Embed Size (px)
Citation preview

Aluminum extrusion design and the role it plays in high
performance cooling solutions

This webinar will be available afterwards at www.designworldonline.com & email
Q&A at the end of the presentation
Hashtag for this webinar: #DWwebinar
Before We Start

Moderator Presenters
Paul HeneyDesign World
Mike TozierSapa Extrusions
Americas
Alex Chen, PhD
Sapa Extrusions Americas
Angel Rosario
Sapa Extrusions Americas

ALUMINUM EXTRUSION DESIGN AND THE ROLE IT PLAYS IN HIGH PERFORMANCE COOLING SOLUTIONS
ANGEL ROSARIO, ALEX CHEN, MIKE TOZIER
4

OUTLINE
5
Introduction of Sapa Group
Aluminum Extrusion Design
Thermal Design Considerations
High Performance Cooling Solutions

SAPA GROUP
6
Sapa is the world leader in aluminum solutions – a new company that joined the aluminum extrusion businesses of Sapa and Hydro. Together, we are shaping a lighter future through a global reach and local presence within extrusions, building systems, and precision tubing. We have 23,000 employees in more than 40 countries, and our headquarters are located in Oslo, Norway.

SAPA EXTRUSIONS AMERICAS
7
Sapa Extrusions North America offers design, manufacturing, fabrication and finishing of aluminum extrusions through 25 facilities located across North America.

PROFILE DESIGN
8
What is the goal?
Design the optimal profile that fulfills the demands of the application at the lowest possible cost.
To design the optimal profile, we must understand factors in production that increase costs.

TOOLING COST FACTORS
Die Breakage
Alloy
Profile type and circle size
Non-fill condition
Thin walls or sharp corners
Thick to Thin Ratio (variable bearings)
Tolerance requirements
9

PRODUCT DESIGN COST FACTORS
Type of Profile
Solid
Semi-Hollow
Hollow
Alloy / Temper
6063 vs. 6061
Wall Thickness
Thin? Thin to Thick?
Tolerances
Standard AA vs. Tighter
Cut Length
Long Lengths vs. Short Lengths
Surface Finish
Anodize? Paint?
10
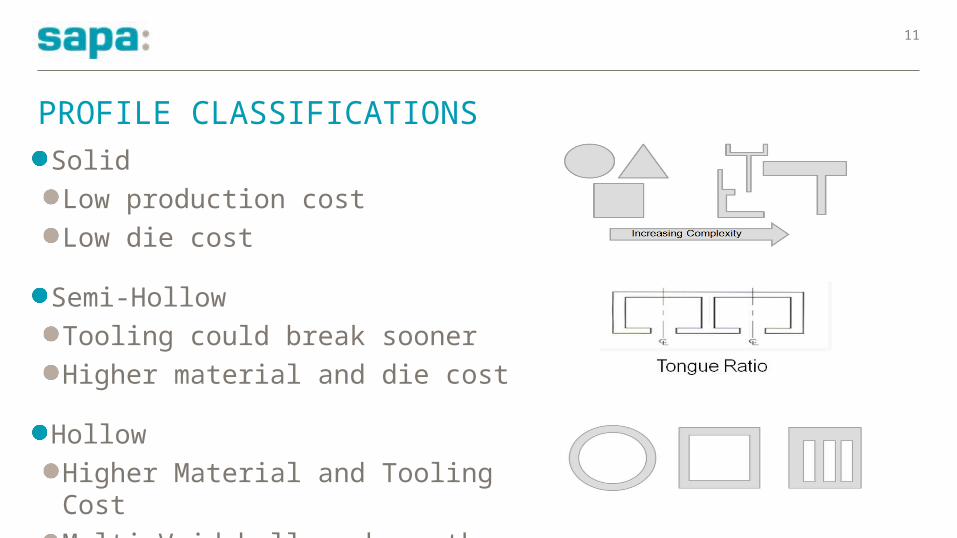
PROFILE CLASSIFICATIONS
Solid
Low production cost
Low die cost
Semi-Hollow
Tooling could break sooner
Higher material and die cost
Hollow
Higher Material and Tooling Cost
Multi-Void hollows have the highest cost
11

CIRCLE SIZE DIAMETER
12

PROFILE CIRCLE SIZENot all presses with the same container size are alike.
For example, Sapa has a number of 10” presses, but profiles that fit one 10” press may not fit another 10” press at a different location.
Circle size is one of the factors for determining the appropriate size press a given profile.
Sapa is able to extrude profiles with circle sizes up to 22” in North America.
13

MINIMUM WALL THICKNESS
Recommended minimum wall thickness for 6063 Alloy are shown in the guidelines. (Add 15% for 6061 Alloy)
Sapa also offers specialty extrusions up to 5” diameter circle size with wall thickness as thin as 0.015” and as light as 0.007 pounds per foot.
4”5”
6”7”
8”9”
10”11”
3”2”
0.188”
0.078”0.094”0.125”
0.070”0.062”
0.056”
0.05
0”0.
052”
0.05
6”0.
062”
0.07
0”0.
078”
0.09
3”0.
100”
0.12
5”0.
142”
14
Guidelines

GEOMETRY CONSIDERATIONS
15
Symmetry
Uniform wall thickness
Large radii
Tongue ratio reduction
Incorporating useful features
ID Mark, drill points, screw slots, location/registration stops

GEOMETRY OPTIMIZATION
16
Convert hollows to solid profile

HEAT SINK RATIO
17
Fin height to gap ratio is typically limited to 16:1.

DAMAGED DIE
18

19
ALUMINUM USED IN COOLING SOLUTIONS Aluminum heat sinks and liquid coolers have been widely used as cooling components in power electronics, LED lighting, computers, telecom devices, healthcare, automotive, etc.

ALUMINUM EXTRUSIONS
20
Recyclable & Non-toxicLightweightStrongCorrosion resistantThermally conductiveReflectiveElectrically conductiveNon-magneticNon-sparking
Material Advantages
AttractiveFinish OptionsVirtually SeamlessComplex integral shapesEasily assembledWeldableMachinableCost-effectiveShort lead times
Process Advantages

THERMAL CONDUCTIVITY
21
Copper (pure): 395 W/mK

EXTRUSION ALLOY VS. DIE-CAST ALLOY
22

PROFILE DESIGN
23

PROFILE DESIGN
24

25
PROFILE DESIGN

PROFILE DESIGN
26

PROFILE DESIGN
27

PROFILE DESIGN
28

SURFACE FINISHING
29
Surface Treatment Emissivity
As extruded 0.10
Clear anodize 0.78
Black anodize 0.85
White paint 0.90
Black paint 0.97

SIMULATION
30

SIMULATION
31
Critical items needed for design support:Max junction temp (Tj) or thermal resistivity requirementsAmbient temperature and boundary conditionsHeat sink orientation relative to gravityHeat load definition and placement (Watts)CAD assembly detailing heat sink and mating components with material definitions (SolidWorks or .stp file)Re-design space limitations / requirements

FRICTION STIR WELDING
32
Friction Stir Welding is a solid-state joining method, which has been used in the welding of aluminum since 1991.

METHOD
33

WELD STRUCTURE
34
Fully re-crystallized fine grain micro-structure is created in the nugget by the intense plastic deformation at elevated temperature.

ADVANTAGES OF FRICTION STIR WELDING
35
No filler metal (parent metal conductivity)
High tensile, fatigue, and bend properties
Void free and leak proof
Low thermal distortion and shrinkage
Energy efficient
Suitable for automation
Cost Effective

FSW MODULAR HEAT SINK*
36
*PATENT PENDING

FSW HEAT SINK VS. BONDED FIN HEAT SINK
37
FSW Bonded

METALLOGRAPHIC EXAMINATION
38

THERMAL TESTING SETUP
39

THERMAL RESISTANCE
40
The thermal resistance of FSW modular heat sink is 8% lower than bonded fin design.
*THE DEFINITION OF THERMAL RESISTANCE:

EXTRUDED FSW LIQUID COOLER*
41
*PATENTED BY SAPA
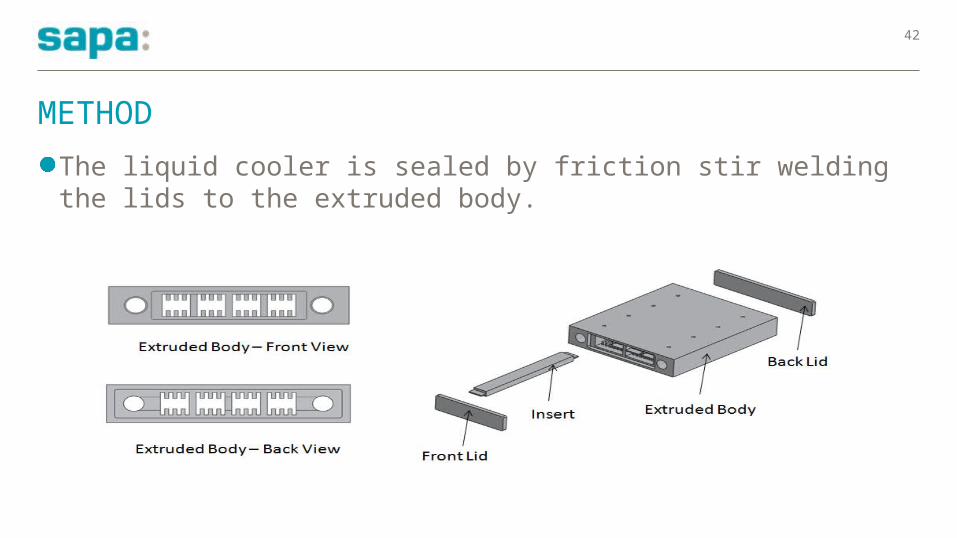
METHOD
42
The liquid cooler is sealed by friction stir welding the lids to the extruded body.

METALLOGRAPHIC EXAMINATION
43

PRESSURE TEST
44
The liquid cooler can withstand burst pressure up to 90 bar.

THERMAL TEST SETUP
45
Double-sided mounting with 1500 Watt per side

THERMAL RESISTANCE
46

PRESSURE DROP
47
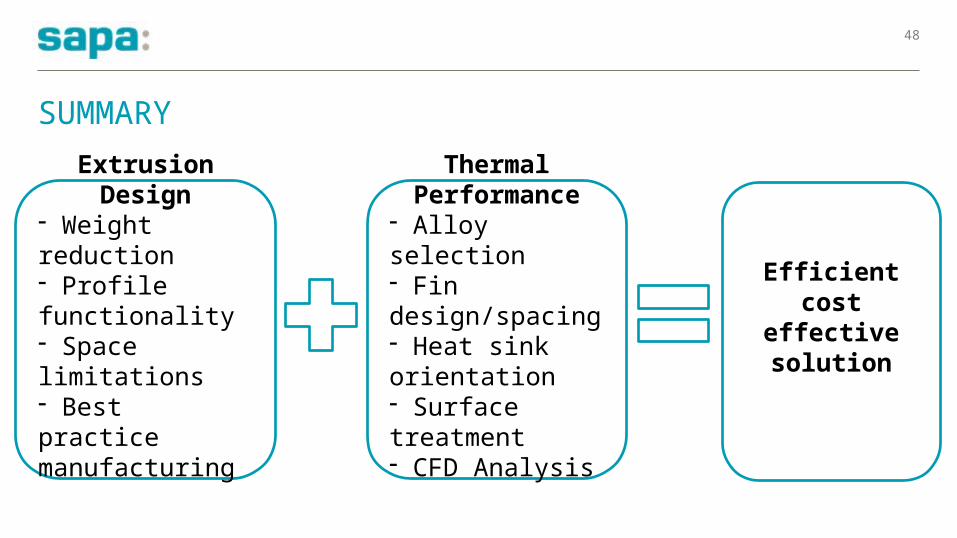
SUMMARY
48
Thermal Performance
- Alloy selection- Fin design/spacing- Heat sink orientation- Surface treatment- CFD Analysis
Extrusion Design- Weight reduction- Profile functionality- Space limitations- Best practice manufacturing
Efficient cost effective solution

CONTACT
49
Alex Chen, PhD
Sr. Application Engineer
Sapa Extrusions Americas
801-450-7221
Angel Rosario
Sr. Application Engineer
Sapa Extrusions Americas
847-349-7244
Mike Tozier
Technology Development Mgr.
Sapa Extrusions Americas
503-802-3462

Questions?Paul HeneyDesign [email protected]: 440-234-4531Twitter: @DW_Editor
Mike TozierSapa Extrusions [email protected] Phone: 503-802-3462
Alex Chen, PhDSapa Extrusions [email protected] Phone: 801-450-7221
Angel RosarioSapa Extrusions [email protected] Phone: 847-349-7244
Thank You This webinar will be available at designworldonline.com & email
Tweet with hashtag #DWwebinar
Connect with Design World
Discuss this on EngineeringExchange.com





























