Embed Size (px)
Citation preview

SHAPER MACHINEBy
Ahmed Ali Zafar L1F13BSME0066
Abdullah Mansoor L1F13BSME0042
Danish Anwar L1F13BSME0043
Fakhar Hayat L1F13BSME006

CONTENTS: SHAPER HORIZONTAL SHAPER AND TYPES PARTS WORKING PRINCIPAL MECHANISM CUTTING TOOLS PRECAUTIONS

Shaper Machine The shaper s a reciprocating type of machines Tool reciprocates and work piece held stationary. Tool used for producing flat surface with the help of a
single point tool reciprocating over the stationary workpiece. The flat surface may be vertical horizontal & inclined.
It employs single point cutting tool which is essentially similar to single point cutting tool of lathe machine.

Horizontal Shaper Machine In our workshop lab horizontal shaper machine is available Horizontal shaper is the force reciprocates in horizontal plane with
so do the tool. It’s like to standard shapers by an additional plain table provide in machine
Other types of shaper are1. Contour shaper2. Universal shaper3. Standard shaper4. Draw cut shaper 5. Crank shaper6. Vertical shaper7. Hydraulic shaper8. Geared shaper


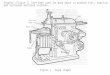
Parts of Shaper

Working Principle The tool is held in the tool post of the reciprocating ram &
perform the cutting operation during its forward stroke. It may be noted that during the backward stroke of the ram , the tool does not remove material from the workpiece. For shaping in horizontal direction ,the depth of cut is adjusted by moving the tool downward towards the workpiece.& in vertical ,the tool is feed vertically towards the workpiece , the depth of cutting is adjusted by the workpiece sideways. The tool is inclined, when an inclined surface has to be machined.

Working Principal & Mechanism

Quick Return Mechanism Crank rocker mechansim Rotatory motion is changed into reciprocating
motion. Time efficient.


Cutting Tools Generally made of H.S.S. Carbide tools can’t be used

Rack and Pinion gear system For Angular Cut Level a Surface

Precautions: Work piece should be strongly held in vice. Base provided to tool should be straight, it can cause
error in slotting. Work piece should be leveled by checking level from
sprit level. Ram stroke kept about 60-70mm longer than the job. Ram started the stroke 30-35mm before stroke and
covering the length of work piece and move 30-35mm beyond the work piece.

THANKYOU