
UNIVERSIDADE DE SÃO PAULO
FACULDADE DE ECONOMIA, ADMINISTRAÇÃO E CONTABILIDAD E DE
RIBEIRÃO PRETO
DEPARTAMENTO DE CONTABILIDADE
Cleberson dos Santos Coimbra
O CUSTEIO DA INEFICIÊNCIA PRODUTIVA COMO PARÂMETRO PARA
INVESTIMENTOS NA LOGÍSTICA INDUSTRIAL SOB A ÓTICA D O GECON
Ribeirão Preto
2005

CLEBERSON DOS SANTOS COIMBRA
O CUSTEIO DA INEFICIÊNCIA PRODUTIVA COMO PARÂMETRO PARA
INVESTIMENTOS NA LOGÍSTICA INDUSTRIAL SOB A ÓTICA D O GECON
Monografia apresentada à Faculdade de Economia, Administração e Contabilidade de Ribeirão Preto da Universidade de São Paulo, como parte dos requisitos para a obtenção do grau de Bacharel em Ciências Contábeis.
Orientador: Prof. Dr. Roberto Vatan dos Santos
Ribeirão Preto
2005

Ficha catalográfica
COIMBRA, Cleberson dos Santos O custeio da ineficiência produtiva como parâmetro para investimentos
na logística industrial sob a ótica do GECON. Ribeirão Preto, 2005. 83p Monografia de conclusão de curso, apresentada à Faculdade de
Economia, Administração e Contabilidade, campus de Ribeirão Preto / USP – Departamento de Contabilidade.
Orientador: Dr. Roberto Vatan dos Santos. Unitermos: Orçamento, custos, logística interna

A Deus pela dádiva da vida, aos pais pela educação e moral, aos professores pelo
ensino, dedicação e conhecimento e aos profissionais que almejam a profissionalização das
área pois somente através dela obteremos produtos melhores por menores custos,
melhorando a qualidade de vida do homem.

Agradecimentos
A minha mãe D. Maria que apesar de todas as dificuldades conseguiu me
passar o que é ter garra e foco nos objetivos e que as dificuldades são apenas
detalhes para que valorizemos nossas conquistas.
Ao meu orientador Prof. Dr. Roberto Vatan dos Santos pelo incentivo da
idéia inicial, ensinamentos, materiais, paciência e dedicação ao presente trabalho.
Ao Prof. Mauro Santo Bernardo por ter implantado o cerne da dúvida sobre a
área logística, e disponibilizado materiais e conhecimentos.
Ao Prof. Dr. Sílvio Hiroshi Nakao por ter disponibilizado seus livros,
materiais, ensinamentos e dedicação.
Ao amigo e gerente de Logística Eduardo Petta pelos ensinamentos da
engenharia e logística e o incentivo no desenvolvimento das análises e implantação
dos projetos.
Ao amigo e gerente de Produção Eugênio Brigo pelos ensinamentos,
materiais e paciência nos seus ensinamentos.
Ao amigo e profissional da Qualidade João Carlos de Souza pelos materiais
e know how compartilhado.
Ao amigo e profissional da Produção Rodrigo Massaroli pelos materiais e
conceitos da engenharia.
Aos amigos da FEARP-USP pelo companheirismo nos estudos e pesquisas,
em especial a Felipe Pelissari que compartilhou comigo parte das horas dedicadas
aos estudos que desencadearam o presente trabalho, e colaboraram para o
aperfeiçoamento desta monografia.
Ao departamento de Contabilidade da FEARP-USP e à FUNDACE por terem
investido nas pequisas iniciais do presente trabalho e disponibilizado os recursos
que permitiram o as investigações do presente estudo.
Enfim, a todas as pessoas que acreditam que é possível buscar uma melhor
qualidade de vida ao homem.

RESUMO
COIMBRA, C. S. (2004). O custeio da ineficiência produtiva como parâmetro
para investimentos na logística industrial sob a ótica do GECON. Ribeirão Preto,
2005, 120p. Monografia – Faculdade de Economia, Administração e Contabilidade
de Ribeirão Preto, Universidade de São Paulo.
A falta de informações estratégicas gera incertezas que afligem o processo
da tomada de decisões seguindo os objetivos da controladoria, principalmente
aquelas relacionadas às operações e a logística.
Este trabalho tem como objetivo a análise das características necessárias
aos sistemas de informações e custeio para que estes possam prover informações
estratégicas sobre o desempenho das atividades logísticas na produção no intuito de
obter-se o melhor resultado econômico.
O estudo é voltado para as operações estratégicas que são vitais para o
cumprimento da meta estabelecida pela empresa focando a ineficiência nos setores
produtivos.
Não é proposta do mesmo chegar a um modelo de sistema de custeio, mas
colaborar com dados relevantes para análises no intuito de otimizar o desempenho
logístico, da produção, e desenvolver avaliações de investimento.
Para atingir este objetivo faz-se a contextualização do problema analisando
algumas das filosofias da administração da produção disponíveis e mais utilizadas
pelas indústrias, os sistemas de informações disponíveis e as abordagens de custeio
mais significativas, destacando-se os aspectos relevantes dos sistemas ligados às
operações.
Apesar da inadequação dos softwares disponíveis, o estudo de caso
demonstra que a controladoria possui ferramentas que conseguem levantar os
parâmetros para investimentos na logística, através dos orçamentos propostos no
modelo GECON e os apontamentos de produção, e o feedback constante melhora a
qualidade da informação.
Palavras chave: Orçamento, Custo e Logística interna.

Abstract:
The lack of strategical information in the companies generates uncertainties
that afflict the process of the taking of decisions following the objectives of the
accounting, mainly those related the operations. Although to be an old concept, still it
has uncertainties compromising the process of the evolution and the improvement of
the productive activities mainly those related the logistic one. This objective work the
analysis of the necessary characteristics to the systems of information and defrays so
that these can provide strategical information on the performance with the logistic
activities in the production in intention to get best resulted the economic one. The
study it is come back toward the strategical operations that are vital for the fulfilment
of the goal established for the company: focusing the inefficiency of the logistic one in
the productive sectors. The periodic accompaniment its evolution can be used as
given important in the parameters for the investment in the reorganization of the
logistic operations of the industry. It is not proposal of exactly arriving at a model of
expenditure system but collaborating with excellent data for analyses in intention to
optimize the logistic performance and evaluations of investment. To reach this
objective it becomes study of the problem analyzing some of the systems of
administration of the production available and the more significant boardings of
expenditure being distinguished the excellent aspects of the on systems to the
operations, and finally, the behavior of the activities in the sector is observed as case
study.
Words key: Budget, Cost and Logistic intern.

Lista de Tabelas
Tabela 4.1 - Análise das variações orçamentárias----------------------------------- 40
Tabela 4.2 - Itens pertencentes aos relatórios de custos da qualidade--------- 54
Tabela 5.1 – Orçamento mensal de MOD nível 2------------------------------------ 61
Tabela 5.2 – Quantificação das variações---------------------------------------------- 61
Tabela 5.3 – Participação das atividades restritivas--------------------------------- 63
Tabela 5.4 – Apontamentos de parada de produção.------------------------------- 64

Lista de Ilustrações
Ilustração 2.1 - Possíveis atividades em uma cadeia de suprimentos--------- 17
Ilustração 2.2 - Indicadores necessários a um sistema GQT-------------------- 29
Ilustração 3.1 - Processo de planejamento.------------------------------------------ 32
Ilustração 3.2 - Módulos comuns em ERPs------------------------------------------- 37
Ilustração 4.1 - Principais usuários das informações gerenciais---------------- 39
Ilustração 4.2 - Fases do processo de gestão no modelo GECON------------- 45
Ilustração 5.1 – Gráfico das demonstrações das variações----------------------- 61
Ilustração 5.2 - Comparativo de custos de aquisição de empilhadeiras------- 66
Ilustração 5.3 – Mapeamento da falta de materiais por origem------------------ 67
Ilustração 5.4 – Mapeamento de faltas por família de material------------------ 69

Lista de Abreviaturas
ABC – Activity Based Costing
BACEN – Banco Central
CD – Centro de Distribuição
CRP – Capacity Requirements Planning
ERP – Enterprise Resource Planning
GQT – Gestão da Qualidade Total
IQP – Índice de Qualidade do Produto
ISO – International Organization for Standardization
JIT – Just in Time
MPS – Planejamento Mestre de Produção
MRP – Materials Requirement Planning
OMS – Order Management System
PCP – Planejamento e Controle da Produção
PLI – Pedido de Liberação de Importação
PPB – Processo Produtivo Básico
SIC – Statistic Inventory Control
SGQ – Sistema de Gestão da Qualidade
SISCOMEX – Sistema Integrado de Comércio Exterior
SUFRAMA – Superintendência da Zona Franca de Manaus
TI – Tecnologia da Informação
VPL – Valor Presente Líquido
WMS – Warehouse Management System

10
SUMÁRIO
1 - INTRODUÇÃO---------------------------------------------------------------------------- 11
2 – LOGÍSTICA------------------------------------------------------------------------------- 16
2.1 – Logística Interna----------------------------------------------------------------------- 17
2.2 – Terceirização da Logística---------------------------------------------------------- 19
2.3 – Just in Time----------------------------------------------------------------------------- 20
2.4 – Lean Manufacturing------------------------------------------------------------------- 23
2.5 – Qualidade-------------------------------------------------------------------------------- 27
3 – SISTEMAS DE INFORMAÇÕES----------------------------------------------------- 30
3.1 – MRP - Material Requirements Planning------------------------------------------ 30
3.2 – CRP - Capacity Requirements Planning----------------------------------------- 34
3.3 – ERP - Enterprise Resource Playning--------------------------------------------- 35
4 – CONTROLADORIA---------------------------------------------------------------------- 37
4.1 – A controladoria segundo o GECON----------------------------------------------- 41
4.1.1 – Missão da empresa----------------------------------------------------------------- 42
4.1.2 – Planejamento------------------------------------------------------------------------- 43
4.1.3 – Orçamento----------------------------------------------------------------------------- 46
4.1.4 – Controle-------------------------------------------------------------------------------- 48
4.1.5 – Considerações sobre o GECON------------------------------------------------- 50
4.2 – Custos------------------------------------------------------------------------------------- 51
4.2.1 – Custos da produção----------------------------------------------------------------- 52
4.2.2 – Custos da qualidade---------------------------------------------------------------- 54
4.2.3 – Custos das ineficiências------------------------------------------------------------ 55
5 – ESTUDO DE CASO---------------------------------------------------------------------- 59
6 – CONCLUSÕES---------------------------------------------------------------------------- 71
7 – BIBLIOGRAFIA---------------------------------------------------------------------------- 75
8 – ANEXOS------------------------------------------------------------------------------------ 78

11
1 - INTRODUÇÃO
Segundo Slack (2002, p. 79) “[...] para as empresas que concorrem
diretamente em preço, o custo será seu principal objetivo de produção”. Os custos
podem ser entendidos em vários conceitos e são essenciais para que se
disponibilize quaisquer produtos ou serviço no mercado. Sob uma abordagem direta,
estes podem ser entendidos como insumos necessários para a elaboração de um
produto ou prestação de um serviço.
Em busca do produto que traga melhor benefício em relação ao seu menor
custo as empresas devem atender às expectativas do mercado, pois são elas que
regem todas as filosofias de produção e logística.
Apesar de um notório crescimento tecnológico da logística nos últimos anos
a produção ainda está preparada com melhores informações estratégicas, pois a
logística depende de variáveis mais complexas como a integração dos participantes
da cadeia produtiva, condições físicas das estradas, ocorrências de falhas no
transporte etc.
Os custos da logística têm passado por diversas análises no intuito de se
encontrar a melhor abordagem gerencial para sua gestão. Destas as mais
expressivas estão relacionados ao custeio ABC e outros sistemas que respeitem as
atividades, pois a logística se reflete na prestação de serviços; porém o seu maior
problema é o custo indireto.
Várias são as atividades que estão relacionadas à logística do produto; elas
estendem-se desde a busca do melhor insumo ao custo mais acessível até a sua
entrega ao consumidor final em ótimas condições. Na contabilidade tradicional estas

12
geram várias despesas, podendo-se classificá-las em vários agrupamentos como:
movimentação, armazenagem, transporte, estoques, processamento de pedidos,
embalagem, impostos, administrativos e quaisquer outros tipos de informação
necessária para que estas atividades sejam desenvolvidas.
Estes e outros custos logísticos freqüentemente estão divididos ao longo de
diversas atividades sendo assim difícil de identificar e mensurar o custo total do
serviço logístico prestado ao produto.
O custo total do serviço logístico prestado pode ser entendido como todo
sacrifício financeiro no esforço logístico empregado para a disponibilização do
produto final para o cliente; estende-se desde a busca da matéria prima (logística de
suprimento), o abastecimento das linhas produtivas e embalagem do produto final
(logística de planta), e a entrega do produto acabado ao cliente final (logística de
distribuição).
Bowersox (1996, p. 643) defende que:
[...] o conceito básico de custo total é simples e complementa a noção de modelar a logística como um sistema integrado de desempenho. O principal problema em operacionalizar o custo total é que as práticas contábeis tradicionais para classificar e apresentar despesas críticas não fornecem uma métrica logística adequada. Para entender a demanda de se medir a logística, é necessário rever métodos da contabilidade tradicional em termos das exigências de análise e identificar os custos relevantes para sistemas logísticos integrados.
A crítica de Bowersox merece maior atenção se considerarmos que os
métodos de custeio tradicionais mais utilizados na indústria geralmente causam
problemas particulares às medidas de desempenho, pois se esforçam em carregar,
de forma arbitrária, os custos indiretos a produtos ou clientes.

13
Um produto de maior potencial de aceitação no mercado pode ser barrado
pelo seu preço, pois seu custo de produção está mal apontado, sobrecarregado de
custos indiretos, evitando que o mesmo atenda sua real demanda consumidora.
Agravando o problema, o custo do produto está composto por falhas de processos e
outras ineficiências que os métodos tradicionais não conseguem mensurar.
O problema principal, objetivo do presente trabalho, é analisar se a
controladoria consegue mensurar o custo da ineficiência que os métodos tradicionais
de custeio não conseguem apontar, e a sua importância reside no fato do notório
atraso de tecnologias da logística em relação à manufatura; os sistemas de
informações e apoio à logística ainda estão sendo subaproveitados para análises de
investimentos e uma melhor eficácia da atividade logística geralmente demanda
recursos que freqüentemente não são considerados importantes na elaboração dos
orçamentos das áreas.
Sendo que Marconi e Lakatos (2000, p. 140) formulam que o problema
“consiste em um enunciado explicitado de forma clara, compreensível e operacional,
cujo melhor modo de solução ou é uma pesquisa ou pode ser resolvido por meio de
processos científicos” os principais problemas abordados neste estudo são:
- A controladoria consegue desenvolver informações qu e possam
servir de parâmetros para o financiamento da reestr uturação da
logística?

14
A metodologia utilizada é o estudo de caso, obedecendo aos princípios
propostos por Yin (2001) que condiciona a eficácia de sua utilização a três condições
propostas:
a) no tipo de questão proposta;
b) na extensão de controle que o pesquisador tem sobre eventos
comportamentais efetivos;
c) no grau de enfoque em acontecimentos históricos em oposição a
acontecimentos contemporâneos;
Yin (2001, p. 101) descreve que “[...] em geral, a conveniência, o acesso aos
dados e a proximidade geográfica podem ser os principais critérios na hora de se
selecionar o caso ou os casos-piloto” e estabelece três princípios para a coleta de
dados:
- utilizar várias fontes de evidência;
- criar um banco de dados para o estudo de caso;
- manter o encadeamento de evidências.
No caso em questão, a empresa foi escolhida devido ao menor grau de
problemas com o acesso aos dados e estes foram alterados para manter a
segurança de sua estratégia competitiva, porém mantendo as devidas proporções.
Estruturou-se um mapeamento dos postos de trabalho e os dados foram
coletados nos diversos departamentos produtivos da empresa, abordados com maior
profundidade no capítulo 6.

15
Um banco de dados foi projetado no intuito de trabalhar as mais diversas
variáveis possíveis. O encadeamento de evidências mapeado foi analisado no intuito
de se estabelecer conexões entre os fatos, pois na visão de Yin (2001, p. 22) “[...]
certamente sempre houve experimentos motivados por razões exploratórias.”.
A empresa abordada como estudo de caso está situada na região do interior
de São Paulo e foi escolhida de forma a que se possa analisar o aproveitamento da
informação sobre os recursos empregados em suas atividades.
E por fim, um questionário foi elaborado baseado nestes preceitos para a
coleta de dados.

16
2 – LOGÍSTICA
O objetivo da logística é disponibilizar o produto certo, no local exato ao
menor custo, e segundo o Council of Logistics Management,
[...] logística é o processo de planejamento, implementação e controle do fluxo eficiente e economicamente eficaz de matérias-primas, estoques em processo, produtos acabados e informações relativas desde o ponto de origem até o ponto de consumo, com o propósito de atender às exigências dos clientes. (LABORATÓRIO DE APRENDIZAGEM EM LOGÍSTICA E TRANSPORTES)
Ballou (2003, p. 31) já define que “[...] a missão da logística é dispor a
mercadoria ou o serviço certo, no lugar certo, no tempo certo e nas condições
desejadas, ao mesmo tempo em que fornece a maior contribuição à empresa”.
Pode-se ressaltar que a missão da logística além de envolver o gerenciamento e a
coordenação de atividades operacionais, tem como função: alimentar a cadeia
produtiva com informações necessárias para o planejamento estratégico visando
melhorar o serviço ao consumidor.
Levando em consideração que boa parte do serviço logístico no Brasil é
prestada pelos pequenos e médios provedores logísticos, que já se encontram em
um avanço significativo (hoje já se pode contar com vários provedores, inclusive os
que possuem uma cartela de clientes diversificada, tornando pronta a informação
sobre a posição de sua mercadoria), ainda não há a interação da informação ao
longo da cadeia produtiva.
Quando a empresa não opta por um provedor único que assuma toda a sua
operação logística, esta função merece demasiada atenção, pois fica a encargo da
empresa todo o planejamento estratégico, e a mesma pode não ter em seu foco de
atuação a competência para essa integração de informações, ficando a cargo dos
desenvolvedores de TI (Tecnologia da Informação) o objetivo desta integração.

17
Fonte: Adaptação de Ballou (2003, p. 23).
Ilustração 2.1 - Possíveis atividades em uma cadeia de suprimentos.
2.1 - Logística Interna
Porter (1989, p. 36) define que “[...] logística interna são atividades
associadas ao recebimento, armazenamento e distribuição de insumos no produto,
como manuseio de material, armazenagem, controle de estoque, programação de
frotas, veículos e devolução para fornecedores” e segundo Fleury (2000, p. 37) “A
integração interna, ou seja, o gerenciamento integrado dos diversos componentes do
sistema logístico é uma condição necessária para que as empresas consigam atingir
excelência operacional com baixo custo”.
A logística interna é diretamente responsável pela cadeia de valor da
empresa quando procura otimizar os processos inerentes às atividades tais como a
infra-estrutura do layout de distribuição interna, sistemas de informação, tecnologias
de aquisição e atividades primárias de apoio, tais como manutenção de estoques
mínimos, entrega dos produtos nos locais de utilização e outras atividades ligadas à
L o g í s t i c a e m p r e s a r i a l
D i s t r i b u i ç ã oS u p r i m e n t o
F o n t e s d e s u p r i m e n t o s
P l a n t a s /o p e r a ç õ e s
C l i e n t e s
* T r a n s p o r t e s* M a n u t e n ç ã o d e e s t o q u e s* P r o c e s s a m e n t o d e p e d i d o s* A q u i s i ç ã o* E m b a l a g e m * A r m a z e n a g e m* M a n u s e i o d e m a t e r i a i s* M a n u t e n ç ã o d e i n f o r m a ç õ e s
* T r a n s p o r t e s* M a n u t e n ç ã o d e e s t o q u e s* P r o c e s s a m e n t o d e p e d i d o s* P r o g r a m a ç ã o d e p r o d u t o* E m b a l a g e m p r o t e t o r a* A r m a z e n a g e m* M a n u s e i o d e m a t e r i a i s* M a n u t e n ç ã o d e i n f o r m a ç õ e s

18
produção para que o produto final saia no tempo correto com a qualidade ideal
utilizando o mínimo de recursos possíveis, o que agregará valor ao produto.
Mesmo quando ligadas a conceitos de planejamento eficientes, como
MRP/ERP e lean manufacturing1, a logística é uma atividade que pode se tornar o
ponto crítico ou gargalo, haja vista que diversos fatores, como o bom relacionamento
com fornecedores e as entregas no prazo correto, poderiam estar afetando a
produção de forma a desestabilizar a cadência produtiva e gerar atrasos de
entregas, ociosidades e descompassos de fluxos de elaboração de
subcomponentes.
A produção, por outro lado, se prepara para lidar com tais gargalos
administrando a flexibilidade de composto (mix) como ressalta Slack (2002, p. 75).
A maioria das operações produz mais de um produto ou serviço. Além disso, a maioria delas não produz seus produtos ou serviços em volumes altos o suficiente para dedicar todas as partes de suas atividades exclusivamente a um produto ou serviço. Isso significa que a maioria das partes de qualquer operação terá que processar mais de um tipo de produto ou serviço e então precisará, às vezes, deixar uma atividade para dedicar-se a outra [...].
Porém esta flexibilidade gera custos. Segundo Catelli (2001, p. 160) “todas
as áreas têm planejamento estratégico, simulações, planejamento operacional,
execução e controle, sendo obrigatória a existência de negociações, mediadas pela
existência dos preços de transferências, entre elas.” Adotando-se a lógica da
transferência, os custos gerados pelas flexibilidades não planejadas, que não são de
responsabilidade da produção, poderiam ser apontados como de responsabilidade
da logística, que estaria consumindo um recurso da produção o tempo de mão-de-
obra disponível ou o tempo de setup desnecessário das máquinas; a origem destes
1 As definições de Lean Manufacturing e MRP são abordadas nos capítulos 2.4 e 3.1, respectivamente.

19
custos também deve ser investigada, pois os mesmos podem estar incorrendo talvez
por falta de estruturas, que na visão dos gestores não fariam muita diferença nos
resultados; e apenas ao analisar os números se dariam conta do tamanho real do
problema.
Catelli (2002, p. 31) defende que “as áreas somente serão
debitadas/creditadas por eventos sobre os quais tenham responsabilidade, as
eficiências/ineficiências não são transferíveis para outras áreas e nem repassadas
aos produtos/serviços”. Porém a análise da logística é muito complexa, pois ela se
mescla em processos produtivos (como no caso do lean manufacturing que a
logística é responsável pelo abastecimento na célula de produção) e esta análise, da
ineficiência da logística em suprir a produção, pode servir de parâmetro para o
investimento na área, haja visto que caso os problemas não sejam resolvidos
continuarão a consumir os recursos da produção. Por se tratar de uma área que se
encontra em evolução toda análise no intuito de estruturá-la deve ser desenvolvida
com cuidado.
2.2 - Terceirização da logística
Nas análises da logística industrial, deve sempre ser levada em
consideração a possibilidade da terceirização das atividades. Na visão de
Figueiredo, apesar das tecnologias e sofisticação dos serviços oferecidos pelos
provedores alcançarem vantagens competitivas, redução de custos e diluição de
riscos,
[...] ainda existem empresas mais comedidas em suas terceirizações, pelo receio de perder o controle das atividades, pela dificuldade de trocar de
20
fornecedor posteriormente ou, ainda, pela crença de que possuem as competências necessárias para realizar suas atividades logísticas. (TECNOLOGÍSTICA, JANEIRO de 2005, p. 61).
A terceirização deve ser entendida como uma ferramenta de gestão
estratégica que flexibiliza a utilização dos recursos da empresa e não como apenas
uma atitude para redução de custos.
A concentração de recursos nas atividades fins da missão da empresa se
torna atitude base para gestores que desejam encontrar um diferencial de seus
produtos no mercado atual.
O estabelecimento de parcerias e alianças estratégicas no intuito de
fortalecer o nicho de negócio exige o uso de bons sistemas de informações
tecnológicas e operacionais para a melhor integração dos processos; devido ao fato,
os investimentos em TI devem ser sempre orientados no intuito de unir cada vez
mais as informações estratégicas e operacionais do produto.
O entendimento da sua importância na cadeia logística é essencial para o
envolvimento máximo e comprometido de cada parceiro assim como o
compartilhamento dos lucros e riscos, ficando claro que um dos seus principais
papéis na cadeia é o de apoiar a produção.
2.3 - Just in time
Segundo Slack o just in time pode tanto ser entendido como filosofia quanto
pode ser utilizado no planejamento e controle das operações.
O just in time (JIT) é uma abordagem disciplinada, que visa aprimorar a produtividade global e eliminar os desperdícios. Ele possibilita a produção eficaz em termos de custo, assim como o fornecimento apenas da

21
quantidade correta, no momento e locais corretos, utilizando o mínimo de instalações, equipamentos, materiais e recursos humanos. O JIT é dependente do balanço entre a flexibilidade do usuário. Ele é alcançado por meio da aplicação de elementos que requerem em envolvimento total dos funcionários e trabalho em equipe. Uma filosofia-chave do JIT é a simplificação. (SLACK 2002, p. 482)
Segundo esta filosofia, o tempo de processamento é o único que agrega
valor ao produto; devendo-se estudar os demais e estruturá-los de forma que estes
não influenciem negativamente a produção.
É através deste conceito que se reduz o tempo de movimentação com a
aproximação do layout celular e opta-se por produzir em reduzidos lotes que podem
ser movimentados rapidamente sem o acúmulo de estoques intermediários.
Encoraja também a criação de dispositivos de trabalho que, juntamente com a
ergonomia do posto de trabalho, visa reduzir o tempo das operações.
A revisão dos processos e a eliminação das atividades que não agregam
valor também são ferramentas do conceito.
Um dos principais pilares da filosofia JIT é a redução dos lotes de produção e de compra. Os princípios da boa gestão de materiais mandam que se determine o tamanho dos lotes de compra e produção através do balanço entre os custos com a manutenção dos estoques e os custos fixos, referentes à obtenção do lote (custos com a preparação do equipamento, no caso de itens produzidos, e custos de processar os pedidos de compra, para o caso de itens comprados). (CORRÊA e GIANESI 1993, p. 60).
Na redução dos lotes de compra diminui-se também o tempo do capital
envolvido com a operação da produção e a quantidade de insumos intermediando as
operações.
Se a produção for em grandes lotes estes podem ter um percentual com
avarias por falhas de operação, e se o produto passa para o processo seguinte em
menor quantidade o percentual de peças danificadas também tendem a cair

22
consideravelmente reduzindo o custo da qualidade. O JIT se fundamenta em
conceitos como:
Kaizen: de origem japonesa o melhoramento contínuo é a filosofia de buscar
a melhora incremental no processo sempre que se deparar com uma condição a
qual pode ser aprimorada tecnicamente.
Na visão de Slack (2002) Kaizen significa melhoramento. Mais: significa
melhoramento na vida pessoal, doméstica, social e no trabalho. E quando aplicado
ao trabalho, kaizen significa melhoramentos contínuos que envolvem toda a
organização.
Não importa se os melhoramentos são pequenos e nem se deve medir a
taxa de melhoramentos, a mensuração da taxa de melhoramentos poderia estar
criando uma disputa desnecessária que pode vir a desmotivar um grande percentual
dos trabalhadores da fábrica, sendo que o mais importante é a adoção do conceito
como item necessário para a sobrevivência da empresa.
O que pode ser considerado mais importante é o momento em que o
melhoramento é implantado e que ao final de certo período algum melhoramento
operacional tenha sido efetivamente desenvolvido.
Kanban: kanban é um termo japonês que significa cartão. Criado pela
Toyota visando reduzir o estoque de produtos acabados é um sistema de informação
que pode controlar toda a produção.
Através dele consegue-se limitar a quantidade de estoques em processo
reduzindo-se ou aumentando o número de cartões disponíveis e estes levam em

23
conta o lead time para a reposição da peça em seu estágio inicial de insumo para
qualquer atividade.
Sustentada a produção por todos os parâmetros do just in time a filosofia
também vêm acompanhada de importantes indicadores de desempenho como:
- índice de satisfação do cliente;
- defeitos por unidade;
- cumprimento dos prazos de entrega;
- giro do estoque de matérias-primas;
- giro do estoque em processo;
- estoque de produtos acabados.
Quanto mais apresentáveis são os números, maior o entendimento do
conceito da filosofia e maior envolvimento de todos os funcionários da empresa. O
enxugamento de todos os processos envolvidos pressupõe um menor investimento
em capital para o mesmo, e o nível de satisfação do cliente reflete o desejo do
mercado frente aos ideais da instituição.
2.4 - Lean Manufacturing
Originado do sistema Toyota de produção o Lean Manufacturing, ou
produção enxuta, foi uma das filosofias da administração que coordenou a produção

24
com a demanda específica de diferentes modelos de automóveis nas mais variadas
cores objetivando o menor atraso possível.
Nascido para a resolução de um grande problema, o limite da capacidade
produtiva comprometendo o atendimento da demanda, era necessário organizar a
produção de forma que a carteira de pedidos não sofresse os comuns atrasos de
entrega e as desistências por falsas expectativas.
Criou-se então o conceito de “puxar” a produção a partir da demanda
produzindo-se em cada processo a quantidade de itens necessários para a próxima
etapa do produto final levando-se em consideração alguns pressupostos como
estoque zero, eliminação de desperdícios, foco na resolução de problemas, fluxo
contínuo de produção, melhoria contínua e etc.
Os princípios da produção enxuta, enfatizando o caráter estratégico do
processo produtivo, buscam incorporar valor aos seus produtos específicos
minimizando estoques, eliminando a necessidade de retrabalho e reorganizando as
atividades. Os métodos de produção enxuta são baseados na produção de fluxo
unitário de acordo com a demanda real do cliente enquanto na produção de grandes
lotes têm-se um grande volume de estoque em processo e grande investimento em
ativos para o processamento destes lotes; o layout do processo produtivo é
organizado de forma que todo o esforço obtenha como foco o cliente e seu produto e
se tenha um acompanhamento visual do processo.
A mentalidade enxuta determina o valor de um produto ou serviço específico
segundo a necessidade ou percepção do cliente final a um preço específico em um
dado momento, identificando a cadeia de valor para cada produto e as atividades da
cadeia de suprimentos que agregam valor ou não aos clientes, apresenta o fluxo da

25
produção em pequenos lotes com estoques mínimos ao longo do fluxo da produção
e permite que o cliente puxe o valor do produto no ato da aquisição ou encomenda.
A partir daí a produção deve-se espelhar ao máximo o pedido do cliente sem
produzir nenhum excesso de acordo com previsões de demanda para que estas não
acarretem em estoques sobressalentes e nem em grandes quantidades de estoques
em processo.
Sendo que a produção é de acordo com o pedido, os tempos de preparação
de equipamentos são reduzidos e os lotes ficam menores. Mais simples e reduzidos
ficam também os processos, tempos e métodos. Perde-se o conceito de grandes
departamentos que fazem uma etapa do trabalho e acumulam grandes estoques que
transitam por vários barracões das indústrias.
As linhas de produção se baseiam em células de manufatura que seguem a
lógica física dos processos necessários para a elaboração de peças suficientes para
apenas um produto, se aproximam o máximo possível uma das outras e é dado
grande ênfase a otimização do transporte entre as células facilitando-se o
abastecimento de material; a maximização da utilização da mão-de-obra
(empregado flexível) também influencia positivamente tornando a comunicação mais
acessível entre os operadores e identificando rapidamente problemas de processo
que venham a ocorrer.
Os aspectos de ergonomia e posição do trabalho são estudados ao máximo
visando proporcionar melhor adequação do meio ao trabalho dos operadores, “fazer
a coisa certa com a ferramenta certa” é o grande ferramental teórico que sustenta os
métodos de trabalho.

26
A diferença da filosofia de “empurrar” para “puxar” traz algumas mudanças
em conceitos respeitados por diversos profissionais, como por exemplo, segundo
Sharma (2003, p. 74) “Os sistemas de “puxar” de acordo com a demanda passam a
ser simples e claros, e o auxílio do computador tem aplicabilidade limitada e
específica na operação Lean.”.
Os complexos cálculos de planejamento e planilhas de controle da produção
perdem todo o seu sentido na manufatura enxuta, pois como os processos são
simples e seguem uma cadência lógica de fácil acompanhamento visual, ela não
necessita mais do que a compreensão do seu conceito por parte de toda a
organização, não afirmando com isto que o seu conceito é de fácil entendimento.
Sobre a visão de custos dos especialistas na manufatura enxuta: “[...] os
sistemas de custo-padrão, baseados em métodos de contabilização por absorção,
há muito provaram ser um obstáculo para o entendimento de custos reais”
(SHARMA, 2003, p. 75).
Entre os principais conceitos da manufatura enxuta podemos citar:
- Jidoka - Jidoka quer dizer “automação com um toque humano”, incluindo
alguns sistemas de qualidade como o poka yoke (à prova de erros) e sistemas
estatísticos de controle, o jidoka delibera autonomia ao processo de forma que este
possa funcionar continuamente sem nenhuma supervisão ou assistência e que pare
automaticamente ao primeiro sinal de problemas com a produção; previne materiais
defeituosos por intermédio de dispositivos que acionam a parada de toda a linha
produtiva assim que é identificado um produto com falha, e tem como objetivo a
melhora das atividades de inspeções da qualidade e a resolução dos problemas o

27
mais rápido possível além de eliminar substancialmente a produção de produtos
defeituosos.
- Nivelamento da produção - é o estudo de algoritmos de programação
visando alcançar um mix de produção que reduza os estoques de determinados
itens permitindo flutuações diárias na demanda do cliente, é um dos princípios
básicos para o melhor funcionamento da produção puxada.
2.5 - Qualidade
Considerado como critérios competitivos de especial atenção por parte do
consumidor o prazo e a qualidade do produto a ser entregue são requisitos básicos
para que o mesmo se torne competitivo no mercado, porém não devem ser fatores
limitantes para a sua disponibilização.
A confiabilidade do produto no mercado e a sua demanda real devem ser
percebidos, os profissionais de marketing e vendas devem se preocupar em
desenvolver técnicas mais abrangentes neste sentido, mas a transformação técnica
destas percepções aos produtos, devem sempre primar pelo aumento da
confiabilidade e isto inclui qual a maior importância dada ao produto, qualidade ou
flexibilidade.
Definido as abordagens o controle de qualidade irá primar para que o
produto saia na especificação determinada e irá definir padrões a serem respeitados
enquanto se direciona esforços para as reduções de custos. A qualidade pode ser
entendida como o valor que o cliente dá ao produto e deve ser entendida como

28
pressuposto para a aceitação do item no mercado, afinal quem iria querer um
produto que se sabe que não atingirá as expectativas de uso?
A revisão dos processos deve ser orientada pelos índices da qualidade para
que o produto continue a atender as expectativas de seus consumidores.
Toda a alteração em atividades logísticas ou produtivas deve ser comparada
aos indicadores da qualidade (ilustração 2.2). São eles que poderão ter uma relação
direta com a aceitação do produto no mercado devendo ser considerados como
importantes variáveis da demanda do produto em simulações mais aprofundadas
sobre a mesma.
Entre os requisitos essenciais da qualidade na visão de Sadgrove (1995, p.
14) podemos entender quatro como sendo essenciais a Gestão da Qualidade Total
(GQT):
- reduzir os defeitos;
- melhorar a produtividade;
- melhorar o atendimento;
- inovar.

29
Fonte: Adaptado de Sadgrove (1995, p. 102).
Ilustração 2.2 - Indicadores necessários a um sistema GQT
O suporte do sistema de informações operacionais ligadas à qualidade deve
prover informações para a realização das seguintes atividades:
- inspeção de entradas;
- inspeção de processos;
- metrologia;
- auditorias da qualidade.
Processo de
mensuração
ProdutividadeDesempenho
financeiro
Qualidade daprodução
Satisfação docliente
Atitude dopessoal
Saúde,segurança eambiente
30
3 - SISTEMAS DE INFORMAÇÕES
Os sistemas de informações e suportes a decisão vem sofrendo constantes
modificações ao longo dos últimos anos e o avanço de Tecnologias de Informação
(TI) vem permitindo as empresas executarem as mais diversas operações possíveis.
Outro fato notável que vem ocorrendo nos últimos anos é a quantidade de
sotware houses2, que desenvolveram e difundiram o conceito de TI com os mais
variados tipos de softwares para as mais variadas funções operacionais e
administrativas, vêm crescendo em uma velocidade fantástica e a competitividade do
mercado de programas se torna cada vez mais acirrada tornando acessível um
grande número de pacotes administrativos que até pouco tempo eram considerados
caros e inacessíveis para pequenas e médias empresas.
Neste capítulo estudaremos os principais conceitos dos softwares de gestão
mais difundidos para as práticas da produção e logística interna sendo que para a
logística externa ou terceirizada já existem uma série de outros pacotes
especialistas, que não abordaremos por não se tratarem do estudo em questão.
3.1 - MRP - Material Requirements Planning
Fazendo-se uma revisão na década de 50 podemos dizer que, em linhas
gerais, a gerência empresarial estava focada numa única visão denominada gestão
de estoques. Esta era, por sua vez, fundamentada basicamente na habilidade,
2 Pequenas empresas que desenvolvem pacotes de sistemas de informações a um preço mais acessível, lapidando as necessidades de acordo com a necessidade do cliente.

31
sensibilidade e experiência do profissional que gerenciava os estoques tanto de
produtos acabados, quanto de matérias-primas e insumos diversos.
Este profissional observava algumas tendências de demanda de certos
produtos, observava a posição física dos estoques, a sua rotatividade e definia um
patamar de estoque desejado o que pode ser abordado sob o título de ponto de
reposição. Sempre que os estoques estivessem menores que o ponto de reposição
gerava-se um pedido ou uma ordem para que os estoques fossem repostos.
Na década de 60, esta gestão de estoques adquiriu certa “inteligência
matemática”. Os pontos de reposição deixaram de ser estimados pela sensibilidade
e experiência de um profissional e tornaram-se derivados de cálculos matemáticos
baseados no histórico de estatísticas de demanda de determinado produto mais uma
determinada margem de segurança. Surgia o denominado SIC - Statistic Inventory
Control (controle estatístico de estoques).
A década de 70 foi a década onde surgiram no mundo os dois sistema de
gestão industrial que iriam dar base a forma e a maneira de se trabalhar nas
empresas de todo o mundo. O MRP (Material Requirement Planning - Plano de
Necessidades de Material) e o CRP (Capacity Requirements Planning - Plano de
Necessidades de Capacidade).
Ao longo do tempo, o conceito de MRP desenvolveu-se de um foco na gestão de operações que auxiliava o planejamento e o controle das necessidades de materiais para se tornar, em anos mais recentes, um sistema corporativo que apóia o planejamento de todas as necessidades de recurso do negócio. (SLACK 2002, p. 449)
O planejamento da produção pode ser considerado o cérebro das
operações da fábrica, pois detalha a curto e a médio prazo, a
programação de insumos e produtos específicos a adquirir (quando é

32
de origem de terceiros) ou a sua fabricação (se o mesmo for de origem
interna da empresa). A sua operacionalização pode ser entendida no
seguinte fluxograma:
Fonte: Empresa A
Ilustração 3.1 - Processo de planejamento.
Uma vez que cada artigo fabricado requer a utilização de componentes à
procura desses componentes está dependente da entrega do artigo do qual eles
fazem parte, isto é, a procura dependente é aquela que é causada pela procura de
componentes que farão parte do artigo de nível superior que utilizam esses
componentes; o mapeamento destes componentes é denominado estrutura do
produto.
A estrutura do produto pode ser representada sob a forma gráfica ou como
uma lista estruturada de componentes e subcomponentes que farão parte do
produto final. Geralmente cada nível hierárquico corresponde, por convenção, a um
primeiro algarismo na atribuição dos códigos de peça. Note-se ainda que se uma
Planejamentoda produção
Planejamento-mestre da produção
Cálculo dasnecessidadesde materiais
Plano global da produção
Plano mestre da produção
Requisiçõesde materiais
Ordens deprodução
Estruturado produto
Posição de estoques
Controleda produção
Gestão dademanda
Cálculo da necessidadede capacidade
Roteirosde produção

33
mesma peça componente intervier em mais do que um artigo a níveis hierárquicos
diferentes então lhe é atribuído o nível mais baixo. Tal ação pode ser indispensável
para um eficaz planejamento conjunto de artigos envolvendo a mesma peça.
É por meio do Planejamento Mestre da Produção (MPS) que se avalia
quais os materiais necessários para o desenvolvimento das operações. A
determinação dessas necessidades resulta em uma relação de dependência entre
produto acabado e seus constituintes, o MRP faz o cálculo inverso da explosão das
necessidades de insumos dos produtos finais originando-se do produto acabado,
pela sua data de entrega, calculando-se (baseado nos lead time de entregas)
quando serão necessários os starts de aquisição ou de elaboração dos
subconjuntos. Operacionalmente estes resultados são expressos em ordens de
produção que determinam as quantidades necessárias e o momento ideal de iniciar
a atividade, baseado nos mapeamentos de quantidades e tempos necessários para
a realização do processo. No caso estes insumos podem ser divididos em matérias
primas, componentes e subcomponentes e artigos de consumo.
Algumas questões em relação aos cálculos do MRP que sempre devem ser
levadas em consideração para o perfeito funcionamento do sistema:
- se os recebimentos previstos resultantes do último planejamento estão
incluídos;
- se os requisitos projetados incluem outros artigos em produção;
- se o lead time está corretamente mapeado e se leva em consideração os
prazos necessários para o recebimento e adequada inspeção de qualidade.

34
- se os estoques estão bem administrados e as quantidades dos estoques
de segurança bem calculados;
- se cada liberação de pedidos dispara os correspondentes requisitos nos
componentes hierarquicamente inferiores.
É indispensável que o horizonte de planejamento seja no mínimo igual à
maior das somas dos tempos de entregas correspondentes à cadeia de artigos da
mais alta a mais baixa hierarquia.
3.2 - CRP - Capacity Requirements Planning
O cálculo da elaboração de uma determinada quantidade de produtos
pressupõe a disponibilidade de recursos em equipamentos e pessoal necessários.
Se tais recursos não estiverem disponíveis então não haverá maneira de
disponibilizá-lo no prazo estipulado, a não ser que haja alterações nos planos de
produção de forma a compatibilizar os recursos e disponibilizar as necessidades
para a sua elaboração.
“O planejamento da capacidade de produção é tão importante como o
planejamento dos próprios materiais” (CORRÊA e GIANESI 1993, p. 130). Os
sistemas utilizados para auxiliar estas decisões são designados sistemas de CRP -
Planejamento dos Requisitos de Capacidade e planejam o processo produtivo
quantitativo e qualitativamente verificando-se a capacidade disponível, ou seja,
quais as necessidades em operadores e máquinas se ajustam às necessidades da
produção, e caso contrário, quais as estratégias a adotar.

35
Os índices para a averiguação da capacidade utilizável de um centro de
trabalho devem observar:
- Quantidade de máquinas: equipamentos disponíveis e adequados para a
operação desejada;
- Horas de máquina disponível - período disponível para o equipamento
levando-se em consideração a semana para seu planejamento (dias/semana *
turnos/dia * horas por turno)
- Índice de utilização - representa o fator de tempo que uma máquina está
efetivamente sendo utilizada (descontando-se os tempos de parada para
manutenção preventiva e setup de máquina).
- Eficiência do sistema - mede a relação entre o desempenho real das
máquinas e os valores-padrão utilizados pela engenharia - pode apresentar valores
superiores a 100%, se uma máquina estiver funcionando acima do desempenho
nominal.
3.3 - ERP - Enterprise Resource Playning
ERP são pacotes comerciais de softwares estruturados para gerir empresas,
é considerada uma filosofia de gerenciamento que engloba toda a organização,
tornando mais eficazes e eficientes os seus processos. Para tanto, seguem um
padrão de abrangência que se estende desde controles operacionais das atividades
produtivas a controles administrativos como contas a pagar e receber (ilustração
3.2).

36
A TI tem um papel muito representativo na evolução da informação e
merece a atenção de bons profissionais para o seu contínuo desenvolvimento.
Durante a implementação de um sistema ERP são enfrentadas várias barreiras às
mudanças que esta implementação proporciona, pois promove uma revolução na
captação e disponibilização da informação.
A maneira de lidar com estas mudanças podem determinar o sucesso ou o
fracasso do novo sistema de gerenciamento.
Este trabalho visa tratar de sistemas de informações que podem ser
abastecidos pelo gerenciamento de ferramentas, geralmente utilizadas no ERP,
através de exportações e importações de dados apenas agregando algumas
evidências que determinariam a natureza do estudo, portanto temos no ERP
importante ferramenta para apoio a decisão gerencial.
Começar a utilizar o ERP antes de serem obtidos níveis de acurácia de
dados de boa ordem corresponde a assumir um grande risco de desacreditar o
sistema junto aos usuários. O esforço de se alcançar altos níveis de acurácia de
dados pode demandar um longo e trabalhoso processo de mudanças de rotinas, os
quais podem ser auxiliados pela implantação de normas de controle como as
normas ISO, que auxiliam a mapear o fluxograma das atividades internas da
empresa para depois definir a abrangência e o escopo da implantação.
Os ERPs visam a integração da informação necessária para administrar uma
empresa. Alguns são mais voltados para a indústria e outros mais voltados para o
comércio e prestação de serviços, mas a base de um ERP está na sua versatilidade
e abrangência. O pacote ERP geralmente é fundamentado em áreas estratégicas
delineadas e que desenvolvem todo o potencial operacional da empresa.

37
Para explorar este potencial os ERPs são divididos em módulos, estes
correspondem como que se fossem as divisões departamentais da empresa como
constatamos na ilustração 3.2.
Fonte: Observação
Ilustração 3.2 - Módulos comuns em ERPs
Porém é importante destacar que esta divisão se faz presente para que
ocorra o perfeito aproveitamento dos inputs, que são as entradas de dados, o ERP
armazena os dados de todos os módulos e os disponibilizam nas mais variadas
combinações de informações departamentais se destacando na empregabilidade de
seu potencial.
4 - CONTROLADORIA
Segundo Nakagawa (1993, p. 13) os conceitos de controladoria indicam que
cabe ao controller organizar e reportar dados relevantes exercendo uma força ou
influência que induz os gerentes a tomarem decisões lógicas e consistentes com a
missão e objetivos da empresa, e para tanto, geralmente acaba tornando-se o
responsável pelo projeto, implementação e manutenção de um sistema integrado de
informações que utiliza a contabilidade como principal instrumento para demonstrar
Qualidade
PCP
ComercialContabilidade
Custos
Financeiro
Logística
ERP
Controladoria

38
a quitação de responsabilidades que decorrem da accountability da empresa e seus
gestores.
Accountability é a obrigação de se prestar contas dos resultados obtidos, em função das responsabilidades que decorrem de uma delegação de poder. Nas grandes empresas, onde é muito clara a separação entre propriedade e gerência, os acionistas representando, muitas vezes, interesses de inúmeros investidores, elegem os membros de seu conselho de administração, os quais, por sua vez, escolhem as pessoas, que efetivamente deverão gerir os negócios das empresas, formando-se assim uma grande cadeia de accountability que percorre toda a sua estrutura organizacional. (NAKAGAWA,1993, p. 17)
Estes sistemas de informação geralmente estão baseados em sistemas
ERPs de informações ou sistemas desenvolvidos para atividades específicas, porém
ambos buscam a maior integração possível entre as diversas áreas departamentais
da empresa.
Catelli (2001) ressalta que a controladoria enquanto área de
responsabilidade juntamente com as demais para o cumprimento da missão e
continuidade da organização terá como filosofia de atuação:
- coordenação de esforços visando a sinergia das ações.
- participação ativa do processo de planejamento
- interação e apoio às áreas operacionais
- indução às melhores decisões para a empresa como um todo
- credibilidade, persuasão e motivação.
A controladoria e a contabilidade gerencial como principais fontes de
informações da empresa devem primar para que os dados contribuam para a
integração e boa gestão fornecendo assim subsídios para o cumprimento de sua
missão.

39
Fonte: Horngren, Foster e Datar (2004, p. 8).
Ilustração 4.1 - Principais usuários das informações gerenciais
É necessário que sejam desenvolvidas novas formas de organizar os
trabalhos na indústria. Uma forma que permita que a comunicação flua eficazmente
por entre os diversos setores da organização e mantenha o foco no objetivo da
empresa, sempre revendo sua estrutura atual em face de projeções de alterações de
técnicas e processos.
A nova realidade competitiva exige que a empresa oferte seus produtos a
um preço acessível e que opere sempre com boas margens para que consiga capital
para alavancar suas operações.
O controller deve primar pela interação entre as diversas funções na
empresa para que estas rompam os cordões de isolamento que as cercam nas mais
variadas formas e evitem situações que podem vir a causar prejuízos para toda a
empresa.
As visões enxutas da produção estão relacionadas a produtos de demandas
estáveis e sem oscilações, permite a flexibilidade de troca entre processos, mas não
é interessante o seu uso em faixas grandes de produtos oferecidos no mercado
estando a sua limitação relacionada ao tamanho dos estoques intermediários entre
processos para se garantir a seqüência das atividades.
CONTABILIDADE GERENCIAL
Planejamento de produtos, serviços
ou processos
Pesquisa e Desenvolvimento
Produção Marketing Distribuição Serviço ao Cliente

40
A utilização do MRP e o aumento da produção por lotes podem estar
colaborando para que a empresa dilua os seus custos fixos e aumente a taxa de
utilização de seus equipamentos, mas manterá altos os níveis de estoques e
estoques em processo, e correrá o risco de trabalhar com um índice de perdas e
retrabalhos mais numerosos.
Quando os custos de setup são elevados - como é o caso de uma fornalha em uma metalúrgica - processar lotes maiores de materiais e incorrer custos maiores de estocagem fica mais barato porque reduz o número de setups a serem feitos. Da mesma forma, quando os custos de tempo de manutenção são elevados, há grandes benefícios em manter a produção enxuta. (HORNGREN; FOSTER; DATAR, 2004, p. 165).
As análises dos processos logísticos e da produção merecem atenção
peculiar da parte de quem deseja pesquisá-las, porém toda análise econômica e
financeira devem ser fundamentada em princípios contábeis.
Pelo fato da contabilidade estar melhor estruturada para a mensuração de
eventos financeiros e econômicos e pelo fato da produção e logística trabalharem
com números e índices das mais variadas formas é necessário uma adaptação da
contabilidade e da controladoria para atender os requisitos do desenvolvimento.
Uma das características fortes dos sistemas de informações contábeis é a mensuração monetária. Os gestores, porém, para determinadas decisões necessitam de mensurações físicas dos objetos e eventos. Entendemos que um sistema de informação contábil eficaz deve gerar informações com base em medidas tanto monetárias quanto físicas. (GUERREIRO, 1989, p. 25)
O controller deve estar preparado no sentido de entender quais as filosofias
que trarão um melhor resultado econômico e melhor se adaptarão à cultura da
empresa para que possa debater com as áreas de produção e logística no intuito de
chegarem ao melhor resultado.

41
O mesmo deve desenvolver competência e mecanismos de informações que
revisem periodicamente se os rumos tomados na produção e logística estão sendo
os melhores para o resultado econômico da empresa.
Devido à flexibilidade da demanda de mercado por produtos as empresas
desenvolvem constantemente novas tecnologias de produção e novos tipos de
insumos para seus produtos, obedecendo aos princípios da exigência de mercado e
menores custos de aquisição, e a controladoria deve munir-se de ferramentas que
mensurem estas flexibilidades internamente, pois com a variação de produtos,
materiais e mecanismos têm-se uma alteração no processo produtivo, que sempre
devem ser revistos, em conjunto com as áreas responsáveis, no intuito de se
averiguar se estão sendo utilizados os melhores procedimentos.
4.1 - A controladoria segundo o GECON
O GECON3 pode ser entendido como uma filosofia que rege os princípios da
empresa, tanto está arraigada em valores dos seus gestores quanto em valores
econômicos; difundir seus conceitos pelas áreas funcionais da empresa é difundir os
seus valores, suas metas e seus objetivos, e deve haver boa divulgação do conceito
para que este seja percebido por todas as áreas funcionais da empresa,
principalmente a produtiva, pois é a mesma que agrega diretamente o valor ao
produto final.
3 O modelo GECON foi desenvolvido pelo Departamento de Contabilidade e Atuária da Faculdade de Economia, Administração e Contabilidade da Universidade de São Paulo, sob a orientação do Professor Dr. Armando Catelli e vem sendo aplicado em empresas dos mais variados setores. O modelo GECON abrange não apenas conceitos contábeis, mas também uma visão de gestão empresarial, contemplando desde o sistema de gestão, até a concepção do sistema de informações.

42
O sistema de gestão no modelo GECON diz respeito ao processo de planejamento, execução e controle operacional das atividades e é estruturado com base na missão da empresa, em suas crenças e valores, em sua filosofia administrativa e em um processo de planejamento estratégico que busca em última instância a excelência empresarial e a otimização do desempenho econômico da empresa. (CATELLI, 2001, p. 30, grifo nosso).
O GECON se fundamenta em alguns princípios básicos como:
4.1.1 - Missão da empresa
A missão da empresa pode ser entendida como o ponto de partida, segundo
Nakagawa (1993, p. 25) “A missão de uma empresa é a sua razão de ser e pode ser
expressa em diversos níveis de abstração.”.
De conceito extremamente abrangente a missão da empresa pode ser
entendida desde a demanda de mercado por certos produtos ao papel que pretende
desempenhar no cenário social, das crenças e valores das pessoas que a dirigem, e
contempla os valores fundamentais da entidade (CATELLI, 2001).
Um fato importante para o bom andamento do papel da controladoria é a
divulgação da missão da empresa de forma adequada e responsável por parte da
alta gerência. Os gestores devem estar cientes do seu papel frente ao cumprimento
da missão para que os funcionários entendam as mudanças que possam ocorrer no
intuito de mobilizar as áreas para atingir os objetivos propostos.
A partir da missão da empresa deve-se elaborar o conceito de seus
produtos, esses conceitos podem ser entendidos pelo corpo da empresa e até ser

43
refletido para os seus clientes e beneficiários através de normas, certificações e
outras qualificações; a partir destas, desenvolver sempre novas tecnologias de
produção e logística sem perder o foco holístico se torna uma obrigação para a
empresa que deseja concorrer com seu produto no mercado.
4.1.2 - Planejamento
O planejamento e o controle se tornam ferramentas de extrema importância
para o estabelecimento das metas de curto e longo prazo, ambas espelhadas na
missão pré determinada. Na visão de Welsch, (1996, p. 21) “O planejamento e o
controle de resultados pode ser definido, em termos amplos, como um enfoque
sistemático e formal à execução das responsabilidades de planejamento,
coordenação e controle da administração.” Envolvendo a preparação e utilização das
seguintes etapas:
- plano de resultado de longo prazo;
- plano de resultados de curto prazo;
- sistema de relatórios periódicos de desempenho.
Alguns critérios na visão de Nakagawa (1993) devem ser obedecidos para a
declaração de objetivos de planejamento a longo prazo como:
- Adequação: embora sejam óbvios, os objetivos precisam ser adequados às
“finalidades” e à “missão” da empresa.

44
- Mensuração: os objetivos devem ser quantificados em termos de unidades
monetárias ou em termos de qualidade, quantidade, prazos, custos, índices,
porcentagens, etapas específicas de realização, etc.
- Realização: devem ser considerados a praticabilidade, em termos de
competência gerencial, tecnologia, recursos e implicações sociais, face ao que os
gerentes percebem que está ocorrendo na indústria e com os concorrentes.
- Aceitação: os objetivos devem ser compatíveis com o sistema de crenças e
valores dos principais executivos da empresa e aceitáveis por parte dos gerentes
operacionais, para que ocorra uma canalização eficiente e eficaz de esforços e
custos em sua direção.
- Flexibilidade: embora devam ser estabelecidos com firmeza suficiente para
assegurar uma direção para a empresa e suas unidades, os objetivos podem ser
modificados no caso de ocorrerem eventos contigenciais totalmente imprevistos.
- Motivação: objetivos difíceis de serem atingidos embora não impossíveis
são mais motivadores do que os que estão totalmente fora de alcance ou dos que
são muito fáceis.
- Compreensão: os objetivos devem ser declarados em uma linguagem
perfeitamente compreensível para todos os que devem tentar atendê-los.
- Compromisso: os objetivos por parte dos gerentes com os principais
executivos da empresa.

45
- Participação: quando há um envolvimento direto e participação ativa dos
gerentes na elaboração de objetivos a empresa e suas unidades conseguirão
sempre melhores resultados.
- Vinculação: além da ligação que os objetivos devem ter com as
“finalidades” e a “missão” das respectivas unidades quando elaborados ao nível
destas, no agregado, devem ser consistentes com os objetivos declarados pelos
principais executivos da empresa.
Catelli (2001, p. 157) afirma que:
Teoricamente, a função do planejamento é assegurar a eficácia empresarial por meio da consideração cuidadosa de todos os fatores relevantes antes do momento de sua implementação, assim assegurando que as decisões se conformem com uma estratégia racional para o futuro da empresa.
E divide as fases do processo em quatro partes:
Fonte: Catelli (2001, p. 157)
Ilustração 4.2 - Fases do processo de gestão no modelo GECON.
Planejamento estratégico
1. 2. 3. 4. 5.
Oportunidades Ameaças Pontos fortes Pontos fracos Produtos dessa fase; diretrizes estratégicas, políticas e os macro- objetivos organizacionais.
Planejamento operacional
1. 2. 3.
Pré-planejamento: onde se estabelecem os planos, a partir de alternativas operacionais Planejamento operacional de longo prazo: detalhamento da alternativa escolhida, em termos de volumes, prazos, preços, recursos consumidos e produtos gerados, em termos de impactos patrimoniais, de resultados e financeiros. Programa (ajustes no plano): adequação do plano operacional às mudanças que podem ter ocorrido entre o momento do planejamento inicial e o da execução do plano, no período.
Execução 4. Fase em que o plano é implementado. Os recursos são consumidos e os produtos gerados.
Controle 5. Fase em que os desvios do plano são identificados e as ações corretivas são empreendidas.

46
De qualquer forma o planejamento pode ser entendido como a atitude de
antecipar o fato, antever a ação e as variáveis que dela fazem parte; tentar entendê-
las e promover uma composição de cenários no intuito de verificar qual deles é o
considerado mais atraente no momento da decisão. E como o planejamento é de
abordagem econômica geralmente é refletido através do orçamento.
4.1.3 - Orçamento
O orçamento é a principal base para os dados de avaliação de desempenho
e resultado e suas variações refletem a diferença entre os resultados planejados e
realizados.
O sistema de orçamentos pode ser descrito como o modelo de mensuração que avalia e demonstra, sob um formato contábil, as projeções de desempenhos econômicos e financeiros periódicos de uma empresa como um todo e das unidades que a compõem, que deveriam resultar da execução dos planos de ação por ela aprovados. (NAKAGAWA, 1993, p. 66)
Para Horngren, Foster e Datar (2004, p. 166) empresas bem administradas
geralmente passam pelas seguintes etapas orçamentárias:
- Planejamento do desempenho da empresa como um todo assim como o de
suas subunidades (como departamentos ou divisões). A administração em todos os
níveis deve concordar com o que é esperado.
- O fornecimento de uma estrutura de referência, um conjunto de
expectativas específicas contra o qual os resultados reais podem ser comparados.

47
- A análise de variações do planejado. Se necessário, medidas corretivas
seguem a análise.
- Novo planejamento, à luz do feedback e das condições alteradas.
Destaca também a importância do orçamento geral que expressa os planos
operacionais e financeiros da administração por um período e é o plano inicial sobre
o qual empresa pretende realizar; e ressalta também como vantagens que
orçamento:
- Impulsiona o planejamento e a implementação estratégica dos planos.
- Proporciona uma estrutura para a avaliação do desempenho.
- Motiva administradores e funcionários
- Promove a coordenação e a comunicação entre as subunidades dentro da
empresa.
A forma de apresentação do orçamento deve ser de forma expressiva e
amplamente divulgada. Como o orçamento pode ser entendido como o planejamento
econômico da empresa o mesmo reflete toda a ideologia empregada na missão e
suas subdivisões.
Os orçamentos também podem ser classificados em periódicos (fixos) ou contínuos. Um orçamento periódico é aquele preparado para um período específico de tempo, normalmente um ano fiscal. Já os orçamentos contínuos, embora preparados para um período específico de normalmente um ano, envolvem subperíodos de um mês ou um trimestre. E à medida que passa um período, os gestores apagam aquele período orçado e acrescentam outro período orçado em seu lugar. (VATAN, 2004, p. 3)
O orçamento corrigido e ajustado constantemente pode ser entendido como
uma ferramenta dinâmica e atualizada para a tomada de decisões operacionais e de
investimento, desde que apoiada nas reais necessidades das áreas, um problema

48
um pouco mais complexo de se resolver, o estabelecimento de valores de
necessidades de investimentos.
Tabela 4.1 - Análise das variações orçamentárias.
Fonte: Adaptado de Vatan (Anotações de aula – não disponível)
4.1.4 - Controle
Guerreiro (1989, p. 261) destaca como definições que dizem respeito à fase
de controle do sistema de gestão:
- Deve haver controle de atividades.
- O controle deve ser executado no nível das áreas operacionais, da
administração das áreas operacionais e da empresa como um todo.
- Devem ser atribuídas as áreas custos e receitas sobre os quais elas
tenham efetivo controle.
GECON – ANÁLISE DAS VARIAÇÕES ORÇAMENTÁRIAS - FORMA PROPOSTA Orçamento Flexível/Variável Padrão Real
Orçamento Original Orçamento Corrigido
Orçamento Ajustado
Realizado ao Padrão
A Valores Corrigidos
Efetivamente Realizado
Volumes Orçados Volumes
Orçados Volumes Orçados
Volumes Reais
Volumes Reais
Volumes Reais
Índices Padrões Índices Padrões
Índices Padrões
Índices Padrões
Índices Reais
Índices Reais
Valores Padrões Originais
Valores Padrões
Ajustados
Valores Padrões
Ajustados
Valores Padrões
Ajustados
Valores Padrões
Ajustados
Valores Reais
Obtidos 1 - Orçamento Original = Planos Originais Padrão = Orçamento ajustado a
volumes reais 2 – Orçamento Corrigido = Valores ajustados aos índices de preços
Real a Valores Corrigidos = Volumes e índices realizados com valores ajustados
3 – Orçamento Ajustado = Incorpora alterações de planos
Efetivamente Realizado = Quantifica os valores realizados

49
- Nas definições de funções devem ser considerados os aspectos de
responsabilidade e autoridade de forma a facilitar a atuação dos gestores e eliminar
"áreas cinzentas”.
- Deve haver uma preocupação com a identificação e avaliação das
impactações das variáveis ambientais (inflação, alterações/ajustes de planos,
volume, eficiência).
Ressalta também que o controle é indispensável para a realização das
metas e concretização da eficiência e que correspondem as ações gerenciais que
objetivam a correção de desempenhos, ou a revisão dos planos.
Catelli (2001, p. 294) afirma que “A fase de controle corresponde à
implementação de ações corretivas, quando os resultados realizados são diferentes
dos planejados, no sentido de assegurar que os objetivos planejados sejam
atingidos.”.
Berto e Nakao (1999, p. 3) defendem que o controle:
É um sistema de feedback que permite ao gestor verificar o quanto se realizou daquilo que fora planejado, adotar medidas corretivas para ajustar o que está sendo executado aos objetivos iniciais ou então rever estes objetivos, levando em consideração a análise de novas variáveis que tenham surgido e que levaram à inconsistência dos planos.
O controle está diretamente ligado ao planejamento após o estabelecimento
de metas a serem atingidas, e o feedback constante dá parâmetros para análises
dos planos e progressos desenvolvidos no período. Para isto os sistemas de
informações devem estar afinados para suprir as necessidades de informações de
forma rápida e eficiente. Como já se tem uma posição inicial e a realizada o sistema
deve permitir a simulação de novas situações para a revisão dos planos e facilitar a
negociação entre as áreas, fornecedores e clientes.

50
4.1.5 - Considerações sobre o GECON
Segundo Guerreiro (1989, p. 199) os critérios de avaliação de ativos
contemplados na teoria de contabilidade são segregados em valores de saída e
valores de entrada:
Valores de saída
- Valores descontados das entradas de caixa futuras
- Preços correntes de venda
- Equivalentes correntes de caixa
- Valores de liquidação
Valores de Entrada
- Custo histórico
- Custo corrente de reposição
- Custos históricos corrigidos pelas variações do poder aquisitivo médio geral
da moeda
- Custo corrente corrigido pelas variações do poder aquisitivo médio geral da
moeda
E dentre as terminologias utilizadas para exprimir a essência do significado
de ativo destaca:
- Benefícios futuros esperados

51
- Recursos econômicos possuídos
- Valor para a empresa
- Direito específico a benefícios futuros
- Potencialidade de serviços futuros
Colocando a questão de qual o significado e como se mensuram os
"benefícios futuros" e "serviços futuros" devem-se considerar as diversas naturezas
de ativos tais como caixa, valores a receber, estoque de produtos acabados,
estoques de produtos em processo, estoques de matérias-primas, máquinas,
equipamentos produtivos e investimentos.
Acrescentemos ao conceito de benefícios e serviços futuros todo o potencial
de mão de obra direta disponível, pois a mesma já faz parte dos planejamentos e
dos recursos necessários para a obtenção de receitas.
4.2 - Custos
Abordaremos neste tópico os conceitos de custos mais envolvidos com a
produção e a logística interna e acrescentamos alguns conceitos que julgamos
importantes para o trabalho como custos de ineficiências.

52
4.2.1 - Custos da produção
As empresas que operam com uma grande variedade de produtos
geralmente trabalham por encomenda formatando cada pedido de acordo com a
necessidade do cliente e tem cada processo produtivo espelhado no pedido
diferenciado; estas se utilizam do custeio por ordem de serviço:
Sistema de custeio por ordem de serviço. Neste sistema, o objeto de custo é uma unidade ou unidades múltiplas de um produto ou serviço distinto chamado serviço. O produto ou serviço é frequentemente uma unidade única, como uma máquina especial [...] O custeio por ordem de serviço também é usado para custear unidades múltiplas de um produto distinto [...] Pelo fato de os produtos e serviços serem distintos os sistemas de custeio por ordem de serviço acumulam separadamente os custos de cada produto ou serviço. (HORNGREN; FOSTER; DATAR, 2004, p. 90, grifo nosso).
Neste sistema os custos são acumulados em uma ordem e quando o mesmo
é completado esta ordem é reportada (finalizada) e os valores creditados ao produto
que constará no estoque de produtos acabados.
No caso de produtos homogêneos que passam por uma série de processos
temos operações mais padronizadas, permitindo o estudo mais abrangente do
processo devido a sua repetição. Nestes casos temos a abordagem do custeio por
processo.
Sistema de custeio por processo. Nesse sistema, o objeto de custo é a massa de unidade de um produto ou serviço idêntico ou similar. [...] Em cada período, os sistemas de custeio por processo dividem os custos totais de produção de um produto/serviço idêntico ou similar pelo total de unidades produzidas para obter o custo por unidade. O custo unitário é o custo médio que se aplica a cada uma das unidades idênticas ou similares produzidas. (HORNGREN; FOSTER; DATAR, 2004, p. 90, grifo nosso).

53
Dentre os sistemas de custeio da produção temos uma variação de métodos
utilizados para o apontamento dos custos indiretos cada qual se adaptando as
necessidades dos gestores, dos quais podemos citar:
Custeio real é um método de custeio que rastreia os custos diretos para um objeto de custo usando as taxas reais de custos diretos vezes a quantidade real de recursos diretos. Ele aloca os custos indiretos baseado nas suas taxas reais vezes a quantidade real de bases de alocação de custos. (HORNGREEN; FOSTER; DATAR, 2004 p. 91, grifo nosso).
Custeio normal é um método que rastreia os custos diretos a um objeto de custo, usando suas taxas reais multiplicado pela quantidade de seus insumos, e aloca os custos indiretos baseado nas taxas orçadas de custos indiretos vezes a quantidade real de bases de alocação de custos [...] A única diferença entre o custeio real e o normal é que o custeio real usa taxas reais de custos indiretos, enquanto o normal usa taxas orçadas de custos indiretos para custear os produtos. (HORNGREEN; FOSTER; DATAR, 2004 p. 98, grifo nosso).
O custeio marginal é um método de custeio do produto em que todos os custos variáveis são incluídos como custos do produto. Todos os custos fixos são excluídos dos custos do produto; em vez disso, os custos fixos são tratados como custos do período no qual são incorridos [...] (HORNGREEN; FOSTER; DATAR, p. 270, grifo nosso).
Temos também o custeio por absorção que é um método de custeio do
produto no qual todos os custos fixos de produção são incluídos como custos do
produto, ou seja, o produto "absorve" todos os custos de produção baseados em
critérios previamente estabelecidos e que tenham a maior relação de sua ocorrência
para com o produto final.

54
4.2.2 - Custos da qualidade
Horngreen, Foster e Datar (2004, p. 126) colocam que “os custos da
qualidade se referem aos custos incorridos para prevenir, ou que surgem como
resultado da fabricação de um produto de baixa qualidade”; classificando os custos
da qualidade em:
- Custos da prevenção - custos incorridos para prevenir a fabricação de
produtos que não estejam em conformidade com as especificações
- Custos de avaliação - custos incorridos para detectar qual das unidades
individuais de produtos não está em conformidade com a qualidade.
- Custos de falhas internas - custos incorridos em um produto defeituoso
antes de ser despachado para clientes.
- Custos de falhas externas - custos incorridos em um produto defeituoso
após ser despachado para o cliente.
Tabela 4.2 - Itens pertencentes aos relatórios de custos da qualidade
Custos de prevenção Custo de avaliação Custos de falh as internas Custos de falhas externas
Engenharia de projeto Inspeção Sucata Suporte ao cliente
Engenharia de processo Fabricação de produtos e inspeção on-line
Retrabalho Engenharia de produção/do processo em falhas externas
Avaliações de fornecedores Testes de produtos Refugo Custos de reparos sob garantia
Manutenção preventiva de equipamentos
- Manutenção de quebras Indenizações por responsabilidade
Treinamento na Qualidade - Engenharia da produção/do processo em falhas internas
-
Fonte: Horngren, Foster e Datar (2004, p. 126).

55
4.2.3 - Custos das ineficiências
Apesar do fato de Catelli (2001, p. 31) colocar que “as áreas são
debitadas/creditadas por eventos sobre os quais tenham responsabilidade, as
eficiências/ineficiências não são transferíveis para outras áreas e nem repassadas
aos produtos/serviços”, entendemos que as operações logísticas possuem
atividades que estão mescladas entre as operações produtivas e devido ao fato
acredita-se na eficiência dos apontamentos da produção para mensurar o custo da
ineficiência logística e sua utilização como parâmetro para o investimento na
estrutura, pois é comum encontrar vários custos logísticos classificados como
indiretos ou despesas comerciais, administrativas ou da produção, e só analisando o
impacto na produção poderíamos obter o valor da ineficiência logística para servir de
base para futuros investimentos na atividade. Consideramos como ineficiências da
logística toda parada da produção e retrabalhos que venham ocorrer por falta de
insumos ou ferramentas que foram corretamente planejadas e não disponibilizadas.
O custeio do retrabalho detém os gerentes nos recursos desperdiçados em atividades que não seriam empreendidas se o produto fosse feito corretamente. O custo do retrabalho os leva a procurar meios de reduzí-lo projetando, por exemplo, novos produtos ou processos, treinando funcionários ou investindo em novas maquinas. (HORNGREN; FOSTER; DATAR, 2004, p. 110).
Da mesma forma os custos com a ineficiência logística devem ser revistos e
analisados no intuito de investigar sua origem e para chegar a um resultado que
reduza o impacto destes sobre o produto final ou o prazo para sua disponibilização.
Geralmente a falta de planejamento ou descontrole na logística se evidencia
no momento em que a produção necessita do insumo e este não se encontra a
disposição, ou seja, não há o mesmo em estoque. Ballou (2001, p. 255) enfoca o
problema gerado pela política de estoque da empresa: “Três classes gerais de

56
custos são importantes para determinar a política de estoques: custos de obtenção,
custos de manutenção e custos de falta de estoque. Esses custos estão em conflito,
ou em compensação, uns com os outros.”
Essas políticas podem afetar a imagem da empresa no mercado e devem
ser cuidadosamente estudadas. Uma empresa que opte em mudar suas operações
para o sistema just-in-time por exemplo, deve fazer a transição de forma que esta
não venha afetar o ciclo do pedido e o prazo de entrega final ao cliente ou terá sua
imagem afetada e seu conceito de competência, junto ao cliente, comprometida.
Dos custos acima citados o mais comprometedor diz respeito às faltas de
estoques que poderia estar provocando o comprometimento dos negócios da
empresa. Podendo ser classificados em quatro tipos de custos; dois destes
enfocados por Ballou (2001, p. 257) como:
[...] o custo das vendas perdidas e custo de pedidos em aberto. Cada um pressupõe certas ações por parte do cliente, e, por causa de sua natureza intangível, são difíceis de serem medidos acuradamente. O custo das vendas perdidas ocorre quando o cliente, enfrentando uma situação de falta de estoque, escolhe retirar seu pedido. O custo é o lucro que seria obtido nesta venda particular e pode também incluir um custo adicional pelo efeito negativo que a falta de estoque pode ter em vendas futuras [...] O custo de pedidos em aberto ocorre quando um cliente esperará seu pedido ser preenchido, de modo que a venda não está perdida, apenas postergada. Os pedidos em aberto podem criar custos adicionais de serviços de escritório e de vendas para processar pedidos, e custos adicionais de transporte e de manuseio quando tais pedidos não são preenchidos através do canal normal de distribuição.
No caso do custo das vendas perdidas pode-se acrescentar o custo do
capital parado por produto em estoque caso o mesmo não seja utilizado no momento
planejado; o terceiro custo seria o custo de mão-de-obra ociosa onde a produção
estaria dependendo de certos insumos que não estariam disponíveis no momento
ideal para a sua utilização.
57
Temos o valor do custo da mão de obra entendido como o tempo do pessoal
envolvido na operação dependente do insumo faltante; e resgatamos em Campiglia
(1994, p. 83) a necessidade de melhor tratamento do assunto onde o mesmo cita: “a
apuração, o registro, a classificação e a destinação final da despesa de mão-de-
obra, em face de todas as implicações, requer da contabilidade de custos métodos e
instrumentos peculiares de controle que ensejem todas as evidências indispensáveis
às apropriações específicas”; Campiglia em 1994 já sugeria o apontamento da
produção como ferramenta para a controladoria financeira.
Somando-se a estes temos o valor do custo da hora máquina quando esta
se torna necessária para a conclusão da operação seguinte à parada; este custo
envolve todo o período que a máquina se torna ociosa ou o tempo de setup
desnecessário no caso de adotar outra operação a ser desenvolvida. Nas atividades,
os arranjos físicos devem estar na seqüência do roteiro de produção e entendendo
Slack (2002, p. 218) “Em algumas operações, há diferenças significativas no custo
de mover materiais ou clientes entre diferentes centros de trabalho.”.
As distâncias entre os postos de trabalho devem ser as menores possíveis
para que os tempos de movimentação entre elas sejam os menores possíveis e se
evite apontamentos de produto em trânsito hora máquina/homem ociosa. O
orçamento de hora máquina deverá levar em conta o período para manutenção
destas para seu perfeito funcionamento.
Em operações externas dá-se uma atenção maior ao custo do prazo de
disponibilização do serviço no local necessário.
Por último podemos citar os custos do replanejamento operacional, pois
haja vista que a falta ocasionou um atraso na produção e que os prazos devem ser

58
cumpridos o atraso do insumo ocasiona sempre uma tensão muito grande
principalmente entre as áreas da produção, prestação de serviços e comercial e
requerem uma atenção especial para que o atraso não gere uma protelação em toda
a carteira de clientes.
O departamento comercial para manter seus índices de performance
necessita dos produtos entregues nos prazos corretos dependendo desta entrega
para a manutenção da boa imagem e contatos para novas negociações com os
clientes; os departamentos de produção e serviço necessitam do tempo apropriado
para o processamento do produto com os níveis de qualidade satisfatórios e
geralmente não detém recursos (mão-de-obra e maquinário) disponíveis para focar o
pedido em atraso e recuperar o tempo ocioso.
Entendemos então como custo do replanejamento todo esforço do
departamento empregado na recuperação do prazo de entrega final obedecendo ao
prazo do ciclo do pedido; pode-se apontá-lo no período que é empregado em
pedidos que já foram planejados uma vez.
Temos mãos-de-obra envolvidas nos setores: de planejamento, produção e
expedição e, como estas estão sempre bem alocadas para que não haja perdas de
processos normais geralmente desencadeiam em horas extras que devem ter os
tratamentos específicos com adicionais e encargos relativos às áreas de trabalho.

59
5 - ESTUDO DE CASO
A empresa A, apesar de deter um bom know how no setor metalúrgico de
maquinários, freqüentemente vem lidando com atrasos de itens planejados e
desencontros de prazos de entrega.
Operações terceirizadas são desenvolvidas quando a limitação da produção
se torna fator de atraso de entrega dos pedidos, mas a estrutura de serviços
terceirizados ainda não se encontra bem estruturada, também ocasionando
freqüentes retrabalhos e desencontros de prazos planejados; além destes fatores,
tem-se o problema do know how detido pela empresa e que dificilmente é
encontrado no mesmo nível no mercado.
Os departamentos de produção e logística buscam a comunicação como
ponto principal para a resolução dos problemas, mas as soluções geralmente são
paliativas que evidenciam que o problema existe, mas não se consegue acabar com
o mesmo. Grande parte dos problemas se dá devido a problemas logísticos internos
e os gestores do departamento clamam por investimentos na área, estes muitas
vezes não são aprovados nos orçamentos anuais devido à limitação de recursos que
leva a empresa a buscar sempre o enxugamento das áreas.
Na produção geralmente os planejamentos de produção não conferem com
os realizados e cria-se uma tensão interna para que se explique como se deu o
descontrole da produção e o atraso das entregas; geralmente justificado como
atrasos de matéria-prima e outros problemas logísticos, fato confirmado pelos
relatórios de confrontação entre os prazos de entrega combinado com fornecedores
e realizados ou descarregados na recepção, porém os índices de atrasos dos

60
insumos não correspondem à grandeza dos atrasos de fabricação e como não foram
registrados maiores problemas na produção fica a dúvida de onde foram
despendidos os recursos da produção e que originaram o descontrole dos pedidos.
O ERP não contempla os dados necessários à investigação e no intuito de
apurar os fatos foi disponibilizado o orçamento do recurso mais importante da
produção, a mão de obra direta, com base no orçamento mensal de mão-de-obra da
empresa por departamento (tabela 5.1) será desencadeado os estudos e tentaremos
observar onde os recursos podem estar sendo gastos.
Deve-se levar em consideração de que o consumo de mão-de-obra é
sempre acompanhado do consumo de hora-máquina levando-se em consideração
uma jornada de trabalho normal sem horas extras, pois o planejamento é justamente
no intuito de se evitar ao máximo o aumento dos custos diretos e mesmo que as
horas que expiram o horário normal de trabalho podem estar aproveitando melhor o
recurso hora máquina, o custo benefício se torna inviável devido aos acréscimos dos
encargos.
O orçamento leva em consideração todos os benefícios disponibilizados pela
empresa mais os encargos necessários. Uma segunda abertura dos dados que
fazem parte do orçamento mensal de mão de obra foi levantada levando-se em
conta os critérios propostos por Vatan (tabela 5.1) na abordagem do GECON:

61
Tabela 5.1 – Orçamento mensal de MOD nível 2
Fonte: Empresa A
Tabela 5.2 – Quantificação das variações
Empresa A
Na quantificação da proposta do GECON chega-se a somatória dos motivos
das variações, notando-se que a maior realmente corresponde à eficiência, porém
os índices da engenharia e da qualidade mostram dados de eficiência baseados nos
resultados da produção em números totais, quando abertos ainda não equivalem à
grandeza do descontrole, faltando ainda muitas informações necessárias para a
conclusão da situação problema.
Fonte: Empresa A
Ilustração 5.1 – Gráfico das demonstrações das variações
Variações Valores ColunasPreços projetados (24.035,60) 1-2Ajuste dos planos (3.957,39) 2-3
Volume (15.921,93) 3-4Produtiveidade (eficiência) (96.547,23) 4-5
Preço (73.419,34) 5-6Variação total (213.881,49) 1-6
Variações do orçamento
Preços projetados
Ajuste dos planos
Volume
Produtiveidade (eficiência)
Preço
Mão de obra direta funcionário nível 2
Orçamento Original
Orçamento Corrigido
Orçamento Ajustado
Realizado ao Padrão
A Valores Corrigidos
Efetivamente Realizado
Coluna 1 2 3 4 5 6Qtde MOD 17.920 17.920 18.192 19.278 19.278 19.278 x Indice Padrão 1,00 1,00 1,00 1,00 1,34 1,34 x Preço 13,32 14,66 14,66 14,66 14,66 17,52(=) Total 238.694,40 262.730,00 266.687,39 282.609,32 379.156,55 452.575,89

62
As respostas das ineficiências refletem na produção que percebe o
subaproveitamento de seus recursos, mas não consegue tomar atitudes para manter
os prazos e metas estipuladas.
Os funcionários apontam que os maiores problemas são devidos a atrasos
de entregas e que estes são os responsáveis pelas paradas, mas este problema já
foi analisado, e sozinho, não deveria resultar em toda falha no prazo de faturamento
dos produtos em face ao planejamento de entregas.
Devido ao fato tomamos os apontamentos na produção no intuito de
averiguar, com base nos recursos de mão-de-obra direta e hora-máquina, onde há a
possibilidade de evasão de recursos que promove o descontrole do processo e se
há a possibilidade de custear a resolução do problema.
No questionário desenvolvido, foram coletados dados referentes ao trabalho
operacional como: data, operador, posto da atividade, atividade, nº da ordem de
produção, código da peça a ser fabricada, quantidade da ordem, código da operação
a ser desenvolvida, hora de início da atividade e hora da conclusão da atividade.
Como não existem acionadores de paradas os operadores foram instruídos
a preencherem os dados de forma sistêmica durante cada atividade e por se tratar
de apontamentos manuais, a disposição dos marcadores seguiram as
recomendações de tempos e métodos para que afetassem o mínimo do tempo de
produção.
O parâmetro utilizado para análise das atividades será o orçamento de horas
em face ao realizado, pois segundo Welsch (1996, p. 162) “Supondo-se que as taxas
de remuneração já tenham sido estabelecidas, o controle de mão-de-obra direta será

63
mais facilmente realizado através do número de horas de trabalho do que de custo
[...]” e adotamos o conceito de horas trabalhadas para as análises dos indicadores,
porém o reporte das informações é convergido em valores para a análise
econômica. Como resultados das coletas obtiveram os seguintes dados
significativos:
Tabela 5.3 – Participação das atividades restritivas
Fonte: Empresa A
O período de trabalho que foge ao controle efetivo do planejamento merece
demasiada atenção haja vista que neste período as peças estão sendo trabalhadas
sem nenhum controle sistêmico e requerendo um cuidado especial do planejamento
no intuito de manter os prazos de produção mesmo com a introdução de novos
produtos.
No estudo de caso em questão este tempo corresponde às mudanças de
clientes solicitadas após o planejamento e início da produção de seus produtos,
clientes de peso na carteira requerem um cuidado especial no atendimento e mesmo
que estas alterações venham gerar alguns transtornos como a atenção redobrada
dos envolvidos no planejamento devido à produção de peças sem ordens, não terão
afetado o relacionamento comercial entre as partes.
Atividades PercentuaisProduzindo sem ordem 4,70%Alteração com ordem 1,20%Alteração sem ordem 2,78%
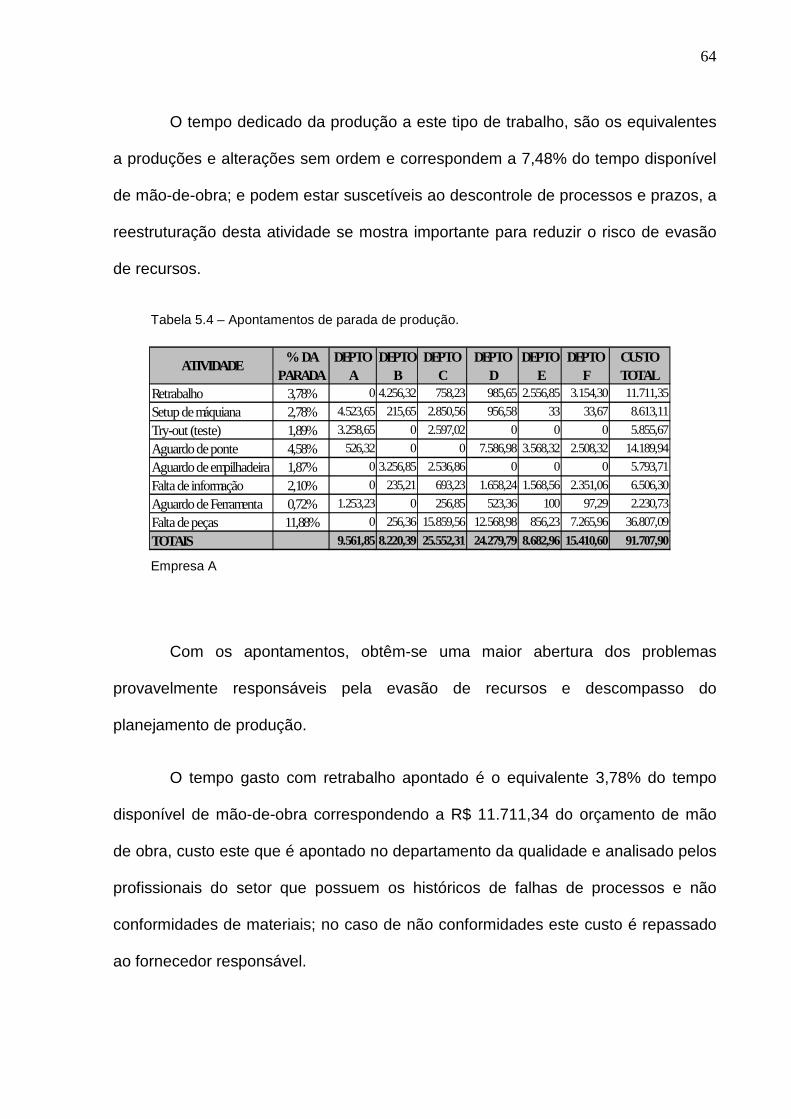
64
O tempo dedicado da produção a este tipo de trabalho, são os equivalentes
a produções e alterações sem ordem e correspondem a 7,48% do tempo disponível
de mão-de-obra; e podem estar suscetíveis ao descontrole de processos e prazos, a
reestruturação desta atividade se mostra importante para reduzir o risco de evasão
de recursos.
Tabela 5.4 – Apontamentos de parada de produção.
Empresa A
Com os apontamentos, obtêm-se uma maior abertura dos problemas
provavelmente responsáveis pela evasão de recursos e descompasso do
planejamento de produção.
O tempo gasto com retrabalho apontado é o equivalente 3,78% do tempo
disponível de mão-de-obra correspondendo a R$ 11.711,34 do orçamento de mão
de obra, custo este que é apontado no departamento da qualidade e analisado pelos
profissionais do setor que possuem os históricos de falhas de processos e não
conformidades de materiais; no caso de não conformidades este custo é repassado
ao fornecedor responsável.
ATIVIDADE% DA
PARADADEPTO
ADEPTO
BDEPTO
CDEPTO
DDEPTO
EDEPTO
FCUSTO TOTAL
Retrabalho 3,78% 0 4.256,32 758,23 985,65 2.556,85 3.154,30 11.711,35
Setup de máquiana 2,78%4.523,65 215,65 2.850,56 956,58 33 33,67 8.613,11
Try-out (teste) 1,89% 3.258,65 0 2.597,02 0 0 0 5.855,67
Aguardo de ponte 4,58% 526,32 0 0 7.586,98 3.568,32 2.508,32 14.189,94
Aguardo de empilhadeira 1,87% 0 3.256,85 2.536,86 0 0 0 5.793,71
Falta de informação 2,10% 0 235,21 693,23 1.658,24 1.568,56 2.351,06 6.506,30
Aguardo de Ferramenta 0,72%1.253,23 0 256,85 523,36 100 97,29 2.230,73
Falta de peças 11,88% 0 256,36 15.859,56 12.568,98 856,23 7.265,96 36.807,09
TOTAIS 9.561,85 8.220,39 25.552,31 24.279,79 8.682,96 15.410,6091.707,90

65
As falhas de processo evidenciadas no apontamento requerem uma atenção
do departamento responsável. São apontamentos equivalentes a setup de máquinas
e testes, correspondem a 4,67% do tempo disponível de mão de obra e o
equivalente a R$ 14.468,78, dados que deverão ser encaminhados ao departamento
de processo e engenharia para que analisem a viabilidade de alterações no
processo produtivo.
O período de parada aguardando ponte rolante se fez equivalente a 4,58%
do tempo disponível e R$ 14.189,94; valor este que será analisado numa
reestruturação do barracão no intuito de colocar mais quatro pontes rolantes para
atender as células produtivas; porém os estudos dos custos do investimento não
foram desenvolvidos ainda devido ao fato da necessidade de interdição do barracão
da fábrica, inviabilizando o investimento durante o próximo ano, período que se
encontra sobrecarregado de pedidos com datas de entrega já confirmadas.
O período de aguardo de empilhadeira não se mostrou tão representativo,
mas foi o problema mais prático de ser resolvido. Correspondeu a 1,87% do período
disponível e o equivalente a R$ 5.793,71. E foram desenvolvidas as seguintes
análises no intuito de solucionar o problema:
Ross (2002, p. 73) descreve que a relação do valor do dinheiro no tempo é
“importante em áreas tais como orçamento de capital, decisões de arrendamento
versus compra, análise de contas a receber, esquemas de financiamento, fusões e
financiamento de pensões [...]” e desenvolve o conceito de Valor Presente Líquido
(VPL), que pode ser entendido como o valor presente de fluxos futuros de caixa
menos o valor presente do custo do investimento.

66
Obedecendo aos conceitos de VPL fizemos uma análise das principais
possibilidades de resolução da ocorrência de paradas por falta de empilhadeiras
levando em conta as seguintes opções para o atendimento da demanda:
Fonte: Empresa A
Ilustração 5.2 - Comparativo de custos de aquisição de empilhadeiras
Um profissional da área foi contatado no intuito de acompanhar o
desenvolvimento do estudo que comparou as opções levando-se em consideração o
maquinário necessário para reduzir os apontamentos ao menor número possível de
paradas, considerando que apenas os departamentos de um dos galpões produtivos
apontaram falta de empilhadeira chegou-se a conclusão de que mais uma
empilhadeira pode estar resolvendo o problema da demanda da mesma, e
desenvolvendo os estudos de viabilidade com base nos conceitos difundidos por
Ross chegou-se ao resultado de que para a aquisição da máquina necessária ao
menor custo para a empresa, seria necessário um desembolso inicial de R$
16.240,00 mais 36 prestações equivalentes a R$ 3.099,38, menor que os
apontamentos de R$ 5.793,71 mensais.
Levando-se em consideração o valor dos apontamentos de paradas por falta
de empilhadeira a aquisição por intermédio do leasing se mostra uma opção muito
C u s to s a V a lo r P re s e n te
R $6 6 .6 2 3 ,7 1
R $6 9 .5 5 1 ,5 2
R $6 3 .9 4 1 ,2 9
R $6 1 .1 6 0 ,3 2
R $ 5 6 .0 0 0 ,0 0
R $ 5 8 .0 0 0 ,0 0
R $ 6 0 .0 0 0 ,0 0
R $ 6 2 .0 0 0 ,0 0
R $ 6 4 .0 0 0 ,0 0
R $ 6 6 .0 0 0 ,0 0
R $ 6 8 .0 0 0 ,0 0
R $ 7 0 .0 0 0 ,0 0
R $ 7 2 .0 0 0 ,0 0
L o ca ç ã o C o m p r a àVist a
L e asin g F in a m e
M o d a lid ad e
R$

67
favorável para sanar o problema das paradas, pois o valor dos apontamentos se
mostrou constante durante certo período.
O próximo tópico de resultados dos apontamentos a ser abordado, são as
faltas de projetos e informações de engenharia. Correspondem a 2,10% do total das
perdas, o equivalente a R$ 6.506,30, valor suficiente para reestruturar as
disposições de mapas de processos e projetos estruturais dos equipamentos por
toda a planta fabril.
Fonte: Empresa A
Ilustração 5.3 – Mapeamento da falta de materiais por origem
As marcações de paradas por aguardo de ferramentas equivaleram a 0,72%
do tempo total disponível e R$ 2.230,73 mensais. O valor não se mostra tão
expressivo, mas com um bom planejamento prévio é possível sanar a falta de
ferramentas em um prazo aproximado de seis meses atacando primeiro as de maior
ocorrência e seguindo a seqüência até se consentir que haja ferramental suficiente
ou sanar a ocorrência de apontamentos, o ideal proposto por Sharma.
Médias mensal de falta de peças
60 58,8 61,
2
78
43,5
5557
,3
81
58,72
67,28
56,4
3538
32
42
29
12
38 39
34 3532
12
4,8 5,2
15
3,5
28
3,3
22
3,5
10
3,41
7
2
97
1215 14
,22
13,28
14
5
15 1719
2
84 5 7
978
0
10
20
30
40
50
60
70
80
90
AGOSET
OUTNOV
DEZJA
NFEV
MAR
ABRM
AIJU
N
GERALCOMPRADOSTERCEIRIZADOSPRÉ MONTADOSUSINADOS

68
Os apontamentos mais expressivos são de falta de peças equivalendo a
11,88% do orçamento de tempo total e R$ 36.807,09 em valores monetários. Neste
quesito a situação se mostra um tanto complexa, necessitando novamente da
abertura de maior informação.
Como as faltas apontadas são mais expressivas nos departamentos que
fazem o pré-acabamento da primeira etapa e a montagem final do acabamento
chega-se à conclusão de que as peças podem ser itens comerciais, fato confirmado
ao reportar as peças constantes nas faltas armazenadas no histórico do banco de
dados.
Analisando as classificações de itens comerciais faltantes, que estão
afetando a produção foi notado que o grupo de materiais que mais participam dos
problemas é o grupo de matéria prima, composto por chapas de aço e tubos
galvanizados; a falta constante do material é um problema nacional haja vista que o
aumento das exportações para países asiáticos, como a China, trouxe um
considerável aumento de preços do aço no mercado nacional e uma verdadeira
disputa pelo material, constatado pela falta do mesmo nas maiores usinas
fornecedoras.
A segunda e terceira família de itens faltantes são as famílias de materiais
auxiliares e de fixação, com médias de 28,05% e 24,17% respectivamente e
correspondem a produtos de baixo valor agregado como colas adesivas e fluxo de
solda no primeiro caso e porcas, parafusos e arruelas no segundo; todos os itens de
simples aquisição e armazenamento nas acomodações locais do parque fabril da
empresa A, porém o mercado na região de Ribeirão Preto não possui fornecedores
competitivos nos itens constantes dos apontamentos, tendendo a solução para o
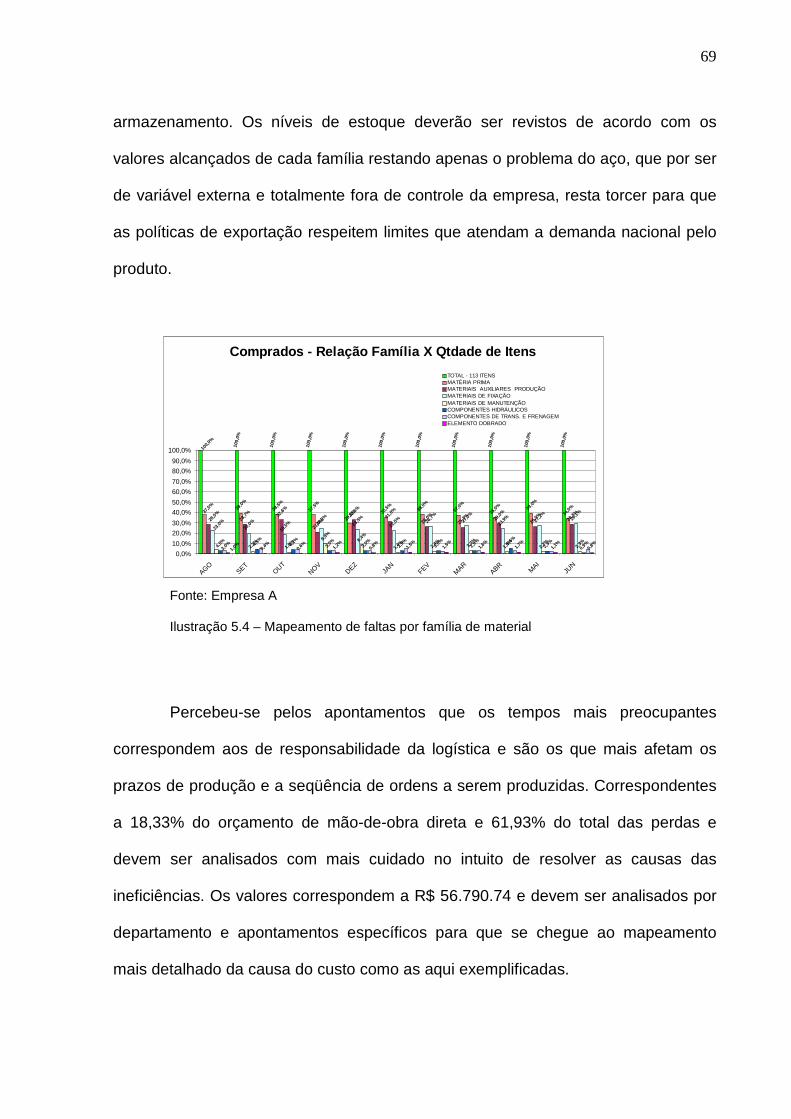
69
armazenamento. Os níveis de estoque deverão ser revistos de acordo com os
valores alcançados de cada família restando apenas o problema do aço, que por ser
de variável externa e totalmente fora de controle da empresa, resta torcer para que
as políticas de exportação respeitem limites que atendam a demanda nacional pelo
produto.
Fonte: Empresa A
Ilustração 5.4 – Mapeamento de faltas por família de material
Percebeu-se pelos apontamentos que os tempos mais preocupantes
correspondem aos de responsabilidade da logística e são os que mais afetam os
prazos de produção e a seqüência de ordens a serem produzidas. Correspondentes
a 18,33% do orçamento de mão-de-obra direta e 61,93% do total das perdas e
devem ser analisados com mais cuidado no intuito de resolver as causas das
ineficiências. Os valores correspondem a R$ 56.790.74 e devem ser analisados por
departamento e apontamentos específicos para que se chegue ao mapeamento
mais detalhado da causa do custo como as aqui exemplificadas.
Comprados - Relação Família X Qtdade de Itens
100,
0%
100,
0%
100,
0%
100,
0%
100,
0%
100,
0%
100,
0%
100,
0%
100,
0%
100,
0%
39,0%
38,5%
37,5%
29,0%
35,5% 38
,0%
37,0%
35,0
% 39,0%
34,0
%
28,7% 32
,6%
21,0%
32,5%
31,0%
26,0%
25,3% 29
,0%
26,0% 28
,5%
20,0
%
18,5% 24
,5%
23,5%
22,5
% 26,7%
27,0
%
23,9% 27
,2% 29,1%
2,2%
1,8%
9,8%
8,4%
1,4%
2,4%
3,3%
1,9%
2,2%
2,3%4,5
%4,
2%3,
0%3,
0%2,
9%3,
0%2,
9% 5,5%
2,3%
0,9%
0,4%
0,6%
1,2%
0,8%
1,5%
1,5%
1,6%
1,7%
1,1%
0,8%
100,0
%
37,5%
28,0
%
23,0
%
4,5%
3,0%
1,0%
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
70,0%
80,0%
90,0%
100,0%
AGOSET
OUTNOV
DEZJA
NFEV
MAR
ABRM
AIJU
N
TOTAL - 113 ITENSMATÉRIA PRIMAMATERIAIS AUXILIARES PRODUÇÃOMATERIAIS DE FIXAÇÃOMATERIAIS DE MANUTENÇÃOCOMPONENTES HIDRÁULICOSCOMPONENTES DE TRANS. E FRENAGEMELEMENTO DOBRADO

70
Os valores envolvidos com atrasos de fornecedores, por exemplo, podem
estar mascarados por baixos preços de aquisição ou modais de transportes
ineficientes, os mesmos devem ser analisados em conjunto com o pessoal de
compras para que se chegue à conclusão sobre o real custo benefício de uma
aquisição a menor valor.
Os valores equivalentes ao aguardo de empilhadeiras e de ponte rolante
podem estar financiando futuras aquisições de equipamentos e/ou reformas das
estruturas já existentes, sempre tomando os valores constantes como bases para
análises mais criteriosas, no intuito de verificar quais investimentos necessários
resolverão tais problemas e uma nova proposta de modelagem do sistema logístico.
71
6 - CONCLUSÕES
Com base nos dados obtidos é possível verificar que, considerando a
contabilidade como principal fonte de informações para os gestores e os sistemas de
informação de apoio à produção e logística disponíveis no mercado percebe-se, na
revisão bibliográfica, que existe uma inadequação de sistemas de informações para
análises de investimentos nas áreas da produção e da logística, pois os mesmos
não permitem, em sua estrutura original, nenhuma análise de eficiência,
respondendo a segunda questão do problema.
Porém uma hipótese importante foi confirmada no estudo de caso e
responde a primeira pergunta: é a possibilidade de a controladoria identificar as
necessidades de investimentos na reestruturação da logística; porém, devido à
inadequação dos sistemas de informações, este objetivo é alcançado através dos
apontamentos de ineficiências na produção.
No desenvolvimento do projeto de estudo de caso, notou-se que são várias
as opções de apontamentos: apontamentos individuais, por cronoanalistas
(profissionais, geralmente pertencentes ao departamento de métodos e processos,
que têm como função cronometrar os tempos padrões das atividades e promover
revisões constantes), por coletores de radiofreqüência, entre outras ferramentas.
Basta à empresa entender qual a melhor opção de acordo com suas necessidades.
Essa afirmação é comprovada ao verificarmos o caso da empilhadeira, em
que após o desembolso inicial de R$ 16.240,00 mais 36 prestações equivalentes a
R$ 3.099,38 é menor que os apontamentos de R$ 5.793,71 mensais; pois os
desembolsos da aquisição finalizarão após 36 meses, e a manutenção da mesma

72
deverá ser de baixo custo nos primeiros cinco anos, pois é baseado no valor de uma
máquina sem uso.
Outro fator importante é a grande importância da ferramenta dos orçamentos
propostos no modelo GECON para acompanhamento mensal do orçado, orçado ao
padrão, orçado ao realizado; onde a controladoria indica onde estão as variações
orçamentárias. No caso em questão (a da produtividade e eficiência) foi equivalente
a R$ 96.547,23, a maior variação do orçamento em função da capacidade
disponível.
A partir do momento em que as comparações se tornam freqüentes
aumenta-se a eficiência da mensuração da ineficiência e do parâmetro para os
investimentos nas atividades restritivas, e o feedback constante consegue otimizar
estes dados que apóiam os gestores nas análises de melhorias das operações
desenvolvidas.
Esta revisão constante do orçamento de mão-de-obra e o valor de ajuste
das mudanças tecnológicas darão os índices de resultados alcançados, e mesmo
que tais apontamentos gerem custos e certo impacto na cultura organizacional da
empresa, estes podem se mostrar de grande utilização para se chegar ao valor de
investimento nas reestruturações das operações.
No desenvolvimento do estudo de caso em questão, quando as atitudes
foram tomadas no intuito de se resolver os problemas, os funcionários envolvidos
adotaram uma postura mais participativa e envolvida com as questões do programa,
pois perceberam que os números realmente trouxeram resultados e melhoraram a
eficiência produtiva, otimizando a qualidade dos apontamentos.

73
Ressaltando-se que o apontamento do estudo foi desenvolvido
manualmente pelos funcionários; estes apontaram paradas apenas quando
perceberam que poderiam estar desenvolvendo outras atividades, ou seja, no
desenvolvimento do projeto e na implantação não foi criado nenhum sistema de
trabalho exploratório que sobrecarregasse o funcionário ou posto de trabalho, mas
sim apontou-se o momento de subaproveitamento de mão-de-obra do mesmo com
base na percepção da capacidade produtiva pessoal de cada operador.
Em último plano, o apontamento dos custos das ineficiências nos setores de
responsabilidade gera certo desconforto e impulsiona os gestores das áreas a
melhorarem os seus resultados, pois os custos se tornam evidentes e atitudes se
tornam necessárias para que estes custos não mais ocorram. Quando a estrutura
própria não permite, estes têm em seu favor o custo da ineficiência e podem usar
este parâmetro para o financiamento da estruturação do departamento para que não
mais ocorram.
Porém a intervenção do controller para que a informação seja utilizada de
forma construtiva se faz necessária, e este deve tomar sempre uma postura ética em
relação à disponibilização das informações e os resultados que estes dados estarão
gerando.
Os objetivos do presente trabalho foram atingidos no momento em que as
respostas do problema levam a conclusão de que a controladoria consegue obter os
parâmetros para os investimentos, mas uma questão que prevalece é: Por que os
profissionais da produção, logística e os desenvolvedores de sistemas ainda não
investiram no desenvolvimento de softwares para análises similares?
74
Uma vez que a evolução de sistemas de apoio à produção e logística tem
crescido a uma velocidade fantástica nos últimos anos, será que não houve nenhum
outro questionamento sobre as ineficiências por parte dos gestores?
A limitação do presente trabalho se encontra na análise de apenas uma
empresa como estudo de caso e pelo curto espaço de tempo de 24 meses,
devendo-se testar com maior profundidade a hipótese de que o custo da ineficiência
serve como parâmetro para investimentos nas reestruturações das operações.
A implantação do projeto e o acompanhamento dos resultados em outras
empresas, se possível de diferentes setores, se faz necessário para testar a
viabilidade das análises em questão.

75
BIBLIOGRAFIA
BALLOU, Ronald H. Gerenciamento da cadeia de suprimentos:
planejamento, organização e logística empresarial . Trad. Elias Pereira 4ª Edição,
Porto Alegre: Bookman, 2001.
BERTO, Marco A. & NAKAO, Sílvio H. - Aspectos do modelo de
simulação de resultados na abordagem do GECON – VI Congresso Brasileiro de
Custos, 1999. Artigo disponibilizado no site <www.gecon.com.br/down_artigos.asp> .
Ultimo acesso em: 25 set. 2005.
BOWERSOX, D. J. CLOSS, D.J. - Logistical Management: the integrated
supply chain process , 1ª st ed. McGraw-Hill, 1996.
CAMPIGLIA, Américo Oswaldo. Controles de gestão: controladoria
financeira das empresas. 1ª edição, São Paulo, Atlas, 1994.
CATELLI, Armando - Controladoria: uma abordagem da gestão
econômica - GECON . 2ª edição, São Paulo, Atlas, 2001.
CATELLI, Armando; SANTOS, Edilene Santana; PARISI, Cláudio – Gestão
econômica da atividade financeira na empresa – VI CONGRESSO BRASILEIRO
DE CUSTOS, 1999. Artigo disponibilizado no site
<www.gecon.com.br/down_artigos.asp> . Último acesso em: 25 set. 2005.
CHIAVENATO, Idalberto. Introdução à Teoria Geral da Administração .
São Paulo: Makron, 1993, 919 p.
CORRÊA, Henrique L. & GIANESI Irineu G. N. - Just in time, MRP II e OPT:
um enfoque estratégico. 2ª ed. São Paulo, Atlas, 1993.
76
FIGUEIREDO, Renata A. - Seleção de Prestadores de Serviços
Logísticos: adequando o processo seletivo a cada ne cessidade - Revista
Tecnologística, Publicare, Ano X - Nº 110, p. 60-64 - Janeiro de 2005.
FLEURY, Fernando; WANKE, Peter; FIGUEIREDO, Kleber Fossati -
Logística empresarial: a perspectiva brasileira, 1ª ed, São Paulo, Atlas, 2000.
HORNGREN, Charles T.; FOSTER, George; DATAR, Sri Kant M. -
Contabilidade de Custos. 11º ed. Pearson - Prentice Hall, 2 volumes, 2004 .
LABORATÓRIO DE APRENDIZAGEM EM LOGÍSTICA E TRANSPORTES
– UNICAMP . Material produzido por Prof. Dr. Orlando Fontes Lima Jr. Disponível
em <http://www.fec.unicamp.br/~lalt/logcri.pdf> Último acesso em: 25 out. 2005.
MARTINS, Eliseu – Contabilidade de Custos . São Paulo, Atlas, 2003.
PORTER, Michael. - Vantagem competitiva: criando e sustentando um
desempenho superior . Rio de Janeiro, Campus, 1989.
SLACK, Nigel – Administração da produção . São Paulo, Atlas, 2002.
SHARMA, Anand & MOODY, Patrícia E. - A máquina perfeita: como
vencer na nova economia produzindo com menos recurs os. Trad. Maria Lucia
G. Leite Rosa; revisão técnica -Carlos Louzada - São Paulo, Prentice Hall, 2003.
VATAN, Roberto dos Santos - Análise das variações orçamentárias
segundo o enfoque da Gestão Econômica – IN: XI CONGRESSO BRASILEIRO
DE CUSTOS, Bahia, 2004.
VATAN, Roberto dos Santos – Gestão Econômica – (GECON): Novos
desafios da controladoria na gestão empresarial – IN: V Congresso Internacional
de Custos, Acapulco – México, 1997.

77
WELSCH, Glenn Albert - Orçamento empresarial - 4ª edição, São Paulo:
Atlas, 1996
YIN, Robert K. Estudo de Caso - Planejamento e Métodos . 2 ed. São
Paulo, Bookman, 2001

78
ANEXOS

79
COD. FICHA auto numeração
OPERADOR
DATA POSTO ATIVIDADE ORDEM PEÇA-COD QTDE OPERAÇÃO HS INÍCIO HS FIM ATIVIDADES 0 - PRODUZINDO NORMALMENTE 1 - PRODUZINDO C/ RESTRIÇÕES 2 - PRODUZINDO S/ ORDEM 3 - ALTERAÇÃO C/ ORDEM 4 - ALTERAÇÃO S/ ORDEM 5 - RETRABALHO 6 - SETUP DE MÁQUINA (PREPARAÇÃO) 7 - TRY-OUT (TESTE) 8 - PROTÓTIPO 9 - ATIVIDADE NÃO PRODUTIVA 10 - PARADO - MANUT. MÁQUINA 11 - PARADO - MANUT. FERRAMENTA 12 - PARADO - AGUARDANDO PONTE 13 - PARADO - AGUARDANDO EMPILHADEIRA 14 - PARADO - AGUARDANDO SERVIÇO 15 - PARADO - AGUARDANDO INFORMAÇÃO 16 - PARADO - AGUARDANDO FERRAMENTA 17 - PARADO - REUNIÕES 18 - PARADO - TREINAMENTO 19 - PARADO - FORÇA MAIOR 20 - PARADO - FALTA DE PEÇAS Obs.
Anexo I – Empresa A: Ficha de coleta de informações

80
Anexo II – Empresa A: Mapeamento do IQF (Índice de Qualidade de Fornecedor)
AVALIAÇÃO DA QUALIDADE DOS FORNECEDORESCÓDIGO NÃO CONFORMIDADES PERDA DE
PONTUAÇÃODQF Divergência na quantidade física recebida 0,2DIS Divergência na quantidade de itens solicitados 0,1 Período: jun/04DMS Divergência no material soliciatdo 0,5ENF Erro na NF ou NF incompleta 0,5MFE Materia l fora de especificação 1,0ADE Atraso na data de entrega 0,5EDI Embalagem danificada ou inadequada 0,1NFS NF substituida 0,5MDE Materia l Devolvido 1,0DCC Divergencia nas condições comerciais 0,3
RAZÃO_SOCI Soma entregas DQF DIS DMS ENF MFE ADE EDI NFS MDE DCC PONTOS IQFA. Boleli Neto Ribeirão Preto 1 0 0 0 0 0 0 0 0 0 0 0 100,0
Açofera Comércio de Ferro e A 1 0 0 0 0 0 0 0 0 0 0 0 100,0Açotubo Ind. e Com. Ltda. 2 0 0 0 0 0 0 0 0 0 1 0,3 92,5
Ademir Mationi - ME 1 0 0 0 0 0 0 0 0 0 0 0 100,0Adilson Barroso Oliveira 2 0 0 0 0 0 0 0 0 0 0 0 100,0
Agel Anéis Gaxetas Equipament 2 0 0 0 0 0 0 0 0 0 0 0 100,0Agri-Tillage do Brasil Indúst 1 0 0 0 0 0 0 0 0 0 1 0,3 85,0
Agro New Máquinas Agrícolas L 1 0 0 0 0 0 0 0 0 0 0 0 100,0ARC - Comércio ded Auto Peças 1 0 0 0 0 0 0 0 0 0 0 0 100,0Armazém Geral Frios e Bebidas 1 0 0 0 0 0 0 0 0 0 0 0 100,0
Artex Tintas Ltda. 6 0 0 0 0 0 0 0 0 0 1 0,3 97,5Auto Peças Maurilio Ltda. 1 0 0 0 0 0 0 0 0 0 0 0 100,0
Carlos Romeu Morando - ME 1 0 0 0 0 0 0 0 0 0 0 0 100,0Cece - Cabinas Peças e Acessó 1 0 0 0 0 0 0 0 0 0 1 0,3 85,0
Fermag Ferritas Lagnéticas Lt 1 0 0 0 0 0 0 0 0 0 0 0 100,0FLC Informática Ltda. - ME 1 0 0 0 0 0 0 0 0 0 0 0 100,0
Fundação de Estudos Agrários 1 0 0 0 0 0 0 0 0 0 0 0 100,0Gates do Brasil Ind. E Com. L 2 0 1 0 0 0 0 0 0 0 0 0,1 97,5Gercino Grieco Artes Gráfica 1 0 0 0 0 0 0 0 0 0 0 0 100,0
Gerdau Açominas S.A. 3 0 0 0 0 0 0 0 0 0 0 0 100,0Homy Ind. E Com. De Produtos 1 0 0 0 0 0 0 0 0 0 0 0 100,0
Hydraulic |Designers Ltda 1 0 0 0 0 0 0 0 0 0 1 0,3 85,0Idenplacas Artefatos de Acríl 1 0 0 0 0 0 0 0 0 0 0 0 100,0Indústria de Artefatos de Bor 4 0 0 0 0 0 0 0 0 0 0 0 100,0
Indústria e Comércio de Metai 2 0 0 0 0 0 0 0 0 0 0 0 100,0Indústria Reunidas Colombo Lt 1 0 0 0 0 0 0 0 0 0 1 0,3 85,0

81
Anexo III - Empresa A: Modelo de relação de máquinas utilizadas para definição de postos de trabalho.
Cod Bem Descricao Aquisicao Valor Original Imobilizado Depreciado % Deprec20.056/100 CANETA P/OXICORTE W.MART C-561 31/12/03 100 100 54,41 54,41%
FURADEIRA COLUNA YADOYA S-40 12/74 (3212) FORNECEDOR: A20.099/100 PARAFUSADEIRA PNEUMA TICA ING. RAND 31/12/03 120 120 65,29 54,41%
TORNO MECANICO BARR. 2200 MM I-30 ROMI (3184) FORNECEDOR: B1.415/100 PISTOLA PARA P INTURA DEVILBISN JGA-955 31/12/03 140 140 76,16 54,40%
BOMBA PARA OLEO SOLUVEL FORNECEDOR: C803/100 PISTOLA PARA P INTURA DEVILBISN (S UCATA) 31/12/03 280 280 152,28 54,39%
FRESADORA UNIVERSAL WMW FU-400-V (3310) FORNECEDOR: E1.361/100 PISTOLA PARA P INTURA DEVILBISN JGA-503 31/12/03 280 280 152,28 54,39%
BOMBA PARA OLEO SOLUVEL FORNECEDOR: F1.387/100 BROCHADEIRA HIDRAULICA 31/12/03 3.000,00 3.000,00 1.631,54 54,38%
DIV ISOR COSPAR FORNECEDOR: G1.416/100 ESMERILHADEIRA BOSCH 7" 31/12/03 90 90 48,94 54,38%
DIV ISOR COSPAR FORNECEDOR: H1.565/100 BOMBA LUBRIFICADORA MANUAL 31/12/03 24 24 8,72 36,33%
DIV ISOR FORNECEDOR: F20.693/100 REBARBADORA PNEUMA TICA 31/12/03 150 150 54,41 36,27%
BANDE IRA 180' CAP. 250 KG 6.00 M FORNECEDOR: F1.311/100 CANETA PARA OXICORTE 31/12/03 150 150 54,41 36,27%
TALHA ELETRICA BAMBOZZI CAP. 250 KG FORNECEDOR: F20.673/100 ESMERILHADEIRA PNEUMA TICA 7" 31/12/03 180 180 65,29 36,27%
FRESADORA UNIVERSAL LAGUN FU-S-LA (3330) FORNECEDOR: I1.201/100 RETIFICADOR W.M.MIG V I-425 (5211P) 31/12/03 700 700 253,82 36,26%
FRESADORA UNIVERSAL ROMI U-30 (3320B) FORNECEDOR: J1.206/100 ALIME NTADOR ARAME ASTE N 31/12/03 300 300 108,76 36,25%
MORSA GIRATORIA GRANDE FORNECEDOR: K20.436/100 ALIME NTADOR ARAME W.M. TR-102 31/12/03 300 300 108,76 36,25%
MORSA GIRATORIA GRANDE FORNECEDOR: L20.446/100 ALIM. CABE COTE W.M. TR102 31/12/03 300 300 108,76 36,25%
MORSA AJA N-5 FORNECEDOR: M20.576/100 ALIM. ARAME W.M. SWM-30 31/12/03 300 300 108,76 36,25%
MORSA PARA FRESADORA GRANDE FORNECEDOR: N

82
...continuação.
Anexo IV – Planilha de cálculo comparativo de viabilidade de opções – modelo VPL
a g o / 0 5 s e t / 0 5 o u t / 0 5 n o v / 0 5 d e z / 0 5 j a n / 0 6 fe v / 0 6 m a r / 0 6 a b r / 0 6 m a i / 0 6 ju n / 0 6 ju l / 0 6 a g o / 0 6 s e t / 0 6 o u t / 0 6
3 . 1 9 0 , 0 0 3 . 1 9 0 , 0 0 3 . 1 9 0 , 0 0 3 . 1 9 0 , 0 0 3 . 1 9 0 , 0 0 3 . 1 9 0 , 0 0 3 . 1 9 0 , 0 0 3 . 1 9 0 , 0 0 3 . 5 0 9 , 0 0 3 . 5 0 9 , 0 0 3 . 5 0 9 , 0 0 3 . 5 0 9 , 0 0 3 . 5 0 9 , 0 0 3 . 5 0 9 , 0 0 3 . 5 0 9 , 0 0
3 7 , 3 7 3 7 , 3 7 3 7 , 3 7 3 7 , 3 7 3 7 , 3 7 3 7 , 3 7 3 7 , 3 7 3 7 , 3 7 4 1 , 1 1 4 1 , 1 1 4 1 , 1 1 4 1 , 1 1 4 1 , 1 1 4 1 , 1 1 4 1 , 1 1
1 . 0 8 4 , 6 0 1 . 0 8 4 , 6 0 1 . 0 8 4 , 6 0 1 . 0 8 4 , 6 0 1 . 0 8 4 , 6 0 1 . 0 8 4 , 6 0 1 . 0 8 4 , 6 0 1 . 0 8 4 , 6 0 1 . 1 9 3 , 0 6 1 . 1 9 3 , 0 6 1 . 1 9 3 , 0 6 1 . 1 9 3 , 0 6 1 . 1 9 3 , 0 6 1 . 1 9 3 , 0 6 1 . 1 9 3 , 0 6
( 2 . 1 4 2 , 7 7 ) ( 2 . 1 4 2 , 7 7 ) ( 2 . 1 4 2 , 7 7 ) ( 2 . 1 4 2 , 7 7 ) ( 2 . 1 4 2 , 7 7 ) ( 2 . 1 4 2 , 7 7 ) ( 2 . 1 4 2 , 7 7 ) ( 2 . 1 4 2 , 7 7 ) ( 2 . 3 5 7 , 0 5 ) ( 2 . 3 5 7 , 0 5 ) ( 2 . 3 5 7 , 0 5 ) ( 2 . 3 5 7 , 0 5 ) ( 2 . 3 5 7 , 0 5 ) ( 2 . 3 5 7 , 0 5 ) ( 2 . 3 5 7 , 0 5 )
a g o / 0 5 s e t / 0 5 o u t / 0 5 n o v / 0 5 d e z / 0 5 j a n / 0 6 fe v / 0 6 m a r / 0 6 a b r / 0 6 m a i / 0 6 ju n / 0 6 ju l / 0 6 a g o / 0 6 s e t / 0 6 o u t / 0 6
9 5 6 , 6 7 9 5 6 , 7 2 9 5 6 , 7 6 9 5 6 , 8 1 9 5 6 , 8 5 9 5 6 , 8 9 9 5 6 , 9 4 9 5 6 , 9 8 9 5 7 , 0 3 9 5 7 , 0 8 9 5 7 , 1 2 9 5 7 , 1 7 9 5 7 , 2 2 9 5 7 , 2 6 9 5 7 , 3 1
4 6 2 , 9 4 4 6 6 , 6 3 4 7 0 , 3 5 4 7 4 , 1 0 4 7 7 , 8 8 4 8 1 , 6 9 4 8 5 , 5 3 4 8 9 , 4 1 4 9 3 , 3 1 4 9 7 , 2 4 5 0 1 , 2 1 5 0 5 , 2 0 5 0 9 , 2 3 5 1 3 , 2 9 5 1 7 , 3 9
1 . 4 1 9 , 6 1 1 . 4 2 3 , 3 5 1 . 4 2 7 , 1 1 1 . 4 3 0 , 9 1 1 . 4 3 4 , 7 3 1 . 4 3 8 , 5 9 1 . 4 4 2 , 4 7 1 . 4 4 6 , 3 9 1 . 4 5 0 , 3 4 1 . 4 5 4 , 3 2 1 . 4 5 8 , 3 3 1 . 4 6 2 , 3 7 1 . 4 6 6 , 4 5 1 . 4 7 0 , 5 6 1 . 4 7 4 , 7 0
1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3
4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3
( 1 . 4 1 9 , 6 1 ) ( 1 . 4 2 3 , 3 5 ) ( 1 . 4 2 7 , 1 1 ) ( 1 . 4 3 0 , 9 1 ) ( 1 . 4 3 4 , 7 3 ) ( 1 . 4 3 8 , 5 9 ) ( 1 . 4 4 2 , 4 7 ) ( 1 . 4 4 6 , 3 9 ) ( 1 . 4 5 0 , 3 4 ) ( 1 . 4 5 4 , 3 2 ) ( 1 . 4 5 8 , 3 3 ) ( 1 . 4 6 2 , 3 7 ) ( 1 . 4 6 6 , 4 5 ) ( 1 . 4 7 0 , 5 6 ) ( 1 . 4 7 4 , 7 0 )
a g o / 0 5 s e t / 0 5 o u t / 0 5 n o v / 0 5 d e z / 0 5 j a n / 0 6 fe v / 0 6 m a r / 0 6 a b r / 0 6 m a i / 0 6 ju n / 0 6 ju l / 0 6 a g o / 0 6 s e t / 0 6 o u t / 0 6
3 . 0 9 9 , 3 8 3 . 0 9 9 , 3 8 3 . 0 9 9 , 3 8 3 . 0 9 9 , 3 8 3 . 0 9 9 , 3 8 3 . 0 9 9 , 3 8 3 . 0 9 9 , 3 8 3 . 0 9 9 , 3 8 3 . 0 9 9 , 3 8 3 . 0 9 9 , 3 8 3 . 0 9 9 , 3 8 3 . 0 9 9 , 3 8 3 . 0 9 9 , 3 8 3 . 0 9 9 , 3 8 3 . 0 9 9 , 3 8
2 3 1 , 9 8 2 3 2 , 0 3 2 3 2 , 0 7 2 3 2 , 1 1 2 3 2 , 1 6 2 3 2 , 2 0 2 3 2 , 2 5 2 3 2 , 2 9 2 3 2 , 3 4 2 3 2 , 3 8 2 3 2 , 4 3 2 3 2 , 4 8 2 3 2 , 5 2 2 3 2 , 5 7 2 3 2 , 6 2
4 6 2 , 9 4 4 6 6 , 6 3 4 7 0 , 3 5 4 7 4 , 1 0 4 7 7 , 8 8 4 8 1 , 6 9 4 8 5 , 5 3 4 8 9 , 4 1 4 9 3 , 3 1 4 9 7 , 2 4 5 0 1 , 2 1 5 0 5 , 2 0 5 0 9 , 2 3 5 1 3 , 2 9 5 1 7 , 3 9
3 . 7 9 4 , 3 0 3 . 7 9 8 , 0 4 3 . 8 0 1 , 8 0 3 . 8 0 5 , 6 0 3 . 8 0 9 , 4 2 3 . 8 1 3 , 2 8 3 . 8 1 7 , 1 6 3 . 8 2 1 , 0 8 3 . 8 2 5 , 0 3 3 . 8 2 9 , 0 1 3 . 8 3 3 , 0 2 3 . 8 3 7 , 0 6 3 . 8 4 1 , 1 4 3 . 8 4 5 , 2 4 3 . 8 4 9 , 3 9
1 . 0 5 3 , 7 9 1 . 0 5 3 , 7 9 1 . 0 5 3 , 7 9 1 . 0 5 3 , 7 9 1 . 0 5 3 , 7 9 1 . 0 5 3 , 7 9 1 . 0 5 3 , 7 9 1 . 0 5 3 , 7 9 1 . 0 5 3 , 7 9 1 . 0 5 3 , 7 9 1 . 0 5 3 , 7 9 1 . 0 5 3 , 7 9 1 . 0 5 3 , 7 9 1 . 0 5 3 , 7 9 1 . 0 5 3 , 7 9
a g o / 0 5 s e t / 0 5 o u t / 0 5 n o v / 0 5 d e z / 0 5 j a n / 0 6 fe v / 0 6 m a r / 0 6 a b r / 0 6 m a i / 0 6 ju n / 0 6 ju l / 0 6 a g o / 0 6 s e t / 0 6 o u t / 0 6
2 2 7 , 3 7 2 2 6 , 9 1 2 2 6 , 8 3 2 2 6 , 5 6 2 2 6 , 1 2 2 2 6 , 0 1 2 2 5 , 6 0 2 2 5 , 4 7 2 2 5 , 2 0 2 2 4 , 5 9 2 2 4 , 6 6 2 2 4 , 2 9 2 2 4 , 1 2 2 2 3 , 7 8 2 2 3 , 5 8
2 . 7 0 6 , 0 6 2 . 6 6 2 , 3 5 2 . 6 5 1 , 9 9 2 . 6 2 4 , 9 5 2 . 5 8 3 , 8 8 2 . 5 7 0 , 8 8 2 . 5 3 1 , 5 6 2 . 5 1 6 , 8 0 2 . 4 8 9 , 7 7 2 . 4 3 3 , 7 9 2 . 4 3 5 , 7 0 2 . 4 0 0 , 7 6 2 . 3 8 1 , 6 2 2 . 3 4 8 , 4 5 2 . 3 2 7 , 5 5
4 6 2 , 9 4 4 6 6 , 6 3 4 7 0 , 3 5 4 7 4 , 1 0 4 7 7 , 8 8 4 8 1 , 6 9 4 8 5 , 5 3 4 8 9 , 4 1 4 9 3 , 3 1 4 9 7 , 2 4 5 0 1 , 2 1 5 0 5 , 2 0 5 0 9 , 2 3 5 1 3 , 2 9 5 1 7 , 3 9
3 . 3 9 6 , 3 7 3 . 3 5 5 , 8 9 3 . 3 4 9 , 1 7 3 . 3 2 5 , 6 1 3 . 2 8 7 , 8 8 3 . 2 7 8 , 5 8 3 . 2 4 2 , 6 9 3 . 2 3 1 , 6 7 3 . 2 0 8 , 2 7 3 . 1 5 5 , 6 2 3 . 1 6 1 , 5 6 3 . 1 3 0 , 2 6 3 . 1 1 4 , 9 7 3 . 0 8 5 , 5 2 3 . 0 6 8 , 5 1
1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3 1 . 3 5 3 , 3 3
4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3 4 6 0 , 1 3

83
Anexo V - Planilha de coleta de falta de materiais
Código Descrição 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 2 3 24 25 26 27 28 29 30 315045.026.0 Aço SAE 8620 5" X X X X X X X X X5112.003.5 Aço Chato 2 1/2 X 1/4 X X X X X X X X X5034.021 Tubo Conduite 3" X X X X X X X X X
5030.012.9 Cantoneira ASTM 1" X 3/16" X X X X5029.038.7 Tubo Mecânico 90 X 63 X X X X X X X5030.037.4 Cantoneira 3/8" X 3" X X X X X X X5009.026.4 Aço Tref. 1045 5" X X X X X X X X X5012.018.0 Aço Mec. 1020 2" 3/4" X X X X X X X5012.050.3 Aço Mec. 1020 9" X X X X X X X5017.008.0 Aço Quad. Mec. 1010/20 1" X X X X X X X X X5005.002.5 Aço Tref. 1010/20 1/4" X X X X X X X X X5005.019.0 Aço Tref. 1010/20 3" X X X X5009.016.7 Aço Tref. 1045 2 1/4" X X X X X X5034.016.3 Tubo Conduite 58 x 54 X X X X X X5014.041.5 Aço Quad. 1" x 1/2" X X X X
Emitente Wagner
1º Previsão Entrega
Item Dias do Mês / Ano - Março 2005
Setor Corte
Folha 01 / 01Planilha de Falta de Materiais
D - Item Não Conforme/DefeituosoX - Item Faltante P - Chegada Parcial do Item
Recommended

















