também proporcionam
apoio aos músculos esqueléticos, transformando suas contrações em movimentos úteis,
constituindo um sistema de alavancas que amplia as forças geradas na contração
muscular. O osso ainda desempenha uma importante função metabólica, como local de
armazenamento mobilizável de cálcio. Cada osso no esqueleto animal apresenta um
formato único. Devido à vários fatores como genética e as cargas mecânicas suportadas
pelos ossos. (JUDAS, 2012)
O esqueleto consiste em ossos tubulares e não tubulares. Os tubulares,
utilizados neste trabalho, são geralmente ossos longos (fêmur, tíbia, úmero). Um típico
osso longo adulto, como o apresentado na Figura 2.1, consiste de um eixo central
aproximadamente cilíndrico chamado diáfise e duas extremidades alargadas e
arredondadas chamadas epífeses. As regiões cônicas chamadas metáfises conectam
a diáfise com cada epífese. (JUDAS, 2012)
6
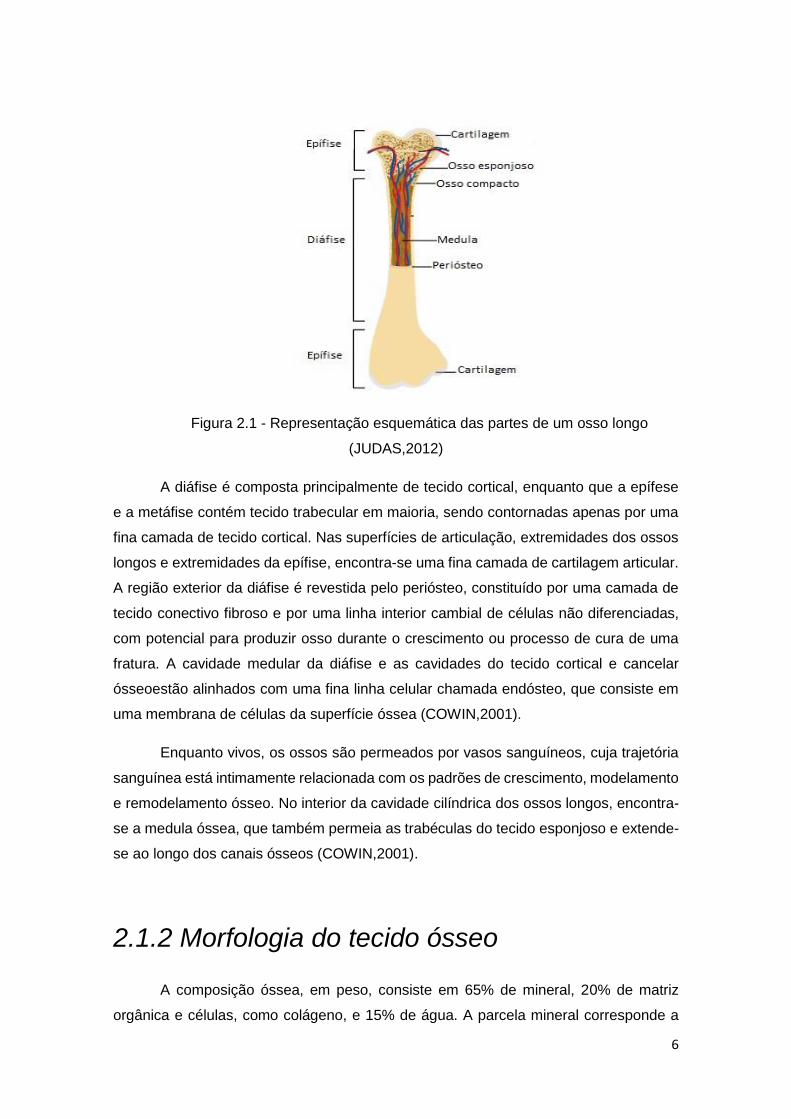
Figura 2.1 - Representação esquemática das partes de um osso longo
(JUDAS,2012)
A diáfise é composta principalmente de tecido cortical, enquanto que a epífese
e a metáfise contém tecido trabecular em maioria, sendo contornadas apenas por uma
fina camada de tecido cortical. Nas superfícies de articulação, extremidades dos ossos
longos e extremidades da epífise, encontra-se uma fina camada de cartilagem articular.
A região exterior da diáfise é revestida pelo periósteo, constituído por uma camada de
tecido conectivo fibroso e por uma linha interior cambial de células não diferenciadas,
com potencial para produzir osso durante o crescimento ou processo de cura de uma
fratura. A cavidade medular da diáfise e as cavidades do tecido cortical e cancelar
ósseoestão alinhados com uma fina linha celular chamada endósteo, que consiste em
uma membrana de células da superfície óssea (COWIN,2001).
Enquanto vivos, os ossos são permeados por vasos sanguíneos, cuja trajetória
sanguínea está intimamente relacionada com os padrões de crescimento, modelamento
e remodelamento ósseo. No interior da cavidade cilíndrica dos ossos longos, encontra-
se a medula óssea, que também permeia as trabéculas do tecido esponjoso e extende-
se ao longo dos canais ósseos (COWIN,2001).
2.1.2 Morfologia do tecido ósseo
A composição óssea, em peso, consiste em 65% de mineral, 20% de matriz
orgânica e células, como colágeno, e 15% de água. A parcela mineral corresponde a

7
pequenos cristais na forma de agulhas e em íntimo contato com a matriz orgânica. E é
principalmente fosfato de cálcio, que no osso maduro encontra-se sob a aparência de
cristais microscópicos de hidroxiapatita, com características de rigidez e fragilidade dos
minerais, mas da forma como está agregada ao colágeno, torna o osso suficientemente
resistente à compressão (COWIN, 2001).
Pode-se dividir o tecido ósseo em dois tipos: esponjoso (ou trabecular) e
compacto (ou cortical) (Figura 2.2). A diferença entre estas duas formas está associada
a sua porosidade e, consequentemente, à sua densidade. Na Tabela 2.1, estão
esquematizadas as principais diferenças entre os dois tipos de tecido (COWIN, 2001)
Figura 2.2 - Diferenças estruturais do osso compacto e do esponjoso (COWIN, 2001)
Tabela 2.1 – Diferenças entre o tecido cortical e trabecular ( BENTO,2003)
Características Cortical Trabecular
Massa do esqueleto 80% 20%
Superfície óssea 33% 67%
Superfície/volume (𝑚𝑚2/𝑚𝑚3)
2,5 20
Porosidade Baixa Alta
Renovação Lenta Rápida
Função Biomecânica, suporte e proteção.
Manutenção de mineral e suporte.
Aproximadamente 80% da massa total do esqueleto de um adulto humano é
cortical, o qual compõe uma parede externa de todos os ossos e é altamente
responsável pela função de suporte e proteção do esqueleto. Deste modo, os tecidos

8
corticais ósseos são os mais solicitados por esforços mecânicos e por esse motivo mais
importantes se tratando de osteoporose.
Neste trabalho, os experimentos foram realizados com tecidos corticais ósseos,
que consistem de uma densa massa sólida, sem quase nenhum espaço medular, com
apenas canais que são percorridospor nervos e vasos sanguíneos.
2.2 Propriedaes Mecânicas tecido ósseo
O tecido ósseo é um material de natureza biológica e como tal suas propriedades
físicas variam amplamente de amostra a amostra. O mesmo possui uma estrutura
fibrosa e, portanto pode ser classificado como material composto, sendo formado
basicamente por colágeno e um grupo de minerais. A associação das fases orgânica e
mineral confere ao tecido as características e propriedades dos materiais compostos,
formados à custa de uma matriz reforçada por fibras, com características de anisotropia,
particularmente úteis como estruturas de resistência a esforços que apresentam
direções preferenciais. Assim o material osseo pode ser caracterizado como
heterogêneo e anisotrópico. É um material de grande resistência mecânica e que
apresenta elasticidade e leveza (RHO, 1997).
Em geral o tecido cortical ósseo apresenta módulo de elasticidade anisotrópico
em diferentes direções anatômicas. A resistência e a rigidez do tecido ósseo são
maiores na direção onde as cargas normalmente são aplicadas. De modo que, o módulo
de elasticidade na direção longitudinal do osso longo é maior que na direção transversal
(KATZ, 1984).
Além da anisotropia o tecido ósseo é também viscoelástico, que é a propriedade
dos materiais que apresentam características tanto viscosas quanto elásticas quando
submetidos a deformação. Materiais viscosos resistem à taxa e a tensão de
cisalhamento linearmente com o tempo quando uma tensão é aplicada. Materiais
elásticos se deformam instantaneamente quando tracionados ou comprimidos e
retornam tão rapidamente ao seu estado original assim que o carregamento é removido
(HOLANDA,1999).
A estrutura óssea, devido à sua função de sustentação, está continuamente
sujeita a diversas condições de carregamento, as quais provocam a distribuição de
solicitações mecânicas em cada um dos membros estruturais envolvidos. A fratura
óssea pode ocorrer devido a uma sobrecarga mecânica. A forma da fratura depende

9
principalmento do tipo de carregamento, que pode ser tração, compressão, torção,
cisalhamento, flexão ou alguma combinação destes,sofrido pelo osso e da energia
liberada.
No tecido ósseo, o mecanismo de falha é observado mecanicamente como um
comportamento inelástico de tensões e deformações, devido a trincas e vazios, e como
comportamento com fluxo plástico e fluência, devido a processo de fluxo que não altera
a rigidez do material mas cria deformações irrecuperáveis após descarregamento. Em
qualquer tipo de carregamento, a tensão requerida para provocar a fratura e o modo de
propagação de trinca que conduz a esta, dependem de várias variáveis, como a taxa na
qual a carga é aplicada, intensidade e ciclos de carregamento, a orientação e
microestrutura da amostra de osso.(COWIN, 2001)
Na Tabela 2.2 são apresentados os valores médio de algumas das principais
propriedades do tecido cortical ósseo bovino, usado neste trabalho. Como pode-se
observar o tecido cortical ósseo tem maior resitência e rigidez na direção longitudinal.
Isso é explicado pelo tipo de carregamento ao qual tal tecido é submetido. Na Tabela
2.3 são apresentadas as diferenças entre os valores médios dos módulos de elaticidade
do tecido cortical ósseo humano e bovino. De modo que, pode-se observar que o osso
bovino tem módulo de elasticidade 25 % maior que o humano. Deve-se observar que
tais valores das Tabelas abaixo são variáveis, pois as propriedades mecânicas do tecido
ósseo dependem de vários fatores, como localização do osso, esforços os quais é
submetido e idade óssea. Deste modo tais valores têm somente objetivo de mostrar a
variação das propriedades entre as direções e entre tecidos ósseos humanos e bovinos.
Tabela 2.2 – Valores Típicos para as propriedades mecânicas do tecido cortical
ósseo bovino (COWIN,2001)
Módulo de elasticidade (GPa) Longitudinal 20,4 ± 0,1
Transversal 11,7 ± 0,1
Limite de elasticidade à tração (MPa) Longitudinal 141 ± 1
Transversal -
Limite de elasticidade à compressão
(MPa)
Longitudinal 196 ± 1
Transversal 150 ± 1
Tensão de ruptura (MPa) Longitudinal 156 ± 1
Transversal 50 ± 1
Módulo de cisalhamento (GPa) - 4,14 ± 0,1
Coeficiente de Poisson - 0,36 ± 0,1

10
Tabela 2.3 –Diferenças entre os valores médios dos módulos de elaticidade do tecido
cortical ósseo humano e bovino.
2.3 Usinagem
A usinagem é reconhecidamente o processo de fabricação mais popular do
mundo, é um processo de fabricação que modifica a forma de uma peça através da
remoção de material, chamado de cavaco. Dentre os vários processos de usinagem
existentes, como furação, torneamento e aplainamento, existe também, o fresamento.
Que é o foco do presente trabalho, este ocorre, quando a ferramenta, geralmente
multicortante, gira e se desloca em uma trajetória qualquer em relação à peça.
O processo de fresamento pode ser frontal (Figura 2.3 a), onde o eixo de rotação
é perpendicular à base da máquina-ferramenta ou tangencial (Figura 2.3 b),onde o eixo
de rotação da fresa é paralelo à base da máquina-ferramenta.
Figura 2.3 - a) fresamento horizontal, b) fresamento vertical (DINIZ, 2008)
Para a relização do fresamento podem ser usadas diversas fresas, cada uma
com um objetivo específico. Elas podem ser cilíndricas, que são subdivididas em topo,
facear e de disco, cônicas de perfil e esféricas. Tal divisão ocorre baseada na superfície
final obtida após um ciclo completo de rotação ser realizado. Nos ensaios experimentais
do presente trabalho foi utilizada uma fresa cilíndrica de topo (Figura 2.4).
Módulo de elasticidade (E) Osso Humano (GPa) Osso bovino ( GPa)
Longitudinal 17,4 ± 0,1 20,4 ± 0,1
Transversal 9,6 ± 0,1 11,7 ± 0,1
Flexão 14,8 ± 0,1 19,9 ± 0,1
Cisalhamento 3,51 ± 0,1 4,14 ± 0,1

11
Figura 2.4 - Fresa cilíndrica de topo (Catálogo MITSUBSHI MATERIALS C008Z 2018-
2019)
Os parâmetros básicos que descrevem o processo de usinagem são: velocidade
de corte (𝑉𝑐), avanço por dente (f) e profundidade de corte, (𝑎𝑝) que é a
profundidade que a aresta principal de corte, medida no plano perpendicular a
velocidade de corte - (mm).
A partir do diâmetro da fresa 𝐷1, pode-se calcular a rotação N (rpm):
𝑁 = 1000𝑉𝑐
𝜋 𝐷1(1)
A velocidade de avanço (𝑉𝑓) é a velocidade instantânea da ferramenta, segundo a
direção e sentido de avanço - (mm/mim). Ela é calculada conforme a equação (2) abaixo
e depende da velocidade de rotação e do avanço.
𝑉𝑓 = 𝑁 ∗ 𝑓 =𝑉𝑐∗ 𝑓
𝜋∗𝐷1(2)
2.3.1 Usinagem de tecidos ósseos

12
Devido às demandas da área odontológica há um vasto número de artigos sobre
furação e usinagem para obtenção de parafusos a partir de tecido cortical ósseo bovino,
porém é escassa a literatura sobre fresamento do mesmo.
Apesar de metal, como por exemplo titânio, ser o material mais utilizado
na usinagem de parafusos, a necessidade de se obter materiais alternativos para
implantes cirúrgicos deu origem à usinagem de tecidos ósseos. Normalmente, as peças
derivadas de tecidos ósseos bovinos são utilizadas na colocação de próteses ou em
enxertos de tecidos ósseos dentários. Um dos benefícios oferecidos com o uso de
parafusos de tecidos ósseos bovinos, por exemplo, é o favorecimento da cicatrização,
além de melhor compatibilidade biológica.
A seleção dos parâmetros de usinagem do presente trabalho se baseou em
trabalhos anteriores de obtenção de parafusos utilizando o tecido ósseo bovino.
Uma das referências utilizadas foi o experimento realizado por SANDOVAL et.al.
(1996). Foram confeccionados parafusos de 2 mm de diâmetro a partir do osso cortical
bovino. O processo de fabricação dos parafusos foi realizado em quatro etapas.
Primeiramente, elaborou-se uma cabeça hexagonal com 12 mm de comprimento e
distância entre faces de 4 mm. Na segunda etapa , torneu-se o perfil do parafuso em
uma máquina CNC. Em seguida, realizou-se o torneamento da rosca, usando água
como fluído de corte, assim, hidratando e lubrificando o material e facilitando sua
usinagem. Na última etapa, realizou-se um polimento da ponta do parafuso com uma
lixa fina para dar-lhe conicidade e cortou-se a cabeça hexagonal no comprimento
desejado. Na Tabela 2.4 temos as condições de corte empregadas.
Outro trabalho tomado como referência foi SOUZA (2010), o experimento
realizado consistia em produzir uma rosca em uma porção de tecido ósseo cortical
bovino, utilizando-se como técnica de rosqueamento, o fresamento de roscas com
ferramenta de múltipla aresta de cortes. Não foi utilizado fluído de corte e considerou-
se que não houve aquecimento excessivo. A fresa utilizada era de 10 mm de diâmetro
Os parâmetros de corte utilizados estão descritos na Tabela 2.4.
Tabela 2.4 – Condições de corte para o processo de furação usada em SANDOVAL et
al. (1996) e processo de rosquamento udada em SOUZA et al. (2010).

13
Condições de corte SANDOVAL et al.
(1996)
Velocidade de corte / Rotação
37,7 m/mim / 1200 Rpm
Profundidadede corte
0.05 mm por passe no desbaste e 0.01 mm por passe no rosqueamento
Velocidade de avanço 20 mm/mim
Fluído de corte Água
Condições de corte SOUZA et al. (2010).
Velocidade de corte / Rotação
7,54 m/mim / 240 Rpm
Profundidadede corte 7 mm Velocidade de avanço 16 mm/mim
Fluído de corte Sem fluído de corte
Uma outra referência para obtenção dos parâmetros de usinagem é o trabalho
de (GRAÇA, 2018). Neste trabalho, diferente dos anteriores, o processo de usinagem
realizado é o fresamento. Utilizou-se uma rotação de 16000 Rpm, avanço de 512
mm/min, uma profundidade de corte de 0.5 mm e água como fluído de corte. E para tal
foi utilizada uma fresa cilíndrica de diâmetro 3 mm.
Segundo o que Wang et al., I, 1995 constataram em seus experimentos sobre
furação em tecidos ósseos bovinos as ferramentas apropriadas eram as de Aço Rápido
“HSS”, pois o esforço de corte era muito pequeno, não exigindo ferramentas de alto
desempenho. Os dados de corte (avanço, rotação e velocidade de corte) podem ser
semelhantes aos utilizados para a usinagem de materiais compósitos e frágeis, tais
como os artificiais laminados ou de fibras, e os naturais como a madeira ou marfim. O
cavaco retirado durante a usinagem é curto e sai em forma de lascas. Além de não
haver aquecimento excessivo que pudesse danificar o material durante a usinagem,
assim não sendo necessário fluído de corte.
Wang et al., I, 1995 consideraram que a superficie final do osso após a usinagem
é considerada de primeira importância, de modo que as ferramentas selecionadas e o
regime de usinagem foram ajustados para obtenção de acabamento superficial
eintegridade geométrica adequados. Dado este fato, os tecidos ósseos deveriam ser
usinados sob condições de usinagem de acabamento: com apropriadas grandezas tanto
em profundidade de corte, avanço e velocidade de corte como na seleção das
ferramentas, em particular a geometria destas.
Como o tecido ósseo é um material que sofre grande influência das variações de
temperatura, uma preocupação levantada ao usinar ossos é a temperatura a qual o osso
pode ser submetido. Estudos revelam que temperaturas acima dos 47ºC provocam
osteonecrose térmica, que é a morte do tecido decivo a temperarura excessiva. De
14
modo que este processo pode agravar-se durante a usinagem, que é um processo que
aumenta a temperatura do material durante sua realização.
O calor gerado durante a furação é o resultado da fricção entre a superfície
cortante da broca em contato com o orifício e os fragmentos de osso formados durante
a furação (Abbage 1998; Carvalho et al. 2004). Assim, são vários os parâmetros de corte
envolvidos no processo de furação óssea que influenciam diretamente as temperaturas
geradas no local perfurado: a velocidade de rotação, a velocidade de avanço, a força de
corte, a profundidade do corte, o tipo de material e a geometria da broca, bem como o
tipo de tecido ósseo envolvido (Sezek et al. 2012; Lopes 1977).
Em processos de furação de tecido ósseo, os efeitos da geração de calor são,
habitualmente, bastante severos, uma vez que a ferramenta de corte encontra-se
inserida numa área restrita e permanece em contacto constante com as aparas. No
fresamento o aumento de temperatura durante a operação é um pouco menor que na
furação, porém ainda se faz necessário, de modo a assegurar a integridade do tecido
ósseo.
Existem diversos estudos encontrados na literatura envolvendo a determinação
da temperatura no tecido ósseo, resultante do processo de furação. A maioria desses
estudos baseiam-se em estudos experimentais com diferentes metodologias. Em geral,
as análises experimentais visam estabelecer a relação dos parâmetros de corte com o
calor gerado no tecido ósseo, fornecendo uma boa indicação de como seria o
comportamento térmico do tecido ósseo humano vivo quando submetido a diferentes
conjuntos de parâmetros de corte (Sezek, 2012; Shin e Yoon, 2006). Contudo, a
medição direta das temperaturas é extremamente complexa devido às condições
físicas, como por exemplo o movimento da broca e a presença de aparas (Sousa, 2009).
No artigo, avaliação térmica da furação no tecido ósseo vertical com e sem irrigação, do
instituto politécnico de bragança. Além da abordagem experimental, onde utiliza-se
termopares, há uma abordagem numérica, de modo que, pode-se comparar ambos os
resultados obtidos. Os ensaios realizados permitiram concluir que o uso de irrigação,
através de ar comprimido, diminui significativamente a agressão ao tecido ósseo, uma
vez que foram os modelos que registaram campos de temperaturas menos elevados.
Tanto os ensaios experimentais como os modelos numéricos indicaram que os picos de
temperatura registravam-se nas zonas adjacentes à broca e perto do orifício de furação.
A temperatura diminui com o afastamento destas zonas, concluindo-se assim que as
zonas mais críticas para a ocorrência de necrose térmica são junto ao furo.

15
As conclusões obtidas no artigo do instituto politécnico de bragança, apesar de
serem específicas para a furação, servem como base para análise da temperatura
durante o fresamento. De modo que, conclui-se que as maiores temperaturas no
material são obtidas adjacentes a fresa, em especial a área em contato a aresta de corte
da fresa.

16
3 Materiais e métodos
Este presente capítulo tem como objetivo apresentar a realização de uma
usinagem preliminar, explicitando os parâmetros de usinagem utilizados e os resultados
e conclusões obtidas nestes primeiros testes e apresentar a simulação computacional
da usinagem na máquina CNC com quatro eixos e os resultados obtidos.
3.1 Preparação das amostras.
Toda a preparação de amostras foi baseada no trabalho de (Graça, 2018). Como
os corpos de provas foram ensaiados de modo a medir o comportamento do tecido
ósseo cortical quando submetidos a tração, optou-se por utilizar amostras da média
diáfise, visto que nesta região há uma camada de tecido cortical mais espessa e
uniforme quando comparada com as epífises. Desta maneira os resultados obtidos
forma mais concluisvos. As superfícies externas e internas não foram usinadas, devido
aos poros da camada superficial, interferindo o menos possível na amostra, e também,
para não perder a camada desmineralizada, uma vez que a usinagem era feita após
este processo. A diáfise foi dividida no sentido longitudinal, por ser o sentido avaliado
clinicamente, e em quatro pedaços para se obter um número maior de amostras.
A etapa inicial de preparo das amostras foi realizada no INT. Foram utilizados
fêmures bovinos de diferentes idades provenientes de diferentes açougues. Os fêmures
chegavam com o tecido mole. O primeiro passo foi remover as epífises para que
restasse apenas a média diáfise. Em seguida, fez-se necessária a remoção do tecido
mole restante tanto na parte externa do tecido ósseo quanto a medula na parte interna.
O corte das epífises foi realizado na serra fita de bancada, resultando em um
corte mais grosseiro. Por este motivo, a média diáfise foi novamente cortada no sentido
transversal, para resultar em superfícies paralelas com espaçamento de 90 mm entre
elas. Por último, a diáfise foi novamente cortada na serra policorte, desta vez no sentido
longitudinal, resultando em quatro partes. Cada uma dessas quatro partes é uma
amostra para as demais etapas do projeto. As quatro amostras resultantes estão
ilustradas nas Figura 3.1 a e Figura 3.1b.

17
Figura 3.1 - Amostras provenientes do fêmur X. a) comparativo com o fêmur inicial b)
quatro vistas das amostras resultantes
O processo de desmineralização ocorreu durante 4 horas e foi realizado na
Universidade Estácio de Sá – UNESA.
Como simplificação tecido ósseo será chamado de osso ou amostra na descrição
da metodologia usada
3.2Usinagem preliminar
Todos os processos de usinagem descritos neste trabalho têm como objetivo a
obtenção, a partir das amostras de tecido ósseo bovino acima descritas, de corpos de
prova para posterior ensaios de tração. De modo que, as dimensões que tais corpos de
prova foram obtidas utilizando-se a Norma ASTM D683 (Figura 3.2) e (Tabela 3.1).

18
Figura 3.2 - Dimensões dos tipos de corpos de prova para tração descritos na morma D683
Após análise da Norma optou-se por trabalhar com os corpos de prova tipo V
(Figura 3.3) e IV (Figura 3.4) que têm as dimensões descritas na Tabela 3.1. Pois as
amostras de tecido ósseo só tem diensões mínimas capazes de obter estes.
Tabela 3.1 – Dimensões e tolerâncias dos corpos de prova
Dimensões
(mm) Tipo IV Tipo V Tolerâncias
W 6 3,18 0,5
L 33 9,53 0,5
Wo 19 9,53 6,4
Lo 90 63,50 3,2
G 25 7,62 0,2
D 65 25,40 5,0
R 14 12,70 1,0
Ro 25 - 1,0
T 3,2 3,20 0,4

19
Figura 3.3 - Geometria do Corpo de prova tipo V
Figura 3.4 - Geometria do Corpo de prova tipo IV
Foi realizada uma usinagem preliminar, numa máquina Routter de 2 KW de
potência que está mostrada na Figura 3.5. Os objetivos destes primeiros testes foram
avaliar o comportamento do osso durante o fresamento e a formação de cavaco,
levando a conclusões a cerca da necessidade de fluído de corte e se a operação gerava
mal cheiro ao ser realizada. Ainda definiu-se as etapas necessárias para obtenção da
geometria final do corpo de prova e quais valores de parâmetros, como velocidade de
corte, avanço, profundidade de corte entre outros são os adequados para tais
operações.
Foram realizados três pré testes. O primeiro obteve um corpo prova tipo V, o
segundo um corpo de prova tipo IV, ambos com as mesmas condições de usinagem e
o terceiro realizou-se apenas o faceamento de uma das laterais do osso com os
parâmetros de usinagem modificados.

20
Figura 3.5 - Máquina usada na usinagem preliminar
3.2.1 Metodologia da usinagem preliminar
O faceamento é realizado através de um processo de fresamento frontal, que
tem como objetivo proporcionar superfícies planas isentas de deformação residual na
seção transversal da peça usinada, em ambos os lados do osso.
Idealmente, essa operação deve ser realizada com uma fresa (cabeçote) cujo
diâmetro (𝐷1) seja superior à largura a ser removida. Pois uma fresa com maior
diâmetro propicia a operação ser executada em um tempo de corte baixo e com
melhor qualidade da superfície usinada.
As estratégia mais indicada no nosso caso é a “zig-zag” uma vez que, nossa
peça pode ser envolvida por paralelepípedo.
Para se obter o contorno lateral do corpo de prova foi necessário realizar um
fresamento de contorno. Tal processo gera uma superfície lateral plana com a geometria
de contorno definida pela Norma.

21
Etapas
1. - Facear o lado côncavo (de fora) até o mesmo ficar reto – desbaste a 90°.
2. - Facear o lado convexo (de dentro) até o mesmo ter espessura final de 3.6 mm
(segundo a norma) - desbaste a 90°.
3. - Fresar o contorno do corpo de prova até obter os valores dimensionais da
norma.
3.2.2 Ferramentas e parâmetros de usinagem
Para as três etapas anteriormente descritas usou-se uma fresa de topo reta de
haste cilíndrica de 6 mm de diâmetro de aço rápido, pois a mesma tem baixo custo e é
suficientemente resistente para usinar tecidos ósses. A ferramenta escolhida foi de duas
arestas de corte, conforme a representada na figura 3.6 abaixo, para possibilitar o
escoamento de cavacos mais facilmente. A máquina utilizada foi uma Routter de 2Kw
de potência. A mesma realiza fresamento frontal, onde o eixo de rotação da ferramenta
é perpendicular à superfície da peça e concordante, ou seja, velocidades de corte e de
avanço no mesmo sentido.
Figura 3.6 - Geometria da ferramenta de corte usada na usinagem preliminar.
Os valores utilizados no processo da usinagem foram definidos
experimentalmente a velocidade de rotaçãoda máquina (𝑁) foi 16800 rpm, velocidade
de avanço (𝑣𝑓) 1500mm/mim e a profundidade de corte (𝑎𝑝) foi de 0.3 mm durante todos
os processos. A partir destes valores foi possívelcalcular o avanço (𝑓) 0.0893mm e a
Usinagem de contorno
Faceamento lado convexo
Faceamento lado côncavo
22
velocidade de corte (𝑣𝑐) 316.672m/mim através das fórmulas apresentadas na seção
2.3.
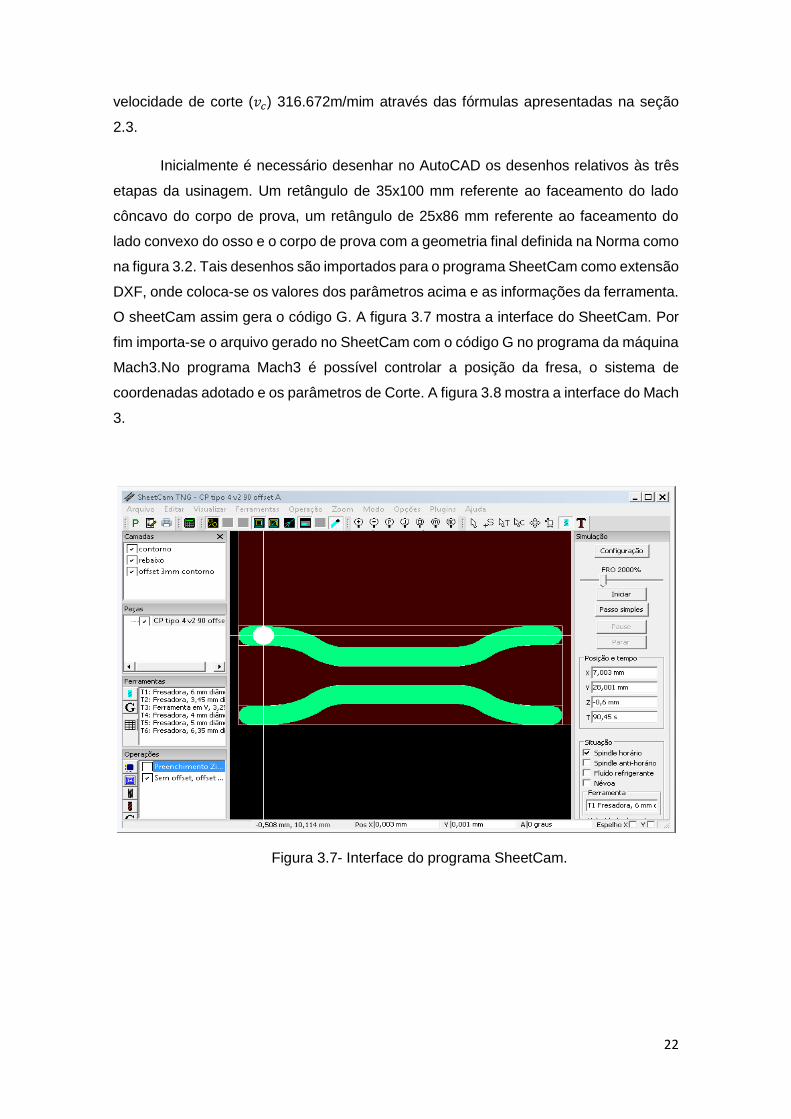
Inicialmente é necessário desenhar no AutoCAD os desenhos relativos às três
etapas da usinagem. Um retângulo de 35x100 mm referente ao faceamento do lado
côncavo do corpo de prova, um retângulo de 25x86 mm referente ao faceamento do
lado convexo do osso e o corpo de prova com a geometria final definida na Norma como
na figura 3.2. Tais desenhos são importados para o programa SheetCam como extensão
DXF, onde coloca-se os valores dos parâmetros acima e as informações da ferramenta.
O sheetCam assim gera o código G. A figura 3.7 mostra a interface do SheetCam. Por
fim importa-se o arquivo gerado no SheetCam com o código G no programa da máquina
Mach3.No programa Mach3 é possível controlar a posição da fresa, o sistema de
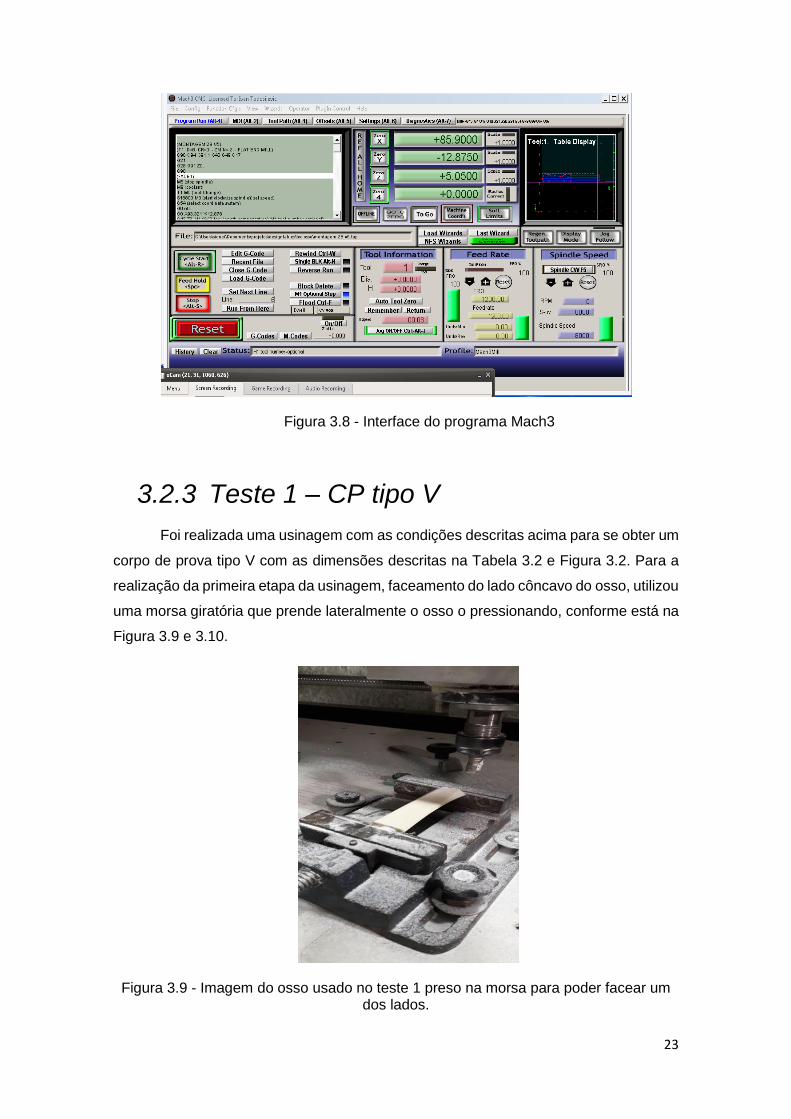
coordenadas adotado e os parâmetros de Corte. A figura 3.8 mostra a interface do Mach
3.
Figura 3.7- Interface do programa SheetCam.
23
Figura 3.8 - Interface do programa Mach3
3.2.3 Teste 1 – CP tipo V
Foi realizada uma usinagem com as condições descritas acima para se obter um
corpo de prova tipo V com as dimensões descritas na Tabela 3.2 e Figura 3.2. Para a
realização da primeira etapa da usinagem, faceamento do lado côncavo do osso, utilizou
uma morsa giratória que prende lateralmente o osso o pressionando, conforme está na
Figura 3.9 e 3.10.
Figura 3.9 - Imagem do osso usado no teste 1 preso na morsa para poder facear um dos lados.

24
Figura 3.10 – Imagem do osso usado no teste 1 preso na morsa para poder facear um dos lados.
Para o faceamentodo lado convexo e o contorno do corpo de prova usaram-se
dois parafusos presos as laterais do osso e uma fita dupla face entre o osso, na parte
já plana, e uma placa de alumínioconforme-sepode ver na Figura 3.11. Na Figura 3.12
temos o osso já usinado durante o teste 1 nas dimensões do corpo de prova tipo V
Figura 3.11 - Imagens da realização do teste um que obteve o CP tipo V

25
Figura 3.12- Imagem do CP tipo V após a realização da usinagem ainda preso por fita dupla face à placa de alumínio.
Como a avaliação do aumento da temperatura no osso durante a usinagem é de
extrema importância mediu-se a temperatura do corpo durante a usinagem usando-se
um pirômetro confome visto na Figura 3.13.
Figura 3.13 - Temperatura medida antes do inicio da usinagem. CP a temperatura ambiente

26
Mesmo com uma alta rotação, 16800 rpm, o osso não apresentou aquecimento
considerável durante o processo de usinagem, conforme verificado nas Figuras 3.13 e
3.14
Figura 3.14- Temperatura medida durante a usinagem após retirada de 2mm de material com rotação de 16800 rpm e profundidade de corte de 0,3 mm
Percebeu-se durante o experimento que a baixas rotações o osso aqueceu mais
durante a usinagem em experimentos com altas velocidades, conforme visto nas
Figuras 3.14 e 3.15. Isso ocorreu pois há uma velocidade de rotação acima da qual um
material diminui o aquecimento durante a usinagem. Pois a ferramenta toca tão
rapidamente a peça que não consegue esquentar muito a mesma.
Figura 3.15 - Temperatura medida após a usinagem de 0.6 mm de material com rotação de 12000 rpm e profundidade de corte de 0,3 mm

27
3.2.4 Teste 2 – CP tipo IV
3.2.4.1 Dispositivos de fixação.
Um dos objetivos do presente trabalho era projetar e fabricar um dispositivo de
fixação que fosse adequado para todos os ossos de fêmur bovino com diferentes
geometrias.
Desta maneira foram estudados alguns tipos de dispositivo avaliando-se as
vantagens e desvantangens de utilização dos mesmos. Segue abaixo os três projetos
realizados. Os mesmos foram projetados para serem utilizados numa máquina com
quatro eixos. O mais adequado e eficiente foi fabricado.
Dispositivo em que o osso é preso pelas laterais curvas:
O dispositivo é preso no quarto eixo por uma barra de 20 mm de diâmetro. O
mesmo foi projetado considerando-se a existência de uma contraponta ao quarto eixo
para evitar a flambagem do osso. O osso é preso por suas laterais curvas ao levantar
as placas de cada lado, encaixa-se o osso entre as placas e o dispositivo e aperta-se
as placas contra o dispositivo, com quatro parafusos e porcas conforme pode-se avaliar
na Figura 3.16. A Figura 3.17 trata-se da montagem do osso já usinado nas dimensões
do tipo V no dispostivo. A Figura 3.18 é o desenho técnico do dispositivo e suas
respectivas dimensões.
Figura 3.16 - Desenho em 3D do dispostivo em que o osso é preso pelas laterais curvas.

28
.
Figura 3.17 - Desenho em 3D da montagem do dispositivo em que o osso é preso pelas laterais curvas e do osso antes de ser usinado.
Figura 3.18 –Representação do dispositivo em que o osso é preso pelas laterais curvas e suas respectivas dimensões.

29
A vantagem deste dispositivo está no fato do osso ficar preso lateralmente, e não
somente pressionado, assim estando melhor fixado no dispostivo e evitando
escorregamentos e movimentações. Além de possibiltar usinar ossos de diferentes
geometrias. As desvantagens desse dispotivo está no fato de, como o osso é preso
lateralmente há uma perda de comprimento possível de ser usinado nas laterais, de
modo que dificulta o uso deste dispositivo para usinar o CP tipo IV. Além disso, deve-se
tomar cuidado com a carga de flexão e flambagem , pois o osso fica suspenso pelas
laterais sem nenhum apoio ao longo da direção axial.
Devido as limitações a utilização deste dispositivo projetou-se um outro
dispositivo descrito abaixo:
Dispositivo onde o osso é pressionado pelas laterais retas
paralelas:
O presente dispositivo também foi projetado para ser preso pelo quarto eixo da
máquina CNC. O osso é lateralmente pressionado através das suas laterais paralelas,
conforme podemos ver na Figura 3.19. O dispositivo é composto por duas placas
espessas paralelas com posição variável, dois fusos e porcas conforme apresentado na
Figura 3.20.
Figura 3.18 - Representação da montagem do dispositivo em que o osso é preso pressionado pelas laterais planas e paralelas.

30
Figura 3.20 – Representação do desenho de conjunto que compõem o dispostivo em que o osso é preso pressionado pelas laterais planas e paralelas.
Entre as vantagens deste dipositivo está o fato de como o osso está somente
pressionado lateralmente, não há perda de comprimento disponível para usinagem, o
que facilita a utilização deste dispositivo para obter o CP tipo IV e fabricação mais
simples que o anterior. Entre as desvantagens está o fato de como osso fica suspenso
e é apenas pressionado lateralmente o mesmo pode escapar. Além de, como o osso foi
cortado previamente de maneira irregular há uma maior dificuldade de fixação desta
maneira (analisou-se que em alguns ossos as suas laterais retas não são paralelas).
Este dispostivo mostrou-se ineficiente para ser utilizado para todas as amostras,
de modo que projetou-se um terceiro dispositivo, que elimina as limitações deste.
Dispostivo em que o osso é pressionado pelas laterais retas por
quatro parafusos com diferentes apertos.
O presente dispositivo é preso no quarto eixo por uma barra de 10 mm de
diâmetro. O osso é lateralmente pressionado através das suas laterais paralelas por
quatro parafusos M4 que podem sofrer diferentes apertos. O dispotivo é feito de

31
alumínio e consiste de um retângulo vazado com 4 parafusos e porcas e uma barra com
as seguintes dimensões e geometrias apresentadas na Figura 3.21
Entre as vantagens deste dipositivo está o fato de como o osso está somente
pressionado lateralmente, não há perda de comprimento disponível para usinagem, o
que facilita a utilização deste dispositivo para obter o CP tipo IV, assim como o
dispositivo anterior. Seu grande diferencial está no fato de que essa pressão lateral é
realizada por quatro parafusos que podem sofrer diferentes apertos, de modo que se
pode apertar mais um lado que o outro para compensar eventuais não uniformidades
na geometria dos ossos, assim possibilitando que todos os ossos sejam bem fixados. A
montagem do osso no dispositivo pode ser vista na Figura 3.22.
Figura 3.21 - Geometria do dispostivo de fixação pressionado por parafusos lateralmente.
Após a análise dos dispostivos projetados, este último foi o dispositivo que se
mostrou mais adequado, uma vez que, é o que melhor fixa ossos de diferentes
geometrias.

32
Figura 3.22- Desenho da montagem do osso já usinado e do dispostivo de fixação pressionado por parafusos lateralmente.
A fabricação deste dispositivo foi realizada a partir de um tarugo de alúminio. O
mesmo foi usinado através de um processo de fresamento com uma fresa de 4 mm de
diâmetro e uma aresta de corte, na mesma máquina Routter da usinagem preliminar.
Os parâmetros de usinagem utilizados foram: Rotação de 16000 Rpm , avanço de 300
mm/mim e profundidade de corte de 0,5 mm. Após a obtenção da estrutura do dispostivo
um torno convencional foi utlizado para obter a barra cilíndrica de 10 mm de diâmetro
que encaixa o dispositivo no quarto eixo também a partir de um tarugo de alumínio e a
mesma sofre um processo de rosqueamento. Além disso, foram realizados dois furos
centrais passantes, do mesmo diâmetro da barra, e quatro furos laterais passantes na
estrutura com a routter, e posterior rosquemamento dos mesmos. A barra foi rosqueada
a um dos furos centrais e uma porca finalizou a fixação. E quatro parafuros M4 foram
rosquados nos furos laterais do dispostivo. A peça final obtida é mostrada na Figura
3.23. O desenho técnico do dispositivo está no Apêndice 2.
Figura 3.23 – Foto do Corpo de Prova preso ao dispositivo

33
Tal dispositivo foi testado ainda na máquina da usinagem preliminar, entretanto
preso numa estutura, dado que a mesma não apresenta quarto eixo, O objetivo de tal
teste foi assegurar que com os paramêtros de usinagem definidos anteriormente o osso
não escaparia do dispotivo de fixação, além de analisar visualmente se o osso flambava
após a usinagem. A Figura 3.24 mostra a usinagem realizada com o dispositivo na
Routter.
Figura 3.24 - Usinagem realizada com o dispositivo
3.2.5 Teste 3 – Faceamento de um dos lados
3.2.5.1 Dispositivo de fixação do teste 3
Para o teste 3 projetado-se e fabricado-se um dispostivo de fixação com o
mesmo princípio do anterior, 4 parafusos M4 que pressionam lateralmente o osso e que
podem sofrer diferentes apertos. Entretanto o objetivo do presente dispostivo era ser
usado para máquinas sem o quarto eixo, como uma solução alternativa. De modo que
a rotação do osso entre o lado côncavo e convexo é feita manualmente. Como é o caso
da router usada na usinagem preliminar. Assim o osso é encostado no dispostivo
(através do lado côncavo) na direção axial e pressionado pelas laterais planas através
dos parafusos, conforme podemos ver na Figura 3.25, que é o desenho da montagem
do osso e do dispostivo. A Figura 3.26 é o desenho da geometria do dispositivo.

34
Figura 3.25 -Esquema da montagem do osso e o dispotivo de fixação usado no teste 3
Figura 3.26 - Dimensões do dispositivo de fixação usado no teste 3
Pode-se observar que deste modo o osso está bem fixado ao dispositivo, pois
tal fixação é feita tanto na lateral como na parte axial côncava do osso. Deste modo foi-
se utilizado no teste 3 uma fresa de 12 mm de diâmetro, ao invés da de 6 usada nos
testes anteriores. Isso permitiu um menor tempo para realização do faceamento. Além
disso testou-se um aumento da profundidade corte de 0.3 mm para 0.4 mm.

35
3.3 Resultados obtidos através dos testes
realizados
O processo de usinagem como um todo não apresentou cheiro extremamente
desagradável. Mesmo com uma alta rotação o osso não apresentou aquecimento
considerável durante o processo de usinagem, de modo que não há necessidade fluído
de corte ao se usinar ossos nas condições de corte acima citadas. O cavaco gerado é
um pó fino e para evitar sujeiras e que se inalasse o mesmo foi usado um aspirador ao
longo de todo o processo. A velocidade de avanço e a profundidade de corte dos testes
1 e 2 se mostraram adequadas ao osso, que é resistente mecanicamente, porém frágil.
O tempo de corte foi de aproximadamente 30 minutos para o teste 1, contando paradas
e trocas de parâmetros para testar quais os mais adequado e de aproximadamente 6
minutos para o faceamento do teste 3.
O teste 3 foi fundamental para concluir-se que a maior limitação no fresamento
de ossos está na fixação do osso na máquina e não relacionada a aumento de
temperatura durante a usinagem e fragilidade do osso conforme acreditava-se
inicialmente. O teste 3 permitiu menores tempos para o faceamento devido a fresa de
maior diâmetro usada e do aumento da profundidade de corte. Entretanto o mesmo
ainda se mostra menos ineficiente pois não utiliza o quarto eixo. De modo que a rotação
do osso em 180º para realização do faceamento do outro lado deve ser feita
manualmente, assim aumentando tempos passivos de corte e não podendo ser utilizado
eficientemente em larga escala.
O dispotivo de fixação escolhido para simulação e usinagem foi o que o osso é
pressionado pelas laterais retas por quatro parafusos com diferentes apertos, pois é o
que permite melhor fixação do osso.
A fresa usada na usinagem preliminar escolhida foi de aço rápido, entretanto
após alguns testes a mesma ficou cega. Sendo assim, é necessário que a fresa usada
seja de metal duro.
Abaixo temos na Figura 3.27 a imagem do corpo de prova tipo V e na Figura 3.28
a imagem do corpo de prova tipo IV ambos obtidos na usinagem preliminar com os
parâmetros e etapas definidos anteriormente. Na Figura 3.29 vemos ambos os corpos
de provas juntos e podemos comparar seus tamanhos.

36
Figura 3.27 – Corpo de prova tipo V obtido após a usinagem preliminar
Figura 3.27 – Corpo de prova tipo IV obtido após a usinagem preliminar
Figura 3.29 – Corpos de prova tipo IV e tipo V obtidos após a usinagem preliminar. O
maior é o tipo IV.
Abaixo tem-se o fluxograma das etapas realizadas no projeto. As últimas duas etapas,
simulação e geração do código G serão descritas no capítulo 4
Figura 3.30 – fluxograma com a metodologia do projeto
Definição dos parâmetros de
usinagem experimentalmente
Usinagem preliminar
Projeto do dispositivo de
fixação
Fabricação do dispositivo de
fixação
Simulação da usinagem para a
máquina de quatro eixos
Geração do Código G
37
4 Simulação da usinagem numa máquina-
ferramenta com quatro eixos
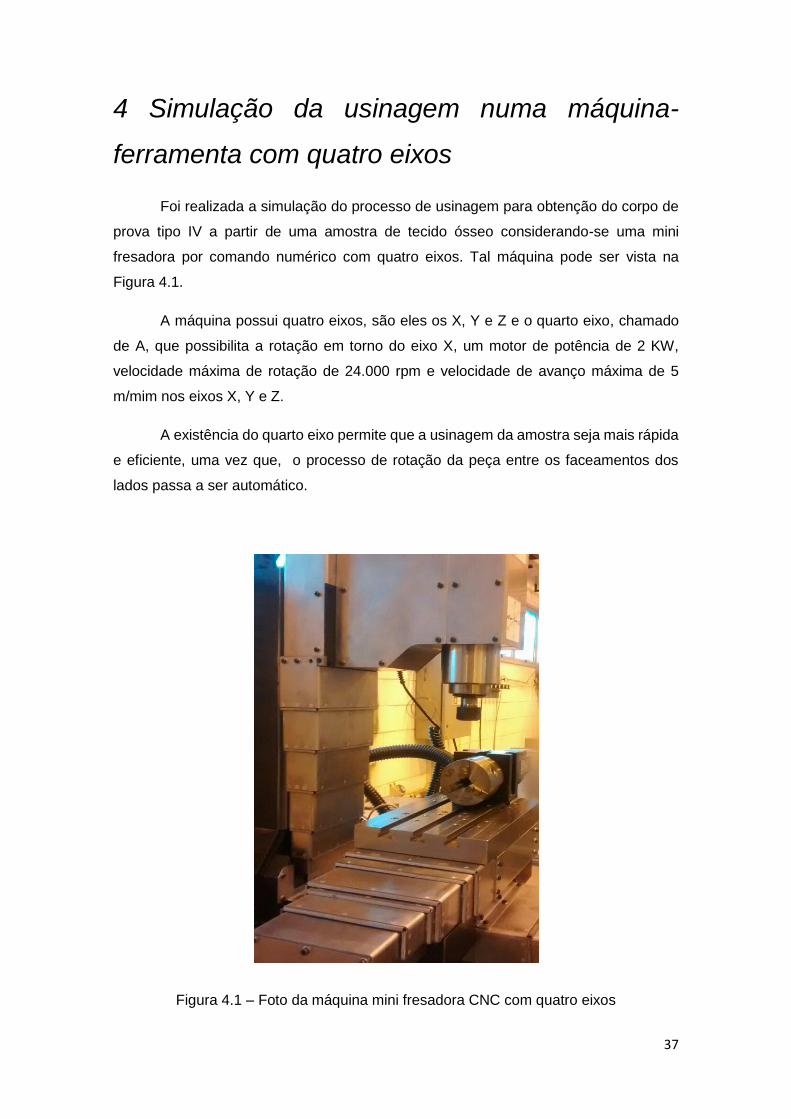
Foi realizada a simulação do processo de usinagem para obtenção do corpo de
prova tipo IV a partir de uma amostra de tecido ósseo considerando-se uma mini
fresadora por comando numérico com quatro eixos. Tal máquina pode ser vista na
Figura 4.1.
A máquina possui quatro eixos, são eles os X, Y e Z e o quarto eixo, chamado
de A, que possibilita a rotação em torno do eixo X, um motor de potência de 2 KW,
velocidade máxima de rotação de 24.000 rpm e velocidade de avanço máxima de 5
m/mim nos eixos X, Y e Z.
A existência do quarto eixo permite que a usinagem da amostra seja mais rápida
e eficiente, uma vez que, o processo de rotação da peça entre os faceamentos dos
lados passa a ser automático.
Figura 4.1 – Foto da máquina mini fresadora CNC com quatro eixos
38
4.1 Geometria simplificada dos ossos
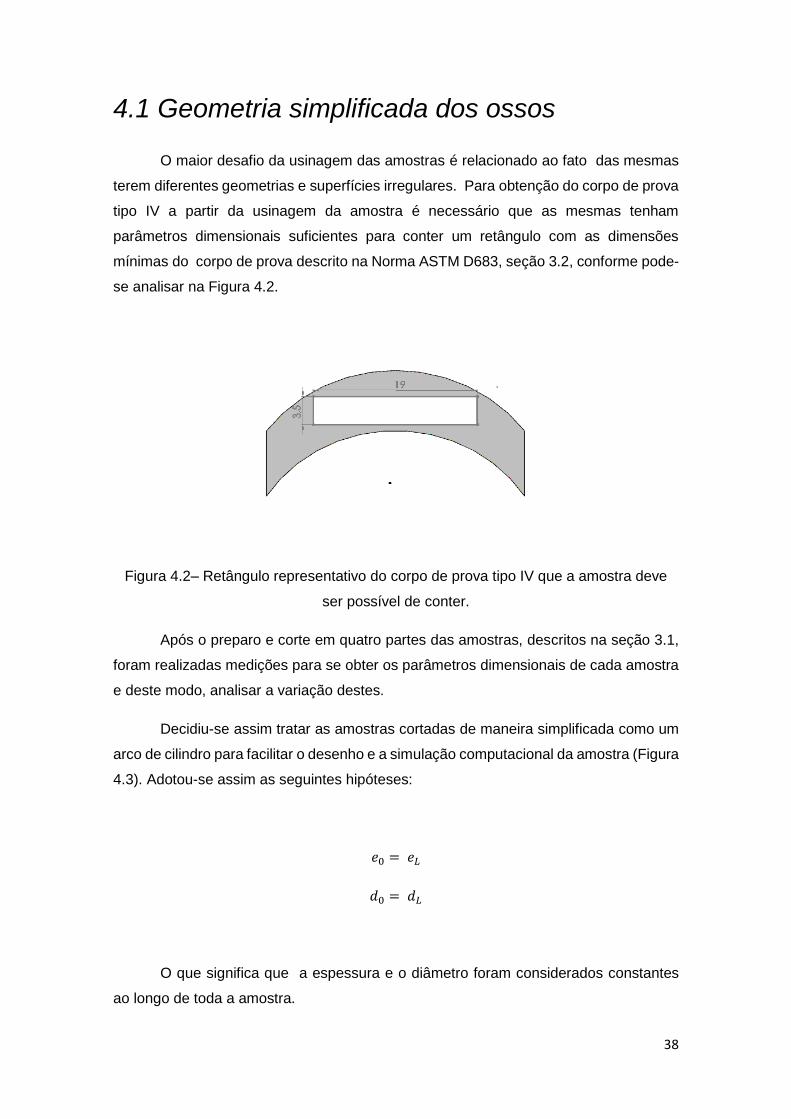
O maior desafio da usinagem das amostras é relacionado ao fato das mesmas
terem diferentes geometrias e superfícies irregulares. Para obtenção do corpo de prova
tipo IV a partir da usinagem da amostra é necessário que as mesmas tenham
parâmetros dimensionais suficientes para conter um retângulo com as dimensões
mínimas do corpo de prova descrito na Norma ASTM D683, seção 3.2, conforme pode-
se analisar na Figura 4.2.
Figura 4.2– Retângulo representativo do corpo de prova tipo IV que a amostra deve
ser possível de conter.
Após o preparo e corte em quatro partes das amostras, descritos na seção 3.1,
foram realizadas medições para se obter os parâmetros dimensionais de cada amostra
e deste modo, analisar a variação destes.
Decidiu-se assim tratar as amostras cortadas de maneira simplificada como um
arco de cilindro para facilitar o desenho e a simulação computacional da amostra (Figura
4.3). Adotou-se assim as seguintes hipóteses:
𝑒0 = 𝑒𝐿
𝑑0 = 𝑑𝐿
O que significa que a espessura e o diâmetro foram considerados constantes
ao longo de toda a amostra.

39
Figura 4.3 - Dimensões do arco de cilindro representativo da amostra
Os parâmetros geométricos gerais relativos as amostras variaram de seguinte modo:
Ângulo ( Ø) - (85,100) mm
Comprimento (𝐿0) – 90 ± 2 mm
Espessura (𝑒0) – (5,10) mm
Diametro interno(𝑑0) – (10,20) mm
Após análise de mais amostras constatou-se que os parâmetros acima medidos
não eram suficientes para caracterizar a dimensão das mesmas. De modo que,
diferentes medidas foram realizadas, conforme mostrado na Tabela 4.1. Tais dimensões
estão esquematizadas na Figura 4.4.
Figura 4.4 – Cotas do osso usadas para a medição dos parâmetros dimensionais.

40
Tabela 4.1 – Valores dos parâmetros dimensionais de algumas amostras.
Amostra
Espessura central (mm)
Altura tangencial
(mm)
Largura superior (mm)
Largura inferior (mm)
Laterais paralelas
(mm)
Comprimento (mm)
Envergadura (mm)
A B A B A B M A B M
10.3 8 8,5 10,3 10 25,4 26 23 14,5 10,9 9,5 Não 93,9 3,6
9 P4 10,5 11 14 14,2 28,6 33 29,6 15 19 14,8 Não 96 1,4
12.2 8,3 9,7 12,2 11,5 30 25,8 27 17,1 14 11,5 Sim 92 2
13 P4 11,5 7,5 14,2 12 30 30,7 29,5 17,6 21,8 17,1 Não 92 1
9 P1 9,5 8,5 12 9,5 25,5 29 24 11,1 13,4 9,5 Sim 95,8 3,5
11 P4 11,5 7 13 14 29 32,5 30,2 16 22,5 18,7 Sim 94 2
7 P3 9,9 11 14 16,5 32,2 35,5 33,5 20,5 21 20 Sim 94 1,5
A partir de tais valores é possível definir se uma amostra é adequada e de
dimensão suficiente para obter um corpo de prova tipo IV com tamanho segundo a
Norma ASTM D638.
4.2 Simulação da usinagem no Fusion360
A partir da simplificação das amostras foi realizada a simulação da usinagem das
mesmas utilizando-se o Sofware Fusion 360. Tal programa permite a visualização do
processo de fresamento realizado, bem como as variáveis inerentes ao processo, como
tempo de corte, tempos passivos, possíveis colisões da ferramenta, velocidades e a
geração do código g do processo.
As etapas da simulação da usinagem foram as mesmas da usinagem preliminar:
Faceamento do lado côncavo, chamado de face 1 , faceamento do lado convexo,
chamado de face 2 e contorno, chamado de slot 1. Além disso a ferramenta tem o
mesmo diâmetro de 6 mm, duas arestas de corte e é de metal duro.
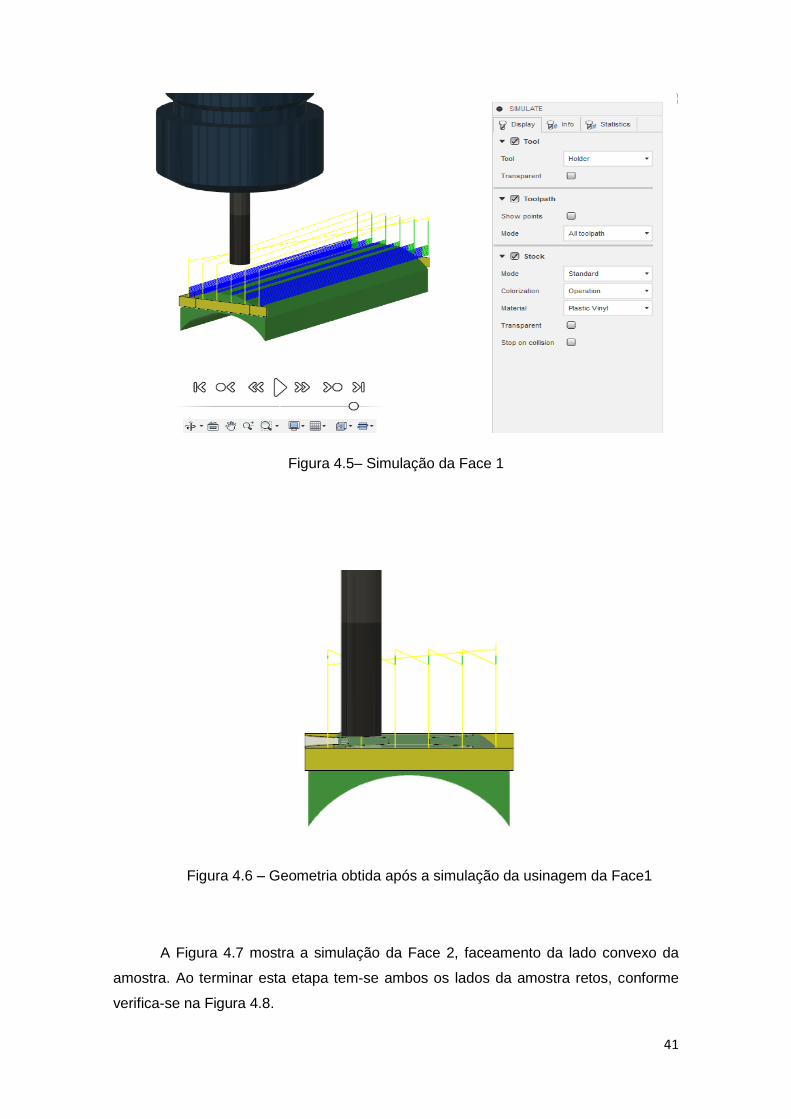
A Figura 4.5 mostra a simulação da Face 1, faceamento da lado côncavo da
amostra. De modo que ao terminar esta etapa tem-se um dos lados da amostra reto,
conforme verifica-se na Figura 4.6.
41
Figura 4.5– Simulação da Face 1
Figura 4.6 – Geometria obtida após a simulação da usinagem da Face1
A Figura 4.7 mostra a simulação da Face 2, faceamento da lado convexo da
amostra. Ao terminar esta etapa tem-se ambos os lados da amostra retos, conforme
verifica-se na Figura 4.8.

42
Figura 4.7 – Simulação da Face 2
Figura 4.8 – Geometria obtida após a simulação da usinagem da Face 2
A Figura 4.9 mostra a simulação do slot 1, contorno. Ao terminar esta etapa tem-
se o corpo de prova tipo IV com as dimensões segundo a norma ASTM D638, conforme
verifica-se na Figura 4.10.

43
Figura 4.9– Simulação da Slot 1
Figura 4.10 - Geometria do corpo de prova tipo IV obtida após a simulação da
usinagem do slot 1.
A figura 4.11 representa a montagem da amostra de tecido ósseo, tomado
comobruto, no dispotivo de fixação.
Figura 4.11 – Montagem da amostra de tecido ósseo no dispotivo de fixação

44
Os parâmetros como velocidade de corte (𝑣𝑐) 316 m/mim, (N = 16800 rpm),
profundidade de corte (𝑎𝑝) 0.3 mm e avanço (𝑓)0,0893 mm durante todos os processos
utilizados na simulação foram os mesmos que os utilizados na usinagem preliminar
definidos anteriormente.
A máquina usada na usinagem preliminar têm velocidade de avanço máxima de
2000 mm/mim e a da máquina mini fresadora CNC, na qual a simulação é baseada,
têm velocidade de avaço máxima de 5000 mm/mim. Desta maneira, nesta simulação
usou-se a segunda como base, o que já diminui o tempo de usinagem da simulação em
comparação a usinagem preliminar. Além disso, o fato de existir o quarto eixo também
diminui o tempo de usinagem, uma vez que, o quarto eixo permite a rotação da peça de
maneira automática, assim independe do operador e de outras variavéis existentes em
processos manuais.
Foram testadas duas alturas de movimentação em vão livre e dois percursos de
passes para a profundidade de corte. O que gerou diferentes tempos passivos, ou seja
tempo gasto sem usinar de fato a amostra. No processo 1 a ferramenta se movimenta
mais tempo no vazio que no processo 2 devido ao fato de que no primeiro é selecionado
uma maior altura de subida da ferramenta após realização de cada passe. De modo,
que o proceso 1 tem um tempo passivo de usinagem maior. Assim o processo 2 é mais
eficiênte que o processo 1. Além disso testou-se num terceiro processo de simulação o
efeito no tempo de usinagem ao aumentar-se a profundidade de corte 0.3 mm para 0.5
mm. Conforme pode-se avaliar na Tabela 4.2.
A motivação para se realização do processo de simulação 3 foi o trabalho de
GRAÇA (2018), citado anteriormente. Neste trabalho o autor realizou a usinagem da
amostra de tecido ósseo utilizando uma profundidade de corte ( 𝑎𝑝) de 0.5 mm.
Entretanto deve-se ressaltar que apesar do osso ter sido usinado com sucesso para
esta profundidade, o mesmo era fixado a base da mesa por dois parafusos M4. Assim
a fixação do osso realizada pelo autor permite maiores forças de corte. Entretanto, para
o presente dispostivo e parâmetros de usinagem comprovou-se experimentalmente que
a profundidade de corte de 0.5 mm é inadequada, uma vez que, causou muita vibração
e o osso escapou do dispositivo de fixação.
Desta maneira o processo escolhido como mais adequado e eficiente é o
processo 2.

45
Tabela 4.2 – Valores dos parâmetros de usinagem obtidos nos três processos de
simulação realizados.
Parâmetros Processo Face 1 Face 2 Slot 1
Distância de corte (m)
1 8,09 18,79 2,49
2 6,94 18,33 2,47
3 4,05 11,23 1,42
Tempo de corte
(mim´seg)
1 6´ 44 18´47 2´33
2 5´47 15´16 2´06
3 3´22 9´21 1´13
Distância passiva (m)
1 8,20 19,19 0,84
2 0,86 2,8 0,68
3 0,5 1,73 0,68
Tempo passivo
(mim´seg)
1 1 ´38 3´50 0´01
2 0 ´10 0´34 0´008
3 0´05 0´20 0´008
Tempo total de cada
etapa (mim´seg)
1 8´38 22´53 2´49
2 6´12 16´05 2´21
3 3´43 9´57 1´29
Tempo total de
usinagem (mim´seg)
1 33´40
2 24´09
3 14´40
Distância total de
usinagem (m)
1 57,59
2 31,53
3 19,023
Pela simulação foi possível gerar um programa de usinagem adequado para
todas as amostras. Uma vez que considerou-se para simulação que a ferramenta
deveria se movimentar de forma a ser possível usinar os ossos de diferentes dimensões.
O que significa que o programa foi realizado de maneira que a trajetória de usinagem é
a mínima necessária para se usinar adequadamente tanto o osso de maiores dimensões
quanto o de menores.
A Figura 4.12 contém dados gerados pelo Fusion 360 acerca da simulação,
como tempo total de usinagem, número de operações realizadas e ferramentas
utilizadas. Esta figura é referente ao processo de simulação 2, que é mais eficiente e
adequado.

46
Figura 4.12 – Informações sobre o processo de simulação 2

47
4.3 Geração do Código G
O software Fusion 360 permite a geração do código G, que é a programação da
usinagem a ser realizada na máquina CNC e que indica qual a trajetória que a
ferramenta deve seguir. O código G diz exatamente o que sera feito na usinagem desde
parâmetros como velocidade de corte, rotação da máquina e avanço como também
ferramenta utilizada, número de eixos da máquina usados e etapas realizadas.
Foram gerados 3 códigos G para os três processos de simulação descritos na
seção anterior. Nas Figuras 4.13 a 4.15 abaixo temos em verde o código do processo
1, em vermelho o código do processo 2 e em azul o código do processo 3. As Figuras
4.13, 4.14 e 4.15 representam respectivamente uma parte do código da Face 1, Face 2
e Slot 1. No código referente ao processo 2 em algumas linhas há a explicação do que
ocorre em cada comando.
Figura 4.13 – Parte do Código G que realizao faceamento da Face 1 referente aos
três processos de simulação.
Figura 4.14 – Parte do Código G que rotaciona a peça no eixo A e realiza o
faceamento da Face 2 referente aos três processos de simulação.

48
Figura 4.15 - Parte do Código que mostra a realização do contorno referente aos três
processos de simulação.
O código G do processo de simulação 1 têm 1955 linhas, o do processo 2 têm
1084 linhas e do processo 3 têm 988 linhas. Conforme visto anteriormente o processo
3 é o mais rápido entre os três o que se valida ao analisar que o mesmo é o que precisa
de menos linhas do código G para realizar a usinagem, entretanto como foi visto
anteriormente o mesmo não é adequado.
4.4 Validação do código G gerado
Para confirmar e validar o código G gerado pela simulação da usinagem no
Fusion 360 foi-se utilizado o programa Basic Viewer. Neste programa inseriu-se o código
G de cada uma das três etapas de usinagem, faceamento 1 (Face 1), faceamento 2
(Face 2) e contorno (Slot 1 ) separadamente e obtem-se um gráfico plotado nos eixos
x,y e z referente a trajetória da usinagem. Nas Figuras 4.16 a 4.18 temos tais gráficos
plotados em 4 vistas diferentes para cada uma das três etapas, tendo como base o
código G do processo de simulação 2.

49
Figura 4.16 – Validação da trajetória da etapa de simulaçao Face 1 da usinagem
obtida no Basic Viewer.
Figura 4.17 – Validação da trajetória da etapa de simulaçao Face 2 da usinagem
obtida no Basic Viewer.

50
Figura 4.18 – Validação da trajetória da etapa de simulaçao Face 2 da usinagem
obtida no Basic Viewer.

51
5 Conclusões
O presente trabalho demonstrou que é possível produzir um corpo de prova de
dimensões bem definidas segundo a Norma ASTM D-638 a partir de uma porção de
osso cortical bovino, utilizando-se o processo de fresamento. Todos os experimentos e
simulações realizados permitiram criar uma metodologia adequada para usinar
amostras de tecido ósseo de diferentes dimensões geométricas.
O Código de simulação gerado através do programa Fusion 360 foi feito de
maneira a otimizar todo o processo, de modo que a usinagem seja mais rápida. Para
tal diminui-se, tanto quanto possível, a trajetória da ferramenta em vão livre, em que a
ferramenta usina o vazio e ainda assim ser adequado para todas as amostras de tecido
ósseo de diferentes geometrias e sem haver colisões.
Deve-se ressaltar que apesar do código de usinagem gerado ser adequado para
ossos de diferentes geometrias a seleção das amostras a ser utilizada deve ser
cautelosa. Desta maneira é necessário medir as dimensões, conforme mostrado na
Figura 4.4, e conferir se a amostra tem tais valores minimamente adequados para se
obter o corpo de prova tipo IV.
O tempo de usinagem dos experimentos foi de aproximadamente 30 minutos, já
da simulação 2, que teve os tempos passivos otimizados e 0.3 mm de profundidade de
corte, foi de 24 minutos. O segundo além de ter sido otimizado em relação ao movimento
da ferramenta em vão livre considerou também o quarto eixo, de modo que o tempo de
usinagem foi reduzido, uma vez que, o quarto eixo permite a rotação da peça de maneira
automática, assim independe do operador e de outras variavéis existentes em
processos manuais.
Para as condições de corte empregadas, o tecido ósseo mostrou-se um material
de fácil usinagem e não foi constatado nenhum aquecimento excessivo que pudesse
danificar o material, mesmo em altas velocidades de rotação da máquina, como a
empregada nos experimentos. O cheiro durante a usinagem também não foi muito
desagadável. Desta maneira não foi necessário empregar fluído de corte.
Num primeiro momento a fresa utilizada era de aço rápido, porém a mesma ficou
cega após ter sido usada algumas vezes. De modo que é indicado usar uma fresa de
metal duro para realizar o fresamento de tecidos ósseos.
52
Durante os experimentos, observou-se que o comportamento do osso bovino
perante a usinagem não é muito diferente daquele apresentado por materiais frágeis,
com a formação de cavacos curtos na forma de pó. Devido a este cavaco em forma de
pó é indicado usar um mecanismo de aspiração durante a usinagem, para que tal pó
não seja inalado.
Neste trabalho não foi estudado as forças de corte, entretanto conclui-se
experimentalmente que os parâmetros de usinagem utilizados são adequados. Em um
dos experimentos utilizou-se a profundidade de corte de 0,5 mm e a mesma mostrou-
se inadequada. Com tal profundidade de corte houve muita vibração da máquina e o
osso escapou do dispositivo de fixação.
Como resultado final deste presente trabalho têm-se um dispositivo de fixação
projetado e fabricado em alumínio adequado para amostras de tecido ósseo de
diferentes geometrias e adaptado para ser acoplado a uma máquina fresadora com
quatro eixos. E um código G adequado a todas as amostras, mostrado no Apêndice 1.
53
6 Referências Bibliográficas
COOPER C, CAMPION G, MELTON. LJ, 3rd, Hip fractures in the elderly: a world-
wide projection. Osteoporosis, pp 285, 1992
PEREIRA, A., Avaliação e monitoração da qualidade óssea por meio de parâmetros
de retroespalhamento e reflexão de ultrassom quantitativo em modelo animal.D.C.
dissertação, COPPE/UFRJ, Rio de Janeiro, RJ, Brasil, 2016
KANIS,JA.,Diagnoses of osteoporosis and assessment of fracture risk. Lancet. pp
359, 2002
SALES, E. Da S. SALES, ERIKA DA SILVA., Estudo da Qualidade Óssea Através
das.Técnicas de Microtomografia e Microfluorescência de Raios X/ Erika. D.Sc
DISSERTAÇÃO., COPPE/UFRJ, Rio de Janeiro, 2010
JUDAS, F. Estrutura E Dinâmica Do Tecido Ósseo. Cerâmica. p. 51, 2012
COWIN, S. C. "Adaptive Anisotropy: An Example in Living Bone". In: Non-Classical
Continuum Mechanics, v. 122, London Mathematical Society Lecture Note Series,
Cambridge University Press, pp. 174-186, 2001.
BENTO, D., Análise de resistência mecânica em implantes de osso – Um enfoque
numérico experimental. M.Sc.dissertação, UFSC, Florianópolis, 2003
RHO J. Y., KUHN-SPEARING, L. e ZIOPUS P. Mechanical properties and the
hierarchical structure of bone, Medical Engineering & Physics, 1998. Volume 20: 92-
102.
KATZ J. L., YONN H.S., LIPSON S., MAHARIDGE R., MEUNIER A. and CHRISTELl
P. The Effects of Remodeling on the Elastic Properties of Bone, Calcif. Tissue Int.,
36: S31-S36, 1984
HOLANDA,A.J., VOLPON, J. B., SHIMANO,A.C. “ Efeitos da orientação das fibras
de colágeno nas propriedade mecânicas de flexão e impacto dos ossos”, Revista
brasileira de Ortopedia, v.34, n.11, PP. 579-584, 1999
DINIZ, A. E., MARCONDES, F, C., COPPINI, N. L. Tecnologia da usinagem dos
metais 6 ed. São Paulo, Editora Artliber, 2006

54
SANDOVAL, L. M., MORA, F. R., MOLINA G., ET AL. “ Fabricación de tornillos em
cortical de tíbia. Diseño para uma aplicaciónenfijación de fracturas de mano”,
Revista de IngenieríaUniversidad de Los Andes, v. 7, PP, 31-36, 1996.
WANG, D.H., RAMULU, M. and AROLA, D., Orthogonal cutting mechanic of graphite
/epoxy composite. Part: Unidirectional laminate , International Journal of IMachine,
Tools and Manufacturing, Vol. 35, No. l2, pp. 1623-1638, 1995”“
SOUZA, P. D., Usinagem de rosca em osso bovino. Projeto final, UFRJ, rio de
janeiro, 2010
ABAGGE, M., Necrose Térmica do Osso Produzida por Perfuração com Broca
Metálica. M.Sc.dissertação ,Universidade Federal do Paraná, 1998
SEZEK, S., AKSAKAL, B., KARACA, F. Influence of drill parameters on bone
temperature and necrosis: A FEM modelling and in vitro experiments, Journal of
Comp. Materials Science, 60, p.13-18, 2012
SOUSA, P.F.B., Estudos de Processos Térmicos Decorrentes da Usinagem:
Aplicação de Problemas Inversos em Furação. PhDdissertação, Univ. Federal
Uberlândia, 2009
CATÁLOGO GERAL MITSUBSHI MATERIALS TORNEAMENTO/ FRESAMENTO/
FURAÇÃO C008Z, 2018-2019. Disponível em: <http://www.mmbr-
carbide.com.br/download/catalog >. Acesso em: 08 de abril. de 2019.
GRAÇA, G. R.,A.Efeito da desmineralização óssea nas propriedades mecânicas do
tecido cortical ósseo. Monografia, UFRJ rio de janeiro, 2018

a
7 Sugestões de trabalhos Futuros
Como trabalho futuro se sugere o estudo da força de corte aplicada durante a
usinagem e o comportamento mecânico do tecido ósseo durante a usinagem. Além de
ser indicado realizar-se experimentos com uma fresa de mais arestas de corte
Tambem se indica que seja realizada a usinagem das 90 amostras de tecido
ósseo fornecidas pelo INT. Na máquina mini fresadora CNC com quatro eixos, que está
atualmente alocacada no Laboratório do Professor, do Programa de engenharia
mecânica da UFR, Fernando Castro Pinto. Utilizando os parâmetros definidos neste
trabalho, o dispostivo de fixação fabricado e o código G gerado.
Após a usinagem se sugere realizar os ensaios de tração nessas amostras
obridas para correlacionar os resultados dos ensaios com os parâmetros do ultrassom
quantitativo.
.
55

a
Apêndice 1
Código G completo do programa referente à simulação 2.
Face 1:
(MONTAGEM 2B V5 PASSE 03MM REV1)
(T1 D=6. CR=0. - ZMIN=-2. - FLAT END MILL)
G90 G94 G91.1 G40 G49 G17
G21 Y7.10 X90.00 Y-12.90 Y7.10
G28 G91 Z0. X0.00 Y-2.90 G1 Z2.95 F1200. X0.00
G90 Y12.10 X0.00 X90.00 Y12.10
X90.00 Y2.10 X0.00 X90.00
(FACE1) G0 Z6.5 X90.00 Y-7.90 G0 Z6.5
M5 Y-12.90 Y7.10 X90.00 Y-12.90
M9 G1 Z4.45 F1200. X0.00 Y-2.90
G1 Z2.05 F1200.
T1 M6 X90.00 Y12.10 X0.00 X90.00
S16800 M3 X0.00 X90.00 Y2.10 X0.00
G54 Y-7.90 G0 Z6.5 X90.00 Y-7.90
M8 X90.00 Y-12.90 Y7.10 X90.00
G0 A0. Y-2.90 G1 Z3.55 F1200. X0.00 Y-2.90
Z10 X0.00 X90.00 Y12.10 X0.00
G0 X90.00 Y-12.90 Y2.10 X0.00 X90.00 Y2.10
G43 Z8. H1 X90.00 Y-7.90 G0 Z6.5 X90.00
Z6. Y7.10 X90.00 Y-12.90 Y7.10
G1 Z5.05 F1200. X0.00 Y-2.90 G1 Z2.65 F1200. X0.00
X90.00 Y12.10 X0.00 X90.00 Y12.10
X0.00 X90.00 Y2.10 X0.00 X90.00
Y-7.90 G0 Z6.5 X90.00 Y-7.90 G0 Z6.5
X90.00 Y-12.90 Y7.10 X90.00 Y-12.90
Y-2.90 G1 Z4.15 F1200. X0.00 Y-2.90
G1 Z1.75 F1200.
X0.00 X90.00 Y12.10 X0.00 X90.00
Y2.10 X0.00 X90.00 Y2.10 X0.00
X90.00 Y-7.90 G0 Z6.5 X90.00 Y-7.90
Y7.10 X90.00 Y-12.90 Y7.10 X90.00
X0.00 Y-2.90 G1 Z3.25 F1200. X0.00 Y-2.90
Y12.10 X0.00 X90.00 Y12.10 X0.00
X90.00 Y2.10 X0.00 X90.00 Y2.10
G0 Z6.5 X90.00 Y-7.90 G0 Z6.5 X90.00
Y-12.90 Y7.10 X90.00 Y-12.90 Y7.10
G1 Z4.75 F1200. X0.00 Y-2.90 G1 Z2.35 F1200. X0.00
X90.00 Y12.10 X0.00 X90.00 Y12.10
X0.00 X90.00 Y2.10 X0.00 X90.00
Y-7.90 G0 Z6.5 X90.00 Y-7.90 G0 Z8.
X90.00 Y-12.90 Y7.10 X90.00
Y-2.90 G1 Z3.85 F1200. X0.00 Y-2.90
X0.00 X90.00 Y12.10 X0.00
Y2.10 X0.00 X90.00 Y2.10
X90.00 Y-7.90 G0 Z6.5 X90.00

b
Face 2:
(ROTAÇÃO EIXO A) X90.00 Y-2.90 G0 Z11.5 X0.00
G0 Z50 G0 Z11.5 X0.00 Y-12.90 Y2.10
X0 Y-50 Y-12.90 Y2.10 G1 Z5.05 F1200. X90.00
M0 G1 Z8.95 F1200. X90.00 X90.00 Y7.10
(G68) X90.00 Y7.10 X0.00 X0.00
A180. X0.00 X0.00 Y-7.90 Y12.10
(FACE2 2) Y-7.90 Y12.10 X90.00 X90.00
M0 X90.00 X90.00 Y-2.90 G0 Z11.5
G0 Z12. Y-2.90 G0 Z11.5 X0.00 Y-12.90
Y-12.90 X0.00 Y-12.90 Y2.10 G1 Z2.95 F1200.
Z11.5 Y2.10 G1 Z6.85 F1200. X90.00 X90.00
G1 Z10.75 F1200. X90.00 X90.00 Y7.10 X0.00
X90.00 Y7.10 X0.00 X0.00 Y-7.90
X0.00 X0.00 Y-7.90 Y12.10 X90.00
Y-7.90 Y12.10 X90.00 X90.00 Y-2.90
X90.00 X90.00 Y-2.90 G0 Z11.5 X0.00
Y-2.90 G0 Z11.5 X0.00 Y-12.90 Y2.10
X0.00 Y-12.90 Y2.10 G1 Z4.75 F1200. X90.00
Y2.10 G1 Z8.65 F1200. X90.00 X90.00 Y7.10
X90.00 X90.00 Y7.10 X0.00 X0.00
Y7.10 X0.00 X0.00 Y-7.90 Y12.10
X0.00 Y-7.90 Y12.10 X90.00 X90.00
Y12.10 X90.00 X90.00 Y-2.90 G0 Z11.5
X90.00 Y-2.90 G0 Z11.5 X0.00 Y-12.90
G0 Z11.5 X0.00 Y-12.90 Y2.10 G1 Z2.65 F1200.
Y-12.90 Y2.10 G1 Z6.55 F1200. X90.00 X90.00
G1 Z10.45 F1200. X90.00 X90.00 Y7.10 X0.00
X90.00 Y7.10 X0.00 X0.00 Y-7.90
X0.00 X0.00 Y-7.90 Y12.10 X90.00
Y-7.90 Y12.10 X90.00 X90.00 Y-2.90
X90.00 X90.00 Y-2.90 G0 Z11.5 X0.00
Y-2.90 G0 Z11.5 X0.00 Y-12.90 Y2.10
X0.00 Y-12.90 Y2.10 G1 Z4.45 F1200. X90.00
Y2.10 G1 Z8.35 F1200. X90.00 X90.00 Y7.10
X90.00 X90.00 Y7.10 X0.00 X0.00
Y7.10 X0.00 X0.00 Y-7.90 Y12.10
X0.00 Y-7.90 Y12.10 X90.00 X90.00
Y12.10 X90.00 X90.00 Y-2.90 G0 Z11.5
X90.00 Y-2.90 G0 Z11.5 X0.00 Y-12.90

c
G0 Z11.5 X0.00 Y-12.90 Y2.10 G1 Z2.35 F1200.
Y-12.90 Y2.10 G1 Z6.25 F1200. X90.00 X90.00
G1 Z10.15 F1200. X90.00 X90.00 Y7.10 X0.00
X90.00 Y7.10 X0.00 X0.00 Y-7.90
X0.00 X0.00 Y-7.90 Y12.10 X90.00
Y-7.90 Y12.10 X90.00 X90.00 Y-2.90
X90.00 X90.00 Y-2.90 G0 Z11.5 X0.00
Y-2.90 G0 Z11.5 X0.00 Y-12.90 Y2.10
X0.00 Y-12.90 Y2.10 G1 Z4.15 F1200. X90.00
Y2.10 G1 Z8.05 F1200. X90.00 X90.00 Y7.10
X90.00 X90.00 Y7.10 X0.00 X0.00
Y7.10 X0.00 X0.00 Y-7.90 Y12.10
X0.00 Y-7.90 Y12.10 X90.00 X90.00
Y12.10 X90.00 X90.00 Y-2.90 G0 Z11.5
X90.00 Y-2.90 G0 Z11.5 X0.00 Y-12.90
G0 Z11.5 X0.00 Y-12.90 Y2.10 G1 Z2.05 F1200.
Y-12.90 Y2.10 G1 Z5.95 F1200. X90.00 X90.00
G1 Z9.85 F1200. X90.00 X90.00 Y7.10 X0.00
X90.00 Y7.10 X0.00 X0.00 Y-7.90
X0.00 X0.00 Y-7.90 Y12.10 X90.00
Y-7.90 Y12.10 X90.00 X90.00 Y-2.90
X90.00 X90.00 Y-2.90 G0 Z11.5 X0.00
Y-2.90 G0 Z11.5 X0.00 Y-12.90 Y2.10
X0.00 Y-12.90 Y2.10 G1 Z3.85 F1200. X90.00
Y2.10 G1 Z7.75 F1200. X90.00 X90.00 Y7.10
X90.00 X90.00 Y7.10 X0.00 X0.00
Y7.10 X0.00 X0.00 Y-7.90 Y12.10
X0.00 Y-7.90 Y12.10 X90.00 X90.00
Y12.10 X90.00 X90.00 Y-2.90 G0 Z11.5
X90.00 Y-2.90 G0 Z11.5 X0.00 Y-12.90
G0 Z11.5 X0.00 Y-12.90 Y2.10 G1 Z1.75 F1200.
Y-12.90 Y2.10 G1 Z5.65 F1200. X90.00 X90.00
G1 Z9.55 F1200. X90.00 X90.00 Y7.10 X0.00
X90.00 Y7.10 X0.00 X0.00 Y-7.90
X0.00 X0.00 Y-7.90 Y12.10 X90.00
Y-7.90 Y12.10 X90.00 X90.00 Y-2.90
X90.00 X90.00 Y-2.90 G0 Z11.5 X0.00
Y-2.90 G0 Z11.5 X0.00 Y-12.90 Y2.10
X0.00 Y-12.90 Y2.10 G1 Z3.55 F1200. X90.00
Y2.10 G1 Z7.45 F1200. X90.00 X90.00 Y7.10
X90.00 X90.00 Y7.10 X0.00 X0.00

d
Y7.10 X0.00 X0.00 Y-7.90 Y12.10
X0.00 Y-7.90 Y12.10 X90.00 X90.00
Y12.10 X90.00 X90.00 Y-2.90 G0 Z11.5
X90.00 Y-2.90 G0 Z11.5 X0.00 Y-12.90
G0 Z11.5 X0.00 Y-12.90 Y2.10 G0 Z12.
Y-12.90 Y2.10 G1 Z5.35 F1200. X90.00 (PAUSA)
G1 Z9.25 F1200. X90.00 X90.00 Y7.10 G0 Z15
X90.00 Y7.10 X0.00 X0.00 X90.00 Y0.00
X0.00 X0.00 Y-7.90 Y12.10 M0
Y-7.90 Y12.10 X90.00 X90.00
X90.00 X90.00 Y-2.90 G0 Z11.5
Y-2.90 G0 Z11.5 X0.00 Y-12.90
X0.00 Y-12.90 Y2.10 G1 Z3.25 F1200.
Y2.10 G1 Z7.15 F1200. X90.00 X90.00
X90.00 X90.00 Y7.10 X0.00
Y7.10 X0.00 X0.00 Y-7.90
X0.00 Y-7.90 Y12.10 X90.00
Y12.10 X90.00 X90.00 Y-2.90

e
Slot 1:
(SLOT1 2) X8.501 F1200.
G0 Z19.66 X8.534
X87.512 Y13.007 G3 X21.732 Y-8.418 I-0.363 J27.493
Z7. G1 X21.931 Y-8.305
G1 Z3. F333. X22.107 Y-8.157
Z1.9 G2 X28.596 Y-5.493 I7.406 J-8.804
X81.517 F1200. G1 X61.406
G3 X70.919 Y10.187 I0.313 J-22.503 G2 X67.895 Y-8.157 I-0.918 J-11.468
G2 X61.681 Y6.513 I-10.43 J12.778 G1 X68.071 Y-8.305
G1 X61.501 Y6.507 X68.27 Y-8.418
X28.501 G3 X81.468 Y-11.993 I13.561 J23.918
X28.321 Y6.513 G1 X81.501
G2 X19.083 Y10.187 I1.193 J16.452 X87.512
G3 X8.484 Y13.007 I-10.912 J-19.683 Z1.3 F333.
G1 X2.49 X81.501 F1200.
Z1.6 F333. X81.468
X8.484 F1200. G2 X68.27 Y-8.418 I0.363 J27.493
G2 X19.083 Y10.187 I-0.313 J-22.503 G1 X68.071 Y-8.305
G3 X28.321 Y6.513 I10.43 J12.778 X67.895 Y-8.157
G1 X28.501 Y6.507 G3 X61.406 Y-5.493 I-7.406 J-8.804
X61.501 G1 X28.596
X61.681 Y6.513 G3 X22.107 Y-8.157 I0.918 J-11.468
G3 X70.919 Y10.187 I-1.193 J16.452 G1 X21.931 Y-8.305
G2 X81.517 Y13.007 I10.912 J-19.683 X21.732 Y-8.418
G1 X87.512 G2 X8.534 Y-11.993 I-13.561 J23.918
Z1.3 F333. G1 X8.501
X81.517 F1200. X2.49
G3 X70.919 Y10.187 I0.313 J-22.503 Z1. F333.
G2 X61.681 Y6.513 I-10.43 J12.778 X8.501 F1200.
G1 X61.501 Y6.507 X8.534
X28.501 G3 X21.732 Y-8.418 I-0.363 J27.493
X28.321 Y6.513 G1 X21.931 Y-8.305
G2 X19.083 Y10.187 I1.193 J16.452 X22.107 Y-8.157
G3 X8.484 Y13.007 I-10.912 J-19.683 G2 X28.596 Y-5.493 I7.406 J-8.804
G1 X2.49 G1 X61.406
Z1. F333. G2 X67.895 Y-8.157 I-0.918 J-11.468
X8.484 F1200. G1 X68.071 Y-8.305
G2 X19.083 Y10.187 I-0.313 J-22.503 X68.27 Y-8.418
G3 X28.321 Y6.513 I10.43 J12.778 G3 X81.468 Y-11.993 I13.561 J23.918
G1 X28.501 Y6.507 G1 X81.501
X61.501 X87.512
X61.681 Y6.513 Z0.7 F333.
G3 X70.919 Y10.187 I-1.193 J16.452 X81.501 F1200.
G2 X81.517 Y13.007 I10.912 J-19.683 X81.468
f
G1 X87.512 G2 X68.27 Y-8.418 I0.363 J27.493
Z0.7 F333. G1 X68.071 Y-8.305
X81.517 F1200. X67.895 Y-8.157
G3 X70.919 Y10.187 I0.313 J-22.503 G3 X61.406 Y-5.493 I-7.406 J-8.804
G2 X61.681 Y6.513 I-10.43 J12.778 G1 X28.596
G1 X61.501 Y6.507 G3 X22.107 Y-8.157 I0.918 J-11.468
X28.501 G1 X21.931 Y-8.305
X28.321 Y6.513 X21.732 Y-8.418
G2 X19.083 Y10.187 I1.193 J16.452 G2 X8.534 Y-11.993 I-13.561 J23.918
G3 X8.484 Y13.007 I-10.912 J-19.683 G1 X8.501
G1 X2.49 X2.49
Z0.4 F333. Z0.4 F333.
X8.484 F1200. X8.501 F1200.
G2 X19.083 Y10.187 I-0.313 J-22.503 X8.534
G3 X28.321 Y6.513 I10.43 J12.778 G3 X21.732 Y-8.418 I-0.363 J27.493
G1 X28.501 Y6.507 G1 X21.931 Y-8.305
X61.501 X22.107 Y-8.157
X61.681 Y6.513 G2 X28.596 Y-5.493 I7.406 J-8.804
G3 X70.919 Y10.187 I-1.193 J16.452 G1 X61.406
G2 X81.517 Y13.007 I10.912 J-19.683 G2 X67.895 Y-8.157 I-0.918 J-11.468
G1 X87.512 G1 X68.071 Y-8.305
Z0.1 F333. X68.27 Y-8.418
X81.517 F1200. G3 X81.468 Y-11.993 I13.561 J23.918
G3 X70.919 Y10.187 I0.313 J-22.503 G1 X81.501
G2 X61.681 Y6.513 I-10.43 J12.778 X87.512
G1 X61.501 Y6.507 Z0.1 F333.
X28.501 X81.501 F1200.
X28.321 Y6.513 X81.468
G2 X19.083 Y10.187 I1.193 J16.452 G2 X68.27 Y-8.418 I0.363 J27.493
G3 X8.484 Y13.007 I-10.912 J-19.683 G1 X68.071 Y-8.305
G1 X2.49 X67.895 Y-8.157
Z-0.2 F333. G3 X61.406 Y-5.493 I-7.406 J-8.804
X8.484 F1200. G1 X28.596
G2 X19.083 Y10.187 I-0.313 J-22.503 G3 X22.107 Y-8.157 I0.918 J-11.468
G3 X28.321 Y6.513 I10.43 J12.778 G1 X21.931 Y-8.305
G1 X28.501 Y6.507 X21.732 Y-8.418
X61.501 G2 X8.534 Y-11.993 I-13.561 J23.918
X61.681 Y6.513 G1 X8.501
G3 X70.919 Y10.187 I-1.193 J16.452 X2.49
G2 X81.517 Y13.007 I10.912 J-19.683 Z-0.2 F333.
G1 X87.512 X8.501 F1200.
Z-0.5 F333. X8.534
X81.517 F1200. G3 X21.732 Y-8.418 I-0.363 J27.493
G3 X70.919 Y10.187 I0.313 J-22.503 G1 X21.931 Y-8.305
G2 X61.681 Y6.513 I-10.43 J12.778 X22.107 Y-8.157
G1 X61.501 Y6.507 G2 X28.596 Y-5.493 I7.406 J-8.804

g
X28.501 G1 X61.406
X28.321 Y6.513 G2 X67.895 Y-8.157 I-0.918 J-11.468
G2 X19.083 Y10.187 I1.193 J16.452 G1 X68.071 Y-8.305
G3 X8.484 Y13.007 I-10.912 J-19.683 X68.27 Y-8.418
G1 X2.49 G3 X81.468 Y-11.993 I13.561 J23.918
Z-0.8 F333. G1 X81.501
X8.484 F1200. X87.512
G2 X19.083 Y10.187 I-0.313 J-22.503 Z-0.5 F333.
G3 X28.321 Y6.513 I10.43 J12.778 X81.501 F1200.
G1 X28.501 Y6.507 X81.468
X61.501 G2 X68.27 Y-8.418 I0.363 J27.493
X61.681 Y6.513 G1 X68.071 Y-8.305
G3 X70.919 Y10.187 I-1.193 J16.452 X67.895 Y-8.157
G2 X81.517 Y13.007 I10.912 J-19.683 G3 X61.406 Y-5.493 I-7.406 J-8.804
G1 X87.512 G1 X28.596
Z-1.1 F333. G3 X22.107 Y-8.157 I0.918 J-11.468
X81.517 F1200. G1 X21.931 Y-8.305
G3 X70.919 Y10.187 I0.313 J-22.503 X21.732 Y-8.418
G2 X61.681 Y6.513 I-10.43 J12.778 G2 X8.534 Y-11.993 I-13.561 J23.918
G1 X61.501 Y6.507 G1 X8.501
X28.501 X2.49
X28.321 Y6.513 Z-0.8 F333.
G2 X19.083 Y10.187 I1.193 J16.452 X8.501 F1200.
G3 X8.484 Y13.007 I-10.912 J-19.683 X8.534
G1 X2.49 G3 X21.732 Y-8.418 I-0.363 J27.493
Z-1.4 F333. G1 X21.931 Y-8.305
X8.484 F1200. X22.107 Y-8.157
G2 X19.083 Y10.187 I-0.313 J-22.503 G2 X28.596 Y-5.493 I7.406 J-8.804
G3 X28.321 Y6.513 I10.43 J12.778 G1 X61.406
G1 X28.501 Y6.507 G2 X67.895 Y-8.157 I-0.918 J-11.468
X61.501 G1 X68.071 Y-8.305
X61.681 Y6.513 X68.27 Y-8.418
G3 X70.919 Y10.187 I-1.193 J16.452 G3 X81.468 Y-11.993 I13.561 J23.918
G2 X81.517 Y13.007 I10.912 J-19.683 G1 X81.501
G1 X87.512 X87.512
Z-1.7 F333. Z-1.1 F333.
X81.517 F1200. X81.501 F1200.
G3 X70.919 Y10.187 I0.313 J-22.503 X81.468
G2 X61.681 Y6.513 I-10.43 J12.778 G2 X68.27 Y-8.418 I0.363 J27.493
G1 X61.501 Y6.507 G1 X68.071 Y-8.305
X28.501 X67.895 Y-8.157
X28.321 Y6.513 G3 X61.406 Y-5.493 I-7.406 J-8.804
G2 X19.083 Y10.187 I1.193 J16.452 G1 X28.596
G3 X8.484 Y13.007 I-10.912 J-19.683 G3 X22.107 Y-8.157 I0.918 J-11.468
G1 X2.49 G1 X21.931 Y-8.305
Z-2. F333. X21.732 Y-8.418

h
X8.484 F1200. G2 X8.534 Y-11.993 I-13.561 J23.918
G2 X19.083 Y10.187 I-0.313 J-22.503 G1 X8.501
G3 X28.321 Y6.513 I10.43 J12.778 X2.49
G1 X28.501 Y6.507 Z-1.4 F333.
X61.501 X8.501 F1200.
X61.681 Y6.513 X8.534
G3 X70.919 Y10.187 I-1.193 J16.452 G3 X21.732 Y-8.418 I-0.363 J27.493
G2 X81.517 Y13.007 I10.912 J-19.683 G1 X21.931 Y-8.305
G1 X87.512 X22.107 Y-8.157
G0 Z7. G2 X28.596 Y-5.493 I7.406 J-8.804
Y-11.993 G1 X61.406
G1 Z3. F333. G2 X67.895 Y-8.157 I-0.918 J-11.468
Z1.9 G1 X68.071 Y-8.305
X81.501 F1200. X68.27 Y-8.418
X81.468 G3 X81.468 Y-11.993 I13.561 J23.918
G2 X68.27 Y-8.418 I0.363 J27.493 G1 X81.501
G1 X68.071 Y-8.305 X87.512
X67.895 Y-8.157 Z-1.7 F333.
G3 X61.406 Y-5.493 I-7.406 J-8.804 X81.501 F1200.
G1 X28.596 X81.468
G3 X22.107 Y-8.157 I0.918 J-11.468 G2 X68.27 Y-8.418 I0.363 J27.493
G1 X21.931 Y-8.305 G1 X68.071 Y-8.305
X21.732 Y-8.418 X67.895 Y-8.157
G2 X8.534 Y-11.993 I-13.561 J23.918 G3 X61.406 Y-5.493 I-7.406 J-8.804
G1 X8.501 G1 X28.596
X2.49 G3 X22.107 Y-8.157 I0.918 J-11.468
Z1.6 F333. G1 X21.931 Y-8.305

i
Apêndice 2
Recommended

















