Embed Size (px)
Citation preview

DEFECTOLOÍA
DEFECTOLOGÍA

Un defecto es una discontinuidad, pero unadiscontinuidad no necesariamente es un defecto
DEFECTO:Es cuando la discontinuidad es inaceptable de acuerdo con un criterio establecido.
DISCONTINUIDAD:
Es cualquier indicación anómala que se detecta en una pieza, durante:
la producción inicial
la fabricación
o en el servicio
¿DEFECTO o DISCONTINUIDAD?

TIPOS DE DISCONTINUIDADES
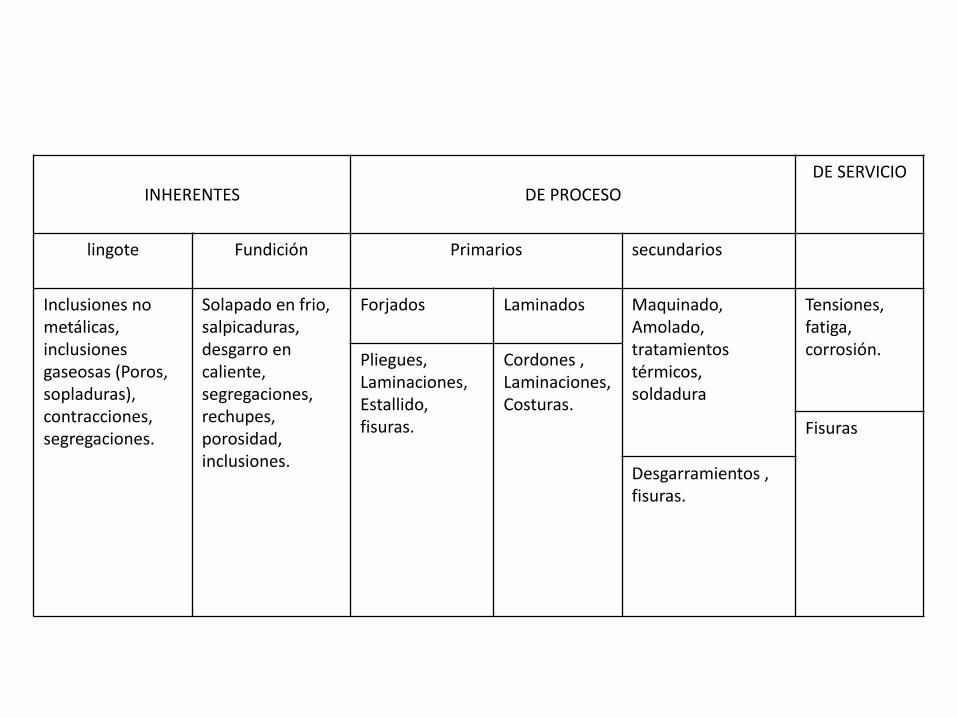
INHERENTES: se crean en el inicio de la producción, desde el estado de fusión.
DE PROCESO: se producen en el resto del proceso hasta la pieza terminada.
DE SERVICIO: se presentan durante el uso de la pieza.
Ubicación en la pieza:• SUPERFICIALES• INTERNAS
INHERENTES DE PROCESODE SERVICIO
lingote Fundición Primarios secundarios
Inclusiones no metálicas, inclusiones gaseosas (Poros, sopladuras),contracciones, segregaciones.
Solapado en frio, salpicaduras, desgarro en caliente, segregaciones, rechupes, porosidad, inclusiones.
Forjados Laminados Maquinado,Amolado, tratamientos térmicos, soldadura
Tensiones,fatiga,corrosión.
Pliegues,Laminaciones,Estallido, fisuras.
Cordones , Laminaciones,Costuras.
Fisuras
Desgarramientos , fisuras.

- Relevantes
- No relevantesSERVICIO
INDICACIONES
FALSAS: interferencias eléctricas, equipo defectuoso, superficies rugosas.

FUNDICIÓN
DISCONTINUIDADES INHERENTES

ALTO HORNO
Oxido de hierro + Coque metalúrgico + Fundente (Dolomita)
ESCORIAFUNDICIÓN DE PRIMERA FUSIÓN
(ARRABIO)
DESECHO
FUNDICIÓN DE SEGUNDA FUSIÓN(chatarra + carbonatos + aleaciones de hierro)
Lingote con algo menosde escoria (INCLUSIONESNO METÁLICAS) y POROS.
Lingote con algo deescoria (INCLUSIONES NOMETÁLICAS) y POROS.
DISCONTINUIDADES INHERENTES A LA COLADA ORIGINAL



Las inclusiones no metálicas como escoria, óxidos y sulfuros:
• su efecto depende de su número, tamaño y dispersión
• están en el metal pero sin mezclarse (no están unidas a la pieza)
• tienen bajo punto de fusión, lo cual puedeser nocivo durante trabajos en calientey de soldadura
• son relativamente frágiles debido a que actúancomo elevadores de tensión, fomentandola formación de grietas.
• mayormente se presentan en la superficie, aunque pueden producirse en el centro
• tienen forma irregular
Inclusiones no metálicas
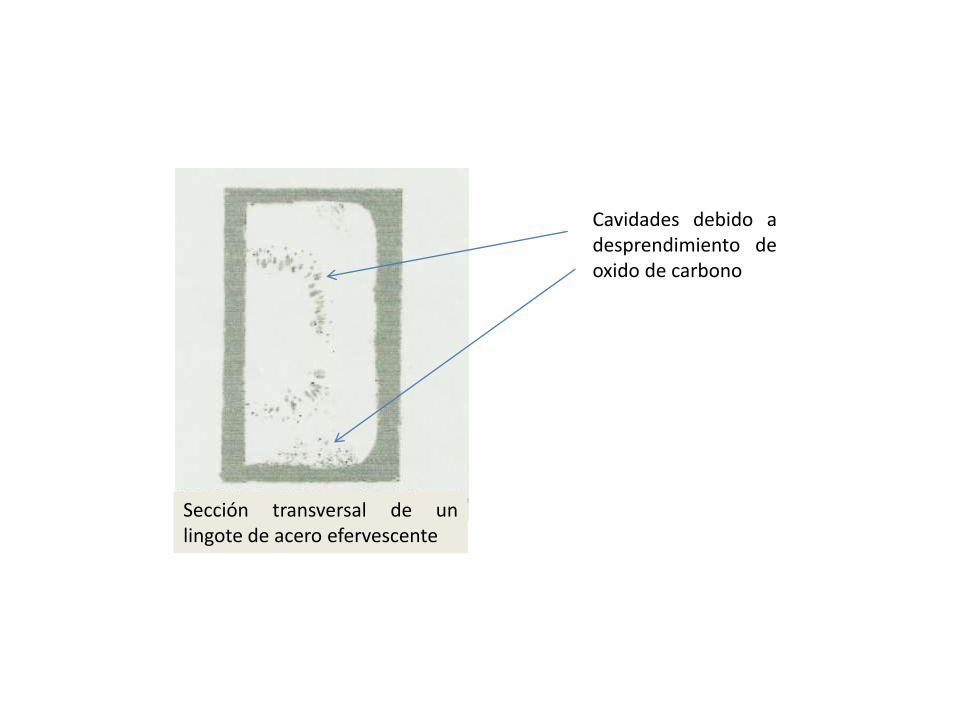
Sección transversal de unlingote de acero efervescente
Cavidades debido adesprendimiento deoxido de carbono

• son producto de desoxidación y desulfurización
• se producen cerca de la superficie del fondo del lingote (zona de sedimentación) y en la superficie superior de éste.
CAUSAS:1. Residuos no metálicos como óxido, sulfuros formados
en la refinación y vertido en el lingote.2. Mezcla de refractarios fundidos.
Las inclusiones no metálicas son inevitables en el acero
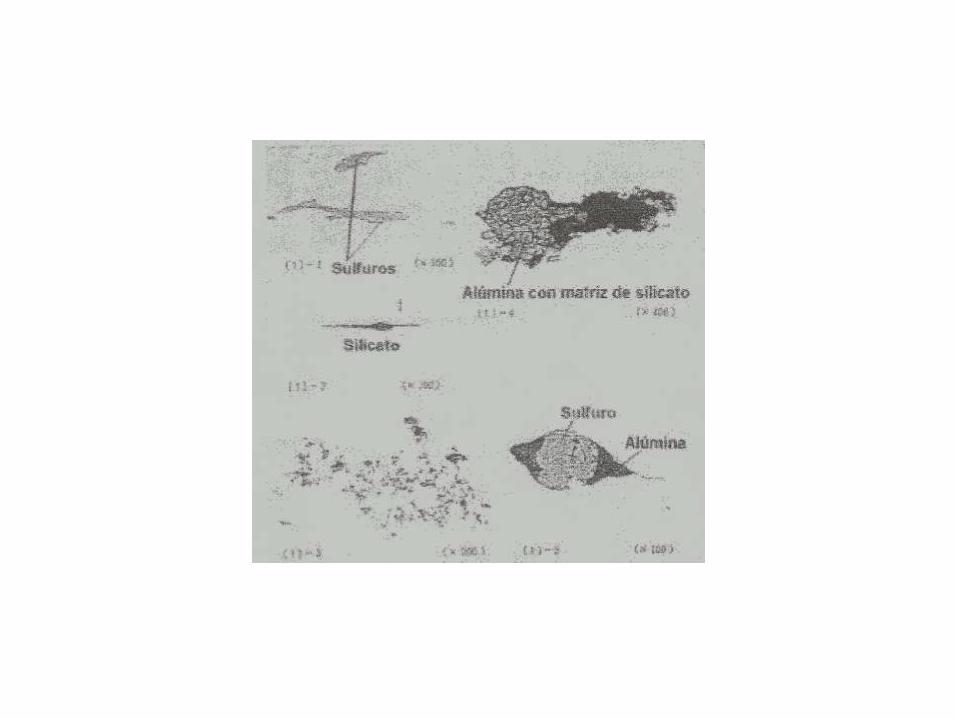
Las inclusiones no metálicas microscópicas,generalmente, no son consideradas como defectos
Inclusiones no metálicas microscópicas
Poros (Inclusiones gaseosas)
Se forman cuando el gas, que es insoluble en el metal líquido, es atrapado cuando solidifica.
sopladura
Hueco esférico, cilíndrico u oblongo sobrela superficie o en el interior del lingote.
Causas:1. Desgacificación o desoxidación inadecuada.2. Reducción de herrumbre dentro de la lingotera.3. Generación de gas CO debido a reacción entre el
acero fundido y salpicaduras oxidadas.
Las sopladuras superficiales son removidas por desbastedespués del desmoldado y las internas tienen normalmente unasuperficie bastante lisa.

Son cavidades que se deben a la contraccióndel material al solidificarse. Cuando sepresentan en el centro del lingote reciben elnombre de rechupes internos (contraccionesInternas).
Rechupes secundariosAparecen en el centro y en laparte superior del lingote.
En la masarota está el rechupeprincipal, el cual puede quedardentro del lingote debido a un maldiseño.
Rechupes
Causas:1. Falta del efecto de hundimiento en la masarota.2. Forma inadecuada del molde
El interior de la contracción secundaria es de forma dendrítica (irregular)

SegregacionesOcurren cuando la distribución de uno o varios elementospresentes en la aleación no se han difundido de manera uniformea través del lingote, concentrándose en áreas determinadas.
Son frecuentes en bronces y latones
La distribución no uniforme de los elementos influyen sobre las propiedades mecánicas de la aleación.
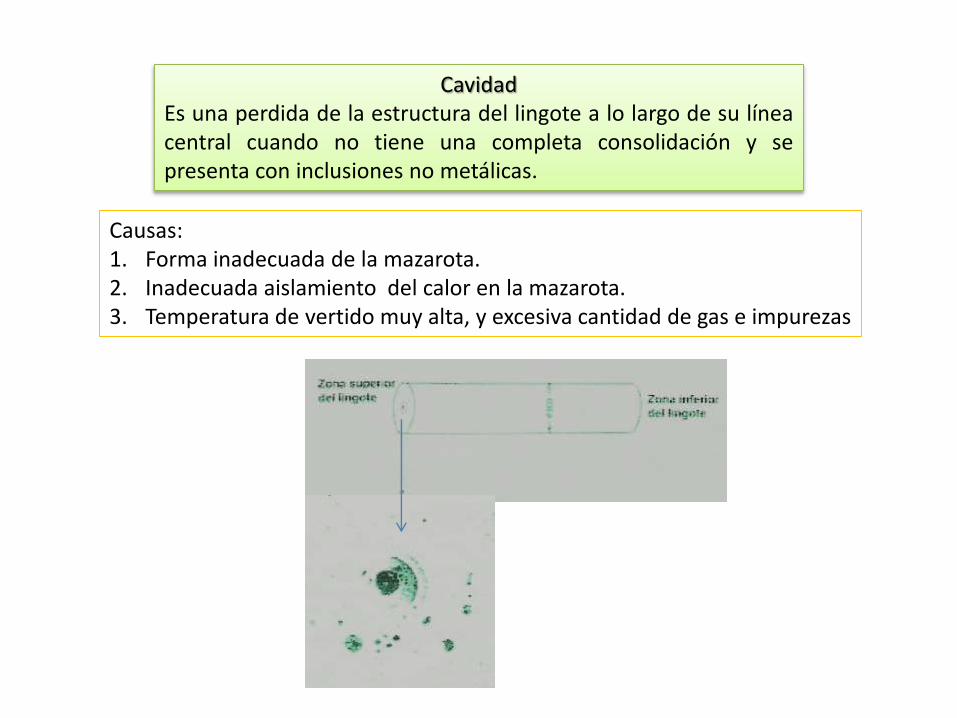
Cavidad Es una perdida de la estructura del lingote a lo largo de su líneacentral cuando no tiene una completa consolidación y sepresenta con inclusiones no metálicas.
Causas:1. Forma inadecuada de la mazarota.2. Inadecuada aislamiento del calor en la mazarota.3. Temperatura de vertido muy alta, y excesiva cantidad de gas e impurezas

FisurasSe presentan debido a las elevadas tensiones internas ocasionadas , por ejemplo atemperatura y velocidad de colada muy altas, contracciones de enfriamientoobstaculizadas por rebabas o defectos de la lingotera, enfriamiento muy rápidodespués de la extracción de la lingotera.
Pueden ser superficiales o internas

DISCONTINUIDADES INHERENTES DE FUNDICIÓN (VACIADO EN MOLDE)
MOLDE METÁLICO

1. Vasija de vaciado2. Bebedero3. Corredor alimentador4. Rebosadero

DEFECTOS O DISCONTINUIDADES

MOLDE DE ARENA

DEFECTOS O DISCONTINUIDADES

Son semejantes a una grieta, pero tienen un contorno curvo y liso.
Soplado en frioSe debe a una falta de fusión, ocasionada por una colada no uniforme.

Gotas frías
Se deben a salpicaduras debidas a colada excesivamente rápida

Desgarramiento en caliente(fisuras de contracción)
Se producen por una contracción desigual entre secciones delgadas y gruesas
Generalmente no se aceptan
Las secciones delgadassolidifican y se contraenantes que las gruesas.

Hojuelas: láminas metálicas superpuestas a la superficie.Mordeduras(colas de rata): Suaves entallas en la superficie de la pieza.
• Inclusiones
• Segregaciones
• Rechupes, microrrechupes
• Huecos
• Sopladuras
• Poros, microporos

DISCONTINUIDADES DE PROCESO
• Rolado o laminado
• Forjado
• Maquinado
• Amolado
• Tratamiento térmico
• Soldadura

ROLADO O LAMINADO



Laminaciones




FORJADO

Pliegues de forja
Son pliegues en una fina plancha en la superficie de la pieza
Solapado
Pliegue de forja grueso
Son más propensos a producirse donde hay
una gran diferencia de diámetro o espesor.

Laminaciones















SOLDADURA


Línea central (aprox.)
Zona afectada por el calor (ZAC)
Metal base (MB)
• Superficiales
• Internas
Discontinuidades en soldaduras
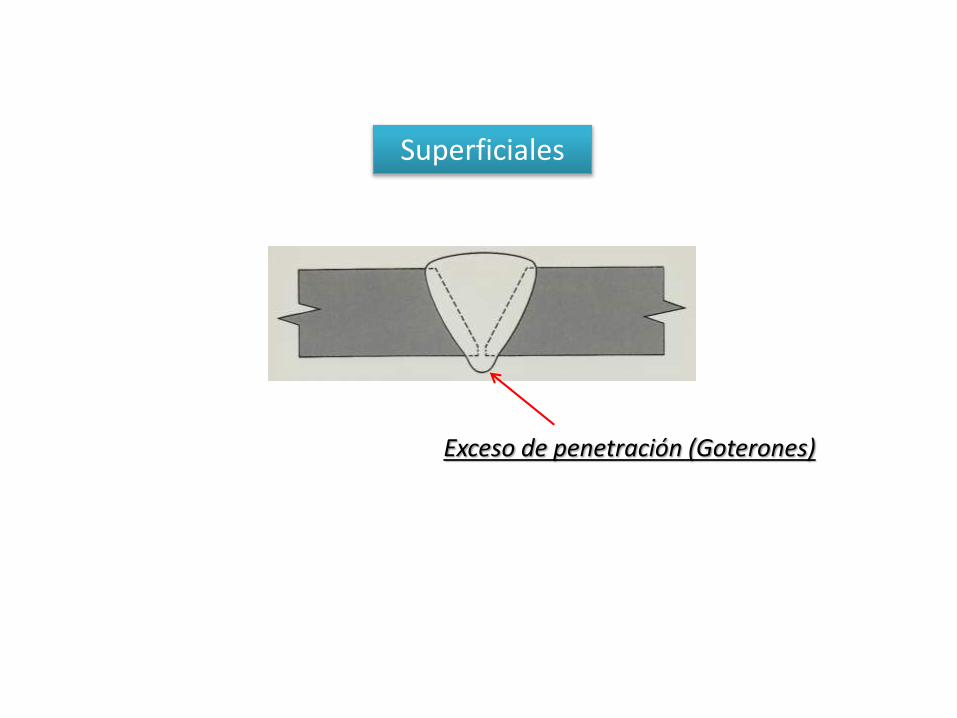
Exceso de penetración (Goterones)
Superficiales
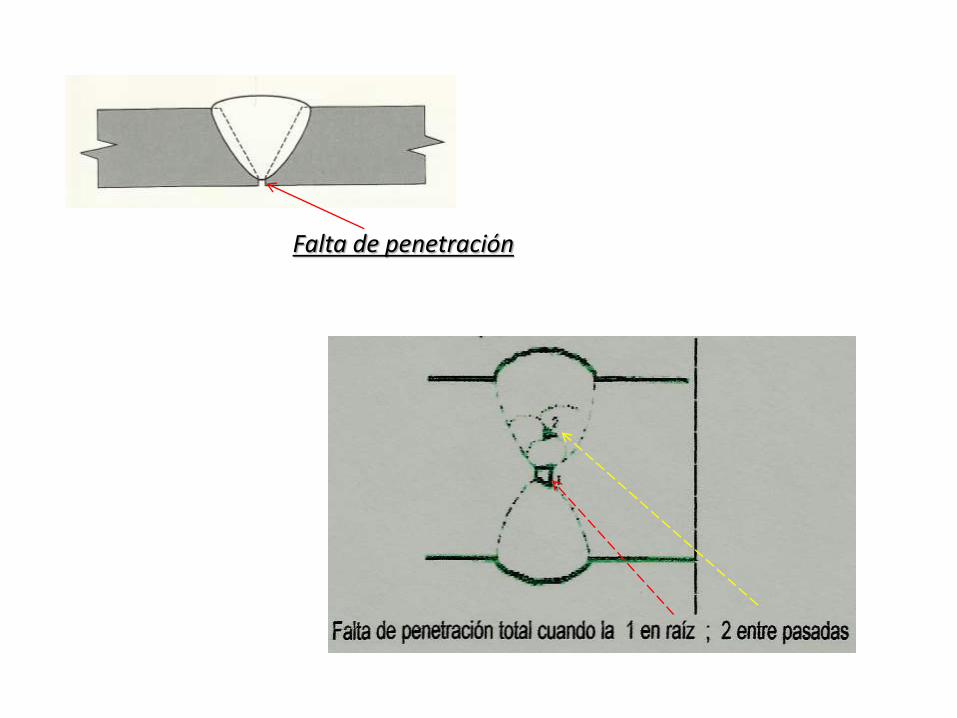
Falta de penetración

Concavidad interna(contracción)
Socavaduras o mordeduras de bordes
Posterior
Anterior
Concavidad externa o falta de relleno

Quemado(No contracción)

Poros superficiales

SalpicadurasConsisten en diminutas esferas de material fundido dispuestas sobre elcordón y/o su vecindad. Generalmente, no son relevantes para la calidad dela soldadura.

EROSIONES Y HUELLAS
• Exceso de rebajado• Huellas de amolado o burilado• Huellas de mecanizado• Martillazos, golpes en general• Restos de electrodos
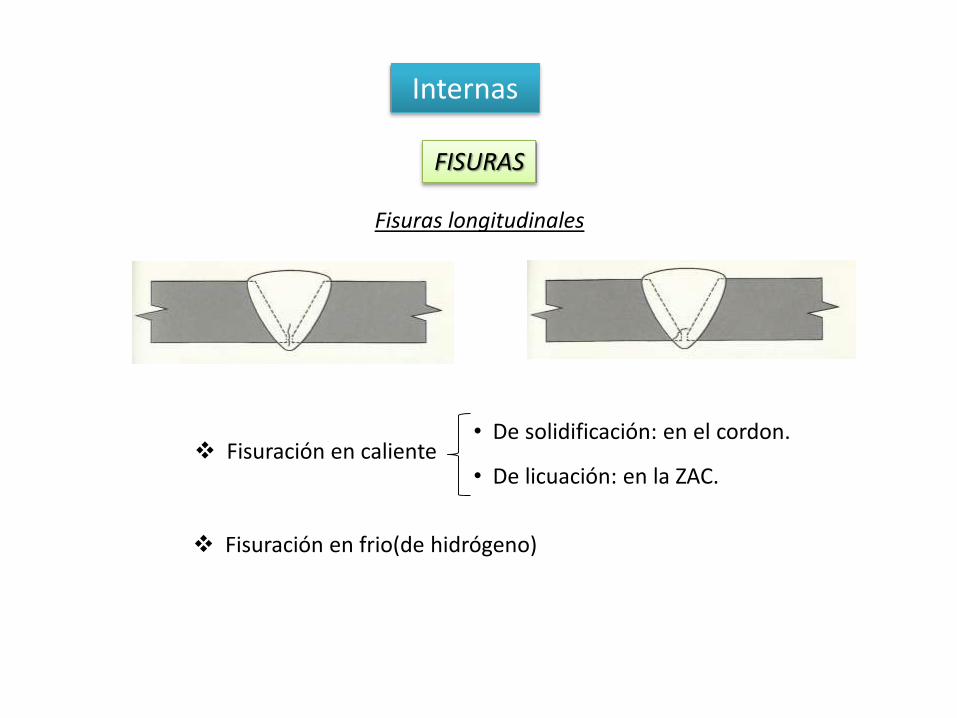
Internas
FISURAS
Fisuras longitudinales
Fisuración en frio(de hidrógeno)
Fisuración en caliente • De solidificación: en el cordon.
• De licuación: en la ZAC.

Fisuras transversales
En caliente y en frio

Fisuras de interrupción o de arranque (de cráter)

Fisuras en la ZAC

Desgarre laminar

Grietas

Falta de fusión en el bisel

Porosidad agrupada (nido de poros)
Porosidad dispersa
Porosidad alineada en el cordón de la raíz
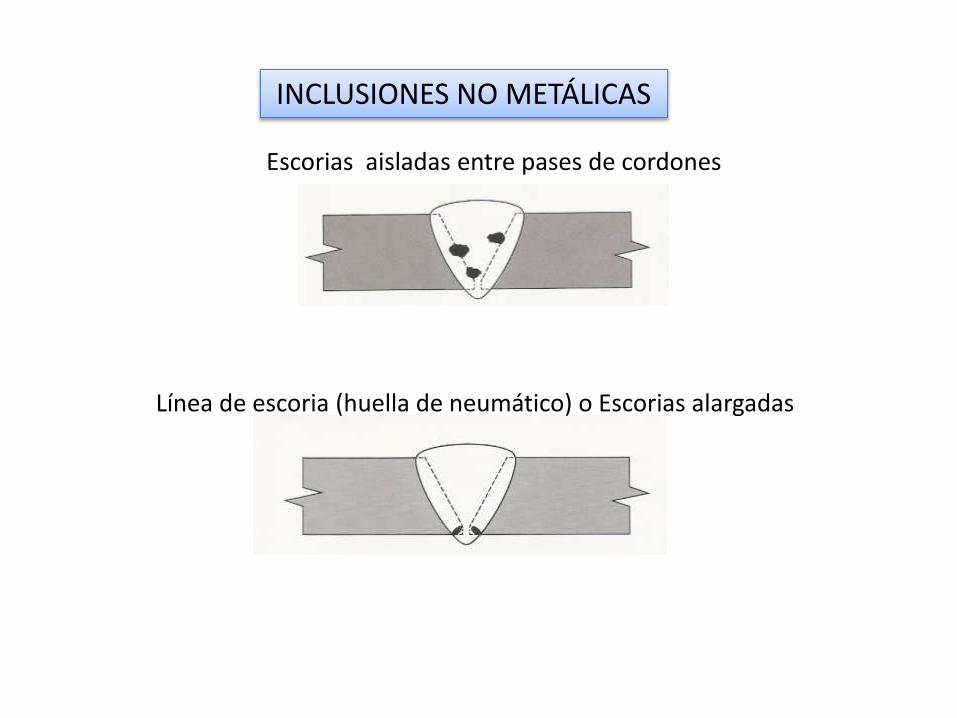
Línea de escoria (huella de neumático) o Escorias alargadas
INCLUSIONES NO METÁLICAS
Escorias aisladas entre pases de cordones
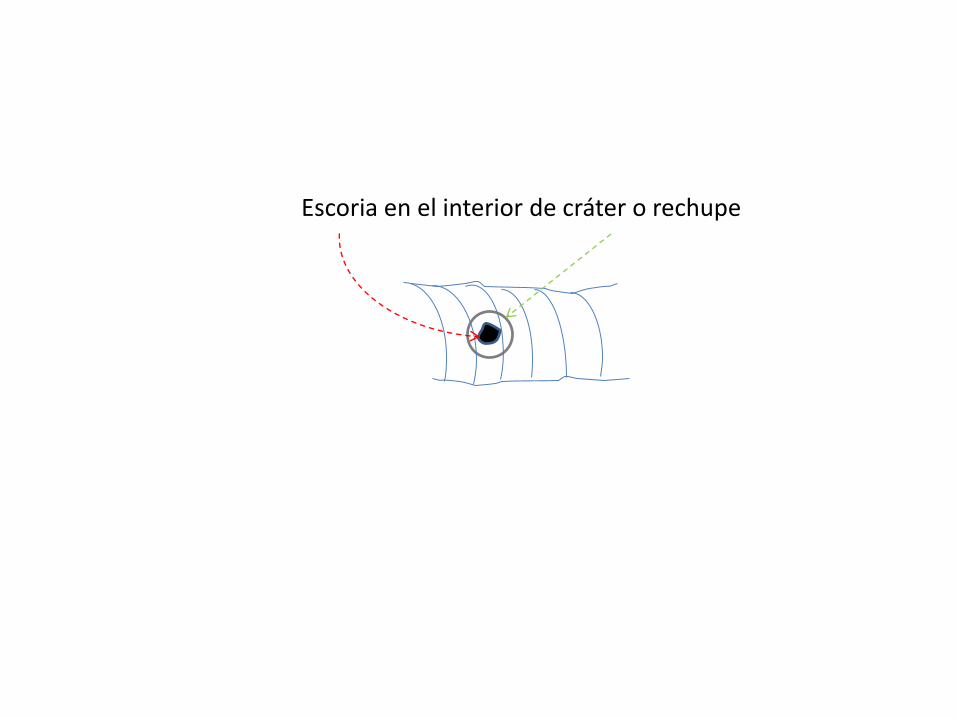
Escoria en el interior de cráter o rechupe

Inclusiones de Tungsteno aisladas
INCLUSIONES METÁLICAS
Desalineado (high-low)

Ejercicios
Nº 3
Identifique las discontinuidades en las figuras mostradas
Nº 1 Nº 2
Nº 4
















