Proses Elektroplating Tembaga-Nikel-KhromKata Kunci: Ketebalan dapat dikontrol, Lapisan relatif tipis, Permukaan lapisan lebih halus
Ditulis oleh Suparni Setyowati Rahayu pada 26-07-2009
Proses pelapisan tembaga-nikel-khrom terhadap logam ferro atau kuningan sebagai logam yang dilapis adalah satu
cara untuk melindungi logam terhadap serangan korosi dan untuk mendapatkan sifat dekoratif. Cara pelapisan
tembaga-nikel-khrom dengan metode elektroplating adalah sebagai berikut:Pelapisan menggunakan arus searah.
Cara kerjanya mirip dengan elektrolisa, dimana logam pelapis bertindak sebagai anoda,sedangkan logam dasarnya
sebagai katoda. Cara terakhir ini yang disertai dengan perlakuan awal terhadap benda kerja yang baik mempunyai
berbagai keuntungan dibandingkan dengan cara-cara yang lain. Keuntungan-keuntungan tersebut antara lain :
a. Lapisan relatif tipis.
b. Ketebalan dapat dikontrol.
c. Permukaan lapisan lebih halus.
d. Hemat dilihat dari pemakaian logam khrom.
Pengerjaan elektroplating tembaga-nikel-khrom pada dasarnya terbagi atas tiga proses yaitu perlakuan awal,
proses pelapisan dan proses pengolahan akhir hasil elektroplating.Proses elektroplating ini terdapat tiga jenis
proses pelapisan yaitu yang pertama adalah pelapisan logam dengan Tembaga, lalu dilanjutkan dengan pelapisan
Nikel dan yang terakhir benda dilapis dengan Khrom.
Pelapisan Tembaga
Tembaga atau Cuprum (Cu) merupakan logam yang banyak sekali digunakan, karena mempunyai sifat hantaran
arus dan panas yang baik. Tembaga digunakan untuk pelapisan dasar karena dapat menutup permukaan bahan
yang dilapis dengan baik. Pelapisan dasar tembaga dipelukan untuk pelapisan lanjut dengan nikel yang kemudian
yang kemudian dilakukan pelapisan akhir khrom.
Aplikasi yang paling penting dari pelapisan tembaga adalah sebagai suatu lapisan dasar pada pelapisan baja
sebelum dilapisi tembaga dari larutan asam yang biasanya diikuti pelapisan nikel dan khrom. Tembaga digunakan
sebagai suatu lapisan awal untuk mendapatkan pelekatan yang bagus dan melindungi baja dari serangan
keasaman larutan tembaga sulfat. Alasan pemilihan plating tembaga untuk aplikasi ini karena sifat penutupan
lapisan yang bagus dan daya tembus yang tinggi.
Sifat-sifat Fisika Tembaga
1.Logam berwarna kemerah-merahan dan berkilauan
2.Dapat ditempa, dibengkokan dan merupakan penghantar panas dan listrik
3.Titik leleh : 1.0830C, titik didih : 2.3010C
4.Berat jenis tembaga sekitar 8,92 gr/cm3
Sifat-sifat Kimia Tembaga
1.Dalam udara kering sukar teroksidasi, akan tetapi jika dipanaskan akan membentuk oksida tembaga (CuO)
2.Dalam udara lembab akan diubah menjadi senyawa karbonat atau karat basa, menurut reaksi : 2Cu + O2 + CO2
+ H2O → (CuOH)2 CO3
3.Tidak dapat bereaksi dengan larutan HCl encer maupun H2SO4encer
4.Dapat bereaksi dengan H2SO4 pekat maupun HNO3 encer dan pekat
Cu + H2SO4 → CuSO4 +2H2O + SO2 Cu + 4HNO3 pekat → Cu(NO3)2 + 2H2O + 2NO2 3Cu + 8HNO3 encer →
3Cu(NO3)2 + 4H2O + 2NO
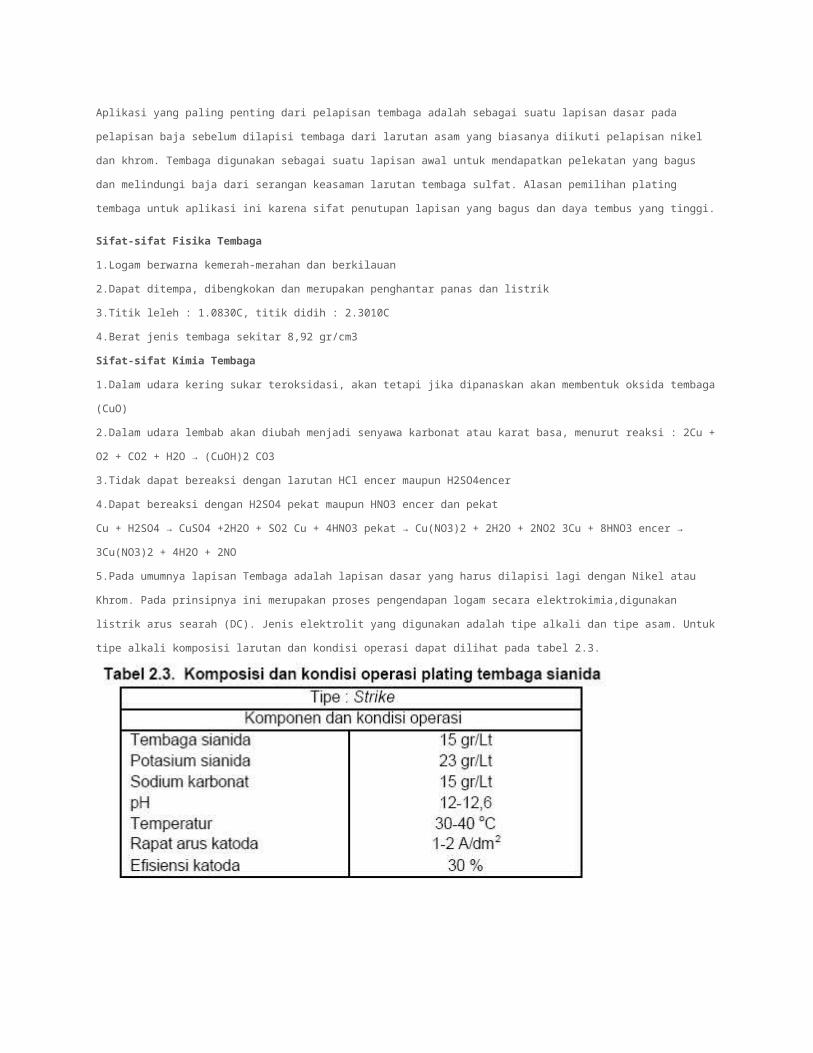
5.Pada umumnya lapisan Tembaga adalah lapisan dasar yang harus dilapisi lagi dengan Nikel atau Khrom. Pada
prinsipnya ini merupakan proses pengendapan logam secara elektrokimia,digunakan listrik arus searah (DC). Jenis
elektrolit yang digunakan adalah tipe alkali dan tipe asam. Untuk tipe alkali komposisi larutan dan kondisi operasi
dapat dilihat pada tabel 2.3.
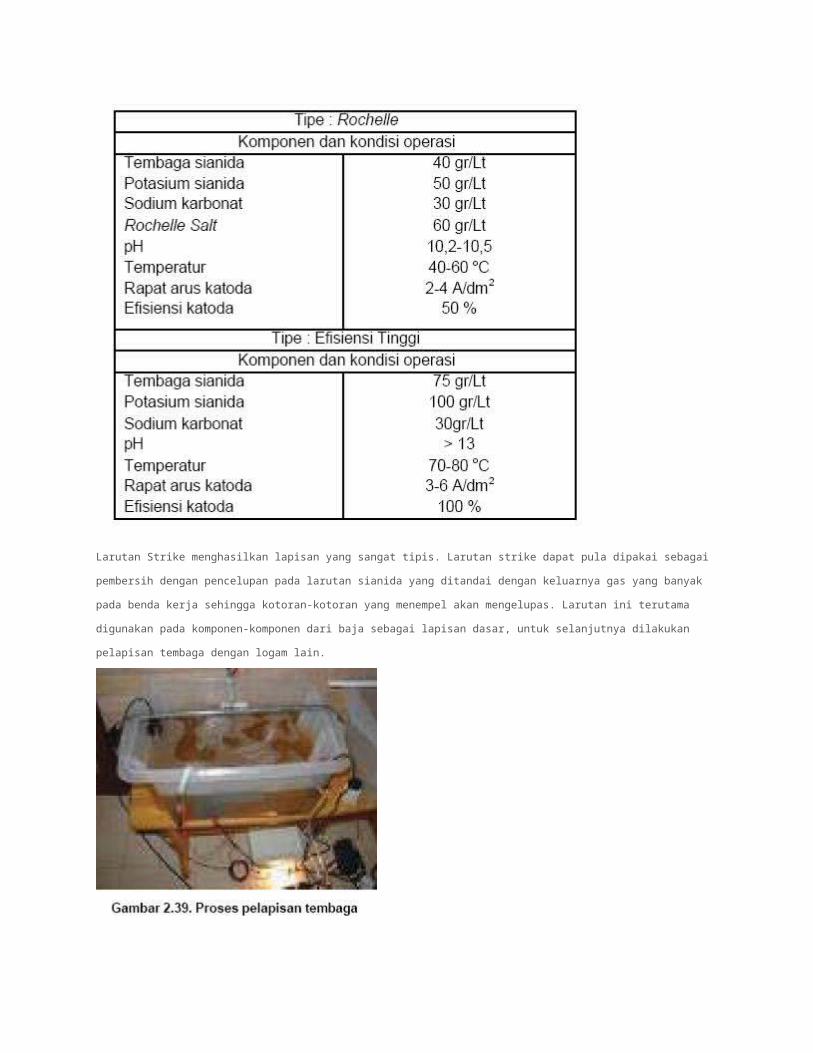
Larutan Strike menghasilkan lapisan yang sangat tipis. Larutan strike dapat pula dipakai sebagai pembersih dengan
pencelupan pada larutan sianida yang ditandai dengan keluarnya gas yang banyak pada benda kerja sehingga
kotoran-kotoran yang menempel akan mengelupas. Larutan ini terutama digunakan pada komponen-komponen
dari baja sebagai lapisan dasar, untuk selanjutnya dilakukan pelapisan tembaga dengan logam lain.
Formula kecepatan tinggi atau efisiensi tinggi digunakan untuk plating tembaga tebal, smentara proses Rochelle
digunakan untuk menghasilkan pelapisan yang bersifat antara strike dan kecepatan tinggi. Garam-garam Rochelle

tidak terdekomposisi dan hanya berkurang melalui drag-out yaitu terikutnya larutan pada benda kerja pada saat
pengambilan dari tanki tinggi disbanding larutan strike sebab kerapatan arus katoda dan efisiensi penting dalam
kecepatan plating. Larutan Rochelle dan kecepatan tinggi dapat dioperasikan pada temperatur relatif
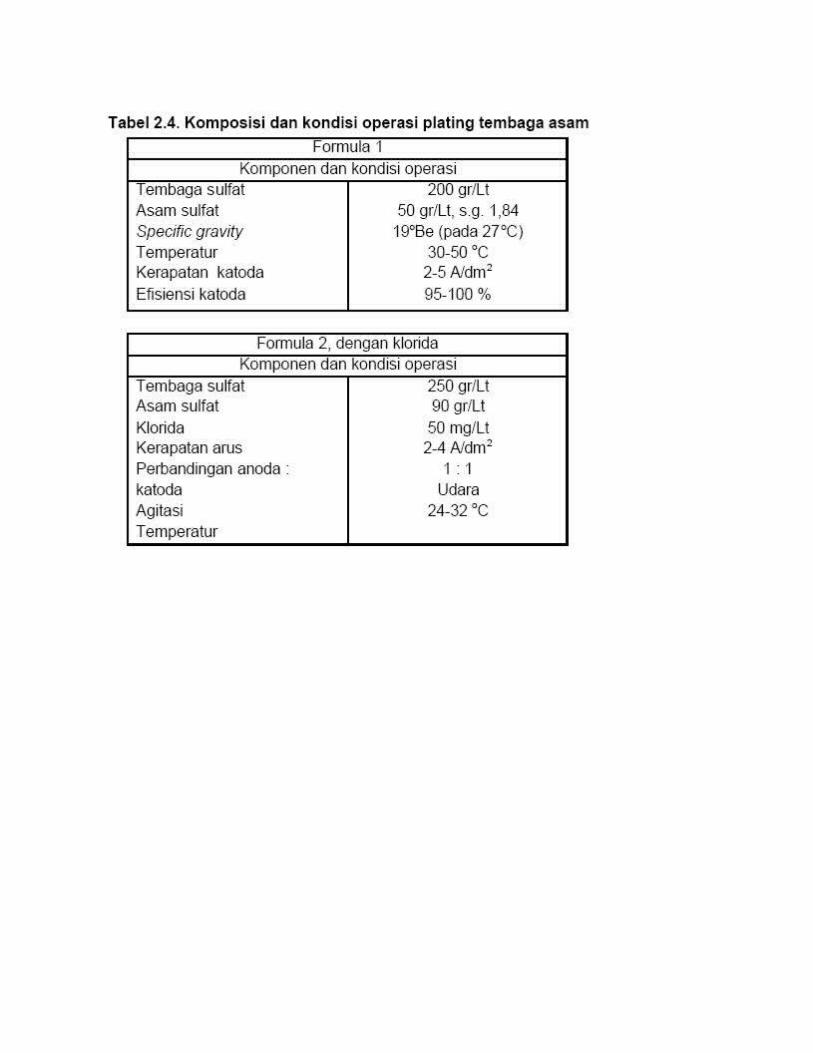
tinggi.Komposisi larutan dan kondisi operasi untuk pelapisan tembaga asam dapat dilihat pada tabel 2.4.
Proses “Pengolahan Awal” adalah proses persiapan permukaan dari benda kerja yang akan mengalami proses
pelapisan logam.Pada umumnya proses pelapisan logam itu mempunyai dua tujuan pokok adalah sifat dekorasi,
sifat ini untuk mendapatkan tampak rupa yang lebih baik dari benda asalnya, dan aplikasi teknologi, sifat ini
misalnya untuk mendapatkan ketahanan korosinya, mampu solder, kekerasan, sifat listrik dan lain
sebagainya.Keberhasilan proses pengolahan awal ini sangat menentukan kualitas hasil pelapisan logam, baik
dengan cara listrik, kimia maupu dengan cara mekanis lainnya.
Proses pengolahan awal yang akan mengalami proses pelapisan logam pada umumnya meliputi proses-proses
pembersihan dari segala macam pengotor (cleaning proses) dan juga termasuk proses-proses pada olah
permukaan seperti poleshing, buffing,dan proses persiapan permukaan yang lainnya.Untuk mendapatkan daya
lekat pelapisan logam (adhesi) dan fisik permukaan benda kerja yang baik dari suatu lapisan logam, maka perlu
diperhatikan cara olah permukaan dan proses pembersihan permukaan. Ketidaksempurnaan kedua hal tersebut di
atas dapat menyebabkan adanya garisan-garisan pada benda kerja dan pengelupasan hasil pelapisan logam.
Recommended

















