Embed Size (px)
Citation preview

Increasing the Strength and Reliability of Press Fits
This webinar will be available afterwards at
designworldonline.com & email
Q&A at the end of the presentation
Hashtag for this webinar: #DWwebinar
Before We Start

Moderator
Miles Budimir Design World
Presenter
Doug
Lescarbeau Henkel-Loctite
Q&A
Robert Dunkel Henkel-Loctite
Increasing Strength &
Reliability of Press Fits
Doug Lescarbeau
Anaerobic Technology Director, Henkel Corporation
Robert Dunkel
Technical Service Director, Henkel Corporation
November 14, 2013

Agenda
• Mechanical retaining
• Retaining compounds
• Performance
• Application process
• Disassembly
• Recent innovations
• Application case histories

There are three common mechanical methods used to join cylindrical
components such as gears, bearings, shafts and hubs:
Types of Fits
Mechanical-Drive
Assembly
Interference Fit
Assembly
Tack in Place
Assembly
Mechanical Retaining Methods
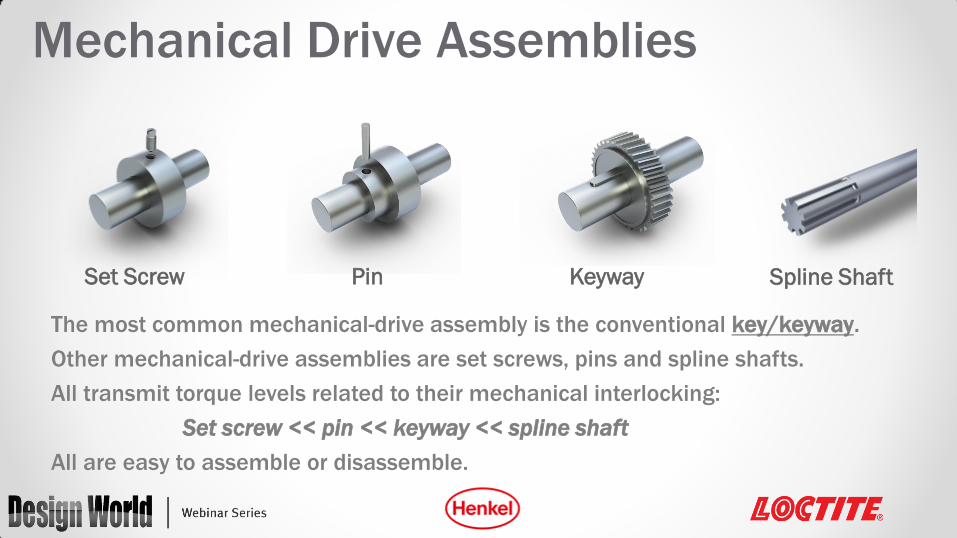
Mechanical Drive Assemblies
The most common mechanical-drive assembly is the conventional key/keyway.
Other mechanical-drive assemblies are set screws, pins and spline shafts.
All transmit torque levels related to their mechanical interlocking:
Set screw << pin << keyway << spline shaft
All are easy to assemble or disassemble.
Set Screw Pin Keyway Spline Shaft

•Notch effect creates high stress
concentration in the area of the
screw, key, pin or spline.
•Backlash, inherent in most
designs, results in relative
movement leading to abrasive
wear
•High machining costs result due to
additional manufacturing steps
•Uneven distribution of mass will
affect balance
Mechanical Drive Limitations

Press Fit Taper Fit Shrink Fit
d > D
e.g. H7/k6
D1 >> d2
Interference Fit Assemblies
Press fit: interference is created because the shaft is larger in diameter than the
hole into which it is pressed.
Taper fit: interference is created when the fastener is tightened so the parts are
drawn together.
Shrink fit: The hub is expanded with heat or the shaft is shrunk with cold before
parts are assembled. Interference is created when parts return to normal
temperature.

•Material, surface and design restrictions rely on
friction alone to transmit torque
•Close tolerances required to achieve specific load
capacity results in high machining costs
•Micro-movement can cause fretting corrosion that
will accelerate wear and increases the risk of part
failure
•Surface galling makes disassembly difficult/
impossible
•High stress in components, due to interference fits,
plus operational loads can lead to part failure
Limitations of interference fit assemblies, e.g.
taper fits, press fits, shrink fits

Connections by welding or soldering
are high strength assemblies, but
complete load is carried by the small
welding area.
Tack in Place Assemblies

• Only compatible metals can be joined
• Heating of the material can create distortion,
residual stresses and structural degradation in
welded areas.
• Disassembly difficult/impossible
• Additional costs due to need for specialized
equipment, e.g., laser welding, energy
• Need for specially trained personnel, e.g., Welders
• Welding usually requires secondary cleaning and
grinding operations.
Limitations of welded or soldered tack in place
assemblies

• Single component adhesive
• Fill gap between joined parts
• Make use of complete contact
area
• Good adhesion to metal surfaces
• High cohesion of the adhesive
layer
• Provide high shear strength
Retaining Compounds

Augment Mechanical Retaining
• Higher load transmission and better
performance with existing designs and
geometry.
• Equal performance with relaxed tolerances.
• Reduce the size and weight of an assembly.
Replace Mechanical Retaining
• High-strength products can carry high loads.
• Because there is 100% contact, load and
stress is distributed evenly over the joint.
• All voids are filled, which prevents corrosion
and fretting.
Retaining Compound Options

Proprietary RetCalc+ software models Retaining Compound performance
Design Tools
Input
• 6 Joint Design Factors
• 3 Retaining Compound Factors
Output
• Axial load rating
• Torque rating

• Reduce or eliminate expensive machining operations.
• Eliminate some surface finishing requirements.
• Prolong equipment life through better fatigue and corrosion resistance.
• Fill gaps so machining tolerances can be widened.
• Help lower overall assembly and maintenance costs.
• Simplify assemblies by reducing use of circlips, keys, dowels or threads.
• Can eliminate the need for mechanical retainers.
• Minimize machine downtime, ensuring an earlier return to service.
Cost Benefits

Interference (press fits or shrink) fits and taper fits
• Rely on friction alone to transmit torque; therefore, they are limited by material, surfaces and design.
• Close tolerances are needed to obtain specific load capacities, leading to higher production costs.
• Interference fitting creates stresses in the components that can lead to failure, particularly when combined with operational stresses.
Keyway and spline assemblies
• Cause high stresses due to the “notch effect” that occurs.
• Result in high machining costs and backlash.
Welding and soldering
• Only compatible metals can be joined.
• Heating of the material can lead to residual stresses and structural degradation and distortion.
• Requires skilled labor and secondary cleaning and grinding.
Retaining Compounds:
• Increase assembly reliability.
• Produce more accurate, rigid assemblies.
• Eliminate backlash in keys and splines.
• Prevent small diameter shaft distortion.
• Increase strength of mechanical retaining
methods.
• Eliminate fretting corrosion.
• Seal against environmental corrosion.
• Eliminate high assembly stresses.
• Reduce variations in load transmission.
• Allow dissimilar materials to be assembled more
easily.
Retaining Compounds Comparison to Mechanical Assembly Methods

Dispensing Equipment provides process control
Application Process
Manual Semi-Automatic Automatic

Bearings assembled with Retaining
Compound can be disassembled with
industry standard bearing disassembly
tools and techniques, including bearing
pullers and hydraulic presses.
Another technique is to heat the parts well
above the service temperature [to 250°C
(482°F) for most products] and
disassemble while the parts are hot.
Disassembly

Voice of Customer & Market Research
• Market research identified improvement opportunities
• Performance
• Primerless
• Oil Tolerant
• Higher Temperature
• Selection
• Simplify selection
• Global product range

Innovation
Temperature upgrade • Upgraded Temperature to 360ºF (180ºC)
• Improvements measured via heat aging

Innovation Oil Tolerance
• Tested on steel pins and collars with light contamination

Innovation Primerless
• Improved performance on all materials

Innovation Primerless
• Improved strength development thru gap

Innovation
Performance summary Retaining components are often inactive surfaces.
Primerless simplifies the assembly process.
Health and safety has changed industry cleaning procedures.
Oil tolerant delivers more consistent strength.
Smaller, higher power components operate hotter
Higher 180oC (360oF) rating withstands the temperature

Selection
• Five products
• Globally available

Applications

Electric Motor Assembly Situation
Challenges
Solution
Benefits
• Assembly is subject to high
torsional stresses
• Must resist lubricating oils
US motor manufacturer
wanted to improve brushless
motor assembly
• Retainer increases strength
• Relaxed tolerances reduced part cost
• Slip fit simplifies component alignment versus press fit
Parts slip together and are bonded in place with a
retaining compound.

Wheel Suspension Shaft Coupling Situation
Challenges
Solution
Benefits
The pin in the hole has too much
tolerance so it is susceptible to
corrosion and wear.
Urban public transport company in
Belgium needs to secure pins for
the wheel suspension.
• Cost savings. Pins last 400,000 km instead of 100,000 km
• Corrosion is prevented
• Retainer distributes stresses providing highly reliable bond
• Robust process. Performs even if parts have light oil contamination
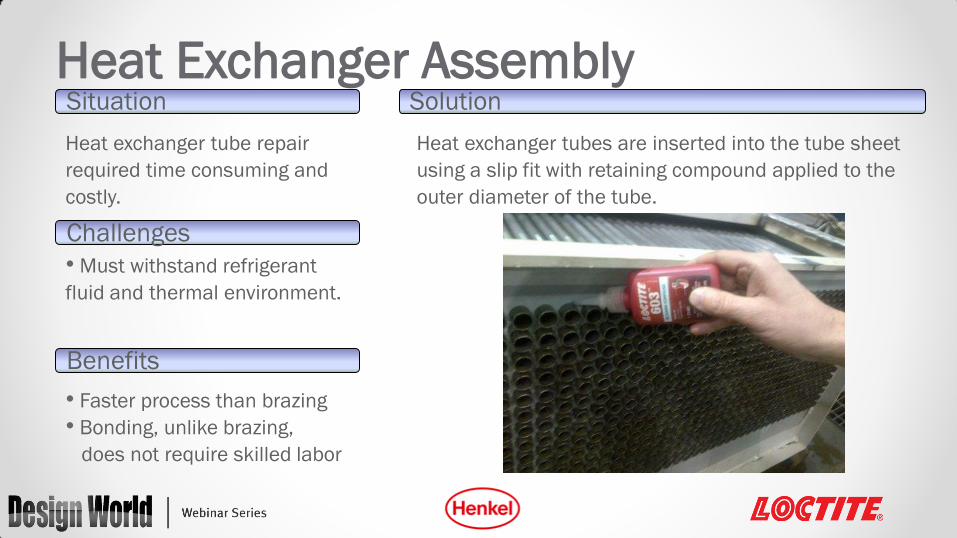
Heat Exchanger Assembly Situation
Challenges
Solution
Benefits
• Must withstand refrigerant
fluid and thermal environment.
Heat exchanger tube repair
required time consuming and
costly.
• Faster process than brazing
• Bonding, unlike brazing,
does not require skilled labor
Heat exchanger tubes are inserted into the tube sheet
using a slip fit with retaining compound applied to the
outer diameter of the tube.
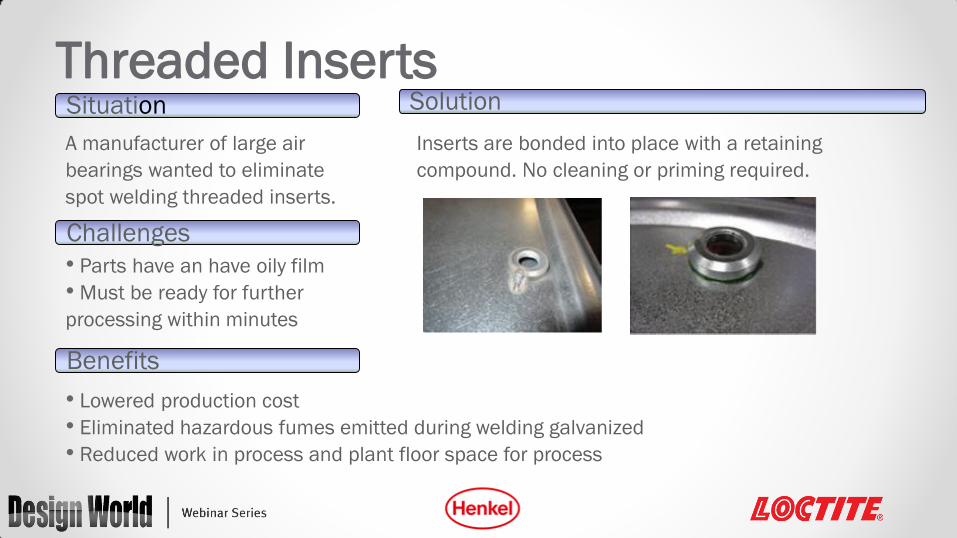
Threaded Inserts Situation
Challenges
Solution
Benefits
• Parts have an have oily film
• Must be ready for further
processing within minutes
A manufacturer of large air
bearings wanted to eliminate
spot welding threaded inserts.
• Lowered production cost
• Eliminated hazardous fumes emitted during welding galvanized
• Reduced work in process and plant floor space for process
Inserts are bonded into place with a retaining
compound. No cleaning or priming required.

Athletic Prosthetic Leg and Foot Situation
Challenges
Solution
Benefits
• Repetitive high impact conditions
• Thermal cycling from weather
extremes
• Durability to protect athlete
Prosthetic equipment maker
needs to secure bearing for
competitive sports equipment.
• Joint strength is increased because retainer augments strength of press fit
• Retainer provides 100% contact which distributes stresses, improves reliability
• Bearing assembly seats are sealed preventing corrosion
Bushings and stainless steel bearings are coated with
retaining compound, then press fit into place.

Thank you! As a thank you
for participating
in the webinar,
you’ll receive a
free copy of the
Retaining
Compound
Design Guide in
the mail.
www.loctiteretaining.com

Questions?
Design World Miles Budimir
[email protected] Phone: 440.234.4531 Twitter: @DW_Motion
Henkel-Loctite Doug Lescarbeau [email protected]
Henkel-Loctite Robert Dunkel [email protected]

Thank You
This webinar will be available at designworldonline.com & email
Tweet with hashtag #DWwebinar
Connect with
Discuss this on EngineeringExchange.com






























