Embed Size (px)
Citation preview

by Volker Heuer, Klaus Löser
The energy optimization of thermoprocessing equipment is of great ecological and economical importance. Thermoprocessing equipment consumes up to 40 % of the energy used in industrial applications in Germany. Therefore it is necessary to increase the energy efficiency of thermoprocessing equipment in order to meet the EU’s targets to reduce greenhouse gas emissions. In order to exploit the potential for energy savings, it is essential to analyze and optimize processes and plants as well as operating methods of electrically heated vacuum plants used in large scale production. For processes, the accelerated heating of charges through convection and higher process temperatures in diffusion-controlled thermochemical processes are a possibility. Modular vacuum systems prove to be very energy-efficient because they adapt to the changing production requirements step-by-step. An optimized insulation structure considerably reduces thermal losses. Energy management systems installed in the plant-control optimally manage the energy used for start-up and shutdown of the plants while preventing energy peak loads. The use of new CFC-fixtures also contributes to reduce the energy demand.
Enhancing the energy efficiency of thermoprocess-ing plants is of great importance from an ecological as well as from an economical point of view. The
operators of industrial furnaces in Germany pay approx. 30 billion Euros [1] for energy costs per year.
The EU has released the following goals under the so-called “Energy and climate-change package”: ■ the increase of energy efficiency by 20 %, ■ the reduction of greenhouse gas emissions by 20 % ■ the increase of electricity from renewable energy
sources by 20 %.These goals can only be reached if the energy consumption of thermoprocessing plants is significantly reduced. More than 40 % of the total energy used in the german industry is consumed by thermoprocessing plants [1]. For example, approx. 270 TWh were consumed in 2005 which is equiva-lent to the energy consumption of 14 million households.
Enhancing energy efficiency contributes significantly to the reduction of carbon dioxide in both gas and elec-trically heated industrial furnaces. Saving one kilowatt hour of electricity avoids the emission of 520 g carbon dioxide (status 2005).
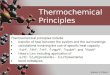
THERMOCHEMICAL PROCESSES IN VACUUM-SYSTEMS Many processes in the thermoprocessing technology are carried out in vacuum which is used to prevent undesired surface reactions of the material during the thermal process, for example the oxidation of metallic parts. The vacuum process technology offers simple and economic means to create a protective gas atmosphere. The atmospheric qual-ity in vacuum of 10-2 to 10-3 mbar can be compared to that of industrial gases such as nitrogen (quality 4.6) [2]. Many different processes are carried out in vacuum such as:
Enhancing energy efficiency of thermochemical vacuum-processes and systems
01 I 2012
Special reproduction
11-2012 heat processing

■ Annealing■ Quench and temper (=neutral hardening)■ Thermochemical processes (e.g. low-pressure carburiz-
ing, plasma carburizing, low-pressure nitriding, plasma nitriding, low-pressure carbonitriding)
■ Brazing■ Bainitizing (=austempering).One example of a thermochemical process performed in vacuum is the process of low pressure carburizing (LPC) with subsequent high pressure gas quenching (HPGQ). LPC is a carburizing process where the exposure to any traces of oxygen is prevented during the whole process. It is performed under pressures between 5 and 15 mbar and temperatures ranging between 870 and 1,050 °C. In most cases the carburizing temperatures range between 920 and 980 °C.
Fig. 1 shows a schematic diagram of the process. First, the charge is placed into the furnace under vacuum, this is followed by convective heating under 1.2 bar nitrogen. Convective heating is used to heat up the parts rapidly and homogeneously. This is followed by an additional heating phase under vacuum. After all parts have reached the specified carburizing temperature, the actual carburizing and diffusion process begins. After an optimized process the case is free of carbides and con-tains a low amount of retained austenite. Since the used gases and the furnace atmosphere are free of oxygen,
any surface oxidation of the parts is safely prevented.
In most cases the LPC-process is followed by a high pressure gas quenching (HPGQ) -process. During HPGQ, the components are exposed to an inert gas-stream with pres-sures up to 20 bar. The gas-veloci-ties range from 1 to 20 m/s. Com-pared to liquid quenching such as oil-, polymer- or water-quenching, HPGQ is considered as an environ-mentally friendly and low-distor-tion quenching process. Normally, technical gases such as nitrogen, helium and argon and mixtures of these gases are used in HPGQ. Fig. 2 shows a vacuum system for LPC with subsequent HPGQ, in which gear components are case-hardened for large-scale production.
ENERGY FLUXES IN THE FURNACE CHAMBERVacuum heat treatment systems are generally electrically heated using indirect resistance heating with graph-
ite or metal heating-conductors. These conductors are shaped as rods or bands. The heating- conductors transfer the energy to the parts by radiation and convection.
Fig. 3 illustrates the energy fluxes in a steady-state vacuum heat treatment plant. This means it is assumed that the plant has already reached the required tem-perature before the charge enters the plant. This example shows a charge with a gross weight of 800 kg which was carburized to a case depth of 1.5 mm at 930 °C with sub-sequent quenching using 12 bar helium. The electrical energy which is brought into the system consists 1st of the heating power (which is brought into the treatment-chamber) and consists 2nd of the power for the fan and the pumps (which is required in the quench-chamber during gas-quenching). Fig. 3 shows the distribution of the energy into 1st heating of the charge, 2nd quenching of the charge and 3rd wall-losses. “Wall-losses” are the so-called idle losses which are released through the wall to the outside during the process.
However not only the steady-state condition of the plant but also the non-steady state, which includes the heating and the cooling of the treatment chambers, must be considered. It is distinguished between single-chamber systems and multi-chamber systems. In single-chamber systems the thermochemical process and the quench process are performed in the same chamber. In multi-chamber plants the thermochemical process and
Fig. 1:Schematicdiagramofthelowpressurecarburizingandhighpressuregas quenching-process
REPORTS Vacuum Technology
2 heat processing 1-2012

the quench process are performed in separate chambers (“treatment-chamber” and “quench-chamber”, see Fig. 2.)
The energy advantage of the multi-chamber technol-ogy lies in the fact that the temperature in the treatment chambers is always maintained. Therefore no additional energy is consumed to heat and cool the inner compo-nents of the chamber such as insulation, heating-con-ductors, charge-support, etc., see Fig. 4.
OPTIMIZED THERMAL INSULATION The inner walls of vacuum heat treatment plants are usually fitted with plates of hard-felt graphite. In order to reduce the energy loss through the wall (so called “wall-losses”), additional insulation with ceramic fibre modules is recommended. These modules cost less and have a better insulation quality compared to hard-felt plates. However, ceramic fibre modules are hygroscopic, i.e. they absorb moisture in the air relatively fast when coming in contact with ambient atmosphere. This can be a disad-vantage in terms of evacuation-time and surface-quality of the treated parts. Therefore they are suited perfectly to reduce wall-losses and increase energy efficiency in vacuum multi-chamber systems, since both tempera-ture and vacuum are continuously maintained in the treatment-chambers. With the installation of additional ceramic fibre modules made of material Al2O3 + SiO2 -material, the wall-losses at 950 °C and 5 mbar nitrogen have been reduced by 44 %, as shown in Fig. 5.
OPTIMIZED FIXTURES FOR LOAD-CHARGING For many applications, heat-resistant cast steel with high nickel-content is used as material for fixturing in thermo-chemical processes. However the required energy for heating of the fixtures can be reduced significantly, when using carbon fibre reinforced carbon (CFC-material).
Fig. 6 compares CFC-material and cast steel. For high temperatures CFC clearly has a better strength than heat-resistant cast steel. Combined with the lower density, this results in a significantly reduced weight of the fixtures, as the example in figure 6 clearly demonstrates. Although CFC has a higher specific thermal capacity compared to cast steel, it is possible to reduce the required energy for heating of the fixture significantly. The example in Fig. 6 shows that the energy needed to heat up to 1,000 °C was reduced from 8,232 kJ to 1,764 kJ by switching from cast steel to CFC. This equates to a saving of 79 %.
ENERGY EFFICIENCY FOR PARTIAL UTILIZATION OF PRODUCTION- CAPACITYWhen analysing the energy consumption of thermo-processing plants, typically the scenario of full 100 % production-capacity utilization is reviewed. But in order
Fig. 3: Energyfluxesinthefurnacechamber(furnaceinsteady-state condition)
Fig. 4:Comparisonofthetemperatureprofilesinsingle-chamber andmulti-chambersystemsforvacuumprocesstechnology
Fig. 2: ModularvacuumfurnacesystemModulTherm®forcase-hardeninginlargescaleproduction
Vacuum Technology REPORTS
31-2012 heat processing

to review a more realistic production-scenario, it is nec-essary to consider as well the partial utilization of the production-capacity.
In the automobile industry for example, during the ramp-up phase of a new transmission, the number of parts is increased step by step. Fig. 7 shows a simplified diagram of the equipment utilization after the SOP of a new transmission. If a continuous furnace (e.g. a pusher furnace) is installed for the heat treatment of the parts, then this continuous furnace is utilized partially for a longer period of time. This leads to an excessively higher energy consumption. In comparison, the use of a modu-lar expandable system (such as a modular multi-cham-ber vacuum furnace) offers the possibility to customize capacity to the actual production requirements, see Fig. 7. When using a flexible multi-chamber plant of the type ModulTherm®, an additional treatment chamber can be installed within two to three days.
Fig. 8 shows the typical annual production numbers of an automotive transmission. The production-rate is usually reduced in the summer months. When using a continuous furnace, the energy consumption stays at an unnecessary high level. However, the use of a modular system allows the shut-off of individual treatment cham-bers, as required by the production numbers. This leads to significant reductions in energy consumption. The
Fig. 5:Optimizedthermalinsulationinvacuumfurnaces
energy consumption of the plants shown in Fig. 8 was reduced from 6,400 MWh to 4,800 MWh when using a modular multi-chamber system. This is a reduction of the annual energy consumption of 25 %.
ENERGY MANAGEMENT SYSTEMS FOR REDUCING THE PEAK DEMAND When reviewing the cost of electrical energy, the actual energy consumption is only one aspect of the calcula-tion. The costs for the operation of an industrial furnace are also based on the maximum peak demand, which the energy-provider needs to keep available for the thermo-processing plant. Modern thermoprocessing plants are equipped with an energy management system for the automated start and shutdown of the plant. In such a sys-tem the starting time and the sequence of the different units are set, thus lowering peak demand and avoiding unnecessary heating. Fig. 9 shows the example of a visu-alization’s entry mask for automated start and shutdown of a thermoprocessing plant.
ENHANCING ENERGY EFFICIENCY WITH ACCELERATED PROCESSESAs shown in Fig. 3, the wall-losses contribute consider-ably to the energy consumption of a vacuum system.
REPORTS Vacuum Technology
4 heat processing 1-2012

Fig. 6:ComparisonbetweenfixturesmadeofCFCandcaststeel[3]
These wall-losses can be reduced significantly when the processes are shortened. Here are two possible solutions to accelerate the thermochemical process and increase energy efficiency.Convective heatingSince the heat transfer by radiation is very low in a tem-perature range below 700 °C, it is recommended to use an additional so called “convective heating” step. For this purpose an internal gas fan is installed in the treatment chambers. When starting the process, the treatment chamber is first evacuated and then flooded with nitro-gen to a pressure of 1.2 to 2 bar abs. The nitrogen is circu-lated by the internal gas fan to improve the heat transfer. Thus in addition to a shorter heating time, the charge is also heated more homogeneously.
Fig. 10 shows that convective heating reduces the time for heating up a densely packed load of metal bolts to 890 °C from 130 min to 90 min [5] (in a pre-heated treatment-chamber). The wall-losses of this treatment-chamber are 28,5 kW under vacuum and 37 kW under convective heating with 1.2 bar. Although the wall-losses are higher, the total energy consumption with convec-tive heating was reduced from 62 to 56 kWh because the heating time was reduced by 1.5 h. This equals a reduc-tion of wall-losses during the process step “heating” of approx. 10 %.
High temperature case-hardening Low pressure carburizing is a diffusion-controlled pro-cess. The diffusion rate increases sharply with increasing temperature and the corresponding carburizing time is significantly reduced, see Fig. 11. Additionally the limits of carbide precipitation shift to higher values. The precip-itation limit of unalloyed steels (e.g. C15) rises according to the iron-carbon-diagram from approx. 1.3 % at 930 °C to approx. 1.65 % C at 1,030 °C. Thus higher surface car-bon contents can be targeted in each carburizing pulse. The higher concentration gradient results in an additional reduction of treatment times which is not even reflected in Fig. 11.
When parts made of 18CrNiMo7-6 are carburized to a carburizing depth of 1,5 mm, the total process time can be reduced by 40 %, if the carburizing temperature is increased from 930 to 1,030 °C. Fig. 12 shows the result-ing effect on energy consumption. These values refer to 1 kg charge weight when treating a charge with 800 kg gross weight. After carburizing the parts are quenched with 12 bar Helium. In this application the energy con-sumption was reduced from 0,61 kWh per kg to 0,483 kWh per kg after increasing the carburizing temperature from 930 to 1,030 °C. This equals a reduction of 21 %.
For applications with deeper case depths, the potential for improvement is even bigger. E.g. for 15CrNi6-material
Vacuum Technology REPORTS
51-2012 heat processing

with a case depth of 3 mm, a 55 % reduction of the total process time was verified after raising carburizing tem-perature from 950 to 1,050 °C. How-ever, it should be noted that carburizing temperatures above 980 °C may have a negative impact on the microstruc-ture of the components. With tempera-tures above 980 °C large grains may be formed. This grain growth may deterio-rate the fatigue properties of the com-ponents. In order to counter this effect, micro-alloyed materials were developed which can be carburized at tempera-tures above 1,050 °C without significant grain growth.
FURTHER STEPS TO ENHANCE ENERGY EFFI-CIENCY In addition to the topics described above, there are further possibilities to enhance the energy efficiency of ther-mochemical processes. For the LPC-pro-cess, it is recommended to review care-fully the heat treatment specification. If a smaller case depth can be specified, then the process cycle can be shortened which leads ultimately to a reduction of the wall-losses.
Furthermore, energy can also be saved through low-distortion heat treat-ment. Low distortion heat treatment requires less grinding tolerance in the green manufacturing of transmission parts. Therefore a smaller case depth can be specified leading to shorter process times. If it is possible to reduce distor-tion in such a way that subsequent hard machining is completely eliminated, then the additional energy consumption for the hard machining process is also eliminated.
When selecting auxiliary systems such as drives, vacuum pumps and compres-sors, their energy efficiency should be taken into account. It is advisable to select components with a minimum IE2-efficiency rating. Furthermore, the gas fans need to be designed specifically for the given application.
It is anticipated for the future, that more so-called “combined processes” will be used in industry. One example
Fig. 8:Equipmentutilizationinthegearproductionoveraperiodofoneyear
Fig. 9:Automatedstart-upandshut-offtoavoidpeakdemands(ModulTherm®-system)
Fig. 7:Equipmentutilizationduringtheramp-upphaseforanewtransmission
REPORTS Vacuum Technology
6 heat processing 1-2012

for such a “combined process” is the sinter-hardening of powder-metallurgi-cal parts. During sinter-hardening both sintering and hardening are performed “in one heat”. This leads to a significant reduction of energy consumption.
Practical implementation of an energy efficient case-hardening process in large-scale productionA Japanese automotive company expanded its production capacity for case-hardening of transmission compo-nents. A modular vacuum heat treat-ment system of the type ModulTherm® with oil-quenching was installed. After the successful start of production, the vacuum furnace technology was com-pared with the existing conventional technology, i.e. atmospheric gas car-burizing with oil quenching in a con-tinuous furnace. The result of this com-parison is shown in Fig. 13. The new vacuum furnace technology led to a significant energy conservation of 39 % which equals a CO2-reduction of 50 %, according to calculations by the NREA (New & Renewable Energy Authority). The manufacturer of the vacuum system was awarded the “Agency for Natural Resources and Energy“- prize in 2011 for this achievement [7].
CONCLUSIONEnhancing the energy efficiency of thermoprocessing systems is of great ecological and economical impor-tance. Vacuum heat treatment plants are generally heated electrically. There are many possibilities to increase the energy efficiency of these plants. The use of optimized thermal insulation of the furnace chamber and the use of fixtures for load-charging made of carbon-fibre reinforced carbon (CFC) reduces energy consumption signifi-cantly. Compared to continuous fur-naces, modular systems offer clear advantages when the production-capacity is only partly needed. The use of a modular system allows the user to tailor the number of individual treat-ment chambers depending on the respective production requirements.
Fig. 10:Comparisonofheatingrateswithvacuumheatingandconvectiveheating
Fig. 11: Carburizingdepthasafunctionofcarburizingtemperatureand carburizingtime(withoutheatingup)[4]
Vacuum Technology REPORTS
71-2012 heat processing

avoiding unnecessary heating. Accelerated processes such as high temperature case hardening enhance the energy efficiency significantly. An application was pre-sented where the energy consumption per kg material was reduced from 0.61 kWh to 0.483 kWh after increas-ing the process temperature from 930 to 1,030 °C. This is equivalent to a saving of 21 %. When selecting auxiliary units such as drives, vacuum pumps and compressors their energy efficiency must be taken into account.
LITERATURE[1] Beneke, F. et al: VDMA-Leitfaden „Energieeffizienz von Ther-
moprozessanlagen“; VDMA Thermoprozesstechnik, 2011
[2] Heuer, V. und Löser, K.: Kapitel 8.2 „Grundlagen der Vakuum-wärmebehandlung“ in Praxishandbuch Thermoprozesstech-nik, Vulkan-Verlag 2010; ISBN 978-3-8027-2947-8
[3] GTD Graphit Technologie GmbH
[4] Autorenkollektiv AWT-FA 5; AK4: Die Prozessregelung beim Gasaufkohlen und Einsatzhärten; Expert Verlag 1997
[5] Beneke, F., S. Schalm: Prozesswärme – Energieeffizienz in der industriellen Thermoprozesstechnik. Essen: Vulkan-Verlag 2011, S.402-410, ISBN 978-3-8027-2962-1
[6] Koch, A., Steinke, H., Brinkbäumer, F., Schmitt, G.: Hoch-temperatur-Vakuumaufkohlung für große Aufkohlungstiefen an hoch belasteten Rundstahlketten. In: Der Wärmebehand-lungsmarkt 4/2008, S. 5-7
[7] Information Daido Steel Co. Ltd., to be published in 2012
AUTHORS
Dr. Volker HeuerALD Vacuum Technologies GmbHHanau, GermanyTel.: +49 (0)6181/ [email protected]
Dr. Klaus LöserALD Vacuum Technologies GmbHHanau, GermanyTel.: +49 (0)6181/ [email protected]
An example from the gear industry showed a reduc-tion of the annual energy consumption of 25 %. Modern thermoprocessing plants are equipped with an energy management system with automated start and shut down of the plant. The starting time and sequence of the different units are set, thus reducing peak demand and
Fig. 13:CO2-reductionduringcase-hardeningoftransmis- sionsthroughtheuseofmodularvacuum-systems[7]
Fig. 12:EnergyconsumptioninkWhcorrespondingto1kg loadweight(800kggrossweight,carburizingdepth 1.5mmand12barHe-quenching)
8 heat processing 1-2012
REPORTS Vacuum Technology