Embed Size (px)
Citation preview
Pavement Research and Practical Applications
presented by John Harvey
University of California Pavement Research CenterDavis and Berkeley
CalAPA26 October, 2016Sacramento, CA
Outline
• Asphalt rubber binder projects– Performance-based specification for AR binders– PG+5 binder application and specification
• Reclaimed asphalt (RAP/RAS) projects– Caltrans funded project– CalRecycle funded project– Federal Aviation Administration (FAA) project– National Center for Sustainable Transportation (NCST)
• Bike route surface type selection• LCA Framework and EPDs

Performance-Based Specification for AR bindersProject 4.50
• Funded by Caltrans• Started in October 2014• Objective
– Recommend testing procedures and criteria for performance based specification for asphalt rubber binders
Draft PG-AR Specification
• Concentric-cylinder geometry for determining high and intermediate grades of asphalt rubber binder
• Modification of RTFO test for temperature and rubber content to realistically simulate the production of rubberized mixes and to provide uniform aging conditions
• Development of a new mold for casting of uniform asphalt rubber binder beams for testing in BBR
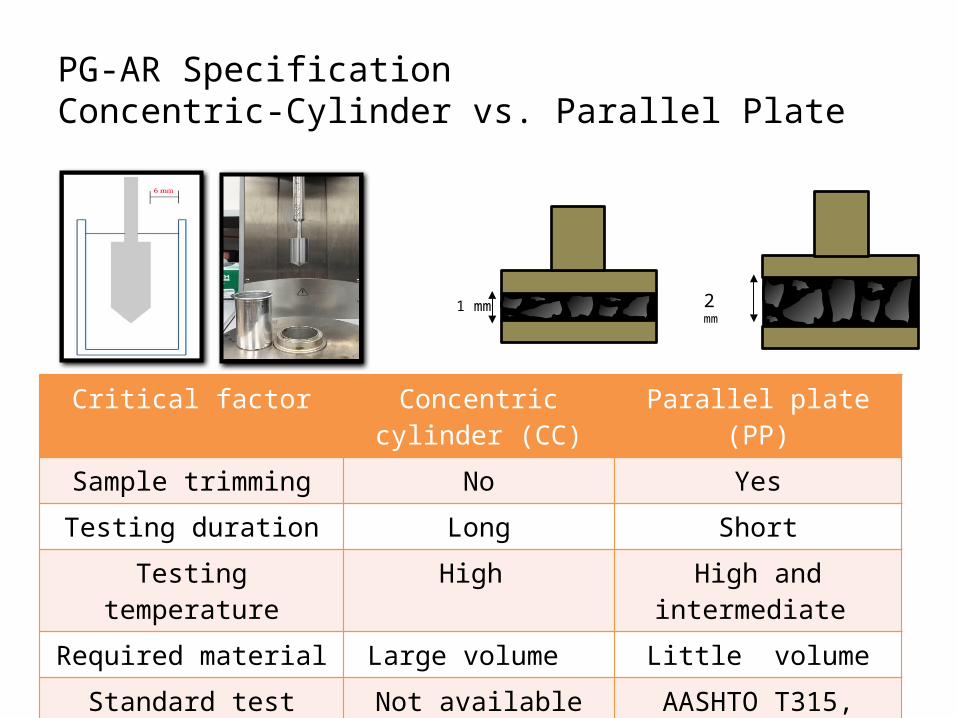
PG-AR SpecificationConcentric-Cylinder vs. Parallel Plate
Critical factor Concentric cylinder (CC)
Parallel plate (PP)
Sample trimming No YesTesting duration Long Short
Testing temperature High High and intermediate Required material Large volume Little volume
Standard test method Not available AASHTO T315, ASTM D7175
1 mm 2 mm

6
Linear Regression Analysis and Statistical Comparisons: CC can be reasonably used in
place of PP for AR• Almost identical for <250 µm• Differ as mesh size gets bigger
Particle Size Range Correlation Between Geometries (R2)
µm #mesh G* (kPa) δ (°) G*/sin(δ) (kPa)
180-250250-425425-850
60-8040-6020-40
0.99730.94670.9504
0.98340.96210.9020
0.9963 0.94970.9490
Combined 0.9500 0.9294 0.9508
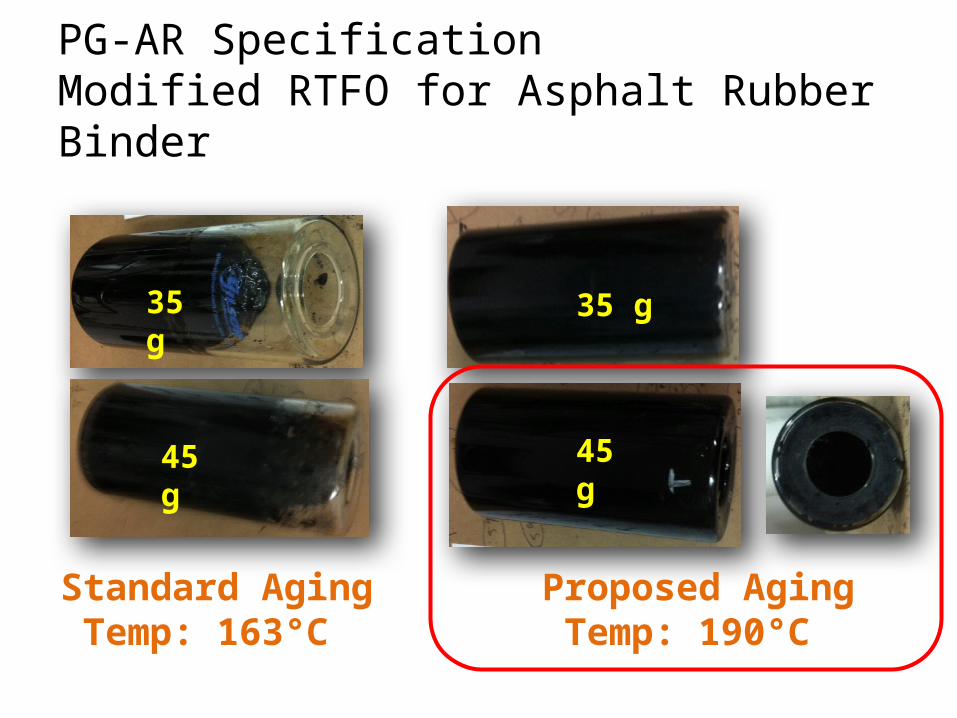
35 g
45 g
Standard Aging Temp: 163°C
Proposed Aging Temp: 190°C
35 g
45 g
PG-AR SpecificationModified RTFO for Asphalt Rubber Binder
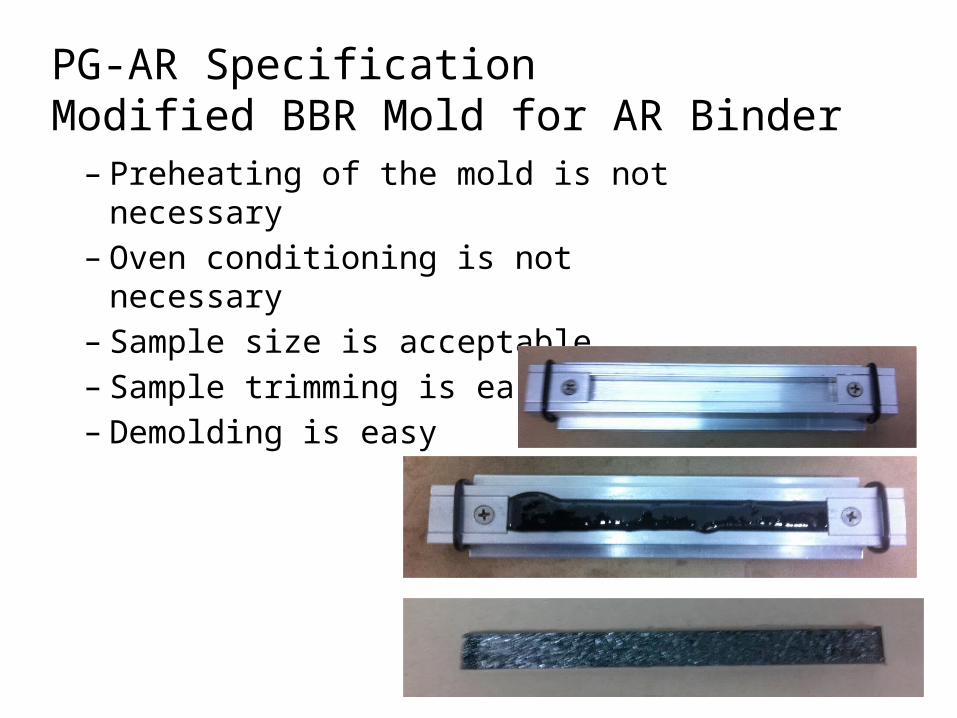
PG-AR SpecificationModified BBR Mold for AR Binder
– Preheating of the mold is not necessary– Oven conditioning is not necessary– Sample size is acceptable– Sample trimming is easy– Demolding is easy

PG-AR SpecificationModified BBR Mold for AR Binder
From Conv. mold
From Modified mold

PG+5 Application and SpecificationProject 4.61
• Funded by CalRecycle• Started in September 2016• Objective:
– Evaluate different approaches for increasing overall crumb rubber usage by using small amounts of crumb rubber in hot mix asphalt.
PG+5 Application and Specification• Approach-1: Terminal blend* 5-10 percent CRM (by
weight of binder), with particle size less than 250 micros in final binder, test with PG spec**
• Approach-2: Dependent on new PG-AR specifications• Approach-3: 0.25-0.50 percent CRM per ton of HMA (~ 5-
10 lb/ton HMA); i.e., dry process• Approach-4: Field blend* 5-10 percent CRM (by weight of
binder) and with particle size less than 250 microns in final binder, test with PG spec**
*Terms describing these under review**Solubility requirement may be modified
• Work plan under review, currently organizing sampling, preliminary results in fall 2017
Reclaimed Asphalt Projects
• Caltrans 4.51a: Evaluate the effective binder replacement rate in mixes with high RAP/RAS content
• NCST: Evaluate the compatibility of new and aged binder (i.e., influence of virgin binder grade and source)
• FAA: Evaluate the implication of high RAP mixes in design and performance of airfield pavements
• CalRecycle: Evaluate the implications for design and performance of HMA with rubberized RAP (R-RAP) and rubberized gap-graded (RHMA-G) mixes with conventional RAP
Reclaimed Asphalt Projects
Caltrans 4.51a Project• Objective: Evaluate effective asphalt binder
replacement in mixes with high RAP and RAS contents- Evaluate the diffusion and aging mechanisms during
blending of aged and new binders during mix production
- Evaluate effective binder replacement rates- Evaluate the influence of virgin binder type, RAP
type and content, and rejuvenating agents on blended binder and mix properties
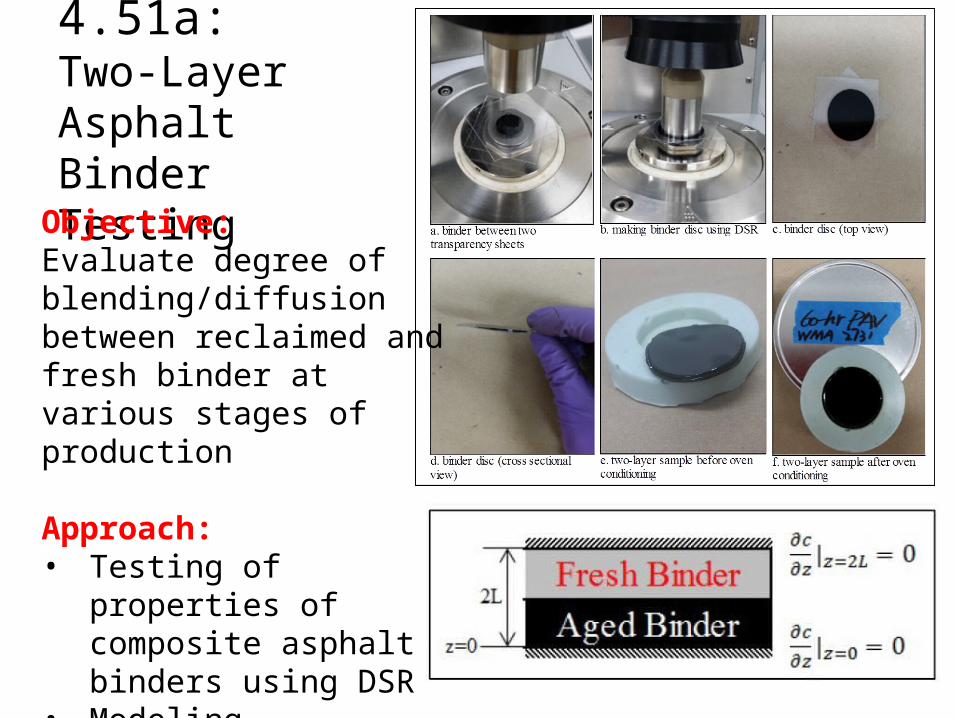
Caltrans 4.51a:Two-Layer Asphalt Binder Testing
Objective: Evaluate degree of blending/diffusion between reclaimed and fresh binder at various stages of production
Approach:• Testing of properties of
composite asphalt binders using DSR
• Modeling diffusion/aging mechanism

Caltrans 4.51a:Two-Layer Asphalt Binder Testing
• With RAP, achieve full diffusion (binder replacement) eventually
• Time for full blending dependent on temperature
0 2000 4000 6000 8000 10000 12000 14000 16000 18000100
101
102 G* over Time following HMA Path
Time (second)
Com
plex
She
ar M
odul
us G
* (k
Pa)
FittedFitted (exclude aging)DSR MeasuredFully Blended
D=4.876E-11 m2/sec
0 2000 4000 6000 8000 10000 12000 14000 16000 18000100
101
102 G* over Time following WMA Path
Time (second)
Com
plex
She
ar M
odul
us G
* (k
Pa)
FittedFitted (exclude aging)DSR MeasuredFully Blended
D=2.521E-11 m2/sec
HMA production
WMA production temperature (20 C less)
Full blending after 2 hours
Partial blending after 2 hours
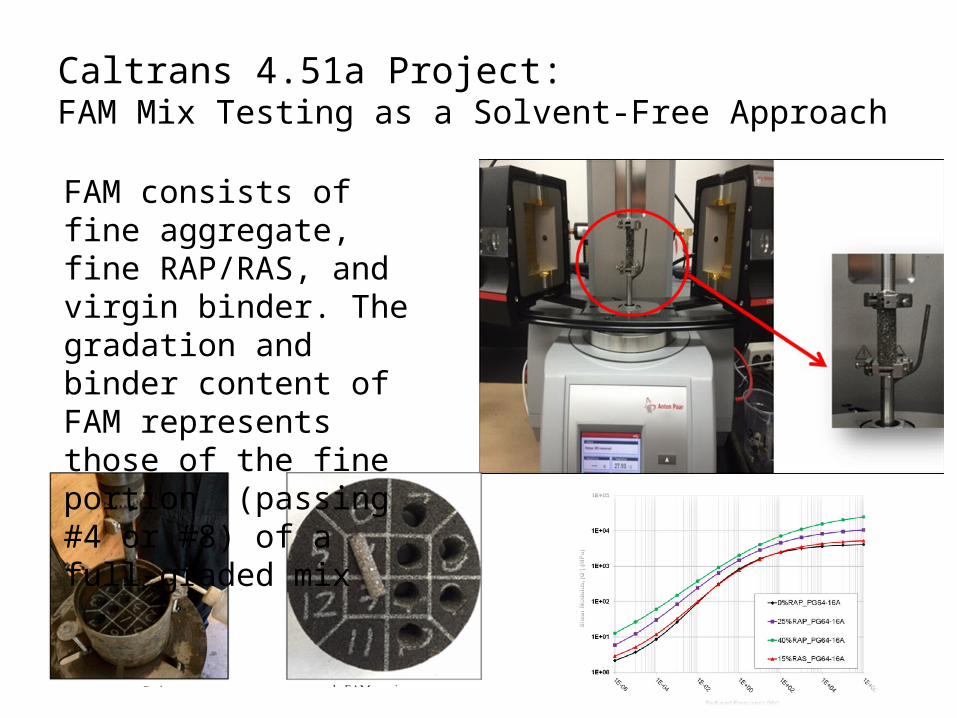
Caltrans 4.51a Project:FAM Mix Testing as a Solvent-Free Approach
FAM consists of fine aggregate, fine RAP/RAS, and virgin binder. The gradation and binder content of FAM represents those of the fine portion (passing #4 or #8) of a full-graded mix
NCST/Caltrans 4.51a Project:Combined Effect of RAP, RAS, and Different Virgin Binder Sources and Grades on Performance of the Blended Binder and Asphalt Mixtures
• Questions asked, answered using binder, FAM and limited mix testing:– Does RAS blend well with virgin materials?
• No, the RAS did not appear to blend (no binder replacement) based on binder and FAM and mix testing
– Is virgin binder source a significant factor affecting new and aged binder blending?
• Yes, there were differences in blending for binders with same PG grade but from different sources
– Did rejuvenating agent reduce stiffnesses in high RAP mixes?• Yes
NCST/Caltrans 4.51a Project:Combined Effect of RAP, RAS, and Different Virgin Binder Sources and Grades on Performance of the Blended Binder and Asphalt Mixtures
– Will use of virgin binder that is one grade softer for mixes containing high RAP/RAS have a significant effect on the performance of the mix?
• Yes, in general acceptable high temperature properties were obtained when using 25% binder replacement when reduce one PG grade to meet intermediate/low temperature properties
– Can the less expensive and more efficient FAM mix testing be used as a substitute for more expensive mix tests?
• Early results are promising for using FAM for initial mix design and QC/QA testing
CalRecycle ProjectEffect of R-RAP on HMA and RAP on RHMA-GRubberized RAP (R-RAP) in HMA• Mixes with 15% and 25% R-RAP binder replacement
were designed and met required volumetric properties
• Adding R-RAP to new HMA mixes will generally result in better rutting performance, but diminished cracking performance, at both intermediate and low temperatures
• There appears to be no reason or justification for separating R-RAP and RAP or maintaining separate R-RAP and RAP stockpiles at asphalt plants
CalRecycle ProjectEffect of R-RAP on HMA and RAP on RHMA-G
RAP in RHMA-G• Initial RHMA-G experimentation shows that hard to
have more than 10% RAP binder replacement without violating gap-graded aggregate gradation requirements
• Adding RAP to RHMA-G mixes will potentially improve rutting performance, but potentially have a negative effect on fatigue cracking performance in medium and thin overlays– Bottom line: adding RAP starts negating performance
reasons for specifying RHMA for thin overlays

0
1
2
3
4
5
0 500 1,000 1,500 2,000 2,500 3,000 3,500
Perm
anen
t Axi
al S
trai
n (%
)
Number of Cycles
RHMAG_Cont.RHMAG_10RAP
Rutting Performance
Cracking Performance
1.E+03
1.E+04
1.E+05
1.E+06
1.E+07
1.E+08
1.E+09
1.E+10
1.E+11Fa
tigue
Life
(Num
ber o
f Cyc
les)
µstrain
RHMAG_Cont.
RHMAG_10RAP
100 200 300 400 600 1,000

FAA ProjectRAP in Airfield Pavement Mixes
• Meeting the FAA Superpave volumetric requirements for mixes containing more than 25% binder replacement (40% was evaluated) was challenging
• Adding RAP generally increased the stiffness of the mix resulting in improved resistance to permanent deformation, but diminished resistance to fatigue cracking in thinner asphalt layers
• The results also indicated that RAP cannot be considered as a generic material and that some performance-related testing is required to assess the compatibility of the reclaimed and virgin binders
FAA ProjectRAP in Airfield Pavement Mixes
• Use of softer virgin binders justified to compensate for the stiffening effect of the reclaimed binder in high RAP mixes (i.e., more than 25% binder replacement)
• The known benefits of using a polymer modified binder were compromised by adding RAP into the mix
• The influence of RAP on thermal cracking performance and on the rate of mix aging in the longer-term need to be investigated in more detail

Preservation and Bicycle Riders• Objective: Develop guidelines for design of
preservation treatments suitable for bicycle routes on state highways and local streets in California
• Measurements– Pavement textures for
chip seals, slurries, HMA– Bicycle vibration
• Surveys of bicycle ride quality– 6 bicycle clubs– General public in Davis, Richmond, Chico, Sacramento, Reno
• Correlations between pavement texture, bicycle vibration and ride quality

Conclusions from Bicycle Studies• 80% of riders rate pavements with Mean Profile Depth
values 1.8 mm or less as acceptable– Limit chip seal stone size
• Most HMA and slurries on city streets produce high acceptability
• Distresses, particularly transverse cracking, reduces ride quality
• Chip seal specification recommendations in Caltrans report
• Can be considered in PMS• Consider “Complete Pavement”, restripe to add wider
bike lanes and safer turning lanes when paving

Environmental FactsFunctional unit: 1 metric ton of asphalt concrete
Primary Energy Demand [MJ] 4.0x103
Non-renewable [MJ] 3.9x103
Renewable [MJ] 3.5x102
Global Warming Potential [kg CO2-eq] 79
Acidification Potential [kg SO2-eq] 0.23
Eutrophication Potential [kg N-eq] 0.012
Ozone Depletion Potential [kg CFC-11-eq] 7.3x10-9
Smog Potential [kg O3-eq] 4.4
Boundaries: Cradle-to-GateCompany: XYZ AsphaltRAP: 10%
Image source: adapted from N. Santero Pavement Interactive
Example LCA results
Environmental Product Declaration (EPD): Concise, quantitative informationPCA and NRMCA already producing EPDs
FHWA Pavement LCA Framework Document
• Published January 2016• Guidance on uses, overall
approach, methodology, system boundaries, and current knowledge gaps
• Specific to pavements• Includes guidelines for
EPDs
https://www.fhwa.dot.gov/pavement/pub_details.cfm?id=998

NAPA has a webinar on the FHWA LCA Framework
Contact Heather Dylla at
NAPA for more
information

EPDs: What’s Happening?• Asphalt industry is working to produce EPDs
– Asphalt Institute is working on Product Category Rules to produce EPDs for different types of asphalt binder
– National Asphalt Pavement Association is doing same for national average EPDs for different mix types
– Both should be out within next one to two years• Customers are starting to ask for EPDs
– High Speed Rail is requiring EPDs for reporting– LEED4 is giving points for EPDs
• How will they be used?– Caltrans/UCPRC participated in September 2016 TRB/FHWA
Workshop to discuss obstacles and possible paths forward for EPDs
– Stay tuned!

Questions?





























