Embed Size (px)
Citation preview

Vinay Pavan Kumar K
2nd year PG student
Dept of Prosthodontics
AECS Maaruti College of Dental Sciences

Metal ceramic prosthesis
Ceramic prosthesis
Advances in substructure
Advances in Composition
Innovation in processing methods
Introduction
Innovation in processing techniques

In 1903, Land : making of porcelain crowns
In 1938, Pincus : Concept of ceramic veneers.
In the evolution of ceramics the researchers
have strived hard to find innovative methods to
strengthen the most esthetic, but yet brittle.
Modify in processing
Modify the Composition
Techniques of Substructure

Conventional method
Digital method
Additive techniques
Selective laser sintering
3D printing
Substrative techniques
CAD CAM
Condensing and Sintering
Methods of condensation
The Vibration technique
The Spatulation technique
The Brush technique
Process of heating closely packed particles to
achieve inter particle bonding and sufficient
diffusion - ↓decrease surface area /↑ density of
structure
Partial fusion or compaction of glass


Selective laser sintering or selective laser melting produces a 3D model by laser sintering or melting a powder, layer by layer using a laser beam
The laser beam locally raises the temperature close to the melting point of the metal particle, to avoid complete melting
The platform is slightly immersed in the powder, and powder thickness is controlled by a cylinder rolling on the powder pool

After each new powder layer application, the laser
melting process is repeated until the 3D object is
completed
Oxidation of the metal can be controlled by
confining the melting to a sealed gas chamber.

Greater liquid flow between the metal particles andlower initial porosity results in the production of a lowporosity microstructure.
The selective melting process should not completelymelt the metal particles; the melted particles willaggregate and form larger spheres. Resulting inmajor dimensional discrepancies in the finalworkpiece
To avoid this, the metal particles should be heated tojust below the melting temperature to ensure meltingis confined to the external surface of the particlesand fusion contact forms necks between theadjacent powder particles
3D printing extrudes material from a nozzle that
solidifies as soon as it is deposited on the
manufacturing platform
The layer pattern is achieved through horizontal
nozzle movement and interrupted material flow.
This is followed by vertical movement for the
sequential layer deposition.

There are a range of materials that can be used
for 3D printing. This includes thermoplastic
materials, such as waxes, resins, or fused
filament
Pass through a heated nozzle and solidifies
immediately after extrusion.
Some systems allows multicolour production
This approach is used in dentistry to fabricate
dental models, facial prosthesis patterns, acrylic
prostheses, investing flasks, and castable or
ceramic frameworks

3D printing is distinguished from other fabrication
methods in the ability to print multiple materials at one
time

3D printing overcome the problems created bymilling, such as surface cracking, shrinkage, andmaterial wastage
high-strength zirconia frameworks have beenproduced by 3D printing
The reported strength was of the zirconiaprosthesis was 764MPa and the fracturetoughness was 6.7MPa
submicron-sized pores were also detected andattributed to the clogging of nozzles during theinjection of zirconia paste.

Subtractive manufacturing is based on milling the
workpiece from a larger blank by a computer
numeric controlled (CNC) machine.
The CAM software automatically translates the
CAD model into tool path for the CNC machine.
This involves computation of the commands
series that dictate the CNC milling, including
sequencing, milling tools, and tool motion
direction and magnitude

Basic components of CAD CAM Involes:
Digitalized Scanner
Optical Scanner
Mechanical scanner
Design Software
Processing Device or Computer numeric
control machine

Optical Scanner
Based on the principle of triangulation
The light source and the receptor unit are in a
definite angulation in relation to each other
Everest scan, Lava Scan, es1
Mechanical Scanner
The master cast is read mechanically line by line by
means of a ruby ball
The 3D structure is measured
Procera scanner

Design Software
Special software is provided by themanufacturer for designing wide variety ofrestorations
Ranging from copings, full anatomical crowns,inlays, onlays, FPDs frameworks, AdhesiveFPDs, telescopic primary crowns, post andcore.
The information for such designing is stored invarious formats such as StandardTransformation Language (STL)

Processing Devices
The dental CNC machines are composed of multiaxis milling devices to facilitate the 3D milling ofdental work pieces
To facilitates production of very complex geometriesand smooth external surfaces dental restoration,themilling machines combine burs with different sizes
Milling is better accomplished in two steps:
a rough milling is done at a low feed rate and high cuttingforce while the final fine milling is performed at a higherfeed rate and reduced cutting forces
The fine milling will reduce the chip thickness andminimise surface roughness
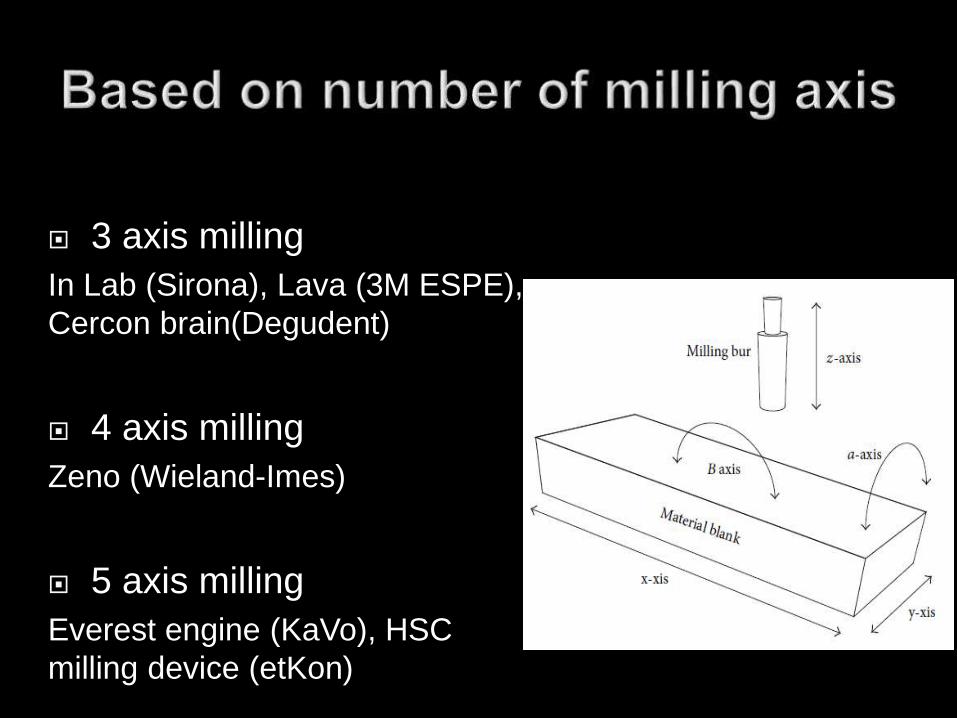
3 axis milling
In Lab (Sirona), Lava (3M ESPE),
Cercon brain(Degudent)
4 axis milling
Zeno (Wieland-Imes)
5 axis milling
Everest engine (KaVo), HSC
milling device (etKon)

Dry Milling zirconium oxide blanks with low degree of presintering
Advantages
Economical
no moisture absorption by the die ZrO2 mould
no additional time is spent on drying ZrO framework prior to sintering
Disadvantages
high shrinkage of framework
Zeno 4030, Lava form and Cercon Brain

Wet milling
Milling diamond /carbide cutter protected by a
spray of cool liquid against overheating
against over heating of milled materials
All metals and glass ceramics
Zirconium oxide (if presintered)
Reduction of shrinkage, less sinter distortion
Everest (KaVo), Zeno 8060, in Lab(Sirona)

Chair side Production
Laboratory production
Centralised fabrication in a production centre

• Chairside Economical
Restoration of Esthetic Ceramics
or
• computer-assisted CERamic
REConstruction
• Mörmann and Brandestini of
zurich university developed in
1980
• Dr. Alain Ferru, a young French
software engineer developed the
basic layout of the design
software in 1983

The CEREC was first introduced in 1986.
It consisted of a mobile unit containing :
1.A small camera
2.A computer with scan and
3.3-axis-of rotation milling machine
The Old milling machine water-pressure driven.
Clinical shortcoming
• Occlusal anatomy had to be created by the clinician
• Inaccuracy of fit or large interfacial gaps
• Clinical fracture
• Relatively poor esthetics

Mobile unit containing small
camera, computer with scan
and 3-axis-of-rotation milling
machine with electric motor
better and smoother cutting of
ceramic - better fitting
restorations
Upgrading of software -
allows machining of occlusal
surface

In 2003,three-dimensional virtual display of the preparation, of the antagonist and of the functional registration became available
The 2005 and 2006 versions include the automatic adjustment of a selected digital full-crown anatomy to the individual preparation, to the proximal contacts and to the occlusion
In 2006, a “step bur” replaced the cylinder


In 2007, a new generation of milling machine, MC
XL, was launched with increased precision which
resulted in attaching the crowns using dental
cement
In 2009, a new imaging technology, the CEREC
Bluecam, which is based on short-wave blue light
In 2011, the 4.0 version of the software simplified
the user interface with intuitive menu navigation
In 2012 the CEREC Omnicam intraoral
camera,powder-free digital impressions in natural
colors.

Lava System (3m Espe, Seefeld, Germany)
Procera System
Katana System
Celay System
Everest System
Cercon System
Dcs Precident

ZENOTec (Wieland Dental & Technik GmbH & Co KG)
DentaCAD system (Hint-ELs, Griesheim, Germany)
Cerasys (Cerasystems, Buena Park, CA)
Wol-Ceram (XPdent corporation, Miami, FL)
BEGO Medifacturing (BEGO Medical GmbH,Germany)
Turbodent System (U-Best Technology Inc, Anaheim, CA)
Etkon system (etkon USA, Arlington, TX)
iTero (Cadent, Carlstadt NJ, US)
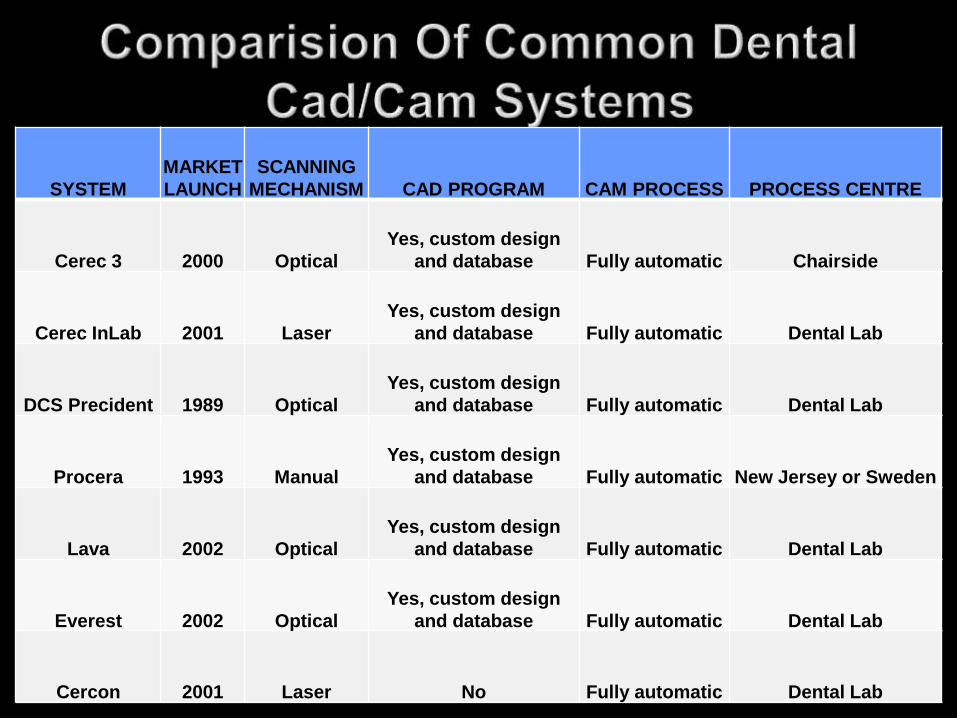
SYSTEM
MARKET
LAUNCH
SCANNING
MECHANISM CAD PROGRAM CAM PROCESS PROCESS CENTRE
Cerec 3 2000 Optical
Yes, custom design
and database Fully automatic Chairside
Cerec InLab 2001 Laser
Yes, custom design
and database Fully automatic Dental Lab
DCS Precident 1989 Optical
Yes, custom design
and database Fully automatic Dental Lab
Procera 1993 Manual
Yes, custom design
and database Fully automatic New Jersey or Sweden
Lava 2002 Optical
Yes, custom design
and database Fully automatic Dental Lab
Everest 2002 Optical
Yes, custom design
and database Fully automatic Dental Lab
Cercon 2001 Laser No Fully automatic Dental Lab
CAPTEK System
Capillary casting technology
Principle - Capillary attraction to produce a gold
composite metal
Composite alloy composed of 2 distinct alloy
phases
Inner and outer surface contains 97% Au
Available as Captek P and G

Renaissance crown (Unikorn Ltd, Israel)
Developed by Shoher and Whiteman
Delivered in a fluted shape
Swaged with a swaging instrument and
burnished on a die
Flame sintered
Veneered with porcelain and fired

Predominantly glass based : Vita Mark I and II
Particle filled glass : Inceram ,eMax
Polycrystalline : lava, Procera, emax ZirCAD
Conventional Sintered ceramics
Castable ceramics
Pressable/ injectable ceramics
Infilterated/slip cast ceramics
Machinable ceramics
Printable ceramics
Ceramic powders are mixed in water and the slurry is built up in layers on die and the sintered
The density of porcelain increases, it is associated with the volmetric shrinkage of 30-40 %
The sintered porcelain can be:
Leucite reinforced glass ceramic
Alumina based porcelain
Magnesia based core porcelian
Zirconia based porcelian

Contains 45 vol% tertagonal leucite
High modulus of rupture, compressive strength,
thermal contraction coefficient
Heat treatment -1 hr at temp 705 to 980°C forms
sanidine( KAlSi the expense of the glassy matrix
Crystallization of sanidine-translucent to opaque
No special processing equipment
Relatively high in vitro wear of opposing teeth

Hi-Ceram (Vident, Baldwin Park, CA) Baked
directly onto refractory die (1994)
Strengthening by dispersion of a crystalline phase
Alumina -high modulus of elasticity (350 GPa),
fracture toughness (3.5-4 MPa)
40-50% Alumina by wt
Core baked on Pt foil and later veneered with
matched-expansion porcelain

The core material is obtained by reacting
magnesia with silica glass between 1100-1150 c
Flexural strength is 131 Mpa due to formation of
Forsterite (Mg2SiO4)
In-Ceram Spinell (alumina and magnesia matrix)
the most translucent with moderately high
strength and used for anterior crowns

Conventional feldspathic porcelain -tetragonal
Zr fibers included
Zr undergoes a crystallographic transformation
from monoclinic to tetragonal at 1173°C
Partial stabilization -CaO,MgO,Y2O3
Transformation to stable monoclinic form -occur
under stress, associated with ↑ in slight particle
volume

These are polycrystalline glass-ceramic
material supplied has solid ceramic ingots
Used in fabrication ofCores/ full-contour
restorations by lost wax and centrifugal-casting
technique
Crystals can be:
Mica based
Hydroxyaptite based
Lithia based

Dicor , was developed by Corning Glass Works and
marketed by Dentsply international.
A full-contour transparent glass crown is cast at
1350 C, then is heat-treated at 1075 C for 10 hours
- “Ceramming”
fracture resistance is 152MPa
Indicated for Inlays,Veneers,Full crowns-accurately
Crystals - less abrasive to opposing tooth structure

a Castable ceramic developed by Kyocera, San
Diego, CA.
Main crystalline phase -oxyapatite, transformable
into hydroxyapatite when exposed to moisture
(Hobo and Iwata, 1985)
Refractive index, density, hardness, thermal
expansion, thermal conductivity similar to natural
enamel

Developed by Uryu
Composition: It contains mica crystals of NaMg3
(Si3AlO10) F2 and Beta Spodumene crystals of
LiO.AI2O3.4SiO2 after heat treatment
The crystalline phase, lithium disilicate
(Li2Si2O5) makes up about 70% of the volume
It has microstructure : small plate-like crystals
that are interlocking and randomly oriented
the needle-like crystals deflect cracks and arrest
the propagation of cracks

Supplied as ceramic ingots
Melted at high temp and pressed into a mold
created using the lost-wax technique
full contour/substrate for conventional feldspathic
porcelain buildup
Leucite Based
Spinell Based

Developed by Ivoclar USA, Amherst, NY
Leucite crystals ↑ resistance of crack propagation
Ingot placed under plunger, assembly is heated
(1150°C) plunger presses molten ceramic into
specialized refractory mold (pressure- 0.3-0.4
MPa) -20 minutes -automatic press furnace
Ingots -different shades- produced by sintering at
1200°C
Flexural strength -improve under subsequent heat
treatments - 126 Mpa to160-182MPa
Developed by Innotek Dental Corp, Lakewood,
Magnesium spinel -major crystalline phase
Initially introduced has "shrink-free" relied on
conversion of alumina and magnesium oxide to a
magnesium aluminate spinel
Advantages -excellent marginal fit (Wohlwend et al)

Dr. Micheal Sadorun (1980)
Supplied as powder (aluminum oxide/ spinel) -
porous substrate
Glass -infiltrated at high temperature into the
porous substrate
Core ceramics:
In-ceram Spinell
In ceram Alumina
In-ceram Zirconia

Prefired blocks of feldspathic or glass ceramics
Supplied -ceramic ingots in various shades
Machined restoration -stained and glazed
Do not require further high-temperature
processing
Based on composition
Silica based
Infiltrated ceramics
Oxide based
Cerec Vitablocs Mark I
Feldspathic porcelain-large particle size – 10-
50 um
Cerec Vitablocs Mark II
Feldspathic porcelain reinforced with
Aluminium oxide- increased strength, finer
grain size (4 um) -less abrasive wear
Sanidine -major crystalline phase within
glassy matrix - lack of translucency

IPS e.max
Includes lithium disilicate , high-strength
zirconium oxide
Thin veneers to 10-unit bridges
Esthetics and strength suitable for Press
technique and CAD-CAM
Dicor MGC
Fluorosilicic mica crystals in a glass matrix (70
vol% of crystalline phase)
Mica particles size - 2 um
Available as Dicor MGC light and Dicor MGC
dark
Procesed in porous,chalky conditions and
infiltered with lanthanum glass
Vita Inceram offers three variants:
Vita Inceram Alumina : coping in anterior and
posterior region, 3 unit fpd frameworks in
anterior region
Vita Inceram Zirconia : coping in anterior and
posterior region, 3 unit fpd frameworks in
anterior and posterior region
Vita Inceram spinel : highly esthetic, anterior
copings

Aluminium oxide:
milled in pre sintered state
sintering temp : 1520 c
coping in anterior and posterior region, 3 unit
fpd frameworks in anterior region
Yittrium stabilized Zirconium oxide
high flexural strength and fracture toughness
Framework of posterior FPDs and implant
abutments


3D printed ceramics is relatively rudimentary when
compared with a traditional lab ceramic system
3D printing ceramics differ from regular 3D printing
Once you "print" out your crown you still have to
fire your ceramic 3D printed object in the oven
The 3D model is rescaled 40% larger than the
original scanned model to obtain the correct size
after shrinkage

Green copings & crowns printed with ProMetal binder and Sumitomo AA-18 alumina
Green and post sintered crown parts

Anusavice, Phillip’s Science of DentalMaterials, 12th edition ,India, ElsevierPublishers, 2012, pp 418-474
Craig RG, Powers JM, Restorative DentalMaterials, 12th edition, India, ElsevierPublishers, 2006, pp 443-477
Srividya S, Recent advances inceramics,TPDI 2010 vol 1 no 2 pp 38-44

Robert Kelly J, Dental ceramics-current thinking
and trends, DCNA, 2004, 48(2): 513-544
Abduo J, Lyons K, Bennamoun M, Trends in
Computer-Aided Manufacturing in Prosthodontics:
A Review of the available streams, International
Journal of Dentistry Volume 2014, Article ID
783948, 15 pages
Prajapati A etal, Dentistry Goes Digital: A Cad-
Cam Way- A Review Article IOSR-JDMS.Vol13,
Iss8 Ver. IV (Aug. 2014), PP 53-59

Mörmann WH, The evolution of the CEREC
systemJADA 2006;137(9 supplement):7S-13S.
Utela B, Anderson R, Kuhn Advanced Ceramic
Materials and Processes for Three-Dimensional
Printing (3DP) Journal of Manufacturing Processes
Volume 10, Issue 2, July 2008, Pages 96–104
Li Yang, Shanshan Zhang, Gustavo Oliveira, Brent
Stucker, Development of a 3D Printing Method for
Production of Dental Application. Proceedings of
the 24th International Solid Freeform Fabrication
Symposium. Austin, TX, USA. 2013.