1
FMA SummitReducing Thermal Energy Use Across a Fortune 50 Portfolio
David Coletta – Director Of Corporate Accounts
October, 2016

2
Agenda
Reducing Thermal Energy Use Across a Fortune 50 Portfolio
Introductions TEI Technology Offerings Fortune 50 Company- Success Story Execution of Roll Out Impact of Roll Out
Questions and Answers

3
Agenda
Reducing Thermal Energy Use Across a Fortune 50 Portfolio
Introductions TEI Technology Offerings Fortune 50 Company- Success Story Execution of Roll Out Impact of Roll Out
Questions and Answers

4
Thermal Energy is a…
Global provider of ICI energy efficiency & emission reduction solutions
We save our customers money & improve their bottom lines by…
Reducing fuel use
Cutting carbon emissions
4

5
FLU-ACE®
Direct contact condensing heat recovery
GEM®
Condensate return systems (steam trap)
~80%We can recover of energy lost in typical boiler plant and steam system operations
High ROI with short, compelling payback
16+ year track record
Proprietary, Proven Solutions
5

6
Our impact to date
> $375 MillionTotal fuel savings for our customers at $5/MMBtu
4 Million
TonnesReduction of greenhouse gas emissions

7
Agenda
Reducing Thermal Energy Use Across a Fortune 50 Portfolio
Introductions TEI Technology Offerings Large Beverage Manufacturer - Fortune 500 Company-
Success Story Execution of Roll Out Impact of Roll Out
Questions and Answers

8
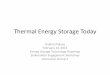
18 % stack losses
3% standing loss
2 % blowdown loss
5% condensate loss/flash
5% pipework insulation
loss
10% steam trap loss
2% pipe leakage
100% fuel input 55% useful heat output
18 % stack losses
3% standing loss
2 % blowdown loss
5% condensate loss/flash
5% pipework insulation
loss
10% steam trap loss
2% pipe leakage
100% fuel input 55% useful heat output
18 % stack losses
3% standing loss
2 % blowdown loss
5% condensate loss/flash
5% pipework insulation
loss
10% steam trap loss
2% pipe leakage
100% fuel input 55% useful heat output
18 % stack losses
3% standing loss
2 % blowdown loss
5% condensate loss/flash
5% pipework insulation
loss
10% steam trap loss
2% pipe leakage
100% fuel input 55% useful heat output
18 % stack losses
3% standing loss
2 % blowdown loss
5% condensate loss/flash
5% pipework insulation
loss
10% steam trap loss
2% pipe leakage
100% fuel input 55% useful heat output
18 % stack losses
3% standing loss
2 % blowdown loss
5% condensate loss/flash
5% pipework insulation
loss
10% steam trap loss
2% pipe leakage
100% fuel input 55% useful heat output
1-8
Energy Losses In A Steam System

9
Condensing Heat Recovery + APC system
Waste Flue Gas Sources:
• Oxidizers
• Ovens
• Boilers
• Dryers
• Evaporators and Sterilizers
• Paper Machine Dryers
• Industrial Product Dryers
• Product Steamers and Cookers
• Waste Incinerators
• Gas Turbine or Engine Cogen
Energy Recycling for:
• Process Make-up Water
• Heating
• Boiler Make-up Water Heating
• CIP / Process Liquid Heating
• Dryer Make-up Air Heating
• Combustion Air Heating
• Ventilation Make-up Air
• Heating
• Mixed Air Heating
• Perimeter Radiation Heating
• Domestic Hot Water Heating
5% to 30% Typical Energy Savings

10
FLU-ACE® Heat Recovery

11
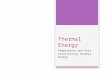
FLU-ACE® Heat Recovery
11
The heat (both latent and sensible) from the flue gas is transferred to the primary circuit water by cooling the exhaust gas to below its dew point
The blue area to the right represents latent heat, the brown area sensible heat
Heated water is circulated at up to 160°F to various heat users
With indirect design the primary circuit water can be raised to 200°F

12
FLU-ACE® - Additional Benefits
In addition to fuel savings such as:
Prevent / offset capital investment in boiler upgrades / replacements
Increase in production / throughput
Environmental benefits (>90% removal of SO2, >50% removal of PM)
Elimination of seasonality
Fuel conservation proportional tradable reduction in CO2, NOx, and SO2

13
Typical Steam System
13

14
10% to 30% average annual failure rate Higher on superheated and high pressure systems
Unpredictable life cycle Failures undetected without constant surveys
Typical Steam Trap Problems
14
• Maintenance headacheReplacing traps and installing service kits
• Low priority…And therefore OFTEN IGNORED until process is affected

15
The GEM Steam Trapping System
15
Ruby Trap
Performs well under pressure
Topaz Trap
Ideal for all of your clean
steam needs
Sapphire Trap
The most popular trap in
town
Emerald Trap
The perfect trap for those
‘Quick-fit adapter’ moments
Opal Trap
The new kid on the block

16
How The GEM Trap Operates – Start-up
16
•Condensate is preferentially discharged at Start Up
•Air vents through the orifice at high velocity

17
System Running Load
17
• Depending on the flow rate, the flash point will occur at different stages in the venturi
• Minimum restriction of flash expansion = reduced localised back pressure
• Point of back pressure further from the point of restriction = less effect
Lower Condensate Load
Higher Condensate Load

18
GEM® Steam Trap Technology
GEM® Benefits
NO MOVING PARTS!
Increased Reliability & Reduced Maintenance
Energy Savings - Reduce Steam Consumption 10 to 20%
10 Year Performance Guarantee
Performance Improvement – Improved Process Control
Proven Technology – In Use For 20+ Years
Payback 1 year to 2 years

19
Typical Steam System
19

20
Change To A Permanent Solution
Failure
Mechanical
trap cycle
SurveyReplacement
Current Inefficient
Short term cycle
Failure
Survey
Replacement
GEM®
Engineered
Efficient
Permanent
Performance

21
Agenda
Reducing Thermal Energy Use Across a Fortune 50 Portfolio
Introductions TEI Technology Offerings Fortune 50 Company- Success Story Execution of Roll Out Impact of Roll Out
Questions and Answers

22
Execution Of Roll Out
Corporate Energy Manager Introduced to TEI Technology Offerings
Site Targeted To Assess TEI Technology
Site Implements FLU-ACE & GEM Steam Traps
Energy Reduction Independently Verified
Other Sites Within North America Identified For Conversion To TEI Technologies
TEI Provides Turn Key Project Cost & Payback
Further Sites Take On TEI Technologies Achieving Significant Savings

23
FLU-ACE – Oakland, California
Turnkey FLU-ACE® Systems installed on steam boiler exhaust
13.5 % reduction in natural gas consumption
Greenhouse emissions cut by 440 Tons
Used heat at:
Boiler plant make up
Hot water for process
Heating from 65F to 140F
Annual savings of Approx $70,000
Savings verified by Enovity to facilitate funding from utility PG&E
Execution Of Roll Out - Validation

2424
Steam Metered Trial
Intensity Based Steam Use Reduction of 19.5%
Absolute Steam Use Reduction of 14.8%
GEM trap replacement date on Oct. 20th, 2012
Complete data week before retrofit: Oct. 9th,
2012 to Oct. 13th
Complete data week after retrofit : Nov. 26th,
2012 to Nov. 30th
Unit volume steam usage: 0.96 lbs/L before
retrofit, 0.77 lbs/L after
Absolute steam usage: 74,119 lbs/day before,
63,176 lbs/day after
Execution Of Roll Out - Validation

2525
Cranston Trial
Execution Of Roll Out - Validation

26
Execution Of Roll Out - Validation

2727
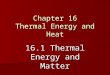
GEM Validation
Record Before & After
•Weight
•Temperature
•Time
Repeat with GEM Trap
TRAP
Bucket test method:
Tests conducted with Enovity on a range of new mechanical steam traps
Average steam savings of 5.6lbs per hour
Project awarded CIBEP PG&E funding
Project in place to convert 360 traps at the plant
Execution Of Roll Out - Validation

28

29
Agenda
Reducing Thermal Energy Use Across a Fortune 50 Portfolio
Introductions TEI Technology Offerings Fortune 50 Company- Success Story Execution of Roll Out Impact of Roll Out
Questions and Answers

30
Results Summary – Impact To Date
Turnkey FLU-ACE® Systems installed on steam boiler exhaust
13.3 % average natural gas consumption reduction across all sites
$750,000 saved per year in reduced natural gas costs
Average payback ~ 4.2 years
FLU-ACE® - Projects
Site Gas Reduction % $ Savings Payback (years)Oakland 13.5 $70,000 4Indiana 12.3 $250,000 4.2Atlanta 14.5 $250,000 4.6Mountain Top 13.2 $177,207 4.1

31
Results Summary – Impact To Date
Turnkey GEM® Steam Trap Project
$468,000 saved per year in reduced natural gas costs
Average payback ~ 2.3 years
GEM® Steam Trap - Projects
Site $ Savings Payback (years)Indiana $42,000 2.4Oakland $30,000 2.6Dallas $25,000 2Atlanta $58,000 2.1Blueridge $36,000 2.6Mountain Top $34,000 2.2Tolleson $51,000 2.1Fort Pierce $192,000 2.5

32
Total Impact To Date
32
$1,200,000+ in annual fuel savings
7,000,000+ gallons/year in water savings
11,400+ Tons of GHG reduction
Prevent / offset capital investment in boiler upgrades / replacements
Environmental benefits (>90% removal of SO2, >50% removal of PM)
Fuel conservation proportional tradable reduction in CO2, NOx, and SO2

33
Agenda
Reducing Thermal Energy Use Across a Fortune 50 Portfolio
Introductions TEI Technology Offerings Large Beverage Manufacturer - Fortune 500 Company-
Success Story Execution of Roll Out Impact of Roll Out
Questions and Answers

34
Only Problem………...
What to do with all the discarded traps

35
Question & Answers…..
Please come visit our booth ….
Recommended