Embed Size (px)
Citation preview

La fabrication industrielle des comprimés en France
1°Partie : des origines à 1945
Machine à comprimer alternative Frogerais (vers 1912)
André FROGERAIS [email protected]
30/12/2016
1
Le comprimé est une forme pharmaceutique inventée en 1843 par un britannique William Brockedon, il se répand rapidement dans les pays Anglo saxons et en Allemagne où Il est fabriqué à la fois dans les officines et par les industriels. En France , le comprimé va se développer beaucoup plus tardivement ; il doit faire face à la concurrence de la forme cachet inventée en1872 par Stanislas Limousin. Ils ne sont pas fabriqués en officine, ils sont produits par les industriels dés le début du XX°siècle.
Le succès de spécialités produites sous forme de comprimés : l’Aspirine, le Lactéol, le Sucrédulcor ainsi que leur utilisation par le Service de santé des armées pendant la Première Guerre mondiale vont permettre leur développement.
En 1880, le constructeur de machines , Henri Négre dépose le brevet n° FR 136 886 pour une machine à comprimer ce qui laisse à supposer que la production industrielle commence à cette date.
En 1890 Edouard Fedit obtient le brevet n° FR 205 679 pour une machine à comprimer de son invention pour la production de comprimés de sels minéraux de Vichy. Ils sont destinés à être mis en solution pour reconstituer l’eau minérale. Il est considéré comme le premier spécialiste français des comprimés, il produit des comprimés de sublimés , de rhubarbe et des comprimés effervescents d’antipyrine.
Les ouvrages de Pharmacie Galéniques des professeurs Dupuy et Ribaux de 1902 et d’ Ambroise Andouard de 1910 ne consacrent que quelques lignes aux comprimés. En 1901, le pharmacien major Victor Masson rédige un rapport sur les comprimés et décrit rapidement le mode de fabrication (1), En 1908 le pharmacien capitaine Paul Bruére publie une thèse consacrée aux comprimés , la première partie traite de la production (2) .
L’enseignement de la fabrication des comprimés commence à l’Ecole de pharmacie de Nancy en 1908 puis en 1919 à Montpellier.
Le premier ouvrage consacré à la production industrielle des comprimés est écrit par Maurice Bouvet en 1919, le livre sera réédité en 1937 (4). Le Codex de 1937 comporte la première monographie ,elle tient en quelques lignes.
Il n’existe au début du XX° siécle aucune règle concernant les locaux de fabrication, les médicaments comme les opérateurs ne font l’objet d’aucune protection. , le choix des excipients est limité.
La formulation est empirique, elle est réalisée dans les ateliers de production sur les machines industrielles. Le choix des excipients est limité (les plus utilisés sont en caractère gras). Les formules sont simples, on utilise en plus du talc un ou deux excipients au maximum, la désintégration n’est pas prise en considération, ce qui compte c’est que la poudre se comprime.
- les agglutinants : la gomme arabique à raison de 1 à 5% du mélange à comprimer (la solution est appelée eau gommeuse) , la gomme adragante, le sucre en poudre ou en sirop, le lactose (sucre de lait), le glucose, la dextrine, la gélatine, l’amidon de riz, froment, maïs, dans la majorité des cas, ils sont utilisés en solution dans l’eau .
- les diluants : le lactose, le sucre, les chlorures de sodium et de potassium, l’iodure de potassium l’amidon, la fécule, la poudre de réglisse, le kaolin, le cacao, le kieselguhr, la magnésie, le sulfate de soude, le carbonate de soude, la dextrine, la gélatine.
- les liquides employés en granulation : l’eau, l’alcool à 70° l’ éther, le sirop de sucre, de glucose
- les désintégrants : l’amidon, les algues, la caséine, la gélatine,
- les lubrifiants : le talc, le talc lubrifié (talc : 10 kilos, huile de paraffine : 100g, éther : 100 g), l’acide stéarique, le beurre de cacao, les paraffines en solution dans l’éther, l’acide borique, le savon médicinale.
2

- les absorbants pour les essences et les comprimés comprenant de grandes quantités d’extrait : le kieselghur, les amidons, le carbonate de magnésie, la magnésie, la poudre de réglisse le lactose, le phosphate tricalcique.
- les colorants : la liste est longue, ils sont d’origine végétale ou minérale, les fournisseurs sont allemands .
Le stéarate de magnésium est inconnu, l’usage de l’alcool et de l’éther est fréquent bien que le matériel électrique ne soit pas antidéflagrant . Le lactose magré son coût est recommandé est reccomandé à la place du sucre qui est une source de collage et qui abime les machines.
Les comprimés effervescents sont fabriqués depuis la fin du XIX° siècle, Edouard Fedit les baptise « comprimés gazeux », les comprimés effervescent de Vichy sont très populaires, la désintégration est réalisée à l’aide d’un acide (citrique, tartrique, borique) sur un bicarbonate (soude ou potasse) ou un carbonate ( potasse, soude, chaux). Il est recommandé de fabriquer séparément le granulé acide et le granulé humide. On utilise comme lubrifiant l’acétanilide à 3% (page 20).
,
Dés l’origine on utilise les trois modes de fabrication classique :
- La compression directe :
Seul quelques principes actifs se compriment purs sans granulation: les sels de potassium, bromure, iodure, chlorure et permanganate, l’Urotropine (Hexaméthyléne tétramine) l’Antipyrine,
3

- La granulation sèche ou pré compression ; elle est citée dans les ouvrages mais dans les premiers formulaires français ne figurent aucune formule faisant l’objet de pré-compression, cette technique va se répandre à partir des Etats-Unis au fur et à mesure que l’on prend en considération que des principes actifs sont sensibles à l’humidité.
- La granulation humide : c’est la méthode classique car le nombre d’excipients est très limité. A chaque étape correspond une machine. On utilise de l’eau ainsi que de l’alcool et de l’éther sans précaution particulière.
1° - le mélange et l’humidification
On utilise pour les lots inférieur à 10 kilos un simple mortier ou des mélangeurs qui permettent également l’humidification par addition d’un liquide. Deux types sont utilisés :
- Les mélangeurs à cuve horizontale basculant : la cuve est en fonte, le mélange est réalisé grâce à l’action d’une ou deux hélices hélicoïdales.
Mélangeurs à cuve basculante Courtoy
- Les mélangeurs à melon, ils sont constitués d’une cuve tournante en cuivre et d’un melon en bronze qui tourne sur lui-même afin de créer un mouvement planétaire.
La capacité des mélangeurs est adaptée à la taille des lots : 25 à 50 kilos, il existe des appareils avec des cuves jusqu’à 500 litres mais ils sont surtout dans les industries chimique ou alimentaire.
4

Mélangeur à melon Frogerais
2°- la fabrication des granulés :
Le granulé est étendu en couches minces sur des plateaux (ou claies) qui doivent présenter une grande surface de séchage . Les plateaux sont constitués d’un cadre en bois à l’intérieur duquel est tendu une toile . Ils sont placés sur des chariots.
5
Elle est réalisée manuellement en utilisant un tamis de 2 à 3mm d’ouverture de maille ou au moyen d’une granuleuse qui produit un granulé vermicellé.
Les premières machines sont constituées par un cylindre à l’intérieur duquel une vis d’Archiméde pousse la masse à travers une grille perforée, elles produisent en moyenne 20 kilos par heure. Dans les années trente des machines plus performantes sont construites.

La granulation en turbine :
En alternative à la granulation humide à l’aide de mélangeur-malaxeur et de granulateur, il existait une autre méthode, oubliée de nos jours : la granulation en turbine . Les poudres sont mélangées dans une turbine et le liquide de granulation est ajouté au moyen d’un pulvérisateur de façon à agglomérer la poudre en granulés.Puis Il est étalé sur des plateaux , séché et calibré. Le granulé est ensuite remis dans la turbine et le lubrifiant est ajouté.
Ce mode de préparation a l’avantage de réduire les investissements, il est particulièrement préconisé pour la fabrication de comprimés à sucer à base de sucre, les essences d’aromatisation en solution sont ajoutées après séchage avant la lubrification.
4°- le séchage :
Etuve Savy Jeanjean
5°- le tamisage :
Le granulé sec est tamisé sur des tamis n°10 à 20 selon la dimension des comprimés, l’opération est rapide elle est le plus souvent réalisée manuellement. Les constructeurs américains fabriquent des granulateurs-tamiseurs.
6
Les granulés sont séchés soit à l’air libre soit dans une étuve.
Le séchage à l’air libre n’est réalisé que pour les petites quantités, il a l’inconvénient d’être long et d’exposer le produit à la poussière.
Les étuves sont chauffées en utilisant le gaz, la vapeur, ou l’électricité, la température est d’environ 40°C. le séchage est plus rapide et plus rationnel

6°- Le mélange du lubrifiant :
Il est réalisé dans les mélangeurs à hélice utilisés pour le mélange à sec et l’humidification.
7°- La compression :
- Les machines alternatives sont les plus utilisées, il existe deux modèles à sabot circulaire ou linéaire.
.
Machines alternatives à sabot circulaire Guy Pouré et Sauton
7

Machines à sabot linéaire Frogerais N°0 & 1
Les machines à sabot circulaire sont moins onéreuses à construire et tournent plus rapidement, elles sont utilisées en monopoinçon , en multipoinçon le poids unitaire des comprimés n’est pas constant, les principaux fabricants sont Pouré et Sauton, Guy et Kustner.
Les machines à sabot à mouvement alternatif (on les appèle également machines à tiroir) permettent des cadences plus importantes, elles sont produites par Cogez (successeur de M.Guy) , Frogerais et Courtoy en Belgique.
Etablissements Février Decoisy Champion (Paris)
8

Etablissssements David Rabot (Courbevoie)
Laboratoire de Galénique Vernin (Melun)
Les presses alternatives sont très appréciées, elles sont robustes, faciles à utiliser, les outillages sont peu onéreux. La production en multipoinçons atteint au maximum 15 000 comprimés à l’heure, ce qui est jugé suffisant. Il existe des machines doubles avec deux sabots fabriquées par Courtoy (Belgique) et Dürhing (Allemagne), mais difficiles à régler elles sont peu utilisées.
9

Courtoy 3R Dühring L’Idéal
- Les machines rotatives ont des rendements supérieurs mais leur coût et leur maintenances en limitent l’usage. Les constructeurs français : Ratti, Frogerais, Guy n’ont construit que des prototypes à un ou deux exemplaires.Les machines rotatives vendues en France sont importées ; la SCUR utilise une machine Colton (USA), le laboratoire du Lactéol des machines Stockes (USA), les laboratoires Bailly une rotative Courtoy et la Pharmacie Centrale de l’Armée à Marseille est équipée d’une rotative anglaise Allen & Handburry.Après la Première Guerre mondiale SPECIA à Saint Fons fabrique l’Aspirine du Rhône avec des rotatives Kilian (D).
Presse rotative Stockes BB Presse rotative Colton
10

,
Rotative Courtoy Kilian
Atelier de fabrication des comprimés de Lactéol – Paris- équipées de presses rotatives Stockes type BB
11

8- La dragéification
Les comprimés comme les pilules sont fréquemment dragéifiés à l’aide de sirop de sucre, exceptionnellement ils peuvent être enrobés de poudre ou argentés . On utilise des turbines équipées de cuve en cuivre , les noyaux sont séchés par une rampe à gaz, un serpentin de vapeur ou par une soufflerie avec des résistances électriques.
Laboratoire de Galénique Vernin (Melun)
La production dure en moyenne 5 jours, elle utilise beaucoup de main d’œuvre, les dragées sont placées la nuit dans des étuves , le lissage est réalisé à l’aide de cire dissous dans de l’éther.
12

9- Le conditionnement :
Il est réalisé dans des flacons de verre, des boites métalliques ou en carton, des tubes, les comprimés nus sont au préalable dépoussiérés sur un tamis
Le comptage est réalisé soit manuellement à l’aide d’une pelle, soit à l’aide de machines automatiques.
Afin de faciliter le conditionnement et d’améliorer la conservation, les comprimés sont fréquemment mis en rouleau. Il est possible d’adapter des dispositifs de comptage à la sortie des machines à comprimer.
A partir des années 30 Henri Wierzbinsky fabrique des compteuses automatiques. Les contenants sont alimentés, évacués et bouchés manuellement.
13

Les comprimés sont inscrits pour la première fois au Codex de 1937, la monographie ne comporte aucune procédure de contrôle en cours de fabrication :
Il est de coutume de contrôler :
- Le poids : peser 10 comprimés et prendre le poids moyen, la tolérance admise est de 5%
- La dureté : le comprimé doit pouvoir s’écraser entre les doigts ou doit rester intact quand on le laisse tomber d’une hauteur de 1 mètre sur une table ou un plancher
Il n’existe pas de test pour contrôler la désintégration.
Les auteurs listent les problèmes rencontrés lors de la compression et proposent des solutions classiques :
- Le manque de dureté : mauvais choix de l’agglutinant ou quantité insuffisante, excés de poudre fine
- Le clivage : mauvais choix ou insuffisance d’agglutinant, excès de compression ou de poudre fine, compression trop forte
- Le grippage et le collage: mauvais choix ou manque de lubrifiant, granulé trop humide (l’humidité doit etre compris entre 1 et 2%), il est proposé de « mercurer » poinçons et matrices pour éviter le collage.
14

Les conditions de fabrication, les modes opératoires et le matériel vont évoluer après la Seconde guerre mondiale, les fabricants vont chercher à diminuer les coûts, améliorer l’efficacité des médicaments et des conditionnements.
Bibliographie :
1. Victor Masson , « Des comprimés de médicament, de leur emploi dans l’Armée », Archives de Médecine et Pharmacie Militaire, 1901, 1-13
2. Paul Bruére, « Sur l’utilisation en Pharmacie et en Chimie analytique des comprimés de substances médicamenteuses et chimiques », Th. Doct Uni (Pharm) Paris 1908
3. Maurice Bouvet, La Fabrication Industrielle des comprimés pharmaceutiques, Paris, Balliére , 1919
Les Formulaires :
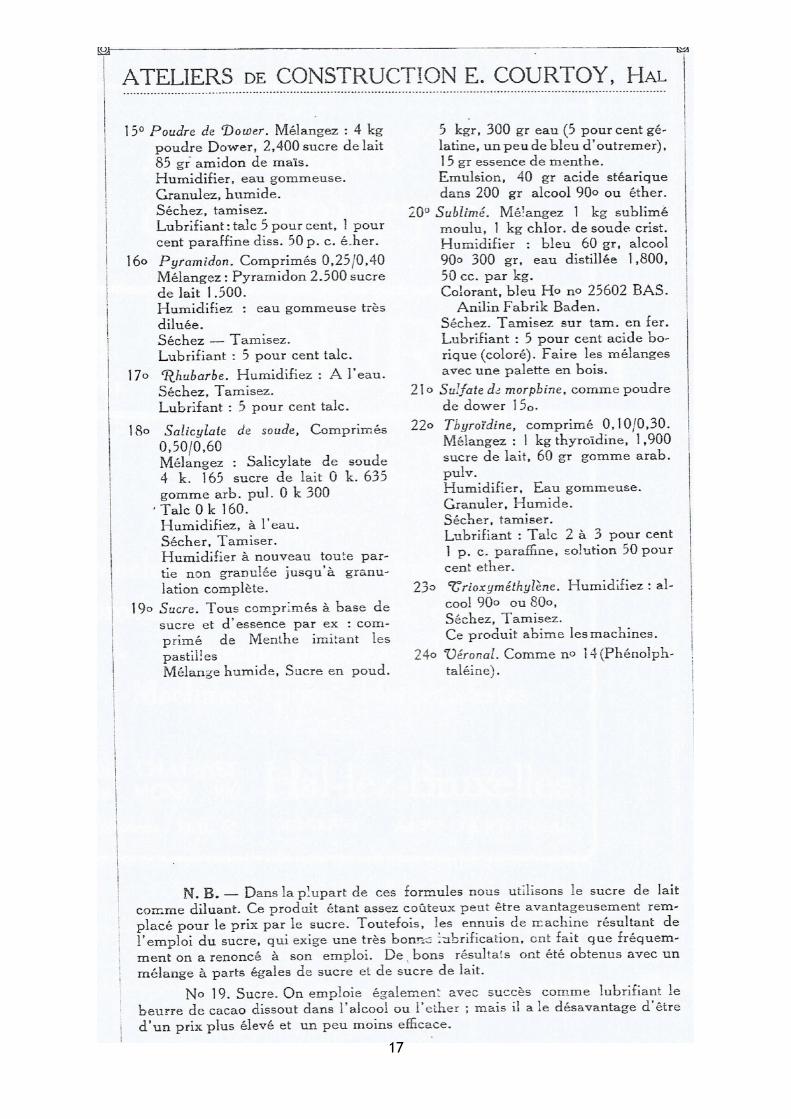
Dans les années vingt, les constructeurs de machines à comprimer Courtoy en Belgique et Frogerais en France mettent à disposition de leurs clients inexpérimentés des formulaires, nous les reproduisons.
Comme dans le livre de Maurice Bouvet, ce sont les mêmes formules qui reviennent, ce sont les premiers génériques.
15

16
17

18

19

20

21

22

23

24

25

26

27

28

29

Disponible sur SLIDESHARE :
Catalogue Frogerais 1920
Les premières machines pour la production des produits pharmaceutiques en France Histoire des comprimés pharmaceutiques en France, des origines au début du XX siècle William Brockedon , BiographieLa fabrication industrielle des pilules
Pierre Broch (1909-1985) et la pénicilline
Henri Wierzbinski : le pionnier français des machines de conditionnement
Histoire de la fabrication des saccharures granulés
L’Aspirine en France : un affrontement franco-allemand
Les façonniers pharmaceutiques : la première génération (1920-1970)
A.Savy Jeanjean , constructeurs de machines pour les industries alimentaires, pharmaceutiques et chimiques
Les comprimés enrobés à sec / Dry Coating
Les comprimés multi-couches / Three layer tables
Les comprimés effervescents
Les comprimés disparus : les triturés et les comprimés hypodermiques
La fabrication industrielle des comprimés en France : 1°partie, des origines à 1945
La fabrication industrielle des cachets pharmaceutiques
Histoire de la dragéification et du pelliculage pharmaceutique
La confiserie pharmaceutique
Un siècle de machines à fabriquer les comprimés (1843-1950) ; Fascicule n°1 , dispositifs manuels et machines semi automatiques
Un siècle de machines à fabriquer les comprimés (1843-1950) ; Fascicule 2, machines à comprimer alternative La fabrication industrielle des capsules mollesLa fabrication industrielle des gélulesLes origines de la fabrication des antibiotiques en France
La fabrication industrielle des pastilles ou tablettes pharmaceutiques
30





























