UNIVERSITATEA ECOLOGICA DIN BUCURESTI FACULTATE DE INGINERIE MANAGERIALA
SINTEZA CURS ORGANE DE MASINI
ANUL II, SEMESTRUL 2 Titular curs: Conf. dr. ing. Valentin Panduru
CUPRINS Curs 1. Organe de asamblare 1.1 Noţiuni introductive 1.2 Organe de asamblare 1.3 ASAMBLĂRI NEDEMONTABILE 1.3.1 Asamblări (îmbinări) nituite Curs 2. Imbinari sudate. Imbinari prin lipire. Imbinari prin strangere Curs 3. Asamblari demontabile
A. ASAMBLĂRI FILETATE B. ASAMBLĂRI PRIN PENE C. ASAMBLĂRI PRIN SUPRAFEŢE PROFILATE
Curs 4. Asamblari elastice Curs 5. Organe ale miscarii de rotatie Curs 6. Lagare I. Lagăre cu alunecare II. Lagăre cu rostogolire (rulmenţi) Curs 7. Organe de legatura (Cuplaje) CUPLAJE FIXE CUPLAJE MOBILE Curs 8. Organe ale transmisiilor mecanice 1. Transmisii prin roţi cu fricţiune 2.Transmisii prin curele Curs 9. Transmisii prin angrenare Transmsii prin roti dintate Curs 10. Tolerante si ajustaje
1

CURS 1 ORGANE DE ASAMBLARE
1.1 Noţiuni introductive ORGANELE DE MAŞINI se ocupă cu calculul şi proiectarea organelor componente ale maşinilor şi mecanismelor, ca piese distincte, ţinând cont de forţele ce acţionează, ansamblul condiţiilor de exploatare şi posibilităţile tehnologice de execuţie. Studiul Organelor de Maşini urmăreşte obţinerea acelei forme constructive pentru piese, care să asigure atât buna comportare în exploatare, cât şi realizarea lor cu consum de material şi costuri minime. Organelor de maşini li se impun următoarele condiţii: - îndeplinirea integrală a rolului funcţional, cu considerarea felului maşinii şi scopului construcţiei; - siguranţa în exploatare cu considerarea aspectelor de rezistenţă, deformaţii, vibraţii, temperatură, etanşeitate; - durabilitatea economică pentru evitarea ruperilor la oboseală şi a uzurii premature şi morale; - tehnologicitate; - economicitate privind cheltuielile minime de fabricaţie şi de exploatare; - respectarea standardelor în vigoare; - respectarea protecţiei muncii şi estetica industrială (design). Organele de maşini se clasifică, avându-se în vedere rolul funcţional în ansamblul maşinii şi diferitele tipuri constructive ale acestora. Asfel avem:
I. Organe de asamblare. II. Organe ale mişcarii de rotaţie. III. Organe de legatură (cuplaje). IV. Organe ale transmisiilor mecanice.
1.2 Organe de asamblare Prin asamblare (îmbinare) se înţelege un ansamblu format din două sau mai multe elemente aflate în repaos relativ, astfel încât aceste elemente să formeze un tot capabil să transmită eforturi. Clasificarea asamblărilor se face după mai multe criterii:
A. După construcţie (posibilitatea de a fi desfăcute cu, sau fără distrugerea unei părţi a construcţiei):
a. asamblări nedemontabile – nituire – sudare – lipire b. asamblări quasidemontabile – îmbinări elastice
2

c. asamblări demontabile – asamblări filetate (şuruburi) – pene
– ştifturi – suprafeţe profilate
B. După modul de realizare (de transmitere a eforturilor): - prin formă - prin forţă
1.3 ASAMBLĂRI NEDEMONTABILE Aceste asamblări nu mai pot fi demontate, decât prin distrugerea elementelor de asamblare. 1.3.1 Asamblări (îmbinări) nituite Îmbinările nituite sunt asamblări nedemontabile realizate prin intermediul unor organe de maşini numite nituri, care se introduc în găurile practicate în piesele ce urmează a fi îmbinate. În prezent, ca urmare a dezvoltării şi perfecţionării tehnologiilor de sudare, utilizarea îmbinărilor nituite s-a restrâns mult datorită dezavantajelor pe care le prezintă faţă de cele sudate: o consum de metal mai mare, ca urmare a suprapunerilor sau ecliselor (eclisa =
element de legătură); o preţ de cost mai ridicat; o condiţii de lucru mai grele (zgomot vibraţii); o gradul relativ redus de mecanizare şi automatizare al tehnologiei, cu consecinţe
privind o productivitate mai redusă. Există totuşi o serie de situaţii când se recomandă aplicarea nituirii: îmbinarea unor materiale nesudabile sau greu sudabile; îmbinarea unor oţeluri pentru care încălzirea cauzată de sudare ar anula efectul
tratamentului termic, sau mecanic aplicat anterior; îmbinarea pieselor de precizie prelucrate final, unde căldura sudurii poate
provoca deformaţii; îmbinări de mare importanţă (poduri, macarale etc.) care sunt supuse la şocuri
mari şi repetate, precum şi la vibraţii puternice.
3

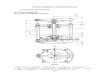
Nituri. Descriere. Clasificare. Materiale şi tehnologia de executare a îmbinării Nitul este format dintr-o tijă de forma cilindrică 1, având la extremitate capul iniţial 2, figura 1.
l
S1
S2
(1,5 – 1,7)d
dd1
4
3
1
2
5
Figura 1 Diametrul d al nitului este standardizat, iar diametrul d1 al găurii în care se introduce nitul este cu 1 mm mai mare decât diametrul tijei nitului d în stare rece. Odată cu executarea nituirii se formează capul de închidere 3, iar diametrul tijei va deveni d1. În calcule se va lucra cu valoarea d1. Lungimea tijei l, care trebuie să cuprindă piesele asamblate şi să asigure formarea capului de închidere, se determină cu relaţia: l = ∑S + (1,5 – 1,7)d (1) unde: ∑S reprezintă suma grosimilor tablelor (pieselor) îmbinate. Nitul se realizează tehnologic prin deformare într-un dispozitiv format din două piese denumite buterolă 5 (căpuitor) şi contrabuterolă 4 (contracăpatuitor).
4

Clasificarea niturilor se face dupa mai multe criterii: a) Dupa forma capului (STAS 796-82), figura 2: - nituri cu cap semirotund (cele mai răspândite în construcţii metalice şi construcţii de maşini), fig. 2a; - nituri cu cap semiînecat, fig. 2b; - nituri cu cap tronconic, fig. 2c;
- nituri cu cap cilindric (plat), fig. 2d; - nituri cu cap înecat, fig. 2e;
b) Dupa forma tijei, figura 2: - cu tijă masivă, fig. 2f; - cu tijă tubulară găurită, fig. 2g; - cu tijă tubulară din ţeavă, fig. 2h; - cu tijă tubulară din bandă, fig. 2i; c) Speciale, figura 2: - nituri cu exploziv, fig. 2j; - nituri cu gaură filetată, fig. 2k; d) După destinaţie: - de utilizare curentă; - speciale de rezistenţă, folosite pentru construcţii metalice; - speciale de rezistenţă şi etanşare, care pe lângă funcţia de rezistenţă asigură şi etanşeitate la presiuni ridicate (cazane, recipienţi sub presiune). e) După felul aşezării tablelor se deosebesc: - îmbinări prin suprapunere sau direcţie, figura 3 ; - îmbinări cu o singură, sau cu 2 eclise, figura 4;
5

a
b
c
d
e
f
g
h
i
j
k
Figura 2
6

F
F
Figura 3
F F F F
eclise
Figura 4
Materiale Materialele din care se confecţionează niturile trebuie să se caracterizeze prin tenacitate şi grad redus de ecruisare la formarea capetelor. La alegerea materialului pentru nituri se va avea în vedere ca acestea să aibă o compoziţie chimică apropiată de cea a pieselor supuse nituirii, spre a se evita coroziunea electrochimică. Niturile se execută din oţeluri carbon cu conţinut redus de carbon (OL 34, OL 37), oţeluri carbon de calitate (OLC 10, OLC 15), pentru utilizare generală, oţeluri aliate, metale şi aliaje neferoase din cupru tras, alamă, aluminiu, duraluminiu – pentru utilizări speciale. Execuţie (tehnologie de fabricare a niturilor) Niturile se execută din bare, pe maşini automate de refulare. Găurile din piesele îmbinate se execută prin poansonare şi lărgire ulterioară cu alezoare şi prin găurire. Poansonarea este metoda cea mai utilizată dar este posibilă numai până la grosimi de 25 mm şi are ca urmare formarea unor fisuri în jurul găurilor. Din această cauză pentru îmbinări importante se utilizează metoda lărgirii cu alezor, lăsându-se un adaos de prelucrare de 2-3 mm pe diametru. Nituirea se execută la rece, pentru nituri de oţel de diametrul până la 8-10 mm şi pentru nituri de alamă, cupru, aliaje uşoare pentru orice diametru, respectiv la cald (1000-1100 0C) pentru diametre peste 10 mm. Operaţia de nituire se face cu maşini de nituit, ciocane pneumatice sau ciocane manuale.
7

Calculul de rezistenţă al asamblării (îmbinării) nituite Nitul se consideră solicitat la forfecare şi strivire (se neglijează forţele de frecare dintre nit şi tablele îmbinate). În cazul în care forţele care solicită îmbinarea acţionează centric, figura 5, forţa F se consideră uniform repartizată pe cele n nituri.
F
l
d
F
F F
h
s
l
D
Figura 5 Forţa ce revine unui nit este :
n
F = (2) F
1
unde: n reprezinta numărul de nituri. În cazul îmbinărilor solicitate la încovoiere, figura 6 niturile sunt încărcate cu forţe Fi, ale căror mărimi sunt proporţionale cu distanţa ai faţă de centrul de greutate comun al îmbinării, iar direcţiile lor sunt perpendiculare pe razele vectoare duse din acelaşi centru, adică:
max
imaxi a
aFF ⋅= (3)
8

aiamax
FiFmax
V
F1
T TMi Mi
Figura 6
Din condiţia de echilibru rezultă: 1imaxmaxmax222111 ManF.....anFanF =⋅⋅++⋅⋅+⋅⋅ (4) unde ni reprezintă numărul niturilor situate la aceeaşi distanţă ai faţă de centrul de greutate al îmbinării. Ţinând seama de relaţia (3), relaţia (4) devine:
imax
2maxn
maxmax
222
maxmax
211
max MaanF....
aanF
aanF =⋅++⋅+⋅ (5)
sau :
i2i
n
1ii
max
max ManaF
=⋅∑=
(6)
de unde rezultă forţa din nitul cel mai mult solicitat şi anume:
∑=
⋅= n
1i
2ii
imaxmax
an
MaF (7)
9

Dacă se ţine seama şi de efectul forţei tăietoare T, care dă naştere în fiecare nit la o forţă n
T=V , forţa totală din nitul cel mai mult solicitat, va fi suma vectorială
a celor două forţe maxF şi V , adică: VFF max1 += (8) În cazul îmbinării nituite, solicitate la răsucire, în planuri separate a pieselor îmbinate, figura 7, forţa maximă, ce revine unui nit, se determină în baza aceloraşi ipoteze ca la solicitarea de încovoiere cu relaţia:
∑=
⋅= n
1i
2ii
rmaxmax
an
MaF (9)
unde : Mr este momentul de răsucire, iar ni , ai şi amax au aceeaşi semnificaţie ca mai înainte.
ai
Fi
Fmax
amax
Mr
Figura 7
Presupunând că se cunosc parametrii geometrici ai îmbinării nituite d1, S (când S1 ≠ S2 se consideră pentru S valoarea minimă) e, e1 , t, figura 8, solicitările la care se verifică îmbinarea sunt:
- forfecarea tijei nitului, astfel că: af21
1i τ
4dπi
Fτ ≤= , unde : F1 este forţa ce revine
unui nit ; i - numărul secţiunilor de forfecare, d1 - diametrul nitului; - efortul unitar admisibil la forfecare al materialului nitului.
afτ
10

- forfecarea marginilor tablei: af1
1'f τ
2deS2
F≤
−
=τ
- întinderea în secţiunea slăbită a tablei (între găurile de nit): ( )'a
1
1' σSdt
Fσ ≤−
=
- forfecarea tablei între rânduri în cazul nituirii în mai multe rânduri:
( )Sde2Fτ
11
'f −=
e
e1
t Ø d
F
F
Figura 8
Din considerentul ca solicitările să fie apropiate de valorile admisibile s-au stabilit parametrii geometrici optimi pentru o îmbinare raţională,recomandându-se următoarele valori:
( ) S5,28,1d ⋅÷= ; ; ( ) 1d25,1e ⋅÷=
( ) 1d35,2t ⋅÷= ; . ( ) 11 d5,22e ⋅÷=
11

Bibliografie ◘ Comănescu, ş.a. – Mecanică, Rezistenţa materialelor şi Organe de maşini ,
Editura didactică şi pedagogică, Bucureşti, 1982. ◘ Florin Teodor Tănăsescu, ş.a. – Agenda tehnică, Editura Tehnică, Bucureşti,
1990. ◘ M. Gafiţanu, s.a. – Organe de maşini, vol. I, Editura Tehnică, Bucureşti, 1999. ◘ S. Turcu, A. Rădulescu, Organe de maşini, teste de curs, Universitatea Politehnica
din Bucureşti, 2000. ◘ Sticlaru, M. Balekics, C. Gruescu – Organe de maşini, Editura Politehnica,
Timişoara, 2001. ◘ Miklos, Z. Miklos – Organe de maşini, Editura Politehnica, Timişoara, 2002. ◘ Tache, -Organe de maşini, Editura matrix Rom, Bucureşti, 2003. ◘ V. Panduru – Organe de maşini, Note de curs, 2006.
12
Recommended