Embed Size (px)
Citation preview

1

Executive Summary
During the past two years, mainly two parts of work have been conducted under CEFTF framework for polygeneration system study. The first part is polygeneration system study itself, that is, to develop a versatile computer modelling platform dealing with the combination modelling of power generation and chemical production and to study the polygeneration system performance using the platform. The second part is to develop guidelines for safe and effective implementation of carbon capture and storage (CCS) for China. This part is an extension or continuation of the first part. As CCS has gained more and more attention due to the international concern of global climate change, to treat poly-generation system as a enabling technology for CCS may become a compelling reason for the commercialization for polygeneration. With BP’s support through director funding to build up a strong and durable research team, the Tsinghua-BP clean energy research and education center has conducted extensive research on this field and regards the CCS related work as a part of the work under CEFTF framework.
The first part of the CEFTF project has been accomplished successfully. A library or “model shelf” based on Aspen plus has been established with a full-set of sub-models for polygeneration system modelling. To make use of the powerful tools provided by GT-pro in calculating the gas turbine and steam turbine combined cycle, an interface connecting Aspen plus and GT-pro together has been developed. Using these sub-models and the Aspen plus GT-pro connector, a modeling platform has been developed successfully, making it convenient to establish an integrated model for a new designed polygeneration system and study the system performance.
The construction of CCS guidelines for China is a very comprehensive project and requires multi-disciplinary knowledge. Currently, a draft report, ‘Guidelines for Safe and Effective Carbon Capture and Storage’, has been finished. Besides, several related projects have been conducted or started by the Tsinghua-BP center to complement for the CCS guidelines study. A Tsinghua oxygen staged entrained-flow gasifier model has been established, which is able to serve as a strong basis for future CCS power plant system performance study and operator training. A lab has been built up to study one of the key issues for CCS, metal corrosion in CO2 pipeline transportation process., The objective of this work is to provide the basis to set up a standard for CO2 purity and potentially to significantly decrease energy and economical cost in CO2 capture, transportation and storage. Laser induced breakdown spectroscopy (LIBS) system has also been established for online coal composition measurement to improve gasification/combustion efficiency to partly compensate the energy loss due to CO2 capture. An initial CO2 source and sink matching study has also been finished, providing a basic framework for China to build up its CO 2
transport pipeline network. The techno-economic assessment of CO2 capture systems has been accomplished under the support of EU-China projects (COACH and NZEC), providing the priority of CO2 capture system development in China. All of this work will be systematically incorporated into the China CCS guidelines project.
2

TABLE OF CONTENTEXECUTIVE SUMMARY...........................................................................................................................2
PART 1: POLYGENERATION SYSTEMS STUDY............................................................................5
1.1. MODEL SHELF OF UNIT MODELS FOR POLYGENERATION SYSTEM..............................................51.1.1. Gasifier modeling.............................................................................................................51.1.2. Air separation unit............................................................................................................61.1.3. Gas purification units.......................................................................................................61.1.4. Water gas shift reactor......................................................................................................71.1.5. Methanol synthesis and distillation..................................................................................8
1.2. ADVANCED SYSTEM SIMULATION PLATFORM WITH INTEGRATION OF ASPEN PLUS & GTPRO 101.2.1. Purpose...........................................................................................................................101.2.2. Software Integration Framework....................................................................................111.2.3. Example..........................................................................................................................12
1.3. GAS TURBINE PERFORMANCE WITH SYNGAS FUEL..................................................................141.3.1. Gas turbine modelling....................................................................................................151.3.2. Specification of boundary conditions.............................................................................171.3.3. Results and discussion....................................................................................................171.3.4. Conclusion......................................................................................................................21
1.4. AN INTEGRATED CATALYTIC CO2 / CH4 REFORMING APPROACH TO DUAL FUEL MEOH AND POWER POLYGENERATION.....................................................................................................................23
1.4.1. Introduction....................................................................................................................231.4.2. System scheme................................................................................................................231.4.3. Modeling of core equipment: autothermal reforming....................................................241.4.4. Simulation results and discussion...................................................................................271.4.5. Conclusion......................................................................................................................31
1.5. IMPROVING LOAD MODULATION CAPABILITY OF IGCC BY COPRODUCING METHANOL.......321.5.1. Design and simulation of IGCC coproduction with methanol.......................................331.5.2. Analysis of load modulation capability in cogeneration................................................351.5.3. Conclusion......................................................................................................................38
PART 2: GUIDELINES FOR CARBON CAPTURE AND GEOLOGICAL STORAGE IN CHINA....................................................................................................................................................39
2.1. POTENTIAL CANDIDATE CO2 SOURCES FOR CCS IN CHINA....................................................392.2. CO2 CAPTURE..........................................................................................................................40
2.2.1. Post combustion CO2 capture.........................................................................................402.2.2. Pre-combustion CO2 capture..........................................................................................432.2.3. Main economic performances........................................................................................48
2.3. CO2 TRANSPORT......................................................................................................................482.3.1. Basic physical principles for CO2 pipeline transport.....................................................492.3.2. Component standards for the CO2 stream by pipeline transport....................................502.3.3. Design, construction and operation of CO2 transport pipelines....................................51
3

2.3.3.1 Design of CO2 pipelines......................................................................................................512.3.3.2 Construction of CO2 pipelines.............................................................................................522.3.3.3 Operation of CO2 pipelines.................................................................................................522.3.3.3.1 Monitoring of CO2 pipeline during operation..................................................................522.3.3.3.2 Emergency mitigation and accident remediation.............................................................53
2.4. CO2 STORAGE..........................................................................................................................542.4.1. Introduction....................................................................................................................542.4.2. Risk assessment and accident mitigation measures........................................................612.4.3. Implementation process of a CO2 geological storage projects......................................64
2.5. OTHER CCS GUIDELINES SUPPORTING STUDIES......................................................................652.5.1. Early action of CCS for China.......................................................................................652.5.2. CO2 source sink matching...............................................................................................822.5.3. Lab construction---CO2 property and pipeline corrosion property measurement, and LIBS coal property online measurement.........................................................................................892.5.4. Dynamic simulator of Tsinghua oxygen staged gasifier.................................................932.5.5. Simulation and economic assessment of polygeneration with CO2 capture.................107
List of Appendices................................................................................................................................111
4

Part 1: Polygeneration systems study
1.1. Model shelf of unit models for polygeneration system
Aspen plus system is one of the standard software for flowsheet simulation in the process industries. It is supported by strong databases, complete sets of modules, and flexible simulation tools. However, some complex unit models in polygeneration systems, such as air separation unit, catalytic reforming reactions, may take time to be made appropriately on Aspen plus platform by using its built-in modules, especially for those who are not Aspen plus experts. Therefore, the purpose of this work is to develop a “model shelf” filled with self-defined modules built for various applications to make it easy for any one who wants to build up a polygeneration simulation model. In this report, unit models that comprise a typical Methanol-Power polygeneration flowsheet are described. This is a step forward compared to previous works in flowsheet simulation of polygeneration systems. Details of the work may be referred to our new book on polygeneration, (see appendix A.)
1.1.1. Gasifier modeling
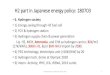
Although different gasifier models have been developed in the past years, gasifier modeling continues to be a challenge. Selecting a gasifier model depends on the accuracy and robustness desired for the model, Gibbs reactor, in which the chemical products are calculated based on a minimization of Gibbs free energy for all possible species. was used as the core model to build typical types of entrained-flow gasifiers such as GE slurry feed gasifier and Shell gasifier, as shown in Figure 1-1. Depends on different syngas cooling process, different gaisifer unit model have been developed, which are all lumped parameter models and able to predict final gas compositions.
Figure 1-1 Gasifier unit
5

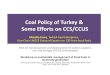
1.1.2. Air separation unit
In a typical air separation unit, the air that has been induced in is compressed to a pressure around 6 bars. Heat is created as a result. The compressed air is first cooled down to a temperature of minus 180°C. As it expands in the separation columns, it cools down still further. As a result it liquefies to some extent (the temperature being lower than the boiling point), cooling and separating. By means of the separation column, the air is separated into its components, which is a purely physical process, not involving any chemical reactions. The gas products oxygen and nitrogen with high purity of about 95% are discharged at elevated pressure.
Figure 1-2 Air separation unit
1.1.3. Gas purification units
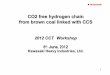
Typical units of the syngas purification process consist of Rectisol unit and N-Methyl Diethanol Amine (MDEA) absorber.
The raw syngas fed to the Rectisol Unit is to remove sulfur compounds and COS from the gas stream. The Rectisol Unit utilizes cold methanol to purify the gas. First, the gas in the unit is washed with medium-cold methanol to remove gas naphtha components, i.e., pentanes, hexanes, benzene, toluene, and heavier aromatics. The pre-wash methanol stream is then flashed to release dissolved gases. The flashed gases are routed to the Sulfur Recovery Unit. The pre-washed gas exiting the pre-wash column is routed to the main wash column where the bulk of the H2S and CO are removed by washing with very cold methanol. After the main wash column, the gas is finally washed in the fine wash column where the H2S content of the gas is reduced to less than 0.1ppmV
6

Figure 1-3 Rectisol unit
MDEA process for CO2 removal is one of the best available processes to meet the specific plant conditions of high CO2 purity, minimum H2 loss, no corrosion, low energy requirement and low capital investment. Water and MDEA (C5H13O2N) solution are used as the liquid washing agent as H2S is highly soluble in it. This operation removes H2S by means of an MDEA water solution that absorbs acid species in a syngas stream. Figure 1-4 shows common layout of MDEA unit on our “model shelf”.
Figure 1-4 MDEA unit
1.1.4. Water gas shift reactor
Water gas shift process is almost unavoidable in polygeneration systems, which is usually
7

used to adjust the Hydrogen/carbon ratio of the syngas for downstream process. The water shift reaction is equilibrium limited, which implies that the extent of CO concentration is dependent on the temperature in the shift reactor. The CO concentration is thermodynamically favored at lower temperatures, although catalyst activity is generally higher at higher temperatures. Coal gasification leads to a relatively high CO concentration in the syngas, which results in a large steam requirement both to meet the minimum inlet steam/CO-ratio needed to protect the catalyst and to enhance the equilibrium conversion. The steam flow can also be used as a diluent to limit the adiabatic temperature increase in a previous shift term reactor.
Previous studies indicated that staged injection of synthesis gas and quench water between reactors could potentially reduce the overall steam requirement. The CO concentration is simultaneously enhanced by staged addition of reactants combined with the corresponding temperature quenches. Therefore different schemes of water gas shift unit are developed to investigate in detail the impact of water gas shift on system efficiency. Figure 1-5 shows two typical layouts for water gas shift unit on the “model shelf”.
Figure 1-5 Two configurations of water gas shift unit
1.1.5. Methanol synthesis and distillation
Methanol is considered as an important product of polygeneration system. We developed a simulation model through a kinetics model of the ASPEN plus, which has the capacity to detect operating characteristics of Methanol synthesis. The calculated results are in fair agreement with the actual operating data. Figure 1-6 illustrates the Methanol synthesis unit and Figure 1-7 shows the distillation tower of methanol.
8

Syngas
压缩机
循环压缩机
汽轮机
气气换热器
甲醇反应器
脱盐水冷却器
循环水冷却器
气液分离器
洗醇塔
驰放气
Steam
汽包
中压饱和蒸汽
Figure 1-6 Methanol synthesis unit
Figure 1-7 Methanol distillation unit
9

1.2. Advanced system simulation platform with integration of Aspen Plus &
GTpro
During the last two decades, there has been a tremendous development of software for modeling and simulation process or energy systems. The energy system is getting more complex due to the quality of the product, controlling pollutant generated from the energy system, etc.. A higher level of integration processes and optimization of processes increase the need of accurate information about the behavior of a system.
No single tool simulates all types of systems. Different domains have different needs in terms of material properties, types of problem to be solved, special input or output, etc.. Some energy system may need to combine the simulation process of different simulators under one framework. For example, the chemical process and power plant process.
Often one tool is not possible to handle problems in all domains. But by combining two or more tools from different domains, one can handle the interdisciplinary problems. The main issue is to develop the scheduler which could invoke the tools properly and correctly. For large and mature software, a set of interfaces are always provided for users to operate the models or extend the functionality. One possible solution for combining tools from different domains is to generate a scheduler manually. This scheduler implements the interfaces provided by these tools to interact with the different domains models in these tools. This approach could be straightforward and efficient if the dataflow for these tools was simple. But the complexity of constructing such a scheduler is increased if complex models are provided.
Aspen Plus is a leading process modeling tool for conceptual design, optimization, and performance monitoring for the chemical, polymer, specialty chemical, metals and minerals, and coal power industries. GT Pro automates the process of designing a combined cycle or gas turbine cogeneration plant. GT Pro is particularly effective for creating new designs and finding their optimal configuration and design parameters. We propose an integration approach for Aspen Plus and GT Pro for power plant processes. Details of the Aspen plus and GT pro connector can be referred to Appendix B.
1.2.1. Purpose
The purpose of this connector is to combine chemical processes and power plant processes together, designing next generation clean power plant in an integrated model-based environment. Combined Cycle power plant has great impact even in today’s power generation. The investment to this field is increasing, especially in developing countries. Integrated Gasification Combined Cycle (IGCC) can generate more electricity with less pollutant emissions, less water consumption. The cost of power generation can be reduced and the efficiency can be improved.
Aspen Plus can be used for IGCC and design and optimization, and GT Pro can be used for CCGT design and optimization. Aspen Plus and GT Pro should be used together for the simulation process respecting the combined cycle.
10

But Aspen Plus and GT Pro can not be simply connected since the interaction is not the same if the target models are different. Even in the same models, the interaction varies if the simulation purpose is changed. Also, a mass of chemical materials, physical variables and model constraints makes the interaction configuration difficult. That means it cost a lot of effort to move to two new interaction models.
1.2.2. Software Integration Framework
The new software for this integration is named “AspenGT”, which combined from the names of the two software. This software is consists of two components:
1) scheduer, a component for scheduling the simulation process.2) connector. a component for connecting with Aspen Plus and GT Pro. This component can
access data of Aspen Plus and GT Pro, and can start them as separated processes and exit the processes.
Figure 1-8 AspenGT
Steady-state solutions of valid models with proper inputs can be obtained by using Aspen and GT Pro. Each software tool has its internal methods to solve for the solution. If the two software tools are simply connected, one can model the software tools with valid models as two functions as shown in below:
y = F(x)x = G(y)
where x and y are n- and m-dimensional vectors. First equation represents Aspen Plus, second equation represents GT Pro. However, by just connecting two software tools together, one can not make them working together directly.
Consider a simple case with a loop. It can be simply written as x = F(x). If the function F(:) is known explicitly, x can be solved by solving the optimization problem x-F(x) = 0. But the function F(:) (or G(:) ) is unknown. So we propose an iterative method to solve this problem.
The other way to solve for the x=F(x) is to solve for the fixed point of the following problem:
x[k + 1] = F(x(k)) (x(0) = x0; k = 0; 1; 2; 3 : : :)
In this mathematical formulation, there is no need to know the function F(.) explicitly but
11

only to evaluate F(.). And computes iteratively the least fixed point x, if exists. The problem can also be interpreted as introducing a “delay” for each variable in the loop within the framework of the Discrete-Event (DE) MoC. The idea can be simply extended to system with multiple functions by introducing more delay elements. Since the DE MoC is an abstraction for asynchronous systems, the evaluation of the functions do not have to evaluate at the same time but the ordering of evaluation should be strictly preserved. Therefore, one only needs to come up with the right scheduler and interface for putting two software tools together.
1.2.3. Example
A case study is presented in this section, which uses an Aspen Plus model and a GT Pro model. The target in this case study is to find the exact amount of the gas mass flow for the Aspen model, so that the byproduct fuel flow generated from Aspen Plus can be used in gas turbine in GT Pro model. And the amount of the byproduct should be the exact amount that GT Pro needs. Figure 1-9 shows Aspen Plus model.
AspenGT is consisted of two components. One component is AspenGT connector and another one is the scheduler. The connector can interact with Aspen Plus and GT Pro, respectively. It can also drive them to compute with the input flows and output flows.
Figure 1-9 Flowsheet in Aspen plus
Using E-LINK in Excel, GT Pro model can be imported. A table that shows the input and
12

output variables from GT Pro model will be generated. For the variables Fuel flow, Steam flow and Water flow, there is one line for each of them, showing their amount, as shown in Figure 1-10.
Figure 1-10 E-LINK in Excel
The list shown below is the steps of using AspenGT Connector:1. Initialize the input gas flow of Aspen Plus model.2. Drive the Aspen Plus to start the simulation.3. Get the output flows of Aspen model, including the fuel flow (named FUELGT Flow) and
the steam flow (named STGT Flow), and then set these two flows to the GT Pro model as its input flows.
4. Drive the GT Pro to compute, and then compare the amount of the input fuel flow and the required amount of the input fuel flow which GT Pro model actually needed.
5. If the amount of input fuel flow does not satisfy the required amount then set the input gas flow of the Aspen model by changing the original amount of gas flow with the step size. Go to step 2.
6. If the amount of input fuel flow satisfies the required amount then the process terminated.
All the streams in the aspen model can be imported in the streams box. Users can select the streams from the streams list box as the input streams or output streams of Aspen Plus. Parameters of input data and output data are optional.
After the input and output streams are specified, AspenGT Connector allows users to open an excel file which is generated by the GT Pro via E-Link. The data of input and output streams will be stored in the excel file. AspenGT Connector can drive Aspen and GT Pro to compute iteratively.
13

Result of the interaction after the iteration process is terminated; a popup dialog box shows the total iteration steps and the corresponding flow variables for each iteration. The complete termination condition for the iteration process consists of two issues:
1. The difference between the current output data of both Aspen Plus and GT Pro and the previous output data is less than the tolerance.
2. The difference between the output fuel flow of Aspen Plus and the input fuel flow of GT Pro is less than the tolerance.
The termination condition considered in this example is only the second issue mentioned above, because it is not a close loop example.
Figure 1-11 Iteration process
Two charts shown in Figure 1-11 are generated by AspenGT Connector, displaying the trends of GAS, FUELGT, and GT FUEL mass flow. These two charts show the final computed FUELGT mass flow which satisfies the expected amount with a tolerance.
14

1.3. Gas turbine performance with syngas fuel
Gas turbine is a key component in polygeneration systems. It also has great impact on the overall system performance. Gas turbines are typically designed and optimized for the operation with standard fuel, such as natural gas. Operation with syngas fuels, which is exactly the situation for polygeneration systems, the engine performance will be affected to a varying extent, depending on how different for the syngas from the design fuel. From the viewpoint of system performance, when a low-heating-value fuel is used, which carries large quantities of inert ballast, more fuel has to be added to the combustion system, so the mass flow in the turbine expander will increase. An increased mass flow, at a certain temperature and properties, can only be forced into the turbo machinery at the expense of increased pressure. If the pressure ratio becomes too high, there is a risk of encountering compressor instability as well as other threats such as insufficient blade cooling, rotor cooling, deterioration in component efficiency, etc. In the present study, investigation was focused the overall performance of gas turbines, and component adaptation was not to be addressed.
Measures of air bleed and fuel dilution are commonly adopted for a gas turbine fired with syngas fuel. Air bleed refers to extracting air from the gas turbine compressor. It reduces the flow through the turbine expander and therefore reduces the extent of modifications required to accommodate increased volumetric flow through the expander and fuel systems. It also moves the mass flow ratio between the compressor and expander closer to its design-point value. Fuel dilution refers to re-injection of compressed nitrogen (waste nitrogen, diluent) from the air separation process into the fuel gas prior to combustion. The main purpose of the syngas dilution is to control combustion stability (flash-back) and NOx-formation.
Dedicate studies on syngas fired gas turbine have been done by many investigators, mainly focused on full load performance. However, part-load performance of gas turbines with syngas fuel, especially quantitative analysis, is not sufficiently illustrated. In the present paper, the steady-state part load performance of syngas fired gas turbine was investigated. The main objective is to quantify the variation in gas turbine performance with syngas fuel over a wide GT load range, and to identify the controlling parameters or key boundary conditions in part load operation. The impact of variable inlet guide vane (VIGV), the degree of fuel dilution and integration are addressed.
The gas turbine considered for the current study was based on ALSTOM GT13, a representative E-class gas turbine. It is to be noted that the gas turbine performance data on ISO condition used in this paper were not the latest guarantee data. However, as a comparative assessment between natural gas and syngas fired gas turbines, it was considered valid to depict the general trends of the overall performances and to illustrate the impact of variable inlet guide vane (VIGV), the degree of fuel dilution and system integration.
1.3.1. Gas turbine modelling
The general gas turbine model was built using the software EES. The model consisted of compressor, combustion chamber and turbine. Other components such as diffusers, intake and
15

exhaust pipes were illustrated as pressure loss valves, as shown in Figure 1-12.
Figure 1-12 Structure of gas turbine model
Compressor and turbine characteristic maps were used in the off-design model. The surge margin of compressor was defined by the following equation:
where SM represents the surge margin, is the compression ratio, subscript “SL” denotes the surge line and “OL” the operation line.
The relationship of turbine mass flow and pressure ratio were descried by the dimensionless criteria:
where is the turbine inlet mass flow rate (kg/s), is the turbine inlet pressure (bar); is the
turbine inlet hot gas temperature (K); R is the gas constant (kJ/kg-K); is the adiabatic
exponent of the hot gas;The subscript “0” denotes the design-point value.
At the design-point of the gas turbine, the cooling air mass flow was calibrated by hot gas temperature, hot gas mass flow and turbine blade temperature; while at off-design point, the
cooling air mass flow was determined by cooling air temperature , the pressure of the
compressor bleeding point and turbine inlet pressure :
16

1.3.2. Specification of boundary conditions
The main operational boundary conditions of the gas turbine of interest were identified as follows:
1) Turbine blade temperature shall not exceed its design-point value;2) Compressor outlet temperature shall be not more than 40oC higher than its
design-point value;3) Turbine outlet temperature shall be not more than 30oC higher than its design-
point value;4) Compressor surge margin.
As mentioned previously, in the application of syngas fired gas turbines, for combustion stability, NOx formation and IGCC system integration concerns, the syngas is usually diluted with inert gas such as nitrogen. And the diluted syngas usually has a low heating value ranging from 4000 kJ/kg to 12000 kJ/kg. In order to study the impact of the syngas composition and heating value on the operation characteristics of the gas turbine, two different kinds of syngas were used in the present study with the compositions shown in Table 1-1.
Table 1-1 Composition of syngas fuel
Undiluted CO-rich syngas Diluted CO-rich syngas
Mass Vol. Mass Vol.
O2 0.00% 0.00% 0.00% 0.00%
N2 8.66% 6.22% 48.42% 39.65%
CO2 2.21% 1.01% 1.25% 0.65%
H2O 0.13% 0.15% 0.08% 0.10%
CH4 0.02% 0.03% 0.01% 0.02%
H2 3.09% 30.87% 1.75% 19.87%
CO 85.89% 61.72% 48.50% 39.72%
LHV 12397 kJ/kg 11137kJ/m3 7000 kJ/kg 7166 kJ/m3
1.3.3. Results and discussion
1.3.4.1 Predicted performances with natural gas
The operation window of a natural gas fired gas turbine was first calculated as a baseline for
17

later discussion, as shown in Figure 1-13. All the parameter data therein except VIGV angles referred to the variation from its design-point value at ISO base load. Turbine inlet temperature (TIT) was plotted in red, turbine blade temperature (Tbl) in black, compressor outlet temperature (TK2) in pink and VIGV angles in blue. The predicted operation points at derated load were indicated in black points.
-250
-200
-150
-100
-50
0
50C
hang
e in
flam
e te
mpe
ratu
re [C
]
4 0 6 0 8 0 1 0 0 1 2 0 1 4 0 1 6 0
Pow er output [M W ]
O peration W indow (Natura l gas, ISO condition)
TAT CONSTRAINTVI
GV C
LOSE
D
VIGV
OPEN
TIT CONTROL
Tbl CONSTRAINT
TK2
CONS
TRAI
NT
15% SURGE MARGIN
Figure 1-13 Operation window of gas turbine fired with natural gas
By illustrating the main performance parameters, Figure 1-14 presented the following features of the gas turbine operated with natural gas,
There are two independent parameters mainly determining the operation point of the gas turbine: VIGV angle, which specifies the compressor inlet air flow and combustion chamber flame temperature, which is related with fuel flow rate and cooling air distribution in the combustion chamber. Once the VIGV angle and the flame temperature are specified, the other parameters are also determined, that is, the operation point of the gas turbine is fixed. Within a certain load range, different combinations of the IGV angle and combustion chamber flame temperature may lead to the same gas turbine output, which means that there are more than one regulation methods to reach the same gas turbine load.
Turning down VIGV from 0 to -30 degree while keeping combustion chamber flame temperature constant (i.e. horizontally moving from right to left in the operation window in Figure 1-14), we observed that the compressor surge margin was enlarged, the power output was lowered, and the turbine outlet temperature TAT was raised, which was due to smaller compressor inlet mass flow and lower pressure ratio of the engine; meanwhile, the turbine inlet temperature TIT and blade temperature Tbl were derated. That’s because the ratio of turbine cooling air flow rate and the hot gas flowrate was conserved, but the cooling air, which was drawn from the compressor outlet, had a lower temperature, therefore the cooling of the turbine blade was enhanced and the blade temperature was reduced.
With VIGV turned down from 0 to -30 degree and turbine inlet temperature TIT kept
18

constant (i.e. moving from right to left along the red line in the operation window in Figure 1-14), the dominant boundary condition changed from turbine outlet temperature to the compressor inlet mass flow rate.
The area surrounded by the curve ABCDEFG represented the feasible region of gas turbine operation. For a gas turbine combined cycle, in order to reduce the turbine load without deteriorating the efficiency of the bottom cycle, the gas turbine outlet temperature should be kept high enough, that is, it is favorable to reduce the gas turbine load along the upper border of the operation window (curve ABCDE). From Figure 1-14, the variations of main parameters during the part-load operation were obtained. When the load was lowered to 80%, VIGV should be turned down with identical TIT; when the load was to be further lowered to 40%, VIGV regulation and identical TAT control mode should be used. Both lowering TIT temperature and turning down VIGV angle would reduce the efficiency of gas turbine single cycle, but the former measure has a greater impact. Therefore, even for gas turbine simple cycles, which do not need to maintain a relatively high turbine outlet temperature, priority may still be given to VIGV regulation method in the part-load operation of the gas turbine . The operation strategy of the gas turbine combined cycles is more complicated than that of the simple cycle, so in the following analysis only the former was to be addressed.
1.3.4.2 Predicted performances with syngas
Figure 1-14(a) showed the operation window of gas turbine fueled with diluted carbon-rich syngas. Syngas was diluted with nitrogen, and had a lower heating value of 7000 kJ / kg. Notable features of gas turbine operation were summarized as follows:
With syngas fuel, the gas turbine operation point was determined by two contour lines:
and , and main constraint was the gas turbine blade temperature
Tbl. Provided that the combustion chamber flame temperature remained unchanged, on the one hand, due to a lower heating value of the fuel and a fixed compressor inlet air flow rate, an increased fuel mass flow rate was required to maintain an identical flame temperature, that is, the hot gas mass flow of the gas turbine would rise as well as the heat flux of the turbine expander; on the other hand, because of the fixed through-flow capacity of the turbine expander and increased hot gas flow, there was an increase in the compressor pressure ratio and in compressor outlet temperature (by about 20oC), that is, turbine cooling air temperature would inevitably increase, leaving the turbine expander challenged by insufficient cooling and overheating threat. If the gas turbine was to be operated with the same turbine blade temperature as its design-point, the combustion chamber flame temperature had to be lowed by 60oC in syngas operation, and the turbine inlet temperature TIT had to be lowed about 22oC, as shown in Figure 1-14(a).
When the gas turbine was operated at its full capacity, due to the fixed compressor inlet mass flow and significantly greater pressure ratio, the operation point of the compressor was elevated, moving closer toward its surge line. Another consequence was that the turbine outlet temperature TAT was decreased by about 20oC, which was caused by a
19

lower turbine inlet temperature TIT and a greater turbine expansion ratio. In addition, the gas turbine output was boosted by 16.6% than its design-point value.
Differing from the operation strategies with natural gas, the load regulation region of identical TIT mode was observed to be widened while the regulation scope of identical TAT mode to be narrowed. The main reason is: to keep TAT temperature constant, both the turbine compression ratio and turbine inlet temperature TIT have to be either increased or decreased. With syngas operation, when TAT temperature reached its maximum, the identical TAT control mode was activated and VIGV was already positioned to its minimum value, leaving less scope for the variation of the turbine compression ratio. As a result, the working region of identical TAT control mode was shrinked.
-250
-200
-150
-100
-50
0
50
Cha
nge
in fl
ame
tem
pera
ture
[C]
8 0 1 0 0 1 2 0 1 4 0 1 6 0 1 8 0 2 0 0 2 2 0
Pow er output [M W ]
Operation W indow (d iluted syngas)LH V = 7000 kJ/kg = 7166 kJ/m 3 , A ir bleed ratio = 0%
SURGE LINETAT CONSTRAIN
VIGV
CLO
SED
VIGV
OPEN
TIT CONTROL
Tbl CONSTRAIN
TK2
CO
NST
RA
IN
8% SURGE MARGIN LINE
-250
-200
-150
-100
-50
0
50
Cha
nge
in fl
ame
tem
pera
ture
[C]
6 0 8 0 1 0 0 1 2 0 1 4 0 1 6 0 1 8 0 2 0 0
Power outpu t [M W ]
Operation W indow (diluted syngas)LH V = 7000 kJ/kg = 7166 kJ/m 3 , A ir b leed ratio = 5 %
8% SURGE MARGIN LINE
TAT CONSTRAIN
VIGV
CLO
SED
VIGV
OPEN
TIT CONTROL
Tbl CONSTRAIN
TK2
CONS
TRAI
NFigure 1-14(a) GT Operation window with diluted CO-
rich syngas without air bleed from compressorFigure 1-14(b) GT Operation window with diluted CO-rich
syngas with 5% air bleed from compressor
Figure 1-14(b) showed the situation when the compressor air bleed was adopted to improve the working condition of the engine. The bladed air from the compressor can be supplied to the air separation system in an integrated IGCC system. As shown in Figure 1-14(b), 5% air bleed improved the compressor surge margin, compared with the operation window in Figure 1-14(a). In addition, the cooling of the turbine blade was also enhanced, so that the TIT temperature didn’t have to be lowered as much, though this impact was not significant. When the gas turbine was operated at its full capacity, the power output was increased by 8% than its design-point value. The valid range of identical TAT control mode was from 53% of load to 72% of load, an enlarged scope compared with that in Figure 1-15(a).
Gas turbine performance fired with undiluted syngas was shown in Figure 1-15(a) and Figure 1-15(b). The comparison of Figure 1-14 and Figure 1-15 suggested that using undiluted syngas could enlarge the gas turbine operation window.
1. First of all, the turbine blade cooling was enhanced remarkably. To ensure that the turbine blade was not overheated, TIT temperature was only required to drop about 10oC
20

at full load without air bleed, and about 5oC with 5% air bleed.2. Secondly, the compressor surge margin was enlarged. Without air bleed, the surge
margin was greater than 8%, and with air bleed, the surge margin was close to 15%.3. Thirdly, the valid range of identical TAT control mode was extended: in the case without
air bleed, it was from 51% of load to 77% of load, in the case without air bleed from 39% to 78%. This implied that in a wider load range, the exhaust gas of the gas turbine could be kept at a high temperature, which was beneficial for the efficiency of the bottom cycle.
-250
-200
-150
-100
-50
0
50
Cha
nge
in fl
ame
tem
pera
ture
[C]
6 0 8 0 1 0 0 1 2 0 1 4 0 1 6 0 1 8 0
P ower O utput [M W ]
O peration W indow (undilu ted syngas)LH V = 12397 kJ/kg = 11137 kJ/m 3 , A ir b leed ratio = 0%
8% SURGE MARGIN
TAT CONSTRAIN
VIGV
CLO
SED
VIGV
OPEN
TIT CONTROL
Tbl CONSTRAIN
TK2
CONS
TRAI
N
-250
-200
-150
-100
-50
0
50
Cha
nge
in fl
ame
tem
pera
ture
[C]
4 0 6 0 8 0 1 0 0 1 2 0 1 4 0 1 6 0
Power output [M W ]
Operation W indow (und iluted syngas)LH V = 12397 kJ/kg = 11137 kJ/m 3 , A ir b leed ra tio = 5 %
SURGE MARGIN
TAT CONSTRAIN
VIGV
CLO
SED
VIGV
OPEN
TIT CONTROL
Tbl CONSTRAIN
TK2
CONS
TRAI
N
Figure 1-15(a) GT Operation window with undiluted CO-rich syngas without air bleed from compressor
Figure 1-15(b) GT Operation window with undiluted CO-rich syngas with air bleed from compressor
However, undiluted syngas has very limited capacity to boost the power output, since the lowering of turbine inlet temperature TIT offsets the impact of increased fuel mass flow in an almost equivalent extent. The combination of compressor air bleed and syngas undilution may even result in a smaller power output than its design-point value. This finding implied that, from the concerns of power output and overall efficiency, in partially integrated IGCC system, where some air is bleed from the gas turbine compressor to feed air separation unit, the nitrogen is recommended to be injected back to dilute the syngas fuel.
1.3.4. Conclusion
Part load analysis of gas turbines operated with syngas fuel was performed, leading to some useful conclusions. It is found out that the main constraints of a conventional gas turbine fueled with syngas are insufficient cooling of the turbine blade and the shrinked compressor surge margin. The lower the heating value of the syngas fuel, the further the operation point of the gas turbine would depart from its design-point, and the more the combustion flame temperature had to be reduced.
Generally speaking, air bleed from the compressor is beneficial for improving the working conditions of the gas turbine fired with syngas. The lower the heating value of syngas, the more
21

remarkable this improvement is expected to be. From the concerns of power output and overall efficiency, in partially integrated IGCC system, where some air is bleed from the gas turbine compressor to feed air separation unit, the nitrogen was recommended to be injected back to dilute the syngas fuel
22

1.4. An integrated catalytic CO2 / CH4 reforming approach to dual fuel MeOH
and power polygeneration
1.4.1. Introduction
In this paper, a “dual fuel” gasification based MeOH and power polygeneration system featured by an integrated catalytic CO2 / CH4 reforming approach without water-gas-shift reaction is introduced. CO and H2 are produced through catalytic reforming between CO2 and CH4. The ratio of carbon to hydrogen, which is required by the follow-up chemical synthesis, can be adjusted by different combinations of CO2 rich gasification gas and CH4 rich coke oven gas. By this way, the gasification gas avoids the water-gas shift reaction to adjust the radio of carbon to hydrogen and catalytically reforms with the coke oven gas, which effectively increases the amount of effective gas. Thereby this scheme achieves the following purposes: full use of coke oven gas, reduction of CO2 emissions, and reduction of system energy loss.
To obtain a comprehensive understand of the feature of dual gas polygenenration system, ASPEN Plus and GT Pro programs are utilized to simulate the 1.2×108–3.2×108 kg methanol and 274–496 MW power polygeneration system. The system’s technology scheme, operating parameters, and efficiency are analyzed and evaluated to reveal the relationship of materials and energy and the best co-production coupled configuration. The data and results obtained will be used for building industrial device.
1.4.2. System scheme
Fig.1-16 dual fuel polygeneration flowsheet
Figure 1-16 is the methanol-power polygeneration system flow diagram. Gasification coal with vapor and oxygen mixture enters into the ash-agglomerated gasifier. Raw gasification gas is generated in reactor at 3 MPa with a carbon conversion ratio around 95 percent, and the
23

agglomerated ash is removed in the solid-form. The high-temperature raw gas (about 1084 )℃ flows into the waste heat boiler to generate 14.2 MPa, 538 high-pressure superheated steam℃ and 3.3 MPa medium pressure saturated steam for the steam turbines of the power generation part. Gas is cooled to 371 , and enters the high-temperature purification devices, where ZnFe℃ 2O4 is used as the high temperature desulphurization agent to remove H2S and COS from gasification gas to the required level for direct burning.
Coke oven gas from the coking process is compressed to the pressure of gasification gas, and enters a normal temperature purification process. A certain proportion of the coke oven gas and gasified coal gas are mixed, through the gas saturation and pre-heater to 600 , entering℃ autothermal reforming reactor. There CO2 and CH4 of the mixture auto thermal reform under the catalysis of carbon, make (H2-CO2) /(CO + CO2) in the synthesis gas raise to around 2.05; the outlet temperature of products after the transformation is about 1000 ; syngas heat transfers in℃ gas preheater, and then enters into the waste heat boiler 2. Here 3.3 MPa medium Pressure Saturated Steam is generated and the syngas is further cooled down to 60 . Then syngas re-℃enters medium-temperature fine desulfurization to make the sulfur content in synthesis gas meet the requirements of chemical synthesis.
To meet the pressure requirements of the chemical synthesis, the synthesis gas after purification is compressed to 6.6 MPa into liquid methanol synthesis reactor, and synthesizes in the 250 isothermal conditions, by one through. Reaction heat given off, by the use of a heat℃ exchanger, produces 3.3 MPa medium Pressure saturated steam for the steam turbine power generation; the methanol-rich gas after reaction is cooled to 40 , and then enters the gas-liquid℃ separator. The crude methanol solution obtained after throttle enters the three towers distillation units to be pure methanol products; unreacted gas gets recollected by expansion and mixes with the high-temperature purification gas to be used as gas turbine fuel.
1.4.3. Modeling of core equipment: autothermal reforming
Through CH4-CO2 reforming reaction to adjust the ratio of hydrogen and carbon, main reaction:
CH4+CO2=2CO+2H2, H298= 247.4 kJ/mol△ .
Since this reaction is a strong endothermic process, it could adopt the autothermal partial oxidation process. Under catalysis of carbon, through CH4 and CO2 reforming reaction (about 3000 kPa, about 1000 ), CH℃ 4 and CO2 are converted into CO and H2.
1.4.3.1 Autothermal reforming technology schemes and
principles
Coke oven gas and gasification gas both could be used for synthesis gas’ raw materials, but
24

ratio of effective components H2 and CO should be appropriate. The composition of coke oven gas and gasification gas is as shown in Table 1-2. Both are not appropriate to be directly synthesized to methanol, but can be adjusted by way of catalytic reforming introduced above.
Table 1-2 The composition of coke oven gas and gasification gas (vol.%)
H2 CH4 CO CO2 N2
coke oven gas 58.10 24.90 5.86 2.35 3.90
gasification gas 42.49 0.04 29.07 21.04 7.23
Autothermal partial oxidation conversion technology is a partial oxidation process that provides heat for reaction system, then mixture after oxidation enters catalyst layer to carry through CH4 and CO2 reforming process under catalysis.
Autothermal partial oxidation conversion reactor is composed of combustion chamber and reaction chamber. In the combustion chamber, gasification gas, coke oven gas and O2 mix in appropriate proportion and partially combust, then enter the reaction chamber to further react into synthesis gas. But if coke oven gas is used as the only raw material, with its large number of H 2, the main combustion reaction is (1). This is because that combustion rate of H 2 is 1000 to 100 million times of the rate of the other reactions, far greater than the CH4 and CO combustion rate, that is, at the top of combustion chamber room, the combustion of hydrogen a O2 is the main reaction, generating H2O and a great amount of heat. In the combustion process, a small proportion of CH4, and CO combustion (2)–(5) may be accompanied.
H2 + 1/2O2 = H2O, H△ 298 =-241.0 kJ/mol; (1)
CH4 + 2O2 = CO2 + 2H2O, H△ 298 =-802.6 kJ/mol; (2)
CH4 + O2 = CO + H2 + H2O, H△ 298 =-278.0 kJ/mol; (3)
2CH4 + O2 = 2CO + 4H2, H△ 298 =-71.2 kJ/mol; (4)
CO+1/2O2=CO2, H△ 298 =-110.52 kJ/mol. (5)
When gas mixture after burning reaches the catalyst layer of Reaction Room, almost all the oxygen is consumed. Main reactions in the catalyst layer are showed below:
CH4 + CO2 = 2CO + 2H2, H△ 298= 247.4 kJ/mol; (6)
CH4 + H2O = CO + 3H2, H△ 298= 206.4kJ/mol; (7)
CH4 + 2H2O = CO2 + 4H2, H△ 298= 165.4 kJ/mol; (8)
C + H2O = CO + H2, H△ 298 =-36 kJ/mol; (9)
C + CO2 = 2CO, H△ 298 =-519 kJ/mol. (10)
The characteristics of ‘dual fuel’ auto-thermal reforming process are: making use of both① the coke oven gas and CO2; compared to steam conversion, saving a lot of water; based on② ③ carbon catalyst, lowering the requirements of feed gas; coke oven gas no needing deep desulphurization and purification, and without catalyst S poisoning issues; no carbon④ deposition poisoning problem.
25

1.4.3.2 Aspen simulation of autothermal reforming process
Due to the complexity of the process, dynamic equations under the relevant catalyst have not yet been obtained. But basing on the calculation of the reactions’ equilibrium constant, it is not difficult to find under the conditions of such a high temperature (> 1000 ) and pressure (> 3℃ MPa), the reactions all reach the thermodynamic equilibrium very quickly. Therefore, study here focus on, through the Gibbs model, finding the relationship between product components and raw materials, the ratio of coke oven gas and gasification gas, the Volume of O2, etc.
Calculation will take 100 kmol/h gasification gas as a benchmark, controlling the methane concentration in synthesis gas of 1% to 5% (dry mole-rate) through changing the flow of oxygen, and regulating the ratio of hydrogen and carbon by controlling the flow of coke oven gas.
Combinations:(1) Gasification gas and coke oven gas are premixed, mix with oxygen, partially combust in
the combustion chamber, and then get into the reformer.
(2) Gasification gas, after partial combustion, gets into the reformer with coke oven gas.
(3) Coke oven gas, after partial combustion, gets into the reformer with gasification gas.
Calculation results show that in combination (2), meeting the requirement of methane
concentration and the ratio of hydrogen to carbon will make the combustion chamber temperature
above 3000 , a temperature materials cannot stand. As a result, here we only compare (1) with℃
(3).
Table 1-3 Comparison of fuel gas flux and outlet temperature of reformer for the different combinations
Methane
content*/%
Combination (1) Combination (3)
Coke oven
gas/(kmol•h-1)
Oxygen /
(kmol•h-1)
Outlet temp.
of
reformer/℃
Coke oven
gas/(kmol•h-1)
Oxygen /
(kmol•h-1)
Outlet temp.
of
reformer/℃
1 341.5 67 1145 337.7 66 1145
2 329.5 60 1096 327 59 1096
3 317.2 54 1067 317.5 54 1067
4 311.4 50 1046 310.9 50 1046
5 306.9 46 1029 305.3 46 1028
Table 1-3 lists the conditions of getting suitable synthesis gas content for methanol, ratios among gasification gas, coke oven gas and oxygen. According to the results, with the increase of methane content in the synthesis gas, the amount of required coke oven gas and oxygen is on the
26

decline. The results of two combinations are similar, mainly due to reaction balance. In the system simulation combination (1) will be used.
1.4.4. Simulation results and discussion
Gasification coal in this study is bituminous coal of Shanxi BinXian. Its proximate analysis, ultimate analysis and high calorific value are showed in Table 1-4.
Table 1-4 Analysis of Shanxi BinXian Coal
Proximate analysis Ultimate analysis Qad,net,p
/(kJ•kg-1)Mad Vad FC Aad Mad Had Oad Nad Sad Cad Aad
2.52 24.43 62.91 10.14 2.52 3.85 12.73 0.36 0.46 69.94 10.14 27685
1.4.4.1 System simulation results and analysis
Through the above calculation, on the scale of 1822×103 kg/d gasification, while 80 percent of gasification gas for electricity generation, the other 20 percent with coke oven gas adjusting hydrogen-carbon ratio and using slurry reaction one through ethanol-aether synthesis technology, and un-reacted gas for power generation, the following results are observed by this paper: “dual fuel” polygeneration scale is an annual output of 216400 tons’ methanol and 359.33 MW’s net electricity output. Auxiliary power consumption includes air separation, reforming oxygen compression, coke oven gas compression, syngas compression, gasification oxygen compression, injected nitrogen compression and other auxiliary equipment, etc., the total consumption of raw materials and by-products being shown as Table 1-5.
Table 1-5 Total output and consumption of dual fuel polygeneration system (300 days available per year)
Material Product
Gasification
coal/(106kg•d-1)
Coke-oven
gas/(m3•d-1)
Oxygen /
(m3•d-1)
Power
/MW
Methanol /
(108kg•a-
1)
Gross
power /
MW
Net
power /
MW
Sulfur /
(106kg•a-1)
1.822 2698330 1342727 78.42 2.164 437.75 359.33 2.3913
1.4.4.2 Unit process simulation results and analysis
The results of Unit process’ key equipment parameters and operating parameters are shown in Table 1-6. Cold gas efficiency of ash-agglomerated gasifier is lower, and the reason of using it is mainly that about 20 percent CO2 generated in syngas react with CH4 in coke oven gas; air separation unit uses external compression process; electric power consumption only refers to the power consumption of air compressors. Purity of oxygen product is 99.7% and the pressure is 0.135 MPa, nitrogen product being mainly used for transporting dry pulverized coal and injection
27

to gas turbine.Table 1-6 Key unit process modeling result
Ash-agglomerated gasification Methanol synthesis and rectify
Item Value Item Value
Pressure /MPa 3 Temperature/℃ 250
Temperature /℃ 1084 Pressure /MPa 6.6
Mass ratio of oxygen to coal 0.68Reforming oxygen compress
work/MW4.19
Mass ratio of steam to coal 1.7 syngas compress work/MW 6.67
Gasifier oxygen compress work/MW 7.23 (CO+H2)conversion rate (mol)/% 38.7
Nitrogen compress work/MW 2.83 Methanol content (mol)/% 15.2
Carbon conversion rate/% 95 Crude methanol yield/(t•h-1) 30.33
Valid gas content (Vol)/% 71.6 33bar steam yield/(t•h-1) 29.1
Ratio of oxygen to syngas/(m3•10-3m-3) 193 Tail gas turbine work/MW 3.70
Ratio of oxygen to coal/(kg•10-3m-3) 405 Rectify callback rate/% 99.1
LHV efficiency/% 74.1 Rectify heat duty/MW 18.96
HHV efficiency/% 81.6
Air separation GTCC
Item Value Item Value
Oxygen callback rate/% 92.8 Fuel flux/(kg•s-1) 55.73
Oxygen /(m3•d-1) 1342727 Fuel LHV/(MJ•kg-1) 12.25
Including : gasification/(m3•d-1) 474533 Nitrogen compress work/MW 7.81
Reforming /(m3•d-1) 868194 Gas turbine gross power/MW 278.91
Nitrogen /(m3•d-1) 1331265 Steam turbine gross power/MW 155.14
Consumed power/MW 23.73
1.4.4.3 The impact of methane conversion rate on system performance
The combination of features of gasification gas rich in carbon and coke oven gas rich in hydrogen needs compression of coke oven gas and consumption of a large amount of pure oxygen.
28

So in order to get a reasonable assessment of weather it can really improve system performance process itself, the nature of fuel and other aspects all should be assessed. Through above systems simulation datum, system energy yield is defined to (Energy receipts-Energy consumption) / Energy income, of which income is the result of the use of coke oven gas, while consumption comes from compression, oxygen generation and reforming process.
Figure 1-17 shows methane conversion rate’s effect on system energy yield. Seen from the map, if methane conversion rate of auto reforming process gets higher, system energy yield gets better. But when the methane conversion rate is lower than 0.53, from the perspective of fuel use, the system has no income.
Fig. 1-17 Methane conversion rate’s effect on system energy yield
1.4.4.4 Characteristics of the system revealed- discussion of key parameters split ratio’s effect on system efficiency
(1) Dual fuel Polygeneration system’s efficiency analysis
Due to the coupling between gasification and chemical industry, chemical industry and power as
well as gasification and power, the “Dual fuel” Polygeneration system becomes very complicated.
By calculating each separate equipment’s energy balance to derive the system’s thermal efficiency,
will not only be a huge workload, but also lose their universal application of calculation and
comparison. To simplify for a universal comparison, the “dual fuel” Polygeneration system will be
divided into: gasification island, chemical island and power island, and definition of system low
calorific value efficiency is
.
Through the efficiency analysis of various units’ process, it’s found that:
where, LHV―low calorific value, kJ/kg; m―mass flow, kg/h;Power―kW; ―low calorific
29

value efficiency of gasification island; ―low calorific value efficiency of chemical island;
―low calorific value efficiency of power island; ―low calorific value conversion
efficiency of methane; MeOH―methanol; COG―coke-oven gas.
As heat value loss in the chemical island is only caused by methanol synthesis, and heat value loss in the power island is only caused by power generation, in order to directly describe the valid efficiency of methanol production and electricity, according to the above derivation, we get the following two effective efficiencies:
,
.
(2) Discussion of gasification gas split ratio’s effect on system efficiency
It’s defined that ratio of gasification gas directly used for power generation of gasification to the total gasification gas volume is the split ratio. Under the circumstances of a fixed amount of coal, by changing x to study the impact on the system efficiency, the results are shown in Fig .1-18. It can be seen from the diagram, as the split ratio increasing, the quality ratio of coal gasification to coke oven gas (“coal-char ratio") is gradually increasing too. System efficiency reduces after the first increasing, at a maximum 0.487 when the split ratio is 0.8, its corresponding coal-char ratio being 1.53; This is because as the coal-char ratio increases, the consumption rate of auxiliary power grows quicker while the increase rate of methanol and power production become slower, the two of which make system efficiency of "dual fuel" polygeneration system reach the maximum at the split ratio of 0.8. Heat value ratio of the two products, Methanol and power, (referred to as “chemical-power ratio”) also decreases after the first increase, at a maximum 0.516 when the split ratio is 0.65, its corresponding coal-char ratio being 0.87. This is mainly because with coal-char ratio’s increase, the change rate of methanol and power production is not the same.
Evidently, “dual fuel” polygeneration system at the circumstances of a fixed amount of coal, with the changing split ratio, has best system efficiency. At this point, the corresponding volume of coke oven gas could be acquired, and further the scale of methanol and electricity production could be determined.
30

Figure 1-18 Relation between split ratio and system efficiency, chemical-power ratio and coal-char ratio
The results of further calculation on system efficiency, methanol synthesis effective efficiency and power generation effective efficiency are shown in Figure 1-19. It is not difficult to find from the graphic, with the split ratio increasing, each efficiency is in the trend of first increasing and then decreasing. When the split ratio is 0.8, each efficiency reaches its best value.
Figure1-19 Split ratio’s effect on system performance
1.4.5. Conclusion
A “dual fuel” methanol-power Polygeneration system scheme is designed, with production of 120–320 kilotons methanol and 274–496 MW power.
The core process of “dual fuel” polygeneration - auto reforming is comparatively studied, the technology combinations being determined, and the suitable ratio among gasification gas, coke oven gas and oxygen for methanol synthesis being acquired.
Under the conditions of methane conversion rate of coke oven gas higher than 53%, the system can make a better income; so, “dual fuel” polygeneration system has advantages of improving system performance as well as making full use of coke oven gas.
“Dual fuel” polygeneration system at the circumstances of a fixed amount of coal, with the changing split ratio, has best system efficiency. Its corresponding volume of coke oven gas, after being determined, will help define the scale of methanol and electricity production.
31

1.5. Improving Load Modulation Capability of IGCC by Coproducing Methanol
Integrated gasification combined cycle (IGCC) is considered as one of the most promising clean coal power generation technologies. Since 1970s many developed countries led by the United States have invested large amounts of funds for its development. From the successful demonstration of the Cold Water Power Plant until now, US, Europe and Japan have already had IGCC power plants that are commercially operated. In recent years with the awareness of the global warming crisis, more attention has been paid to the potential of IGCC in CO2 mitigation. China has begun IGCC studies very early, but currently there are still no IGCC demonstration power plants available, which greatly hinder the development of China's IGCC technology. At present with the increasing rising prices of oil and natural gas, some oil / gas-fired combined cycle power plants begin to consider an IGCC alternation to lower the high fuel costs; what’s more, more stringent emissions regulations of power plants have been implemented, which offers new opportunities of IGCC power plant construction in China.
Currently the major factors that hinder the development of IGCC are the economic performance and reliability. Due to the high investment, low fuel cost and inflexibility of gasification process, it is generally believed that IGCC plants should be operated in base load. However, the capability of load modulation is usually required by electricity grids, therefore once IGCC is operated in part load, the defect of poor economic performance and narrow scope of load modulation becomes even more prominent. IGCC coproduction of methanol, namely, coal based polygeneration, provides an approach to address the issue.
The structure of a polygeneration system is shown in Figure 1-21, where the dashed lines represent optional couplings between each unit. Polygeneration system is a complex system with the coupling of power generation and chemical process. Some studies have been done on the performance and energy-saving mechanism of polygeneration systems, and the findings show that the polygeneration system has remarkable advantages over the pure IGCC system in economic, energy and environment performances. However, current studies are mainly focused on the design point operation. One critical issue that the polygeneration system has to be confronted with is: electricity grids require some flexibility of the power generation to follow the load demand, while the traditional chemical system is supposed to preserve stability in continuous operation; the two different operation manners coupled would definitely lead to a new system with different operation characteristics. The study of the new operation characteristics of the polygeneration system has significant importance for the industrialization of polygeneration in both maneuverability and operation. Though China has already started polygeneration demonstration projects, there is little research reported in open literature on the part load operation characteristics that aims at industrial reality, so it is far from enough to meet the needs of the industry. As a result, it is urgent to carry out relevant study. As a first step, this paper tries to start the research in this field.
Despite the increased complexity in operation and maneuverability, polygeneration provides the possibility to enhance load modulation capability of IGCC systems and improve the economic performance in part load operation as well. The reason is, when it is required to reduce the electricity load, the redundant syngas can be used for methanol synthesis, which makes it possible to preserve the working condition of the expensive gasification unit, which counts a considerably high fraction of the total plant investment (over 30% if ASU is included), at full load rather than part load. Based on actual process data from industry, such as gasification and methanol synthesis, this paper simulates the polygeneration systems with the chemical processes simulation software Aspen Plus and the gas turbine power plant simulation software Thermoflux; case studies are examined to illustrate the increased operational flexibility of the IGCC coproduction with methanol; furthermore, a preliminary analysis is given on how to tailor a polygeneration system to satisfy the electricity load demand.
32

Figure 1-21 Configuration scheme of polygeneration system
1.5.1. Design and simulation of IGCC coproduction with methanol
The cogeneration system consists of the following three sections: gasification (air separation unit included), power generation, methanol synthesis. After gasification, quench and cleaning, the syngas is divided into two parts passing to methanol synthesis and power generation unit respectively, where Xm represents the ratio of the syngas flowing to the power generation unit divided by the total amount of syngas (as shown in Figure 1). Power/chemical ratio is defined as the ratio of the syngas for power generation to the syngas used for methanol synthesis, which is Xm / (1-Xm). In the base case, the power/chemical ratio is set as 0.9 (close to 1) as a reference for system design and simulation. The flow chart of the cogeneration is shown in Figure 1-21.
Load modulation strategy of the cogeneration system is to send the redundant syngas to the methanol synthesis unit and to lower the load of power generation unit when keeping the operation condition of the gasification unit unchanged. Since the capacity of the methanol synthesis unit is limited, how should a proper design capacity of the synthesis unit in the coproduction system be chosen to meet the requirement of power load modulation? To address this issue, three cases are designed and simulated with more details given in the following part . According to the common operation practice in the gas and chemical industry, the analysis is based on the following three premises:
1) The load range of the methanol synthesis unit is 70%~110%;
2) The load range of the slurry gasifier is 70%~120%;
3) The stable load range of the gas turbine fired with syngas is 50%~100%
To facilitate the analysis, three parameters are defined as follows:
Design capacity of equipment: the design capacity
Design operation capacity of equipment: the rating capacity operated at design point
Capacity surplus percentage of equipment: the ratio of the difference between the design capacity and the rating capacity operated at design point divided by the design capacity.
Three cases share the same system configuration and the same process sections. The gasification unit is based on the GE slurry gasifier / quench design, the methanol synthesis process uses unconverted syngas recycling and the power generation unit uses a GE 9171E gas turbine with dual-pressure steam cycle. The methanol synthesis reactors in the three cases are identical but have different capacity surplus percentages. In case 1 there is no capacity surplus, that is, the operation capacity of the equipment equals to its design capacity at the system design point with an annual methanol output of 500,000 tons; in cases 2 the methanol synthesis unit has a capacity surplus percentage of 10% with an methanol annual output of 450,000 tons; cases 3 has a capacity surplus of 20% with an annual methanol output of 400,000 tons. Case 1 is chosen as the reference case with power/chemical ratio at the design point of 0.9, which is referred to as the “reference power/chemical ratio”, while Case 2 and Case 3 have the design power/chemical ratio of 1 and 1.1, respectively.
33

Figure 1-21 Parallel mode polygeneration system with recycling of unconverted syngas
1.5.1.1 Gasification unit
The gasification unit uses GE slurry-fed entrained flow bed gasifier, with gasifier pressure of 40 bar, slurry concentration of 66.5% and gasification temperature of 1300℃. The composition of the coal used in the simulation is listed in Table 1. The air fed to the ASU is supplied by air compressors, and the nitrogen produced is supplied to the power generation unit for syngas dilution. The purity of the oxygen from the ASU outlet is 99.6%. After quench and clean up, the syngas is further cooled to generate low pressure steam (7.9bar) , which is partly used as process heat in methanol synthesis process and partly supplied to HRSG. The gas turbines used in the three cases are operated at identical working conditions, while the amounts of methanol production are different, leading to different coal inputs of 3313t/d, 3109 t/d, 2935 t/d, respectively.
1.5.1.2 Methanol synthesis unit
Methanol synthesis unit is composed of syngas shift, sulfur removal, carbon removal, sulfur recovery, methanol synthesis and methanol rectification. After desulfurization the sulfur content can be reduced to below 0.1ppm. The methanol synthesis uses gaseous synthesis process; due to the recycling design, the amount of purge gas is so small that it is fired directly rather than sent to the power generation unit. The methanol synthesis equipments in the three cases are identical: two reactors with an annual methanol output of 250,000 tones for each. In case 1, when the cogeneration system is operated at the system design point, the methanol synthesis unit is also operated at its design point, yielding methanol 500,000 tons per year. In Case 2, when the cogeneration system is operated at the system design point, the methanol synthesis unit is operated at part load with an annual methanol output of 450,000 tons. Case 3 has an equipment capacity surplus of 20% in the methanol synthesis unit, with a methanol output of 400,000 tons per year. Due to the different working loads of the synthesis reactors, the synthesis pressure slightly varies as 80bar, 76.6bar and 74.5bar with the aim to control the CO conversion ratio and to prevent overheating. The low pressure steam generated during the methanol synthesis is used for process heat. The methanol synthesis reactor is simulated through the programming of the macro-dynamic reaction equations.
34

1.5.1.3 Power generation unit
The sulfur content of syngas for power generation is required to be below 25 ppm. After desulfurization the syngas is saturated with hot water which is separated from the syngas cooling process in the gasification unit, after that, the syngas is preheated by the high pressure hot water from HRSG. To make use of the high pressure, the syngas is first expanded through an expander, then mixed with nitrogen from ASU, and finally fed into the combustion chamber of the gas turbine. The diluted syngas has a low heating value of 5577 kJ / kg. All three cases use the GE 9171E gas turbine with the design compression ratio of 12.3 and hot gas inlet temperature of 1124℃. The characteristics of the gas turbine fired with syngas are calculated with compressor maps and flow matching formula. HRSG uses two-pressure steam cycle with characteristic parameters of 56 bar/5.6bar/527℃/255℃. In part load operation, the gas turbine is regulated by compressor inlet guide vanes (IGV) control and T3 control, and the steam turbine is operated on sliding pressure mode.
Tab.1-8 Compositional characteristics of the coal(dry basis)Proximate Analysis
Moisture Fixed Carbon Volatiles Ash0 49.46 43.22 7.32
UltimateAnalysis
Ash Carbon Hydrogen Nitrogen Sulfur Oxygen7.32 76.40 5.24 1.23 2.84 8.97
1.5.2. Analysis of load modulation capability in cogeneration
The simulation results of the three cases are listed in table 1-9. The design point stands for the performance parameters at the design point of the cogeneration system. The lowest power load point is achieved when the load of the power generation unit is reduced and the operation condition of the gasifier keeps unchanged but redundant syngas is used for methanol synthesis (all the discussion below is based on this regulation approach). In case 1, based on the premises as mentioned previously, the synthesis unit can handle a load increase of 10%. In case 2 and case 3, the capacity surplus of the synthesis unit enables a load increase capability of 20% and 30% respectively. Table 2 also lists the performance of IGCC, which has the same gas turbine combined cycle as the coproduction system and reaches its lowest power load point when the gasifier is operated at 70% load.
Tab.1-9 Main performance of polygeneration systems and IGCC at design point and the lowest power load pointCase 1 Case 2 Case 3 IGCC
Design point
Lowest power load point
Design point
Lowest power load point
Design point
Lowest power load point
Design point
Lowest power load point
C1D C1OD C2D C2OD C3D C3OD IGCCD IGCCODDesign capacity surplus percentage of synthesis
equipment0 10% 20% -
Coal input, t/d 3313 3313 3109 3109 2935 2935 1544 1111Steam generation during syngas
cooling, kg/s 30.19 30.19 27.47 27.47 25.20 25.20 10.21 4.33
Syngas fraction for methanol synthesis, % 53.44 58.78 50.38 62.64 47.43 66.35 - -
Power/chemical ratio 0.9 0.7 1.0 0.6 1.1 0.5 - -Methanol production, kg/s 17.69 19.35 15.64 19.35 13.9 19.35 - -
Recycle ratio 4.5 4.55 4.9 4.55 5 4.55 - -Space velocity, L(STP)/(kg*h) 7700 8519 7283 8522 6616 8519 - -
Compression work, MW 6.58 6.37 4.95 6.37 3.78 6.37 - -Gas turbine output, MW 154.43 133.84 154.43 109.31 154.43 88.13 154.43 103.21
Steam turbine output, WM 85.29 80.81 84.69 66.58 83.46 54.04 79.78 49.75Net power output, MW 161.56 139.36 164.14 108.52 166.19 81.66 201.55 122.70
35

Net thermal efficiency*,% 43.53 44.45 42.93 44.59 42.36 44. 67 36.64 30.9Gas turbine load % 100 86.87 100 70.78 100 57.07 100 66.8
Power load,% 100 86.25 100 66.11 100 49.14 100 60.8*net thermal efficiency is defined as: (net power output + methanol production x higher heating value of
methanol)/higher heating value of total coal input
From case 1 to case 3, there is a decline in the total coal input as well as the ASU power consumption. In addition, due to the decrease of methanol production, the compression work of the synthesis unit also drops. Therefore from case 1 to case 3, there is a slight increase in net power outputs of three cogeneration systems at the design point, which are 161.6MW, 164.1MW and 166.2MW respectively. The IGCC system has a lower ASU compression work and no power consumption in methanol synthesis process, resulting in a higher net power output than case 1 by 40MW.
Since methanol and electricity are of different energy quality, there is no generally agreed method to appropriately illustrate the energy utilization of cogeneration system, so the present paper uses the thermal efficiency method with the heating value of methanol. Figure 3 shows how the net thermal efficiencies of the coproduction and IGCC at the design of point and at the lowest power load point relate with the syngas percentage used for methanol synthesis. Because the methanol production system has a higher thermal efficiency (50%) than IGCC power generation system, the net thermal efficiency of the cogeneration system is higher than that of the IGCC system. When it is required to lower the power load of the cogeneration system, power/chemical ratio is reduced while the methanol production is increased, thus improving the net thermal efficiency of the system. Figure 1-22 also illustrates that the net thermal efficiency of the system shares the same trend as the syngas percentage for methanol synthesis, in addition, the higher the proportion of syngas used for methanol synthesis, the greater the net thermal efficiency is. In part load operation the net thermal efficiency of the IGCC system worsens significantly: when the power load is reduced to 60.8%, the net efficiency is only 30.9%.
Figure 1-22 Net thermal efficiency of polygeneration and syngas fraction for methanol synthesis
In case 1, the methanol synthesis unit has no capacity surplus percentage in the coproduction system at the design point, which can handle only 10% of load increase. If the operating condition of the gasification unit is kept unchanged, there is limited capability for the power generation units to reduce the power output, and the lowest power load achievable is 86.25%. In Case 2 and case 3, besides the load modulation capability of the power generation unit, the methanol synthesis unit is designed to have a capacity surplus percentage of 10% and 20% respectively, making the lowest power load achievable to be 66.11% and 49.14%. The IGCC system has its lowest power load of 60.8% when the gasifier is operated at the load of 70%. Figure 1-23 compares the load modulation capabilities of the coproduction system with different equipment capacity surpluses and the IGCC system, where the shadows of the column represent the achievable range of power load modulation. The design capacity surplus percentage of synthesis equipment enables certain load modulation capability without changing the operating condition of the gasification unit. When there is enough design capacity surplus of the synthesis equipment (for example, case 3 with 20% of equipment capacity surplus), coproduction system has a greater load modulation capability than the IGCC system, the latter one regulates
36

the load through the control of the gasification unit. As a result, when the power/chemical ratio is specified in the cogeneration system, equipment capacity surplus percentage can be designed to achieve the electricity load range required. When the load modulation capability of the synthesis unit reaches its maximum scope, a greater power load range can be obtained through the load regulation of the gasifier.
60.8%49.1%
66.1%
86.3%
0%10%20%30%40%50%60%70%80%90%
100%
1案例 2案例 3案例 I GCC
电力负荷百分数
Figure 1-23 Load range of polygeneration systems and IGCC
The analysis above aims at the cogeneration system when the power generation and chemical process are parallel connected, where the syngas distribution ratio between chemical process and power generation unit (that is, chemical/power ratio) close to 1:1 and the purge gas from the methanol synthesis unit is not used for power generation. Apart from this type, the coproduction system can have various structural configurations, for example, when the chemical/power ratio is 0, the cogeneration system is serial connected, where all the syngas is sent to the methanol synthesis unit and the unconverted gas is used for power generation. The syngas distribution between the power generation unit and the chemical synthesis may take the form of "big power generation, small methanol", for example, the chemical/power ratio of 4.4 corresponds to the coproduction system with an annual methanol output of 100,000 tons and net power output of 180 MW; otherwise it would manifested itself in the form of "big methanol, small power generation," for example, the chemical/power ratio of 0.4 corresponds to the system with an annual methanol output of 1 million tons and the net power output of 132 MW. The part load operation characteristics of cogeneration systems with different configurations are to be further analyzed in another study.
Once the requirement of power load regulation scope is specified, power/chemical ratio has a significant impact on the capacity surplus percentage of the methanol synthesis unit. Figure 5 illustrates the capacity surplus percentages corresponding to the minimum power load achievable when the reference power/chemical ratio is 0.4, 0.9 and 4.4 respectively (The reference power/chemical ratio of the cogeneration system is the one when the capacity surplus percentage of the synthesis unit is zero). For the systems with reference power/chemical ratio of 0.9(as previously discussed), when the capacity surplus percentage of the synthesis unit is 27.2%, the minimal power load is 41% limited by the load range of the gas turbine. When reference power/chemical ratio is 4.4 (which belongs to the “big power generation, small methanol” type), the load modulation capability of the cogeneration system by varying the syngas distribution between chemical process and the power generation to lower the power output decreases significantly; even if the equipment capacity surplus percentage is 30%, the minimal power load achievable is only 88.1%. When reference power/chemical ratio is 0.4 (which belongs to the “big methanol, small power generation” type), the minimal power load achievable is 59.1% if there is no equipment capacity surplus, and 21% if there is an equipment capacity surplus percentage of 8.6%, when the load of the gas turbine is 50%. As a result, the smaller the power/chemical ratio is, the more remarkable the impact of equipment capacity surplus percentage on the load regulation capability would be. When the power/chemical ratio is great enough, it is difficult to achieve large scale load modulation through equipment capacity surplus alone, and then it is necessary to lower the load of the gasifier.
37

0%10%20%30%40%50%60%70%80%90%
100%
0% 5% 10% 15% 20% 25% 30%合成设备容量盈余百分数
最小发电负荷百分数
=4. 4基础动化比=0. 9基础动化比=0. 4基础动化比
Figure 1-24 Correlation between lowest power load and capacity surplus of synthesis equipments
1.5.3. Conclusion
The polygeneration system couples the IGCC system and methanol synthesis system that share the same feedstock. When there is need to lower the power output, the gasification process unit, which takes a high proportion of total plant investment, can be kept in full capacity operation, while the power output can be regulated by adjusting the syngas distribution ration between the power generation unit and the methanol synthesis unit. If necessary, the load of the gasifier can also be reduced to further increase the scope of load regulation. As a result, compared with the IGCC system, the polygeneration system has a better economic performance and greater flexibility in part load operation.
Due to a higher thermal efficiency of the methanol synthesis process than the IGCC system, the polygeneration system is superior to the IGCC system in thermal efficiency. The higher the power/chemical ratio is, the more remarkable the superiority of the polygeneration in net thermal efficiency would be. When the power load is reduced while the operation conditions of the gasification unit is kept unchanged, the methanol production would increase, resulting in an increase in thermal efficiency of the polygeneration system. It implies that the polygeneration system can effectively avoid the poor part load performance in both thermal efficiency and economics, which is usually a problem for the IGCC power plant. And because of the increased thermal efficiency, CO2 emissions in part load operation can be reduced. Further analysis regarding the economic and emission characteristics of polygeneration systems in part load operation will be discussed in another paper.
When the power/chemical ratio is specified, the capacity surplus percentage of the synthesis equipment can be designed to enable some load modulation capability, with the aim to preserve the gasifier to its design capacity as close as possible.
The power/chemical ratio at design point of the polygeneration system is a key factor that contributes to the load modulation capability by adjusting the distribution ratio of syngas between the synthesis process and the power generation unit. With the power/chemical ratio of 0.9, the capacity surplus percentage of the synthesis equipment is 27.2% to reach the minimum power load of 41%, while with the power/chemical ratio of 4.4, it is impossible to regulate the power output in large scale by adjusting the synthesis process alone; hence the load adjustment of the gasifier is necessary. The smaller the power/chemical ratio of the polygeneration system is, the greater the impact of the capacity surplus percentage of the synthesis equipment on the power load modulation capability would be.
The requirement of load modulation has to be taken into consideration in the early stages of the system preliminary design, and suitable power/chemical ratio and the capacity surplus percentage of the synthesis unit should be properly chosen according to the range of power load regulation.
38

Part 2: Guidelines for carbon capture and geological storage in China
China has a huge CO2 emission, which is estimated to continue to increase with the future economy development of China in the next few decades, therefore reducing CO2 emission is a severe mission faced by China in coming years. CCS is thought to be a critical technology for CO2 emission reduction, especially for the countries or regions such as China with coal, a carbon intensive fossil fuel, as the dominant primary energy source.
For these reasons, the Tsinghua-BP clean energy research and education center regarded CCS as a key research topic and has conducted extensive researches on CCS. Studies of potential candidate CO2 sources for CCS implementation in China, the physical mechanisms, technical performances, and economic performances related with CO2 capture, transport and storage, were conducted and suggestion or guidelines for the actual implementation of each step of CCS for China based on the previous analysis of various aspects of CCS were also provided as a joint research program with world resource institute (WRI) sponsored by US department of state (See appendix C for details). The techno-economic assessment of CO2 capture systems has also been accomplished under the support of EU-China projects (COACH and NZEC), providing the priority of CO2 capture system development in China. The available technologies for all the key facilities for CCS implementation in China, including ASU, gasifier, syngas cleanup, sour gas shift reactor, acid gas removal, Clause sulfur recovery, hydrogen fired GT, chemical synthesizing units, CO2
compression &transport and storage, as well as the fundamental principals for geological storage of CO2 have also been investigated by cooperation with Shenhua group and some practical solutions to utilize or reduce the CO2 and CH4
emission from Shenhua's coal chemical plants and coal mines have been proposed. By cooperating with GreenGen in Tianjin, the Tsinghua-BP center is now working on a so called ADB project is to make a practical development roadmap based on the achievements by closely cooperation of experts from all the key fields that are related to CCS, including gasifier design, power system simulation and optimization, chemical engineering, pipeline design and operation, geological survey and simulation, etc., and the aim of the roadmap is to facilitate and direct which can facilitate the execution of the IGCC+CCS demonstraion project. Besides the strategy work for CCS, the Tsinghua-BP center also started to build-up a brand-new lab for clean coal combustion and CCS key issues study. The laser induced breakdown spectroscopy (LIBS) setup enables the center elemental concentration measurement and the high pressure autoclave system enables the center to investigate the CO2 purity requirement from CO2 pipeline transport point of view. The Tsinghua-BP center also start to work on a training simulator for a power plant with CCS, which would be very important to study the dynamic and economic performance of a coal burning power plant with CCS system attached.
2.1. Potential candidate CO2 sources for CCS in China
CO2 mainly comes from the combustion processes of fossil fuels in industry, such as power generation, coal chemical industry, iron &steel, cement, etc, among which power generation industry holds the largest percentage of CO2 emission, the CO2 emission of which takes almost half of all CO2 emitted around the world.
With the 30 years fast economy development, China has become the largest energy producing and second largest energy consuming country around the world1, with fossil fuels holding more than 80% of the total primary energy consumption, which results in large amount of CO2 emission. Among all the major industry sectors that have large amount of CO2 emission in China in 2006, coal power industry accounts for 2.3Gt, taking 40% of the total emission by that year; besides, the emission amount of single plant is large, which is good for centralized emission reduction, so that the fossil power industry is the industrial sector that has the largest CO2 mitigation potential among all sectors. Secondly, one significant difference of China from other countries is that, most of the other countries produce primary chemical feedstock using natural gas as the feeding, while China uses coal as the main feeding for primary chemical feedstock production since China is lack of natural gas resources. A direct result of that is China owns the largest coal
1 人民网,2009年 3月 27日。能源局:三年关停 3100万千瓦小火电 http://energy.people.com.cn/GB/9036588.html
39

chemical industry around the world, which consumes more than 100 million tons of coal each year. 2 Although the total amount of CO2 emission from the coal chemical industry is not as large as that of the coal power industry, when considering CO2 reduction, the coal chemical industry owns a unique advantage over the coal power industry: the CO2
concentrations of the flue gas from the coal chemical plants is much higher than that of the coal power plants, which provides a precious opportunity for CO2 emission reduction with much lower cost than from power plants.3 Besides the power industry and the coal chemical industry, there are some other important potential candidate sources for CO 2
capture, including cement, iron &steel, etc. These industries altogether form the most important industries for CO 2
emission reduction in China.
According to the actual situation of CO2 emission of China, and given comprehensive consideration to the factors concerned with both CO2 reduction potential as well as cost, China should start capturing CO2 from the coal chemical plants with large amount and concentrated coal chemical plants, and use the captured CO2 for enhanced oil recovery for storage as well as economic revenue. Following the coal chemical industry would be the coal power industry with the largest amount of CO2 emission and then the other large CO2 emitting industrial sectors such as cement, iron &steel, etc.
2.2. CO2 capture
CO2 capture is the process to separate CO2 from the other components in the flue gas from the industrial plants to get relatively pure CO2 stream for further treatment, transport and geological storage. Research on CO2 capture from flue gas of power plants has been on for several years around the world, and is also the most mature technology category for CO2 capture of all main industrial sectors, and CO2 capture from flue gases of other industrial sectors are quite similar from the view point of physical mechanism, therefore we introduce the technologies of CO2 capture from power plants as representative. Since China mainly relies on coal as the dominant primary energy source for power generation, here we mainly talk about CO2 capture from coal fired power plants.
Basically, there are three ways for CO2 capture from flue gas of power plants, i.e. post-combustion CO2 capture, pre-combustion CO2 capture and oxy-fuel combustion CO2 capture.
2.2.1. Post combustion CO2 capture
Post combustion CO2 capture process is for conventional coal or natural gas fired power plants. Since the basic working mechanisms for CO2 capture from these two kinds of power plants are almost the same, here we mainly talk about CO2 capture from the conventional powder coal-fired power plants.
2.2.1.1. Basic working mechanism and technical performances
The basic working mechanism of conventional powder coal-fired power plants is as follows. Coal is first grinded into fine powder and then blown into the combustion chamber together with blown air. In the chamber, the coal is combusted with O2 in the air, releasing huge amount of heat during the combustion process. A large amount of Flue gas is also formed during the process, so that the temperature of the flue gas is significantly increased. Then the high temperature flue gas formed during the combustion process exchanges heat with the water inside the water cooling wall to form overheated steam in the drum, and then the overheated steam is sent to following steps for power generation. The temperature of the flue gas is reduced during the heat exchanging process, after that it is sent to the flue gas treatment units for impurities removal, such as particular, SOx, NOx, etc. In the end, the treated flue gas is emitted from the powder coal fired power plant from the chimney.
To capture CO2 from the flue gas, a post combustion CO2 capture unit needs to be installed at the end of the flue gas flow, in which the CO2 is separated from other components in the flue gas by chemical or physical means. The captured
2 中国能源统计年鉴 2007,中国国家统计局,中国发展和改革委员会,2007.
3 科技日报。http://lvse.sohu.com/20080729/n258439767.shtml
40

CO2 is then sent to following steps for dehydration and compression for further transport and storage, and the left components in the flue gas (mainly N2 and a small amount of surplus O2) is released from the system as residual flue gas. The simplified working flow of a post combustion CO2 capture system is shown in Fig.2-1.
Fig. 2-1 Simplified flow chart of powder coal fired power plant with post-combustion CO2 capture
The main components of the flue gas from conventional powder coal-fired power plants include a high concentration of N2 (taken into the combustion system with O2 in the air), a small amount of surplus O2 which is not consumed during the combustion process, CO2 (8~12% concentration, mainly formed during the combustion process), and small amount of SOx, NOx and particular materials formed during the combustion process. Since the concentration of CO 2 in the flue gas is low, chemical absorption process is usually applied for separating CO2 from the other components, with MEA or MDEA as the common absorption solvent. SOx and NOx are both sour gases, which can react with the chemical solvent and cause inactivation of the solvent; besides, SOx, NOx and particular materials in the flue gas are important pollutants to the atmosphere. Therefore, before sent to the CO2 separation unit, the flue gas out from the boiler should go through a purification process to remove the these pollutants, to ensure the CO2 capture unit can work properly. The detailed working mechanism of a chemical absorption unit is shown as Fig. 2-2.
Fig. 2-2 Detailed working mechanism of the chemical absorption process
The core components of the chemical absorbing unit for CO2 capture are two columns: the absorbing column is the component in which CO2 is absorbed by the lean chemical solvent sprayed into it, forming rich solvent during this process. The formed rich solvent is then sent to the steam stripping column to separate CO 2 from the chemical solvent to achieve recycle of the solvent. The recycle process of the chemical solvent needs large amount of high temperature steam to heat the solvent, therefore this process is an energy-consuming intensive process. Usually, the high temperature steam is extracted from the steam turbine unit in the power generation system, therefore the net power
41

generation efficiency of the powder coal fired power plant is usually significantly reduced after post-combustion CO 2
capture unit is installed. The typical net power generation efficiency for a commercialized supercritical powder coal fired power plant is about 46%, which is reduced to just 35% after post-combustion CO2 capture unit is installed and capture 90% of CO2 in the flue gas.4 China has a total installed capacity of powder coal fired power plants of ~600GW, consuming more than 1.3Gt coal in 2007.5 That means that, if all the powder coal fired power plants (not considering the very small ones) are installed with post-combustion CO2 capture units, China will have to consume at least 0.4Gt more coal just for power generation, even if assuming China’s power demand stays constant, which seems quite impossible. Therefore, one of the largest barrier for large-scale implementation of post-combustion CO2 capture units in China’s powder coal fired power industry is the large energy penalty.
2.2.1.2 Main economic performances
Another import impact concerned with installation of post-combustion CO2 capture units for powder coal fired power industry is the economic impact. Table 2-1 shows the economic performance of a typical powder coal fired power plant before and after post-combustion CO2 capture unit is installed, from which it is clear that the specific investment and also Cost-Of-Electricity (COE) increased significantly due to the installation of post-combustion CO2
capture unit.6
Table 2-1 Economic performance change for powder coal-fired power plants after chemical absorption unit is installed for post-combustion CO2 capture
Index
Conventional technology coal fired power plants Advanced technology coal fired power plsntsAlstom et
al. Chen et al. Singh et al.
Gibbins et al. Parson Simbeck IEA GHG Robbins
2001 2003 2005 2005 2002 2002 2004 2005
Type of the boiler Subcritical Subcritical Subcritical Subcritical Ultra supercritical
Ultra supercritical
Ultra supercritical Supercritical
Emission control technology (SO2, NOx) FGD FGD FGD - FGD, SCR FGD, SCR FGD, SCR FGD, SCR
Installed power generation capacity /MW 434 248 400 400 506 520 758 524
Chemical solvent MEA MEA MEA MEA MEA MEA MEA MEAEnergy penalty due to CO2
capture /% 70 77 70 50 38 28 26 31
Financial Year 2000 2000 2001 2001 2000 2000 2004 2002Reference specific investment
before CO2 capture unit installed /$/kW
1161 1486 1319 1205
Specific investment after CO2
capture unit installed /$/kW 1943 2578 1894 1936
Increase of specific investment after CO2 capture unit installed /% 67.4 73.5 43.6 60.7
Reference COE before CO2
capture unit installed /$/MWh 20.6 26.0 51.0 42.9 43.9 46.1
COE after CO2 capture unit installed /$/MWh 66.8 65.0 82.4 70.9 62.4 74.1
Percents increase of COE after CO2 capture unit is installed % 224 150 62 65 42 61
Cost for 1t CO2 captured /$/tCO2 42 31 40 — 28 34 23 29
Cost for 1t CO2 avoided /$/tCO2 73 56 55 — 49 43 29 40
From Table 2-1, it can be clearly seen that, even for the relatively advanced supercritical or ultra supercritical power
4 Joris Koornneef, Tim van Keulen, André Faaij, Wim Turkenburg, 2008. Life cycle assessment of a pulverized coal power plant with post-combustion capture, transport and storage of CO2. International Journal of Greenhouse Gas Control, 2(4): 448-467
5 China Energy Statistical Yearbook 2008. National Bureau of Statistics of China. China Statistics Press, 2008.
6 IPCC. Special Report for Carbon Capture and Storage. Intergovernmental Panel on Climate Change, 2005.
42

plant, after post-combustion unit is installed for the powder coal-fired power plant, the specific investment for the plant significantly increases by 40%~70%, and the COE increases by at least 40%~65%. Since electricity is one of the most fundamental and important demand by modern industrial production and residential sectors, such a significant increase of electricity price will undoubtedly cause a significantly negative impact on the macro economy, which is obviously unaccepted under the current social-economic conditions of China as well as other countries around the world, therefore post-combustion CO2 capture can not be applied in large scale in the coal-fired power industry by now or in the near future, unless the increase of COE for powder coal fired power plants with post combustion capture can be reduced significantly in the future.
From our previous analysis, we can get a primary conclusion that the significant COE increase for powder coal-fired power plants with post-combustion CO2 capturing is mostly due to the large energy penalty for the CO2 capturing unit, in which the energy loss mainly happens in the steam stripping process to reactivate the chemical solvent. Therefore, much effort is given to study on how to reduce the energy consumption for the recycling of the solvent. Other types of chemical solvent, including MDEA, ammonia, potassium carbonate solution are all important candidates for post-combustion CO2 capture from powder coal-fired power plants.
2.2.1.3 Other issues related to post-combustion CO2 capture that needs attention
Besides the large energy penalty and the resulting increase of specific investment and COE, another two issues that needs much attention concerned with post-combustion CO2 capture are the release of the absorbing solvent and extra resources consumption.
The typical solvents used for post-combustion capture in coal fired power plants, such as MEA, MDEA, ammonia, etc., are all pollutants to the atmosphere. During the working process of post-combustion CO 2 capture, a small amount of the solvent will be released to the atmosphere from several steps along the whole flow chain of the post-combustion unit, causing new atmosphere pollution. Therefore, when considering installing post-combustion unit to the coal fired power plant, people should not only consider the effect of CO2 emission reduction, but also consider the comprehensive environmental effects resulted by implementation of post-combustion CO2 capture by other atmosphere pollutants, to get more concrete conclusions.
As mentioned above, one prompt consequence of installing post-combustion CO2 capture is the significant energy penalty and the resulting more coal consumption to generate the same amount of electricity. Besides coal, the post combustion CO2 capture unit will also result in more consumption of other kinds of resources, including limestone, MEA, ammonia, NaOH, etc. Therefore, to get a comprehensive assessment of the environmental effects by post combustion CO2 capture, people should conduct Lifecycle Assessment (LCA).
2.2.2. Pre-combustion CO2 capture
2.2.2.1 Basic working mechanism and technical performances
Pre-combustion CO2 capture is a new concept for CO2 separation from coal fired power plants, with a significant difference from the post combustion CO2 capture system, which is to separate or capture CO2 before the combustion unit, not from the flue gas after the combustion unit.
A typical coal fired power generation unit with pre-combustion CO2 capture is the IGCC plant with CO2 capture unit. The basic working mechanism of IGCC plant with CO2 capture system is as follows: the coal is first grinded into fine powder, and then spayed into a gasifier. In the gasifier, the coal reacts with steam as well as O 2 coming from the ASU, generating a hot syngas, which is mainly composed of H2, CO as the effective components, as well as a considerable fraction of CO2 formed during gasification process. Since N2 in the air is precluded from entering the gasifier by the ASU, the N2 concentration in the generated syngas is negligible, therefore the concentration of CO2+CO is much higher than the CO2 concentration in flue gas from powder coal fired power plants, which can significantly reduce the
43

difficulty to capture or separate the CO2 from the system. To future increase the CO2 concentration in the syngas to achieve higher capture ratio and lower capturing energy penalty and cost, the syngas then goes through a shift reactor, in which the CO in the syngas reacts with steam and generates CO2 and H2. By this point, all the carbon element in the syngas, which is from the feeding coal into the gasifier, is transformed into CO2, and the composition of the syngas changed into mainly H2 and CO2 (with small amount of steam). The CO2 concentration in the syngas now can reach as high as 40%. Then the syngas is sent to the CO2 separation unit, where the CO2 in the syngas is separated from the other gaseous components (mainly H2), and then the captured CO2 is sent to following steps for dehydration and compression, to be prepared for further transport and geological storage steps. During this process, we get nearly pure H2, which is then sent to the H2 turbine for power generation.
Fig. 2-3 shows a simplified working process of an IGCC plant with pre-combustion CO2 capture.
Fig. 2-3 Simplified flow chart of an IGCC power plant with pre-combustion CO2 capture
As the CO2 concentration of the syngas is as high as 40% when sent to the CO2 separation unit, which is much higher than the 8%~12% CO2 concentration in the flue gas in the post-combustion unit, the amount of the treated gas is much lower for the pre-combustion CO2 capture system than the post-combustion CO2 capture system, and the energy penalty for CO2 capture is also lower than post-combustion case. The detailed technical performances of an IGCC power plant before and after pre-combustion CO2 capture unit is installed are shown in Table 2-2.
Table 2-2 Technical performances of IGCC plant before and after capturing CO27
Index Shell(Case a)
GE(Case b)
Shell(Case c)
GE(Case d)
Thermal input (MW, LHV) 953.30 1177.30 1066.80 1270.90Gross power output (MWe)
Gas turbine power output 286.00 286.00 286.00 286.00Steam turbine power output 192.40 271.62 175.60 237.02Total gross power output 478.40 557.62 461.60 523.02
Power consumption of the units (MWe)ASU 45.10 72.50 50.91 78.54On-site auxiliary facilities 16.21 20.48 19.69 23.87CO2 compression unit 23.41 26.85Total power consumption of the auxiliary facilities 61.31 92.98 94.01 129.26
Net power output (MWe) 417.09 464.64 367.59 393.76Net power generation efficiency, (%), LHV 43.75 39.47 34.46 30.98
Overall power generation efficienty decrease due to CO2 capture, (%) 9.29 8.48
CO2 emission factor (gCO2/kWh) 725.02 804.24 86.09 92.80
7 Y. Huang, S. Rezvani, D. McIlveen-Wright, A. Minchener, N. Hewitt, 2008. Techno-economic study of CO2 capture and storage in coal fired oxygen fed entrained flow IGCC power plants. Fuel Processing Technology, 89(9): 916-925
44

SO2 emission factor (mg/Nm3) 58.4 58.7 46.5 46.6a. Shell dry feed gasifier, no CO2 capture, base case;b. GE slurry feed gasifier, no CO2 capture, base case;c. Shell dry feed gasifier + sulfur contained water gas shift reaction + CO2 capture;d. GE slurry feed gasifier + sulfer contained water gas shift reaction + CO2 capture;
From Table 2-2, we can see that implementing CO2 capture on IGCC plant will also result in significant energy penalty and therefore net power generation efficiency decrease, which is about 10 percentages based on the original one. Compared with the powder coal fired power plant with post combustion CO2 capture, however, the efficiency of an IGCC plant with pre-combustion CO2 capture unit is still about 10 percentages higher than that of the powder coal fired power plant with post combustion CO2 capture, since the net power generation efficiency of an IGCC power plant without CO2 capture is already about 10 percentages higher than that the powder coal fired power plant.
The working mechanism of the CO2 capture unit in the IGCC power plant is more or less the same as the chemical absorbing unit for CO2 capture in the powder coal fired power plant. For the post combustion CO2 capture unit in the powder coal fired power plant, chemical solution, such as MEA, MDEA, etc., which has strong chemical reaction activity and therefore bigger absorbing capacity for CO2, is usually selected as the absorbing solvent; while for the pre-combustion CO2 capture unit for IGCC power plant, as the CO2 concentration in the syngas after the water gas shift reactor unit is much higher than in the post combustion case, physical solvents, such as cold methanol, polyethylene glycol dimethyl ether, etc, which have much bigger solubility for CO2 than the other gaseous in the syngas, are selected for CO2 capture. Except for the selected solvents, there is not much difference for the CO2 separation system between the post-combustion CO2 separation unit and the pre-combustion CO2 separation unit, therefore the system configuration and working mechanism of the pre-combustion CO2 separation unit will not be discussed in detail in this report.
It is also clear from Table 2-2 that, the energy penalty resulted from the implementation of CO2 capture in an IGCC power plant mainly comes from two parts: one part of the energy penalty is resulted from the steam extraction from the steam turbine cycle for the regeneration of the CO2 absorbing solvent, and the other part comes from the CO 2
compression unit, which is a necessary pre-condition for the following CO2 transport unit.
By implementing CO2 capture on the IGCC power plant, CO2 emission can be significantly reduced by almost 90%, while SO2 emission can also be slightly reduced by about 20%, since the CO2 absorbing solvent can also absorb a part of the SOx in the syngas together with the CO2.
2.2.2.2 Main economic performances
Table 2-3 shows the main economic performances of an IGCC plant before and after implementing pre-combustion CO2 capture.
Table 2-3 Economic performance change for IGCC power plants before pre-combustion CO2 capture is implementedIndex Shell
(Case a)GE
(Case b)Shell
(Case d)GE
(Case f)Total capital requirement, Million US$ 559.70 616.14 708.50 747.39Specific investment per unit installed capacity, US$/kW (gross power output) 1169.9 1104.9 1534.9 1429.0
Specific investment per unit installed capacity, US$/kW (net power output) 1341.9 1326.1 1927.4 1898.1
Average COE, US$/MWh 48.57 49.66 67.52 68.65Composition of the average COE, %
Fuel cost 31.85 30.96 26.08 28.53Capital cost 30.16 30.56 32.71 31.63O&M cost expect for the fuel factor 37.99 38.48 41.21 39.84
COE increasement due to CO2 capture, US$/MWh 18.95 18.99
Cost for CO2 capture, US$/tCO2 captured 22.84 21.23Cost for CO2 avoidance, US$/tCO2 avoided 29.66 26.69
From Table 3, we can see that implementing CO2 capture will also result in a significant increase in the cost of electricity (~20US$/MWh, or ~40%), and the cost for CO2 capture is about 22US$/tCO2captured or
45

28US$/tCO2avoided, which are slightly lower than the powder coal fired power plant with post-combustion CO2
capture. This lower increase of COE and also lower cost for CO2 capture for the IGCC plant with pre-combustion CO2
capture are mainly due to the relatively higher CO2 concentration in the syngas, which suggests that from the viewpoint of energy penalty as well as COE increase or CO2 capture cost, IGCC plant would be a more preferable type of power plant than the conventional powder coal fired power plant.
However, this is not to say that we suggest China should replace the large amount of existing powder coal fired power plants in China with IGCC plants for large scale implementation of CO2 capture for CO2 emission reduction. The total installed capacity of the powder coal fired power plant is as large as 600GW, which requires an extraordinarily huge amount of money to replace them with IGCC plants, while also causing serious waste of the precious existing power generating infrastructures. To decide whether China should replace the existing powder coal fired power plants with IGCC plants for reducing CO2 capture cost and COE, or retain the existing powder coal fired power plants and retrofit them with post-combustion CO2 capture, to make fully use of the currently existing power generation infrastructures, should only be decided after people have done comprehensive assessment on the two options, which take the technical, economical, environmental as well as social aspects into full consideration.
2.2.2.3 Oxy-fuel combustion CO2 capture
Oxy-fuel combustion is referred to a special combustion process when fuel is burnt in pure oxygen instead of air, for the purpose of achieving higher combustion temperature. Oxy-fuel combustion is not a brand new concept which is just proposed by someone recently, but is a common technology in some industrial sectors, such as glass, metallization, etc, the production processes of which requires very high temperature.
2.2.2.4 Basic working mechanism and technical performances
As mentioned earlier, after a period of research on the working mechanisms, technical and economic performances of the PC power plant with post-combustion CO2 capture, people found that the most important factor that has resulted in the large energy penalty in the CO2 capture unit is the existence of N2 in the flue gas, which is taken into the power plant system together with the O2 in the air. Therefore, people proposed to take use of the technology of oxy-fuel combustion to lower the energy penalty as well as COE increase. That is to spray O 2 instead of air into the furnace of the boiler for fuel combustion, which precludes the existence of large amount of N2 in the flue gas out of the boiler, since the N2 has been removed out from the power generation sysgem in the ASU, before sprayed into the boiler. Therefore, the main components in the flue gas out from the furnace of the boiler would be CO 2 (>35%) and steam (~60%), and small amount of SOx, NOx and particular materials. After a dehydration unit, the steam in the flue gas would be removed, and then CO2 would be the absolutely dominant component in the flue gas, with a concentration of even more than 95%. Therefore, the flue gas from the boiler, after the dehydration process, can almost directly be sent to the compression unit, to be prepared for the following CO2 transport.
The simplified flow chart of an oxy-combustion power plant with CO2 capture is shown in Fig. 2-4.
46

Fig. 2-4 Simplified flow chart of an oxy-fuel combustion power plant with CO2 capture
As almost all the N2 in the air has been excluded from the system at the ASU, the amount of gas in the chamber of the boiler would be significantly less than that in conventional PC boiler, so that the ambient combustion temperature inside the chamber in the oxy-fuel combustion case would be significantly higher than the conventional air-fuel combustion case, i.e. while the ambient combustion temperature in the chamber in the latter case is only 1700~1800℃, the ambient combustion temperature in the chamber in the oxy-fuel case can reach as high as 3500℃, which is unbearable by normal metal materials that are used for building the boiler chamber. Therefore, in order to decrease the temperature inside the boiler to make conventional metal materials qualified for oxy-fuel, which is critical for the existing large amount PC power plant to be available for oxy-fuel combustion retrofit, a certain fraction of the flue gas out from the chamber (mainly composed of steam and CO2), after primarily purified of the particular materials, is resent to the chamber together with the inlet O2, to keep the ambient combustion temperature inside the chamber almost unchanged (as shown in Fig. 2-4). Usually, the volume of flue gas recycled to the boiler is usually 2~3 times of the inlet O2.
Oxy-fuel combustion is another pathway to capture the CO2 emitted from a PC power plant besides the post-combustion CO2 capture technology, with an advantage over the pre-combustion capture pathway which is that the oxy-fuel pathway can be applied to existing PC plants with only little retrofit required, while the pre-combustion pathway needs to build brand new power plants. For the oxy-fuel power plant, the combustion atmosphere in the chamber in the boiler is mainly CO2 and H2O, which is significantly different from the case of air-fuel boiler, so that the combustion process is quite different for the oxy-fuel boiler, therefore if people are to retrofit one conventional PC power plant into an oxy-fuel one, besides the installation of the ASU, it is also necessary to make some retrofits on the chamber of the boiler.
The technical performances of an oxy-fuel combustion power plant with CO2 capture is shown in Table 2-4.8
Index Conventional PC power plant
Oxy-fuel combustion power
plant with CO2
captureThermal output of the boiler /MWt 2026 2585
Energy loss along the whole chain
Heat loss at the steam condenser /MWt 1093 1382Power consumption at ASU /MWe — 181Power consumption for CO2 compression /MWe — 96Auxiliary power consumption /MWe 68 61
Total power output /MWe 933 1203Net power output /MWe 865 865Net power generation efficiency /% 42.6 33.5
8 Klas Andersson, Filip Johnsson, 2006. Process evaluation of an 865 MWe lignite fired O2/CO2 power plant . Energy Conversion and Management, 47(18-19): 3487-3498
47

Pollutant emission rate
CO2/kg/MWhe 855.2 5.8SOx/kg/MWhe 1.28 0.015NOx/kg/MWhe 0.53 0.220Dust/kg/MWhe 0.007 0.001
From Table 2-4, it can be seen that the power generation efficiency of an oxy-fuel combustion power plant with CO 2
capture is about 10 percentages lower than the reference air-fuel combustion PC power plant without CO2 capture, and it is also quite clear that the extra energy penalty for the oxy-fuel combustion power plant mainly happens at the air separation unit as well as the CO2 compression unit. Therefore, if people are to apply the oxy-fuel combustion technology in large scale, it is important to study on how to increase the energy utilization efficiency of the ASU as well as the CO2 compression facilities.
2.2.3. Main economic performances
For oxy-fuel combustion power plant with CO2 capture, since the requirement for ASU installation, retrofit of the chamber, as well as the extra energy penalty due to the ASU as well as CO2 compression, there would be some change on the economic performances based on the conventional air-fuel PC power plants. The main economic performances of an oxy-fuel combustion power plant with CO2 capture are shown in Table 2-5.
Table 2-5 Economic performances for an oxy-fuel combustion power plant with CO2 capture and the reference PC plant
Index Reference PC plant
Oxy-fuel combustion
plant
Capital cost requirement /million US$
Main body of the power plant 1430 1824.55ASU — 395.97Flue gas treatment unit — 46.10
Total annualized cost /million US$/a 273.40 417.39Annualized capital cost /million US$/a 164.52 260.77Annualized O&M cost /million US$/a (fixed + variable)
Main body of the power plant 29.89 38.13ASU — 15.83Flue gas treatment unit — 1.85
Fuel cost /million US$/a (fixed + variable) 79.00 100.82Cost of Electricity (COE) /$/MWh 42.1 64.3Specific CO2 emission /kgCO2/MWh 855 5.8Cost for CO2 avoidance /$/tCO2(avoided) — 26
When comparing the oxy-fuel combustion CO2 capture technical option with the post combustion CO2 capture technical option, we find that both of them will cause a significant energy efficiency decrease of about 10% as well as some other changes on environmental performances, and both will cause an increase of COE by >20US$/MWh, resulting in a CO2 avoiding cost of >20US$/tCO2(avoided). Since both technologies are under their way of further improvement by thousands of scientists and engineers around the world, we can not make a judgment about which technology is more promising and should be implemented in large scale for existing PC plants retrofits for CO2 capture. What people should do now is to promote the R&D on these two technologies at the same time, to wait and see which one will transcend the other.
2.3. CO2 transport
Most of the time, the locations of the CO2 sources where CO2 capture happen are not necessarily qualified places for geological storage of CO2. Therefore, the captured CO2 needs to be transported to the sites for geological storage. Generally, there are mainly 3 ways for CO2 transport: tankers (for offshore transport), pipelines, and tanks by roads or railways. Up till now, most studies on CCS concern with onshore geological storage sites, therefore, the study on CO 2
transport are focused on onshore transport pathways in this report. Pipeline is generally considered more favorable
48

from energy and economic viewpoints for transporting huge amount of fluid such as natural gas and CO2, therefore here in this report we only talk about CO2 transport by pipelines.
2.3.1. Basic physical principles for CO2 pipeline transport
In order to well understand the physical principle for CO2 pipeline transport, it is necessary to first understand the basic physical properties of CO2. Fig. 2-5 is the phase diagram of CO2.
Fig. 2-5 Phase diagram of CO2
If CO2 is transported in a pipeline at normal pressure, when it is a gas, the diameter of the pipeline needs to be quite big to be able to transport large amount CO2 in one pipeline. Therefore, the CO2 needs to be compressed to high pressure. The perfect phase of CO2 for pipeline transport is the supercritical phase, at which the CO2 has a high density similar to liquids, so that the diameter of the pipeline can be significantly reduced while being capable of transporting large amount of CO2; at the same time, supercritical CO2 has rather low viscosity, therefore the energy loss during the transport process along the pipeline can be reduced. From Fig. 2-5, it is clear that CO2 will turn into a supercritical phase when its temperature and pressure are respectively higher than 31.3℃ and 7.38MPa. The pressure condition can be satisfied by compressing the CO2 as the capturing plant, and installing pumping stations along the pipeline when necessary. However, as the pipeline is always exposed to the outside environment without heating devices, so that normally, the temperature of CO2 inside the pipelines will be greatly influenced by the environment temperature, which is usually between 3~40℃, therefore the temperature of CO2 in the pipelines can not always be kept above the critical temperature (33.8℃). As a result, in reality, CO2 in pipeline is usually transported in a pressure higher than the critical pressure and a temperature higher or lower than the critical temperature, at which the CO2 is transported in the supercritical phase or dense-phase (a phase at which the pressure of the fluid is higher than the critical pressure and the temperature lower than the critical temperature).
Up till now, only US and Canada have constructed CO2 pipelines, with a total length of about 6000km, which are mainly used for transporting CO2 to oil field for EOR.9 US has over 35 years history for constructing and operating CO2
pipelines, which carry over 40million tons of CO2 for EOR. The CO2 pipelines in US are mainly located in oil &gas producing states, such as Texaco and New Mexico. Fig. 2-6 shows the main CO2 transport pipelines in US and their locations.
9 According to the documentation of DOT, this 6000km only considers the pipelines in record.
49

Fig. 2-6 Main CO2 pipelines in US and their locations
2.3.2. Component standards for the CO2 stream by pipeline transport
Although people have experience in operating CO2 pipelines for more than 30 years, transporting CO2 from captured sites in pipelines is still a new thing for most countries including China. Pipeline transport of CO 2 brings about some new problems, which needs special attention.
The most significant difference of CO2 from natural gas (mainly CH4) is that CO2 is a sour gas, which can form carbon acid and cause serious corrosion to the made-up metal of the pipelines when it co-exists with water. Therefore, the captured CO2 needs to be dehydrated at the capturing site before it is sent to the pipeline. A common principle that most people must know is that, the more thoroughly the dehydration process is, the higher energy penalty there would be for the dehydration process, and the energy penalty increases together with the increase of removal ratio of steam in the CO2 in an exponential law. Therefore, much effort is being given to study the maximum tolerance for the steam content in the CO2, to reduce energy penalty for dehydration to the largest extent while ensuring that the metal of the pipeline is not corroded.
Besides CO2, the CO2 stream sent into the pipeline also contains small amounts of other gaseous components, such as H2S, SOx, NOx, CH4, etc., that are formed during the gasification or combustion process, or non-condensable gas such as O2, N2, Ar, etc., that are brought into CO2 with air. These trace amount gases also have some impacts on pipeline transportation of CO2. H2S, SOx and NOx are also sour gases, which can corrode the pipe together with steam, so that the steam should be removed from the CO2 stream, which is also the requirement by CO2. Besides, existence of the non-condensable gases, including O2, N2, CH4, Ar, etc., can significantly increase the critical pressure of CO2, which will make it much more difficult to get the CO2 liquefied, and the power consumption for liquefying the CO2 would increase significantly. Therefore, before sent to the pipeline, the CO 2 stream must also go through some processes to remove these impurities and lower their concentration to some extent.
When deciding the concentration standards on the components in the CO2 stream, people should not only considers the impacts of the components on pipeline operation itself, but also consider their potential impacts on the local or regional environment as well as the safety and health of the residents and eco-systems near the pipe once a leakage happens. Among all the major gaseous components except for CO2, SOx and NOx are major atmosphere pollutants; H2S is not only a major atmosphere pollutant, but also vital to human body and animals. H 2S can cause unconsciousness or even death at very low concentration in the atmosphere, therefore special attention must be given to H 2S. Besides these gaseous components, in the CO2 stream there could also be a trace amount of Hg that are brought into the system from the feeding coal of the power plant. If the CO2 stream leakages from the pipeline, the Hg contained in the stream can
50

easily cause serious pollution to the underground potable water. Therefore, people should never forget the potential environmental impacts by Hg when deciding the concentration standards for the major components in the CO2 stream.
Up till now, there has not been any widely acknowledged standard for the concentrations of the impurities, since the physical and chemical mechanisms the interactions between the components and the metal as well as the around environments are still not quite clear, many researchers around the world are still on their way to make these clear. The only primary standard for the concentrations for the major components in the CO2 stream is given by US oil &gas industry for their EOR activities, which are shown in Table 2-6.
Table 2-6 Standard for the concentrations of the major components in the CO2 stream for EOR industry in US
Component CO2
/%vol
Free water /%vol
Steam /g/m3
H2S /ppmbw
Total S /ppmbw O2 /ppmbw N2 /%vol CxHy
/%volGlycol /
L/m3
Concentration standard ≥95 0 ≤0.489 ≤1500 ≤1450 10 ≤4 ≤5 ≤4×10-5
2.3.3. Design, construction and operation of CO2 transport pipelines
2.3.3.1 Design of CO2 pipelines
The possible leakage of CO2 stream inside the pipeline might cause serious problems, such as human deaths and injury, underground water contamination, local environment pollution and eco-system destroy, etc., project operators must be very cautious when designing the pipelines. We summarized all the factors that should be taken into fully consideration when designing the pipelines.
Fig. 2-7 Main CO2 pipelines in US and their locations
When designing CO2 pipelines, the project operators normally would follow certain procedures, including determining the operational parameters (temperature and pressure), determining pipeline diameter, selecting building materials, making corrosion-prohibitive plan, designing pipeline components, making plans for midway re-pressurization, etc. Restricted by the length of this report, here we will not go deep into detailed plan and methods for CO2 pipeline design.
51

2.3.3.2 Construction of CO2 pipelines
If China is to implement CCS in large scale in the future, the total scale of the CO2 pipelines required would be quite big, which would form a super large pipeline-net that covers many areas in the country. Since the leakage of the CO 2
stream might cause various serious consequences on the nearby residents, as well as the local environment and eco-system. Therefore, project operators must be very cautious when selecting the routes for the CO2 pipelines.
As explained earlier, as there is still no widely acknowledged conclusions on the exact impacts of CO2 stream leakage, people have not finally made out universal standards for routes selection for the CO 2 transport pipelines. However, based on our preliminary understanding on the physical and chemical properties of CO 2 and the other major components in the CO2 stream in the pipeline, we can make some general principles for routes selection: first, the routes of the CO2 pipeline should to the utmost avoid the area with dense population, with active or potentially active seismic activities, or with sensitive eco-systems. However, here is one point that needs to be underline: as the early stage for CO2 pipeline construction, as the number for the CO2 pipelines is small, it is still possible that all the CO2
pipelines could avoid the these sensitive areas. However, as time goes along, since the implementation scale of CCS and number of CO2 pipelines increase, it is unavoidable that there would be a part of the CO2 pipelines must go through some areas with dense population. Therefore, at this condition, it is usually for the project operators to install some extra accident-prohibitive devices, and make stricter plan for pipeline operation and emergency mitigation.
For the construction of CO2 pipelines, as China has got abundant experience in construction of natural gas, and there is no significant difference in the construction of natural gas pipelines and CO2 pipelines, we can just consult the experience of constructing natural gas pipelines for the construction of CO2 pipelines. Fig. 2-8 shows the general working procedures for the construction of CO2 or natural gas pipelines.
Fig. 2-8 General working procedures for the construction of CO2 or natural gas pipelines
2.3.3.3 Operation of CO2 pipelines
The issue that needs to be tackled during the operation process of CO2 pipelines is directly related to the potential leakage of CO2 stream. Specifically, the project operator should keep on monitoring the pipeline during the operation process of CO2 pipeline, and watch out for the potential leakage. And, once the operator confirms that leakage happens, they should take reasonable mitigation measures to reduce the damage caused by CO2 stream leakage.
2.3.3.3.1 Monitoring of CO2 pipeline during operation
The parameters that need to be monitored include: flow rate of the CO2 stream, pressure, temperature, and etc. These parameters gained by these monitoring instruments are the first-hand basis to confirm the states of CO2 stream flow and the pipeline. Pipeline monitoring is very mature technology in oil &gas industry, and the technology and experience of the oil &gas industry can be easily transferred to the monitoring of the CO2 pipeline. Therefore, there is little technical
52

barriers in the monitoring of CO2 pipeline.
However, as the leakage of CO2 stream could cause serious impacts on the safety &health of the local residents, eco-system and environment, the monitoring plan for the CO2 should be stricter than that for the natural gas pipelines. This could be achieved by increasing the number of monitoring instrument and the frequency to collect data, and decrease the threshold value for the system to give an alarm.
Besides instrument monitoring, the project operator could also apply artificial monitoring for the high-danger fluid pipelines such as the CO2 pipeline. Artificial monitoring normally contain two basic methods including watch and smell. If an accident happens to a CO2 pipeline and the CO2 stream leaks in large scale, as the CO2 leaked into the atmosphere will expand immediately, absorbing large amount of heat during this process, sometimes people could see white fog in the local area around the place where leakage happens with naked eyes. Therefore, appoint some monitoring personnel to inspect alongside the pipelines at regular time could also increase the accuracy and promptness of monitoring. Another suggestion is that the project operators could take the industrial experience with city coal gas, which is to add small amount odorants that have apparent and special smells, such as sulfur ether, disulphide, and Aromatic substances with sulfur, etc. 10,11 Once leakage happens to the CO2 pipeline, the local residents and workers alongside the pipeline can notice the leakage with the help of the odorants in the air, which can effectively increase the timeliness of pipeline accident monitoring. At the same time, however, we have to realize that adding odorants to the CO2 stream will inevitably increase the operation cost of the CO2 pipeline, and increase the content of impurities in the CO2 stream to be injected underground.
2.3.3.3.2 Emergency mitigation and accident remediation
Although various measures have been taken to increase the safety, and decrease the accident ratio with the CO 2
pipelines, it is still impossible to completely eradicate the happening of pipeline accidents. Once an accident happens to a CO2 pipeline, the project operators should immediately take mitigation and remediation measures, to reduce the deaths &injuries, as well as property loss by the accidents.
Normally, once an accident happens to a CO2 pipeline, the first thing that the project operators must do is to evacuate the local residents in areas around the accident site, to reduce human deaths and injuries. Besides, the operator should take measures to treat the pipe where the accident happens. Generally speaking, the accidents with CO2 pipelines can be divided into two kinds, which are respectively leakage and blow-out. Leakage can be further divided into slight leakage and serious leakage. Among the three kinds of accidents scenarios, the most serious one is blow-out. The reason that can result in pipeline accidents is firstly the invalidation of pipeline materials (such as the safety valves, gaskets, welding seams, and sealing. The second important factors that can result in failure of CO 2 pipelines are corrosion and external force.12,13
There are mainly two pathways to treat the pipeline accidents: repair and replacement. If it is confirmed that the pipeline accident is caused by slight fractures in the main body of the pipeline or components such as valves, the defect can be fixed by installing sealing bands; or if the reason for the pipeline accident is serious defect on the main body of the pipeline or the components, such as significant deformation, big fracture or blow-out, then it is necessary for the project operators to replace the corresponding components. No matter whether the project operator is to repair or replace certain components, the general working procedure is first to shut down the pipe section from the two ends, and then execute the repairing or replacing work. To ensure the tightness and pressure-bearing performance, pressure test is necessary for the pipe section between the two shut-down valves after the repair or replacement work is completed. After the tightness and pressure-bearing performance of the pipe section after repair or replacement are confirmed by pressure test, the project operator could reopen the shut-down valves, and the CO2 pipeline could start to work again.10 Intergovernmental Panel on Climate Change (IPCC). Special Report: Carbon Dioxide Capture and Storage. September
2005. <http://www.ipcc.ch/activity/srccs/index.htm>11 Usher, Michael J., Odor Fade: Possible Causes and Remedies, Alf Atochem North America Inc., CGA Gas
Measurement School, London June 1999.
12 Gale John, and John Davidson. "Transmission of CO2—Safety and Economic Considerations." Energy 2004; 29:1319-1328.
13 Kadnar, Joy. Carbon Dioxide Pipeline. Briefing to the Senate Energy and Natural Resources Committee. Washington, DC: April 2007
53

If the large scale leakage of CO2 caused by the accident of CO2 pipeline results in soil acidification or other negative impacts, the pipeline operator must take effective remediation measures on the impacted water body or soil. The remediation measures for CO2 emission will be discussed in detail in the storage sector, so that we will not go deep into detail in this transport sector.
2.4. CO2 storage
Generally speaking, there are mainly two ways to store the captured CO2, one is geological storage, and the other is oceanic storage. The concept of geological storage has been proposed since a long time ago, and has gained more and more attention from both academic people and governments. Up till now, a large number of studies on geological storage are being executed around the world, and geological storage is believed to hold big promise to be able to promote in large scale in the near future, therefore geological storage is a key technology for the human beings to reduce CO2 emission in the atmosphere. At the same time, however, there are still much doubt about the feasibility of oceanic storage of CO2, since people are not yet quite clear about the large amount of basic physical and chemical mechanisms for oceanic CO2 storage; besides, the problems related to risks and responsibilities are far from totally resolved, which are basically in the stage of concept research, therefore in our report, we only consider the geological storage of CO2 which has bigger potential, and do not refer to the oceanic storage.
2.4.1. Introduction
Geological storage is referred to the activity to inject the CO2 into deep geological formations underground, keep the CO2 in the formation for a very long time, and prevent the stored CO2 from coming up and back to the atmosphere. The idea of geological storage of CO2 came to people since people found that large amount of CO2 can be kept in geological reservoirs for thousands or even millions of years naturally, which are known as natural CO2 reservoir. For the past 35 years, US and Canada have been using the CO2 exploited from the CO2 reservoir for enhanced oil recovery (EOR). Therefore, people suggest that since CO2 could naturally be kept in underground formations for geological periods, CO2
captured from artificial sources can be injected to similarly qualified geological reservoirs for the purpose of keeping the CO2 away from the atmosphere for a long time. This is the origin for the concept of geological storage of CO2.
2.4.1.1 Basic physical and chemical mechanisms for CO2 geological storage
Simply speaking, for CO2 to be able to be effectively stored underground, there are several conditions that must be satisfied: 1) the reservoir for CO2 storage should has enough big capacity for CO2 storage, which is determined several factors including the area and height of the reservoir, the porosity permeability of the reservoir, as well as the heterogeneity of the reservoir, etc.; 2) above and below the reservoir, especially above the reservoir, there should be a caprock that is big enough to cover the whole reservoir, and the permeability of the caprock should be so low that the CO2 covered below can not permeate through it. With these two conditions satisfied, the CO2 injected underground could be effectively stored in the reservoir. In order to increase the efficiency for the utilization of the space in the reservoir, the CO2 inside the reservoir should be kept supercritical, which requires that the pressure of the CO2 should be higher than its critical pressure (7.38MPa). As the pressure in underground reservoirs increases with the depth of the reservoir, the potential candidate reservoirs chosen for CO2 storage should be at a depth of more than 1000m, where the pressure is greater than 10MPa, which is enough to keep the CO2 supercritical.
In fact, the geological storage of CO2 is realized through several physical and chemical mechanisms, which are explained in detail as follows.
a. Stratigraphic / structural trapping:Stratigraphic trapping is the most dominant physical trapping mechanism for CO2 geological storage. Once injected, the supercritical CO2 is usually more buoyant than the other liquids that might be present in the reservoir (saline water, or oil, etc.). The Co2 will therefore percolate up through the porous rocks until it reaches the top of the formation where it meets and trapped by the big and impermeable caprock
54

above the reservoir, as shown in Fig. 2-9. After the injection ceases, all the well drilled that connect the reservoir with the atmosphere are sealed with solid physical plugs made of steel and cement, a method which is already used extensively by the natural gas storage industry.
Fig. 2-9 Schematic diagram for stratigraphic trapping
b. Residual trapping
This is a second physical trapping mechanism for geological storage of CO2 that happens soon after CO2 is injected into the reservoir. In this mechanism, the porous rock acts just like a tight, rigid sponge. As the supercritical CO2 is injected into the reservoir, it displaces the fluid originally in the reservoir as it moves upward though the porous rock. As the CO2 continues to move, fluid again replaces it, but some of the CO2 will be left behind as disconnected, or residual, droplets in the pore spaces which are immobile, just like water in a sponge, as shown in Fig. 2-10. This is often how the oil was held for millions of years.
Fig. 2-10 Schematic diagram for residual trapping
c. Solubility trapping
After injected into the reservoir, as the CO2 contacts with the fluid (such as saline water or oil) originally in the reservoir at the phase surface, a part of the CO2 will gradually be dissolved in the reservoir fluid. The reservoir fluid with CO2 dissolved inside is denser than the “fresh” fluid without CO2 dissolved, so after dissolving an amount of CO2, the fluid will sink to the bottom of the reservoir, and replaced by the “fresh” fluid which moves upward and dissolves more CO2, as shown in Fig. 2-11. The dissolving of CO2 in the reservoir fluid is a very slow process, so that this process takes dozens or even hundreds of years, and finally a large part of the CO 2 injected into the reservoir will be dissolved in the fluid, so that the high pressure inside the reservoir due to the injection of large amount of CO2 can be reduced, and the security of the reservoir is increased.
55

Fig. 2-11 Schematic diagram for solubility trapping
d. Mineralization trapping
The final mechanism that helps to realize safe and long-term geological storage of CO2 is called mineralization trapping. After the CO2 dissolves in the saline water (for saline aquifer storage), a small part of the CO2 will react with water, the chemical function of which can be explained as:
The reaction between CO2 and water forms carbonate acid, which is a relatively strong weak-acid. Carbonate acid will be ionized in water, forming ions including H+, CO3
2, and HCO3-, which will make the saline water acid.
The porous rocks inside the reservoir are usually sandstone, limestone, dolostone, etc., the chemical composition of which are mainly carbonates and silicates of Mg, Al, Na, etc. Carbon acid can react with these carbonates and silicates, forming heavy carbonates. The chemical functions of these reactions are as follows:
With the ongoing of these reactions, the amount of carbonate acid in the saline water decreases gradually, and the acidity of the saline water decreases too. According to the principle of chemical equilibrium, with the decreasing of the content of carbon acid, the CO2 dissolved in the saline water will continue to react with water and form carbonate acid, and the formed carbonate acid continues to be consumed by the reaction with the rocks in the reservoir. At the same time, as more CO2 dissolved in the water is consumed by the reaction between CO2
and water, the amount of CO2 dissolved in the water decreases too, so that more free CO2 that has not been dissolved in the water due to the restriction of the solubility of CO2 in water can be dissolved in the water. This process can be simply explained by Fig. 2-12 as shown below.
Fig. 2-12 Schematic diagram for solubility trapping
In this way, as time goes along, the amount of CO2 at the inter-surface between the CO2 and saline water decreases with the “dissolving→carbonate acid formation→ionization→mineralization” chain, while the amount of CO2 consumed by the chemical reactions increase, until the a reaction equilibrium is reached for the total reaction system. By this time, a considerable part of the CO2 injected into the formation is dissolved in the saline water, a part reacts with the saline water and generates carbonate acid, and a part of the CO2 that has formed carbonate acid is ionized into H+ and HCO3
-, and a very big part of the CO2 has been transformed into heavy carbonates through
56

the chemical reaction between carbonate acid and the rocks. As the solubility of the heavy carbonate is usually quite small, an absolutely large part of the formed heavy carbonates will attach to the surface of the porous rocks, and becomes a part of the rocky structure. Up till now, the pressure and the amount of free CO 2 in the reservoir reduces to the lowest level since the completion of CO2 injection, and the buoyant force bore by the caprock from the potential of moving upwards of the CO2 is reduced significantly, and the safety level of the storage project reaches the highest level since the completion of CO2 injection activities. However, here is one thing needs to be underlined: since the processes of CO2 dissolving, carbonate acid ionization and chemical reactions are quite slow, the total process needs hundreds or even thousands of years to reach the final state, which is quite a long time period.
Above we introduced all the major geological, physical and chemical mechanisms to realize long term storage of CO2 in geological reservoirs. From this explanation we can get a general idea about risk evolving along time for geological storage of CO2 in reservoirs. From the time when CO2 injection starts, the pressure inside the reservoir increases as more CO2 is injected into the reservoir, therefore the risk of fractures and faults; by the time when the CO2
injection activity ceases, the pressure inside the reservoir increases to the highest, with the risk for leakages also reaching the highest level. Then, with the other trapping mechanisms such as the residual trapping, solution trapping and mineralization trapping, start to function, the amount of free CO2 inside the reservoir decreases with time, resulting in the pressure inside the reservoir decreasing, so that the risk for leakage also decreases gradually with time. Therefore, the trendline for the risk with geological storage of CO2 can be shown as Fig. 2-13.
Fig. 2-13 Schematic diagram for the trendline of risk with CO2 geological storage14
Besides storing the captured CO2 in geological formations such as the saline aquifers, the captured CO2 could also be stored in other kinds of geological formations. For example, the captured could be injected into oil field, to enhance the oil recovery ratio while storing a part of the CO2 in the oil reservoir, which is called EOR; besides, injecting the captured CO2 into gas fields to enhance the natural gas recovery while realizing the geological storage of CO2 is also possible, which is called EGR. Besides, people also find that it is feasible to inject the captured CO 2 into deep and non-recoverable coal mines to increase the recovery of the coal-bed methane, while storing the injected CO2 in the coal seam, which is called ECBM. Basically speaking, mechanisms to realize the geological storage of CO2 by these means are similar to the mechanisms for CO2 storage in saline aquifers, therefore this report will not go deep into details for these means of CO2 storage due to the length of the report.
14 Benson, S., Potential Liabilities and Mitigation Strategies for CCS – Presentation at WRI Workshop, June 2007
57

2.4.1.2 Industrial practice of CO2 geological storage around the world
Up till now, there are already several large scale industrial demonstration projects for geological storage, including the Weyburn EOR project in Canada, the Sleipner Saline aquifer project in Noway, the In Salah Project in Algeria and the Gorgan Aquifer project in Australia (still under construction). The implementation of these industrial projects helps people gain some precious early technologies and experiences for geological storage of CO2. The basic information of the three operating industrial demonstration projects is given below.
2.4.1.3 The Weyburn EOR Demonstration project in Canada
The Weyburn Oilfield lies in Saskatchewan Province of Canada. This demonstration EOR project started in September, 2000, which uses CO2 to increase the pressure inside the oil reservoir, and enhance the recovery ratio of oil; besides, this demonstration project is also aimed to demonstrate the feasibility, safety and effectiveness to store CO 2 in the oil reservoir for a long time. What’s more, this project is also aimed to study the scientific and technical problems such as monitoring measures and plan, and emergency mitigation plan, etc., that are closely related to CO2 geological storage projects.
The CO2 used by Weyburn EOR Project comes from the Great Plains Synfuel Factory in North Dakota in US. This factory uses coal as the feeding stock to produce artificial natural gas as the alternative fuel for natural gas, the production process of which will emit a large amount of CO2 with a purity of more than 90%. The demonstration project captures 3million tons CO2 from the factory, which takes about 50% of the total CO2 emission of the factory. The capture facility in the Great Plains Synfuel Factory is also the biggest facility for CO 2 capture. About 1million tons of he captured CO2 is then sent to the Weyburn Oil Field in Saskatchewan Province through a 320km long pipeline, and then injected into Weyburn Oil Field for EOR production, as shown in Fig. 2-14.
At the same time, with a total 80million US$ financial support from IEA, governments of US, Canada, EU, Japan, etc., there are more than 30 research programs that are ongoing in the Weyburn Demonstration EOR Project, to study the technical problems including detailed geological structure, tightness of the wells, monitoring technologies and plans, safety and risk management, as well as many non-technical problems, such as public communication, policy, etc., which have gained large amount of experimental data and results. Till now, the Weyburn EOR Demonstration Project has injected more than 17.5million tons of CO2 in to the oilfield accumulatedly, and the injection is still ongoing, which is estimated to last until ~2035.
58

Fig. 2-14 Schematic diagram of the Weyburn EOR Demonstration Project in Canada
2.4.1.4 The Sleipner Saline Aquifer Demonstration Project in the North Sea in Norway
The Sleipner Saline Aquifer CO2 storage Demonstration Project belongs to Statoil Company owned by Norwegian Government. In order to reduce CO2 emission, Norway began to impose carbon tax on the industrial companies with large CO2 emission from 2001, which is 40€/tCO2. The imposition of carbon tax forced the carbon-intensive industrial companies to take all available measures, such as energy conservation, energy alternation, etc., to reduce the CO2
emission during their production processes.
The Sleipner Oil &Gas Field lies in the Norwegian part of the North Sea, with a natural gas annual production of 15bcm (~10million tons), which is the second largest natural gas field in Norway. The natural gas recovered from the Sleipner Field contains relatively high concentration of CO2 (4~9.5%), which needs to be removed from the natural gas to make it qualified for pipeline transport and sale. The total amount of CO2 removed from the natural gas in Sleipner Field is as high as 1million tons per year. If all these CO2 is emitted to the atmosphere, Statoil Company needs to pay a carbon tax as high as 40million €/a to the government. To reduce the production cost, Statoil Company decides to store the CO2 separated from the natural gas in Sleipner, and the reservoir finally chosen for CO2 storage is the Utsira saline aquifer (700~1000m depth) just on top of the Sleipner Gas Field, which is about 2500m deep. The Utsira Formation has a south-north length of 400km, and a east-west width of 50~100km, and a total area of about 26,000km 2. The average thickness of the saline formation is 200~300m, and the gross total capacity for CO2 storage of the formation is about 42 billion tons, which is equivalent to Norway’s CO2 emission in 1000 years, if the emission rate of Norway keeps at the current level.
In the Sleipner Project, natural gas is first extracted to an off-shore natural gas production platform, where the CO2 in the natural gas is separated, compressed to high pressure, and then injected into the Utsira saline aquifer through an injection well that connects the platform and the saline formation. To increase the efficiency for CO2 injection, the CO2
injection well of the Sleipner Project is determined to be a horizontal one. Fig. 2-15 shows the schematic diagram for the implementation of the Sleipner Saline Aquifer CO2 storage Demonstration Project.
Fig. 2-15 Schematic diagram of the Sleipner Project
In order to ensure the effectiveness and safety to store CO2 in the saline aquifer for a geological length of time period, many EU countries and major oil &gas companies in Europe have been doing a lot of research work including monitoring, simulation, and etc., accumulating large amount of precious actual data and experience. Based on the data
59

gained, the researchers have gained a much more detailed understanding about the moving process, storage mechanism as well as the change of the geological conditions inside the saline formation.
2.4.1.5 The In Salah Depleted Gas Field Storage Demonstration Project in Algeria
The In Salah Project is a joint-venture natural gas production program in the desert areain the middle of Algeria co-funded by BP, Statoil as well as the Sonatrach Company, the largest oil company in Africa. T he natural gas produced at In Salah Gas field contains a CO2 component of 10% concentration, therefore the CO2 should be removed before the natural gas is sent to sale. To test the feasibility of geological storage of CO2, as well as to improve the levels of unit technologies and the integration technology , the In Salah Project began to inject CO2 into underground for demonstration from August, 2004.
The storage formation chosen for CO2 storage is the Krechba Gas Field in the In Salah Area. The total natural gas reserve of the Krechba Gas field was 2.34Tcf, and has been producing natural gas at a rate of more than 10million tons annually from 1997 when it started to produce natural gas. Each year, the CO 2 separated from the natural gas in the Krechba Gas Field is more than 4million tons. The demonstration project finally seleted the gas reservoir that has been out of natural gas in the Krechba Natural Gas Field for CO2 storage. Up till now, there are in total 3 CO2 injection wells in the Krechba Gas Field, which inject over 1million tons of CO2 into the gas reservoir each year. This demonstration project has been ongoing successfully for 5 years. The schematic diagram of this demonstration project is shown as Fig. 2-16.
Fig. 2-16 Schematic diagram for the In Salah Krechba CO2 storage Demonstration Project
While injecting CO2, BP and Statoil are doing ongoing monitoring and research on the move of CO 2 after injected into the formation as well as the change of geological conditions inside the gas formation for CO2 storage. Up till now, the monitoring technologies applied in the In Salah Demonstration Project and their effects are shown respectively in Table 2-7.
Table 2-7 Monitoring technologies applied in the In Salah Demonstration Project and their effects
Technology State /effect4 dimension seismic monitoring Detailed monitoring plan made; one of the most
important monitoring technologies.4 dimension gravity monitoring The model has been completed, with weak signalsTracer monitoring Started in January, 20064 dimension electro -magnetic No apparent signals by primary monitoring
60

monitoringDynamic modeling New model completedFlow rate monitoring Moderated monitoring effectCO2 monitoring at the well head Sampling monitoring is ongoingChemical monitoring of the formation water
The monitored results combined together with Shared Earth Model
Injection monitoring Ongoing right nowMonitoring on the interactions among the rocks, fluid and pressure.
Statoil is doing experimental research in Norway
Micro-seismic monitoring Ongoing right now
2.4.2. Risk assessment and accident mitigation measures
The implementation of any projects will be accompanies by some risks, and CO2 geological storage is no exception. For CO2 geological storage projects, the risks mainly come from the leakage of CO2, which last from the beginning of CO2 injection until long time after injection activities are over. Therefore, the project operators should assess the leakage risk and the potential damages that could be resulted from CO2 leakage during the whole process of CO2
geological storage projects.
The risk assessment activities for geological storage projects could generally be divided into several categories, including the recognition of risks, assessment of the potential damage resulted from the risks, and making accident mitigation and remediation plans, etc.
2.4.2. 1 Risks recognition and management
The object of risk recognition is to find the possible pathways for potential CO2 leakage. There are a number potential pathways through which CO2 leakage could happen, mainly including:
a. Incompleteness of the sealing unit or invalidation of the caprock;
The sealing unit or the caprock is the primary mechanism that prevents the injected CO2 from going upwards and re-entering the atmosphere. Although the project operators will do detailed site characterization and exploration, there is still a minor possibility that the sealing unit of the finally selected site for CO2 geological storage is in fact incomplete, and CO2 could leak from the formation.
Besides, since the pressure inside the formation increases along with the process of CO2 injection , there is an increasing potential that the caprock can no longer bear the high pressure of the formation, and inter-connecting fractures or faults are formed on the caprock. If this happens, the CO2 injected into the formation can leak from the formation through the newly formed fractures or fault.
b. artificial penetrations (wells);
For any CO2 geological storage projects, there must be a number of artificial penetrations on the caprock of the geological formation, which include CO2 injection wells and monitoring wells, as well as oil /gas production wells (for EOR, EGR, ECBM or depleted oil and gas fields storage projects). These wells will inevitably penetrate the caprock and inter-connect the CO2 formation with the atmosphere. Therefore, to keep the injected CO2 effectively stored in the formation for a long time, it is necessary to plug all the wells after the CO2 injection activities cease, only leaving a small amount of monitoring wells.
In reality, however, the plugging or sealing of the wells are sometimes not quite qualified, or may even invalidate as time goes by, so that once this happens, the CO2 injected into the formation could leak along the wells and return to the atmosphere.
c. Faults and fractures
61

As explained earlier, there could exist a number of faults or fractures on caprock of the geological formation that is selected for CO2 geological storage. Normally, the faults and fractures in the caprock of the formation selected for CO2 storage should be sealed naturally, to make the formation a qualified one. However, the fractures and faults sometimes can re-open due to the pressure increase inside the geologic formation, and form channels for the stored CO2 to leak.
d. Natural or artificially caused seismic accidents could result in formation of new faults or enlarge the size of currently existing faults, which form inter-connections between the CO2 formation with the protected underground resources or the atmosphere. 15
Earthquakes are very common natural activities of the crust. Besides the naturally incurred seismic activities, the significant pressure increase inside the formation could also cause seismic activities. When the seismic activity is strong enough, the tightness and completeness of the caprock can sometimes be broken, resulting in CO2 leakage.
e. Subjective factors
Besides all the objective factors explained above, several subjective factors could also result in the leakage of CO2. For example, if some people drills a well that inter-connect the CO2 formation and the atmosphere without knowing the existence of the CO2 formation, then CO2 leakage would happen. Therefore, the subjective factors that might result in CO2 leakage should also be taken into careful consideration when trying to recognize all the potential leakages pathways.
2.4.2.2 Assessment for the damages due to CO2 leakage
The leakage of CO2 could result in a series of damages. In detail, these damages include:
a. The leaked CO2 enters the underground potable water formations.
The impacts of CO2 leakage on the underground potable water resources include three aspects:
1) CO2 dissolving in the underground water can cause the acidification of the water, which can solute part of the rocks in the water formation, and make the heavy metal elements enter the underground potable water;
2) The trace materials in the CO2 stream will cause pollution to the underground potable water;
3) The saline water that removes due to the injection of the CO2 might enter the underground potable water resources, and cause salinization of the potable water resources.
b. The leaked CO2 enters reservoirs of valuable mineral resources
There might be some valuable mineral resources in underground formations. Once the leaked CO 2 enters the mineral resources, the value of the resources might be reduced, or even the mineral resources might be invalidated.
c. The leaked CO2 enters the surface water systems or the soil
The respiration process of root of the vegetables would be restricted at environments with high CO 2 concentration. Therefore, if the leaked CO2 enters the soil and accumulate to high concentration, the growing of vegetables would be negatively impacted, or even the vegetables might die.
Besides, if the CO2 enters the surface water systems (rivers and lakes, etc.), the surface water systems would be acidized. Much too high acidification will directly impact the growing of the propagation as well as the bacteria in the water system, or even result in ecosystem disasters in the surface water systems.
d. The leaked CO2 accumulate on the land surface
CO2 is denser than the air, so that once CO2 leaks and enters to the land surface, it could accumulate in low-lying areas with bad ventilation, causing significant increase of the CO2 concentration in the local atmosphere. If the concentration of CO2 in the atmosphere gets too high, people and animals would have difficulty in respiration, or
15 Friedmann, SJ 2007, Operational protocols for geologic carbon storage: Facility life-cycle and the new hazard characterization approach, 6th Annual NETL conference on Carbon Capture and Sequestration, Pittsburgh, PA ExchangeMonitor, Oral 034
62

even asphyxiation might happen; when the CO2 concentration gets 50,000ppm, unconsciousness will happen; when the CO2 concentration gets higher than 100,000ppm, deaths of human or animals could happen in very short time.
e. The leaked CO2 reenters to the atmosphere
The primary purpose of CO2 geological storage projects is to reduce the amount of CO2 that enters the atmosphere, therefore to mitigate the climate change due to over emission of greenhouse gases. If the stored CO2 leaks to the atmosphere in large scale, this means that the primary of the CO2 geological storage project is not met, and will further hasten the trend for global climate change, so that results in risk in global climate change.
2.4.2.3 Accident mitigation and remediation measures
Previously we have recognized the potential risk scenarios and the corresponding impacts of CO2 leakage. In this part of the report, we will introduce some effective measures for accident mitigation and remediation.
Once the stored CO2 leaks from the storage formation, the project operators could take the following measures to mitigate or remediate the accidents.
a. If CO2 leaks from the storage formation through the faults or fractures in the caprock, the project operators could take the following measures: 1) shut down the valves, and stop CO2 injection; 2) decrease the injection rate as well as the injection pressure; 3) extract the water or other fluids out of the formation, to decrease the pressure inside the formation; 4) increase the upstream pressure to build a liquid-pressure barrier, or to install a chemical sealing belt, which can stop the CO2 from continuing leakage; 5) stop CO2 injection, extract the CO2 out from the formation and inject it to more qualified formations;
b. If CO2 leaks from the monitoring or abandoned wells, the project operators could take the following measures: 1) Re-plug the well through which leakage happens; 2) repair the leaking wells with standard well-completion technologies, such as replacing the CO2 injection tube or the sealing units; 3) plug the un-repairable wells and abandon them; 4) increase the upstream pressure to build a liquid-pressure barrier, or to install a chemical sealing belt, which can stop the CO2 from continuing leakage; 5) stop CO2 injection, extract the CO2 out from the formation and inject it to more qualified formations;
c. If the leaked CO2 enters the vadose zone and accumulate in the soil, the project operators could take the following measures: 1) apply the standard extraction technologies to extract the CO2 from the vadose zone and the soil; 2) pump the accumulated CO2 out from the trenches or other low-lying areas to the atmosphere or re-inject the CO2
into underground formations; 4) apply the irrigation and drainage technologies, or add some alkali materials (such as lime) to the soil, which can repair the acidified soil due to the leaked CO 2; 4) increase the upstream pressure to build a liquid-pressure barrier, or to install a chemical sealing belt, which can stop the CO2 from continuing leakage; 5) stop CO2 injection, extract the CO2 out from the formation and inject it to more qualified formations;
d. If the leaked CO2 accumulates in underground potable water formation, the project operators could take the following measures: 1) drill wells in the caprock on the underground potable water formation, and then extract the dissolved CO2 in the water; 2) pump the underground water up to the land surface, and remove the CO2 inside the water with the help of natural ventilation, and then re-inject the water back to the formation; 3) restrict the contaminated underground potable water within a certain area by installing a liquid-pressure barrier, which can be realized by allocating the CO2 injection wells and extraction wells properly; 4) Wait the contaminated underground potable water resources to recover by itself by the natural ecological &geological chemical mechanisms; 5) increase the upstream pressure to build a liquid-pressure barrier, or to install a chemical sealing belt, which can stop the CO2 from continuing leakage; 6) stop CO2 injection, extract the CO2 out from the formation and inject it to more qualified formations;
e. If the leaked CO2 accumulates in indoor atmosphere, the project operators can take the following measures: 1) use the artificial ventilation devices or pressurization devices to extract the indoor CO2 out of the indoor space; 2) increase the upstream pressure to build a liquid-pressure barrier, or to install a chemical sealing belt, which can stop the CO2 from continuing leakage; 3) stop CO2 injection, extract the CO2 out from the formation and inject it to more qualified formations;
63

f. If the leaked CO2 accumulates in the surface water systems, the project operators can take the following measures: 1) the shallow surface water systems (such as the shallow lakes or streams) with apparently natural flow will quickly release the dissolved CO2 into the atmosphere; 2) generally speaking, CO2 geological storage projects should avoid be chosen at sites near to deep lakes with stable stratifications. However, if the leaked indeed causes impacts to this kind of lakes, a dynamic ventilation system might be needed to remove the dissolved CO2 out from the lake. 3) increase the upstream pressure to build a liquid-pressure barrier, or to install a chemical sealing belt, which can stop the CO2 from continuing leakage; 4) stop CO2 injection, extract the CO2 out from the formation and inject it to more qualified formations;
2.4.3. Implementation process of a CO2 geological storage projects
Based on the previous analysis which are explained in the previous part of this report, and consulting the existing experiences gained by the ongoing industrial demonstration projects as well as research programs, we can suggest an implementation process diagram for CO2 geological storage projects, which is shown as Fig. 2-17.
Fig. 2-17 Schematic diagram for the proposed implementation procedures for a CO2 geological storage project
2.5. Other CCS guidelines supporting studies
2.5.1. Early action of CCS for China
Scientists of the Intergovernmental Panel on Climate Change (IPCC) have reached favorable judgments about the prospects for CO 2
capture and storage (CCS) as a major carbon mitigation option. It is now widely recognized that the most significant obstacle to the routine pursuit of CCS is successful demonstration of CO 2 storage at “mega-scale” in geological formations—with emphasis on deep saline formations, which account for most of the geological storage opportunity. (To characterize the size of needed demonstrations, the term “mega-scale” is often used—a word that refers to the geological storage of at least one million tonnes of CO2 per year per project.) Such projects are needed not only to address scientific questions that can only be answered in projects that inject and store CO2 at rates comparable to those for commercial projects but also to demonstrate to the satisfaction of a wide
64

range of stakeholder groups that CCS is a viable major option to be included in the portfolio of carbon mitigation options. Such projects are also needed to provide the experience base needed for formulating practicable regulations governing CO 2 storage. Having CCS as a major carbon mitigation option is especially important to coal-intensive energy economies such as those of China and the United States.
An international political framework for early CCS action has already been established. At the July 2008 G8 Summit in Japan an agreement was reached by the G8 countries that twenty large-scale fully integrated CCS demonstration projects worldwide would be committed by 2010 and deployed by the middle of the next decade, with the aim of establishing the basis for broad commercial deployment of CCS technologies after 2020. The US agreed to host at least 10 of these projects. In July 2009, the leaders of the G8 countries re-iterated their July 2008 call for 20 mega-scale CCS projects to be committed worldwide by 2010 to help spur broad commercial deployment after 2020 [2].
Much if not all of the incremental cost of CCS for the 20 projects called for by the G8 will probably have to be paid for by governments (individually or collectively) because of the likelihood that in many if not most parts of the world carbon prices will be lower initially than what will be needed to make pursuit of CCS a profitable activity for private companies.
If governments will have to pay for the incremental CCS cost they will want to pursue projects in which they can maximize the learning about the gigascale prospects of CCS per dollar (or per Yuan) spent. An important consideration is that systems making chemicals or synfuels from coal generate, as a natural part of the process of their manufacture, relatively pure streams of CO 2
16 for
which the incremental cost of CO2 capture is very low—a fact that can be exploited to facilitate lower-cost early CCS action, as discussed below.China is unique in the large number of existing and planned projects for making ammonia and other chemicals from coal, a natural part of the process of which is the generation of pure CO 2 streams. This uniqueness stems from the fact that China has limited domestic oil and natural gas resources and so has evolved a chemical industry that is based mainly on coal as a feedstock. Taking advantage of CO2 streams generated in this industry, some of the 20 integrated CCS projects called for by the G8 to be deployed during the next decade might be expeditiously located in China.
Meng, et al. [3] conducted an early evaluation of the possibility of utilizing CO 2 streams from ammonia plants in China for CO2
storage demonstration projects. They identified nine specific plants located within 150 km of potential CO 2 storage sites (deep saline aquifers, operating oil fields for enhanced oil recovery, and unmineable coal seams). Here we build on the work of Meng et al. by identifying a considerably larger number of existing and planned facilities that vent pure CO 2 streams in the process of making ammonia, methanol, or synfuels via both direct and indirect liquefaction [Fischer-Tropsch liquids (FTL)] processes. Existing facilities offer the potential for near-term capture projects, while facilities still in the planning stages offer opportunites for more-optimized capture/storage projects. Our analysis also reviews research on prospective CO 2 storage opportunities carried out since the Meng et al. paper was published. The larger number of CO 2 sources, together with the newer research on potential CO 2
storage sites enables us to put forth a more comprehensive analysis of the possibilites for matching CO 2 sources and sinks that might provide the basis for mega-scale demonstration projects in China. We additionally provide preliminary estimates of prospective costs for such projects.
2.5.1.1. Low-cost CO2 sources in China
When CO2 is captured post fossil fuel combustion from flue gases (in which its concentration is 3-15% percent [1]), the capture cost is made up of costs for: (i) extraction of CO2 in an appropriate chemical solvent, (ii) the recovery of the CO2 as a pure stream from the solvent and regeneration of the solvent for reuse, and ( iii) compression of the CO2 to the pressure needed for transport by pipeline to the CO2 storage site. Of these CO2 capture cost elements, the only one required for capture at coal-to-chemicals or coal-to-synfuels plants is the relatively modest cost of CO 2 compression, because removing CO2 as a nearly pure stream is an essential step in production and is thus paid for as an inherent part of the coal-to-chemicals or synfuels process [4]. Figure 1 is a generic representation of a coal-to-chemicals or synfuels process.
Gasification of coal using oxygen from an air separation unit (ASU) produces a synthesis gas consisting primarily of CO and H2. After cooling and cleaning, the gas composition is adjustedin a water gas shift reactor to achieve the desired CO to H 2 ratio for efficient further processing. Consider an ammonia plant. 17 In this case the shift reaction proceeds to the extent of producing essentially only H 2 and CO2. The CO2 would be separated from the H2
using one of several available commercial acid gas removal technologies. The H 2 would then be combined with nitrogen also
16 To illustrate, a byproduct of the production of about 140,000 barrels per day of synthetic liquids (3/4 fuels,1/4 chemicals) from coal by Sasol at its two Secunda plants in South Africa is the production of streams of pure CO2 that are vented at a rate of 20 million tonnes per year [1]—making this the largest point source of pure CO2 emissions on the planet.17 In 2007, China produced nearly 42 million t of nitrogen contained in ammonia fertilizer.[5] More than 60% of all ammonia production capacity (as of 2006 [6]) was based on coal gasification. The remaining capacity was based on use of natural gas or oil residues. Less pure CO 2 is emitted from natural gas-fed ammonia plants compared with coal-fed plants.
65

derived from air via the ASU to make ammonia. At a typical fertilizer factory, about 40% of the CO 2 would be reacted with the ammonia to make urea. The remaining CO 2 is vented to the atmosphere today. Alternatively, the CO 2 now vented could be compressed for pipeline transport and underground injection, as depicted in Figure 2-19. The pressure at which the CO2 is available to a compressor varies depending on the acid gas removal technology adopted. 18 Compression costs are lower at higher recovery pressures.
To estimate the emissions of pure streams of CO 2 from selected coal conversion facilities in China, we apply emission factors (EFs) drawn from various sources. For coal-to-ammonia plants we assume an EF of 3.27 t CO 2/t NH3.
19 For coal-to-methanol plants, we assume 1.55 t CO2/t MeOH [9]. For coal-to-synfuels, we assume for Fischer-Tropsch liquids 4.74 t CO 2/t FTL [4] and for direct coal liquefaction 2.88 t CO2/t liquids produced.20
These emission factors were applied to the estimated production levels of almost 400 facilities that we identified from literature sources [5,7,10], annual industry reports [11], government and corporate websites [12-19], and personal communications. The facilities include 310 coal gasification-based ammonia plants, 84 coal-to-methanol plants, 3 coal to FTL plants, and 1 direct coal liquefaction plant.21 Cumulatively the estimated emissions from all of these plants is some 270 million tCO 2 per year. Table 1 shows the distribution of plant sizes: 12 ammonia plants and 45 planned or under-construction coal to methanol or coal to liquids plants are of mega-scale in terms of annual CO2 emissions. We have mapped all sources assuming (to simplify identication of where the plant is approximately located) that each is at the center of the city near where it is located (Figure 2-20).
2.5.1.2. CO2 sinks in China
Some recent research has focused on estimating potential CO 2 storage capacity in China, including in oil fields, gas fields, deep saline formations and unmineable coal seams, as summarized in Table 2-8. There are significant variations among different estimates, reflecting the preliminary nature of the estimates due to lack of detailed geological data.
The most recently published estimates cited in our study are by Li, et a. [21]. They estimate a total capacity of 4.8 GtCO 2 storage potential for oil fields, 5.2 GtCO2 for gas fields, and about 12 GtCO2 for unmineable coal seams. These are all relatively small capacities considering that China’s total CO2 emissions from fossil fuel use today is about 6 Gt/yr. But Li et al [21] have also estimated that the capacity in deep saline aquifers may be over 3 TtCO 2, of which about 75% (2.3 TtCO2 ) is in onshore formations and 25% (0.78 TtCO2) is in offshore formations below the seabed. Figure 3 shows the distribution of these potential CO 2 storage reservoirs in China.
Estimates of saline aquifer storage capacity made by Li et al. [21] are a factor of twenty larger than estimates published in a paper with the same lead author two years earlier [22]. These two papers use the same estimation methodology. The wide gap between the two estimates can be largely explained by the difference in the value of one key parameter in the analyses. For the earlier paper the authors assumed that the ratio of the area of deep saline formations to total area of all sedimentary formations is 0.01 [22]. For the later paper, it seems that it is assumed that this ratio is 1.
In both cases, the approach was to estimate the volume of brine contained in each sedimentary basin in China and how much CO 2
could physically be dissolved in this brine. In actuality, the amount of CO 2 that will dissolve in a brine is relatively small (less than 0.020 tCO2 per tonne of brine under a range of brine salt concentrations [26]), which would suggest that Li et al’s estimates are conservative, since some injected CO2 could be trapped by mechanisms other than dissolution [1]. In fact, other mechanisms, notably storage of CO2 in a separate phase as a dense supercritical fluid, will come into play because CO 2 would typically be injected into a formation faster than it can be dissolved in the brine. For CO 2 storage in a separate superctrical phase, cap rock seals are needed to prevent escape. Because of the lack of empirical data, Li’s analyses [21, 22] did not consider the presence or absence of seals. Li and colleagues are currently working to refine their capacity estimates to better account for such factors (Li, personal communication, April 2009). Ultimately detailed reservoir assessments are needed to determine more accurately the storage
18 CO2 can be separated from gaseous mixtures using a variety of processes. Processes that absorb CO2 in a physical solvent are favored for removal when the mixture is available at elevated pressures. Differences in the solubility of different gases under different temperature and/or pressure conditions help determine the choice of the solvent to be used in such cases. Two common solvents are Rectisol (chilled methanol) and Selexol (dimethyl ethers of polyethylene glycol). Typically large coal-to-chemicals or fuels projects adopt Rectisol-type technology. Smaller projects tend to use the Selexol-type technology. 19 The EF for an ammonia plant depends slightly on the gasification technology used. Meng et al.[3] indicate 3.16 t CO2/t NH3 for ammonia plants using a Texaco (GE) gasifer and 3.34 t CO2/t NH3 with a Shell Gasifer. IEA uses 3.8 t CO2/t NH3 regardless of gasifer design [9]. Since, as Meng et al. has shown, differences in EF among gasifier types are small, we assume for simplicity the same EF for all plants, regardless of design. Our EF estimate is from a feasibility study for a Chinese coal-to-ammonia plant using a Shell gasifer [8]. 20 This emission factor for direct coal liquefaction plants is based on discussions with REN Xiangkun, Shenhua Coal to Liquid Group (Sept. 2009). Most of the CO2 streams are from the gasification-based production of the H2 used to liquefy coal and hydrogenate the raw oil in direct coal liquefaction plants. 21 Nearly all of the ammonia plants in this study (306 out of 310) are operating plants. Most of the coal-to-methanol plants (84 out of 88) and all of the coal-to-liquids plants are at different phases of construction. Plants producing chemicals/fuels other than ammonia, methanol, and hydrocarbon fuels are not included in our analysis.
66

capacity of saline formations in China
2.5.1.3. CO2 source-sink matching to identify early CCS project opportunities in China
Here we combine the forgoing analysis of CO2 sources and potential sinks to make a preliminary identification of candidate projects in China for early CCS demonstrations. We limit our consideration of sources only to facilities which have CO 2 emissions of at least one million tonnes per year. This results in a total of 27 candidate CO 2-emitting facilities (Appendix A) distributed among five regions of China: Huabei, Ordos, Dongbei, Yuwan, and Xinjiang. Table 2-8 shows estimated CO2 storage capacities in saline aquifers and in oil fields in each of the five regions, along with total annual emissions of the candidate sources in each region.
67

Fig.2-19 Schematic of coal to chemicals or synfuels plants.
Table 2-8: Size distribution of CO2 emissions from coal-to-chemicals and coal-to-synfuels plants in China
Type of facilities Net CO2 streams per facility(Million tCO2 /year)
Number of facilities
Total net CO2 streams (Million tCO2 /year)
Ammonia22
<0.5 276 45.00.5 - 1.0 22 15.4
>1.0 12 14.7Subtotal 310 75.1
Coal to Methanol23
<0.5 22 7.20.5 - 1.0 19 15.9
>1.0 43 149Subtotal 84 172.1
Coal to liquids24
<0.5 0 00.5 - 1.0 2 1.5
>1.0 2 21.8Subtotal 4 23.3
TOTALS 398 270.5
22 At ammonia plants, some captured CO2 is used for urea production. The CO2 stream estimates here are net of CO2 use for urea production. CO2
consumption for urea production is calculated assuming a consumption factor of 0.73 kt CO 2/kt urea [3]. Urea production data are available for ammonia plants for which annual CO2 emissions are greater than 1.0 Mt. For other ammonia plants, urea production is estimated using stoichiometric relationships, based on the assumption that all ammonia would be used to synthesize urea at a rate of 1.76 t urea/t NH3 [3]. Additionally, some of these plants co-produce methanol. CO2 streams associated with methanol production are considered in the totals.23 For coal-to-methanol and coal-to-FTL plants, the calculations are based on estimated production once all phases of the plant are operating. (Plants are often built in phases, with the first phase tending to involve a much smaller output than after all phases are complete.) 24 The National Development and Reform Commission has approved only two large-scale coal-to-liquids projects: the Shenhua direct coal liquefaction project in Inner Mongolia (approved for operation) and the Shenhua Ningdong Fischer-Tropsch project in Ningxia Province (approved for feasibility study) [20].
Coal Gasification
Gas Cooling & Cleaning
Water Gas ShiftCO + H2O = H2 + CO
H2S, CO2 Removal
Syngas Conversion
Air Separation Unit
Coal
Air
Oxygen CO2
Compression Pipeline Transportation
Injection Underground
68

Fig.2-20 Locations of nearly 400 existing and potential pure CO2 streams in China
Table 2-9: Estimates of CO2 storage capacity in China.
Source of EstimateEstimated capacity in saline
formations(Gt CO2)
Estimated capacity in oil fields
(Gt CO2)
Estimated capacity in gas fields(Gt CO2)
Estimated capacity in unmineable coalbeds
(Gt CO2)
X. LI, et al (2008) [21] 3,160 (total)2,380 (onshore)
4.8 (total)4.6 (onshore)
5.18 (total)4.28 (onshore)
12.0 (total)12.0 (onshore)
X. LI, et al (2006) [22] 143.5 (total)77.38 (onshore)
Y. LIU, et al (2006) [23] 30.48 (total)23.80 (onshore)
Y. LIU, et al (2005) [24] 12.78 (total)H. YU. (2005) [25] 141.7 (total)
69

Fig.2-21 Possible CO2 storage sites in China [21].
For the purpose of estimating the distance between CO2 sources and potential sinks (and thereby the cost of transporting the CO 2), we superimpose the locations of these 27 facilities onto maps of sedimentary basins in each of the five regions. The maps of sedimentary basins are from Li and Lv [27]. Consistent with Li et al’s estimates of saline aquifer storage capacities, we assume that suitable sedimentary layers for CO2 storage exist in each sedimentary basin. Of course this assumptions must be verified via detailed basin assessments. We also estimate distances from CO 2 sources to oil field, considering the possibility for CO 2
injection/storage via enhanced oil recovery (EOR).In each of the five regional maps that we show below (Figures 2-22 through 2-26), we show concentric zones around each of the
27 CO2 sources at radii of 50, 100 and 150 km, on the basis of which we can estimate the straight-line distance between each CO 2
source and the nearest potential aquifer sink or oil field sink.Table 2-11 summarizes the source-sink matching results. The majority of the candidate CO 2 sources are found in the Ordos,
Huabei and Dongbei regions. Considering all five regions, most of the CO 2 sources (23 out of 27) are located within 50 km of a deep saline formation potentially suitable for storing CO 2. Most of the CO2 sources (20 out of 27) are also located more than 150 km from an oil field, although there are two facilities within 50 km and a total of seven within 150 km of oil fields.
Table 2-11: Regional estimates of CO2 storage capacity and number of CO2 sources within indicated distance from potential storage site.
Number of mega-scale CO2 sources
Region
Estimated CO2 storage capacity (109 t)a # of CO2
sources
Distance (km) to onshore saline aquifers
Distance (km) to onshore oil fields
Aquifers Oil fields <50 50-100 100-150 >150 <50 50-100 100-150 >150
Huabei 262b 1.9 9 6 2 1 0 1 2 2 4Ordos 257 0.36 9 9 0 0 0 1 0 1 7
Dongbei 358c 1.6 5 4 1 0 0 0 0 0 5Yuwan 186d 0.065 2 2 0 0 0 0 0 0 2
Xinjiang 997e 0.39 2 2 0 0 0 0 0 0 2TOTALS 2,060 4.3 27 23 3 1 0 2 2 3 20(a) Capacity estimates are from Li et al. [21]. (b) Of this total, 233 Gt are estimated to be in the Bohai Basin and 29 Gt in the Qinshui Basin.(c) Saline formation storage estimates: 228 Gt in Songliao Basin, 85 Gt in Erlian Basin, and 45 Gt in Sanjiang Basin. (d) Estimate of 178 Gt in South Huabei (Hehuai) Basin and 7.5 Gt in Nanxiang Basin.(e) Saline formation storage estimates: 746 Gt in Tarim Basin, 197 Gt in Zhunggar Basin, and 54 Gt in Tu-Ha Basin. Oil field storage estimates: 0.069 Gt in
Tarim fields, 0.20 Gt in Zhunggar fields, and 0.12 Gt in Tu-Ha fields.
70

150 Km Buffer
100 Km Buffer
50 Km Buffer
Oil Fields
Gas Fields
Sedimentary Basins
0 100 200
Kilometers
1
7
8
4
6
Zhongyuan Oil Fields
Huabei Oil
Fields
Dagang Oil
Fields
Shengli Oil
Fields
Liaohe Oil
Fields
Bohai Bay Basin
Qinshui Basin 3
Jidong Oil
Fields
Ammonia
MeOH/FTL
26
25Datong Basin
14
Fig.2-22Mega-CO2 sources and potential sinks in the Huabei Region. Numbers refer to specific CO2 stream sources (see Appendix A).
71

1
Ordos Basin
Changqing Gas Field
Yanchang Oil Field
Sulige Gas Field
10,27
11,922,24
150 Km Buffer
100 Km Buffer
50 Km Buffer
Oil Fields
Gas Fields
Sedimentary Basins
0 50 100
Kilometers
Ammonia
MeOH/FTL
13
15
12
XFig.2-23 Mega-CO2 sources and potential sinks in the Ordos Region. Numbers refer to specific CO2 stream sources (see Appendix A).
72

Songliao Basin
150 Km Buffer
100 Km Buffer
50 Km Buffer
Oil Fields
Gas Fields
Sedimentary Basins
0 100 200
Kilometers
Daqing Oil Field
Jilin Oil Field
KeerqinOil Field
ErlianOil Field
Erlian Basin
MeOH/FTL
Ammonia
Sanjiang Basin
17
Hailaer Basin
1820
5,23
Fig.2-24 Mega-CO2 sources and potential sinks in the Dongbei Region. Numbers refer to specific CO2 stream sources (see Appendix A).
South Huabei Basin
HenanOil
Field
Nanxiang Basin
2
150 Km Buffer
100 Km Buffer
50 Km Buffer
Oil Fields
Gas Fields
Sedimentary Basins
0 30 60
Kilometers
2,19
MeOH/FTL
Ammonia
73

Fig.2-25 Mega-CO2 sources and potential sinks in the Yuwan Region. Numbers refer to specific CO2 stream sources (see Appendix A).
Tarim Basin
Junggar Basin
Tu-Ha Basin
Xinjiang Oil Fields
Tu-Ha Oil Fields
Tarim Oil Fields
21
150 Km Buffer
100 Km Buffer
50 Km Buffer
Oil Fields
Gas Fields
Sedimentary Basins
0 50 100
Kilometers
16
MeOH/FTL
Ammonia
Yining Basin
Santanghu Basin Mazhong
Oil Fields
Fig.2-26 Mega-CO2 sources and potential sinks in the Xinjiang Region. Numbers refer to specific CO2 stream sources (see Appendix A).
74

2.5.1.4. Cost estimates for CCS projects in China
5.1. Cost Models
The cost of CO2 capture and storage will constitute a large percentage of the total cost of any CCS demonstration project. Using CO 2
from coal-to-chemicals or coal-to-fuels facilities can help minimize costs for such demonstration projects—an important
consideration if public-sector funding is needed to support initial demonstration projects, which seems likely.
As discussed in Section 2, a coal-to-chemicals or coal-to-fuels facility generates an essentially pure stream of by-product CO 2 as
an inherent part of the process of manufacturing the chemicals or the fuels, so that the added cost for capturing and storing CO 2
from one of these plants is much less than these costs for CO 2 from a coal-fired power plant [4]. The capture cost for one of these
plants is essentially the (relatively modest) cost of compressing CO 2 to the pressure required for pipeline transport to the CO 2
storage site.
Here we estimate costs for CO2 capture, transport, and storage for each of the 27 source-sink pairs identified previously in this
paper as candidates for early demonstration projects. Our estimates assume “N th plant” CCS systems. That is, we do not consider
any cost or risk premiums that might be involved in deploying and operating CCS systems before a CCS industry has been
commercially established. Our estimates can thus be considered to represent the commercial costs for CCS. We assume that the
already-concentrated stream of CO2 at a given facility is first compressed to 150 bar, then sent via a pipeline sized to the CO 2 flow
rate of the facility to the nearest storage site where it is injected underground via one or more injection wells.
For capital and total levelized cost estimates, we adapt two alternative cost models from the literature to provide a range of
illustrative costs for CO2 transport and storage. In conjunction with the use of each model (referred to here as Model-A, based on
McCollum and Ogden [28], and Model-B, based on McCoy [29]), compressor costs are estimated as in Kreutz et al. [4]. These
models were developed for U.S. applications. To account for lower construction and operating costs in China versus the U.S., we
apply a local-factor multiplier of 0.8 to U.S.-based capital costs and 0.6 to U.S.-based O&M costs. 25 The transport and injection
models, as they originally appeared in the literature, are described in Box 3. 26 For Model-A and Model-B, we escalated capital cost
estimates to 2007 US$ using the Chemical Engineering Plant Cost Index [30]. For all cases we assume a plant capacity factor of
90% and an annual capital charge rate of 15% (corresponding to a discount rate of 8.5%/yr and a 10-year amortization period).
In both of our models, the value of several parameters can have important influences on the estimated costs of CO 2 stored. These
parameters include
pressure at which the concentrated CO2 is available for capture at the source facility,
price paid for electricity to run the CO2 compressor at the source facility,
flow rate of the captured CO2,
length of the CO2 pipeline between the source and where it is injected underground,
injectivity (the maximum rate at which CO2 can be injected into a single well),
25 Michael Desmond, BP, personal communication, Februay 2009.26 Both of the original models include costs for boost compression along the length of the pipeline and boost compression at the injection point. Our calculations assume compression to 150 bar at the plant gate, which obviates the need for boost compressors in the pipeline or at the injection point.

depth of the sedimentary layer in which CO2 is to be stored.
The influence of these parameters on CO2 compression, transport, and storage costs (in all cases including capital expenditures,
operation and maintenance, and purchased electricity costs) are illustrated in Figures 9, 10, and 11, respectively.
In the scale range of interest for mega-CCS projects (> 1 million t/yr CO 2 flow), scale has only a minor impact on compression
cost, but the pressure from which the CO2 is compressed (which varies with the specific system design for CO 2 capture) has a much
larger impact (Figure 9a). For reference, a typical coal-ammonia production facility using Rectisol ® CO2 capture technology in
China will have CO2 available at an average pressure of about 1.6 bar. 27 Likewise, the electricity purchase price has a significant
impact on compression cost (Figure 9b). For reference, the average electricity price to common industrial consumers in China was
92 $/MWh (US$) in 2008.
Both the annual CO2 storage rate and the distance transported from source to underground injection point affect the unit CO 2 cost
of pipeline transport (Figure 10). CO2 transport costs estimated using Model B are significantly lower than those estimated using
model A, ranging from about $1.5/tCO2 in Model B to $2.5/tCO2 in Model A at a scale of one million tCO 2/year for a 50 km
pipeline length. For both models, unit CO2 cost decline with the CO2 flow rate, but the influence of scale diminishes with increasing
flow rate.
For a fixed total flow rate of CO2 into a saline formation, the cost of injection and storage is a function of the injectivity
(maximum injection rate per well), the well depth, and the annual rate of storage for the system (Figure 2-27). Model B predicts
higher costs than Model A and shows a higher sensitivity to the annual rate of CO 2 injection. Injection and storage costs increase as
well as injectivity decreases, and they rise especially sharply at injectivities less than about 1000 tCO 2/well/day (Figure 11a). Costs
also increase with increasing well depth (Figure 2-27b).
27 This is an estimate based on discussions with experts in China. It is supported by an estimate in the literature [4] indicating that 1/3 of the CO 2 captured by a Rectisol® system can be made available at 3 bar, with the remainder available at 1.2 bar, or a weighted average of 1.8 bar for the full CO2 stream.

5
6
7
8
9
10
11
12
13
14
0 1 2 3 4 5
Com
pres
sion C
ost (
$/tC
O2)
CO2 flow rate (Mt/Year)
106 $/MWh93 $/MWh80 $/MWh65 $/MWh53 $/MWh
NOTE:Compression from 1.6bar to 150 bar in all cases
5
6
7
8
9
10
11
12
13
14
0 1 2 3 4 5
Com
pres
sion C
ost (
$/tC
O2)
CO2 flow rate (Mt/Year)
1bar2bar3barl4bar5bar
NOTE:1. Compression to 150 bar in all cases2. Electricity purchase price at 92 $/MWh
Fig.2-27 Estimated cost for CO2 compression in China using cost model described in Box 3, with adjustments for Chinese location (as discussed in
text). Left figure (a) shows cost for different starting CO2 pressures. Right figure (b) shows cost for different electricity prices.

0
2
4
6
8
10
12
14
0 2 4 6 8 10
Pipe
line
Tran
spor
ation
Cos
t ($/
tCO2
)
CO2 flow rate(Mt/Year)
50km_Model A 50km_Model B 200km_Model A200km_Model B
Fig.2-28 Estimated cost for pipeline transport of pressurized CO2 in China as a function of CO2 flow and transport distance using the two cost
models described in Box 3, with adjustments to location in China discussed in text.
0
0.5
1
1.5
2
2.5
3
3.5
4
0 1000 2000 3000 4000 5000 6000
Stor
age
Cost
Cos
t ($/
tCO
2)
Injectivity (t/well/day)
1Mt/Year_Model A 1Mt/Year_Model B 5Mt/Year_Model A5Mt/Year_Model B
NOTE:Well depth is assumed to be 2000 meters for all cases
0
0.5
1
1.5
2
2.5
3
3.5
4
0 1000 2000 3000 4000
Stor
age
Cost
Cos
t ($/
tCO2
)
Well Depth (m)
1Mt/Year_Model A 1Mt/Year_Model B 5Mt/Year_Model A5Mt/Year_Model B
NOTE:Injectivity is assumed to be 3000 t/well/day for all cases
Fig.2-29 Estimated cost for CO2 injection and storage in saline formations in China using cost model described in Box 3, with adjustments to
location in China discussed in text. Left figure (a) shows cost as a function of injectivity at two levels of annual CO2 storage. Right figure (b) shows
cost as a function of well depth for two different levels of annual CO2 storage

5.2. Cost Estimates for Early CCS Projects in China
On the basis of the above analysis of component-level costs for CCS, we now estimate upper and lower bound total costs for generic
CCS projects, as well as for projects involving each of the 27 potential source-sink pairs identified earlier.
For estimating upper and lower bounds, we define three sets of parameter values: low-cost, base-cost, and high-cost (Table 2-12).
The lower-cost projects are characterized by higher annual storage rates (which provides capital cost scale economies in compressor
and pipeline costs), shallower injection depths (which reduce well drilling costs), higher injectivities (which reduce the number of
wells needed for injecting a given annual amount of CO2), and higher starting pressures for CO2 compression (which reduce
electricity purchase requirements).
Figure 2-28 shows the total costs for CCS estimated for the low-cost, base-cost, and high-cost set of parameter values for both
Model A and Model B, as a function of the distance between CO 2 source and sink. For the base-cost set of parameter values, Model
A and Model B give results that are relatively close to each other but diverge as the source-sink distance grows. At a 50 km
distance, both models indicate a total CCS cost of about $12/tCO 2; but at 200 km, the CO2 CCS cost per tonne ranges from $17 for
Model A to $22 for Model B. The estimates for the low-cost and high-cost cases are about $6/tCO 2 and $14/tCO2 at 50 km, and
about $8/tCO2 and $33/tCO2. at 200 km, respectively
Table 2-12: Parameter values for low, base, and high CCS cost estimates.
Low Base High
Annual CO2 Storeda 106 t CO2/year 5.0 1.0 1.0
Injection well depth b Meters 1,000 2,000 3,000
Injectivityc t CO2/well/day 6,000 3,000 500
CO2 intial pressure Bar 1.8 1.6 1.0
U.S. electricity priced $/MWh 70 70 70
China electricity pricee $/MWh 92 92 92
(a) Among the 27 CO2 sources identified earlier, the largest stream is estimated to be 19.0 MtCO2/year (in Inner Mongolia, Ordos region) and the smallest
1.02 MtCO2/year (in Shandong Province, Huabei region).
(b) A minimum depth of 800 meters is required to ensure that the injected CO2 stays in a dense (supercritical) phase. The estimates of Li et al [22] of
storage capacity in saline aquifers assumed reservoir depths from 1 to 3 km.
(c) This range of assumed injectivities, based on discussions in June 2009 with Charles Christopher, is likely to be widely regarded by experts as realistic.
Some comparisons: Meng et al. [3] assumed injectivities ranging from 1,100 to 150,000 t CO 2/well/day for storage in saline aquifers. The injection
rate for the Gorgon CCS project in Australia was estimated to be 10,000t CO 2/well/day [1]. The saline aquifer injection rate for the Sleipner CCS
project is approximately 3,000 t CO2/well/day [1].
(d) The average retail price to industrial customers in the U.S. in 2008 was $70/MWh [31].
(e) The average electricity price paid by normal industries in China in 2007 was 693 RMB/MWh [32], which we have converted to US$ using the average
2007 exchange rate of 7.52 RMB/US$.

0
10
20
30
40
50
0 50 100 150 200
Tota
l Cos
t ($/
tCO
2)
Distance (km)
Low-cost Case_Model B Low-cost Case_Model A High-cost Case_Model BHigh-cost Case_Model ABase Case_Model BBase Case_Model A
*Chinese Case
Fig.2-30 Cost comparison for China based on the two models.
It is also of interest to compare specific CCS cost estimates (in $ per tonne of CO 2) for U.S. pricing vs. Chinese pricing. Figure 2-
29 shows that specific costs differ very little between the US and China. The slight differences reflect the relative costs of capital
and O&M on the one hand (which are lower in China) and electricity prices for common industrial users on the other hand (which
are lower in the U.S.). In the low-cost and base-cost cases, CO 2 compression dominates the total cost, and electricity purchases
account for more than 80% of the total compression cost. As a result, the lower capital and O&M costs in China relative to the U.S.
are largely offset by the higher prices paid for electricity in China. But for the high-cost case, transport and storage costs dominate,
so that total specific costs are slightly higher in the U.S. than in China. Thus on a specific cost basis, there is very little difference in
the overall economics between projects sited in the U.S. and projects sited in China.
The key difference between the U.S. and the Chinese situations is that there are more project opportunities in China compared to
the U.S.—i.e., there are very few existing and planned projects in the U.S. that are characterized by low CO 2 capture costs.
Figure 14 presents cost estimates for the 27 candidate source-sink projects using base-cost assumptions. For this preliminary
analysis, the pipeline distance for each potential project was assigned to one of four distance ranges (10km, 50km, 100km, 150km)
based on the source-sink maps shown earlier; in-depth project-specific studies would be required for any potential demonstration
project to develop more accurate cost estimates. Project-specific issues such as location of railways, highways, rivers, cities,
mountains, and suitable injection sites could result in total costs that differ from the cost estimates presented here.
Figure 14 presents summary preliminary cost estimates for 27 projects. For these estimates, we have assumed the base-cost
values for injectivity and initial CO2 pressure (Table 2-12). For the injection well depth, we have assumed the average depth of
existing oil/gas wells in each selected basin, based on Li and Lv . [27] (see Appendix C). Our assumed base-cost injectivity (3,000

tCO2/day/well for each project) enables all CO2 in a project to be injected via a single well in most cases.
Eighteen of the projects have saline aquifers within 10 km of the source, so that total CCS costs are 9.0 to 12.6 $/t
CO2.Compression accounts for most of the cost in these cases. The 10-year net present value (NPV) cost of these projects (using
Model B and a discount rate of 8.5%) ranges from $88.5 million for the project with one of the smallest annual CO 2 storage rates
(1.08 million tCO2/yr) to $1.15 billion for the project with the largest storage rate (19. 0 million tCO 2/yr). Another five projects are
within 50 km of a saline aquifer. The additional pipeline distance adds about 1 $/t CO 2 to the transportation costs. Three more
projects are within 100 km, and 1 project is within 150 km of an aquifer. For each of these last nine projects, the NPV project costs
range from $ 92.3 to $209.4 million, and the levelized cost for CO2 capture and storage ranges from $10.8/t CO2 to $17.0/t CO2.
0
10
20
30
40
50
0 50 100 150 200
Tota
l Cos
t ($/
tCO
2)
Distance (km)
Low-cost Case_U.S. Low-cost Case_ChinaHigh-cost Case_U.S.High-cost Case_ChinaBase Case_U.S. Base Case_China
*Model A
0
10
20
30
40
50
0 50 100 150 200
Tota
l Cos
t ($/
tCO2
)
Distance (km)
Low-cost Case_U.S. Low-cost Case_ChinaHigh-cost Case_U.S.High-cost Case_ChinaBase Case_U.S. Base Case_China
*Model B
Fig.2-31 Costs for Chinese and U.S. pricing: Model A (left) and Model B (right).

0
10
20
30
40
50
0 50 100 150 200
Tota
l Cos
t ($/
tCO2
)
Distance (km)
Low-cost Case_Model B Low-cost Case_Model A High-cost Case_Model BHigh-cost Case_Model ACandidates_Model BCandidates_Model A
*Chinese Case
9.012.6
10.812.6
11.6
15.0 17.0
20.4
18 Projects5 Projects
3 Projects
1 Projects
Fig.2-32 Preliminary cost estimates for potential early saline aquifer storage CCS projects in China. See Appendix C.

2.5.1.5. Summary and Conclusions
This paper has analyzed potential near-term opportunities for mega-scale CCS demonstration projects that
might be undertaken in China a relatively low costs by exploiting the unique fact that China has hundreds of
existing and planned coal conversion plants that emit pure CO2 streams to the atmosphere as a normal part of
their production processes. By-product CO2 at some of these plants might be considered as CO 2 sources for
CCS demonstration projects. The cost of capturing this CO 2 would be much lower than the cost of
retrofitting an operating coal-fired power plant to capture its CO 2 emissions or the cost of CO2 capture
designed into a new coal-fired power plant.
For the analysis in this paper, a database of low-cost industrial coal-derived CO 2 sources in China was
built, including 310 operating plants producing ammonia (75.1 million tCO 2/year total estimated emissions)
and 88 plants at different phases of construction for methanol or liquid hydrocarbon fuels production (195.4
million tCO2 emissions per year, once all are operating). Of the 398 industrial CO 2 sources the 27 largest of
the currently operating, being constructed, or planned facilities (each having emissions of more than one
million tCO2/yr) were selected for further analysis.
Potential CO2 sinks were identified through literature review and discussion with geological experts in
China. However, detailed assessment of these reservoirs is needed to gain confidence that they are indeed
suitable for storage. In particular, “bottom-up” estimates of geological storage capacity and estimated costs
of storage in different reservoirs are needed. Such an assessment for the US, to be carried out by 2012/2013,
is authorized in the Waxman/Markey legislation currently being debated in the U.S. Congress.
Saline aquifer storage was emphasized in this study. The 27 largest CO 2 sources identified as potential
candidates for CCS projects were mapped along with existing saline aquifers and oil fields to identify
possible source-sink matches. Twenty-three of the source-sink pairs were less than 50 km apart. The Ordos
Basin contains 9 candidate projects. The Huabei region contains a large number of ammonia plants and also
prospective aquifer and oil field storage sites.
Total costs for CCS projects were estimated on a preliminary basis using two cost models adapted from
the literature. Our cost estimates assume “N th plant” CCS systems. That is, we do not consider any cost or
risk premiums that might be involved in deploying and operating CCS systems before a CCS industry has
been commercially established. Our estimates can thus be considered to represent the commercial costs for
CCS.
For 18 projects where the CO2 source is within 10 km of a sink, the estimated total cost of CCS was
between $9.0/tCO2 and $12.6/tCO2. The highest cost estimate among all 27 evaluated projects was less than
$21/tCO2. The NPV cost for the projects ranged from $89 million to $1.15 billion, but more than 75% of the
project NPV costs are $200 million or less.
Saline aquifers account for the largest fraction of total estimated geological storage capacity in China. It is
highly desirable to ascertain the viability of CO2 storage in saline aquifers, without which CCS will play only
a minor role in mitigating the climate impact of coal use in China. So early projects to demonstrate CO 2
storage in such aquifers are important.
On the other hand, there is likely to be more industrial enthusiasm for carrying out CO 2 storage via EOR,
since it is already utilized in some parts of the world and might generate attractive revenue streams from the
sale of CO2 to oil field operators. Because CO2 EOR technology is not yet established in the market in China
-

government support for one or two commercial scale EOR projects is probably needed. Experience in such
projects could lead to rapid learning about CCS technologies. Subsequent EOR projects would require
government support mainly for monitoring, modeling, and verification that the net injected CO 2 (after
repeated recycling) is securely stored underground—because revenues are likely to be fully adequate to
cover costs.
Our analysis indicates that China is unique in the world as a prospective host for early CCS projects
because of the large number of opportunities for projects that involve very low CO 2 capture costs. This
suggests that there would be mutual value in international cooperation to support CCS demonstration
projects in China, including international sharing of the total costs for such demonstrations. Also CO 2 EOR
expertise in the U.S. and other countries with CO 2 EOR experience might be transferred to help CO 2 EOR
implementation in China’s oil fields, and there is likely to be strong international interest in supporting
monitoring, modeling, and CO2 storage verification activties for CO2 EOR projects, as well as for aquifier
storage projects.
2.5.2. CO2 source sink matching
CO2 captured by polygeneration system will be used for geological sequestration. CCS source-sink matching was studied as the extension of polygeneration system investigation. CCS source-sink matching means to connect the CO2 emission sites (including polygeneration system with CO2
capture) with CO2 storage sites by pipelines for CO2 transportation. CCS source-sink match design and optimization can show the best source-sink matching scenario and possible CCS implementation steps in accordance with a tradeoff consideration between economic performance and environmental performance.
2.5.1.1 Model
The CCS source-sink matching model for a candidate region is summarized in Fig. 2-18. First, the database of CO2 sources and sinks for a candidate region should be built, including stationary CO2 sources allocation, and potential CO2
sinks allocation with geological data. Secondly, physical model is to be developed to calculate annual CO2 emission, largest storage capacity, as well as possible by-product production. An economic model is then built for CO2
capture, compression, transportation and storage for any portfolio of technology choices. Finally, the optimization model is conducted to carry out the multi-objective optimization process between economic and environmental performances, and to find out the scenarios of the largest capacity case and the lowest cost case.
-

CO2 Capture Economics· Capture Technology· Initial Investment· O&M Cost· Fuel Cost
Design Problem· Best Economic Performance· Best Environmental
Performance · Source- sink Match Couples · Cost Curve and Structure
CO2 Trans. Economics· Trans. Technology· Distance Calculation· Initial Investment· O&M Cost· Fuel Cost
Optimization Problem· Multi- Objective Optimization · Tradeoff Frontiers between
Economics & Emission · Match Solution Characteristics
CO2 Source Data · Source Type · Sites ( Long., Lat. ) · Production data
CO2 Sink Data· Sink Type · Sites ( Long., Lat. ) · Geological data
CO2 Compr. Economics· Compr. Technology· Initial Investment· O&M Cost· Fuel Cost
CO2 Storage Economics· Storage Technology· Initial Investment· O&M Cost· Fuel Cost
Database Optimization ModelEconomic ModelPhysical Model
CO2 Emission · Annual CO2 Emission· Capture Capacity
CO2 Storage Capacity · Largest Storage Capacity · By- product Production
Fig. 2-33 Modeling process for CCS source-sink match problem
The model is constructed based on two major assumptions, the “one direction rule” and the “fifteen year rule”. The “one direction rule” requires that one source be only able to match one sink in a selected time horizon, while the geological reservoirs are allowed to accept CO2 from more than one source if they hold enough storage capacity. The “fifteen year rule” requires that each of the matched source-sink access work for 15 years, and therefore, the capacity of the selected sink should be able to hold the CO2 transported from different sources for 15 years. The optimization algorithms searches the best source and sink paths, as well as transportation infrastructure choices, in all the possible alternatives between various CO2 stationary sources, CO2
transportation technologies, and potential CO2 sinks.
2.5.1.2. Case study
A sum of 151 large-scale stationary point sources was investigated in Jing-Jin-Ji region, including 6 types of CO2 sources which contributed to an annual emission of 346.1 Mt CO2, and a largest potential of 295.89 Mt CO2 could be captured and sequestrated annually considering a 90% capture ratio under the current technology. Meanwhile, another survey identified a sum of 54 large potential reservoirs with a total storage capacity of 6791 Mt CO2, which contained four types of CO2 sinks: oil field, gas field, coal seam, and saline formation. Details of the source and sink database are shown in Table 2-8 and Table 2-9. Figure 2-19 shows the distribution of CO2 sources and sinks in Jing-
-

Jin-Ji region, within which the squares indicate the geometric center of the potential storage reservoirs.
Table 2-8. Database of large stationary CO2 sources
Source types
Number of Plants
Largest Capture Potential ( Mt CO2/Year)
Ammonia 34 13.04 Cement 28 43.58 Ethylene 2 1.48 Iron&Steel
28 85.94
Power 55 147.92 Refinery 6 3.93
Sum 153 295.89
Table 2-9 Database of potential CO2
sinks
Sink types
Number of Sinks
Largest Storage Capacity (Mt CO2)
Oil Field 28 540 Gas Field 3 55 Coal Seam
8 707
Saline 15
5489
Sum 54 6791 The cost estimation is mainly based on the models introduced by Princeton and MIT researchers. These models are modified by adding local Chinese factors and scaling the results up into year 2007. And the optimization model was developed by employing a superstructure representation realized by mixed integer programming techniques, which had already been successfully used in solving some energy system modeling and planning problems, such as
-
Fig. 2-19 Distribution of CO2 sources and sinks

polygeneration system modeling and hydrogen infrastructure planning.
2.5.1. 3. Results and analysis
2.5.1.3.1 Multi-objectives optimization for CCS source-sink match in
Jing-Jin-Ji region
Applying the multi-objective optimization approach, a tradeoff solution between total CCS cost and annual sequestrated volume is calculated by exploring the most cost-effective system under a fixed annual CO2
sequestrated volume, as presented in Fig. 2-20(a). Starting from the lowest annual sequestration volume, the total cost of CCS decreases before the lowest extreme at 7.86 Mt CO2 per year, and increases before reaching the largest sequestration capacity of 295.89 Mt CO2 per year. Divided by the annual sequestrated volume, the unit cost for CCS is presented in Fig. 2-20(b). A fast increase can be seen at the left at the beginning of the line, and the rate of increase becomes slower when the sequestrated volume grows larger. The average unit cost of CCS for each match design solution is between –179 RMB/t CO2 and 338 RMB/t CO2, depending on the CO2 sequestration volume.
(a) Total cost of CCS (b) Unit cost of CCSFig. 2-20 “Source-sink match solutions” breakdown of the tradeoff frontier for CCS cost (MS = match solution)
Table 2-10 Source-sink matching components for different “match solutions” in the tradeoff frontier
Introduced CO2
Sources Introduced CO2 Sinks
Sequestration Percentage
Match Solution 1
Ammonia Oil Field 0% — 3%
-

Match Solution 2 Ammonia,Power Oil Field,Coal Seam 3% — 10%
Match Solution 3
Power Coal Seam , Saline Formation
10% — 30%
Match Solution 4
Power Saline Formation 30% — 50%
Match Solution 5
Iron&Steel Saline Formation 50% — 80%
Match Solution 6
Cement , Ethylene, Refinery
Saline Formation 80% — 100%
Moving along the tradeoff frontiers from one extreme to the other involves a series of distinct matching results. The optimal tradeoff frontier can be broken into “match solutions” based on different types of sources and sinks chosen for CCS implementation, as well as the different pipeline designs for the connection of the selected sources and sinks. Table 2-10 illustrates the change of the matching results.
Starting from the point of origin in Fig. 2-20(a) which indicates no CO2 would be captured and sequestrated to the minimum cost strategy (match solution 1), the transition towards both an economic benefit and a lower CO2 emission requires a source-sink matching between ammonia plants and oil fields where EOR technology is employed, and these matching couples can be identified as earlier opportunities for CCS implementation. Further sequestration of CO2
while keeping the best economic performance can be achieved by an introduction of CO2 capture from both ammonia and power plants, and CO2
storage in both oil fields for EOR and coal seams for ECBM (match solution 2). In this period, CO2 emission from ammonia and the storage capacity in oil fields are gradually consumed and approach a largest limitation in the end. In order to achieve further sequestration volume, saline formations are introduced for CO2 storage with coal seams, and the sequestrated CO2 are totally captured from power plants until the capacity of coal seams reach the limit (match solution 3). Afterwards, any further sequestration of CO2 is stored in saline formations from power plants until the power plants’ emission is close to completely captured (match solution 4). The CO2 captured from iron and steel plants must be introduced into the match results if more CO2 is required to be stored, and the end of this period lasts until approximately the whole amount of CO2 emission from these plants has been captured (match solution 5). The largest sequestration strategy involves the CO2 captured from cement, ethylene and refinery plants, and the matching storage reservoirs are still saline formations (match solution 6).
The above results of running the model are based on a fixed energy price for
-

the by-product of CO2 storage: 2100 RMB/t crude oil and 1800 RMB/t coal bed methane. While setting a fluctuation of 500 RMB/t and 1000 RMB/t for both crude oil and coal bed methane, Figure 2-21 and Table 2-11 show the energy price influence on the tradeoff frontiers and key parameters. The tradeoff frontiers are driven upwards when the energy price drops and downwards when the energy price increases. Besides, the sequestrated volume of the match solution with best economic performance grows larger when the energy price increases, and so does the match solution with largest CO2
sequestration volume while maintaining negative economic cost, which means a greater chance for early implementation opportunities. The energy price, therefore, has a great impact on the economic performance of the source-sink match design, and a comprehensive estimation of energy price should, therefore, be undertaken before practical implementation.
(a) Total cost of CCS (b) Unit cost of CCSFig. 2-21 Energy price influence on the tradeoff frontiers for total CCS cost
Table 2-11 Energy price influence on key parameters
Unit -500 RMB/t
Base Case
+500 RMB/t
+1000 RMB/t
Lowest Total Cost Billion RMB/Year
-0.73 -1.03 -3.16 -7.01
Highest Total Cost Billion RMB/Year
112.2 106.8 97.6 87.3
Sequestration Volume with Lowest Cost
Mt CO2/Year
4.15 7.86 18.74 26.68
Sequestration Volume with Nagative Cost
Mt CO2/Year
12.02 19.18 41.63 83.23
Sequestration Volume with Highest Cost
Mt CO2/Year
295.89 295.89 295.89 295.89
-

2.5.1.3.2 Match solutions for best economic and best environmental
performance
To highlight the characteristics of the solution obtained from the model, two special cases are selected out of the optimal compromise solutions: the match solution with best economic performance and the match solution with best environmental performances, as shown in Fig. 2-22. The lines between the triangles and squares represent the prospective CO2 pipelines planned to match the candidate couples of CO2 source and sink, and the different line colors refer to different sink types of the matching couples. As illustrated, the case with best economic performance completely contains the matching couples between ammonia plants and EOR fields, while the case with best environmental performance requires all types of sources matching with all types of sinks, see in Fig. 2-23.
For the match solution with best economic performance, the total cost of CCS implementation reaches –1.03 billion RMB per year while reducing an annual CO2 emission of 7.86 million tones, (also seen in Table 4). Comparatively, for the match solution with best environmental performance, the annual CO2
sequestration volume achieves 295.89 Mt. However, the annual cost of CCS implementation reaches as high as RMB 106.8 billion RMB, which is more than 0.43% of the GDP for China in 2005 or more than 3.8% of the GDP for the Jing-Jin-Ji region in 2007.
(a) Best economic performance case (b) best environmental performance case
-

Fig. 2-22 Match solutions for cases with best economic performance and best environmental performance
(a) Best economic performance case (b) best environmental performance case
Fig. 2-23 CO2 flow maps for cases with best economic performance and best environmental performance (Unit: Mt/a)
4. Conclusions
Using superstructure representation and mixed integer programming techniques, a generic optimization model for the strategic planning and design of future CCS source-sink matching was developed. Realizing that both financial and ecological concerns are the main concern in CO2 source-sink matching decisions, two-objective optimization techniques are used to establish the optimal tradeoff between the total cost and total volume of the CO2 sequestrated annually.
The features and capabilities of the model are illustrated through a typical and detailed case study for the Jing-Jin-Ji region in China. The results provide an overall picture of CCS implementation in Jing-Jin-Ji region, and help policy makers to make the optimal tradeoff. This paper shows the features of match solutions with the best economic or environmental performance, and how the model helps make a compromise for arriving at a strategic decision for CCS source-sink matching between economic and environmental performance requirement:
First of all, the tradeoff frontier availability shows the relationship between the lowest cost for a fixed amount of annual CO2 sequestration. Each solution within the tradeoff frontier represents an alternative source-sink matching design solution and investment strategy. Starting from the sequestration from a first CO2 source, the total cost of CCS decreases before the lowest extreme
-

at 7.86 Mt CO2 per year, and increases before reaching the largest sequestration capacity of 295.89 Mt per year. These two extremes represent the two extreme policy scenarios for the best economic and the best environmental requirements. Any other policy scenario is a compromise between these two extremes.
Secondly, further analysis indicates that the strategic decision-making process for the Jing-Jin-Ji region along the strength of environmental requirement can be divided into 6 match solutions by the introduction of different types of CO2
sources and sinks. At the beginning of CCS implementation, the CO2 matches from ammonia plants and oil fields for EOR are optimal options, which could even bring about a negative cost due to the by-product revenue through EOR technology. CO2 capture from power plants, iron & steel plants, cement plants, and CO2 sequestration in coal seams and saline formations are next steps when the policy strength for environmental consideration is getting stronger.
Besides, considering the strong price fluctuation for byproducts such as crude oil for CO2 EOR in oil fields and coal bed methane for CO2 ECBM in coal seams, the influence on the tradeoff frontier and key parameters are further evaluated. The higher energy price drives the tradeoff frontiers downward, and brings about a larger sequestration volume for the best economic case and a larger sequestration capacity with negative cost. These results indicate a greater chance for the early implementation of CCS implementation in the Jing-Jin-Ji region.
Finally, more detailed discussion indicates a –1.03 billion RMB total cost of CCS implementation for the match solution with best economic performance, while reducing an annual CO2 emission of 7.86 million tonnes. All of the source-sink matching couples in this case are ammonia plants with lowest capture cost and oil fields with potential EOR revenue. In this case, transportation cost is an important variation between CO2 matched couples, and infrastructure planning is, therefore, a significant step especially for early implementation of CCS technology. Comparatively, for the match solution with best environmental performance, the annual CO2 sequestration volume achieves 295.89Mt, but the annual cost of CCS implementation reaches as high as RMB 106.76 billion Yuan, which is more than 0.43% of the GDP for China in 2005 or more than 3.8% of the GDP for Jing-Jin-Ji region in 2007. In this case, the capture cost for CO2 from power plants, iron & steel plants, and cement plants is the most significant in the cost structure, while saline formations dominate the matched sink reservoirs due to exceeding CO2
capacity over oil fields and coal seams. Strategic decision should be a compromise between these two extreme cases for large-scale CCS implementation in this region.
-

2.5.3. Lab construction---CO2 property and pipeline corrosion property
measurement, and LIBS coal property online measurement
Besides the relatively “soft” research on CCS implementation, the Tsinghua-BP center started
to build up capacity to study some key issues for CCS implementation. A new lab with capable of
multi-element measurement, high-pressure reaction measurement has been established with
supports from different sources. Some of the work has been published or submitted for
publication. This is a relatively new lab and there are much more effort and investment need for
future development. The lab enables the center to provide scientific data for our energy strategy
and CCS guideline study. Currently, there are two major research activities undergoing at the new
built lab.
2.5.3.1 CO2 pipeline corrosion and property study
Due to the relatively mature technology of enhanced oil recovery (EOR), the usual required
purity of CO2 for CCS is very high (> 95%). The higher the CO2 purity, the higher energy and
economic cost for CO2 capture since there is more effort required to separate the impurity from the
CO2 mixtures. If the captured CO2 were not used for EOR and only for aquifer storage, there is the
possibility to reduce the CO2 purity and greatly reduce the cost for the CO2 capture. As the CO2
purity requirement reduced, the deployment of CCS will then be much easier since the biggest
barrier for CCS implementation is its huge economical and energy cost.
The purity of the captured CO2 and the concentration of other species in the super critical
CO2 mixture were required by safe transportation and storage and economics of the whole CCS
train. Among these factors, the corrosion issue of the pipeline during the CO 2 transportation would
be one of the most critical. If the pipeline corrosion rate is below a certain value to make sure that
the pipeline can last more than a certain years, then the CO2 mixture is qualified for CCS, leaving
the requirement to CO2 storage side.
2.5.3.1.1 CO2 pipeline corrosion
As shown in Fig. 2-24, a high pressure reaction system (Cortest, USA) has been setup in the
lab, CO2 mixtures was supply from gas cylinders and then pressurized to a set value, which is
determined by the CO2 pipeline transport parameters, by the pumping system shown at the right
side of the picture. This system has been setup and will start to study the super critical CO2
-

mixture iron/steel corrosion problem.
Fig. 2-24 High pressure CO2 mixture corrosion study experimental setupDuring the experiments, the iron or steel sample will be placed inside the autoclave. The
weight change between the beginning and end of the corrosion process will be recorded and the corrosion rate will be calculated. Moreover, the resistance of the sample will be measured online. There is more sample corrosion, there is more mass change and resistance change, therefore, the instant corrosion rate can be calculated. By conducting the experiments under different gas mixtures, temperature and pressure, the CO2 purity limit and impurity up limit can therefore be determined for pipeline safety.
-

2.5.3.1.2 CO2 property study
Fig. 2-25 High pressure CO2 mixture density measurement experimental setupAs shown in Fig.2-25, the density of the gas can be measured very accurately (<0.02%
density measurement error, T: ±0.001 K, and P: ±0.01%) using Archimedes law by measuring a
small quartz volume weight difference due to the mixture density change using a magnetic
balance. This facility is the best one among its kind since it has the highest accuracy and is now
used by NIST for gas density measurement as a standard. The center will try to purchase this
facility in a year and measure the density of CO2 gas mixtures with different species. The results,
together with the corrosion study results, can be applied to assess the energy cost and pipeline
safety, therefore give information to CCS CO2 purity standard determination.
-

2.5.3.2 Coal property online measurement based on LIBS
As shown in the Fig.2-26, an Nd-YAG pulsed laser source is focused on the sample surface to generate plasma. The plasma-emitted radiation was collected with the collimator and recorded by a spectroscopy and a CCD. Different elements- have different characteristic lines. By measuring the intensity of these characteristic lines, the concentration of the elements is then measured.
Fig. 2-26 Diagram of a typical LIBS setup
Fig. 2-27 A picture of the LIBS setup at Tsinghua-BP’s new built labFig.2-27 shows the LIBS system set up in our lab. The model of the machine is the Spectrolaser
4000 (XRF, Australia). The laser source employed was a Q-switched Nd:TAG laser (New Wave Research, US) with a wavelength of 532 nm, an energy density of 0-190 mJ per pulse, a pulse duration of 5 ns and a maximum repetition rate of 10 pulse/sec. The detection system was composed of 4 Czerny-Turner spectrometers and CCD detectors which cover the spectral range from 190 to 940 nm, giving a nominal resolution of 0.09 nm.
The setup is mainly used for online coal elemental concentration measurement. At the first stage, the coal need to be make into standard sample for measurement using a sample module as show in Fig.2-28.
-

Fig. 2-28 The module to make the coal samples and some of the standard coal samples
2.5.4. Dynamic simulator of Tsinghua oxygen staged gasifier
Tsinghua has strong background building power plant training simulator systems by modeling detailed physical/chemical process for each component, such as boiler, steam turbine, control system, DCS etc. Most of the component models for a polygeneration system have already been standardized. To build up a polygeneration system model and further for a power plant with CCS system, there are still some key component models missing, such as gasifier and gas turbine model. A dynamic gasifier model was constructed last year with detailed gasification kinetics. All these models can be applied later on to build up much more complicated and thorough model to study the full-working condition dynamic performance of a polygeneration system and CCS power plant.
The gasification industry has identified improved performance of entrained flow gasifiers as a key item to improve the technical and economic performance associated with polygeneration systems and pre-combustion CO2 capture. Several items have significant impact on the efficiency and reliability of gasifiers such as distribution of fuel injection, slurry concentration, oxygen/carbon ratio, carbon conversion and slag management. A better understanding of these phenomena and how they are impacted by operational changes such as slurry content and oxidant flow rate would be highly beneficial.
Dynamic modeling of gasifiers could assist in building the required knowledge base. System modeling can provide insights into the flow field within the gasifier that will lead to improved performance. Used correctly, a dynamic model is a powerful tool that can be used to address many problems. Therefore, the development of gasifier simulator has received more and more attention from both industry and academy.
A detailed investigation has been performed under the project “Simulator of the Tsinghua
-

Oxygen Staged Entrained Flow Gasifier” by the Tsinghua BP Clean Energy Research & Education Centre, as research collaboration with BP Alternative Energy Ltd. The goal of this project was to develop a fully operating simulator model for a gasifier that could be used for operator training purpose. Our modelling efforts are focused on the configuration of oxygen staged non-recycling entrained flow gasifier type, covering major equipment and process streams from the slurry pump inlet to the syngas scrubber. The results reported here is comparable with the plant data at Fengxi Fertilizer. This model also addresses the impact of independent parameters and demonstrates the dynamic curves in different operating scenarios. Although our focus is on oxygen blown, slurry fed, pressurized systems, the same modelling technology can be extended to simulate other gasifier systems.
The gasifier models are being developed with an eye toward addressing a broad range of problems related to efficiency and reliability. Of immediate interest is the ability to predict the impact on gasifier performance due to operational changes. The range of operational changes that can be investigated, includes: normal start up, normal shutdown, lowering quench water level in the quench chamber, decreasing quench water flow rate, increasing differential pressure between the gasifier and quench chamber (gasifier outlet plugging), sudden increase of oxygen flow rate (due to oxygen pressure fluctuation when one of the two gasifiers shut down), sudden decrease of oxygen flow rate and sudden decrease of oxygen purity (eg. 99% - 95%)
In addition to operational problems, the model is equally applicable for investigating research questions and design modifications. Here, target problems could include the impact of oxygen/coal ratio, split ratio of primary and secondary oxygen feed in, slurry concentration, system pressure scaling system pressure scaling and altering the gasifier volume (residence time) .
In the following sections, we first present an overview of the model used for the gasifier model, after which are highlighted some example calculations that have been performed to highlight the capabilities of the models. See appendix D for details.
2.5.4.1 Gasifier model description
In the following we briefly discuss the gasifier model and reaction kinetics. A more thorough description of the gasifier model is available in the report.
A robust and simplified dynamic model in FORTRAN was developed. The gasifier is considered to be a serial of compartments. The gaseous and solid flow inside the gasifier was assumed to be a plug flow throughout the reactor. Temperature and concentration profiles along the reactor were obtained by solving the material and energy balances and taking into consideration the gasification kinetics, the transport rates and the hydrodynamics of the gasifier. Figure 2-29 schematically shows how the compartments are divided in the gasifier. Figure 2-30 illustrates the mass exchange between adjacent compartments.
-

Figure 2-29 Compartments divison in the gasifier Figure 2-30 Adjacent Compartments
The flow inside the gasifier can be assumed to be plug flow. The velocities of the coal slurry and oxygen entering the gasifier are assumed to be constant across any cross-section perpendicular to the axis of the gasifier. The plug flow model assumes there is no boundary layer adjacent to the inner wall of the reactor and essentially no back mixing through the gasification reactor. The advantage of the plug flow model ensures that no part of the solution of the problem can be perpetuated "upstream". This allows one to calculate the exact solution to the differential equation knowing only the initial conditions.
There is an extensive literature on the kinetics of devolatilization and gasification. Much of it is directed at the early moving bed and fluidized bed gasifiers and therefore is not directly relevant to entrained flow gasifiers, that involve higher temperatures and shorter residence times than packed and fluidized bed gasifiers. The literature on entrained flow gasification is limited; furthermore, some of the gasification kinetics at high pressures have been carried out on char samples generated at atmospheric pressure or slow heating conditions and therefore are not representative of chars present in entrained flow gasifiers.
In our model we use the best available data for gasification kinetics. Furthermore, we pay significant effort on transient process of syngas in the gasifier conditions.
The initial coal gasification stage is devolatiIization. This process is completed within seconds and doesn’t affect the syngas composition at the gasifier outlet, which is confirmed by the investigation of the syngas transitional process in the previous section. Therefore the devolatiIization can be much described in a simplified way. The composition and mass fraction of volatile is calculated by the empirical formula based on the experimental data. All nitrogen and grgon are assumed to be present as inert N2. All sulphur is assumed to be irreversibly converted to H2S. So the concentration of H2S and N2 can be determined by the ultimate analysis of coal, rather than calculated by Volatiles fraction XVM. The water vapor is considered as part of the volatile.
-

Then the devolatilized char reacts with the oxygen to produce CO/CO2 and with steam and CO2 to produce CO and H2. The combustible gases, CO and H2, in turn react in the gas phase with oxygen to produce more heat. Further heterogeneous reactions occur along with the water-gas-shift reaction. Methane is produced by hydrogasification of char but is destructed by the methane-steam reforming reaction. The following 11 homogeneous and heterogeneous reactions were considered for this process, as listed in Table 2-12 and Table 2-13.
Table 2-12. Homogenous reactions
No. Homogenous reactions Reaction rate [kmol/m3s]
(1) CO+0.5O2CO2 r1
(2) H2+0.5O2H2O r2
(3) CO + H2OCO2 + H2 r3
(4) CO2 + H2CO + H2O r4
(5) CH4+H2O-->CO+3H2 r5
(6) CH4+2 O2---CO2+2H2O r6
Table 2-13. Heterogeneous reactions
No. Heterogeneous reactions Reaction rate [kmol/m3s]
(7) C + H2OCO + H2 r7
(8) C+2H2CH4 r8
(9) C +1/ΦO2 (2-2/Φ)CO + (2/Φ-1)CO2 r9
(10) C + CO22CO r10
(11) CO + H2OCO2 + H2 r11
In an entrained bed gasifier, most char-gas reactions can be considered as the surface reaction because of high operating temperatures (above 1000°C). Since the solid loading in an entrained bed gasifier is very small, the particle collisions are unlikely to be frequent and therefore the ash layer formed can be assumed to remain on the fuel particle during the reaction. The Unreacted-Core Shrinking Model is applied in this study to estimate the heterogeneous solid-gas reaction rates. In this model the effect of both ash layer diffusion and gas film diffusion is considered in addition to chemical reaction effect.
It is to be noted that the water-gas shift has a different form of reaction rate. The water-gas shift reaction is one of the most important reactions which determine the product distribution of a gasifier. This reaction is very fast especially in the presence of a catalyst. Most water-gas shift reactors employed an iron-base or chromium-base catalyst to produce hydrogen from CO and
-

H2O. Both first-order and second order rate expressions have been proposed to explain the rate of reaction in literature. We introduce a correction factor, which represents the relative reactivity of ash in the char as a catalyst compared with Fe2O3.
2.5.4.2 Simulation results
2.5.4.2.1 Steady state simulation
Simulations were performed for the steady state scenarios with the model. The values of plant input variables, independent variables and dependent variables are listed in Table 2-14~Table 2-16 respectively. The simulation result for the 500 t/d gasifier operated under the baseline scenario. The values listed in Table 2-14 are determined by steady-state simulation.
Table 2-14. Values of plant input variables
Category Parameter Unit Value Coal parameters Coal feed rate, dry basis tonnes/day 628.79
Proximate analysis wt%Moisture 14Fixed carbon 50.375VM 29.585Ash 6.04
Ultimate analysis wt%Ash 7.02 Carbon 75.14 Hydrogen 4.50 Nitrogen 0.96 Sulfur 0.42 Oxygen 11.98
High heating values dry basis kJ/kg 30516.16
Low heating values dry basis kJ/kg 29127.91Oxygen parameters Purity of oxygen %
Total oxygen feed rate Nm3/s 4.886Temperature degC 30Pressure MPaG 5.601Primary feed rate kg/s 4.1531secondary feed rate kg/s 0.7329
Plant operating target Slurry feed rate kg/s 7.278Slurry feed temperature degC 50Slurry feed pressure MPaG 5.6Gasifier pressure MPaG 4.101Quench chamber pressure MPaG 4.021
-

Syngas scrubber pressure MPaG 3.921Target gasifier temperature degC 1240.8Carbon conversion ratio 100%Flow rate of H2 + CO, Nm3/hr 47111.66Solid content in quench chamber exit % 0.05733
Additional information of the coal includes:
Coal origin: Shenmu coal
Coal ash fusion temperature: DT=1283℃,ST=1360℃,FT=1379℃
Coal viscosity modifying additive feed rate (such as ALS) tonnes/day dry: 2 ton/day (roughly estimated as 0.3~0.6 % of the slurry weight)
Table 4 lists the values of dependant variables. Oxygen/carbon ratio is defined as oxygen in oxygen feed (not oxygen in coal) divided by the total carbon content of the fresh coal feed and recycle feed on an atom/atom basis. Gasifier Residence time is defined by the gasifier reactor volume divided by the actual m3/sec of the wet syngas measured at gasifier outlet temperature and pressure conditions.
Table 2-15. Values of independent variables
Parameter Unit Value Oxygen/Carbon ratio (O/C) 0.9095Split of primary and secondary oxygen 85%:15%Gasifier residence time, Seconds 5.316Slurry concentration wt% 60
Table 2-16. Values of dependent variables
Parameter Unit Value Syngas at gasifier outlet mole%
CO 36.364H2 30.455CO2 14.136CH4 0.096H2O 17.355
N2,AR 1.488H2S 0.106Flow rate of syngas (wet basis) Nm3/hr 72630.09
Syngas at the quench chamber outlet mole%CO 13.938H2 11.673CO2 5.418CH4 0.037H2O 68.323
-

N2,AR 0.570H2S 0.041Flow rate of syngas (wet basis) Nm3/hr 189487.2
Syngas at the scrubber overhead mole%CO 18.555H2 15.540CO2 7.213CH4 0.049H2O 57.829
N2,AR 0.759H2S 0.054Flow rate of syngas (wet basis) Nm3/hr 142334.752
Carbon conversion wt% 100%Cold Gas Efficiency % ???Temperature at the outlet of the gasifier degC 1241.0Quench chamber outlet temperature degC 222.1Syngas scrubber outlet temperature degC 213.6Quench water flow rate kg/s 41.29Scrubber overhead flow MPaG 3.901Flow rate of blowdown water kg/s 26.39Slag carbon content % 0Filter Cake, tonnes/day 6.624
To illustrate the impact of staged oxygen input, the syngas composition, temperature and carbon conversion ratio along the height of the gasifier are depicted in Figure 2-31~ Figure 2-33 respectively. It can be observed that the turning point occurs always the compartment No 8, where is the inlet of secondary oxygen into the gasifier.
0 4 8 12 16 20 24 28 325
101520253035404550556065
Syn
gas
com
posi
tion
/ Vol
. %
Compartment No.
CO CO2 H2 H2O
Figure 2-31 Syngas composition along the height of the gasifier
-

0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
1200
1300
1400
1500
1600
1700
1800
1900
Tem
pera
ture
/ D
egre
e C
Compartment No.
Figure 2-32 Temperarure along the height of the gasifier
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 3230
40
50
60
70
80
90
100
Car
bon
conv
ersi
on ra
tio /
%
Compartment No.
Figure 2-32 Carbon conversion ratio along the height of the gasifier
2.5.4.2.2 Sensitivity analysis
Sensitivity analysis has been performed on independent variables. Three values (low, medium, and high scenarios) were examined for each variable, and the simulation results were depicted in graphical form to show their impact on the dependent variables. Here we just show the case when oxygen/coal ratio varies
The increased oxygen/coal ratio enhances the combustion and oxidation, so the gasification
-

temperature gets higher. Meanwhile, an increase in CO concentration is observed at the gasifier outlet, while the H2 concentration actually declined, due to higher gasification temperature, intensified combustion, water-gas reaction, etc. This conclusion agrees well with the research in other literature.
0.80 0.85 0.90 0.95 1.001000
1100
1200
1300
1400
1500
200
210
220
230
240
Tem
pera
ture
/Deg
C
Oxygen / carbon ratio
Gasifier outlet
Tem
prat
ure
/Deg
C
Quench chamber outlet Scrubber outlet
Figure 2-34 Syngas tempature at with different oxyen/carbon ratios
0.80 0.85 0.90 0.95 1.003000
4000
5000
6000
7000
8000
9000
10000
Syn
gas
flow
rate
/(km
ol/h
r)
Oxygen/carbon ratio
Gasifier outlet Quench chamber Scrubber outlet
Figure 2-35 Syngas flow rate with different oxyen/carbon ratios
-

0.80 0.85 0.90 0.95 1.00
12
16
20
24
28
32
36
40
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
Syn
gas
com
posi
tion
/ vol
. %
Oxygen / carbon ratio
CO CO2 H2 H2O
CH
4 fra
ctio
n /v
ol.%
CH4
Figure 2-36 Syngas composition at the gasifier outlet at with different oxyen/carbon ratios
0.80 0.85 0.90 0.95 1.00
10
20
30
40
50
60
0.025
0.030
0.035
0.040
0.045
0.050
0.055
0.060
0.065
Syn
gas
com
posi
tion
/ vol
. %
Oxygen / carbon ratio
CO CO2 H2 H2O
CH
4 fra
ctio
n / v
ol.% CH4
Figure 2-37 Syngas composition at the scrubber outlet at with different oxyen/carbon ratios
-

0.80 0.85 0.90 0.95 1.00
96
98
100
Car
bon
conv
ersi
on ra
tio /
%
Oxygen/ carbon ratio
Figure 2-38 Carbon conversion ratio in the gasifier at with different oxyen/carbon ratios
2.5.4.2.3 Unsteady state simulation
Eight plant scenarios are investigated using the dynamic model, which are · Normal Start up· Normal Shutdown· Lowering quench water level in the quench chamber· Decreasing quench water flow rate· Increasing differential pressure between the gasifier and quench chamber
(gasifier outlet plugging)· Sudden increase of oxygen flow rate (due to oxygen pressure fluctuation when
one of the two gasifiers shut down)· Sudden decrease of oxygen flow rate· Sudden decrease of oxygen purity (eg. 99% - 95%)
-

Figure 2-39 Temperature curves and syngas composition during normal start up
Figure 2-40 Temperature curves and syngas composition during normal shut down
Figure 2-41 ~ Figure 2-45 depict the impact of suddenly increasing the oxygen flow rate by 10%. Other scenarios studies can be found in the full text report.
-

0 20 40 60 801200
1250
1300
1350
1400
1450
1500
Gas
ifier
tem
pera
ture
/Deg
C
Time /second
Figure 2-41 Gasifier temperature with increased oxygen flow rate
0 20 40 60 80
14
16
18
20
22
2426
28
30
3234
36
0.00
0.02
0.04
0.06
0.08
0.10
0.12
Syn
gas
com
posi
tion
at g
asifi
er o
utle
t /(V
ol.)
%
Time /second
H2 CO CO2 H2O CH4
CH
4 fra
ctio
n in
syn
gas
/(Vol
.)%
Figure 2-42 Syngas composition at the gasifier outlet
-

0 20 40 60 800
10
20
30
40
50
60
70
H2 CO CO2 H2O
Syn
gas
com
posi
tion
at q
uenc
h ou
tlet /
(Vol
.) %
Time /second
Figure 2-43 Syngas composition at the quench outlet
0 20 40 60 80
10
20
30
40
50
60
70
Syn
gas
com
posi
tion
at s
crub
ber o
utle
t /(V
ol.)
%
Time /second
H2 CO CO2 H2O
Figure 2-44 Syngas composition at the scrubber outlet
-

0 20 40 60 803000
4000
5000
6000
7000
8000
9000
10000
Syn
gas
flow
rate
/(N
m3 /s
)
Time /second
Gasifier Quench Scrubber
Figure 2-45 Syngas flow rate
2.5.4.2.4 Conclusion
A successful development of an entrained bed gasification model will require a good understanding of both chemical kinetics and hydrodynamics. In the model development, detailed kinetic rations and the transient process of the syngas in the gasifier are reviewed and investigated. Special attention is paid to the water-gas shift reaction, which largely determines the final composition of the syngas. The relationship between residence time in the gasifier and the chemical equilibrium is also investigated.
Because of the limitation of data availability, which hinders the estimation of the degree of mixing in the entrained flow gasifier, the compartment-in-series approach is employed to describe the flow pattern in the gasifier. Along the flow direction of reactants the gasifier is divided into a series of small compartments. The compartment number is carefully tuned so that the simulation results can best match the reference performance data. The height of each compartment is also changeable, and this flexibility facilitates the zooming into special regions of interest in the gasifier.
Comparisons between values predicted by our dynamic model and the operation data from Fengxi Fertilizer have shown good agreement. The simulation results also provide an insight into the impact of the operating parameters on the gasification performance.
2.5.5. Simulation and economic assessment of polygeneration with CO2 capture
Because CO2 can be captured more easily in polygeneratin system, including IGCC, for the high CO2 concentration, polygeneration system can also be used as the CO2 pre-combustion capture technology. The case studies of IGCC and
-

polygeneration system with CO2 capture in China were conducted, the results of which were used for EU-China CCS cooperation projects, i.e. COACH and NZEC.
2.5.5.1. Case study of IGCC with CO2 capture
The case study is base on a 250 MWe IGCC system with CO2 capture, the block diagram of which is given in Fig. 2-46. The gasifier (unit 100) is a 2000t/d dry feed entrained flow gasifier designed by TPRI (Thermal and Power Research Institute), which will be used in Greegen, the first IGCC of China. The ASU (unit 200) can provide the pure oxygen needed for partial oxidation of coal in gasifier. The raw syngas coming from the gasifier feeds a sour Water Gas Shift Reactor (unit 300) which converts CO to CO2 and H2. The shifted syngas feeds the CO2 and H2S capture unit (unit 400) which captures CO2
containing a low amount of H2S. The capture process is based on activated MDEA. The resultant hydrogen-rich gas feeds the combined cycle power island (unit 500), in which a “reference, average” F-class large-scale gas turbine is defined, based on data published in Gas Turbine World – 2008 Performance Specifications, for Alstom GT-26, GE 9371F and Siemens STG5-4000F. The process waste waters are purified by a water treatment (unit 600).
rev.: 0date: 05-mai-09
by: TUch'd by: TU
Unit 002 005 103 106 201 205 304 306 405 409001 Description Air Air Condens. Oxygen H2 + CO2 Condens. H2 CO2
C %wt 47.73 Flow rate t/h 254 173.2 19 58.5 0 37.8 25 226 129.5 49.4 176.9H %wt 3.13 Pressure bar 1.01 1.01 28.7 36 1.3 76 7 28.7 28.7 28 152
N %wt 0.55 Composition %wt %wt %wt %wt %wt %wt %wt %wt %wt %wt %wt %wtS %wt 0.22 H2 2.2 5.4 24.5Ash %wt 9.92 CO 68.1 0.5 2.1H2O %wt 26.2 CO2 6.3 84.8 0.9 32.1 99.8
H2S 0.2 0.1 0.0 0.2
O2 23 23 2.9 0.0Mass Flow t/d 2097 Ar 1 0.2 1 1.6 0.0 0.1
H2O 11.4 100 0.3 99.1 0.7LHV MJ/kg 22.076 CH4 0.6 0.5 2.0
Demand Gross product Net product LP MP LP LP MP LP MP LP MPUnit 100 7.7 Flow rate t/h 155 14.85 8.2 1.06 1.32 2.75 -74.4 112.4 160Unit 200 29.12 Temperature °C 265 160 300 265 160 200 144 232 160
Unit 400 17 export Unit 500 0 232 178 from U300Unit 600 0.6+(306)
LHV Efficiency 33.3GT Power 163ST Power 69.4
POX Gasifier
Unit 100
002
001
201
582
211
205
ASU
Unit 200
Sour WGSR
Unit 300
Water Treatment
Unit 600106
103 CO2 and H2S Capture
Unit 400
304CCGT Power Unit
Unit 500
405 Electricity Production
306
Material Flow
Steam Flow
185 584583
409 CO2 + εH2Sto transport & storage
Base Case
005
581
Fig. 2-46 Block diagram of 250 MWe IGCC system with CO2 capture
The gross electrical production in the IGCC system is 232 MWe, and the net electrical production is 178 MWe. 4237 t/d CO2 can be captured in such IGCC system. So the the CO2 capture ratio is 91.3%, and the CO2 emission approaches 0.094 kg/kWh.
The total capital requirement is 3.5 billion RMB, and the net COE (cost of electricity), calculated by cash flow, is 578 RMB/MWh. Such COE is 63% higher than the averaged COE of conventional coal-fired power plants in China, which equals 354 RMB/MWh in 2008.
-

2.5.5.2. Case study of polygeneration with CO2 capture
A polygeneration system in a series connection was studied. Chemical and power are generated one-by-one in the polygeneration process, which is shown as Fig. 2-47. In the polygeneration process, 3×2300 two-stage slurry gasifiers, 3×60000Nm3/h ASU are used to generate syngas. H2S and CO2 are captured selectively from syngas in the Rectisol unit. The methanol is generated by once-through liquid phase methanol synthesis process. Then the unreacted gas burns with air and generate power in the power island, which includes 1×GE 9FA HYDROGEN GT, 1×HRSG and 1×ST.
CoalWater
Slurry
Water
Slag
Water
Scrubber
Water
O2 from ASU 气化炉
激冷室
LP BFW
Sep
KO
Pre-heat
L P Pump
Water
Gasifier
A
A
Gas Turbine
To Stack
LP
HP
Raw MeOH
Flue gas
DistillationLPMeOH
MeOH
CO2
Sulfur
Steam
Water
HPLP BFW
Steam
Exp
Air
TC
Comb
Sulfur, CO2 capture
Shift
1
3
2
4
5
6
7
8
9
10
11
14
13
15
16 17
18
1920
12
Fig. 2-47 Flowsheet of polygeneration system with CO2 capture
The plant is located in Tianjin, PR China, and Shenhua bituminous coal is used as the design coal. The gross output of the polygeneration case is 526MWe + 0.32 Mt/year methanol, and the net output is 397MWe + 0.31 Mt/year methanol. The consumed electricity is used for running the plant facilities, such as the ASU, CO2 compressor, pump, fan, etc. And some of the methanol is consumed as the Rectisol absorption solvent. 11930 t/d CO2 is captured in such polygeneration system and the CO2 purity is about 93.6%. So the CO2
capture ratio is 86.4%, and the CO2 emission of this polygeneration configuration is 0.196 kg/kWh.
-

The total capital requirement is 5.9 billion RMB. The net COE (cost of electricity), calculated by cash flow, is 444 RMB/MWh, which is 25% higher than the averaged COE of conventional coal-fired power plants in China.
2.5.5.3. Conclusions
Because the simulation conditions for the IGCC system and the polygeneration system are not same, it is meaningless to comparing the COE between the IGCC system and polygeneration system. But all the economic evaluation results show that capturing CO2 will cause about 20%-60% increasing of COE. So much effort should be put into the R&D of CCS technologies to decrease the energy penalty of CO2 capture, so that CCS technologies can be widely adopted in the world.
-

List of Appendices
(Appendices are available on request)Appendix A: Polygeneration System (book in press)Appendix B: AspenGT Connector ManualAppendix C: Final report: Guidelines for effective and efficiently implementation of CCS in China Appendix D: Final report: Tsinghua Oxygen Staged Gasifier Modelling Appendix E: PublicationsList of Journal Papers
1. 刘广建,李政,黄河,倪维斗. 煤气化过程的热力学分析. 清华大学学报(自然科
学版), 2008,45(8): 844-847. (EI: 20082811370832)
2. 倪维斗,高健,陈贞,李政. 用风电和现代煤化工的集成系统生产“绿色”甲醇/
二甲醚. 中国煤炭, 2008,34(12): 5-11.
3. 王明华,李政,倪维斗.“双气头”多联产系统CO2减排特性方程研究. 洁净煤技
术, 2008,14(6): 21-24,50.
4. 高健,倪维斗,李政. 整体煤气化联合循环系统中采用独立或整体化空气分离
装置的探讨. 动力工程, 2008,28(1): 152-156. 冯静,倪维斗,李政. 通过联产甲醇
提高整体煤气化联合循环系统的变负荷性能 . 动力工程, 2008,28(1): 157-162.
5. 李金晶,李燕,刘树清,岳光溪,李政. 裤衩腿结构循环流化床锅炉床料不平衡现
象的数值模拟. 动力工程, 2008, 28(1): 28-32.
-

6. 刘宇,李政,倪维斗,黄河,张斌. 油田石化企业实现循环经济的多联产系统研究
( )Ⅰ -- 系统集成与模拟 . 现代化工, 2008,28(2):75-79.
7. 高健,倪维斗,李政.以双燃料重整利用气化显热的 IGCC 系统 . 燃气轮机技术,
2008, 21(1): 13-17.
8. 王明华,李政,黄河,许兆峰,倪维斗. 气化煤气与焦炉煤气 DME- 电联产方案的
研究. 计算机与应用化学, 2008,25(1): 11-15.
9. 冯静,倪维斗,黄河,李政. 采用串联液相甲醇合成的多联产系统变负荷性能的
分析. 动力工程, 2008,28(2): 326-332.
10. 李政,曹江,何芬,黄河,倪维斗. 整体煤气化联合循环系统的可靠性分析与设计 .
动力工程, 2008,28(2): 314-320.
11. 刘广建,李政,倪维斗. 基于统一基准的整体煤气化联合循环系统效率分析 . 动
力工程, 2008,28(4): 321-325.
12. 王明华,李政,麻林巍. 坑口煤制代用天然气的技术经济性分析及发展路线构
思. 现代化工, 2008,28(3): 13-16.
13. 常乐 ,倪维斗 ,李政 ,郑重 . 多方案煤基供氢路线的经济性比较 . 煤炭转化 ,
2008,31(2): 90-96.
14. 李政 ,刘广建 ,倪维斗 .甲醇 /电联产系统能耗特性 . 中国电机工程学报 ,
-

2008,28(8): 1-6.
15. 刘宇,倪维斗,李政,黄河. 多联产能源系统工程研究方法论框架探讨 . 洁净煤
技术, 2008,14(2): 5-9,62.
16. 高健,倪维斗,李政,椙下秀昭. IGCC系统关键部件的选择及其对电厂整体性
能的影响--(3)气化炉合成气冷却器与余热锅炉的匹配. 动力工程, 2008,28(3):
471-474.
17. 黄河,何芬,李政,倪维斗,何建坤,张希良,麻林巍. IGCC 电厂的工程设计、采购
和施工成本的估算模型. 动力工程, 2008, 28(3): 475-479.
18. 王明华,李政,冯静,倪维斗. 甲醇/电联产系统中甲醇合成与精馏模拟及变负荷
研究. 热能动力工程, 2008,23(4): 363-368,441.
19. 王明华,李政,许兆峰,薛亚丽,倪维斗.一种新的 IGCC 发展模式——电 -SNG 联
产系统研究.燃气轮机技术, 2008,21(2): 1-6.
20. 王明华 ,李政 ,倪维斗 .煤制甲醇CO变换工艺组合方式的研究 . 化学工程 ,
2008,36(7): 66-70.
21. 高健,倪维斗,李政. 以甲烷重整方式利用气化煤气显热的甲醇-电多联产系统.
动力工程, 2008,28(4): 639-646.
22. 黄河,何芬,李政,倪维斗,何建坤,张希良,麻林巍. 中国整体煤气化联合循环电
-

厂的经济性估算模型 , 动力工程, 2008,28(4): 633-638.
23. 冯静,倪维斗,李政. 并联型化工动力多联产系统主导因素与变工况特性 . 热能
动力工程, 2008,23(5): 485-489,554-555.
24. 冯静 ,倪维斗,李政. 串联型化工动力多联产系统主导因素与变工况特性. 热能
动力工程, 2008,23(6): 625-690.
25. Zheng Zhong, Gao Dan, Ma Linwei, Li Zheng, Ni Weidou.CO2 capture and
sequestration source-sink match optimization in Jing-Jin-Ji region of China.
Front. Energy Power Eng. China.2009, 3(3): 359–368.
26. Wang Minghua, Li Zheng, Ni Weidou.Design and analysis of dual fuel
methanol-power poly-generation. Front. Energy Power Eng. China. 2009, 3(3):
341–347.
27. Wang Zhe, Yang Jinning, Li Zheng, Xiang Yong. Syngas composition study.
Front. Energy Power Eng. China.2009, 3(3): 369-372.
28. Fu Tairan, Wang Zhe.High-temperature measurements of diesel fuel combustion
with multi-color pyrometry. Journal of Heat Transfer. 2010, accepted.
29. Zhe Wang, Richard A.Yetter. Iron Carburization in CO-H2-He Gases. Part I:
Experiment.International journal of Chemical Kinetics.2009, 41(5),327-336.
30. Zhe Wang, Richard A.Yetter. Numerical Iron Carburization in CO-H2-He Gases.
Part II: Numerical Model. International journal of Chemical Kinetics.2009,
41(5),337-348.
31. Xue Yali, Li Donghai, Gao Furong. Multi-objective Optimization and Selection
for the PI Control of ALSTOM Gasifier Problem. Control Engineering
Practice.2010,18: 67–76.
32. Liu P., Pistikopoulos, E. N., Li, Z. A multi-objective optimization approach to
polygeneration energy systems design. AIChE Journal.2009. In press.
-

33. Liu P., Pistikopoulos, E. N., Li, Z.A mixed-integer optimization approach for
polygeneration energy systems design. Computers & Chemical
Engineering.2009,33(3):759-768.
34. Liu P., Pistikopoulos, E. N., Li, Z. A mixed-integer optimization approach for
polygeneration energy systems design. Computer and Chemical
Engineering.2009, 33 :759-768.
35. Liu Guangjian, Li Zheng, Wang Minghua, Ni Weidou.Energy savings by co-
production: A methanol/electricity case study. Applied Energy. 2009
36. Jens Hetland, Li Zheng, Xu Shisen. How polygeneration schemes may develop
under an advanced clean fossil fuel strategy under a joint sino-European
initiative. Applied Energy. 2009, 86: 219-229.
37. Z. Zheng, E.D. Larson, Z. Li,G. Liu,and R.H. Williams.Near-Term Mega-Scale
CCS Demonstrations in China.Energy & Environmental Science.2009,
38. 徐鸿,荆汝林,倪维斗,郭小丹.氢-氧联合循环效率的主要影响因素分析. 动力工
程. 2009,29(7):683-687,702.
39. 高健,倪维斗,李政. 煤基发电系统燃烧前后氨水吸收CO2的对比. 热能动力工
程.2009,24(1):127-131,148.
40. 常乐,倪维斗,李政,郑重.氢能供应链中最佳运氢方式的选择. 清华大学学报
(自然科学版).2009,49(2):257-260.
41. 王哲,李政,倪维斗. 多工况吻合的两段循环流化床动态仿真模型 . 动力工程.
2009,29(7):627-631.
42. 薛亚丽,李东海,王军. ALSTOM气化炉基准问题的控制特性分析. 清华大学学
-

报(自然科学版).2009,49(5):80-85.
43. 吴昊, 薛亚丽. 多目标模糊可信度鲁棒PID控制器设计. 中南大学学报(增
刊).2009,待发表.
44. 倪维斗. 建立以煤气化为核心的多联产系统 .山西能源与节能.2009,55(4):1-
4,6.
45. Zhe Wang, Fen He, Zhiwei Yang, et al. Study of CFB simulation model with
coincidence at multi-working condition.Proceedings of 20th International
Conference on Fluidized Bed Combustion.Page: 833-838, May 2009.
46. Wu Hao, Xue Yali, Ren Tingjin. Stochastic Robustness controller design upon
different ranking criteria. 2009 International Conference on Advanced Computer
Control (ICACC 2009).Page: 22-24, January 2009: 14-18, Singapore.
47. Liu, P., Pistikopoulos, E. N., and Li, Z. An energy systems engineering approach
to polygeneration and hydrogen infrastructure systems analysis & design.PRES
09 (12th International Conference on Process Integration, Modelling and
Optimisation for Energy Saving and Pollution Reduction).2009, Rome, Italy.
48. Liu, P., Pistikopoulos, E. N., and Li, Z.Environmentally benign process design of
polygeneration energy systems. FOCAPD 2009 (Foundations of Computer-Aided
Process Design).2009,Breckenridge, Colorado, USA.
49. Li Liping, Li Zheng. Steady state criterion and case-based optimizing operation
of energy system. Proceedings of the 2009 International Conference on Machine
Learning and Cybernetics, v3, pp1606-1610, 2009.
50. Ni Weidou, Chen Zhen, Gu Weidong, Yan Zhuoyong. “Green” integrated
system: non-grid-connected wind power and coal-to-methanol. 2009 World Non-
Grid-Connected Wind Power and Energy Conference. WNWEC 2009, p 4, 2009.
List of Book Chapters
51. Liu, P., Pistikopoulos, E. N., and Li, Z.Polygeneration systems engineering, in M.
-

C. Georgiadis, E. S. Kikkinides, and E. N. Pistikopoulos (ed.) Energy Systems
Engineering. WILEY-VCH, Weinheim,2008.ISBN: 978-3-527-31143-9.
52. Liu, P., and Pistikopoulos, E. N.Mixed-integer optimization for polygeneration
energy systems design, in J. Kallrath, P. M. Pardalos, S. Rebennack, and M.
Scheidt (ed.) Optimization in the Energy Industry.Springer, Berlin,2008.ISBN:
978-3-540-88964-9.
53. 严宏强,程钧锫,都兴有,何木云,黄其励,倪维斗,赵洁,赵毅 . 中国电
气工程大典 第4卷 火力发电工程(上,下).北京:中国电力出版社,2009.
ISBN:978-7-5083-8179-4.
54. Guillaume Ribert, Piyush Thakre, Zhe Wang, Richard A. Yetter, Vigor Yang,
Fundmental Combustion Characteristics of Syngs,Syngas Combustion.Taylor &
Francis,2009.
-