Embed Size (px)
Citation preview

Optimisation of heatconsumption

Heat loss from shell radiation
Heat loss inproduct
Heat loss inPreheaterExit gas
Cooler exit air
Where does the heat go ?

For perpetual pyro process in a kiln the heat required is only heat of clinker mineral formation,ie., 380 - 400 Kcal/kg clinker. 280 – 350 Kcal/kg clinker is wasted which is about 40 - 45 % .The dream of design engineer is to make heat losses to minimum and how to optimize the heat consumption.

The preheater heat losses
Pre heater gas temperatureDesign of cyclonesNo of stagesDust lossInlet / out let velocity ratioLocation of meal distribution boxes
Preheater( Surface) heat losses through radiation
Calciner gas retention timeCombustion effciency
Coal residue & raw meal residueLocation of firing nozzles

Different flames
Normal flame
Flame with lowSecondary air tempDistorted nozzle
Flame –poorhood geometryOr distorted nozzle
Flame at the center
Flame downward
Flame upward

Flame length
Long flame, unstable coating,High back end temp Low shell temperature
Short intense divergent flameGood for burningLow back end temperaturePoor refractory life, highShell temperature
Convergent flameGood for burningGood for refractoryStable coatingLow shell temperature

The Ideal Flame
hot !short !stable !
T"long" flame
"short" flame
Complete combustion:- CO = 0- SO2, NOX ↓
Homogeneous:- no temperature peaks- no local CO on the clinker bed
Longer flame increase the back end temperature resulting inHeat loss at kiln exit and hot meal clogging

Burning zone, Flame-profile• Low momentum burner
• High momentum burner
rings12m (~3xD) burning zone
Rotaflam ~16 m Flame !☺!
rings
~23 m Flame
17m (~4xD) burning zone
! !
Burner Operation

Duo Flex burner
M.A.S burner, unitherm

Pyrojet
Greco

Lafarge Multi Channel burner

Pillard Roto Flame

Cement kiln flame types
Straight flame – essentially external recirculation
Type-1 flameWeak internal recirculation & external recirculation
Type-2 flameStrong internal recirculation & external recirculation


Objectives
“It is desirable to operate the kiln at the lowest fuel consumption. This must be consistent with the highest practical output at an acceptable market quality.”

WHY TO DO IT
• To get a detailed view of the kiln line performance• Evaluate exact data for heat consumption,
production,...• Basis for comparison
– impact of investment or modifications carried out
– comparison to other plants• Detect weak points - Action Plan• Detect optimization potential• Check of sensors, weigh feeder,...

Σ massin = Σ massout
MASS BALANCE
Σ heatin = Σ heatout
HEAT BALANCE
“Energy cannot be created or destroyed but may be converted from one form to another”
Energy in = Energy out

Boundary selection
• Any boundary shape can be chosen.• Every stream that crosses the envelope must be taken into
account.• The boundary line is chosen so that the boundary points
are:– useful for the balance goals– easily accessible for reliable measurements

KilnKiln
P/HP/H
CoolerCooler
Boundary selection

Dust Exists System Dust Does Not Exit Boundary
KilnSystem
Dust
Kiln Feed
Measuring point (t/h)
KilnSystem
Dust
Kiln Feed
Clinker Clinker
Boundary selection and streams

Kiln System
Primary air
Clinker
Fuel
cooling air
False airKiln feed
Kiln exitgases
Water spray
Exit dust
Returndust
S heatin = S heatout
Wall losses
Heat balanceCooler exhaust gas
Bypass gas and dust

Heat Transfer MechanismsHeat Transfer Mechanisms
• Conduction
• Convection
• Radiation
200°C 50°Cheat

ConductionConduction
• Transfer of heat from the hotter to colder part of a body
• By direct molecular contactFurnace wall
Hot gas
1200°C
Cold air
25°C
L
Q kAT TL
h c=−Q

ConvectionConvection
• Natural convection: – fluid moving from difference of density due to different
temperatures
• Forced convection:– fluid is moved by the action of an external device
hot airhot aircold air cold air
natural convection forced convection
( )Q hA T Tw f= −

RadiationRadiation
• Energy transferred by electro-magnetic radiation
( )Q A T T= −σ 14
24
2000°C 50°CQ

HEAT TRANSFER
• Radiant heat transfer
• Free convection(occurs by natural thermal draft, at low wind velocities)
• Forced convection (occurs at high wind velocities)
Convection
Radiation
Air

Chemical Reaction
• Endothermic reaction - heat is consumed– Calcium Carbonate breaks down to CaO (lime)
and CO2 when heated – it takes heat in Þ the reaction is endothermic.
• Exothermic reaction - heat is released– CaO (lime) reacts with Silica and the cement
minerals are formed– the process gives out heat Þ the chemical
reactions is exothermic.

Two types of heat
Latent HeatLinked to modification by chemical reaction,
change in state, change in structure
Sensible HeatAbsorbed or released by a
substance

The heat to remove from a material to cool it down to the reference temperature (usually 0ºC).
Q = M × Cp (T) × (T - T0)
M = specific mass Cp (T) = specific heat of a material at temperature TT = temperature of M
Sensible heat

Qf = mf × ( LHVf + Cpmean f (Tf) × Tf )Qf : heat from fuel (kcal/h)mf : fuel flow rate (kg/h)LHVf : fuel low heat value (kcal/kg)Cpmean f : mean specific heat of fuel (kcal/kg.ºC)Tf : fuel temperature (ºC)
ORh = m • CV
h : heat from fuel (kcal/kg clk)m : specific fuel consumption (kg/kg clk) CV : calorific value of fuel (kcal/kg fuel)
Heat from fuel

Incomplete combustion
• The kiln exit gases might contain some un burnt gases (CO, H2, CH4)
• The combustion heat from those fuels must be included as a out stream
Qic = mCO ×LHVCO + mH2 × LHVH2 + mCH4 ×LHVCH4
The heat loss through the gas can be calculated to:
h = m•(CO%•12640+H2%•10800+ CH4% • 35 840)m = specific gas quantity (Nm3/kg clk)

Heat of Reaction
• Heat of reaction is the difference between the heat absorbed in decarbonating the limestone and the heat released in forming the clinker minerals
• It should be noted that raw meal chemistry affects the reaction heat, the heat absorbed by the process gets bigger as the LSF of the materials rises
• 420 kcals/kg clinker is used if little else is known

Clinker theoretical heat of formation
• The heat required to form clinker from dry raw mix• ZKG formula (German formula):
Qt = 4.11 Al2O3 + 6.47 MgO + 7.64 CaO - 5.11 SiO2 - 0.60 Fe2O3
• If no clinker analysis: assume Qt = 420 kcal/kg ck• Must be added to the clinker heat content as latent heat or as a separate
output heat stream.
CaF2 addition reduce the heat of reaction considerably butIt has the other implications.

Heat of formation
• Heat of dehydration of clay (endothermic)
• Heat of decarbonation of CaCO3 + MgCO3 (endothermic)
• Heat of formation of clinker (exothermic!)
• General assumption for the three: 1750 kJ / kg clk 0r• 400 Kcal/kg cl

Qw : heat loss through wall (W)
atot : total heat transfer coefficient (W/m².C)
A : shell area (m²)
T : shell temperature (ºC)
Ta : ambient temperature (ºC)
( )Q A T Tw tot a= −α
Heat loss through kiln shell

0
5
10
15
20
25
30
35
40
45
50
55
60
65
100 200 300 400 500 600
T - T° (C)
W/M2C
v = 14 m/s wind
1312
11
10
9
8765
43
21
v = 0 m/s (free convection)
SS = 0.9 Ambient T° - 20°C
Global heat transfer coefficient
Radiation and convectionheat transfer coeffcient( Total)
Radiation and Convection

Shell Losses vs Shell Temperatures
Wind Velocity 0 m/s
Wind Velocity 1.5 m/S
SHELL TEMPERATURE ºC
Kca
l/(m
2.m
in)
25
0
22
5
20
0
17
5
15
0
12
5
10
50 100 150 200 250 300 350 400

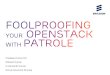
Radiation losses = 4*10 -8 * ( T4- Ta4) Kcal/h m2
Convection losses = 80.33*((T+Ta)/2) -0.724*(T-Ta)1.333
Convection losses = 28.03*((T+Ta)/2) -0.351*V 0.805(T-Ta) *D -0.195*(T –Ta)
If wind velocity is > 3 m/s
Surface heat losses

0 2 4 6 81680
1690
1700
1710
1720
1730
700
750
800
850
900
950
1000
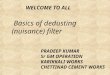
Exit Oxygen %
kcal
/kg
wet
kcal
s/kg
(dr
y)
WET
DRY
Kiln Heat ConsumptionEffect of Kiln Exit Oxygen

How is cooling accomplishedHow is cooling accomplished
Heat transferby radiation
and convection Heat movesto clinker edgeby conduction
Air flows overclinker cooling
surface

Heat Transfer in ClinkerHeat Transfer in Clinker
• Convection - Surface to Air• Conduction - Inside to Surface• Heat transfer is driven by temperature difference
• Takes place at the clinker surface
• To maximize it:– Increase the air/material contact time with:
• Deeper bed ( ⇒ more power)• Slower air flow (⇒ larger cooler)

Heat Exchanger TypesHeat Exchanger Types
CounterflowParallel flow
Co-current
Air
Material
Air
Material
Cross-flow
Material
Air
material
air
T
material
air
T
material
T

Old conventional grate platescreate sand blasting effect or fluidizationThis creates poor heat exchange
Modern cooler plates flow resistancebranch off the air , createsless fluidization , better heat exchange
Cross flow Counter current
Mechanical flow regulator

Heat Exchange Between Clinker and AirHeat Exchange Between Clinker and Air
Temperature
Bed
thic
knes
s
clinker
air
Fixed bed
Fluidized bed
Air in
Air out
Clinker
Air in
Air out
Clinker
Temperature
Bed
thic
knes
sclinker
air
More efficient recovery with fixed bed

General Truths (All Coolers)General Truths (All Coolers)
1. The hotter the inlet temperature the hotter the clinker outlet temperature.
2. The hotter the cooling air temperature the hotter the clinker outlet temperature.
3. The longer the air/material contact time the cooler the clinker outlet temperature.

SYSTEM DATA COLLECTION
• Process• Type of kiln• Nominal capacity• Supplier• Fuel and firing system• Type of burner nozzle• Dust reintroduction system• Dimensions of main equipment• Data on fans, drives, etc.

OPERATING DATA
• Various operating data (rpm, kW, temperature and pressure profiles along kiln system, grate speed, undergrate pressures, etc.)
• Electric power readings (before / after test)
• Chemical analysis of raw meal, dust(s) and clinker, LSF, SR, AR, etc.

Kiln
Gas outlet
Wall lossesmisc
Clinker formation
Clinker heat Cooler vent
Sec.airTert.air
fuel
Sec.air
misc
Tertiary air
Kiln Heat balance

Cooler heat losses
Optimised air flow &air distribution & sealing
Clinker nodulesFiner fraction &big balls causesbad heat exchange
Radiation losses from walls
Exit air temperature

Measurement Plan
• Duration of an audit ?• What to measure? How to measure?
– Material balance– Gas flows – Heat Balance
• Frequency of sampling and measurements? • Which analyses have to be carried out ?• Which further data are to be collected ?

• All referred to 1 kg clinker Production = .... t/h
• Reference temperature = 0°C Specific
• Ambient temperature = ...°C Heat cons. = .... kJ/kg clk
Specification Heat(kg/kg clk), Temp.(Nm3/kg clk)(kW etc.) °C (kJ/kg clk) (%)
Fuel combustion - primary firing -- secondary firing -
Burnable matter in kiln feed -Raw meal: sensible heatFuel: sensible heatPrimary air: sensible heatCooler air: sensible heat -
Total of inputs -100%
INPUT DATA SUMMARY

Specification Temp. Heat(kg/kg clk),(Nm3/kg clk) °C (kJ/kg clk) (%)(kW etc.)
Heat of formationWater evaporation: - kiln feed
- water spray (s)Exhaust gas: - sensible heat
- dust sensible heat- dust CaO-loss- unburnt gases (CO, etc)
Cooler: - waste air sensible heat- middle air sensible heat- clinker exit sensible heat
Bypass losses: - sensible heat- dust sensible heat- dust CaO-loss- unburnt gases (CO, etc)
Radiation and Convection: - Preheater- Rotary kiln- Cooler- Tert air duct
Rest (difference)Total of outputs100%
OUTPUT DATA SUMMARY

1. INPUT from sensible heatFUEL from combustion
RAW MEAL from sensible heatfrom sensible heat of water
COMBUSTION AIR from sensible heat of all theair supplied (prim. sec.)
Total input
2. OUTPUTHeat of formationEvaporation of water from raw mealExhaust gas sensible heatDust sensible heatIncomplete combustion (CO)Clinker exit temperatureCooler exhaust gasesLosses due to radiation and convectionWater cooling (Recupol inlet chute)Difference
Total output
kJ/kg clk25
5560
2571
67
5750
1750237075425—59
100540
—152
5750
%0.4
96.7
0.40.2
1.2
100
30.441.213.10.4—
1.01.79.4—
2.6
100
Wet ProcesskJ/kg clk
153343
3017
20
3425
175050631421—50
2764524214
3425
%0.4
97.6
0.90.5
0.6
100
51.114.89.20.6—
1.58.1
13.21.20.4
100
Semi-Dry (Lepol)
kJ/kg clk13
3150
54—
6
3223
175013
63618—63
423297
—23
3223
%0.4
97.6
1.7—
0.2
100
54.30.4
19.70.6—
2.013.19.2—
0.7
100
Dry Preheater (4-Stage)
HEAT BALANCE EXAMPLES

Cooler Balance
Tertiary air Vent air0,65 Nm³/kgck 1,14 Nm³/kgck
Secondary air 719°C 293°C0,27 Nm³/kgck Coal mill Raw mill
1029°C 0,00 Nm³/kgck 0,00 Nm³/kgck
Clinker95.6001465°C
Grate surface 52,20 m²Standard load 44,0 t/d/m²
Cooling air Clinker2,07 Nm³/kgck 95.600
4°C 107°C

Elements of Mass BalanceElements of Mass BalanceTertiary air
Ventair
Comp 1 Comp 2 Comp 3 Comp 4 Comp 5 Comp 6 Comp 7 Comp 8
Secondaryair
clinker
clinker
mCK1
mCK2
mSA mTA mCM
mVA
mF1 mF2 mF3 mF4 mF5 mF6 mF7 mF8
Coalmill air
Rawmill air
mRM

Elements of Heat BalanceElements of Heat BalanceTertiary air
Ventair
Comp 1 Comp 2 Comp 3 Comp 4 Comp 5 Comp 6 Comp 7 Comp 8
Secondary
air
clinker
clinker
HCK1
HCK2
HSA HTA HCM
HVA
HF1 HF2 HF3 HF4 HF5 HF6 HF7 HF8
Walllosses
HWL
Coalmill air
Rawmill air
HRM

Mass BalanceMass BalanceIn Out
clinker (mCK1) clinker (mCK2)cooling air (SmFi) secondary air (mSA)
tertiary air (mTA)coal mill air (mCM)raw mill air (mRM)vent air (mVA)
In = Out
secondary air flow: calculated by differenceshould be validated against a kiln balance

Heat BalanceHeat BalanceIn Out
clinker (HCK1) clinker (HCK2)cooling air (SHFi) secondary air (HSA)
tertiary air (HTA)coal mill air (HCM)raw mill air (HRM)vent air (HVA)wall losses (HWL)
In = Out
secondary air heat : calculated by differencegood to validate it against kiln heat balance
secondary air temperature: calculated from secondary air heat

Temperature Stratification of air above Clinker BedTemperature Stratification of air above Clinker Bed
Secondary &Tertiary air
Air tocoal mill
Ventair
1400°C
300°C 250°C200°C
175°C 125°C100°C
1000°C700° C
500°C
400°C 150°C

Measuring Actual Bed DepthMeasuring Actual Bed Depth
floor

Cooling EfficiencyCooling Efficiency
clinkerin input heat clinkerby lost heat
=η
inck
outck
inck
outckinck
hh
1hhh
−=−
=η
Qualifies the cooling of the clinker but not the clinker cooler.More cooling is possible with more air but that does not improve the cooler efficiency.An efficient cooler would give same cooling with less air.

Cooler lossCooler loss
cooler loss = all heat not recovered by combustion air (secondary or tertiary)
cooler loss = heat content of clinker leaving cooler (hck out)
+ heat content of vent air
+ heat content of coal mill air
+ heat content of raw mill air
+ wall heat losses
Often a specification in supplier process performance guarantee

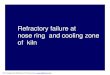
Operating results cooler
C
oole
r effi
cien
cy [%
]
Combustion air Nm³/kgKl.0,75 0,8 0,85 0,9 0,95
60
65
70
75
80
85
Standard - cooler New - competition REPOL RS
New-type coolers
Old-type coolers

Heat saving 1.Run the plant stable , continously with consistent production2.Minimise the false air ingress by giving efficient seals3.Optimise the flame as per our requirement4.Minimise the variation in airflow, meal flow and fuel flow rate5.Reduce the radiation losses by giving proper insulation6.Optimise the cooler operation and cooler efficiency7.Optimise the cyclone efficiency in the preheater8.Minimise the variation in chemistry of raw meal and ash in fuel
by efficient blending.9. Addition of mineralisers reduce the heat of reaction by 20 – 30 Kcal/ kg.cl after
thorough study on the rheological properties of cement. CaF2, Dolomite and slag are good mineralisers.
Set point
Naturaland acceptable variation
high variationNot acceptable Variation is a devil in any process



Satellite cooler
rotary cooler
grate cooler
Recuperation z one C ooling zone
static gratedirect aeration chamber aerationchamber aeration
Grate coolerWith stationaryinlet
Walking floorpyrofloor
Cross bar cooler
Improvement in
technology
Rotary disc cooler
MMD cross bar
IKN
Poly trackPyro floor
?
Pyro step

1.31Kg/kg cl0.1Dust in tertiary duct7
0.180.16%1Excess air in kiln12
-0.1-0.17Deg C10Temperature of primary air
11
0.220.22%1Excess air in calciner13
-0.25-0.17Kcal/kgcoal100Heat content in coal9
1615.7Kg/kgcl0.1False air through hood14
1918.7Kg / kg cl0.1False air through inlet seal
15
0.680.66%1Amount of primary air10
0.470.45%1Moisture in coal8
1.30.12Kg/kg cl0.1Dust from kiln6
1.11.11Kcal/kgcl1Heat of reaction5
-73-74.37%1Carbon in rawmeal4
5.65.6%1Hydrate water3
1.81.8%1Feed moisture2
-0.5- 0.57Deg c10Feed temperature1
Heat, kcal/kgclILC
Heat, kcal/kgclSLC
unitbyA change ins.noHeat calculation

1.11.1Kg / kg cl0.1Raw meal27
1.2Kg/ kg cl0.1False air cyclone C122
19.1Kg/ kg cl0.1False air cyclone C526
1.21.1Kcal/kg cl1standard Cooler loss28
7.2Kg/ kg cl0.1False air cyclone C324
Cyclone efficiency29
- 0.1%1Cyclone- K129
12.4Kg/ kg cl0.1False air cyclone C425
3.4Kg/ kg cl0.1False air cyclone C223
1918.8Kg/ kg cl0.1False air cyclone K521
1210.9Kg/ kg cl0.1False air cyclone K420
6.95.8Kg/ kg cl0.1False air cyclone K319
3.32.6Kg/ kg cl0.1False air cyclone K218
1.10.82Kg/ kg cl0.1False air cyclone K117
1615.7Kg / kg cl0.1False air calciner16
Heat, kcal/kgclILC
Heat, kcal/kg clSLC
unitbyA change ins.no

-0.26%1Cyclone- K533
-0.38-0.28%1Cyclone- C436
-23-21.8Change from 4 to 5 stage41
1.61.6%1By pass of kiln gases40
-11-10.0Change from 5 to 6 stages
42
0.13%1Recarbonation, KS38
43
44
0.510.37%1Recarbonation, CS39
0.82-0.74%1Cyclone- C537
-0.34- 0.24%1Cyclone- C335
-0.27-0.18%1Cyclone- C234
-0.21-0.14%1Cyclone- C134
-0.12%1Cyclone- K432
-0.10%1Cyclone- K331
-0.08%1Cyclone- K230
Heat, kcal/kgclILC
Heat, kcal/kg clSLC
unitbyA change ins.no

Heat loss from shell radiationInsulation effect of refractoriesoptimised coating ,300mm thk
Flame Shape & flame length
Ring formation shootsthe gas velocity
takes the heat fartherinto the kiln, increasesthe back end temperature
Exit gas velocity at kiln inlet= 10 m/s
v=15 -16 m/s
SteadyFeed rateWith lessFluctuationOf calcination
Heat losses from kiln
Parasite air ( ingress of false air entry) at inlet , outlet hood&preheater.Primary air & coal transportair are all false entry.
Fluctuations In process
Hood take offV=5 m/s
Well controlled air flowFuel flow

4 –stage preheater
5 –stage preheater 6 –stage preheater
Conversion of 4 stage preheaterTo 5 stage preheater saves 28 Kcal/kg cl
Conversion of 5 stage preheaterTo 6 stage preheater saves 14 Kcal/kg cl
calciner

769.34.40Total Output
6.0Radiation Loss from Cooler
20.2Radiation Loss from Kiln
37.1Radiation Loss from Preheater
4.8Heat of Evaporation of Moisture
20.91110.1881.0Heat Through Clinker
91.62930.2521.2Heat Through Cooler Vent
410.0Heat of Clinkerisation
7.93360.2360.1Heat of PH Exit Dust
170.83360.2472.1Heat of PH Exit Gases
Kcal/kg clinkerdeg CKcal/kg degCkg/kg clinker
HeatTemperature Sp.heat capacity Mass flow
Heat Output relative to 0 deg C
769.34.40Total Input
412.3Heat of Coal Combustion in Calciner
295.7Heat of Coal Combustion in Kiln
1.1560.2380.1Sensible heat of Coal and Conveying Air
2.8600.2870.2Sensible heat of Coal
1.3460.2380.1Sensible Heat of PH Leak Air
27.1460.2472.4Sensible heat of Cooling air
8.1Heat through combustibles in raw meal
21.0600.2121.6Sensible heat of Kiln Feed
kcal/kg Clinkerdeg CKcal/kg degCkg/kg clinker
HeatTemperature Sp.heat capacity Mass flow
Heat Input relative to 0 deg C
Specific heatConsumption=Total heat output –Total sensible heat769.3-61.3 = 709
Kcal/kg cl

433.63.43Total Heat output
6.0Radiation
20.90.1881111.00Clinker
91.60.2522931.24Excess air
6.70.2369490.03Tertiary air dust
176.30.2689490.69Tertiary air
5.00.2410490.02Secondary air dust
127.10.27110490.45Secondary air
kcal/kg clinkerkcal/kg oCdeg Ckg/kg cl
HeatSpecific heatTemperatureMass flow
reference: 0 deg CHEAT OUTPUT
433.63.43Total Heat Input
4.6Fan energy
27.10.247462.38Cooling air
19.10.26414500.05Dust
382.80.26414501.00Clinker
kcal/kg clinkerkcal/kg oCdeg Ckg/kg cl
HeatSpecific heatTemperatureMass flow
reference: 0 deg CHEAT INPUT
NORMAL OPERATING CONDITION

Automation further helps to run the plant more stable by reducing the meal, fuel flow and air flow.
Running the kiln continuously with consistent production is the best way to reduce the fuel and power bills.
For consistent production we must have short , Convergent and intense flame, less chemistry variationof raw meal , less variation in ash content of fuel and stable cooler operation. Automation further helps to run

Thanks for your attention