UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL
DEPARTAMENTO ACADÉMICO DE TITULACIÓN TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO INDUSTRIAL
ÁREA
SISTEMAS PRODUCTIVOS
TEMA
“ÁNALISIS DE LOS COSTOS DE CONVERSIÓN EN EL ÁREA DE PULVERIZACIÓN DE CALIZA EN UNA
EMPRESA DE GUAYAQUIL”
AUTOR
MENDOZA MURILLO JULIO CÉSAR
DIRECTOR DEL TRABAJO
ING. IND. HURTADO PASPUEL JIMMY FERNANDO
2016
GUAYAQUIL – ECUADOR

ii
DECLARACIÓN DE AUTORÍA
“La responsabilidad del contenido de este Trabajo de Titulación, me
corresponde exclusivamente; y el patrimonio intelectual del mismo a la
Facultad de Ingeniería Industrial de la Universidad de Guayaquil”
Mendoza Murillo Julio César C.C 093037099-4
iii
DEDICATORIA
Dedico este trabajo sobre todo a Dios por permitirme ser constante en
esta meta que me propuse, a mis padres, Carmen Murillo y Vidal Mendoza
por el apoyo y amor desinteresado, gracias a sus consejos y cuidados
permanentes me permitieron alcanzar esta meta, a mis hermanos mayores
Bruno y Ricardo que son fuente de inspiración y admiración por ser
personas trabajadoras y humildes, mi compañera de vida Gabriela por
tenerme fe y brindarme el apoyo moral desde el inicio de esta etapa
universitaria, y en especial a Sabrina que es un angelito enviado por Dios
a mi vida.

iv
AGRADECIMIENTO
Agradecimiento total a Dios por que sin el nada es posible. A mis padres
por todo lo realizado para que esté en estas instancias y demostrarles mi
gratitud por cada una de las cosas y apoyo que recibí de ellos.
A mis hermanos, primos y familiares que me brindaron su apoyo y
motivación.
A mis compañeros, Héctor, Manuel, Gersson y muchos más que me
permitieron vivir experiencias inolvidables, viajes, congresos, debates, y
noches de estudios que valieron la pena.
A mis profesores que de una y otra manera con sus clases, experiencias,
pruebas, obstáculos y consejos hicieron amar la Ingeniería Industrial.
A mi tutor que me permitió ver el día a día de un Ingeniero Industrial y que
gracias a su orientación pude despejar dudas para realizar este trabajo.
Gracias Ing. Ind. Jimmy Fernando Hurtado Paspuel.

v
ÍNDICE GENERAL
Descripción Pág.
PRÓLOGO ........................................................................... 1
CAPÍTULO I
INTRODUCCIÓN ANTECEDENTES
N° Descripción ................................................................... Pág.
1.1 Introducción .......................................................................... 2
1.1.1 Planteamiento y Formulación del Problema. ......................... 4
1.1.2 Justificación .......................................................................... 5
1.1.3 Delimitación .......................................................................... 5
1.1.4 Objetivos ............................................................................... 6
1.2 Marco Teórico ....................................................................... 6
1.2.1 Antecedentes Referenciales ................................................. 6
1.2.2 Piedra Caliza ......................................................................... 8
1.2.3 Contabilidad ........................................................................ 13
1.3 Sistemas de Variables ........................................................ 24
1.4 Tipo de Investigación .......................................................... 24
1.5 Resultado de la Encuesta ................................................... 29
CAPÍTULO II
SITUACIÓN ACTUAL DIAGNÓSTICO
N° Descripción ................................................................... Pág.
2.1 Situación Actual .................................................................. 37
2.1.1 Máquinas e Equipos de Producción .................................... 37
2.2 Presentación de Productos ................................................. 45
2.3 Capacidad de Producción .................................................... 49

vi
N° Descripción ................................................................... Pág.
2.3.1 Capacidad de Producción Teórica ....................................... 49
2.3.2 Capacidad de Producción Real. .......................................... 51
2.4 Análisis de los Costos de Conversión ................................. 52
2.4.1 Cotos de Mano de Obra Directa. (M.O.D.) .......................... 52
2.5 Análisis y Diagnóstico ......................................................... 59
2.5.1 Impacto económico del costo de conversión por área ........ 60
2.6 Resultado del Análisis de los Costos de Conversión ........... 61
CAPÍTULO III
PROPUESTA Y EVALUACION ECONOMICA
N° Descripción ................................................................... Pág.
3.1 Presentación de la Propuesta ............................................. 65
3.1.1 Conclusión .......................................................................... 65
3.1.2 Recomendaciones .............................................................. 66
ANEXOS ............................................................................ 67
BIBLIOGRAFÍA ............................................................... 106
vii
ÍNDICE DE ILUSTRACIONES
N° Descripción Pág.
1 Derivado De La Piedra Caliza 10
2 Piedra Caliza 11
3 Retroexcavadora Alimentando A Los Trituradores 37
4 Triturador # 1 38
5 Triturador # 2 39
6 Banda Transportadora # 1 39
7 Banda Transportadora # 2 40
8 Molinos De Martillos 41
9 Banda Transportadora # 3 41
10 Pulverizador 42
11 Exahustores 43
12 Silo Master 44
13 Transporte De Producto Final 44
14 Transporte Del Productor 830 45
15 Presentación De Producto 940, 950 46
16 Presentación De Cal 820, 720 47
17 Presentación De Cal 48
18 Esquema De Los Costos De Conversión 61

viii
ÍNDICE DE TABLAS
N° Descripción Pág.
1 Sistemas De Variables 24
2 Calculo De La Muestra 26
3 Instrumento De Recopilación De Información 28
4 Tipo De Costo 29
5 Costos Indirectos De Fabricación 30
6 Monto De Los Costos 32
7 Periodicidad De Costos 33
8 Área De Requerimiento De Los Costos 35
9 Capacidad Del Triturador 49
10 Capacidad De Molinos De Martillos 50
11 Capacidad De Pulverizadores 50
12 Capacidad De Producción Real 2015 51
13 Costos De Mano De Obra Directa 2015 53
14 Mantenimiento Y Repuestos 55
15 Servicios Público, Costos Varios 57
16 Costos De Conversión Por Área 2015 60
17 Resultado Del Análisis Del Costo De Conversión 61
18 Hora De Paras No Programadas Área De Trituración
2015 62
19 Horas De Paras No Programadas Área De
Pulverización 2015 62
20 Calculo De Pérdidas Económicas En Producción
2015 63
21 Costo Total De Producción 2015 63
22 Costos Unitarios De Producción 2015 64
23 Utilidad Bruta Por Cada Tonelada 2015 64

ix
ÍNDICE DE GRÁFICOS
N° Descripción Pág.
1 Tipos De Costos 29
2 Frecuencia Absoluta Tipo De Costos 30
3 Frecuencia Relativa Costos Indirectos De Fabricación 31
4 Frecuencia Absoluta Costos Indirectos De Fabricación 31
5 Frecuencia Relativa Monto De Los Costos 32
6 Frecuencia Absoluta Monto De Los Costos 33
7 Periodicidad De Los Costos 34
8 Frecuencia Absoluta De Periodicidad De Los Costos 34
9 Frecuencia Relativa Área De Reuerimientos De
Los Costos 35
10 Frecuencia Absoluta Área De Requerimientos 35
11 Diagrama De Dispersión Producción Anual
2015 52
12 Costos De M.O.D. Por Área 53
13 Costos Mensuales M.O.D. 54
14 C.I.F. Por Áreas 56
15 Servicios Varios 58

x
ÍNDICE DE ANEXOS
N° Descripción Pág.
1 Producto Interno Bruto Ecuador 68
2 Diagrama De Recorrido 69
3 Producciones De Años Anteriores 70
4 Lista De Precios De Productos 2015 71
5 Costos De Mano De Obra Directa 2015 72
6 Costos De Mano De Obra Directa 2015 73
7 Producción Real Turno # 2 2015 74
8 Total Ingresos 2015 75
9 Costo Materia Prima 2015 76
10 Mantenimiento Capacitación 77

xi
RESUMEN
El presente trabajo se realizó con el objetivo de analizar los costos de conversión en el área de pulverización de piedra caliza en una empresa de Guayaquil. En el primer capítulo se detallan el marco teórico, antecedentes de los costos de conversión de la piedra caliza, introducción del problema, objetivos generales y específicos, además del sistema de variables y las encuestas que se realizaron y las transacciones de la empresa en el periodo 2015. El segundo capítulo se encuentra la situación actual de la empresa donde se detallan las maquinas equipos en general y sus productos, también se encuentran los costos de mantenimientos, mano de obra directa y los costos indirectos de fabricación, en conclusión se tiene que el resultado de los costos de conversión para los estados financieros de la empresa en el año 2015, los cuales ascendieron a un total de: 1’238.473,95. Además se determinan las causas que generaron las horas no programadas, por la mala gestión de los mantenimientos, dicha cifra escala a un total de $156.180,70. En el tercer capítulo se presenta la propuesta, conclusiones y recomendaciones. En anexos se detalla la inversión de $55.000,00 por la implementación del Plan de Mantenimiento y Capacitación con un aporte contable, obteniendo los siguientes resultados (TIR. 30.33%), (VAN = $ 80.332,33), (PIR = 46 meses), lo que permitirá mejorar la situación dentro de la planta, aumentando la rentabilidad de la organización.
PALABRAS CLAVES: Análisis, Costos, Conversión, Piedra, Mano, Obra, Directa, Indirectos, Fabricación, Mantenimiento, Trituración, Pulverización.
Mendoza Murillo Julio César Ing. Ind. Hurtado Paspuel Jimmy Fernando
C.I. 0930370994 Director del Trabajo
AUTOR: MENDOZA MURILLO JULIO CÉSAR TEMA: ÁNALISIS DE LOS COSTOS DE CONVERSIÓN EN EL
ÁREA DE PULVERIZACIÓN DE PIEDRA CALIZA EN UNA EMPRESA DE GUAYAQUIL
DIRECTOR: ING. IND. HURTADO PASPUEL JIMMY FERNANDO
xii
ABSTRACT
This job was made with the mainly objective of analyzing the conversion costs in the pulverization area of limestone in a company Guayaquil. enterprise. In the first chapter there are detailed: theoretical framework, background, conversion costs of limestone, introduction at the problem, specific and main objectives and also the system of variables and surveys, so the transactions that were made by the enterprise along 2015 period. In the second chapter there is the enterprise’s actual situation, where there are detailed: machines, equipment and their product, also the maintenance costs, labor and other indirect fabrication costs, in conclusion, it can said that the result of the enterprise conversion costs for the 2015 financial statements had a total of $1’238.473, 95. Also there are determined the causes that generated non-programmed hours because of the bad management on maintenance; numbers that rise the total of $156.180, 70. In the third chapter, there are showed the proposals, conclusions and recommendations. In annexes, there is detailed the $55.000, 00 investments for the Maintenance and Training Plan with an account input, obtaining the following results: (IRR=30.33%) (NPV=$80.332,33) (PIR=46 months) that will allow to improve the intern situation in the plant, increasing the organization rent.
KEY WORDS: Analysis, Costs, Conversion, Stone, Hand, Work, Direct, Indirect, Manufacturing, Maintenance, Crushing, Spray.
Mendoza Murillo Julio César Ind. Eng. Hurtado Paspuel Jimmy Fernando I.D. 0930370994 Work Director
AUTHOR: MENDOZA MURILLO JULIO CÉSAR TOPIC: COST ANALYSIS CONVERSION IN THE SPRAYING OF
LIMESTONE IN A COMPANY OF GUAYAUIL. DIRECTOR: IND. ENG. HURTADO PASPUEL JIMMY FERNANDO.

PRÓLOGO
Las actividades que se realizan dentro de los procesos en especial al
realizar transformaciones de materia prima, utiliza maquinarias las cuales
están propensas a daños, ya sean estos por mal uso de la misma o mala
programación de los mantenimientos.
La visión del mantenimiento ha cambiado con el pasar del tiempo ya
que las medidas y las exigencias de los procesos apuntan a mejoras
continuas y a mayor producción con menos recursos, optimizando toda la
cadena productiva, es por esto que se vuelve evidente que las empresas
reconocen que ninguna función es autónoma ya que estas se involucran
para alcanzar estándares en producción, calidad y humanidad en los
procedimientos productivos.
Es necesario el uso de normas coma la PAS55:2008, ya que permiten
optimizar los recursos de la empresa optimizando su vida útil, minimizando
los costos de mantenimiento y alargando su vida de las misma, logrando
con esto mejorar las utilidades de la empresa, logrando un adecuado
rendimiento de las maquinarias y del personal que se encuentra a cargo de
la misma.
Para la solución de los problemas encontrados se plantea un plan de
mantenimiento el cual mitigara los excesivos gastos por mantenimientos no
programados, ya que son estos valores los que influyen directamente en el
aumento de costos de mantenimiento, esto nos permitan establecer
objetivos claros, teniendo metas a corto y mediano plazo con la finalidad de
acortar la brecha entre la situación actual y las mejoras futura, que se
pretende mejorar el rendimiento y la vida útil de los activos de la empresa.
CAPÍTULO I
INTRODUCCIÓN ANTECEDENTES
1.1 Introducción
En la actualidad, las empresas de producción y manufactureras,
requieren la correcta comprensión de la aplicación y clasificación de los
costos; elegir un correcto método puede ser clave para las ganancias o
determinar pérdidas para la organización, es por ello que se requiere de
una toma de decisiones adecuada en este sentido. Por otro lado, la calidad
del producto depende además de procesos que se realizan en el interior de
la organización, si se quiere determinar un costeo de conversión, se hace
necesario conocer a fondo cada una de las cuentas de materia prima, así
como insumos y gastos directos de fabricación; relevantes para mejorar la
situación financiera con respecto a la productividad.
En Ecuador, la industria manufacturera, es el sector más importante
después de los servicios, que más aporta a la economía nacional; de
acuerdo a datos del Banco Central del Ecuador (2014), el sector industrial
aporta aproximadamente el 16% del Producto Interno Bruto, siendo
mayormente formado por industrias de alimentos y bebidas, el sector de la
transformación de productos no metálicos como es el caso de la
transformación de piedras, es apenas un 7% dentro de ese 14% global; sin
embargo, no deja de generar un aporte significativo para la industria
constructora. (CIG, 2014)
Tal como indica Amat (2012) la contabilidad de costos es un sistema
de información que implica el establecimiento de los detalles de producción,
la forma como fue generado, para c/u de las actividades en que se
desarrolla el proceso productivo.

Introducción antecedentes 3
La calidad del producto entonces, se requiere de un proceso eficiente
y la ganancia o productividad requiere que el coste de cada una de las
implicaciones del proceso productivo sea cónsonas con el objetivo social
de la organización.
La Empresa se dedicada al sector industrial, que inicialmente se
dedicó al sector acuícola, pero que a medida que evolucionó pudo
encargarse de varias divisiones de producción industrial entre los que se
encuentra la creación de la planta de transformación y producción de
derivados de piedra caliza para la industria de la construcción, es por ello
que se hace necesario un análisis de costos de conversión para cuantificar
la influencia del costo operativo con respecto a la rentabilidad de la
empresa.
Para el logro del objetivo de la investigación, se efectúa un análisis de
la situación actual de la empresa generalizando los costos de conversión,
posteriormente se plantean las recomendaciones, propuestas correctivas,
impacto económico, conclusiones y sugerencia a tal efecto se estructura
un informe a continuación que consta a su vez de tres capítulos:
Capítulo I, denominado Introducción y Antecedentes, para lo cual se
explica la situación del sector, de la empresa y los aspectos fundamentales
del proyecto, así como el marco teórico, el marco metodológico, el marco
contextual y los recursos productivos de la empresa.
Capítulo II, denominado Situación Actual y Diagnóstico, involucra los
aspectos de diagnóstico de la situación de los costos de conversión en la
actualidad dentro de la empresa y su capacidad de máquinas instalada,
además de generar una visión global de la situación contable de la
organización y sus estados financieros.
Capítulo III, denominado Propuesta y Evaluación Económica, genera

Introducción antecedentes 4
los resultados de la investigación, así como el plan propuesto para mejorar
la situación financiera y contable en base a los costos de conversión.
1.1.1 Planteamiento y Formulación del Problema.
Asimismo, dentro de las herramientas contables que se utilizan en los
métodos de costeo conocidos, están los costos de conversión, que poseen
su procedimiento específico y que se basa en revisar los costos indirectos
de fabricación y los costos de mano de obra directa.
Disminuir los costos en pocas palabras, es la meta de todo gerente
financiero, se requiere utilizar las técnicas adecuadas a fin de poder
disminuir los costos y aumentar los beneficios a su vez.
La empresa, actualmente cuenta con una situación contable que
genera inquietud en su nivel estratégico, pues los costos indirectos de
fabricación se mantienen elevados, y hay algunas cuentas que requieren
de una revisión minuciosa a fin de mejorar la situación, es necesario
evidenciar cada una de las cuentas de costos, verificar cada uno de los
ítems de costos, así como los que se pueden suprimir o aquellos
innecesarios para la organización.
Evidentemente, la empresa pronostica mejorar sus resultados en el
tiempo, es por ello que se justifica la realización de un análisis de costos
adecuado.
Por lo anteriormente expuesto, se puede decir que se efectúa un
estudio de investigación descriptiva que tiene como objetivo analizar los
costos de conversión, en el área de pulverización de piedra caliza; es por
ello que se requiere: identificar factores involucrados, sistematizar datos,
tabularlos y determinar las falencias así como proponer una serie de
correctivos para las fallas de costeo.

Introducción antecedentes 5
1.1.2 Justificación
El presente estudio de investigación es relevante y está justificado
desde tres puntos de vista: práctico, teórico y metodológico.
En este sentido, a nivel práctico se considera importante conocerlas
características de los costos y las formas de minimizarlos a fin de obtener
mayores beneficios económicos de una organización empresarial, al fin y
al cabo este es el objetivo de toda empresa.
Igualmente, desde el punto de vista teórico, se considera relevante
realizar un aporte acerca de la aplicación de los costos de conversión, así
como las fórmulas de costos de conversión adecuadas para poder analizar
de manera teórica y directa los distintos aspectos de los costos dentro del
sistema contable de una organización industrial, como es el caso de la
empresa.
Finalmente, desde el punto de vista metodológico, el abordaje del
tema, siendo una perspectiva innovadora, puede servir de punto inicial para
otras investigaciones, además de servir de ejercicio profesional para el
autor, con el objetivo de conocer las diversas técnicas de investigación así
como el abordaje de temática con relación al tema de la contabilidad de
costos.
1.1.3 Delimitación
Desde la perspectiva temporal el presente estudio de investigación se
realiza en el período contable que va desde enero de 2015 hasta diciembre
del 2015; sin embargo desde el punto de vista técnico-metodológico, el
período de investigación se efectuó desde diciembre del año 2015 hasta
febrero del año 2016, tiempo en el cual se adjuntó la información suficiente
y estimó la entrega del informe.

Introducción antecedentes 6
1.1.4 Objetivos
1.1.4.1 Objetivos Generales
Analizar los costos de conversión en el área de pulverización de
piedra caliza en una empresa de Guayaquil
1.1.4.2 Objetivos Específicos
Identificar los factores que inciden en los costos de conversión del
área de pulverización de piedra caliza de la empresa
Tabular y sistematizar los datos que influyen en el sistema
productivo del área de pulverización de piedra caliza de la
organización.
Determinar los estándares de los costos de conversión del área de
pulverización de piedra caliza de la empresa.
1.2 Marco Teórico
1.2.1 Antecedentes Referenciales
En relación a las referencias históricas sobre el tema de investigación,
Logaña (2015) efectuó una investigación denominada “Sistema de Costos
Eficiente para la Empresa Textil Multistamp en la ciudad de Quito”, los
sistemas de costos son herramientas indispensables hoy en día en
empresas industriales, es por ello que el objetivo de esta investigación es
determinar cuál es el sistema de costos que más se adapta a la empresa
textil, para proponer a la gerencia un sistema de costos que ayude a
determinar eficientemente el valor de los artículos productos; para tal
efecto, se identificaron 4 procesos definidos: corte, confección, estampado
y terminado del producto; se logró determinar los problemas como:
inexistencia de un sistema de acumulación de costos, la valoración

Introducción antecedentes 7
inexistente de inventario, imposibilidad de conocer costos reales,
impedimento de conocer y establecer márgenes de ganancia por cada
producto.
Tomando en consideración, los productos realizados en la empresa
son homogéneos y de producción continua se propone la implementación
de un sistema de costos pro procesos con datos estándar.
El costeo por proceso facilita la planificación, permite calcular los
datos y el valor de los inventarios, los costos de cada producto,
considerando que es el más compatible con el proceso de manufactura que
se realiza en la empresa en un tiempo aceptable.
Ramón (2015) realizó un estudio denominado “Sistema de Costos por
Procesos y Gestión Financiera en la empresa Adiexprocar de la ciudad de
Santo Domingo”, la determinación de costos para este proyecto también
fue clave, porque ayuda a considerar le propósito de la misma, para una
adecuada toma de decisiones a medida que se utiliza tecnología
sofisticada, y la gestión financiera es de sobremanera vinculante para la
gerencia de la empresa.
La metodología aplicada en la presente investigación se hizo
basándose en el problema con la intención de resolverlo de una manera
lógica con un sistema sencillo que sirva de guía, bajo la línea de
investigación de la gestión de costos que este apto basado en los procesos
contables establecidos para beneficio de toda la empresa.
La propuesta es el diseño de un sistema de costos por procesos que
contiene; las actividades iniciales estructurales, actividades operacionales
antes de los periodos (mensuales o anuales), actividades durante el
periodo y las actividades al final del periodo. Este modelo analiza cada una
de estas actividades para que el implemento de este sistema sea completo
Introducción antecedentes 8
y nos pueda ayudar y facilitar el control para la toma de decisiones
acertadas y reales.
Espinoza (2014) por su parte estructuró un proyecto denominado “La
incorrecta determinación de costos de producción en la Asociación Agro
artesanal San Carlos”, en tal sentido “San Carlos”, está conformada por
siete socios que trabajan y perseveran por el progreso de sus pequeños
negocios. En este sentido, el proyecto se ocupó de siete microempresas
familiares que se asociaron denominado Asociación agro artesanal San
Carlos, en la parroquia Pilahuín, que por sus condiciones económicos y los
deseos de emprender, se introdujeran en el sector de producción de quesos
con conocimientos básicos.
En este caso la asociación cuenta con el Registro Único de
Contribuyentes, así como con toda la documentación legal requerida, el
momento cuenta con 7 socios activos. Pilahuín es una de las parroquias
del cantón Ambato que se ha caracterizado por su producción agrícola y
agropecuaria, destacándose en la elaboración de quesos. Es por esta
razón que se formó una asociación para los pequeños productores de
quesos con la finalidad de incrementar sus índices de ventas.
1.2.2 Piedra Caliza
Se llama piedra o roca a un agregado natural que se forma por uno o
más minerales asociados químicamente e impurezas en cantidades
variables, sus dimensiones son considerables y no tienen una forma
determinada; su composición y estructura no son fijas; son llamadas
técnicamente “rocas” pero se conocen más comúnmente como piedras, la
roca es heterogénea y a su vez puede ser simple o compuesta.
Se dice que la roca es simple cuando está compuesta por un solo tipo
de mineral (monominerálica) como el caso de la piedra caliza, y compuesta
Introducción antecedentes 9
cuando se compone de varios minerales (poliminerálica) como es el caso
de la calcita o la arenisca, o el cuarzo.
En la naturaleza se consigue masas formadas de donde se extraen
los recursos minerales, denominados canteras, al formar parte de la
litósfera la capa más superficial del planeta, de ésta se obtienen las rocas
destinadas a diversas utilidades como la construcción, como se componen
básicamente de silicato de aluminio, aunque también existen otros
compuestos que dan lugar a una gran variedad de rocas, las rocas en
construcción se pueden utilizar:
Como elemento resistente, decorativo, materia prima para fabricar
otros materiales (hormigón, cerámica, cemento, yesos, vidrio, etc.)
Todas las piedras naturales deben tener cualidades de calidad como:
composición homogénea, que no tenga grietas, que no esté alterada, que
no sufra cambios por agentes atmosféricos, que no sea heladiza o que no
esté afectada por heladas. De igual forma, las piedras calizas que se
consideran buen material en construcción, se pueden utilizar en
mampostería y hasta en decoración También para fabricar cales y
cementos.
Entre sus características destacamos: su densidad aparente es de
1.87 a 2.82 g/cm3 su densidad real es de 2.62 a 2.87 g/cm3, su absorción
en agua es de 2 a 8 % del peso, su resistencia a compresión de 25 a 200
MPa y su desgaste de rozamiento de 30 a 40 cm3.
Productos de la piedra caliza
Entre los principales productos que se obtienen después de triturar y
pulverizar de la piedra caliza son:
Introducción antecedentes 10
ILUSTRACIÓN N° 1
DERIVADO DE LA PIEDRA CALIZA
Fuente: (Sanz, Calvo, Perez, Zapara, & Panchon, 2015) Elaborado por: Mendoza Murillo Julio César
La fabricación de carbonato de calcio (CaCO3) comprende dos
modalidades de productos: Carbonato de calcio precipitado, Carbonato de
calcio micronizado. Aunque en composición química se trata del mismo
producto, presentan diferencias en la tecnología de proceso y en las
características del producto terminado, lo que consecuentemente se refleja
en mercados y aplicaciones finales generalmente diferentes. La producción
de carbonato micronizado, presenta un proceso físico en sus etapas
(operaciones de trituración y molienda principalmente), lo que hace que
esta actividad se considere para propósitos estadísticos, dentro de la
Explotación de Minerales no Metálicos, particularmente en la clase 291005.
Piedra Caliza
Cal
Carbonato de Calcio
Cemento

Introducción antecedentes 11
ILUSTRACIÓN N° 2
PIEDRA CALIZA
Fuente: Imgarcade.com 2015 Elaborado por: Mendoza Murillo Julio César
Características de las materias primas
La materia prima principal es la piedra caliza, que se obtiene mediante
la explotación de yacimientos. En México se presentan yacimientos
importantes en el estado de Hidalgo (Tizayuca, Zimapán), algunas zonas
de Puebla y en el norte del país en la región de la Laguna. El yacimiento
debe tener una purez011a de al menos 98% de carbonato de calcio y un
contenido máximo de 0.2% de fierro y aluminio, con el fin de hacer una
operación rentable se debe asegurar un abasto de materia prima de al
menos 1 millón de toneladas de piedra; la energía eléctrica es el insumo
indispensable para la operación del equipo de proceso; en una operación
inicial se debe considerar la instalación de un transformador y
posteriormente una subestación, para el empaque se requieren sacos de
papel kraft, con capacidades para 25 y 50 kg.
Para la materia prima (piedra caliza), el productor de
CaCO3 micronizado, se encuentra normalmente integrado a la explotación
del yacimiento, ya que de otra manera el flete por transporte de materia

Introducción antecedentes 12
prima hace incosteable la operación, especialmente a pequeña escala. La
calidad del yacimiento es un aspecto importante a evaluar dentro de los
estudios geológicos a realizar, previo a la decisión de instalar la planta de
molienda. Este aspecto puede ser incluso más importante que las reservas
calculadas, ya que aun cuando se disponga de equipo de molienda
moderna y automatizada, el producto terminado será de baja calidad si el
yacimiento no tiene las características para proporcionar un carbonato con
los requerimientos de brillo y pureza que demanda el mercado.
El costo de energía eléctrica representa uno de los componentes más
significativos del costo de producción, por lo que en la medida que se
consolide la operación de la planta, es recomendable considerar el cambio
de un transformador a una subestación eléctrica, ante todo debe
asegurarse la calidad del carbonato en la piedra caliza. (contactopyme,
2016)
Definición: Carbonato de Calcio (CC8000, 325-A).
Composición: Calcio CaCO3 95%.
Estado: Solido en Polvo.
Tamaño de la Partícula: Malla 200, 325, 400, 500, 600. Color;
Blanco.
Unidad de empaque: Sacos de 50, 45 y 25 Kg. Big Bag 1000 Kg.
Camiones con tanque que distribuyen el polvo a granel de todo tipo
en sus capacidades de 20, 25, 30 Ton
Es utilizado ampliamente en el sector industrial, puesto que sus
propiedades químicas y físicas son utilizadas en múltiples áreas, que van
Introducción antecedentes 13
desde la medicina, alimentación animal, fabricación de jabones, tejas,
caucho, revestimientos, masillas, graniplast, plásticos, icopor,
blanqueadores , empastes, pigmentos, materia prima de pintura entre otros.
El carbonato de calcio es utilizado para dar forma y al mismo tiempo
obtener un mejor secado en la masa final, mejora la acción de limpieza, el
carbonato que se obtiene del proceso de pulverizar es de gran blancura,
por lo cual, no afecta el color, la calidad ni las propiedades de las demás
materias primas que utilice en su proceso productivo.
El pulverizador ha sido en la fabricación continua durante cientos de
años. Tiene un diseño único como pulverizador ocurre predominante por
desgastes, el molino es un muy compacto barrido ocurre predominante por
degastes, esta herramienta es un compacto barrido por aire secado y los
diferentes de temperatura de más de 500°C asegurar una alta capacidad
de evaporación y eficiencia térmica. Las piezas internas de desgastes se
fabrican a partir especialmente formulados hierros resistentes a la abrasión
producidas por nuestras propias fundiciones son extremadamente rápida y
fácil de cambiar a través de la puerta con bisagras de la planta; el tamaño
del material de alimentación puede ser hasta 50mm con una capacidad de
molienda de hasta 20 toneladas por hora. (Atritor, 2015)
1.2.3 Contabilidad
1.2.3.1 Contabilidad de Costos
La contabilidad de costos es “la información para uso interno y externo
de la organización y tiene que ver con el costo de manufacturar algún
producto, prestar un servicio o desarrollar alguna actividad” (Valencia,
2011, p. 2). Del mismo modo Medina (2011) indica que la contabilidad de
costos es “un sistema de información con el cual se determina el costo
incurrido al realizar un proceso productivo y la forma de cómo se genera

Introducción antecedentes 14
este en cada una de las actividades en las que se desarrolla la producción”
(p.9).
Para Valencia (2011) la contabilidad de costos es la información
financiera que emana de la contabilidad, que implantada por las empresas
industriales, permite conocer el costo de producción, los elementos del
mismo, la materia prima, la mano de obra, los costos indirectos, así como
el costo de venta por unidad; la capacidad productiva y su eficiencia
expresada tanto en términos cuantitativos como cualitativos para fines
administrativos y gerenciales.
De acuerdo a lo indicado, las teorías sostienen que las empresas
productivas deben tener un excelente control productivo y de la manera de
cómo se invierte el dinero, ya sea de manera global o por cada una de las
actividades realizadas durante el proceso productivo. Es por esto que se
dice que los costos tienen los siguientes elementos: (Colin, 2011)
Materia Prima: Para Sarmiento, (2010) la materia prima es el
elemento básico de los costos, lo que se incorpora con el fin de obtener un
producto, siendo en muchos casos más importante para la transformación
de un determinado objeto en un artículo útil a la sociedad, sus
características fundamentales son: la cantidad, el peso, el volumen, la
calidad, etc.
Mano de Obra Directa: el autor indica que la mano de obra es la
fuerza o trabajo que se agrega a la materia prima con el objetivo de
transformarla en un producto. Este tipo de costo incluye todas las
remuneraciones y pagos que se le adjudican al empleado o trabajador para
que ejecute un valor agregado sobre la materia prima.
Costos Indirectos de Fabricación: Para el autor Horgren y Foster
(2014) son todos los gastos que se incurren con el objetivo de ejecutar una
Introducción antecedentes 15
labor productiva no directamente sobre la materia prima, sino lo necesario
para que esto ocurra. Los diversos autores indican que este ítem en el
costeo es un eje importante para la fabricación del producto y no son
diferentes a los demás pero que se necesitan de ellos para transformar el
bien porque aportan los elementos necesarios para los costos de mano de
obra.
De igual forma, existen diversas formas o métodos de costeo, en tal
sentido, los más conocidos son:
Sistemas de Costos por Procesos: algunas empresas tienen una
estructura industrial y tienen productos homogéneos y similares que no
están hechos a la orden y se producen en grandes volúmenes. Cuando las
empresas tienen procesos continuos, los costos desglosados por procesos,
se asignan preferentemente. Las materias primas son asignadas
basándose en formularios de pedido de materiales, la mano de obra en
base a hojas de salarios y los gastos indirectos sobre la base de tasas de
gastos generales predeterminados basados en dólares mano de obra
directa. Las entradas de diario para registrar estas transacciones se
realizan antes de las entradas al final del periodo que transfiere los importes
de una cuenta de inventario de trabajo en proceso a otro, de inventarios de
trabajo en proceso de inventario de producto terminado y del inventario de
productos terminados a los costos de los bienes vendidos.
Sistema de Costeo por Actividad: el costeo basado en actividades
también denominado ABC, asigna los costos indirectos de fabricación a los
productos que de una manera más lógica que en el enfoque tradicional,
asigna costos sobre la base de horas productivas, primeramente asigna el
costo por cada actividad y luego se lleva el monto a un periodo de tiempo
o costos por cada actividad.
Sistema de Costeo Financiero: también es conocido como el

Introducción antecedentes 16
método tradicional, se basa en determinar el costo de la producción
después de que los productos han sido producidos, mientras que en el
objetivo sistema de contabilidad basada en las actividades, el valor o costo
del producto se determina sobre la base de clientes y su retroalimentación
y el alcance del dinero a invertir. La asignación de los costos indirectos de
fabricación, los productos sobre la base de una medición de volúmenes que
pueden ser horas, número de procesos, maquinarias que intervienen,
unidades de producción.
1.2.3.2 Clasificación de los Costos
Los costos se clasifican de acuerdo al método que se va a utilizar y
conforme a perspectivas de clasificación diversas, como la asignación de
recursos, a continuación se presentan las clasificaciones más conocidas,
sin embargo, hay muchas más: (Martinez, 2012)
De acuerdo a la función: aquellos que tienen por objeto determinar
el costo unitario de adquisición de artículos acabados (mercaderías en la
empresa comercial y materiales en la industria), se clasifican en:
Costos de Adquisición: son aquellos que tienen por objeto
determinar el costo unitario de explotación o extracción de recursos
renovables y no renovables.
Costos de Explotación: son aquellos costos aplicables a empresas
de transformación y que están integrados por los tres elementos del costo:
Costo de materiales, sueldos y salarios directos y gastos indirectos de
producción.
Costos de Producción o Transformación: son aquellos costos
aplicables dentro de un organización o empresas de transformación y que
están integrados por los tres elementos del costo: Costo de materiales,

Introducción antecedentes 17
sueldos y salarios directos y gastos indirectos de producción.
Costos Operativos: son aquellos que tienen por objeto determinar lo
que cuesta: administrar, vender y financiar un producto o un servicio; esto
a su vez pueden ser: Costo de Administración, de Distribución (ventas) y
Financieros.
Costos Extraordinarios: son los costos que no ocurren comúnmente
como pérdida en venta de activo, pérdida por siniestro, pérdida por
accidente. (Valdiviezo, 2013)
Atendiendo al grado de conducta o con relación al volumen los
costos se clasifican:
Costos Fijos: son los que están en función del tiempo, no sufren
alteración alguna, son constantes pese a la variación de la producción,
entre los que se pueden apreciar: alquileres, depreciación, coeficientes,
honorarios, seguros, etc.
Todos necesarios para sostener la estructura de la empresa y realizar
periódicamente ajustes. De estos costos se obtiene la siguiente relación:
(Horngren & Foster, 2014)
A mayor producción = menor gasto
A mayor producción = mayor gasto
Costos Variables: son aquellos costos que están en función del
volumen de producción y del nivel de ventas, es decir, que varían
fluctuaciones de la producción de un período, entre estos tenemos:
materiales directos y/o materia prima consumida, energía eléctrica,
depreciaciones de bienes de uso por rendimiento, impuesto a las
transacciones, comisiones sobre ventas, etc. De estos costos se

Introducción antecedentes 18
desprende la relación: (Valencia, 2011)
A mayor producción = mayor gasto
A menor producción = menor gasto
Costos Mixtos: denominamos también estos costos semifijos o
semivariables, son aquellos que están compuestos de dos elementos, una
parte representada por costos fijos o de estructura y, otra por costos
variables, tal es el caso del servicio de alumbrado que es fijo y la fuerza
motriz es variable que se utiliza en la producción y que, desde luego, varía
de acuerdo a los volúmenes de producción, por lo que es necesario
determinar que parte corresponde a cada clase de costo.
Por la naturaleza de la empresa: los costos se clasifican en; costos
por órdenes: son aquellos que permiten acumular separadamente los
costos de materiales, labor directa y gastos indirectos de producción para
cada orden de trabajo de acuerdo a especificaciones del pedido del cliente;
éstas son aplicables a empresas donde es posible distinguir por lotes, sub-
ensambles, ensamble y producto terminado.
Costos por Procesos: este procedimiento es el que se emplea en
aquellas industrias cuya producción es continua, en masa, uniforme,
existiendo uno o varios procesos para la transformación del material; es
decir, se pierden los detalles de la unidad producida cuantificándose la
producción de la empresa por toneladas, metros, litros, kilos, etc. Así por
ejemplo tenemos la industria cervecera, de cemento, etc. Los costos por
procesos a su vez pueden ser por operaciones y de producción conjunta,
atendiendo al momento en que se registran y determinan los costos se
clasifican:
Costos Históricos: denominados también como: costos reales,
costos post-morten, costos a posterior, etc. Son aquellos que se obtienen

Introducción antecedentes 19
después de que el producto haya sido manufacturado. Es decir indica lo
que ha costado producir un determinado artículo. (Rainborn, 2012)
Costos Predeterminados: son aquellos que se calculan antes de
producir un determinado artículo en forma estimativa o aplicando el costo
estándar.
Costos Estimados: es aquella técnica de valuación, mediante la cual
los costos se calculan sobre ciertas bases empíricas, calculando
aproximadamente el costo de los elementos que lo integran, antes de
producir el artículo o durante su transformación; tiene por finalidad
pronosticar el valor y cantidad de los costos de producción.
En la actualidad el costo estimado no solo sirve para cotizaciones,
sino que se ha llegado más allá tomándolo como base para evaluar la
producción del período, como auxilio enorme en el Control Interno; pero
considerando que las bases son estimados, fundadas en el conocimiento
empírico de la industria en cuestión, existe el resultado de que difícilmente
puedan ser iguales a los costos históricos o reales, lo que hace necesario
realizar ajustes de costos estimados a costos históricos.
Bajo esta técnica, indica lo que un artículo producido "puede costar",
ya que las únicas bases para su cálculo son empíricas. Por tanto los costos
estimados siempre deben ajustarse a los históricos.
Costos Estándar: es el cálculo efectuado con bases generalmente
científicas sobre cada uno de los elementos del costo de un determinado
producto, a efecto de determinar lo que un artículo "debe costar"; por tal
motivo este costo está basado en el factor eficiencia y sirve como patrón o
medida e indica obviamente "lo que debe costar"; lo que trae como corolario
el control presupuestal indispensable de todos los elementos que
intervienen en el producto en forma directa o indirectamente. Los

Introducción antecedentes 20
estándares pueden ser: circulantes o fijos. Como medida circulante, se
establece en relación con las circunstancias y significan la meta por obtener
en una situación corriente, mientras que como medidas fijas o básicas se
aplican a períodos largos como medida de comparación o con fines
estadísticos. (Ramírez, 2012)
De acuerdo a los elementos o por naturaleza de gastos, los costos
se clasifican en:
Materia Prima o Material Directo
Sueldos y Salarios Directos
Gastos Indirectos de Producción
(Horngren & Foster, 2014)
Estos a su vez se dividen en costos directos e indirectos:
Costos directos: son los costos de material directo o materia prima y
los sueldos y salarios directos identificares cuantitativamente y
cualitativamente en cada unidad del producto terminado.
Costos indirectos, son aquellos costos que no se pueden localizar y
cuantificar en forma precisa en una unidad producida, los cargos se
efectúan a base de prorrateos, como en los tres casos siguientes:
Material indirecto: es el costo del material que no entra directamente
en el proceso de transformación de un producto, o que por su empleo
corresponde al departamento de servicios, por ejemplo:
Los combustibles, lubricantes, lijas, cepillos, etc., es decir, prestan
servicios generales a la fábrica.
Mano de obra indirecta: es el costo de sueldos y salarios no aplicado

Introducción antecedentes 21
directamente al producto en sí, ejemplo: sueldos y salarios,
superintendente.
Gastos indirectos de producción: son los montos erogados o
aplicados que necesariamente suceden por causa de la producción y no es
posible aplicar con exactitud a una unidad de producción, así como en los
casos depreciación de activo fijo, gastos de mantenimiento, reparación,
alquileres, seguros, energía eléctrica, agua, gastos generales de fábrica.
Según el Control de Materiales, los costos se clasifican en:
Costos Completos: son aquellos que controlan los materiales y la
producción por el procedimiento de inventario perpetuo.
Costos Incompletos: son aquellos que no emplean el procedimiento
de inventarios perpetuos para el control de materiales y de la producción.
Estos requieren a su vez inventario de existencia física final para
determinar el costo del consumo de los materiales en el proceso, y
determinar el costo de producción de un período.
De acuerdo a la empresa a la cual se aplica, se clasifican en:
Costos comerciales, que se aplican en una empresa
comercial.
Costos industriales, que se aplican en una industria.
Costo Bancario, que se aplican en un Banco.
Costos Municipales, que se aplican en una Alcaldía
Municipal, etc.
Según el período: se refiere al tiempo que abarca la determinación del
costo, a su vez puede ser:
Diario

Introducción antecedentes 22
Semanal
Mensual
Trimestral
Semestral
Anual
Por los departamentos, los costos pueden ser: De producción y de
servicios (Martinez, 2012)
1.2.3.3 Costos de Conversión
El análisis de costos es una de las funciones primordiales de los
sistemas administrativos y contables, la evaluación económica para
evaluadores y planificadores es sumamente justificada, en el presente
estudio se busca realizar un análisis de costos.
Es por ello que se presentan los costos de conversión como un
método matemático de análisis, la noción de costos busca apoyar la
asignación de recursos, mejorar la eficiencia y disminuir los costos así
como aumentar los beneficios.
En este sentido, en toda evaluación hay que identificar los costos que
son relevantes y la perspectiva de evaluación, es por esto que se requiere
definir un sistema de costeo además de elegir entre las fórmulas de análisis
financiero la más adecuada.
Dentro de la metodología utilizada para el cálculo de costos se utilizan
fórmulas denominadas fórmulas de análisis de costos, que combinan
diversas clases de costos, entre estas fórmulas se tiene: (Colin, 2011)
Costos de Producción: es la suma de los tres elementos del costo,
es el costo que se carga a las unidades producidas.

Introducción antecedentes 23
CPD = MPD + MOD + CIF
Costos Primos: es el costo del material directo sumando con el costo
de la mano de obra directa.
Como su costo lo indica es la suma de los dos principales costos del
producto o servicio.
CP = MPD + MOD
Costos de Conversión: es el costo de la mano de obra directa
sumado con los costos indirectos de fabricación. Representan el costo
necesario para transformar la materia prima.
CC = MOD + CIF
Costos Totales: es la sumatoria del costo de producción más todos
los gastos necesarios para fabricar el producto.
CT = MPD + MOD + CIF + GASTOS
Costos Unitarios de Producción: es el costo final de cada unidad
producida, resulta de dividir el costo de producción por las unidades
producidas
CPD = Costo de Producción Directa
MPD = Materia Prima Directa
MOD = Mano de Ora Directa
CIF = Costos Indirectos de Fabricación
CC = Costos de Conversión
CP = Costos Primos
CT = Costos Totales
Introducción antecedentes 24
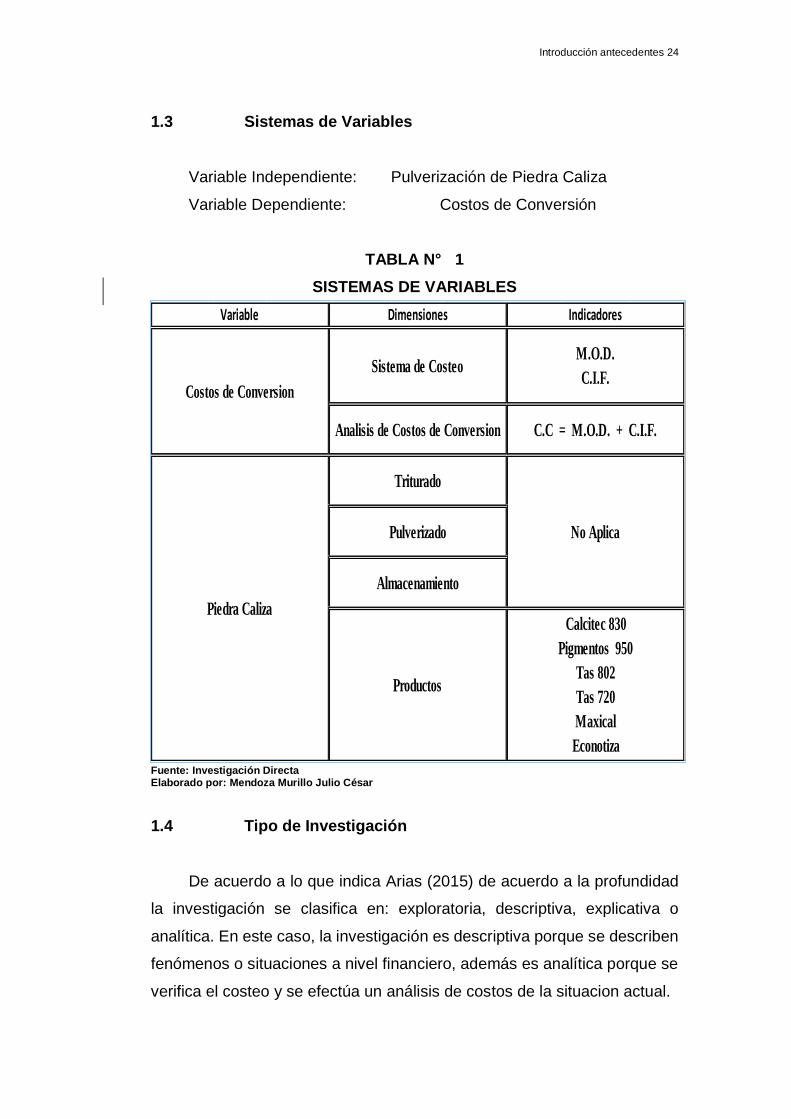
1.3 Sistemas de Variables
Variable Independiente: Pulverización de Piedra Caliza
Variable Dependiente: Costos de Conversión
TABLA N° 1
SISTEMAS DE VARIABLES
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
1.4 Tipo de Investigación
De acuerdo a lo que indica Arias (2015) de acuerdo a la profundidad
la investigación se clasifica en: exploratoria, descriptiva, explicativa o
analítica. En este caso, la investigación es descriptiva porque se describen
fenómenos o situaciones a nivel financiero, además es analítica porque se
verifica el costeo y se efectúa un análisis de costos de la situacion actual.
Piedra Caliza
M.O.D.
C.I.F.
C.C = M.O.D. + C.I.F.
No Aplica
Calcitec 830
Pigmentos 950
Tas 802
Tas 720
Maxical
Econotiza
Productos
Variable Dimensiones Indicadores
Costos de Conversion
Sistema de Costeo
Analisis de Costos de Conversion
Triturado
Pulverizado
Almacenamiento

Introducción antecedentes 25
El Tipo de investigación que plantearemos es la no exploratoria por
que consiste en indagar en un campo ya conocido y es muy ágil gracias a
su bajo costo y la ventaja de poder estar presente en el momento en que
se realizan los procesos de transformación de caliza en carbonato de
calcio.
En la investigación no exploratoria se realizara la recolección de toda
la información que podemos reunir de las estadísticas de la empresa, así
como de la entrevistas a fondo que se llevaran a cabo con los operarios,
supervisores, ingenieros conocedores de los procesos productivos de
pulverización de áridos.
Tipo de método es el descriptivo porque se ocupa de la descripción
de los datos y características de una población. El objetivo es la adquisición
de datos precisos y sistemáticos que pueden ser utilizados en promedios,
frecuencias y cálculos estadísticos similares. Analizando los
acontecimientos que se presentan naturalmente con la observación de
situaciones controladas.
Muy frecuentemente el propósito del investigador es describir
situaciones y eventos. Esto es, decir cómo es y se manifiesta determinado
fenómeno. Cabe recalcar que los estudios descriptivos buscan especificar
las propiedades importantes de personas, grupos, comunidades o
cualquier otro fenómeno que sea sometido a análisis.((Dankhe, 1986).
Miden o evalúan diversos aspectos, dimensiones o componentes del
fenómeno o fenómenos a investigar. Desde el punto de vista científico,
describir es medir. Esto es, en un estudio descriptivo se selecciona una
serie de cuestiones y se mide cada una de ellas independientemente, para
así —y valga la redundancia— describir lo que se investiga.((Dankhe, 1986)
(Stanley, 1980), La población estadística es comúnmente considerada

Introducción antecedentes 26
como una colección de hechos numéricos expresados en términos de una
relación sumisa, y que han sido recopilados a partir de otros datos
numéricos.
1.4.1.- Población y Muestra
La población o universo de estudio de acuerdo a lo que indica
Hernández, Fernández y Baptista (2014) se constituye en el total de
elementos, sujetos o fenómenos a estudiar; en este caso la población no
se refiere a un grupo de sujetos, sino a un grupo de transacciones contables
y financieras con relación al costo de conversión.
Realizó en el año 2015 desde enero hasta diciembre un total de 3.362
transacciones relacionadas a los costos operativos, utilizando una técnica
de muestreo probabilístico (Sierra, 2011) se utiliza la siguiente ecuación:
TABLA N° 2
CALCULO DE LA MUESTRA
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
En resumen, la población se constituye en 3.362 transacciones
realizadas en relación a los costos de conversión de las cuales se
analizaron 345 al azar conforme al muestreo probabilístico, los cuales serán
medidos a través de la observación directa.
ERROR (e) 5.0%
TAMAÑO POBLACIÓN (N) 3.362
NIVEL DE CONFIANZA 95%
TAMAÑO DE LA MUESTRA (n) = 345
))1(*(1
)5,0*(*2
2
Ne
Nn c

Introducción antecedentes 27
1.4.2 Instrumento de Recolección de Información
Las técnicas de recolección de datos es diversa, Arias (2014) indica
que se denomina instrumento a aquel formato que se utiliza para la toma
de datos necesarios para la estadística dentro del proyecto de
investigación.
Es por ello que para el desarrollo de un análisis de costo se tomó la
técnica de la auditoría a través de un “check list” o “lista de observación o
control”:
Según Hernández, Fernández y Baptista (2015), “la observación
consiste en el registro sistemático, cálido y confiable de comportamientos
o conductas manifiestas”. (Pág., 309). En relación a la observación se hace
a través de un formulario predeterminado se utiliza ampliamente en el
campo de las ciencias administrativas y el control contable.
Para efectos de este proyecto se empleó la recolección directa con
observación por parte del autor, a través de un formato elaborado para
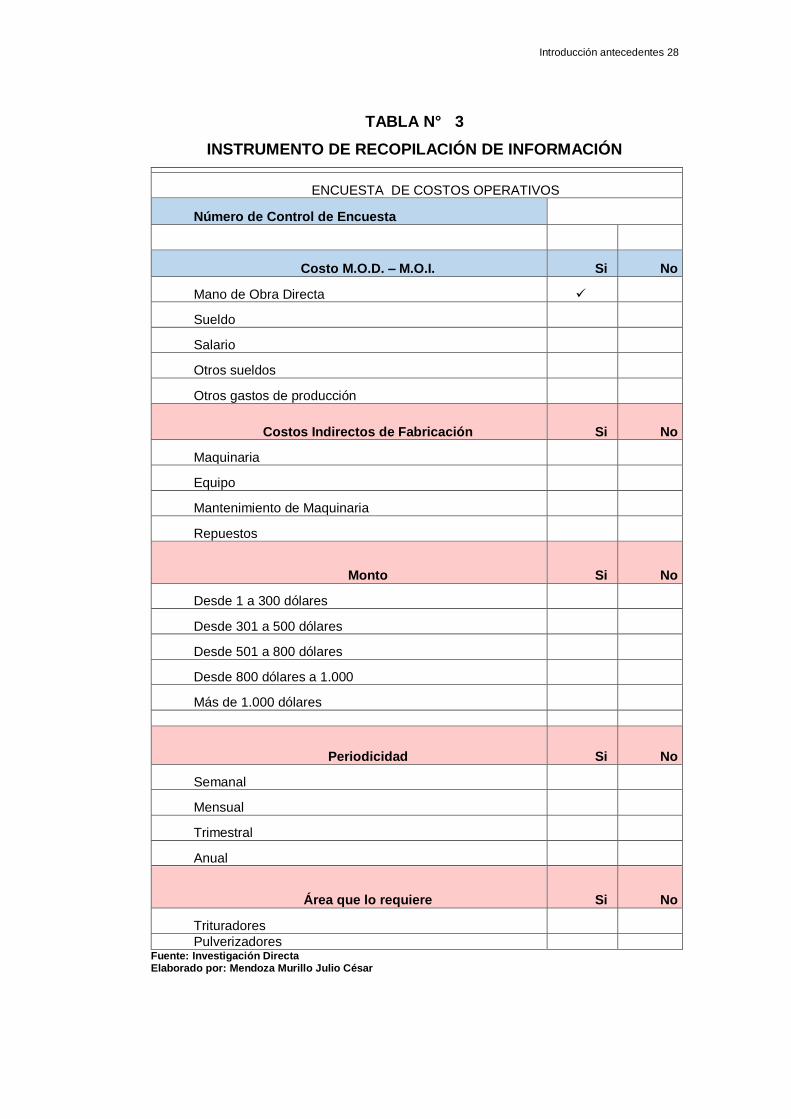
análisis de costos de conversión. Para tal fin, se elaboró un formato que
consta de 20 ítems y 4 partes. Las listas de observación son formularios
que tienen regularmente tres columnas, en una se presenta el ítem, en las
otras las opciones “Si” y “No” con el fin de verificar cada uno de los
indicadores, tal como se puede evidenciar en el utilizado.
La elaboración del checklist tiene como beneficios para el auditor,
entre otros: - Sirve como guía básica para la auditoría, permite verificar,
previamente a la auditoría, que todos los aspectos importantes del sistema
serán auditados, indica en cada etapa, para cada elemento y
área/departamento a auditar, las comprobaciones a realizar, documentos,
registros, personas, etc... y permite ir anotando los resultados de la
auditoría, de manera que no se pierda ningún dato.
Introducción antecedentes 28
TABLA N° 3
INSTRUMENTO DE RECOPILACIÓN DE INFORMACIÓN
ENCUESTA DE COSTOS OPERATIVOS
Número de Control de Encuesta
Costo M.O.D. – M.O.I. Si No
Mano de Obra Directa
Sueldo
Salario
Otros sueldos
Otros gastos de producción
Costos Indirectos de Fabricación Si No
Maquinaria
Equipo
Mantenimiento de Maquinaria
Repuestos
Monto Si No
Desde 1 a 300 dólares
Desde 301 a 500 dólares
Desde 501 a 800 dólares
Desde 800 dólares a 1.000
Más de 1.000 dólares
Periodicidad Si No
Semanal
Mensual
Trimestral
Anual
Área que lo requiere Si No
Trituradores
Pulverizadores Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César

Introducción antecedentes 29
1.5 Resultado de la Encuesta
TABLA N° 4
TIPO DE COSTO
Tipo de Costo Si No
Mano de Obra Directa 75 270
Incentivos 20 325
Costos Indirectos de Fabricación 130 215
Otros gastos de producción 10 335
Total 235 Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
GRÁFICO Nº 1
TIPOS DE COSTOS
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Discusión
De acuerdo a los datos recopilados el 32% es mano de obra directa,
el 9% es incentivos, el 55% Costos indirectos de fabricación y el 4% otros
gastos de producción.
M.O.D.; 32%
Incentivos; 9%
C.I.F.; 55%
Otros pagos; 4%
M.O.D. Incentivos C.I.F. Otros pagos
Introducción antecedentes 30
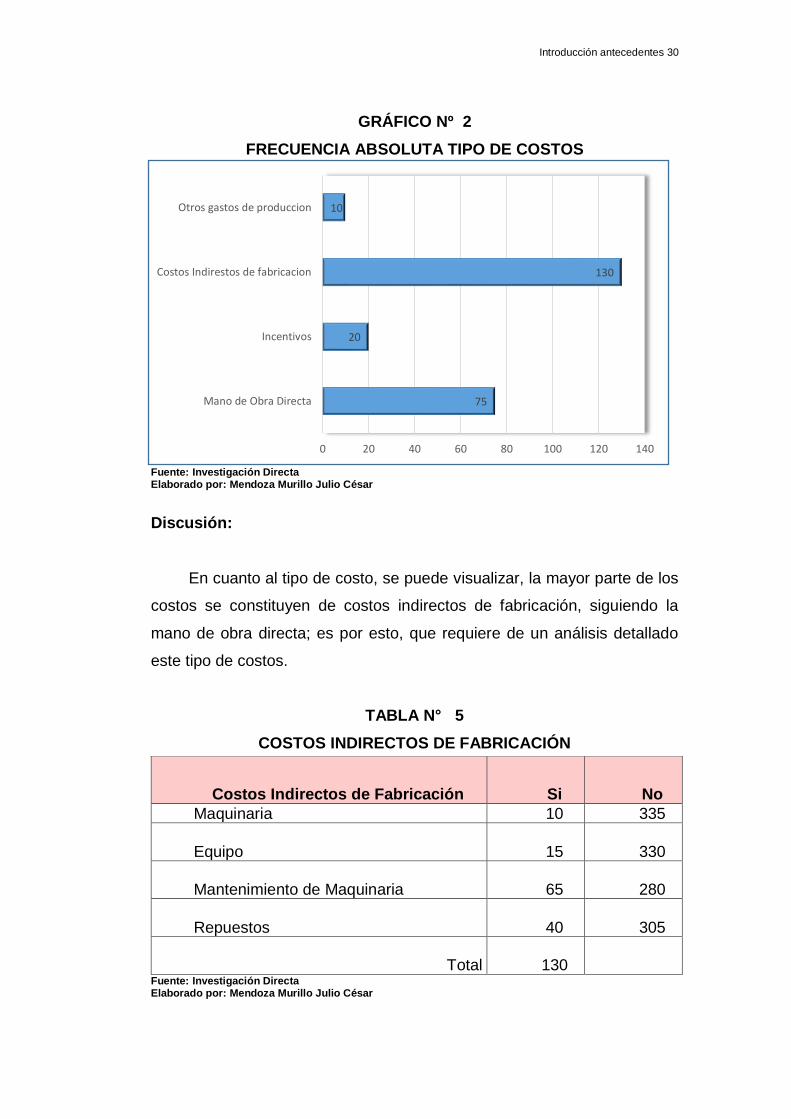
GRÁFICO Nº 2
FRECUENCIA ABSOLUTA TIPO DE COSTOS
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Discusión:
En cuanto al tipo de costo, se puede visualizar, la mayor parte de los
costos se constituyen de costos indirectos de fabricación, siguiendo la
mano de obra directa; es por esto, que requiere de un análisis detallado
este tipo de costos.
TABLA N° 5
COSTOS INDIRECTOS DE FABRICACIÓN
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Costos Indirectos de Fabricación Si No
Maquinaria 10 335
Equipo 15 330
Mantenimiento de Maquinaria 65 280
Repuestos 40 305
Total 130
75
20
130
10
0 20 40 60 80 100 120 140
Mano de Obra Directa
Incentivos
Costos Indirestos de fabricacion
Otros gastos de produccion

Introducción antecedentes 31
GRÁFICO Nº 3
FRECUENCIA RELATIVA COSTOS INDIRECTOS DE FABRICACIÓN
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Discusión:
Con relación a los costos indirectos de fabricación, dentro de las
transacciones verificadas, se tiene que el 2% es maquinaria, el 9% equipo,
el 78% mantenimiento de maquinaria y 11% repuestos.
GRÁFICO Nº 4
FRECUENCIA ABSOLUTA COSTOS INDIRECTOS DE FABRICACIÓN
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
8% 11%
50%
31%
Maquinaria Equipos Mantenimiento de Maquinaria Repuestos
10
15
65
40
0 10 20 30 40 50 60 70
Maquinaria
Equipo
Mantenimiento de Maquinaria
Repuestos

Introducción antecedentes 32
Discusión:
Tal como se evidencia en el gráfico los costos indirectos de fabricación
están compuestos en su mayor parte por los conceptos de gastos de
mantenimiento de maquinaria, repuestos y compra de maquinaria nueva.
Es por ello que se puede considerar que este rubro es el que más
impacta en el resultado financiero de la empresa.
TABLA N° 6
MONTO DE LOS COSTOS
Monto Si No
Desde 1 a 300 dólares 25 320
Desde 301 a 500 dólares 48 297
Desde 501 a 800 dólares 22 323
Desde 800 dólares a 1.000 221 124
Más de 1.000 dólares 29 316
Total 345 Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
GRÁFICO Nº 5
FRECUENCIA RELATIVA MONTO DE LOS COSTOS
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
7%
14%
6%
64%
9%
MONTOS
Desde 1 a 300 dólares Desde 301 a 500 dólares Desde 501 a 800 dólares
Desde 800 a 1000 dólares Mas de 1000 dólares

Introducción antecedentes 33
Discusión:
De acuerdo a lo que se evidencia en el gráfico anterior, el 7% se
estima que son por un monto de 1 a 300 dólares, 14% desde 301 hasta
500, 6% desde 501 hasta 800, 64% desde 801 hasta 1.000, y el 9% desde
1001 hacia adelante.
GRÁFICO Nº 6
FRECUENCIA ABSOLUTA MONTO DE LOS COSTOS
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Discusión:
De acuerdo al gráfico anterior, se evidencia que el mantenimiento de
maquinaria es el costo más común, por lo que representa una gran parte
de los costos, y es ahí un punto álgido de los costos de conversión.
TABLA N° 7
PERIODICIDAD DE COSTOS
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Periodicidad Si No
Diario 100 245
Semanal 72 273
Mensual 45 300
Semestral 100 245
Anual 28 317
345
25
48
22
221
29
0 50 100 150 200 250
Mas de $ 1 a $ 301 USD
Mas de $ 301 a $ 500 USD
Mas de $ 501 a $ 800 USD
Mas de $ 800 a $ 1000 USD
Mas de $ 1000 USD

Introducción antecedentes 34
GRÁFICO Nº 7
PERIODICIDAD DE LOS COSTOS
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Discusión:
Tal como se evidencia en el gráfico, los datos recopilados indican que
el 29% son diarios, el 21% semanal, el 13% mensual, el 29% semestral y
el 8% anual
GRÁFICO Nº 8
FRECUENCIA ABSOLUTA DE PERIODICIDAD DE LOS COSTOS
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
100
72
45
100
28
0 20 40 60 80 100 120
Diario
Semanal
Mensual
Semestral
Anual
29%
21%
13%
29%
8%
Diario Semanal Mensual Semestral Anual

Introducción antecedentes 35
TABLA N° 8
ÁREA DE REQUERIMIENTO DE LOS COSTOS
Área que lo requiere Si No
19. Trituradores 150 195
20. Pulverizadores 190 155
345 Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
GRÁFICO Nº 9
FRECUENCIA RELATIVA ÁREA DE REUERIMIENTOS DE LOS
COSTOS
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Discusión:
En cuanto a las áreas que más generan costos con el 56% área de
pulverización y el restante 44% el área de trituración.
GRÁFICO Nº 10
FRECUENCIA ABSOLUTA ÁREA DE REQUERIMIENTOS
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
44%
56%
Trituracion Pulverizacion
150
190
0 50 100 150 200
Trituracion
Pulverizacion

Introducción antecedentes 36
Discusión:
De acuerdo a lo anterior se puede verificar que las áreas que más
exigen de costos de conversión son los trituradores, pulverizadores.

CAPÍTULO II
SITUACIÓN ACTUAL DIAGNÓSTICO
2.1 Situación Actual
2.1.1 Máquinas e Equipos de Producción
La empresa trabaja con una línea de producción intermitente, y cuenta
con las siguientes maquinas e equipos en el área de pulverización de piedra
caliza:
Retroexcavadora
Alimenta a los trituradores del material pétreo almacenado.
ILUSTRACIÓN N° 3
RETROEXCAVADORA ALIMENTANDO A LOS TRITURADORES
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César

Situación actual diagnóstico 38
Trituración Primaria
Triturador # 1
El primero cuenta con un motor de 60 hp, recientemente instalado,
operara todo el día, su capacidad es desde 42 hasta 138 T por hora según
aberturas tanto de ingreso y salida de la piedra en la mandíbula.
ILUSTRACIÓN N° 4
TRITURADOR # 1
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Triturador # 2
El segundo Triturador, es de fabricación local, depende de un motor
de 25 hp para cumplir su función, es emergente ya que se lo utiliza cuando
el triturador principal se encuentre en mantenimiento.

Situación actual diagnóstico 39
ILUSTRACIÓN N° 5
TRITURADOR # 2
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Banda Transportadora # 1
Se encarga de receptar el material pétreo de 5” que produce el
triturador y lo conduce hacia otra banda.
ILUSTRACIÓN N° 6
BANDA TRANSPORTADORA # 1
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César

Situación actual diagnóstico 40
Banda Transportadora # 2
Se carga del material pétreo que le descarga la banda # 1 y la dirige
al silo de almacenamiento de piedra 5” en una capacidad de 200 T.
ILUSTRACIÓN N° 7
BANDA TRANSPORTADORA # 2
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Trituración Secundaria
Molinos de Martillos
Sobre los Molinos de Martillo desciende el material pétreo de 5” del
silo de almacenamiento de piedra y estos a su vez la transforman en ½” y
polvo, impulsado por un motor de 200 hp y sus martillos trituras y expulsan
mediante criba y dirigida por un chute a la última de las bandas
transportadoras.

Situación actual diagnóstico 41
ILUSTRACIÓN N° 8
MOLINOS DE MARTILLOS
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Banda Transportadora # 3
Recibe el producto terminado de los molinos y lo eleva para luego
alimentar a un conjunto de tolvas con capacidad de 30 T y mediante 4
chutes dirigir el material triturado a sistema de alimentación del siguiente
proceso.
ILUSTRACIÓN N° 9
BANDA TRANSPORTADORA # 3
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César

Situación actual diagnóstico 42
Trituración Terciaria
Pulverizadores
Se denomina la trituración terciaria ya que el material es ingresado
por un sistema de transmisión conducido por un tornillo sin fin a la cámara
para ser pulverizado por impacto y finalmente convertido en polvo. Son 4
pulverizadores cada uno de ellos llevan:
Un motor de 150 hp para hacer girar un plato donde se encuentran
unas piezas que ayuda a la pulverización. Un motor de 15 hp para separar
e enviar el material ya pulverizado a la salida del pulverizador que luego
será extraído por una turbina de un Exahustor.
Un Moto reductor de 10 Hp con Relación 80 a 1 para el sistema de
transmisión (piñón y Cadena Paso 80) y alimentación de material a los
publicadores. Su capacidad nominal es de 2.08 T por hora, un total de 50
T. días y la capacidad nominal total de la planta es de 200 T. por 4
pulverizadores instalados:
ILUSTRACIÓN N° 10
PULVERIZADOR
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César

Situación actual diagnóstico 43
Exahustores
Aspiran el producto final de los pulverizadores lo introducen a una
turbina que gracias a un motor de 200 hp y 1875 rpm envían el polvo por
tuberías elevadas a 20 metros a el silo de almacenamiento, su capacidad
nominal al igual que los pulverizadores esta maquinarias son de fabricación
carera por lo que se mantiene en mismo reporte de capacidad de
producción nominal ya que los exahustores elevan el polvo (producto fina)
a los silos seguidos que son extraídos de los pulverizadores como un
proceso continuo.
ILUSTRACIÓN N° 11
EXAHUSTORES
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Silos
Finalmente el producto terminado se almacena en el silo master con
una capacidad de 200 T, está anexada a una red de tuberías donde se
traslada el polvo al silo secundario y por ultimo a los filtros de mangas ya

Situación actual diagnóstico 44
que son los pulmones es donde se almacena el polvo más fino del proceso,
y Diagrama ver Anexo 2.
ILUSTRACIÓN N° 12
SILO MASTER
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Luego el producto final se envasa en tanques transportadores de
polvo al granel para un rápida y efectiva salida del material hacia los clientes
potenciales.
ILUSTRACIÓN N° 13
TRANSPORTE DE PRODUCTO FINAL
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César

Situación actual diagnóstico 45
2.2 Presentación de Productos
830 Calcitec, 825 Fertical Malla Nº 200
Es caracterizado por una alta blancura, se produce en diferentes
tamaños de partículas para satisfacer una amplia gama de necesidades del
mercado. Es ampliamente utilizado en sectores:
Pinturas barnices, pinturas en polvo, papel, plásticos, caucho, colas,
adhesivos, selladores, yesos, membranas bituminosas, piensos,
fertilizantes, vidrio cristal, vidrio óptico, los gases de combustión
tratamientos, tratamientos de agua, detergentes, cosméticos, la industria
de la construcción, la industria química, etc.
ILUSTRACIÓN N° 14
TRANSPORTE DEL PRODUCTOR 830
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
850 Pigmento, 940 Tecnicalcio
Es uno de los polvos más finos del proceso se puede utilizar en
aquellos sectores de la industria los cuales destacan en cosméticos,
Situación actual diagnóstico 46
tratamientos de aguas residuales, pinturas y barnices, pinturas en polvo,
papel, plásticos, caucho, colas, adhesivos, selladores, yesos, asfalto,
membranas bituminosas, piensos, fertilizantes, vidrio, tratamientos de
gases de cola, tratamientos de aguas, detergentes, construcción, industria
química etc.
ILUSTRACIÓN N° 15
PRESENTACIÓN DE PRODUCTO 940, 950
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Tas 820 Malla Nº 200, Tas 720 Malla Nº 100
Tratamiento correctivo y preventivo ideal para aguas y suelos de
camaroneras. Su granulometría y su alto índice de pureza lo hacen más
soluble y excelente para el control prolongado de aguas y suelos utilizados
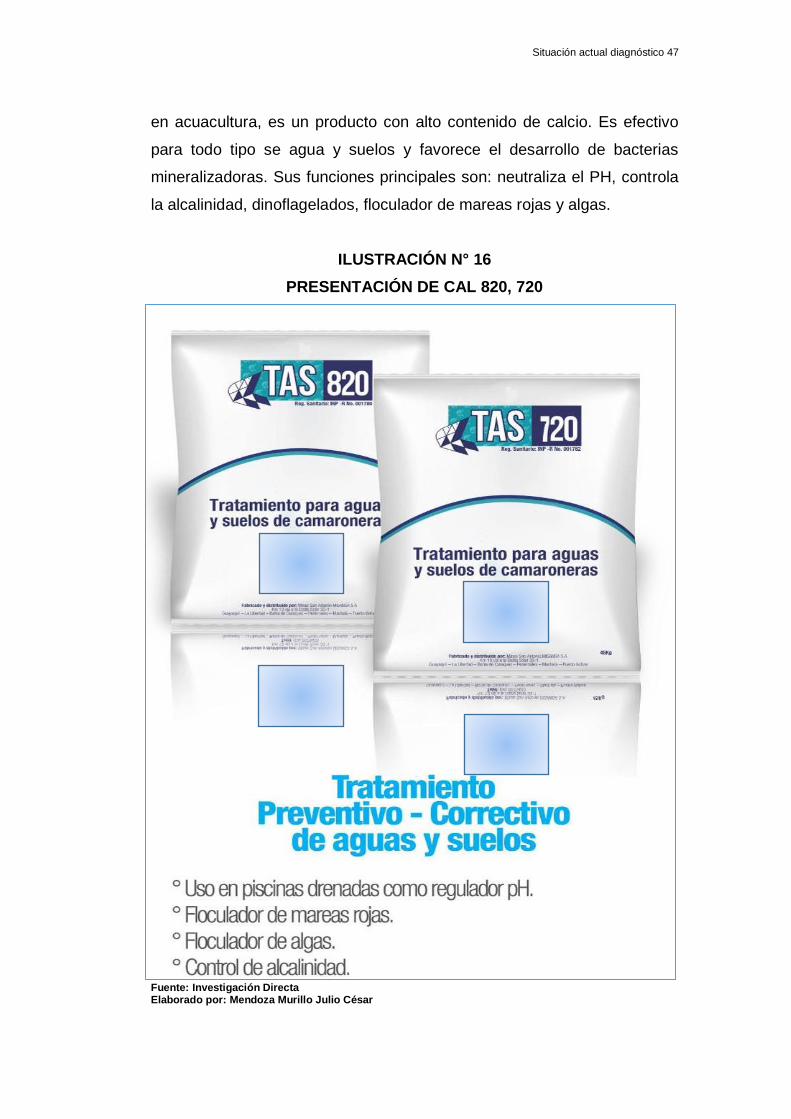
Situación actual diagnóstico 47
en acuacultura, es un producto con alto contenido de calcio. Es efectivo
para todo tipo se agua y suelos y favorece el desarrollo de bacterias
mineralizadoras. Sus funciones principales son: neutraliza el PH, controla
la alcalinidad, dinoflagelados, floculador de mareas rojas y algas.
ILUSTRACIÓN N° 16
PRESENTACIÓN DE CAL 820, 720
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César

Situación actual diagnóstico 48
MAXICAL
Hidróxido de calcio diseñado para solucionar problemas de
acidificación en el agua, control de gas carbónico libre, elimina hongos,
bacterias y protozoarios. Además para la cal utilizada en industrias.
ILUSTRACIÓN N° 17
PRESENTACIÓN DE CAL
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Econotiza
Producto elaborado para la industria de la construcción.

Situación actual diagnóstico 49
2.3 Capacidad de Producción
2.3.1 Capacidad de Producción Teórica
Para la capacidad teórica se considerara la disponibilidad de la
maquinaria instalada en la empresa según los manuales de los fabricantes.
A continuación el siguiente grafico indica el modelo y la característica
de la capacidad por toneladas//hora y el rango de apertura en el que está
operando el triturador en la empresa.
TABLA N° 9
CAPACIDAD DEL TRITURADOR
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
En el cuadro siguiente se detalla la capacidad de producción de los
molinos de martillo tomadas en el manual MANFREDINI & SCHIANCHI en
concordancia a las dimensiones y diseño de construcción del mismo por
ser de fabricación local.

Situación actual diagnóstico 50
TABLA N° 10
CAPACIDAD DE MOLINOS DE MARTILLOS
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
En la tabla Nº 11 se muestra la capacidad de los pulverizadores, cabe
recalcar que estos equipos son de fabricación local ensamblados por
mecánicos de la propia empresa.
TABLA N° 11
CAPACIDAD DE PULVERIZADORES
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César

Situación actual diagnóstico 51
2.3.2 Capacidad de Producción Real.
A continuación se presenta la siguiente tabla en el que indica la
producción real en toneladas durante el año 2015 y los volúmenes por
productos.
TABLA N° 12
CAPACIDAD DE PRODUCCIÓN REAL 2015
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
950
940
830
825
820
720
Max
ical
Econ
otiza
Ener
o30
100,5
2989
,520
2020
1517
,532
12,5
Febr
ero
4040
2765
,325
2525
1539
,7529
75
Mar
zo40
35,59
2101
,935
3535
1540
2337
,5
Abril
4542
,8326
60,4
2030
2013
2528
56,25
May
o73
,4722
92,8
1523
81,25
Juni
o44
,9918
,830
95,8
22,2
2525
1225
3268
,75
Julio
55,6
3032
78,9
15,5
2020
1515
3450
Agos
to43
,8230
,2333
57,2
2015
1510
1535
06,25
Sept
iem
bre
19,6
23,8
3386
,620
2025
1020
3525
Octu
bre
2838
,632
19,2
15,2
2020
1011
,5133
62,5
Novi
embr
e50
,548
,634
6620
,1520
2010
14,75
3650
Dici
embr
e75
7531
7419
,575
7570
4936
12,5
TOTA
L54
5,98
483,9
535
788
247,5
524
7,55
300
272,5
138
137,5
Tipo
de P
rodu
ctos
MES
ESTO
TAL M
ES
TONE
LADA
S

Situación actual diagnóstico 52
En el cuadro anterior se presenta la producción real elaborada por los
pulverizadores donde podemos apreciar que el producto estrella para la
organización es el 830 que representa un 94% del total….seguido de 950
y 940 un 1% y 840: 0.50% 825 un 0.75%, econotiza con el 0.75 %
respectivamente. El cuadro general de producción por turnos podrá ver
ANEXO Nº 6, 7.
Para una mejor apreciación se muestra el siguiente diagrama de
dispersión la proyección mensual que pretende obtener y la que logra
alcanzar, donde indican los meses de mejor y baja producción en todo el
2015.
GRÁFICO Nº 11
DIAGRAMA DE DISPERSIÓN PRODUCCIÓN ANUAL 2015
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
2.4 Análisis de los Costos de Conversión
La sumatoria del costo total de mano de obra directa y los costos
indirectos de fabricación contribuyendo el resultado de “Costos de
Conversión” el cual se detalla a continuación.
2.4.1 Cotos de Mano de Obra Directa. (M.O.D.)
La mano de obra directa de este análisis está delimitada en 16
personas dedicadas a generar dicho costo en la ecuación respectiva que
3212,52975
2337,52856,25
2381,25
3268,75 3450 3506,25 3525 3362,53650 3612,5
0500
1000150020002500300035004000

Situación actual diagnóstico 53
se detalla en el siguiente cuadro clasificando, su porcentaje de participación
en sus 2 áreas.
TABLA N° 13
COSTOS DE MANO DE OBRA DIRECTA 2015
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Como indica la tabla Nº 14 los porcentajes se presentan con 25%
cabe recalcar que las personas dedicadas al área de trituración son 4
personas, 2 en cada turno y en pulverización representa el mayor costo de
M.O.D. con un 75% en esta área se encuentran la mayor parte de las
máquinas y equipos instalados, por lo tanto son 12 personas las cuales 4
son operadores 2 en cada turno y 8 estibadores, 4 en cada turno.
A continuación representamos los porcentajes en un gráfico de pastel.
GRÁFICO Nº 12
COSTOS DE M.O.D. POR ÁREA
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Enero $ 7.079,88
Febrero $ 7.593,02
Marzo $ 7.651,51
Abril $ 7.001,87
Mayo $ 7.922,38
Junio $ 7.848,66
Julio $ 7.760,48
Agosto $ 7.860,88
Septiembre $ 7.880,23
Octubre $ 7.806,06
Noviembre $ 7.620,04
Diciembre $ 7.421,43
Total $ 91.446,44
$ 5.854,54
$ 5.715,03
$ 5.566,07
Total / Mes
$ 22.865,39 $ 68.581,05
$ 1.855,36
$ 5.309,91
$ 5.694,76
$ 5.734,88
$ 5.251,40
$ 5.941,78
$ 5.886,49
$ 5.820,36
$ 5.895,66
$ 5.910,17
$ 1.962,17
$ 1.940,12
$ 1.965,22
$ 1.970,06
$ 1.951,52
$ 1.905,01
Mes 3 Operadores de
Maquinaria Pesada / 1
Triturador
4 Operadores de
Maquinas equipos / 8
Estivadores
$ 1.980,60
Area de Trituracion 25% Pulverizacion 75%
$ 1.769,97
$ 1.898,26
$ 1.916,63
$ 1.750,47
25%
75%
Trituracion Pulverizacion

Situación actual diagnóstico 54
Luego de presentar los costos que influyen en la M.O.D. por áreas,
continuamos el análisis mes a mes, donde nos demuestra los meses en
que elevan estos costos tal es el caso de mayo un mes que represento
producir un solo producto por motivos de horas extras, metas establecidas
o requeridas por el cliente potencial, pedidos nuevos, cambios de piezas
para elaborar distintos tipos polvos. En los meses siguientes se mantiene
los costos ya que la producción se mantiene estable. Excepto unos de los
primeros meses del año.
GRÁFICO Nº 13
COSTOS MENSUALES M.O.D.
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
A continuación se procede a elaborar la tabla de costos indirectos de
fabricación clasificados: Mantenimiento y repuestos en sus diferentes
áreas, donde se clasifican mediante porcentaje de los costos que se
presentaron a largo del 2015.
7021.66
7593.02
7646.51
7001.87
$7.922,38
$7.848,66
$7.760,48
$7.860,88
$7.880,23
$7.806,06
$7.620,04
$7.421,43
$6.400,00
$6.600,00
$6.800,00
$7.000,00
$7.200,00
$7.400,00
$7.600,00
$7.800,00
$8.000,00
Costo de M.O.D.

Situación actual diagnóstico 55
TABLA N° 14
MANTENIMIENTO Y REPUESTOS
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Maq
uina
s y
Equi
pos -
40%
-
Equi
p. C
amio
nero
Pesa
do -
80%
-
Infra
estru
ctur
a -
30%
-
Maq
uina
s Y
Equi
pos -
60%
-
Equi
p. C
amio
nero
Pesa
do -
20%
-
Infra
estru
ctur
a -
70%
-
Ener
o$
1.63
8,00
$ 1.
172,
00$
124,
20$
2.45
7,00
$ 29
3,00
$ 28
9,80
$ 5.
974,
00
Febr
ero
$ 1.
660,
80$
1.52
1,60
$ 13
4,70
$ 2.
491,
20$
380,
40$
314,
30$
6.50
3,00
Mar
zo$
2.16
1,60
$ 86
0,00
$ 19
8,60
$ 3.
242,
40$
170,
00$
463,
40$
7.09
6,00
Abril
$ 3.
930,
40$
727,
20$
282,
00$
5.89
5,60
$ 18
1,80
$ 65
8,00
$ 11
.675
,00
May
o$
3.91
7,60
$ 2.
219,
20$
167,
70$
5.87
6,40
$ 55
4,80
$ 39
1,30
$ 13
.127
,00
Juni
o$
1.91
1,60
$ 3.
409,
60$
228,
00$
2.86
7,40
$ 85
2,40
$ 53
2,00
$ 9.
801,
00
Julio
$ 2.
230,
40$
2.19
5,20
$ 54
3,00
$ 3.
345,
60$
548,
80$
1.26
7,00
$ 10
.130
,00
Agos
to$
1.96
7,20
$ 1.
112,
00$
376,
50$
2.95
0,80
$ 27
8,00
$ 87
8,50
$ 7.
563,
00
Sept
iem
bre
$ 2.
084,
40$
723,
20$
337,
20$
3.12
6,60
$ 18
0,80
$ 78
6,80
$ 7.
239,
00
Oct
ubre
$ 2.
538,
80$
923,
20$
468,
00$
3.80
8,20
$ 23
0,80
$ 1.
092,
00$
9.06
1,00
Novie
mbr
e$
1.54
0,00
$ 1.
180,
80$
123,
30$
2.31
0,00
$ 29
5,20
$ 28
7,70
$ 5.
737,
00
Dici
embr
e$
1.53
2,00
$ 86
8,80
$ 15
6,30
$ 2.
299,
20$
217,
20$
364,
70$
5.43
8,20
Tota
l$
27.1
12,8
0$
16.9
12,8
0$
3.13
9,50
$ 40
.670
,40
$ 4.
183,
20$
7.32
5,50
$ 99
.344
,20
Total
Meses
Area
de
Tritu
raci
on
Man
teni
mie
nto
y Rep
uesto
s
Area
de
Pulve
rizac
ion
Man
teni
mie
nto
y Rep
uesto
s

Situación actual diagnóstico 56
Los resultados de dicho investigación de estos costos nos indican que
el 40% de mantenimiento y repuesto de máquinas y equipos en el área de
trituración esta inferior a diferencia del 60% que genera el área de
pulverización, en equipo camionero pesado con un 80% de los costó a
diferencia del 20% que representa el área de pulverización, y por último en
infraestructura el área de trituración con el 30% de los costos de
mantenimiento y repuestos es muy bajo a diferencia del 70% que se genera
en los pulverizadores.
En el siguiente grafico se detallan los porcentajes de los costos en
mantenimiento y repuestos anualmente por área de acuerdo a la tabla Nº
15.
GRÁFICO Nº 14
C.I.F. POR ÁREAS
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Tal y como lo muestra el grafico de pastel en los C.I.F. de
mantenimiento y repuestos, el área de pulverización lidera con un 53%.
Mientras tanto que en el área de trituración nos determina que el 47% de
los costos. Detalles
A continuación presentamos la segunda tabla los C.I.F. en ella nos
indican los costos el porcentaje que cada área representa en costos por
servicios básicos, públicos, seguros, entre otros.
Trituracion47%
Pulverizacion53%
MANTENIMIETO Y REPUESTOS
Trituracion Pulverizacion

Situación actual diagnóstico 57
TABLA N° 15
SERVICIOS PÚBLICO, COSTOS VARIOS
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Impu
estos
Segu
ros
50%
Hono
rarios
15%
Servi
cios
Publi
cos
25%
Tran
sport
acion
Lubri
cante
s y
Comb
ustib
es 8
0%
Gasto
s
Admi
nistra
tivos
50%
Impu
estos
Segu
ros
50%
Hono
rarios
85%
Servi
cios
Publi
cos
75%
Tran
sport
acion
Lubri
cante
s y
Comb
ustib
es
20%
Gasto
s
Admi
nistra
tivos
50%
Enero
$ 5.18
9,73
$ 780
,00$ 2
.737,5
3$ 3
.272,4
9$ 2
8.830
,11$ 5
.189,7
3$ 1
.720,0
0$ 8
.212,6
0$ 8
18,12
$ 28.8
30,11
$ 85.5
80,42
Febre
ro$ 5
.099,8
7$ 7
95,00
$ 2.56
2,64
$ 3.13
7,23
$ 28.5
58,57
$ 5.09
9,87
$ 4.50
5,00
$ 7.68
7,86
$ 784
,31$ 2
8.558
,57$ 8
6.788
,92
Marzo
$ 5.05
1,10
$ 742
,50$ 2
.800,2
4$ 3
.257,9
3$ 2
8.372
,82$ 5
.051,1
0$ 4
.207,5
0$ 8
.400,7
1$ 8
14,48
$ 28.3
72,82
$ 87.0
71,20
Abril
$ 4.98
4,46
$ 765
,00$ 2
.787,6
0$ 3
.966,9
2$ 2
8.348
,01$ 4
.984,4
6$ 4
.335,0
0$ 8
.362,8
1$ 9
91,73
$ 28.3
48,01
$ 87.8
74,00
Mayo
$ 5.03
7,71
$ 870
,00$ 2
.822,7
4$ 4
.018,4
9$ 2
8.604
,56$ 5
.037,7
1$ 4
.930,0
0$ 8
.468,2
4$ 1
.020,3
7$ 2
8.604
,56$ 8
9.414
,38
Junio
$ 4.93
6,63
$ 862
,50$ 2
.762,5
5$ 3
.282,3
7$ 2
8.613
,68$ 4
.936,6
3$ 4
.887,5
0$ 8
.287,6
4$ 8
20,59
$ 28.6
13,68
$ 88.0
03,77
Julio
$ 4.99
4,83
$ 765
,00$ 2
.805,0
5$ 3
.209,2
6$ 2
8.614
,37$ 4
.994,8
3$ 4
.335,0
0$ 8
.415,1
4$ 8
02,31
$ 28.6
14,37
$ 87.5
50,16
Agos
to$ 5
.133,8
3$ 7
68,15
$ 2.74
3,93
$ 3.58
9,08
$ 28.5
23,78
$ 5.13
3,83
$ 4.35
5,85
$ 8.23
1,78
$ 897
,27$ 2
8.523
,78$ 8
7.901
,28
Septi
embre
$ 5.03
0,98
$ 744
,00$ 2
.699,6
8$ 3
.502,3
3$ 2
8.570
,78$ 5
.030,9
8$ 4
.216,0
0$ 8
.099,0
3$ 8
75,59
$ 28.5
70,78
$ 87.3
40,15
Octub
re$ 4
.646,1
0$ 7
38,75
$ 2.55
7,32
$ 3.31
2,51
$ 28.6
15,93
$ 4.64
6,10
$ 4.18
6,25
$ 7.67
1,97
$ 828
,13$ 2
8.615
,93$ 8
5.818
,99
Novie
mbre
$ 4.99
8,42
$ 742
,50$ 2
.723,8
0$ 3
.268,4
8$ 2
8.550
,89$ 4
.998,4
2$ 4
.207,5
0$ 8
.171,4
2$ 8
17,01
$ 28.5
50,89
$ 87.0
29,33
Dicie
mbre
$ 5.04
6,99
$ 742
,50$ 2
.743,8
6$ 3
.344,9
7$ 2
8.555
,04$ 5
.046,9
9$ 4
.207,5
0$ 8
.231,5
8$ 8
36,24
$ 28.5
55,04
$ 87.3
10,71
Total
$ 60.1
50,65
$ 9.31
5,90
$ 32.7
46,94
$ 41.1
62,06
$ 342
.758,5
4$ 6
0.150
,65$ 5
0.093
,10$ 9
8.240
,78$ 1
0.306
,15$ 3
42.75
8,54
$ 1.04
7.683
,31
Meses
Area d
e Tritu
racion
Area d
e Pulv
eriza
cion
Total/Mes

Situación actual diagnóstico 58
Una vez representados los valores mensuales y por área los
resultados de la investigación determina que en mantenimiento y repuesto
del 2015 el área de titulación representa el 50% en impuestos y seguros,
15% en honorarios, 25% en servicios públicos, 80% en transportación
lubricantes y combustibles, 50% en gastos administrativos, mientras que en
el área de pulverización el 50% de impuestos y seguros, 5 en honorarios
cabe recalcar, que en dicha área frecuentemente trabajan ing. Mecánicos,
Ing. eléctricos, y control de calidad. 5% que genera el consumo de gastos
públicos, 20% de transportación lubricante y combustibles a que en esta
área solo se generan costos un monta carga, 50 de gastos administrativo
este gasto se divide ya que en las diferentes áreas se hacen estos gastos
generales y se estima este porcentaje
A continuación se muestra en el siguiente diagrama de pastel el
porcentaje anual de dichos costos.
GRÁFICO Nº 15
SERVICIOS VARIOS
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Trituracion46%
Pulverizacion54%
C.I.F. SERVICIOS VARIOS

Situación actual diagnóstico 59
2.5 Análisis y Diagnóstico
De acuerdo a los resultados obtenidos en la auditoría así como el
análisis de los costos detallados de la empresa, se tiene que las cuentas
que más se afectan por elevado número de gastos están:
Área de Trituración; Los trituradores del área pueden producen
alrededor de 94 toneladas de piedra por hora, sin embargo, la capacidad
empleada produce actualmente 10 – 15 toneladas por hora, utilizando el
triturador primario y el secundario, pues el primero está recién comprado.
Sin embargo, existen cuellos de botella porque los pulverizadores apenas
pueden producir un total de 3 – 5 toneladas por hora, lo que no cubre ni
siquiera la cuarta parte de lo que se tritura.
Área de Pulverización; esta parte de la operatividad se ve afectada
por paralizaciones no sólo por fallas en los motores, si no en los
pulverizadores, por el desgaste constante que sufren las piezas y
repuestos que conjugan estos sistemas por motivo a que su fabricación no
es con el material adecuado a la abrasión, esto causa el excesivo
mantenimiento que generan pérdida por paralizaciones constantes.
Las paralizaciones de hora no programada en el año 2015
ascendieron a un total de 481 horas, en total por las dos áreas que verá
reflejada en las tablas 18 y 19 a continuación. Es un problema bastante
considerable si a eso se le puede contabilizar dinero que está dejándose
de percibir la organización sin tomar correctivos
Además los mantenimientos planificados ascendieron a unas 220
horas pero, la situación muchas veces se dilató debido a escasez de
calidad en los equipos que se construyen por parte del personal de la
empresa. Cabe recalcar que estas horas no están cuantificadas en el
análisis, puesto que se realizaron en fines de semana o feriados ya que su

Situación actual diagnóstico 60
realización se programó con anterioridad, aclarando que repuestos,
accesorios, y pagos de horas extras al personal si cuentan dentro del
análisis
2.5.1 Impacto económico del costo de conversión por área
Con el fin de determinar el total de pérdidas económicas por
incidencias de la gestión de mantenimiento de la máquina pulverizadora y
la trituradora, a continuación la siguiente tabla detalla los costos de
conversión mensuales y se determinará los meses que presentaron un alza
en los costos
TABLA N° 16
COSTOS DE CONVERSIÓN POR ÁREA 2015
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Como podemos apreciar que en los meses de abril, mayo, junio y julio
el costo de conversión supero el costo promedio $ 46340.83 del área de
trituración mientras que pulverización en abril, mayo, junio, julio, agosto y
septiembre excedieron el costo promedio de $ 56855.48
Mes Total
C.C. Enero $ 98.576,08
C.C. Febrero $ 100.884,94
C.C. Marzo $ 101.818,71
C.C. Abril $ 106.669,09
C.C. Mayo $ 110.463,76
C.C. Junio $ 105.653,43
C.C. Julio $ 105.440,64
C.C. Agosto $ 103.265,16
C.C. Septiembre $ 102.459,38
C.C. Octubre $ 102.686,05
C.C. Noviembre $ 100.386,37
C.C. Diciembre $ 100.170,34
C.C. Total/ Area $ 1.238.473,95
Costo Promedio
Area Trituración Area Pulverización
Costo de Conversión 2015
$ 44.845,82
$ 45.368,67
$ 45.361,42
$ 47.571,61
$ 49.638,60
$ 47.969,10
$ 47.297,23
$ 45.499,48 $ 53.076,60
$ 55.516,27
$ 56.457,29
$ 59.097,48
$ 60.825,16
$ 55.324,52
$ 556.119,58 $ 682.354,37
$ 46.340,83 $ 56.855,48
$ 46.119,69
$ 45.662,63
$ 45.752,13
$ 45.033,20
$ 57.684,33
$ 58.143,41
$ 57.145,47
$ 56.796,75
$ 55.353,17
$ 56.933,92
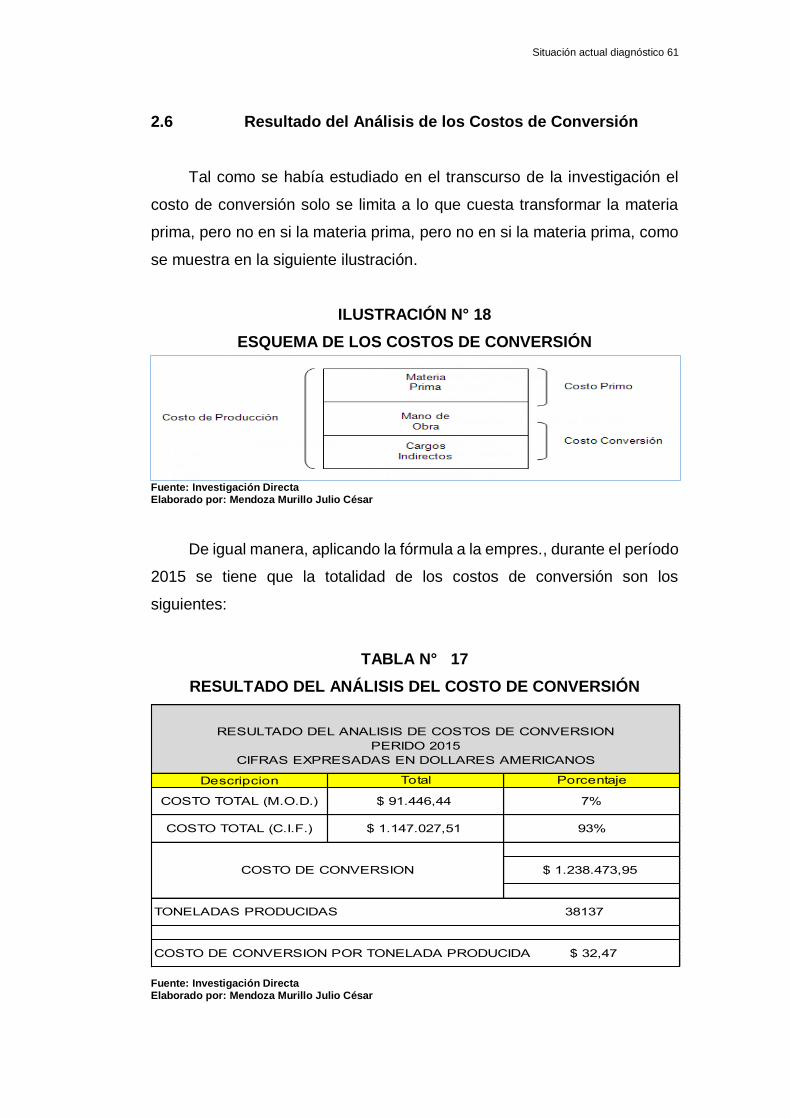
Situación actual diagnóstico 61
2.6 Resultado del Análisis de los Costos de Conversión
Tal como se había estudiado en el transcurso de la investigación el
costo de conversión solo se limita a lo que cuesta transformar la materia
prima, pero no en si la materia prima, pero no en si la materia prima, como
se muestra en la siguiente ilustración.
ILUSTRACIÓN N° 18
ESQUEMA DE LOS COSTOS DE CONVERSIÓN
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
De igual manera, aplicando la fórmula a la empres., durante el período
2015 se tiene que la totalidad de los costos de conversión son los
siguientes:
TABLA N° 17
RESULTADO DEL ANÁLISIS DEL COSTO DE CONVERSIÓN
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Descripcion Total Porcentaje
RESULTADO DEL ANALISIS DE COSTOS DE CONVERSION
PERIDO 2015
CIFRAS EXPRESADAS EN DOLLARES AMERICANOS
$ 91.446,44COSTO TOTAL (M.O.D.) 7%
TONELADAS PRODUCIDAS 38137
COSTO DE CONVERSION POR TONELADA PRODUCIDA $ 32,47
COSTO TOTAL (C.I.F.) $ 1.147.027,51 93%
COSTO DE CONVERSION $ 1.238.473,95

Situación actual diagnóstico 62
Una vez concluida la investigación nos determina que el costo de
conversión total y general del 2015 ascendió a un monto significativo de $
1’238.473,95 y que producir una tonelada nos cuesta $ 32,47. Se podrá
visualizar lista de precios de cada uno de los productos que comercializa la
empresa. Ver Anexo Nº 4
Este impacto económico superior al costo de conversión de los meses
citados se debe a incrementos de las paradas no programadas en el área
de trituración que se citan en la siguiente tabla.
TABLA N° 18
HORA DE PARAS NO PROGRAMADAS ÁREA DE TRITURACIÓN 2015
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Y de la misma manera que tabla anterior, se muestra en la siguiente
los meses en que se generaron más horas de paras no programadas dentro
del área de pulverización y la descripción.
TABLA N° 19
HORAS DE PARAS NO PROGRAMADAS ÁREA DE PULVERIZACIÓN
2015
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Total 30 102 50 28
4
Horas/Junio Horas/Julio
8
6
10
4
24
32
18
28
17
13
12
8
Mantenimiento al motor del triturador
Cambio de Pernos que austan al triturador
Mantenimiento a retroexcavadora
12
8
6
Descripcion de Paras No ProgramadasTrituracion
Horas/Abril
Cambio de peleas y banda a triturador
Horas/Mayo
Horas/Abril Horas/Mayo Horas/Junio Horas/Julio Horas/Agosto Horas/Octubre
Fuga de Polvo en el area de pulverizacion 7 9 2 4 2 2
Mantenimieno de Montacarga 25 17 5 8
Mantenmiento a motores de exsahustores 22 48 8 9
Mantenimiento de piesas desgastadas en
pulverizadores 20 48 10 19 6
Total de Horas 74 122 25 40 8 2
PulverizacionDescripcion
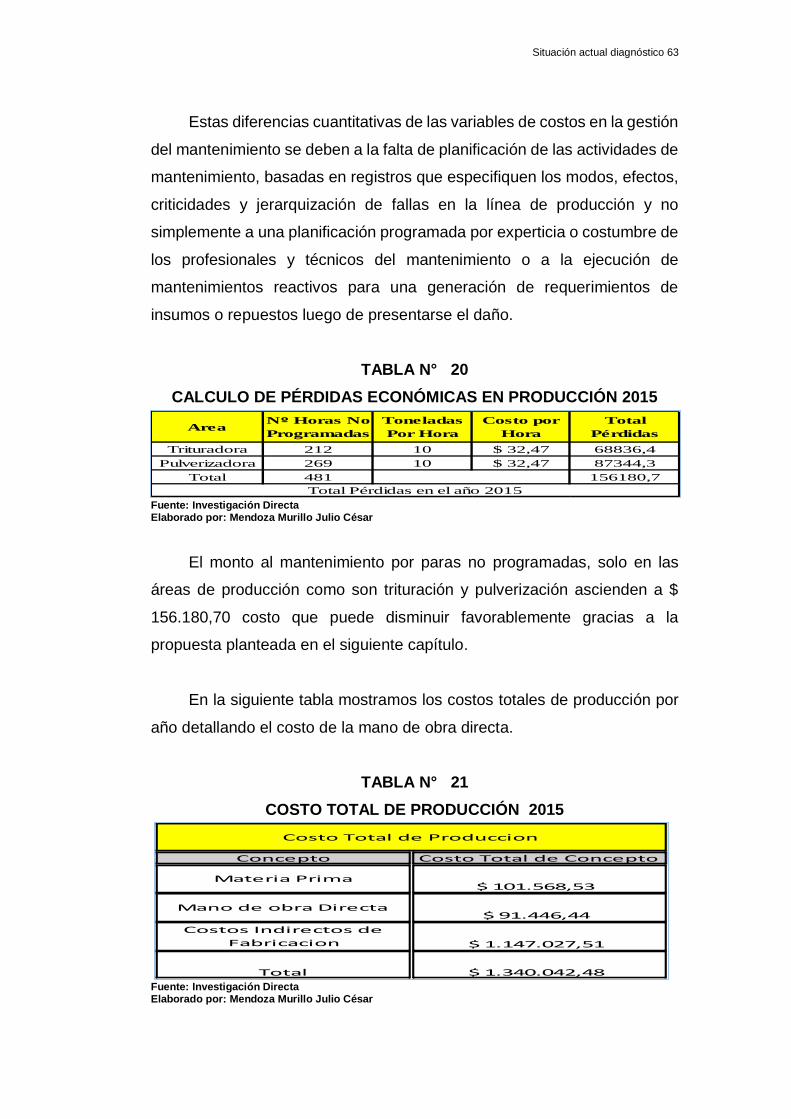
Situación actual diagnóstico 63
Estas diferencias cuantitativas de las variables de costos en la gestión
del mantenimiento se deben a la falta de planificación de las actividades de
mantenimiento, basadas en registros que especifiquen los modos, efectos,
criticidades y jerarquización de fallas en la línea de producción y no
simplemente a una planificación programada por experticia o costumbre de
los profesionales y técnicos del mantenimiento o a la ejecución de
mantenimientos reactivos para una generación de requerimientos de
insumos o repuestos luego de presentarse el daño.
TABLA N° 20
CALCULO DE PÉRDIDAS ECONÓMICAS EN PRODUCCIÓN 2015
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
El monto al mantenimiento por paras no programadas, solo en las
áreas de producción como son trituración y pulverización ascienden a $
156.180,70 costo que puede disminuir favorablemente gracias a la
propuesta planteada en el siguiente capítulo.
En la siguiente tabla mostramos los costos totales de producción por
año detallando el costo de la mano de obra directa.
TABLA N° 21
COSTO TOTAL DE PRODUCCIÓN 2015
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
AreaNº Horas No
Programadas
Toneladas
Por Hora
Costo por
Hora
Total
Pérdidas
Trituradora 212 10 $ 32,47 68836,4
Pulverizadora 269 10 $ 32,47 87344,3
Total 481 156180,7
Total Pérdidas en el año 2015
Total $ 1.340.042,48
Costo Total de ConceptoConcepto
$ 101.568,53
$ 91.446,44
$ 1.147.027,51
Materia Prima
Mano de obra Directa
Costos Indirectos de
Fabricacion
Costo Total de Produccion

Situación actual diagnóstico 64
Una vez determinada los costos de producción anual en la siguiente
tabla indicamos el costo unitario por tonelada.
TABLA N° 22
COSTOS UNITARIOS DE PRODUCCIÓN
2015
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
De tal manera que después de estos costos representamos la utilidad
a continuación.
TABLA N° 23
UTILIDAD BRUTA POR CADA TONELADA 2015
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Los valores totales de las ventas anuales y el o de la materia prima
están reflejadas en los anexos 8, 9.
Costo Unitario de Produccion
Costo Total de
Produccion$ 1.340.042,48
Toneladas Producidas
Costo Unitario/ Tonelada
38137
35,13759551
Total Utilidad $ 78,40
Utilidad Bruta
Costo Total Promedio de
Venta por Tonelada$ 113,53
Costo Unitario/ Tonelada $ 35,13

CAPÍTULO III
PROPUESTA Y EVALUACION ECONOMICA
3.1 Presentación de la Propuesta
La propuesta tiene como objetivo minimizar los costos de conversión
que se generaron por la mala gestión del mantenimiento en los procesos
de producción de las respectivas áreas (Trituración y Pulverización) para lo
cual se debe revisar el diseño y seguimiento del “Plan de Mantenimiento y
Desarrollo de Jornadas de Capacitación Técnica”, en los que se muestra
temas y fechas de capacitación ver ANEXO Nº 10.
Cabe recalcar que la intención de esta propuesta no es parte del tema
general de la investigación, en consecuencia debido a que el estudio se
realizó en su totalidad observando al análisis cuantitativo de los costos de
conversión, se concluye que la problemática en organizaciones dedicadas
a la trituración y pulverización de áridos se genera por los elevados costos
indirectos de fabricación, específicamente por tener máquinas con material
inadecuado para este tipo de trabajo como es la trituración de áridos y
por la mala gestión al momento de realizar el mantenimiento.
Por lo que se recomienda la propuesta de ayudar a minimizar las
cargas fabriles a través de protocolos de mantenimiento y capacitación.
3.1.1 Conclusión
Luego de realizado el proceso de investigación se pudo concluir lo
siguiente:

Propuesta y evaluación económica 66
Entre los factores que inciden en los costos de conversión se tiene
que los costos indirectos de fabricación, como el mantenimiento de
los equipos y la maquinaria así mismo la paralización de actividades
dentro de la empresa están generando pérdidas a la misma.
Se presentó una propuesta de elaboración de un plan de
mantenimiento para la mejora en la gestión del mantenimiento en
cuanto a los costos de Conversión a nivel cuantitativo y cualitativos
con una serie de actividades que tendrían como objetivo disminuir
costos y aumentar los beneficios.
Se pudo conocer la fórmula de costos de conversión para los
estados financieros de la empresa en el año 2015, que ascendieron
a un total de: 1.238.473,95.
En base a los indicadores de la propuesta anexada, el costo de
recuperación de la inversión es de $0,46 por cada dólar invertido,
exactamente a los 46 meses que se recupera la inversión total.
3.1.2 Recomendaciones
Del mismo modo se recomienda que para la aplicación exitosa de la
propuesta debería concientizar a la alta gerencia de estos procesos. Esta
es una inversión a largo plazo que minimizarían los costos que exceden el
flujo caja de la organización; si no se aceptara la propuesta planteada los
costos de conversión se mantendrían o en el peor de los casos se
elevarían, causando dentro de 3 años un impacto económico de tal
magnitud que la empresa perdiera solvencia, ya que no se puede mantener
a una organización con excesivo crédito, porque esto crea en el sector
comercial problemas de liquidez , desconfianza entre proveedores y los
costos de conversión están mermando los flujos caja de la empresa.

Propuesta y evaluación económica 67
ANEXOS

Anexos 68
ANEXO N° 1
PRODUCTO INTERNO BRUTO ECUADOR
Fuente: Banco Central del Ecuador Elaborado por: Mendoza Murillo Julio César
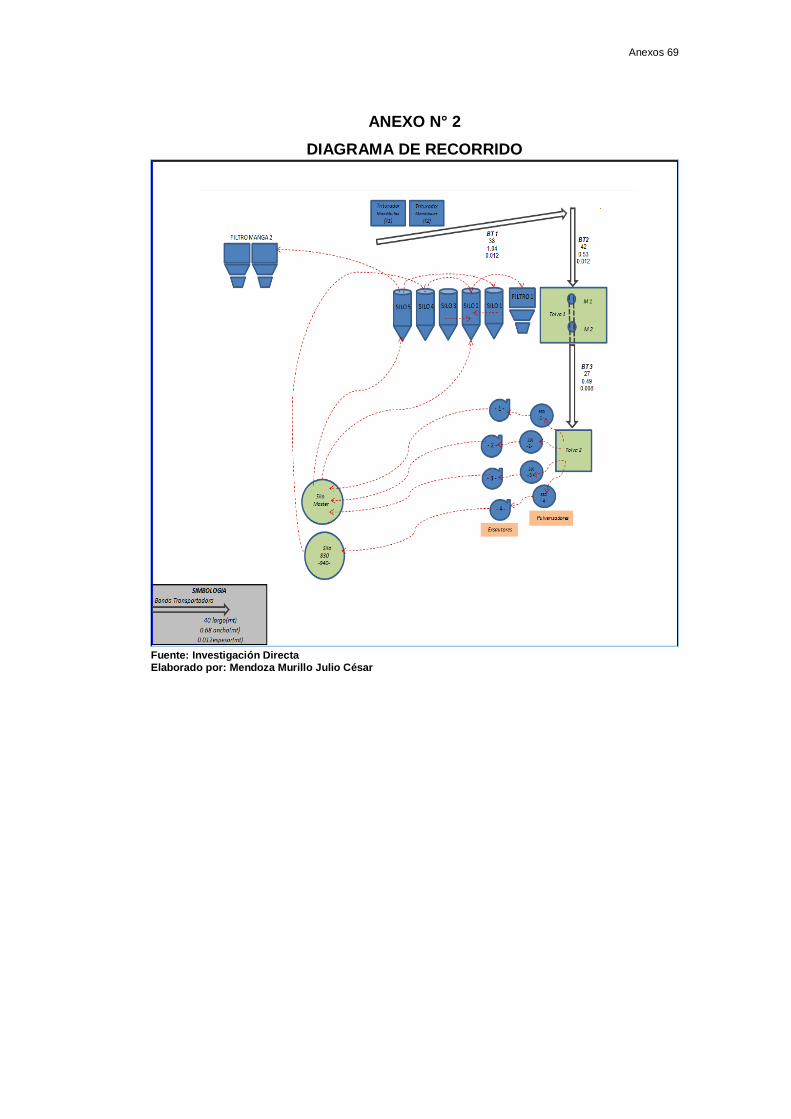
Anexos 69
ANEXO N° 2
DIAGRAMA DE RECORRIDO
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César

Anexos 70
ANEXO N° 3
PRODUCCIONES DE AÑOS ANTERIORES
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
% Requerido % Alcanzado % Requerido % Alcanzado % Requerido % Alcanzado % Requerido % Alcanzado
35000 38295 45000 41770 46000 41227 48000 40731
2012 2013 20142011
Produccion Historica

Anexos 71
ANEXO N° 4
LISTA DE PRECIOS DE PRODUCTOS 2015
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Producto Presentacion kilos Costo/Saco Costo/Toneladas
950 (Pigmentos) 50 $ 10.00 $ 200.00
940 (Tecnicalcio) 50 $ 8.25 $ 165.00
830 (Calcitec) 50 $ 5.25 $ 105.00
825 ( Fertical) 50 $ 3.50 $ 70.00
Tas 820 45 $ 3.11 $ 69.11
tas 720 45 $ 2.43 $ 54.00
Maxical 25 $ 3.63 $ 145.20
Econotiza 45 $ 4.95 $ 100.00
Lista de Precios Del Carboato de Calcio

Anexos 72
ANEXO N° 5
COSTOS DE MANO DE OBRA DIRECTA 2015
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
MesNº Personal
Producción
Días
Laborables
Total de
Suedos Mes
Sobretiempo y
Comisiones
Total Costos
M.O.D.
Enero 16 30 $ 5.920 $ 1.159,88 $ 7.079,88
Febrero 16 28 $ 5.920 $ 1.673,02 $ 7.593,02
Marzo 16 30 $ 5.920 $ 1.731,51 $ 7.651,51
Abril 16 30 $ 5.920 $ 1.081,87 $ 7.001,87
Mayo 16 30 $ 5.920 $ 2.002,38 $ 7.922,38
Junio 16 30 $ 5.920 $ 1.928,66 $ 7.848,66
Julio 16 30 $ 5.920 $ 1.840,48 $ 7.760,48
Agosto 16 30 $ 5.920 $ 1.940,88 $ 7.860,88
Septiembre 16 30 $ 5.920 $ 1.960,23 $ 7.880,23
Octubre 16 30 $ 5.920 $ 1.886,06 $ 7.806,06
Noviembre 16 30 $ 5.920 $ 1.700,04 $ 7.620,04
Diciembre 16 30 $ 5.920 $ 1.501,43 $ 7.421,43
$ 71.040 $ 20.406,44 $ 91.446,44

Anexos 73
Turno # 1 Total
Enero 950 940 830 825 Tas 820 Tas 720 Maxical Econotiza Toneladas
Producción 15 60 1476,5 10 10 10 10 10 1601,5
Turno # 1 Total
Febrero 950 940 830 825 Tas 820 Tas 720 Maxical Econotiza Toneladas
Producción 20 20 1363 15 15 15 8 25 1481
Turno # 1 Total
Marzo 950 940 830 825 Tas 820 Tas 720 Maxical Econotiza Toneladas
Producción 20 20 961,03 20 20 20 8 20 1089,03
Turno # 1 Total
Abril 950 940 830 825 Tas 820 Tas 720 Maxical Econotiza Toneladas
Producción 25 20 1269,82 10 20 10 8 15 1377,82
Turno # 1 Total
Mayo 950 940 830 825 Tas 820 Tas 720 Maxical Econotiza Toneladas
Producción 45 1280,6 15 1340,6
Turno # 1 Total
Junio 950 940 830 825 Tas 820 Tas 720 Maxical Econotiza Toneladas
Producción 25 10 1596,22 15 15 10 8 5 1684,22
Turno # 1 Total
Julio 950 940 830 825 Tas 820 Tas 720 Maxical Econotiza Toneladas
Producción 30 10 1655,5 5,5 5 5 5 5 1721
Turno # 1 Total
Agosto 950 940 830 825 Tas 820 Tas 720 Maxical Econotiza Toneladas
Producción 20 10,23 1601,3 5 5 5 5 1651,53
Turno # 1 Total
Septiembre 950 940 830 825 Tas 820 Tas 720 Maxical Econotiza Toneladas
Producción 4,6 8,8 1622,9 5 5 10 5 10 1671,3
Turno # 1 Total
Octubre 950 940 830 825 Tas 820 Tas 720 Maxical Econotiza Toneladas
Producción 13 18,6 1395 5,2 5 5 5 5 1451,8
Turno # 1 Total
Noviembre 950 940 830 825 Tas 820 Tas 720 Maxical Econotiza Toneladas
Producción 30,5 18,6 1822 8,15 10 10 5 4,75 1909
Turno # 1 Total
Diciembre 950 940 830 825 Tas 820 Tas 720 Maxical Econotiza Toneladas
Producción 35 30 1608 9,5 35 35 40 20 1812,5
Productos
Productos
Productos
Productos
Productos
Productos
Productos
Productos
Productos
Productos
Productos
Productos
ANEXO N° 6
PRODUCCIÓN REAL TURNO # 1 2015
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
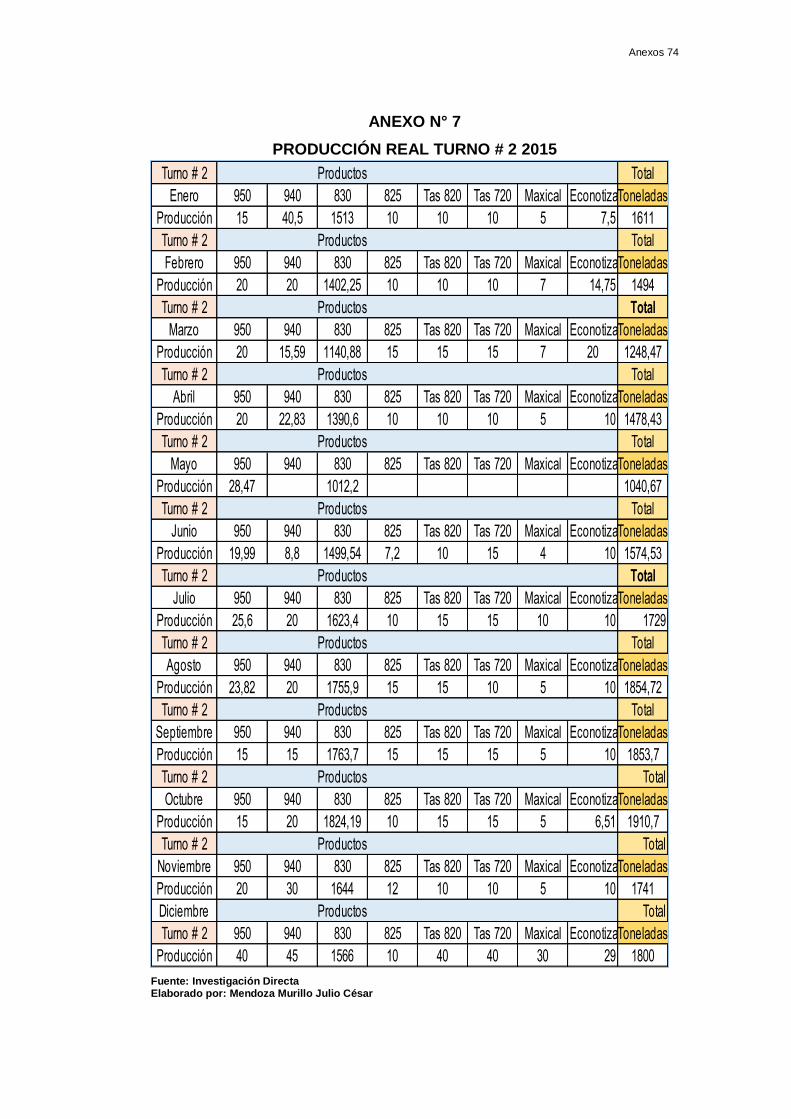
Anexos 74
Turno # 2 Productos Total
Enero 950 940 830 825 Tas 820 Tas 720 Maxical EconotizaToneladas
Producción 15 40,5 1513 10 10 10 5 7,5 1611
Turno # 2 Productos Total
Febrero 950 940 830 825 Tas 820 Tas 720 Maxical EconotizaToneladas
Producción 20 20 1402,25 10 10 10 7 14,75 1494
Turno # 2 Productos Total
Marzo 950 940 830 825 Tas 820 Tas 720 Maxical EconotizaToneladas
Producción 20 15,59 1140,88 15 15 15 7 20 1248,47
Turno # 2 Productos Total
Abril 950 940 830 825 Tas 820 Tas 720 Maxical EconotizaToneladas
Producción 20 22,83 1390,6 10 10 10 5 10 1478,43
Turno # 2 Productos Total
Mayo 950 940 830 825 Tas 820 Tas 720 Maxical EconotizaToneladas
Producción 28,47 1012,2 1040,67
Turno # 2 Productos Total
Junio 950 940 830 825 Tas 820 Tas 720 Maxical EconotizaToneladas
Producción 19,99 8,8 1499,54 7,2 10 15 4 10 1574,53
Turno # 2 Productos Total
Julio 950 940 830 825 Tas 820 Tas 720 Maxical EconotizaToneladas
Producción 25,6 20 1623,4 10 15 15 10 10 1729
Turno # 2 Productos Total
Agosto 950 940 830 825 Tas 820 Tas 720 Maxical EconotizaToneladas
Producción 23,82 20 1755,9 15 15 10 5 10 1854,72
Turno # 2 Productos Total
Septiembre 950 940 830 825 Tas 820 Tas 720 Maxical EconotizaToneladas
Producción 15 15 1763,7 15 15 15 5 10 1853,7
Turno # 2 Productos Total
Octubre 950 940 830 825 Tas 820 Tas 720 Maxical EconotizaToneladas
Producción 15 20 1824,19 10 15 15 5 6,51 1910,7
Turno # 2 Productos Total
Noviembre 950 940 830 825 Tas 820 Tas 720 Maxical EconotizaToneladas
Producción 20 30 1644 12 10 10 5 10 1741
Diciembre Productos Total
Turno # 2 950 940 830 825 Tas 820 Tas 720 Maxical EconotizaToneladas
Producción 40 45 1566 10 40 40 30 29 1800
ANEXO N° 7
PRODUCCIÓN REAL TURNO # 2 2015
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César

Anexos 75
ANEXO N° 8
TOTAL INGRESOS 2015
Fuente: Superintendencia de Compañías Elaborado por: Mendoza Murillo Julio César

Anexos 76
ANEXO N° 9
COSTO MATERIA PRIMA 2015
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César

Anexos 77
ANEXO N° 10
MANTENIMIENTO CAPACITACIÓN
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
1 Cronograma de Elaboración del Plan de Mantenimiento
El Objetivo del Plan Mantenimiento
El objetivo primordial de un plan de mantenimiento es la corrección
inmediata o eliminación de algún desperfecto de las máquinas. Las
mayorías de veces un desarreglo grave causa daños periféricos a la
máquinas, incrementando las costos indirectos de fabricación.
Periodo de Recuperacion de la
Inversion
Analisis Costo Beneficio
Elaboracion de Lista de Equipos
Formato de Actividades a Realizara
Maq. - Equip.
Cronograma de Capacitacion
Impacto Economico de la Inversion
Elaboracion
Plan de Mantenimiento
Obejtivos de Plan de Mantenimiento
Clasificacion de la Planta
Formato: Registro de Mant.
Correctivo.

Anexos 78
Una eliminación total no es posible al momento de la acción de
reparar, pero se puede agilitar con atención sistemática de mantenimiento,
y como propósito del mantenimiento es poder evitar y planear con eficacia
sus requerimientos, eso quiere decir que se pueden eliminar las partes
principal del trabajo en tiempo adicional.
Las reparaciones de los sistemas mecánicos se pueden planificar de
forma ideal durante prevenciones programadas de paras en la planta, y la
meta es incrementar la disponibilidad para la producción de la planta, por
medio de la reducción de posibilidades de paras durante la producción y de
mantener la capacidad de operación del sistema por medio de la reducción
del tiempo de inactividad de máquinas y equipos críticos.
Generalmente las condiciones de operación de todas las maquinas se
deberían conocer y adjuntar a un documento visible en cada una de ella, y
como último punto es permitir al personal de mantenimiento el laborar
durante horas de trabajo predecibles y razonable.
Mantenimiento.
Son todas las acciones que generan confiabilidad de los equipos de
producción, ya sea por revisión de fallas, cambios de partes, o arreglos de
elementos que las componen.
Las paras en la planta de producción de piedra caliza determina dos
tipos: programadas y no programadas.
Se consideran idóneas todas las paras preventivas con el
consentimiento de la organización para tareas de mantenimiento llamadas
para programadas, las paras no programadas son todas aquellas que se
presentan imprevistas que se generan por incidentes mecánicos,
eléctricos, etc.

Anexos 79
2 Tipos de Mantenimineto
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Mantenimiento Correctivo
El mantenimiento correctivo consiste en reparar lo averiado,
usualmente tiene asociados como por ejemplo: mantenimiento excesivos,
falta de niveles de planificación, de stock de repuestos en bodega, agilidad
de despacho de repuesto, coordinación entre jefe y encargado de bodega
etc. Esto conlleva a generar el incremento de los C.I.F. considerables si los
tiempos estándar de reparación se dilatan producto a lo anteriormente
mencionado.
El mantenimiento correctivo comúnmente es denominado el más
deficiente en cuanto a la seguridad de los operadores, si se llegara a
comparar con otros métodos que utilizan las herramientas preventivas de
fallas.
Mantenimiento Proactivo.
Tiene como finalidad impulsar principios de solidaridad, colaboración,
trabajo en equipo, sensibilización, iniciativa propia, de modo que todos se
Anexos 80
involucren al cambio de cultura laboral para alcanzar me mejora en la
gestión de mantenimiento, con ayuda de capacitación adquirir
conocimientos en problemáticas de mantenimiento, es decir, que tanto
ejecutivos, profesional, técnicos y mecánicos lleguen a estar consciente de
las actividades que se llevan a cabo para desarrollar las tareas de
mantenimiento.
Mantenimiento Preventivo.
Se emplea como repuesta para superar las insuficiencia propias del
mantenimiento correctivo, a que su objetivo es reducir todas la
probabilidades de que ocurran fallas, evitando excesivamente las paras
dela producción, este método se maneja con una gama de herramienta
para la definición de tareas de mantenimiento y reemplazo de equipos
basados en tiempos de operación o en ciclos de vida de las piezas y
repuesto que frecuentemente sufren desgastes por la abrasión.
Parámetros de Mantenimiento
Son las horas y frecuencias dedicadas a actividades recurrentes de
actividades de mantenimiento partes y maquinaria crítica, como por
molinos, tableros, etc.
Deben ser aprobadas por la gerencia y actualizada cada seis meses
conforme a las mejoras, cada mantenimiento repetitivo debe tener una hoja
de actividades con sus tiempos respectivos. Y se deberá estandarizar el
tiempo respectivo según el tipo de mantenimiento.
Estas actividades debe ponerse en funcionamiento por personal
especializado técnicos de mantenimiento mecánico y eléctrico, y por el jefe
de bodega, se debe verificar mensualmente su cumplimiento el
responsable de producción, y es encargado de que los reporte de

Anexos 81
mantenimiento estén llenas
Tareas del Responsable y Personal de Mantenimiento.
Para que este plan se lleve a cabo el técnico de mantenimiento como
único responsable deberá exigir el registro del plan de mantenimiento
diario, semanal, mensual y anual para ir elaborando un historial de fallas e
identificar el equipo a ser revisado, previo a un inicio de actividades el líder
debe transmitir y explicar a su personal las tareas que se emplearan en una
charla de planificación de mantenimiento diario o semanal.
El personal de mantenimiento debe saber la importancia de
asegurar las herramientas y repuestos para comenzar con pie
derecho las actividades.
En la planificación de mantenimiento se determina si en las
actividades a realizarse debe ser utilizado algún repuesto o
herramienta que requiera el despacho del jefe de bodega.
El personal de mantenimiento selecciona las herramientas
necesarias para realizar el mantenimiento preventivo, de la
bodega de herramienta.
Ya con las herramientas y repuestos el personal se dirige al
lugar donde se encuentra la maquina o equipo a reparar.
Se asegura y elabora el área donde se efectuara el
mantenimiento
Una vez que el responsable y autorizado de continuar con las
actividades de mantenimiento se encuentra listo debe informar
a los operadores y jefe de planta, la detención del
funcionamiento de los equipos a los que se efectuar el
mantenimiento preventivo.
Una vez que el personal efectúa el mantenimiento, conforme a
las actividades programadas e informa sobre la culminación al
jefe de planta y posteriormente a los operadores para reanudar
las operaciones.

Anexos 82
Verifica el normal funcionamiento del equipo, y se retiran del
punto, de lo contrario se mantiene detenida la producción y se
verifica la anomalía hasta que sea reparada.
Una vez finalizado el mantenimiento, el responsable del equipo
de mantenimiento, debe llenar la hoja de reporte de
mantenimiento, la firma y entrega al jefe de mantenimiento.
El Jefe de Mantenimiento, debe verificar y validar los registros
de la hoja de Reporte de Mantenimiento, y la firma.
Esta información debe alimentar el programa de mantenimiento
para los equipos de la planta
Proceso de la Información
La paras no programadas se deberán registrar en un informe
mantenimiento preventivo, elaborado por los responsables del
cumplimiento de las actividades, y deberán ser expuesta a la gerencia por
medio de una reunión.
Con la información adquirida, se conformara la información para el
registro de novedades y mantenimiento para cada elemento de la planta.
Procedimiento.
Deberán estar contenidas en un informe de auditorías todas las
responsabilidades del procedimiento que certifica la ejecución de todos los
jefes cada mes eh informar a la organización, el encargado de esta
auditoria caen en responsabilidad del jefe de planta.
El jefe de planta y el responsable de bodega deberán tomar datos de
los informes para analizar y registrar la información de la base de datos de
mantenimiento, se los presentara a gerencia general. Propondrá la
prolongación de mantenimientos y de stocks mínimos de repuestos.
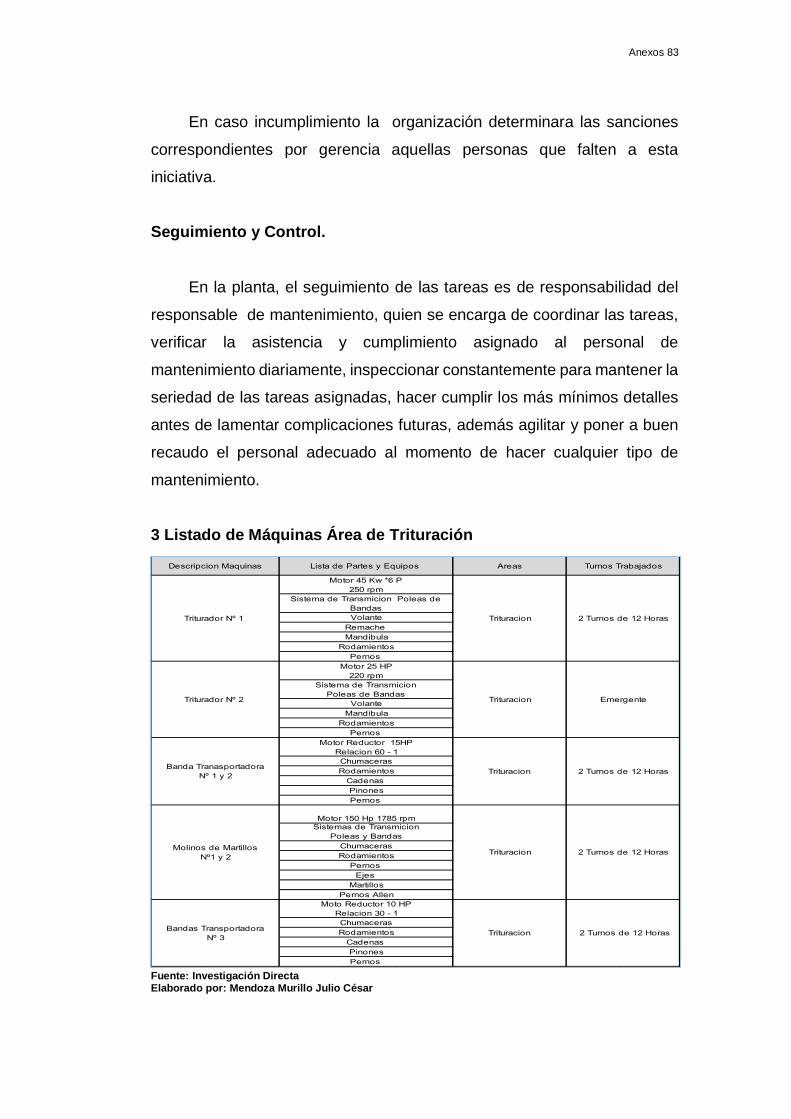
Anexos 83
En caso incumplimiento la organización determinara las sanciones
correspondientes por gerencia aquellas personas que falten a esta
iniciativa.
Seguimiento y Control.
En la planta, el seguimiento de las tareas es de responsabilidad del
responsable de mantenimiento, quien se encarga de coordinar las tareas,
verificar la asistencia y cumplimiento asignado al personal de
mantenimiento diariamente, inspeccionar constantemente para mantener la
seriedad de las tareas asignadas, hacer cumplir los más mínimos detalles
antes de lamentar complicaciones futuras, además agilitar y poner a buen
recaudo el personal adecuado al momento de hacer cualquier tipo de
mantenimiento.
3 Listado de Máquinas Área de Trituración
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Rodamientos
Rodamientos
Pernos
Triturador Nº 2
2 Turnos de 12 Horas
Motor 25 HP
220 rpm
Sistema de Transmicion
Poleas de Bandas
VolanteTrituracion Emergente
Volante
Mandibula
Rodamientos
Pernos
Trituracion
Motor 45 Kw *6 P
250 rpm
Descripcion Maquinas Lista de Partes y Equipos Areas Turnos Trabajados
Mandibula
Sistema de Transmicion Poleas de
Bandas
Triturador Nº 1
Remache
Pernos
Banda Tranasportadora
Nº 1 y 2Trituracion 2 Turnos de 12 Horas
Motor 150 Hp 1785 rpm
Cadenas
Motor Reductor 15HP
Relacion 60 - 1
Chumaceras
Pinones
Bandas Transportadora
Nº 3
Molinos de Martillos
Nº1 y 2
Pernos Allen
Trituracion 2 Turnos de 12 Horas
Moto Reductor 10 HP
Relacion 30 - 1
Chumaceras
Rodamientos
Chumaceras
Rodamientos
Pernos
Ejes
Martillos
Sistemas de Transmicion
Poleas y Bandas
Cadenas
Pinones
Pernos
2 Turnos de 12 HorasTrituracion

Anexos 84
4 Listado de Máquinas en Pulverización
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
5 Clasificación del Área
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Descripcion Maquinas Lista de Partes y Equipos Areas Turnos Trabajados
Vibradores
Eje de Tranmision
4 Turbina
4 Covertor
Bridas
Pernos 1/2''
4 Exahustores
4 Motores de 150 HP 1855 rpm
2 Turnos de 12 Horas
Tolva Pulverizadores 2 Turnos de 12 Horas
4 Motoreductores de 15 HP
a 1200 rpm
8 Sistemas de Transmicion
16 Poleas y 48 Bandas
32 Vinchas
8 Ejes
Pernos
4 Sistema de Transmision de 8 Pinon
y 4 Cadena
8 Rodamientos
Pernos, anillos, Tuercas
Pernos Allen
Pulverizadores
Nº 1-2-3-4
4 Motores de 15 HP
1200 rpm
4 Motor 150 HP
1755 rpm
4 Anillos Dentados
4 Platos
32 Cuchillas
4 Separadores
Pulverizacion
4 Camara de Pulverizacion por Impacto
Pulverizacion 2 Turnos de 12 Horas
2 Chumaceras SKF 522 -222
2 Rodammientos 22222
Sistema de Transmision
8 poleas 16 bandas

Anexos 85
6 Formato de Mantenimiento Preventivo del Triturador
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
DETE
RM
INAR
CAN
TIDA
D DE
LU
BRIC
ANTE
UTI
LIZA
DO,
LIM
PIEZ
A DE
AR
EA L
UBR
ICAD
A, S
UM
INIS
TRA
DE
GR
ASA
Y AC
EITE
A L
A M
ANDI
BULA
A N
IVEL
ES
REQ
UER
IDO
S
TEN
SOR
ES, C
ALIB
RAD
OR
,
BRO
CH
A, L
LAVE
S, M
ART
ILLO
VOLT
IMET
RO
, DES
TOR
NIL
LADO
RES
,
PLAY
O, A
LIC
ATE,
PIN
ZAS,
CIN
TA A
ISLA
NTE
,
GU
ANTE
S, G
AFAS
ETC
.
1 M
ECAN
ICO
1 AY
UD
ANT
E
1 EL
ECT
RIC
O
1 M
ECAN
ICO
0:30
:00
1:00
:00
GAF
AS, L
LAVE
S, D
ADO
S, R
ACH
ER
Y EX
TEN
CIO
NES
, CO
MBO
,
PALA
NC
A
1 M
ECAN
ICO
0:15
:00
1 M
ECAN
ICO
1 AY
UD
ANT
E1:
00:0
0
1 M
ECAN
ICO
1 AY
UD
ANT
E0:
15:0
0
1 M
ECAN
ICO
2 AY
UD
ANT
E1:
00:0
0AL
TA
ALT
A
LLAV
ES, D
ADO
S, R
ACH
ER Y
EXTE
NC
ION
ES, P
ERN
OS,
AN
ILLO
S Y
TUER
CAS
, LU
BRIC
ANTE
ETC
.
REA
LIZA
R IN
SPEC
CIO
N D
E BA
SES
TAN
TO
DE
HO
RM
IGO
N Y
MET
ALIC
AS
MO
TO
R
SEM
ANAL
VER
IFIC
AR L
A H
UM
EDAD
, EJE
, Y S
US
BASE
SM
EDIA
ACEI
TE
, GR
ASA,
DIE
SEL,
INYE
CT
OR
ES D
E G
RAS
A, G
UAI
PE
O F
RAN
ELA
GAF
AS, S
EPIL
LOS
DE
ACER
O,
PAR
TIL
LOS,
BR
OC
HA,
ESC
OBA
MAN
TER
NER
LIM
PIA
EL A
REA
DO
ND
E SE
GEN
ERA
EL M
OVI
MIE
NTO
DEL
RES
OR
TE
VE
R A
LGU
NA
FU
GA
, DE
GA
STE
S O
ALT
ER
AC
ION
ES
DE
LA
S P
IEZA
S
REA
LIZA
R P
RU
EBAS
DE
TEN
SIO
N A
LAS
BAN
DAS
INSP
ECC
ION
AR D
ESG
ASTE
S EN
PO
LEAS
Y
AJU
STAR
PER
NO
S EN
BU
JES
MED
IA
ALT
A
MED
IA
VER
EST
ADO
DE
LOS
PER
NO
S Y
SI
PRES
ENTA
N A
NO
MAL
IA A
JUST
AR.
CAM
BIAR
PER
NO
S SI
YA
ESTA
N G
ASTA
DO
S
VER
IFIC
ACIO
N G
ENER
AL
DE
PER
NO
S
VER
IFIC
ACIO
N D
E
LUBR
ICAN
TE
VER
IFIC
AR E
STAD
O D
E
LAS
BASE
S Y
CO
STU
RA
DE
SOLD
ADU
RA
VER
IFIC
AR E
STAD
O D
EL
RES
OR
TE
Y M
AND
IBU
LA Y
VOLA
NT
E
VER
IFIC
AR T
ENSI
ON
DE
POLE
AS Y
BAN
DAS
SEM
ANAL
DIA
RIA
SEM
ANAL
DIA
RIA
SEM
ANAL
FREC
UEN
CIA
DE
INSP
ECC
ION
INSP
ECC
ION
ACT
IVID
ADPR
IOR
IDAD
MAT
ERIA
LES
/REP
UES
TO
SAS
IGN
ADO
HO
RAS
PRO
GR
AMAD
AS
MAN
TEN
IMIE
NT
O P
REV
ENT
IVO
TR
ITU
RAD
OR
PR
IMAR
IO

Anexos 86
7 Formato de Mantenimiento Preventivo del Triturador Nº 2
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
0:10
:00
INSP
ECC
ION
AR D
ESG
ASTE
S EN
PO
LEAS
Y
AJU
STAR
PER
NO
S EN
BU
JES
MO
TOR
QUI
NCEN
ALVE
RIF
ICAR
LA
HU
MED
AD, E
JE, Y
SU
S BA
SES
BAJA
VOLT
IMET
RO
,
DEST
OR
NIL
LADO
RES
, PLA
YO,
ALIC
ATE,
PIN
ZAS,
CIN
TA
AISL
ANTE
, GU
ANTE
S, G
AFAS
1 EL
ECTR
ICO
0:30
:00
VERI
FICA
R TE
NSIO
N DE
POLE
AS Y
BAN
DAS
MEN
SUAL
REA
LIZA
R P
RU
EBAS
DE
TEN
SIO
N A
LAS
BAN
DAS
BA
JA
TENS
ORE
S,
CALI
BRAD
OR,
BRO
CHA,
LLAV
ES, M
ARTI
LLO
1 M
ECAN
ICO
0:10
:00
VERI
FICA
R ES
TADO
DEL
RESO
RTE
Y M
ANDI
BULA
Y
VOLA
NTE
MEN
SUAL
MAN
TER
NER
LIM
PIA
EL A
REA
DO
ND
E SE
GEN
ERA
EL M
OVI
MIE
NTO
DEL
RES
OR
TE
BAJA
GAF
AS, L
LAVE
S, D
ADO
S,
RACH
ER Y
EXTE
NCIO
NES,
CO
MBO
,
PALA
NCA
1 M
ECAN
ICO
0:10
:00
VER
ALG
UN
A FU
GA,
DEG
ASTE
S O
ALTE
RAC
ION
ES D
E LA
S PI
EZAS
VERI
FICA
R ES
TADO
DE
LAS
BASE
S Y
COST
URA
DE S
OLD
ADUR
A
MEN
SUAL
REAL
IZAR
INSP
ECCI
ON
DE B
ASES
TANT
O D
E HO
RMIG
ON
Y M
ETAL
ICAS
BAJA
GAF
AS, S
EPIL
LOS
DE
ACER
O, P
ARTI
LLO
S,
BRO
CHA,
ESC
OBA
1 M
ECAN
ICO
0:10
:00
CAM
BIAR
PER
NO
S SI
YA
ESTA
N G
ASTA
DO
S
VERI
FICA
CIO
N DE
LUBR
ICAN
TE
SEM
ANAL
LIM
PIEZ
A DE
AR
EA L
UBR
ICAD
A, S
UM
INIS
TRA
DE
GR
ASA
Y AC
EITE
A L
A M
ANDI
BULA
A N
IVEL
ES
REQ
UER
IDO
SBA
JA
ACEI
TE ,
GRA
SA, D
IESE
L,
INYE
CTO
RES
DE G
RASA
,
GUA
IPE
O F
RANE
LA
1 M
ECAN
ICO
0:15
:00
DETE
RM
INAR
CAN
TIDA
D DE
LU
BRIC
ANTE
UTI
LIZA
DO,
VERI
FICA
CIO
N G
ENER
AL
DE P
ERNO
S M
ENSU
AL
VER
EST
ADO
DE
LOS
PER
NO
S Y
SI
PRES
ENTA
N A
NO
MAL
IA A
JUST
AR.
BAJA
LLAV
ES, D
ADO
S, R
ACH
ER Y
EXTE
NC
ION
ES, P
ERN
OS,
ANIL
LOS
Y TU
ERC
AS,
LUBR
ICAN
TE E
TC.
1 M
ECAN
ICO
MAN
TENI
MIE
NTO
PRE
VENT
IVO
TRI
TURA
DOR
SECU
NDAR
IO
INSP
ECCI
ON
FREC
UENC
IA D
E
INSP
ECCI
ON
ACTI
VIDA
DPR
IORI
DAD
MAT
ERIA
LES
/REP
UEST
OS
ASIG
NADO
HORA
S
PRO
GRA
MAD
AS

Anexos 87
8 Formato de Mantenimiento Preventivo de Banda Transportadora Nº1
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
MED
IA
ACEI
TE , G
RASA
, DIE
SEL,
INYE
CTOR
ES D
E GR
ASA,
GUAIP
E.
1 MEC
ANIC
O0:1
5:00
0:10:0
0
MOT
ORED
UCTO
RES
ANUA
L
LIM
PIEZ
A GE
NERA
L, D
ESTA
PAR,
REV
IZAR
LOS
ENGR
ANAJ
ES,L
A RE
LACI
ON,
RODA
MIE
NTOS
, PIN
ONES
, CAD
ENA,
EJE
S,
BASE
S,
BAJA
ACEI
TE , G
RASA
, DIE
SEL,
INYE
CTOR
ES D
E GR
ASA,
GUAIP
E O
FRAN
ELA
1 MEC
ANIC
O
1 ELE
CTRI
CO1:0
0:00
QUIN
SENA
LAL
INEA
CION
DE
CADE
NA, Y
PIN
OS,
LUBR
ICAC
ION
VERI
FICA
R ES
TADO
DE
LONA
O C
INTA
TRAN
SPOR
TADO
RA
MEN
SUAL
VERI
FICA
R DE
SCAS
TES
YA S
EA E
N
CORT
E VU
LCAN
IZAD
O O
EMPA
TE D
E
GRAP
AS
BAJA
BROC
HA, C
ALIB
RADO
R,
FLEX
OMET
RO.
1 MEC
ANIC
O
1 AYU
DANT
E
0:10:0
0
CAM
BIAR
PER
NOS
SI Y
A ES
TAN
GAST
ADOS
VERI
FICA
R RO
DILL
OS Y
SUS
RODA
MIE
NTOS
QU
INCE
NAL
LIMPI
EZA,
LUB
RICA
CION
, CAM
BIO,
AJU
STE
BAJA
ACEI
TE , G
RASA
, DIE
SEL,
INYE
CTOR
ES D
E GR
ASA,
GUAIP
E O
FRAN
ELA
1 MEC
ANIC
O
1 AYU
DANT
E1:0
0:00
DETE
RMIN
AR C
ANTI
DAD
DE L
UBRI
CANT
E
UTILI
ZADO
,
VERI
FICA
R ES
TRUC
TURA
DEL T
RANS
PORT
ADOR
QUIN
CENA
L
VER
EST
ADO
DE L
OS P
ERNO
S Y
SI
PRES
ENTA
N AN
OMAL
IA A
JUST
AR.
BAJA
LLAV
ES, D
ADOS
, RAC
HER
Y
EXTE
NCIO
NES,
PER
NOS,
ANIL
LOS
Y TU
ERCA
S,
LUBR
ICAN
TE E
TC.
1 MEC
ANIC
O
MAN
TENI
MIE
NTO
PREV
ENTI
VO B
ANDA
TRA
NSPO
RTAD
ORA #
1
INSP
ECCI
ONFR
ECUE
NCIA
DE
INSP
ECCI
ONAC
TIVID
ADPR
IORI
DAD
MAT
ERIAL
ES
/REP
UEST
OSAS
IGNA
DOHO
RAS
PROG
RAM
ADAS

Anexos 88
9 Formato de Mantenimiento Preventivo de Banda Transportadora Nº 2
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
MED
IA
ACEI
TE , G
RASA
, DIE
SEL,
INYE
CTOR
ES D
E GR
ASA,
GUAIP
E.
1 MEC
ANIC
O0:1
5:00
0:10:0
0
MOT
ORED
UCTO
RES
ANUA
LLIM
PIEZ
A GE
NERA
L, DE
STAP
AR, R
EVIZ
AR LO
S
ENGR
ANAJ
ES,LA
REL
ACIO
N, R
ODAM
IENT
OS,
PINO
NES,
CAD
ENA,
EJE
S, B
ASES
,
BAJA
ACEI
TE , G
RASA
, DIE
SEL,
INYE
CTOR
ES D
E GR
ASA,
GUAIP
E O
FRAN
ELA
1 MEC
ANIC
O
1 ELE
CTRI
CO1:0
0:00
QUIN
SENA
LAL
INEA
CION
DE
CADE
NA, Y
PIN
OS, L
UBRI
CACI
ON
VERI
FICA
R ES
TADO
DE
LONA
O C
INTA
TRAN
SPOR
TADO
RA
MEN
SUAL
VERI
FICA
R DE
SCAS
TES
YA S
EA E
N CO
RTE
VULC
ANIZ
ADO
O EM
PATE
DE
GRAP
ASBA
JABR
OCHA
, CAL
IBRA
DOR,
FLEX
OMET
RO.
1 MEC
ANIC
O
1 AYU
DANT
E
0:10:0
0
CAMB
IAR
PERN
OS S
I YA
ESTA
N GA
STAD
OS
VERI
FICA
R RO
DILL
OS Y
SUS
RODA
MIE
NTOS
QU
INCE
NAL
LIMPI
EZA,
LUBR
ICAC
ION,
CAM
BIO,
AJU
STE
BAJA
ACEI
TE , G
RASA
, DIE
SEL,
INYE
CTOR
ES D
E GR
ASA,
GUAIP
E O
FRAN
ELA
1 MEC
ANIC
O
1 AYU
DANT
E1:0
0:00
DETE
RMIN
AR C
ANTID
AD D
E LU
BRIC
ANTE
UTIL
IZADO
,
VERI
FICA
R ES
TRUC
TURA
DEL T
RANS
PORT
ADOR
QUIN
CENA
L
VER
EST
ADO
DE LO
S PE
RNOS
Y S
I PRE
SENT
AN
ANOM
ALIA
AJU
STAR
.BA
JALL
AVES
, DAD
OS, R
ACHE
R Y
EXTE
NCIO
NES,
PER
NOS,
ANI
LLOS
Y
TUER
CAS,
LUBR
ICAN
TE E
TC.
1 MEC
ANIC
O
MAN
TENI
MIE
NTO
PREV
ENTI
VO B
ANDA
TRA
NSPO
RTAD
ORA #
2
INSP
ECCI
ONFR
ECUE
NCIA
DE
INSP
ECCI
ONAC
TIVID
ADPR
IORI
DAD
MAT
ERIAL
ES /R
EPUE
STOS
ASIG
NADO
HORA
S
PROG
RAM
ADAS

Anexos 89
10 Formato de Mantenimiento Preventivo de Molinos de Martillos
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
VO
LTIM
ETR
O,
ME
GE
R,
GU
AN
TE
S,
PIN
ZA
S,
CIN
TA
S A
ISLA
NTE
S,
1 E
LE
CTR
ICO
2 M
EC
AN
ICO
2 A
YU
DA
NTE
1:0
0:0
0
1:0
0:0
0
24:0
0:0
0A
LTA
ALTA
ALTA
2 M
EC
AN
ICO
2 A
YU
DA
NTE
1:0
0:0
0
VE
RIF
ICA
RA
ES
TA
DO
UN
A V
EZ A
BIE
RTO
EL
MA
NTO
O S
I S
E P
AR
TE
N
CA
MB
IAR
LO
A M
AR
TIL
LO
S S
I S
E
PR
ES
EN
TA
N F
ISU
RA
S O
PO
R
MO
TIV
O D
E D
ES
GA
STE
EN
CU
AN
TO
PR
OD
UC
TO
DE
FE
CTU
OS
O
ALTA
1 S
UP
ER
VIS
OR
2
ME
CA
NIC
O
2 A
YU
DA
NTE
RE
PO
SIC
ION
DE
EJE
,
MA
RTIL
LO
LLA
VE
S,
DA
DO
S,
AC
EIT
ES
,
12:0
0:0
0
DIA
RIA
LU
BR
ICA
CIO
N
MA
RTIL
LO
S
AC
ITE
S,
GR
AS
AS
,
GU
AIP
E,
INY
EC
TO
RE
S
DE
GR
AS
A
SE
MA
NA
L
CO
MP
LE
TA
R A
CE
ITE
, O
CA
MB
IAR
AC
EIT
E C
AD
A 3
00 H
/MA
Q.,
LU
BR
ICA
R L
OS
GA
TO
S
HID
RA
ULIC
OS
, TA
ZO
N,
BO
MB
A
HIB
RA
ULIC
A,
MO
TO
R C
AD
A 1
20
H/M
AQ
8:0
0:0
0
QU
INC
EN
AL
ME
NS
UA
L
AN
UA
L
VE
RIF
ICA
R V
AR
IAD
OR
ES
DE
VE
LO
CID
AD
, E
VIT
AR
E
L C
ON
SU
MO
EN
V
AC
IO N
OM
INA
L
VE
RIF
ICA
R L
A A
LIN
EA
CIO
N D
E L
AS
PO
LE
AS
, T
EN
SIO
N D
E B
AN
DA
S Y
AJU
STE
DE
BU
JE
S
MA
NTE
NIM
INE
TO
GE
NE
RA
L
OB
LIG
ATO
RIO
EJE
EX
CE
NTR
ICO
AN
UA
LV
ER
IFIC
AR
ES
TA
DO
Y S
EG
ÚN
DE
SG
AS
TE
S R
EP
OC
ISIO
NA
LTA
LLA
VE
S,
AC
EIT
E,
CO
MB
OS
,
2 M
EC
AN
ICO
2 A
YU
DA
NTE
1:0
0:0
0R
EF
OR
ZA
R C
AM
PA
NA
S C
ON
SO
LD
AD
UR
A E
N C
AS
O D
E
CH
UM
AC
ER
AS
QU
INC
EN
AL
LIM
PIE
ZA
, LU
BR
ICA
CIO
N Y
AJU
STE
S
DE
PE
RN
OS
QU
E L
A S
OS
TIE
NE
NM
ED
IA
GU
AIP
E,G
RA
SA
,
AC
EIT
E,
LLA
VE
S
1 M
EC
AN
ICO
2 A
YU
DA
NTE
S
0:3
0:0
0
CA
MP
AN
AQ
UIN
CE
NA
L
VE
RIF
ICA
R D
ES
GA
STE
S D
E
TR
OM
PO
SA
LTA
SO
LD
AD
OR
A2 M
EC
AN
ICO
2 A
YU
DA
NTE
MO
TO
R
ME
DIA
ALTA
24:0
0:0
0C
AM
BIA
R E
L M
AN
TO
CA
DA
200.0
00
TO
NE
LA
DA
S P
RO
CE
SA
DA
S
MA
NTO
TR
IME
STR
AL
VE
RIF
ICA
R D
ES
GA
STE
, R
EC
UB
RIR
OR
IFIC
IOS
, LIM
PIE
ZA
ALTA
CA
RC
AS
A,
OX
ICO
RTE
,
PU
LID
OR
A,
LLA
VE
S,
CO
MB
OS
, S
OLD
AD
UR
A
1 M
EC
AN
ICO
MA
NTE
NIM
IEN
TO
PR
EV
EN
TIV
O M
OLIN
O D
E M
AR
TIL
LO
#
1
Y 2
INS
PE
CC
ION
FR
EC
UE
NC
IA D
E
INS
PE
CC
ION
AC
TIV
IDA
DP
RIO
RID
AD
MA
TE
RIA
LE
S
/RE
PU
ES
TO
SA
SIG
NA
DO
HO
RA
S
PR
OG
RA
MA
DA
S

Anexos 90
11 Formato de Mantenimiento Preventivo de Banda Transportadora Nº 3
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
1 MEC
ANIC
O
1 ELE
CTRI
CO
1 MEC
ANIC
O
1:00:0
0
0:15:0
0AL
INEA
CION
DE
CADE
NA, Y
PIN
OS,
LUBR
ICAC
ION
BAJA
MED
IA
ACEI
TE , G
RASA
, DIE
SEL,
INYE
CTOR
ES D
E GR
ASA,
GUAIP
E O
FRAN
ELA
ACEI
TE , G
RASA
, DIE
SEL,
INYE
CTOR
ES D
E GR
ASA,
GUAIP
E.
MOT
ORED
UCTO
RES
ANUA
L
QUIN
SENA
L
0:10:0
0
LIM
PIEZ
A GE
NERA
L, D
ESTA
PAR,
REV
IZAR
LOS
ENGR
ANAJ
ES,L
A RE
LACI
ON,
RODA
MIE
NTOS
, PIN
ONES
, CAD
ENA,
EJE
S,
BASE
S,
VERI
FICA
R ES
TADO
DE
LONA
O C
INTA
TRAN
SPOR
TADO
RA
MEN
SUAL
VERI
FICA
R DE
SCAS
TES
YA S
EA E
N
CORT
E VU
LCAN
IZAD
O O
EMPA
TE D
E
GRAP
AS
BAJA
BROC
HA, C
ALIB
RADO
R,
FLEX
OMET
RO.
1 MEC
ANIC
O
1 AYU
DANT
E
0:10:0
0
CAM
BIAR
PER
NOS
SI Y
A ES
TAN
GAST
ADOS
VERI
FICA
R RO
DILL
OS Y
SUS
RODA
MIE
NTOS
QU
INCE
NAL
LIMPI
EZA,
LUB
RICA
CION
, CAM
BIO,
AJU
STE
BAJA
ACEI
TE , G
RASA
, DIE
SEL,
INYE
CTOR
ES D
E GR
ASA,
GUAIP
E O
FRAN
ELA
1 MEC
ANIC
O
1 AYU
DANT
E1:0
0:00
DETE
RMIN
AR C
ANTI
DAD
DE L
UBRI
CANT
E
UTILI
ZADO
,
VERI
FICA
R ES
TRUC
TURA
DEL T
RANS
PORT
ADOR
QUIN
CENA
L
VER
EST
ADO
DE L
OS P
ERNO
S Y
SI
PRES
ENTA
N AN
OMAL
IA A
JUST
AR.
BAJA
LLAV
ES, D
ADOS
, RAC
HER
Y
EXTE
NCIO
NES,
PER
NOS,
ANIL
LOS
Y TU
ERCA
S,
LUBR
ICAN
TE E
TC.
1 MEC
ANIC
O
MAN
TENI
MIE
NTO
PREV
ENTI
VO B
ANDA
TRA
NSPO
RTAD
ORA #
3
INSP
ECCI
ONFR
ECUE
NCIA
DE
INSP
ECCI
ONAC
TIVID
ADPR
IORI
DAD
MAT
ERIAL
ES
/REP
UEST
OSAS
IGNA
DOHO
RAS
PROG
RAM
ADAS

Anexos 91
12 Formato de Mantenimiento Preventivo Pulverizadores
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
MANTENIMIENTO PREVENTIVO PULVERIZADORES 1 - 2 - 3 - 4
INSPECCIONFRECUENCIA DE
INSPECCIONACTIVIDAD PRIORIDAD MATERIALES /REPUESTOS ASIGNADO
HORAS
PROGRAMADAS
2 MECANICO
1 AYUDANTE
0:30:00
VERIFICACION DE
FUGAS SEMANAL ALTA
LLAVES, ZAPATILLAS,
PERNOS, SOLDADURA
1 MECANICO
1 AYUDANTE0:30:00
VERIFICACION DE
ESTRUCTURAS Y
BASES
MENSUAL ALTALLAVES, DADOS, RACHER Y
EXTENCIONES, PERNOS,
ANILLOS
1 MECANICO
VERIFICACION DE
ANILLO DENTADOSEMANAL
ANALIZAR DESGASTES Y DETERMINAR
REPOSICISION ALTA
APROVECHAREMOS A
VERIFICAR EN
MANTENIMINETO
CORRECTIVO O
PREVENTIVO
VERIFICACION DE
CUCHULLAS O MUELASSEMANAL ALTA
SOLDADURA, LLAVES
ALLEN
1 MECANICO
1 AYUDANTE
VERIFICACION DE
SEPARADORSEMANAL ALTA
APROVECHAREMOS A
VERIFICAR EN
MANTENIMINETO
CORRECTIVO O PREVENTIVO
1 MECANICO
1 AYUDANTE
VERIFICACION SISTEMA
DE TRANSMISIONSEMANAL
LIMPIEZA, ALINEACION, LUBRICACION,
CALIBRACION Y AJUSTEALTA
LLAVES, ACEITE, PERNOS,
CALIBRADOR, GUAIPE.
VERIFICACION DE
VALVULAS Y BRIDASTRIMESTRAL
LIMPIEZA DE VALVULAS Y BRIDAS,
Y EVITAR TAPONAR LA RED DE
TUBERIA
ALTA
GUANTES, ACEITE,
PALANCA, LLAVES,
PERNOS Y TUERCAS
VERIFICACION DE
EXAHUSTOR
QUINCENALLIMPIEZA, VERIFICAR FUGAS,
PERNOSALTA
LLAVES, MARTILLO,
SOLDADURA, EQUIPO DE
CORTE Y PULIDORA
ANUAL
DETERMINAR DESGASTES EN
COBERTOR, TURVINA, CENTRAR,
CAMBIAR PERNOS ALLEN,RELLENAR
MOTOR SEMANALLIMPIEZA, TEMPLAR, ALINEAR
POLEAS Y BANDAS, AUSTAR BUJESALTA
VOLTIMETRO, MEGER,
COMPRESOR, LLAVES
ETC.
1 SUPERVISOR
2 MECANICO
2 AYUDANTE
12:00:00
LIMPIEZA, ANALISIS LA INFRAESTRUCTURA
METALICA Y BASES DE LAS MISMAS
INSPECCION DE FUGAS O CALICHES EN TODA LA
RED DE TUVERIA Y EVITAR Y MOLESTIAS A LOS
MORADORES YA QUE GENERAN PARAR LA
PRODUCCION
ANALIZAR DESGASTES Y DETERMINAR
REPOSICISION O RELLENADO CON
SOLDADURA PARA EQUILIBRAR PROCESO.
ANALIZAR DESGASTES Y DETERMINAR
REPOSICISION
ALTA
2:00:00
1 MECANICO
1 AYUDANTE1:00:00
1 MECANICO
1 AYUDANTE
0:10:00
1 ELECTRICO
1 MECANICO 1:00:00
0:10:00
2:00:00
1:00:00
MENSUALLIMPIEZA GENERAR, DETERMINAR
DESGASTES,AJUSTES ETC.ALTA
RED DE TUVERIAS LLAVES
CHUMACERAS
DIARIO LIMPIEZA, LUBRICACION ALTA
LLAVES,ACITES,
GRASAS, GUAIPE,
INYECTORES DE GRASA
1 MECANICO
1 AYUDANTE
1 MECANICO
1 AYUDANTE0:30:00SEMANAL
VERIFICAR FUGAS DE PRODUCTO O
PRESION.ALTA

Anexos 92
13 Formato de Registro de Mantenimiento Correctivo General
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
Nº
1
2
3
4
5
6
7
8
Nº
1
2
3
4
5
6
7
8
9
10
11
12
OBSERVACIONES:__________________________________________________________________________________________________
_________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________
ELABORADO POR: REVISADO POR: ANALIZADO POR: APROVADO POR:
MECANICO RESPONSABLE JEFE DE MANTENIMIENTO JEFE DE PLANTA GERENTE GENERAL
____________________ ____________________ ______________________ _____________________
EQUIPO HERRAMIENTA MATERIALES REPUESTOS
NOMBRE FUNCIONES
PERSONAL QUE PARTICIPA
ACTIVIDADES DURANTE EL MANTENIMIENTO
HORA DE INICIAL HORA FINAL
TIEMPO TOTAL
ACTIVIDADES PREVIO A MANTENIMIENTO
ACTIVIDAD
Fecha: Encargado:
MAQUINA / EQUIPO: _________________________________________________________________________________________
REQUIERE PARAR PRODUCCION SI: NO: 25% 50% 75% 100%
FECHA DE INICIAL FECHA FINAL
FORMATO: REGISTRO DE MANTENIMINETO CORRECTIVO
TIPO DE MANTENIMIENTO Preventivo Correctivo
Area Trituracion Pulverizacion
Equipo:

Anexos 93
14 CRONOGRAMA DE CAPACITACIÓN ACTUAL
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
TEO
RIA
PRA
CTIC
ACA
PACI
TACI
ON
TEO
RIA
Nov
iem
bre
Dic
iem
bre
1 2
Tem
a N
º 1
2
Man
teni
mie
nto
de s
iste
mas
de
Tran
smic
ion
4
Tem
a N
º 7
Sold
adur
a, E
quip
o de
Cor
te,
Mol
ador
a, P
lasm
a
Tem
a N
º 8
Man
teni
mie
nto
del M
otor
es
Elec
tric
os
Tem
a N
º 9
Man
teni
mie
nto
Trit
urad
ores
Tem
a N
º 10
Man
teni
min
eto
a M
olin
os d
e
Man
tillo
s
Tem
a N
º 11
Man
teni
min
eto
a Pu
lver
izad
ores
y
Exah
usto
res
Febr
ero
3
Tem
a N
º 2
Intr
oduc
cion
de
Mat
eira
les
Ant
i-
Des
gast
e
Tem
a N
º 3
Func
ione
s de
Maq
uina
s y
Equi
pos
Inst
alad
os
Tem
a N
º 4
Impo
rtan
cia
del A
seo
y
Lim
piez
a de
Are
a de
Tra
bajo
Ant
es,
Dur
ante
y D
espu
es d
e Ca
da Jo
rnad
a
Tem
a N
º 5
Impo
rtan
cia
de H
erra
mie
ntas
, Par
tes
y Re
pues
tos
las
Maq
uina
s
Tem
a N
º 6
Impo
rtan
cia
de C
alib
rar,
Lub
rica
r
Maq
uina
s y
Equi
pos
MO
DU
LO
Tem
a N
º 1
Intr
oduc
cion
del
Pla
n y
Obj
etiv
os
Ener
oJu
lioA
gost
oSe
ptie
mbr
eO
ctub
reM
arzo
Abr
ilM
ayo
Juni
oTe
mas
de
Capa
cita
cion

Anexos 94
Cuantificación de la propuesta
Para la cuantificación de la propuesta del plan de mantenimiento se
ha considerado los siguientes valores.
15 Costo del Plan de Mantenimiento
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
16 Costo del Plan de Capacitación
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
17 Costo Total de la Inversión
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
TOTAL 18000
CANTIDAD DE
TEMAS
3
3
1
5
3600
Nº 3 4800 4800
3600
Nº 4 1200 6000
VALOR TOTAL
Nº 1 1200
Nº 2 1200
MODULOS VALOR UNITARIO
37000
18000
55000
Capacitaciones
Total
Costo Total de la Propuesta
Plan de Mantenimiento
VALOR UNITARIO VALOR TOTAL
$ 5.000,00
5.000,00
TOTAL
$ 1.000,00
DISENO DEL
PLAN DE MANTENIMINETO
TERMINACION CANTIDAD ANUAL
5.000,00
20.00,00SEGUIMIENTO
EVALUACION
2 PERSONAS
AUDITORAS
12 AUDITORIAS 12.000,00
1 PLAN
37.000,00

Anexos 95
Análisis de la Inversión
El siguiente plan de mantenimiento y capacitación permitirá tener una
mejor planificación antes durante y después de cada actividad, registrar los
detalle en un informe, y enviar al responsable de mantenimiento para
comenzar a tener un historial de fallas, el plan y la capacitación contara con
2 Ingenieros encargados para la dirección técnica del plan, 2 auditores
para el levantamiento de información y registro de todos los
acontecimientos que se presente en cuanto a para por mantenimiento, 2
peritos en mantenimiento industrial especialmente en trituración, para las
jornadas de teoría y práctica planteadas en el cronograma de capacitación.
La inversión de esta propuesta está valorada en $ 55.000 y dividida
en plan de mantenimiento y capacitación durante los 3 primero años del
retorno de la inversión.
Cabe recalcar que el plan fue propuesto al generarse 156.180,70 entre los
meses que incidieron la mala gestión de mantenimiento, dado los valores
de la propuesta a continuación se presenta el análisis costo beneficio
El análisis económico de la inversión a realizarse debe entenderse
como el estudio sistemático eficiente, en general se puede afirmar que la
propuesta será evaluada como viable si va logrando los objetivos previstos
para el cual fue creado, de tal manera que optimice los procesos de
mantenimiento.
El análisis económico permite conocer la rentabilidad del proyecto a
través de la aplicación de técnicas como son la:
(TIR): TASA INTERNA DE RETORNO.
(VAN): VALOR NETO AGREGADO.
(PRI): PERIODO DE RECUPERACION DEL INVERSION.
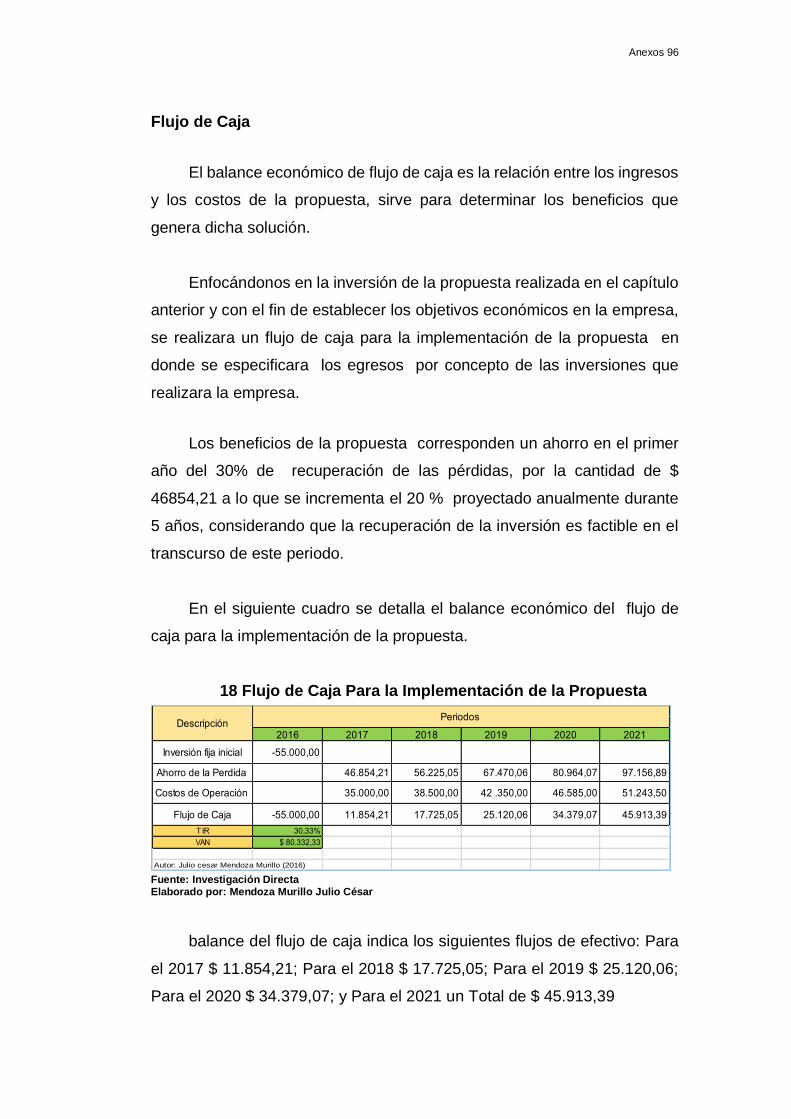
Anexos 96
Flujo de Caja
El balance económico de flujo de caja es la relación entre los ingresos
y los costos de la propuesta, sirve para determinar los beneficios que
genera dicha solución.
Enfocándonos en la inversión de la propuesta realizada en el capítulo
anterior y con el fin de establecer los objetivos económicos en la empresa,
se realizara un flujo de caja para la implementación de la propuesta en
donde se especificara los egresos por concepto de las inversiones que
realizara la empresa.
Los beneficios de la propuesta corresponden un ahorro en el primer
año del 30% de recuperación de las pérdidas, por la cantidad de $
46854,21 a lo que se incrementa el 20 % proyectado anualmente durante
5 años, considerando que la recuperación de la inversión es factible en el
transcurso de este periodo.
En el siguiente cuadro se detalla el balance económico del flujo de
caja para la implementación de la propuesta.
18 Flujo de Caja Para la Implementación de la Propuesta
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
balance del flujo de caja indica los siguientes flujos de efectivo: Para
el 2017 $ 11.854,21; Para el 2018 $ 17.725,05; Para el 2019 $ 25.120,06;
Para el 2020 $ 34.379,07; y Para el 2021 un Total de $ 45.913,39
2016 2017 2018 2019 2020 2021
Inversión fija inicial -55.000,00
Ahorro de la Perdida 46.854,21 56.225,05 67.470,06 80.964,07 97.156,89
Costos de Operación 35.000,00 38.500,00 42 .350,00 46.585,00 51.243,50
Flujo de Caja -55.000,00 11.854,21 17.725,05 25.120,06 34.379,07 45.913,39
TIR 30,33%
VAN $ 80.332,33
Autor: Julio cesar Mendoza Murillo (2016)
DescripciónPeriodos

Anexos 97
En el cuadro N° 18 se puede observar, que el calculo de los
indicadores TIR y VAN, mediante las funciones financieras del programa
Excel, se han obtenido los siguiente resultado:
Tasa Interna de Retorno = 33,33%, que supera a la tasa de
descuente con la que se compara la inversión del 16 % por tanto
indica que la tasa de recuperación de la inversión es mayor que
la tasa actuales del mercado con que se descuenta cualquier
proyecto de inversión económica , por lo que se acepta su
factibilidad económica .}
Valor Actual Neto = 80.332,22 que supera la inversión inicial de $
55.000,00, por lo tanto, indica que el valor a obtener en el futuro
será mayor al que se invertirá inicialmente, por lo que se acepta
su factibilidad económica.
Tasa Interna de Retorno
Cuando se utiliza la función financiera se puede visualizar que el
resultado del (TIR) es igual a 30,33%, el cual será verificado mediante la
ecuación de matemáticas financiera para determinar el valor presente.
Para efecto se interpolara entre dos rangos, que son los valores de
30% y 31% escogidos para la comprobación del (TIR), utilizando la
siguiente formula
𝑃 =𝐹
(1 + 𝑖)𝑛
Descripción:
P= es la inversión fija de $ 55.000,00
F= Son los flujos de caja por cada periodo anual considerado
n= es el número de años
i= son los valores de la tasa de interés con la cual se interpola.

Anexos 98
Si TIR> Tasa de Descuento (r): La Propuesta es Viable.
Si TIR> Tasa de Descuento (r): La Propuesta es Postergado.
Si TIR> Tasa de Descuento (r): La Propuesta no es Viable.
En el cuadro 19 se presenta la interpolación para la comprobación
del TIR,
19 Interpolación para la Comprobación de TIR
La ecuación matemática que se utiliza para obtener el valor del (TIR)
es presentada a continuación en formulas.
TIR = i₁ + (i₂ – i₁) 𝑉𝐴𝑁 1
𝑉𝐴𝑁 1− 𝑉𝐴𝑁 2
VAN₁ = Flujo₁ – Inversión inicial
VAN₁ = $55.443,49 – $54.126,34
VAN₁ = $1317,15
VAN₂ = Flujo₂ – Inversión inicial
VAN₂ = $54.126,34 – $55.000,00
VAN₂ = –$876,66
TIR = 30% + (31% - 30%) $ 55.443,49
55.443,49−( −54.126,34)
TIR = 30% + 1% 55.443,49
1.317,15
TIR = 30% + (1%) (0,60)
Año n P F i1 P1 i2 P2
2016 0 55.000,00
2017 1 $ 11.854,21 30% $ 9.118,62 31% $ 9.049,02
2018 2 $ 17.725,05 30% $ 10.488,20 31% $ 10.328,68
2019 3 $ 25.120,05 30% $ 11.433,80 31% $ 11.173,95
2020 4 $ 34.379,07 30% $ 12.037,07 31% $ 11.673,71
2021 5 $ 45.913,39 30% $ 12.365,81 31% $ 11.900,98
Total $ 55.443,50 $ 54.126,34
$ 443,49 30% -876,66 1% 30,33%CÁLCULO (TIR)
Autor: Julio Cesar Mendoza Murillo (2016)

Anexos 99
TIR = 30,33%
El cálculo efectuado para obtener el valor de la tasa interna de
retorno, da como resultado una tasa TIR del 30,33%, que es igual al que se
obtuvo aplicando las funciones financieras de Excel, esto deja en manifiesto
la factibilidad de la propuesta , puesto que supera la tasa de descuento
considerada en este análisis, del 16%.
Valor Actual Neto
El valor actual neto, puede ser comprobado a través de la misma
ecuación financiera que se utilizó durante el análisis de la tasa interna de
retorno, es decir con la forma para la determinación del valor futuro:
𝑃 =𝐹
(1 + 𝑖)𝑛
P= VALOR ACTUAL NETO
F= flujos de caja por cada periodo anual considerado
n= Número de años
i= Tasa de DESCUENTO DEL 16%
20 Comprobación del Valor Actual Neto
Años n Inv. Inicial F i P
2016 0 $ 55.000,00
201 1 $ 11.854,21 16% $ 10.219,15
2018 2 $ 17.725,05 16% $ 13.172,60
2019 3 $ 25.120,05 16% $ 16.093,35
2020 4 $ 34.379,07 16% $ 18.987,25
2021 5 $ 45.931,39 16% $ 21.825,96
TOTAL $ 80.332,33
Fuente: Investigación Directa Elaborado por: Mendoza Murillo Julio César
En el cuadro N° 20 se presenta los resultados obtenidos u valor anual
neto de $ 80332,33 este valor es igual al que se obtuvo en el análisis de las

Anexos 100
funciones financieras de Excel, por ser mayor a la inversión inicial que
corresponderá a % 55.000,00 se demuestra la factibilidad del proyecto
Periodo de Recuperación de la Inversión
Para determinar el tiempo de recuperación de la inversión, se utiliza
la ecuación financiera con la cual se comprobó los criterios económicos, el
TIR y el VAN, considerados como el valor de i, a la tasa de descuento
considerado en el 16%.
A continuación se presenta la ecuación financiera para la
determinación del valor futuro:
𝑃 =𝐹
(1 + 𝑖)𝑛
21 Periodo de Recuperación de la Inversión
Periodo de recuperación de la Inversión
La inversión será recuperada en el periodo de 3 años y 10 meses con
un monto a favor de $ 3.472,35. De acuerdo al análisis realizado con la
ecuación financiera del valor futuro. Debido a que los activos fijos que se
requieren para la implementación de la propuesta del Plan de
Mantenimiento y Capacitación tiene una vida útil que supera los 5 años,
entonces la inversión tiene factibilidad económica.
AÑOS n Inv. Inicial F i P P
2016 0 $ 55.000,00 Acumulado
2017 1 $ 11.854,21 16% $ 10.219,15 $ 10.219,15
2018 2 $ 17.725,05 16% $ 13.172,60 $ 23.391,75
2019 3 $ 25.120,05 16% $ 16.093,35 $ 39.485,10
2020 4 $ 34.379,07 16% $ 18.987,25 $ 58.472,35
2021 5 $ 45.913,39 16% $ 21.859,96 $ 80.332,32
TOTAL $ 80.332,33
Autor: Julio Cesar Mendoza Murillo (2015)

Anexos 101
Costo Beneficio
Para la determinar el costo / beneficio se plantea la siguiente
ecuación:
𝑩𝒆𝒏𝒆𝒇𝒊𝒄𝒊𝒐
𝑪𝒐𝒔𝒕𝒐
Descripción:
Beneficio de la Propuesta = (VAN) = $ 80.332,33
Costo de la Propuesta = (TIR) = $ 55.000,00
Aplicando la ecuación matemática:
𝑩𝒆𝒏𝒆𝒇𝒊𝒄𝒊𝒐/𝑪𝒐𝒔𝒕𝒐 =$ 𝟖𝟎. 𝟑𝟑𝟐, 𝟑𝟑
$ 𝟓𝟓. 𝟎𝟎𝟎, 𝟎𝟎
Demostrando que el Costo / Beneficio = 1,46
El costo beneficio indica que por cada dólar que se invierta, se
obtendrá $ 0,46 de beneficio, lo que indica que la implementación de la
propuesta será factible y conveniente para la empresa.
Criterios Económicos
En Resumen los indicadores económicos de esta propuesta de
inversión determina que:
Períodos de recuperación del capital aproximado 4 años
Períodos de recuperación del capital exactos 3,82 años
Períodos de recuperación del capital exactos 46 meses
Períodos de recuperación del capital exactos 3 10 años-meses
Coeficiente beneficio/costo 1,46

Anexos 102
Tasa Interna de Retorno = 30,33% > tasa de descuento 16%
(Aceptado)
Valor Actual Neto = $ 80.332,33 > inversión inicial $ 55.000,00
(Aceptado)
Tiempo de Recuperación de la Inversión = 46 meses < vida útil
del Proyecto (60 meses) (Aceptado)Beneficio / Costo (Aceptado)

Anexo 106
BIBLIOGRAFÍA
Atritor. (2015). Secador-Pulverizador. Obtenido de http://www.atritor.com/
Checklist.com. (2010). www.checklist.org.br. Obtenido de Check List
Diario 2010: http://www.checklist.org.br
CIG. (01 de 01 de 2014). Sector Industrial. Obtenido de Cámara de
Industrias de Guayaquil: http://www.industrias.ec
Colin, J. (2011). Contabilidad de Costos. México: Mc Graw Hill.
contactopyme. (01 de 01 de 2016). Contacto Pyme. Obtenido de
Carbonato de Calcio: http://www.contactopyme.gob.mx/
Horngren, C., & Foster, G. (2014). Contabilidad de Costos, un enfoque
Gerencial. México: Prendice Hall.
Martinez, D. (2012). Manual de Contabilidad para PYMEs. Madrid, España:
Gamma.
Rainborn, M. (2012). Conceptos Básicos de Contabilidad de Costos.
México: Mc Graw Hill.
Ramírez, D. (2012). Contabilidad Administrativa. México: Prendice Hall.
Sanz, J. B., Calvo, M. A., Perez, R. C., Zapara, M. A., & Panchon, F. T.
(2015). Guia para una gestion basada en procesos.
Sierra, P. (2011). Estadística Inferencial. Caracas: Limusa.

Bibliografía 107
Stanley, G. V. (1980).
Valdiviezo, M. (2013). Contabilidad General. Quito, Ecuador: Escobar
Impresores.
Valencia, G. (2011). Contabilidad de Costos. Bogotá, Colombia: Eco
Ediciones.
Recommended