Embed Size (px)
DESCRIPTION
Citation preview

Norwegian University of Science and TechnologyDepartment of Energy and Process Engineering
Energy Efficiency in Process Plants with emphasis on HeatExchanger Networks
Optimization, Thermodynamics and Insight
Supervisor Candidate
Prof. Truls Gundersen Rahul Anantharaman
6th December 2011

Outline
IntroductionProcess Synthesis and Energy IntegrationObjectives
Energy Level Composite CurvesBackgroundEnergy Level and Energy Level Composite CurvesCase studyConclusions and further work
Heat Exchanger Network SynthesisIntroductionHENS in the 21st century
Sequential FrameworkIntroductionExamplesChallengesFurther work
Contributions

Outline
IntroductionProcess Synthesis and Energy IntegrationObjectives
Energy Level Composite CurvesBackgroundEnergy Level and Energy Level Composite CurvesCase studyConclusions and further work
Heat Exchanger Network SynthesisIntroductionHENS in the 21st century
Sequential FrameworkIntroductionExamplesChallengesFurther work
Contributions

Energy Integration
Energy integration is defined as systematic methods for generatingintegrated energy recovery systems.

Energy Integration
Energy integration is defined as systematic methods for generatingintegrated energy recovery systems.

Energy Integration
Energy integration is defined as systematic methods for generatingintegrated energy recovery systems.

Energy Integration

Energy Integration

Energy Integration

Energy Integration

Outline
IntroductionProcess Synthesis and Energy IntegrationObjectives
Energy Level Composite CurvesBackgroundEnergy Level and Energy Level Composite CurvesCase studyConclusions and further work
Heat Exchanger Network SynthesisIntroductionHENS in the 21st century
Sequential FrameworkIntroductionExamplesChallengesFurther work
Contributions

Objectives
Develop a systematic methodology based on thermodynamicprinciples to integrate energy intensive processes while serving as ascreening tool for subsequent heat integration.
Develop a mathematical programming based approach usingthermodynamics and insight for solving industrial sized HENSproblems while including industrial realism and avoiding heuristicsand simplifications.
Develop a semi-automatic design tool that allows significant userinteraction to identify near-optimal and practical networks.

Objectives
Develop a systematic methodology based on thermodynamicprinciples to integrate energy intensive processes while serving as ascreening tool for subsequent heat integration.
Develop a mathematical programming based approach usingthermodynamics and insight for solving industrial sized HENSproblems while including industrial realism and avoiding heuristicsand simplifications.
Develop a semi-automatic design tool that allows significant userinteraction to identify near-optimal and practical networks.

Objectives
Develop a systematic methodology based on thermodynamicprinciples to integrate energy intensive processes while serving as ascreening tool for subsequent heat integration.
Develop a mathematical programming based approach usingthermodynamics and insight for solving industrial sized HENSproblems while including industrial realism and avoiding heuristicsand simplifications.
Develop a semi-automatic design tool that allows significant userinteraction to identify near-optimal and practical networks.

Outline
IntroductionProcess Synthesis and Energy IntegrationObjectives
Energy Level Composite CurvesBackgroundEnergy Level and Energy Level Composite CurvesCase studyConclusions and further work
Heat Exchanger Network SynthesisIntroductionHENS in the 21st century
Sequential FrameworkIntroductionExamplesChallengesFurther work
Contributions

Motivation
Need a tool for energy integration of energy intensive plants likemethanol production where there is a large interplay between thermal,mechanical and chemical energy
Pinch Analysis Developed for heat recovery networks and later expanded to entire sites Powerful graphical tool Deals only with heat recovery: pressure, composition changes are not
considered
Exergy Analysis Identifies major causes of thermodynamic imperfection Lacks simple representations

Motivation
Need a tool for energy integration of energy intensive plants likemethanol production where there is a large interplay between thermal,mechanical and chemical energy
Pinch Analysis Developed for heat recovery networks and later expanded to entire sites Powerful graphical tool Deals only with heat recovery: pressure, composition changes are not
considered
Exergy Analysis Identifies major causes of thermodynamic imperfection Lacks simple representations

Motivation
Need a tool for energy integration of energy intensive plants likemethanol production where there is a large interplay between thermal,mechanical and chemical energy
Pinch Analysis Developed for heat recovery networks and later expanded to entire sites Powerful graphical tool Deals only with heat recovery: pressure, composition changes are not
considered
Exergy Analysis Identifies major causes of thermodynamic imperfection Lacks simple representations

Motivation
Need a tool for energy integration of energy intensive plants likemethanol production where there is a large interplay between thermal,mechanical and chemical energy
Pinch Analysis Developed for heat recovery networks and later expanded to entire sites Powerful graphical tool Deals only with heat recovery: pressure, composition changes are not
considered
Exergy Analysis Identifies major causes of thermodynamic imperfection Lacks simple representations

Motivation
Need a tool for energy integration of energy intensive plants likemethanol production where there is a large interplay between thermal,mechanical and chemical energy
Pinch Analysis Developed for heat recovery networks and later expanded to entire sites Powerful graphical tool Deals only with heat recovery: pressure, composition changes are not
considered
Exergy Analysis Identifies major causes of thermodynamic imperfection Lacks simple representations

Motivation
Need a tool for energy integration of energy intensive plants likemethanol production where there is a large interplay between thermal,mechanical and chemical energy
Pinch Analysis Developed for heat recovery networks and later expanded to entire sites Powerful graphical tool Deals only with heat recovery: pressure, composition changes are not
considered
Exergy Analysis Identifies major causes of thermodynamic imperfection Lacks simple representations

Motivation
Need a tool for energy integration of energy intensive plants likemethanol production where there is a large interplay between thermal,mechanical and chemical energy
Pinch Analysis Developed for heat recovery networks and later expanded to entire sites Powerful graphical tool Deals only with heat recovery: pressure, composition changes are not
considered
Exergy Analysis Identifies major causes of thermodynamic imperfection Lacks simple representations

Objective
Develop a new methodology for enery intergration of process involvingheat and pressure exchange
Thermodynamic approach
Incorporates pressure and composition changes together withtemperature levels
Graphical representation
Allows visualization of energy transfer between process units andstreams

Search for a quality parameter

Search for a quality parameter

Search for a quality parameter

Outline
IntroductionProcess Synthesis and Energy IntegrationObjectives
Energy Level Composite CurvesBackgroundEnergy Level and Energy Level Composite CurvesCase studyConclusions and further work
Heat Exchanger Network SynthesisIntroductionHENS in the 21st century
Sequential FrameworkIntroductionExamplesChallengesFurther work
Contributions

Energy level as quality parameter
Ishida and co-workers defined direction factor D as
D =T0∆S
∆H
D can lead to negative values, hence Ishida and co-workers definedavailability factor as
A =∆E
∆H= 1 − T0∆S
∆H
Feng and Zhu defined energy level as
Ω =exergy
energy

Energy level as quality parameter
Ishida and co-workers defined direction factor D as
D =T0∆S
∆H
D can lead to negative values, hence Ishida and co-workers definedavailability factor as
A =∆E
∆H= 1 − T0∆S
∆H
Feng and Zhu defined energy level as
Ω =exergy
energy

Energy level as quality parameter
Ishida and co-workers defined direction factor D as
D =T0∆S
∆H
D can lead to negative values, hence Ishida and co-workers definedavailability factor as
A =∆E
∆H= 1 − T0∆S
∆H
Feng and Zhu defined energy level as
Ω =exergy
energy

Outline
IntroductionProcess Synthesis and Energy IntegrationObjectives
Energy Level Composite CurvesBackgroundEnergy Level and Energy Level Composite CurvesCase studyConclusions and further work
Heat Exchanger Network SynthesisIntroductionHENS in the 21st century
Sequential FrameworkIntroductionExamplesChallengesFurther work
Contributions

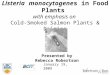
Energy integration of a methanol plantProcess
The graphical representation also shows the perfor-mance of the individual process units indicating the ex-ergy gain/loss trends.
It may not always be possible to transfer energy froma unit at higher energy value to a unit at lower energyvalue. Such integration may be limited by certain pro-cess parameters or unavoidable exergy losses in the sys-tem. A decrease in energy level for a unit can be causedby a decrease in exergy while enthalpy remains constant.
This is the case in a flash unit, where the quantity of en-ergy (enthalpy) is a constant, whereas the energy qualityis reduced at the outlet of the unit. Such units do notrepresent energy sources or sinks and illustrate the factthat not all energy level changing units can be used forenergy integration.
When steam is present at a high energy level inthe plant, it can be considered to go through an imagi-nary process to reach a lower energy level. The process
Fig. 2. HYSYS simulation case study—methanol process.
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
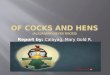
0 50 100 150 200 250 300 350 400Enthalpy (MW)
Ener
gy L
evel
Energy Level IncreasingEnergy Level DecreasingSteam Generator
Steam Generator MeOH Recycle Compressor
Steam Generator, MeOH Recycle Compressor, Syngas Compressor
Steam Generator, Syngas Compressor
Steam Generator, Syngas Compressor, MeOH Reactor Feed Preheater
Steam Generator
Sec Reformer Product Cooler
Sec Reformer Product Cooler, Water Jacket Steam
Sec Reformer Product Cooler, Water Jacket Steam, MeOH Raw Product Cooler
Sec Reformer Product Cooler, MeOH Raw Product Cooler
MeOH Raw Product Cooler
Fig. 3. ELCCs for the methanol process case study.
R. Anantharaman et al. / Applied Thermal Engineering 26 (2006) 1378–1384 1381

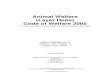
Energy integration of a methanol plantELCC
The graphical representation also shows the perfor-mance of the individual process units indicating the ex-ergy gain/loss trends.
It may not always be possible to transfer energy froma unit at higher energy value to a unit at lower energyvalue. Such integration may be limited by certain pro-cess parameters or unavoidable exergy losses in the sys-tem. A decrease in energy level for a unit can be causedby a decrease in exergy while enthalpy remains constant.
This is the case in a flash unit, where the quantity of en-ergy (enthalpy) is a constant, whereas the energy qualityis reduced at the outlet of the unit. Such units do notrepresent energy sources or sinks and illustrate the factthat not all energy level changing units can be used forenergy integration.
When steam is present at a high energy level inthe plant, it can be considered to go through an imagi-nary process to reach a lower energy level. The process
Fig. 2. HYSYS simulation case study—methanol process.
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
0 50 100 150 200 250 300 350 400Enthalpy (MW)
Ener
gy L
evel
Energy Level IncreasingEnergy Level DecreasingSteam Generator
Steam Generator MeOH Recycle Compressor
Steam Generator, MeOH Recycle Compressor, Syngas Compressor
Steam Generator, Syngas Compressor
Steam Generator, Syngas Compressor, MeOH Reactor Feed Preheater
Steam Generator
Sec Reformer Product Cooler
Sec Reformer Product Cooler, Water Jacket Steam
Sec Reformer Product Cooler, Water Jacket Steam, MeOH Raw Product Cooler
Sec Reformer Product Cooler, MeOH Raw Product Cooler
MeOH Raw Product Cooler
Fig. 3. ELCCs for the methanol process case study.
R. Anantharaman et al. / Applied Thermal Engineering 26 (2006) 1378–1384 1381

Energy integration of a methanol plantELCC - Analysis
Integrate Secondary Reformer Product Cooler with MeOH ReactorFeed Preheater
Integrate Secondary Reformer Product Cooler with Steam Generator
Integrate the raw product from MeOH reactor with SynGasCompressor and MeOH Recycle Compressor by expanding RawProduct Vapor stream to generate electric power
Run the steam generated from MeOH Reactor Water Jacketthrough a turbine to produce electricity
Energy targeting is required to evaluate potential savings.

Energy integration of a methanol plantIntegration results
Process Unit Energy Consumption (MW)
Before Integration Target After IntegrationSec reformer Product Cooler 265,7 64,7Syn Gas Compressor 11,45 11,5Steam Generator 196,7 196,7MeOH Reactor Feed Preheater 4,3 4,3MeOH Recycle Compressor 14,3 14,3Raw Product Cooler 70,8 46,4Water Jacket Steam Turbine - 1,8Raw Product Expander - 24,4Hot Utility/Fuel 201 0 0Cold Utility 336,5 113 111,1Electricity Import 25,7 -2 -0,5

Energy integration of a methanol plantIntegration results
Process Unit Energy Consumption (MW)
Before Integration Target After IntegrationSec reformer Product Cooler 265,7 64,7Syn Gas Compressor 11,45 11,5Steam Generator 196,7 196,7MeOH Reactor Feed Preheater 4,3 4,3MeOH Recycle Compressor 14,3 14,3Raw Product Cooler 70,8 46,4Water Jacket Steam Turbine - 1,8Raw Product Expander - 24,4Hot Utility/Fuel 201 0 0Cold Utility 336,5 113 111,1Electricity Import 25,7 -2 -0,5

Energy integration of a methanol plantIntegration results
Process Unit Energy Consumption (MW)
Before Integration Target After IntegrationSec reformer Product Cooler 265,7 64,7Syn Gas Compressor 11,45 11,5Steam Generator 196,7 196,7MeOH Reactor Feed Preheater 4,3 4,3MeOH Recycle Compressor 14,3 14,3Raw Product Cooler 70,8 46,4Water Jacket Steam Turbine - 1,8Raw Product Expander - 24,4Hot Utility/Fuel 201 0 0Cold Utility 336,5 113 111,1Electricity Import 25,7 -2 -0,5

Outline
IntroductionProcess Synthesis and Energy IntegrationObjectives
Energy Level Composite CurvesBackgroundEnergy Level and Energy Level Composite CurvesCase studyConclusions and further work
Heat Exchanger Network SynthesisIntroductionHENS in the 21st century
Sequential FrameworkIntroductionExamplesChallengesFurther work
Contributions

Conclusions and further work
Conclusions
A new energy integration methodology that can be applied to awide range of processes has been developed Synergy of Exergy Analysis and composite curves of Pinch Analysis Pressure, Temperature and Composition effects are taken into account
First methodological attempt to represent thermal, mechanical andchemical energy in graphical form
Energy integration of a methanol plant was performed using thismethodology

Conclusions and further work
Conclusions
A new energy integration methodology that can be applied to awide range of processes has been developed Synergy of Exergy Analysis and composite curves of Pinch Analysis Pressure, Temperature and Composition effects are taken into account
First methodological attempt to represent thermal, mechanical andchemical energy in graphical form
Energy integration of a methanol plant was performed using thismethodology

Conclusions and further work
Conclusions
A new energy integration methodology that can be applied to awide range of processes has been developed Synergy of Exergy Analysis and composite curves of Pinch Analysis Pressure, Temperature and Composition effects are taken into account
First methodological attempt to represent thermal, mechanical andchemical energy in graphical form
Energy integration of a methanol plant was performed using thismethodology

Conclusions and further work
Further work
Targeting methodology must be modified to take process heatintegration into consideration Optimization scheme would be best suited
Substantial work required to develop a complete systematicframework that incorporates thermal and mechanical integration
Utilization of chemical exergy in integration studies should beexplored

Conclusions and further work
Further work
Targeting methodology must be modified to take process heatintegration into consideration Optimization scheme would be best suited
Substantial work required to develop a complete systematicframework that incorporates thermal and mechanical integration
Utilization of chemical exergy in integration studies should beexplored

Conclusions and further work
Further work
Targeting methodology must be modified to take process heatintegration into consideration Optimization scheme would be best suited
Substantial work required to develop a complete systematicframework that incorporates thermal and mechanical integration
Utilization of chemical exergy in integration studies should beexplored

Outline
IntroductionProcess Synthesis and Energy IntegrationObjectives
Energy Level Composite CurvesBackgroundEnergy Level and Energy Level Composite CurvesCase studyConclusions and further work
Heat Exchanger Network SynthesisIntroductionHENS in the 21st century
Sequential FrameworkIntroductionExamplesChallengesFurther work
Contributions

Heat Exchanger Network Synthesis
For a given set of hot and cold process streams as well as externalutilities, design a heat exchanger network that minimizes TotalAnnualized Cost (TAC).
TAC = Capital Cost + Energy Cost
Sequential Framework Engine

Heat Exchanger Network SynthesisSolution methods
1. Evolutionary methods such as Pinch Design Method
2. Sequential synthesis methods
3. Simultaneous synthesis methods
4. Stochastic optimization methods

Heat Exchanger Network SynthesisSolution methods
1. Evolutionary methods such as Pinch Design Method
2. Sequential synthesis methods
3. Simultaneous synthesis methods
4. Stochastic optimization methods

Heat Exchanger Network SynthesisSolution methods
1. Evolutionary methods such as Pinch Design Method
2. Sequential synthesis methods
3. Simultaneous synthesis methods
4. Stochastic optimization methods

Heat Exchanger Network SynthesisSolution methods
1. Evolutionary methods such as Pinch Design Method
2. Sequential synthesis methods
3. Simultaneous synthesis methods
4. Stochastic optimization methods

Heat Exchanger Network SynthesisTimeline

Heat Exchanger Network SynthesisTimeline

Heat Exchanger Network SynthesisTimeline

Heat Exchanger Network SynthesisTimeline

Heat Exchanger Network SynthesisTimeline

Heat Exchanger Network SynthesisTimeline

Heat Exchanger Network SynthesisTimeline

Heat Exchanger Network SynthesisTimeline

Outline
IntroductionProcess Synthesis and Energy IntegrationObjectives
Energy Level Composite CurvesBackgroundEnergy Level and Energy Level Composite CurvesCase studyConclusions and further work
Heat Exchanger Network SynthesisIntroductionHENS in the 21st century
Sequential FrameworkIntroductionExamplesChallengesFurther work
Contributions

HENS in the 21st centuryReview
225 references published from 2000-2008 216 journal papers
48 jounals 43 countries
4 conference proceedings
10 Ph.D. theses
4 textbooks

HENS in the 21st centuryReview
225 references published from 2000-2008 216 journal papers
48 jounals 43 countries
4 conference proceedings
10 Ph.D. theses
4 textbooks

HENS in the 21st centuryReview
225 references published from 2000-2008 216 journal papers
48 jounals 43 countries
4 conference proceedings
10 Ph.D. theses
4 textbooks

HENS in the 21st centuryReview
225 references published from 2000-2008 216 journal papers
48 jounals 43 countries
4 conference proceedings
10 Ph.D. theses
4 textbooks

HENS in the 21st centuryReview
225 references published from 2000-2008 216 journal papers
48 jounals 43 countries
4 conference proceedings
10 Ph.D. theses
4 textbooks

HENS in the 21st centuryReview
225 references published from 2000-2008 216 journal papers
48 jounals 43 countries
4 conference proceedings
10 Ph.D. theses
4 textbooks

HENS in the 21st centuryReview
15
20
25
30
35
40
45
0
5
10
2000 2001 2002 2003 2004 2005 2006 2007 2008

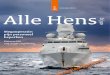
HENS in the 21st centuryReview

HENS in the 21st centuryReview
HENS still an active area of research interest Over 25% of references devoted to case studies
Pinch Analysis based evolutionary methods dominate
Sustained interest in simultaneous MINLP methods Yee and Grossmann (1990) superstructure Pressure drop and detailed HX design considerations Small test problems
Number of references related to genetic programming and othermeta-heuristic methods increasing in frequency

HENS in the 21st centuryReview
HENS still an active area of research interest Over 25% of references devoted to case studies
Pinch Analysis based evolutionary methods dominate
Sustained interest in simultaneous MINLP methods Yee and Grossmann (1990) superstructure Pressure drop and detailed HX design considerations Small test problems
Number of references related to genetic programming and othermeta-heuristic methods increasing in frequency

HENS in the 21st centuryReview
HENS still an active area of research interest Over 25% of references devoted to case studies
Pinch Analysis based evolutionary methods dominate
Sustained interest in simultaneous MINLP methods Yee and Grossmann (1990) superstructure Pressure drop and detailed HX design considerations Small test problems
Number of references related to genetic programming and othermeta-heuristic methods increasing in frequency

HENS in the 21st centuryReview
HENS still an active area of research interest Over 25% of references devoted to case studies
Pinch Analysis based evolutionary methods dominate
Sustained interest in simultaneous MINLP methods Yee and Grossmann (1990) superstructure Pressure drop and detailed HX design considerations Small test problems
Number of references related to genetic programming and othermeta-heuristic methods increasing in frequency

HENS in the 21st centuryReview
HENS still an active area of research interest Over 25% of references devoted to case studies
Pinch Analysis based evolutionary methods dominate
Sustained interest in simultaneous MINLP methods Yee and Grossmann (1990) superstructure Pressure drop and detailed HX design considerations Small test problems
Number of references related to genetic programming and othermeta-heuristic methods increasing in frequency

HENS in the 21st centuryReview
HENS still an active area of research interest Over 25% of references devoted to case studies
Pinch Analysis based evolutionary methods dominate
Sustained interest in simultaneous MINLP methods Yee and Grossmann (1990) superstructure Pressure drop and detailed HX design considerations Small test problems
Number of references related to genetic programming and othermeta-heuristic methods increasing in frequency

HENS in the 21st centuryReview
HENS still an active area of research interest Over 25% of references devoted to case studies
Pinch Analysis based evolutionary methods dominate
Sustained interest in simultaneous MINLP methods Yee and Grossmann (1990) superstructure Pressure drop and detailed HX design considerations Small test problems
Number of references related to genetic programming and othermeta-heuristic methods increasing in frequency

HENS in the 21st centuryReview
HENS still an active area of research interest Over 25% of references devoted to case studies
Pinch Analysis based evolutionary methods dominate
Sustained interest in simultaneous MINLP methods Yee and Grossmann (1990) superstructure Pressure drop and detailed HX design considerations Small test problems
Number of references related to genetic programming and othermeta-heuristic methods increasing in frequency

HENS in the 21st centuryReview
Conclusions with a focus on Mathematical Programming
Significant developments in HENS using mathematicalprogramming methods.
Synthesis of large scale HENS problems without simplifications andheuristics have been lacking.
An area that requires more research for mathematical programmingbased approaches to be used in the industry.

HENS in the 21st centuryReview
Conclusions with a focus on Mathematical Programming
Significant developments in HENS using mathematicalprogramming methods.
Synthesis of large scale HENS problems without simplifications andheuristics have been lacking.
An area that requires more research for mathematical programmingbased approaches to be used in the industry.

HENS in the 21st centuryReview
Conclusions with a focus on Mathematical Programming
Significant developments in HENS using mathematicalprogramming methods.
Synthesis of large scale HENS problems without simplifications andheuristics have been lacking.
An area that requires more research for mathematical programmingbased approaches to be used in the industry.

Outline
IntroductionProcess Synthesis and Energy IntegrationObjectives
Energy Level Composite CurvesBackgroundEnergy Level and Energy Level Composite CurvesCase studyConclusions and further work
Heat Exchanger Network SynthesisIntroductionHENS in the 21st century
Sequential FrameworkIntroductionExamplesChallengesFurther work
Contributions

Motivation for the Sequential Framework
Pinch based methods for network design Improper trade-off handling Time consuming Several topological traps
MINLP methods for network design Severe numerical problems Difficult user interaction Fail to solve large scale problems
Stochastic optimization methods for network design Non-rigorous algorithms Quality of solution depends on time spent on search

Motivation for the Sequential Framework
Pinch based methods for network design Improper trade-off handling Time consuming Several topological traps
MINLP methods for network design Severe numerical problems Difficult user interaction Fail to solve large scale problems
Stochastic optimization methods for network design Non-rigorous algorithms Quality of solution depends on time spent on search

Motivation for the Sequential Framework
Pinch based methods for network design Improper trade-off handling Time consuming Several topological traps
MINLP methods for network design Severe numerical problems Difficult user interaction Fail to solve large scale problems
Stochastic optimization methods for network design Non-rigorous algorithms Quality of solution depends on time spent on search

Motivation for the Sequential Framework
HENS techniques decompose the main problem
Pinch Design Method is sequential and evolutionary
Simultaneous MINLP methods let math considerations define thedecomposition
The Sequential Framework decomposes the problem intosubproblems based on insight of the HENS problem
Engineer acts as optimizer at the top level
Quantitative and qualitative considerations included

Motivation for the Sequential Framework
HENS techniques decompose the main problem
Pinch Design Method is sequential and evolutionary
Simultaneous MINLP methods let math considerations define thedecomposition
The Sequential Framework decomposes the problem intosubproblems based on insight of the HENS problem
Engineer acts as optimizer at the top level
Quantitative and qualitative considerations included

Motivation for the Sequential Framework
HENS techniques decompose the main problem
Pinch Design Method is sequential and evolutionary
Simultaneous MINLP methods let math considerations define thedecomposition
The Sequential Framework decomposes the problem intosubproblems based on insight of the HENS problem
Engineer acts as optimizer at the top level
Quantitative and qualitative considerations included

Motivation for the Sequential Framework
HENS techniques decompose the main problem
Pinch Design Method is sequential and evolutionary
Simultaneous MINLP methods let math considerations define thedecomposition
The Sequential Framework decomposes the problem intosubproblems based on insight of the HENS problem
Engineer acts as optimizer at the top level
Quantitative and qualitative considerations included

Ultimate Goal
Solve Industrial Size Problems Defined to involve 30 or more streams
Include Industrial Realism Multiple and Complex˝Utilities Constraints in Heat Utilization (Forbidden matches) Heat exchanger models beyond pure countercurrent
Avoid Heuristics and Simplifications No global or fixed ∆Tmin
No Pinch Decomposition
Develop a Semi-Automatic Design Tool EXCEL/VBA (preprocessing and front end) MATLAB (mathematical processing) GAMS (core optimization engine) Allow significant user interaction and control Identify near optimal and practical networks

Ultimate Goal
Solve Industrial Size Problems Defined to involve 30 or more streams
Include Industrial Realism Multiple and Complex˝Utilities Constraints in Heat Utilization (Forbidden matches) Heat exchanger models beyond pure countercurrent
Avoid Heuristics and Simplifications No global or fixed ∆Tmin
No Pinch Decomposition
Develop a Semi-Automatic Design Tool EXCEL/VBA (preprocessing and front end) MATLAB (mathematical processing) GAMS (core optimization engine) Allow significant user interaction and control Identify near optimal and practical networks

Ultimate Goal
Solve Industrial Size Problems Defined to involve 30 or more streams
Include Industrial Realism Multiple and Complex˝Utilities Constraints in Heat Utilization (Forbidden matches) Heat exchanger models beyond pure countercurrent
Avoid Heuristics and Simplifications No global or fixed ∆Tmin
No Pinch Decomposition
Develop a Semi-Automatic Design Tool EXCEL/VBA (preprocessing and front end) MATLAB (mathematical processing) GAMS (core optimization engine) Allow significant user interaction and control Identify near optimal and practical networks

Ultimate Goal
Solve Industrial Size Problems Defined to involve 30 or more streams
Include Industrial Realism Multiple and Complex˝Utilities Constraints in Heat Utilization (Forbidden matches) Heat exchanger models beyond pure countercurrent
Avoid Heuristics and Simplifications No global or fixed ∆Tmin
No Pinch Decomposition
Develop a Semi-Automatic Design Tool EXCEL/VBA (preprocessing and front end) MATLAB (mathematical processing) GAMS (core optimization engine) Allow significant user interaction and control Identify near optimal and practical networks

Sequential FrameworkThe engine
Tool: SeqHENS
3 way trade-off
Compromise between Pinch Design and MINLP methods

Sequential FrameworkThe engine
Tool: SeqHENS
3 way trade-off
Compromise between Pinch Design and MINLP methods

Outline
IntroductionProcess Synthesis and Energy IntegrationObjectives
Energy Level Composite CurvesBackgroundEnergy Level and Energy Level Composite CurvesCase studyConclusions and further work
Heat Exchanger Network SynthesisIntroductionHENS in the 21st century
Sequential FrameworkIntroductionExamplesChallengesFurther work
Contributions

Example 1 - 7TP1
Stream Tin Tout mCp ∆H hK K kW/K kW kW/m2 K
H1 626 586 9.802 392.08 1.25H2 620 519 2.931 296.03 0.05H3 528 353 6.161 1078.18 3.20C1 497 613 7.179 832.76 0.65C2 389 576 0.641 119.87 0.25C3 326 386 7.627 457.62 0.33C4 313 566 1.69 427.57 3.20ST 650 650 - - 3.50CW 293 308 - - 3.50
Exchanger cost ($) = 8,600 + 670A0.83 (A is in m2)

Example 1 - 7TP1Looping to the solution
HRAT fixed at 20K (Qh,min = 244.1 kW & Qc,min = 172.6 kW)Umin = 8 units
Soln. No U EMAT (K) HLD TAC ($)1 8 2.5 A 199,9142 8 5 A 199,9143 8 7.5 - No Soln4 9 2.5 A 147,8615 9 2.5 B 151,4776 9 5 A 147,8677 9 5 B 151,5088 9 7.5 A 149,0259 9 7.5 B 149,224
10 10 2.5 A 164,38111 10 5 A 167,11112 10 7.5 A 164,764

Example 1 - 7TP1Looping to the solution
HRAT fixed at 20K (Qh,min = 244.1 kW & Qc,min = 172.6 kW)Umin = 8 units
Soln. No U EMAT (K) HLD TAC ($)1 8 2.5 A 199,9142 8 5 A 199,9143 8 7.5 - No Soln4 9 2.5 A 147,8615 9 2.5 B 151,4776 9 5 A 147,8677 9 5 B 151,5088 9 7.5 A 149,0259 9 7.5 B 149,224
10 10 2.5 A 164,38111 10 5 A 167,11112 10 7.5 A 164,764

Example 1 - 7TP1Looping to the solution
HRAT fixed at 20K (Qh,min = 244.1 kW & Qc,min = 172.6 kW)Umin = 8 units
Soln. No U EMAT (K) HLD TAC ($)1 8 2.5 A 199,9142 8 5 A 199,9143 8 7.5 - No Soln4 9 2.5 A 147,8615 9 2.5 B 151,4776 9 5 A 147,8677 9 5 B 151,5088 9 7.5 A 149,0259 9 7.5 B 149,224
10 10 2.5 A 164,38111 10 5 A 167,11112 10 7.5 A 164,764

Example 1 - 7TP1Looping to the solution
HRAT fixed at 20K (Qh,min = 244.1 kW & Qc,min = 172.6 kW)Umin = 8 units
Soln. No U EMAT (K) HLD TAC ($)1 8 2.5 A 199,9142 8 5 A 199,9143 8 7.5 - No Soln4 9 2.5 A 147,8615 9 2.5 B 151,4776 9 5 A 147,8677 9 5 B 151,5088 9 7.5 A 149,0259 9 7.5 B 149,224
10 10 2.5 A 164,38111 10 5 A 167,11112 10 7.5 A 164,764

Example 1 - 7TP1Looping to the solution
HRAT fixed at 20K (Qh,min = 244.1 kW & Qc,min = 172.6 kW)Umin = 8 units
Soln. No U EMAT (K) HLD TAC ($)1 8 2.5 A 199,9142 8 5 A 199,9143 8 7.5 - No Soln4 9 2.5 A 147,8615 9 2.5 B 151,4776 9 5 A 147,8677 9 5 B 151,5088 9 7.5 A 149,0259 9 7.5 B 149,224
10 10 2.5 A 164,38111 10 5 A 167,11112 10 7.5 A 164,764

Example 1 - 7TP1Looping to the solution
HRAT fixed at 20K (Qh,min = 244.1 kW & Qc,min = 172.6 kW)Umin = 8 units
Soln. No U EMAT (K) HLD TAC ($)1 8 2.5 A 199,9142 8 5 A 199,9143 8 7.5 - No Soln4 9 2.5 A 147,8615 9 2.5 B 151,4776 9 5 A 147,8677 9 5 B 151,5088 9 7.5 A 149,0259 9 7.5 B 149,224
10 10 2.5 A 164,38111 10 5 A 167,11112 10 7.5 A 164,764

Example 1 - 7TP1Looping to the solution
HRAT fixed at 20K (Qh,min = 244.1 kW & Qc,min = 172.6 kW)Umin = 8 units
Soln. No U EMAT (K) HLD TAC ($)1 8 2.5 A 199,9142 8 5 A 199,9143 8 7.5 - No Soln4 9 2.5 A 147,8615 9 2.5 B 151,4776 9 5 A 147,8677 9 5 B 151,5088 9 7.5 A 149,0259 9 7.5 B 149,224
10 10 2.5 A 164,38111 10 5 A 167,11112 10 7.5 A 164,764

Example 1 - 7TP1Looping to the solution
HRAT fixed at 20K (Qh,min = 244.1 kW & Qc,min = 172.6 kW)Umin = 8 units
Soln. No U EMAT (K) HLD TAC ($)1 8 2.5 A 199,9142 8 5 A 199,9143 8 7.5 - No Soln4 9 2.5 A 147,8615 9 2.5 B 151,4776 9 5 A 147,8677 9 5 B 151,5088 9 7.5 A 149,0259 9 7.5 B 149,224
10 10 2.5 A 164,38111 10 5 A 167,11112 10 7.5 A 164,764

Example 1 - 7TP1Looping to the solution
HRAT fixed at 20K (Qh,min = 244.1 kW & Qc,min = 172.6 kW)Umin = 8 units
Soln. No U EMAT (K) HLD TAC ($)1 8 2.5 A 199,9142 8 5 A 199,9143 8 7.5 - No Soln4 9 2.5 A 147,8615 9 2.5 B 151,4776 9 5 A 147,8677 9 5 B 151,5088 9 7.5 A 149,0259 9 7.5 B 149,224
10 10 2.5 A 164,38111 10 5 A 167,11112 10 7.5 A 164,764

Example 1 - 7TP1Looping to the solution
HRAT fixed at 20K (Qh,min = 244.1 kW & Qc,min = 172.6 kW)Umin = 8 units
Soln. No U EMAT (K) HLD TAC ($)1 8 2.5 A 199,9142 8 5 A 199,9143 8 7.5 - No Soln4 9 2.5 A 147,8615 9 2.5 B 151,4776 9 5 A 147,8677 9 5 B 151,5088 9 7.5 A 149,0259 9 7.5 B 149,224
10 10 2.5 A 164,38111 10 5 A 167,11112 10 7.5 A 164,764

Example 1 - 7TP1Looping to the solution
HRAT fixed at 20K (Qh,min = 244.1 kW & Qc,min = 172.6 kW)Umin = 8 units
Soln. No U EMAT (K) HLD TAC ($)1 8 2.5 A 199,9142 8 5 A 199,9143 8 7.5 - No Soln4 9 2.5 A 147,8615 9 2.5 B 151,4776 9 5 A 147,8677 9 5 B 151,5088 9 7.5 A 149,0259 9 7.5 B 149,224
10 10 2.5 A 164,38111 10 5 A 167,11112 10 7.5 A 164,764

Example 1 - 7TP1Looping to the solution
HRAT fixed at 20K (Qh,min = 244.1 kW & Qc,min = 172.6 kW)Umin = 8 units
Soln. No U EMAT (K) HLD TAC ($)1 8 2.5 A 199,9142 8 5 A 199,9143 8 7.5 - No Soln4 9 2.5 A 147,8615 9 2.5 B 151,4776 9 5 A 147,8677 9 5 B 151,5088 9 7.5 A 149,0259 9 7.5 B 149,224
10 10 2.5 A 164,38111 10 5 A 167,11112 10 7.5 A 164,764

Example 1 - 7TP1Looping to the solution
HRAT fixed at 20K (Qh,min = 244.1 kW & Qc,min = 172.6 kW)Umin = 8 units
Soln. No U EMAT (K) HLD TAC ($)1 8 2.5 A 199,9142 8 5 A 199,9143 8 7.5 - No Soln4 9 2.5 A 147,8615 9 2.5 B 151,4776 9 5 A 147,8677 9 5 B 151,5088 9 7.5 A 149,0259 9 7.5 B 149,224
10 10 2.5 A 164,38111 10 5 A 167,11112 10 7.5 A 164,764

Example 1 - 7TP1Best solution

Example 1 - 7TP1Comparison of results
No. of units Area (m2) Cost ($)
Colberg and Morari (1990) 22 173.6Colberg and Morari (1990) 12 188.9 177,385Yee and Grossmann (1990) 9 217.8 150,998Isiafade and Fraser (2007) 10 251.5 168,700
Sequential Framework 9 189.7 147, 861

EMAT in the Sequential Framework
Chosing EMAT is not straightforward
EMAT set too low (close to zero) non-vertical heat transfer (m = n) will have very small ∆TLM,mn and
very large penalties in the objective function
EMAT set too high (close to HRAT) Potentially good HLDs will be excluded from the feasible set of
solutions
∆TLM,mn is a term included in the objective function and dependsexplicitly on EMATEMAT is an optimizing variable in this formulation
EMAT comes into play when there is an extra degree of freedom in thesystem - number of units greater than Umin

EMAT in the Sequential Framework
Chosing EMAT is not straightforward
EMAT set too low (close to zero) non-vertical heat transfer (m = n) will have very small ∆TLM,mn and
very large penalties in the objective function
EMAT set too high (close to HRAT) Potentially good HLDs will be excluded from the feasible set of
solutions
∆TLM,mn is a term included in the objective function and dependsexplicitly on EMATEMAT is an optimizing variable in this formulation
EMAT comes into play when there is an extra degree of freedom in thesystem - number of units greater than Umin

EMAT in the Sequential Framework
Chosing EMAT is not straightforward
EMAT set too low (close to zero) non-vertical heat transfer (m = n) will have very small ∆TLM,mn and
very large penalties in the objective function
EMAT set too high (close to HRAT) Potentially good HLDs will be excluded from the feasible set of
solutions
∆TLM,mn is a term included in the objective function and dependsexplicitly on EMATEMAT is an optimizing variable in this formulation
EMAT comes into play when there is an extra degree of freedom in thesystem - number of units greater than Umin

EMAT in the Sequential Framework
Chosing EMAT is not straightforward
EMAT set too low (close to zero) non-vertical heat transfer (m = n) will have very small ∆TLM,mn and
very large penalties in the objective function
EMAT set too high (close to HRAT) Potentially good HLDs will be excluded from the feasible set of
solutions
∆TLM,mn is a term included in the objective function and dependsexplicitly on EMATEMAT is an optimizing variable in this formulation
EMAT comes into play when there is an extra degree of freedom in thesystem - number of units greater than Umin

Example 2 - 15TP1
Stream Tin Tout mCp ∆ H h() () (kW/) (kW) (kW/m2 )
H1 180 75 30 3150 2H2 280 120 60 9600 1H3 180 75 30 3150 2H4 140 40 30 3000 1H5 220 120 50 5000 1H6 180 55 35 4375 2H7 200 60 30 4200 0.4H8 120 40 100 8000 0.5C1 40 230 20 3800 1C2 100 220 60 7200 1C3 40 290 35 8750 2C4 50 290 30 7200 2C5 50 250 60 12000 2C6 90 190 50 5000 1C7 160 250 60 5400 3ST 325 325 1CW 25 40 2
Exchanger cost ($) = 8,000 + 500A0.75 (A is in m2)

Example 2 - 15TP1Looping to the solution
HRAT fixed at 20.35 (Qh,min = 11539.25 kW & Qc,min = 9164.25 kW)Umin = 14 units
Soln. No U EMAT (C) HLD TAC ($)1 14 2.5 A 1,565,3752 15 2.5 A 1,511,0473 15 2.5 B 1,522,0004 15 5 A 1,529,9685 15 5 B 1,532,1486 16 2.5 A 1,547,353

Example 2 - 15TP1Best solution

Example 2 - 15TP1Comparison of results
The solution given here with a TAC of $1,511,047, slightly lowercost compared to the solution presented in the original paper byBjork and Nordman (2005) (TAC $1,530,063)
When only one match was allowed between a pair of streams theTAC reported by Bjork & Nordman (2005) was $1,568,745 The Sequential Framework allows only 1 match between a pair of
streams
Unable to compare the solutions apart from cost as the paper didnot present the networks in their work

Example 2 - 15TP1Comparison of results
The solution given here with a TAC of $1,511,047, slightly lowercost compared to the solution presented in the original paper byBjork and Nordman (2005) (TAC $1,530,063)
When only one match was allowed between a pair of streams theTAC reported by Bjork & Nordman (2005) was $1,568,745 The Sequential Framework allows only 1 match between a pair of
streams
Unable to compare the solutions apart from cost as the paper didnot present the networks in their work

Example 2 - 15TP1Comparison of results
The solution given here with a TAC of $1,511,047, slightly lowercost compared to the solution presented in the original paper byBjork and Nordman (2005) (TAC $1,530,063)
When only one match was allowed between a pair of streams theTAC reported by Bjork & Nordman (2005) was $1,568,745 The Sequential Framework allows only 1 match between a pair of
streams
Unable to compare the solutions apart from cost as the paper didnot present the networks in their work

Example 2 - 15TP1Comparison of results
The solution given here with a TAC of $1,511,047, slightly lowercost compared to the solution presented in the original paper byBjork and Nordman (2005) (TAC $1,530,063)
When only one match was allowed between a pair of streams theTAC reported by Bjork & Nordman (2005) was $1,568,745 The Sequential Framework allows only 1 match between a pair of
streams
Unable to compare the solutions apart from cost as the paper didnot present the networks in their work

Outline
IntroductionProcess Synthesis and Energy IntegrationObjectives
Energy Level Composite CurvesBackgroundEnergy Level and Energy Level Composite CurvesCase studyConclusions and further work
Heat Exchanger Network SynthesisIntroductionHENS in the 21st century
Sequential FrameworkIntroductionExamplesChallengesFurther work
Contributions

Challenges
Combinatorial Explosion
Reason: Binary Variables in MILP models - Minimum Units and Stream MatchGenerator sub-problems
Physical and engineering insights will mitigate, not remove, the problem
MILP models are the bottlenecks that limit problem size due to computationaltime
Local optima
Reason: Non-convexities in the NLP model
Convex estimators developed for MINLP models are computationally intensive
Time to solve the basic NLP is not a problem
Sequence of MILP and NLP problems considerably easier to solve than MINLPformulations

Challenges - Minimum Units MILPMitigation measures
Model modification Decreasing big M using physical insight
Improved lower bound significantly
Integer cuts Compulsory matches - Reduced gap Minimum matches per stream - Results varied Adding both cuts always reduced model gap
Model reformulation Model reformulated as set covering problem 4 new formulations developed Results show marginal improvment of the lower bound Reformulated model introduce more binary variables and lead to larger
models

Challenges - Minimum Units MILPMitigation measures
Model modification Decreasing big M using physical insight
Improved lower bound significantly
Integer cuts Compulsory matches - Reduced gap Minimum matches per stream - Results varied Adding both cuts always reduced model gap
Model reformulation Model reformulated as set covering problem 4 new formulations developed Results show marginal improvment of the lower bound Reformulated model introduce more binary variables and lead to larger
models

Challenges - Minimum Units MILPMitigation measures
Model modification Decreasing big M using physical insight
Improved lower bound significantly
Integer cuts Compulsory matches - Reduced gap Minimum matches per stream - Results varied Adding both cuts always reduced model gap
Model reformulation Model reformulated as set covering problem 4 new formulations developed Results show marginal improvment of the lower bound Reformulated model introduce more binary variables and lead to larger
models

Challenges - Minimum Units MILPMitigation measures
Model modification Decreasing big M using physical insight
Improved lower bound significantly
Integer cuts Compulsory matches - Reduced gap Minimum matches per stream - Results varied Adding both cuts always reduced model gap
Model reformulation Model reformulated as set covering problem 4 new formulations developed Results show marginal improvment of the lower bound Reformulated model introduce more binary variables and lead to larger
models

Challenges - Minimum Units MILPMitigation measures
Model modification Decreasing big M using physical insight
Improved lower bound significantly
Integer cuts Compulsory matches - Reduced gap Minimum matches per stream - Results varied Adding both cuts always reduced model gap
Model reformulation Model reformulated as set covering problem 4 new formulations developed Results show marginal improvment of the lower bound Reformulated model introduce more binary variables and lead to larger
models

Challenges - Minimum Units MILPMitigation measures
Model modification Decreasing big M using physical insight
Improved lower bound significantly
Integer cuts Compulsory matches - Reduced gap Minimum matches per stream - Results varied Adding both cuts always reduced model gap
Model reformulation Model reformulated as set covering problem 4 new formulations developed Results show marginal improvment of the lower bound Reformulated model introduce more binary variables and lead to larger
models

Challenges - Minimum Units MILPMitigation measures
Model modification Decreasing big M using physical insight
Improved lower bound significantly
Integer cuts Compulsory matches - Reduced gap Minimum matches per stream - Results varied Adding both cuts always reduced model gap
Model reformulation Model reformulated as set covering problem 4 new formulations developed Results show marginal improvment of the lower bound Reformulated model introduce more binary variables and lead to larger
models

Challenges - Minimum Units MILPMitigation measures
Model modification Decreasing big M using physical insight
Improved lower bound significantly
Integer cuts Compulsory matches - Reduced gap Minimum matches per stream - Results varied Adding both cuts always reduced model gap
Model reformulation Model reformulated as set covering problem 4 new formulations developed Results show marginal improvment of the lower bound Reformulated model introduce more binary variables and lead to larger
models

Challenges - Stream Match Generator MILPMitigation measures
Reduce model size Model size increases with the number of temperature intervals New procedure devloped for optimum number of temperature intervals
Pre-processing Fix binary variables
The reduction in solution time is around 3%
Setting a lower bound to the objective based on Bath formula The model solution time increased!

Challenges - Stream Match Generator MILPMitigation measures
Reduce model size Model size increases with the number of temperature intervals New procedure devloped for optimum number of temperature intervals
Pre-processing Fix binary variables
The reduction in solution time is around 3%
Setting a lower bound to the objective based on Bath formula The model solution time increased!

Challenges - Stream Match Generator MILPMitigation measures
Reduce model size Model size increases with the number of temperature intervals New procedure devloped for optimum number of temperature intervals
Pre-processing Fix binary variables
The reduction in solution time is around 3%
Setting a lower bound to the objective based on Bath formula The model solution time increased!

Challenges - Stream Match Generator MILPMitigation measures
Reduce model size Model size increases with the number of temperature intervals New procedure devloped for optimum number of temperature intervals
Pre-processing Fix binary variables
The reduction in solution time is around 3%
Setting a lower bound to the objective based on Bath formula The model solution time increased!

Challenges - Stream Match Generator MILPMitigation measures
Model modification Decreasing big M using physical insight
Improved solution times by 30%
Integer cuts for compusory matches No appreciable improvement in model solution time
Objective function modified to include binary variables Solution time reduced by 4%
Improving efficiency of the Branch & Bound method Setting priorities to binary variables using insight
Model solution time improved by 16%

Challenges - Stream Match Generator MILPMitigation measures
Model modification Decreasing big M using physical insight
Improved solution times by 30%
Integer cuts for compusory matches No appreciable improvement in model solution time
Objective function modified to include binary variables Solution time reduced by 4%
Improving efficiency of the Branch & Bound method Setting priorities to binary variables using insight
Model solution time improved by 16%

Challenges - Stream Match Generator MILPMitigation measures
Model modification Decreasing big M using physical insight
Improved solution times by 30%
Integer cuts for compusory matches No appreciable improvement in model solution time
Objective function modified to include binary variables Solution time reduced by 4%
Improving efficiency of the Branch & Bound method Setting priorities to binary variables using insight
Model solution time improved by 16%

Challenges - Stream Match Generator MILPMitigation measures
Model modification Decreasing big M using physical insight
Improved solution times by 30%
Integer cuts for compusory matches No appreciable improvement in model solution time
Objective function modified to include binary variables Solution time reduced by 4%
Improving efficiency of the Branch & Bound method Setting priorities to binary variables using insight
Model solution time improved by 16%

Challenges - Stream Match Generator MILPMitigation measures
Model modification Decreasing big M using physical insight
Improved solution times by 30%
Integer cuts for compusory matches No appreciable improvement in model solution time
Objective function modified to include binary variables Solution time reduced by 4%
Improving efficiency of the Branch & Bound method Setting priorities to binary variables using insight
Model solution time improved by 16%

Challenges - Stream Match Generator MILPMitigation measures
Model modification Decreasing big M using physical insight
Improved solution times by 30%
Integer cuts for compusory matches No appreciable improvement in model solution time
Objective function modified to include binary variables Solution time reduced by 4%
Improving efficiency of the Branch & Bound method Setting priorities to binary variables using insight
Model solution time improved by 16%

Challenges - Network generation and optimization NLPMitigation measures
Developed 4 starting value generators to get “good” initial networks
1. Serial/Parallel heuristic
2. H/H heuristic
3. Stream match generator based heuristic
4. Combinatorial heuristic based on insight
Combinatorial heuristic performed best by ensuring that the NLPsolved for all test cases.

Challenges - Network generation and optimization NLPMitigation measures
Developed 4 starting value generators to get “good” initial networks
1. Serial/Parallel heuristic
2. H/H heuristic
3. Stream match generator based heuristic
4. Combinatorial heuristic based on insight
Combinatorial heuristic performed best by ensuring that the NLPsolved for all test cases.

Challenges - Network generation and optimization NLPMitigation measures
Developed 4 starting value generators to get “good” initial networks
1. Serial/Parallel heuristic
2. H/H heuristic
3. Stream match generator based heuristic
4. Combinatorial heuristic based on insight
Combinatorial heuristic performed best by ensuring that the NLPsolved for all test cases.

Challenges - Network generation and optimization NLPMitigation measures
Developed 4 starting value generators to get “good” initial networks
1. Serial/Parallel heuristic
2. H/H heuristic
3. Stream match generator based heuristic
4. Combinatorial heuristic based on insight
Combinatorial heuristic performed best by ensuring that the NLPsolved for all test cases.

Challenges - Network generation and optimization NLPMitigation measures
Developed 4 starting value generators to get “good” initial networks
1. Serial/Parallel heuristic
2. H/H heuristic
3. Stream match generator based heuristic
4. Combinatorial heuristic based on insight
Combinatorial heuristic performed best by ensuring that the NLPsolved for all test cases.

Outline
IntroductionProcess Synthesis and Energy IntegrationObjectives
Energy Level Composite CurvesBackgroundEnergy Level and Energy Level Composite CurvesCase studyConclusions and further work
Heat Exchanger Network SynthesisIntroductionHENS in the 21st century
Sequential FrameworkIntroductionExamplesChallengesFurther work
Contributions

Further Work
Minimum number of units sub-problem
Develop heuristics to stop the search after an appropriate solutiontime. Optimum value is reached early in the solution process
Identify subnetworks to get initial lower bound thus tightening thegap.
Identify “phase transition” for the sub-problem.
Stream match generator sub-problem
Develop cutoff values to be used with CPLEX for cutting parts ofthe search tree.
Understand the effect of setting lower bound on the objective.

Further Work
Minimum number of units sub-problem
Develop heuristics to stop the search after an appropriate solutiontime. Optimum value is reached early in the solution process
Identify subnetworks to get initial lower bound thus tightening thegap.
Identify “phase transition” for the sub-problem.
Stream match generator sub-problem
Develop cutoff values to be used with CPLEX for cutting parts ofthe search tree.
Understand the effect of setting lower bound on the objective.

Further Work
Minimum number of units sub-problem
Develop heuristics to stop the search after an appropriate solutiontime. Optimum value is reached early in the solution process
Identify subnetworks to get initial lower bound thus tightening thegap.
Identify “phase transition” for the sub-problem.
Stream match generator sub-problem
Develop cutoff values to be used with CPLEX for cutting parts ofthe search tree.
Understand the effect of setting lower bound on the objective.

Further Work
Minimum number of units sub-problem
Develop heuristics to stop the search after an appropriate solutiontime. Optimum value is reached early in the solution process
Identify subnetworks to get initial lower bound thus tightening thegap.
Identify “phase transition” for the sub-problem.
Stream match generator sub-problem
Develop cutoff values to be used with CPLEX for cutting parts ofthe search tree.
Understand the effect of setting lower bound on the objective.

Further Work
Minimum number of units sub-problem
Develop heuristics to stop the search after an appropriate solutiontime. Optimum value is reached early in the solution process
Identify subnetworks to get initial lower bound thus tightening thegap.
Identify “phase transition” for the sub-problem.
Stream match generator sub-problem
Develop cutoff values to be used with CPLEX for cutting parts ofthe search tree.
Understand the effect of setting lower bound on the objective.

Further Work
Minimum number of units sub-problem
Develop heuristics to stop the search after an appropriate solutiontime. Optimum value is reached early in the solution process
Identify subnetworks to get initial lower bound thus tightening thegap.
Identify “phase transition” for the sub-problem.
Stream match generator sub-problem
Develop cutoff values to be used with CPLEX for cutting parts ofthe search tree.
Understand the effect of setting lower bound on the objective.

Contributions
Exergy based method for energy integration A novel methodology, “Energy Level Composite Curves” was developed.
Heat exchanger network synthesis review A review of important developments in Heat Exchanger Network
Synthesis for the period 2000-2008.

Contributions
Exergy based method for energy integration A novel methodology, “Energy Level Composite Curves” was developed.
Heat exchanger network synthesis review A review of important developments in Heat Exchanger Network
Synthesis for the period 2000-2008.

Contributions
Exergy based method for energy integration A novel methodology, “Energy Level Composite Curves” was developed.
Heat exchanger network synthesis review A review of important developments in Heat Exchanger Network
Synthesis for the period 2000-2008.

Contributions
Exergy based method for energy integration A novel methodology, “Energy Level Composite Curves” was developed.
Heat exchanger network synthesis review A review of important developments in Heat Exchanger Network
Synthesis for the period 2000-2008.

Contributions
Sequential Framework for heat exchanger network synthesis
1. Identified and rationalized the loops in the Sequential Framework.2. Showed that stream supply temperatures are also sufficienct for the
corresponding formulation for the minimum number of units.3. Novel formulation of the minimum number of units sub-problem was
developed.4. Developed a problem difficulty index for the minimum number of units
sub-problem to identify problems that will be computationallyexpensive.
5. The importance of EMAT in the stream match generator sub-problemand its role in obtaining a ranked sequence of HLDs identified. A newEMAT loop added to the Sequential Framework as part of this work.
6. Procedure for setting up temperature intervals in the stream matchgenerator sub-problem was developed.
7. Automated starting value generators based on physical insight weredeveloped.
8. An Excel add-in “SeqHENS” was developed.

Contributions
Sequential Framework for heat exchanger network synthesis
1. Identified and rationalized the loops in the Sequential Framework.2. Showed that stream supply temperatures are also sufficienct for the
corresponding formulation for the minimum number of units.3. Novel formulation of the minimum number of units sub-problem was
developed.4. Developed a problem difficulty index for the minimum number of units
sub-problem to identify problems that will be computationallyexpensive.
5. The importance of EMAT in the stream match generator sub-problemand its role in obtaining a ranked sequence of HLDs identified. A newEMAT loop added to the Sequential Framework as part of this work.
6. Procedure for setting up temperature intervals in the stream matchgenerator sub-problem was developed.
7. Automated starting value generators based on physical insight weredeveloped.
8. An Excel add-in “SeqHENS” was developed.

Contributions
Sequential Framework for heat exchanger network synthesis
1. Identified and rationalized the loops in the Sequential Framework.2. Showed that stream supply temperatures are also sufficienct for the
corresponding formulation for the minimum number of units.3. Novel formulation of the minimum number of units sub-problem was
developed.4. Developed a problem difficulty index for the minimum number of units
sub-problem to identify problems that will be computationallyexpensive.
5. The importance of EMAT in the stream match generator sub-problemand its role in obtaining a ranked sequence of HLDs identified. A newEMAT loop added to the Sequential Framework as part of this work.
6. Procedure for setting up temperature intervals in the stream matchgenerator sub-problem was developed.
7. Automated starting value generators based on physical insight weredeveloped.
8. An Excel add-in “SeqHENS” was developed.

Contributions
Sequential Framework for heat exchanger network synthesis
1. Identified and rationalized the loops in the Sequential Framework.2. Showed that stream supply temperatures are also sufficienct for the
corresponding formulation for the minimum number of units.3. Novel formulation of the minimum number of units sub-problem was
developed.4. Developed a problem difficulty index for the minimum number of units
sub-problem to identify problems that will be computationallyexpensive.
5. The importance of EMAT in the stream match generator sub-problemand its role in obtaining a ranked sequence of HLDs identified. A newEMAT loop added to the Sequential Framework as part of this work.
6. Procedure for setting up temperature intervals in the stream matchgenerator sub-problem was developed.
7. Automated starting value generators based on physical insight weredeveloped.
8. An Excel add-in “SeqHENS” was developed.

Contributions
Sequential Framework for heat exchanger network synthesis
1. Identified and rationalized the loops in the Sequential Framework.2. Showed that stream supply temperatures are also sufficienct for the
corresponding formulation for the minimum number of units.3. Novel formulation of the minimum number of units sub-problem was
developed.4. Developed a problem difficulty index for the minimum number of units
sub-problem to identify problems that will be computationallyexpensive.
5. The importance of EMAT in the stream match generator sub-problemand its role in obtaining a ranked sequence of HLDs identified. A newEMAT loop added to the Sequential Framework as part of this work.
6. Procedure for setting up temperature intervals in the stream matchgenerator sub-problem was developed.
7. Automated starting value generators based on physical insight weredeveloped.
8. An Excel add-in “SeqHENS” was developed.

Contributions
Sequential Framework for heat exchanger network synthesis
1. Identified and rationalized the loops in the Sequential Framework.2. Showed that stream supply temperatures are also sufficienct for the
corresponding formulation for the minimum number of units.3. Novel formulation of the minimum number of units sub-problem was
developed.4. Developed a problem difficulty index for the minimum number of units
sub-problem to identify problems that will be computationallyexpensive.
5. The importance of EMAT in the stream match generator sub-problemand its role in obtaining a ranked sequence of HLDs identified. A newEMAT loop added to the Sequential Framework as part of this work.
6. Procedure for setting up temperature intervals in the stream matchgenerator sub-problem was developed.
7. Automated starting value generators based on physical insight weredeveloped.
8. An Excel add-in “SeqHENS” was developed.

Contributions
Sequential Framework for heat exchanger network synthesis
1. Identified and rationalized the loops in the Sequential Framework.2. Showed that stream supply temperatures are also sufficienct for the
corresponding formulation for the minimum number of units.3. Novel formulation of the minimum number of units sub-problem was
developed.4. Developed a problem difficulty index for the minimum number of units
sub-problem to identify problems that will be computationallyexpensive.
5. The importance of EMAT in the stream match generator sub-problemand its role in obtaining a ranked sequence of HLDs identified. A newEMAT loop added to the Sequential Framework as part of this work.
6. Procedure for setting up temperature intervals in the stream matchgenerator sub-problem was developed.
7. Automated starting value generators based on physical insight weredeveloped.
8. An Excel add-in “SeqHENS” was developed.

Contributions
Sequential Framework for heat exchanger network synthesis
1. Identified and rationalized the loops in the Sequential Framework.2. Showed that stream supply temperatures are also sufficienct for the
corresponding formulation for the minimum number of units.3. Novel formulation of the minimum number of units sub-problem was
developed.4. Developed a problem difficulty index for the minimum number of units
sub-problem to identify problems that will be computationallyexpensive.
5. The importance of EMAT in the stream match generator sub-problemand its role in obtaining a ranked sequence of HLDs identified. A newEMAT loop added to the Sequential Framework as part of this work.
6. Procedure for setting up temperature intervals in the stream matchgenerator sub-problem was developed.
7. Automated starting value generators based on physical insight weredeveloped.
8. An Excel add-in “SeqHENS” was developed.

Contributions
Sequential Framework for heat exchanger network synthesis
1. Identified and rationalized the loops in the Sequential Framework.2. Showed that stream supply temperatures are also sufficienct for the
corresponding formulation for the minimum number of units.3. Novel formulation of the minimum number of units sub-problem was
developed.4. Developed a problem difficulty index for the minimum number of units
sub-problem to identify problems that will be computationallyexpensive.
5. The importance of EMAT in the stream match generator sub-problemand its role in obtaining a ranked sequence of HLDs identified. A newEMAT loop added to the Sequential Framework as part of this work.
6. Procedure for setting up temperature intervals in the stream matchgenerator sub-problem was developed.
7. Automated starting value generators based on physical insight weredeveloped.
8. An Excel add-in “SeqHENS” was developed.

THANK YOU!
Source:xkcd