Embed Size (px)
Citation preview

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
GBH Enterprises, Ltd.
Process Engineering Guide: GBHE-PEG-RXT-805
Solid Catalyzed Gas Phase Reactor Selection Information contained in this publication or as otherwise supplied to Users is believed to be accurate and correct at time of going to press, and is given in good faith, but it is for the User to satisfy itself of the suitability of the information for its own particular purpose. GBHE gives no warranty as to the fitness of this information for any particular purpose and any implied warranty or condition (statutory or otherwise) is excluded except to the extent that exclusion is prevented by law. GBHE accepts no liability resulting from reliance on this information. Freedom under Patent, Copyright and Designs cannot be assumed.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
Process Engineering Guide: Solid Catalyzed Gas Phase Reactor Selection
CONTENTS SECTION 0 INTRODUCTION/PURPOSE 2 1 SCOPE 2 2 FIELD OF APPLICATION 2 3 DEFINITIONS 2 4 ADIABATIC REACTORS 2 4.1 Single Bed Reactors 3 4.2 Divided Bed Reactors 4 4.3 Moving Bed Reactors 4 4.4 Radial Flow Reactors 4 5 NON ADIABATIC REACTORS 5 5.1 Tubular Reactor with External Heating/Cooling 5 5.2 Tube Cooled Reactors 6 5.3 Autothermal Reactors 7 5.4 Hot/Cold Shot Reactors 8 5.5 Divided Bed Reactors with Intercooling 9 5.6 Radial Flow Reactors with Intercooling 9 5.7 Fluid Bed Reactors 9 6 NOTES ON USING REACTOR SELECTION
GUIDE (TABLE 1) 10

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
TABLE 1 REACTOR SELECTION GUIDE 10 FIGURES 1 TUBULAR REACTOR: EXAMPLE OF CATALYST IN ANNULAR
TUBES COOLED BY STEAM RAISING 5 2 AUTOTHERMAL REACTOR: CATALYST BED COOLED BY INFLOWING
GAS IN TUBES 7 3 COLD SHOT CONVERTER: FIXED ADIABATIC BEDS WITH
INTERBED QUENCH GAS MIXING 8

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
0 INTRODUCTION/PURPOSE Reactors can be categorized in many different ways. For the purposes of this Process Engineering Guide, a very simple categorization based on thermal characteristics is used as follows:
• Adiabatic • Non adiabatic
These two generic descriptions are further subdivided by type to reflect the many variants to be found in industry. This Guide provides brief notes on the typical intrinsic characteristics of the various generic reactor types together with a selection guide to help determine the most appropriate type(s) for any given application. Where the choice of reactor type interacts with the rest of the flowsheet, either via changes to conversion, selectivity or heat recovery, it will be necessary to optimize the design of the complete process. 1 SCOPE This Process Engineering Guide sets out the selection factors and criteria to enable process developers to choose the most appropriate type of reactor for solid-catalyzed gas phase reactions. It does not cover the detailed reactor design nor the modeling of the reactions or the reactor. 2 FIELD OF APPLICATION This Guide is applicable to GBH Enterprises process engineering community worldwide and to development scientists working in conjunction with that process engineering community. 3 DEFINITIONS For the purposes of this Guide no specific definitions apply.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
4 ADIABATIC REACTORS Adiabatic reactors are probably the commonest class of reactor where, other than external heat loss/gain through the vessel wall, there is no other heat addition or removal within the reactor vessel (although clearly there may well be elsewhere in the flowsheet up or downstream of the reactor). Adiabatic reactors are suitable for reactions with mild to moderate thermochemistry (typical temperature change across the reactor no greater than 50°C) and moderate variation of reaction rate with temperature (including by-product formation rates). There can be control problems with kinetically limited reactions where the reaction rate more than doubles for a 20° increase in absolute temperature. The catalyst is typically in the form of pellets or particles with characteristic size in the range 2 - 6 mm to avoid excessive pressure drop. However, this can lead to a significant diffusion limitation, the effects of which can be ameliorated in part by use of ring or multi holed catalyst pellets. Adiabatic reactors can be further sub-divided as follows:
• Single Bed • Divided Bed • Moving Bed • Radial Flow
Single bed reactors should be used wherever practicable since these will always offer the lowest vessel cost per unit volume of catalyst. Divided bed designs should only be considered where the crush strength of the catalyst is significantly lower than the imposed stresses. Moving bed designs tend to be mechanically complex but can offer benefits where catalyst regeneration is a problem. Radial flow reactors can be used beneficially where gas volumes are large and/or where pressure drop is an issue.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
4.1 Single Bed Reactors A reactor having a single undivided catalyst bed offers simplicity of design and construction, ease of charging and discharging, low cost and potential for good flow distribution. Optimum bed aspect ratio is decided by an economic tradeoff between pressure drop and vessel costs. If this gives an aspect ratio of less than 1, gas distribution will be difficult and a radial flow reactor should be considered. The optimum will vary if a full bore closure is required. In general, on large diameter vessels, full bore closures should not be provided. Adequate access for catalyst charging, discharging and inspection purposes can be gained via a 24" (or greater) manway. Note: A larger diameter access should be considered if access to the vessel requires the use of breathing apparatus. On large diameter vessels, a full bore closure can increase the vessel cost significantly whilst the joint can prove troublesome to seal. Imposed stresses on the catalyst can be quite high in certain conditions. Janssen (ref. Janssen, H A, "Versuche über Getreidedruck in Silozellen", Z. Verein deutscher Ingenieure, 39, No. 35, pp 1045-1049 (1895)) analysis can be used to predict initial stresses quite accurately to compare with catalyst crush strength results. In deciding between a single and multiple bed design, it is necessary to consider all phases of the catalyst's life and to be aware of any sudden reductions in catalyst strength which may occur during, for example, any catalyst preconditioning process. Where there is a risk of significant exotherms being generated in the catalyst bed which would result in either an uneconomic set of design conditions or severe damage to the pressure shell, it may be necessary to install either a heat shield or a removable cartridge to provide a thermal barrier between the catalyst and the vessel shell.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
4.2 Divided Bed Reactors Reactors having a divided catalyst bed with intermediate bed supports should only be considered where catalyst strength is low and significantly less than the imposed stresses imposed on the catalyst particles in service, or to overcome the effects of channelling when very high conversions are needed. The option of a single reactor shell with a divided bed should be compared to the provision of several smaller single bed reactors in series to determine the optimum capital cost. Examples are Cumene. The internal structures necessary for the intermediate bed supports add significantly to the cost of the vessel and restricts access for maintenance, charging and discharging. In addition, the presence of any internal support pillars tends to make uniform flow distribution difficult to achieve with inevitable consequences on reactor performance. 4.3 Moving Bed Reactors Several patented designs of moving bed reactors are available. These designs are mechanically very complicated with numerous valves, seals and mechanical conveying systems. Moving bed systems should only be considered when the catalyst requires frequent regeneration (typical time between regenerations lies in the range of a few hours to a few days) or where very complex off line regeneration conditions are required. Catalyst attrition is inevitable with the attendant problems of dust generation. In some cases, the catalyst bed may become locked and fail to move at all. Any moving bed reactor design should always be compared to fluid bed design (see 5.7) or parallel fixed bed reactors with off line regeneration. Due to the inherent problems associated with sealing such a system, the occupational hygiene issues associated with any such design should be considered carefully.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
4.4 Radial Flow Reactors Several proprietary designs of radial flow reactors are available offering a significantly reduced pressure drop for a given flowrate and catalyst volume. Such designs are attractive where there are large quantities of recycle gas in a synthesis loop and output is limited by pressure drop or where the volume of gas is large relative to catalyst volume. The design allows the use of smaller catalyst pellets (typically down to 2 mm) which can make radial flow reactors suitable for diffusion limited reactions. Radial flow reactors can often be retrofitted into an existing pressure vessel shell to uprate production. The design lends itself to the provision of internal heating/cooling (pseudo isothermal). Gas flow and reactor volume beyond which this type of reactor becomes economically viable can be calculated. 5 NON ADIABATIC REACTORS Non adiabatic reactors cover a very wide range of reactor designs which can be subdivided into the following broad categories
• Tubular with external heating or cooling • Tube cooled reactors • Autothermal reactors • Cold shot • Divided bed with intercooling • Radial flow with heating/cooling • Fluid Bed

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
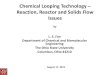
5.1 Tubular Reactor with External Heating/Cooling Tubular reactors with external heating/cooling are suitable for strongly endo/exothermic reactions, reactions where there is a strong dependency of reaction rate on temperature (especially for by-products) and where near isothermal operation is required, reactions where there is a significant risk of thermal runaway, where there are specific heating, cooling or temperature control requirements during start up, shut down, regeneration or pre or post treatment, or where reaction thermochemistry remains uncertain (see also example in Figure 1). Heating or cooling media include:
• Boiling/condensing water • Molten salt • Hot oil • External firing (heating only)
FIGURE 1 TUBULAR REACTOR: EXAMPLE OF CATALYST IN ANNULAR
TUBES COOLED BY STEAM RAISING
Maximum permissible radial temperature variation or overall heat transfer requirements dictate tube diameter. The typical working range of tube diameters is NPS 1½ to NPS 4. Optimum tube diameter can be readily obtained given a kinetic model combined with heat transfer.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
To avoid wall effects and poor flow distribution, tube diameter should be at least 10 times the catalyst pellet diameter. Generally tubular reactors are complicated and expensive compared to adiabatic systems. Reactor diameter will be significantly larger for a given catalyst volume and pressure drop (typically only 40 - 50 % of vessel cross sectional area can be usefully used for catalyst). It is important to ensure even flow distribution through tubes. This is best achieved by checking that the pressure drop through tubes at the packing stage is within specified tolerances. The use of orifice plates or similar devices to artificially increase the pressure drop through catalyst filled tubes is recommended to ensure good distribution if the pressure drop is too low. Charging/discharging time can be significant for this type of reactor (especially if this requires an inert atmosphere) and will always be significantly greater than for a corresponding adiabatic reactor of the same catalyst volume. Consideration has to be given to the implications of any leak resulting from failure of a tube. The main control variable is the heating/cooling medium temperature. External firing is a special case for extremely endothermic reactions (e.g. steam reforming of methane). Designs are generally complex and limited to a limited number of specialist manufacturers (e.g. salt cooled systems, lack of verified heat transfer correlations for boiling of water on the outside of vertical tubes). The choice of heating/cooling medium can raise issues in its own right (e.g. flammability of some oils, solidification of molten salt systems). For liquid cooled tubular reactors attention should be paid to the shell-side coolant flow distribution to avoid dead zones which may give rise to reaction hot spots. For critical systems the variation of heat transfer due to velocities and to the temperature dependence of the physical properties needs to be considered. Provision for the venting of inerts from under the top tube sheet should not be overlooked. Possible catalyst life issues can arise depending on deactivation mechanism.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
5.2 Tube Cooled Reactors Tube cooled reactors employ a catalyst packed around the outside of tubes through which cooling the medium flows. The issues are similar to those for tubular reactors with external heating/cooling except: (a) Use for less strongly exothermic or temperature sensitive reactions than
tubular heated/cooled reactors. (b) The larger mean distance and greater variation in path length between the
catalyst and cooling surface leads to larger variations in the mean catalyst temperature and hence the reaction rate than for tubular reactors.
(c) The catalyst is packed on the shell side which makes charging and
discharging potentially complex and uniform flow distribution difficult to achieve.
(d) Designs can result in smaller reactor vessel diameters for a given catalyst
volume and pressure drop than for tubular reactors but catalyst handling and flow distribution problems should not be underestimated.
Although less serious than in the case of a tubular reactor with external heating or cooling, consideration has to be given to implications of any leak resulting from failure of a tube and in particular how this will be detected. 5.3 Autothermal Reactors Autothermal reactors are a specialist subset of tube cooled designs where the heating/cooling medium is feed/product gas (see Figure 2). Use for fairly exothermic reactions (e.g. MeOH synthesis).

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
FIGURE 2 AUTOTHERMAL REACTORS: CATALYST BED COOLED BY INFLOWING
A limited number of variables are available for control. Where the catalyst is on the shell side, the catalyst packing and handling issues described in 5.2 apply. Possible catalyst life issues can arise depending on deactivation mechanism. The potential exists for the reactor to 'switch off’, (stable, unstable and meta stable operating states may exist). Autothermal reactors are not recommended when the heating medium is the product gas or when the product is not stable at the reactor exit temperature e.g. NOx, HCN. There is no danger in the event of tube failure other than the loss of conversion but this may be difficult to detect on line. Usually better gas phase heat transfer can be achieved than to an atmospheric pressure gas stream because operation is often at high pressure.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
A separate start up heater is usually required. Typical examples of the use of autothermal reactors are methanol and ammonia synthesis, gas heated reformer. 5.4 Hot/Cold Shot Reactors Such reactors are usually configured as cold shot (quench) converter but hot shot design is theoretically possible. Cold shot reactors are generally used in similar applications to autothermal reactors. They are normally used for exothermic reactions although they can theoretically be used for endothermic reactions, but most of the advantages are lost. Cold shot reactors are used to avoid having to heat all of the feed gas to the reaction initiation temperature. The reaction is "quenched" and approach to equilibrium composition is altered by injecting a quantity of cold (or hot) feed gas. They are generally configured with divided beds with inter bed gas mixing - see Figure 3. Lozenge arrangements are now no longer favoured. Mixing of fresh feed gas with gas already in the reactor is critical to success. Cold shot reactors are generally simpler and cheaper than tube cooled reactors. Potentially slightly less than optimal catalyst use. Several variables are available for control (more than with tube cooled design). As with tube cooled reactors and some adiabatic reactors, cold shot reactors usually require a separate start up heater.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
FIGURE 3 COLD SHOT CONVERTER: FIXED ADIABATIC BEDS WITH INTERBED QUENCH GAS MIXING
5.5 Divided Bed Reactors With Intercooling Such reactors comprise divided beds of catalyst followed by patten type heating or cooling coils. They are generally mechanically complex, usually with many penetrations of the pressure shell. Consideration should be given to consequences of tube failure. Examples of the use of divided bed reactors with intercooling include sulfuric acid converter and some aromatics reactors. 5.6 Radial Flow Reactors With Intercooling See 4.4 for general features of the design.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
The design lends itself to the provision of heating/cooling coils along the axis of the vessel, across which the gas flows between passes through the catalyst. Radial flow reactors avoid many of the catalyst handling problems associated with tubular reactors. 5.7 Fluid Bed Reactors Fluid bed reactors are suitable for very highly exothermic reactions. They require very small catalyst particles to ensure fluidization. Significant problems with attrition and dust generation are inevitable. Fluid bed reactors are suitable for strongly diffusion limited reactions. They are inherently prone to gas by-passing as bubbles flow up through the catalyst bed. They are suitable for heavily coking reactions with short time between regenerations. Good heat transfer is possible within the bed. They are generally suitable for very fast non-equilibrium limited reactions. Fluid bed reactors should be considered when one of the reactants is in the solid state (e.g. coke). 6 NOTES ON USING REACTOR SELECTION GUIDE (TABLE 1) Table 1 is intended to assist in selecting the most appropriate type(s) of reactor for a given application. For most applications, there are a number of possible alternatives and Table 1 is intended only to assist in narrowing the field and, hopefully, stimulating consideration of some of the issues involved. For each of the characteristics or parameters listed, those reactor types marked √√ are particularly suitable for the given application. Any marked X are not considered suitable. After working through the table, a subset of reactor types suitable for the given application should begin to emerge.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
GBHE advice should be sought before making a final decision. TABLE 1 REACTOR SELECTION GUIDE

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
KEY: √√ Reactor type particularly suitable for this application √ Reactor type suitable for this application X Reactor type unsuitable for this application or unlikely to be cost effective † Reactor type not necessarily ideal but often no alternative available Notes: 1 Heat transfer limitations require small diameter tubes. 2 Upper operating temperature limits set by shell side conditions. Typical
limits; water 240 -260°C (@40 - 60 bara); molten salt, 400°C +; oil, typically 300 - 350°C.
3 Only used for very endothermic reactions requiring very high process
temperatures (e.g. methane steam reforming, ethylene oxide etc.). 4 Usually requires additional heat removal. 5 Stable reaction defined typically as one where the rate of the main or any
significant side reaction (including coking) doubles/halves for a change in temperature of 20° or more.
6 Unstable reaction defined typically as one where the rate of the main or
any significant side reaction (including coking) doubles/halves for a change in temperature of 20° or less.
7 For reactions requiring very short (millisecond) contact times,
consideration should be given to using gauze type reactors (e.g. ammonia oxidation) or shock tubes.
8 This type of reactor can be used but the catalyst volume is rarely sufficient
to justify this type of system. 9 These reactors are particularly suitable because they offer the opportunity
to control conditions to maximize the approach to equilibrium. 10 Very close approach to equilibrium is not possible with this type of reactor
due to gas bypassing through the bed via bubbles.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com
11 Small particle size catalyst (typically mean particle diameter 2 - 6 mm) are suitable for strongly diffusion limited systems. Penalty is high pressure drop.
12 Large catalyst pellets suitable for non diffusion limited systems or where
cost of pressure drop is high. 13 Maximum catalyst particle diameter is dictated by tube diameter. For good
packing and to avoid bypassing, the tube diameter should be 10 particle diameters or greater.
14 Consider reactors in parallel to avoid loss of availability. 15 Upper limit of regeneration conditions are defined by water side. 16 Typical maximum vessel diameter in the range 10 - 14 feet for offsite
fabrication. This can limit the maximum output from a single reactor. Adiabatic reactor design gives greater catalyst volume for an equivalent vessel diameter.

Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts / Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com