UNIVERSIDADE FEDERAL DO RIO GRANDO DO NORTE
CENTRO DE TECNOLOGIA
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA DE PRODUÇÃO
HUGO FERREIRA DOS SANTOS
PROPOSIÇÃO DE UM FRAMEWORK PARA APLICAÇÃO DE LEAN SEIS SIGMA NA
JUSTIÇA FEDERAL DO BRASIL
NATAL-RN
2019
HUGO FERREIRA DOS SANTOS

PROPOSIÇÃO DE UM FRAMEWORK PARA APLICAÇÃO DE LEAN SEIS SIGMA NA
JUSTIÇA FEDERAL DO BRASIL
Dissertação apresentada ao Programa de Pós-
Graduação em Engenharia de Produção da
Universidade Federal do Rio Grande do Norte, como
requisito para obtenção do título de Mestre em
Engenharia de Produção.
Linha de Pesquisa: Estratégia e Qualidade.
Orientadora: Profa. Dra. Fernanda Cristina Barbosa
Pereira Queiroz.
NATAL-RN
2019

FICHA CATALOGRÁFICA
Universidade Federal do Rio Grande do Norte - UFRN
Sistema de Bibliotecas - SISBI
Catalogação de Publicação na Fonte. UFRN - Biblioteca Central Zila Mamede
Santos, Hugo Ferreira dos.
Proposição de um framework para aplicação de Lean Seis Sigma na
Justiça Federal do Brasil / Hugo Ferreira dos Santos. - 2019.
112f.: il.
Dissertação (Mestrado)-Universidade Federal do Rio Grande do
Norte, Centro de Tecnologia, Programa de Pós-Graduação em
Engenharia de Produção, Natal, 2019.
Orientadora: Dra. Fernanda Cristina Barbosa Pereira Queiroz.
1. Lean Seis Sigma - Dissertação. 2. Serviço Público -
Dissertação. 3. Judiciário Federal - Dissertação. I. Queiroz,
Fernanda Cristina Barbosa Pereira. II. Título.
RN/UF/BCZM CDU 658.5
Elaborado por Raimundo Muniz de Oliveira - CRB-15/429
DEDICATÓRIA
Aos meus familiares mais próximos.
Que estiveram comigo o tempo todo,
incentivaram-me a todo momento e me deram
suporte físico e emocional para concluir mais
este trabalho.
AGRADECIMENTOS
A Deus pelo dom da vida e da inteligência.
À minha família por ser meu alicerce, fonte de confiança, estímulo, amor e carinho para
enfrentar e superar todos os meus desafios. Blademir, Luciane e Gabriela, amo vocês!
À minha noiva, Lorena, que também acompanhou de perto essa minha jornada e foi de
grande importância emocional.
Ao meu cunhado pela torcida desde as primeiras seleções.
Ao meu nobre amigo Danilo, por compartilhar, em paralelo, as experiências, as alegrias
e os desânimos do mestrado.
Aos meus companheiros de trabalho Leonardo, Jairo, Reciere, Wendell e Magnus, que
me ajudaram de todas as formas possíveis para que eu pudesse concluir mais essa etapa
acadêmica.
Ao Diretor do Foro da Justiça Federal no Rio Grande do Norte (JFRN) e Professor de
Direito da Universidade Federal do Rio Grande do Norte, Dr. Marco Bruno, pela oportunidade
em aplicar a dissertação na renomada, respeitosa e ilustre JFRN.
À minha orientadora, Professora Dra. Fernanda Cristina Barbosa Pereira Queiroz, pela
competência, orientação e paciência com que me conduziu na elaboração desta pesquisa e aos
demais Professores do Programa de Pós-Graduação, pela competência, paciência e trabalhos
realizados.

RESUMO
Esta dissertação possui como tema a aplicação conjunta do Pensamento Lean e do Seis Sigma:
o Lean Seis Sigma. Muitos serviços têm valores altos, porque são lentos, consomem muitos
recursos e, muitas vezes, necessitam de retrabalho para serem realizados com a qualidade
desejada. A pesquisa objetiva a proposição de um framework para aplicação de Lean Seis Sigma
em serviços terceirizados com mão de obra residente no Judiciário Federal Brasileiro. Para isso,
buscou-se identificar as ferramentas mais adequadas a cada etapa do ciclo DMAIC, aplicadas
ao tipo de serviço em questão. Esta pesquisa-ação é de cunho exploratório e caracterizada por
uma abordagem quanti e qualitativa, a partir de uma aplicação exploratória no Núcleo de
Administração da Justiça Federal no Rio Grande do Norte. Para tal finalidade, contou-se com
roteiro topificado, entrevistas informais, ferramentas Lean Seis Sigma e, a fim de conseguir o
propósito um Framework para aplicação de Lean Seis Sigma em serviços terceirizados com mão
de obra residente para a Justiça Federal do Brasil, apoiadores qualificados no sistema belt foram
incorporados. Como resultado, esta dissertação trouxe uma redução de 19.200 L de água por
ano, 12,02 minutos na média da operação do principal processo do contrato de limpeza (32,71%),
2,29 minutos (34,80%) na variabilidade do principal processo de limpeza, além de eliminar o
uso de 2.112.000 de folhas de papel-toalha (R$ 17.280,00/ano), e de indicar um potencial de
economia financeira de R$ 26,5 milhões de reais com a aplicação do Lean Six Sigma no
Judiciário Federal Brasileiro, bem como os benefícios da metodologia para o Núcleo de
Administração da Justiça Federal no Rio Grande do Norte.
Palavras-chave: Lean Seis Sigma. Serviço Público. Judiciário Federal.

ABSTRACT
This dissertation is about the joint application of Lean Thinking and Six Sigma: Lean Six
Sigma. Many services have high prices because they are slow, requests several resources, and
often require rework to be delivered as the desired quality. The research aims to propose a
framework for Lean Six Sigma application in outsourced services with labor residing inside
Brazilian Federal Judiciary. To do this, we sought to identify the most appropriate tools for each
stage of DMAIC cycle, applied to the service in focus type. This action research is exploratory
and characterized by a quantitative and qualitative approach, based on an exploratory
application in Federal Justice in Rio Grande do Norte Management Nucleus. For this purpose,
we counted on topped-up roadmap, informal interviews, lean six sigma tools and in order to
achieve the main objective of propose a Lean Six Sigma framework in outsourced services with
resident labor in brazilian Federal Court, belt system qualified supporters were incorporated. As
results, this dissertation brought 19.200 L water reduction, 12,02 minutes (32,71%) reduce in
temporal average and 2,29 minutes (34,80%) variability main cleaning process reduction,
besides eliminating 2.112.000 paper towels (R$ 17.280,00/year) using and indicating R$ 26,5
millions as a potential financial saving with Lean Six Sigma application inside Brazilian Federal
Judiciary, as well as methodology benefits for Federal Justice in Rio Grande do Norte
Management Nucleus.
Keywords: Lean Six Sigma, Public Service, Federal Judiciary

LISTA DE FIGURAS
Figura 1 - Evolução Lean Seis Sigma ...................................................................................... 19
Figura 2 - Rede de interrelação entre os autores da base amostral ........................................... 28
Figura 3 - Distribuição de probabilidade normal como modelo para uma característica de
qualidade com limites de especificação em três desvios padrão (três sigmas - 3σ) para cada lado
.................................................................................................................................................. 34
Figura 4 - Distribuição Normal com perturbações que poderiam fazer com que ele mude até 1,5
desvio padrão fora do desejado ................................................................................................ 34
Figura 5 - Pensamento Lean + Seis Sigma = Custo mais baixo ............................................... 38
Figura 6- Ferramentas e Técnicas lean seis sigma ................................................................... 40
Figura 7 - Natureza, objetivos e procedimentos da pesquisa científica .................................... 44
Figura 8 - Metodologia da dissertação ..................................................................................... 48
Figura 9- Organograma genérico de uma Seção Judiciária ...................................................... 55
Figura 10- Competência territorial da JFRN ............................................................................ 59
Figura 11 - Casa da Qualidade ................................................................................................. 63
Figura 12 - Contrato do Projeto ................................................................................................ 64
Figura 13 - Formulário SIPOC ................................................................................................. 65
Figura 14 - Formulário de Observação de Serviço ................................................................... 69
Figura 15 – Diagrama de Ishikawa ........................................................................................... 78
Figura 16 - Planos Fatoriais ...................................................................................................... 83
Figura 17 - Procedimento Operacional Padrão......................................................................... 94
LISTA DE TABELAS
Quadro 1 – As vinte cinco pesquisas mais relevantes da base amostral .................................. 25
Quadro 2 – Ferramentas que podem ser utilizadas em cada etapa do ciclo DMAIC. .............. 36
Quadro 3 – Conceitos mais relevantes e seus autores. ............................................................. 39
Quadro 4 – Método de pesquisa dos trabalhos compreendidos neste estudo ........................... 45
Tabela 5 – Tabela de ideias ...................................................................................................... 79
Tabela 6 – Materiais didáticos .................................................................................................. 80
Tabela 7 – Fatores e níveis do planejamento fatorial completo ............................................... 82
Tabela 8 - Planejamento Fatorial Completo ............................................................................. 84
Tabela 9 - Dados da Variável Resposta (Tempo) ..................................................................... 86
Tabela 10 – Novo Processo Detalhado ..................................................................................... 96
Tabela 11 – Controle Visual de Processo - Checklist .............................................................. 97
Tabela 12 – Plano de Comunicação Operacional ..................................................................... 98
Tabela 13 – Plano de Treinamento Anual .............................................................................. 100
LISTA DE GRÁFICOS
Gráfico 1 - Receitas em relação às despesas ............................................................................ 57
Gráfico 2 - Análise de Normalidade ......................................................................................... 72
Gráfico 3 - Gráfico de Controle com outlier ............................................................................ 73
Gráfico 4 - Gráfico de Controle sem outlier ............................................................................. 74
Gráfico 5 - Gráfico de Pareto ................................................................................................... 76
Gráfico 6 - Gráfico de Pareto Detalhado .................................................................................. 76
Gráfico 7 – Gráficos de Resíduo (quatro-em-um) .................................................................... 87
Gráfico 8 - Gráfico de Resíduos por Local............................................................................... 88
Gráfico 9 - Gráfico de Pareto dos Efeitos Padronizados .......................................................... 89
Gráfico 10 – Gráfico Normal dos Efeitos Padronizados .......................................................... 90
Gráfico 11 - Gráfico Half Normal dos Efeitos ......................................................................... 90
Gráfico 12 - Gráfico de Interação dos Fatores com o Tempo .................................................. 92
Gráfico 13 - Gráfico de Controle Comparativo ........................................................................ 93
Gráfico 14 - Gráfico Boxplot Comparativo .............................................................................. 93
LISTA DE SIGLAS
5W2H What, Why, Where, When, Who, How, How Much
ASG Auxiliar de Serviços Gerais
CEO Chief Executive Officer
CEP Controle Estatístico do Processo
COPIS Customer, Output, Process, Input, Supplier
DFSS Design For Six Sigma
DMADV Define, Measure, Analyse, Design, Verify
DMAIC Define, Measure, Analyse, Improve, Control
DOLADMAICS Deficiency Overcoming Lean Anchorage Define Measure Analyse
Improve Control Stabilise
DPMO Defects per Million Opportunities
FCS Fatores Críticos de Sucesso
FMEA Failure Mode and Effect Analysis
FTA Failure Tree Analysis
GE General Electric
ISO14001 International Organization for Standardization 14001
JFRN Justiça Federal no Rio Grande do Norte
JIT Just in Time
LSS Lean Seis Sigma
LT Lean Thinking
MIT Massachusetts Institute of Technology
OCAP Out-of-Control Action Plan
PDCA Plan, Do, Check, Act
PDPC Process decision program chart
PERT/CPM Program Evaluation and Review Technique / Critical Path Method
POP Procedimento Operacional Padrão
QFD Quality Function Deployment
ROIC Return Over Invested Capital
SIPOC Suppliers, Inputs, Process, Outputs, Customer
SS Six Sigma
TPM Total Productive Maintenance
TQM Total Quality Management
TRF5 Tribunal Regional Federal da 5ª Região
USA United States of America
WOS Web of Science
SUMÁRIO
1 INTRODUÇÃO ................................................................................................................ 16
1.1 Problema de pesquisa ................................................................................................. 20
1.2 Objetivos .................................................................................................................... 21
1.2.1 Objetivo geral ..................................................................................................... 21
1.2.2 Objetivos específicos .......................................................................................... 21
1.3 Justificativa ................................................................................................................ 22
1.4 A estrutura da dissertação .......................................................................................... 23
2 REVISÃO BIBLIOGRÁFICA E REFERENCIAL TEÓRICO ....................................... 24
2.1 Pesquisa bibliométrica na base Web Of Science (WOS) ....................................... 24
2.2 As pesquisas mais relevantes apontadas pelo servidor HAMMER ....................... 24
2.2.1 Conectividade dos autores .............................................................................. 27
2.2.2 Principais autores ............................................................................................ 29
2.2.3 Histórico de publicações ................................................................................. 29
2.2.4 As principais nacionalidades........................................................................... 29
2.2.5 As principais fontes de publicações ................................................................ 30
2.3 O pensamento lean ..................................................................................................... 31
2.4 Seis sigma .................................................................................................................. 32
2.4.1 O ciclo DMAIC .................................................................................................. 34
2.4.2 O sistema belt ..................................................................................................... 36
2.5 Lean seis sigma .......................................................................................................... 37
2.5.1 Fatores críticos de sucesso (FCS) ....................................................................... 40
2.6 Principais conceitos para a pesquisa .......................................................................... 41
3 METODOLOGIA DA PESQUISA .................................................................................. 43
3.1 Caracterização da pesquisa ........................................................................................ 43
3.2 Delineamento da pesquisa.......................................................................................... 45
3.3 A elaboração do framework ....................................................................................... 48
3.4 Serviço escolhido para o experimento ....................................................................... 50
4 A PESQUISA- AÇÃO ..................................................................................................... 52
4.1 O Poder Judiciário Brasileiro ..................................................................................... 52
4.2 A Justiça Federal ........................................................................................................ 55
4.3 A Justiça Federal no Rio Grande do Norte ................................................................ 58
4.3.1 Gasto com mão de obra terceirizada no Núcleo de Administração .................... 59
4.4 O framework elaborado a partir do Método DMAIC ................................................ 60
4.4.1 Definir ................................................................................................................. 60
4.4.1.1 QFD (Quality Function Deployment – Desdobramento da Função Qualidade)
61
4.4.1.2 Contrato do Projeto ou Project Charter ........................................................... 63
4.4.1.3 Mapa SIPOC ou COPIS .................................................................................. 65
4.4.2 Medir .................................................................................................................. 66
4.4.2.1 Definições Operacionais; ................................................................................ 67
4.4.2.2 Formulário de Observação de Processo; ......................................................... 67
4.4.2.3 Teste de Normalidade e Gráfico de Controle: ................................................ 72
4.4.3 Analisar ............................................................................................................... 75
4.4.3.1 Gráfico de Pareto (80/20); .............................................................................. 75
4.4.3.2 Diagrama de Ishikawa (Espinha de Peixe); .................................................... 77
4.4.4 Implementar ........................................................................................................ 78
4.4.4.1 Brainstorm; ..................................................................................................... 79
4.4.4.2 Benchmarking; ................................................................................................ 80
4.4.4.3 Redução de Setup e Melhoria de Fluxo de Processo (DFSS); ........................ 81
4.4.4.4 Experimento em pequena escala; .................................................................... 81
4.4.5 Controlar ............................................................................................................. 94
4.4.5.1 Procedimento Operacional Padrão – POP e Processo Atualizado; ................. 94
4.4.5.2 Controle Visual de Processo – Checklist; ....................................................... 97
4.4.5.3 Plano de Comunicação Operacional; .............................................................. 98
4.4.5.4 Plano de Treinamento Anual; ....................................................................... 100
5 Conclusões ...................................................................................................................... 102
5.1 Resultados ................................................................................................................ 102
5.2 Limitações e restrições ............................................................................................. 104
5.3 Pesquisas Futuras ..................................................................................................... 105
5.4 Considerações Finais ............................................................................................... 105
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................................... 107
16
1 INTRODUÇÃO
O serviço público é a atividade administrativa ou de prestação direta ou indireta de bens
ou serviços à população, exercida por órgão ou entidade da administração pública. As
instituições que compõem o Serviço Público Brasileiro são divididas de forma genérica entre
área fim e área meio. Área fim é a infraestrutura utilizada para que realmente a instituição
realize as funções em que foram designadas no momento de sua criação. Entretanto, para
suportar a área fim é necessária uma estrutura que a sustente, para que ela se mantenha firme e
focada em seus objetivos. A área meio geralmente é constituída da parte administrativa da
instituição (recursos humanos, setor de manutenção, tecnologia da informação, entre outras).
Atualmente, com a consolidação das terceirizações nas organizações, a área meio
necessita contratar bastante serviços, inclusive com mão de obra terceirizada em regime de
dedicação exclusiva por exigir que os empregados da contratada estejam à disposição, nas
instalações físicas da organização contratante, para a prestação dos serviços, não compartilhe
os recursos humanos e materiais com outros clientes e possibilite fiscalização da distribuição,
do controle e da supervisão dos trabalhadores pela contratante. A este tipo de mão de obra
terceirizada se dá o nome de mão de obra terceirizada residente.
A mão de obra terceirizada residente, geralmente, é contratada para manter serviços
essenciais à instituição, tais como: segurança, limpeza, manutenção predial, jardinagem,
recepcionistas, manutenção de computadores e de rede, etc. Esses contratos, em sua maioria,
possuem natureza contínua e alto custo, consumindo boa parte do orçamento anual de uma
instituição, e se, porventura, deixarem de ser oferecidas, trazem prejuízos para a organização
ou para administração pública.
O próprio Instituto Brasileiro de Geografia e Estatística (IBGE), que possui como
função ser o principal provedor de dados e informações do Brasil, para atender às necessidades
da sociedade, dos órgãos federais, estaduais e municipais, admite dificuldades em prestar dados
precisos sobre terceirização, uma vez que há vários níveis de terceirização e subcontratações.
Em um esforço de preencher esta lacuna, o próprio IBGE procurou fontes seguras de dados
como a Guia de Recolhimento do FGTS (GFIP) e Informações à Previdência Social (MPS);
entretanto, esses meios são utilizados apenas operacionalmente pelo Ministério da Previdência
(IBGE, 2018)
Mesmo assim, notícias e dados do portal Painel de Preços, fornecidos pelo Ministério
do Planejamento Orçamento e Gestão (MPOG), revelam que, somente em serviços, o mercado
17
de contratações públicas gastou mais de 38,8 bilhões de reais em 2017 e mais aproximadamente
15 bilhões de reais entre janeiro e julho de 2018 (DINO, 2018; PLANEJAMENTO, 2018).
Segundo dados do Conselho Nacional de Justiça (CNJ), o Poder Judiciário gastou 84,8
bilhões de reais em 2017, no qual 3,28 bilhões foram com terceirizados. Desses 84,8 bilhões de
reais, 10,52 bilhões foram usados para custear a Justiça Federal e ela utilizou 462,3 milhões de
reais em terceirizados.
A Justiça Federal no Rio Grande do Norte, a mais eficiente ao lado da Justiça Federal
em Alagoas (JFAL) e da Justiça Federal em Sergipe (JFSE), com 100% no Índice de
Produtividade Comparada da Justiça – 2017 (IPC-Jus/2017), segundo dados do CNJ, somente
em seu Núcleo de Administração, despendeu, em 2017, aproximadamente R$ 1,05 milhões para
o serviço de apoio administrativo; pouco mais de R$ 772 mil em limpeza e em conservação;
quase R$ 345 mil em manutenção predial; pouco mais de R$ 2,05 milhões em segurança e cerca
de R$ 60 mil nos demais serviços. Todos esses serviços foram pagos com orçamento de custeio
e equivalem a aproximadamente 40% do que a instituição recebeu do Tribunal Regional Federal
da 5ª Região para o exercício mencionado.
Para a empresa prestadora desse tipo de serviço, o preço final do serviço é composto
pela quantidade de postos de trabalho necessários para cada contratante. Cada posto de trabalho
tem seu custo formado por itens de caráter obrigatório estabelecidos em convenções coletivas
e leis trabalhistas e, por fim, agrega-se o percentual de lucro da empresa, como pode ser visto
no caderno técnico sobre a composição dos custos dos valores limites dos serviços de vigilância
e de limpeza e de conservação, dispostos no portal de compras do governo federal (GOVERNO
FEDERAL, 2018).
Portanto, a maneira mais comum da empresa prestadora de mão de obra residente
aumentar seu lucro, talvez seja aumentar, também, a quantidade de pessoas que ela insere na
instituição pública. Portanto, isso pode gerar, em alguns casos, o interesse na ineficiência dos
serviços prestados por alguns empregados, o que pode fazer com que, na maioria das situações,
sejam necessários cada vez mais terceirizados residentes no serviço público.
Com tanto recurso financeiro envolvido, talvez seja justificável o fato de as empresas
procurarem maximizar seus lucros e, infelizmente, algumas buscam esse objetivo de uma forma
não tão adequada como a que está prevista, realizando, por isso, algumas vezes, práticas não
legais. Nesse caso, percebe-se que o poder judiciário não apenas julga os casos de improbidade
administrativa e crimes contra a lei de licitações, mas também pode sofrer com este tipo de
situação encontrada, por vezes, nos serviços terceirizados.
18
Fica claro que os serviços terceirizados com mão de obra residente necessitam de uma
reavaliação para que sejam mais rápidos, menos falhos e menos custosos para o serviço público.
Há diversas formas e ferramentas para se fazer isso; hoje, muito se fala na Indústria 4.0 e no
seu avanço tecnológico, entretanto os serviços de mão de obra terceirizados tratam- ainda- com
muitos recursos humanos e no serviço público brasileiro, não há tanta tecnologia embarcada na
maioria das instituições públicas.
Os benefícios proporcionados pelos estudos e pelas técnicas estatísticas ao meio
corporativo levou à criação de conceitos, ferramentas e, até mesmo, modelos de gestão que,
embora apresentem finalidades específicas diversas, objetivam, em um âmbito mais
generalizado, solucionar problemas ou melhorar o desempenho. Entre os conceitos aplicados à
gestão, mais diretos e fortemente relacionados à Estatística, destacam-se o Total Quality
Management (TQM), Seis Sigma (SS) e Lean Thinking (LT) (BOARDMAN, T.J.;
BOARDMAN, 1992).
Segundo Furterer e Elshennawy (2005), o TQM possui uma abordagem mais ampla e
organizacional, focada no incremento da qualidade de produtos e de serviços e na melhoria
contínua. Já o Seis Sigma representa uma filosofia e uma metodologia de gerenciamento da
qualidade centrada na redução de variabilidade, medição de defeitos e melhoria da qualidade,
enquanto que o Lean Thinking está mais centrado na redução do tempo de ciclo e dos
desperdícios.
Durante os últimos anos, pesquisadores e usuários se viram obrigados a juntar e
aprimorar o pensamento enxuto e o seis sigma, desenvolvendo, assim, o Lean Seis Sigma (LSS)
para atingir resultados melhores e mais efetivos, para redução dos custos e para satisfação do
cliente. Portanto, o lean six sigma não é nada mais, nada menos, que a junção dos conceitos de
pensamento enxuto e seis sigma (REOSEKAR AND POHEKAR, 2014; ASSARLIND ET AL.,
2013; ATMACA AND GIRENES, 2013; WANG AND CHEN, 2012; CHOI ET AL., 2012;
HILTON AND SOHAL, 2012; LEE ET AL., 2011; DELGADO ET AL., 2010; DAHLGAARD
AND DAHLGAARD-PARK, 2006; MCADAM AND LAFFERTY, 2004; apud SHOKRI,
2017).
O seis sigma e o pensamento enxuto devem ser aplicados em conjunto e não de formas
independentes. O seis sigma possui suas limitações por utilizar apenas ferramentas de qualidade
de processo e ser pobre em ferramentas de velocidade. De maneira similar, pensamento enxuto
não possui ferramentas para controlar estatisticamente os processos, tampouco enfatiza o foco
no cliente. Por isso, para aprimorar o Retorno Sobre Capital Investido (ROIC) por meio da
satisfação e da redução de desperdícios, aplica-se o lean seis sigma (GEORGE, 2009).

19
Figura 1 - Evolução Lean Seis Sigma
Fonte: Adaptado de (FURTERER, 2009)
O papel do lean seis sigma é eliminar os fatores de desperdícios e defeitos motivados
por um nível de qualidade quase perfeito, por meio da remoção sistemática de variabilidade e
causas do defeito (CHOI et al., 2012) (THOMAS; BARTON; CHUKE‐OKAFOR, 2008).
Todavia, por utilizar ferramentas estatísticas, o lean seis sigma exige um grau de conhecimento
razoável de todos os envolvidos para funcionar, bem como uma grande disciplina e capacidade
de controle.
Em sua maioria, as empresas aplicam o lean seis sigma por intermédio do Ciclo DMAIC.
Este ciclo é divido em 5 passos de execução: Definir, Medir, Analisar, Melhorar e Controlar.
Essa sequência permite uma abordagem técnica e fiel do problema, evita conclusões prematuras
e possibilita ações assertivas. O foco do ciclo é no resultado financeiro e no desdobramento do
planejamento. Quanto mais se planeja, mais rápida será a sua implementação e menor será a
probabilidade de falhas.
Existem muitos exemplos de empresas de manufatura que utilizam o pensamento enxuto
e o seis sigma em conjunto. Entre as pioneiras está a BAE Systems Controls, uma empresa de
controladores de motores para aeronaves, em Fort Wayne, Indiana, USA. A partir de 1997, a
companhia misturou princípios de fabricação enxuta com Ferramentas de qualidade do seis
sigma.
Roberto Kanaane, Alécio Fiel Filho e Maria das Graças Ferreira (2010) afirmam que as
organizações públicas estão, cada vez mais, buscando incorporar em seus valores e prestações

20
de serviços significados intangíveis como autorrealização e segurança. As organizações
públicas têm de intervir assertivamente na esfera da gestão do conhecimento para proporcionar
aos seus membros, líderes e gestores um entendimento muito mais amplo dos fatores inter-
relacionados à referenciada gestão e ao desenvolvimento de forma global, sistêmica e
estratégica.
Desse modo, o lean seis sigma e seu ciclo DMAIC podem ser adequados para melhorar
a qualidade dos serviços e para reduzir custos. Assim, esta dissertação foca na proposição de
um framework para a aplicação de lean seis sigma em serviços terceirizados com mão de obra
residente, muito comum nas instituições públicas. Os serviços terceirizados com mão de obra
residente fazem parte dos contratos mais complexos de elaborar, de fiscalizar e de gerir, dentre
o portfólio de contratos de qualquer instituição pública. As dificuldades surgem pela grande
quantidade de pessoas que estes serviços exigem, o baixo grau de instrução delas, até mesmo
para sua especialidade, bem como os custos elevados de cada um desses contratos.
1.1 Problema de pesquisa
George (2009) relata que para alcançar níveis de qualidade extraordinariamente
elevados, contribuir para a linha de resultados das empresas e alcançar a taxa de melhoria mais
rápida em satisfação de clientes, custos, qualidade, velocidade de processo e capital investido,
une-se dois métodos de melhoria: Lean e Seis Sigma. Essas metodologias cresceram e se
difundiram no meio fabril, sem percepções de como aplicar o lean seis sigma em serviços,
sendo, assim, muito difícil ter aplicabilidades no setor terciário.
Em relação aos serviços mal avaliados, George (2009) é categórico em dizer que dados
empíricos mostram uma inflação nos preços dos serviços por consequência dos desperdícios da
ordem de 30% a 80% e que a área de serviços possui baixos- ou nenhum- grau de registro de
dados. Outro dado importante é que o trabalho que não agrega valor ao cliente denota 50% de
todos os custos de serviços. A falta de transcrições pode ser justificada pela pouca instrução da
mão de obra empregada nos serviços, em comparação a outros cargos técnicos e superiores.
Para mudar esse quadro, há algumas razões-chave para que o Lean Seis Sigma seja aplicado
em serviços: lentidão nos processos de serviços e excesso de trabalho em processo, passos que
não adicionam valor ao serviço.
Muitos gestores trabalham sem informações corretas e atualizadas para tomar uma
decisão precisa, resultando, portanto, em produções sub ou hiperdimensionadas, serviços mal
avaliados, recursos alocados de forma incorreta e tempos de respostas errôneos. Todos esses

21
problemas elevam os custos, geram retrabalhos, acarretam na perda de clientes, desperdiçam
tempo, recursos e dinheiro (LAUDON; LAUDON, 2011).
É o que acontece, também, com alguns serviços terceirizados com mão de obra residente
pertencentes ao Núcleo de Administração (NUCAD) da JFRN. Os terceirizados que exercem
as atividades em questão, mesmo com orientações e supervisão de um líder, as fazem de modo
intuitivo, sem padronização, sem conhecimento, com uso inadequado e/ou indiscriminado dos
materiais, das ferramentas e dos equipamentos; então, consequentemente, desperdiçam tempo,
insumos e geram retrabalhos pela má qualidade do serviço.
À luz dos benefícios apresentados pela aplicação do lean seis sigma na indústria e em
diversos setores, do custo elevado de serviços em consequência do esbanjamento de recurso,
igualmente da necessidade de se eliminar a perda de clientes e usuários, de reduzir custos e
tempos de espera e de aumentar a produtividade de serviços, este estudo proporá um framework
para aplicação de Lean Seis Sigma nos serviços com mão de obra residente em uma Seção
Judiciária Federal de Primeiro grau e define como problema de pesquisa a seguinte indagação:
“Como aplicar Lean Seis Sigma nos serviços de mão de obra residente na Justiça
Federal do Brasil?”
1.2 Objetivos
1.2.1 Objetivo geral
Propor um Framework para aplicação de Lean Seis Sigma em serviços terceirizados
com mão de obra residente para a Justiça Federal do Brasil.
1.2.2 Objetivos específicos
Para o cumprimento do objetivo geral, foram enumerados os seguintes objetivos
específicos:
(1) Selecionar as ferramentas que mais se adequam aos serviços de mão de obra
residente;
(2) Utilizar as ferramentas selecionadas conforme o ciclo DMAIC;
(3) Realizar um experimento em um dos serviços do quadro do Núcleo de
Administração da JFRN;
22
(4) Registrar as principais descobertas e os principais benefícios.
1.3 Justificativa
Institucionalmente, este trabalho é relevante, considerando a capacidade que ele tem de
interferir em serviços de mão de obra residentes na JFRN e de contribuir com diversos
benefícios provenientes da aplicação do lean seis sigma, tais como: redução de tempo dos
processos e de consumo de recursos, eficiência da produtividade, redução nos custos e aumento
da satisfação dos clientes. Este estudo é significativo, também, pela possibilidade de aplicação
em demais seções judiciárias, outras instituições públicas que contratam serviços terceirizados
com mão de obra residente, assim como as próprias empresas que fornecem o serviço.
Para a sociedade, o estudo contribuirá na busca pelo aumento da qualidade no serviço
público prestado no judiciário federal e em outras instituições, tal como garantirá que os
recursos financeiros públicos, por meio dos impostos do contribuinte, sejam aplicados com
responsabilidade e com eficiência. Com a aplicação correta dos serviços prestados por empresas
terceirizadas, inibe-se e combate-se a corrupção, além de gerar insumos práticos para
legislações e instruções normativas futuras.
É notório que há uma lacuna acadêmica sobre o tema proposto. Percebe-se isso ao
pesquisar artigos com as palavras-chave “Lean Six Sigma”, “Public Service” e “Deming Cycle”
em bases de dados acadêmicas. Ao fazer uma combinação mais simples com as palavras-chave
“Lean six sigma” e com expressões que remetam à serviços, serviços públicos e gestão pública,
identifica-se poucos artigos e publicações nas áreas de engenharia e gestão. De acordo com
alguns estudos de caso, realizados em organizações de serviços que aplicam o lean seis sigma
em país de economia emergente, apenas 1 ou 2 desses arquivos tem origem brasileira.
Mundialmente, é possível encontrar pesquisas com aplicações Lean Seis Sigma em
Serviços, todavia, esses serviços estão focados nas particularidades de bancos e de
procedimentos hospitalares. Não foi possível encontrar aplicações Lean Seis Sigma em serviços
com mão de obra residente nos serviços públicos.
A pesquisa com a aplicação da filosofia lean seis sigma justifica-se pelo fato da
metodologia empregar diversas ferramentas utilizadas também na engenharia de produção, cuja
competência é projetar, implantar, operacionalizar, melhorar e manter qualquer sistema
produtivo integrado de bens e de serviços que envolva pessoas, informação, materiais, energia
e tecnologia.

23
A presente pesquisa também se justifica pelo fato de aplicar as ferramentas de lean seis
sigma em uma área que possui pouca atuação acadêmica nos temas de gestão e engenharia –
serviço público judiciário brasileiro e sua área meio. Em complemento, o serviço selecionado
é contratado em todo o judiciário brasileiro e faz parte do conjunto de contratos mais caros.
Destarte, as descobertas da pesquisa podem ser amplamente replicadas no país.
Em 2017, a Justiça Federal no Rio Grande do Norte (JFRN) despendeu pouco mais de
R$ 4,25 milhões com os serviços de Conservação, de Limpeza, de Jardinagem, de Segurança
Armada, de Manutenção Predial e de Manutenção de Ar-condicionado, todos pertencentes ao
Núcleo de Administração da Instituição. Isso equivale a quase 40% do orçamento de custeio
utilizado anualmente pela Instituição. Logo, a presente dissertação também se justifica pela
busca na redução dos custos desses contratos.
1.4 A estrutura da dissertação
Esta dissertação está estruturada de forma que, inicialmente, o Capítulo 1 apresenta,
como temas, o pensamento enxuto, o seis sigma, o lean seis sigma, as áreas de qualquer setor
público, os serviços públicos com mão de obra residente e, logo em seguida, destaca-se a
relevância do estudo tanto para o serviço público brasileiro quanto para a possibilidade de
preencher uma lacuna nas bases de pesquisa.
No capítulo seguinte, há uma revisão literária acerca das ferramentas do pensamento
enxuto, seis sigma e sua aplicação conjunta lean seis sigma. Após recapitulação da teoria, no
terceiro capítulo, a metodologia utilizada durante a pesquisa é descrita para esclarecimento das
etapas utilizadas para cumprir os objetivos do trabalho.
Ulteriormente, o estudo de caso é exposto e culmina na comparação dos resultados
encontrados com a hipótese definida, da mesma forma que apresenta propostas de melhorias
para a pesquisa em questão, sugere possíveis trabalhos para o futuro e se encerra com as
considerações finais de toda a pesquisa-ação.
24
2 REVISÃO BIBLIOGRÁFICA E REFERENCIAL TEÓRICO
O capítulo em tela explica como foi realizada a revisão bibliográfica que deu suporte
teórico à pesquisa e os principais conceitos necessários são apresentados ao leitor, conforme os
registros dos principais autores descobertos na revisão bibliométrica.
2.1 Pesquisa bibliométrica na base Web Of Science (WOS)
O estado da arte investigado tomou forma após a concentração de esforços na busca da
aplicação conjunta da Filosofia Lean e Seis Sigma em artigos e revisões da área de engenharia
e de negócios na base de dados WOS. Para tanto, a combinação dos termos “Lean” e “Six
Sigma” foi aplicada de forma conjugada com o objetivo de selecionar trabalhos acadêmicos
que as continham no título.
Seguindo as etapas metodológicas, os autores foram capazes de organizar uma tabela
contendo o montante dos 137 artigos e classificá-los expondo informações como: ano de
publicação; revistas de publicação; país de aplicação; área de aplicação; ferramentas
empregadas – Lean Six Sigma e outras; e objetivo da aplicação. Esse processo facilita o
agrupamento e a posterior análise dos estudos sob uma mesma perspectiva ou um mesmo
critério.
2.2 As pesquisas mais relevantes apontadas pelo servidor HAMMER
O servidor HAMMER - com sua apresentação e funcionamento mais detalhado no
Capítulo 3 desta dissertação (subitem 3.2), - proporcionou uma análise bibliométrica baseada
em nuvem para mapeamentos sistemáticos de estudos, realizando análises estatísticas e de redes
sociais entre os autores e citações presentes na base submetida, além de realizar comparações
com os demais autores da Web of Science.
O HAMMER, dentre as publicações mais relevantes dentro da amostra escolhida, as
principais áreas de aplicação dos estudos apontados foram as pequenas e médias empresas (8
trabalhos acadêmicos), as indústrias (4 trabalhos acadêmicos) e os hospitais (3 trabalhos
acadêmicos), representando 60% das aplicações. Assim, também, é possível destacar aplicações
em setores importantes, como o de telecomunicações (1 trabalho acadêmico).
Dentre os objetivos de cada um dos trabalhos acadêmicos sondados, destacam-se:
aumento da qualidade (6 trabalhos acadêmicos), eficiência dos processos (5 trabalhos

25
acadêmicos), aumento de produtividade (3 trabalhos acadêmicos), identificação de fatores
críticos de sucesso (3 trabalhos acadêmicos) e satisfação do cliente (3 trabalhos acadêmicos).
Ao explorar o conjunto de ferramentas utilizadas em conjunto com o lean seis sigma, há
de se destacar o Ciclo DMAIC e a sua variação DOLADMAICS (6 trabalhos acadêmicos) como
as ferramentas mais utilizadas, que nem um apelo pela preservação do meio ambiente com a
ISO14001 e Green Approaches (2 trabalhos acadêmicos).
O quadro 1 sintetiza todas essas informações, organizando os trabalhos em ordem
decrescente de relevância, de acordo com análise do servidor utilizado, que leva em
consideração, principalmente, a quantidade de citações diretas de cada artigo e a quantidade de
vezes em que foi citado.
Quadro 1 – As vinte cinco pesquisas mais relevantes da base amostral
Importânci
a
Artigo (DOI) Autor Ferramenta
s
Área Objetivos
1 10.1080/1478336
0500236379
(FURTERER;
ELSHENNAW
Y, 2007)
LSS +
TQM
Pagamentos
Governamentais
Aumento de
qualidade e
Redução de
tempo
2 10.1057/JORS.20
11.47
(TIMANS et al.,
2012a)
LSS Pequenas e
Médias
empresas
Identificar
fatores
críticos de
sucesso
3 10.1007/S12239-
012-0114-4
(HABIDIN;
YUSOF, 2012)
LSS + EFA
+ CFA +
ISO14001
Industria Aumento de
competitivida
de
4 10.1080/0953728
0902946343
(CHEN; LYU,
2009)
LSS +
DMAIC
Industria Aumento da
Qualidade e
Eficiência
5 10.1080/1478336
3.2011.637787
(PSYCHOGIOS
; TSIRONIS,
2012)
LSS Industria de
Aviões
Orientação
Estratégica,
cultura
organizaciona
l, treinamento
contínuo,
satisfação do
cliente
6 10.1016/J.SBSPR
O.2012.09.992
(PAMFILIE;
(DRAGHICI);
DRAGHICI,
2012)
LSS +
SPSS
Pequenas e
Médias
empresas
Excelência,
aumento de
performance
7 10.1108/IMDS-
02-2014-0069
(ANDERSSON
et al., 2014)
LSS Telecomunicaç
ões
Eficiência
nos processos
8 10.1080/1478336
0903553248
(WANG, FU-
KWUN; CHEN,
2010)
LSS +
TRIZ +
DMAIC
Banco Aumento de
velocidade e
qualidade
9 10.1080/1478336
3.2012.663880
(CHENG;
CHANG, 2012)
LSS +
DMAIC
ONG Eficiência na
gestão de
recursos e nos
processos
10 10.1080/1478336
3.2011.593876
(WANG, FU-
KWUN; CHEN,
2012a)
LSS + SSM Industria Eficiência
dos processos

26
11 10.1002/QRE.106
9
(LEE, KUO
LIANG; WEI,
2009)
LSS Pequenas e
Médias
empresas
Redução de
variação,
redução de
defeitos,
aumento de
qualidade dos
produtos
12 10.1504/IJTM.20
12.043949
(AKBULUT-
BAILEY;
MOTWANI;
SMEDLEY,
2011)
LSS Pequenas e
Médias
empresas
Eficiência na
operação,
aumento de
produtividade
, aumento de
competitivida
de
13 10.1504/EJIE.201
2.044813
(CHAKRAVOR
TY; SHAH,
2012)
LSS Pequenas e
Médias
empresas
Eficiência das
operações
14 10.1080/0953728
7.2011.572091
(GNANARAJ et
al., 2012)
LSS +
DOLADM
AICS
Pequenas e
Médias
empresas
Melhoria de
gestão
15 10.1108/BPMJ-
03-2014-0019
(ALBLIWI,
2015)
LSS Revisão Bibliográfica
16 10.1108/JFM-09-
2013-0048
(ISA; USMEN,
2015)
LSS Universidade Melhoria da
qualidade
17 10.1080/0898211
2.2013.801492
(ANDERSON;
KOVACH,
2014)
LSS Industria Aumento de
performance
e redução de
defeitos
18 10.1002/QRE.155
2
(GIJO;
ANTONY,
2014a)
LSS +
KRUSKAL
-WALLIS
TEST +
CONTROL
CHARTS
Hospitalar Redução do
tempo de
espera
19 10.1016/J.SBSPR
O.2014.03.102
(TENERA;
PINTO, 2014)
LSS +
DMAIC
Telecomunicaç
ões
Redução de
Custos,
aumento da
qualidade,
satisfação do
cliente
20 10.1109/IEMBS.2
008.4650367
(GARCIA-
PORRES;
ORTIZ-
POSADAS;
PIMENTEL-
AGUILAR,
2008)
LSS Hospitalar Satisfação do
Cliente
21 10.1108/IJQRM-
09-2014-0141
(SVENSSON et
al., 2015)
LSS Revisão Bibliográfica
22 10.5897/AJBM11
.1654
(YEH et al.,
2011)
LSS +
CAUSE
AND
EFFECT
DIAGRAM
Hospitalar Identificar
fatores
críticos de
sucesso
23 10.1080/0953728
7.2016.1165307
(KUMAR,
SANJAY et al.,
2016)
LSS + GLS
+ GLSPD +
ISM +
MICMAC
Pequenas e
Médias
empresas
Redução de
custos,
identificar
fatores
críticos de
27
ANALYSI
S
sucesso,
otimizar a
sustentabilida
de
24 10.1080/0020754
3.2016.1266406
(CHERRAFI et
al., 2017a)
LSS +
GREEN
APROACH
ES
Revisão Bibliográfica
25 10.1002/QRE.185
2
(DORA;
GELLYNCK,
2015)
LSS +
DMAIC
Pequenas e
Médias
empresas
Redução de
desperdício,
eliminação de
variação,
eficiência dos
processos
Fonte: Adaptado do relatório do projeto NAILS.
2.2.1 Conectividade dos autores
O servidor HAMMER também permite extrair as interrelações entre os autores
presentes na base submetida, permitindo analisar como seus trabalhos se relacionam por meio
de atividades conjuntas, ou seja, o servidor identificou quais autores da base compartilham
coautoria. Dessa forma, é possível analisar quais autores mais contribuem para o levantamento
bibliográfico de pesquisas e investigações.
Essas interrelações são compiladas em duas planilhas, uma representando os nós (os
autores em si) e outra representando as arestas (suas respectivas relações de acordo com suas
publicações). No caso de publicações com mais de um autor, o servidor segmenta cada autor e
o converte em um nó próprio. Esses dados foram todos importados para uma aplicação de
visualização e de edição gráfica, o Gephi, obtendo, ao todo, 330 nós e 115 arestas, ou seja, as
137 publicações apresentam 330 autores e 115 relações.
28
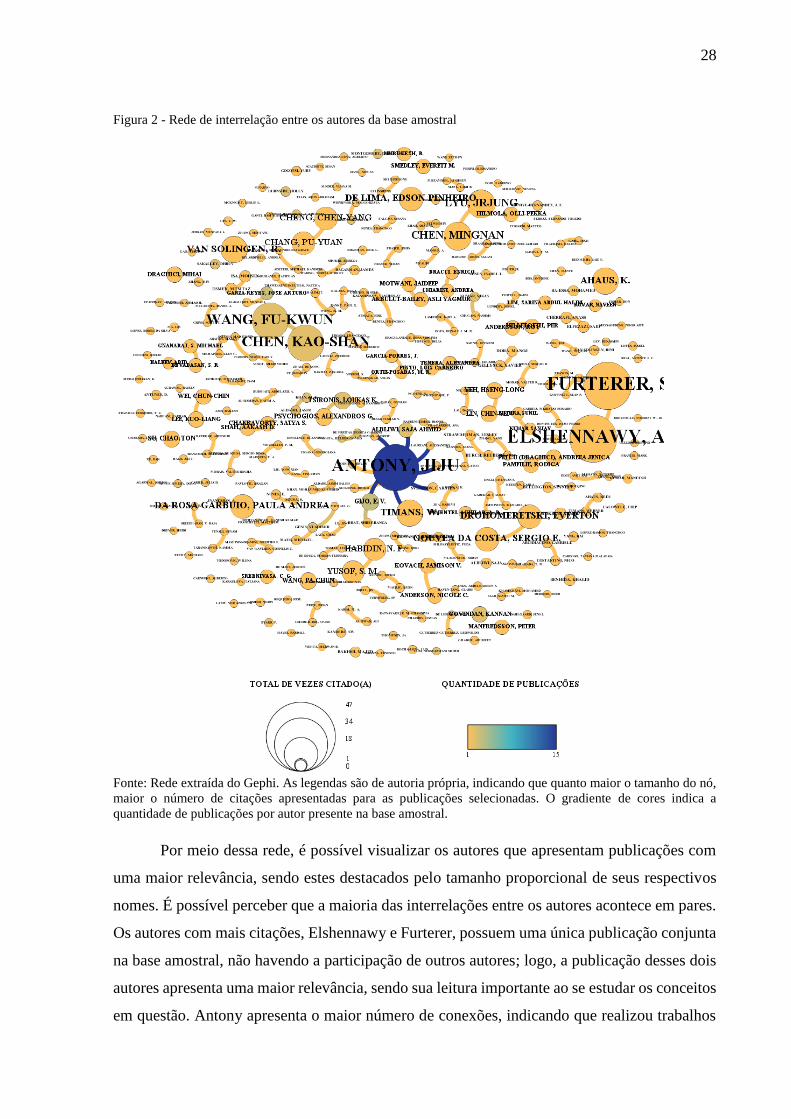
Figura 2 - Rede de interrelação entre os autores da base amostral
Fonte: Rede extraída do Gephi. As legendas são de autoria própria, indicando que quanto maior o tamanho do nó,
maior o número de citações apresentadas para as publicações selecionadas. O gradiente de cores indica a
quantidade de publicações por autor presente na base amostral.
Por meio dessa rede, é possível visualizar os autores que apresentam publicações com
uma maior relevância, sendo estes destacados pelo tamanho proporcional de seus respectivos
nomes. É possível perceber que a maioria das interrelações entre os autores acontece em pares.
Os autores com mais citações, Elshennawy e Furterer, possuem uma única publicação conjunta
na base amostral, não havendo a participação de outros autores; logo, a publicação desses dois
autores apresenta uma maior relevância, sendo sua leitura importante ao se estudar os conceitos
em questão. Antony apresenta o maior número de conexões, indicando que realizou trabalhos

29
com os autores a ele conectados, sendo o autor não apenas com mais publicações, mas também
com mais trabalhos coletivos realizados.
Além dessa inferência visual, é possível utilizar outros meios e, inclusive, métricas, para
identificar que publicações podem contribuir para a elaboração desse estudo.
2.2.2 Principais autores
Com base nos resultados obtidos, foi possível identificar os autores de diversas formas,
nota-se que Antony é o autor com mais trabalhos publicados dentro da base amostral,
apresentando um total de 15 publicações das 137 escolhidas. Essas 15 publicações são citadas,
ao todo, 46 vezes em toda Web of Science. Elshennawy, Furterer, Chen e Wang estão entre os
6 mais citados da base amostral, no entanto, nenhum deles possui mais de três publicações,
permitindo inferir que, embora não tenham tantas publicações dentre os 137 trabalhos
escolhidos, suas publicações possuem um maior impacto.
2.2.3 Histórico de publicações
Por mais que o programa Seis Sigma tenha sido lançado nos anos 80, o termo Lean
surgiu 10 anos depois, em 1990. É natural que a primeira publicação acadêmica tenha surgido
apenas em 1998 e somente a partir dos anos 2005 é que o termo conjunto Lean Six Sigma
começou a ser constante, dentro da base de dados Web of Science.
Desde 2005 até 2014, os trabalhos acadêmicos envolvendo Lean seis sigma tiveram uma
tendência de crescimento, até que, em 2015, apresentou seu número mais expressivo e o recorde
de publicações, com um total de 39 trabalhos acadêmicos, ante os 15 do ano anterior, um
aumento de 160% em relação à 2014. Mesmo que em 2016 o número de publicações tenha sido
menor que em 2015, ainda foi superior aos números anteriores à 2014, mantendo a taxa e a
tendência de crescimento de estudos em Lean seis sigma.
2.2.4 As principais nacionalidades
Dentre os países que mais exploram academicamente o tema Lean Six Sigma, destacam-
se os Estados Unidos, com 21 trabalhos acadêmicos; a Índia, que publicou 16; a Escócia, que
possuem 15 e a Inglaterra, 11. O Brasil ocupa a 8ª posição no ranking dos 26 países. Mesmo
30
com uma colocação considerável, o Brasil - que possui 2/3 da população dos Estados Unidos -
publicou apenas um quarto de pesquisas Lean Six Sigma.
2.2.5 As principais fontes de publicações
Analisando os dados obtidos, é possível identificar que as publicações mais populares
estão na “International Journal of Lean Six Sigma”; “Total Quality Management & Business
Excellence”; “Production Planning & Control”; “International Journal of Productivity and
Performa” e “Quality and Realiability Engineering International”. Já as revistas mais citadas
são a “Total Quality Management & Business Excellence”; “Production Planning & Control”;
“Quality and Realiability Engineering International”; “International Journal of Production
Research” e o “Journal of the Operational Research Society”. Destacam-se entre as revistas
mencionadas a “Total Quality Management & Business Excellence” e a “Production Planning
& Control”, que estão entre as 5 mais populares e as 5 mais citadas ao mesmo tempo.
A Total Quality Management & Business Excellence é uma revista internacional que
busca estimular o pensamento e a pesquisa em todos os aspectos do gerenciamento da qualidade
total e proporcionar um fórum natural para discussão e para divulgação dos resultados de
pesquisas. A revista destina-se a incentivar o interesse em todas as questões relativas à gestão
da qualidade total e busca atrair a comunidade acadêmica e profissional que trabalha nesta área.
Possui, em seu quadro de editores, professores dos principais países já mencionados: Estados
Unidos e Inglaterra.
Já a Production Planning & Control é uma revista internacional que reúne trabalhos de
pesquisa sobre gerenciamento de operações em todo tipo de indústrias. A revista centra-se na
investigação que decorre das necessidades industriais e pode orientar as atividades dos gerentes
e dos futuros pesquisadores. Esta revista acolhe artigos que descrevem a pesquisa com base nas
necessidades emergentes da indústria, deixando clara a natureza do problema industrial.
Qualquer método de pesquisa apropriado pode ser usado e cada documento deve justificar o
método aplicado. Estudos de caso são bem-vindos, desde que ilustrem as necessidades de
inquirição ou problemas de aplicação que têm significado no nível internacional. Seu quadro
de editores possui professores dos Estados Unidos, da Índia e da Inglaterra. Três dos principais
países produtores de estudos em Lean seis sigma.

31
2.3 O pensamento lean
De acordo com o Lean Institute Brasil, o termo "Lean" surgiu no livro "The Machine
that Changed the World”, de Womack, Jones e Roos, publicado nos Estados Unidos em 1990,
assim como o termo “Lean Production”, informação garantida por Matthias Holweg (2007). O
livro diz respeito a um abrangente estudo sobre a indústria automobilística mundial realizada
pelo Massachusetts Institute of Technology (MIT), em que são ressaltadas as vantagens do
Sistema Toyota de Produção.
O Instituto ainda explica que o pensamento enxuto (Lean) é uma filosofia operacional,
ou um sistema de negócios, focado em identificar valor, sequenciar ações que geram valor sem
interrupção, somente quando alguém as solicitar e realizá-las de maneira cada vez mais eficaz.
É uma forma de eliminar desperdícios. Ainda que tenha origem na indústria automotiva, no
livro "Lean Thinking”, de Womack e Jones, já são exemplificadas empresas de diversas
atividades que utilizaram a filosofia e, atualmente, há implementação do “Lean” nos mais
diferentes setores: construção civil, aeronáutica, siderurgia, papel/celulose, alimentos, saúde,
seguradoras, bancos, tecnologia da informação, indústria naval, farmacêutica, entre outros.
Na pesquisa de Sandra Furterer e Ahmad K. Elshennawy (2005) é afirmado que o termo
“Lean Thinking” foi utilizado por James P. Womack e Daniel T. Jones no livro “Lean
Thinking”, como já citado, e, seguindo o pensamento de Alukal (2003), essa filosofia foi
denominada de “Lean Enterprise” quando se decidiu expandir o escopo da filosofia “Lean”,
partindo da manufatura para as entranhas da organização ou de uma empresa.
Percebe-se que há uma série de nomenclaturas que envolvem o termo “Lean” que,
aparentemente, são apenas variações de onde a filosofia está sendo aplicada: produção,
manufatura, empresa, etc. Andersson et al. (2014) converge no raciocínio e complementa os
demais autores ao informar que a filosofia foi definida de muitas maneiras diferentes e um dos
motivos da falta de definição coerente pode ser uma representação da continuidade de evolução
do conceito. Mais adiante, observaram que a filosofia pode ser estruturada em 5 fases, que não
precisam ser necessariamente sequenciadas, mas encaradas como ações contínuas.
A primeira fase é compreender que apenas o que os clientes percebem como valoroso é
relevante. Em seguida, deve-se analisar o fluxo de valor e os processos para definir o que agrega
valor. As ações inúteis devem ser modificadas ou eliminadas. Como terceira etapa, deve-se
preservar um fluxo contínuo de processo driblando filas e eliminando as restrições.
Posteriormente, é preferível que se mantenha a resposta de curto prazo de acordo com a

32
demanda do cliente, sem excessos (produção puxada). Por fim, buscar a perfeição por
intermédio da melhoria continua (ANDERSSON et al., 2014, p.906).
Chen (2009) compila uma série de benefícios e elucida que assim é possível trabalhar
na construção de sistemas de alta qualidade que conhecem as demandas do cliente, com o
mínimo de desperdício e que sua estratégia emprega um conjunto de ferramentas já
comprovadas, bem como técnicas para reduzir o tempo de execução, de inventários, de tempos
de setup, de tempo de equipamento em desuso, de retrabalhos e de outros resíduos ocultos. Esse
mesmo autor ainda sumarizou um grupo de ferramentas que podem ser utilizadas: Análise de
Stakeholders; 5S (Sort, Segregate, Shine, Strengthen and Standardise - Seiton, Seiri, Seiso,
Seiketsu e Shitsuke); Diagramas Ponto-a-ponto; Análise de Valor Agregado; Sistema Kanban;
Análise de Capabilidade; Failure Modes And Effects Analysis (FMEA); Total Productive
Maintenance (TPM); Análise de Tomada de Tempos; Just in Time (JIT); 5W2H; Diagrama de
Ishikawa; Gráfico de Pareto; Histogramas; Gráficos de Controle e Diagrama de Correlação.
Em 2006, Kumar et al (2006) já mencionava os benefícios e as ferramentas apresentadas
por Chen (2009) e incluía, ainda, outros itens como o Workplace Management, Set-up
Reduction Time, Mistake proofing, Visual management, Value Stream Mapping, Production
Flow Balancing e Cellular Manufacturing.
2.4 Seis sigma
O programa Six Sigma foi lançado pela Motorola e, depois, desenvolvido pela General
Electric Corporation (GE), em meados da década de 1980, como uma metodologia de melhoria
de negócios para identificar e eliminar as oportunidades de defeitos e de variação nos processos.
O Six Sigma promove um alinhamento estratégico e o pensamento sistemático que une a
qualidade e a estatística, da mesma maneira que o gerenciamento de projetos. Ele é descrito
como uma estratégia de excelência empresarial e concentra-se na tomada de decisões com base
em dados quantitativos, ferramentas estatísticas e não estatísticas, com a finalidade de conduzir
à melhoria do produto, do processo, do serviço, do desempenho financeiro ou da estratégia geral
de negócios (SHOKRI, 2017).
Sandra Furterer e Ahmad K. Elshennawy (2005) afirmavam que o Six Sigma foi
popularizado apenas no final dos anos 1990 pela GE e seu CEO Jack Welch. Esse programa
utiliza o ciclo DMAIC de resolução de problema em conjunto com um vasto leque de
ferramentas para resolução de problemas de qualidade. O uso das ferramentas varia de acordo
com o tipo de processo estudado e de problema que se quer resolver.
33
Em seguida, Antony, Kumar e Labib (2008) realizaram pesquisa em empresas de médio
porte e questionaram se eles utilizavam “Six Sigma”, “Design for Six Sigma”, “Lean Sigma”
ou uma combinação dessas metodologias para abordar processos e problemas relacionados aos
seus produtos ou serviços. A maioria (69%) das que responderam à pesquisa estavam utilizando
a metodologia DMAIC, apenas 19% utilizavam o Design para Six Sigma (DFSS), somente 6%
utilizavam Lean Sigma e as demais (6%) empregavam “Six Sigma” e DFSS em conjunto.
Abhijit Chakrabarti (2014) realizou um estudo sobre a aplicações de Seis Sigma e,
convergindo para os resultados de Antony, Kumar e Labib (2008), afirma que existem,
principalmente, dois tipos de metodologias em seis sigma: o DMAIC (Define, Measure,
Analyse, Improve, Control) e o DMADV (Define, Measure, Analyse, Design, Verify) ou DFSS
(Design For Six Sigma). Este mesmo autor ainda esclarece que para melhorar processos e
produtos já existentes, utiliza-se o DMAIC, mas, se o objetivo for criar novos produtos e atender
novas expectativas, emprega-se o DMADV ou DFSS.
Detalhando a informação convergida pelos autores Furterer and Elshennawy (2005),
Tsou e Chen (2005), Lee and Choi (2006), Lee e Wei (2009) e Desai (2008), de que, em termos
estatísticos, Six-Sigma significa Seis Sigma (6σ), ou seja, 3.4 defeitos por milhão de
oportunidades (DPMO), os professores de estatística Montgomery e Woodall (2008) explicam
que o foco do Six Sigma está em reduzir a variabilidade nas principais características de
qualidade de um produto em torno de valores-alvo especificados em um nível em que as falhas
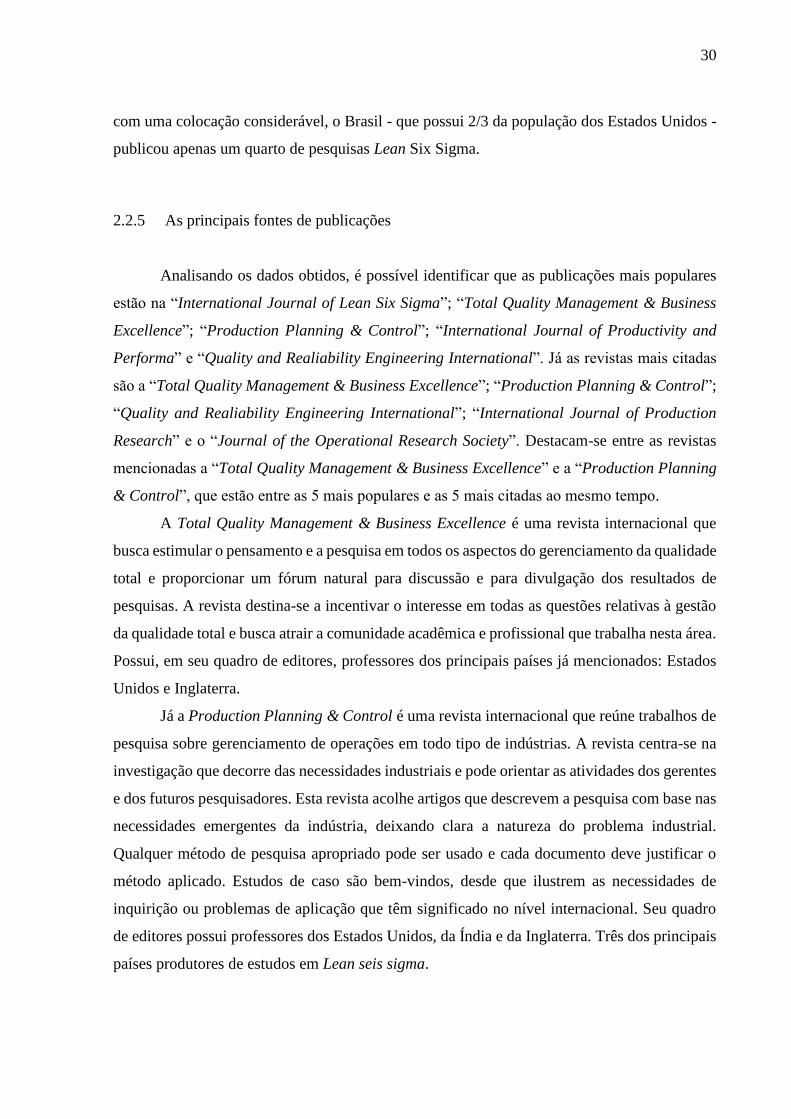
ou defeitos são extremamente improváveis. A Figura 1 mostra uma distribuição de
probabilidade normal como modelo para uma característica de qualidade com limites de
especificação em três desvios padrão (três sigmas - 3σ) em ambos os lados da média alvo. O
conceito Six Sigma é reduzir a variabilidade no processo, de modo que os limites de
especificação sejam, pelo menos, seis desvios padrão.
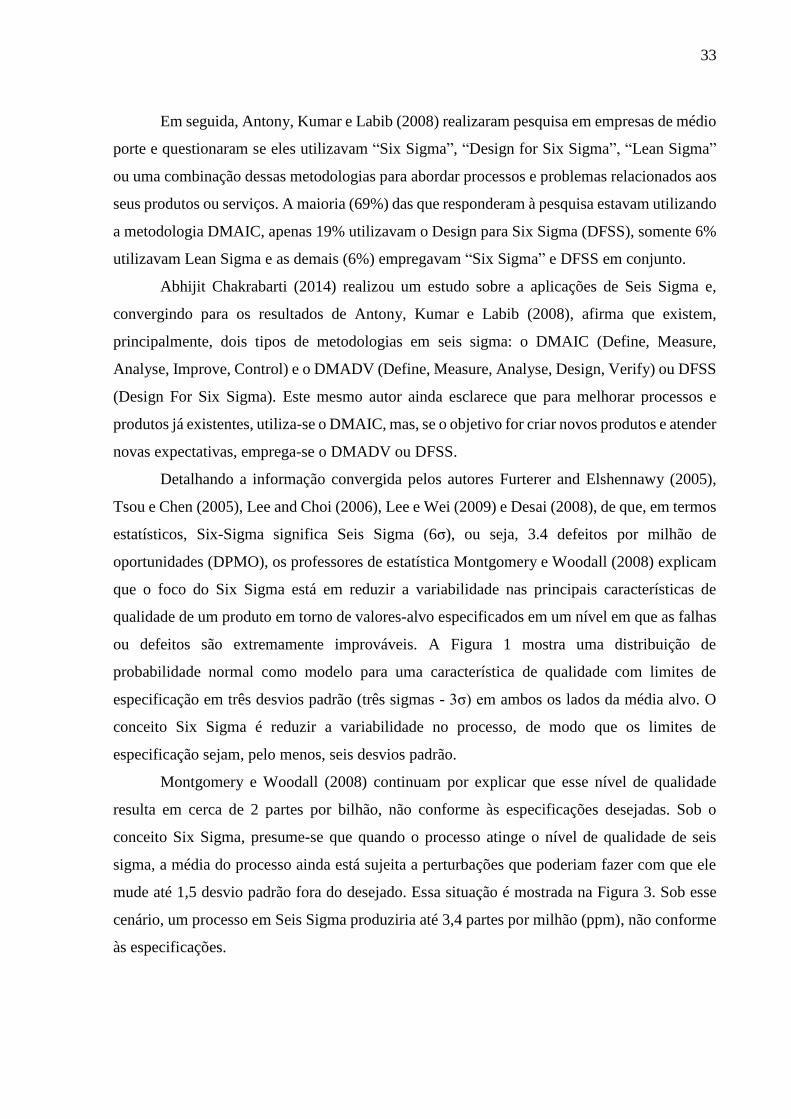
Montgomery e Woodall (2008) continuam por explicar que esse nível de qualidade
resulta em cerca de 2 partes por bilhão, não conforme às especificações desejadas. Sob o
conceito Six Sigma, presume-se que quando o processo atinge o nível de qualidade de seis
sigma, a média do processo ainda está sujeita a perturbações que poderiam fazer com que ele
mude até 1,5 desvio padrão fora do desejado. Essa situação é mostrada na Figura 3. Sob esse
cenário, um processo em Seis Sigma produziria até 3,4 partes por milhão (ppm), não conforme
às especificações.

34
Figura 3 - Distribuição de probabilidade normal como modelo para uma característica de qualidade com limites
de especificação em três desvios padrão (três sigmas - 3σ) para cada lado
Fonte: Montgomery e William H. Woodall (2008)
Figura 4 - Distribuição Normal com perturbações que poderiam fazer com que ele mude até 1,5 desvio padrão fora
do desejado
Fonte: Montgomery e William H. Woodall (2008)
De acordo com Isa e Usmen (2015), o método Six Sigma é melhor implementado por
meio do Ciclo DMAIC (Definir, Medir, Analisar, Implementar e Controlar), que usa uma série
de ferramentas estatísticas, incluindo estatística descritiva (desvio padrão médio, coeficiente de
variação e histogramas), análise de Pareto, processos (fluxos de valor), matriz de mapeamento,
diagrama de causa e efeito, análise de modo de falha e efeito (FMEA) e muitas outras.
2.4.1 O ciclo DMAIC
Andersson et al. (2014) ressaltam que no Ciclo DMAIC o foco é a variabilidade,
economizando dinheiro e alcançando os objetivos da empresa. É uma modificação do ciclo
35
PDCA (Plano, Do, Check e Act), com ferramentas e métodos de adição complementares para
o trabalho de melhoria.
Na primeira etapa (definir), o objetivo é definir a necessidade de melhorar o processo,
produto ou serviço. Portanto, de início o serviço, produto ou processo a ser melhorado deve ser
identificado e os recursos humanos mais adequados selecionados. Após estas escolhas terem
sido realizadas, define-se todos os stakeholders, suas expectativas e necessidades (velocidade,
nível de melhoria), para que os objetivos sejam traçados, um cronograma seja criado junto com
uma série de elementos que nortearão a aplicação do ciclo DMAIC, como a estratégica de
comunicação, análise de riscos, e um plano de recursos (FURTERER; ELSHENNAWY, 2007)
(CHEN; LYU, 2009) (TIMANS et al., 2012b) (WANG, FU-KWUN; CHEN, 2012b)
(ANDERSSON et al., 2014) (GIJO; ANTONY, 2014b) (CHERRAFI et al., 2017b) melhorado.
Em seguida, a etapa de medir possui como objetivo visualizar e registrar o estado atual
do processo, produto ou serviço a ser melhorado, identificar os problemas e as causas que
acarretam em desperdícios, além de identificar parceiros de benchmarking adequados. Tudo
isso deve acontecer antes que quaisquer alterações sejam sugeridas pela equipe. Nesta etapa,
dados sobre velocidade, qualidade e custos podem ser coletados para expor as causas e
ineficiências, além de traçar uma linha base para melhorias futuras (FURTERER;
ELSHENNAWY, 2007) (CHEN; LYU, 2009) (WANG, FU-KWUN; CHEN, 2012b)
(ANDERSSON et al., 2014) (GIJO; ANTONY, 2014b) (CHERRAFI et al., 2017b).
O propósito da fase de análise é de avaliar os imbróglios, definir oportunidades de
melhoria e verificar se as mudanças para entender as melhorias são viáveis em comparação com
os benefícios de produtividade e qualidade estimados. Nesta etapa, analisa-se as causas-raiz, os
itens que causam variabilidade, os fatores que precisam ser melhorados e as áreas que precisam
ser abordadas podem ser encontradas (FURTERER; ELSHENNAWY, 2007) (CHEN; LYU,
2009) (WANG, FU-KWUN; CHEN, 2012b) (ANDERSSON et al., 2014) (GIJO; ANTONY,
2014b) (CHERRAFI et al., 2017b).
Na fase de melhoria (implementar), a finalidade é efetivar as melhorias, medir seus
impactos, registrar os procedimentos e capacitar os funcionários. Nesta etapa, busca-se
interpretar os dados coletados, extrair informações e utilizá-las para ratificar os desperdícios e
a baixa qualidade. Logo após, são concebidas as soluções mais eficazes e eficientes para dar
robustez ao processo, produto ou serviço. Nesta fase, um plano experimental prioriza a(s)
variável(is) crítica(s) de entrada para definir a combinação dos parâmetros que otimizam o(s)
nível(is) do(s) processo(s), produto(s) ou serviço(s) (FURTERER; ELSHENNAWY, 2007).

36
(CHEN; LYU, 2009) (WANG, FU-KWUN; CHEN, 2012b) (ANDERSSON et al., 2014)
(GIJO; ANTONY, 2014b) (CHERRAFI et al., 2017b).
Por fim, a função da quinta e última etapa, controlar, é de aplicar medidas de
desempenho e outros artifícios de controle e de melhoria contínua para asseverar a
sustentabilidade dos resultados a longo prazo. Ela irá garantir que a(s) solução(ões) escolhida(s)
foi(ram) bem-sucedida(s) e permanente(s), além de compartilhar conhecimento, boas práticas
e definir responsabilidades (FURTERER; ELSHENNAWY, 2007) (CHEN; LYU, 2009) (WANG,
FU-KWUN; CHEN, 2012b) (ANDERSSON et al., 2014) (GIJO; ANTONY, 2014b) (CHERRAFI et
al., 2017b).
O quadro a seguir demonstrará as ferramentas que podem ser utilizadas em cada etapa
do Ciclo DMAIC.:
Quadro 2 – Ferramentas que podem ser utilizadas em cada etapa do ciclo DMAIC.
Definir
Voice of customer (VOC), SIPOC (supplier, inputs, process, output and customers), diagrama de
afinidade, árvore critical-to-quality (CTQ), brainstorming, diagrama de Ishikawa, contrato do
projeto, QFD (quality function deployment), análise financeira, mapa fluxo de valor, plano de
comunicação, plano multigerencial, gráficos quadri e RACI.
Medir
Gráficos de controle, análise de repetibilidade e reprodutibilidade (R&R), gráfico de pareto, matriz
de priorização, variabilidade do processo, capabilidade (Cp), short-term capability (Cpk) e long-
term capability (Ppk), defeitos por unidade (DPU), rolled throughput yield (RTY), definições
operacionais, plano de coleta de dados, histograma, box plot, amostragem estatística, gráficos de
controle.
Analisar
Gráfico de Pareto, matriz de causa e efeito, brainstorming, mapas de processos detalhados,
diagramas de fluxo, gráficos de frequência, gráficos de correlação, testes de hipóteses, ANOVA,
análises de regressão, método Taguchi, design of experiments (DOE), diagrama de Ishikawa,
ferramentas estatísticas básicas, FMEA ou FMECA (failure modes, effects and critical analysis),
regressão simples e múltipla,
Implementar
Plano de experimentos, plano de coleta de dados, regressão linear múltipla, full factorial design,
FMEA ou FMECA (failure modes, effects and critical analysis), brainstorm, benchmarking, 5S,
balanço de linha, kaizen, redução de setup, poka-yoke, FMEA ou FMECA (failure modes, effects
and critical analysis), pilotagem e simulação.
Controlar
Cartas de controle, procedimento operacional padrão (POP), plano de comunicação, plano de
capacitação e treinamento, plano de implementação, plano de controle de processos, diagramas de
fluxo, plano de controle, plano de transição, controle visual do processo, comissionamento de
projeto.
Fonte: Adaptado de Chen e Lyu (2009),(GEORGE, 2009), (CHERRAFI et al., 2016), (ALBLIWI; ANTONY;
LIM, 2015), (ANDERSON; KOVACH, 2014).
2.4.2 O sistema belt
O seis sigma cria uma poderosa infraestrutura para treinamento de Champions, Master,
Black Belts, Black Belts, Green Belts and Yellow Belts. Este sistema de Belts (black, Green,
White e Yellow) é uma característica única do Six Sigma, criando uma base para garantir que
as atividades de melhoria de desempenho tenham os recursos necessários. Eles são os agentes
de mudança que atuam como catalisadores da mudança cultural na organização (ANTONY;
KUMAR; LABIB, 2008).

37
Os white Belts atuam no nível operacional, capacitados em seis sigma para executar
ações de rotina e auxiliar os Yellow, Green e Black Belts no andamento de projetos seis sigma
dentro da empresa. Já os Yellow Belts atuam no nível tático para suportar os Black Belts e Green
Belts na implementação de projetos e são capacitados em seis sigma, entretanto não possuem
conhecimentos profundos em estatística, por isso, apenas auxiliam na utilização das ferramentas
Seis Sigma. Mesmo assim, ainda desenvolvem pequenos projetos de melhoria (COUTINHO,
2017).
Os Green Belts, em grande parte, são engenheiros ou gestores a nível de supervisão que
dedicam tempo em melhoria contínua e execução de projetos Seis Sigma, subordinados a seu
superior imediato. Por sua vez, os Black Belts estão, preferencialmente, com dedicação
exclusiva ao seis sigma, executando ou monitorando projetos que respondem ao Master Black
Belt (MBB). Este, direciona as estratégias junto ao programa Seis Sigma e dá suporte aos Green
e Black Belts (COUTINHO, 2017).
2.5 Lean seis sigma
Freitas, Costa e Ferraz (2017) trazem um breve histórico sobre a metodologia lean seis
sigma, que teve seu desenvolvimento iniciado após a Segunda Guerra Mundial, em conjunto
com diversas metodologias focadas no aumento da qualidade nas organizações, tais como: 5S,
TQM, Controle Estatístico de Processos (CEP), Ferramentas da Qualidade, dentre outras. A
filosofia Lean e a metodologia Six Sigma foram desenvolvidas de formas separadas e,
posteriormente, começaram a se integrar, transformando-se no que conhecemos atualmente
como lean seis sigma.
Na última década, a melhoria da qualidade tem sido caracterizada por duas abordagens
principais: o desenvolvimento enxuto (Lean), que visa aprimorar a eficiência do processo,
eliminando as etapas e atividades que não agregam valor em um processo, e Seis Sigma (Six
Sigma), que inibe a transmissão de variação de processo em toda cadeia principal. O
desenvolvimento híbrido das duas práticas é a sua fusão, denominada de Lean seis sigma
(YADAV; DESAI, 2016).
Do mesmo modo que os autores já citados, George (2009) mostrava que o pensamento
enxuto sozinho não consegue deixar um processo sob controle estatístico e o seis sigma sozinho
não tem a capacidade de melhorar energicamente a velocidade de processo nem minimizar o
capital investido. O pensamento enxuto foca na velocidade do processo por intermédio da
análise de fluxo dos processos e dos atrasos em cada atividade, centra na divisão de trabalho
38
para identificar o que realmente agrega valor ao produto ou serviço e na redução dos custos. O
seis sigma ressalta a necessidade de identificar oportunidades e de erradicar defeitos apontados
pelos clientes, leva em consideração que a variação é prejudicial para prestar serviços com
qualidade e confiabilidade, requer decisões pautadas em dados e ferramentas da qualidade sob
uma estrutura cultural potente para solucionar problemas de forma eficaz e obter resultados
sustentáveis.
Clarificando as restrições de cada um, o pensamento enxuto não preconiza a cultura nem
a infraestrutura essencial para o alcance de resultados sustentáveis, não prioriza os fatores
críticos de qualidade para os clientes e não conhece o impacto de um serviço variável. O lean
seis sigma não identifica os desperdícios, não melhora a velocidade do processo e não consegue
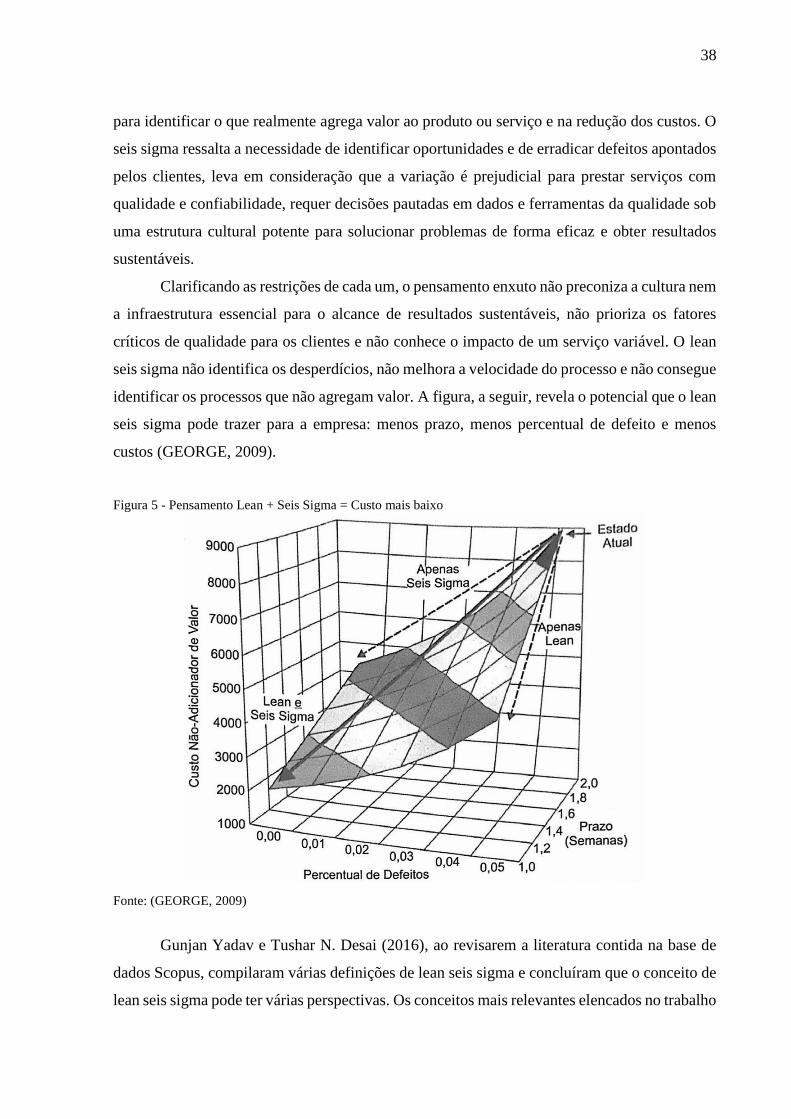
identificar os processos que não agregam valor. A figura, a seguir, revela o potencial que o lean
seis sigma pode trazer para a empresa: menos prazo, menos percentual de defeito e menos
custos (GEORGE, 2009).
Figura 5 - Pensamento Lean + Seis Sigma = Custo mais baixo
Fonte: (GEORGE, 2009)
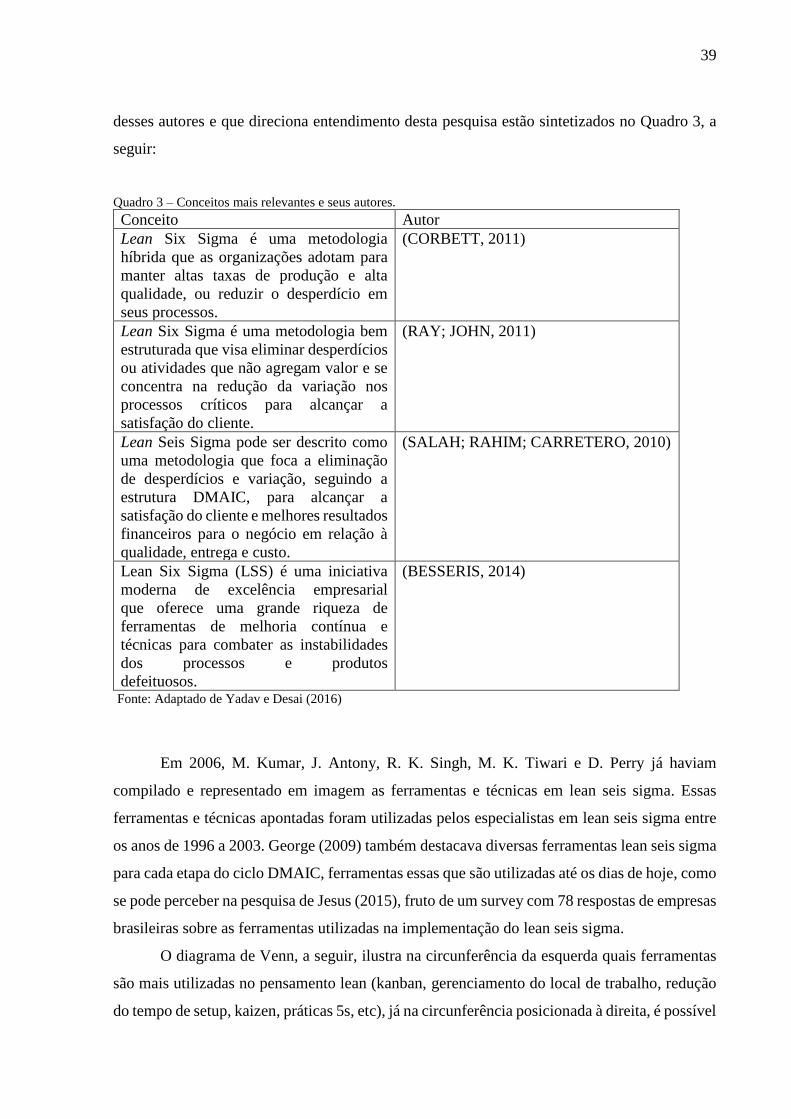
Gunjan Yadav e Tushar N. Desai (2016), ao revisarem a literatura contida na base de
dados Scopus, compilaram várias definições de lean seis sigma e concluíram que o conceito de
lean seis sigma pode ter várias perspectivas. Os conceitos mais relevantes elencados no trabalho
39
desses autores e que direciona entendimento desta pesquisa estão sintetizados no Quadro 3, a
seguir:
Quadro 3 – Conceitos mais relevantes e seus autores.
Conceito Autor
Lean Six Sigma é uma metodologia
híbrida que as organizações adotam para
manter altas taxas de produção e alta
qualidade, ou reduzir o desperdício em
seus processos.
(CORBETT, 2011)
Lean Six Sigma é uma metodologia bem
estruturada que visa eliminar desperdícios
ou atividades que não agregam valor e se
concentra na redução da variação nos
processos críticos para alcançar a
satisfação do cliente.
(RAY; JOHN, 2011)
Lean Seis Sigma pode ser descrito como
uma metodologia que foca a eliminação
de desperdícios e variação, seguindo a
estrutura DMAIC, para alcançar a
satisfação do cliente e melhores resultados
financeiros para o negócio em relação à
qualidade, entrega e custo.
(SALAH; RAHIM; CARRETERO, 2010)
Lean Six Sigma (LSS) é uma iniciativa
moderna de excelência empresarial
que oferece uma grande riqueza de
ferramentas de melhoria contínua e
técnicas para combater as instabilidades
dos processos e produtos
defeituosos.
(BESSERIS, 2014)
Fonte: Adaptado de Yadav e Desai (2016)
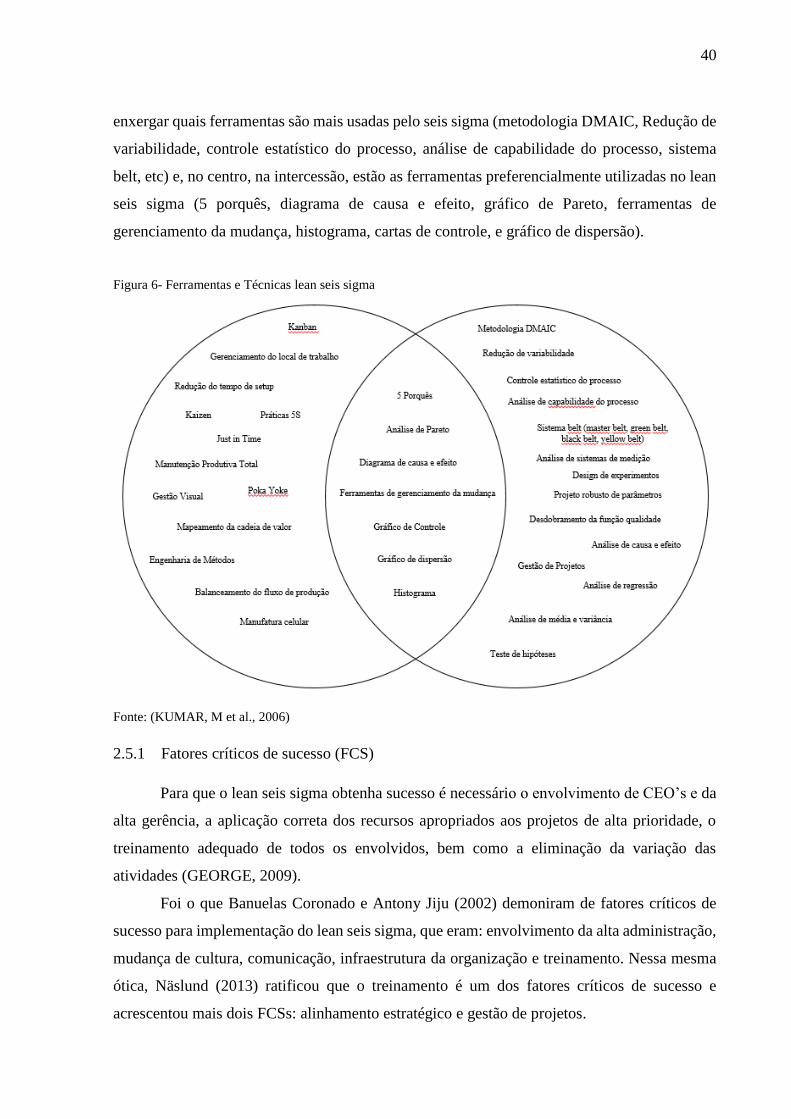
Em 2006, M. Kumar, J. Antony, R. K. Singh, M. K. Tiwari e D. Perry já haviam
compilado e representado em imagem as ferramentas e técnicas em lean seis sigma. Essas
ferramentas e técnicas apontadas foram utilizadas pelos especialistas em lean seis sigma entre
os anos de 1996 a 2003. George (2009) também destacava diversas ferramentas lean seis sigma
para cada etapa do ciclo DMAIC, ferramentas essas que são utilizadas até os dias de hoje, como
se pode perceber na pesquisa de Jesus (2015), fruto de um survey com 78 respostas de empresas
brasileiras sobre as ferramentas utilizadas na implementação do lean seis sigma.
O diagrama de Venn, a seguir, ilustra na circunferência da esquerda quais ferramentas
são mais utilizadas no pensamento lean (kanban, gerenciamento do local de trabalho, redução
do tempo de setup, kaizen, práticas 5s, etc), já na circunferência posicionada à direita, é possível
40
enxergar quais ferramentas são mais usadas pelo seis sigma (metodologia DMAIC, Redução de
variabilidade, controle estatístico do processo, análise de capabilidade do processo, sistema
belt, etc) e, no centro, na intercessão, estão as ferramentas preferencialmente utilizadas no lean
seis sigma (5 porquês, diagrama de causa e efeito, gráfico de Pareto, ferramentas de
gerenciamento da mudança, histograma, cartas de controle, e gráfico de dispersão).
Figura 6- Ferramentas e Técnicas lean seis sigma
Fonte: (KUMAR, M et al., 2006)
2.5.1 Fatores críticos de sucesso (FCS)
Para que o lean seis sigma obtenha sucesso é necessário o envolvimento de CEO’s e da
alta gerência, a aplicação correta dos recursos apropriados aos projetos de alta prioridade, o
treinamento adequado de todos os envolvidos, bem como a eliminação da variação das
atividades (GEORGE, 2009).
Foi o que Banuelas Coronado e Antony Jiju (2002) demoniram de fatores críticos de
sucesso para implementação do lean seis sigma, que eram: envolvimento da alta administração,
mudança de cultura, comunicação, infraestrutura da organização e treinamento. Nessa mesma
ótica, Näslund (2013) ratificou que o treinamento é um dos fatores críticos de sucesso e
acrescentou mais dois FCSs: alinhamento estratégico e gestão de projetos.

41
Dois anos mais tarde, em 2015, Jesus compilou todos estes fatores críticos de sucesso
elencados em 26 pesquisas, sendo 5 delas nacionais. Além dos FCSs já citados, o capital
financeiro da empresa passou a ser relevante, como um ambiente com confiança, ética,
integridade e respeito. Fato interessante é que, nesta mesma pesquisa, incentivos e bônus
financeiros para os empregados não se mostraram como críticos para o sucesso.
Diante do exposto, fica evidente que, de fato, pensamento enxuto e seis sigma
necessitam andar juntos para fornecerem melhores resultados às empresas e organizações, ao
passo que um foca em velocidade, o outro foca na eliminação da variação. Esses dois benefícios
só são alcançados utilizando o lean seis sigma com o auxílio de diverssas ferramentas da
qualidade, sem deixar de lado os faores críticos de sucesso: alinhamento estratégico,
envolvimento da alta administração, treinamento, gestão de projetos, organização financeira,
ética confiança, integridade e respeito.
Ao encerrar-se este capítulo, é possível identificar que a revisão bibliográfica na base
de dados Scopus e análise realisada no servidor Hammer revelaram os principais autores em
termos de publicações e conectividade que versam sobre lean seis sigma, foram eles: Antony
Jiju, Furterer, Elshennawy, Chen e Wang. Foi possível perceber conceitos relevantes
apresentados não só pelos principais autores, mas também por autores envolvidos nos 25
trabalhos acadêmicos mais relevantes encontrados.
Os conceitos teóricos quem sustentam esta pesquisa-ação acerca do pensamento lean,
do seis sigma, do ciclo DMAIC e do lean seis sigma foram apresentados até a demonstração
dos fatores críticos de sucesso para aplicação do lean seis sigma nas organizações.
No capítulo seguinte, os atributos desta pesquisa-ação serão apresentados, detalhar-se-
á como a pesquisa na base de dados scopus ocorreu, o papel e a funlção do servidor hammer
serão exclarecidos e, por fim, toda a metodologia utilizada para aplicar esta esta pesquisa-ação
será apresentada e pormenorizada.
2.6 Principais conceitos para a pesquisa
Um dos principais conceitos utilizados na pesquisa foi o Ciclo DMAIC, a metodologia
é a mais utilizada para aplicação de seis sigma, norteou os passos metodológicos desta pesquisa
e, com este conceito definido, as ferramentas de cada etapa ficaram mais fáceis de serem
selecionadas.
42
Os conceitos da flosofia lean e do seis sigma tratados separadamente elucidaram o papel
de cada um na filosofia e as definições de sua aplicação conjunta (lean seis sigma) reveleram
o potencial de extrair benefícios e reduzir desperdícios.
Já o detalhamento do sistema belt revela que a equipe deve ter uma estrutura e cada
integrante aplicador da filosofia deve possuir determinado nível de conhecimento e função para
por em prática a metodologia.

43
3 METODOLOGIA DA PESQUISA
Nesta etapa da dissertação, as características da pesquisa são reveladas e, logo em
seguida, a metodologia utilizada na revisão bibliográfica é detalhada, o modo como o
framework foi criado é apresentado e descrito como se deu a escolha do serviço que recebeu a
aplicação.
3.1 Caracterização da pesquisa
Guiado pelas definições de natureza, objetivos e procedimentos da pesquisa científica
definidos por Marconi e Lakatos (2005), a pesquisa, aqui em questão, é de natureza aplicada,
por gerar conhecimento para a prática e por ser voltada à resolução de problemas peculiares.
Esta pesquisa possui abordagem quantitativa por conter as características da estrutura
lógica e os principais interesses apontados por Bryman (1989), mensurabilidade, causalidade,
generalização e replicação. Por esta personalidade, foi utilizado um experimento que, de acordo
com Cauchick Miguel (2012), é um dos métodos mais adequados para esse tipo de abordagem.
À luz dos seus objetivos, esta dissertação é de cunho exploratório, por tornar um problema
explícito, gerar hipótese, revisão e pesquisas bibliográficas, inclusive possui cariz descritivo,
por minuciar fenômenos, clarificar interrelações entre variáveis e coletar dados por meio de
observação sistemática (GIL, 2002 apud MATIAS-PEREIRA, 2010).
Pela perspectiva dos procedimentos, trata-se de uma pesquisa-ação, uma vez que,
predominantemente, busca-se, além dos objetivos gerais e específicos, compreender, interferir
e transformar uma situação. Assim, de maneira simultânea, analisa um cenário e propõe
mudanças que trazem melhorias às práticas analisadas. Outro fator crucial desta pesquisa é que
ela busca produzir conhecimento para solucionar um problema prático (SEVERINO, 2016).
Essas características citadas são tratadas como importantes para Westbrook (1995),
Riordan (1995), Coughlan e Coghlan (2002), Ballantyne (2004), Thiollent (2007) apud
Cauchick Miguel (2012), como a utilização da abordagem científica para resolução de
problemas organizacionais.
Outro ponto relevante é que esta é uma pesquisa-participante. O pesquisador interage
com os pesquisados, acompanhando as ações praticadas e visualizando suas manifestações nas
situações. Tudo isso ocorre no mesmo instante em que se registra os elementos e as
considerações ao longo da pesquisa. E, mesmo com toda essa caracterização prevalecente, ainda
possuiu como procedimento uma pesquisa bibliográfica por meio de livros e artigos já
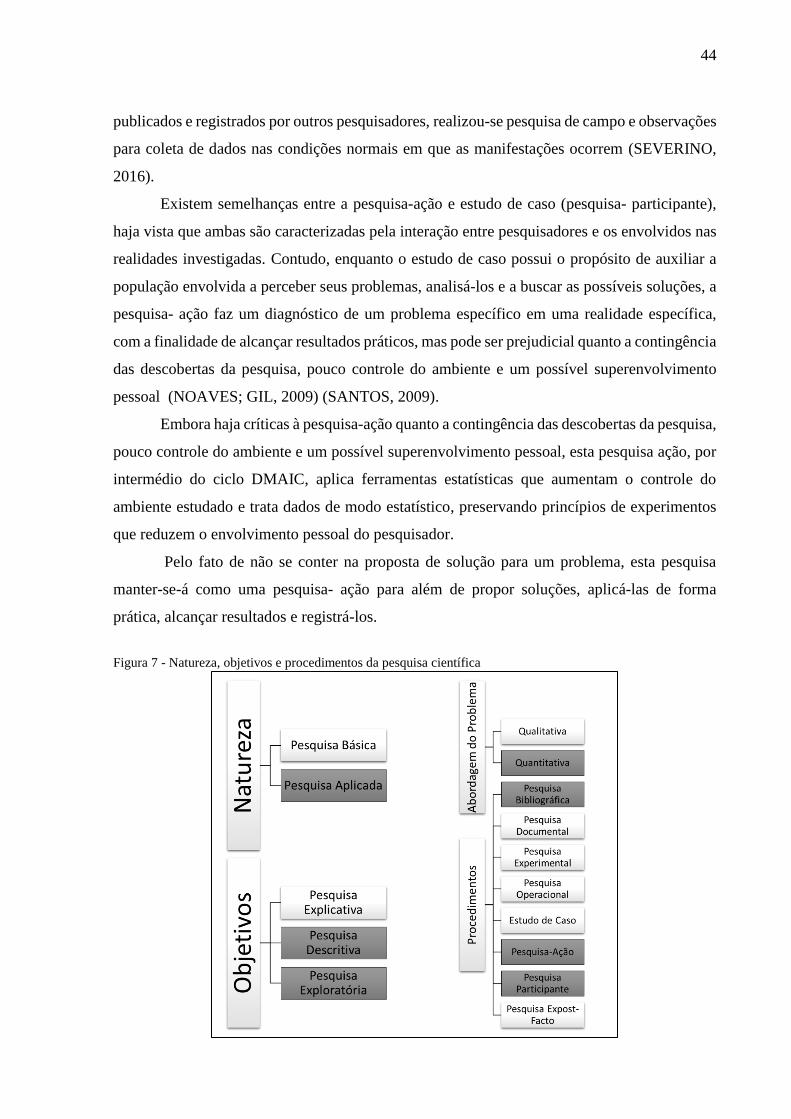
44
publicados e registrados por outros pesquisadores, realizou-se pesquisa de campo e observações
para coleta de dados nas condições normais em que as manifestações ocorrem (SEVERINO,
2016).
Existem semelhanças entre a pesquisa-ação e estudo de caso (pesquisa- participante),
haja vista que ambas são caracterizadas pela interação entre pesquisadores e os envolvidos nas
realidades investigadas. Contudo, enquanto o estudo de caso possui o propósito de auxiliar a
população envolvida a perceber seus problemas, analisá-los e a buscar as possíveis soluções, a
pesquisa- ação faz um diagnóstico de um problema específico em uma realidade específica,
com a finalidade de alcançar resultados práticos, mas pode ser prejudicial quanto a contingência
das descobertas da pesquisa, pouco controle do ambiente e um possível superenvolvimento
pessoal (NOAVES; GIL, 2009) (SANTOS, 2009).
Embora haja críticas à pesquisa-ação quanto a contingência das descobertas da pesquisa,
pouco controle do ambiente e um possível superenvolvimento pessoal, esta pesquisa ação, por
intermédio do ciclo DMAIC, aplica ferramentas estatísticas que aumentam o controle do
ambiente estudado e trata dados de modo estatístico, preservando princípios de experimentos
que reduzem o envolvimento pessoal do pesquisador.
Pelo fato de não se conter na proposta de solução para um problema, esta pesquisa
manter-se-á como uma pesquisa- ação para além de propor soluções, aplicá-las de forma
prática, alcançar resultados e registrá-los.
Figura 7 - Natureza, objetivos e procedimentos da pesquisa científica
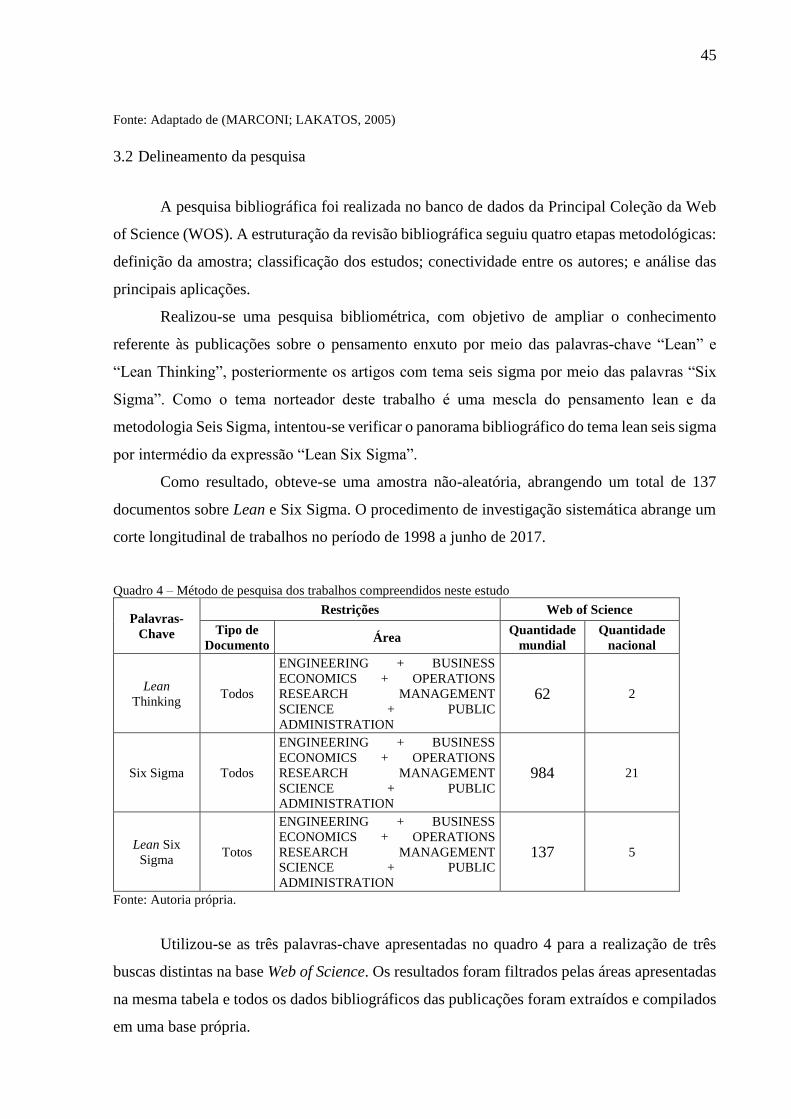
45
Fonte: Adaptado de (MARCONI; LAKATOS, 2005)
3.2 Delineamento da pesquisa
A pesquisa bibliográfica foi realizada no banco de dados da Principal Coleção da Web
of Science (WOS). A estruturação da revisão bibliográfica seguiu quatro etapas metodológicas:
definição da amostra; classificação dos estudos; conectividade entre os autores; e análise das
principais aplicações.
Realizou-se uma pesquisa bibliométrica, com objetivo de ampliar o conhecimento
referente às publicações sobre o pensamento enxuto por meio das palavras-chave “Lean” e
“Lean Thinking”, posteriormente os artigos com tema seis sigma por meio das palavras “Six
Sigma”. Como o tema norteador deste trabalho é uma mescla do pensamento lean e da
metodologia Seis Sigma, intentou-se verificar o panorama bibliográfico do tema lean seis sigma
por intermédio da expressão “Lean Six Sigma”.
Como resultado, obteve-se uma amostra não-aleatória, abrangendo um total de 137
documentos sobre Lean e Six Sigma. O procedimento de investigação sistemática abrange um
corte longitudinal de trabalhos no período de 1998 a junho de 2017.
Quadro 4 – Método de pesquisa dos trabalhos compreendidos neste estudo
Palavras-
Chave
Restrições Web of Science
Tipo de
Documento Área
Quantidade
mundial
Quantidade
nacional
Lean
Thinking Todos
ENGINEERING + BUSINESS
ECONOMICS + OPERATIONS
RESEARCH MANAGEMENT
SCIENCE + PUBLIC
ADMINISTRATION
62 2
Six Sigma Todos
ENGINEERING + BUSINESS
ECONOMICS + OPERATIONS
RESEARCH MANAGEMENT
SCIENCE + PUBLIC
ADMINISTRATION
984 21
Lean Six
Sigma Totos
ENGINEERING + BUSINESS
ECONOMICS + OPERATIONS
RESEARCH MANAGEMENT
SCIENCE + PUBLIC
ADMINISTRATION
137 5
Fonte: Autoria própria.
Utilizou-se as três palavras-chave apresentadas no quadro 4 para a realização de três
buscas distintas na base Web of Science. Os resultados foram filtrados pelas áreas apresentadas
na mesma tabela e todos os dados bibliográficos das publicações foram extraídos e compilados
em uma base própria.
46
Esta última base foi submetida ao servidor de análise HAMMER
(http://hammer.nailsproject.net/) do projeto Network Analysis Interface for Literature Studies
(NAILS - http://nailsproject.net/), mantido pela Lappeenranta University of Technology.
Segundo Knutas et al. (2015), esse servidor proporciona um serviço de análise bibliométrica
baseada em uma nuvem para mapeamentos sistemáticos de estudos, realizando análises
estatísticas e de redes sociais entre os autores e citações presentes na base submetida, além de
realizar comparações com demais autores da Web of Science.
A base submetida englobou todas as 137 publicações, apresentando, de acordo com o
relatório gerado após análise, 72 variáveis. Ressalta-se que os dados gerados compreendem o
âmbito das publicações selecionadas como mencionado, porém a variável “total de vezes
citado” se refere à quantidade de vezes que todas as publicações selecionadas do respectivo
autor foram citadas em toda a base do Web of Science. Esse aspecto é explicado e exemplificado
no detalhamento da pesquisa. Nesse sentido, os resultados apresentados demonstram dados
comparativos de dois universos: toda a base do Web of Science e a base utilizada como amostra
para este trabalho.
O servidor HAMMER ainda utiliza algoritmo na base amostral para mensuração da
métrica “InDegree”, que determina o número de arestas diretas para cada publicação e o
algoritmo PageRank, para determinar a relevância de cada publicação. Com base nos
resultados, o servidor aponta as 25 publicações mais relevantes em ordem decrescente, levando
em consideração os valores obtidos por essas duas métricas, além do número de citações que
cada publicação apresenta. É possível obter algumas publicações repetidas em virtude das
diversas formas na qual o mesmo autor pode ser referenciado, por isso que uma análise prévia
dos resultados se fez necessária.
Estes artigos foram catalogados e analisados manualmente quanto às ferramentas
utilizadas; à área onde a pesquisa foi aplicada e à finalidade o trabalho foi realizado.
Os resultados extraídos do projeto NAILS foram plotados na plataforma GEPHI para
verificar e ilustrar a conectividade entre os autores, trabalhos acadêmicos e citações. Alguns
algoritmos de distribuição visual foram empregados, buscando-se obter uma rede com um
maior apelo visual, optou-se pelo algoritmo Fruchterman Reingold. Os dados foram
caracterizados por cor e por tamanho dos nós, de tal forma que a cor indica a quantidade de
publicações presentes na base por autor e o tamanho dos nós representa a variável “total de
vezes citado”.
Em seguida, foi aplicado o algoritmo de tratamento de dados intitulado Modularidade
para detectar a existência de agrupamentos entre os nós e seus tamanhos. O algoritmo de

47
Fruchterman Reingold foi aplicado novamente, seguido por algoritmos para ajustar a rede, de
modo a se tornar mais legível. O resultado foi a Figura 2, apresentada no item 2.1.1.2 deste
trabalho.
Ao prosseguir com a pesquisa, os conceitos de Lean Thinking, Seis Sigma e Lean Seis
Sigma foram revisados bem como o ciclo DMAIC. Ciclo esse que será utilizado como
metodologia base para interferir nos serviços selecionados, uma vez que, como já revelado no
referencial teórico desta pesquisa, é a metodologia utilizada em lean seis sigma para produtos
e serviços já existentes, por ser a mais utilizada nas aplicações registradas academicamente. O
Ciclo DMAIC consiste em (1) Definir, (2) Medir, (3) Analisar, (4) Implementar e (5) Controlar,
com a possibilidade de utilizar as ferramentas mais adequadas em cada uma dessas etapas
quando aplicadas em serviços terceirizados de mão de obra residente.
A figura 8 sintetiza a metodologia que está sendo empregada nesta dissertação. Na
lateral esquerda, ela demonstra o delineamento da pesquisa e suas etapas (início, introdução,
revisão bibliográfica e referencial teórico, o método, a pesquisa-ação e conclusão). No início,
foram escritos os elementos pré-textuais, na introdução o tema foi apresentado, o problema
descrito, os objetivos definidos, as justificativas da pesquisa foram expostas e a estrutura da
dissertação foi apresentada.
Na revisão bibliográfica e referencial teórico foram definidas uma amostra de
documentos acadêmicos da base de dados acadêmica Web of Science o servidor Hammer. Para
realizar uma análise de relevância, os dados foram plotados no software GUEPHI, os resultados
encontrados foram detalhados e os conceitos do pensamento lean, do seis sigma e da junção
lean seis sigma foram apresentados.
No método, houve a caracterização da pesquisa, a apresentação do ciclo DMAIC e a
proposição do framework. Posteriormente, na pesquisa-ação, o framework proposto foi
experimentado no núcleo de administração da JFRN e os resultados foram validados. Por fim,
na conclusão, os resultados foram contextualizados, melhorias à pesquisa e sugestões de estudos
futuros foram apontadas.
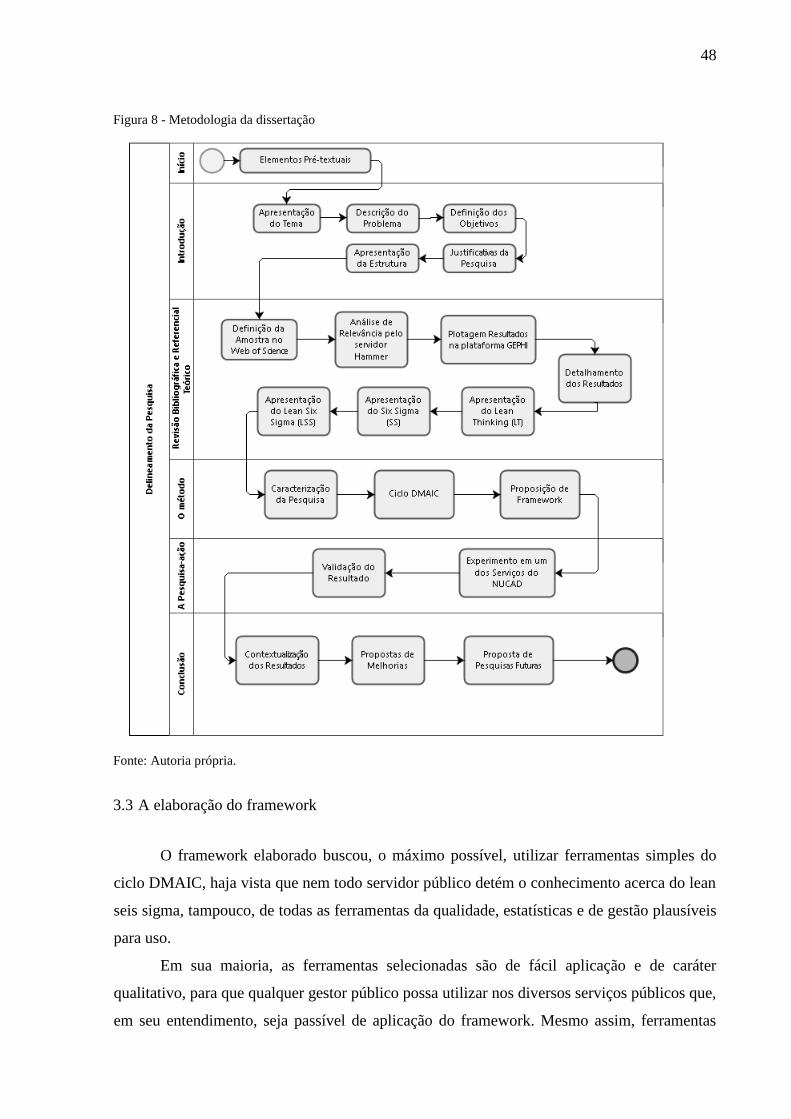
48
Figura 8 - Metodologia da dissertação
Fonte: Autoria própria.
3.3 A elaboração do framework
O framework elaborado buscou, o máximo possível, utilizar ferramentas simples do
ciclo DMAIC, haja vista que nem todo servidor público detém o conhecimento acerca do lean
seis sigma, tampouco, de todas as ferramentas da qualidade, estatísticas e de gestão plausíveis
para uso.
Em sua maioria, as ferramentas selecionadas são de fácil aplicação e de caráter
qualitativo, para que qualquer gestor público possa utilizar nos diversos serviços públicos que,
em seu entendimento, seja passível de aplicação do framework. Mesmo assim, ferramentas
49
quantitativas acessíveis foram consideradas a exceção do experimento estatístico, haja vista que
é de suma importância em seis sigma, por confirmar cientificamente as reduções investigadas,
as diminuições de variabilidade e os principais fatores influenciadores nas variáveis
investigadas.
Para a primeira etapa do ciclo DMAIC, o framework apegou-se em ferramentas que
traduziram quantitativamente e registraram os desejos o do principal líder da instituição: QFD
(Quality Function Deployment – Desdobramento da Função Qualidade), Contrato do Projeto
(Project Charter) e Mapa SIPOC ou COPIS.
Em seguida, para a etapa de medir, as ferramentas utilizadas buscaram registrar as
definições operacionais, observar fielmente o processo em seu estágio inicial, verificar seu
comportamento estatístico e se ele representa uma condição de normalidade. Neste estágio, as
ferramentas utilizadas foram: Definições Operacionais, Formulário de Observação de Processo,
Teste de Normalidade e o Gráfico de Controle.
Na análise, apenas duas ferramentas foram utilizadas, uma vez que, na fase posterior
(implementar), diversas ferramentas que seriam utilizadas nas duas etapas citadas (brainstorm,
DOE, ferramentas estatísticas básicas) são apresentadas de maneira comparativa na fase de
implementação durante o experimento estatístico (subitem 4.4.4.4). Entretanto, as duas
ferramentas escolhidas para a análise são ferramentas úteis e que permitem extrair uma
quantidade relevante de informações para o propósito da etapa, as ferramentas foram: Gráfico
de Pareto (80/20) e Diagrama de Ishikawa (Espinha de Peixe).
A análise durou 15 dias úteis, ou 3 semanas, e contou com 5 membros da equipe, sendo
2 auxiliares de serviços gerais (ASG), o supervisor de campo, o supervisor da seção de serviços
gerais e o diretor do núcleo. Os procedimentos operacionais foram realizados pelos ASG’s, o
supervisor de campo coletou os dados e as ferramentas foram aplicadas pelo diretor de núcleo,
com o auxílio do supervisor da seção.
Para implementar as melhorias, um processo extenso de formação de ideias e soluções
conta com um Brainstorm, um Benchmarking, a Redução de Setup e Melhoria de Fluxo de
Processo (DFSS).
Ainda na implementação, um experimento em pequena escala foi aplicado para que os
principais fatores de melhorias fossem revelados e as melhores combinações utilizadas e
ratificadas estatisticamente. Esta etapa durou aproximadamente 35 dias úteis, ou 7 semanas, e
contou com a mesma equipe da avaliação e com as mesmas distribuições de funções.
Por fim, para manter o controle do bom funcionamento do serviço em que o framework
foi aplicado, um procedimento operacional padrão – POP- foi criado e o mapeamento do novo
50
processo atualizado. Ainda foram elaborados um Controle Visual de Processo (Checklist), um
Plano de Comunicação Operacional e um Plano de Treinamento Anual.
3.4 Serviço escolhido para o experimento
Para selecionar o serviço a ser estudado, realizou-se um levantamento em que os
Supervisores do Núcleo de Administração foram entrevistados e interrogados informalmente
sobre os serviços terceirizados com mão de obra residente e sobre quais serviços estavam aquém
nos quesitos rapidez, qualidade, consumo de recursos e custo. Esses quesitos foram definidos,
considerando que o foco da metodologia lean seis sigma é melhorar a qualidade e a rapidez
quando aplicada na manufatura ou em um serviço, bem como a redução de desperdícios e dos
custos.
Para guiar a entrevista e o diálogo informal com os supervisores, foi elaborado um
roteiro topificado, que contou com as seguintes questões:
• Em qual seção do Núcleo de Administração atua?
• Quais são os serviços terceirizados com mão de obra residente na seção?
• Quais são os serviços mais caros?
• Quais são os mais lentos na prestação dos serviços?
• Quais são os que recebem maiores reclamações de falhas?
• Quais são os serviços que mais necessitam de retrabalho?
• Quais são os serviços que mais consomem recursos?
Após o diálogo informal, apoiado por um roteiro topificado, o serviço de “manutenção
de ar-condicionado”, sob responsabilidade da Seção de Administração Predial e Engenharia,
com problemas de lentidão na prestação do serviço e má qualidade na execução das
manutenções, como de “limpeza e conservação” presente na Seção de Serviços Gerais, com
diversas reclamações na qualidade da execução do serviço, foram elencados para o
experimento. Entretanto, este estudo selecionou o serviço de limpeza por se tratar de um dos
contratos mais caros do Núcleo de Administração.
O serviço de Jardinagem também é alvo de críticas quanto à qualidade da manutenção
do gramado e a lentidão no atendimento dos chamados pertinentes ao serviço de jardinagem.
Porém, como cada etapa de rotina deste serviço é bastante demorado e depende de vários fatores
climáticos e incontroláveis (sol, chuva, ventos), pela escassez de pessoas que possam
acompanhar de perto o serviço prestado, este serviço não será estudado.
Ao elucidar e detalhar as características e os procedimentos metodológicos utilizados
nesta dissertação, surge a hipótese de que é possível criar um framework para aplicar lean seis
51
sigma em serviços terceirizados no judiciário federal brasileiro, além de empregá-lo e extrair
resultados positivos da execução do framework proposto.
Ao encerrar este capítulo, as características da pesquisa foram apresentadas, o uso da
pesquisa-ação foi justificado, os procedimentos metodológicos estão detalhados e expostos para
atingir a hipótese da dissertação. O capítulo a seguir discorrerá acerca da aplicação da pesquisa-
ação em detalhes.
52
4 A PESQUISA- AÇÃO
O presente capítulo situa o leitor no Poder Judiciário Brasileiro e suas divisões,
apresenta a Justiça Federal, suas funções e abrangência, e discorre sobre a Justiça Federal no
Rio Grande do Norte (JFRN). Logo em seguida, detalha toda a aplicação do framework
elaborado no serviço terceirizado de limpeza da JFRN, que conta com mão de obra residente
no Núcleo de Administração da Instituição.
4.1 O Poder Judiciário Brasileiro
O Brasil possui uma estrutura clássica formada por três poderes: o Executivo, o
Legislativo e o Judiciário. O poder executivo é constituído pelo Presidente da República, seu
gabinete de ministros e seus secretários. A função do poder legislativo é elaborar normas de
direito e legislar os âmbitos políticos e constitucionais da nação ao aprovar, rejeitar e fiscalizar
projetos do poder executivo, já o poder judiciário detém a capacidade de julgar.
O Poder Judiciário é regulado pela Constituição Federal nos seus artigos 92 a 126, é
obrigado a sentenciar de maneira imparcial qualquer conflito que surja no país. Seus órgãos de
funcionamento são o Supremo Tribunal Federal (STF), o Superior Tribunal de Justiça (STJ), os
Tribunais Regionais Federais (TRF), o Conselho Nacional de Justiça (CNJ), os Tribunais do
Trabalho, os Tribunais Eleitorais, os Tribunais Militares e os Tribunais dos Estados. Em seu
organograma há o STF, no topo, com a incumbência de zelar pelo cumprimento da Constituição
e abaixo está o STJ, competente em realizar interpretações uniformes da legislação federal.
O Conselho Nacional de Justiça (CNJ), em sua atribuição legal, dá transparência e
publicidade às informações relativas à atuação do Poder Judiciário brasileiro. Em setembro de
2018, publicou a 14ª edição do Relatório Justiça em Números, construído de forma contínua
pelo Departamento de Pesquisas Judiciárias (DPJ), responsável pelo recebimento e compilação
das estatísticas judiciárias nacionais, desde 2005, e o relatório de 2018 compreende os anos de
2009 a 2017.
De acordo com dados do Conselho Nacional de Justiça (2018), a Justiça Estadual é a
maior instituição, com 10.035 varas distribuídas em todo país, o que corresponde à 65,2% do
poder judiciário. Em segundo lugar, a Justiça Eleitoral aparece com 2.771 Zonas Eleitorais e
18% de participação, seguida pela Justiça do Trabalho com 1.572 varas e 10,2% da fatia do
judiciário. A Justiça Federal é a Justiça mais enxuta, com apenas 988 varas e 6,4% de
53
representatividade no Poder Judiciário; por fim, com representatividade mínima, está a Justiça
Militar da União com 19 varas, compondo 0,1% de participação.
De acordo com o Art. 108 da Constituição Federal, compete aos Tribunais Regionais
Federais:
I – Processar e julgar, originariamente:
a) os juízes federais da área de sua jurisdição, incluídos os da Justiça Militar e
da Justiça do Trabalho, nos crimes comuns e de responsabilidade, e os
membros do Ministério Público da União, ressalvada a competência da Justiça
Eleitoral;
b) as revisões criminais e as ações rescisórias de julgados seus ou dos juízes
federais da região;
c) os mandados de segurança e os habeas data contra ato do próprio Tribunal
ou de juiz federal;
d) os habeas corpus, quando a autoridade coatora for juiz federal;
e) os conflitos de competência entre juízes federais vinculados ao Tribunal;
II – Julgar, em grau de recurso, as causas decididas pelos juízes federais e pelos juízes
estaduais no exercício da competência federal da área de sua jurisdição.
E, conforme o Art. 109 da Constituição Federal, compete aos Juízes Federais processar
e julgar, originalmente:
I - as causas em que a União, entidade autárquica ou empresa pública federal forem
interessadas na condição de autoras, rés, assistentes ou oponentes, exceto as de
falência, as de acidentes de trabalho e as sujeitas à Justiça Eleitoral e à Justiça do
Trabalho;
II - as causas entre Estado estrangeiro ou organismo internacional e Município ou
pessoa domiciliada ou residente no País;
III - as causas fundadas em tratado ou contrato da União com Estado estrangeiro ou
organismo internacional;
IV - os crimes políticos e as infrações penais praticadas em detrimento de bens,
serviços ou interesse da União ou de suas entidades autárquicas ou empresas públicas,
excluídas as contravenções e ressalvada a competência da Justiça Militar e da Justiça
Eleitoral;
V - os crimes previstos em tratado ou convenção internacional, quando, iniciada a
execução no País, o resultado tenha ou devesse ter ocorrido no estrangeiro, ou
reciprocamente;
V-A as causas relativas a direitos humanos a que se refere o § 5º deste artigo;
(Incluído pela Emenda Constitucional nº 45, de 2004)
VI - os crimes contra a organização do trabalho e, nos casos determinados por lei,
contra o sistema financeiro e a ordem econômico-financeira;
VII - os habeas corpus, em matéria criminal de sua competência ou quando o
constrangimento provier de autoridade cujos atos não estejam diretamente sujeitos a
outra jurisdição;

54
VIII - os mandados de segurança e os habeas data contra ato de autoridade federal,
excetuados os casos de competência dos tribunais federais;
IX - os crimes cometidos a bordo de navios ou aeronaves, ressalvada a competência
da Justiça Militar;
X - os crimes de ingresso ou permanência irregular de estrangeiro, a execução de carta
rogatória, após o "exequatur", e de sentença estrangeira, após a homologação, as
causas referentes à nacionalidade, inclusive a respectiva opção, e à naturalização;
XI - a disputa sobre direitos indígenas.
O Distrito Federal e os estados do Amazonas, do Acre, do Amapá, da Bahia, de Goiás,
do Maranhão, do Mato Grosso, de Minas Gerais, do Pará, do Piauí, de Rondônia, de Roraima
e do Tocantins estão sob tutela do Tribunal Regional Federal da 1ª Região (TRF1). O Tribunal
Regional Federal da 2ª Região (TRF2) possui jurisdição sobre os estados do Rio de Janeiro e
do Espírito Santo, enquanto os estados de São Paulo e do Mato Grosso do sul estão sob
preponderância do Tribunal Regional Federal da 3ª Região (TRF3).
A região sul do país, composta pelos estados do Paraná, de Santa Catarina e do Rio
Grande do Sul, forma o Tribunal Regional Federal da 4ª Região (TRF4), no nordeste do Brasil,
o Tribunal Regional Federal da 5ª Região (TRF5) abrange os estados do Ceará, do Rio grande
do Norte, da Paraíba, de Pernambuco, de Alagoas e de Sergipe. Cada TRF deve compor, no
mínimo, sete juízes recrutados na respectiva região, quando possível, e nomeados pelo
Presidente da República.
No Judiciário brasileiro, existem órgãos que funcionam no âmbito da União e dos
Estados, incluindo o Distrito Federal. Na esfera nacional, o Poder Judiciário é formado pela
Justiça Federal (JF) – inclusos os Juizados Especiais Federais (JEF) –, Justiça Especializada,
Justiça Eleitoral (JE) e a Justiça Militar (JM). Já a nível de Estado, a Justiça Estadual é formada
de juizados especiais cíveis e criminais, e a responsabilidade é do Distrito Federal e de cada um
dos outros 26 estados brasileiros.
O Poder Judiciário é um prestador de serviço público e possui como atividade final a
prestação jurisdicional, ou seja, processos judiciais, desde o início, até o julgamento realizado
por um juiz. Entende-se, então, que a atividade- meio (administrativa) é a execução das ações
que suportam o julgamento judicial.
Para prestar seus serviços à população, de acordo com dados do CNJ publicados em
setembro de 2018, o poder judiciário custa R$ 90.846.325.160 (90,85 bilhões de reais) aos
cofres públicos, possui 22.571 magistrados, 272.093 servidores e 158.703 auxiliares. Apesar da
expressiva despesa do Poder Judiciário, os cofres públicos receberam em 2017, cerca de R$
48,43 bilhões, em decorrência da atividade do judiciário, um retorno da ordem de 53% das
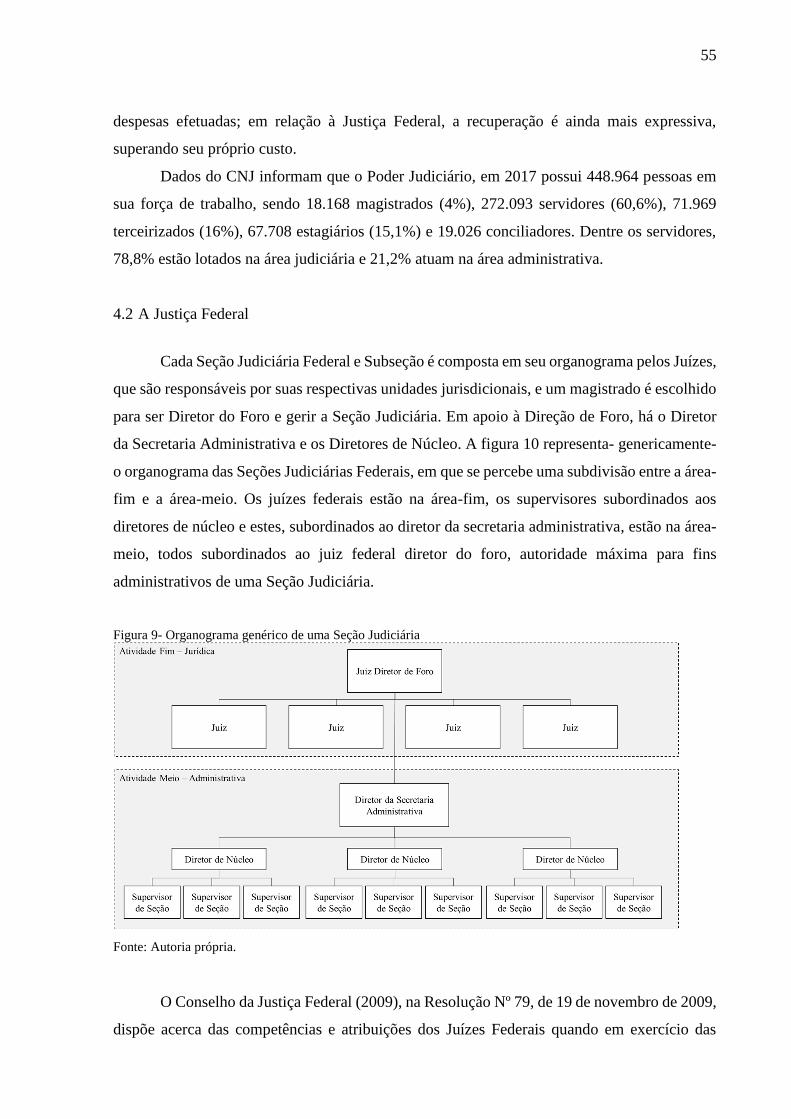
55
despesas efetuadas; em relação à Justiça Federal, a recuperação é ainda mais expressiva,
superando seu próprio custo.
Dados do CNJ informam que o Poder Judiciário, em 2017 possui 448.964 pessoas em
sua força de trabalho, sendo 18.168 magistrados (4%), 272.093 servidores (60,6%), 71.969
terceirizados (16%), 67.708 estagiários (15,1%) e 19.026 conciliadores. Dentre os servidores,
78,8% estão lotados na área judiciária e 21,2% atuam na área administrativa.
4.2 A Justiça Federal
Cada Seção Judiciária Federal e Subseção é composta em seu organograma pelos Juízes,
que são responsáveis por suas respectivas unidades jurisdicionais, e um magistrado é escolhido
para ser Diretor do Foro e gerir a Seção Judiciária. Em apoio à Direção de Foro, há o Diretor
da Secretaria Administrativa e os Diretores de Núcleo. A figura 10 representa- genericamente-
o organograma das Seções Judiciárias Federais, em que se percebe uma subdivisão entre a área-
fim e a área-meio. Os juízes federais estão na área-fim, os supervisores subordinados aos
diretores de núcleo e estes, subordinados ao diretor da secretaria administrativa, estão na área-
meio, todos subordinados ao juiz federal diretor do foro, autoridade máxima para fins
administrativos de uma Seção Judiciária.
Figura 9- Organograma genérico de uma Seção Judiciária
Fonte: Autoria própria.
O Conselho da Justiça Federal (2009), na Resolução Nº 79, de 19 de novembro de 2009,
dispõe acerca das competências e atribuições dos Juízes Federais quando em exercício das
56
funções de Diretor do Foro das Seções Judiciárias na Administração de Obras, Compras de
Bens e Serviços deve autorizar a abertura de procedimento para padronizar licitação; ratificar a
inexigibilidade ou a dispensa de licitação; decidir, em grau de recurso, as questões suscitadas
nos processos licitatórios; aplicar sanções administrativas aos contratados e licitantes;
homologar procedimento de licitação; assinar termos, contratos e convênios em nome da Seção
Judiciária.
Na Administração Orçamentária e Financeira, deve reportar-se, na condição de órgão
integrante do Sistema de Orçamento e Finanças da Justiça Federal, diretamente ao Tribunal no
que concerne à obediência de normas e diretrizes básicas à Administração Orçamentária e
Financeira; autorizar a execução da despesa da Seção Judiciária Unidade Secciona relativa aos
créditos orçamentários descentralizados pelo Tribunal - Unidade Setorial; acompanhar e
coordenar a elaboração do Plano Plurianual e da Proposta Orçamentária Anual; coordenar a
execução orçamentário-financeira da despesa e, quando necessário, submeter à apreciação do
Tribunal medidas para promover ajustes na programação orçamentária; encaminhar as
propostas de programação financeira nos prazos e em conformidade com as normas
estabelecidas pela unidade setorial do sistema, bem como manter registros e controle dos
recursos financeiros recebidos; atuar solidariamente com relação ao recolhimento dos diversos
tributos devidos, quando assim previsto nas legislações específicas;
E na Administração Geral, despachar o expediente da Secretaria Administrativa; expedir
atos decorrentes das decisões da sua própria competência; requisitar passagens e transporte,
observando a existência de autorização do Presidente do Tribunal Regional Federal ou do
Corregedor; constituir comissões de natureza temporária ou permanente, designando os seus
membros; autorizar a prestação de serviços extraordinários pelos servidores da Seção
Judiciária, observada a legislação vigente e as resoluções do Tribunal respectivo e do Conselho
da Justiça Federal; atuar como ordenador de despesas; gerenciar os serviços de apoio
administrativo e judiciário; prestar contas ao órgão de controle interno quando solicitado; dispor
sobre o local destinado à guarda dos veículos da sede da Seção Judiciária, serviços de portaria,
conservação e segurança do Foro; designar locais onde devam ser realizadas as arrematações e
leilões judiciais; e firmar termos, contratos e convênios no âmbito da sua competência.
De acordo com dados do CNJ, publicados em setembro de 2018, para prestar seus
serviços à população, a Justiça Federal possui em seu quadro de pessoal 1.939 Magistrados,
28.677 Servidores e 17.373 Auxiliares, além de custar R$ 11.261.426.849 (11,26 bilhões de
reais), ou seja, 12,4 % das despesas do Poder Judiciário.

57
De acordo com o Conselho Nacional de Justiça (2018), o Poder Judiciário em 2017
contava com o apoio de 158.703 trabalhadores auxiliares, sendo 45,3% terceirizados, 42,7%
estagiários, 6,9% conciliadores, 1,8% voluntários, 1,7% juízes leigos, 1,5% trabalhadores de
serventias terceirizadas.
No mesmo ano, os dois tipos de contratação terceirizada cresceram 3,5% e 15,2%,
respectivamente, em relação ao ano anterior. Se buscar o acumulado no período de 2009 a 2017,
houve um aumento de 84,2% no número de terceirizados.
Assim como na maioria dos órgãos públicos, a maior fatia dos gastos é com pessoal e
na Justiça Federal não é diferente. Os dados CNJ revelam que 90% das despesas equivalem a
remuneração com magistrados, servidores, inativos, terceirizados e estagiários, com todos os
demais benefícios devidos, (diárias, passagens, entre outros). O restante dos gastos são despesas
de capital (2,5%) e outras despesas correntes (7,5%), que somam R$ 2,2 bilhões e R$ 6,4
bilhões, respectivamente.
Embora custe R$ 11,26 aos cofres públicos, nos relatórios do CNJ a Justiça Federal se
destaca por ser responsável pela maior parte das arrecadações do Poder Judiciário, sendo 53%
do total recebido. Além disso, serve de exemplo, por ser a única do ramo que retornou aos
cofres públicos valor superior às suas despesas. As arrecadações se tratam, majoritariamente,
de receitas oriundas de execução fiscal, (dívidas pagas pelos devedores em decorrência de ações
judiciais). Dos R$ 30,2 bilhões arrecadados em execuções fiscais, R$ 25,7 bilhões (84,8%) são
provenientes da Justiça Federal e R$ 4,4 bilhões (14,7%) são da Justiça Estadual.
O gráfico 1, a seguir, mostra o percentual de receitas em relação às despesas, por ramo
de justiça, em 2017. Fica nítida a participação majoritária da Justiça Federal nas arrecadações
com 225% de receitas em relação ao seu custo. A segunda colocada, que mais traz retorno, é a
Justiça Estadual com apenas 36%, à frente da Justiça do Trabalho com 20%. Os tribunais
superiores e a Justiça Militar Estadual geram apenas 1% de retorno, cada.
Gráfico 1 - Receitas em relação às despesas
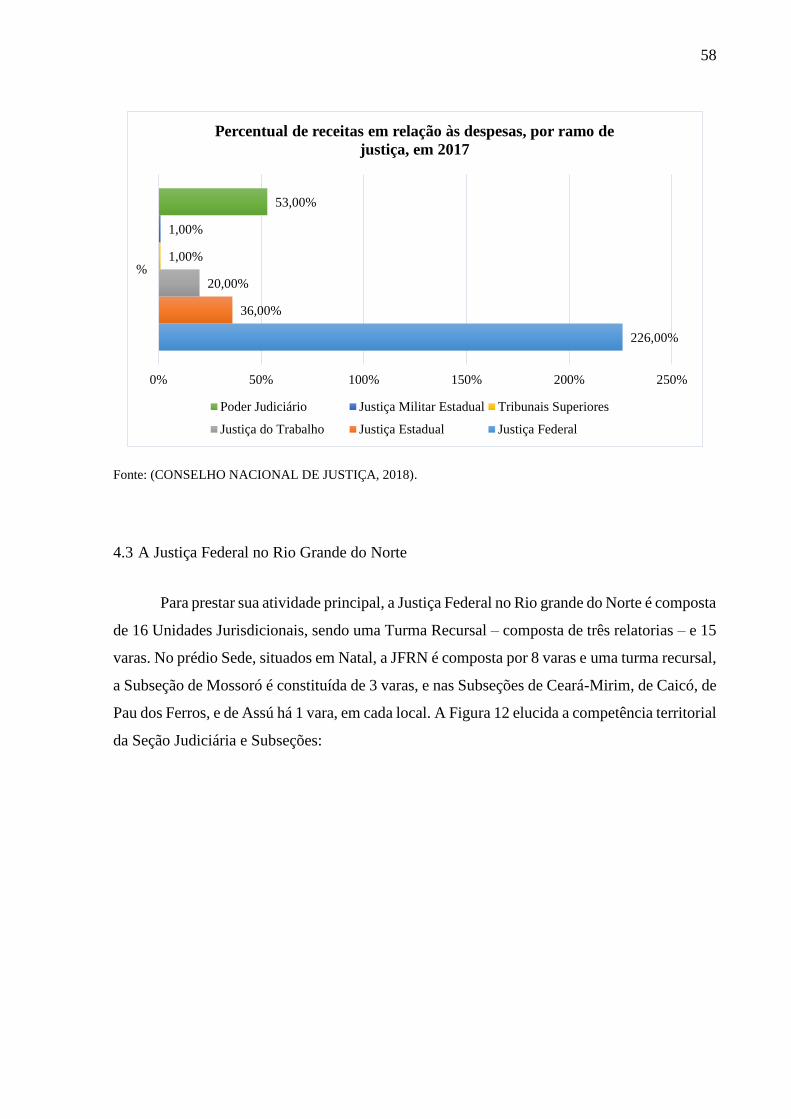
58
Fonte: (CONSELHO NACIONAL DE JUSTIÇA, 2018).
4.3 A Justiça Federal no Rio Grande do Norte
Para prestar sua atividade principal, a Justiça Federal no Rio grande do Norte é composta
de 16 Unidades Jurisdicionais, sendo uma Turma Recursal – composta de três relatorias – e 15
varas. No prédio Sede, situados em Natal, a JFRN é composta por 8 varas e uma turma recursal,
a Subseção de Mossoró é constituída de 3 varas, e nas Subseções de Ceará-Mirim, de Caicó, de
Pau dos Ferros, e de Assú há 1 vara, em cada local. A Figura 12 elucida a competência territorial
da Seção Judiciária e Subseções:
226,00%
36,00%
20,00%
1,00%
1,00%
53,00%
0% 50% 100% 150% 200% 250%
%
Percentual de receitas em relação às despesas, por ramo de
justiça, em 2017
Poder Judiciário Justiça Militar Estadual Tribunais Superiores
Justiça do Trabalho Justiça Estadual Justiça Federal

59
Figura 10- Competência territorial da JFRN
Fonte: (JFRN, 2018)
Para apoiar a prestação do serviço jurisdicional federal no Rio Grande do Norte há, em
sua sede, a Secretaria Administrativa, que abarca 5 núcleos: Administração, Financeiro e
Patrimonial, Judiciário, Tecnologia da Informação e Gestão de Pessoas.
4.3.1 Gasto com mão de obra terceirizada no Núcleo de Administração
Como já dito na apresentação do tema desta dissertação, no capítulo inicial, de acordo
com o portal da transparência do TRF5, em 2017, a Justiça Federal no Rio Grande do Norte
(JFRN), despendeu pouco mais de R$ 4,25 milhões com os serviços terceirizados do Núcleo de
Administração da Instituição. Isso equivale a quase 40% do orçamento de custeio utilizado
anualmente pela Instituição.
O contrato do serviço de limpeza, em 2017, custou R$ 800.000,00. Isso significa 18,82%
do montante utilizado para serviços terceirizados do Núcleo de Administração da JFRN,
entretanto ele não revela fielmente o custo total da limpeza, haja vista que não considera todos
os valores dos insumos de limpeza utilizados, nem o salário dos fiscais do contrato, tampouco
60
o do gestor do contrato. Mesmo assim, é notório que o serviço é um dos mais caros para a
instituição.
4.4 O framework elaborado a partir do Método DMAIC
O framework busca trazer um modo de aplicar lean seis sigma em serviços terceirizados
com mão de obra residente para a Justiça Federal. O framework abarcará o ciclo completo do
Método DMAIC e será aplicado no Núcleo de Administração da Justiça Federal no Rio Grande
do Norte, detentor da maioria dos contratos com mão de obra residente da Instituição. O serviço
em que será aplicado será o de limpeza, conforme relatado no item 3.3 desta dissertação.
O escopo do serviço de limpeza que será estudado, será a higienização e sanitização dos
banheiros disponíveis ao público no prédio sede da Seção Judiciária no Rio Grande do Norte
em Natal. Esse escopo abrange áreas de maior circulação de usuários e viabiliza a aplicação das
ferramentas de modo mais rápido, didático e permite que aspectos importantes de experimentos
estatísticos sejam atendidos.
4.4.1 Definir
Esta é a primeira etapa do ciclo DMAIC, em que a alta administração foi ouvida e
apontou seus requisitos e expectativas para com o serviço de limpeza da instituição, as
principais pessoas envolvidas no projeto foram definidas, as principais datas, o processo macro
e seus insumos foram definidos.
Para extrair os quesitos da alta administração, a direção do foro foi consultada pelo
projeto com conhecimento green belt. Nessa etapa, foi utilizado o desdobramento da função
qualidade (Quality Function Deployment – QFD).
A técnica de desdobramento da função qualidade (QFD) foi desenvolvida pela primeira
vez na década de 70, por Yoji Akao e Shigeru Mizuno. Trata-se de uma abordagem que define
os requisitos especificados pelos clientes e elucida essas exigências para que os
desenvolvedores de produtos gerem melhores mercadorias e/ou serviços. Essas determinações
são coletadas por meio de técnicas como entrevistas, conversas diretas, observações, dados de
garantia e relatórios de campo. Todas as premissas são estruturadas em uma matriz denominada
de Casa da Qualidade (HOQ) e as influências de cada determinação são obtidas em a partir do
61
próprio consumidor (AKAO et al., 2003; KHAN et al., 2016; WANG et al., 2015; PARTOVI,
2007)
Logo em seguida, buscou-se a formalização do início do projeto. De acordo com o
Pyzdek (2003) “a autorização oficial do projeto deve ser resumida em um documento”, este
documento é o Contrato do Projeto, ou Project Charter. Nesse documento, informações como
patrocinador, líderes, stakeholders chave, datas importantes, problemas a serem resolvidos,
escopo, insumos e metas, podem ser definidas.
Com o projeto formalizado, foram identificados os fornecedores, as entradas, as etapas
do processo, as saídas e os clientes do processo estudado. Nesse caso, utilizou-se a ferramenta
SIPOC (Suppliers, Inputs, Process, Outputs, Clients), um diagrama com a finalidade de
sintetizar de forma macro o principal processo envolvido no projeto, de maneira objetiva
(MISHRA; SHARMA, 2014).
4.4.1.1 QFD (Quality Function Deployment – Desdobramento da Função Qualidade)
Em entrevista com a Direção do Foro da JFRN, foram questionados quais seriam os
requisitos da alta administração para com o serviço de limpeza da instituição. Os requisitos
foram ordenados em ordem de importância e para hierarquizar no desdobramento da função-
qualidade receberam notas, cada um. Os requisitos ficam à esquerda da “casa da qualidade” e
foram, em ordem:
1. Número de terceirizados adequado – Peso: 10;
2. Redução no uso de material – Peso: 8;
3. Usuários satisfeitos – Peso: 6;
4. Qualidade no serviço – Peso: 6.
Conhecendo o serviço, há mais de 3 anos, o autor da dissertação listou os requisitos mais
importantes do serviço em questão:
• Rapidez na operação;
• Pouco uso de água;
• Pouco uso de material de limpeza;
• Padronização do Serviço;
• Percepção de limpeza para o(s) usuário(s) externos;
• Percepção de limpeza para o(s) usuário(s) internos;
• Percepção de limpeza para a Supervisão;
• Percepção de organização para o(s) usuário(s) externos;
62
• Percepção de organização para o(s) usuário(s) internos;
• Percepção de organização para a Supervisão;
Todos os requisitos do serviço foram ordenados pouco mais acima dos requisitos da
direção do foro, de forma que sejam cruzados ao centro da casa da qualidade.
Na região central da casa da qualidade, foram analisadas a interações entre os requisitos
da direção do foro e os requisitos do serviço, formando uma matriz preenchida conforme a
pontuação de cada tipo de relação. As relações fortes recebem 5 pontos, as relações médias
ficam com 3 pontos e as relações fracas, apenas 1. Dessa forma, foi montada a matriz de
interrelações que permitiram identificar o peso absoluto e o peso relativo de cada requisito do
serviço.
A Rapidez na operação atingiu o maior valor absoluto com 106 pontos e 12,56% de
pontuação relativa, seguida pela Padronização do Serviço com 98 pontos absolutos e 11,61%
de porcentagem relativa. Em terceiro lugar, ficaram empatados o Pouco uso de água e o Pouco
uso de material de limpeza, ambos com 86 pontos absolutos e 10,19% de valores relativos. Os
demais requisitos (Padronização do Serviço, Percepção de limpeza para o(s) usuário(s)
externos, Percepção de limpeza para o(s) usuário(s) internos, Percepção de limpeza para a
Supervisão, Percepção de organização para o(s) usuário(s) externos, Percepção de organização
para o(s) usuário(s) internos e Percepção de organização para a Supervisão) ficaram empatados
com 78 pontos absolutos e 9,24% de relatividade com os demais requisitos do serviço.
Na parte mais superior da casa da qualidade, o “telhado” revela as interrelações entre os
requisitos, em que os requisitos que possuem interrelações fortemente positivas são sinalizados
com um “++”, as interrelações positivas com um “+”, as interrelações negativas com “-”, e as
fortemente negativas com “- -”.
A figura a seguir sintetiza o QFD realizado e os dados encontrados:

63
Figura 11 - Casa da Qualidade
Fonte: Autoria própria.
4.4.1.2 Contrato do Projeto ou Project Charter
Para auxiliar no preenchimento do Contrato do Projeto, inicialmente, realizaram-se
conversas e observações com os servidores da Seção de Serviços Gerais, detentora do contrato
Requisitos da Direção do Foro
x
Requisitos do Serviço
5 - Forte (α)
3 - Média (β)
1 - Fraca (γ)
Requisitos do Serviço
x
Requisitos do Serviço
Fortemente Positivo (++)
Positivo (+)
Negativo (-)
Fortemente Negativo (--)
REQ
UIS
ITO
S D
O S
ERV
IÇO
Rap
idez
na
op
eraç
ão
Po
uco
uso
de
águ
a
Po
uco
uso
de
mat
eria
l de
limp
eza
Pad
ron
izaç
ão d
o S
ervi
ço
Per
cep
ção
de
limp
eza
par
a o
(s)
usu
ário
(s)
exte
rno
s
Per
cep
ção
de
limp
eza
par
a o
(s)
usu
ário
(s)
inte
rno
s
Per
cep
ção
de
limp
eza
par
a a
Sup
ervi
são
Per
cep
ção
de
org
aniz
ação
par
a o
(s)
usu
ário
(s)
exte
rno
s
Per
cep
ção
de
org
aniz
ação
par
a o
(s)
usu
ário
(s)
inte
rno
s
Per
cep
ção
de
org
aniz
ação
par
a a
Sup
ervi
são
REQUISITOS DA DIREÇÃO DO FORO
Número de terceirizados adequado 10 5 1 1 1 1 1 1 1 1 1
Redução no uso de material 8 1 5 5 5 1 1 1 1 1 1
Satisfação do usuário 6 3 1 1 3 5 5 5 5 5 5
Qualidade no Serviço 6 5 5 5 5 5 5 5 5 5 5
Absoluto 106 86 86 98 78 78 78 78 78 78
Relativo 12,56% 10,19% 10,19% 11,61% 9,24% 9,24% 9,24% 9,24% 9,24% 9,24%
+
+
++
+
++
++
+
++
+
+
+
++
+
++
++
++
++
++
+ +

64
de limpeza e conservação, e funcionários da empresa terceirizada responsável pelo serviço de
limpeza. Foram levantadas as dificuldades operacionais e os parâmetros legais para escopo do
trabalho. Para conhecimento sobre os padrões do contrato, foram resgatados os seguintes
documentos institucionais:
• Termo de Referência Limpeza, Asseio e Conservação e seus
o Apêndice B – Equipamentos
o Apêndice C – Acordo de Nível de Serviço
• Estudo Preliminar – Limpeza
o Apenso A – Quadro de Demandas
o Apenso B – Quadro de Demandas Mínimas
• Plano de Trabalho Terceirização de Serviços 2017 a 2019
• Instrução Normativa 05/2017 – MPOG
• Planta Baixa do Prédio Sede e Anexo.
No cabeçalho do Project Charter estão reunidas informações sobre o projeto lean seis
sigma, o patrocinador e os líderes. Logo em seguida, há o detalhamento da equipe envolvida,
dos stakeholders chave para o projeto. Ao final, são registradas as datas importantes do projeto,
o problema a ser resolvido, seu escopo e os insumos necessários e autorizados para a aplicação
da metodologia lean seis sigma.
Figura 12 - Contrato do Projeto
Contrato do Projeto
Título do Projeto:
Lean Seis Sigma no Serviço de Limpeza
Estudo de Caso:
Aplicação do framework de Lean Seis Sigma proposto no principal processo de higienização do
serviço terceirizado de limpeza.
Problema(s)/Oportunidade(s):
Verificação do quantitativo correto de terceirizados;
Redução no consumo de insumos (água, papel-toalha, material de limpeza, etc.).
Meta(s):
Identificar excessos de mão-de-obra terceirizada no contrato de limpeza;
Redução no uso de materiais;
Eliminar etapas desnecessárias;
Mapear e padronizar o processo de trabalho;
Reduzir o tempo de processo;
Tornar o serviço de limpeza mais próximo ao oferecido em shoppings.
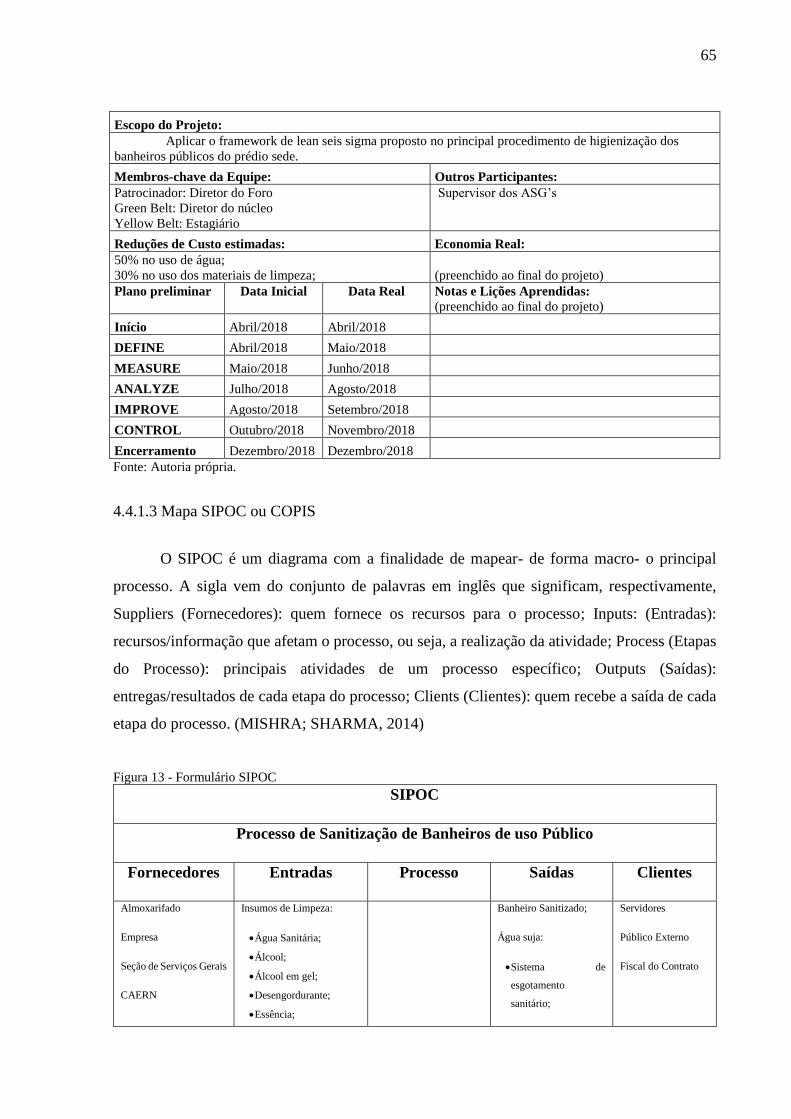
65
Escopo do Projeto:
Aplicar o framework de lean seis sigma proposto no principal procedimento de higienização dos
banheiros públicos do prédio sede.
Membros-chave da Equipe: Outros Participantes:
Patrocinador: Diretor do Foro
Green Belt: Diretor do núcleo
Yellow Belt: Estagiário
Supervisor dos ASG’s
Reduções de Custo estimadas: Economia Real:
50% no uso de água;
30% no uso dos materiais de limpeza; (preenchido ao final do projeto)
Plano preliminar Data Inicial Data Real Notas e Lições Aprendidas:
(preenchido ao final do projeto)
Início Abril/2018 Abril/2018
DEFINE Abril/2018 Maio/2018
MEASURE Maio/2018 Junho/2018
ANALYZE Julho/2018 Agosto/2018
IMPROVE Agosto/2018 Setembro/2018
CONTROL Outubro/2018 Novembro/2018
Encerramento Dezembro/2018 Dezembro/2018
Fonte: Autoria própria.
4.4.1.3 Mapa SIPOC ou COPIS
O SIPOC é um diagrama com a finalidade de mapear- de forma macro- o principal
processo. A sigla vem do conjunto de palavras em inglês que significam, respectivamente,
Suppliers (Fornecedores): quem fornece os recursos para o processo; Inputs: (Entradas):
recursos/informação que afetam o processo, ou seja, a realização da atividade; Process (Etapas
do Processo): principais atividades de um processo específico; Outputs (Saídas):
entregas/resultados de cada etapa do processo; Clients (Clientes): quem recebe a saída de cada
etapa do processo. (MISHRA; SHARMA, 2014)
Figura 13 - Formulário SIPOC
SIPOC
Processo de Sanitização de Banheiros de uso Público
Fornecedores Entradas Processo Saídas Clientes
Almoxarifado
Empresa
Seção de Serviços Gerais
CAERN
Insumos de Limpeza:
• Água Sanitária;
• Álcool;
• Álcool em gel;
• Desengordurante;
• Essência;
Banheiro Sanitizado;
Água suja:
• Sistema de
esgotamento
sanitário;
Servidores
Público Externo
Fiscal do Contrato

66
• Limpa Vidro;
• Sabão em pó;
• Sabonete Líquido;
• Saco de Lixo;
Ferramentas de Limpeza:
• Bucha;
• Carro MOP;
• Esfregão Sanitário;
• Flanela/Pano;
• Plaqueta;
• Rodo
• Vassoura;
EPI’s:
• Luvas de Limpeza;
• Fardamento;
• Botas;
• Máscaras;
Mão de Obra:
• Preposto
• Terceirizado 1
• Terceirizado 2
• Terceirizado 3
Fiscalização do Contrato:
• Fiscal titular;
• Fiscal substituto;
• MOP
Sacos com Lixo
Ferramentas de Limpeza
gastas:
• Desgaste não
controlado;
Fonte: Autoria própria.
4.4.2 Medir
Nesta etapa, a capacidade do processo será identificada e os problemas enfrentados
durante a realização do serviço.
Nesta etapa do ciclo DMAIC, para início, as definições operacionais foram
estabelecidas, em seguida, um formulário de observação foi elaborado e adotado para auxiliar
na captura dos dados do serviço em questão para a aplicação da metodologia, tais como:
processo, etapas do processo, subprocessos, componentes, data, tempo e defeito.
Por fim, com dados coletados no formulário de observação, uma carta de controle dos
tempos encontrados foi realizada, para acompanhar estatisticamente o processo observado e
verificar alguma eventual observação que esteja além dos limites máximos e mínimos de
variação.
Procedimentos Iniciais
Higienização dos cestos de lixo
Higienização alta
Higienização de sanitários e mictórios
Higienização do chão
Acabamento
67
4.4.2.1 Definições Operacionais;
Serviço de limpeza: Serviço de higienização e sanitização dos banheiros disponíveis
ao público no prédio sede da Seção Judiciária no Rio Grande do Norte em Natal.
Serviço Observado: Serviço no qual o ciclo DMAIC será aplicado.
Processo: É a combinação atividades e insumos que proporciona a realização do serviço
de limpeza.
Observador: É o integrante-chave do projeto com conhecimento a nível yellow belt.
Green Belt: É Diretor de Núcleo ao qual o serviço de limpeza está inserido.
Yellow Belt: Estagiário responsável por aplicar as ferramentas mais operacionais e
capturar os dados necessários.
Etapas do Processo: É cada atividade do processo.
Subprocesso: É o detalhamento de uma etapa do processo mais complexa.
Componentes: Insumo (material de limpeza, matéria-prima) ou equipamento
necessário para realização de cada etapa do processo.
Tempo da Limpeza: Tempo necessário para que o processo de limpeza seja realizado
em um banheiro.
Problema: Qualquer situação anormal que prejudique o fluxo contínuo das etapas dos
processos e possa impactar o tempo e a qualidade do serviço.
MOP: Termo bastante utilizado nos serviços de limpeza, que, em português, significa
esfregão.
4.4.2.2 Formulário de Observação de Processo;
O formulário de observação do processo elaborado possui um cabeçalho inicial para
identificação do processo que receberá a aplicação da metodologia proposta. Neste cabeçalho,
o processo observado e o agente observador são registrados.
Logo em seguida, há uma tabela para registro da observação do processo. Esta tabela é
dividida em 4 colunas, para que os processos, as etapas de cada processo, os subprocessos e os
componentes dos processos sejam identificados e anotados.
No serviço de limpeza dos principais banheiros da JFRN, o estagiário, detentor de
conhecimento a nível yellow belt, observou o serviço e o catalogou por completo. Foram
identificados sete processos: higienização de cestos de lixo, higienização do piso, higienização

68
do espelho, higienização de paredes, box e portas, higienização de pias e bancadas, higienização
de sanitários e mictórios, higienizar objetos metálicos, abastecimento de porta papel toalha e
sabonete líquido.
O primeiro processo do serviço de limpeza consiste em higienizar os cestos de lixo do
banheiro. Nesse processo, o terceirizado movimenta os cestos para o centro do ambiente,
prepara a solução, retira os sacos de lixo e os descarta, retira os cestos de lixo, lava os cestos de
lixo, limpa os objetos metálicos externos, põe sacos de lixo novos, remonta a lixeira e a
reposiciona.
Neste primeiro processo, foi identificado um subprocesso na etapa de lavar os cestos de
lixo. O subprocesso é composto pelas seguintes atividades: aplicar solução de limpeza, esfregar,
enxaguar e secar.
Para a higienização dos cestos de lixo, os componentes necessários identificados foram:
água, sabão, água sanitária, esfregão sanitário, bucha, pano, papel toalha, flanela, álcool e saco
de lixo.
O segundo processo identificado foi a higienização do piso, no qual o terceirizado
prepara a solução de limpeza, aplica água e solução, esfrega, recolhe a solução até o ralo e
finaliza com a odorização. O processo em questão utiliza água, sabão, água sanitária, vassoura,
rodo, essência e MOP.
Os processos seguintes são higienização do espelho, higienização das paredes, box e
portas, higienização de pias e bancadas. O espelho é limpo por intermédio da aplicação de limpa
vidro e auxílio de um pano. Já as paredes, os boxes e as portas são limpas com água sanitária e
um pano. Para a higienização das pias e bancadas, a solução com água, sabão e água sanitária
é preparada, as pias e bancadas são esfregadas com buchas, enxaguadas e, por fim, recebem
desengordurantes e são secas.
Logo após os três processos citados anteriormente, a higienização de sanitários,
mictórios e objetos metálicos acontece. Nos mictórios e sanitários, o colaborador pressiona a
descarga, prepara a solução e, após aplicá-la, esfrega os objetos e os limpa externamente. Os
componentes utilizados até aqui são água, sabão, água sanitária, esfregão sanitário e bucha.
Por fim, os objetos metálicos são limpos com álcool e pano e os porta-papeis são
reabastecidos.
Na segunda tabela do formulário de observação de processo, há os campos para
preenchimento de tomada de tempo. Nesta segunda parte, o observador do processo deve anotar
quanto tempo é gasto para que o serviço seja realizado. Na primeira coluna são informadas as
datas e na segunda coluna, o tempo é registrado.

69
Na última tabela, há o espaço para que os problemas enfrentados sejam registrados, nos
campos finais do formulário, o observador deve registrar as datas e adversidades encontradas
pelos funcionários. O formulário a seguir revela todos os dados coletados:
Figura 14 - Formulário de Observação de Serviço
Formulário de Observação de Serviço
Serviço Observado: Limpeza dos principais banheiros da JFRN._____________________
Observador: Estagiário (Yellow Belt) e Diretor (Green Belt)________________________
PROCESSO ETAPAS DO
PROCESSO SUBPROCESSO COMPONENTES
Higienização de
cestos de lixo
Movimentar os cestos para
o centro do ambiente
Preparar solução Água Sabão Água
Sanitária
Retirar os sacos de lixo e
descartar
Retirar os cestos de lixo
Lavar os cestos de lixo
Aplicar solução de
limpeza Água Sabão
Água
Sanitária
Esfregar Esfregão sanitário Bucha
Enxaguar Água
Secar Pano Papel Toalha
Limpar objetos metálicos
externos
Flanela Álcool
Por sacos de lixo novos Saco de
lixo
Remontar lixeira e
reposicionar
Higienização do
piso
Preparar solução
Água Sabão Água
Sanitária
Aplicar água e solução Água Sabão Água
Sanitária
Esfregar Vassoura
Recolher a solução e água Rodo
Odorizar Água Essência MOP
Higienização do
espelho
Aplicar limpa vidro
Limpa
vidro
Limpar o espelho Pano
Higienização de
paredes, box e
portas
Limpeza Pano Água Sanitária
Higienização de
Pias e Bancadas Preparar solução Água Sabão
Água
Sanitária
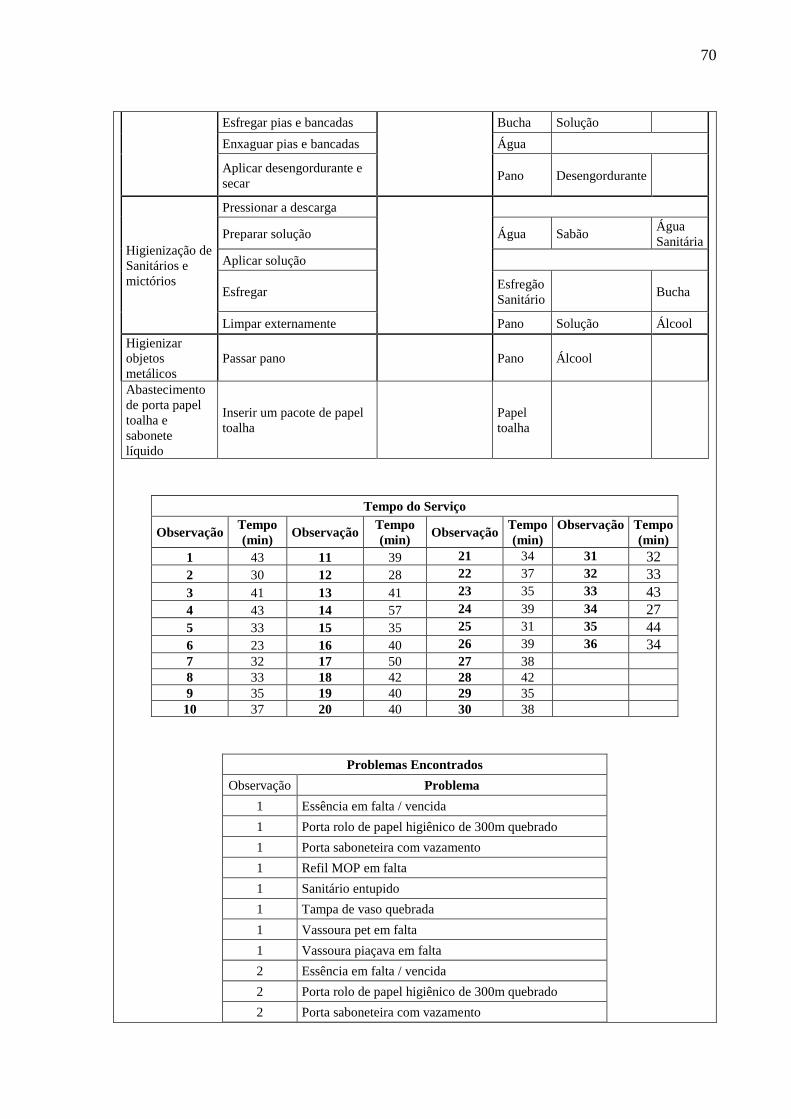
70
Esfregar pias e bancadas Bucha Solução
Enxaguar pias e bancadas Água
Aplicar desengordurante e
secar Pano Desengordurante
Higienização de
Sanitários e
mictórios
Pressionar a descarga
Preparar solução Água Sabão Água
Sanitária
Aplicar solução
Esfregar Esfregão
Sanitário Bucha
Limpar externamente Pano Solução Álcool
Higienizar
objetos
metálicos
Passar pano Pano Álcool
Abastecimento
de porta papel
toalha e
sabonete
líquido
Inserir um pacote de papel
toalha
Papel
toalha
Tempo do Serviço
Observação Tempo
(min) Observação
Tempo
(min) Observação
Tempo
(min)
Observação Tempo
(min)
1 43 11 39 21 34 31 32
2 30 12 28 22 37 32 33
3 41 13 41 23 35 33 43
4 43 14 57 24 39 34 27
5 33 15 35 25 31 35 44
6 23 16 40 26 39 36 34
7 32 17 50 27 38
8 33 18 42 28 42
9 35 19 40 29 35
10 37 20 40 30 38
Problemas Encontrados
Observação Problema
1 Essência em falta / vencida
1 Porta rolo de papel higiênico de 300m quebrado
1 Porta saboneteira com vazamento
1 Refil MOP em falta
1 Sanitário entupido
1 Tampa de vaso quebrada
1 Vassoura pet em falta
1 Vassoura piaçava em falta
2 Essência em falta / vencida
2 Porta rolo de papel higiênico de 300m quebrado
2 Porta saboneteira com vazamento
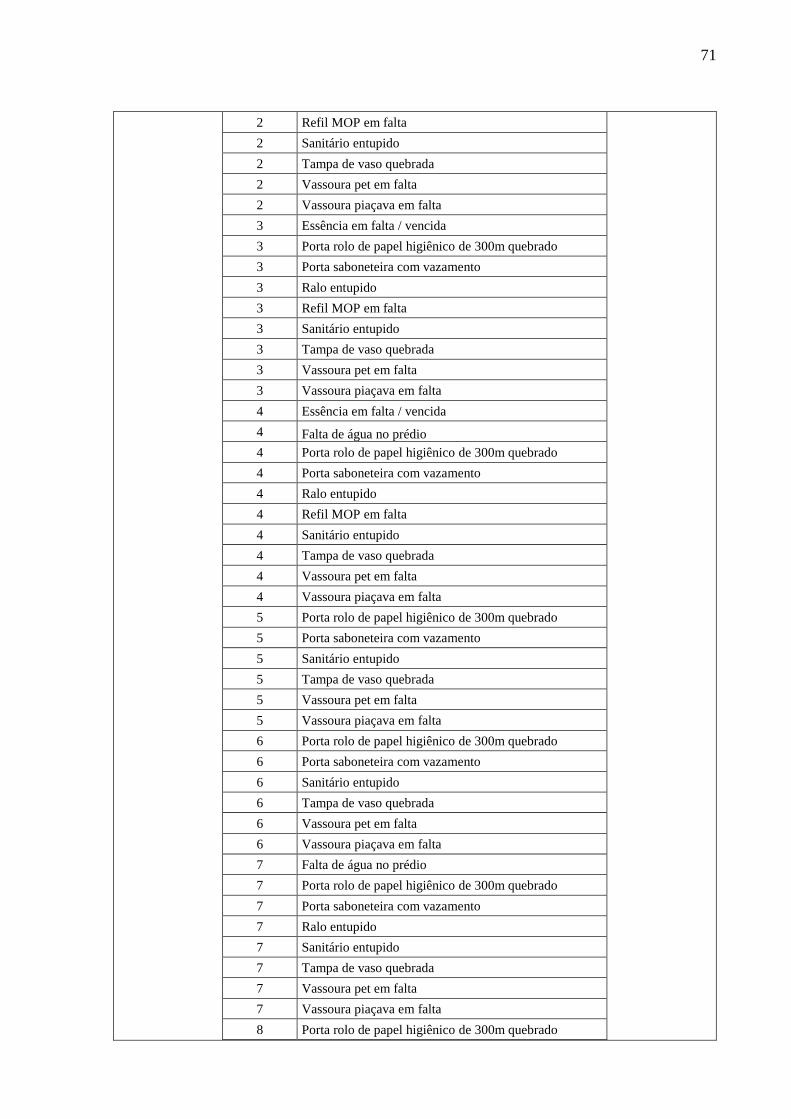
71
2 Refil MOP em falta
2 Sanitário entupido
2 Tampa de vaso quebrada
2 Vassoura pet em falta
2 Vassoura piaçava em falta
3 Essência em falta / vencida
3 Porta rolo de papel higiênico de 300m quebrado
3 Porta saboneteira com vazamento
3 Ralo entupido
3 Refil MOP em falta
3 Sanitário entupido
3 Tampa de vaso quebrada
3 Vassoura pet em falta
3 Vassoura piaçava em falta
4 Essência em falta / vencida
4 Falta de água no prédio
4 Porta rolo de papel higiênico de 300m quebrado
4 Porta saboneteira com vazamento
4 Ralo entupido
4 Refil MOP em falta
4 Sanitário entupido
4 Tampa de vaso quebrada
4 Vassoura pet em falta
4 Vassoura piaçava em falta
5 Porta rolo de papel higiênico de 300m quebrado
5 Porta saboneteira com vazamento
5 Sanitário entupido
5 Tampa de vaso quebrada
5 Vassoura pet em falta
5 Vassoura piaçava em falta
6 Porta rolo de papel higiênico de 300m quebrado
6 Porta saboneteira com vazamento
6 Sanitário entupido
6 Tampa de vaso quebrada
6 Vassoura pet em falta
6 Vassoura piaçava em falta
7 Falta de água no prédio
7 Porta rolo de papel higiênico de 300m quebrado
7 Porta saboneteira com vazamento
7 Ralo entupido
7 Sanitário entupido
7 Tampa de vaso quebrada
7 Vassoura pet em falta
7 Vassoura piaçava em falta
8 Porta rolo de papel higiênico de 300m quebrado
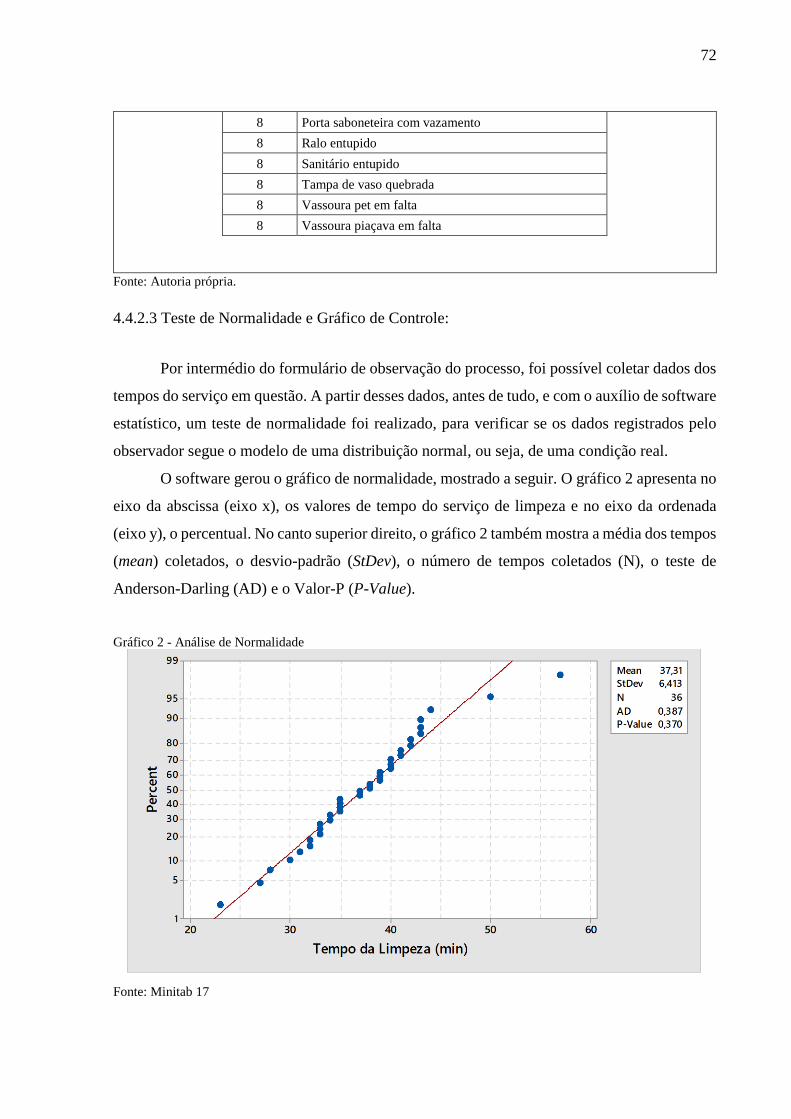
72
8 Porta saboneteira com vazamento
8 Ralo entupido
8 Sanitário entupido
8 Tampa de vaso quebrada
8 Vassoura pet em falta
8 Vassoura piaçava em falta
Fonte: Autoria própria.
4.4.2.3 Teste de Normalidade e Gráfico de Controle:
Por intermédio do formulário de observação do processo, foi possível coletar dados dos
tempos do serviço em questão. A partir desses dados, antes de tudo, e com o auxílio de software
estatístico, um teste de normalidade foi realizado, para verificar se os dados registrados pelo
observador segue o modelo de uma distribuição normal, ou seja, de uma condição real.
O software gerou o gráfico de normalidade, mostrado a seguir. O gráfico 2 apresenta no
eixo da abscissa (eixo x), os valores de tempo do serviço de limpeza e no eixo da ordenada
(eixo y), o percentual. No canto superior direito, o gráfico 2 também mostra a média dos tempos
(mean) coletados, o desvio-padrão (StDev), o número de tempos coletados (N), o teste de
Anderson-Darling (AD) e o Valor-P (P-Value).
Gráfico 2 - Análise de Normalidade
Fonte: Minitab 17
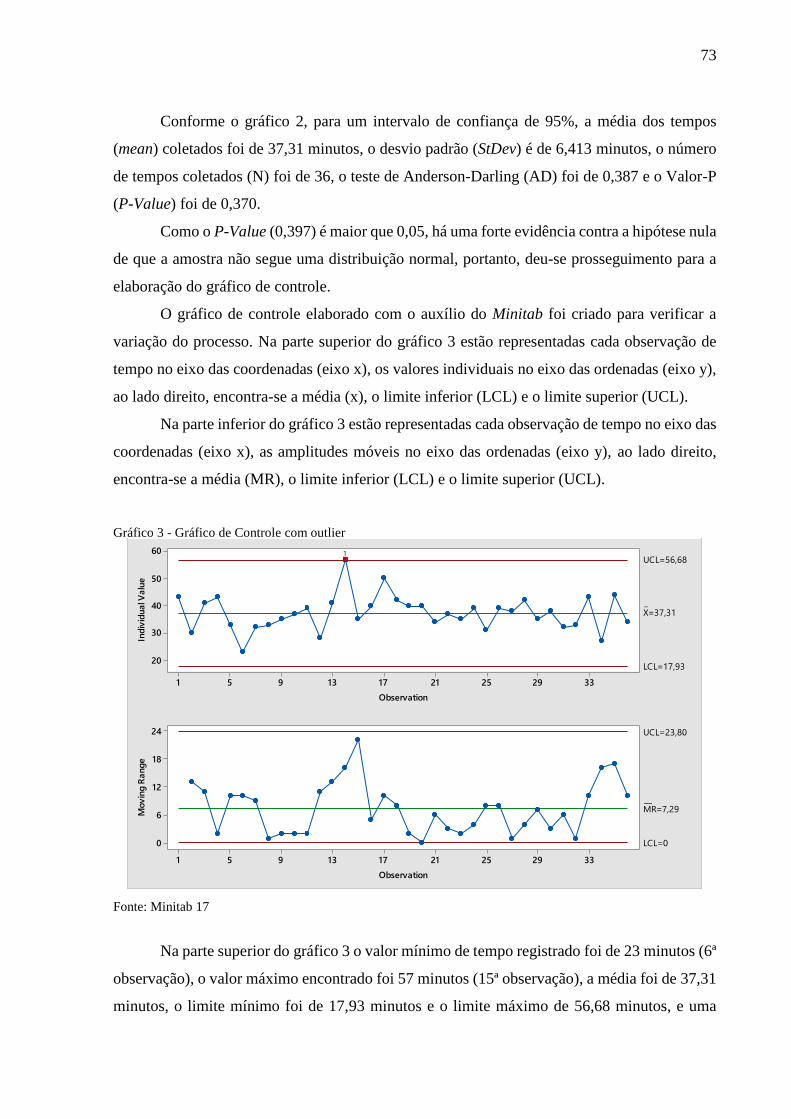
73
Conforme o gráfico 2, para um intervalo de confiança de 95%, a média dos tempos
(mean) coletados foi de 37,31 minutos, o desvio padrão (StDev) é de 6,413 minutos, o número
de tempos coletados (N) foi de 36, o teste de Anderson-Darling (AD) foi de 0,387 e o Valor-P
(P-Value) foi de 0,370.
Como o P-Value (0,397) é maior que 0,05, há uma forte evidência contra a hipótese nula
de que a amostra não segue uma distribuição normal, portanto, deu-se prosseguimento para a
elaboração do gráfico de controle.
O gráfico de controle elaborado com o auxílio do Minitab foi criado para verificar a
variação do processo. Na parte superior do gráfico 3 estão representadas cada observação de
tempo no eixo das coordenadas (eixo x), os valores individuais no eixo das ordenadas (eixo y),
ao lado direito, encontra-se a média (x), o limite inferior (LCL) e o limite superior (UCL).
Na parte inferior do gráfico 3 estão representadas cada observação de tempo no eixo das
coordenadas (eixo x), as amplitudes móveis no eixo das ordenadas (eixo y), ao lado direito,
encontra-se a média (MR), o limite inferior (LCL) e o limite superior (UCL).
Gráfico 3 - Gráfico de Controle com outlier
Fonte: Minitab 17
Na parte superior do gráfico 3 o valor mínimo de tempo registrado foi de 23 minutos (6ª
observação), o valor máximo encontrado foi 57 minutos (15ª observação), a média foi de 37,31
minutos, o limite mínimo foi de 17,93 minutos e o limite máximo de 56,68 minutos, e uma
332925211713951
60
50
40
30
20
Observation
Ind
ivid
ua
l Va
lue
_X=37,31
UCL=56,68
LCL=17,93
332925211713951
24
18
12
6
0
Observation
Mo
vin
g R
an
ge
__MR=7,29
UCL=23,80
LCL=0
1
I-MR Chart of Tempo da Limpeza (min)
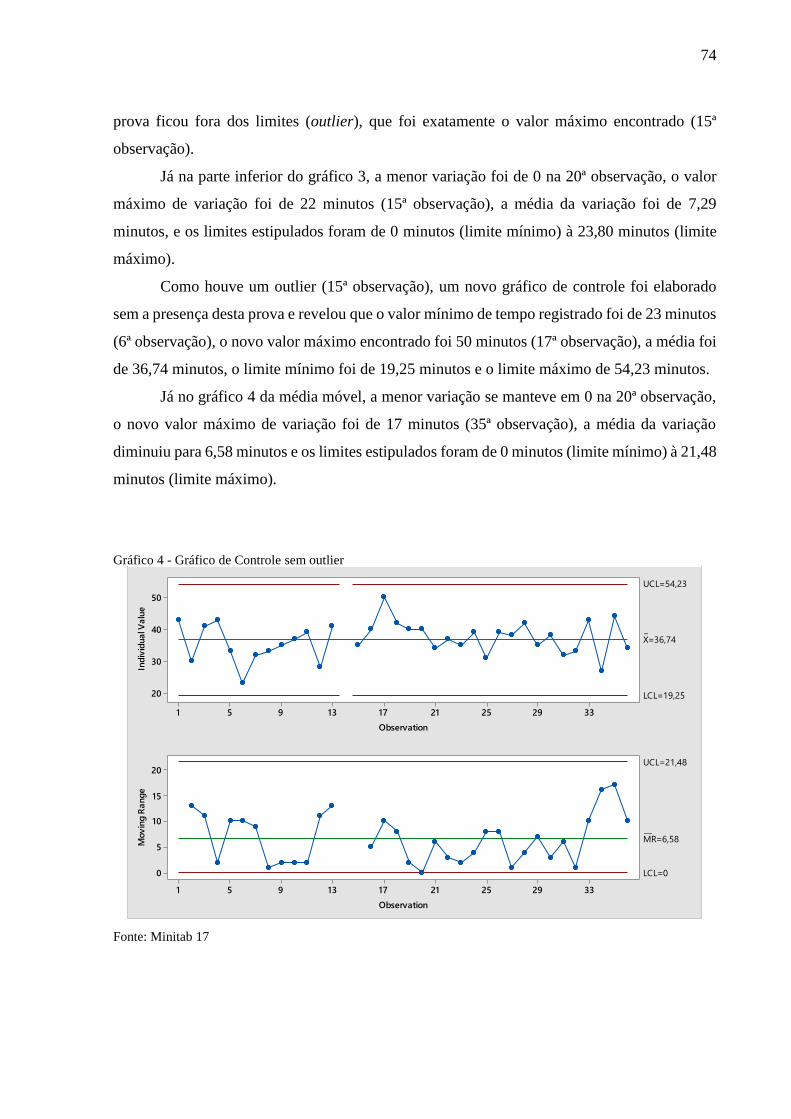
74
prova ficou fora dos limites (outlier), que foi exatamente o valor máximo encontrado (15ª
observação).
Já na parte inferior do gráfico 3, a menor variação foi de 0 na 20ª observação, o valor
máximo de variação foi de 22 minutos (15ª observação), a média da variação foi de 7,29
minutos, e os limites estipulados foram de 0 minutos (limite mínimo) à 23,80 minutos (limite
máximo).
Como houve um outlier (15ª observação), um novo gráfico de controle foi elaborado
sem a presença desta prova e revelou que o valor mínimo de tempo registrado foi de 23 minutos
(6ª observação), o novo valor máximo encontrado foi 50 minutos (17ª observação), a média foi
de 36,74 minutos, o limite mínimo foi de 19,25 minutos e o limite máximo de 54,23 minutos.
Já no gráfico 4 da média móvel, a menor variação se manteve em 0 na 20ª observação,
o novo valor máximo de variação foi de 17 minutos (35ª observação), a média da variação
diminuiu para 6,58 minutos e os limites estipulados foram de 0 minutos (limite mínimo) à 21,48
minutos (limite máximo).
Gráfico 4 - Gráfico de Controle sem outlier
Fonte: Minitab 17
332925211713951
50
40
30
20
Observation
Ind
ivid
ua
l Va
lue
_X=36,74
UCL=54,23
LCL=19,25
332925211713951
20
15
10
5
0
Observation
Mo
vin
g R
an
ge
__MR=6,58
UCL=21,48
LCL=0
I-MR Chart of Tempo da Limpeza (min)_1
75
4.4.3 Analisar
Na terceira etapa do ciclo DMAIC, os dados encontrados após a etapa anterior são
analisados para que informações relevantes sejam extraídas. Para o auxílio das análises, o
gráfico de Pareto foi utilizado para ordenar, de maneira decrescente, as frequências dos
problemas encontrados, para exibir uma curva do percentual acumulado e permitir a priorização
dos problemas.
E para finalizar esta etapa do DMAIC, um diagrama de Ishikawa, também conhecido
como Diagrama de Causa e Efeito ou Diagrama Espinha de peixe, com a finalidade de trazer à
luz as causas dos problemas encontrados.
4.4.3.1 Gráfico de Pareto (80/20);
Para ordenar as frequências dos problemas encontrados e priorizá-las, um Gráfico de
Pareto foi elaborado com a intenção de identificar os problemas mais frequentes em relação à
outros, portanto, teoricamente, que merecem uma atenção maior da administração.
No gráfico 5, é possível observar no eixo das abcissas (eixo x) todos os problemas que
acontecerem durante o período observado, no eixo das coordenadas (eixo y), à esquerda, o
número de vezes em que o problema aconteceu, e à direita, o percentual de ocorrência e, acima
das barras, é possível observar uma linha que demonstra as porcentagens acumuladas dos
problemas. Ao final, no gráfico 6, há o detalhamento dos dados coletados.
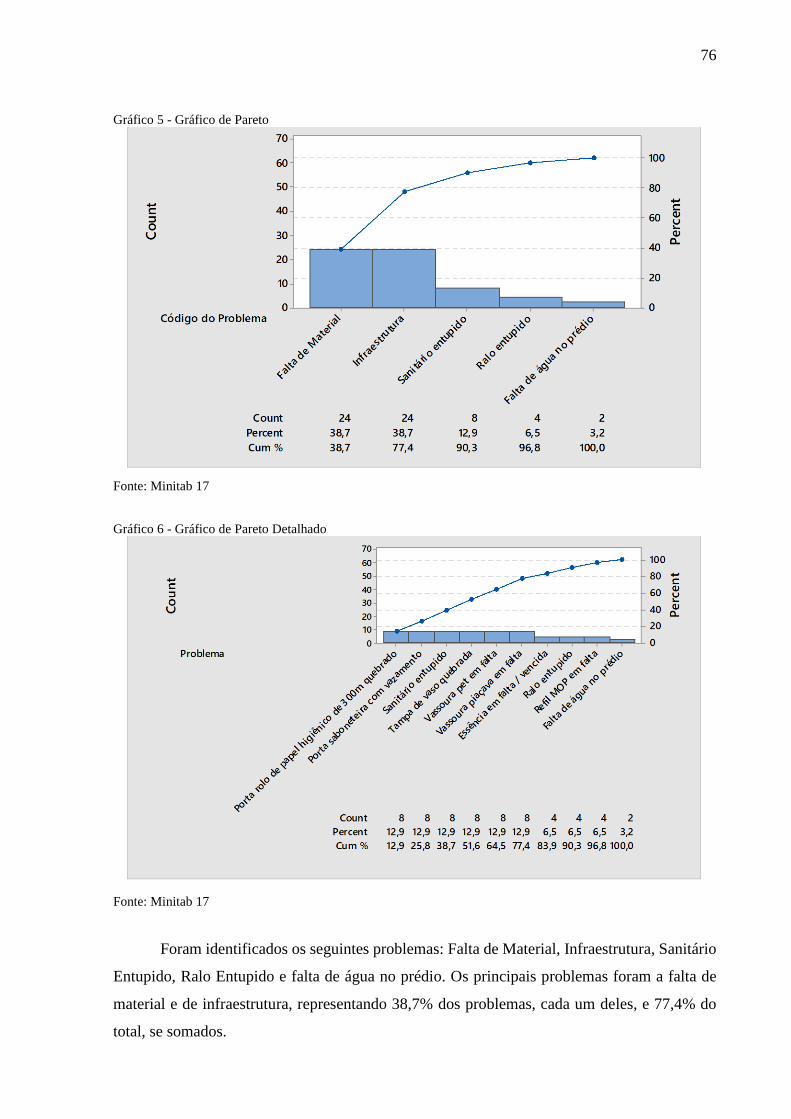
76
Gráfico 5 - Gráfico de Pareto
Fonte: Minitab 17
Gráfico 6 - Gráfico de Pareto Detalhado
Fonte: Minitab 17
Foram identificados os seguintes problemas: Falta de Material, Infraestrutura, Sanitário
Entupido, Ralo Entupido e falta de água no prédio. Os principais problemas foram a falta de
material e de infraestrutura, representando 38,7% dos problemas, cada um deles, e 77,4% do
total, se somados.

77
4.4.3.2 Diagrama de Ishikawa (Espinha de Peixe);
Com a finalidade de encontrar outras falhas, organizar as possíveis causas para os
problemas encontrados, que podem ser interpretados como lentidão, alto consumo de recursos,
e produtos de má qualidade, o digrama de Ishikawa foi elaborado pelo yellow belt com auxílio
do green belt.
No grupo de causas relacionados às medidas, os principais problemas são: descontrole
e falta de registro. Não há o controle das quantidades de material que são utilizadas pelos
operadores e não há o controle da quantidade de água que é consumida durante o serviço.
Também não há registro dos problemas que estejam acontecendo ou das adversidades que
ocorreram durante a execução da lavagem.
Já no conjunto de material, os principais problemas encontrados foram produtos de
limpeza de baixa qualidade. Isto pode ocorrer quando há uma má especificação do produto no
momento da elaboração dos estudos preliminares e termos de referência para aquisição do
produto. Outro fator que dificulta a especificação e a aquisição de um produto com boa
qualidade, é o fato da legislação proibir o direcionamento para uma marca ou produto e mesmo
com a possibilidade de indicar marcas de referência, se houver algum outro produto de marca
desconhecida, mas que atenda as especificações, esse produto não poderá ser descartado e
deverá ser aceito pela instituição, caso vença a licitação.
Com relação à mão de obra que realiza o serviço, há um frequente esquecimento das
instruções passadas pelo preposto da empresa. Há uma grande dificuldade de aceitação dos
métodos e dos testes para possíveis melhorias, haja vista a baixa escolaridade da mão de obra
que executa o serviço, com o baixo grau de escolaridade também fica difícil o registro dos dados
e das intercorrências que podem acontecer durante a execução.
No agrupamento das máquinas, percebe-se que os terceirizados não possuem total
conhecimento de como utilizar o MOP, desconhecem seu potencial, não fizeram leitura do
manual de instruções e, consequentemente, o utilizam de maneira inadequada.
Em relação ao método, percebe-se que ainda é utilizado uma lavagem tradicional e
amadora, não há uma metodologia específica para a execução do serviço, ficando a cargo de
cada operário a lavagem conforme seu conhecimento empírico, tampouco há uma padronização
dos processos. Embora há uma reciclagem obrigatória prevista em contrato, o treinamento não
se mostra eficaz.

78
Por último, e não menos importante, há o conjunto do meio ambiente. Neste
agrupamento, percebe-se o uso expressivo de água e de papel toalha. Materiais que podem ser
controlados e geridos para impactar menos o meio ambiente.
No gráfico 15, é possível observar- do lado direito- os problemas encontrados que
devem ser sanados e- no centro- há uma seta que aponta para o problema (efeito). Ao redor do
eixo central, os principais grupos de causas estão determinados e as flechas estão apontadas de
modo que convirjam para o eixo central. Em cada flecha que converge para o centro, são
registrados os fatores que estejam contribuindo com o efeito.
Figura 15 – Diagrama de Ishikawa
Fonte: Minitab 17
4.4.4 Implementar
Nesta etapa, soluções eficazes e eficientes são propostas para que haja uma robustez
maior do processo observado. Nessa etapa, haverá ferramentas para estimular ideias e soluções,
um brainstorm será promovido entre o yellow belt e o black belt, um benchmarking em
empresas referência em limpeza de banheiros abertos ao público, assim como a leitura de
cartilhas de fornecedores do ramo do serviço estudado.
qualidade.
má
Produtos de
recursos;
consumo de
Lentidão; Alto
Meio Ambiente
Medidas
Método
Material
Máquina
Mão de Obra
Baixa Escolaridade
Treinamento
Esquecimento de
Falta de treinamento
Não leitura de manual
Utilidades
Desconhecimento das
Uso incorreto do MOP
Legislação
licitação
Má especificação na
de baixa qualidade
Produto de Limpeza
Falta de treinamento
Falta de Metodologia
Falta de Padronização
Lavagem Tradicional
Falta de registro
Descontrole
Uso de muita água
Uso de Papel Toalha
Diagrama de Ishikawa
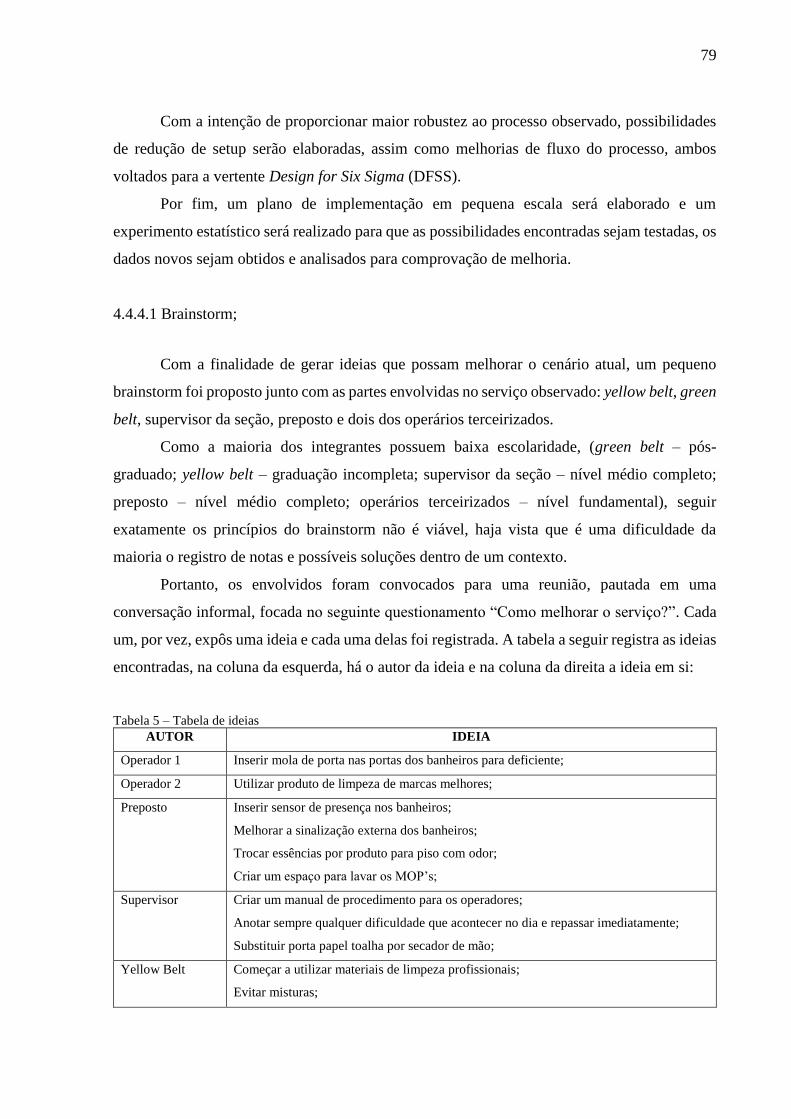
79
Com a intenção de proporcionar maior robustez ao processo observado, possibilidades
de redução de setup serão elaboradas, assim como melhorias de fluxo do processo, ambos
voltados para a vertente Design for Six Sigma (DFSS).
Por fim, um plano de implementação em pequena escala será elaborado e um
experimento estatístico será realizado para que as possibilidades encontradas sejam testadas, os
dados novos sejam obtidos e analisados para comprovação de melhoria.
4.4.4.1 Brainstorm;
Com a finalidade de gerar ideias que possam melhorar o cenário atual, um pequeno
brainstorm foi proposto junto com as partes envolvidas no serviço observado: yellow belt, green
belt, supervisor da seção, preposto e dois dos operários terceirizados.
Como a maioria dos integrantes possuem baixa escolaridade, (green belt – pós-
graduado; yellow belt – graduação incompleta; supervisor da seção – nível médio completo;
preposto – nível médio completo; operários terceirizados – nível fundamental), seguir
exatamente os princípios do brainstorm não é viável, haja vista que é uma dificuldade da
maioria o registro de notas e possíveis soluções dentro de um contexto.
Portanto, os envolvidos foram convocados para uma reunião, pautada em uma
conversação informal, focada no seguinte questionamento “Como melhorar o serviço?”. Cada
um, por vez, expôs uma ideia e cada uma delas foi registrada. A tabela a seguir registra as ideias
encontradas, na coluna da esquerda, há o autor da ideia e na coluna da direita a ideia em si:
Tabela 5 – Tabela de ideias
AUTOR IDEIA
Operador 1 Inserir mola de porta nas portas dos banheiros para deficiente;
Operador 2 Utilizar produto de limpeza de marcas melhores;
Preposto Inserir sensor de presença nos banheiros;
Melhorar a sinalização externa dos banheiros;
Trocar essências por produto para piso com odor;
Criar um espaço para lavar os MOP’s;
Supervisor Criar um manual de procedimento para os operadores;
Anotar sempre qualquer dificuldade que acontecer no dia e repassar imediatamente;
Substituir porta papel toalha por secador de mão;
Yellow Belt Começar a utilizar materiais de limpeza profissionais;
Evitar misturas;
80
Realizar a limpeza de modo convencional somente nas áreas necessárias e quando
necessário;
Green Belt Viabilizar o gerenciamento mínimo dos materiais para o supervisor ou preposto;
Automação da espuma de sabão;
Higienização das partes metálicas no repasse;
Fonte: Autoria própria.
4.4.4.2 Benchmarking;
Na busca de entender como seria o serviço observado de maneira ideal, um
benchmarking competitivo suscinto foi realizado. De início, as empresas comparativas e de
referência no serviço de limpeza foram identificadas e contatadas.
Entretanto, a única resposta obtida, de valor significativo, e com grande cooperação dos
representantes comerciais, foi da empresa Becker, que disponibilizaram o material de
treinamento utilizado com os operadores do Midway Mall, o maior shopping center da cidade
de Natal-RN.
Com a finalidade de conhecer melhor como o processo de limpeza deve ser realizado,
outras fontes de treinamento foram pesquisadas, dentre elas vários vídeos didáticos, publicados
e disponíveis ao público de forma gratuita por empresas especializadas em limpeza profissional,
como a UNGER, BRALIMPIA e ECOLAB.
Tabela 6 – Materiais didáticos
EMPRESAS DE
LIMPEZA
REFERÊNCIA NO
MERCADO
MATERIAL FONTE
Becker Materiais digitais
repassados via e-
Midway Mall
Unger Vídeos aberto ao
público
https://ungerconsumer.com/
https://www.youtube.com/user/UngerProCleaning/videos
Bralimpia Vídeos aberto ao
público
http://www.bralimpia.com.br/treinamento/
https://www.youtube.com/user/BralimpiaTreinamento/videos
Ecolab Vídeos aberto ao
público
https://pt-br.ecolab.com/
https://www.youtube.com/user/everywhereitmatters
Fonte: Autoria própria.

81
O processo de limpeza já foi definido, na etapa “Medir” do ciclo DMAIC aplicado, e as
lacunas de desempenho identificadas foram: os tipos de material de limpeza utilizados e o
método de limpeza tradicionalmente utilizado. Portanto, para o futuro, é interessante que a
JFRN comece a adotar os produtos de limpeza concentrados e de uso profissional, ao passo de
utilizar produtos de limpeza domésticos.
Com relação ao método utilizado, tradicionalmente, o serviço de limpeza utiliza baldes
de água, misturas de produtos de limpeza domésticos e vassoura. A meta é que se utilize o MOP
da maneira correta, evitando o uso da vassoura e de soluções de limpeza inadequadas.
4.4.4.3 Redução de Setup e Melhoria de Fluxo de Processo (DFSS);
Após observar os processos apresentados no benckmarking, com a finalidade de reduzir
o tempo de setup e melhorar o fluxo do processo de limpeza, pensando na metodologia Design
for Six Sigma, os integrantes detentores de conhecimento yellow e green belt elencaram algumas
mudanças que eventualmente possam ser testadas no futuro para que os operários não demorem
muito tempo organizando os elementos (material e equipamentos) necessários para o processo
de limpeza, tampouco executem o serviço de maneira mais fluida.
A preparação dos produtos que serão utilizadas no dia seguinte podem ser preparados
no dia anterior e deixados prontos pelos últimos operários da limpeza, para reduzir o tempo de
setup e para melhorar o fluxo do processo. Os porta-papéis toalha podem ser substituídos por
secadores de mão a ar quente e a limpeza pode ser realizada com o uso do MOP, eliminando,
assim, a limpeza de modo tradicional.
4.4.4.4 Experimento em pequena escala;
Um Experimento é um teste, um conjunto de testes ou procedimento no qual mudanças
propositais são realizadas nos inputs de um processo ou sistema, de maneira que se avalie as
eventuais transformações sofridas na resposta, como também os motivos de sua alteração. Os
objetivos de um experimento são: diminuição da variação do processo, diminuição do tempo
do processo; menor custo operacional; maior rendimento do processo (ESTATCAMP; DIGUP,
2018).
Para testar as soluções pensadas pelos belts, fruto de todas as outras etapas anteriores,
um experimento fatorial completo foi realizado pelo green belt. No planejamento do
experimento, levou-se em consideração os princípios básicos necessários: replicação,

82
aleatoriedade e blocagem. A partir do planejamento, foram realizadas mudanças propositais no
processo para que pudessem ser avaliadas as suas respectivas influências.
Atualmente, a lavagem dos principais banheiros do prédio público estudado é realizada
de maneira tradicional, com baldes de água, sabão em pó, vassoura piaçava e rodo. A partir do
benchmarking realizado, o yellow belt aponta que a limpeza com o MOP e seus equipamentos
possui o mesmo efeito de higiene, utiliza menos água e reduz o tempo da operação.
Outro fator apontado como sugestão de melhoria, é que a mistura de material de limpeza
utilizada durante o processo seja realizada antes do processo, uma vez que, durante o processo,
se perde tempo misturando os recursos de limpeza.
Para finalizar, hoje, ainda se utiliza papeis-toalha descartáveis para enxugar as mãos dos
usuários, isso aumenta o tempo do processo de limpeza, por ter de reabastecer os porta- papeis,
além de ser mais um insumo a ser providenciado pela administração. Como solução, a
Instituição já estuda a aquisição de secadores de mão a ar quente, o que anularia a etapa de
abastecimento de papeis e o uso de papeis-toalha nos banheiros.
A tabela a seguir sintetiza os fatores e seus respectivos níveis:
Tabela 7 – Fatores e níveis do planejamento fatorial completo
FATOR NÍVEL
1º Nível 2º Nível
Tipo de Lavagem Tradicional MOP
Mistura do Material Antes do processo Na hora do processo
Abastecimento de Papel Toalha Sem Com
Fonte: Autoria própria.
Laudon e Laudon (2011) afirmam que sem informações corretas e atualizadas para
tomar uma decisão precisa, os serviços são mal avaliados, os recursos alocados de forma
incorreta e tempos de respostas errôneos. Todos esses problemas elevam os custos, geram
retrabalhos, acarretam na perda de clientes, desperdiçam tempo, recursos e dinheiro.
Em relação aos serviços mal avaliados, George (2009) é categórico em dizer que dados
empíricos mostram uma inflação nos preços dos serviços por consequência dos desperdícios da
ordem de 30% a 80% e que a área de serviços possui baixos - ou nenhum - grau de registro de
dados. Outro dado importante é que o trabalho que não agrega valor ao cliente denota 50% de
todos os custos de serviços.
O serviço de limpeza, até o momento, não trabalha com variáveis resposta e, portanto,
a primeira variável que os fiscais e os gestores do contrato do serviço de limpeza gostariam de
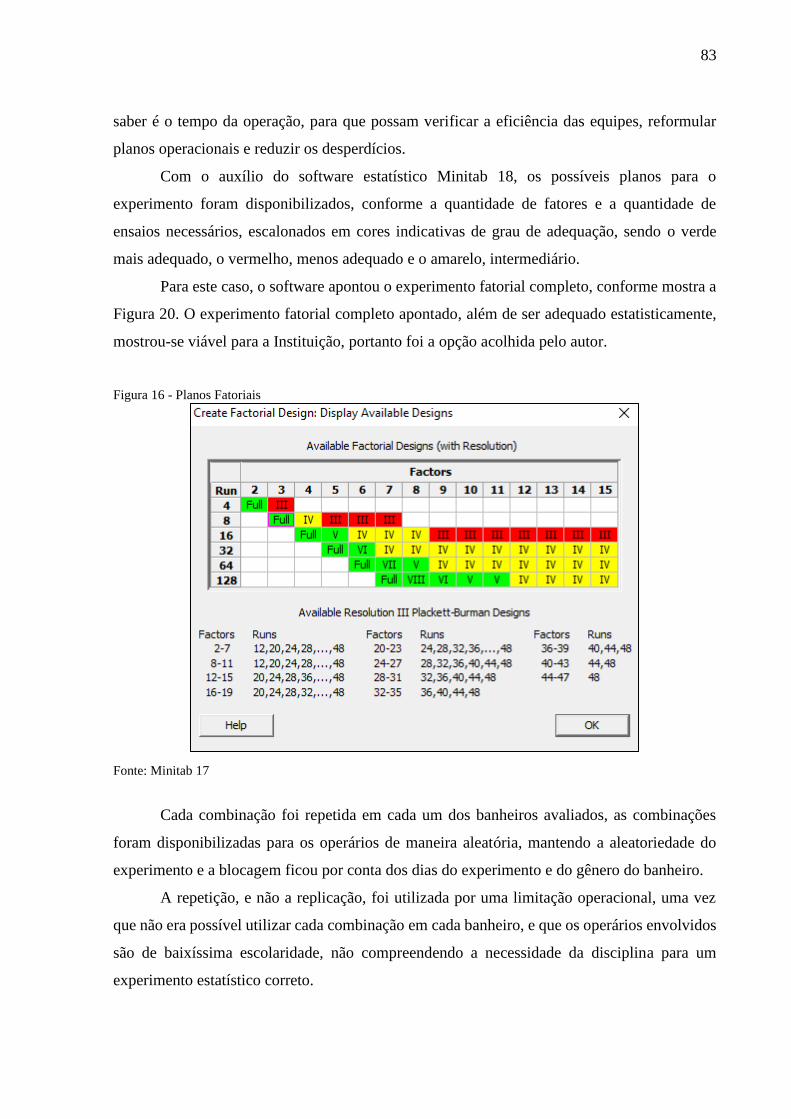
83
saber é o tempo da operação, para que possam verificar a eficiência das equipes, reformular
planos operacionais e reduzir os desperdícios.
Com o auxílio do software estatístico Minitab 18, os possíveis planos para o
experimento foram disponibilizados, conforme a quantidade de fatores e a quantidade de
ensaios necessários, escalonados em cores indicativas de grau de adequação, sendo o verde
mais adequado, o vermelho, menos adequado e o amarelo, intermediário.
Para este caso, o software apontou o experimento fatorial completo, conforme mostra a
Figura 20. O experimento fatorial completo apontado, além de ser adequado estatisticamente,
mostrou-se viável para a Instituição, portanto foi a opção acolhida pelo autor.
Figura 16 - Planos Fatoriais
Fonte: Minitab 17
Cada combinação foi repetida em cada um dos banheiros avaliados, as combinações
foram disponibilizadas para os operários de maneira aleatória, mantendo a aleatoriedade do
experimento e a blocagem ficou por conta dos dias do experimento e do gênero do banheiro.
A repetição, e não a replicação, foi utilizada por uma limitação operacional, uma vez
que não era possível utilizar cada combinação em cada banheiro, e que os operários envolvidos
são de baixíssima escolaridade, não compreendendo a necessidade da disciplina para um
experimento estatístico correto.

84
A tabela 3 demonstra como ficou o planejamento do experimento após todas essas
considerações:
Tabela 8 - Planejamento Fatorial Completo
Prova Tipo de
lavagem
Mistura do
material
Abastecimento
de papel toalha Banheiro Pavimento Dia
1 MOP Antes Sem Masculino Térreo 1
2 MOP Antes Sem Masculino 1º Andar 1
3 MOP Antes Sem Masculino 2º Andar 1
4 MOP Antes Sem Masculino 4º Andar 1
5 MOP Antes Sem Feminino Térreo 1
6 MOP Antes Sem Feminino 1º Andar 1
7 MOP Antes Sem Feminino 2º Andar 1
8 MOP Antes Sem Feminino 4º Andar 1
9 MOP Na hora Sem Masculino Térreo 2
10 MOP Na hora Sem Masculino 1º Andar 2
11 MOP Na hora Sem Masculino 2º Andar 2
12 MOP Na hora Sem Masculino 4º Andar 2
13 MOP Na hora Sem Feminino Térreo 2
14 MOP Na hora Sem Feminino 1º Andar 2
15 MOP Na hora Sem Feminino 2º Andar 2
16 MOP Na hora Sem Feminino 4º Andar 2
17 MOP Na hora Com Masculino Térreo 3
18 MOP Na hora Com Masculino 1º Andar 3
19 MOP Na hora Com Masculino 2º Andar 3
20 MOP Na hora Com Masculino 4º Andar 3
21 MOP Na hora Com Feminino Térreo 3
22 MOP Na hora Com Feminino 1º Andar 3
23 MOP Na hora Com Feminino 2º Andar 3
24 MOP Na hora Com Feminino 4º Andar 3
25 Tradicional Antes Com Masculino Térreo 4
26 Tradicional Antes Com Masculino 1º Andar 4
27 Tradicional Antes Com Masculino 2º Andar 4
28 Tradicional Antes Com Masculino 4º Andar 4
29 Tradicional Antes Com Feminino Térreo 4
30 Tradicional Antes Com Feminino 1º Andar 4
31 Tradicional Antes Com Feminino 2º Andar 4
32 Tradicional Antes Com Feminino 4º Andar 4
33 Tradicional Antes Sem Masculino Térreo 5
34 Tradicional Antes Sem Masculino 1º Andar 5
35 Tradicional Antes Sem Masculino 2º Andar 5
36 Tradicional Antes Sem Masculino 4º Andar 5
37 Tradicional Antes Sem Feminino Térreo 5
38 Tradicional Antes Sem Feminino 1º Andar 5

85
39 Tradicional Antes Sem Feminino 2º Andar 5
40 Tradicional Antes Sem Feminino 4º Andar 5
41 MOP Antes Com Masculino Térreo 6
42 MOP Antes Com Masculino 1º Andar 6
43 MOP Antes Com Masculino 2º Andar 6
44 MOP Antes Com Masculino 4º Andar 6
45 MOP Antes Com Feminino Térreo 6
46 MOP Antes Com Feminino 1º Andar 6
47 MOP Antes Com Feminino 2º Andar 6
48 MOP Antes Com Feminino 4º Andar 6
49 Tradicional Na hora Sem Masculino Térreo 7
50 Tradicional Na hora Sem Masculino 1º Andar 7
51 Tradicional Na hora Sem Masculino 2º Andar 7
52 Tradicional Na hora Sem Masculino 4º Andar 7
53 Tradicional Na hora Sem Feminino Térreo 7
54 Tradicional Na hora Sem Feminino 1º Andar 7
55 Tradicional Na hora Sem Feminino 2º Andar 7
56 Tradicional Na hora Sem Feminino 4º Andar 7
57 Tradicional Na hora Com Masculino Térreo 8
58 Tradicional Na hora Com Masculino 1º Andar 8
59 Tradicional Na hora Com Masculino 2º Andar 8
60 Tradicional Na hora Com Masculino 4º Andar 8
61 Tradicional Na hora Com Feminino Térreo 8
62 Tradicional Na hora Com Feminino 1º Andar 8
63 Tradicional Na hora Com Feminino 2º Andar 8
64 Tradicional Na hora Com Feminino 4º Andar 8
Fonte: Adaptado de Minitab 18
De posse do planejamento do experimento fatorial completo, levando em consideração
os princípios básicos, o supervisor do serviço de limpeza recebeu as orientações necessárias
para guiar os trabalhadores e coletar os dados da variável resposta, nesse caso, o tempo de cada
processo de limpeza.
A cada dia, os trabalhadores receberam uma das 8 configurações de limpeza para seguir.
Por questões de tempo e carga horária dos trabalhadores, apenas uma configuração era possível
de ser utilizada por dia. Essa configuração foi aplicada nos banheiros de todos os andares. Os
tempos foram coletados durante 8 dias úteis e a Tabela 4 revela os tempos registrados pelo
supervisor:
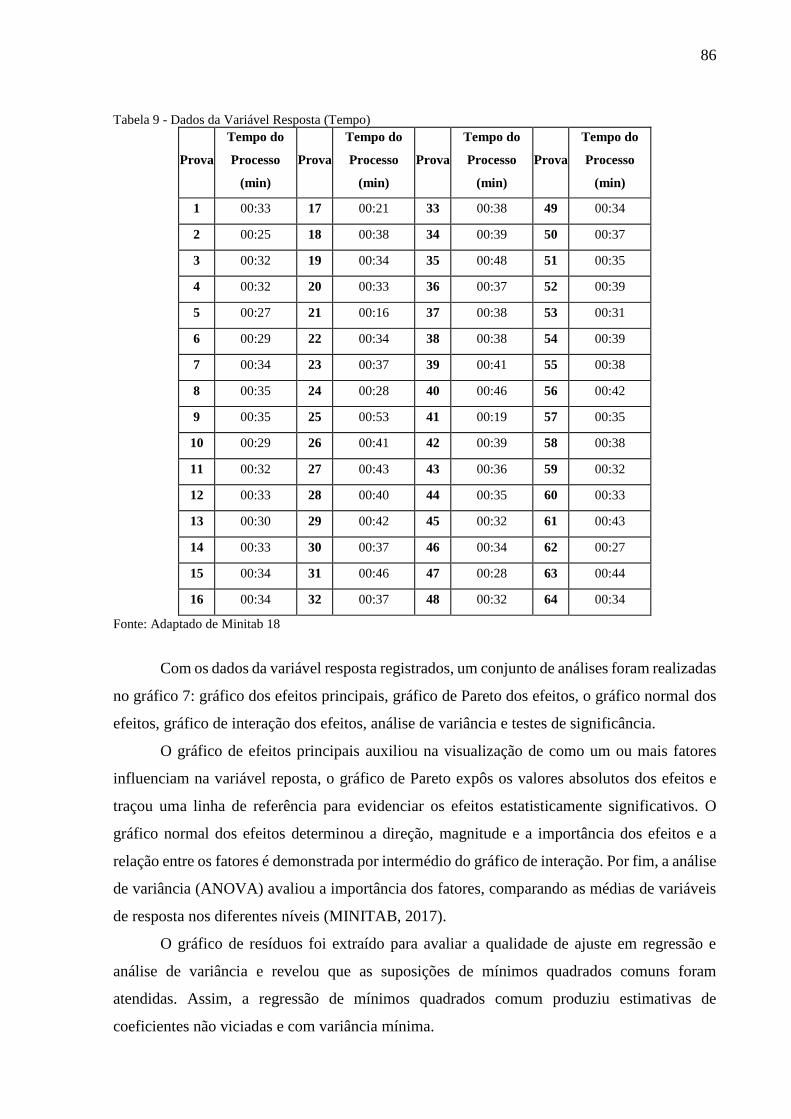
86
Tabela 9 - Dados da Variável Resposta (Tempo)
Prova
Tempo do
Processo
(min)
Prova
Tempo do
Processo
(min)
Prova
Tempo do
Processo
(min)
Prova
Tempo do
Processo
(min)
1 00:33 17 00:21 33 00:38 49 00:34
2 00:25 18 00:38 34 00:39 50 00:37
3 00:32 19 00:34 35 00:48 51 00:35
4 00:32 20 00:33 36 00:37 52 00:39
5 00:27 21 00:16 37 00:38 53 00:31
6 00:29 22 00:34 38 00:38 54 00:39
7 00:34 23 00:37 39 00:41 55 00:38
8 00:35 24 00:28 40 00:46 56 00:42
9 00:35 25 00:53 41 00:19 57 00:35
10 00:29 26 00:41 42 00:39 58 00:38
11 00:32 27 00:43 43 00:36 59 00:32
12 00:33 28 00:40 44 00:35 60 00:33
13 00:30 29 00:42 45 00:32 61 00:43
14 00:33 30 00:37 46 00:34 62 00:27
15 00:34 31 00:46 47 00:28 63 00:44
16 00:34 32 00:37 48 00:32 64 00:34
Fonte: Adaptado de Minitab 18
Com os dados da variável resposta registrados, um conjunto de análises foram realizadas
no gráfico 7: gráfico dos efeitos principais, gráfico de Pareto dos efeitos, o gráfico normal dos
efeitos, gráfico de interação dos efeitos, análise de variância e testes de significância.
O gráfico de efeitos principais auxiliou na visualização de como um ou mais fatores
influenciam na variável reposta, o gráfico de Pareto expôs os valores absolutos dos efeitos e
traçou uma linha de referência para evidenciar os efeitos estatisticamente significativos. O
gráfico normal dos efeitos determinou a direção, magnitude e a importância dos efeitos e a
relação entre os fatores é demonstrada por intermédio do gráfico de interação. Por fim, a análise
de variância (ANOVA) avaliou a importância dos fatores, comparando as médias de variáveis
de resposta nos diferentes níveis (MINITAB, 2017).
O gráfico de resíduos foi extraído para avaliar a qualidade de ajuste em regressão e
análise de variância e revelou que as suposições de mínimos quadrados comuns foram
atendidas. Assim, a regressão de mínimos quadrados comum produziu estimativas de
coeficientes não viciadas e com variância mínima.
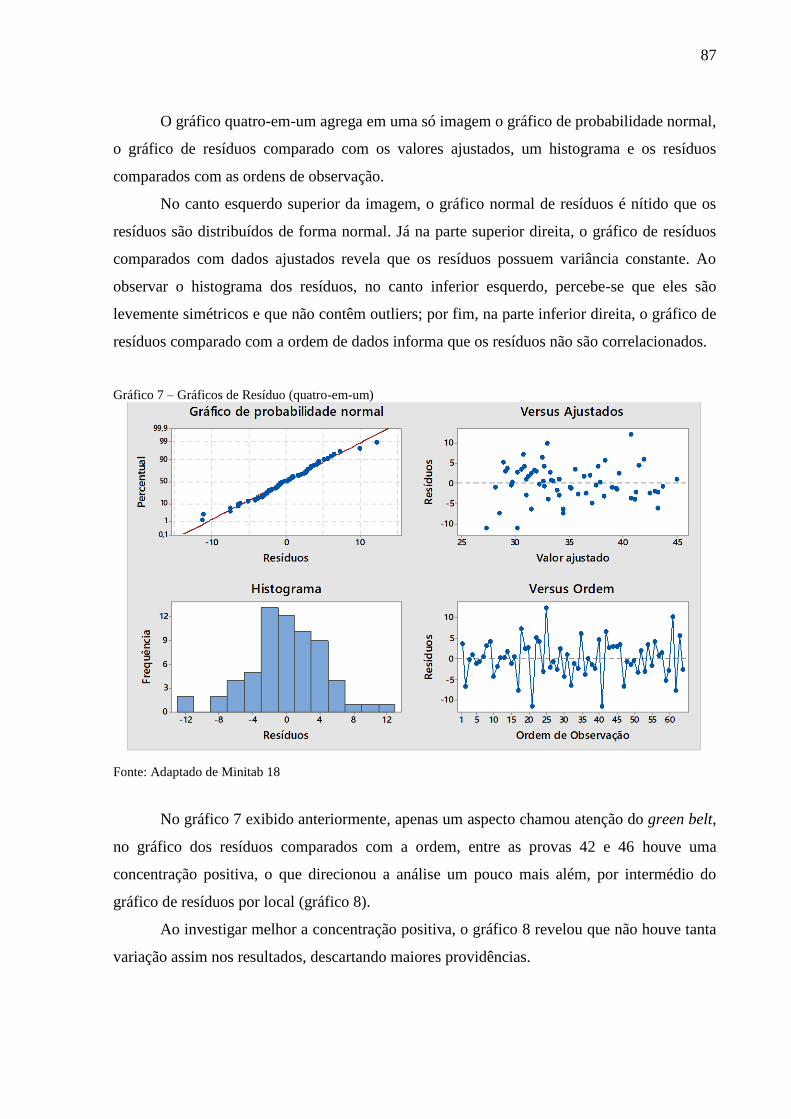
87
O gráfico quatro-em-um agrega em uma só imagem o gráfico de probabilidade normal,
o gráfico de resíduos comparado com os valores ajustados, um histograma e os resíduos
comparados com as ordens de observação.
No canto esquerdo superior da imagem, o gráfico normal de resíduos é nítido que os
resíduos são distribuídos de forma normal. Já na parte superior direita, o gráfico de resíduos
comparados com dados ajustados revela que os resíduos possuem variância constante. Ao
observar o histograma dos resíduos, no canto inferior esquerdo, percebe-se que eles são
levemente simétricos e que não contêm outliers; por fim, na parte inferior direita, o gráfico de
resíduos comparado com a ordem de dados informa que os resíduos não são correlacionados.
Gráfico 7 – Gráficos de Resíduo (quatro-em-um)
Fonte: Adaptado de Minitab 18
No gráfico 7 exibido anteriormente, apenas um aspecto chamou atenção do green belt,
no gráfico dos resíduos comparados com a ordem, entre as provas 42 e 46 houve uma
concentração positiva, o que direcionou a análise um pouco mais além, por intermédio do
gráfico de resíduos por local (gráfico 8).
Ao investigar melhor a concentração positiva, o gráfico 8 revelou que não houve tanta
variação assim nos resultados, descartando maiores providências.

88
Gráfico 8 - Gráfico de Resíduos por Local
Fonte: Adaptado de Minitab 18
Após toda a análise dos resíduos do experimento em questão, os efeitos foram
estudados. De início, o Gráfico de Pareto dos Efeitos Padronizados (gráfico 9) foi gerado para
expressar os valores absolutos dos efeitos padronizados, além de informar a intensidade e a
importância de cada efeito.
Ao lado esquerdo do gráfico 9, cada letra indica um fator, conforme quadro de legenda
no canto superior direito do gráfico 9. A linha vertical, é chamada de Linha de Referência e
delimita quais fatores são significativos ou não. Neste caso, os fatores significativos foram o
Tipo de Lavagem (Fator A), a Mistura de Material (Fator B) e esses dois fatores combinados
(Fator AB).
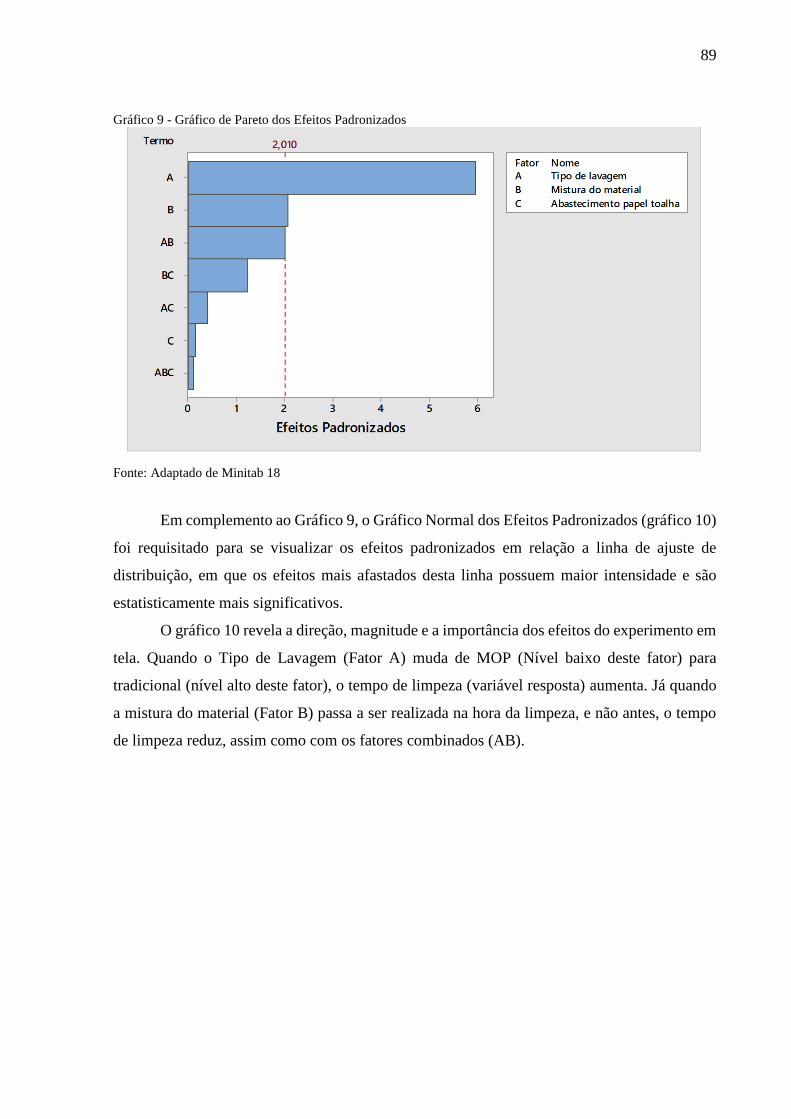
89
Gráfico 9 - Gráfico de Pareto dos Efeitos Padronizados
Fonte: Adaptado de Minitab 18
Em complemento ao Gráfico 9, o Gráfico Normal dos Efeitos Padronizados (gráfico 10)
foi requisitado para se visualizar os efeitos padronizados em relação a linha de ajuste de
distribuição, em que os efeitos mais afastados desta linha possuem maior intensidade e são
estatisticamente mais significativos.
O gráfico 10 revela a direção, magnitude e a importância dos efeitos do experimento em
tela. Quando o Tipo de Lavagem (Fator A) muda de MOP (Nível baixo deste fator) para
tradicional (nível alto deste fator), o tempo de limpeza (variável resposta) aumenta. Já quando
a mistura do material (Fator B) passa a ser realizada na hora da limpeza, e não antes, o tempo
de limpeza reduz, assim como com os fatores combinados (AB).
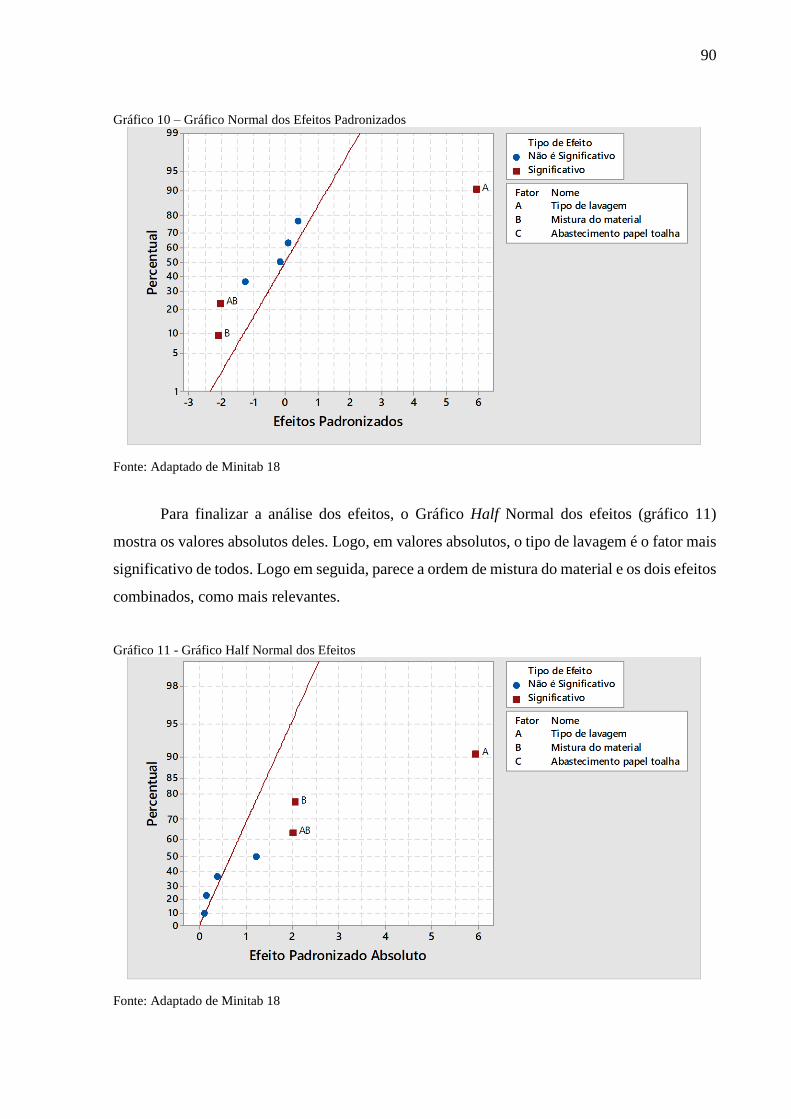
90
Gráfico 10 – Gráfico Normal dos Efeitos Padronizados
Fonte: Adaptado de Minitab 18
Para finalizar a análise dos efeitos, o Gráfico Half Normal dos efeitos (gráfico 11)
mostra os valores absolutos deles. Logo, em valores absolutos, o tipo de lavagem é o fator mais
significativo de todos. Logo em seguida, parece a ordem de mistura do material e os dois efeitos
combinados, como mais relevantes.
Gráfico 11 - Gráfico Half Normal dos Efeitos
Fonte: Adaptado de Minitab 18

91
O gráfico de interação dos fatores (gráfico 12) revela como ocorre a relação entre um
fator e outro na variável resposta. Para entender como as interações influenciam a relação dos
fatores e a variável resposta, as linhas devem ser observadas de modo que, quando as linhas
estão dispostas de maneira paralelas, não há interação; entretanto, quando existe uma interação,
há inclinação nas linhas e quanto maior sua inclinação, maior será a interação.
O gráfico 12 mostra três pequenos gráficos internos, no qual o primeiro gráfico,
intitulado de Tipo de Lavagem × Mistura do Material, informa que quando a lavagem é
realizada com o MOP, seja com a mistura de material antes ou depois, não há mudanças
significantes no tempo. Entretanto, quando a lavagem é realizada de maneira tradicional, os
operadores demoram mais na limpeza dos banheiros quando a mistura dos materiais acontece
antes do que quando acontecem no momento da operação. A inclinação da reta deste gráfico
indica que a lavagem de maneira tradicional é mais longa do que a realizada com o MOP.
No gráfico do Tipo de Lavagem × Abastecimento, é possível perceber que tanto com a
lavagem realizada com o MOP quanto com a limpeza tradicional, não há mudanças
significativas no tempo. Todavia, a inclinação da reta deste gráfico indica que a lavagem de
maneira tradicional é mais longa do que a realizada com o MOP.
Finalmente, o gráfico da Mistura × Abastecimento expõe que quando a mistura de
material é realizada antes e há o abastecimento dos porta-papeis, o tempo da limpeza é maior
do que quando não é necessária a operação de abastecimento. Entretanto, quando há a mistura
do material no momento da limpeza e não há o abastecimento dos porta- papeis, o tempo é
menor do que quando há o abastecimento. A inclinação da reta deste gráfico indica que sem a
necessidade de abastecer os porta- papeis, o tempo é praticamente o mesmo, independente do
momento em que há a mistura de material de limpeza. Já quando há a necessidade do
abastecimento dos porta-papeis, a mistura de material, no momento da operação de lavagem do
banheiro, torna a atividade mais rápida.

92
Gráfico 12 - Gráfico de Interação dos Fatores com o Tempo
Fonte: Adaptado de Minitab 18
Após o experimento, foi possível levar em consideração os fatores mais relevantes e
selecionar a melhor configuração plausível para melhoria do serviço objeto de estudo. A
configuração revelada após o experimento que reduz o tempo de lavagem dos banheiros e, por
consequência, utiliza menos recursos materiais, proporcionando- de modo geral- o aumento da
qualidade do serviço foi a lavagem com MOP, mistura de material na hora e sem o
reabastecimento de papel.
O gráfico de controle I-MR (gráfico 13) criado para comparar os tempos anteriores com
os tempos atuais, na parte superior, representa cada observação de tempo no eixo das
coordenadas (eixo x), os valores individuais no eixo das ordenadas (eixo y), ao lado direito,
encontra-se a média (x), o limite inferior (LCL) e o limite superior (UCL).
Na parte inferior, estão representadas cada observação de tempo no eixo das
coordenadas (eixo x), as amplitudes móveis no eixo das ordenadas (eixo y), ao lado direito,
encontra-se a média (MR), o limite inferior (LCL) e o limite superior (UCL).
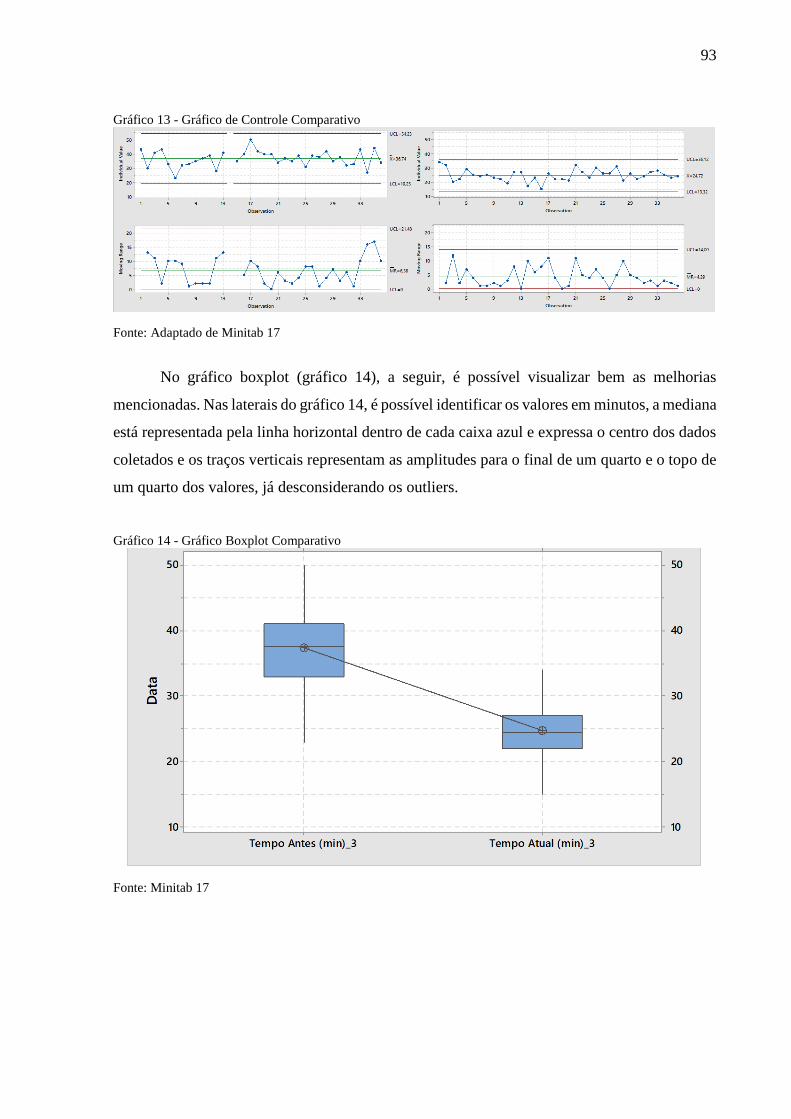
93
Gráfico 13 - Gráfico de Controle Comparativo
Fonte: Adaptado de Minitab 17
No gráfico boxplot (gráfico 14), a seguir, é possível visualizar bem as melhorias
mencionadas. Nas laterais do gráfico 14, é possível identificar os valores em minutos, a mediana
está representada pela linha horizontal dentro de cada caixa azul e expressa o centro dos dados
coletados e os traços verticais representam as amplitudes para o final de um quarto e o topo de
um quarto dos valores, já desconsiderando os outliers.
Gráfico 14 - Gráfico Boxplot Comparativo
Fonte: Minitab 17

94
4.4.5 Controlar
Com a finalidade de garantir que as melhorias sejam preservadas até que novos avanços
surjam, os novos procedimentos foram documentados e um plano de treinamento foi elaborado
para que os benefícios sejam perpetuados.
Para isso, o novo processo foi atualizado e um procedimento operacional padrão (POP)
foi elaborado, um controle visual (checklist), um plano de comunicação e um plano de
treinamento também foram criados.
4.4.5.1 Procedimento Operacional Padrão – POP e Processo Atualizado;
Como preconiza Campos (2013), os procedimentos operacionais padrão se remetem a
instruções para serem realizadas na operação, portanto, não é necessário registrar
demasiadamente, apenas listar as atividades mais importantes e na sequência correta.
No POP elaborado para o serviço de limpeza dos banheiros destinados ao público da
JFRN, no cabeçalho foi definida a tarefa, o responsável e quando o POP foi estabelecido.
Posteriormente, os materiais, os equipamentos de proteção individual (EPI’s) e suas respectivas
quantidades são definidas.
Em seguida, todos os passos foram descritos em ordem para que o responsável pela
tarefa a execute de maneira correta. Os materiais devem ser utilizados de modo consciente, sem
desperdícios e, logo após o uso, devem ser guardados no carro MOP.
Com todos os passos descritos no POP, espera-se que o banheiro por completo (piso,
paredes, pias, balcão, vasos e mictórios) esteja limpo, higienizado e pronto para uso dos
visitantes. Caso acabe algum material, ou haja alguma reclamação, o supervisor deverá ser
informado. A figura a seguir revela o POP elaborado:
Figura 17 - Procedimento Operacional Padrão
Procedimento Operacional Padrão - POP
Nome da Tarefa: Limpeza dos banheiros públicos
Responsável: ASG
Estabelecido em: 01/12/2018
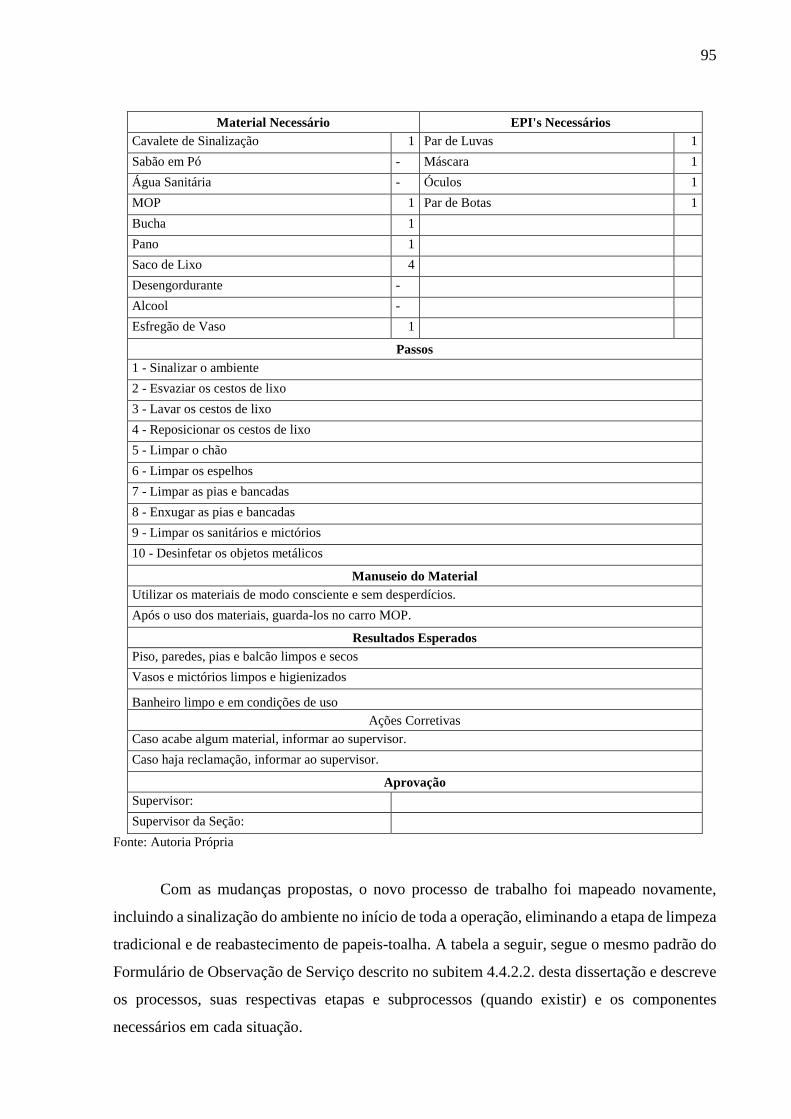
95
Material Necessário EPI's Necessários
Cavalete de Sinalização 1 Par de Luvas 1
Sabão em Pó - Máscara 1
Água Sanitária - Óculos 1
MOP 1 Par de Botas 1
Bucha 1
Pano 1
Saco de Lixo 4
Desengordurante -
Alcool -
Esfregão de Vaso 1
Passos
1 - Sinalizar o ambiente
2 - Esvaziar os cestos de lixo
3 - Lavar os cestos de lixo
4 - Reposicionar os cestos de lixo
5 - Limpar o chão
6 - Limpar os espelhos
7 - Limpar as pias e bancadas
8 - Enxugar as pias e bancadas
9 - Limpar os sanitários e mictórios
10 - Desinfetar os objetos metálicos
Manuseio do Material
Utilizar os materiais de modo consciente e sem desperdícios.
Após o uso dos materiais, guarda-los no carro MOP.
Resultados Esperados
Piso, paredes, pias e balcão limpos e secos
Vasos e mictórios limpos e higienizados
Banheiro limpo e em condições de uso
Ações Corretivas
Caso acabe algum material, informar ao supervisor.
Caso haja reclamação, informar ao supervisor.
Aprovação
Supervisor:
Supervisor da Seção:
Fonte: Autoria Própria
Com as mudanças propostas, o novo processo de trabalho foi mapeado novamente,
incluindo a sinalização do ambiente no início de toda a operação, eliminando a etapa de limpeza
tradicional e de reabastecimento de papeis-toalha. A tabela a seguir, segue o mesmo padrão do
Formulário de Observação de Serviço descrito no subitem 4.4.2.2. desta dissertação e descreve
os processos, suas respectivas etapas e subprocessos (quando existir) e os componentes
necessários em cada situação.

96
Tabela 10 – Novo Processo Detalhado
PROCESSO ETAPAS DO
PROCESSO SUBPROCESSO COMPONENTES
Sinalização Posicionar as placas de
sinalização no ambiente. Cavaletes de Sinalização
Higienização de
cestos de lixo
Movimentar os cestos para
o centro do ambiente
Preparar solução Água Sabão Água
Sanitária
Retirar os sacos de lixo e
descartar
Retirar os cestos de lixo
Lavar os cestos de lixo
Aplicar solução de
limpeza Água Sabão
Água
Sanitária
Esfregar Esfregão sanitário Bucha
Enxaguar Água
Secar Pano Papel Toalha
Limpar objetos metálicos
externos
Flanela Álcool
Por sacos de lixo novos Saco de
lixo
Remontar lixeira e
reposicionar
Higienização do
piso
Inserir água limpa no
reservatório de enxague no
carro MOP
Água
Inserir água com a solução
de limpeza no reservatório
do carro MOP
Água Sabão Água
Sanitária
Inserir o MOP no
reservatório com água e
solução de limpeza
MOP
Retirar o excesso do líquido
com a solução de limpeza
no espremedor do MOP
acima do reservatório de
água limpa para enxague
Mopear o piso.
Enxaguar o MOP no
reservatório de água limpa
para enxague.
Repetir os passos anteriores
até que toda a área esteja
limpa.
Higienização do
espelho
Aplicar limpa vidro
Limpa
vidro
Limpar o espelho Pano
Higienização de
paredes, box e
portas
Limpeza Pano Água Sanitária

97
Higienização de
Pias e Bancadas
Preparar solução
Água Sabão Água
Sanitária
Esfregar pias e bancadas Bucha Solução
Enxaguar pias e bancadas Água
Aplicar desengordurante e
secar Pano Desengordurante
Higienização de
Sanitários e
mictórios
Pressionar a descarga
Preparar solução Água Sabão Água
Sanitária
Aplicar solução
Esfregar Esfregão
Sanitário Bucha
Limpar externamente Pano Solução Álcool
Higienizar
objetos
metálicos
Passar pano Pano Álcool
Fonte: Autoria Própria
4.4.5.2 Controle Visual de Processo – Checklist;
O controle visual fica a cargo da folha verificação, ou checklist, que será de
responsabilidade do Supervisor dos ASG’s. Assim, ficará garantido que o banheiro estará em
perfeitas condições para uso, sem que nenhuma etapa tenha sido falha ou não entregue,
conforme o esperado para os usuários.
No checklist, os objetos do banheiro são catalogados na primeira coluna, o estado
esperado de cada um, ao final do procedimento de limpeza dos banheiros está definido na
segunda coluna, e, nas colunas vazias, o supervisor marcará com um “V” caso esteja conforme,
ou com um “X”, caso esteja desconforme aquilo que se espera. Segue proposta de folha de
verificação:
Tabela 11 – Controle Visual de Processo - Checklist
Folha de Verificação
Objeto Estado V / X Objeto Estado V / X
Piso
“Mopeado” e
seco Travas 1 Limpas
Balcão Seco Travas 1 Funcionando
Pia 1 Seca Vaso Sanitário 2 Limpo
Pia 2 Seca Descarga 2 Funcionando
Pia 3 Seca Maçanetas 2 Limpas
Secador de Mão Seco Maçanetas 2 Funcionando

98
Secador de Mão Funcionando Travas 2 Limpas
Porta Sabonete Seco Travas 2 Funcionando
Porta Sabonete Funcionando Mictório 1 Limpo
Lixeira 1 Limpa Descarga Funcionando
Lixeira 1 Vazia Mictório 2 Limpo
Vaso Sanitário 1 Limpo Descarga Funcionando
Descarga 1 Funcionando Mictório 3 Limpo
Maçanetas 1 Limpas Descarga Funcionando
Maçanetas 1 Funcionando Repasse Assinado
Fonte: Autoria Própria
4.4.5.3 Plano de Comunicação Operacional;
Com a finalidade de manter a comunicação eficiente e coesa, um plano de comunicação
operacional foi elaborado, para que as informações relevantes ao bom funcionamento do
processo sejam repassadas a todos os responsáveis e qualquer falha que haja seja corrigida o
mais rápido possível.
O plano de comunicação levou em consideração as seções que dão suporte ao serviço
em questão, os diretores que gerenciam cada seção e as principais ferramentas de comunicação
que a própria instituição dispõe para todos os seus servidores e terceirizados, como: e-mail,
sistema de chamados on-line, sistema de chamados mobile.
No plano de comunicação, posto a seguir, as situações que merecem transmissão estão
detalhadas na primeira e segunda coluna, seu responsável, o que fazer com a informação,
quando transmiti-la e a quem deve ser enviada, nas colunas posteriores. Desta forma, espera-se
que qualquer intercorrência ao bom funcionamento do serviço seja de ciência dos envolvidos
operacionalmente para que uma ação seja tomada.
Tabela 12 – Plano de Comunicação Operacional
O que
comunicar Classificação Responsável O que fazer Quando
A quem
comunicar
Falta de
Material de
Limpeza
disponível
no
almoxarifado
Falta de
essência
Supervisor
dos ASG's
Anotar ocorrência no quadro de
checklist e solicitar prazo
estimado para resolução do
problema
De
imediato
Seção de
Serviços
Refil MOP Supervisor
dos ASG's
Anotar ocorrência no quadro de
checklist e solicitar prazo
estimado para resolução do
problema
De
imediato
Seção de
Serviços

99
Outros
materiais
Supervisor
dos ASG's
Anotar ocorrência no quadro de
checklist e solicitar prazo
estimado para resolução do
problema
De
imediato
Seção de
Serviços
Falta de
Material de
Limpeza
ausente no
almoxarifado
Qualquer
material
Supervisor
dos ASG's +
Supervisor
da Seção de
Serviços
Enviar e-mail para Seção de
Serviços com cópia para o
Diretor de Núcleo e solicitar
prazo estimado para resolução do
problema
De
imediato
Seção de
Serviços e
Diretor do
Núcleo
Supervisor
dos ASG's +
Supervisor
da Seção de
Serviços
Enviar e-mail para Seção de
Serviços com cópia para o
Diretor de Núcleo e solicitar
prazo estimado para resolução do
problema
De
imediato
Seção de
Serviços e
Diretor do
Núcleo
Diretor do
Núcleo
Enviar e-mail para o Diretor de
Núcleo Financeiro e Patrimonial
e solicitar prazo estimado para
resolução do problema
De
imediato
Diretor de
Núcleo
Financeiro e
Patrimonial
Problema na
infraestrutura
Porta papel
higiênico
Supervisor
dos ASG's +
Supervisor
da Seção de
Serviços
Abrir chamado WhatsApp e
solicitar prazo estimado para
resolução do problema
De
imediato
Seção de
Serviços e
Seção de
Administração
predial
Porta sabão
Supervisor
dos ASG's +
Supervisor
da Seção de
Serviços
Abrir chamado WhatsApp e
solicitar prazo estimado para
resolução do problema
De
imediato
Seção de
Serviços e
Seção de
Administração
predial
Falta de água
no prédio
Supervisor
dos ASG's +
Supervisor
da Seção de
Serviços
Abrir chamado WhatsApp e
solicitar prazo estimado para
resolução do problema
De
imediato
Seção de
Serviços e
Seção de
Administração
predial
Entupimento
de vaso
Supervisor
dos ASG's +
Supervisor
da Seção de
Serviços
Abrir chamado WhatsApp e
solicitar prazo estimado para
resolução do problema
De
imediato
Seção de
Serviços e
Seção de
Administração
predial
Tampa de
vaso
quebrada
Supervisor
dos ASG's +
Supervisor
da Seção de
Serviços
Abrir chamado WhatsApp e
solicitar prazo estimado para
resolução do problema
De
imediato
Seção de
Serviços e
Seção de
Administração
predial
Ralo
Entupido
Supervisor
dos ASG's +
Supervisor
da Seção de
Serviços
Abrir chamado WhatsApp e
solicitar prazo estimado para
resolução do problema
De
imediato
Seção de
Serviços e
Seção de
Administração
predial

100
Prazos
Prazos de
Resolução
dados por
outroas áreas
e não
cumpridos
Supervisor
dos ASG's +
Supervisor
da Seção de
Serviços
Enviar e-mail para Seção de
Serviços com cópia para o
Diretor de Núcleo
De
imediato
Seção de
Serviços e
Diretor do
Núcleo
Diretor do
Núcleo
Enviar e-mail para o Diretor de
Núcleo Financeiro e Patrimonial
e solicitar prazo estimado para
resolução do problema
De
imediato
Diretor de
Núcleo
Financeiro e
Patrimonial
Fonte: Autoria Própria
4.4.5.4 Plano de Treinamento Anual;
Mesmo previsto em contrato a reciclagem e capacitação dos terceirizados, pelo menos
uma vez ao ano, um plano de treinamento foi elaborado, pensado diretamente para o serviço
com as melhorias aplicadas.
Neste plano de treinamento, os diversos tipos de capacitação e o objetivo de cada um
foram catalogados para que o serviço se mantenha em perfeito estado de funcionamento. Os
materiais que serão utilizados no treinamento, os responsáveis, o público alvo e a frequência de
realização dos treinamentos foram devidamente organizadas e catalogadas. A tabela a seguir
detalha todo o plano de treinamento anual:
Tabela 13 – Plano de Treinamento Anual
Plano de Treinamento Anual
Treinamento Objetivo Material Responsável Público Alvo Periodicidade
Revisão de
Procedimentos
Operacionais
Eliminar
variações no
processo de
limpeza e
propor
melhorias
Material Didático Supervisor de
Seção
ASG + Supervisor
dos ASG's Trimestral
Vídeos Supervisor de
Seção
ASG + Supervisor
dos ASG's Trimestral
Limpeza Prática
com MOP
Supervisor de
Seção
ASG + Supervisor
dos ASG's Trimestral
Procedimentos
de Comunicação
Informar
possíveis fontes
de variabilidade
do processo
Sistema de
chamados via
Supervisor de
Seção
ASG + Supervisor
dos ASG's Trimestral
Checklist visual Supervisor de
Seção
ASG + Supervisor
dos ASG's Trimestral
Aquisição no
Serviço Público
Ajustar o tempo
de pedido dos
materiais
Material Didático Diretor do
Núcleo
Supervisor dos
ASG's +
Supervisor de
Seção
Semestral
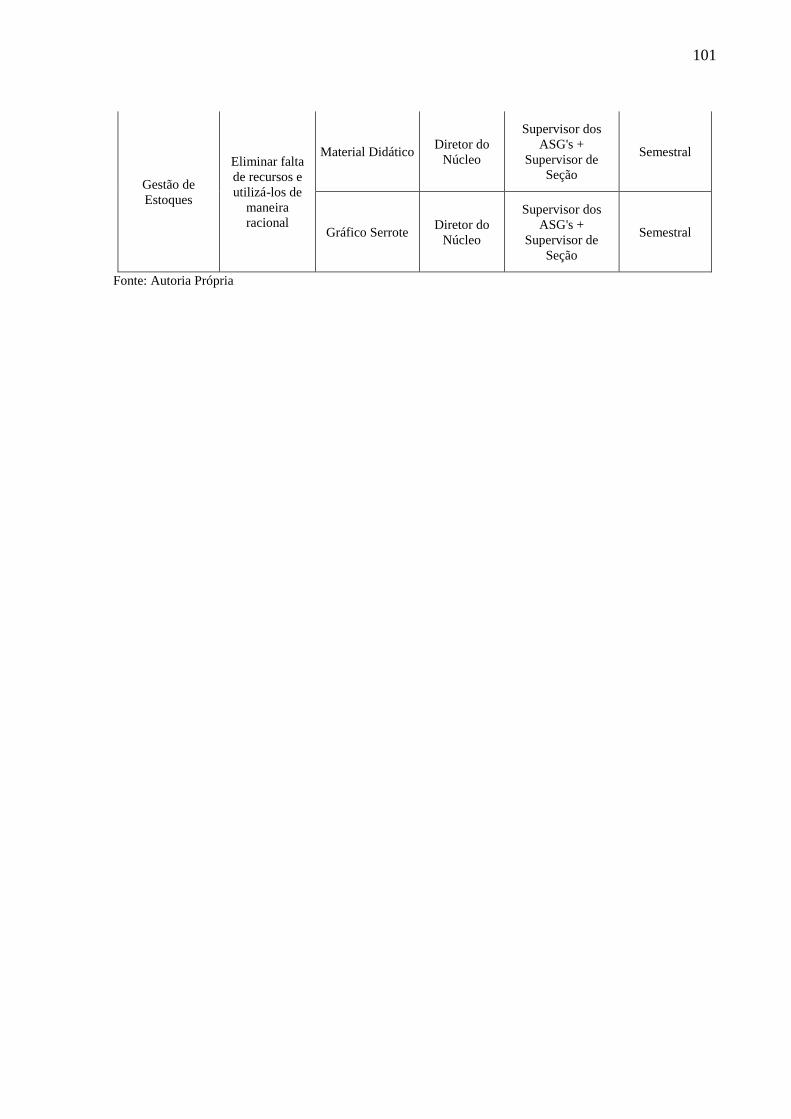
101
Gestão de
Estoques
Eliminar falta
de recursos e
utilizá-los de
maneira
racional
Material Didático Diretor do
Núcleo
Supervisor dos
ASG's +
Supervisor de
Seção
Semestral
Gráfico Serrote Diretor do
Núcleo
Supervisor dos
ASG's +
Supervisor de
Seção
Semestral
Fonte: Autoria Própria
102
5 Conclusões
Este quinto, e último, capítulo da dissertação demonstra as conclusões do autor, abarca
os resultados encontrados na pesquisa-ação, expõe as dificuldades e limitações do trabalho,
sugere pesquisas futuras e possíveis continuidades da pesquisa-ação, além de relatar as
considerações finais acerca da pesquisa elaborada.
5.1 Resultados
O framework elaborado mostrou-se eficaz na aplicação do lean seis sigma em contratos
de mão de obra residente no judiciário federal brasileiro, haja vista que foi possível aplicar todo
o ciclo DMAIC no principal processo do serviço de limpeza terceirizado com mão de obra
residente da JFRN.
Na aplicação realizada, constatou-se que antes do ciclo DMAIC, o processo de
higienização estudado durava em média 36,74 minutos e tinha uma variação média de 6,58
minutos, ao passo que, atualmente, dura em média 24,72 minutos e possui variação média de
4,29 minutos, portanto, houve uma redução de, 12,02 minutos na média da operação do
principal processo do contrato de limpeza ou 32,71%, e uma diminuição na variabilidade média
do processo na ordem de 2,29 minutos, ou 34,80%.
Levando-se em consideração que cada um dos dois terceirizados, participantes do
projeto, realizam a operação investigada 4 vezes por dia, há uma redução de 48,08 minutos por
dia na carga horária diária de cada um. Portanto, este tempo pode ser utilizando para auxiliar
os demais em outras atividades ou aproveitá-los em outras operações que possam aumentar o
nível da qualidade do serviço prestado.
Mesmo no experimento estatístico aplicado aferindo-se como variável final apenas o
tempo, em registro com o supervisor dos ASG’s ao observar o novo processo, foi afirmado que
antes se utilizava 3 baldes de 5L de água para cada banheiro, totalizando 15L/banheiro, ao passo
que, atualmente, se utiliza apenas 1 balde de 5L com água. Isto significa uma redução de 10L
de água por banheiro.
Com a redução de 10L de água por banheiro, levando em consideração que os 8
banheiros estudados já estão praticando a economia apresentada, 80L de água são preservados
por dia, considerando o mês com 20 dias úteis, a redução chega a 1.600L de água ou 1,6m³.
Considerando que a JFRN não ultrapassa a cota de 20m³ da empresa fornecedora de água, o

103
que custa R$ 128,70/mês, o valor da economia de água seria de R$ 10,30/mês (8% da conta
mensal), R$ 123,60/ano, somente em Natal.
A Seção de Patrimônio já está com processo licitatório em andamento para a compra
dos secadores a ar quente, fruto das intervenções do ciclo DMAIC, que trará uma redução de
100% de papel-toalha nos banheiros disponíveis ao público. Considerando que todo dia é posto
um pacote com 1.000 folhas em cada um dos 8 banheiros, ao custo de R$ 9,00, e o mês com 20
dias úteis, a redução dos custos com esta ação é de R$ 1.440,00/mês e R$ 17.280,00/ano.
A aplicação do framework também trouxe diversos registros e documentos para se
manter o bom funcionamento do serviço, tais como o novo processo já mapeado e os
documentos da etapa Controlar: POP, Checklist, Plano de Comunicação Operacional, Folha de
Verificação para controle visual e o Plano de Treinamento Anual.
Embora no serviço de limpeza não foram encontrados indícios que permitam a
diminuição da quantidade de postos de limpeza na Seção Judiciária do Rio Grande do Norte, o
framework permite sustentar que, com 27 postos de limpeza no Rio Grande do Norte e uma
média anual de custo de R$ 800.000,00/ano (dados disponíveis no portal da transparência do
TRF5), o serviço de limpeza terceirizado atual da JFRN é mais eficaz que o de Seções
Judiciárias de mesmo porte (de acordo com a quantidade de varas).
Comparando com uma Seção Judiciária da própria 5ª Região (TRF5), como é o caso da
Justiça Federal na Paraíba (JFPB), que possui 48 postos de limpeza e R$ 2.500.000,00/ano
(dados disponíveis no portal da transparência do TRF5), a JFRN consegue prestar o mesmo
serviço de limpeza com 21 postos de limpeza e R$ 1.700.000,00/ano a menos. Uma economia
de 43,75% nos postos de limpeza e 68% em reais por ano.
Ao se contrapor com a Justiça Federal no Mato Grosso do Sul (JFMS), uma Seção
Judiciária da 3ª Região (TRF3), com quantidade de varas semelhante e que atua com uma média
de 56 postos de limpeza e R$ 2.360.000,00/ano (dados disponíveis no portal da transparência
do TRF3), a JFRN presta o mesmo serviço com 29 postos de limpeza e R$ 1.560.000,00/ano a
menos. Uma economia de 51,78% nos postos de limpeza e 66,10% em reais por ano.
Ao ser confrontada com a Justiça Federal no Piauí (JFPI), uma Seção com 4 varas a
menos, e que investe aproximadamente R$ 1.050.000,00/ano, (dados disponíveis no portal da
transparência do TRF1), a JFRN consegue prestar o mesmo serviço de limpeza com R$
250.000,00/ano a menos. Isso significa uma economia de 23,80% em reais por ano. As Justiças
Federais da 2ª Região (TRF2) e da 4ª Região (TRF4) não foram comparadas por possuírem um
quantitativo de varas muito superior ao da JFRN.

104
A Justiça Federal, em 2017 gastou cerca de R$ 111.460.000,00 (111,46 milhões de
reais), segundo dados do Correio Brasiliense (2018). Portanto, se, hipoteticamente, todas as
Seções Judiciárias estivessem no mesmo nível de prestação de serviço da JFRN, seguindo os
princípios do lean seis sigma, e aplicarmos o menor percentual de economia encontrado nas
comparações anteriores (23,80%), isso significaria um potencial de economia na ordem de R$
26.527.480,00, somente nos serviços de limpeza da Justiça Federal Brasileira.
No tocante ao legislativo, é possível concluir que o Caderno de Logística elaborado em
2014 pelo Ministério do Planejamento Orçamento e Gestão (MPOG), após 4 anos, encontra-se
defasado com relação à produtividade dos profissionais de limpeza a serem consideradas no
momento da licitação de um serviço terceirizado de asseio e conservação. Haja vista que de
acordo com a produtividade apresentada pelo MPOG, estudos preliminares e termo de
referência, a JFRN deveria atuar com 49 postos de limpeza e- atualmente- consegue atuar de
modo satisfatório com apenas 27 postos.
Por fim, também é possível concluir que a aplicação do lean seis sigma serve de insumo
para se rever os cadernos de referência do Ministério do Planejamento, Orçamento e Gestão,
tendo em vista que, em uma comparação direta, a JFRN está prestando o serviço de limpeza
com 55,10% do postos que os cadernos indicam.
5.2 Limitações e restrições
No tocante às limitações e dificuldades desta dissertação, restringiu-se a aplicação do
framework apenas em um dos serviços terceirizados com mão de obra residente pelo pequeno
número de servidores e estagiários que pudessem se dedicar a outros serviços, como segurança
armada ou manutenção predial.
Outro fator que dificultou a aplicação do framework de forma ágil foi o tempo dos
estagiários voluntários, limitados a 4 horas por dia , 20 horas por semana, por apenas 9 semanas,
além de encontrar estagiários com conhecimento yellow belt para atuar no projeto de aplicação.
O servidor com conhecimento green belt possui diversas outras atribuições, que ocupam
seu tempo de expediente para uma dedicação maior ao projeto, o que dificulta o
acompanhamento mais próximo do projeto.
A compra de materiais no serviço público não é ágil, de modo que se torna difícil uma
aquisição de material ou de ferramenta com agilidade, sem contar que, por lei, não se pode
indicar uma marca específica de material que tenha maior performance ou durabilidade que os
demais, ou até mesmo, que os terceirizados julgam como melhores para os seus serviços.

105
Finalmente, outro fator complicador é a baixa escolaridade da mão de obra, que não
consegue pensar em ideias inovadoras, perceber a importância dos registros e anotações,
tampouco tirar conclusões de uma série de dados coletados no dia a dia de seu trabalho.
5.3 Pesquisas Futuras
Como sugestões de pesquisas futuras, propomos a aplicação deste framework em outro
serviço com mão de obra terceirizada (manutenção de ar-condicionado, manutenção predial,
segurança privada, jardinagem ou copeiragem), o que também pode ser utilizado em outra
instituição que não seja do judiciário, mas que seja do serviço público brasileiro.
Nas aplicações em outras instituições, ou em outras seções judiciárias, uma equipe deve
ser selecionada para ser introduzida na filosofia lean seis sigma, posteriormente, capacitada no
sistema belt, cada um em seus diferentes níveis, para que possam conhecer as diversas
ferramentas utilizadas e contar com a experiência do pesquisador como orientador externo da
aplicação do framework.
Sugerimos ainda que, nas próximas aplicações, sejam considerados todos os detalhes de
cada ferramenta, seguindo à risca todas as suas etapas, se possível, para aumentar o nível da
aplicação do framework.
5.4 Considerações Finais
De modo geral, a pesquisa-ação responde à pergunta destacada na problemática exposta
no capítulo inicial, utilizou-se de todos os objetivos específicos para atingir o objetivo geral e
propôs de fato um framework de lean seis sigma aplicável em serviços terceirizados com mão
de obra residente para a Justiça Federal do Brasil.
As ferramentas que mais se adequam aos serviços de mão de obra residente foram
selecionadas e utilizadas conforme o ciclo DMAIC e os dois primeiros objetivos específicos,
compondo o framework para aplicação do lean seis sigma no judiciário federal. Posteriormente,
um experimento em um dos serviços do quadro do Núcleo de Administração da JFRN foi
realizado e as principais descobertas registradas, assim como os principais benefícios.
A metodologia utilizada na dissertação foi eficaz para se realizar uma pesquisa-ação
robusta e a dissertação atendeu suas justificativas, uma vez que, institucionalmente, contribuiu
para redução de tempo de processos e de consumo de recursos, trouxe eficiência e produtividade
e reduziu custos e utilização de insumos. Posto isso, garante que o framework pode ser aplicado

106
nas demais seções judiciárias ou outras instituições públicas que contratam serviços
terceirizados com mão de obra residente e- até mesmo- nas próprias empresas que fornecem o
serviço.
Para a sociedade, o estudo demonstra a busca pelo aumento da qualidade no serviço
público prestado pelo judiciário federal e utilização correta dos recursos financeiros públicos,
o que evita atos de corrupção e gera insumo para legislações e instruções normativas futuras. A
aplicação do lean seis sigma também se revela como uma filosofia poderosa para a redução de
custos no governo federal, haja vista um potencial de economia da ordem de R$ 26.527.480,00,
somente nos serviços de limpeza da Justiça Federal Brasileira.
Para a academia, passa a preencher uma lacuna de pesquisas acadêmicas no tocante a
aplicação de lean seis sigma no judiciário federal brasileiro e ajuda a firmar as pesquisas que
investigaram o uso de lean seis sigma em serviços públicos.

107
REFERÊNCIAS BIBLIOGRÁFICAS
AKAO, Yoji; MAZUR, Glenn H. The leading edge in QFD: Past, present and future. International Journal of
Quality & Reliability Management, v. 20, n. 1, p. 20–35, 2003.
AKBULUT-BAILEY, Asli Yagmur; MOTWANI, Jaideep; SMEDLEY, Everett M. When Lean and Six Sigma
Converge: A Case Study of a Successful Implementation of Lean and Six Sigma at an Aerospace Company.
International Journal of Technology Management, v. 57, n. 1-2–3, p. 18–32, 2011.
ALBLIWI, Saja Ahmed. A systematic review of Lean Six Sigma for the manufacturing industry. Business Process
Management Journal, v. Vol. 21 No, p. 665–691, 2015.
ALBLIWI, Saja Ahmed; ANTONY, Jiju; LIM, Sarina Abdul Halim. A systematic review of Lean Six Sigma for
the manufacturing industry. BUSINESS PROCESS MANAGEMENT JOURNAL, v. 21, n. 3, p. 665–691, 2015.
ALUKAL, George. Create a Lean, Mean Machine. Quality Progress. [S.l: s.n.]. , 2003
ANDERSON, Nicole C.; KOVACH, Jamison V. Reducing Welding Defects in Turnaround Projects: A Lean Six
Sigma Case Study. Quality Engineering, v. 26, n. 2, p. 168–181, 2014. Disponível em:
<http://www.tandfonline.com/doi/abs/10.1080/08982112.2013.801492>.
ANDERSSON, Roy et al. Lean Six Sigma strategy in telecom manufacturing. Industrial Management & Data
Systems, v. 114, n. 6, p. 904–921, 2014. Disponível em: <http://www.emeraldinsight.com/doi/10.1108/IMDS-02-
2014-0069>.
ANTONY, J; KUMAR, M; LABIB, A. Gearing six sigma into UK manufacturing SMEs: results from a pilot
study. JOURNAL OF THE OPERATIONAL RESEARCH SOCIETY, v. 59, n. 4, p. 482–493, 2008.
BALLANTYNE, David. Action research reviewed: a market‐oriented approach. European Journal of Marketing,
v. 38, n. 3/4, p. 321–337, 2004.
BANUELAS CORONADO, Ricardo; ANTONY, Jiju. Critical success factors for the successful implementation
of six sigma projects in organisations. The TQM Magazine, v. 14, n. 2, p. 92–99, 2002. Disponível em:
<http://www.emeraldinsight.com/doi/10.1108/09544780210416702>.
BESSERIS, George. Multi-factorial Lean Six Sigma product optimization for quality, leanness and safety.
International Journal of Lean Six Sigma, v. 5, n. 3, p. 253–278, 2014. Disponível em:
<http://www.emeraldinsight.com/doi/10.1108/IJLSS-06-2013-0033>.
BOARDMAN, T.J.; BOARDMAN, E.C. Statistical Thinking in Total Quality Management: Implications for
Improvement of Quality - with Ideas for Software Development. In: DODGE, Y.; WHITTAKER, J. (Org.). .
Computational Statistics. 1. ed. [S.l.]: Springer, 1992. p. 505–521.
BRYMAN, Alan. Research Methods and Organization Studies. [S.l: s.n.], 1989. v. 20. Disponível em:
<http://books.google.com/books?hl=en&lr=&id=_ImKWWmxclgC&oi=fnd&pg=PP1&
dq=Research+Methods+and+Organization+Studies&ots=nteA2jPdoK&sig=sVCieDqfegeQkI_NnvW3
nNquHl0>.
CAMPOS, Vicente Falconi. Gerenciamento da rotina do trabalho do dia-a-dia: Vicente Falconi Campos. 9. ed.
[S.l: s.n.], 2013. Disponível em: <https://books.google.com/books?id=-vVVGgAACAAJ&pgis=1>.
CAUCHICK MIGUEL, Paulo Augusto (Organizador). Metodologia de pesquisa para engenharia de produção e
gestão de operações. [S.l: s.n.], 2012.
CHAKRABARTI, Abhijit. Implementation of Six – Sigma in Academic Libraries for Increasing Service Quality.
v. 4, n. 6, p. 1–12, 2014.
108
CHAKRAVORTY, Satya S.; SHAH, Aakash D. Lean Six Sigma (LSS): an implementation experience. European
J. of Industrial Engineering, v. 6, n. 1, p. 118–137, 2012.
CHEN, MingNan; LYU, Jung. A Lean Six-Sigma approach to touch panel quality improvement. Production
Planning & Control, v. 20, n. 5, p. 445–454, 2009. Disponível em:
<http://www.tandfonline.com/doi/abs/10.1080/09537280902946343>.
CHENG, Chen-Yang; CHANG, Pu-Yuan. Implementation of the Lean Six Sigma framework in non-profit
organisations: A case study. Total Quality Management & Business Excellence, v. 23, n. 3–4, p. 431–447, 2012.
Disponível em: <http://www.tandfonline.com/doi/abs/10.1080/14783363.2012.663880>.
CHERRAFI, Anass et al. A framework for the integration of Green and Lean Six Sigma for superior sustainability
performance. International Journal of Production Research, v. 55, n. 15, p. 4481–4515, 2017a. Disponível em:
<https://www.tandfonline.com/doi/full/10.1080/00207543.2016.1266406>.
CHERRAFI, Anass et al. A framework for the integration of Green and Lean Six Sigma for superior sustainability
performance. INTERNATIONAL JOURNAL OF PRODUCTION RESEARCH, v. 55, n. 15, p. 4481–4515, 2017b.
CHERRAFI, Anass et al. The integration of lean manufacturing, Six Sigma and sustainability: A literature review
and future research directions for developing a specific model. JOURNAL OF CLEANER PRODUCTION, v. 139,
p. 828–846, 2016.
CHOI, Bong et al. Empirical analysis of the relationship between Six Sigma management activities and corporate
competitiveness. International Journal of Operations & Production Management, v. 32, n. 5, p. 528–550, 2012.
Disponível em: <http://www.emeraldinsight.com/doi/10.1108/01443571211226489>.
CONSELHO DA JUSTIÇA FEDERAL. RESOLUÇÃO N. 79, DE 19 DE NOVEMBRO DE 2009. . Brasil: [s.n.]. ,
2009
CONSELHO NACIONAL DE JUSTIÇA. Justiça em Números. . Brasília: [s.n.], 2018. Disponível em:
<https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&cad=rja&uact=8&ved=2ahUKEwiJ
jo3YmNLdAhVBhJAKHQTKBEgQFjAAegQICRAC&url=http%3A%2F%2Fwww.cnj.jus.br%2Ffiles%2Fcont
eudo%2Farquivo%2F2018%2F08%2F44b7368ec6f888b383f6c3de40c32167.pdf&usg=AOvVaw3bxs>.
CORBETT, Lawrence M. Lean Six Sigma: the contribution to business excellence. International Journal of Lean
Six Sigma, v. 2, n. 2, p. 118–131, 2011. Disponível em:
<http://www.emeraldinsight.com/doi/10.1108/20401461111135019>.
CORREIO BRASILIENSE. Em um ano, governo federal gastou R$ 2,5 bilhões com limpeza. Disponível em:
<https://www.correiobraziliense.com.br/app/noticia/economia/2018/05/14/internas_economia,680436/em-um-
ano-governo-federal-gastou-r-2-5-bilhoes-com-limpeza.shtml>.
COUGHLAN, Paul; COGHLAN, David. Action research for operations management. International Journal of
Operations & Production Management, v. 22, n. 2, p. 220–240, 2002. Disponível em:
<http://www.emeraldinsight.com/doi/10.1108/01443570210417515>.
DE FREITAS, Jéssica Galdino; COSTA, Helder Gomes; FERRAZ, Fernando Toledo. Impacts of Lean Six Sigma
over organizational sustainability: A survey study. Journal of Cleaner Production, v. 156, p. 262–275, 2017.
DESAI, T N; SHRIVASTAVA, R L. Six Sigma - A New Direction to Quality and Productivity Management.
Wcecs 2008: World Congress on Engineering and Computer Science, n. 2004, p. 1047–1052\r1208, 2008.
DINO. Terceirização abrange 22% da mão de obra formal com boas perspectivas de crescimento. Disponível em:
<https://exame.abril.com.br/negocios/dino/terceirizacao-abrange-22-da-mao-de-obra-formal-com-boas-

109
perspectivas-de-crescimento/>.
DORA, Manoj; GELLYNCK, Xavier. Lean Six Sigma Implementation in a Food Processing SME: A Case Study.
Quality and Reliability Engineering International, v. 31, n. 7, p. 1151–1159, 2015.
ESTATCAMP; DIGUP. Portal Action. Disponível em: <http://www.portalaction.com.br/planejamento-de-
experimento>. Acesso em: 6 nov. 2018.
FURTERER, Sandra. Lean Six Sigma in Service - Applications and Case Studies. [S.l: s.n.], 2009. Disponível em:
<https://books.google.com.br/books?id=u8oMtunoOY8C&pg=PA205&lpg=PA205&dq=elshennawy+lean+six+
sigma&source=bl&ots=yl0_edQJZM&sig=tJA2noxAM7Fy59lea7JxTqabvC4&hl=pt-
BR&sa=X&ved=0ahUKEwjToo2hga3WAhXHFpAKHcnXAM8Q6AEIODAC#v=onepage&q&f=false>.
FURTERER, Sandra; ELSHENNAWY, Ahmad K. Implementation of TQM and lean Six Sigma tools in local
government: a framework and a case study. Total Quality Management & Business Excellence, v. 16, n. 10, p.
1179–1191, 2007.
GARCIA-PORRES, J; ORTIZ-POSADAS, M R; PIMENTEL-AGUILAR, A B. Lean Six Sigma applied to a
process innovation in a mexican health institute’s imaging department. Conference proceedings : ... Annual
International Conference of the IEEE Engineering in Medicine and Biology Society. IEEE Engineering in
Medicine and Biology Society. Conference, v. 2008, p. 5125–5128, 2008.
GEORGE, Michael L. Lean Seis Sigma Para Serviços. 1. ed. São Paulo: [s.n.], 2009.
GIJO, E. V.; ANTONY, Jiju. Reducing patient waiting time in outpatient department using lean six
sigmamethodology. Quality and Reliability Engineering International, v. 30, n. 8, p. 1481–1491, 2014a.
GIJO, E V; ANTONY, Jiju. Reducing Patient Waiting Time in Outpatient Department Using Lean Six Sigma
Methodology. QUALITY AND RELIABILITY ENGINEERING INTERNATIONAL, v. 30, n. 8, p. 1481–1491,
2014b.
GIL, Antonio Carlos. Como elaborar projetos de pesquisa. [S.l: s.n.], 2002.
GNANARAJ, S. Michael et al. Sensitisation of SMEs towards the implementation of Lean Six Sigma – an
initialisation in a cylinder frames manufacturing Indian SME. Production Planning & Control, v. 23, n. 8, p. 599–
608, 2012. Disponível em: <http://www.tandfonline.com/doi/abs/10.1080/09537287.2011.572091>.
GOVERNO FEDERAL. Valores Limites e Cadernos Técnicos. Disponível em:
<https://www.comprasgovernamentais.gov.br/index.php/cadernos-tecnicos-e-valores-limites/83-gestor-de-
compras/cadernos-tecnicos-e-valores-limites>. Acesso em: 24 jan. 2019.
HABIDIN, N. F.; YUSOF, S. M. Relationship between lean six sigma, environmental management systems, and
organizational performance in the Malaysian automotive industry. International Journal of Automotive
Technology, v. 13, n. 7, p. 1119–1125, 2012.
HOLWEG, Matthias. The genealogy of lean production. Journal of Operations Management, v. 25, n. 2, p. 420–
437, 2007.
IBGE. Lacunas temáticas, diferenças conceituais e demandas. Disponível em: <https://ces.ibge.gov.br/base-de-
dados/lacunas-de-informacao/lacunas-tematicas-diferencas-conceituais-e-demandas.html>.
ISA, Mohsen F. Mohamed; USMEN, Mumtaz. Improving university facilities services using Lean Six Sigma: a
case study. Journal of Facilities Management, v. 13, n. 1, p. 70–84, 2015. Disponível em:
<http://www.emeraldinsight.com/doi/10.1108/JFM-09-2013-0048>.
JESUS, Abel Ribeiro De. Seis Sigma em Granges Indústrias no Brasil: Problemas de Implementação e Fatores
110
Críticos de Sucesso. 2015. 171 f. UNIVERSIDADE FEDERAL DA BAHIA, 2015.
JFRN. Competência Territorial da Justiça Federal no Rio Grande do Norte. Disponível em:
<https://www.jfrn.jus.br/institucional/mapaCompetencia.xhtml>.
KANAANE, ROBERTO; FIEL FILHO, ALÉCIO; FERREIRA, Maria das Graças. Gestão Pública -
Planejamento, Processos, Sistemas de Informação e Pessoas. Atlas ed. [S.l: s.n.], 2010.
KHAN, S.A.; DWEIRI, F.; JAIN, V. Integrating analytical hierarchy process and quality function deployment in
automotive supplier selection. International Journal of Business Excellence, v. 9, n. 2, p. 156–177, 2016.
KNUTAS, A. et al. Cloud-based bibliometric analysis service for systematic mapping studies. ACM International
Conference Proceeding Series, v. 1008, n. 212, p. 184–191, 2015.
KUMAR, M et al. Implementing the Lean Sigma framework in an Indian SME: a case study. PRODUCTION
PLANNING & CONTROL, v. 17, n. 4, p. 407–423, jun. 2006.
KUMAR, Sanjay et al. Barriers in green lean six sigma product development process: an ISM approach.
Production Planning & Control, v. 7287, n. May, p. 1–17, 2016. Disponível em:
<http://www.tandfonline.com/doi/full/10.1080/09537287.2016.1165307>.
LAUDON, Kenneth C.;; LAUDON, Jane Price. Sistemas de Informação Gerenciais. 9. ed. [S.l: s.n.], 2011.
LEE, K. C.; CHOI, B. Six sigma management activities and their influence on corporate competitiveness. Total
Quality Management & Business Excellence, v. 17, n. 7, p. 893–911, 2006. Disponível em:
<http://www.tandfonline.com/doi/abs/10.1080/14783360600595351%5Cnhttp://citeseerx.ist.psu.edu/viewdoc/do
wnload?doi=10.1.1.105.1284&rep=rep1&type=pdf>.
LEE, Kuo Liang; WEI, Chun Chin. Reducing mold changing time by implementing Lean Six Sigma. Quality and
Reliability Engineering International, v. 26, n. 4, p. 387–395, 2009.
MARCONI, Maria; LAKATOS, Eva. Fundamentos da Metodologia Científica. 6. ed. São Paulo: Atlas, 2005.
MATIAS-PEREIRA, José. Manual de Metodologia da Pesquisa Científica. 2. ed. São Paulo: Atlas, 2010.
MINISTÉRIO DO PLANEJAMENTO ORÇAMENTO E GESTÃO. Prestação de serviços de limpeza, asseio e
conservação. . Brasília: [s.n.], 2014.
MINITAB. Suporte Minitab 18. . [S.l: s.n.]. Disponível em: <https://support.minitab.com/pt-br/minitab/18/help-
and-how-to/modeling-statistics/doe/supporting-topics/factorial-and-screening-designs/factorial-and-fractional-
factorial-designs/#what-is-a-factorial-design>. , 2017
MISHRA, Pratima; SHARMA, Rajiv Kumar. A hybrid framework based on SIPOC and Six Sigma DMAIC for
improving process dimensions in supply chain network. International Journal of Quality & Reliability
Management, v. 31, n. 5, p. 522–546, 2014.
MONTGOMERY, Douglas C.; WOODALL, William H. An overview of six sigma. International Statistical
Review, v. 76, n. 3, p. 329–346, 2008.
NÄSLUND, Dag. Lean and six sigma – critical success factors revisited. International Journal of Quality and
Service Sciences, v. 5, n. 1, p. 86–100, 2013. Disponível em:
<http://www.emeraldinsight.com/doi/10.1108/17566691311316266>.
NOAVES, Marcos Bidart Acrneiro; GIL, Antonio Carlos. A pesquisa-ação participante como estratégia
metodológica para o estudo do empreendedorismo social em administração de empresas. p. 134–160, 2009.
PAMFILIE, Rodica; (DRAGHICI), Andreea Jenica Petcu; DRAGHICI, Mihai. The Importance of Leadership in
Driving a Strategic Lean Six Sigma Management. Procedia - Social and Behavioral Sciences, v. 58, p. 187–196,

111
2012.
PARTOVI, Fariborz Y. An analytical model of process choice in the chemical industry. International Journal of
Production Economics, v. 105, n. 1, p. 213–227, 2007.
PLANEJAMENTO, Ministério Do. Painel de Preços. Disponível em:
<http://paineldeprecos.planejamento.gov.br/analise-servicos>.
PSYCHOGIOS, Alexandros G.; TSIRONIS, Loukas K. Towards an integrated framework for Lean Six Sigma
application: Lessons from the airline industry. Total Quality Management & Business Excellence, v. 23, n. 3–4, p.
397–415, 2012.
PYZDEK, Thomas. The Six Sigma Handbook. [S.l: s.n.], 2003. Disponível em:
<https://s3.amazonaws.com/academia.edu.documents/41061193/The_six_sigma_handbook.pdf?AWSAccessKey
Id=AKIAIWOWYYGZ2Y53UL3A&Expires=1536198496&Signature=KZfQOE5jOsDenq4NEWCGLm3qb4Y
%3D&response-content-disposition=inline%3B filename%3DThe_Six_Sigma_Handbook.pd>.
RAY, Sanjit; JOHN, Boby. Lean Six‐Sigma application in business process outsourced organization. International
Journal of Lean Six Sigma, v. 2, n. 4, p. 371–380, 2011. Disponível em:
<http://www.emeraldinsight.com/doi/10.1108/20401461111189443>.
RIORDAN, Patrick. The philosophy of action science. Journal of Managerial Psychology, v. 10, n. 6, p. 6–13,
1995.
SALAH, Souraj; RAHIM, Abdur; CARRETERO, Juan A. The integration of Six Sigma and lean management.
International Journal of Lean Six Sigma, v. 1, n. 3, p. 249–274, 2010. Disponível em:
<http://www.emeraldinsight.com/doi/10.1108/20401461011075035>.
SANTOS, Marcos Eduardo Dos. Da Observação Participante a Pesquisa-Ação: uma Comparação Epistemológica
para Estudos em Administração. Revista de Administração Mackenzie, v. 10, p. 134–160, 2009.
SEVERINO, Antônio Joaquim. Metodologia do Trabalho Científico. 24. ed. [S.l.]: Cortez Editora, 2016.
SHOKRI, Alireza. Quantitative analysis of Six Sigma, Lean and Lean Six Sigma research publications in last two
decades. International Journal of Quality & Reliability Management, v. 34, n. 5, p. 598–625, 2017. Disponível
em: <http://www.emeraldinsight.com/doi/10.1108/IJQRM-07-2015-0096>.
SVENSSON, Carsten et al. A Lean Six Sigma program in higher education. International Journal of Quality &
Reliability Management, v. 32, n. 9, p. 951–969, 2015. Disponível em:
<http://www.emeraldinsight.com/doi/10.1108/IJQRM-09-2014-0141>.
TENERA, Alexandra; PINTO, Luis Carneiro. A Lean Six Sigma (LSS) Project Management Improvement Model.
Procedia - Social and Behavioral Sciences, v. 119, p. 912–920, 2014. Disponível em:
<http://linkinghub.elsevier.com/retrieve/pii/S1877042814021934>.
THIOLLENT, Michel. Metodologia da Pesquisa-ação. São Paulo: Cortez Editora, 2007.
THOMAS, Andrew; BARTON, Richard; CHUKE‐OKAFOR, Chiamaka. Applying lean six sigma in a small
engineering company – a model for change. Journal of Manufacturing Technology Management, v. 20, n. 1, p.
113–129, 2008. Disponível em: <http://www.emeraldinsight.com/doi/10.1108/17410380910925433>.
TIMANS, W et al. Implementation of Lean Six Sigma in small- and medium-sized manufacturing enterprises in
the Netherlands. Journal of the Operational Research Society, v. 63, n. 3, p. 339–353, 2012a. Disponível em:
<http://link.springer.com/10.1057/jors.2011.47>.
TIMANS, W et al. Implementation of Lean Six Sigma in small- and medium-sized manufacturing enterprises in

112
the Netherlands. JOURNAL OF THE OPERATIONAL RESEARCH SOCIETY, v. 63, n. 3, p. 339–353, mar. 2012b.
TRF1. TRF1 - TRF da 1a Região. Disponível em: <http://portal.trf1.jus.br/portaltrf1/transparencia/relatorios-
cnj/relatorios-cnj/trf-da-1-regiao/trf-da-1-regiao.htm>.
TRF3. Tribunal Regional Federal da 3a Região Transparência. Disponível em:
<http://www.trf3.jus.br/transparencia/empregados-de-empresas-contratadas-em-exercicio-no-orgao-jfms-anexo-
vi-da-resolucao-cnj-no-1022009/>.
TRF5. Tribunal Regional Federal da 5a Região - Portal da Transparência. Disponível em:
<http://www5.trf5.jus.br/transparencia/#RN>.
TSOU, J.-C.; CHEN, J.-M. Case study: quality improvement model in a car seat assembly line. Production
Planning & Control, v. 16, n. 7, p. 681–690, 2005. Disponível em:
<http://www.tandfonline.com/doi/abs/10.1080/09537280500249223>.
WANG, Chih Hsuan. Using quality function deployment to conduct vendor assessment and supplier
recommendation for business-intelligence systems. [S.l.]: Elsevier Ltd, 2015. v. 84. Disponível em:
<http://dx.doi.org/10.1016/j.cie.2014.10.005>.
WANG, Fu-Kwun; CHEN, Kao-Shan. Application of Lean Six Sigma to a panel equipment manufacturer. Total
Quality Management & Business Excellence, v. 23, n. 4, p. 417–429, 2012a.
WANG, Fu-Kwun; CHEN, Kao-Shan. Application of Lean Six Sigma to a panel equipment manufacturer. TOTAL
QUALITY MANAGEMENT & BUSINESS EXCELLENCE, v. 23, n. 3–4, SI, p. 417–429, 2012b.
WANG, Fu-Kwun; CHEN, Kao-Shan. Applying Lean Six Sigma and TRIZ methodology in banking services.
Total Quality Management & Business Excellence, v. 21, n. 3, p. 301–315, 2010. Disponível em:
<http://www.tandfonline.com/doi/abs/10.1080/14783360903553248>.
WESTBROOK, Roy. Action research: a new paradigm for research in production and operations management.
International Journal of Operations & Production Management, v. 15, n. 12, p. 6–20, 1995. Disponível em:
<http://www.emeraldinsight.com/doi/10.1108/01443579510104466>.
YADAV, Gunjan; DESAI, Tushar N. Lean Six Sigma: a categorized review of the literature. International Journal
of Lean Six Sigma, v. 7, n. 1, p. 2–24, 2016. Disponível em: <http://www.emeraldinsight.com/doi/10.1108/IJLSS-
05-2015-0015>.
YEH, Hseng-Long et al. Applying lean six sigma to improve healthcare: An empirical study. African Journal of
Business Management, v. 5, n. 31, p. 12356–12370, 2011. Disponível em:
<http://www.academicjournals.org/AJBM>.
Recommended