Embed Size (px)
Citation preview
República Bolivariana de Venezuela
Universidad de Carabobo - Facultad de Ingeniería
Escuela de Ingeniería Industrial
Departamento de Ingeniería Química – Procesos Químicos
Bachilleres:
Ronald Medina C.I 16291029
María Antonieta Rodríguez C.I 21136246
Javier Arias C.I 19863661
Milagros Rivas C.I 19770054
Naguanagua, Enero del 2011
INTRODUCCION
Con la presentación de este informe se pretende dar a conocer los diferentes tipos y técnicas
de secado con los que se cuentan hoy en día. El secado es una de las aplicaciones más
amplia que existe en la industria, pues es una actividad diaria muy común que tiene sus inicios
en la antigüedad.
Actualmente se utiliza en una gran cantidad de industrias en las que los productos fabricados
pueden ser muy diversos, como es el caso de la empresa visitada, Depla C.A,
Depla, fundada en el año 2005, se encargaba inicialmente del fondeado de piezas pláticas,
para luego incluir el sus operaciones el pintado de estas, por lo que se requiere de un sistema
de secado que cumpla con las especificaciones técnicas requeridas para llevara a cabo el
proceso.
A continuación se explicará que es el secado y los diferentes tipos y equipos implementados
para la realización de este. Se presentará más detalladamente el proceso llevado a cabo en
Depla, profundizando sobre todo en el equipo de secado utilizado en esta empresa.
MARCO REFERENCIAL
Definición del secado
El proceso de secado se define como la remoción de sustancias volátiles (a lo que llamamos
humedad) de una mezcla que se encuentra en un producto sólido por medio de calor. Esta
definición excluye la concentración de una solución o una mezcla por evaporación y
desecación mecánica por filtros, prensas o centrífugos. Se excluye también los métodos
térmicos como la destilación o la deshidratación azetrópica de algunos líquidos orgánicos. Sin
embargo esta definición toma en cuenta la variedad de equipos que se pueden utilizar.
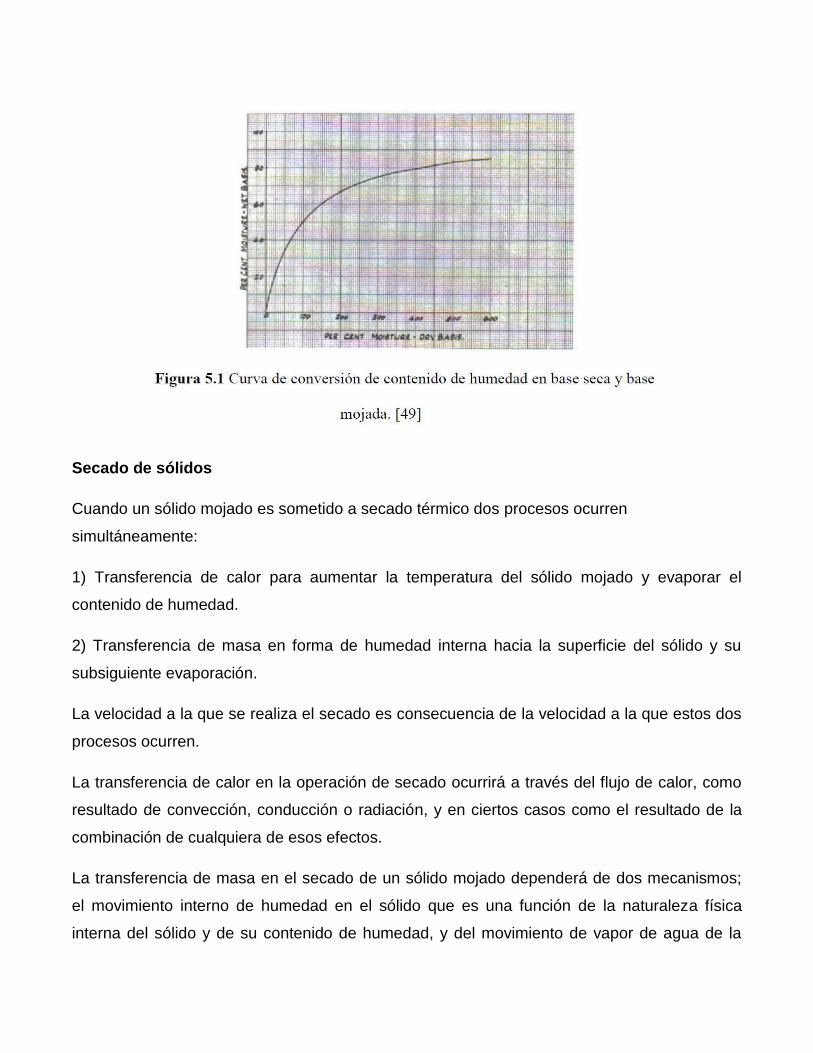
Contenido de humedad
El contenido de humedad de un sólido se expresa comúnmente como el peso de contenido de
humedad por unidad de peso del sólido seco o mojado. Es costumbre referirse al contenido de
humedad en una base mojada, aunque más bases científicas de base seca se están
empezando a usar en cálculos de secado.
Es importante entender el significado de las dos bases. La base mojada expresa la humedad
en un material como un porcentaje del peso del sólido mojado, mientras que la base seca
expresa la humedad en un material como un porcentaje del peso de material seco. Así pues,
50% de humedad en base mojada, significa 50 partes de peso de agua por 100 partes de
peso de material mojado. Por el otro lado, un material que contiene 50% de humedad en base
seca, contiene 50 partes de peso de agua por 100 partes de material seco.
Secado de sólidos
Cuando un sólido mojado es sometido a secado térmico dos procesos ocurren
simultáneamente:
1) Transferencia de calor para aumentar la temperatura del sólido mojado y evaporar el
contenido de humedad.
2) Transferencia de masa en forma de humedad interna hacia la superficie del sólido y su
subsiguiente evaporación.
La velocidad a la que se realiza el secado es consecuencia de la velocidad a la que estos dos
procesos ocurren.
La transferencia de calor en la operación de secado ocurrirá a través del flujo de calor, como
resultado de convección, conducción o radiación, y en ciertos casos como el resultado de la
combinación de cualquiera de esos efectos.
La transferencia de masa en el secado de un sólido mojado dependerá de dos mecanismos;
el movimiento interno de humedad en el sólido que es una función de la naturaleza física
interna del sólido y de su contenido de humedad, y del movimiento de vapor de agua de la
superficie del material como resultado de condiciones externas de temperatura, humedad de
aire y fluido, área de exposición y presión flotante. En una operación de secado, algunos de
estos mecanismos pueden ser un factor limitante en la velocidad de secado. Con algunos
materiales a cierta etapa de la operación de secado, la velocidad de movimiento de humedad
en el sólido hacia la superficie puede ser un factor de control, mientras que en ciertas etapas
del ciclo de secado, la velocidad de evaporación de la superficie puede ser el factor de control.
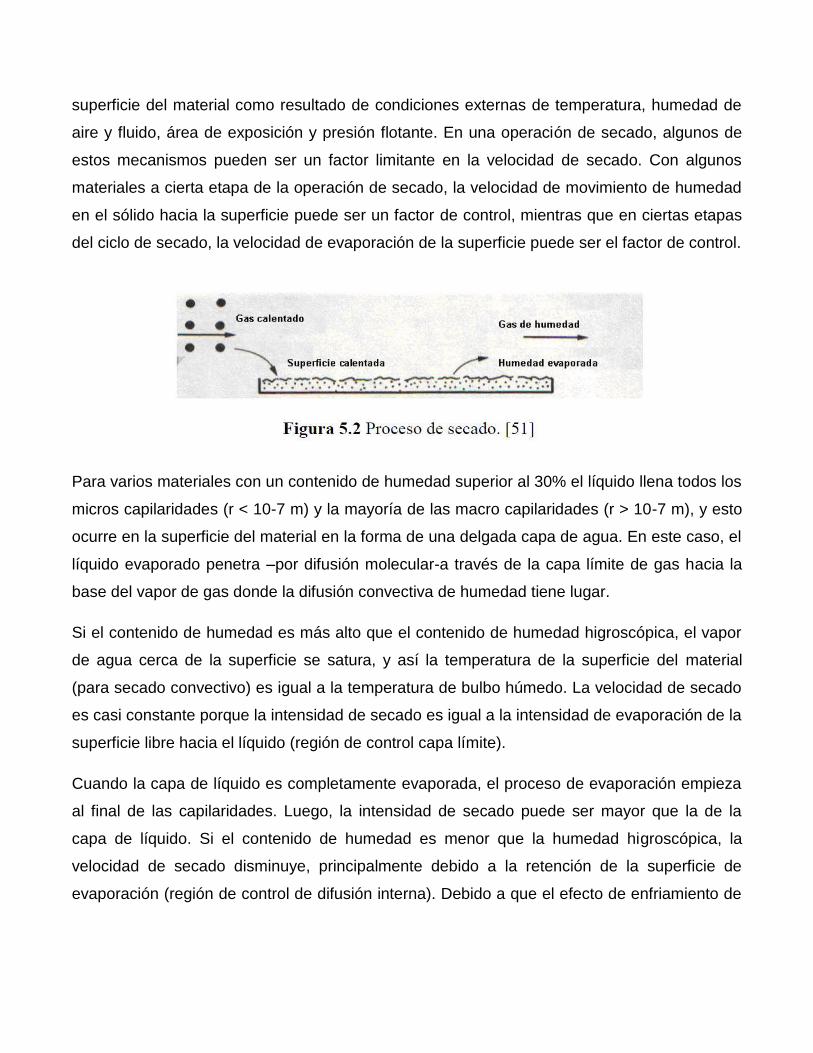
Para varios materiales con un contenido de humedad superior al 30% el líquido llena todos los
micros capilaridades (r < 10-7 m) y la mayoría de las macro capilaridades (r > 10-7 m), y esto
ocurre en la superficie del material en la forma de una delgada capa de agua. En este caso, el
líquido evaporado penetra –por difusión molecular-a través de la capa límite de gas hacia la
base del vapor de gas donde la difusión convectiva de humedad tiene lugar.
Si el contenido de humedad es más alto que el contenido de humedad higroscópica, el vapor
de agua cerca de la superficie se satura, y así la temperatura de la superficie del material
(para secado convectivo) es igual a la temperatura de bulbo húmedo. La velocidad de secado
es casi constante porque la intensidad de secado es igual a la intensidad de evaporación de la
superficie libre hacia el líquido (región de control capa límite).
Cuando la capa de líquido es completamente evaporada, el proceso de evaporación empieza
al final de las capilaridades. Luego, la intensidad de secado puede ser mayor que la de la
capa de líquido. Si el contenido de humedad es menor que la humedad higroscópica, la
velocidad de secado disminuye, principalmente debido a la retención de la superficie de
evaporación (región de control de difusión interna). Debido a que el efecto de enfriamiento de
evaporación cesa, la temperatura de la superficie del material gradualmente aumenta casi
hasta la temperatura del agente de secado.
Mecanismo de Secado
Hay dos métodos para remover la humedad:
1) Evaporación: Esta ocurre cuando la presión del vapor de la humedad en la superficie del
sólido es igual a la presión parcial del agua en el aire. Esto se debe al aumento de la
temperatura de la humedad hasta el punto de ebullición. Si el material que está siendo secado
es sensible al calor, entonces la temperatura a la cual la evaporación ocurre puede ser
disminuida, bajando la presión (evaporación a vacío). Si la presión disminuye más allá del
punto triple, entonces la fase líquida no puede existir y la humedad en el producto es
congelada.
2) Vaporización: El secado es llevado a cabo por convección, pasando aire caliente sobre el
producto. El aire es enfriado por el producto y la humedad es transferida hacia el aire. En este
caso la presión del vapor de la humedad sobre el sólido es menor que la presión parcial del
agua en el aire.
Etapas del secado
Varias observaciones experimentales aumentadas al desarrollo teórico de los fenómenos que
rigen el secado han llevado a la división formal de dos periodos de secado:1) velocidad
constante y 2) velocidad decreciente de secado. El contenido de humedad en el punto de
transición entre estos dos periodos –que se llama punto crítico-se conoce como humedad
crítica. Debido a que en raras ocasiones la tasa de secado en la primera etapa es realmente
constante se prefiere el nombre de etapa inicial.
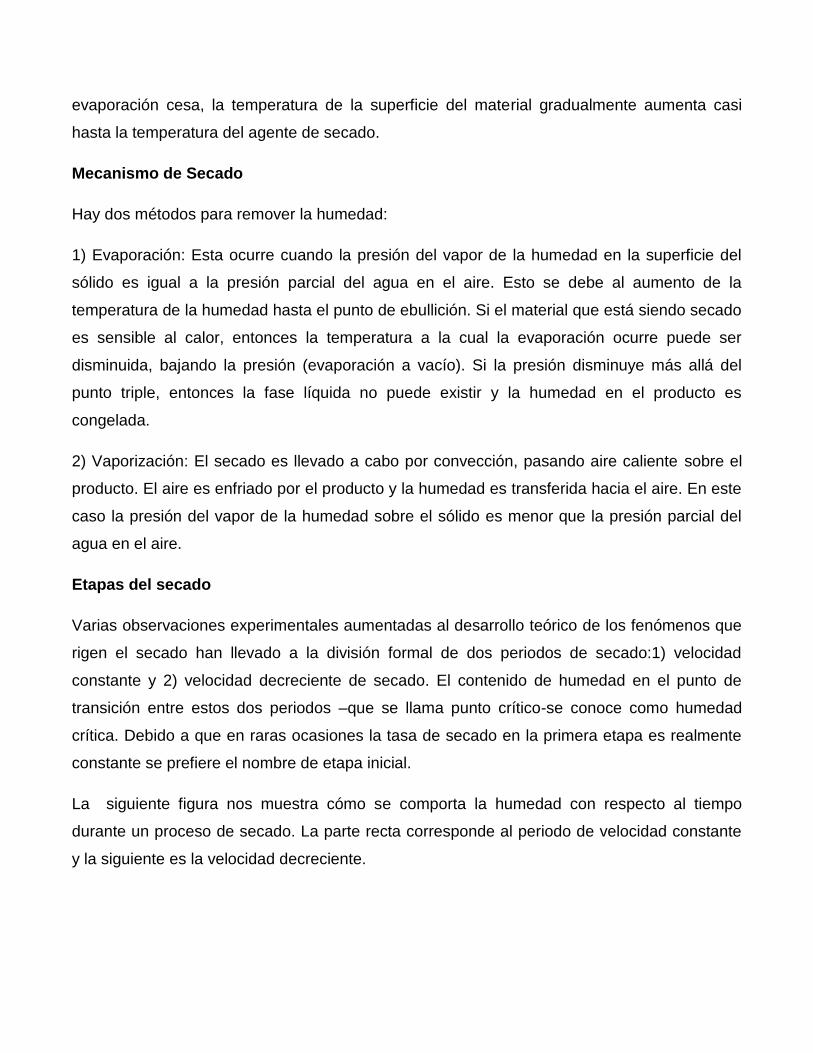
La siguiente figura nos muestra cómo se comporta la humedad con respecto al tiempo
durante un proceso de secado. La parte recta corresponde al periodo de velocidad constante
y la siguiente es la velocidad decreciente.
Xe corresponde a la humedad de equilibrio que es función de la humedad relativa y la
temperatura para una determinada sustancia.
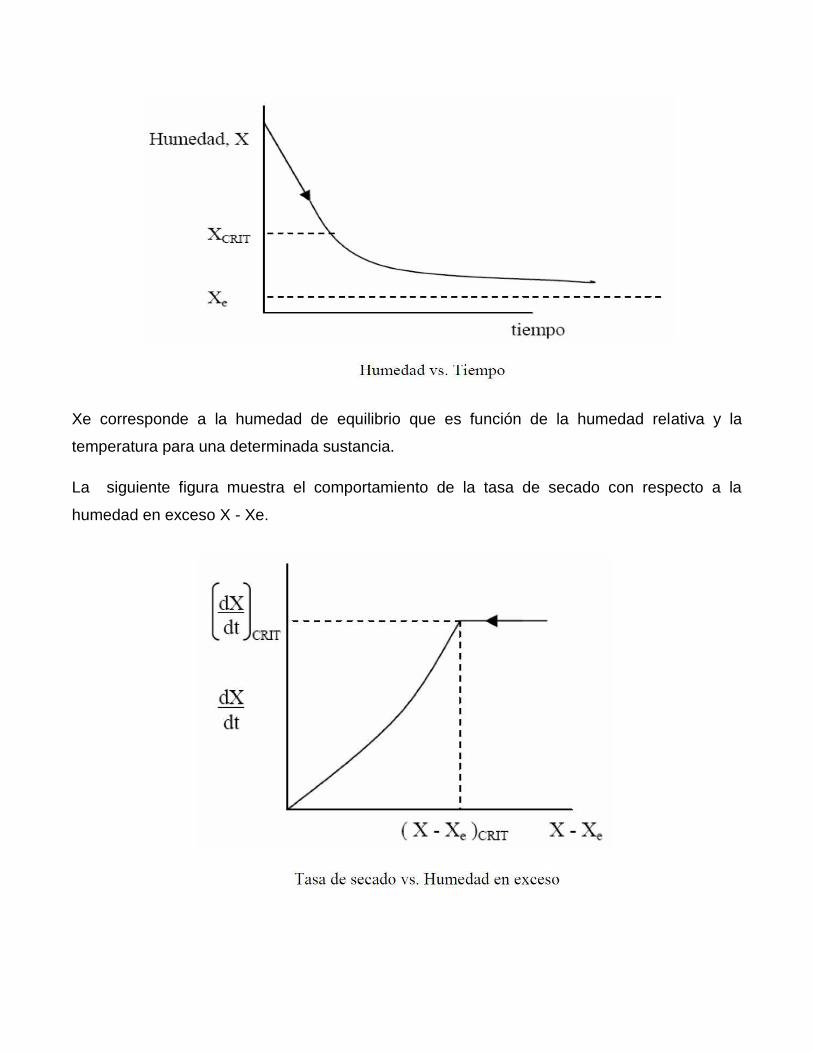
La siguiente figura muestra el comportamiento de la tasa de secado con respecto a la
humedad en exceso X - Xe.
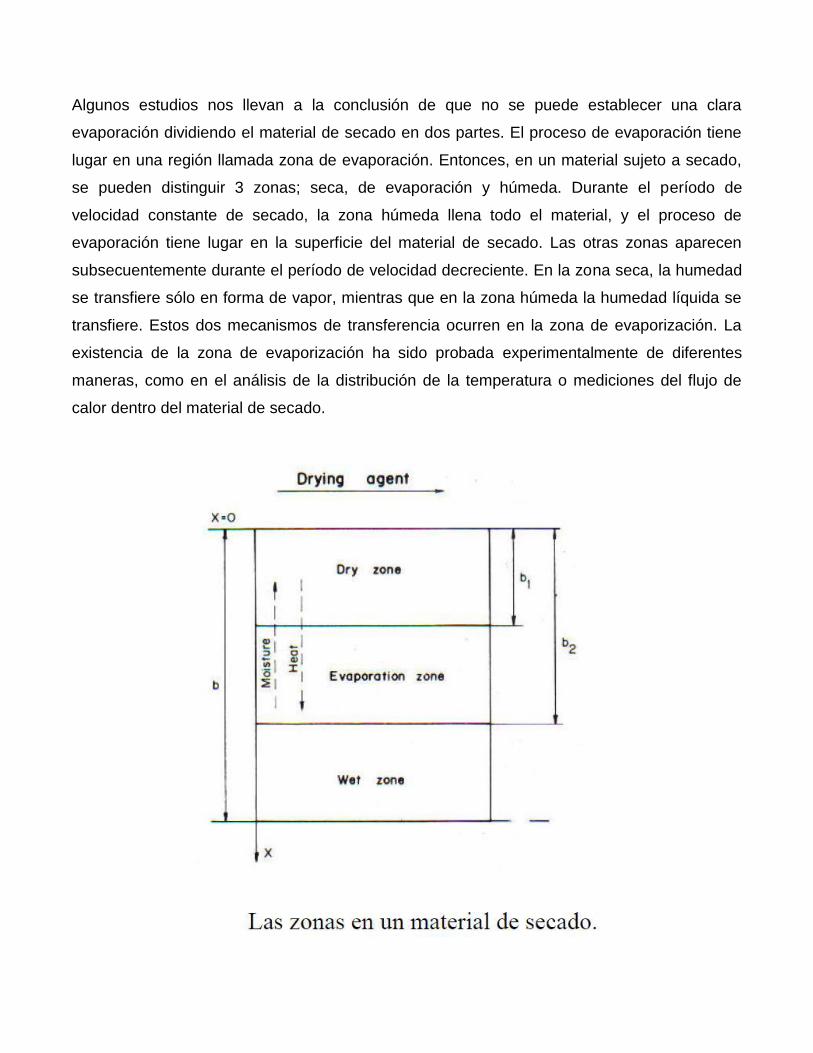
Algunos estudios nos llevan a la conclusión de que no se puede establecer una clara
evaporación dividiendo el material de secado en dos partes. El proceso de evaporación tiene
lugar en una región llamada zona de evaporación. Entonces, en un material sujeto a secado,
se pueden distinguir 3 zonas; seca, de evaporación y húmeda. Durante el período de
velocidad constante de secado, la zona húmeda llena todo el material, y el proceso de
evaporación tiene lugar en la superficie del material de secado. Las otras zonas aparecen
subsecuentemente durante el período de velocidad decreciente. En la zona seca, la humedad
se transfiere sólo en forma de vapor, mientras que en la zona húmeda la humedad líquida se
transfiere. Estos dos mecanismos de transferencia ocurren en la zona de evaporización. La
existencia de la zona de evaporización ha sido probada experimentalmente de diferentes
maneras, como en el análisis de la distribución de la temperatura o mediciones del flujo de
calor dentro del material de secado.
Tipos y Clasificación de Secadores Industriales
Una amplia variedad de diseños de secadores se han construido, con el objetivo de crear un
eficiente sistema de secado. Para poder encontrar una clasificación adecuada de los
secadores, primero es necesario definir como son suministrados los requerimientos térmicos y
los secadores con los que se cuentan actualmente.
En primer lugar, el calor se debe transferir al material mojado, para promover la operación de
secado. El calor puede ser aplicado por uno o más de los siguientes métodos:
1) Convección, donde el medio calorífico, usualmente aire o productos de combustión, se
encuentran en contacto directo con el material mojado.
2) Conducción, donde el calor es transmitido indirectamente por contacto del material mojado
y una superficie caliente.
3) Radiación, donde el calor se transmite directamente y sólo de un cuerpo caliente al material
mojado, por radiación de calor.
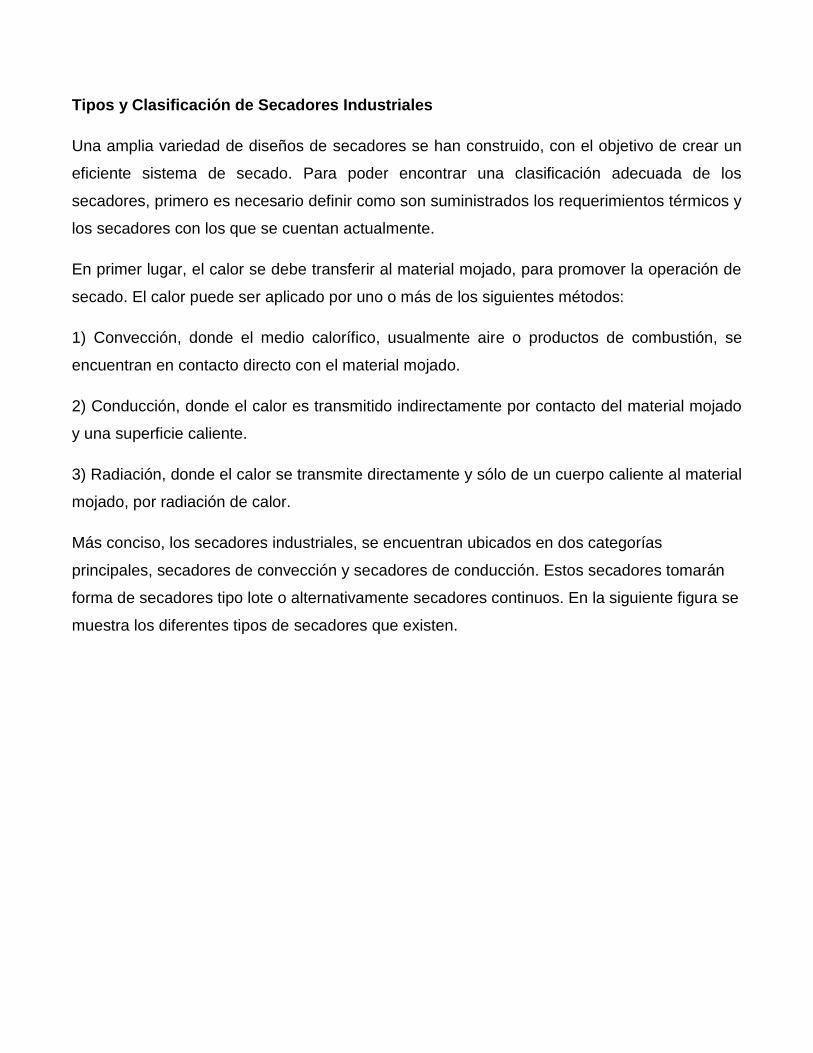
Más conciso, los secadores industriales, se encuentran ubicados en dos categorías
principales, secadores de convección y secadores de conducción. Estos secadores tomarán
forma de secadores tipo lote o alternativamente secadores continuos. En la siguiente figura se
muestra los diferentes tipos de secadores que existen.
Equipos de secado
Las operaciones de secado pueden clasificarse ampliamente según que sean por lotes o
continúas. Estos términos pueden aplicarse específicamente desde el punto de vista de la
sustancia que está secando.
El equipo de secado, puede ser tan sencillo como un soplador con una resistencia adaptada,
o tan complejo como un secador rotatorio.
Secadores de Bandejas: El secador de bandejas, o secador de anaqueles, consiste en un
gabinete, de tamaño suficientemente grande para alojar los materiales a secar, en el cual se
hace correr suficiente cantidad de aire caliente y seco. En general, el aire es calentado por
vapor, pero no saturado, de modo que pueda arrastrar suficiente agua para un secado
eficiente.
Es necesario hacer notar una situación interesante de optimización de secadores. En este
caso, cuando se calienta el aire con vapor, debe tomarse en cuenta varios aspectos, si nos
situamos en la carta psicrométrica, el aire a utilizar, debe poseer una temperatura de bulbo
húmedo alta, una entalpía alta, pero una humedad relativa baja. Puesto, que la operación de
secado, como cualquier operación de transferencia, depende del tiempo de contacto
interfacial (el cual no varía notablemente en este tipo de secador debido a la variación de la
velocidad del aire), el área de contacto interfacial (que para nuestro caso requerimos que sean
sólidos en terrones, o granos, para aumentar esta relación), el gradiente de temperatura y de
humedad y la resistencia. En general, en este tipo de secadores, las variables que pueden
fijarse o variarse son los gradientes, he allí la importancia que el aire no entre frío ni húmedo,
puesto que esto minimiza el gradiente y elimina la eficiencia del secador.
Esto último es cierto para todos los tipos de secadores, no obstante, es más marcado en este
tipo de secador, puesto que en los siguientes, las otras variables no son tan rigurosamente
fijas.
Secadores indirectos al vacío con anaqueles: Este tipo de secador, es un secador por lotes,
que funciona de manera similar al secador de bandejas. Este secador está formado por un
gabinete de hierro con puertas herméticas, de modo que se trabaje al vacío. Los anaqueles
están vacíos dónde se colocan las bandejas con los materiales húmedos. En términos
generales, se trabaja con aire calentado con vapor. Esto no es siempre cierto, pues es posible
utilizar agua caliente, para operaciones a temperaturas suficientemente bajas.
Cabe recordar, que este tipo de secadores, puede ser utilizado para el secado de materias
termolábiles, como lo son algunos materiales biológicos y en ocasiones los farmacéuticos,
aunque el secado de estos no es tan común.
La conducción de calor en este tipo de secadores es por radiación desde las paredes
metálicas del secador. La humedad extraída del material es recogida por un condensador
dispuesto en el interior.
Secadores continuos de túnel: Este tipo de secador está formado por un túnel, por el cual
pasan bandejas o carretillas con el material a secar, dentro del túnel, se hace fluir,
generalmente a contracorriente, aire caliente, el cual sirve para secar los sólidos. Este tipo de
secador es típico de la industria alimenticia.
A diferencia de los secadores de bandejas, en este caso, el área superficial, no es tan
importante, debido a que la velocidad del aire y el tiempo de estadía dentro del secador
pueden variar en un rango muy amplio, por ende, estos secadores son muy utilizados para
materiales grandes.
Secadores Rotatorios: En general, un secador rotatorio consta de un cilindro hueco que gira
sobre su eje, con una ligera inclinación, para permitir el desliz de los sólidos a secar hacia la
boca de salida. Se alimentan por la boca de entrada y por la boca de salida se alimenta el gas
caliente, que habrá de secar a contracorriente el sólido que se desliza despacio hacia la
salida, a medida que se va secando.
El método de calentamiento es por contacto indirecto a través de la pared del cilindro que se
calienta por el paso de los gases.
Las partículas atraviesan una sección relativamente corta, a medida que se deslizan, mientras
su humedad disminuye de la misma manera en que descienden.
Secadores de tambor rotatorio: Consta de un tambor de metal calentado, como se observa en
la figura 3, en las paredes se evapora el líquido, mientras una cuchilla metálica, raspa
lentamente el sólido, para que descienda por el tambor, hasta la salida.
Este tipo de secadores son típicos del trabajo con pastas, suspensiones, y soluciones. El
tambor resulta como un híbrido entre un secador y un evaporador.
Secadores por aspersión: En este tipo de secador, se atomiza una suspensión líquida, la cual
es recibida por una corriente a contra flujo de aire caliente que evapora el líquido, de modo
que caen las partículas sólidas que se separan de la corriente de gas, por no ser volátiles. Las
cámaras para este efecto deben ser suficientemente grandes, para que el tiempo de contacto
interfacial sea suficiente. La aspersión se hace por medio de toberas o difusores de alta
velocidad.
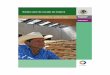
La empresa Desarrollos Plásticos DEPLA C.A. se encarga del pintado, secado y pulitura de
piezas plásticas automotrices.
Reseña Histórica
La empresa es fundada en la Ciudad de Valencia en Marzo de 2005 teniendo como función
inicial el Fondeado de Piezas plásticas. En Noviembre 2006 muda sus operaciones al
Municipio Diego Ibarra, parroquia Mariara, y se incluye al proceso la operación de pintado de
piezas plásticas.
En Abril del 2008 se apertura una sucursal en la ciudad de Valencia, parroquia Rafael
Urdaneta, en la zona industrial 1. Actualmente la empresa está en desarrollo de implementar
un sistema de gestión de calidad, con el objetivo de obtener la certificación ISO-TS
16949:2009.
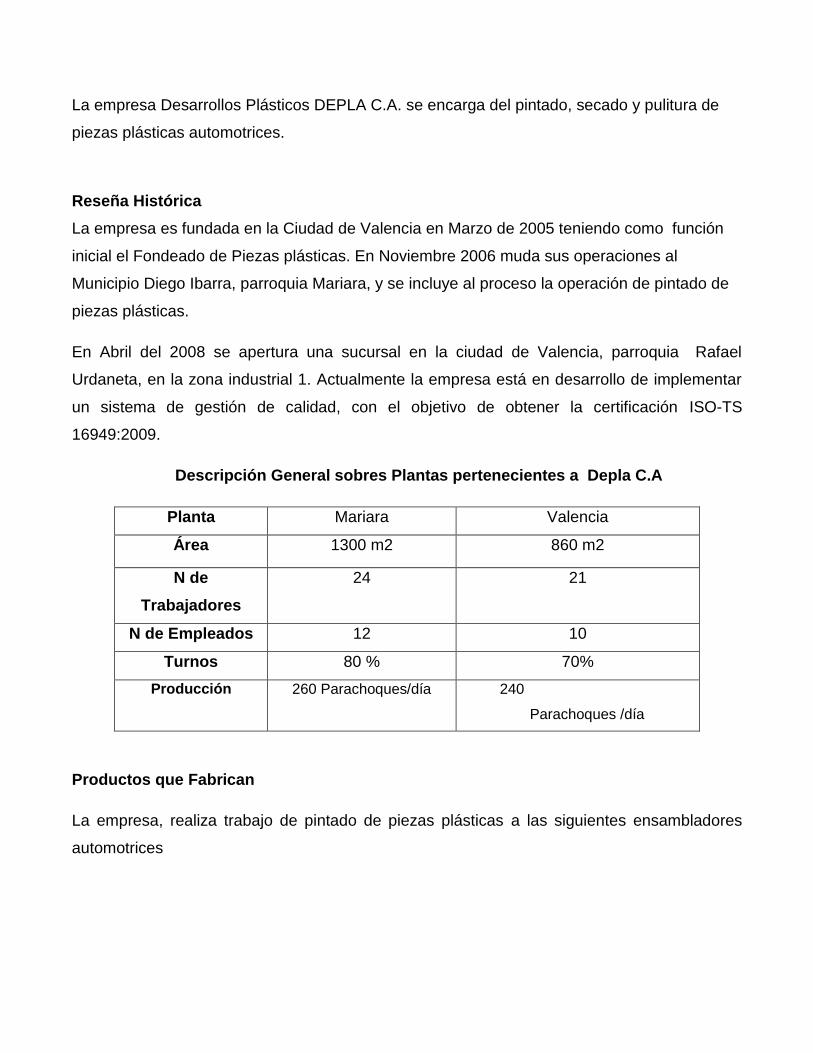
Descripción General sobres Plantas pertenecientes a Depla C.A
Planta Mariara Valencia
Área 1300 m2 860 m2
N de
Trabajadores
24 21
N de Empleados 12 10
Turnos 80 % 70%
Producción 260 Parachoques/día 240
Parachoques /día
Productos que Fabrican
La empresa, realiza trabajo de pintado de piezas plásticas a las siguientes ensambladores
automotrices
General Motors de Venezuela:
Pintado secado y pulitura de Parachoques de los modelos: Aveo 2 puertas, Aveo 4 Puertas,
Spark, LUV.
Ford Motors Venezuela:
Pintado, secado y pulitura de Parachoques de los modelos: Amazon, Explorer XLT, Cargo
1721.
Chrysler de Venezuela:
Pintado, secado y pulitura de Parachoques y piezas menores, de los modelos: Caliber,
Cherokee, Grand Cherokee.
Especificaciones Técnicas:
En la visita realizada a la empresa Depla, a la planta ubicada en la ciudad de Valencia en la
parroquia Rafael Urdaneta (Zona Industrial), se observó que llevan a cabo el proceso de
secado a través de un Secador de túnel continuo (horno), el cual posee una cadena
transportadora.
Este sistema posee varios mecanismos para prevenir principalmente accidentes en el sistema
productivo, a fin de preservar la salud de los operarios y garantizar la calidad del material.
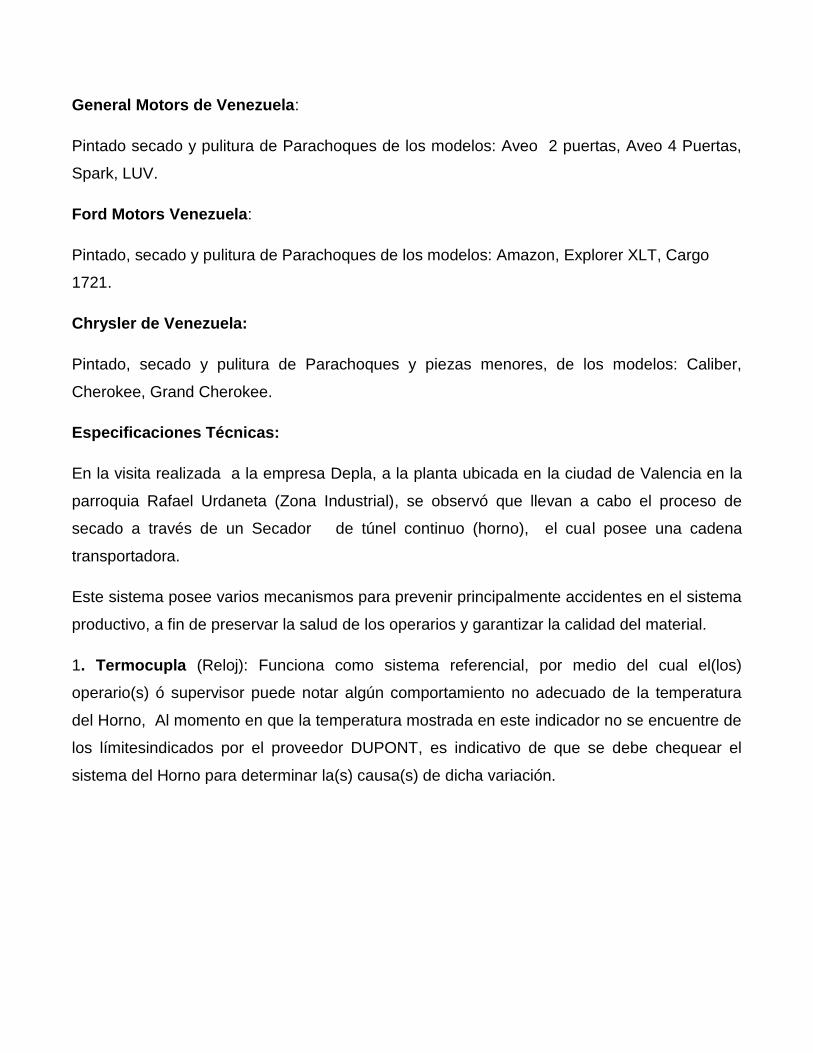
1. Termocupla (Reloj): Funciona como sistema referencial, por medio del cual el(los)
operario(s) ó supervisor puede notar algún comportamiento no adecuado de la temperatura
del Horno, Al momento en que la temperatura mostrada en este indicador no se encuentre de
los límitesindicados por el proveedor DUPONT, es indicativo de que se debe chequear el
sistema del Horno para determinar la(s) causa(s) de dicha variación.
Indicador de la temperatura en el horno.
SET POINT Temperatura del horno = 113 ºC
2. Escape de Gases en caso de emergencia: Funciona como método preventivo de
accidentes.
Esta salida fue diseñada para en el peor de los casos, acumulación de gas ó fuego), con la
finalidad de que estos sean liberados a través de esta salida, ubicada en la parte superior de
la planta lejos de los operarios, previniendo que sean liberados en la parte inferior.

3. Tablero de Control: Por medio del cual la temperatura del Horno (Set Point) es graduada y
establecida. Adicionalmente por medio del Tablero se establecen los límites superior e inferior
del sistema. Se tienen los siguientes métodos preventivos suministrados por el tablero de
control.
Alarma e interrupción del Horno cuando no funciona la turbina de aire (Previene
Concentraciones de Gas).Alarma Para Temperatura del Horno Superior a limites establecidos:
LS = 140 y LI= 108.Alarma e interrupción del Horno cuando el sistema no posee Gas.

Tablero de Control
4. Válvulas de seguridad: Funciona como método preventivo de accidentes. Están
diseñadas para la prevenir la acumulación de gas en el Horno. Con esto se previene la
ocurrencia de algún accidente por acumulación de gases como por ejemplo explosión o
incendio. Estas Válvulas regulan e inclusive cortan la alimentación de gas al Horno en casos
en que el sistema detecte presiones ó concentraciones elevadas.
Valvulas de Seguridad
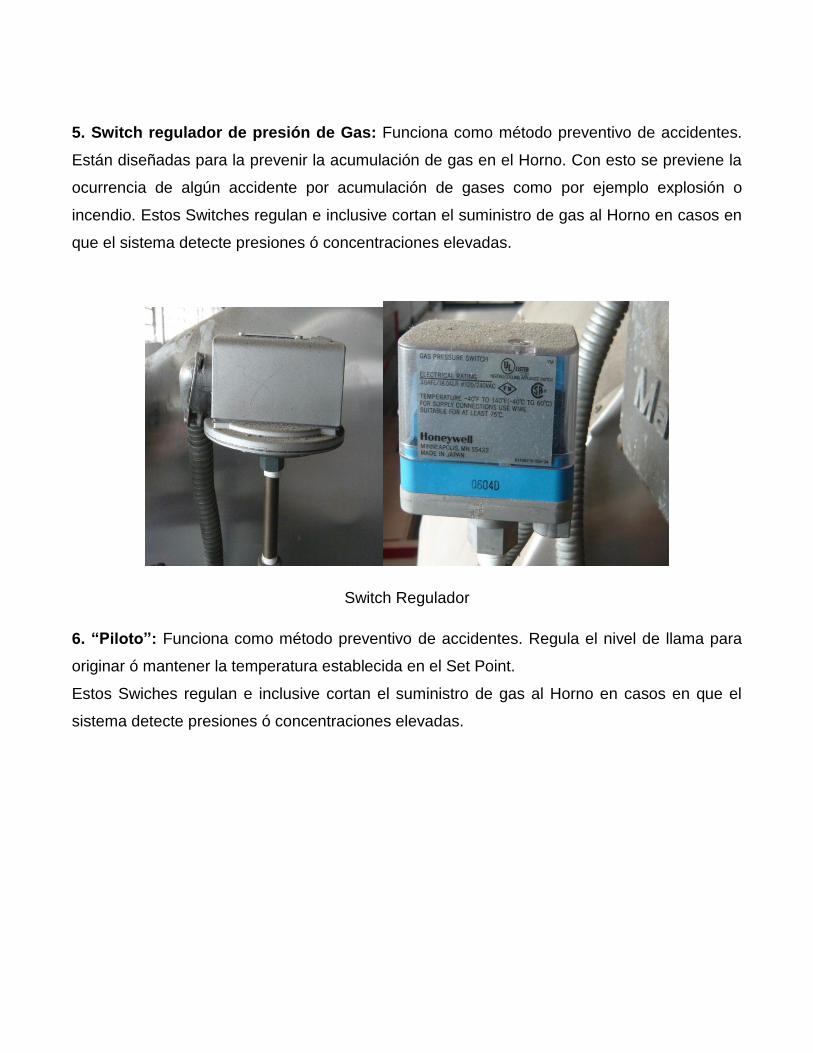
5. Switch regulador de presión de Gas: Funciona como método preventivo de accidentes.
Están diseñadas para la prevenir la acumulación de gas en el Horno. Con esto se previene la
ocurrencia de algún accidente por acumulación de gases como por ejemplo explosión o
incendio. Estos Switches regulan e inclusive cortan el suministro de gas al Horno en casos en
que el sistema detecte presiones ó concentraciones elevadas.
Switch Regulador
6. “Piloto”: Funciona como método preventivo de accidentes. Regula el nivel de llama para
originar ó mantener la temperatura establecida en el Set Point.
Estos Swiches regulan e inclusive cortan el suministro de gas al Horno en casos en que el
sistema detecte presiones ó concentraciones elevadas.

Piloto
7. Palanca Manual: En condiciones normal esta unidad esta diseñada para cortar el
suministro de Gas cuando alguno de los sistemas de prevención nombrados anteriormente
(válvulas, Swicthes, Tablero de control) detecte alguna anomalía. Para emergencias también
posee una palanca usada para apagar las válvulas de alimentación de Gas ó el sistema de
alimentación de Gas del Horno de forma manual
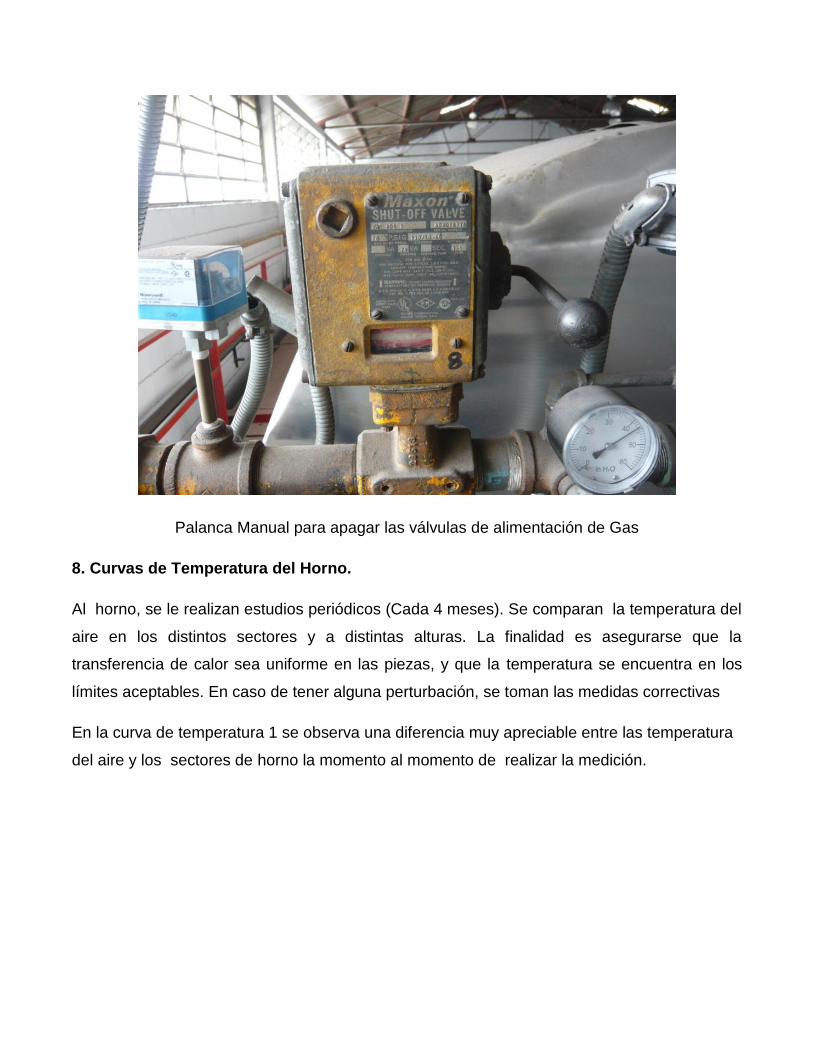
Palanca Manual para apagar las válvulas de alimentación de Gas
8. Curvas de Temperatura del Horno.
Al horno, se le realizan estudios periódicos (Cada 4 meses). Se comparan la temperatura del
aire en los distintos sectores y a distintas alturas. La finalidad es asegurarse que la
transferencia de calor sea uniforme en las piezas, y que la temperatura se encuentra en los
límites aceptables. En caso de tener alguna perturbación, se toman las medidas correctivas
En la curva de temperatura 1 se observa una diferencia muy apreciable entre las temperatura
del aire y los sectores de horno la momento al momento de realizar la medición.
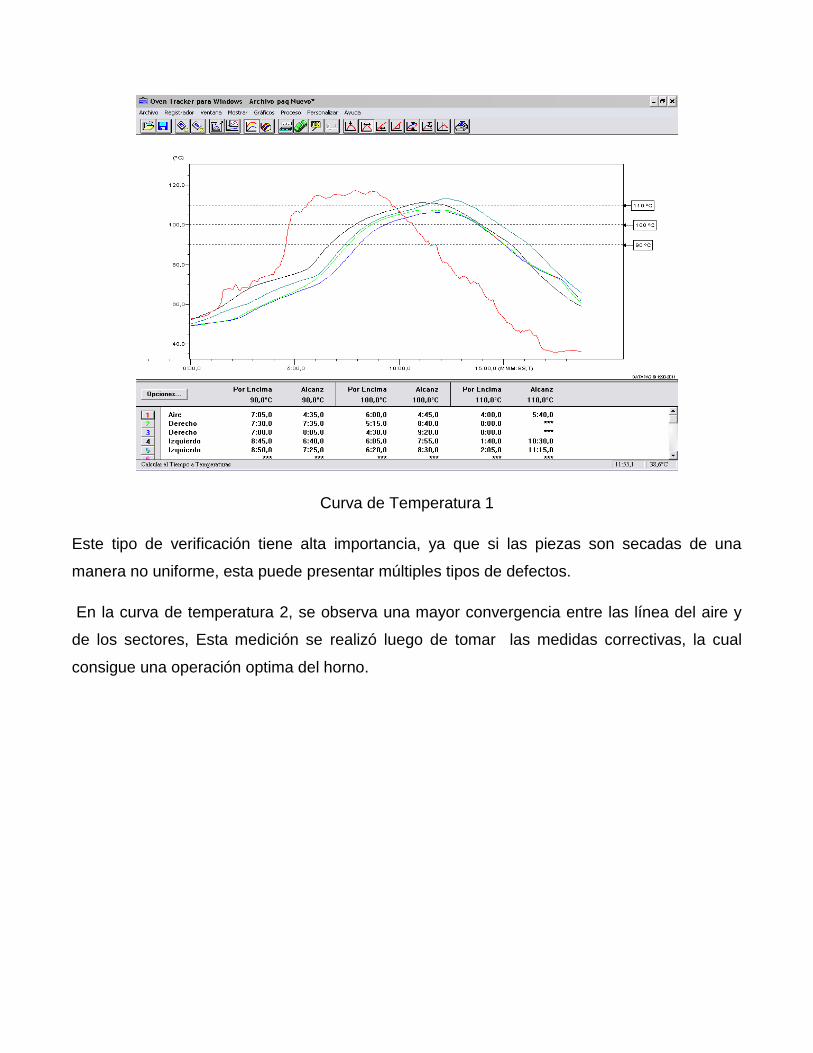
Curva de Temperatura 1
Este tipo de verificación tiene alta importancia, ya que si las piezas son secadas de una
manera no uniforme, esta puede presentar múltiples tipos de defectos.
En la curva de temperatura 2, se observa una mayor convergencia entre las línea del aire y
de los sectores, Esta medición se realizó luego de tomar las medidas correctivas, la cual
consigue una operación optima del horno.
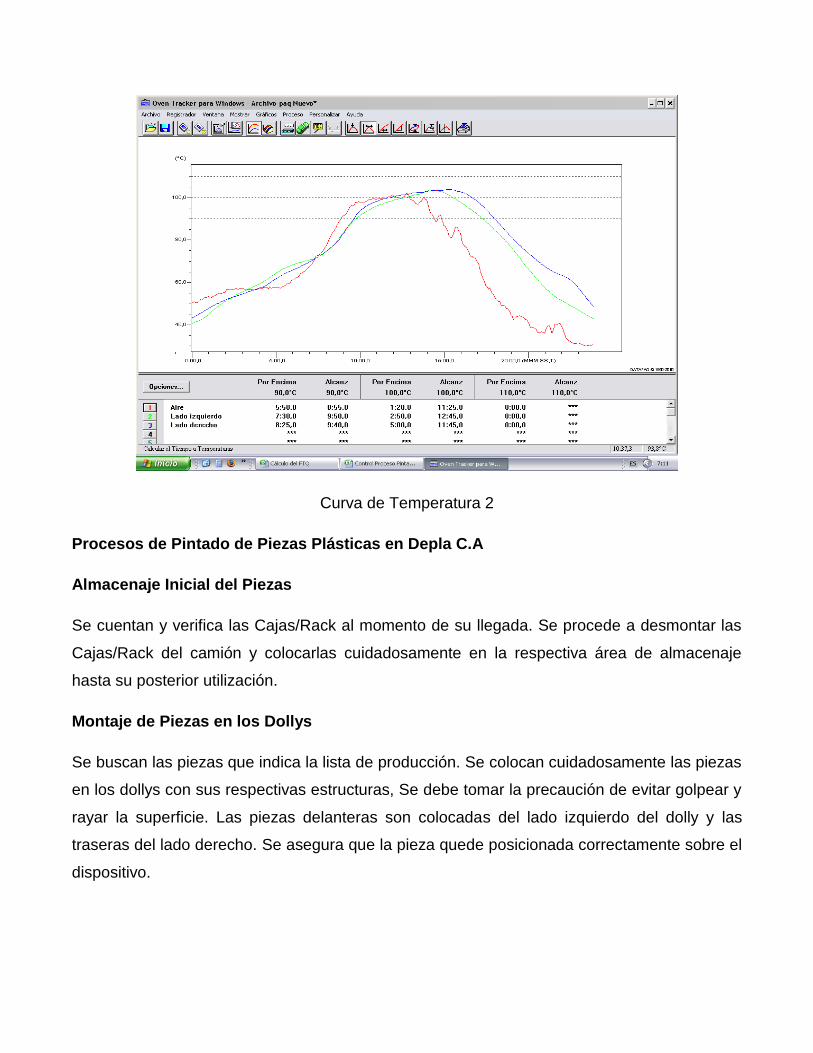
Curva de Temperatura 2
Procesos de Pintado de Piezas Plásticas en Depla C.A
Almacenaje Inicial del Piezas
Se cuentan y verifica las Cajas/Rack al momento de su llegada. Se procede a desmontar las
Cajas/Rack del camión y colocarlas cuidadosamente en la respectiva área de almacenaje
hasta su posterior utilización.
Montaje de Piezas en los Dollys
Se buscan las piezas que indica la lista de producción. Se colocan cuidadosamente las piezas
en los dollys con sus respectivas estructuras, Se debe tomar la precaución de evitar golpear y
rayar la superficie. Las piezas delanteras son colocadas del lado izquierdo del dolly y las
traseras del lado derecho. Se asegura que la pieza quede posicionada correctamente sobre el
dispositivo.
Inspección Inicial, Lijado y Limpieza.
Se frota toda la superficie de la pieza con un paño seco y aire comprimido
Se revisan de manera detallada las piezas, en búsqueda de defectos (rayas, falta de
accesorios, golpes, etc.) en la superficie visible de las mismas. Si la pieza presenta defectos
superficiales, se o corrige dichas imperfecciones empleando una lija en el área localizada.
Luego pasa un paño de micro fibra impregnado con alcohol isopropilico al 98%, por toda la
superficie de la pieza.
Aplicación del Promotor:
Se Chequeael flujo del promotor (valor adecuado. Flujo = 220 a 240 (cc/ min.); Se sopla con
aire, con la pistola de aplicación, la superficie de la pieza y se pasa un paño engomado sobre
la misma. Se aplica una capa del producto a una distancia aproximada de 25 cm. respecto a
la pieza, de forma uniforme cubriendo la totalidad de la superficie visible.
Aplicación de Base Color
Se Chequeael flujo de base color este en el valor adecuado. Flujo: 320 - 360 (cc/ min.), Se
aplican dos pases húmedos (1 mano del producto) con movimientos uniformes de izquierda a
derecha, Debe ser aplicada a una distancia menor a 25 cm. respecto a la superficie de la
pieza. Se aplican dos pases semi-húmedos (una segunda mano de base color, a una
distancia mayor a 25 cm.), De ser necesario aplicar una tercera mano "Seca", para un
acabado menos húmedo y homogéneo del producto.
Aplicación de Transparente
Se chequea que el flujo del transparente esté en el valor adecuado. Flujo = 300 a 340 (cc/
min.). A continuación se aplican 2 manos húmedas de transparente con una separación
menor ó igual a 25 cm. entre la pistola y la pieza, hasta cubrirla completamente, Se debe
prestar mucha atención al espesor y a la aplicación del producto en los bordes.
Flash Off
Corresponde al tiempo transcurrido después de aplicar la última mano de transparente hasta
la entrada de las piezas al horno.Durante este tiempo el exceso de solvente que contiene
tanto la base color como el transparente se evaporan.
Horneado.
Durante el paso del Dolly con las piezas pintadas a lo largo del horno; la temperatura aumenta
gradualmente y la exposición debe ser por encima de 90º C por un periodo de tiempo
comprendido entre 16 a 20 minutos, la velocidad de la cadena dependerá de la condición del
cliente y proceso que se requiera, a fin de asegurar la calidad de las piezas pintadas.
Desmontaje de las Piezas
Se toman las piezas, al salir del horno, Teniendo precaución que las mismas no estén muy
calientes y se puedan manipular y que no se vayan a deformar. Se verifica que estén sin
deformaciones ni golpes, luego se trasladan hasta el rack de enfriamiento.
Inspección y Pulitura
Se toman a una temperatura tolerable las piezas del rack de enfriamiento, y se colocan sobre
dispositivos de trabajo.
Se revisan las piezas, para detectar cualquier falla, de encontrarse, se pueden recuperar con
el proceso de lijado, según el tipo de defecto. Posteriormente se aplica cera y mopa, para
eliminar las marcas.
Seguidamente de frotar con un paño todo la pieza. Si durante el proceso de Pulitura el defecto
no puede ser eliminado, se lleva la pieza hasta el área de re trabajo. Las piezas buenas se
colocan en el rack siguiente para ser inspeccionadas.
Inspección Final
Se toman la pieza y se revisa de manera detallada para detectar cualquier defecto, que no
haya sido corregida por los pulidores.
De conseguir cualquiera defecto, se identifica, (Señalando el defecto), y se entrega
nuevamente al pulidor, si el defecto no se corrige, la pieza se traslada a la zona de retrabajo.
Las piezas buenas se identifican con un punto verde. Si la pieza no presenta ninguna
anomalía, se coloca en el área de etiquetado y embalaje.
Retrabajo
Se Localiza el defecto y la zona a retocar.Se utiliza una lija de grano para corregir la pieza A
continuación se usa paño de micro fibra impregnado con alcohol en la misma., Se empapela
la zona que no va a ser pintada.
Se aplica Promotor de adhesión. Se aplica base color original tomada del tanque presurizado,
sobre la zona a reparar hasta que cubra dicha área. Se deja orear de 1 a 2 min aprox.Se
aplican dos manos de transparente.
En caso de ser necesario la pieza es colocada a la salida del horno, para acelerar el
curado. Se realiza el proceso de pulitura. En caso de que el defecto sea muy grave, se lijará la
pieza en su totalidad y pasara nuevamente a cabina y horno.
Etiquetado y Embalaje
Se toman las piezas de la mesa de inspección de calidad.Se etiquetan las piezas en la parte
interna Estas etiquetas corresponden a la orden de producción. Se proceden a embalar las
piezas con un plásticos de burbuja; posteriormente son trasladadas a las respectivas cajas y
/o Racks, las cuales llevan una etiqueta de identificación del material, con la descripción y
cantidad de piezas. Se colocan por cada caja,12 piezas delanteras y 12 traseras), y por
cada rack 10 delanteras y 10 traseras, Según sea el tipo de casa matriz.
Despacho
Con la ayuda del montacargas, el montacarguista toma un rack y/o caja y lo(a) monta en el
camión (transporte de despacho). Se pueden colocar un máximo de seis cajas por cada
camión.
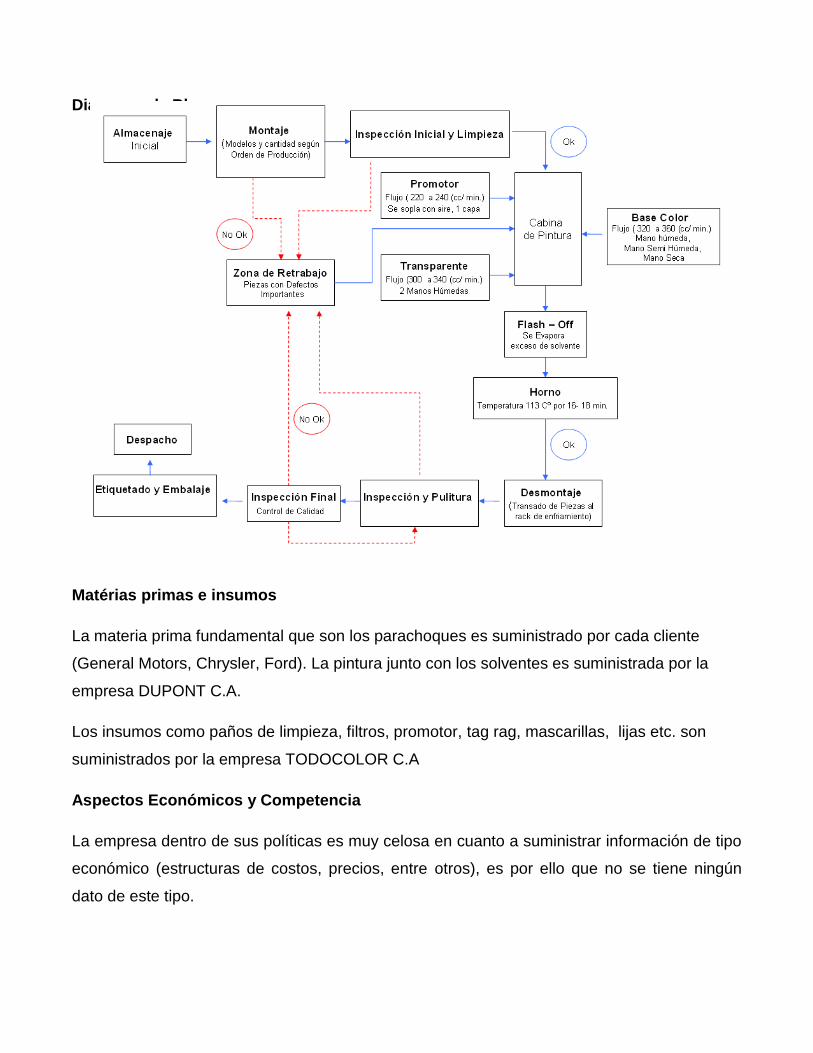
Diagrama de Bloque
Matérias primas e insumos
La materia prima fundamental que son los parachoques es suministrado por cada cliente
(General Motors, Chrysler, Ford). La pintura junto con los solventes es suministrada por la
empresa DUPONT C.A.
Los insumos como paños de limpieza, filtros, promotor, tag rag, mascarillas, lijas etc. son
suministrados por la empresa TODOCOLOR C.A
Aspectos Económicos y Competencia
La empresa dentro de sus políticas es muy celosa en cuanto a suministrar información de tipo
económico (estructuras de costos, precios, entre otros), es por ello que no se tiene ningún
dato de este tipo.
Sin embargo, se nos comunicó que básicamente, no tiene competencia en el mercado, desde
el punto de vista tradicional. Las Ensambladoras, son las que suministran los modelos de
vehículo, con el que opera Depla C.A, Creando una lucha interna entre los clientes (General
Motors, Chrysler, y Ford) por la cantidad y variedad de piezas a pintar por esta empresa.
Aspectos de Seguridad y Ambiente.
La empresa DEPLA C.A, en cumplimiento con los derechos y deberes de los trabajadores es
muy rigurosa en sus lineamientos de seguridad al momento de hacer obligatorio el uso de los
implementos en cada área de trabajo según sea la necesidad. Es necesario el uso de botas,
bragas, lentes, mascarillas, filtros, pre filtros, guantes tela y guantes de goma, así como la
prohibición de fumar y el uso de cualquier dispositivo electrónico que pueda causar algún
percance dentro de la planta ya que no es recomendable cuando se trabaja con productos
que son de tipo inflamables.
En cuanto medio ambiente la empresa al trabajar con productos químicos se ve obligada a
cumplir ciertos pasos para expulsar y desechar cualquier tipo de material. En cuanto al
proceso de pintura este es realizado bajo una trampa de agua donde es depositado todo el
material excedente de dicho proceso (pintura y solventes), esta agua circula y es filtrada de
modo de seguir reutilizándola y ahorrar el vital líquido, luego dicho material es removido cada
21 días aproximadamente, se almacena en barriles y es transportado por empresas
especialista en manejo de desechos químicos.
En cuanto a los gases estos son expulsados por grandes chimeneas al ambiente pasando por
filtros antes de llegar al exterior de la empresa. Tratando en lo posible reducir el nivel
expulsión de gases tóxicos al medio ambiente.
Bibliografía
- Warren L. Mc Cabe, Cabe Operaciones Unitarias en Ingeniería Química
- www.catarina.udlap.mx
- http://es.wikipedia.org/wiki/Secado_de_s%C3%B3lidos