Quality Initiatives – Biotech Products
Steven Kozlowski, M.D., DirectorOffice of Biotechnology Products
OPS/CDER
IFPAC PreCon Workshop 1/25/2009
Considerations & Implementation
FDA Started with Quality• 1902 Biologics Control Act
– Regulatory authority over the processes used to make biological products, or biologics
• Responsibility for safety– A horse named Jim whose tetanus-contaminated
serum was used to produce a diphtheria antitoxin that caused the deaths of thirteen children
• 1938 Federal Food Drug & Cosmetic Act– New Drug Application (NDA)
• Drug composition, manufacturing & quality• Report on safety
– A preparation of sulfanilamide using diethylene glycol (DEG) as a solvent caused more than 100 deaths
• Elixir Sulfanilamide
Pharmaceutical Quality for the 21st Century• In 2002, FDA identified a series of…problems…• Initiatives to achieve the Desired State
• CGMP for the 21st Century– risk-based (ICH Q9)– Quality Systems (ICH Q10)
• Process Analytical Technology– material attributes– on or at line
measurements– impact process
parameters• Quality by Design (QbD):
– A systematic approach to development that begins with predefined objectives and emphasizes product and process understanding and process control, based on sound science and quality risk management (ICH Q8R1)
Overview
• QbD Definitions• Design Space
– CQA– Risk Assessment for likely CPP– Design of Experiments (DOE)– Lifecycle & implementation
• OBP Pilot• Benefits of QbD
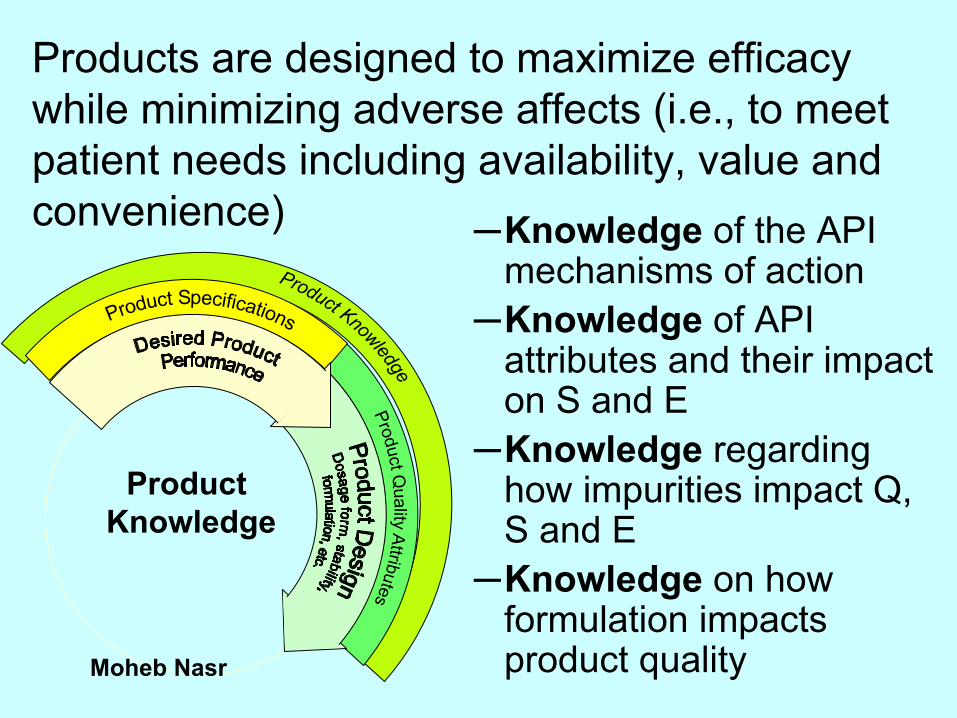
─Knowledge of the APImechanisms of action
─Knowledge of API attributes and their impact on S and E
─Knowledge regarding how impurities impact Q, S and E
─Knowledge on how formulation impacts product quality
Product Knowledge
Moheb Nasr
Products are designed to maximize efficacy while minimizing adverse affects (i.e., to meet patient needs including availability, value and convenience)
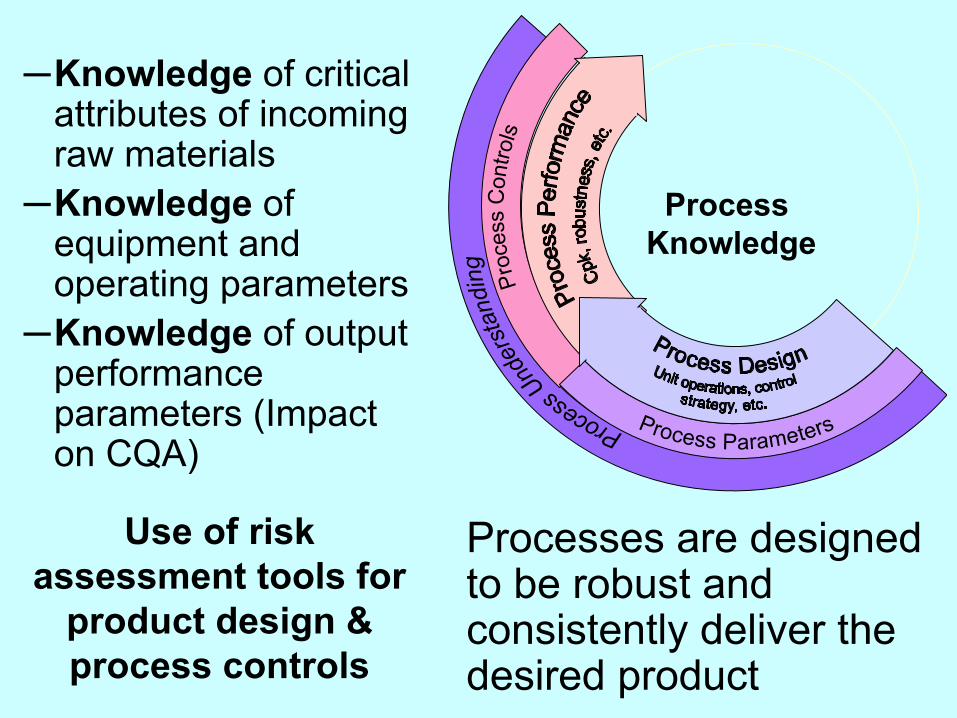
Process Knowledge
─Knowledge of critical attributes of incoming raw materials
─Knowledge of equipment and operating parameters
─Knowledge of output performance parameters (Impact on CQA)
Processes are designed to be robust and consistently deliver the desired product
Use of risk assessment tools for
product design & process controls
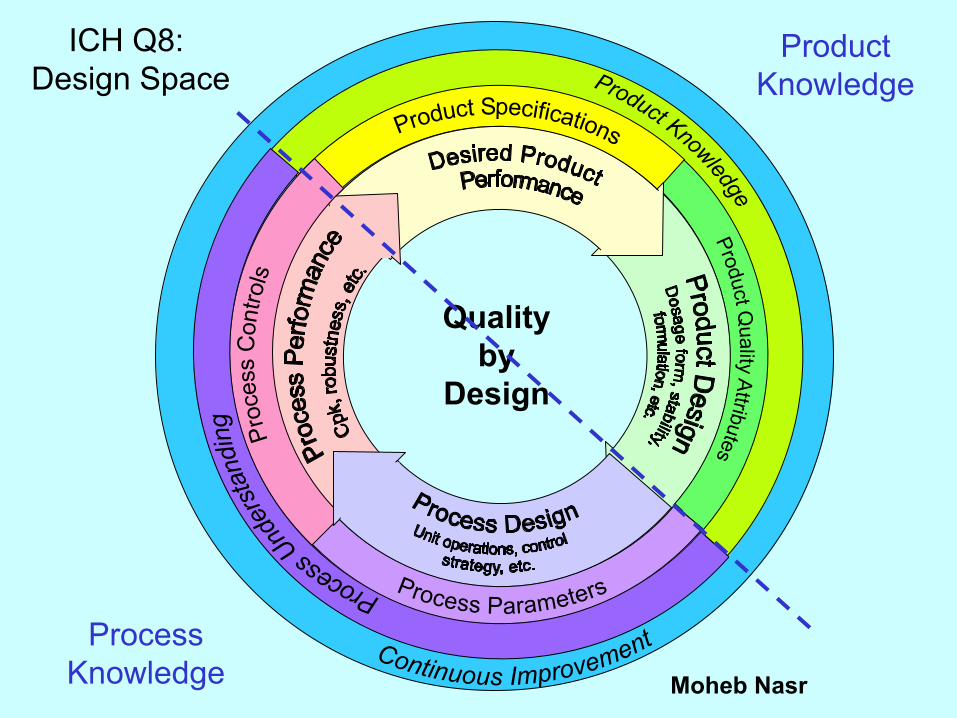
Qualityby
Design
Moheb Nasr
ICH Q8: Design Space
ProcessKnowledge
ProductKnowledge
ICH Q8: Design Space• Definition
– The multidimensional combination and interaction of input variables (e.g., material attributes) and process parameters that have been demonstrated to provide assurance of quality
• Regulatory Flexibility– Working within the design space is not considered a
change• Important to Notice
– Design space is proposed by the applicant and is subject to regulatory assessment and approval
• Process Importance– The product is the process…a biologics mantra
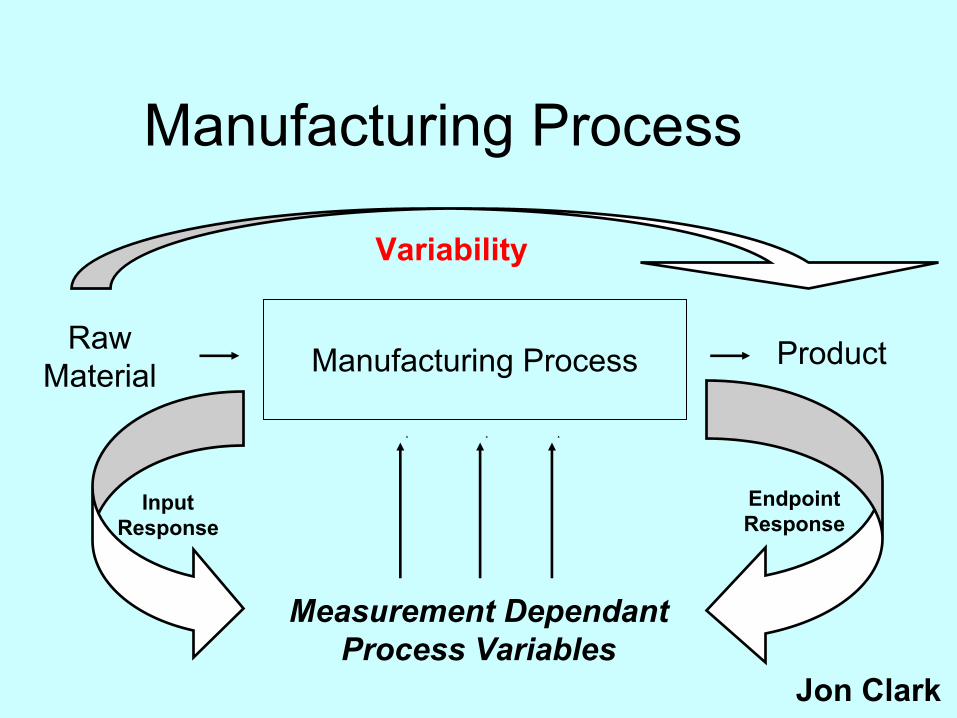
Manufacturing Process
RawMaterial
ProductManufacturing Process
LockedProcess Variables
Variability
Jon Clark
Measurement DependantProcess Variables
EndpointResponse
InputResponse
Overview
• QbD Definitions• Design Space
– CQA– Risk Assessment for likely CPP– Design of Experiments (DOE)– Lifecycle & implementation
• OBP Pilot
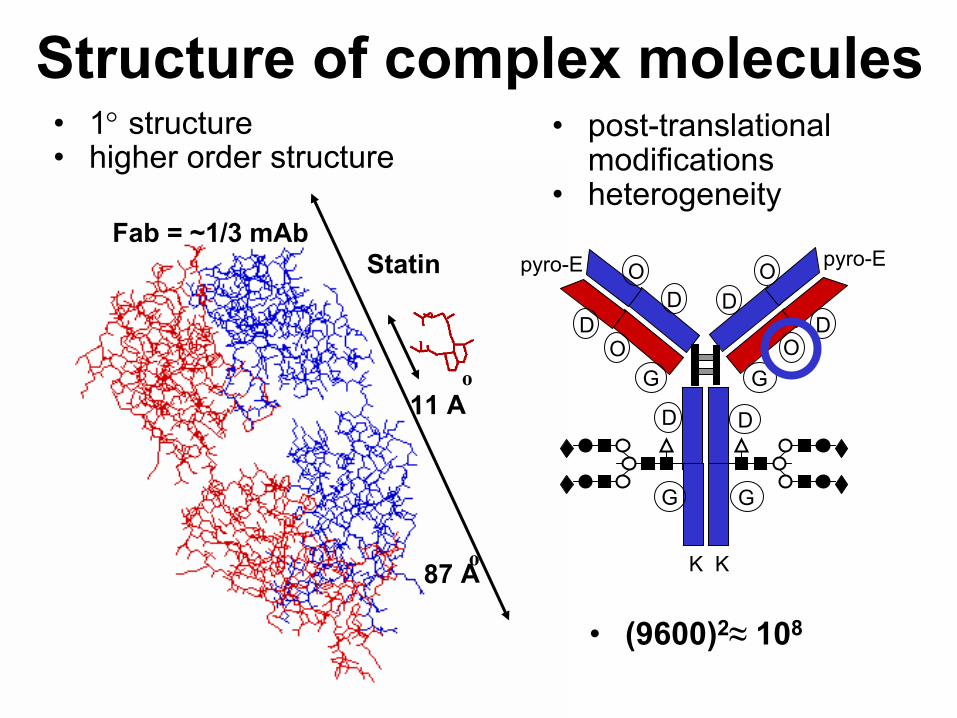
87 Ao
Fab = ~1/3 mAb
• post-translational modifications
• heterogeneity
11 Ao
Statin
Structure of complex molecules• 1° structure• higher order structure
K
pyro-E OD
G
G
D
OD
O
O pyro-E
D
D
D
G
G
K
• (9600)2≈ 108
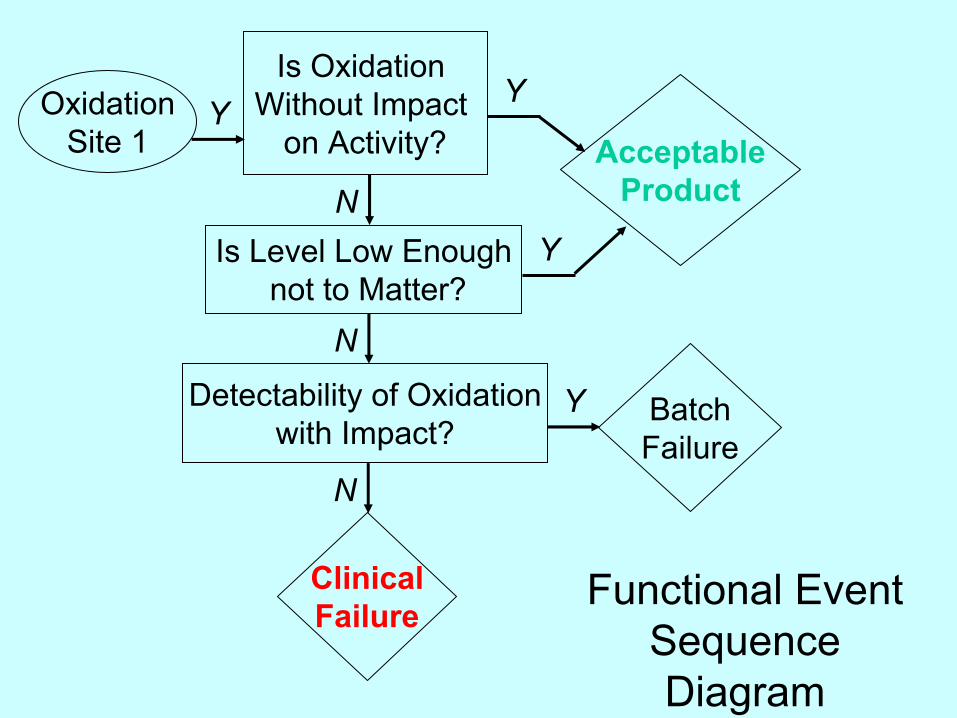
Functional Event Sequence Diagram
OxidationSite 1
Is Oxidation Without Impact
on Activity?Y
BatchFailure
Y
Is Level Low Enoughnot to Matter?
N
Detectability of Oxidation with Impact?
N
ClinicalFailure
N
AcceptableProduct
Y
Y
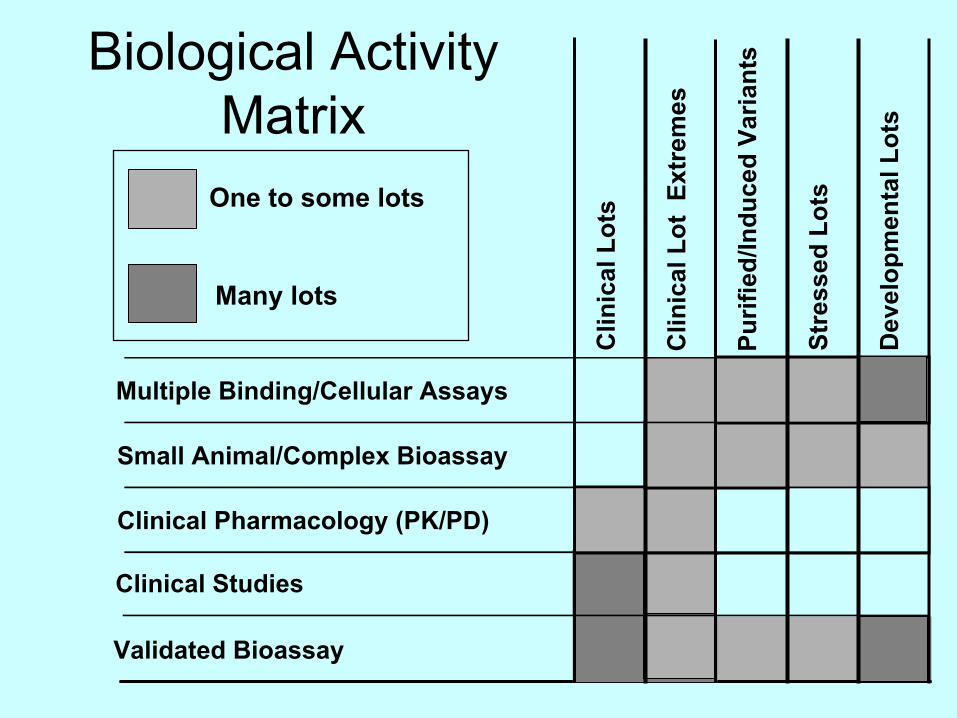
Biological Activity Matrix
One to some lots
Many lots
Validated Bioassay
Clinical Studies
Clinical Pharmacology (PK/PD)
Small Animal/Complex Bioassay
Multiple Binding/Cellular Assays
Clin
ical
Lot
s
Clin
ical
Lot
Ext
rem
es
Purif
ied/
Indu
ced
Varia
nts
Stre
ssed
Lot
s
Dev
elop
men
tal L
ots
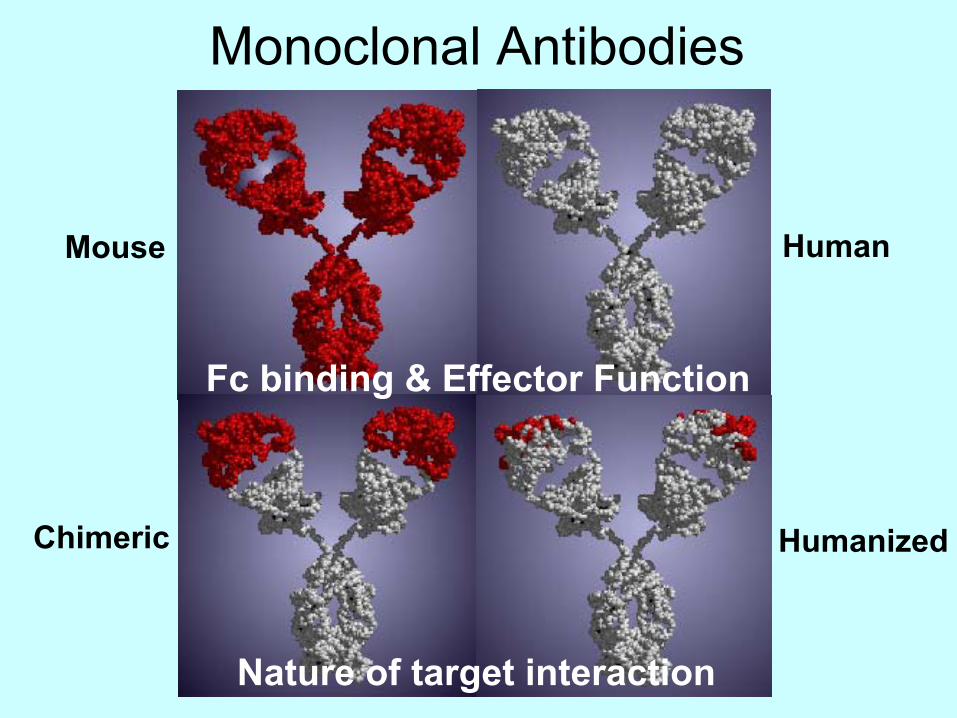
Monoclonal Antibodies
Mouse
Chimeric
Human
Humanized
Fc binding & Effector Function
Nature of target interaction
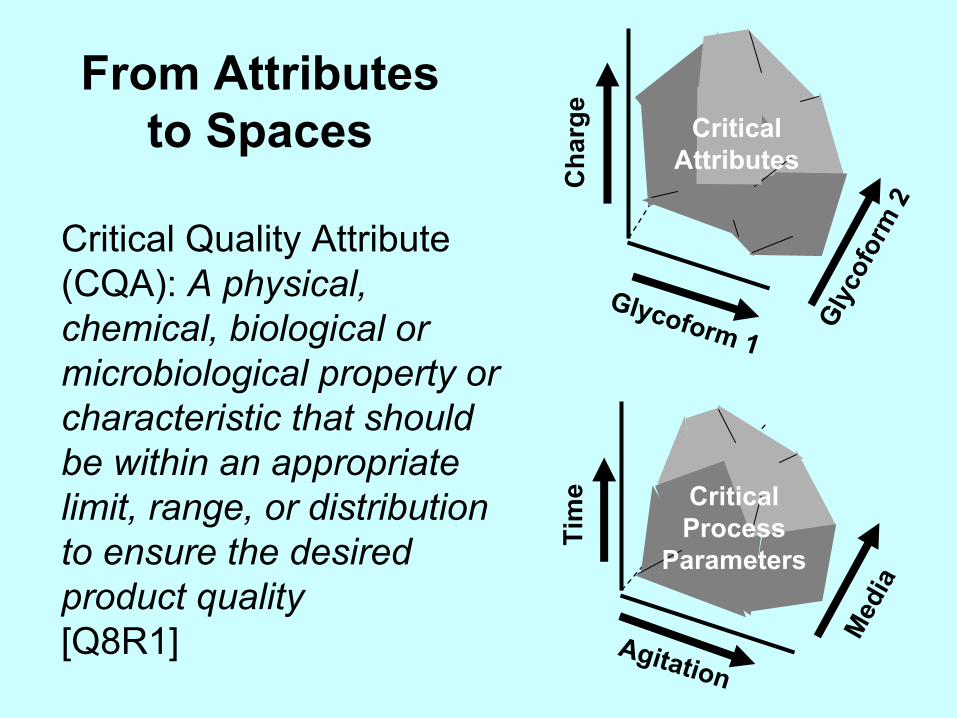
From Attributes to Spaces
Glycoform 1
Cha
rge
Glyc
ofor
m2
Critical Attributes
Critical Quality Attribute (CQA): A physical, chemical, biological or microbiological property or characteristic that should be within an appropriate limit, range, or distribution to ensure the desired product quality[Q8R1] Agitation
Med
ia
Tim
e Critical Process
Parameters
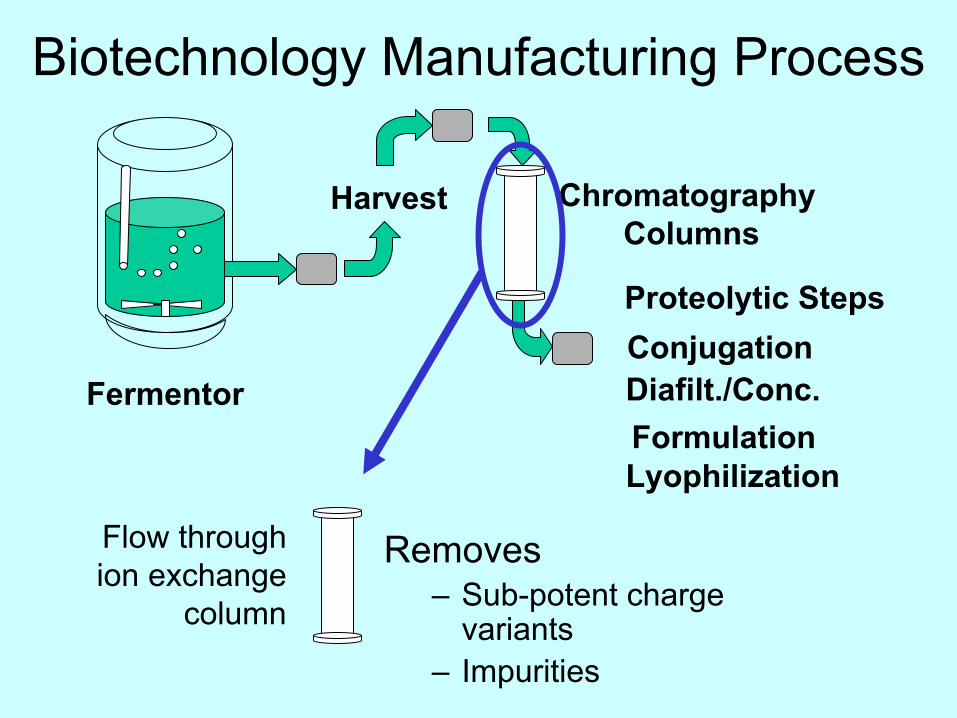
Biotechnology Manufacturing Process
Harvest
Proteolytic Steps
Diafilt./Conc.
Lyophilization
Conjugation
FormulationFermentor
ChromatographyColumns
Flow throughion exchange
column
Removes– Sub-potent charge
variants– Impurities
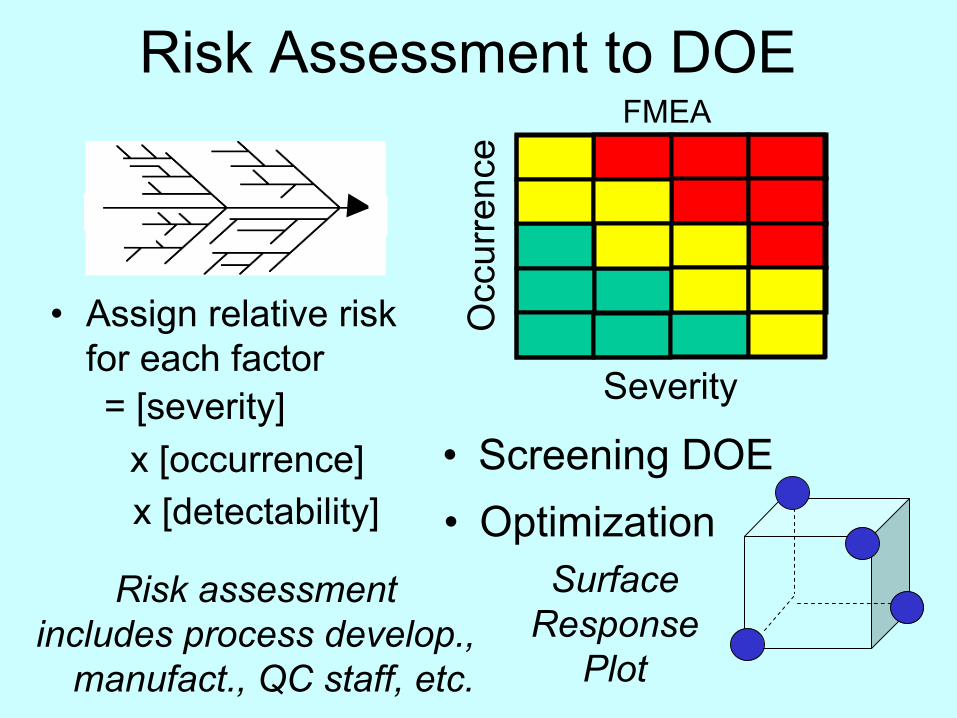
• Assign relative risk for each factor
Risk assessment includes process develop.,
manufact., QC staff, etc.
Severity
Occ
urre
nce
FMEA
= [severity]x [occurrence]x [detectability] • Optimization
• Screening DOE
Risk Assessment to DOE
SurfaceResponse
Plot
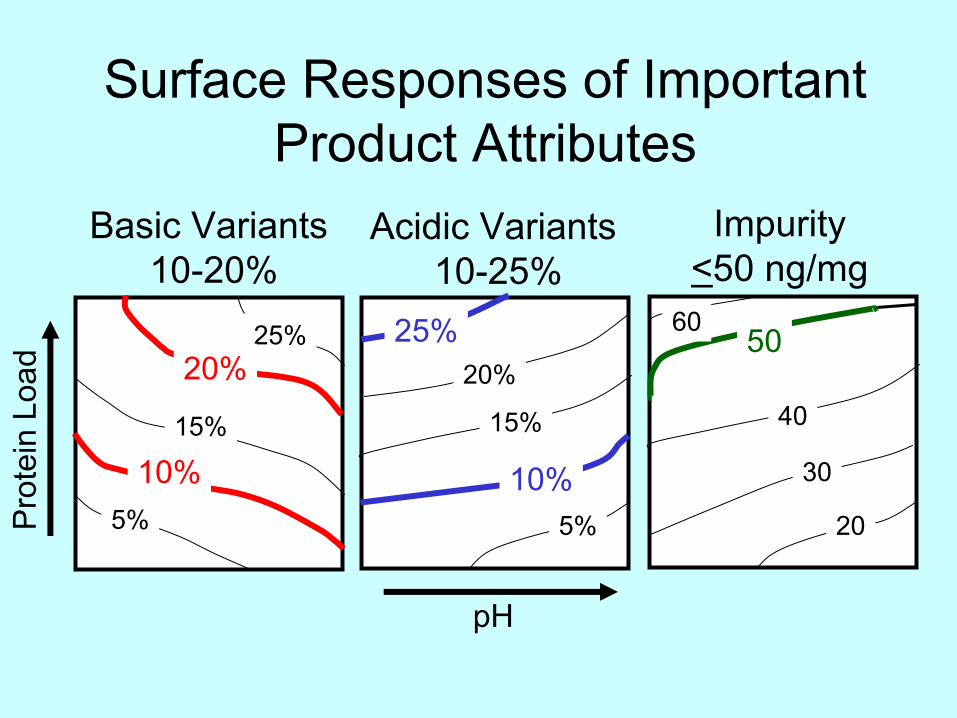
Surface Responses of Important Product Attributes
Acidic Variants10-25%
Impurity<50 ng/mg
Basic Variants10-20%
pH
Pro
tein
Loa
d 50
20
40
30
60
5%
10%
25%20%
15%
5%
10%15%
25%20%
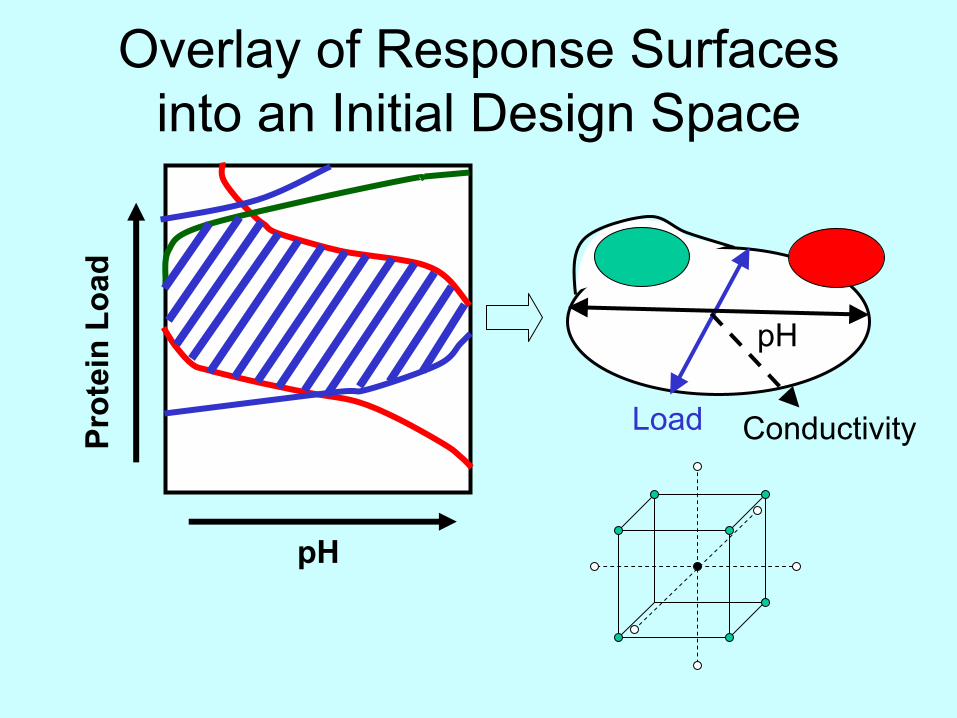
Overlay of Response Surfacesinto an Initial Design Space
pH
Prot
ein
Load
Load
pH
Conductivity
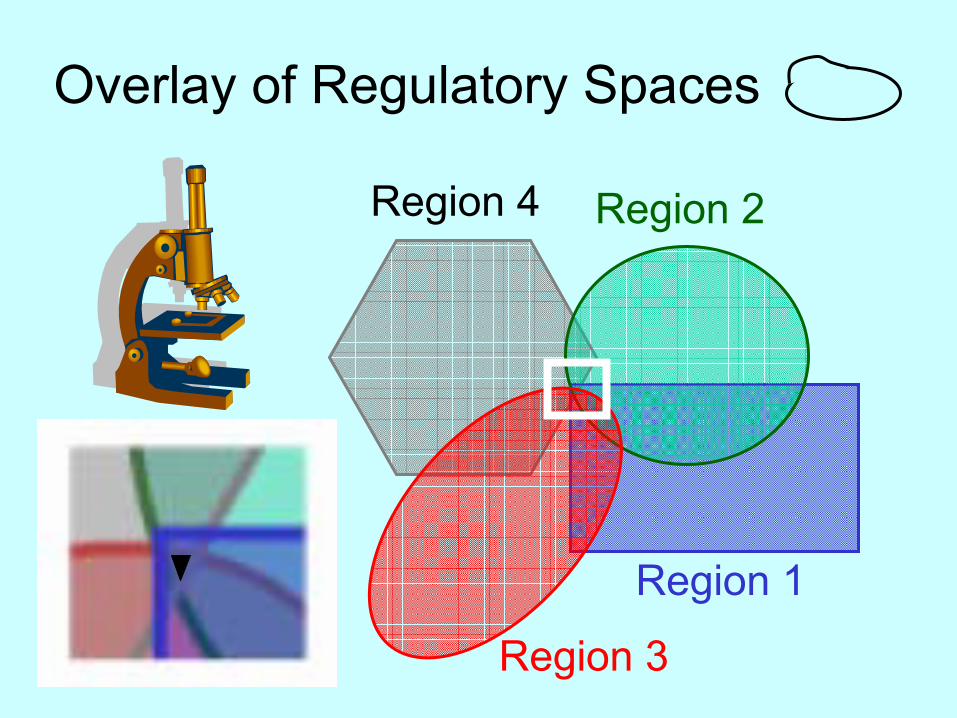
Region 4
Region 1
Region 2
Overlay of Regulatory Spaces
Region 3
Thoughts on Submission• DOEs that are important for quality• Narrative for FMEA
– prior knowledge and rationales of experts shared– support for factors not further studied
• Surrogate for HETP and thus column packing (detectability)
• Rationale for quality related responses• Validity of scale-down model• Narrative story of DOE
– Screening to optimization…– DOE often done as iterations
• Adding experimental points; Changing model; Statistics
• Worksheets, Results & Graphics
Initial Design Space Weaknesses• Based on model (DOE)
– Predictions are extrapolations • inside as well as outside explored space
• Missed factors• Missed interactions at screening
– Each factor alone has little impact– e.g cycle# and regeneration buffer salt– Larger risk with complex processes
• Missed important responses– Larger risk with complex products– Interactions between responses
• Experiments done at lab scale
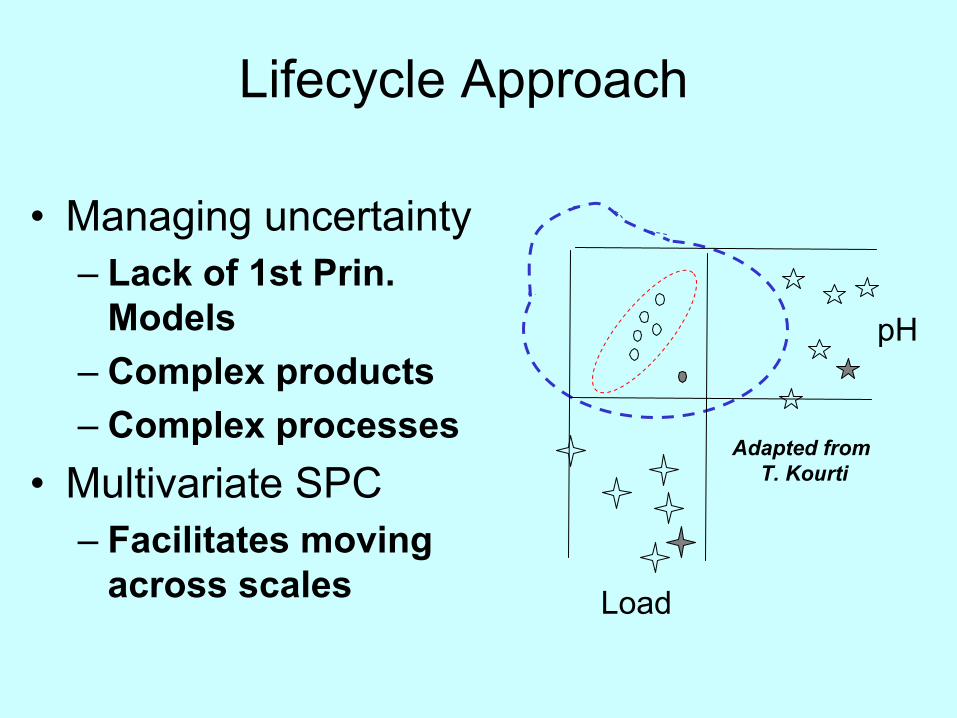
Lifecycle Approach
Adapted fromT. Kourti
Load
pH
• Managing uncertainty– Lack of 1st Prin.
Models– Complex products– Complex processes
• Multivariate SPC– Facilitates moving
across scales
Moving Forward• Knowledge in submissions
– Data needed to support knowledge• Platform Strategies• Link to small-molecule learnings
– ONDQA pilot; PMP• Mock Case Studies
– ISPE PQLI, EFPIA– Conformia
• Novel approach to CQAs• Future workshops
OBP Pilot Program
• To define clinically relevant attributes for protein products (regulated by OBP) and link them to manufacturing processes
• To consider quality-by-design (QbD) approaches to unit operations in supplements (10) as well as original applications (5)
• To explore the use of protocols submitted under (21 CF 314.70(e) and 601.12(e))
• One application accepted (full BLA)• Three more under consideration• Applications close 9/30/2009
FR Notice July 2, 2008
Some Considerations for Acceptance
• Description of drug; stage of development• Timeline for submission and requested
meetings • Soundness of the applicant’s proposal
– Overall Product & Process Design strategy– Potential to affect the development of a quality-by-design, risk-based
approach for complex products
• Summary of approaches defining relevant attributes & process parameters– Types of data linking attributes to S&E– Types of data defining design space
Some Considerations for Acceptance
• Applicant’s approaches to risk management– Use of prior knowledge– Risk assessment strategies– Risk mitigation (Application to lifecycle control strategy)
• Mfg changes in the Expanded Change Protocol– Across multiple products– Across multiple process steps– Across multiple changes (scale/equipment/facility)
• Diversity of product types, companies and processes
• For original applications, linked QbDapproaches for multiple unit ops
Expanded Change Protocols• Discussion of CQAs (links to clinical performance)• Discussion of CPPs and raw material attributes
(links to critical attributes)• Risk Assessments and supporting documentation • Description of the Design Space and supportive
data• Description of the Control Strategy (risk mitigation)• The Change Control plan
– Types of changes (change space)– Change Evaluation strategy– Risk management plans– Regulatory reporting mechanism– Quality system approaches
Moheb Nasr
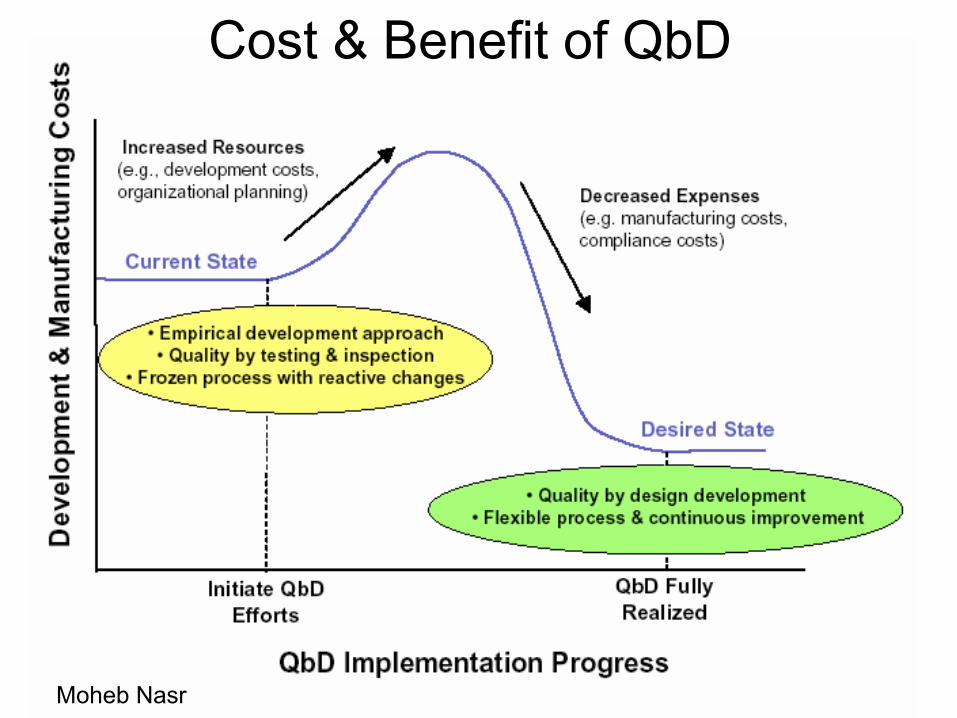
Cost & Benefit of QbD
Potential Benefits for Embracing the New Paradigms
• Smoother transitions from IND to Licensure• Increase productively/efficiency• Less lot rejections, recalls, and investigations for
manufacturing deviations• Expedited implementation of process changes• Manufacturing processes that are adaptable• Reliable supply of high quality products• Fewer inspections• Fewer submissions to the Agency
2007 FDAAA• Postmarket safety surveillance
– Section 905 of FDAAA calls for the HHS Secretary to develop methods to obtain access to disparate data sources and to establish a postmarket risk identification and analysis system
• Access to data from – 25 million patients by 7/1/2010– 100 million patients by 7/1/2012
• Sentinel Initiative– Detect rare events early
Heparin Adverse Event Review
• The serious adverse events include:– allergic or hypersensitivity-type reactions– nausea– vomiting– sweating– shortness of breath– severe hypotension requiring treatment.
FDA Website: http://www.fda.gov/cder/drug/infopage/heparin/default.htmOverview & 2/11/08 Public Health Advisory
• High doses (5000-50,000 units) given bolus• Most events developed within minutes
Baxter Press Release1:10,000
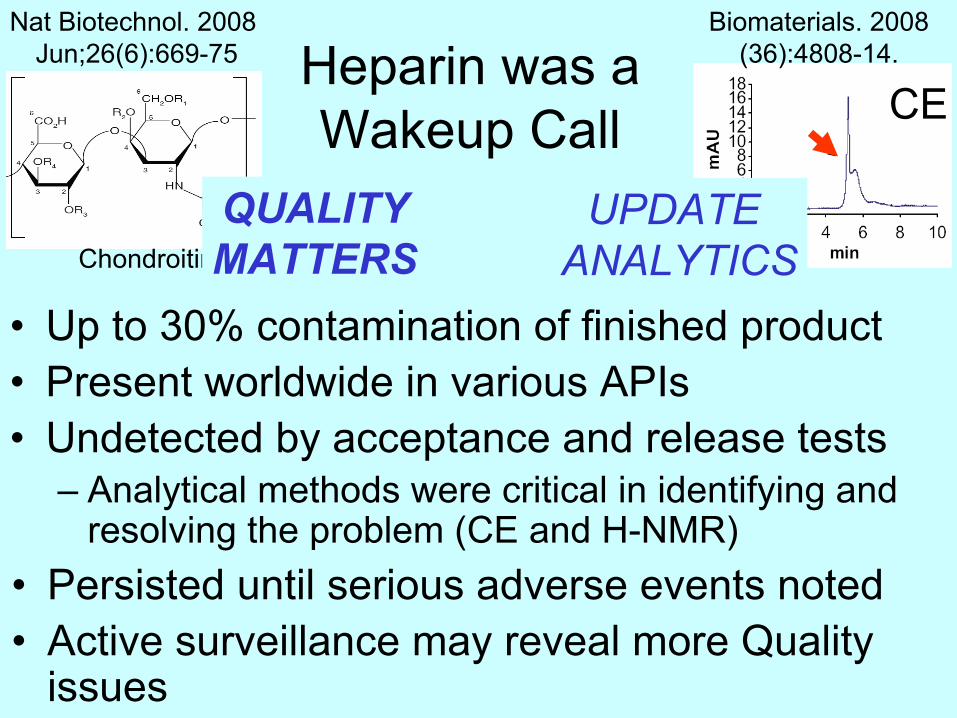
Heparin was a Wakeup Call
• Up to 30% contamination of finished product• Present worldwide in various APIs• Undetected by acceptance and release tests
– Analytical methods were critical in identifying and resolving the problem (CE and H-NMR)
CE
Biomaterials. 2008 (36):4808-14.
Chondroitin
Nat Biotechnol. 2008 Jun;26(6):669-75
UPDATE ANALYTICS
QUALITYMATTERS
• Persisted until serious adverse events noted• Active surveillance may reveal more Quality
issues
Credits
• Barry Cherney• Patrick Swann• Christine Moore• Keith Webber• Susan Kirshner
• Janet Woodcock• Moheb Nasr• Ali Al-Hakim• Jon Clark
Recommended

















