Embed Size (px)
Citation preview

2020-2021 PRODUCT CATALOGRevised 11-23-2020

21 (800) - 445 - 2152
Our Commitment
• Innovative, high quality products at competitive prices
• Ample inventory at all of our four locations
• Knowledgeable Techniweld USA support available for all products
• Full commitment to our customers
No matter your welding needs, Techniweld USA is here to help. Founded in 1985, Techniweld USA is a
comprehensive wholesaler and manufacturer of welding, safety, and industrial supplies. Through joint ventures
of American engineering and specialized, yet affordable, overseas manufacturing, we’re able to offer the highest
quality MIG, TIG, Stick, Oxy-fuel, and safety products at a fraction of the cost of comparable brands.
Techniweld USA is fully committed to customer service. Our four distribution centers across the United States
along with our multilingual international export department, allow us to conveniently serve you anywhere in
the world. With the most knowledgeable sales, metallurgist, and engineering staff in the industry, Techniweld
USA is the wholesaler of choice for troubleshooting any welding related hurdles.
Buy with confidence knowing Techniweld USA’s average employee has over 15 years of welding related
experience. We’re fully willing and able to serve your welding, safety, and industrial supply needs with the
utmost professionalism, experience, and dependability.

31 (800) - 445 - 2152
Top Vendor Lines
F I L L E R M E T A L S
plus many more!
41 (800) - 445 - 2152
5
16
30
59
63
86
89
99
102
TABLE OF CONTENTS STARTING ON PAGE
51 (800) - 445 - 2152
FOR ALL YOUR ELECTRODE/ STICK WELDING NEEDS AND ACCESSORIES
Quality Standards
Techniweld USA’s, ARC Star™
Electrode Holders
Ground Clamps
Welding Cable
Cable Reels
Cable Connectors
Cable Lugs
Gouging Torch & Carbons
Canisters
Rap-Arounds
Electrode Ovens
6 - 7
7 - 8
8 - 10
10
10 - 11
12
12-13
13
13
14-15
61 (800) - 445 - 2152
ARC Star™ Electrode HoldersARC Star’s™ electrode holders are made from high quality materials for both high conductivity and improved cable connections. The lever is ergonomically designed for good hand clearance and better hold. The grooved jaw design and high-strength spring ensures a firm grip. We offer a wide range of styles, sizes, and capacities that are lightweight and easy-to-use.
Bernard Style Electrode HoldersFeatures:
• Bernard Compatible • Lightweight and easy to operate with good hand clearance and better hold
• The high-temperature and high impact-resistant molded body protects against electrical shock
Item Number Style Amp
EHB400 BERNARD STYLE HORT-STUB ELECTRODE HOLDER 400 AMP
EHB600 BERNARD STYLE ELECTRODE HOLDER 600 AMP
Jackson Style Electrode HoldersFeatures:
• Jackson Compatible • Fully insulated and protected springs
• Lightweight and easy to operate with newly designed lever for good hand clearance and better hold
• The high-temperature and high impact-resistant molded body protects against electrical shock
• Grooved jaws allow electrodes to be used at different angles for greater comfort and efficiency
Item Number Style Amp
EHJ300 JACKSON STYLE ELECTRODE HOLDER 400 AMP
EHJ500 JACKSON STYLE ELECTRODE HOLDER 500 AMP
Lenco Style Electrode HoldersFeatures:
• Lenco Compatible • Fully insulated and protected springs
• Lightweight and easy to operate with newly designed lever for good hand clearance and better hold
• The high-temperature and high impact-resistant molded body protects against electrical shock
Item Number Style Amp
EHRAF200 LENCO STYLE ELECTRODE HOLDER 200 AMP
EHRAF200B LENCO STYLE ELECTRODE HOLDER (50/CASE) 200 AMP
EHRAF250 LENCO STYLE ELECTRODE HOLDER 250 AMP
EHRAF250B LENCO STYLE ELECTRODE HOLDER (50/CASE) 250 AMP
EHRAF300 LENCO STYLE ELECTRODE HOLDER 300 AMP
EHRAF300B LENCO STYLE ELECTRODE HOLDER (30/CASE) 300 AMP
EHRAF350 LENCO STYLE ELECTRODE HOLDER 350 AMP
EHRAF350B LENCO STYLE ELECTRODE HOLDER (30/CASE) 350 AMP
EHRAF500 LENCO STYLE ELECTRODE HOLDER 500 AMP
EHRAF500B LENCO STYLE ELECTRODE HOLDER (30/CASE) 500 AMP
EHB600
EHJ300
EHJ500
EHRAF200
EHRAF300
EHRAF500
(Continued on next page)
71 (800) - 445 - 2152
Tweco Style Electrode HoldersFeatures:
• Tweco Compatible • Fully insulated and protected springs
• Lightweight and easy to operate with newly designed lever for good hand clearance and better hold
• The high-temperature and high impact-resistant molded body protects against electrical shock
Item Number Style Amp
EHT200 TWECO STYLE ELECTRODE HOLDER 200 AMP
EHT200CS TWECO STYLE ELECTRODE HOLDER (CLAMSHELL PACK) 200 AMP
EHT200B TWECO STYLE ELECTRODE HOLDER (50/CASE) 200 AMP
EHT250 TWECO STYLE ELECTRODE HOLDER 250 AMP
EHT250CS TWECO STYLE ELECTRODE HOLDER (CLAMSHELL PACK) 250 AMP
EHT250B TWECO STYLE ELECTRODE HOLDER (50/CASE) 250 AMP
EHT300 TWECO STYLE ELECTRODE HOLDER 300 AMP
EHT300CS TWECO STYLE ELECTRODE HOLDER (CLAMSHELL PACK) 300 AMP
EHT300B TWECO STYLE ELECTRODE HOLDER (50/CASE) 300 AMP
EHT350 TWECO STYLE ELECTRODE HOLDER 350 AMP
EHT350CS TWECO STYLE ELECTRODE HOLDER (CLAMSHELL PACK) 350 AMP
EHT350B TWECO STYLE ELECTRODE HOLDER (30/CASE) 350 AMP
EHT500 TWECO STYLE ELECTRODE HOLDER 500 AMP
EHT500CS TWECO STYLE ELECTRODE HOLDER (CLAMSHELL PACK) 500 AMP
EHT500B TWECO STYLE ELECTRODE HOLDER (30/CASE) 500 AMP
ARC Star™ Ground Clamps
ARC Star’s™ ground clamp design helps eliminate arc blow and makes it easy to change ground location for the best results. The large contact area assures positive grounding. They are manufactured from copper alloy with forged brass conductors that assure excellent current carrying ability. All steel ground clamps have a copper braided shunt. Tweco style ground clamps are made with heavy-duty springs to provide positive strength at jaws.
Features:
• Can be used in stick welding, submerged arc welding, gas metal arc welding and gas tungsten arc welding applications
• Heavy duty insulated spring • Rugged and reliable copper cast design
Item Number Style Amp
GC80 GROUND C-CLAMP 800 AMP
GCJ300 JACKSON STYLE GROUND CLAMP 300 AMP
GCJ500 JACKSON STYLE GROUND CLAMP 500 AMP
GCL200 LENCO STYLE GROUND CLAMP 200AMP
GCL200B LENCO STYLE GROUND CLAMP (50/CASE) 200AMP
GCL300 LENCO STYLE GROUND CLAMP 300AMP
GCL300B LENCO STYLE GROUND CLAMP (50/CASE) 300AMP
GCL500 LENCO STYLE GROUND CLAMP 500AMP
GCT200 TWECO STYLE GROUND CLAMP 200 AMP
GCT200CS TWECO STYLE GROUND CLAMP (CLAMSHELL PACK) 200 AMP
GCT300 TWECO STYLE GROUND CLAMP ECTWC30 300 AMP
GCT300CS TWECO STYLE GROUND CLAMP (CLAMSHELL PACK) 300 AMP
GCT300B TWECO STYLE GROUND CLAMP (50/CASE) 300 AMP
GCT500 TWECO STYLE GROUND CLAMP 500 AMP
GCT500CS TWECO STYLE GROUND CLAMP (CLAMSHELL PACK) 500 AMP
EHT200
EHT300
EHT500
GC80
GCL200
GCT200
(Continued on next page)

81 (800) - 445 - 2152
GCWAK200 WAK200 STEEL GROUND CLAMP 200 AMP
GCWAK200CS WAK200 STEEL GROUND CLAMP (CLAMSHELL PACK) 200 AMP
GCWAK200B WAK200 STEEL GROUND CLAMP (50/CASE) 200 AMP
GCWAK300 WAK300 STEEL GROUND CLAMP 300 AMP
GCWAK300CS WAK300 STEEL GROUND CLAMP (CLAMSHELL PACK) 300 AMP
GCWAK300B WAK300 STEEL GROUND CLAMP (50/CASE) 300 AMP
GCWAK500 WAK500 STEEL GROUND CLAMP 500 AMP
GCWAK500B WAK500 STEEL GROUND CLAMP (50/CASE) 500 AMP
GCWAK500CS WAK500 STEEL GROUND CLAMP (CLAMSHELL PACK) 500 AMP
MIG300 GROUND C-CLAMP MIG STYLE 300 AMP
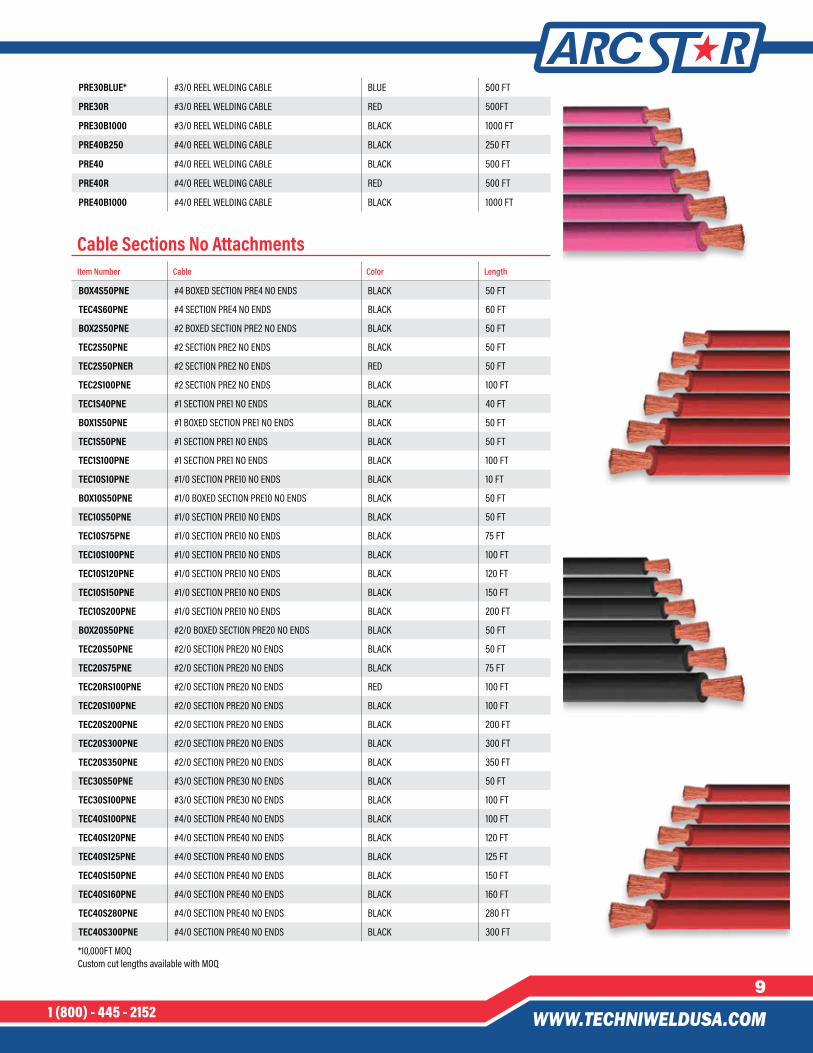
ARC Star™ Welding Cable
ARC Star™ offers a variety of welding cable assemblies in sizes 4, 2, 1, 1/0, 2/0, 3/0, and 4/0. We have leads, grounds, and extensions in any length and configuration. We also offer cut cable in multiple lengths without ends. We can supply ground clamps, electrode holders, lugs, and cable connectors with our proprietary ARC Star™ brands on the ends or OEM’s such as, Tweco, for any of the assemblies you may need. If you have a bulk buy or just need one assembly we can take care of all of your needs.
Features:
• Premium American made welding cable • Available in custom cut sections fully assembled with ends
• Boxed cable kits optimized for shipping and display • Private labeling available with minimum order quantities
• Only the highest quality cable accessories are used in our custom cable kits
Full Cable ReelsItem Number Cable Color Length
PRE4B250 #4 REEL WELDING CABLE BLACK 250 FT
PRE4 #4 REEL WELDING CABLE BLACK 500 FT
PRE2 #2 REEL WELDING CABLE BLACK 500 FT
PRE2B250 #2 REEL WELDING CABLE BLACK 250 FT
PRE1 #1 REEL WELDING CABLE BLACK 500 FT
PRE1B250 #1 REEL WELDING CABLE BLACK 250 FT
PRE10B250 #1/0 REEL WELDING CABLE BLACK 250 FT
PRE10 #1/0 REEL WELDING CABLE BLACK 500 FT
PRE10BLUE* #1/0 ON WELDING CABLE BLUE 500 FT
PRE10B1000 #1/0 REEL WELDING CABLE BLACK 1000 FT
PRE20B250 #2/0 REEL WELDING CABLE BLACK 250 FT
PRE20R250 #2/0 REEL WELDING CABLE RED 250 FT
PRE20 #2/0 REEL WELDING CABLE BLACK 500 FT
PRE20BLUE* #2/0 REEL WELDING CABLE BLUE 500 FT
PRE20G* #2/0 REEL WELDING CABLE GREEN 500 FT
PRE20O* #2/0 REEL WELDING CABLE ORANGE 500 FT
PRE20P* #2/0 REEL WELDING CABLE PINK 500 FT
PRE20R #2/0 REEL WELDING CABLE RED 500 FT
PRE20B1000 #2/0 REEL WELDING CABLE BLACK 1000 FT
PRE30B250 #3/0 REEL WELDING CABLE BLACK 250 FT
PRE30 #3/0 REEL WELDING CABLE BLACK 500 FT
GCWAK500
MIG300
(Continued on next page)
*10,000FT MOQCustom cut lengths available with MOQ
91 (800) - 445 - 2152
PRE30BLUE* #3/0 REEL WELDING CABLE BLUE 500 FT
PRE30R #3/0 REEL WELDING CABLE RED 500FT
PRE30B1000 #3/0 REEL WELDING CABLE BLACK 1000 FT
PRE40B250 #4/0 REEL WELDING CABLE BLACK 250 FT
PRE40 #4/0 REEL WELDING CABLE BLACK 500 FT
PRE40R #4/0 REEL WELDING CABLE RED 500 FT
PRE40B1000 #4/0 REEL WELDING CABLE BLACK 1000 FT
Cable Sections No AttachmentsItem Number Cable Color Length
BOX4S50PNE #4 BOXED SECTION PRE4 NO ENDS BLACK 50 FT
TEC4S60PNE #4 SECTION PRE4 NO ENDS BLACK 60 FT
BOX2S50PNE #2 BOXED SECTION PRE2 NO ENDS BLACK 50 FT
TEC2S50PNE #2 SECTION PRE2 NO ENDS BLACK 50 FT
TEC2S50PNER #2 SECTION PRE2 NO ENDS RED 50 FT
TEC2S100PNE #2 SECTION PRE2 NO ENDS BLACK 100 FT
TEC1S40PNE #1 SECTION PRE1 NO ENDS BLACK 40 FT
BOX1S50PNE #1 BOXED SECTION PRE1 NO ENDS BLACK 50 FT
TEC1S50PNE #1 SECTION PRE1 NO ENDS BLACK 50 FT
TEC1S100PNE #1 SECTION PRE1 NO ENDS BLACK 100 FT
TEC10S10PNE #1/0 SECTION PRE10 NO ENDS BLACK 10 FT
BOX10S50PNE #1/0 BOXED SECTION PRE10 NO ENDS BLACK 50 FT
TEC10S50PNE #1/0 SECTION PRE10 NO ENDS BLACK 50 FT
TEC10S75PNE #1/0 SECTION PRE10 NO ENDS BLACK 75 FT
TEC10S100PNE #1/0 SECTION PRE10 NO ENDS BLACK 100 FT
TEC10S120PNE #1/0 SECTION PRE10 NO ENDS BLACK 120 FT
TEC10S150PNE #1/0 SECTION PRE10 NO ENDS BLACK 150 FT
TEC10S200PNE #1/0 SECTION PRE10 NO ENDS BLACK 200 FT
BOX20S50PNE #2/0 BOXED SECTION PRE20 NO ENDS BLACK 50 FT
TEC20S50PNE #2/0 SECTION PRE20 NO ENDS BLACK 50 FT
TEC20S75PNE #2/0 SECTION PRE20 NO ENDS BLACK 75 FT
TEC20RS100PNE #2/0 SECTION PRE20 NO ENDS RED 100 FT
TEC20S100PNE #2/0 SECTION PRE20 NO ENDS BLACK 100 FT
TEC20S200PNE #2/0 SECTION PRE20 NO ENDS BLACK 200 FT
TEC20S300PNE #2/0 SECTION PRE20 NO ENDS BLACK 300 FT
TEC20S350PNE #2/0 SECTION PRE20 NO ENDS BLACK 350 FT
TEC30S50PNE #3/0 SECTION PRE30 NO ENDS BLACK 50 FT
TEC30S100PNE #3/0 SECTION PRE30 NO ENDS BLACK 100 FT
TEC40S100PNE #4/0 SECTION PRE40 NO ENDS BLACK 100 FT
TEC40S120PNE #4/0 SECTION PRE40 NO ENDS BLACK 120 FT
TEC40S125PNE #4/0 SECTION PRE40 NO ENDS BLACK 125 FT
TEC40S150PNE #4/0 SECTION PRE40 NO ENDS BLACK 150 FT
TEC40S160PNE #4/0 SECTION PRE40 NO ENDS BLACK 160 FT
TEC40S280PNE #4/0 SECTION PRE40 NO ENDS BLACK 280 FT
TEC40S300PNE #4/0 SECTION PRE40 NO ENDS BLACK 300 FT
*10,000FT MOQCustom cut lengths available with MOQ

101 (800) - 445 - 2152
ARC Star™ Revolution Lead Reels Arc Star™ Revolution Lead Reels! A revolutionary high quality yet low cost lead reel that will surely change a welder's experience. By bringing affordable lead reels to market now even the “helpers” will have a lead reel. With heavy duty powder coated paint job and premium construction the Arc Star™ lead reels are sure to impress even the most critical rig welders. All this at a price point nearly half of the competition! Don’t miss out on being part of the revolution! Features:
• Stays connected to the welder at all times. "Live Reel Setup"• Heavy-duty manual friction brake is adjustable, allows the user to
set tension and prevents free spooling of leads during roll out• Comes standard with 400 amp spool isolators• Heavy-duty, all-steel construction• Ball bearing spools
• Locking pull pins secure cables while not in use• Vented spool design allows for free air flow over your
head to aid in cooling• Replacement parts available• Powder coated for a lasting finish• All hardware is zinc-coated Grade 5 steel
Complete ReelsItem Number Description Cable Capacity (Per Spool)
ASCRFBD10 10" DOUBLE CABLE REELS WITH FIXED BASE 150' OF 1/0 OR 125' OF 2/0 CABLE
ASCRFBD10T 10" DOUBLE CABLE REELS WITH FIXED BASE, 12° TILT 150' OF 1/0 OR 125' OF 2/0 CABLE
ASCRFBD12 12" DOUBLE CABLE REELS WITH FIXED BASE 200' OF 1/0 OR 175' OF 2/0 CABLE
ASCRFBD12T 12" DOUBLE CABLE REELS WITH FIXED BASE, 12° TILT 200' OF 1/0 OR 175' OF 2/0 CABLE
ASCRSBD10 10" DOUBLE CABLE REELS WITH SWIVEL BASE 150' OF 1/0 OR 125' OF 2/0 CABLE
ASCRSBD12 12" DOUBLE CABLE REELS WITH SWIVEL BASE 200' OF 1/0 OR 175' OF 2/0 CABLE
ASCRFBSS10 10" SIDE-BY-SIDE CABLE REELS WITH FIXED BASE 150' OF 1/0 OR 125' OF 2/0 CABLE
ASCRFBSS12 12" SIDE-BY-SIDE CABLE REELS WITH FIXED BASE 200' OF 1/0 OR 175' OF 2/0 CABLE
ASCRFBSSET10 10" CABLE REELS, 1 SET OF 2 REELS WITH FIXED BASE 150' OF 1/0 OR 125' OF 2/0 CABLE
ASCRFBSSET12 12" CABLE REELS, 1 SET OF 2 REELS WITH FIXED BASE 200' OF 1/0 OR 175' OF 2/0 CABLE
Modular Reels and StandsItem Number Description
ASCRMODV10 REVOLUTION 10" MODULAR VERTICAL CABLE REEL
ASCRMODV12 REVOLUTION 12" MODULAR CABLE REEL
ASCRBSS REVOLUTION MODULAR SIDE BY SIDE BASE
ASCRBT REVOLUTION MODULAR TILTED BASE
ASCRBV REVOLUTION MODULAR VERTICAL BASE
ASCRSTAND REVOLUTION LEAD REEL STAND 18" HIGH
Accessories & Replacement PartsItem Number Description
ASCRCOVERFBD RAIN COVER FOR MODELS: ASCRFBD10 & 12, ASCRSBD10 & 12
ASCRCOVERFBS RAIN COVER FOR FIXED SINGLE MODELS: ASCRFBSSET10 & SET12
ASCRCOVERFBSS RAIN COVER FOR FIXED SIDE BY SIDE MODELS: ASCRFBSS10 & 12
ASCRBOIS .55 BOLT ISOLATORS FOR REVOLUTION LEAD REELS
ASCRHW380.75 BOLT (INCLUDES NUT) FOR CABLE CONNECTION TO DISC
ASCRHW381.25 REPLACEMENT BREAK BOLT (INCLUDES NUT)
ASCRHW122.0FT BOLT KIT (INCLUDES NUTS AND WASHERS) FOR CABLE CONNECTION TO THE FRAME
ASCRHW381.5PT BOLT KIT (INCLUDES NUTS AND WASHERS) FOR SPOOL ISOLATORS
ASCRKNOBB BLACK HAND KNOB FOR REVOLUTION LEAD REEL
ASCRKNOBR RED HAND KNOB FOR REVOLUTION LEAD REELS
ASCRPPKIT REPLACEMENT PIN FOR REVOLUTION LEAD REELS (INCLUDES SPRING, WASHER, SPRING PIN)
ASCRSPIS600 SPIS600 600 AMP SPOOL ISOLATOR FOR REVOLUTION REELS
REVOLUTION HOSE REELS COMING SOON!
ASCRFBD10
ASCRFBSS10
ASCRFBSSET10
ASCRMODV10
ASCRBT

111 (800) - 445 - 2152
ARC Star™ Cable Connectors
ARC Star™ cable connectors are designed to efficiently conduct the current through a detachable type connector. Brass bodies are precision machined from heavy specially shaped brass extrusion. The positive lock-tight action known as, Cam action design, allows lock in with a twist and pulls the two halves together tightly. Connector covers are resistant to heat, cold, abrasion, ozone, oils & solvents. Tapered ends lock out moisture, oil and dirt. Connector covers are specially compounded to be flame retardant. Terminal connectors replace cable lugs for fixture to machines allowing for quick disconnect of cables.
Features:
• Premium quality brass connectors • Machined from brass alloy bar stock
• Interchangeable with Tweco connectors • Heat and oil resistant covers
Tweco Style Cable ConnectorsItem Number Description
RTP1MBPF #1 TWECO STYLE MBP CABLE CONNECTOR FEMALE END
RTP1MBPM #1 TWECO STYLE MBP CABLE CONNECTOR MALE END
RTP1MBP #1 TWECO STYLE MBP CABLE CONNECTOR SET
RTP1MBPB #1 TWECO STYLE MBP CABLE CONNECTOR SET (50 PAIRS/CASE)
RTP2MBPF #2 TWECO STYLE MBP CABLE CONNECTOR FEMALE END
RTP2MBPM #2 TWECO STYLE MBP CABLE CONNECTOR MALE END
RTP2MBP #2 TWECO STYLE MBP CABLE CONNECTOR SET
RTP2MBPMB #2 TWECO STYLE MBP CABLE CONNECTOR MALE (100 PAIRS/CASE)
RTP2MBPCS #2 TWECO STYLE MBP CABLE CONNECTOR SET CLAM-SHELL
RTP2MBPB #2 TWECO STYLE MBP CABLE CONNECTOR (50 PAIRS/CASE)
RTP21MBP #2 TWECO STYLE MBP WHIP CABLE CONNECTOR SET
RTP21MBPMB #2 TWECO STYLE MBP WHIP CABLE CONNECTOR SET (100 PAIRS/CASE)
RTP4MBPF #4 TWECO STYLE MBP CABLE CONNECTOR FEMALE END
RTP4MBPM #4 TWECO STYLE MBP CABLE CONNECTOR MALE END
RTP4MBPB #4 TWECO STYLE MBP CABLE CONNECTOR SET (50 PAIRS/CASE)
RTP4MBP #4 TWECO STYLE MBP CABLE CONNECTOR SET
RTP4MBPMB #4 TWECO STYLE MBP CABLE CONNECTOR (100 PAIRS/CASE)
CCD3550MCS DINSE CABLE CONNECTOR MALE 3550-M (#4-1/0)
CCD5070F DINSE CABLE CONNECTOR FEMALE 5070-F (1/0-2/0)
CCD5070M DINSE CABLE CONNECTOR MALE 5070-M (1/0-2/0)
CCD5070 DINSE CABLE CONNECTOR 5070 SET (1/0-2/0)
Lenco Style Cable ConnectorsItem Number Description
RTPLC40 LENCO STYLE CABLE CONNECTORS LC-40 BOXED
RTPLTC40 CABLE SPLITTER/CONNECTOR, 1 MALE , TWO FEMALE DINSE STYLE ADAPTER
RTP1MBP
RTP2MBP
RTP4MBP
RTPLC40
(Continued on next page)

121 (800) - 445 - 2152
ARC Star™ Cable LugsFeatures:
• Premium quality brass connectors • Machined from brass alloy bar stock
• Interchangeable with Tweco connectors • Heat and oil resistant covers
Item Number Description
RTP1020 CABLE LUG FOR 1/0-2/0 CABLE
RTP2AF 2AF FEMALE TERMINAL LUG - 45° ANGLE (10/CASE)
RTP2OF 2OF FEMALE TERMINAL LUG - 180° OFF SET
RTP3040 CABLE LUG FOR 3/0-4/0 CABLE (10/CASE)
RTP62 DESCRIPTION SHOULD BE CABLE LUG #6 TO #1 CABLE (10/CASE)
RTP60H CABLE LUG #6 - #1 CABLE - HAMMER STYLE (10/CASE)
RTP1020H CABLE LUG #1/0 - #2/0 - HAMMER STYLE
RTP3040H CABLE LUG #3/0 - #4/0 - HAMMER STYLE (10/CASE)
TECCM20 CRIMPING TOOL, SECURES CABLE ONTO LUG
ARC Star™ Gouging Torch & CarbonsARC Star’s™ copper-coated gouging carbons contain a specially formulated blend of graphite and carbon, which produces one of the most efficient performance of metal removal in today's market place.
Gouging TorchFeatures:
• Tested to EN 60974-7 CE • 7ft Cord (2.1M)
• Compatible with Arc AirTM replacement parts and insulators • High-temperature resistant handle with high quality copper alloy internals
Item Number Description
TECK4 ARC STAR™ TYPE 4 ARC GOUGING TORCH
Gouging CarbonsFeatures:
• Copper coating improves conductivity offering more efficient and cooler operation
• Typical chemistry, 80% graphite and 20% copper
• An electric arc is created which melts away the metal, uses compressed air to blow the molten metal out of the groove
• Our high quality raw materials help minimized generation of dust and gases
Item Number Description Min-Max Amperage Pkg Qty
CCC12512 1/8" X 12" GOUGING CARBON 60-90 100
CCC15612 5/32" X 12" GOUGING CARBON 90-150 100
CCC18712 3/16" X 12" GOUGING CARBON 200-250 50
CCC18712H 3/16" X 12" HOLLOW GOUGING CARBON 200-250 50
CCC31212 5/16" X 12" GOUGING CARBON 350-450 50
CCC31212H 5/16" X 12" HOLLOW GOUGING CARBON 350-450 50
CCC37512 3/8" X 12" GOUGING CARBON 450-600 50
CCC37512H 3/8" X 12" HOLLOW GOUGING CARBON 450-600 50
CCC37515612 3/8" X 5/32" X 12" FLAT CARBON ROD 450-600 50
RTP2OF
RTP3040H
TECK4
CCC12512
CCC18712H
(Continued on next page)

131 (800) - 445 - 2152
CCC62518712
ASRGR100 & ASRGB100
ASRA170
CCC50012 1/2" X 12" GOUGING CARBON 800-1000 50
CCC50012H 1/2" X 12" HOLLOW GOUGING CARBON 800-1000 50
CCC62518712 5/8" X 3/16" X 12" FLAT GOUGING CARBON ROD 1000-1250 50
CCCJ37517 3/8" X 17" DCCC JOINTED GOUGING ROD 450-600 50
CCCJ50017 1/2" X 17" DCCC JOINTED GOUGING ROD 800-1000 50
CCCJ62517 5/8" X 17" DCCC JOINTED GOUGING CARBONS 1000-1250 50
CCCJ75017 3/4" X 17" DCCC JOINTED GOUGING CARBONS 1250-1600 50
CCCM71125 M-71 CHAMFER ROD 1/8" DIAMETER 60-90 10 LB PLASTIC TUBE
CCCM71156 M-71 CHAMFER ROD 5/32" DIAMETER 90-150 8 LB PLASTIC TUBE
CCCM71187 M-71 CHAMFER ROD 3/16" DIAMETER 200-250 1 LB PLASTIC TUBE
ARC Star™ CanistersFeatures:
1 - Cap retention chain 2 - Rubber O-ring for airtight seal 3 - Carrying Strap
4 - Belt clip 5 - Embossed with a conversion table and ruler
Item Number Description
ASRGR100 RED 10# ELECTRODE HOLDER
ASRGB100 BLUE 10# ELECTRODE HOLDER
ASRGR300 RED 10# TIG ROD HOLDER
ASRGB300 BLUE 10# TIG ROD HOLDER
ARC Star™ Rap-AroundsARC Star’s™ RAP-AROUND come in both Plain Edge and Tuff-Edge®. Tuff-Edge® feature covers the leading ruled edge with a tough, clear vinyl cover. The material is highly abrasion resistant, heat resistant, and adds extra long life to the product by protecting the ruled surface and the edge.
Item Number Edge Length
ASRA170 RAP-AROUND 170 6 FT
ASRA170TE RAP-AROUND 170 TOUGH EDGE 6 FT
ASRA179 RAP-AROUND 179 9 FT
ASRA179TE RAP-AROUND 179 TOUGH EDGE 9 FT

141 (800) - 445 - 2152
ARC Star™ Rod OvensFeatures:
• Analog thermostats • Voltages offered are: 110V and 220V • Digital temperature controllers
• Each oven is tested and heated to rated temperature before being supplied
• High temperature resistant handle with High quality copper alloy internals
• Bench oven and flux oven models are fitted with mini -circuit breakers for safety
• Calibration Certificates are available upon request • Dual voltage ovens • All oven models are tested to BS 638.5 and EN 60974-1 norms
• Stainless steel body ovens
Portable Electrode Ovens
Type 1• Dual voltage heating element operates between 100–240V while providing consistent oven temperature • Steady state operation reduces power consumption • Removable cord secured to oven by locking power inlet allows for easy replacement if damaged• Insulated lid easily secures with a latch
Type 2 • Dual voltage heating element operates between 100–240V while providing consistent oven temperature • Removable cord secured to oven by locking power inlet allows for easy replacement if damaged
Type 5/5A• Wire wrapped heating elements provide consistent oven temperature • Removable cord secured to oven by locking power inlet allows for easy replacement if damaged • Carry handles or wheels and handle available
PARAMETERS ASPE1 ASPE2 ASPE5 ASPE5AElectrode Capacity 10lbs 20lbs 50lbs 50lbs
Heating Element 235W Wire Wrap 600W Wire Wrap 700W Wire Wrap 700W Wire Wrap
Working Voltage AC 240V AC/DC 60V-120V
Temperature Range 300°F (150°C) 120°F-300°F (50°C -150°C) 120°F-300°F (50°C -150°C) 120°F-300°F (50°C -150°C)
Thermostat Preset Adjustable Thermostat with High Limit Switch
Electrode Length 19.7” (500mm) 19.7” (500mm) 19.7” (500mm) 19.7” (500mm)
Weight 9.37lbs 11.24lbs 28.9lbs 43.54lbs
Overall Size (L x W x H) 180 x 150 x 580mm 215 x 180 x 590mm 360 x 285 x 580mm 400 x 340 x 690mm

151 (800) - 445 - 2152
Bench Ovens & Electrode Ovens
PARAMETERS TEC15I TEC501 EQ150SIDT EQ250DT3 EQ250DDT3 EQ450DT3Electrode Capacity 20lbs 50lbs 150lbs 250lbs 250lbs 450lbs
Max. Electrode Size 18” (457mm) 18” (457mm) 18” (457mm) 18” (457mm) 18” (457mm) 18” (457mm)
Working Voltage 110V, 220V(Standard)
110V, 220V(Standard)
110V, 220V(Standard)
110V, 220V(Standard)
110V, 220V(Standard)
110V, 220V(Standard)
Wattage 250 Watts 350 Watts 750 Watts 1000 Watts 1000 Watts 2000 Watts
Supply Cable Size 18 AWG x 3C 18 AWG x 3C 14 AWG x 3C 14 AWG x 3C 14 AWG x 3C 2.5mm2 x 3C
Temperature Range Max. 300°F (150°C) Max. 572°F (300°C) Max. 572°F (300°C) Max. 572°F (300°C) Max. 572°F (300°C) Max. 572°F (300°C)
Thermostat Analog Analog AnalogDigital temperature controller
Thermometer None None None
Heating Element Type Mica band type Mica band type ‘U’ shape tubular ‘U’ shape tubular ‘U’ shape tubular ‘U’ shape tubular
Insulation 25mm ceramic wool 25mm ceramic wool 2” ceramic wool 2” ceramic wool 2” ceramic wool 3” ceramic wool
Outer Size (mm) 590 x 180 x 180 570 x 232 x 232 L610 x W560 x H545 L610 x W665 x H595 L610 x W665 x H595 L610 x W705 x H735
Inner Chamber (mm) 480 x 110 x 110 460 x 150 x 150 L500 x W245 x H270 L500 x W350 x H320 L500 x W350 x H320 L520 x W430 x H420
Inner Basket Yes 4 Section 2 Section 2 Section 2 Section 4 Section
Body Pre-galvanized steel sheet, powder coated
Basket Hooks Yes Yes None None None None
Tilt Stand Feature Yes Yes No No No No
Light Indicator Yes Yes Yes Yes Yes Yes
Shoes Yes Yes Metal Metal Metal Metal
Shape Square Round Square Square Square Square
Handle Fixed Handle Fixed Handle None None None None
Wheel None None None None None None
Net Weight 19.2lbs 29.1lbs 92.6lbs 105.8lbs 123.5lbs 147.7lbs
161 (800) - 445 - 2152
FOR ALL YOUR FIRE RESISTANT CLOTHING,HELMETS, AND SAFETY RELATED PRODUCTS
Quality Standards
Techniweld USA’s, Armour Guard™
Helmets & AccessoriesFilter Plates
Safety GlassesFace Shields
Ear PlugsFire Resistant Clothing
Welding, Drivers & Work GlovesAnti-Fatigue Mats
Rolled GoodsProtective Blankets
Welding CurtainsClear Safety Curtains & Divider
Tarps Cable Ties
Respirators
17-1919-2121222222-2324-25 2626-27272828 28-292929
171 (800) - 445 - 2152
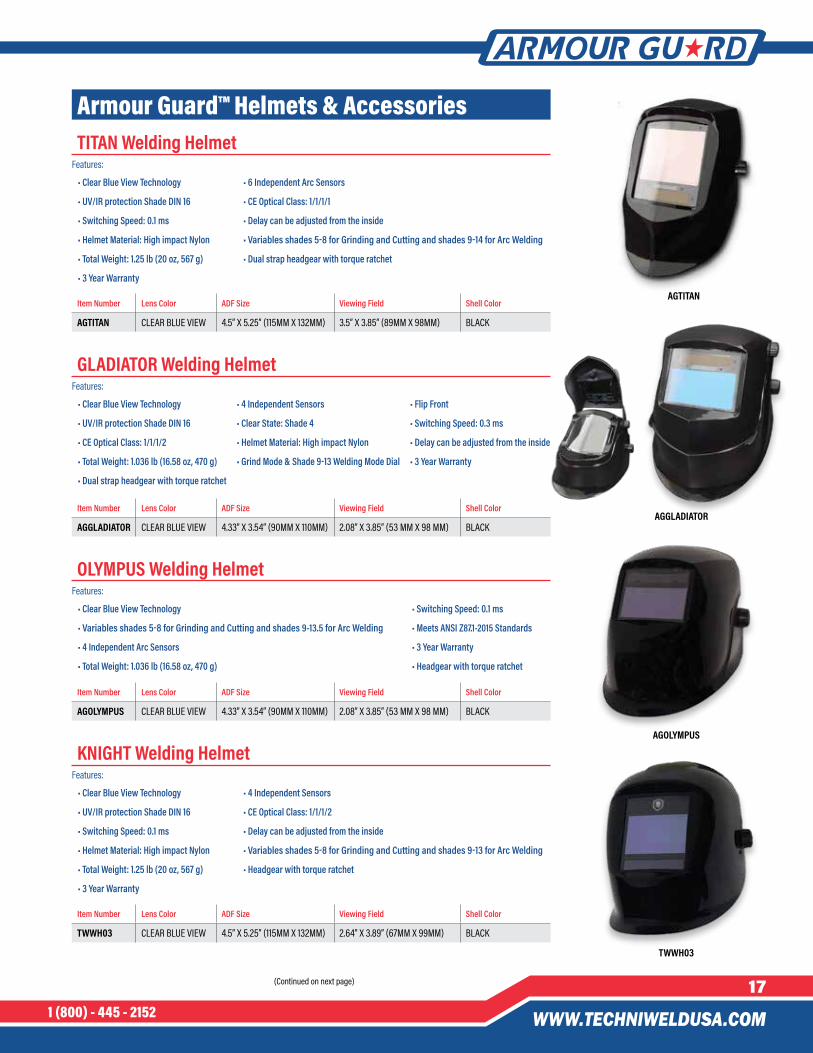
Armour Guard™ Helmets & AccessoriesTITAN Welding Helmet
Features:
• Clear Blue View Technology • 6 Independent Arc Sensors
• UV/IR protection Shade DIN 16 • CE Optical Class: 1/1/1/1
• Switching Speed: 0.1 ms • Delay can be adjusted from the inside
• Helmet Material: High impact Nylon • Variables shades 5-8 for Grinding and Cutting and shades 9-14 for Arc Welding
• Total Weight: 1.25 lb (20 oz, 567 g) • Dual strap headgear with torque ratchet
• 3 Year Warranty •
Item Number Lens Color ADF Size Viewing Field Shell Color
AGTITAN CLEAR BLUE VIEW 4.5” X 5.25” (115MM X 132MM) 3.5” X 3.85” (89MM X 98MM) BLACK
GLADIATOR Welding HelmetFeatures:
• Clear Blue View Technology • 4 Independent Sensors • Flip Front
• UV/IR protection Shade DIN 16 • Clear State: Shade 4 • Switching Speed: 0.3 ms
• CE Optical Class: 1/1/1/2 • Helmet Material: High impact Nylon • Delay can be adjusted from the inside
• Total Weight: 1.036 lb (16.58 oz, 470 g) • Grind Mode & Shade 9-13 Welding Mode Dial • 3 Year Warranty
• Dual strap headgear with torque ratchet
Item Number Lens Color ADF Size Viewing Field Shell Color
AGGLADIATOR CLEAR BLUE VIEW 4.33” X 3.54” (90MM X 110MM) 2.08” X 3.85” (53 MM X 98 MM) BLACK
OLYMPUS Welding HelmetFeatures:
• Clear Blue View Technology • Switching Speed: 0.1 ms
• Variables shades 5-8 for Grinding and Cutting and shades 9-13.5 for Arc Welding • Meets ANSI Z87.1-2015 Standards
• 4 Independent Arc Sensors • 3 Year Warranty
• Total Weight: 1.036 lb (16.58 oz, 470 g) • Headgear with torque ratchet
Item Number Lens Color ADF Size Viewing Field Shell Color
AGOLYMPUS CLEAR BLUE VIEW 4.33” X 3.54” (90MM X 110MM) 2.08” X 3.85” (53 MM X 98 MM) BLACK
KNIGHT Welding HelmetFeatures:
• Clear Blue View Technology • 4 Independent Sensors
• UV/IR protection Shade DIN 16 • CE Optical Class: 1/1/1/2
• Switching Speed: 0.1 ms • Delay can be adjusted from the inside
• Helmet Material: High impact Nylon • Variables shades 5-8 for Grinding and Cutting and shades 9-13 for Arc Welding
• Total Weight: 1.25 lb (20 oz, 567 g) • Headgear with torque ratchet
• 3 Year Warranty •
Item Number Lens Color ADF Size Viewing Field Shell Color
TWWH03 CLEAR BLUE VIEW 4.5” X 5.25” (115MM X 132MM) 2.64” X 3.89” (67MM X 99MM) BLACK
AGTITAN
AGGLADIATOR
AGOLYMPUS
TWWH03
(Continued on next page)

181 (800) - 445 - 2152
SPARTAN Welding HelmetFeatures:
• Clear Blue View Technology • UV/IR protection Shade DIN 16• Switching Speed: 0.3 ms• Helmet Material: High impact Nylon• Total Weight: 1.036 lb (16.58 oz, 470 g)• 2 Year Warranty
• 2 Independent Sensors• Clear State: Shade 4• CE Optical Class: 1/1/1/2• Delay can be adjusted from the inside• Grind Mode & Shade 9-13 Welding Mode Dial• Headgear with torque ratchet
Item Number Lens Color ADF Size Viewing Field Shell Color
AGSPARTAN CLEAR BLUE VIEW 4.33” X 3.54” (90MM X 110MM) 1.653” X 3.622” (42 MM X 92 MM) BLACK
GRUNT Welding HelmetFeatures:
• Reinforced Thermoplastic Hood • Easy to use removable flip up filter plate design
• Lightweight at 17.9 Ounces (510 Grams)
Item Number Lens Color Lens Dimensions Sensor Shell Color
AG2X4WH COMPATIBLE WITH THE ARMOUR GUARDTM SEER LENS (STANDARD VIEW)
2 IN X 4.25 IN(51 MM X 108 MM) N/A BLACK
AG4X5WH COMPATIBLE WITH THE ARMOUR GUARDTM SEER LENS (LARGE VIEW)
4 IN X 4 IN(114 MM X 133 MM) N/A BLACK
HOT HEAD Helmet Ventilation SystemFeatures:
• Reduces fumes by up to 90%• Time saved not having to clean the lens or wipe away sweat• Healthier breathing environment due to less fumes• Lightweight device reduces fatigue
• Improves visibility through the helmet reduces errors• Comfortable working environment improves morale• No cords or air hose to deal with• Portable & fits any welding helmet
Item Number Lens Color Pkg Qty
AGHOTHEAD ARMOUR GUARD HOT HEAD HELMET VENTILATION AND COOLING SYSTEM 1
AGHOTHEADCLIP CARBON FIBER CLIP FOR ARMOUR GUARD HOT HEAD 1
AGHOTHEADFILTER REPLACEMENT FILTERS WITHOUT HOUSING FOR ARMOUR GUARD HOT HEAD 10
AGHOTHEADFILTERWH REPLACEMENT FILTERS WITH HOUSING FOR ARMOUR GUARD HOT HEAD 3
AGHOTHEADCABLE CHARGING CABLE FOR ARMOR GUARD HOT HEAD 1
AGHOTHEADPLUG WALL OUTLET ADAPTER FOR ARMOUR GUARD HOT HEAD 1
AGHOTHEADBUMPONS BUMP ONS FOR ARMOR GUARD HOT HEAD 1
Helmet Accessories & Replacement PartsItem Number Description Pkg Qty
TWWH03IL INNER PROTECTIVE LENS FOR THE KNIGHT (TWWHO3) HELMET 5
TWWH06IL INNER PROTECTIVE LENS FOR TWWH06 HELMET, THE OLYMPUS (AGOLYMPUS) AND GLADIATOR HELMET (AGGLADIATOR) 5
TWWH06OL OUTER PROTECTIVE LENS FOR TWWH06 HELMET, THE OLYMPUS (AGOLYMPUS), THE SPARTAN (AGSPARTAN), AND THE GLADIATOR HELMET (AGGLADIATOR) 5
AGTITANIL INNER PROTECTIVE LENS FOR THE TITAN (AGTITAN) HELMET 5
AGTITAN0L OUTER PROTECTIVE LENS FOR THE TITAN (AGTITAN) HELMET 5
AGGLADIATORVISOR REPLACEMENT VISOR FOR THE GLADIATOR (AGGLADIATOR) HELMET 2
AGSPARTANIL INNER PROTECTIVE LENS FOR THE SPARTAN (AGSPARTAN) HELMET 5
TWCHINBIB LEATHER CHIN BIB FOR ALL ARMOUR GUARD HELMETS 1
AGSPARTAN
AG2X4WH
AGHOTHEAD
TWWHTK04
(Continued on next page)

191 (800) - 445 - 2152
TWWHBATT2032 ADF REPLACEMENT BATTERIES FOR TWWH06 (PACK OF 2) 2
TWWHBATT2450 ADF REPLACEMENT BATTERIES FOR TWWH03 (PACK OF 2) 2
TWWHCLOOP CAP ADAPTOR LOOP FOR ALL ARMOUR GUARD HELMETS 1
TWWHSWEATBAND SWEATBAND FOR ALL HEADGEAR 2
TWWHTK04 HEADGEAR WITH TORQUE RATCHET 1
AGHGDS DUAL STRAP HEADGEAR WITH TORQUE RATCHET 1
SEER Auto-Darkening Filter with Clear Blue View TechnologyFeatures:
• Incredible Clarity• 2 Independent Arc Sensors• EQC Quick Change
• Enhanced Definition• Auto-On/Auto-Off Circuitry• Meets ANSI Z87.1-2015 and CE 379
• Reduced Eye and Neck Fatigue• Inner and Outer Cover Plates• 1 Year Limited Warranty
Item Number Description Lens Shade Size Pkg Qty
ASPSEER2X4H09EA SEER AUTO DARKENING FILTER CLEAR BLUE VIEW SHADE 9 2 IN X 4-1/4 IN 1
10 X ASPSEER2X4H09EA SEER ADF POS BOX DISPLAY CLEAR BLUE VIEW SHADE 9 2 IN X 4-1/4 IN 10
ASPSEER2X4H10EA SEER AUTO DARKENING FILTER CLEAR BLUE VIEW SHADE 10 2 IN X 4-1/4 IN 1
10 X ASPSEER2X4H10EA SEER ADF POS BOX DISPLAY CLEAR BLUE VIEW SHADE 10 2 IN X 4-1/4 IN 10
ASPSEER2X4H11EA SEER AUTO DARKENING FILTER CLEAR BLUE VIEW SHADE 11 2 IN X 4-1/4 IN 1
10 X ASPSEER2X4H11EA SEER ADF POS BOX DISPLAY CLEAR BLUE VIEW SHADE 11 2 IN X 4-1/4 IN 10
ASPSEER2X4H12EA SEER AUTO DARKENING FILTER CLEAR BLUE VIEW SHADE 12 2 IN X 4-1/4 IN 1
10 X ASPSEER2X4H12EA SEER ADF POS BOX DISPLAY CLEAR BLUE VIEW SHADE 12 2 IN X 4-1/4 IN 10
SEER XL Auto-Darkening Filter with Clear Blue View TechnologyFeatures:
• Clear Blue View Technology• Reduced Eye and Neck Fatigue• Sensitivity Hi/lo Button Adjustment• Inner and Outer Cover Plates
• Incredible Clarity• 4 Independent Arc Sensors• Designed for Welding < 250 Amp• Meets ANSI Z87.1-2015 and CE 379
• Enhanced Definition• Shade 10/11 Button Adjustment• Auto-On/Auto-Off Circuitry• 1 Year Limited Warranty
Item Number Description Lens Shade Size Pkg Qty
AGSEERXLEA SEER XL AUTO DARKENING FILTER CLEAR BLUE VIEW SHADE 10 & 11 4-1/2 IN X 5-1/4 IN 1
10 X AGSEERXLEA SEER XL ADF POS BOX DISPLAY CLEAR BLUE VIEW SHADE 10 & 11 4-1/2 IN X 5-1/4 IN 10
AGSEERXLIL SEER XL REPLACEMENT INNER LENS (PACK OF 2) - - 4-1/2 IN X 5-1/4 IN 2
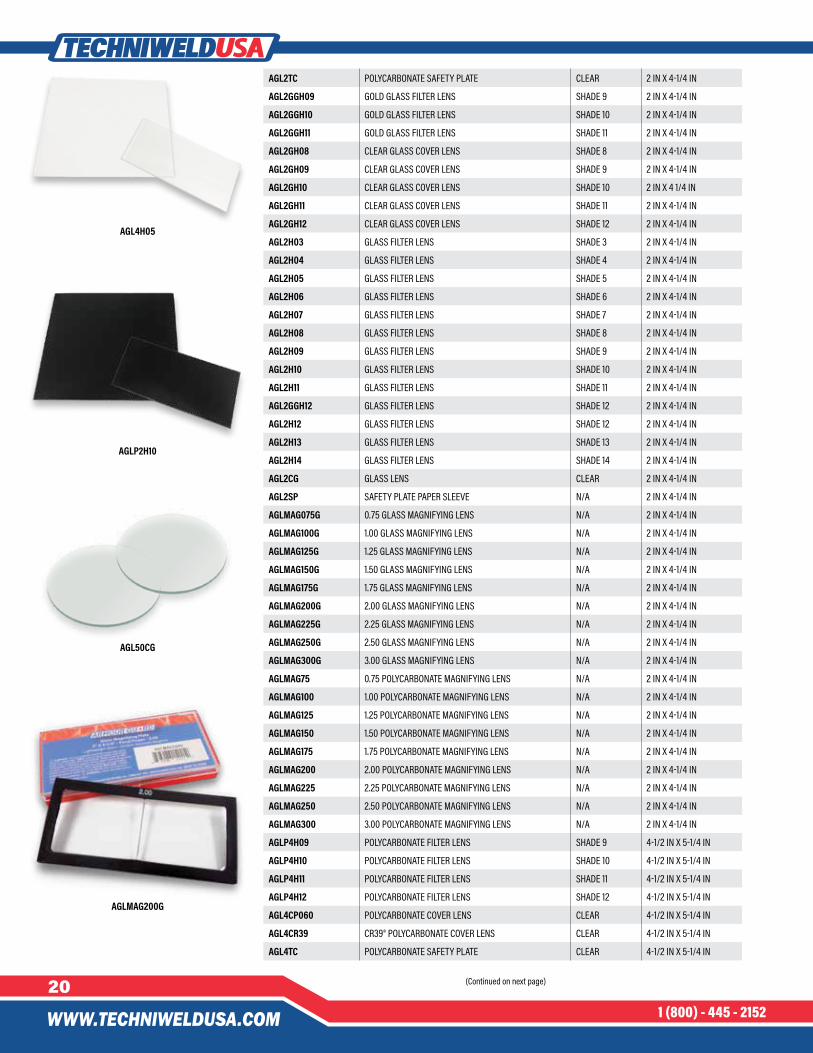
Armour Guard™ Filter PlatesFeatures:
• Premium Optical Clarity• Universal Compatibility
• Meets or exceeds ANSI Z87.1, CE, and other international Certification specifications• Made from Impact resistant materials
Item Number Description Shade Size
AGLP2H05 POLYCARBONATE FILTER LENS SHADE 5 2 IN X 4-1/4 IN
AGLP2H06 POLYCARBONATE FILTER LENS SHADE 6 2 IN X 4-1/4 IN
AGLP2H08 POLYCARBONATE FILTER LENS SHADE 8 2 IN X 4-1/4 IN
AGLP2H09 POLYCARBONATE FILTER LENS SHADE 9 2 IN X 4-1/4 IN
AGLP2H10 POLYCARBONATE FILTER LENS SHADE 10 2 IN X 4-1/4 IN
AGLP2H11 POLYCARBONATE FILTER LENS SHADE 11 2 IN X 4-1/4 IN
AGL2CP060 POLYCARBONATE COVER LENS CLEAR 2 IN X 4-1/4 IN
AGL2CR39 CR39® POLYCARBONATE COVER LENS CLEAR 2 IN X 4-1/4 IN
AGHGDS
ASPSEER2X4H09EA
ASPSEER2X4H10-10
AGSEERXLEA
AGL2GH10
(Continued on next page)
POSDISPLAY
201 (800) - 445 - 2152
AGL4H05
AGLP2H10
AGL50CG
AGLMAG200G
AGL2TC POLYCARBONATE SAFETY PLATE CLEAR 2 IN X 4-1/4 IN
AGL2GGH09 GOLD GLASS FILTER LENS SHADE 9 2 IN X 4-1/4 IN
AGL2GGH10 GOLD GLASS FILTER LENS SHADE 10 2 IN X 4-1/4 IN
AGL2GGH11 GOLD GLASS FILTER LENS SHADE 11 2 IN X 4-1/4 IN
AGL2GH08 CLEAR GLASS COVER LENS SHADE 8 2 IN X 4-1/4 IN
AGL2GH09 CLEAR GLASS COVER LENS SHADE 9 2 IN X 4-1/4 IN
AGL2GH10 CLEAR GLASS COVER LENS SHADE 10 2 IN X 4 1/4 IN
AGL2GH11 CLEAR GLASS COVER LENS SHADE 11 2 IN X 4-1/4 IN
AGL2GH12 CLEAR GLASS COVER LENS SHADE 12 2 IN X 4-1/4 IN
AGL2H03 GLASS FILTER LENS SHADE 3 2 IN X 4-1/4 IN
AGL2H04 GLASS FILTER LENS SHADE 4 2 IN X 4-1/4 IN
AGL2H05 GLASS FILTER LENS SHADE 5 2 IN X 4-1/4 IN
AGL2H06 GLASS FILTER LENS SHADE 6 2 IN X 4-1/4 IN
AGL2H07 GLASS FILTER LENS SHADE 7 2 IN X 4-1/4 IN
AGL2H08 GLASS FILTER LENS SHADE 8 2 IN X 4-1/4 IN
AGL2H09 GLASS FILTER LENS SHADE 9 2 IN X 4-1/4 IN
AGL2H10 GLASS FILTER LENS SHADE 10 2 IN X 4-1/4 IN
AGL2H11 GLASS FILTER LENS SHADE 11 2 IN X 4-1/4 IN
AGL2GGH12 GLASS FILTER LENS SHADE 12 2 IN X 4-1/4 IN
AGL2H12 GLASS FILTER LENS SHADE 12 2 IN X 4-1/4 IN
AGL2H13 GLASS FILTER LENS SHADE 13 2 IN X 4-1/4 IN
AGL2H14 GLASS FILTER LENS SHADE 14 2 IN X 4-1/4 IN
AGL2CG GLASS LENS CLEAR 2 IN X 4-1/4 IN
AGL2SP SAFETY PLATE PAPER SLEEVE N/A 2 IN X 4-1/4 IN
AGLMAG075G 0.75 GLASS MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLMAG100G 1.00 GLASS MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLMAG125G 1.25 GLASS MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLMAG150G 1.50 GLASS MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLMAG175G 1.75 GLASS MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLMAG200G 2.00 GLASS MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLMAG225G 2.25 GLASS MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLMAG250G 2.50 GLASS MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLMAG300G 3.00 GLASS MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLMAG75 0.75 POLYCARBONATE MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLMAG100 1.00 POLYCARBONATE MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLMAG125 1.25 POLYCARBONATE MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLMAG150 1.50 POLYCARBONATE MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLMAG175 1.75 POLYCARBONATE MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLMAG200 2.00 POLYCARBONATE MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLMAG225 2.25 POLYCARBONATE MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLMAG250 2.50 POLYCARBONATE MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLMAG300 3.00 POLYCARBONATE MAGNIFYING LENS N/A 2 IN X 4-1/4 IN
AGLP4H09 POLYCARBONATE FILTER LENS SHADE 9 4-1/2 IN X 5-1/4 IN
AGLP4H10 POLYCARBONATE FILTER LENS SHADE 10 4-1/2 IN X 5-1/4 IN
AGLP4H11 POLYCARBONATE FILTER LENS SHADE 11 4-1/2 IN X 5-1/4 IN
AGLP4H12 POLYCARBONATE FILTER LENS SHADE 12 4-1/2 IN X 5-1/4 IN
AGL4CP060 POLYCARBONATE COVER LENS CLEAR 4-1/2 IN X 5-1/4 IN
AGL4CR39 CR39® POLYCARBONATE COVER LENS CLEAR 4-1/2 IN X 5-1/4 IN
AGL4TC POLYCARBONATE SAFETY PLATE CLEAR 4-1/2 IN X 5-1/4 IN
(Continued on next page)
211 (800) - 445 - 2152
AGL4GGH09 GOLD GLASS LENS SHADE 09 4-1/2 IN X 5-1/4 IN
AGL4GGH10 GOLD GLASS LENS SHADE 10 4-1/2 IN X 5-1/4 IN
AGL4GGH11 GOLD GLASS LENS SHADE 11 4-1/2 IN X 5-1/4 IN
AGL4GGH12 GOLD GLASS LENS SHADE 12 4-1/2 IN X 5-1/4 IN
AGL4GH08 GOLD PLASTIC OMNI VIEW LENS SHADE 8 4-1/2 IN X 5-1/4 IN
AGL4GH09 GOLD PLASTIC OMNI VIEW LENS SHADE 9 4-1/2 IN X 5-1/4 IN
AGL4GH10 GOLD PLASTIC OMNI VIEW LENS SHADE 10 4-1/2 IN X 5-1/4 IN
AGL4GH11 GOLD PLASTIC OMNI VIEW LENS SHADE 11 4-1/2 IN X 5-1/4 IN
AGL4GH12 GOLD PLASTIC OMNI VIEW LENS SHADE 12 4-1/2 IN X 5-1/4 IN
AGL4H05 GLASS FILTER LENS SHADE 5 4-1/2 IN X 5-1/4 IN
AGL4H06 GLASS FILTER LENS SHADE 6 4-1/2 IN X 5-1/4 IN
AGL4H07 GLASS FILTER LENS SHADE 7 4-1/2 IN X 5-1/4 IN
AGL4H08 GLASS FILTER LENS SHADE 8 4-1/2 IN X 5-1/4 IN
AGL4H09 GLASS FILTER LENS SHADE 9 4-1/2 IN X 5-1/4 IN
AGL4H10 GLASS FILTER LENS SHADE 10 4-1/2 IN X 5-1/4 IN
AGL4H11 GLASS FILTER LENS SHADE 11 4-1/2 IN X 5-1/4 IN
AGL4H12 GLASS FILTER LENS SHADE 12 4-1/2 IN X 5-1/4 IN
AGL4H13 GLASS FILTER LENS SHADE 13 4-1/2 IN X 5-1/4 IN
AGL4H14 GLASS FILTER LENS SHADE 14 4-1/2 IN X 5-1/4 IN
AGL4SP SAFETY PLATE PAPER SLEEVE N/A 4-1/2 IN X 5-1/4 IN
AGL50CG GLASS LENS CLEAR 50 MM
AGL50H04 FILTER LENS SHADE 4 50 MM
AGL50H05 FILTER LENS SHADE 5 50 MM
Armour Guard™ Safety GlassesEconomically priced with style, comfort, durability, and quality needed to keep your eyes protected.
VIKING Safety GlassesFeatures:
• Glossy, lightweight black frames with a wide variety of lens colors such as clear, smoke, IRUV shade 5.0, and indoor/outdoor
• Extra long neck cord included with every pair• Incredible flexibility and durability for longer life expectancy
• Lens coated with both anti-fog and anti-scratch for longer life expectancy
• Cushioned nosepiece for comfort and non-slip security
Item Number Frame/Temples Color Lens Tint Coating/Shade Pkg Qty
ASP22475 BLACK SMOKE ANTI-FOG/ANTI-SCRATCH 12
ASP25671 BLACK IRUV SHADE 5 ANTI-FOG/ANTI-SCRATCH 12
ASP25679 BLACK CLEAR ANTI-FOG/ANTI-SCRATCH 12
ASP25685 BLACK INDOOR/OUTDOOR ANTI-FOG/ANTI-SCRATCH 12
SAVAGE Safety GlassesFeatures:
• Meets and exceeds all ANSI Z87.1 specifications• Strong, lightweight polycarbonate lens with a wide variety of
lens colors such as clear, smoke, and indoor/outdoor• Triple temple support for extra stability• Incredible flexibility and durability for longer life expectancy
• Filters 99% of UV radiation• Spatula Lanyard Hole for security of safety glasses and
convenience• Lens coated with anti-scratch for longer life expectancy
Item Number Frame/Temples Color Lens Tint Coating/Shade Pkg Qty
ASP25627 BLACK CLEAR UNCOATED 12
ASP25631 BLACK SMOKE UNCOATED 12
ASP25638 BLACK INDOOR/OUTDOOR UNCOATED 12
ASP22475
ASP25671
ASP25679
ASP25685
ASP25627
ASP25631
ASP25638
221 (800) - 445 - 2152
Armour Guard™ Face ShieldsFeatures:
• Premium optical clarity • Universal compatibility• Meets or exceeds ANSI Z87.1, CE, and other international certification specifications
Item Number Description Color Size
AGCUVECON8X12 UNBOUND VISOR CLEAR 8 IN X 12 IN X 1/25 IN
AGCUVPREM8X15 UNBOUND HEAVY DUTY POLYCARBONATE VISOR CLEAR 8 IN X 15 1/2 IN X 1/25 IN
AGCVECON9X15 BOUND VISOR CLEAR 9 IN X 15 1/2 IN X 1/25 IN
AGCUVECON9X15 UNBOUND VISOR CLEAR 9 IN X 15 1/2 IN X 1/25 IN
AGDGBVECON9X15 BOUND VISOR DARK GREEN 9 IN X 15 1/2 IN X 1/25 IN
AGDGUVECON9X15 UNBOUND VISOR DARK GREEN 9 IN X 15 1/2 IN X 1/25 IN
AGLGBVECON9X15 BOUND REPLACEMENT VISOR LIGHT GREEN 9 IN X 15 1/2 IN X 1/25 IN
AGMGUVECON9X15 UNBOUND MEDIUM VISOR MEDIUM 9 IN X 15 1/2 IN X 1/25 IN
AGS5BVECON9X15 BOUND VISOR SHADE 5 9 IN X 15 1/2 IN X 1/25 IN
AGS5UVECON9X15 UNBOUND VISOR SHADE 5 9 IN X 15 1/2 IN X 1/25 IN
AGCUVECON4199 UNBOUND FACESHIELD(FITS FIBRE METAL BROW GUARD) CLEAR 9 IN X 15 1/2 IN X 1/25 IN
Armour Guard™ Ear Plugs Features:
• Soft, non-allergenic foam plugs provide low pressure inside ears for all day comfort• Suitable for loud work places • Bright color makes compliance checks easy
Item Number Description Color Pkg Qty
AGEPGSC SILICONE CORDED EAR PLUGS GREEN 100
AGEPOFB FOAM BULLET EAR PLUGS ORANGE 200
AGEPOFBC FOAM BULLET CORDED EAR PLUGS ORANGE 100
Armour Guard™ Fire Resistant ClothingArmour GuardTM by Techniweld USA is the ultimate fire Resistant option for green/orange clothing for the welding and manufacturing industries. Using our factory proprietary process we have created a soft, yet strong, 9oz/yd 100% cotton fire resistant sateen weave which withstands 50+ launderings.
Item Number Description Size Color
FR9JS 9 OZ JACKET SMALL GREEN
FR9JM 9 OZ JACKET MEDIUM GREEN
FR9JL 9 OZ JACKET LARGE GREEN
FR9JXL 9 OZ JACKET X-LARGE GREEN
FR9JXXL 9 OZ JACKET 2X-LARGE GREEN
FR9JXXXL 9 OZ JACKET 3X-LARGE GREEN
FR9JXXXXL 9 OZ JACKET 4X-LARGE GREEN
FR9JXXXXXL 9 OZ JACKET 5X-LARGE GREEN
FR9JXXXXXXL 9 OZ JACKET 6X-LARGE GREEN
FR9JOS 9 OZ JACKET SMALL ORANGE
FR9JOM 9 OZ JACKET MEDIUM ORANGE
FR9JOL 9 OZ JACKET LARGE ORANGE
FACE SHIELDS
AGEPGSC
AGEPOFBC
FR9JO
FR9B14
(Continued on next page)
231 (800) - 445 - 2152
FR9JOXL 9 OZ JACKET X-LARGE ORANGE
FR9JOXXL 9 OZ JACKET 2XX-LARGE ORANGE
FR9JOXXXL 9 OZ JACKET 3X-LARGE ORANGE
FR9JOXXXXL 9 OZ JACKET 4X-LARGE ORANGE
FR9JOXXXXXL 9 OZ JACKET 5X-LARGE ORANGE
FR9B14 9 OZ FLAME BIB (TIE-AROUND) 14 IN GREEN
FR9B20 9 OZ FLAME BIB (TIE-AROUND) 20 IN GREEN
FR9BA36 9 OZ BIB APRON 36 IN X 24 IN GREEN
FR9BA42 9 OZ BIB APRON 42 IN X 24 IN GREEN
FR9CSL 9 OZ CAPE SLEEVE JACKET LARGE GREEN
FR9CSM 9 OZ CAPE SLEEVE JACKET MEDIUM GREEN
FR9CSS 9 OZ CAPE SLEEVE JACKET SMALL GREEN
FR9CSXL 9 OZ CAPE SLEEVE JACKET X-LARGE GREEN
FR9CSXXL 9 OZ CAPE SLEEVE JACKET 2X-LARGE GREEN
FR9CSXXXL 9 OZ CAPE SLEEVE JACKET 3X-LARGE GREEN
FR9S18 9 OZ SLEEVE PROTECTORS 18 IN GREEN
FR9S23 9 OZ SLEEVE PROTECTORS 23 IN GREEN
FR9SO23 9 OZ SLEEVE PROTECTORS 23 IN ORANGE
AGHBP ALUMINIZED BACK HAND SHIELD 7 1/2 IN X 5 1/2 IN SLIVER & BLUE
Armour Guard™ Cow Split Leather ClothingFeatures:
• Cow split leather• Soapstone pockets
• Stitched with kevlar threads• Underarm gusset
• Brass snaps & rivets• Cotton strap fitting mechanism
• RoHS compliant
Item Number Description Size Color
AGLJ30S JACKET SMALL GOLDEN BROWN
AGLJ30M JACKET MEDIUM GOLDEN BROWN
AGLJ30L JACKET LARGE GOLDEN BROWN
AGLJ30XL JACKET X-LARGE GOLDEN BROWN
AGLJ30XXL JACKET 2X-LARGE GOLDEN BROWN
AGLJ30XXXL JACKET 3X-LARGE GOLDEN BROWN
AGLJ30XXXXL JACKET 4X-LARGE GOLDEN BROWN
AGLCSS CAPE SLEEVE SMALL GOLDEN BROWN
AGLCSM CAPE SLEEVE MEDIUM GOLDEN BROWN
AGLCSL CAPE SLEEVE LARGE GOLDEN BROWN
AGLCSXL CAPE SLEEVE X-LARGE GOLDEN BROWN
AGLCSXXL CAPE SLEEVE 2X-LARGE GOLDEN BROWN
AGLCSXXXL CAPE SLEEVE 3X-LARGE GOLDEN BROWN
AGLB14 BIB 14 IN GOLDEN BROWN
AGLB36 BIB APRON 36 IN GOLDEN BROWN
AGHBP HAND BACK PAD 7 1/2 IN X 5 1/2 IN GOLDEN BROWN
FRCS
FR9SO23
AGLJ30
AGLCS
241 (800) - 445 - 2152
Armour Guard™ Welding, Drivers & Work GlovesAG24C TIG Welding Gloves
Features:• Superior top grain pearl kidskin leather• Improved grip from the straight thumb• 4" cuff for extra protection of the lower arm
• DuPont™ Kevlar® stitching for enhanced strength and protection• Unlined to boost the feel and dexterity• Ultra pliable
Item Number Description Size Pkg Qty
AG24CS TIG WELDING GLOVES SMALL 12
AG24CM TIG WELDING GLOVES MEDIUM 12
AG24CL TIG WELDING GLOVES LARGE 12
AG24CXL TIG WELDING GLOVES X-LARGE 12
AG24CXXL TIG WELDING GLOVES XX-LARGE 12
AG50 MIG Welding GlovesFeatures:
• Engineered to ward off heat• Superior top grain cowhide palm and back• Seamless forefinger that provides reliability• 4” cuff for extra protection• Stays soft under hot conditions
• DuPont™ Kevlar® stitching for enhanced strength and protection• Fleece lined for extra heat protection without added bulk• Extra protection added to palm, thumb, and backs of fingers for added resilience• Wrist elastic creates gripping a snug feel• Winged thumb for a great grip
Item Number Description Size Pkg Qty
AG50S MIG WELDING GLOVES SMALL 12
AG50M MIG WELDING GLOVES MEDIUM 12
AG50L MIG WELDING GLOVES LARGE 12
AG50XL MIG WELDING GLOVES X-LARGE 12
AG50XXL MIG WELDING GLOVES XX-LARGE 12
AG750 STICK Welding GlovesFeatures:
• Superior pearl specially-tanned top grain leather stays flexible even when hot• Premium stiffened leather drag pad that extends glove life and protects the
hand’s side from high temperatures• 14” length• DuPont™ Kevlar® stitching for enhanced strength and protection
• Additional strength and protection from reinforced thumb• Epic performance in STICK applications• Continuous welted fingers to protect stitching• Cotton/foam lined back for extra heat protection and comfort• Unlined palm that increases dexterity
Item Number Description Size Pkg Qty
AG750S STICK WELDING GLOVES SMALL 12
AG750M STICK WELDING GLOVES MEDIUM 12
AG750L STICK WELDING GLOVES LARGE 12
AG750XL STICK WELDING GLOVES X-LARGE 12
AG750XXL STICK WELDING GLOVES XX-LARGE 12
AG850 STICK Welding GlovesFeatures:
• Superior gold top cow grain that remains soft even while hot• Premium reinforced leather drag pad that extends glove life and
protects hand’s side from high temperatures• Epic performance in STICK applications• 14” length
• DuPont™ Kevlar® stitching for enhanced strength and protection• Additional strength and protection from reinforced thumb• Continuous welted fingers to protect stitching• Cotton/foam lined back for extra heat protection and comfort• Unlined palm to increases dexterity
Item Number Description Size Pkg Qty
AG850S STICK WELDING GLOVES SMALL 12
AG850M STICK WELDING GLOVES MEDIUM 12
AG850L STICK WELDING GLOVES LARGE 12
AG850XL STICK WELDING GLOVES X-LARGE 12
AG850XXL STICK WELDING GLOVES XX-LARGE 12
AG24C
AG50
AG750
AG850
(Continued on next page)

251 (800) - 445 - 2152
AG1000 STICK/MIG Welding GlovesFeatures:
• Single piece back• True pearl leather color• Shoulder split cowhide• 14” length
• DuPont™ Kevlar® stitching for enhanced strength and protection• Continuous welted fingers to protect stitching• Inside cotton lined to provide a comfortable work environment• Affordable design
Item Number Description Size Pkg Qty
AG1000L STICK/MIG WELDING GLOVES LARGE 12
AG1000XL STICK/MIG WELDING GLOVES X-LARGE 12
AG1200 STICK Welding GlovesFeatures:
• Single piece back• Superior split cowhide stays flexible, even while hot• 14” length• DuPont™ Kevlar® stitching for enhanced strength and protection• Reinforced thumb
• Continuous welted fingers to protect stitching• Cool blue color• Full cotton lined back for extra heat protection and comfort• Unlined palm for additional dexterity
Item Number Description Size Pkg Qty
AG1200L STICK WELDING GLOVES LARGE 12
AG1200XL STICK WELDING GLOVES X-LARGE 12
AG1414 DRIVERS GlovesFeatures:
• Contoured to fit the natural shape of your hand• DuPont™ Kevlar® stitching for enhanced strength and protection• Scotch colored cowhide split leather back
• Keystone style thumb design• Super duty palm made of top grain pearl cowhide• Unlined to enhance feel and dexterity
Item Number Description Size Pkg Qty
AG1414M DRIVERS GLOVES MEDIUM 12
AG1414L DRIVERS GLOVES LARGE 12
AG1414XL DRIVERS GLOVES X-LARGE 12
AG1414XXL DRIVERS GLOVES XX-LARGE 12
AG1515B WORK GlovesFeatures:
• Ideal high-end work glove• Gunn cut with 2” rubberized safety cuff• Shoulder split cowhide, double palm, and knuckle strap
• Double palmed for additional palm protection to key areas• Canvas back• DuPont™ Kevlar® stitching for enhanced strength and protection
Item Number Description Size Pkg Qty
AG1515BL WORK GLOVES LARGE 12
AG1515BXL WORK GLOVES X-LARGE 12
AG1525 WORK GlovesFeatures:
• Professional, affordable work glove• Canvas backing
• Rugged, side-split cowhide palm and knuckle strap• Gunn cut with 2” rubberized safety cuff
Item Number Description Size Pkg Qty
AG1525S WORK GLOVES SMALL 12
AG1525M WORK GLOVES MEDIUM 12
AG1525L WORK GLOVES LARGE 12
AG1525XL WORK GLOVES X-LARGE 12
AG1525XXL WORK GLOVES XX-LARGE 12
AG1000
AG1200
AG1414
AG1515B
AG1525

261 (800) - 445 - 2152
Armour Guard™ Anti-Fatigue Mats Features:
• Closed-cell nitrile blended cushion is permanently molded (not glued) to the nitrile rubber top surface
• Welding safe and electrically conductive
• Recommended for distribution, manufacturing and retail facilities for picking lines, assembly lines, work stations, check-out stations, and more
• Chemical-resistant, grease and oil-resistant; borders will not crack or curl
Item Number Description Size
AGMAT36X60 RUBBER FATIGUE MAT 3 FT X 5 FT X 5/8 IN
AGMAT36X60HD HEAVY DUTY RUBBER FATIGUE MAT 3 FT X 5 FT X 7/8 IN
AGMAT36X60HDYS HEAVY DUTY RUBBER FATIGUE MAT WITH YELLOW STRIPE 3 FT X 5 FT X 5/8 IN
AGMAT36X60YS RUBBER FATIGUE MAT WITH YELLOW STRIPE 3 FT X 5 FT X 5/8 IN
AGMAT48X72 RUBBER FATIGUE MAT 4 FT X 6 FT X 5/8 IN
AGMAT48X72HD HEAVY DUTY RUBBER FATIGUE MAT 4 FT X 6 FT X 7/8 IN
AGMAT48X72HDYS HEAVY DUTY RUBBER FATIGUE MAT WITH YELLOW STRIPE 4 FT X 6 FT X 7/8 IN
AGMAT48X72YS FR RUBBER FATIGUE MAT WITH YELLOW STRIPE 4 FT X 6 FT X 5/8 IN
AGMATMODC MODULAR MAT CORNER TILE 18 IN X 21 7/8 IN X 3/4 IN
AGMATMODCYS MODULAR MAT CORNER TILE WITH YELLOW EDGE & STRIPE 18 IN X 21 7/8 IN X 3/4 IN
AGMATMODM MODULAR MAT MIDDLE TILE WITH YELLOW EDGE 18 IN X 21 7/8 IN X 3/4 IN
AGMATMODS MODULAR MAT SIDE TILE 18 IN X 21 7/8 IN X 3/4 IN
AGMATMODSYS MODULAR MAT SIDE TILE WITH YELLOW EDGE & STRIPE 18 IN X 21 7/8 IN X 3/4 IN
AGMATPORT12X22 PORTABLE COMFORT MAT 12 IN X 22 IN X 7/8 IN
AGMATPORT18X30 PORTABLE COMFORT MAT 18 IN X 30 IN X 7/8 IN
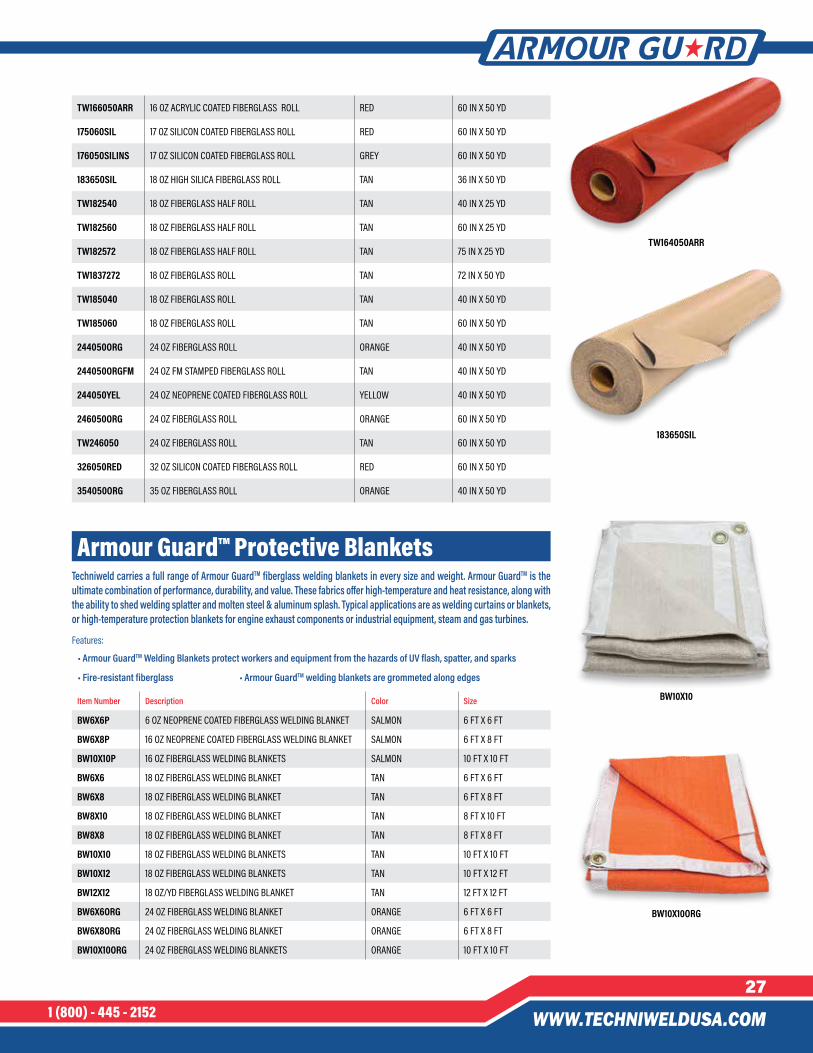
Armour Guard™ Rolled Goods
Techniweld carries a full range of Armour GuardTM rolled goods in every size and weight. Armour GuardTM is the ultimate combination of performance, durability, and value. These fabrics offer high-temperature and heat resistance, along with the ability to shed welding splatter and molten steel & aluminum splash. Typical applications are as rolled goods, or high-temperature rolled goods for engine exhaust components or industrial equipment, steam and gas turbines. Armour GuardTM rolled goods protect workers and equipment from the hazards of UV flash, spatter, and sparks
Item Number Description Color Size
TW146050BLK 14 OZ FIBERGLASS ROLL BLACK 60 IN X 50 YD
156050SILINS 15 OZ SILICON COATED FIBERGLASS ROLL GREY 60 IN X 50 YD
164025P 16 OZ NEOPRENE COATED HALF ROLL SALMON 40 IN X 25 YD
166025P 16 OZ NEOPRENE COATED FIBERGLASS HALF ROLL SALMON 60 IN X 25 YD
167225P 16 OZ NEOPRENE COATED FIBERGLASS HALF ROLL SALMON 72 IN X 25 YD
TW164050AR 16 OZ ACRYLIC COATED FIBERGLASS ROLL SALMON 40 IN X 50 YD
TW164050ARR 16 OZ ACRYLIC COATED FIBERGLASS ROLL RED 40 IN X 50 YD
TW166050AR 16 OZ ACRYLIC COATED FIBERGLASS ROLL SALMON 60 IN X 50 YD
AGMATMODCYS
AGMATMODM
AGMAT36X60HDYS
AGMATPORT12X22
TW146050BLK
(Continued on next page)
271 (800) - 445 - 2152
TW166050ARR 16 OZ ACRYLIC COATED FIBERGLASS ROLL RED 60 IN X 50 YD
175060SIL 17 OZ SILICON COATED FIBERGLASS ROLL RED 60 IN X 50 YD
176050SILINS 17 OZ SILICON COATED FIBERGLASS ROLL GREY 60 IN X 50 YD
183650SIL 18 OZ HIGH SILICA FIBERGLASS ROLL TAN 36 IN X 50 YD
TW182540 18 OZ FIBERGLASS HALF ROLL TAN 40 IN X 25 YD
TW182560 18 OZ FIBERGLASS HALF ROLL TAN 60 IN X 25 YD
TW182572 18 OZ FIBERGLASS HALF ROLL TAN 75 IN X 25 YD
TW1837272 18 OZ FIBERGLASS ROLL TAN 72 IN X 50 YD
TW185040 18 OZ FIBERGLASS ROLL TAN 40 IN X 50 YD
TW185060 18 OZ FIBERGLASS ROLL TAN 60 IN X 50 YD
244050ORG 24 OZ FIBERGLASS ROLL ORANGE 40 IN X 50 YD
244050ORGFM 24 OZ FM STAMPED FIBERGLASS ROLL TAN 40 IN X 50 YD
244050YEL 24 OZ NEOPRENE COATED FIBERGLASS ROLL YELLOW 40 IN X 50 YD
246050ORG 24 OZ FIBERGLASS ROLL ORANGE 60 IN X 50 YD
TW246050 24 OZ FIBERGLASS ROLL TAN 60 IN X 50 YD
326050RED 32 OZ SILICON COATED FIBERGLASS ROLL RED 60 IN X 50 YD
354050ORG 35 OZ FIBERGLASS ROLL ORANGE 40 IN X 50 YD
Armour Guard™ Protective Blankets
Techniweld carries a full range of Armour GuardTM fiberglass welding blankets in every size and weight. Armour GuardTM is the ultimate combination of performance, durability, and value. These fabrics offer high-temperature and heat resistance, along with the ability to shed welding splatter and molten steel & aluminum splash. Typical applications are as welding curtains or blankets, or high-temperature protection blankets for engine exhaust components or industrial equipment, steam and gas turbines.
Features:
• Armour GuardTM Welding Blankets protect workers and equipment from the hazards of UV flash, spatter, and sparks
• Fire-resistant fiberglass • Armour GuardTM welding blankets are grommeted along edges
Item Number Description Color Size
BW6X6P 6 OZ NEOPRENE COATED FIBERGLASS WELDING BLANKET SALMON 6 FT X 6 FT
BW6X8P 16 OZ NEOPRENE COATED FIBERGLASS WELDING BLANKET SALMON 6 FT X 8 FT
BW10X10P 16 OZ FIBERGLASS WELDING BLANKETS SALMON 10 FT X 10 FT
BW6X6 18 OZ FIBERGLASS WELDING BLANKET TAN 6 FT X 6 FT
BW6X8 18 OZ FIBERGLASS WELDING BLANKET TAN 6 FT X 8 FT
BW8X10 18 OZ FIBERGLASS WELDING BLANKET TAN 8 FT X 10 FT
BW8X8 18 OZ FIBERGLASS WELDING BLANKET TAN 8 FT X 8 FT
BW10X10 18 OZ FIBERGLASS WELDING BLANKETS TAN 10 FT X 10 FT
BW10X12 18 OZ FIBERGLASS WELDING BLANKETS TAN 10 FT X 12 FT
BW12X12 18 OZ/YD FIBERGLASS WELDING BLANKET TAN 12 FT X 12 FT
BW6X6ORG 24 OZ FIBERGLASS WELDING BLANKET ORANGE 6 FT X 6 FT
BW6X8ORG 24 OZ FIBERGLASS WELDING BLANKET ORANGE 6 FT X 8 FT
BW10X10ORG 24 OZ FIBERGLASS WELDING BLANKETS ORANGE 10 FT X 10 FT
TW164050ARR
183650SIL
BW10X10
BW10X10ORG

281 (800) - 445 - 2152
Armour Guard™ Welding Curtains Armour GuardTM by Techniweld USA offers high quality vinyl welding curtains. Paired with our Armour GuardTM frame, these curtains provide reliable protection at any job site offering safety, spark containment, durability, portability, temperature, and noise control. Flame retardant transparent vinyl provides optical protection when visibility is required. Formulated to disperse arc image and allow light back into work area. Armour GuardTM frames are easy to assemble and are made to be modular & extendable to make long curtains walls; each metal frame is fitted with a special attachment on the sides, as standard, which enables another metal frame to be connected/extended using a special small part called the frame extender.
Welding Curtain Features:
• Armour GuardTM Welding Curtains protect workers and equipment from the hazards of UV flash, spatter, and sparks
• Armour GuardTM welding curtains are grommeted along edges
• Armour GuardTM made Welding Curtains are made from 14 mil (0.35mm) PCV film, and treated with special additives for UV stability and fire-resistance
• Easy connection allows assembly without tools
Welding Frame Features:
• Each section slides in for locking• Pipe joints have screwless push fit snap locks
• No tools required for assembly• Made of 1" (25mm) round tube
Item Number Description Size
TWWC6X6GRN GREEN WELDING CURTAIN 6 FT X 6 FT
TWWC6X6GRNWF GREEN WELDING CURTAIN WITH FRAME 6 FT X 6 FT
TWWC6X6ORG ORANGE WELDING CURTAIN 6 FT X 6 FT
TWWC6X6ORGWF ORANGE WELDING CURTAIN WITH FRAME 6 FT X 6 FT
TWWC6X8GRN GREEN WELDING CURTAIN 6 FT X 8 FT
TWWC6X8ORG ORANGE WELDING CURTAIN 6 FT X 8 FT
TWWC6X8ORGWF ORANGE WELDING CURTAIN WITH FRAME 6 FT X 8 FT
TWWCF6X6 WELDING CURTAIN FRAME 6 FT X 6 FT
TWWCF6X8 WELDING CURTAIN FRAME 6 FT X 8 FT
TWWCF6XEX 18 GAUGE EXPANDABLE WELDING CURTAIN FRAME 6 FT X 6 OR 8 FT
Armour Guard™ Clear Safety Curtains & Divider Clear Safety Curtains Features:
• Barrier protection from airborne contamination from each other• Grommeted along all edges• Individually packaged, 10/box (Curtain Only. Frame sold separately)
• Lightweight & modular• Clean easily - with most spray cleaners or water• No tools required for assembly
Item Number Description
AGC4X6CLR 4 X 6 IN TRANSPARENT PVC SAFETY CURTAIN (PAIRS WELL WITH TWWCF6X6 FRAME)
AGC4X8CLR 4 X 8 TRANSPARENT PVC SAFETY CURTAIN (PAIRS WELL WITH TWWCF6X8 FRAME)
Divider Features:
• Serves as a barrier for close contact transactions• Made of long-lasting durable acrylic
• Self Standing and portable• 5mm Thickness
Item Number Description
SNEEZESHIELD 36 X 24 IN SELF STANDING CLEAR ACRYLIC SHIELD WITH 12 X 20 IN PASS THROUGH
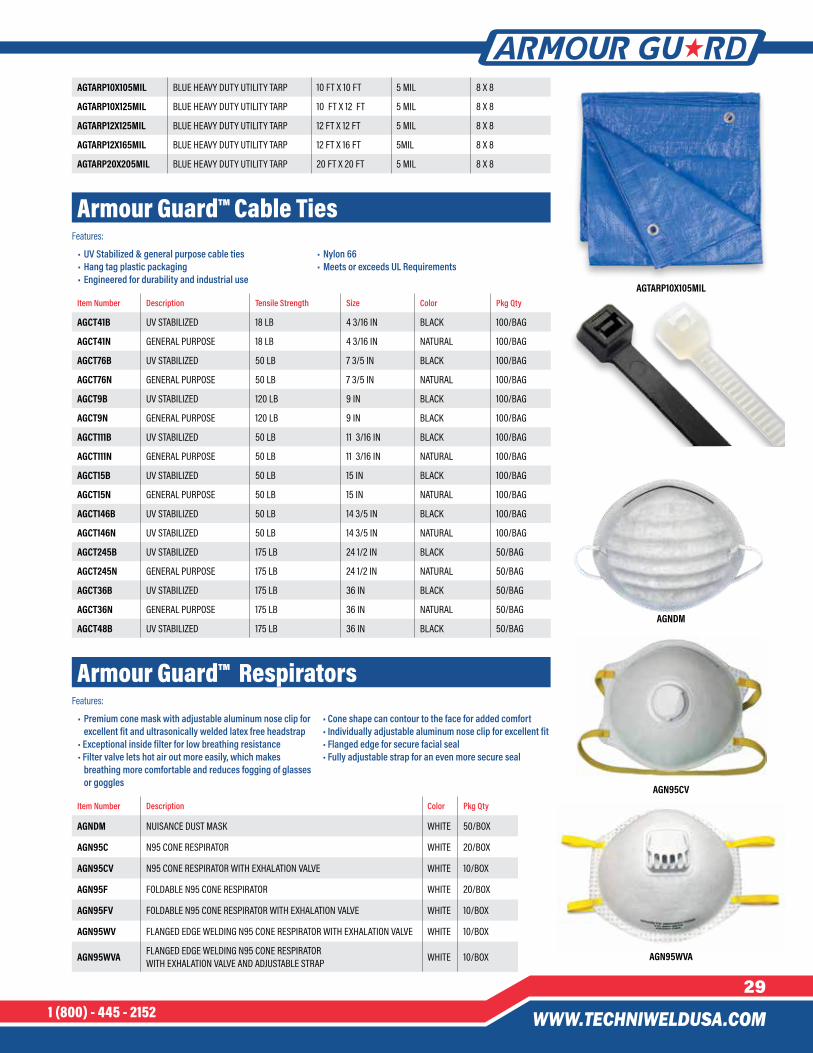
Armour Guard™ Tarps Features:
• Made from durable plastic that is water, mildew, fade, and tear resistant• Rustproof aluminum grommets located every 3 feet along all edges
• All-weather protection and construction cover• Reinforced at the hems with heat sealed seams
Item Number Description Size Thickness Weave
AGTARP6X85MIL BLUE HEAVY DUTY UTILITY TARP 6 FT X 8 FT 5 MIL 8 X 8
AGTARP8X105MIL BLUE HEAVY DUTY UTILITY TARP 8 FT X 10 FT 5 MIL 8 X 8
TWWC6X6GRN
TWWC6X6ORG
AGC4X8CLR
SNEEZESHIELD
(Continued on next page)
291 (800) - 445 - 2152
AGTARP10X105MIL BLUE HEAVY DUTY UTILITY TARP 10 FT X 10 FT 5 MIL 8 X 8
AGTARP10X125MIL BLUE HEAVY DUTY UTILITY TARP 10 FT X 12 FT 5 MIL 8 X 8
AGTARP12X125MIL BLUE HEAVY DUTY UTILITY TARP 12 FT X 12 FT 5 MIL 8 X 8
AGTARP12X165MIL BLUE HEAVY DUTY UTILITY TARP 12 FT X 16 FT 5MIL 8 X 8
AGTARP20X205MIL BLUE HEAVY DUTY UTILITY TARP 20 FT X 20 FT 5 MIL 8 X 8
Armour Guard™ Cable Ties Features:
• UV Stabilized & general purpose cable ties• Hang tag plastic packaging• Engineered for durability and industrial use
• Nylon 66• Meets or exceeds UL Requirements
Item Number Description Tensile Strength Size Color Pkg Qty
AGCT41B UV STABILIZED 18 LB 4 3/16 IN BLACK 100/BAG
AGCT41N GENERAL PURPOSE 18 LB 4 3/16 IN NATURAL 100/BAG
AGCT76B UV STABILIZED 50 LB 7 3/5 IN BLACK 100/BAG
AGCT76N GENERAL PURPOSE 50 LB 7 3/5 IN NATURAL 100/BAG
AGCT9B UV STABILIZED 120 LB 9 IN BLACK 100/BAG
AGCT9N GENERAL PURPOSE 120 LB 9 IN BLACK 100/BAG
AGCT111B UV STABILIZED 50 LB 11 3/16 IN BLACK 100/BAG
AGCT111N GENERAL PURPOSE 50 LB 11 3/16 IN NATURAL 100/BAG
AGCT15B UV STABILIZED 50 LB 15 IN BLACK 100/BAG
AGCT15N GENERAL PURPOSE 50 LB 15 IN NATURAL 100/BAG
AGCT146B UV STABILIZED 50 LB 14 3/5 IN BLACK 100/BAG
AGCT146N UV STABILIZED 50 LB 14 3/5 IN NATURAL 100/BAG
AGCT245B UV STABILIZED 175 LB 24 1/2 IN BLACK 50/BAG
AGCT245N GENERAL PURPOSE 175 LB 24 1/2 IN NATURAL 50/BAG
AGCT36B UV STABILIZED 175 LB 36 IN BLACK 50/BAG
AGCT36N GENERAL PURPOSE 175 LB 36 IN NATURAL 50/BAG
AGCT48B UV STABILIZED 175 LB 36 IN BLACK 50/BAG
Armour Guard™ Respirators Features:
• Premium cone mask with adjustable aluminum nose clip for excellent fit and ultrasonically welded latex free headstrap
• Exceptional inside filter for low breathing resistance• Filter valve lets hot air out more easily, which makes
breathing more comfortable and reduces fogging of glasses or goggles
• Cone shape can contour to the face for added comfort• Individually adjustable aluminum nose clip for excellent fit• Flanged edge for secure facial seal• Fully adjustable strap for an even more secure seal
Item Number Description Color Pkg Qty
AGNDM NUISANCE DUST MASK WHITE 50/BOX
AGN95C N95 CONE RESPIRATOR WHITE 20/BOX
AGN95CV N95 CONE RESPIRATOR WITH EXHALATION VALVE WHITE 10/BOX
AGN95F FOLDABLE N95 CONE RESPIRATOR WHITE 20/BOX
AGN95FV FOLDABLE N95 CONE RESPIRATOR WITH EXHALATION VALVE WHITE 10/BOX
AGN95WV FLANGED EDGE WELDING N95 CONE RESPIRATOR WITH EXHALATION VALVE WHITE 10/BOX
AGN95WVA FLANGED EDGE WELDING N95 CONE RESPIRATOR WITH EXHALATION VALVE AND ADJUSTABLE STRAP WHITE 10/BOX
AGTARP10X105MIL
AGNDM
AGN95CV
AGN95WVA
301 (800) - 445 - 2152
FOR ALL YOUR OXY-FUEL WELDING,CUTTING, AND GAS FLOW CONTROL
Quality Standards
Safety GuidelinesOutfits & Handles
TorchesWelding & Heating Tips
Cutting TipsStrikers & Flints
Weed BurnersRegulators & Flow Meters
Pressure GaugesBalloon Fillers
Hoses & Repair KitsBrass fittings
Cylinder CartsGas Cylinder Hook
ToteTrack Torch & Track
31 32-3535-363738-39404142-46474849-5051-55 56575758
Techniweld USA’s, Blue Star™, provides an aid to welders from all different types of welding environments in all Oxy-fuel gas cutting and controlling needs. The oxy-fuel gas cutting process cuts metal by using the chemical combination of oxygen with metal at high temperatures. The necessary amount of temperature is created by combining a fuelled gas and oxygen. The cutting action is produced through a pure oxygen stream.
The benefits of using Oxy-fuel Cutting Process:• When compared to mechanical means, steel can generally be cut faster.• The oxy-fuel equipment is easy to carry, lowers cost, safe to use, and
can be used for a variety of purposes.• Both thin and thick plates can be cut fast with manual systems.• Preparing the plate edge for bevel operations oxy-fuel is an economical
method.• Able to cut through rusty and crooked plates easily• You don’t have to be an expert in order to produce acceptable results.
However, oxy-fuel has limitations:• When compared to other cutting processes, the cutting dimensional
limits are not as precise.• Only cutting carbon and cast steels• You must be careful when oxy-fuel cutting in order to minimize hazardous results.• In order to cut special alloys, you may need to take the additional step of
heating the metal before and/or both to complete the cutting process.
311 (800) - 445 - 2152
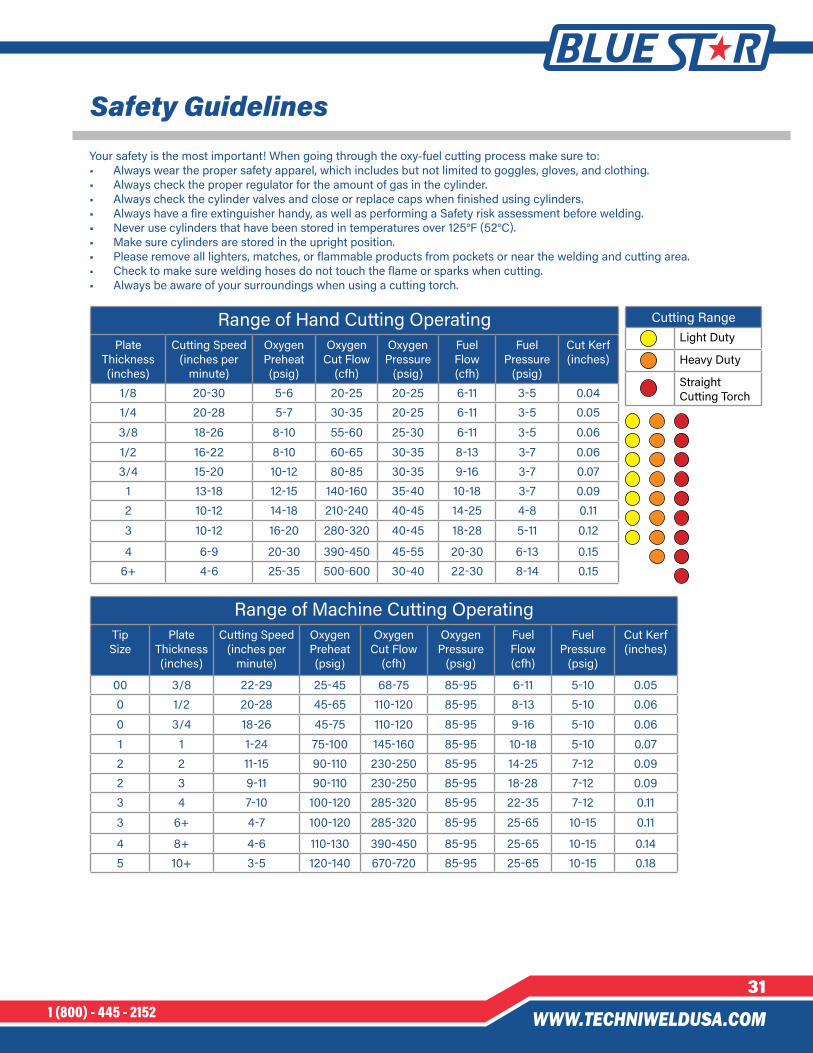
Safety GuidelinesYour safety is the most important! When going through the oxy-fuel cutting process make sure to:• Always wear the proper safety apparel, which includes but not limited to goggles, gloves, and clothing.• Always check the proper regulator for the amount of gas in the cylinder.• Always check the cylinder valves and close or replace caps when finished using cylinders.• Always have a fire extinguisher handy, as well as performing a Safety risk assessment before welding.• Never use cylinders that have been stored in temperatures over 125°F (52°C).• Make sure cylinders are stored in the upright position.• Please remove all lighters, matches, or flammable products from pockets or near the welding and cutting area.• Check to make sure welding hoses do not touch the flame or sparks when cutting.• Always be aware of your surroundings when using a cutting torch.
Range of Hand Cutting OperatingPlate
Thickness (inches)
Cutting Speed(inches per
minute)
Oxygen Preheat (psig)
OxygenCut Flow
(cfh)
OxygenPressure
(psig)
FuelFlow(cfh)
FuelPressure
(psig)
Cut Kerf(inches)
1/8 20-30 5-6 20-25 20-25 6-11 3-5 0.041/4 20-28 5-7 30-35 20-25 6-11 3-5 0.05
3/8 18-26 8-10 55-60 25-30 6-11 3-5 0.06
1/2 16-22 8-10 60-65 30-35 8-13 3-7 0.063/4 15-20 10-12 80-85 30-35 9-16 3-7 0.07
1 13-18 12-15 140-160 35-40 10-18 3-7 0.092 10-12 14-18 210-240 40-45 14-25 4-8 0.11
3 10-12 16-20 280-320 40-45 18-28 5-11 0.12
4 6-9 20-30 390-450 45-55 20-30 6-13 0.156+ 4-6 25-35 500-600 30-40 22-30 8-14 0.15
Range of Machine Cutting OperatingTip Size
PlateThickness (inches)
Cutting Speed(inches per
minute)
Oxygen Preheat (psig)
OxygenCut Flow
(cfh)
OxygenPressure
(psig)
FuelFlow(cfh)
FuelPressure
(psig)
Cut Kerf(inches)
00 3/8 22-29 25-45 68-75 85-95 6-11 5-10 0.050 1/2 20-28 45-65 110-120 85-95 8-13 5-10 0.06
0 3/4 18-26 45-75 110-120 85-95 9-16 5-10 0.06
1 1 1-24 75-100 145-160 85-95 10-18 5-10 0.072 2 11-15 90-110 230-250 85-95 14-25 7-12 0.092 3 9-11 90-110 230-250 85-95 18-28 7-12 0.093 4 7-10 100-120 285-320 85-95 22-35 7-12 0.11
3 6+ 4-7 100-120 285-320 85-95 25-65 10-15 0.11
4 8+ 4-6 110-130 390-450 85-95 25-65 10-15 0.145 10+ 3-5 120-140 670-720 85-95 25-65 10-15 0.18
Cutting RangeLight Duty
Heavy Duty
Straight Cutting Torch
321 (800) - 445 - 2152
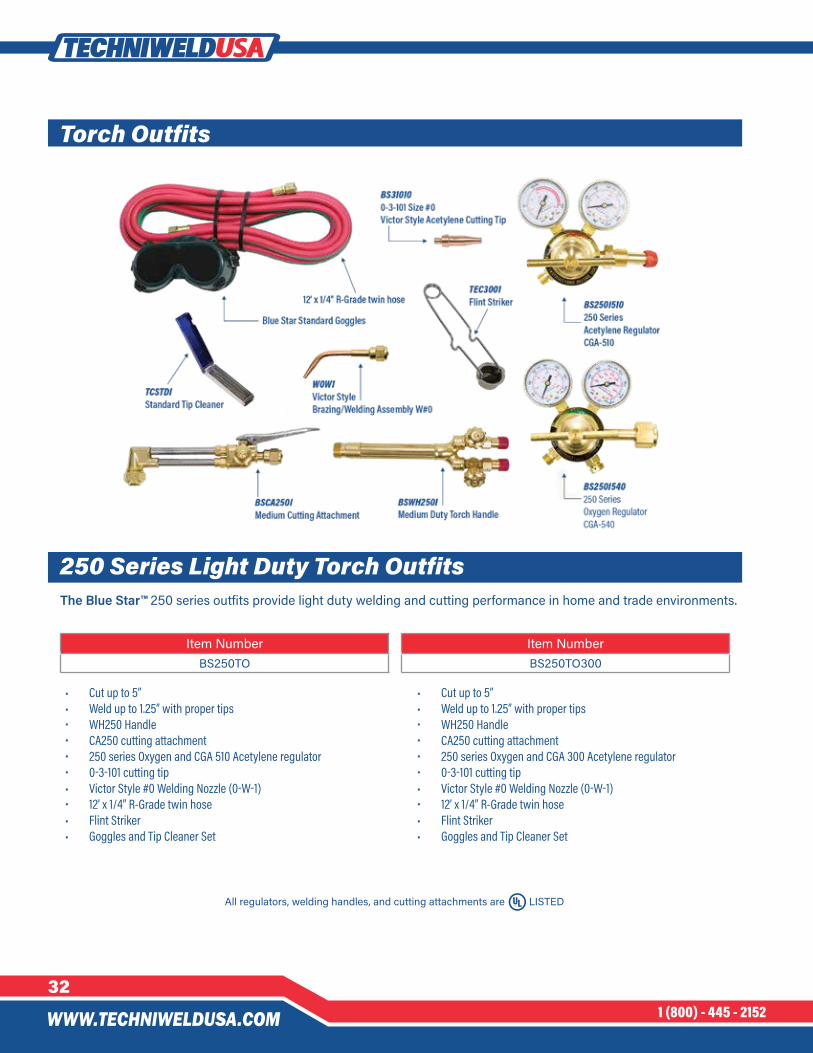
• Cut up to 5”• Weld up to 1.25” with proper tips• WH250 Handle• CA250 cutting attachment• 250 series Oxygen and CGA 510 Acetylene regulator• 0-3-101 cutting tip• Victor Style #0 Welding Nozzle (0-W-1)• 12’ x 1/4” R-Grade twin hose• Flint Striker• Goggles and Tip Cleaner Set
250 Series Light Duty Torch Outfits
• Cut up to 5”• Weld up to 1.25” with proper tips• WH250 Handle• CA250 cutting attachment• 250 series Oxygen and CGA 300 Acetylene regulator• 0-3-101 cutting tip• Victor Style #0 Welding Nozzle (0-W-1)• 12’ x 1/4” R-Grade twin hose• Flint Striker• Goggles and Tip Cleaner Set
Torch Outfits
All regulators, welding handles, and cutting attachments are LISTED
Item NumberBS250TO
Item NumberBS250TO300
The Blue Star™ 250 series outfits provide light duty welding and cutting performance in home and trade environments.
331 (800) - 445 - 2152
All regulators, welding handles, and cutting attachments are LISTED
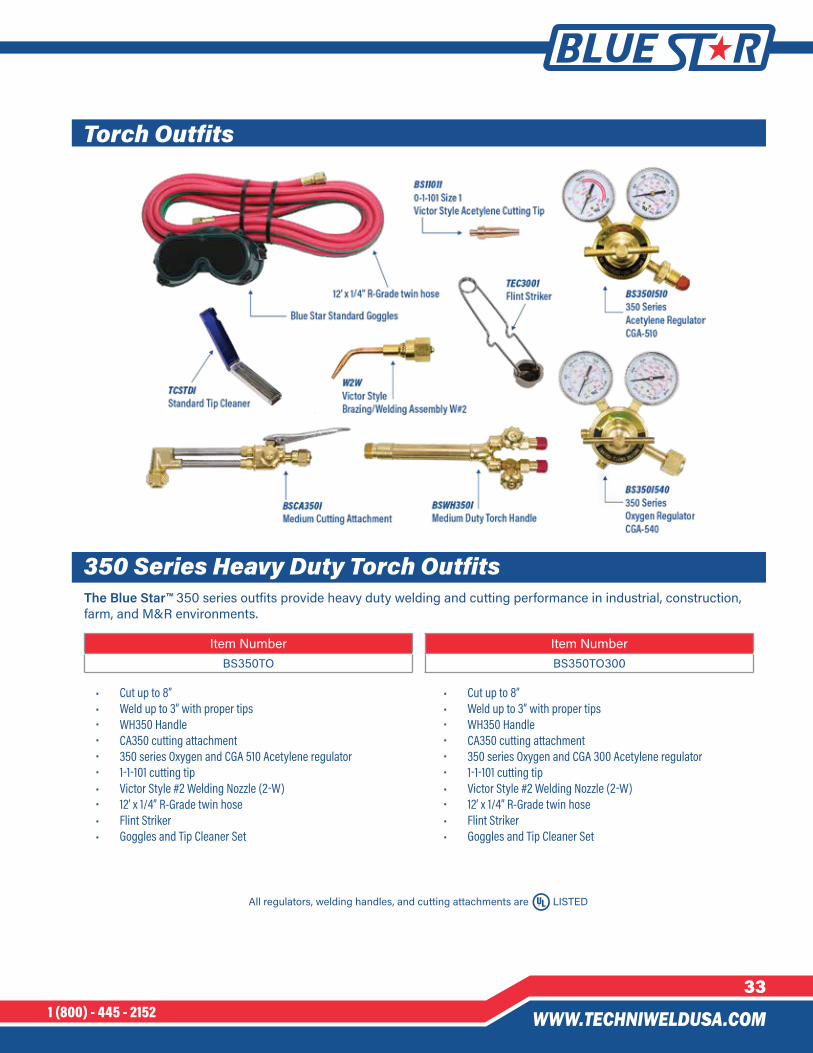
Torch Outfits
• Cut up to 8”• Weld up to 3” with proper tips• WH350 Handle• CA350 cutting attachment• 350 series Oxygen and CGA 510 Acetylene regulator• 1-1-101 cutting tip• Victor Style #2 Welding Nozzle (2-W)• 12’ x 1/4” R-Grade twin hose• Flint Striker• Goggles and Tip Cleaner Set
350 Series Heavy Duty Torch Outfits
• Cut up to 8”• Weld up to 3” with proper tips• WH350 Handle• CA350 cutting attachment• 350 series Oxygen and CGA 300 Acetylene regulator• 1-1-101 cutting tip• Victor Style #2 Welding Nozzle (2-W)• 12’ x 1/4” R-Grade twin hose• Flint Striker• Goggles and Tip Cleaner Set
Item NumberBS350TO
Item NumberBS350TO300
The Blue Star™ 350 series outfits provide heavy duty welding and cutting performance in industrial, construction, farm, and M&R environments.

341 (800) - 445 - 2152
• Cut up to 8”• Weld up to 3” with proper tips• WH350 Handle• CA350 cutting attachment• 450 series Oxygen and CGA 540 Acetylene regulator• 1-1-101 cutting tip• Victor Style #2 Welding Nozzle (2-W)• 12’ x 1/4” R-Grade twin hose• Flint Striker• Goggles and Tip Cleaner Set
450 Series Heavy Duty Torch Outfits
• Cut up to 8”• Weld up to 3” with proper tips• WH350 Handle• CA350 cutting attachment• Two 450 series Oxygen regulator• 1-1-101 cutting tip• Victor Style #2 Welding Nozzle (2-W)• 12’ x 1/4” R-Grade twin hose• Flint Striker• Goggles and Tip Cleaner Set
Torch Outfits
Item NumberBS450TO
Item NumberBS450TOOXY
The Blue Star™ 450 series outfits provide heavy duty welding and cutting performance in industrial, construction, and oilfield environments.
All regulators, welding handles, and cutting attachments are LISTED

351 (800) - 445 - 2152
Cutting Torches
Item NumberBSPTK
(Travel Tote and Torch Outfit)BS1020
(Travel Tote Only)BSTOTETO
(Torch Outfit Only)
The Blue Star™ Travel Tote Kit provides an economical lightweight, highly portable travel tote equipped with a Torch Outfit for welding, brazing, and cutting in light duty maintenance, HVAC, and DIY applications.
All regulators, welding handles, and cutting attachments are LISTED
Victor Style Heavy-Duty Hand Cutting Torch
• 9/16” - 18 connections• 90 head• Built-In check valves• Cuts from 1/8” to 10”• Uses Series 1 Victor Style cutting tips• 21”, 36”, and 48” overall length models• Universal mixers work with all equal pressure fuel gasses 3 PSI and higher.
Item Number Length Description
BS1400V 21” Medium - Heavy DutyBS1400V36 36” Medium - Heavy Duty
BS1400V48 48” Medium - Heavy Duty
• WH250 Handle• 1-3-101 cutting tip• Goggles and Tip Cleaner Set
• Weld up to 1.25” with proper tips• 150 series back mount Oxygen and
Acetylene regulators.• 12’ x 1/4” R-Grade twin hose• Flint Striker
• Cut up to 5”• CA250 cutting attachment• Victor Style #2 Welding Nozzle (2-W-1)• The included portable travel tote is lightweight,
economical, and holds one “MC tank as well as one “R” tank (tanks not included)
Travel Tote Torch Outfits & Kit

361 (800) - 445 - 2152
Harris Style Heavy-Duty Hand Cutting Torch
• 9/16” - 18 “B” connections• Available with 90° or 75° heads• Use Harris Style 6290 cutting tips• Cuts up to 12” with proper tips• Available in “E” Series with equal pressure mixer for use with fuel
gasses at 3 PSI and above, or “F” Series* injectors for use with fuel gasses and N.G. at 4 oz. pressure and up.
• Includes reverse flow check valves
Item Number Length Head Angle Description Fuel/Gasses
BS623E2190 21” 90° Heavy Duty Acetylene & other at 3PSI and higherBS623F2190 21” 90° Heavy Duty Natural Gas & alternate at 4 oz. and higher*
BS623E3690 36” 90° Heavy Duty Acetylene & other at 3PSI and higherBS623E3675 36” 75° Heavy Duty Acetylene & other at 3PSI and higherBS623F3690 36” 90° Heavy Duty Natural Gas & alternate at 4 oz. and higher*BS623F3675 36” 75° Heavy Duty Natural Gas & alternate at 4 oz. and higher*BS623E4890 48” 90° Heavy Duty Acetylene & other at 3PSI and higherBS623E4875 48” 75° Heavy Duty Acetylene & other at 3PSI and higherBS623F4890 48” 90° Heavy Duty Natural Gas & alternate at 4 oz. and higher*BS623F4875 48” 75° Heavy Duty Natural Gas & alternate at 4 oz. and higher*
*NOT FOR USE WITH ACETYLENE
Cutting Torches
• Flame tested in USA for superior performance• American quality control• Contain copper threading and are made from complete solid bar stock
where applicable• Solid, not hollow, heavy duty gas apparatus accessories to increase life,
heat dissipation, and overall performance• UL Listed• Parts are Victor compatible
Item Number Description
BSCA250I (Cutting Attachment) Light - Medium DutyBSWH250I (Torch Handle) Light - Medium Duty
BSCA350I (Cutting Attachment) Medium - Heavy DutyBSWH350I (Torch Handle) Medium - Heavy Duty
Victor Style Cutting Attachment & Torch Handle
371 (800) - 445 - 2152
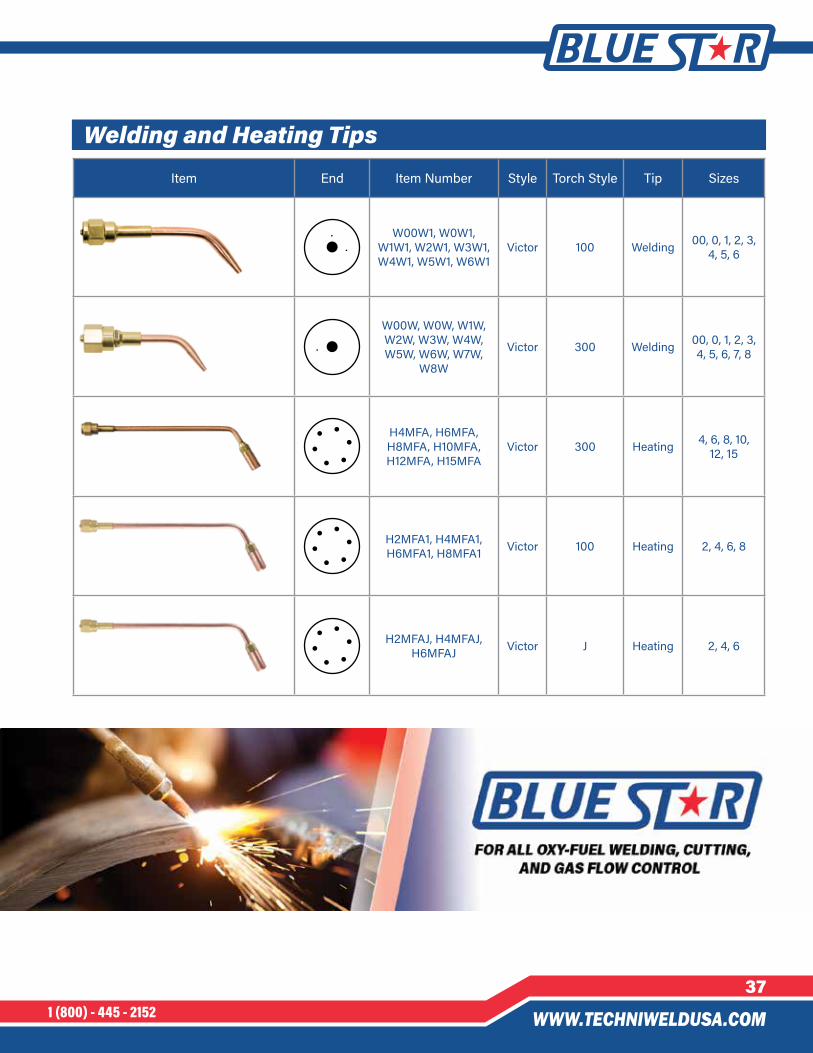
Welding and Heating TipsItem End Item Number Style Torch Style Tip Sizes
W00W1, W0W1, W1W1, W2W1, W3W1, W4W1, W5W1, W6W1
Victor 100 Welding 00, 0, 1, 2, 3, 4, 5, 6
W00W, W0W, W1W, W2W, W3W, W4W, W5W, W6W, W7W,
W8W
Victor 300 Welding 00, 0, 1, 2, 3, 4, 5, 6, 7, 8
H4MFA, H6MFA, H8MFA, H10MFA, H12MFA, H15MFA
Victor 300 Heating 4, 6, 8, 10, 12, 15
H2MFA1, H4MFA1, H6MFA1, H8MFA1 Victor 100 Heating 2, 4, 6, 8
H2MFAJ, H4MFAJ, H6MFAJ Victor J Heating 2, 4, 6
381 (800) - 445 - 2152
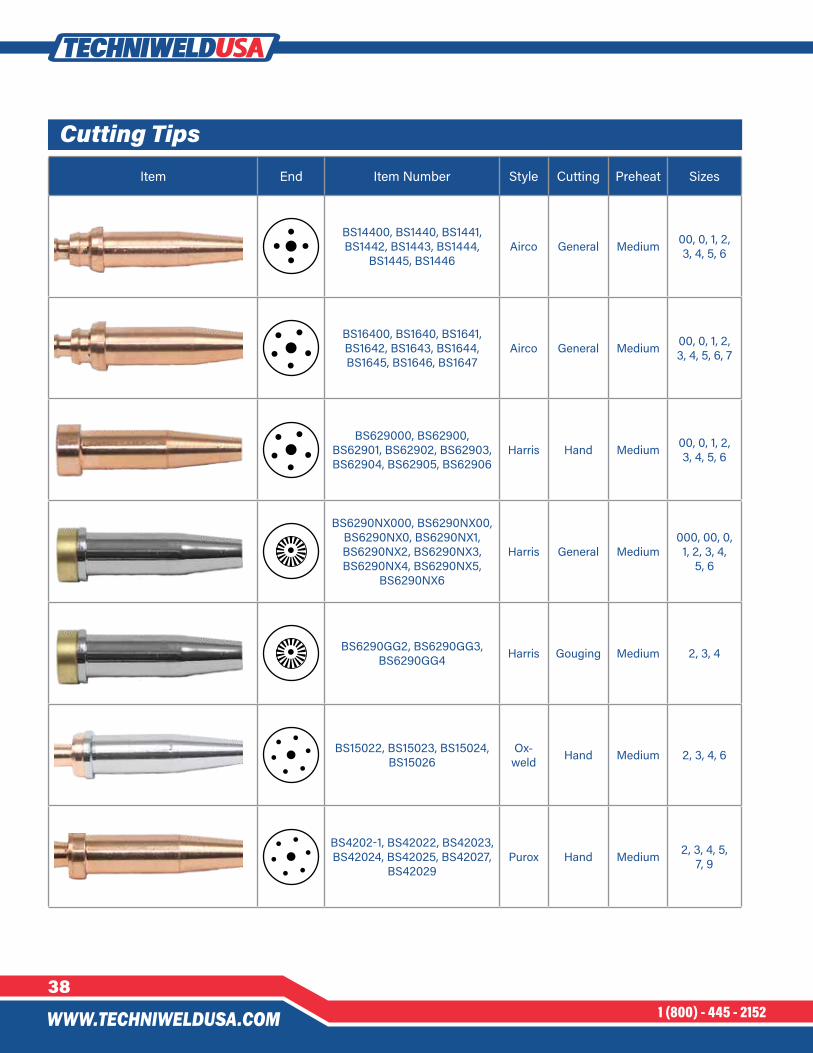
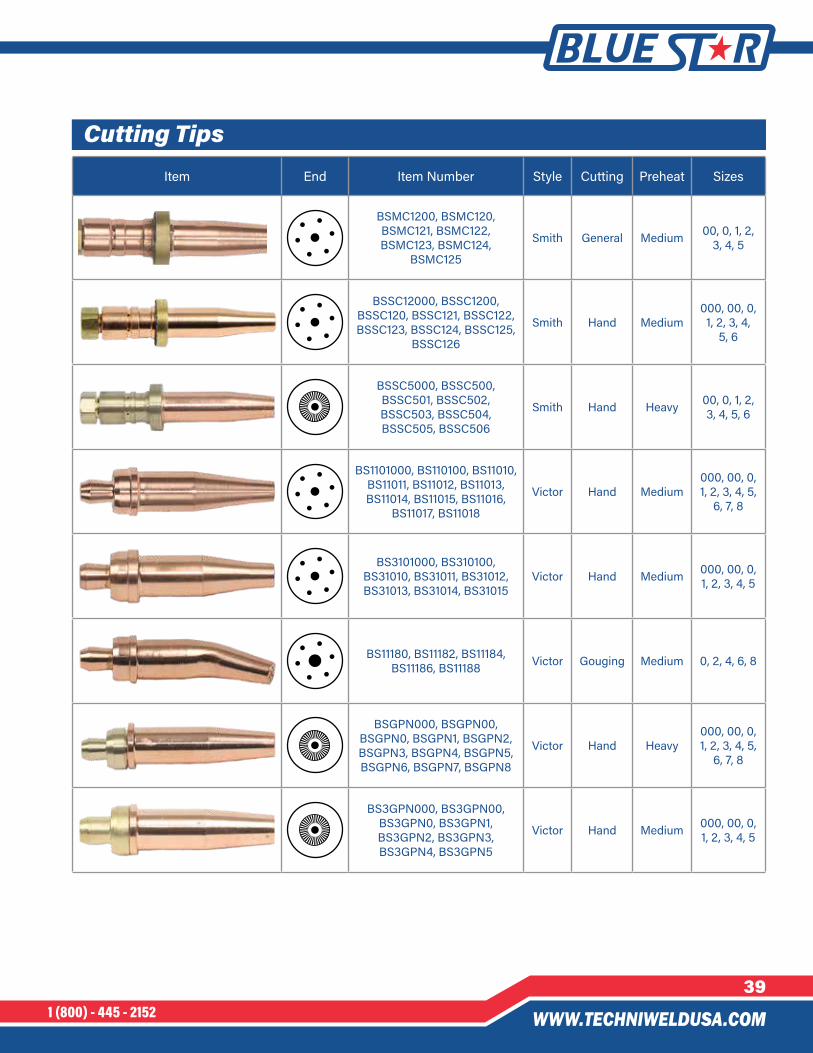
Cutting TipsItem End Item Number Style Cutting Preheat Sizes
BS14400, BS1440, BS1441, BS1442, BS1443, BS1444,
BS1445, BS1446Airco General Medium 00, 0, 1, 2,
3, 4, 5, 6
BS16400, BS1640, BS1641, BS1642, BS1643, BS1644, BS1645, BS1646, BS1647
Airco General Medium 00, 0, 1, 2, 3, 4, 5, 6, 7
BS629000, BS62900, BS62901, BS62902, BS62903, BS62904, BS62905, BS62906
Harris Hand Medium 00, 0, 1, 2, 3, 4, 5, 6
BS6290NX000, BS6290NX00, BS6290NX0, BS6290NX1, BS6290NX2, BS6290NX3, BS6290NX4, BS6290NX5,
BS6290NX6
Harris General Medium000, 00, 0, 1, 2, 3, 4,
5, 6
BS6290GG2, BS6290GG3, BS6290GG4 Harris Gouging Medium 2, 3, 4
BS15022, BS15023, BS15024, BS15026
Ox-weld Hand Medium 2, 3, 4, 6
BS4202-1, BS42022, BS42023, BS42024, BS42025, BS42027,
BS42029Purox Hand Medium 2, 3, 4, 5,
7, 9
391 (800) - 445 - 2152
Cutting TipsItem End Item Number Style Cutting Preheat Sizes
BSMC1200, BSMC120, BSMC121, BSMC122, BSMC123, BSMC124,
BSMC125
Smith General Medium 00, 0, 1, 2, 3, 4, 5
BSSC12000, BSSC1200, BSSC120, BSSC121, BSSC122, BSSC123, BSSC124, BSSC125,
BSSC126
Smith Hand Medium000, 00, 0, 1, 2, 3, 4,
5, 6
BSSC5000, BSSC500, BSSC501, BSSC502, BSSC503, BSSC504, BSSC505, BSSC506
Smith Hand Heavy 00, 0, 1, 2, 3, 4, 5, 6
BS1101000, BS110100, BS11010, BS11011, BS11012, BS11013, BS11014, BS11015, BS11016,
BS11017, BS11018
Victor Hand Medium000, 00, 0, 1, 2, 3, 4, 5,
6, 7, 8
BS3101000, BS310100, BS31010, BS31011, BS31012, BS31013, BS31014, BS31015
Victor Hand Medium 000, 00, 0, 1, 2, 3, 4, 5
BS11180, BS11182, BS11184, BS11186, BS11188 Victor Gouging Medium 0, 2, 4, 6, 8
BSGPN000, BSGPN00, BSGPN0, BSGPN1, BSGPN2, BSGPN3, BSGPN4, BSGPN5, BSGPN6, BSGPN7, BSGPN8
Victor Hand Heavy000, 00, 0, 1, 2, 3, 4, 5,
6, 7, 8
BS3GPN000, BS3GPN00, BS3GPN0, BS3GPN1, BS3GPN2, BS3GPN3, BS3GPN4, BS3GPN5
Victor Hand Medium 000, 00, 0, 1, 2, 3, 4, 5

401 (800) - 445 - 2152
Strikers and Flints
Stainless steel wire files for cleaning the gas orifices of cutting and welding tips. File sizes from 49 to 77. Tip file comes in an aluminum case.
Cleaner Size 6-26Drill Size 49-77
Single Flint Striker Single Flint Replacements
Item Number
TEC3001
Item Number
TEC3001X
Triple Flint Striker Triple Flint Replacements
Item Number
TEC4501
Item Number Description
TCSTDI Standard Tip Cleaner
Item Number
TEC5003X
Tip Cleaner
Spark Lighter
Item Number
SLPIEZO
Premium range spark lighter by Blue Star™Upgrade from your traditional flint lighter to our more efficient money-saving option
• Electric multi-spark discharge will accurately ignite all fuel gases quickly and easily• Made of high quality materials; zinc plated body resists rust and corrosion• Energy generator used never needs flint, batteries, or a charge• Minimum of five sparks per squeeze• Can withstand severe working conditions• Ignites Oxy/LPG and Oxy/Acetylene only• Extended Life
Blue Star™ offers a variety of strikers and flints for your oxy-fuel welding needs.

411 (800) - 445 - 2152
Weed Burners
Blue StarTM 10’ Replacement Hose For Fireboss Weed Burner
Item Number
FIREBOSSHOSE
Item Number
FIREBOSS
• 10-Feet (304 m) hose with POL safety valve and universal CGA-510 LP connection
• UL Listed• Parts are Victor Compatible
Blue Star™ Fireboss weed burner kit
• 500,000 BTU Output which connects to standard 20-Pound barbecue grill type liquid propane tank• Features a brass control knob that will not lock or freeze during use, an all steel torch handle and
torch head construction• 10-Feet (304 m) hose with POL safety valve and universal CGA-510 LP connection• Striker included for proper ignition and 36-Inch all steel handle and torch head• Practical uses include burning weeds, melting ice, repairing asphalt• UL Listed• Parts are Victor Compatible
421 (800) - 445 - 2152
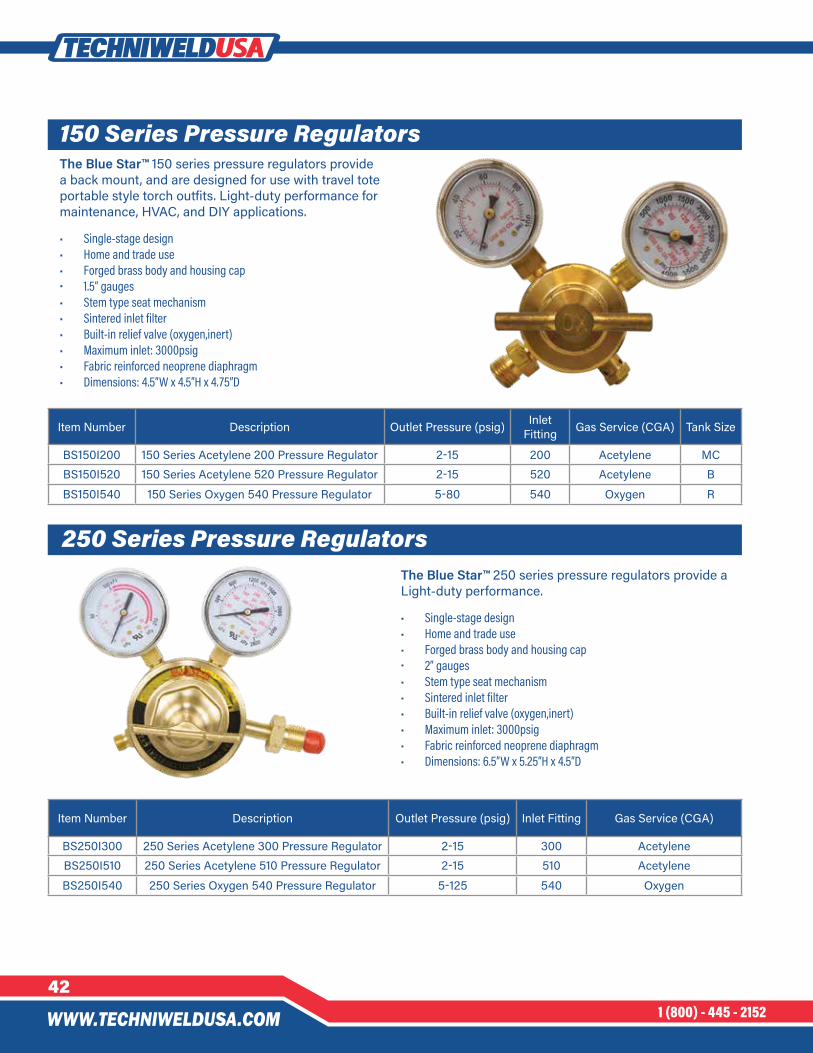
The Blue Star™ 150 series pressure regulators provide a back mount, and are designed for use with travel tote portable style torch outfits. Light-duty performance for maintenance, HVAC, and DIY applications.
• Single-stage design• Home and trade use• Forged brass body and housing cap• 1.5” gauges• Stem type seat mechanism• Sintered inlet filter• Built-in relief valve (oxygen,inert)• Maximum inlet: 3000psig• Fabric reinforced neoprene diaphragm• Dimensions: 4.5”W x 4.5”H x 4.75”D
150 Series Pressure Regulators
Item Number Description Outlet Pressure (psig) Inlet Fitting Gas Service (CGA) Tank Size
BS150I200 150 Series Acetylene 200 Pressure Regulator 2-15 200 Acetylene MCBS150I520 150 Series Acetylene 520 Pressure Regulator 2-15 520 Acetylene B
BS150I540 150 Series Oxygen 540 Pressure Regulator 5-80 540 Oxygen R
The Blue Star™ 250 series pressure regulators provide a Light-duty performance.
• Single-stage design• Home and trade use• Forged brass body and housing cap• 2” gauges• Stem type seat mechanism• Sintered inlet filter• Built-in relief valve (oxygen,inert)• Maximum inlet: 3000psig• Fabric reinforced neoprene diaphragm• Dimensions: 6.5”W x 5.25”H x 4.5”D
250 Series Pressure Regulators
Item Number Description Outlet Pressure (psig) Inlet Fitting Gas Service (CGA)
BS250I300 250 Series Acetylene 300 Pressure Regulator 2-15 300 AcetyleneBS250I510 250 Series Acetylene 510 Pressure Regulator 2-15 510 Acetylene
BS250I540 250 Series Oxygen 540 Pressure Regulator 5-125 540 Oxygen
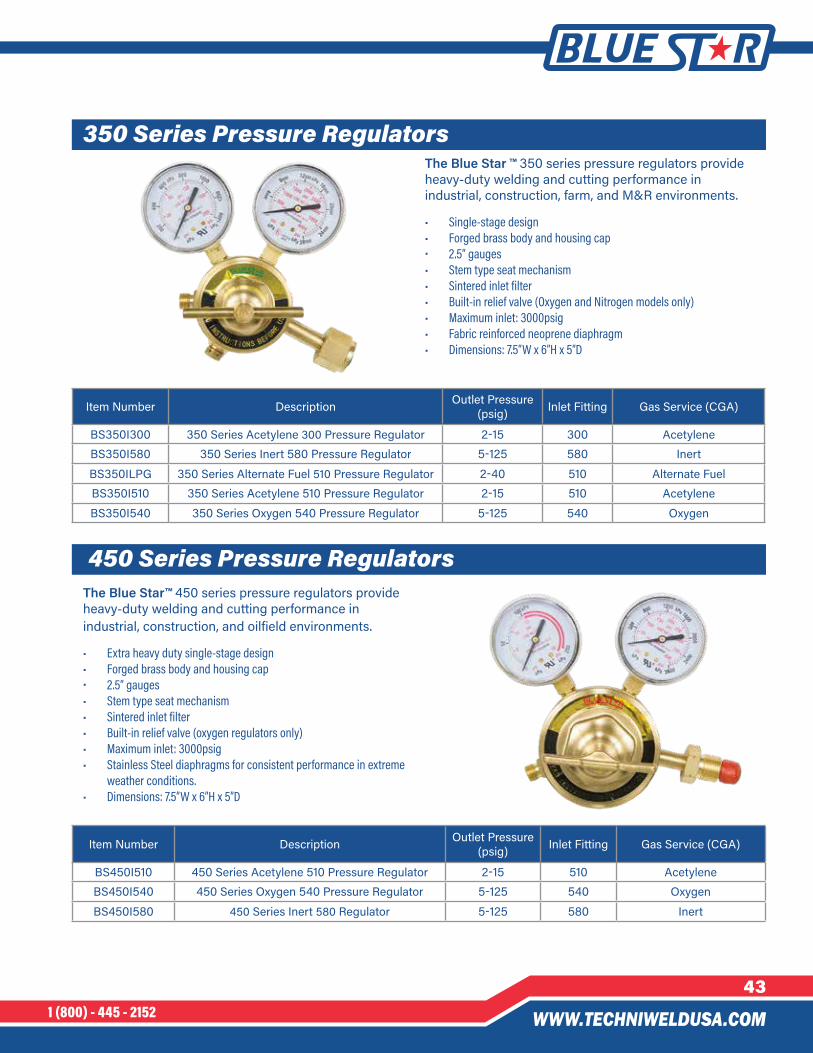
431 (800) - 445 - 2152
The Blue Star ™ 350 series pressure regulators provide heavy-duty welding and cutting performance in industrial, construction, farm, and M&R environments.
• Single-stage design• Forged brass body and housing cap• 2.5” gauges• Stem type seat mechanism• Sintered inlet filter• Built-in relief valve (Oxygen and Nitrogen models only)• Maximum inlet: 3000psig• Fabric reinforced neoprene diaphragm• Dimensions: 7.5”W x 6”H x 5”D
350 Series Pressure Regulators
Item Number Description Outlet Pressure(psig) Inlet Fitting Gas Service (CGA)
BS350I300 350 Series Acetylene 300 Pressure Regulator 2-15 300 AcetyleneBS350I580 350 Series Inert 580 Pressure Regulator 5-125 580 Inert
BS350ILPG 350 Series Alternate Fuel 510 Pressure Regulator 2-40 510 Alternate FuelBS350I510 350 Series Acetylene 510 Pressure Regulator 2-15 510 Acetylene
BS350I540 350 Series Oxygen 540 Pressure Regulator 5-125 540 Oxygen
The Blue Star™ 450 series pressure regulators provide heavy-duty welding and cutting performance in industrial, construction, and oilfield environments.
• Extra heavy duty single-stage design• Forged brass body and housing cap• 2.5” gauges• Stem type seat mechanism• Sintered inlet filter• Built-in relief valve (oxygen regulators only)• Maximum inlet: 3000psig• Stainless Steel diaphragms for consistent performance in extreme
weather conditions.• Dimensions: 7.5”W x 6”H x 5”D
450 Series Pressure Regulators
Item Number Description Outlet Pressure (psig) Inlet Fitting Gas Service (CGA)
BS450I510 450 Series Acetylene 510 Pressure Regulator 2-15 510 AcetyleneBS450I540 450 Series Oxygen 540 Pressure Regulator 5-125 540 Oxygen
BS450I580 450 Series Inert 580 Regulator 5-125 580 Inert

441 (800) - 445 - 2152
• Piston type design• Preset pressure set to 25 psig for accurate flow control• Brass housing• 50 CFH models• Built-in relief valve• Maximum inlet: 3000 psig• 5/8” - 18 RH(F) outlet fitting• Teflon seat• Argon, CO2, and Argon mixed models
Item Number Description Outlet Pressure (psig)
Max Flow(CFH)
InletFitting Gas Service (CGA)
BS1480AR 1480 Series Flowmeter Regulator 25 50 580 Argon-Argon/CO2BS1480ARWH 1480 Series Flowmeter Regulator With 6’ Hose 25 50 580 Argon-Argon/CO2
BS1480CD 1480 Series Flowmeter Regulator 25 50 320 CO2
BS85AR580 85 Series Flowmeter Regulator 25 50 580 Argon-Argon/CO2
BS85CD320 85 Series Flowmeter Regulator 25 70 320 CO2
The Blue Star™ Argon/CO2 Flowmeter Regulators provide heavy duty performance for optimum controlled gas flow results. They are produced with a Teflon seat which filters out any contamination from entering. Also, our Teflon seat reduces CO2 freeze-up.
• Diaphragm type design• Preset pressure set to 25 psig for accurate flow control• Chrome plated finish housing• 50 and 70 CFH models• Built-in relief valve• Maximum inlet: 3000 psig• 5/8” - 18 RH(F) outlet fitting• Teflon seat• Argon, CO2, and Argon mixed models
85 Series Flowmeter Regulators
1480 Series 85 Series
Argon/CO2 Flowmeter Regulators
1480 Series Flowmeter Regulators
BS1480ARWH
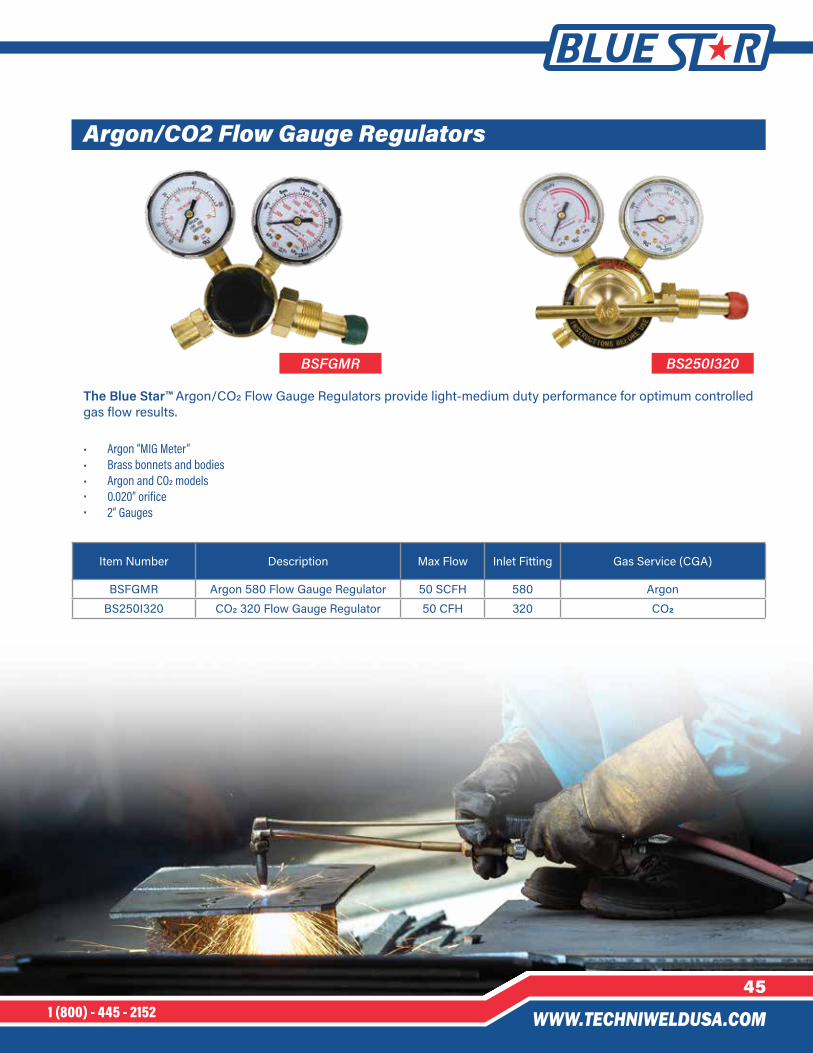
451 (800) - 445 - 2152
• Argon “MIG Meter”• Brass bonnets and bodies• Argon and CO2 models• 0.020” orifice• 2” Gauges
Argon/CO2 Flow Gauge Regulators
Item Number Description Max Flow Inlet Fitting Gas Service (CGA)
BSFGMR Argon 580 Flow Gauge Regulator 50 SCFH 580 ArgonBS250I320 CO2 320 Flow Gauge Regulator 50 CFH 320 CO2
The Blue Star™ Argon/CO2 Flow Gauge Regulators provide light-medium duty performance for optimum controlled gas flow results.
BSFGMR BS250I320

461 (800) - 445 - 2152
Regulator Replacement Parts
Diaphragm
Adjustment Screw Key
Seat
Item Number Description Gas Service (CGA)
BS250ACDIA Diaphragm for 250 series Acetylene Regulator AcetyleneBS250OXDIA Diaphragm for 250 series Oxygen Regulator OxygenBS350ACDIA Diaphragm for 350 series Acetylene Regulator Acetylene
BS350OXDIA Diaphragm for 350 series Oxygen Regulator Oxygen
Item Number Description Gas Service (CGA)
BS250ACKEY Adjustment Screw Key for 250 series Acetylene Regulator AcetyleneBS250OXKEY Adjustment Screw Key for 250 series Oxygen Regulator OxygenBS350ACKEY Adjustment Screw Key for 350 series Acetylene Regulator Acetylene
BS350OXKEY Adjustment Screw Key for 350 series Oxygen Regulator Oxygen
Item Number Description Gas Service (CGA)
BS250ACSEAT Seat for the Diaphragm for 250 series Acetylene Regulator AcetyleneBS250OXSEAT Seat for the Diaphragm for 250 series Oxygen Regulator OxygenBS350ACSEAT Seat for the Diaphragm for 350 series Acetylene Regulator Acetylene
BS350OXSEAT Seat for the Diaphragm for 350 series Oxygen Regulator Oxygen
The Blue Star™ Replacement Pressure Gauges provide safe and efficient oxygen service, and performs for use on oxygen service, medical equipment, and other fuel gases which do not corroid brass or bronze. Designed for use with compressed gas regulators and where stem mounting is needed.
• Brass Case* or Painted Steel• Lexan Crystals• Safety Blow Out Backs
• Precision Movement• 1/4” NPT (National Pipe Thread)• High Visibility
Obstacles when working with pressure:Oxygen Fuel Process should be set to all manufacturer setting recommendations in order for the job to be performed.
Excessive pressure may lead to harsh flame; equipment damage; increased flashback probability.Lack of pressure may lead to lack of heat; inability to keep a stable flame; increased welding cutting tip probability.
Replacement Pressure Gauges
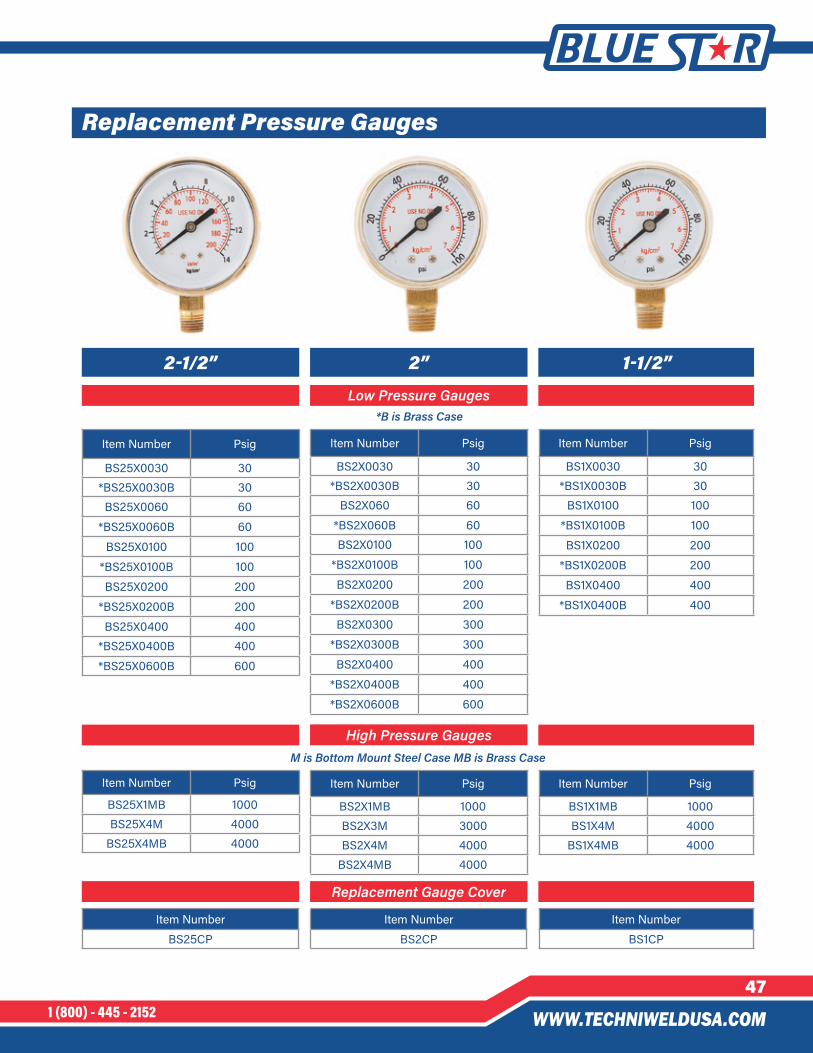
471 (800) - 445 - 2152
2-1/2” 2” 1-1/2”
Item Number Psig
BS25X0030 30*BS25X0030B 30
BS25X0060 60
*BS25X0060B 60
BS25X0100 100
*BS25X0100B 100
BS25X0200 200
*BS25X0200B 200
BS25X0400 400*BS25X0400B 400
*BS25X0600B 600
Item Number Psig
BS2X0030 30*BS2X0030B 30
BS2X060 60
*BS2X060B 60BS2X0100 100
*BS2X0100B 100
BS2X0200 200
*BS2X0200B 200
BS2X0300 300
*BS2X0300B 300
BS2X0400 400
*BS2X0400B 400
*BS2X0600B 600
Item Number Psig
BS1X0030 30*BS1X0030B 30
BS1X0100 100
*BS1X0100B 100
BS1X0200 200
*BS1X0200B 200
BS1X0400 400
*BS1X0400B 400
Item Number Psig
BS25X1MB 1000BS25X4M 4000
BS25X4MB 4000
M is Bottom Mount Steel Case MB is Brass Case
Item Number Psig
BS2X1MB 1000BS2X3M 3000BS2X4M 4000
BS2X4MB 4000
Item Number Psig
BS1X1MB 1000BS1X4M 4000
BS1X4MB 4000
Low Pressure Gauges
High Pressure Gauges
Replacement Gauge Cover
Item Number
BS25CP
Item Number
BS2CP
Item Number
BS1CP
*B is Brass Case
Replacement Pressure Gauges

481 (800) - 445 - 2152
Economy Balloon Filler Valve Economy Balloon Filler with Contents Gauge
Item Number
BS229
Item Number
BS229G
• Piston type mechanism• Rugged brass body
• Piston type mechanism• Rugged brass body• 1-1/2” rear entry cylinder contents gauge
Balloon Filler with Contents Gauge Mylar and Latex Balloon Filler with Contents Gauge
Item Number
BS230HG
Item Number
BSHGMYA
• Piston type mechanism• Rugged brass body• Plastic handtight CGA 580 inlet connection with
sintered bronze inlet filter• 1-1/2” rear entry cylinder contents gauge
• Piston type mechanism• Rugged brass body• Drilled and tapped for tie hook and ribbon cutter• Automatic shut-off mylar filler to prevent over filling
and bursting of expensive mylar balloons• Plastic handtight CGA 580 inlet connection with
sintered bronze inlet filter• 1-1/2” rear entry cylinder contents gauge
Balloon Fillers
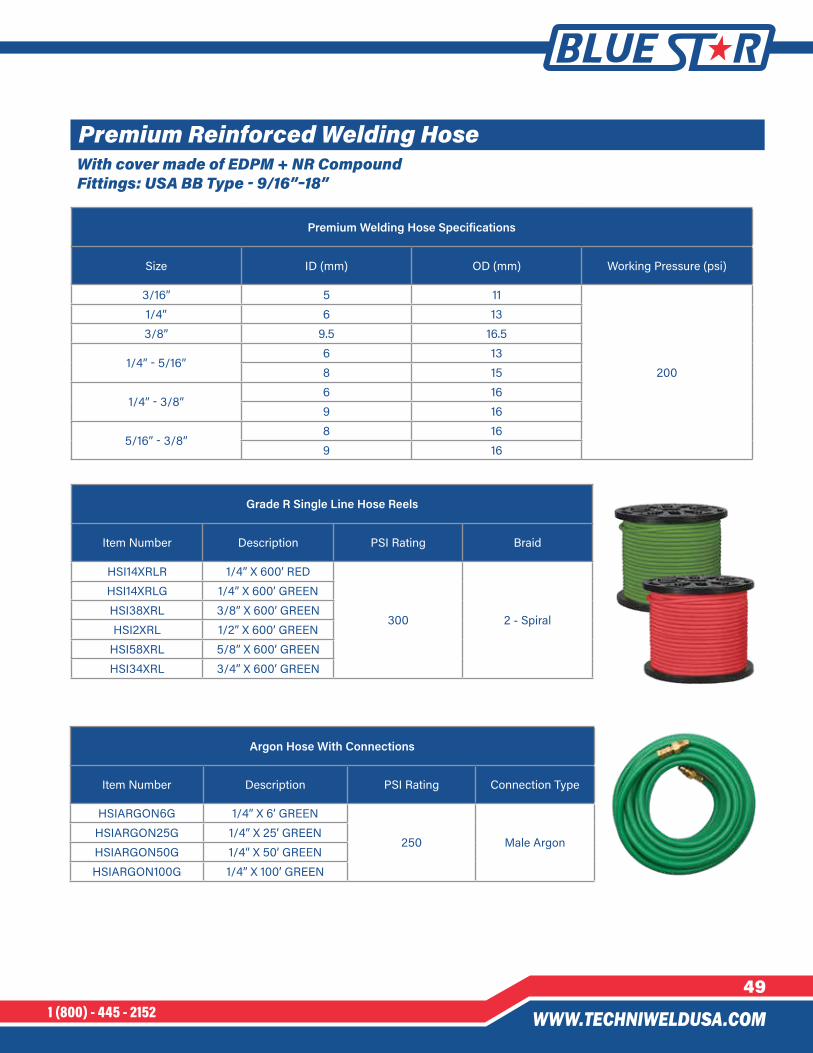
491 (800) - 445 - 2152
Premium Reinforced Welding Hose
Premium Welding Hose Specifications
Size ID (mm) OD (mm) Working Pressure (psi)
3/16” 5 11
200
1/4” 6 133/8” 9.5 16.5
1/4” - 5/16”6 138 15
1/4” - 3/8”6 169 16
5/16” - 3/8”8 169 16
Grade R Single Line Hose Reels
Item Number Description PSI Rating Braid
HSI14XRLR 1/4” X 600’ RED
300 2 - Spiral
HSI14XRLG 1/4” X 600’ GREENHSI38XRL 3/8” X 600’ GREENHSI2XRL 1/2” X 600’ GREEN
HSI58XRL 5/8” X 600’ GREENHSI34XRL 3/4” X 600’ GREEN
Argon Hose With Connections
Item Number Description PSI Rating Connection Type
HSIARGON6G 1/4” X 6’ GREEN
250 Male ArgonHSIARGON25G 1/4” X 25’ GREENHSIARGON50G 1/4” X 50’ GREENHSIARGON100G 1/4” X 100’ GREEN
With cover made of EDPM + NR CompoundFittings: USA BB Type - 9/16”–18”

501 (800) - 445 - 2152
Premium Twin Welding HoseGrade R Fitted Twin Hose
Item Number Description PSI Rating Connection Type
HTI1316X12 3/16” X 12.5’
250 B-B
HTI1316X25 3/16” X 25’HTI1316X50 3/16” X 50’HTI1316X100 3/16” X 100’
HTI14X25 1/4” X 25’HTI14X50 1/4” X 50’HTI14X100 1/4” X 100’
Grade T Fitted Twin Hose
Item Number Description PSI Rating Connection Type
HTI14X25T 1/4” X 25’
250 B-B
HTI14X50T 1/4” X 50’HTI14X100T 1/4” X 100’HTI38X25T 3/8” X 25’HTI38X50T 3/8” X 50’HTI38X100T 3/8” X 100’HTI1316X12T 3/16” X 12.5’HTI1316X25T 3/16” X 25’HTI1316X50T 3/16” X 50’HTI1316X100T 3/16” X 100’
Grade R and T Twin Hose Reels
Item Number Description PSI Rating Braid
HTI14XRL 1/4” X 600’ GRADE R250 1HTI14XRLT 1/4” X 600’ GRADE T
HTI38XRLT 1/4” X 600’ GRADE T
Hose Repair KitsItem Number Description
BSCK1 Hose Repair Kit 3/16", 1/4" A & B with C-1 CrimperBSCK5 Hose Repair Kit 3/16", 1/4" A & B with C-5 Crimper
BSCK20 Hose Repair Kit 3/16" & 1/4" "B" Fittings with C-1 CrimperBSCK22 Hose Repair Kit 3/16" & 1/4" "B" Fittings with C-5 CrimperBSCK24 Hose Repair Kit 1/4", "B" Fittings with C-1 CrimperBSCK26 Hose Repair Kit 1/4", "B" Fittings with C-5 CrimperBSCK30 Hose Repair Kit 1/4", Argon Hose ( NO CRIMPER )
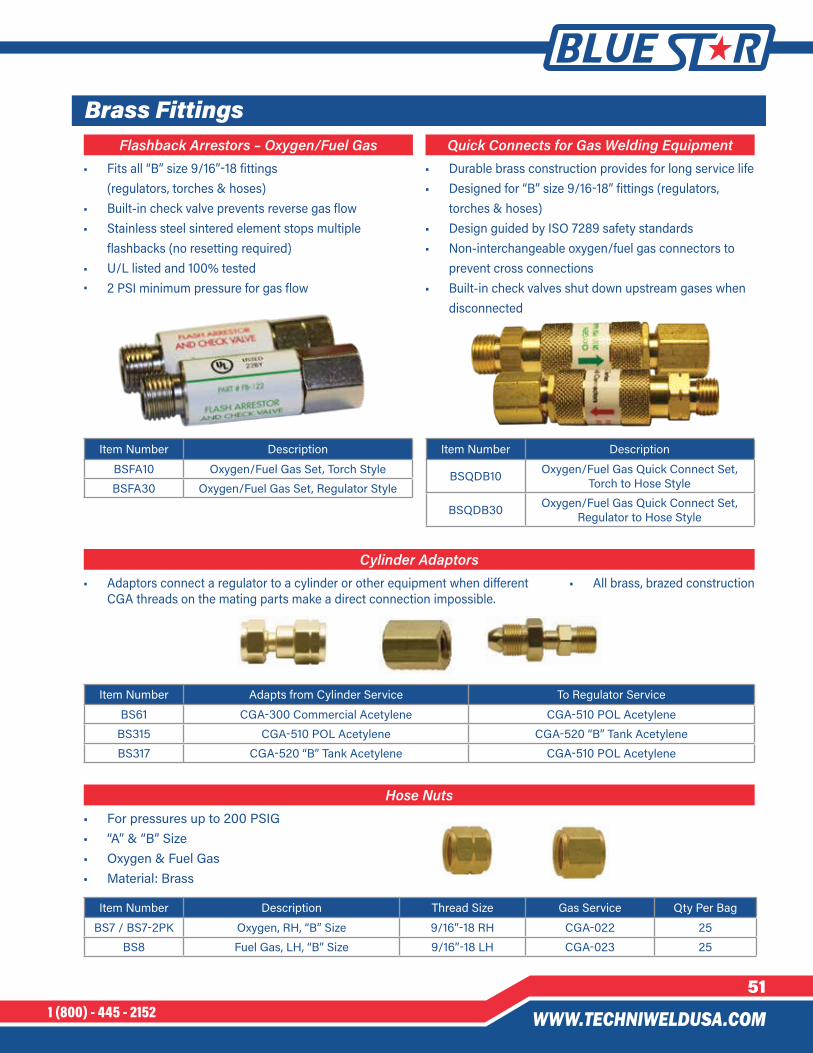
511 (800) - 445 - 2152
Brass Fittings
• Durable brass construction provides for long service life• Designed for “B” size 9/16-18” fittings (regulators,
torches & hoses)• Design guided by ISO 7289 safety standards• Non-interchangeable oxygen/fuel gas connectors to
prevent cross connections• Built-in check valves shut down upstream gases when
disconnected
Quick Connects for Gas Welding Equipment
Item Number Description
BSQDB10 Oxygen/Fuel Gas Quick Connect Set, Torch to Hose Style
BSQDB30 Oxygen/Fuel Gas Quick Connect Set, Regulator to Hose Style
• Fits all “B” size 9/16”-18 fittings (regulators, torches & hoses)
• Built-in check valve prevents reverse gas flow• Stainless steel sintered element stops multiple
flashbacks (no resetting required)• U/L listed and 100% tested• 2 PSI minimum pressure for gas flow
Flashback Arrestors – Oxygen/Fuel Gas
Item Number Description
BSFA10 Oxygen/Fuel Gas Set, Torch StyleBSFA30 Oxygen/Fuel Gas Set, Regulator Style
• All brass, brazed construction
Cylinder Adaptors
Item Number Adapts from Cylinder Service To Regulator Service
BS61 CGA-300 Commercial Acetylene CGA-510 POL AcetyleneBS315 CGA-510 POL Acetylene CGA-520 “B” Tank AcetyleneBS317 CGA-520 “B” Tank Acetylene CGA-510 POL Acetylene
• Adaptors connect a regulator to a cylinder or other equipment when different CGA threads on the mating parts make a direct connection impossible.
Hose Nuts
Item Number Description Thread Size Gas Service Qty Per Bag
BS7 / BS7-2PK Oxygen, RH, “B” Size 9/16”-18 RH CGA-022 25BS8 Fuel Gas, LH, “B” Size 9/16”-18 LH CGA-023 25
• For pressures up to 200 PSIG• “A” & “B” Size• Oxygen & Fuel Gas• Material: Brass

521 (800) - 445 - 2152
Brass FittingsBarbed Hose Nipples
Item Number Size Length For Hose Size Qty Per Bag
BS17 / BS17-2PK B-Size 1 7/16 1/4” I.D. 25BS18 / BS18-2PK B-Size 1 7/16 3/16” I.D. 25BS19 / BS19-2PK A-Size 1 7/32 3/16” I.D. 25BS20 / BS20-2PK B-Size 1 7/16 3/8” I.D. 25
• For pressures up to 200 PSIG• “A” & “B” Size• For 1/4” or 3/16” Hose• Oxygen & Fuel Gas• Material: Brass
Hose Couplers
Item Number Description Inlet Thread Size Outlet Thread Size Qty Per Bag
BS30 / BS30-2PK Oxygen Hose Coupler, B Size 9/16-18 RH 9/16-18 RH 25BS31 / BS31-2PK Fuel Gas Hose Coupler, B Size 9/16-18 LH 9/16-18 LH 25
• Pressure up to 200 PSIG• B Size, Oxygen & Fuel Gas• Material: Brass
Regulator Outlet Bushings
Item Number Description Inlet Thread Size Outlet Thread Size Qty Per Bag
BS32 / BS32-2PK Oxygen Regulator Outlet Adaptor 1/4 Male NPT 9/16-18 RH 25BS33 / BS33-2PK Fuel Gas Regulator Outlet Adaptor 1/4 Male NPT 9/16-18 LH 25
• Pressure up to 200 PSIG• B Size, Oxygen & Fuel Gas• Material: Brass
Hose Splicers
Item Number Description Style Qty Per Bag
BS44 / BS44-2PK 1/4 to 1/4 I.D. Hose Barb Round 25BS45 / BS45-2PK 3/16 to 3/16 I.D. Hose Barb Round 25BS47 / BS47-2PK 3/8 to 3/8 I.D. Hose Barb Round 25
BS53 1/8 to 1/8 I.D. Hose No Center Stop 25
• Pressures up to 200 PSIG• Hexagon, round, spiral or no center stop• Material: Brass

531 (800) - 445 - 2152
Brass FittingsHose Barb Adaptors
Item Number Description Inlet Thread Hose Size
BS541 Hose Barb Male NPT Thread 1/4 Male NPT 1/4 I.D.
• Pressures up to 200 PSIG• NPT x Hose Barb• Material: Brass
Inert Arc Nuts (TIG)
Item Number Description Thread Size Gas Service Qty Per Bag
BSAW14 / BSAW14-2PK Water, Male LH B Size - 5/8-18 CGA-033 25BSAW14A / BSAW14A-2PK Inert Gas, Male RH B Size - 5/8-18 CGA-032 25
• Pressures up to 200 PSIG• Use with all B size inert arc nipples• Material: Brass
Inert Arc Nipples (TIG)
Item Number Description Size Hose Size Qty Per Bag
BSAW17 / BSAW17-2PK Inert Arc Nipple, 2- 7/32 Long B Size, 5/8-18 1/4 I.D. 25BSAW20 Inert Arc Nipple B Size, 5/8-18 3/8 I.D. 25
• Pressures up to 200 PSIG• Use with all B size inert arc nuts• Material: Brass
Inert Arc Hose Coupler
Item Number Description
BSAW430 5/8-18 RH Female to 5/8-18 RH Female
• Pressures up to 200 PSIG• Female x Female• Material: Brass
“Y” Connectors with Shut-Off Valves
Item Number Inlet Outlet Gas Service
BS111 Oxygen 9/16-18 RH Female, Swivel Nut 9/16-18 RH Male CGA-022BS112 Fuel Gas, 9/16-18 LH Female, Swivel Nut 9/16-18 LH Male CGA-023BS411 Argon, 5/8-18 RH Male Swivel Nut 5/8-18 RH Female CGA-032
• Pressures up to 200 PSIG• For use with two cutting or welding hoses at once• High precision shut-off valves• Swivel Nut Inlet• Material: Brass
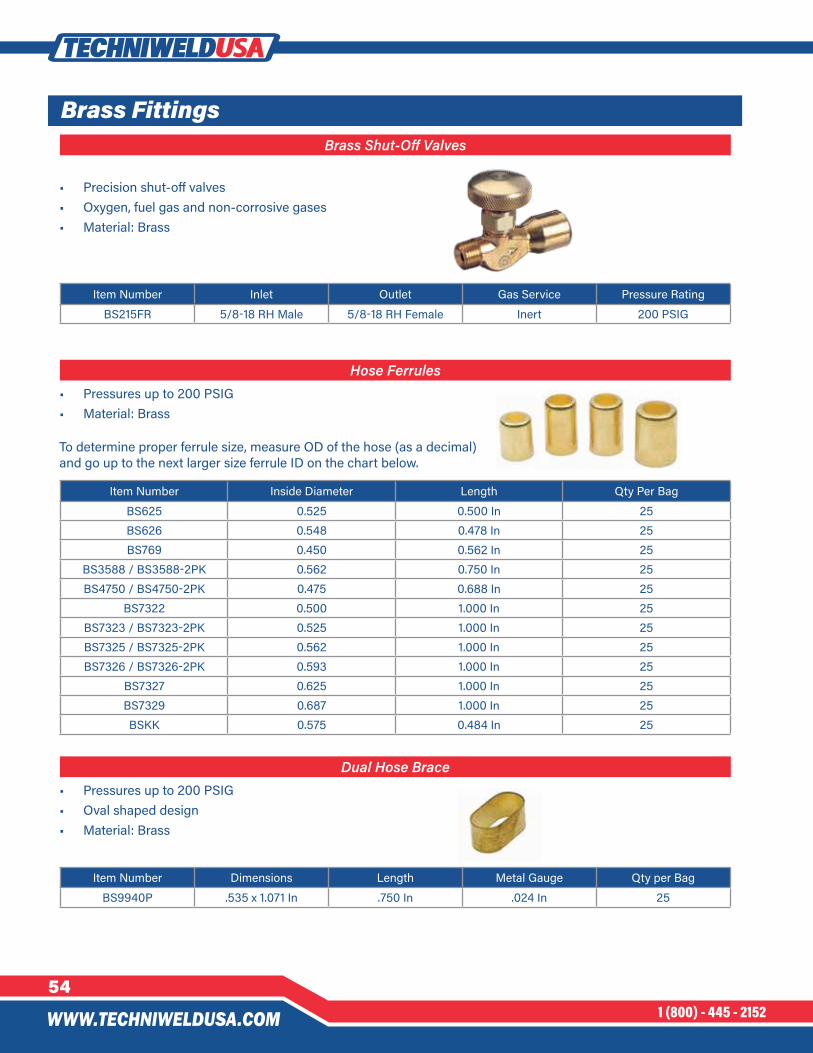
541 (800) - 445 - 2152
Brass Fittings
Hose Ferrules
Item Number Inside Diameter Length Qty Per Bag
BS625 0.525 0.500 In 25BS626 0.548 0.478 In 25BS769 0.450 0.562 In 25
BS3588 / BS3588-2PK 0.562 0.750 In 25BS4750 / BS4750-2PK 0.475 0.688 In 25
BS7322 0.500 1.000 In 25BS7323 / BS7323-2PK 0.525 1.000 In 25BS7325 / BS7325-2PK 0.562 1.000 In 25BS7326 / BS7326-2PK 0.593 1.000 In 25
BS7327 0.625 1.000 In 25BS7329 0.687 1.000 In 25BSKK 0.575 0.484 In 25
• Pressures up to 200 PSIG• Material: Brass
To determine proper ferrule size, measure OD of the hose (as a decimal) and go up to the next larger size ferrule ID on the chart below.
Brass Shut-Off Valves
Item Number Inlet Outlet Gas Service Pressure Rating
BS215FR 5/8-18 RH Male 5/8-18 RH Female Inert 200 PSIG
• Precision shut-off valves• Oxygen, fuel gas and non-corrosive gases• Material: Brass
Dual Hose Brace
Item Number Dimensions Length Metal Gauge Qty per Bag
BS9940P .535 x 1.071 In .750 In .024 In 25
• Pressures up to 200 PSIG• Oval shaped design• Material: Brass

551 (800) - 445 - 2152
Brass FittingsBrass Manifold Block For Inert Gases
Item Number Swivel Connection End Connection CGA
BSMB70 .960-14 NGP-RH-Male .960-14 NGP-RH Female (6) 580
CGA Nuts & Nipples
Item Number Part CGA Description Pressure Rating
BS62 Nut 540 Brass, .908-14 NGO, RH Female 3000 PSIGBS66SF Nipple 540 Brass, 1/4 NPT, 2-1/2” Long with Filter 3000 PSIG
BS92 Nut 580 Brass, .960”-14 NGO, RH Male 3000 PSIGBS153 Nipple 500/510/580/590 Brass 1/4” NPT, 3” Long 3000 PSIG
BS153SF Nipple 500/510/580/590 Brass, 1/4” NPT, 3” Long with Filter 3000 PSIGBS152 Nut 510 Brass, .880-14 NGO, LH Male 3000 PSIGBSCO2 Nut 320 Brass, .830-14 NGO, RH Female 3000 PSIGBSCO5
BSCO5-2PKWasher 320 Fibre, Flat Washer
(50/BAG)3000 PSIG
BSCO6 Washer 320 Teflon, Flat Washer (25/BAG) 3000 PSIGBSCO6N Washer 320 Teflon, Flat Washer (100/BAG) 3000 PSIG
• Flame tested in USA for superior performance• American quality control• Contain copper threading and are made from complete solid bar
stock where applicable• Solid, not hollow, heavy-duty gas apparatus accessories to
increase life, heat dissipation, and overall performance
BLUE Star™ has a wide range of various brass Nuts & Nipples.

561 (800) - 445 - 2152
Item Number Description
BSCYT14CHF Cylinder Cart Medium 14
Item Number Description
BSCYT8CH1 Single Bottle Cart 8CH1
Item Number Description
BSCYT12CHF Cylinder Cart Medium 12
Item Number Description
BSCYT6SH Cylinder Cart Medium 6
21" W x 11" D Base Plate
25" W x 13" DBase Plate
15 3/4" W x 8" DBSCYT6SH Base Plate
19 1/2" W x 8" DBSCYT8SH Base Plate
10" W x 9" D Base Plate
Item Number Description
BSCYT16FLTWD Cylinder Cart Medium 16
23" W x 13" D Base Plate
Cylinder Carts• Easily setup and broken down gives all new meaning to transportable cylinder carts• Fully UPS-able no need for expensive LTL shipping• Powder Coated paint ensures minimal chipping and flaking• Easy quick disconnect wheel replacement ensures minimal downtime• Heavy-Duty scratch resistant powder coated paint
571 (800) - 445 - 2152
Gas Cylinder Hook
Item Number Description
BSQUADHOOK Yellow Cylinder Neck Hook AdapterBSQUADHOOKUAM Yellow Cylinder Neck Hook Adapter, Unassembled, BagBSQUADHOOKUAP Yellow Plastic Cylinder Neck Hook Adapter, Boxed
• High end powder coated paint• American quality control• Keep your expensive ADF welding helmet clean and safe.• Works on most all tanks!• Holds welding helmet, jacket, tools and more!• Install or remove with the regulator/flow meter hooked up• Heavy-Duty fully assembled steel construction
Item Number Description
BS1020 Blue Star Plastic Tote
• Blue plastic tote accessory ideal for oxy-fuel welding needs• Lightweight for easy portability• Made of tough lightweight polypropylene• UL Listed• Parts are Victor Compatible
Tote
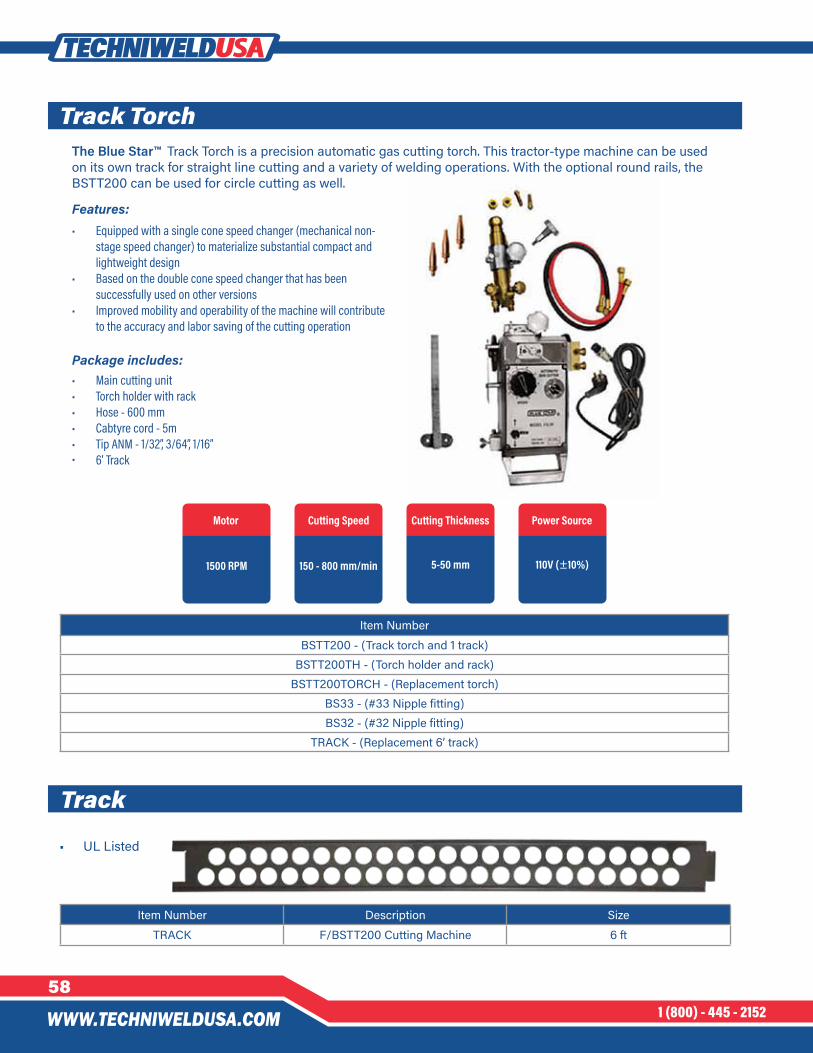
581 (800) - 445 - 2152
Track
Item Number Description Size
TRACK F/BSTT200 Cutting Machine 6 ft
• UL Listed
Track Torch
Features:• Equipped with a single cone speed changer (mechanical non-
stage speed changer) to materialize substantial compact and lightweight design
• Based on the double cone speed changer that has been successfully used on other versions
• Improved mobility and operability of the machine will contribute to the accuracy and labor saving of the cutting operation
Item Number
BSTT200 - (Track torch and 1 track)BSTT200TH - (Torch holder and rack)
BSTT200TORCH - (Replacement torch)BS33 - (#33 Nipple fitting)BS32 - (#32 Nipple fitting)
TRACK - (Replacement 6’ track)
The Blue Star™ Track Torch is a precision automatic gas cutting torch. This tractor-type machine can be used on its own track for straight line cutting and a variety of welding operations. With the optional round rails, the BSTT200 can be used for circle cutting as well.
Motor
1500 RPM
Cutting Speed
150 - 800 mm/min
Cutting Thickness
5-50 mm 110V (±10%)
Power Source
Package includes:• Main cutting unit• Torch holder with rack• Hose - 600 mm• Cabtyre cord - 5m• Tip ANM - 1/32”, 3/64”, 1/16”• 6’ Track
591 (800) - 445 - 2152
FOR ALL YOUR CHEMICAL RELATED PRODUCTS
Quality Standards
Anti-SpatterZinc Galvanizing Spray
All-Purpose Brazing FluxAluminum Brazing Flux
Chem Sharp KitTip Dip 337
Lube Pads & LubricantSoap StonesAnti-Spatter
Coolant Fluids
Metal Working FluidHand Sanitizer Wipe
Gel Hand Sanitizer
60
61
62
Techniweld USA’s, Chem Guard™ aids in suppling the needs of welders in order to provide a safe welding and working environment. Chem Star™ provides all your chemical related products.

601 (800) - 445 - 2152
All-Purpose Brazing FluxCHEMALLFLUX (16 OZ.)CHEMALLFLUX1/2 (16 OZ.)
All-purpose brazing flux is used with low fuming bronze and nickel silver brazing alloys, steel, cast iron, copper-base alloys. It is applied to the rod by preheating the rod end and dipping the rod into flux.
Anti-SpatterCS777 (16 OZ.)
Chem Star’s Anti-Spatter for MIG gun nozzle and welding surfaces new quick dry formula to save time and reduce cost.
FEATURES AND BENEFITS
• Non-flammable • Paint compatible• Reduces clean up time• Protects nozzles, diffusers, and tips• Prevents weld spatter from sticking• Prevents spatter adhesion on surface• Reduces spatter build-up on MIG nozzles• Heat-resistant to withstand high-temperature use• Contains no silicones,fluorocarbons, or trichloroethane
Aluminum Brazing FluxCS612 (8 OZ.)
Chem Star’s all-purpose flux for torch brazing with aluminum alloys. It is especially effective with common aluminum base materials such as 1100, 3003, and 6061. The recommended filler metals are 4047 (718) and 4145.
Zinc Galvanizing SprayCSBGALV (Bright Finish)CSMGALV (Matte Finish)
FEATURES AND BENEFITS
• Prevents rust and corrosion• Protects welded surfaces• Repairs Hot-Dip Galvanizing with a matte finish• Fast-Drying• Heat resistant to 500°F• May be top-coated
Tip Dip 337CS337 (16 OZ.)
Prevents spatter build-up. For protection of MIG gun nozzles, tips, and positioners
FEATURES AND BENEFITS
• Made in the USA• Product is non flammable and odorless• Product does not contain hydrocarbon solvents• Extends the life of MIG consumables• Product is safe, non-toxic and does not contain silicones
Chem Sharp KitCSCHEMSHARPK
Chem Star’s Tungsten Sharpening Kit is a Chemical sharpener for tungsten points.
FEATURES AND BENEFITS
• Economical- Over 500 perfect sharpenings without grinding or leaving the work area, and without contaminating the tungsten.
• Eliminates the probability of chipping• Extends the life points 2 to 4 times• Produces the perfect point every time

611 (800) - 445 - 2152
Lube Pads WhiteCS007061
FEATURES AND BENEFITS
• Reduces tip and liner wear, burtback, wire jams and promotes smoother arc feed• Cuts rust and dirtFor all types of wire. Excellent for aluminum wire. 6 pads per pack
Anti-SpatterCS500(1 Gallon, 5 Gallon & 55 Gallon)
Chem Star’s Anti-Spatter for MIG gun nozzle and welding surfaces new quick dry formula to save time and reduce cost.
FEATURES AND BENEFITS
• Non-flammable • Paint compatible• Reduces clean up time• Protects nozzles, diffusers, and tips• Prevents weld spatter from sticking• Prevents spatter adhesion on surface• Reduces spatter build-up on MIG nozzles• Heat-resistant to withstand high
temperature use• Contains no silicones,fluorocarbons,
or trichloroethane
Coolant FluidsKCI1625501 (Blue Coolant) KCI1625502 (Red Coolant)
KCI1625503 (Green Coolant)Specially formulated for use in all water
circulating systems. Recommended for watercooled Plasma, MIG, TIG, Resistance Welding
Systems, and general industrial applications.
Soap StonesSSFLAT (Flat Soapstone)
CSSSHF (Flat Soapstone Holder)
SSROUND (Round Soapstone)
CSSSHR (Round Soapstone Holder)
SSFLATTHIN (Thin Soapstone)
CSSSHTHIN (Thin Soapstone Holder)
• #1 White select stone only• Techniweld USA Soapstone is mined & cut, not pressed from scraps• Techniweld USA Soapstone, being cut from mined stone holds point much longer
Lube Pads BlackCS007060
FEATURES AND BENEFITS
• Reduces tip and liner wear, burtback, wire jams and promotes smoother arc feed• Cuts rust and dirtFor all types of STEEL wire. Not recommended for aluminum wire.Pre-treated with lube. 6 pads per pack
Lube Pad LubricantCS007040
FEATURES AND BENEFITS
• 8 f. oz. (236 mL)• Revitalize used pads• Decreases jamming downtime• Increase tip and liner life• Removes dirt• Cuts rust

621 (800) - 445 - 2152
Hand Sanitizer WipeCSHANDWIPE (6 ML.)
6 x 6 Hand Sanitizer Wipe.75% V/V Isopropyl Alcohol Solution.Made in USA.
Gel Hand SanitizerCSHS1LP (1 L. PUMP BOTTLE)CSHS1G (1 GL. BOTTLE)
Gel Hand Sanitizer.Ethyl Alcohol.
Metal Working FluidCSMWF (1 Gallon)
Chem Star Metal Working Fluid is used broadly in machine shops as a multi-functional cutting fluid. It is primarily formulated to cool and lubricate the contact point of the tool and the work piece.
FEATURES AND BENEFITS
• Minimal separation- excellent emulsion even with hard water • Cooling maximized by metal wetting. In addition, promotes good
chip settling• Good stability in storage-minimal tendency to turn rancid• Helps prevent rusting or corrosion of the machined metals• Minimizes surface foam• Speeds the release of entrained air which could cause pump cavitation
• Good rust protection for steel work and machined parts even when water/oil emulsion ratios are 80:1
• Minimal foaming- possibility of sump overflow minimized• Good ability to control bacterial growth and rancid odors• Helps control the growth of bacteria, which is a constant problem in
soluble oil circulating systems due to outside contamination• Helps to prevent flash rust

631 (800) - 445 - 2152
FOR ALL YOUR MILD STEEL, ALUMINUM, STAINLESS,STEEL, NICKEL, PREMIUM NICKEL, STAINLESS,
BRONZE, CHROME, AND SPECIALTY ALLOY NEEDS
Quality Standards
Mild and Low Alloy Steel - Bare Wire, Electrode, Flux Cored Wire, Coated ElectrodeStainless Steel - Bare Wire, Coated Electrodes, Flux Cored Wire
Aluminum AlloysBrazing AlloysBronze Alloys
Nickel Alloy - Bare Wire, Coated ElectrodesCobalt Alloys
Titanium and Zirconium AlloysAerospace Alloys
Hardfacing - Electrodes, WiresMaintenance & Repair/Hardfacing
Aluminum AlloysMaintenance Alloys
64-6969-74747475-7676-7878-7979-8080-8181-82838384-85
F I L L E R M E T A L S
Techniweld USA’s, Filler Metals™
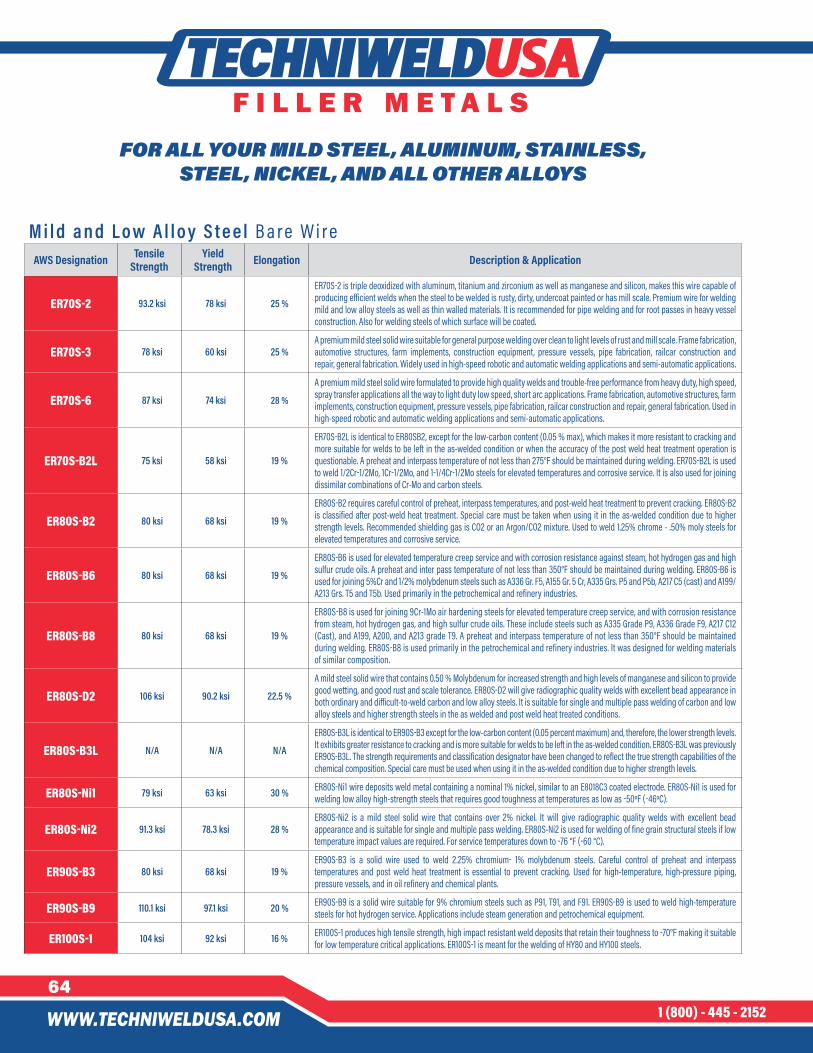
641 (800) - 445 - 2152
FOR ALL YOUR MILD STEEL, ALUMINUM, STAINLESS,STEEL, NICKEL, AND ALL OTHER ALLOYS
F I L L E R M E T A L S
M i l d a n d L o w A l l o y S t e e l B a re Wi reAWS Designation Tensile
StrengthYield
Strength Elongation Description & Application
ER70S-2 93.2 ksi 78 ksi 25 %
ER70S-2 is triple deoxidized with aluminum, titanium and zirconium as well as manganese and silicon, makes this wire capable of producing efficient welds when the steel to be welded is rusty, dirty, undercoat painted or has mill scale. Premium wire for welding mild and low alloy steels as well as thin walled materials. It is recommended for pipe welding and for root passes in heavy vessel construction. Also for welding steels of which surface will be coated.
ER70S-3 78 ksi 60 ksi 25 %A premium mild steel solid wire suitable for general purpose welding over clean to light levels of rust and mill scale. Frame fabrication, automotive structures, farm implements, construction equipment, pressure vessels, pipe fabrication, railcar construction and repair, general fabrication. Widely used in high-speed robotic and automatic welding applications and semi-automatic applications.
ER70S-6 87 ksi 74 ksi 28 %
A premium mild steel solid wire formulated to provide high quality welds and trouble-free performance from heavy duty, high speed, spray transfer applications all the way to light duty low speed, short arc applications. Frame fabrication, automotive structures, farm implements, construction equipment, pressure vessels, pipe fabrication, railcar construction and repair, general fabrication. Used in high-speed robotic and automatic welding applications and semi-automatic applications.
ER70S-B2L 75 ksi 58 ksi 19 %
ER70S-B2L is identical to ER80SB2, except for the low-carbon content (0.05 % max), which makes it more resistant to cracking and more suitable for welds to be left in the as-welded condition or when the accuracy of the post weld heat treatment operation is questionable. A preheat and interpass temperature of not less than 275°F should be maintained during welding. ER70S-B2L is used to weld 1/2Cr-1/2Mo, 1Cr-1/2Mo, and 1-1/4Cr-1/2Mo steels for elevated temperatures and corrosive service. It is also used for joining dissimilar combinations of Cr-Mo and carbon steels.
ER80S-B2 80 ksi 68 ksi 19 %
ER80S-B2 requires careful control of preheat, interpass temperatures, and post-weld heat treatment to prevent cracking. ER80S-B2 is classified after post-weld heat treatment. Special care must be taken when using it in the as-welded condition due to higher strength levels. Recommended shielding gas is CO2 or an Argon/CO2 mixture. Used to weld 1.25% chrome - .50% moly steels for elevated temperatures and corrosive service.
ER80S-B6 80 ksi 68 ksi 19 %
ER80S-B6 is used for elevated temperature creep service and with corrosion resistance against steam, hot hydrogen gas and high sulfur crude oils. A preheat and inter pass temperature of not less than 350°F should be maintained during welding. ER80S-B6 is used for joining 5%Cr and 1/2% molybdenum steels such as A336 Gr. F5, A155 Gr. 5 Cr, A335 Grs. P5 and P5b, A217 C5 (cast) and A199/A213 Grs. T5 and T5b. Used primarily in the petrochemical and refinery industries.
ER80S-B8 80 ksi 68 ksi 19 %
ER80S-B8 is used for joining 9Cr-1Mo air hardening steels for elevated temperature creep service, and with corrosion resistance from steam, hot hydrogen gas, and high sulfur crude oils. These include steels such as A335 Grade P9, A336 Grade F9, A217 C12 (Cast), and A199, A200, and A213 grade T9. A preheat and interpass temperature of not less than 350°F should be maintained during welding. ER80S-B8 is used primarily in the petrochemical and refinery industries. It was designed for welding materials of similar composition.
ER80S-D2 106 ksi 90.2 ksi 22.5 %
A mild steel solid wire that contains 0.50 % Molybdenum for increased strength and high levels of manganese and silicon to provide good wetting, and good rust and scale tolerance. ER80S-D2 will give radiographic quality welds with excellent bead appearance in both ordinary and difficult-to-weld carbon and low alloy steels. It is suitable for single and multiple pass welding of carbon and low alloy steels and higher strength steels in the as welded and post weld heat treated conditions.
ER80S-B3L N/A N/A N/A
ER80S-B3L is identical to ER90S-B3 except for the low-carbon content (0.05 percent maximum) and, therefore, the lower strength levels. It exhibits greater resistance to cracking and is more suitable for welds to be left in the as-welded condition. ER80S-B3L was previously ER90S-B3L. The strength requirements and classification designator have been changed to reflect the true strength capabilities of the chemical composition. Special care must be used when using it in the as-welded condition due to higher strength levels.
ER80S-Ni1 79 ksi 63 ksi 30 % ER80S-Ni1 wire deposits weld metal containing a nominal 1% nickel, similar to an E8018C3 coated electrode. ER80S-Ni1 is used for welding low alloy high-strength steels that requires good toughness at temperatures as low as -50ºF (-46ºC).
ER80S-Ni2 91.3 ksi 78.3 ksi 28 %ER80S-Ni2 is a mild steel solid wire that contains over 2% nickel. It will give radiographic quality welds with excellent bead appearance and is suitable for single and multiple pass welding. ER80S-Ni2 is used for welding of fine grain structural steels if low temperature impact values are required. For service temperatures down to -76 °F (-60 °C).
ER90S-B3 80 ksi 68 ksi 19 %ER90S-B3 is a solid wire used to weld 2.25% chromium- 1% molybdenum steels. Careful control of preheat and interpass temperatures and post weld heat treatment is essential to prevent cracking. Used for high-temperature, high-pressure piping, pressure vessels, and in oil refinery and chemical plants.
ER90S-B9 110.1 ksi 97.1 ksi 20 % ER90S-B9 is a solid wire suitable for 9% chromium steels such as P91, T91, and F91. ER90S-B9 is used to weld high-temperature steels for hot hydrogen service. Applications include steam generation and petrochemical equipment.
ER100S-1 104 ksi 92 ksi 16 % ER100S-1 produces high tensile strength, high impact resistant weld deposits that retain their toughness to -70°F making it suitable for low temperature critical applications. ER100S-1 is meant for the welding of HY80 and HY100 steels.
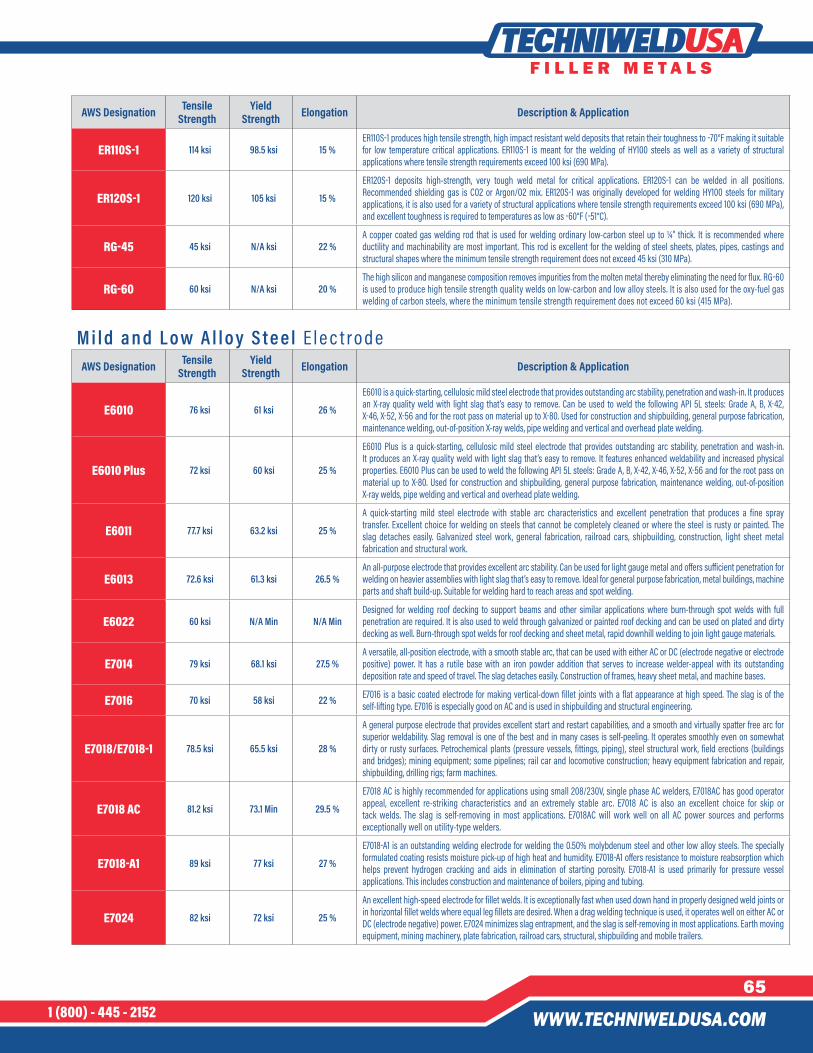
651 (800) - 445 - 2152
AWS Designation TensileStrength
YieldStrength Elongation Description & Application
ER110S-1 114 ksi 98.5 ksi 15 %ER110S-1 produces high tensile strength, high impact resistant weld deposits that retain their toughness to -70°F making it suitable for low temperature critical applications. ER110S-1 is meant for the welding of HY100 steels as well as a variety of structural applications where tensile strength requirements exceed 100 ksi (690 MPa).
ER120S-1 120 ksi 105 ksi 15 %
ER120S-1 deposits high-strength, very tough weld metal for critical applications. ER120S-1 can be welded in all positions. Recommended shielding gas is CO2 or Argon/O2 mix. ER120S-1 was originally developed for welding HY100 steels for military applications, it is also used for a variety of structural applications where tensile strength requirements exceed 100 ksi (690 MPa), and excellent toughness is required to temperatures as low as -60°F (-51°C).
RG-45 45 ksi N/A ksi 22 %A copper coated gas welding rod that is used for welding ordinary low-carbon steel up to ¼” thick. It is recommended where ductility and machinability are most important. This rod is excellent for the welding of steel sheets, plates, pipes, castings and structural shapes where the minimum tensile strength requirement does not exceed 45 ksi (310 MPa).
RG-60 60 ksi N/A ksi 20 %The high silicon and manganese composition removes impurities from the molten metal thereby eliminating the need for flux. RG-60 is used to produce high tensile strength quality welds on low-carbon and low alloy steels. It is also used for the oxy-fuel gas welding of carbon steels, where the minimum tensile strength requirement does not exceed 60 ksi (415 MPa).
M i l d a n d L o w A l l o y S t e e l E l e c t ro d eAWS Designation Tensile
StrengthYield
Strength Elongation Description & Application
E6010 76 ksi 61 ksi 26 %
E6010 is a quick-starting, cellulosic mild steel electrode that provides outstanding arc stability, penetration and wash-in. It produces an X-ray quality weld with light slag that’s easy to remove. Can be used to weld the following API 5L steels: Grade A, B, X-42, X-46, X-52, X-56 and for the root pass on material up to X-80. Used for construction and shipbuilding, general purpose fabrication, maintenance welding, out-of-position X-ray welds, pipe welding and vertical and overhead plate welding.
E6010 Plus 72 ksi 60 ksi 25 %
E6010 Plus is a quick-starting, cellulosic mild steel electrode that provides outstanding arc stability, penetration and wash-in. It produces an X-ray quality weld with light slag that’s easy to remove. It features enhanced weldability and increased physical properties. E6010 Plus can be used to weld the following API 5L steels: Grade A, B, X-42, X-46, X-52, X-56 and for the root pass on material up to X-80. Used for construction and shipbuilding, general purpose fabrication, maintenance welding, out-of-position X-ray welds, pipe welding and vertical and overhead plate welding.
E6011 77.7 ksi 63.2 ksi 25 %
A quick-starting mild steel electrode with stable arc characteristics and excellent penetration that produces a fine spray transfer. Excellent choice for welding on steels that cannot be completely cleaned or where the steel is rusty or painted. The slag detaches easily. Galvanized steel work, general fabrication, railroad cars, shipbuilding, construction, light sheet metal fabrication and structural work.
E6013 72.6 ksi 61.3 ksi 26.5 %An all-purpose electrode that provides excellent arc stability. Can be used for light gauge metal and offers sufficient penetration for welding on heavier assemblies with light slag that’s easy to remove. Ideal for general purpose fabrication, metal buildings, machine parts and shaft build-up. Suitable for welding hard to reach areas and spot welding.
E6022 60 ksi N/A Min N/A MinDesigned for welding roof decking to support beams and other similar applications where burn-through spot welds with full penetration are required. It is also used to weld through galvanized or painted roof decking and can be used on plated and dirty decking as well. Burn-through spot welds for roof decking and sheet metal, rapid downhill welding to join light gauge materials.
E7014 79 ksi 68.1 ksi 27.5 %A versatile, all-position electrode, with a smooth stable arc, that can be used with either AC or DC (electrode negative or electrode positive) power. It has a rutile base with an iron powder addition that serves to increase welder-appeal with its outstanding deposition rate and speed of travel. The slag detaches easily. Construction of frames, heavy sheet metal, and machine bases.
E7016 70 ksi 58 ksi 22 % E7016 is a basic coated electrode for making vertical-down fillet joints with a flat appearance at high speed. The slag is of the self-lifting type. E7016 is especially good on AC and is used in shipbuilding and structural engineering.
E7018/E7018-1 78.5 ksi 65.5 ksi 28 %
A general purpose electrode that provides excellent start and restart capabilities, and a smooth and virtually spatter free arc for superior weldability. Slag removal is one of the best and in many cases is self-peeling. It operates smoothly even on somewhat dirty or rusty surfaces. Petrochemical plants (pressure vessels, fittings, piping), steel structural work, field erections (buildings and bridges); mining equipment; some pipelines; rail car and locomotive construction; heavy equipment fabrication and repair, shipbuilding, drilling rigs; farm machines.
E7018 AC 81.2 ksi 73.1 Min 29.5 %
E7018 AC is highly recommended for applications using small 208/230V, single phase AC welders, E7018AC has good operator appeal, excellent re-striking characteristics and an extremely stable arc. E7018 AC is also an excellent choice for skip or tack welds. The slag is self-removing in most applications. E7018AC will work well on all AC power sources and performs exceptionally well on utility-type welders.
E7018-A1 89 ksi 77 ksi 27 %
E7018-A1 is an outstanding welding electrode for welding the 0.50% molybdenum steel and other low alloy steels. The specially formulated coating resists moisture pick-up of high heat and humidity. E7018-A1 offers resistance to moisture reabsorption which helps prevent hydrogen cracking and aids in elimination of starting porosity. E7018-A1 is used primarily for pressure vessel applications. This includes construction and maintenance of boilers, piping and tubing.
E7024 82 ksi 72 ksi 25 %
An excellent high-speed electrode for fillet welds. It is exceptionally fast when used down hand in properly designed weld joints or in horizontal fillet welds where equal leg fillets are desired. When a drag welding technique is used, it operates well on either AC or DC (electrode negative) power. E7024 minimizes slag entrapment, and the slag is self-removing in most applications. Earth moving equipment, mining machinery, plate fabrication, railroad cars, structural, shipbuilding and mobile trailers.
F I L L E R M E T A L S
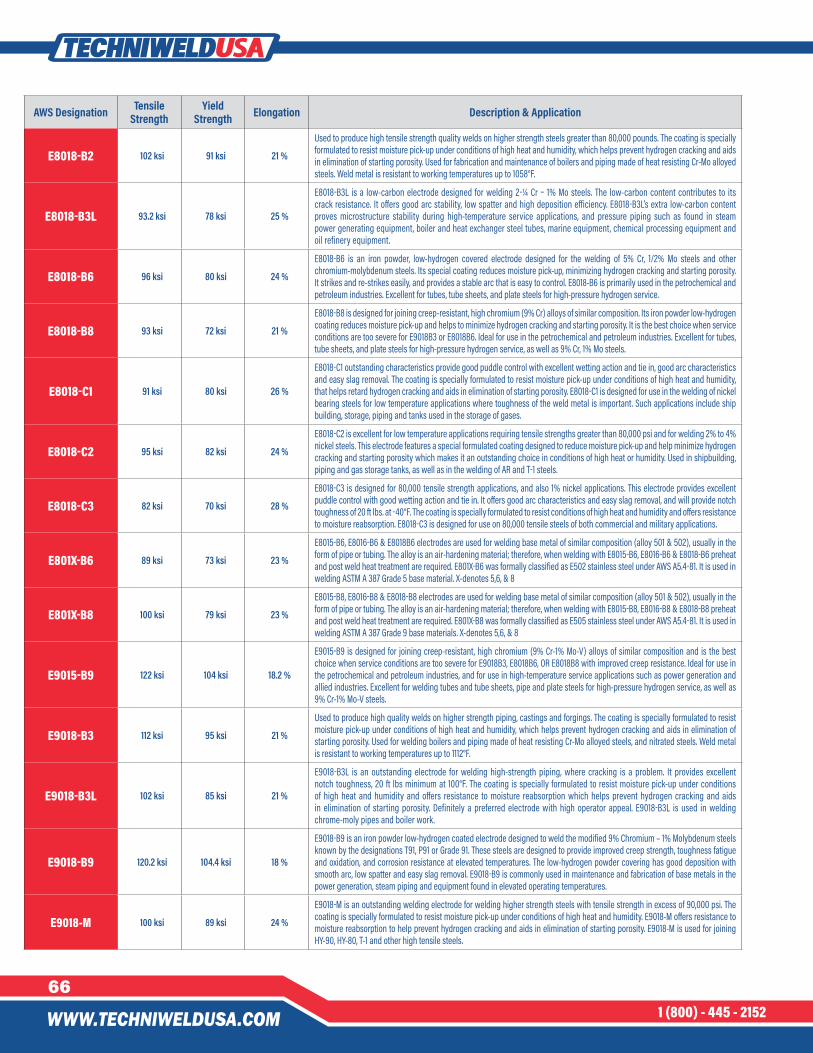
661 (800) - 445 - 2152
AWS Designation TensileStrength
YieldStrength Elongation Description & Application
E8018-B2 102 ksi 91 ksi 21 %
Used to produce high tensile strength quality welds on higher strength steels greater than 80,000 pounds. The coating is specially formulated to resist moisture pick-up under conditions of high heat and humidity, which helps prevent hydrogen cracking and aids in elimination of starting porosity. Used for fabrication and maintenance of boilers and piping made of heat resisting Cr-Mo alloyed steels. Weld metal is resistant to working temperatures up to 1058°F.
E8018-B3L 93.2 ksi 78 ksi 25 %
E8018-B3L is a low-carbon electrode designed for welding 2-¼ Cr – 1% Mo steels. The low-carbon content contributes to its crack resistance. It offers good arc stability, low spatter and high deposition efficiency. E8018-B3L’s extra low-carbon content proves microstructure stability during high-temperature service applications, and pressure piping such as found in steam power generating equipment, boiler and heat exchanger steel tubes, marine equipment, chemical processing equipment and oil refinery equipment.
E8018-B6 96 ksi 80 ksi 24 %
E8018-B6 is an iron powder, low-hydrogen covered electrode designed for the welding of 5% Cr, 1/2% Mo steels and other chromium-molybdenum steels. Its special coating reduces moisture pick-up, minimizing hydrogen cracking and starting porosity. It strikes and re-strikes easily, and provides a stable arc that is easy to control. E8018-B6 is primarily used in the petrochemical and petroleum industries. Excellent for tubes, tube sheets, and plate steels for high-pressure hydrogen service.
E8018-B8 93 ksi 72 ksi 21 %
E8018-B8 is designed for joining creep-resistant, high chromium (9% Cr) alloys of similar composition. Its iron powder low-hydrogen coating reduces moisture pick-up and helps to minimize hydrogen cracking and starting porosity. It is the best choice when service conditions are too severe for E9018B3 or E8018B6. Ideal for use in the petrochemical and petroleum industries. Excellent for tubes, tube sheets, and plate steels for high-pressure hydrogen service, as well as 9% Cr, 1% Mo steels.
E8018-C1 91 ksi 80 ksi 26 %
E8018-C1 outstanding characteristics provide good puddle control with excellent wetting action and tie in, good arc characteristics and easy slag removal. The coating is specially formulated to resist moisture pick-up under conditions of high heat and humidity, that helps retard hydrogen cracking and aids in elimination of starting porosity. E8018-C1 is designed for use in the welding of nickel bearing steels for low temperature applications where toughness of the weld metal is important. Such applications include ship building, storage, piping and tanks used in the storage of gases.
E8018-C2 95 ksi 82 ksi 24 %
E8018-C2 is excellent for low temperature applications requiring tensile strengths greater than 80,000 psi and for welding 2% to 4% nickel steels. This electrode features a special formulated coating designed to reduce moisture pick-up and help minimize hydrogen cracking and starting porosity which makes it an outstanding choice in conditions of high heat or humidity. Used in shipbuilding, piping and gas storage tanks, as well as in the welding of AR and T-1 steels.
E8018-C3 82 ksi 70 ksi 28 %
E8018-C3 is designed for 80,000 tensile strength applications, and also 1% nickel applications. This electrode provides excellent puddle control with good wetting action and tie in. It offers good arc characteristics and easy slag removal, and will provide notch toughness of 20 ft lbs. at -40°F. The coating is specially formulated to resist conditions of high heat and humidity and offers resistance to moisture reabsorption. E8018-C3 is designed for use on 80,000 tensile steels of both commercial and military applications.
E801X-B6 89 ksi 73 ksi 23 %
E8015-B6, E8016-B6 & E8018B6 electrodes are used for welding base metal of similar composition (alloy 501 & 502), usually in the form of pipe or tubing. The alloy is an air-hardening material; therefore, when welding with E8015-B6, E8016-B6 & E8018-B6 preheat and post weld heat treatment are required. E801X-B6 was formally classified as E502 stainless steel under AWS A5.4-81. It is used in welding ASTM A 387 Grade 5 base material. X-denotes 5,6, & 8
E801X-B8 100 ksi 79 ksi 23 %
E8015-B8, E8016-B8 & E8018-B8 electrodes are used for welding base metal of similar composition (alloy 501 & 502), usually in the form of pipe or tubing. The alloy is an air-hardening material; therefore, when welding with E8015-B8, E8016-B8 & E8018-B8 preheat and post weld heat treatment are required. E801X-B8 was formally classified as E505 stainless steel under AWS A5.4-81. It is used in welding ASTM A 387 Grade 9 base materials. X-denotes 5,6, & 8
E9015-B9 122 ksi 104 ksi 18.2 %
E9015-B9 is designed for joining creep-resistant, high chromium (9% Cr-1% Mo-V) alloys of similar composition and is the best choice when service conditions are too severe for E9018B3, E8018B6, OR E8018B8 with improved creep resistance. Ideal for use in the petrochemical and petroleum industries, and for use in high-temperature service applications such as power generation and allied industries. Excellent for welding tubes and tube sheets, pipe and plate steels for high-pressure hydrogen service, as well as 9% Cr-1% Mo-V steels.
E9018-B3 112 ksi 95 ksi 21 %
Used to produce high quality welds on higher strength piping, castings and forgings. The coating is specially formulated to resist moisture pick-up under conditions of high heat and humidity, which helps prevent hydrogen cracking and aids in elimination of starting porosity. Used for welding boilers and piping made of heat resisting Cr-Mo alloyed steels, and nitrated steels. Weld metal is resistant to working temperatures up to 1112°F.
E9018-B3L 102 ksi 85 ksi 21 %
E9018-B3L is an outstanding electrode for welding high-strength piping, where cracking is a problem. It provides excellent notch toughness, 20 ft lbs minimum at 100°F. The coating is specially formulated to resist moisture pick-up under conditions of high heat and humidity and offers resistance to moisture reabsorption which helps prevent hydrogen cracking and aids in elimination of starting porosity. Definitely a preferred electrode with high operator appeal. E9018-B3L is used in welding chrome-moly pipes and boiler work.
E9018-B9 120.2 ksi 104.4 ksi 18 %
E9018-B9 is an iron powder low-hydrogen coated electrode designed to weld the modified 9% Chromium – 1% Molybdenum steels known by the designations T91, P91 or Grade 91. These steels are designed to provide improved creep strength, toughness fatigue and oxidation, and corrosion resistance at elevated temperatures. The low-hydrogen powder covering has good deposition with smooth arc, low spatter and easy slag removal. E9018-B9 is commonly used in maintenance and fabrication of base metals in the power generation, steam piping and equipment found in elevated operating temperatures.
E9018-M 100 ksi 89 ksi 24 %
E9018-M is an outstanding welding electrode for welding higher strength steels with tensile strength in excess of 90,000 psi. The coating is specially formulated to resist moisture pick-up under conditions of high heat and humidity. E9018-M offers resistance to moisture reabsorption to help prevent hydrogen cracking and aids in elimination of starting porosity. E9018-M is used for joining HY-90, HY-80, T-1 and other high tensile steels.
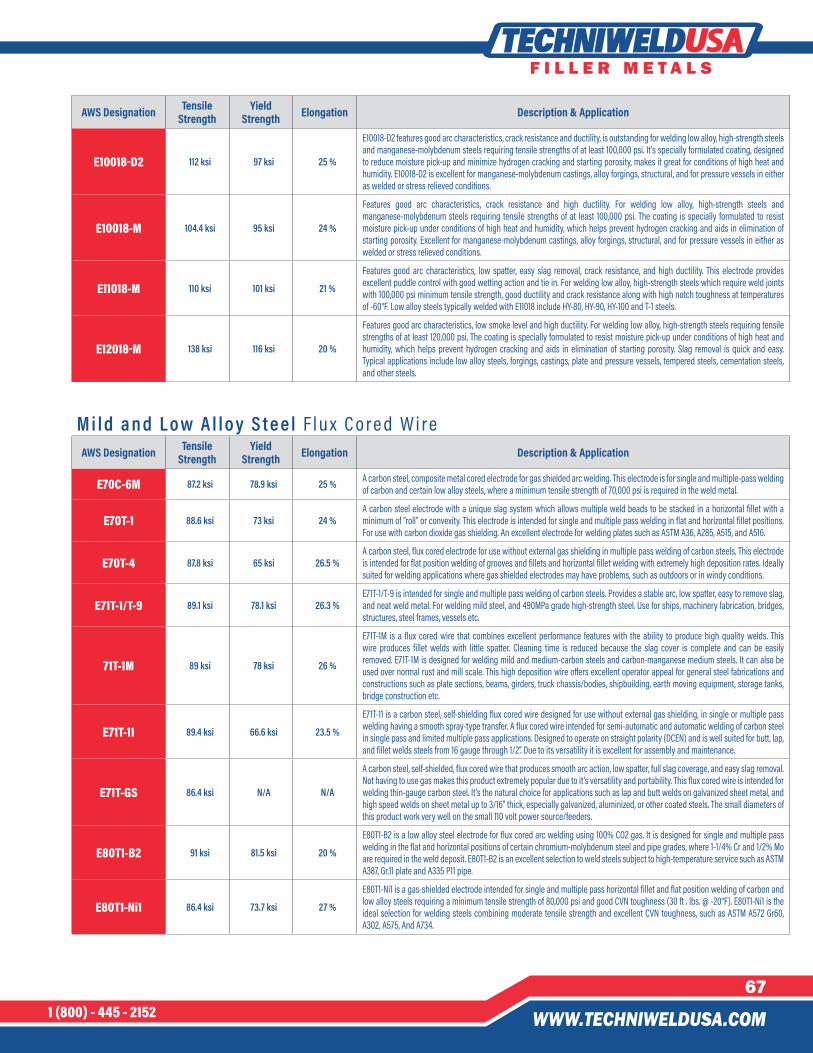
671 (800) - 445 - 2152
F I L L E R M E T A L S
AWS Designation TensileStrength
YieldStrength Elongation Description & Application
E10018-D2 112 ksi 97 ksi 25 %
E10018-D2 features good arc characteristics, crack resistance and ductility, is outstanding for welding low alloy, high-strength steels and manganese-molybdenum steels requiring tensile strengths of at least 100,000 psi. It's specially formulated coating, designed to reduce moisture pick-up and minimize hydrogen cracking and starting porosity, makes it great for conditions of high heat and humidity. E10018-D2 is excellent for manganese-molybdenum castings, alloy forgings, structural, and for pressure vessels in either as welded or stress relieved conditions.
E10018-M 104.4 ksi 95 ksi 24 %
Features good arc characteristics, crack resistance and high ductility. For welding low alloy, high-strength steels and manganese-molybdenum steels requiring tensile strengths of at least 100,000 psi. The coating is specially formulated to resist moisture pick-up under conditions of high heat and humidity, which helps prevent hydrogen cracking and aids in elimination of starting porosity. Excellent for manganese-molybdenum castings, alloy forgings, structural, and for pressure vessels in either as welded or stress relieved conditions.
E11018-M 110 ksi 101 ksi 21 %
Features good arc characteristics, low spatter, easy slag removal, crack resistance, and high ductility. This electrode provides excellent puddle control with good wetting action and tie in. For welding low alloy, high-strength steels which require weld joints with 100,000 psi minimum tensile strength, good ductility and crack resistance along with high notch toughness at temperatures of -60°F. Low alloy steels typically welded with E11018 include HY-80, HY-90, HY-100 and T-1 steels.
E12018-M 138 ksi 116 ksi 20 %
Features good arc characteristics, low smoke level and high ductility. For welding low alloy, high-strength steels requiring tensile strengths of at least 120,000 psi. The coating is specially formulated to resist moisture pick-up under conditions of high heat and humidity, which helps prevent hydrogen cracking and aids in elimination of starting porosity. Slag removal is quick and easy. Typical applications include low alloy steels, forgings, castings, plate and pressure vessels, tempered steels, cementation steels, and other steels.
M i l d a n d L o w A l l o y S t e e l F l u x C o re d Wi reAWS Designation Tensile
StrengthYield
Strength Elongation Description & Application
E70C-6M 87.2 ksi 78.9 ksi 25 % A carbon steel, composite metal cored electrode for gas shielded arc welding. This electrode is for single and multiple-pass welding of carbon and certain low alloy steels, where a minimum tensile strength of 70,000 psi is required in the weld metal.
E70T-1 88.6 ksi 73 ksi 24 %A carbon steel electrode with a unique slag system which allows multiple weld beads to be stacked in a horizontal fillet with a minimum of “roll” or convexity. This electrode is intended for single and multiple pass welding in flat and horizontal fillet positions. For use with carbon dioxide gas shielding. An excellent electrode for welding plates such as ASTM A36, A285, A515, and A516.
E70T-4 87.8 ksi 65 ksi 26.5 %A carbon steel, flux cored electrode for use without external gas shielding in multiple pass welding of carbon steels. This electrode is intended for flat position welding of grooves and fillets and horizontal fillet welding with extremely high deposition rates. Ideally suited for welding applications where gas shielded electrodes may have problems, such as outdoors or in windy conditions.
E71T-1/T-9 89.1 ksi 78.1 ksi 26.3 %E71T-1/T-9 is intended for single and multiple pass welding of carbon steels. Provides a stable arc, low spatter, easy to remove slag, and neat weld metal. For welding mild steel, and 490MPa grade high-strength steel. Use for ships, machinery fabrication, bridges, structures, steel frames, vessels etc.
71T-1M 89 ksi 78 ksi 26 %
E71T-1M is a flux cored wire that combines excellent performance features with the ability to produce high quality welds. This wire produces fillet welds with little spatter. Cleaning time is reduced because the slag cover is complete and can be easily removed. E71T-1M is designed for welding mild and medium-carbon steels and carbon-manganese medium steels. It can also be used over normal rust and mill scale. This high deposition wire offers excellent operator appeal for general steel fabrications and constructions such as plate sections, beams, girders, truck chassis/bodies, shipbuilding, earth moving equipment, storage tanks, bridge construction etc.
E71T-11 89.4 ksi 66.6 ksi 23.5 %
E71T-11 is a carbon steel, self-shielding flux cored wire designed for use without external gas shielding, in single or multiple pass welding having a smooth spray-type transfer. A flux cored wire intended for semi-automatic and automatic welding of carbon steel in single pass and limited multiple pass applications. Designed to operate on straight polarity (DCEN) and is well suited for butt, lap, and fillet welds steels from 16 gauge through 1/2”. Due to its versatility it is excellent for assembly and maintenance.
E71T-GS 86.4 ksi N/A N/A
A carbon steel, self-shielded, flux cored wire that produces smooth arc action, low spatter, full slag coverage, and easy slag removal. Not having to use gas makes this product extremely popular due to it’s versatility and portability. This flux cored wire is intended for welding thin-gauge carbon steel. It’s the natural choice for applications such as lap and butt welds on galvanized sheet metal, and high speed welds on sheet metal up to 3/16” thick, especially galvanized, aluminized, or other coated steels. The small diameters of this product work very well on the small 110 volt power source/feeders.
E80T1-B2 91 ksi 81.5 ksi 20 %
E80T1-B2 is a low alloy steel electrode for flux cored arc welding using 100% CO2 gas. It is designed for single and multiple pass welding in the flat and horizontal positions of certain chromium-molybdenum steel and pipe grades, where 1-1/4% Cr and 1/2% Mo are required in the weld deposit. E80T1-B2 is an excellent selection to weld steels subject to high-temperature service such as ASTM A387, Gr.11 plate and A335 P11 pipe.
E80T1-Ni1 86.4 ksi 73.7 ksi 27 %
E80T1-Ni1 is a gas-shielded electrode intended for single and multiple pass horizontal fillet and flat position welding of carbon and low alloy steels requiring a minimum tensile strength of 80,000 psi and good CVN toughness (30 ft . lbs. @ -20°F). E80T1-Ni1 is the ideal selection for welding steels combining moderate tensile strength and excellent CVN toughness, such as ASTM A572 Gr60, A302, A575, And A734.
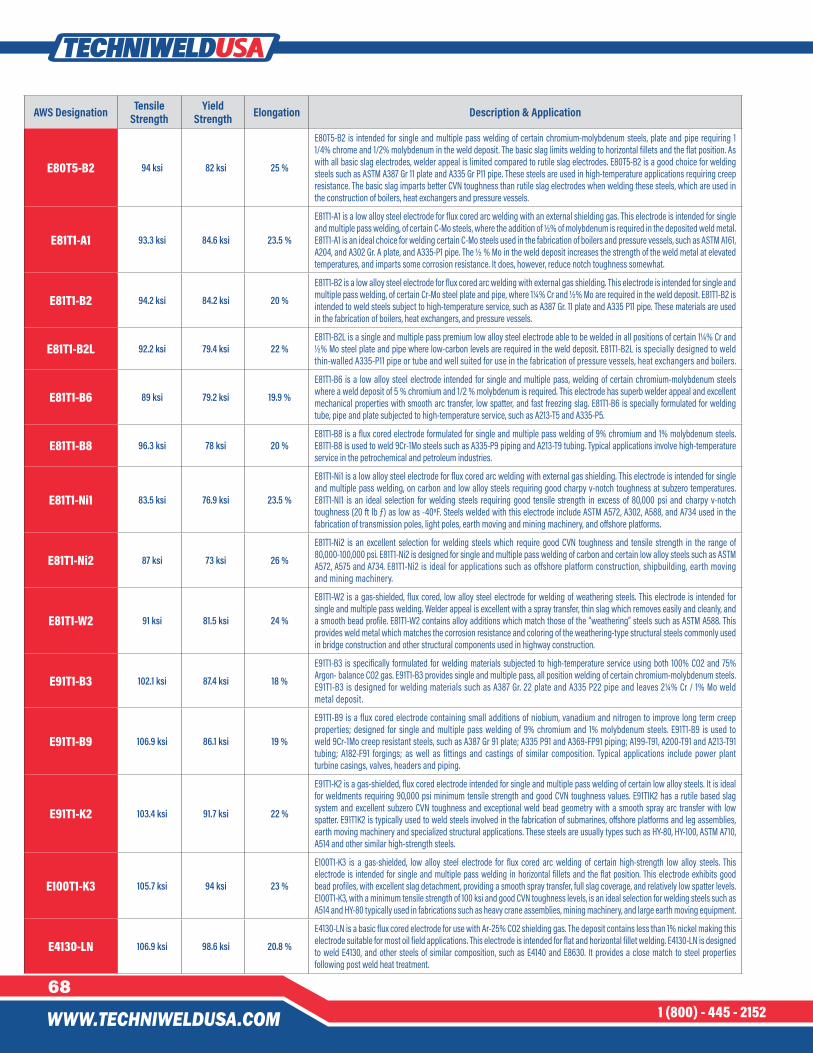
681 (800) - 445 - 2152
AWS Designation TensileStrength
YieldStrength Elongation Description & Application
E80T5-B2 94 ksi 82 ksi 25 %
E80T5-B2 is intended for single and multiple pass welding of certain chromium-molybdenum steels, plate and pipe requiring 1 1/4% chrome and 1/2% molybdenum in the weld deposit. The basic slag limits welding to horizontal fillets and the flat position. As with all basic slag electrodes, welder appeal is limited compared to rutile slag electrodes. E80T5-B2 is a good choice for welding steels such as ASTM A387 Gr 11 plate and A335 Gr P11 pipe. These steels are used in high-temperature applications requiring creep resistance. The basic slag imparts better CVN toughness than rutile slag electrodes when welding these steels, which are used in the construction of boilers, heat exchangers and pressure vessels.
E81T1-A1 93.3 ksi 84.6 ksi 23.5 %
E81T1-A1 is a low alloy steel electrode for flux cored arc welding with an external shielding gas. This electrode is intended for single and multiple pass welding, of certain C-Mo steels, where the addition of ½% of molybdenum is required in the deposited weld metal. E81T1-A1 is an ideal choice for welding certain C-Mo steels used in the fabrication of boilers and pressure vessels, such as ASTM A161, A204, and A302 Gr. A plate, and A335-P1 pipe. The ½ % Mo in the weld deposit increases the strength of the weld metal at elevated temperatures, and imparts some corrosion resistance. It does, however, reduce notch toughness somewhat.
E81T1-B2 94.2 ksi 84.2 ksi 20 %
E81T1-B2 is a low alloy steel electrode for flux cored arc welding with external gas shielding. This electrode is intended for single and multiple pass welding, of certain Cr-Mo steel plate and pipe, where 1¼% Cr and ½% Mo are required in the weld deposit. E81T1-B2 is intended to weld steels subject to high-temperature service, such as A387 Gr. 11 plate and A335 P11 pipe. These materials are used in the fabrication of boilers, heat exchangers, and pressure vessels.
E81T1-B2L 92.2 ksi 79.4 ksi 22 %E81T1-B2L is a single and multiple pass premium low alloy steel electrode able to be welded in all positions of certain 1¼% Cr and ½% Mo steel plate and pipe where low-carbon levels are required in the weld deposit. E81T1-B2L is specially designed to weld thin-walled A335-P11 pipe or tube and well suited for use in the fabrication of pressure vessels, heat exchangers and boilers.
E81T1-B6 89 ksi 79.2 ksi 19.9 %
E81T1-B6 is a low alloy steel electrode intended for single and multiple pass, welding of certain chromium-molybdenum steels where a weld deposit of 5 % chromium and 1/2 % molybdenum is required. This electrode has superb welder appeal and excellent mechanical properties with smooth arc transfer, low spatter, and fast freezing slag. E81T1-B6 is specially formulated for welding tube, pipe and plate subjected to high-temperature service, such as A213-T5 and A335-P5.
E81T1-B8 96.3 ksi 78 ksi 20 %E81T1-B8 is a flux cored electrode formulated for single and multiple pass welding of 9% chromium and 1% molybdenum steels. E81T1-B8 is used to weld 9Cr-1Mo steels such as A335-P9 piping and A213-T9 tubing. Typical applications involve high-temperature service in the petrochemical and petroleum industries.
E81T1-Ni1 83.5 ksi 76.9 ksi 23.5 %
E81T1-Ni1 is a low alloy steel electrode for flux cored arc welding with external gas shielding. This electrode is intended for single and multiple pass welding, on carbon and low alloy steels requiring good charpy v-notch toughness at subzero temperatures. E81T1-NI1 is an ideal selection for welding steels requiring good tensile strength in excess of 80,000 psi and charpy v-notch toughness (20 ft lb ƒ) as low as -40ºF. Steels welded with this electrode include ASTM A572, A302, A588, and A734 used in the fabrication of transmission poles, light poles, earth moving and mining machinery, and offshore platforms.
E81T1-Ni2 87 ksi 73 ksi 26 %
E81T1-Ni2 is an excellent selection for welding steels which require good CVN toughness and tensile strength in the range of 80,000-100,000 psi. E81T1-Ni2 is designed for single and multiple pass welding of carbon and certain low alloy steels such as ASTM A572, A575 and A734. E81T1-Ni2 is ideal for applications such as offshore platform construction, shipbuilding, earth moving and mining machinery.
E81T1-W2 91 ksi 81.5 ksi 24 %
E81T1-W2 is a gas-shielded, flux cored, low alloy steel electrode for welding of weathering steels. This electrode is intended for single and multiple pass welding. Welder appeal is excellent with a spray transfer, thin slag which removes easily and cleanly, and a smooth bead profile. E81T1-W2 contains alloy additions which match those of the “weathering” steels such as ASTM A588. This provides weld metal which matches the corrosion resistance and coloring of the weathering-type structural steels commonly used in bridge construction and other structural components used in highway construction.
E91T1-B3 102.1 ksi 87.4 ksi 18 %
E91T1-B3 is specifically formulated for welding materials subjected to high-temperature service using both 100% CO2 and 75% Argon- balance CO2 gas. E91T1-B3 provides single and multiple pass, all position welding of certain chromium-molybdenum steels. E91T1-B3 is designed for welding materials such as A387 Gr. 22 plate and A335 P22 pipe and leaves 2¼% Cr / 1% Mo weld metal deposit.
E91T1-B9 106.9 ksi 86.1 ksi 19 %
E91T1-B9 is a flux cored electrode containing small additions of niobium, vanadium and nitrogen to improve long term creep properties; designed for single and multiple pass welding of 9% chromium and 1% molybdenum steels. E91T1-B9 is used to weld 9Cr-1Mo creep resistant steels, such as A387 Gr 91 plate; A335 P91 and A369-FP91 piping; A199-T91, A200-T91 and A213-T91 tubing; A182-F91 forgings; as well as fittings and castings of similar composition. Typical applications include power plant turbine casings, valves, headers and piping.
E91T1-K2 103.4 ksi 91.7 ksi 22 %
E91T1-K2 is a gas-shielded, flux cored electrode intended for single and multiple pass welding of certain low alloy steels. It is ideal for weldments requiring 90,000 psi minimum tensile strength and good CVN toughness values. E91T1K2 has a rutile based slag system and excellent subzero CVN toughness and exceptional weld bead geometry with a smooth spray arc transfer with low spatter. E91T1K2 is typically used to weld steels involved in the fabrication of submarines, offshore platforms and leg assemblies, earth moving machinery and specialized structural applications. These steels are usually types such as HY-80, HY-100, ASTM A710, A514 and other similar high-strength steels.
E100T1-K3 105.7 ksi 94 ksi 23 %
E100T1-K3 is a gas-shielded, low alloy steel electrode for flux cored arc welding of certain high-strength low alloy steels. This electrode is intended for single and multiple pass welding in horizontal fillets and the flat position. This electrode exhibits good bead profiles, with excellent slag detachment, providing a smooth spray transfer, full slag coverage, and relatively low spatter levels. E100T1-K3, with a minimum tensile strength of 100 ksi and good CVN toughness levels, is an ideal selection for welding steels such as A514 and HY-80 typically used in fabrications such as heavy crane assemblies, mining machinery, and large earth moving equipment.
E4130-LN 106.9 ksi 98.6 ksi 20.8 %
E4130-LN is a basic flux cored electrode for use with Ar-25% CO2 shielding gas. The deposit contains less than 1% nickel making this electrode suitable for most oil field applications. This electrode is intended for flat and horizontal fillet welding. E4130-LN is designed to weld E4130, and other steels of similar composition, such as E4140 and E8630. It provides a close match to steel properties following post weld heat treatment.
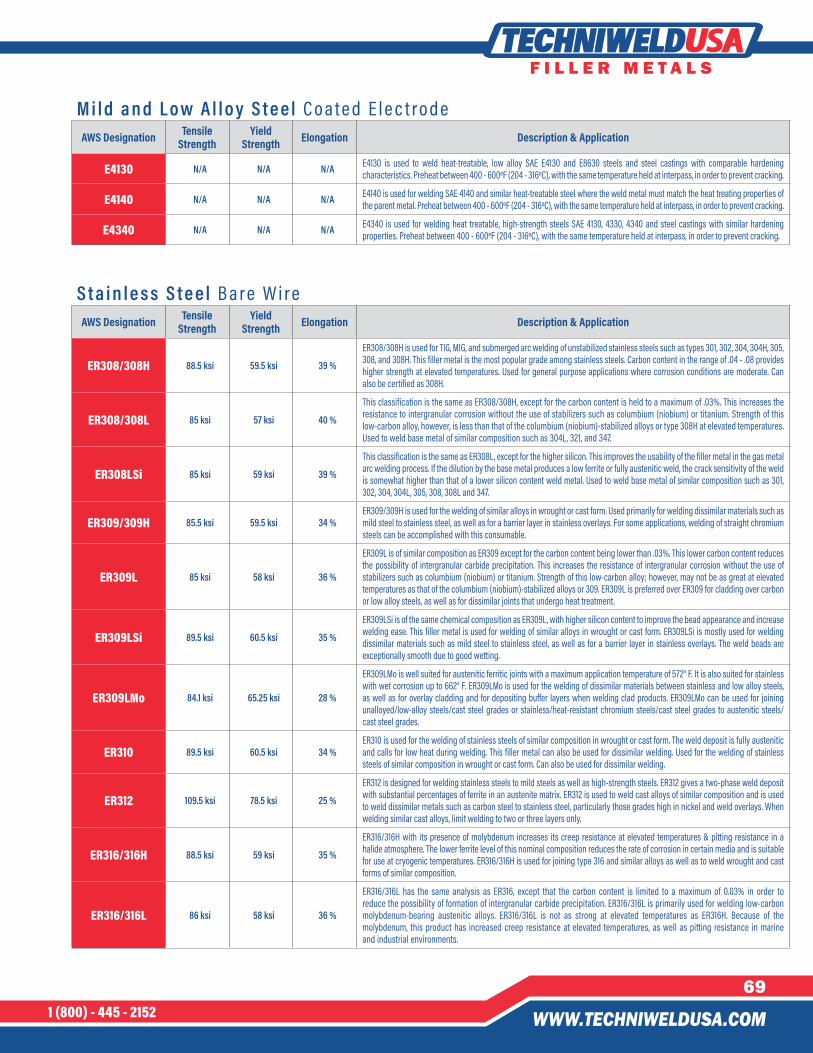
691 (800) - 445 - 2152
M i l d a n d L o w A l l o y S t e e l C o a te d E l e c t ro d eAWS Designation Tensile
StrengthYield
Strength Elongation Description & Application
E4130 N/A N/A N/A E4130 is used to weld heat-treatable, low alloy SAE E4130 and E8630 steels and steel castings with comparable hardening characteristics. Preheat between 400 - 600ºF (204 - 316ºC), with the same temperature held at interpass, in order to prevent cracking.
E4140 N/A N/A N/A E4140 is used for welding SAE 4140 and similar heat-treatable steel where the weld metal must match the heat treating properties of the parent metal. Preheat between 400 - 600ºF (204 - 316ºC), with the same temperature held at interpass, in order to prevent cracking.
E4340 N/A N/A N/A E4340 is used for welding heat treatable, high-strength steels SAE 4130, 4330, 4340 and steel castings with similar hardening properties. Preheat between 400 - 600ºF (204 - 316ºC), with the same temperature held at interpass, in order to prevent cracking.
S t a i n l e s s S t e e l B a re Wi reAWS Designation Tensile
StrengthYield
Strength Elongation Description & Application
ER308/308H 88.5 ksi 59.5 ksi 39 %
ER308/308H is used for TIG, MIG, and submerged arc welding of unstabilized stainless steels such as types 301, 302, 304, 304H, 305, 308, and 308H. This filler metal is the most popular grade among stainless steels. Carbon content in the range of .04 - .08 provides higher strength at elevated temperatures. Used for general purpose applications where corrosion conditions are moderate. Can also be certified as 308H.
ER308/308L 85 ksi 57 ksi 40 %
This classification is the same as ER308/308H, except for the carbon content is held to a maximum of .03%. This increases the resistance to intergranular corrosion without the use of stabilizers such as columbium (niobium) or titanium. Strength of this low-carbon alloy, however, is less than that of the columbium (niobium)-stabilized alloys or type 308H at elevated temperatures. Used to weld base metal of similar composition such as 304L, 321, and 347.
ER308LSi 85 ksi 59 ksi 39 %
This classification is the same as ER308L, except for the higher silicon. This improves the usability of the filler metal in the gas metal arc welding process. If the dilution by the base metal produces a low ferrite or fully austenitic weld, the crack sensitivity of the weld is somewhat higher than that of a lower silicon content weld metal. Used to weld base metal of similar composition such as 301, 302, 304, 304L, 305, 308, 308L and 347.
ER309/309H 85.5 ksi 59.5 ksi 34 %ER309/309H is used for the welding of similar alloys in wrought or cast form. Used primarily for welding dissimilar materials such as mild steel to stainless steel, as well as for a barrier layer in stainless overlays. For some applications, welding of straight chromium steels can be accomplished with this consumable.
ER309L 85 ksi 58 ksi 36 %
ER309L is of similar composition as ER309 except for the carbon content being lower than .03%. This lower carbon content reduces the possibility of intergranular carbide precipitation. This increases the resistance of intergranular corrosion without the use of stabilizers such as columbium (niobium) or titanium. Strength of this low-carbon alloy; however, may not be as great at elevated temperatures as that of the columbium (niobium)-stabilized alloys or 309. ER309L is preferred over ER309 for cladding over carbon or low alloy steels, as well as for dissimilar joints that undergo heat treatment.
ER309LSi 89.5 ksi 60.5 ksi 35 %
ER309LSi is of the same chemical composition as ER309L, with higher silicon content to improve the bead appearance and increase welding ease. This filler metal is used for welding of similar alloys in wrought or cast form. ER309LSi is mostly used for welding dissimilar materials such as mild steel to stainless steel, as well as for a barrier layer in stainless overlays. The weld beads are exceptionally smooth due to good wetting.
ER309LMo 84.1 ksi 65.25 ksi 28 %
ER309LMo is well suited for austenitic ferritic joints with a maximum application temperature of 572° F. It is also suited for stainless with wet corrosion up to 662° F. ER309LMo is used for the welding of dissimilar materials between stainless and low alloy steels, as well as for overlay cladding and for depositing buffer layers when welding clad products. ER309LMo can be used for joining unalloyed/low-alloy steels/cast steel grades or stainless/heat-resistant chromium steels/cast steel grades to austenitic steels/cast steel grades.
ER310 89.5 ksi 60.5 ksi 34 %ER310 is used for the welding of stainless steels of similar composition in wrought or cast form. The weld deposit is fully austenitic and calls for low heat during welding. This filler metal can also be used for dissimilar welding. Used for the welding of stainless steels of similar composition in wrought or cast form. Can also be used for dissimilar welding.
ER312 109.5 ksi 78.5 ksi 25 %
ER312 is designed for welding stainless steels to mild steels as well as high-strength steels. ER312 gives a two-phase weld deposit with substantial percentages of ferrite in an austenite matrix. ER312 is used to weld cast alloys of similar composition and is used to weld dissimilar metals such as carbon steel to stainless steel, particularly those grades high in nickel and weld overlays. When welding similar cast alloys, limit welding to two or three layers only.
ER316/316H 88.5 ksi 59 ksi 35 %
ER316/316H with its presence of molybdenum increases its creep resistance at elevated temperatures & pitting resistance in a halide atmosphere. The lower ferrite level of this nominal composition reduces the rate of corrosion in certain media and is suitable for use at cryogenic temperatures. ER316/316H is used for joining type 316 and similar alloys as well as to weld wrought and cast forms of similar composition.
ER316/316L 86 ksi 58 ksi 36 %
ER316/316L has the same analysis as ER316, except that the carbon content is limited to a maximum of 0.03% in order to reduce the possibility of formation of intergranular carbide precipitation. ER316/316L is primarily used for welding low-carbon molybdenum-bearing austenitic alloys. ER316/316L is not as strong at elevated temperatures as ER316H. Because of the molybdenum, this product has increased creep resistance at elevated temperatures, as well as pitting resistance in marine and industrial environments.
F I L L E R M E T A L S
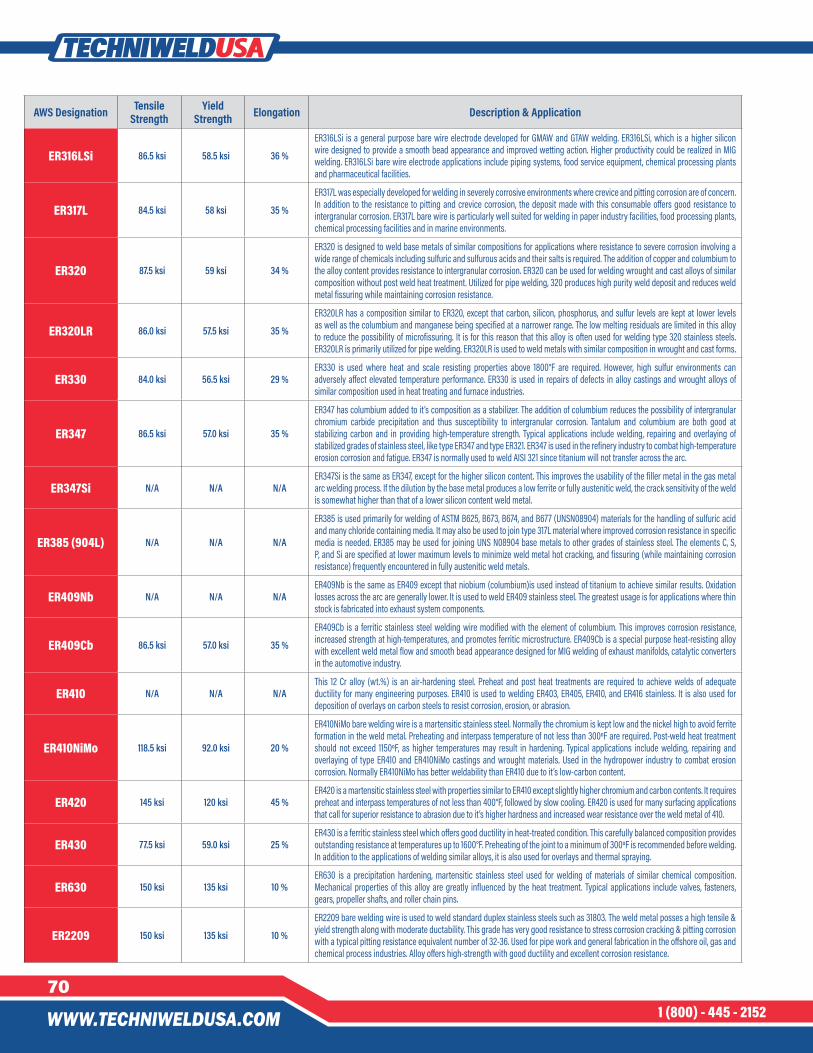
701 (800) - 445 - 2152
AWS Designation TensileStrength
YieldStrength Elongation Description & Application
ER316LSi 86.5 ksi 58.5 ksi 36 %
ER316LSi is a general purpose bare wire electrode developed for GMAW and GTAW welding. ER316LSi, which is a higher silicon wire designed to provide a smooth bead appearance and improved wetting action. Higher productivity could be realized in MIG welding. ER316LSi bare wire electrode applications include piping systems, food service equipment, chemical processing plants and pharmaceutical facilities.
ER317L 84.5 ksi 58 ksi 35 %
ER317L was especially developed for welding in severely corrosive environments where crevice and pitting corrosion are of concern. In addition to the resistance to pitting and crevice corrosion, the deposit made with this consumable offers good resistance to intergranular corrosion. ER317L bare wire is particularly well suited for welding in paper industry facilities, food processing plants, chemical processing facilities and in marine environments.
ER320 87.5 ksi 59 ksi 34 %
ER320 is designed to weld base metals of similar compositions for applications where resistance to severe corrosion involving a wide range of chemicals including sulfuric and sulfurous acids and their salts is required. The addition of copper and columbium to the alloy content provides resistance to intergranular corrosion. ER320 can be used for welding wrought and cast alloys of similar composition without post weld heat treatment. Utilized for pipe welding, 320 produces high purity weld deposit and reduces weld metal fissuring while maintaining corrosion resistance.
ER320LR 86.0 ksi 57.5 ksi 35 %
ER320LR has a composition similar to ER320, except that carbon, silicon, phosphorus, and sulfur levels are kept at lower levels as well as the columbium and manganese being specified at a narrower range. The low melting residuals are limited in this alloy to reduce the possibility of microfissuring. It is for this reason that this alloy is often used for welding type 320 stainless steels. ER320LR is primarily utilized for pipe welding. ER320LR is used to weld metals with similar composition in wrought and cast forms.
ER330 84.0 ksi 56.5 ksi 29 %ER330 is used where heat and scale resisting properties above 1800°F are required. However, high sulfur environments can adversely affect elevated temperature performance. ER330 is used in repairs of defects in alloy castings and wrought alloys of similar composition used in heat treating and furnace industries.
ER347 86.5 ksi 57.0 ksi 35 %
ER347 has columbium added to it’s composition as a stabilizer. The addition of columbium reduces the possibility of intergranular chromium carbide precipitation and thus susceptibility to intergranular corrosion. Tantalum and columbium are both good at stabilizing carbon and in providing high-temperature strength. Typical applications include welding, repairing and overlaying of stabilized grades of stainless steel, like type ER347 and type ER321. ER347 is used in the refinery industry to combat high-temperature erosion corrosion and fatigue. ER347 is normally used to weld AISI 321 since titanium will not transfer across the arc.
ER347Si N/A N/A N/AER347Si is the same as ER347, except for the higher silicon content. This improves the usability of the filler metal in the gas metal arc welding process. If the dilution by the base metal produces a low ferrite or fully austenitic weld, the crack sensitivity of the weld is somewhat higher than that of a lower silicon content weld metal.
ER385 (904L) N/A N/A N/A
ER385 is used primarily for welding of ASTM B625, B673, B674, and B677 (UNSN08904) materials for the handling of sulfuric acid and many chloride containing media. It may also be used to join type 317L material where improved corrosion resistance in specific media is needed. ER385 may be used for joining UNS N08904 base metals to other grades of stainless steel. The elements C, S, P, and Si are specified at lower maximum levels to minimize weld metal hot cracking, and fissuring (while maintaining corrosion resistance) frequently encountered in fully austenitic weld metals.
ER409Nb N/A N/A N/AER409Nb is the same as ER409 except that niobium (columbium)is used instead of titanium to achieve similar results. Oxidation losses across the arc are generally lower. It is used to weld ER409 stainless steel. The greatest usage is for applications where thin stock is fabricated into exhaust system components.
ER409Cb 86.5 ksi 57.0 ksi 35 %
ER409Cb is a ferritic stainless steel welding wire modified with the element of columbium. This improves corrosion resistance, increased strength at high-temperatures, and promotes ferritic microstructure. ER409Cb is a special purpose heat-resisting alloy with excellent weld metal flow and smooth bead appearance designed for MIG welding of exhaust manifolds, catalytic converters in the automotive industry.
ER410 N/A N/A N/AThis 12 Cr alloy (wt.%) is an air-hardening steel. Preheat and post heat treatments are required to achieve welds of adequate ductility for many engineering purposes. ER410 is used to welding ER403, ER405, ER410, and ER416 stainless. It is also used for deposition of overlays on carbon steels to resist corrosion, erosion, or abrasion.
ER410NiMo 118.5 ksi 92.0 ksi 20 %
ER410NiMo bare welding wire is a martensitic stainless steel. Normally the chromium is kept low and the nickel high to avoid ferrite formation in the weld metal. Preheating and interpass temperature of not less than 300ºF are required. Post-weld heat treatment should not exceed 1150ºF, as higher temperatures may result in hardening. Typical applications include welding, repairing and overlaying of type ER410 and ER410NiMo castings and wrought materials. Used in the hydropower industry to combat erosion corrosion. Normally ER410NiMo has better weldability than ER410 due to it’s low-carbon content.
ER420 145 ksi 120 ksi 45 %ER420 is a martensitic stainless steel with properties similar to ER410 except slightly higher chromium and carbon contents. It requires preheat and interpass temperatures of not less than 400°F, followed by slow cooling. ER420 is used for many surfacing applications that call for superior resistance to abrasion due to it’s higher hardness and increased wear resistance over the weld metal of 410.
ER430 77.5 ksi 59.0 ksi 25 %ER430 is a ferritic stainless steel which offers good ductility in heat-treated condition. This carefully balanced composition provides outstanding resistance at temperatures up to 1600°F. Preheating of the joint to a minimum of 300ºF is recommended before welding. In addition to the applications of welding similar alloys, it is also used for overlays and thermal spraying.
ER630 150 ksi 135 ksi 10 %ER630 is a precipitation hardening, martensitic stainless steel used for welding of materials of similar chemical composition. Mechanical properties of this alloy are greatly influenced by the heat treatment. Typical applications include valves, fasteners, gears, propeller shafts, and roller chain pins.
ER2209 150 ksi 135 ksi 10 %
ER2209 bare welding wire is used to weld standard duplex stainless steels such as 31803. The weld metal posses a high tensile & yield strength along with moderate ductability. This grade has very good resistance to stress corrosion cracking & pitting corrosion with a typical pitting resistance equivalent number of 32-36. Used for pipe work and general fabrication in the offshore oil, gas and chemical process industries. Alloy offers high-strength with good ductility and excellent corrosion resistance.
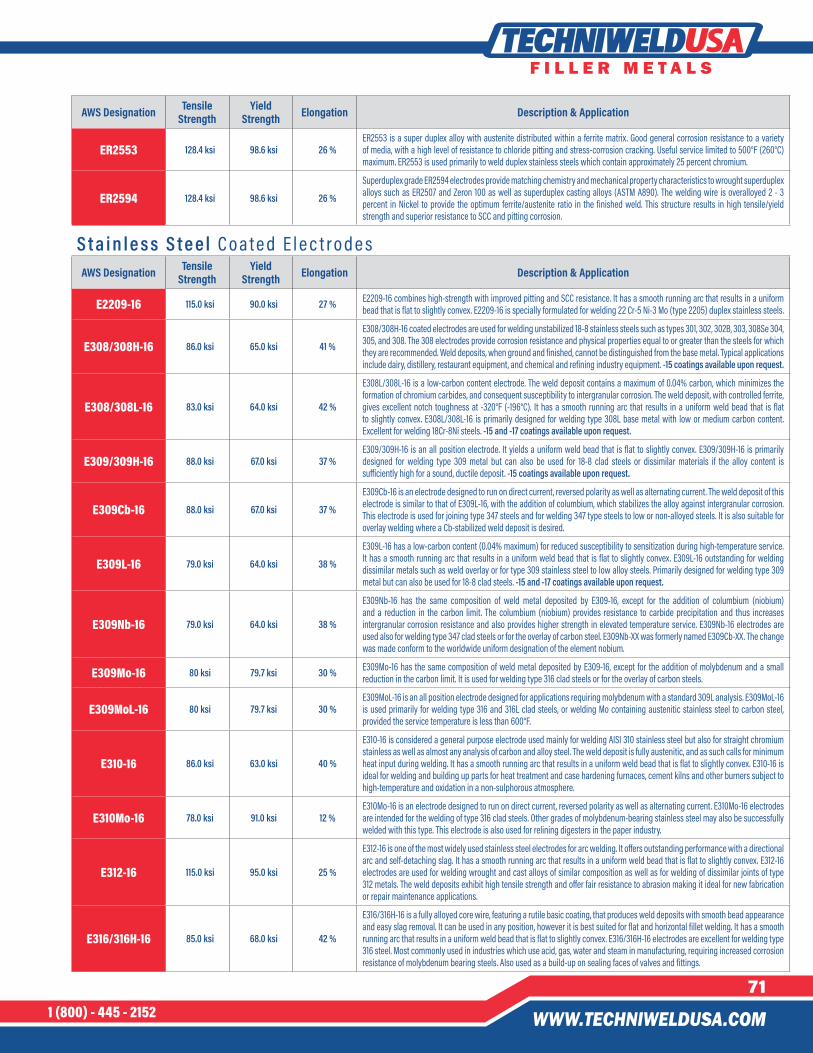
711 (800) - 445 - 2152
AWS Designation TensileStrength
YieldStrength Elongation Description & Application
ER2553 128.4 ksi 98.6 ksi 26 %ER2553 is a super duplex alloy with austenite distributed within a ferrite matrix. Good general corrosion resistance to a variety of media, with a high level of resistance to chloride pitting and stress-corrosion cracking. Useful service limited to 500°F (260°C) maximum. ER2553 is used primarily to weld duplex stainless steels which contain approximately 25 percent chromium.
ER2594 128.4 ksi 98.6 ksi 26 %
Superduplex grade ER2594 electrodes provide matching chemistry and mechanical property characteristics to wrought superduplex alloys such as ER2507 and Zeron 100 as well as superduplex casting alloys (ASTM A890). The welding wire is overalloyed 2 - 3 percent in Nickel to provide the optimum ferrite/austenite ratio in the finished weld. This structure results in high tensile/yield strength and superior resistance to SCC and pitting corrosion.
S t a i n l e s s S t e e l C o a te d E l e c t ro d e sAWS Designation Tensile
StrengthYield
Strength Elongation Description & Application
E2209-16 115.0 ksi 90.0 ksi 27 % E2209-16 combines high-strength with improved pitting and SCC resistance. It has a smooth running arc that results in a uniform bead that is flat to slightly convex. E2209-16 is specially formulated for welding 22 Cr-5 Ni-3 Mo (type 2205) duplex stainless steels.
E308/308H-16 86.0 ksi 65.0 ksi 41 %
E308/308H-16 coated electrodes are used for welding unstabilized 18-8 stainless steels such as types 301, 302, 302B, 303, 308Se 304, 305, and 308. The 308 electrodes provide corrosion resistance and physical properties equal to or greater than the steels for which they are recommended. Weld deposits, when ground and finished, cannot be distinguished from the base metal. Typical applications include dairy, distillery, restaurant equipment, and chemical and refining industry equipment. -15 coatings available upon request.
E308/308L-16 83.0 ksi 64.0 ksi 42 %
E308L/308L-16 is a low-carbon content electrode. The weld deposit contains a maximum of 0.04% carbon, which minimizes the formation of chromium carbides, and consequent susceptibility to intergranular corrosion. The weld deposit, with controlled ferrite, gives excellent notch toughness at -320°F (-196°C). It has a smooth running arc that results in a uniform weld bead that is flat to slightly convex. E308L/308L-16 is primarily designed for welding type 308L base metal with low or medium carbon content. Excellent for welding 18Cr-8Ni steels. -15 and -17 coatings available upon request.
E309/309H-16 88.0 ksi 67.0 ksi 37 %E309/309H-16 is an all position electrode. It yields a uniform weld bead that is flat to slightly convex. E309/309H-16 is primarily designed for welding type 309 metal but can also be used for 18-8 clad steels or dissimilar materials if the alloy content is sufficiently high for a sound, ductile deposit. -15 coatings available upon request.
E309Cb-16 88.0 ksi 67.0 ksi 37 %
E309Cb-16 is an electrode designed to run on direct current, reversed polarity as well as alternating current. The weld deposit of this electrode is similar to that of E309L-16, with the addition of columbium, which stabilizes the alloy against intergranular corrosion. This electrode is used for joining type 347 steels and for welding 347 type steels to low or non-alloyed steels. It is also suitable for overlay welding where a Cb-stabilized weld deposit is desired.
E309L-16 79.0 ksi 64.0 ksi 38 %
E309L-16 has a low-carbon content (0.04% maximum) for reduced susceptibility to sensitization during high-temperature service. It has a smooth running arc that results in a uniform weld bead that is flat to slightly convex. E309L-16 outstanding for welding dissimilar metals such as weld overlay or for type 309 stainless steel to low alloy steels. Primarily designed for welding type 309 metal but can also be used for 18-8 clad steels. -15 and -17 coatings available upon request.
E309Nb-16 79.0 ksi 64.0 ksi 38 %
E309Nb-16 has the same composition of weld metal deposited by E309-16, except for the addition of columbium (niobium) and a reduction in the carbon limit. The columbium (niobium) provides resistance to carbide precipitation and thus increases intergranular corrosion resistance and also provides higher strength in elevated temperature service. E309Nb-16 electrodes are used also for welding type 347 clad steels or for the overlay of carbon steel. E309Nb-XX was formerly named E309Cb-XX. The change was made conform to the worldwide uniform designation of the element nobium.
E309Mo-16 80 ksi 79.7 ksi 30 % E309Mo-16 has the same composition of weld metal deposited by E309-16, except for the addition of molybdenum and a small reduction in the carbon limit. It is used for welding type 316 clad steels or for the overlay of carbon steels.
E309MoL-16 80 ksi 79.7 ksi 30 %E309MoL-16 is an all position electrode designed for applications requiring molybdenum with a standard 309L analysis. E309MoL-16 is used primarily for welding type 316 and 316L clad steels, or welding Mo containing austenitic stainless steel to carbon steel, provided the service temperature is less than 600°F.
E310-16 86.0 ksi 63.0 ksi 40 %
E310-16 is considered a general purpose electrode used mainly for welding AISI 310 stainless steel but also for straight chromium stainless as well as almost any analysis of carbon and alloy steel. The weld deposit is fully austenitic, and as such calls for minimum heat input during welding. It has a smooth running arc that results in a uniform weld bead that is flat to slightly convex. E310-16 is ideal for welding and building up parts for heat treatment and case hardening furnaces, cement kilns and other burners subject to high-temperature and oxidation in a non-sulphorous atmosphere.
E310Mo-16 78.0 ksi 91.0 ksi 12 %E310Mo-16 is an electrode designed to run on direct current, reversed polarity as well as alternating current. E310Mo-16 electrodes are intended for the welding of type 316 clad steels. Other grades of molybdenum-bearing stainless steel may also be successfully welded with this type. This electrode is also used for relining digesters in the paper industry.
E312-16 115.0 ksi 95.0 ksi 25 %
E312-16 is one of the most widely used stainless steel electrodes for arc welding. It offers outstanding performance with a directional arc and self-detaching slag. It has a smooth running arc that results in a uniform weld bead that is flat to slightly convex. E312-16 electrodes are used for welding wrought and cast alloys of similar composition as well as for welding of dissimilar joints of type 312 metals. The weld deposits exhibit high tensile strength and offer fair resistance to abrasion making it ideal for new fabrication or repair maintenance applications.
E316/316H-16 85.0 ksi 68.0 ksi 42 %
E316/316H-16 is a fully alloyed core wire, featuring a rutile basic coating, that produces weld deposits with smooth bead appearance and easy slag removal. It can be used in any position, however it is best suited for flat and horizontal fillet welding. It has a smooth running arc that results in a uniform weld bead that is flat to slightly convex. E316/316H-16 electrodes are excellent for welding type 316 steel. Most commonly used in industries which use acid, gas, water and steam in manufacturing, requiring increased corrosion resistance of molybdenum bearing steels. Also used as a build-up on sealing faces of valves and fittings.
F I L L E R M E T A L S
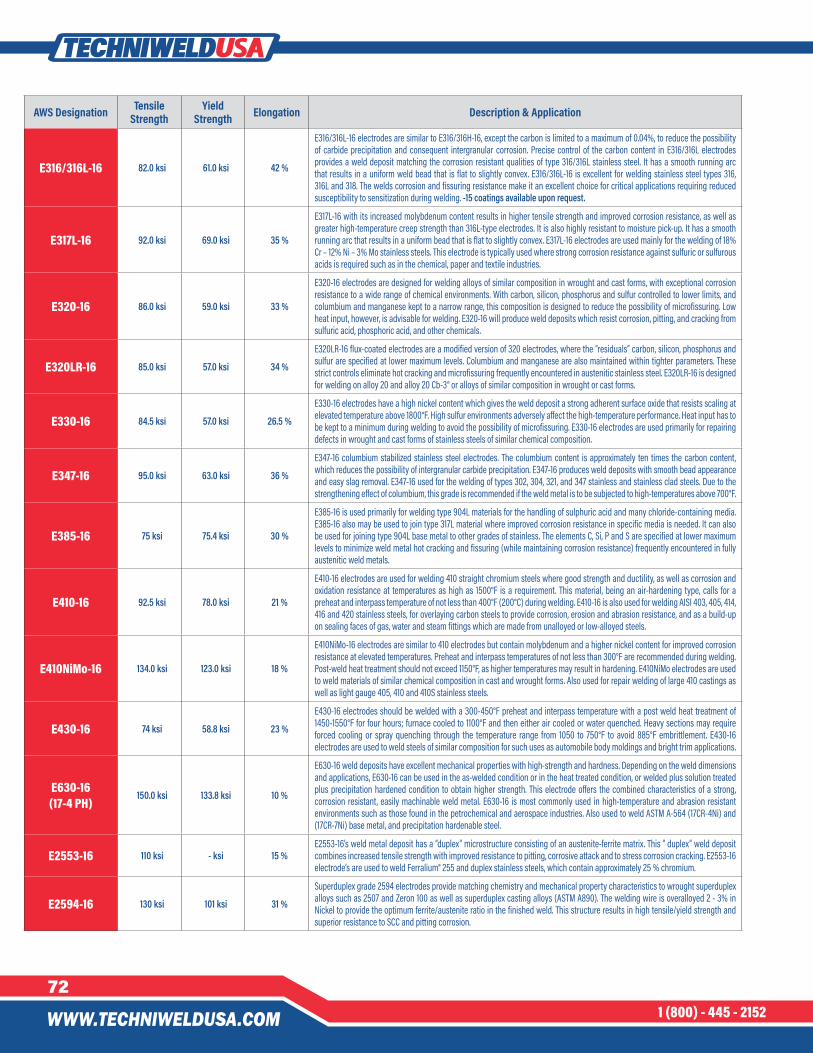
721 (800) - 445 - 2152
AWS Designation TensileStrength
YieldStrength Elongation Description & Application
E316/316L-16 82.0 ksi 61.0 ksi 42 %
E316/316L-16 electrodes are similar to E316/316H-16, except the carbon is limited to a maximum of 0.04%, to reduce the possibility of carbide precipitation and consequent intergranular corrosion. Precise control of the carbon content in E316/316L electrodes provides a weld deposit matching the corrosion resistant qualities of type 316/316L stainless steel. It has a smooth running arc that results in a uniform weld bead that is flat to slightly convex. E316/316L-16 is excellent for welding stainless steel types 316, 316L and 318. The welds corrosion and fissuring resistance make it an excellent choice for critical applications requiring reduced susceptibility to sensitization during welding. -15 coatings available upon request.
E317L-16 92.0 ksi 69.0 ksi 35 %
E317L-16 with its increased molybdenum content results in higher tensile strength and improved corrosion resistance, as well as greater high-temperature creep strength than 316L-type electrodes. It is also highly resistant to moisture pick-up. It has a smooth running arc that results in a uniform bead that is flat to slightly convex. E317L-16 electrodes are used mainly for the welding of 18% Cr – 12% Ni – 3% Mo stainless steels. This electrode is typically used where strong corrosion resistance against sulfuric or sulfurous acids is required such as in the chemical, paper and textile industries.
E320-16 86.0 ksi 59.0 ksi 33 %
E320-16 electrodes are designed for welding alloys of similar composition in wrought and cast forms, with exceptional corrosion resistance to a wide range of chemical environments. With carbon, silicon, phosphorus and sulfur controlled to lower limits, and columbium and manganese kept to a narrow range, this composition is designed to reduce the possibility of microfissuring. Low heat input, however, is advisable for welding. E320-16 will produce weld deposits which resist corrosion, pitting, and cracking from sulfuric acid, phosphoric acid, and other chemicals.
E320LR-16 85.0 ksi 57.0 ksi 34 %
E320LR-16 flux-coated electrodes are a modified version of 320 electrodes, where the “residuals” carbon, silicon, phosphorus and sulfur are specified at lower maximum levels. Columbium and manganese are also maintained within tighter parameters. These strict controls eliminate hot cracking and microfissuring frequently encountered in austenitic stainless steel. E320LR-16 is designed for welding on alloy 20 and alloy 20 Cb-3® or alloys of similar composition in wrought or cast forms.
E330-16 84.5 ksi 57.0 ksi 26.5 %
E330-16 electrodes have a high nickel content which gives the weld deposit a strong adherent surface oxide that resists scaling at elevated temperature above 1800°F. High sulfur environments adversely affect the high-temperature performance. Heat input has to be kept to a minimum during welding to avoid the possibility of microfissuring. E330-16 electrodes are used primarily for repairing defects in wrought and cast forms of stainless steels of similar chemical composition.
E347-16 95.0 ksi 63.0 ksi 36 %
E347-16 columbium stabilized stainless steel electrodes. The columbium content is approximately ten times the carbon content, which reduces the possibility of intergranular carbide precipitation. E347-16 produces weld deposits with smooth bead appearance and easy slag removal. E347-16 used for the welding of types 302, 304, 321, and 347 stainless and stainless clad steels. Due to the strengthening effect of columbium, this grade is recommended if the weld metal is to be subjected to high-temperatures above 700°F.
E385-16 75 ksi 75.4 ksi 30 %
E385-16 is used primarily for welding type 904L materials for the handling of sulphuric acid and many chloride-containing media. E385-16 also may be used to join type 317L material where improved corrosion resistance in specific media is needed. It can also be used for joining type 904L base metal to other grades of stainless. The elements C, Si, P and S are specified at lower maximum levels to minimize weld metal hot cracking and fissuring (while maintaining corrosion resistance) frequently encountered in fully austenitic weld metals.
E410-16 92.5 ksi 78.0 ksi 21 %
E410-16 electrodes are used for welding 410 straight chromium steels where good strength and ductility, as well as corrosion and oxidation resistance at temperatures as high as 1500°F is a requirement. This material, being an air-hardening type, calls for a preheat and interpass temperature of not less than 400°F (200°C) during welding. E410-16 is also used for welding AISI 403, 405, 414, 416 and 420 stainless steels, for overlaying carbon steels to provide corrosion, erosion and abrasion resistance, and as a build-up on sealing faces of gas, water and steam fittings which are made from unalloyed or low-alloyed steels.
E410NiMo-16 134.0 ksi 123.0 ksi 18 %
E410NiMo-16 electrodes are similar to 410 electrodes but contain molybdenum and a higher nickel content for improved corrosion resistance at elevated temperatures. Preheat and interpass temperatures of not less than 300°F are recommended during welding. Post-weld heat treatment should not exceed 1150°F, as higher temperatures may result in hardening. E410NiMo electrodes are used to weld materials of similar chemical composition in cast and wrought forms. Also used for repair welding of large 410 castings as well as light gauge 405, 410 and 410S stainless steels.
E430-16 74 ksi 58.8 ksi 23 %
E430-16 electrodes should be welded with a 300-450°F preheat and interpass temperature with a post weld heat treatment of 1450-1550°F for four hours; furnace cooled to 1100°F and then either air cooled or water quenched. Heavy sections may require forced cooling or spray quenching through the temperature range from 1050 to 750°F to avoid 885°F embrittlement. E430-16 electrodes are used to weld steels of similar composition for such uses as automobile body moldings and bright trim applications.
E630-16(17-4 PH)
150.0 ksi 133.8 ksi 10 %
E630-16 weld deposits have excellent mechanical properties with high-strength and hardness. Depending on the weld dimensions and applications, E630-16 can be used in the as-welded condition or in the heat treated condition, or welded plus solution treated plus precipitation hardened condition to obtain higher strength. This electrode offers the combined characteristics of a strong, corrosion resistant, easily machinable weld metal. E630-16 is most commonly used in high-temperature and abrasion resistant environments such as those found in the petrochemical and aerospace industries. Also used to weld ASTM A-564 (17CR-4Ni) and (17CR-7Ni) base metal, and precipitation hardenable steel.
E2553-16 110 ksi - ksi 15 %E2553-16’s weld metal deposit has a “duplex” microstructure consisting of an austenite-ferrite matrix. This “ duplex” weld deposit combines increased tensile strength with improved resistance to pitting, corrosive attack and to stress corrosion cracking. E2553-16 electrode’s are used to weld Ferralium® 255 and duplex stainless steels, which contain approximately 25 % chromium.
E2594-16 130 ksi 101 ksi 31 %
Superduplex grade 2594 electrodes provide matching chemistry and mechanical property characteristics to wrought superduplex alloys such as 2507 and Zeron 100 as well as superduplex casting alloys (ASTM A890). The welding wire is overalloyed 2 - 3% in Nickel to provide the optimum ferrite/austenite ratio in the finished weld. This structure results in high tensile/yield strength and superior resistance to SCC and pitting corrosion.
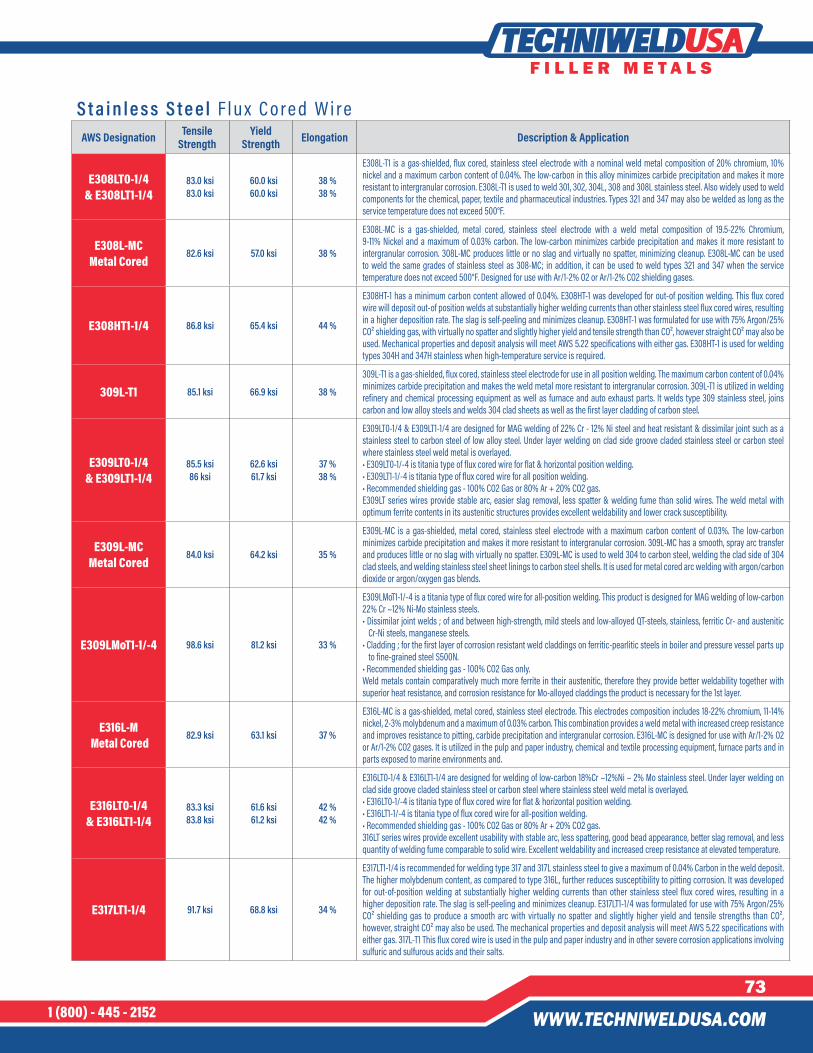
731 (800) - 445 - 2152
S t a i n l e s s S t e e l F l u x C o re d Wi reAWS Designation Tensile
StrengthYield
Strength Elongation Description & Application
E308LT0-1/4& E308LT1-1/4
83.0 ksi83.0 ksi
60.0 ksi60.0 ksi
38 %38 %
E308L-T1 is a gas-shielded, flux cored, stainless steel electrode with a nominal weld metal composition of 20% chromium, 10% nickel and a maximum carbon content of 0.04%. The low-carbon in this alloy minimizes carbide precipitation and makes it more resistant to intergranular corrosion. E308L-T1 is used to weld 301, 302, 304L, 308 and 308L stainless steel. Also widely used to weld components for the chemical, paper, textile and pharmaceutical industries. Types 321 and 347 may also be welded as long as the service temperature does not exceed 500°F.
E308L-MCMetal Cored
82.6 ksi 57.0 ksi 38 %
E308L-MC is a gas-shielded, metal cored, stainless steel electrode with a weld metal composition of 19.5-22% Chromium, 9-11% Nickel and a maximum of 0.03% carbon. The low-carbon minimizes carbide precipitation and makes it more resistant to intergranular corrosion. 308L-MC produces little or no slag and virtually no spatter, minimizing cleanup. E308L-MC can be used to weld the same grades of stainless steel as 308-MC; in addition, it can be used to weld types 321 and 347 when the service temperature does not exceed 500°F. Designed for use with Ar/1-2% O2 or Ar/1-2% CO2 shielding gases.
E308HT1-1/4 86.8 ksi 65.4 ksi 44 %
E308HT-1 has a minimum carbon content allowed of 0.04%. E308HT-1 was developed for out-of position welding. This flux cored wire will deposit out-of position welds at substantially higher welding currents than other stainless steel flux cored wires, resulting in a higher deposition rate. The slag is self-peeling and minimizes cleanup. E308HT-1 was formulated for use with 75% Argon/25% CO² shielding gas, with virtually no spatter and slightly higher yield and tensile strength than CO², however straight CO² may also be used. Mechanical properties and deposit analysis will meet AWS 5.22 specifications with either gas. E308HT-1 is used for welding types 304H and 347H stainless when high-temperature service is required.
309L-T1 85.1 ksi 66.9 ksi 38 %
309L-T1 is a gas-shielded, flux cored, stainless steel electrode for use in all position welding. The maximum carbon content of 0.04% minimizes carbide precipitation and makes the weld metal more resistant to intergranular corrosion. 309L-T1 is utilized in welding refinery and chemical processing equipment as well as furnace and auto exhaust parts. It welds type 309 stainless steel, joins carbon and low alloy steels and welds 304 clad sheets as well as the first layer cladding of carbon steel.
E309LT0-1/4& E309LT1-1/4
85.5 ksi86 ksi
62.6 ksi61.7 ksi
37 %38 %
E309LT0-1/4 & E309LT1-1/4 are designed for MAG welding of 22% Cr - 12% Ni steel and heat resistant & dissimilar joint such as a stainless steel to carbon steel of low alloy steel. Under layer welding on clad side groove claded stainless steel or carbon steel where stainless steel weld metal is overlayed.• E309LT0-1/-4 is titania type of flux cored wire for flat & horizontal position welding.• E309LT1-1/-4 is titania type of flux cored wire for all position welding.• Recommended shielding gas - 100% CO2 Gas or 80% Ar + 20% CO2 gas. E309LT series wires provide stable arc, easier slag removal, less spatter & welding fume than solid wires. The weld metal with optimum ferrite contents in its austenitic structures provides excellent weldability and lower crack susceptibility.
E309L-MCMetal Cored
84.0 ksi 64.2 ksi 35 %
E309L-MC is a gas-shielded, metal cored, stainless steel electrode with a maximum carbon content of 0.03%. The low-carbon minimizes carbide precipitation and makes it more resistant to intergranular corrosion. 309L-MC has a smooth, spray arc transfer and produces little or no slag with virtually no spatter. E309L-MC is used to weld 304 to carbon steel, welding the clad side of 304 clad steels, and welding stainless steel sheet linings to carbon steel shells. It is used for metal cored arc welding with argon/carbon dioxide or argon/oxygen gas blends.
E309LMoT1-1/-4 98.6 ksi 81.2 ksi 33 %
E309LMoT1-1/-4 is a titania type of flux cored wire for all-position welding. This product is designed for MAG welding of low-carbon 22% Cr ~12% Ni-Mo stainless steels.• Dissimilar joint welds ; of and between high-strength, mild steels and low-alloyed QT-steels, stainless, ferritic Cr- and austenitic
Cr-Ni steels, manganese steels.• Cladding ; for the first layer of corrosion resistant weld claddings on ferritic-pearlitic steels in boiler and pressure vessel parts up
to fine-grained steel S500N.• Recommended shielding gas - 100% CO2 Gas only.Weld metals contain comparatively much more ferrite in their austenitic, therefore they provide better weldability together with superior heat resistance, and corrosion resistance for Mo-alloyed claddings the product is necessary for the 1st layer.
E316L-M Metal Cored
82.9 ksi 63.1 ksi 37 %
E316L-MC is a gas-shielded, metal cored, stainless steel electrode. This electrodes composition includes 18-22% chromium, 11-14% nickel, 2-3% molybdenum and a maximum of 0.03% carbon. This combination provides a weld metal with increased creep resistance and improves resistance to pitting, carbide precipitation and intergranular corrosion. E316L-MC is designed for use with Ar/1-2% O2 or Ar/1-2% CO2 gases. It is utilized in the pulp and paper industry, chemical and textile processing equipment, furnace parts and in parts exposed to marine environments and.
E316LT0-1/4& E316LT1-1/4
83.3 ksi 83.8 ksi
61.6 ksi 61.2 ksi
42 %42 %
E316LT0-1/4 & E316LT1-1/4 are designed for welding of low-carbon 18%Cr ~12%Ni ~ 2% Mo stainless steel. Under layer welding on clad side groove claded stainless steel or carbon steel where stainless steel weld metal is overlayed.• E316LT0-1/-4 is titania type of flux cored wire for flat & horizontal position welding.• E316LT1-1/-4 is titania type of flux cored wire for all-position welding.• Recommended shielding gas - 100% CO2 Gas or 80% Ar + 20% CO2 gas.316LT series wires provide excellent usability with stable arc, less spattering, good bead appearance, better slag removal, and less quantity of welding fume comparable to solid wire. Excellent weldability and increased creep resistance at elevated temperature.
E317LT1-1/4 91.7 ksi 68.8 ksi 34 %
E317LT1-1/4 is recommended for welding type 317 and 317L stainless steel to give a maximum of 0.04% Carbon in the weld deposit. The higher molybdenum content, as compared to type 316L, further reduces susceptibility to pitting corrosion. It was developed for out-of-position welding at substantially higher welding currents than other stainless steel flux cored wires, resulting in a higher deposition rate. The slag is self-peeling and minimizes cleanup. E317LT1-1/4 was formulated for use with 75% Argon/25% CO² shielding gas to produce a smooth arc with virtually no spatter and slightly higher yield and tensile strengths than CO², however, straight CO² may also be used. The mechanical properties and deposit analysis will meet AWS 5.22 specifications with either gas. 317L-T1 This flux cored wire is used in the pulp and paper industry and in other severe corrosion applications involving sulfuric and sulfurous acids and their salts.
F I L L E R M E T A L S

741 (800) - 445 - 2152
AWS Designation TensileStrength
YieldStrength Elongation Description & Application
E347T1-1/4 94.0 ksi 63.0 ksi 35 %
E347T1-1/4 is a gas-shielded, flux cored, all position stainless steel electrode with a nominal weld metal composition of 19.5% chromium, 10% nickel and 0.5% columbium (niobium). The columbium forms a stable carbide which reduces chromium carbide precipitation and makes weld metal more resistant to intergranular corrosion. E347T1-1/4 is used with 100% CO2 or a blend of 75-80% Ar/balance CO2. It is utilized in the welding of furnace parts, high-pressure steam piping parts, pressure vessels, chemical tanks and automotive parts. It is also used to weld 321, 347 and 348 stainless steels.
E409-MCMetal Cored
67.0 ksi 50.5 ksi 26 %
E409-MC is a composite metal cored, stainless steel electrode for gas-shielded arc welding. Arc transfer is a smooth spray with virtually no spatter emission. This electrode is stabilized with both niobium (columbium) and titanium. E409-MC is intended for welding ferritic stainless steel sheet and thin gauge material, such as those in exhaust systems for trucks and automobiles. Designed for use with Ar/1-2% O2 shielding gas.
E409Nb 67.0 ksi 50.5 ksi 26 %
E409Nb is a composite metal cored, stainless steel electrode for gas-shielded arc welding. Arc transfer is a smooth spray with minimal spatter; bead appearance is smooth and clean. E409Nb produces a ferritic stainless steel deposit which is ideal for welding thin gauge ferritic stainless in the fabrication of automotive exhaust systems. Typically, these components are manifolds, mufflers, catalytic converters and tubing. The tubular wire characteristics provide better performance on gaps and poor fit up than solid wires.
E2209T1-1/4 121.0 ksi 98.0 ksi 24 %
E2209T1-1/4 is a flux cored, all position electrode designed to weld duplex stainless steels of the 22Cr-9Ni-2Mo-N type. The weld deposit has a “duplex”microstructure of austenite and ferrite and normally gives ferrite in the range of 30-60 FN. E2209T1-1/4 provides excellent notch toughness of 35 ft per pound at -20°F and is designed for use with 100% CO2 or 75-80% Ar/balance CO2 shielding gas. E2209T1-1/4 is used to weld similar materials in the chemical and fertilizer industry, off-shore pipelines, sour gas lines, etc.
A l um i n um A l l o y sAWS Designation Tensile
StrengthYield
Strength Elongation Description & Application
1100Welding Wire
13-24 ksi 5-22 ksi 5-35 % 1100 is a 99% aluminum wire that is highly resistant to chemical attack and weathering. It is recommended for welding 1100 and 3003 aluminum sheets, plates and shapes. It is popular in the fields of construction, decoration, metallurgical, pipelines, spinning apparatus.
4043Welding Wire
20-34 ksi 10-28 ksi 4 - 12 %
4043 is a 5% silicon aluminum filler metal recommended for welding 2014, 3003, 3004, 5052, 6061, and 6101 (in various conditions of heat treatment and 6063 sheets, plates and shapes). (Can Not Be Anodized). Construction of frames, heavy sheet metal, and machine bases. 4043 can also be used for welding castings. 4043 is designed for welding 6xxx series aluminum alloys. It may also be used to weld 2xxx and 3xxx series alloys.
ER4047Aluminum
Brazing Rod20-34 ksi 10-28 ksi 4 - 12 %
ER4047 is a 12% silicon aluminum brazing rod that is recommended for torch brazing and dip or furnace brazing of 1060, 1350, 3003, 5005, 6061, 6063, and 7005. ER4047 produces very clean weld deposits and provides excellent operator appeal. A lower melting point and higher fluidity are two advantages 4047 has over its cousin 4043.
ER5183Welding Wire
40 - 45 ksi 18-26 ksi 12-16 %ER5183 is designed to weld high magnesium alloys to meet higher tensile strength requirements. It is used to weld 5083, 6061, 6063, 5086, 7005 and 7039 alloys, for structural applications in marine and cryogenic industries and structural applications where high-strength, high fracture toughness for impact resistance, and exposure to corrosive elements are important.
ER5356Welding Wire
27-46 ksi 12-30 ksi 10-17 %ER5356 is a great general purpose filler alloy designed for the welding of 5XXX series alloys when 40,000 psi (276 MPa) tensile strength is not required. ER5356 is a 5% Magnesium aluminum that offers corrosion resistance when exposed to salt water. It is used to weld 5050, 5052, 5083, 5356, 5454, and 5456 base metal.
ER5554Welding Wire
35 ksi 16 ksi 17 %
ER5554 is intended as a matching filler alloy when welding 5454 base alloys. This combination of alloys does not become sensitive to stress corrosion cracking at elevated temperatures and is used in those applications that may be subjected to temperatures in excess of 150°F. ER5554 is widely used in the manufacture of chemical storage tanks, automotive wheels, over-the-road trailers, and rail tank cars.
ER5556Welding Wire
45 ksi 23 ksi 14 % ER5556 offers an excellent combination of corrosion resistance, strength, toughness, workability, and weldability. It is recommended for welding 5083, 5086, 5154, 5254 and 5456 high tensile aluminum alloys.
1300Arc Welding
Electrode34 ksi 20 ksi 18 %
1300 is an all position 5% silicon aluminum arc welding electrode with exclusive self-lifting slag. It is used for low temperature production and maintenance welding of cast and wrought aluminum sheets, plates, castings and extrusions. 1300 is widely used for tanks, pipes, appliances, refrigeration equipment, irrigation equipment, automobile parts and parts found in the chemical, food, and laundry industries.
Braz i n g A l l o y sAWS Designation Tensile
StrengthYield
Strength Elongation Description & Application
Silvaloy 0 N/A N/A N/A
Silvaloy 0 is extremely fluid at brazing temperatures and will penetrate joints with very little clearance. Best results are obtained with clearances of .001-.003”. Melting of Silvaloy 0 is virtually complete at 1350°F. Best results are obtained when brazing slightly above this temperature. The phosphorus content of Silvaloy 0 acts as a fluxing agent and no flux is necessary when brazing copper-to-copper joints. However, when used with a copper alloy or one of the other brazeable metals, a brazing flux must be used to promote wetting, bonding, and flow throughout the joint. Silvaloy 0 is primarily used for the joining of copper-to-copper on vibration free joints. It is very effective for joining tight fitting copper pipe and tubing, and is also used for the brazing of copper-to-copper alloys, brass-to-bronze.
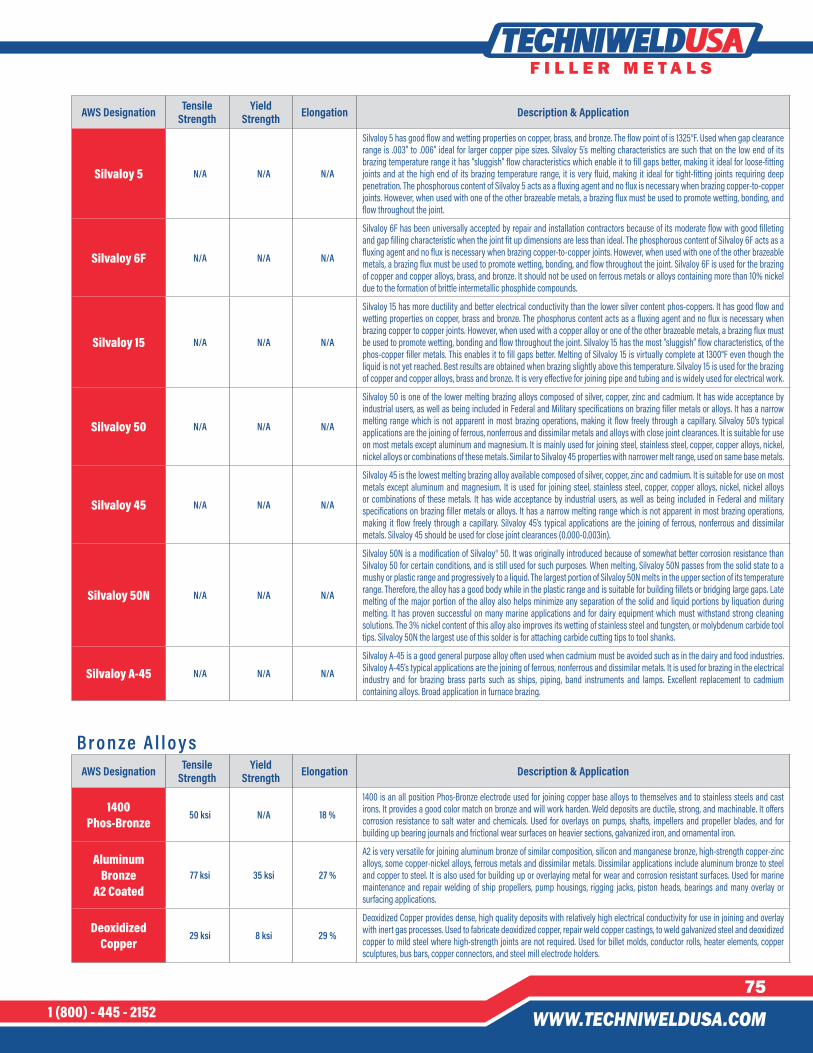
751 (800) - 445 - 2152
AWS Designation TensileStrength
YieldStrength Elongation Description & Application
Silvaloy 5 N/A N/A N/A
Silvaloy 5 has good flow and wetting properties on copper, brass, and bronze. The flow point of is 1325°F. Used when gap clearance range is .003” to .006” ideal for larger copper pipe sizes. Silvaloy 5’s melting characteristics are such that on the low end of its brazing temperature range it has “sluggish” flow characteristics which enable it to fill gaps better, making it ideal for loose-fitting joints and at the high end of its brazing temperature range, it is very fluid, making it ideal for tight-fitting joints requiring deep penetration. The phosphorous content of Silvaloy 5 acts as a fluxing agent and no flux is necessary when brazing copper-to-copper joints. However, when used with one of the other brazeable metals, a brazing flux must be used to promote wetting, bonding, and flow throughout the joint.
Silvaloy 6F N/A N/A N/A
Silvaloy 6F has been universally accepted by repair and installation contractors because of its moderate flow with good filleting and gap filling characteristic when the joint fit up dimensions are less than ideal. The phosphorous content of Silvaloy 6F acts as a fluxing agent and no flux is necessary when brazing copper-to-copper joints. However, when used with one of the other brazeable metals, a brazing flux must be used to promote wetting, bonding, and flow throughout the joint. Silvaloy 6F is used for the brazing of copper and copper alloys, brass, and bronze. It should not be used on ferrous metals or alloys containing more than 10% nickel due to the formation of brittle intermetallic phosphide compounds.
Silvaloy 15 N/A N/A N/A
Silvaloy 15 has more ductility and better electrical conductivity than the lower silver content phos-coppers. It has good flow and wetting properties on copper, brass and bronze. The phosphorus content acts as a fluxing agent and no flux is necessary when brazing copper to copper joints. However, when used with a copper alloy or one of the other brazeable metals, a brazing flux must be used to promote wetting, bonding and flow throughout the joint. Silvaloy 15 has the most “sluggish” flow characteristics, of the phos-copper filler metals. This enables it to fill gaps better. Melting of Silvaloy 15 is virtually complete at 1300°F even though the liquid is not yet reached. Best results are obtained when brazing slightly above this temperature. Silvaloy 15 is used for the brazing of copper and copper alloys, brass and bronze. It is very effective for joining pipe and tubing and is widely used for electrical work.
Silvaloy 50 N/A N/A N/A
Silvaloy 50 is one of the lower melting brazing alloys composed of silver, copper, zinc and cadmium. It has wide acceptance by industrial users, as well as being included in Federal and Military specifications on brazing filler metals or alloys. It has a narrow melting range which is not apparent in most brazing operations, making it flow freely through a capillary. Silvaloy 50’s typical applications are the joining of ferrous, nonferrous and dissimilar metals and alloys with close joint clearances. It is suitable for use on most metals except aluminum and magnesium. It is mainly used for joining steel, stainless steel, copper, copper alloys, nickel, nickel alloys or combinations of these metals. Similar to Silvaloy 45 properties with narrower melt range, used on same base metals.
Silvaloy 45 N/A N/A N/A
Silvaloy 45 is the lowest melting brazing alloy available composed of silver, copper, zinc and cadmium. It is suitable for use on most metals except aluminum and magnesium. It is used for joining steel, stainless steel, copper, copper alloys, nickel, nickel alloys or combinations of these metals. It has wide acceptance by industrial users, as well as being included in Federal and military specifications on brazing filler metals or alloys. It has a narrow melting range which is not apparent in most brazing operations, making it flow freely through a capillary. Silvaloy 45’s typical applications are the joining of ferrous, nonferrous and dissimilar metals. Silvaloy 45 should be used for close joint clearances (0.000-0.003in).
Silvaloy 50N N/A N/A N/A
Silvaloy 50N is a modification of Silvaloy® 50. It was originally introduced because of somewhat better corrosion resistance than Silvaloy 50 for certain conditions, and is still used for such purposes. When melting, Silvaloy 50N passes from the solid state to a mushy or plastic range and progressively to a liquid. The largest portion of Silvaloy 50N melts in the upper section of its temperature range. Therefore, the alloy has a good body while in the plastic range and is suitable for building fillets or bridging large gaps. Late melting of the major portion of the alloy also helps minimize any separation of the solid and liquid portions by liquation during melting. It has proven successful on many marine applications and for dairy equipment which must withstand strong cleaning solutions. The 3% nickel content of this alloy also improves its wetting of stainless steel and tungsten, or molybdenum carbide tool tips. Silvaloy 50N the largest use of this solder is for attaching carbide cutting tips to tool shanks.
Silvaloy A-45 N/A N/A N/A
Silvaloy A-45 is a good general purpose alloy often used when cadmium must be avoided such as in the dairy and food industries. Silvaloy A-45’s typical applications are the joining of ferrous, nonferrous and dissimilar metals. It is used for brazing in the electrical industry and for brazing brass parts such as ships, piping, band instruments and lamps. Excellent replacement to cadmium containing alloys. Broad application in furnace brazing.
Br o n z e A l l o y sAWS Designation Tensile
StrengthYield
Strength Elongation Description & Application
1400Phos-Bronze
50 ksi N/A 18 %
1400 is an all position Phos-Bronze electrode used for joining copper base alloys to themselves and to stainless steels and cast irons. It provides a good color match on bronze and will work harden. Weld deposits are ductile, strong, and machinable. It offers corrosion resistance to salt water and chemicals. Used for overlays on pumps, shafts, impellers and propeller blades, and for building up bearing journals and frictional wear surfaces on heavier sections, galvanized iron, and ornamental iron.
AluminumBronze
A2 Coated77 ksi 35 ksi 27 %
A2 is very versatile for joining aluminum bronze of similar composition, silicon and manganese bronze, high-strength copper-zinc alloys, some copper-nickel alloys, ferrous metals and dissimilar metals. Dissimilar applications include aluminum bronze to steel and copper to steel. It is also used for building up or overlaying metal for wear and corrosion resistant surfaces. Used for marine maintenance and repair welding of ship propellers, pump housings, rigging jacks, piston heads, bearings and many overlay or surfacing applications.
DeoxidizedCopper
29 ksi 8 ksi 29 %
Deoxidized Copper provides dense, high quality deposits with relatively high electrical conductivity for use in joining and overlay with inert gas processes. Used to fabricate deoxidized copper, repair weld copper castings, to weld galvanized steel and deoxidized copper to mild steel where high-strength joints are not required. Used for billet molds, conductor rolls, heater elements, copper sculptures, bus bars, copper connectors, and steel mill electrode holders.
F I L L E R M E T A L S
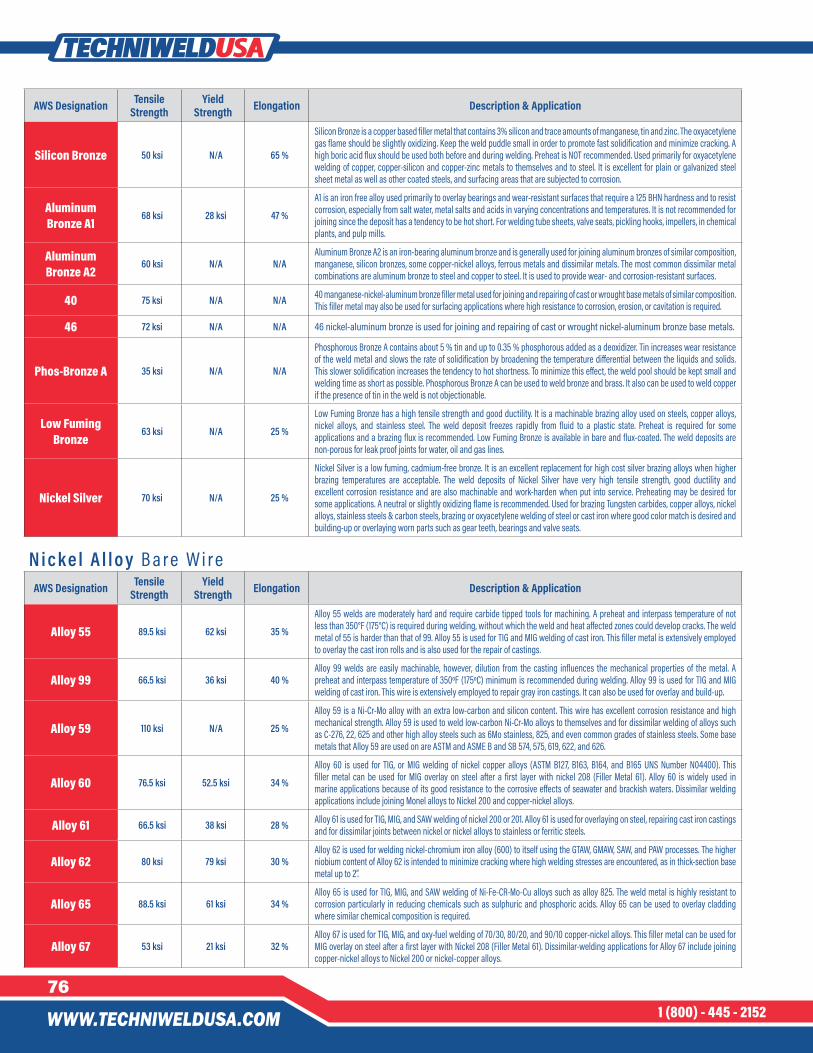
761 (800) - 445 - 2152
AWS Designation TensileStrength
YieldStrength Elongation Description & Application
Silicon Bronze 50 ksi N/A 65 %
Silicon Bronze is a copper based filler metal that contains 3% silicon and trace amounts of manganese, tin and zinc. The oxyacetylene gas flame should be slightly oxidizing. Keep the weld puddle small in order to promote fast solidification and minimize cracking. A high boric acid flux should be used both before and during welding. Preheat is NOT recommended. Used primarily for oxyacetylene welding of copper, copper-silicon and copper-zinc metals to themselves and to steel. It is excellent for plain or galvanized steel sheet metal as well as other coated steels, and surfacing areas that are subjected to corrosion.
Aluminum Bronze A1
68 ksi 28 ksi 47 %
A1 is an iron free alloy used primarily to overlay bearings and wear-resistant surfaces that require a 125 BHN hardness and to resist corrosion, especially from salt water, metal salts and acids in varying concentrations and temperatures. It is not recommended for joining since the deposit has a tendency to be hot short. For welding tube sheets, valve seats, pickling hooks, impellers, in chemical plants, and pulp mills.
Aluminum Bronze A2
60 ksi N/A N/AAluminum Bronze A2 is an iron-bearing aluminum bronze and is generally used for joining aluminum bronzes of similar composition, manganese, silicon bronzes, some copper-nickel alloys, ferrous metals and dissimilar metals. The most common dissimilar metal combinations are aluminum bronze to steel and copper to steel. It is used to provide wear- and corrosion-resistant surfaces.
40 75 ksi N/A N/A 40 manganese-nickel-aluminum bronze filler metal used for joining and repairing of cast or wrought base metals of similar composition. This filler metal may also be used for surfacing applications where high resistance to corrosion, erosion, or cavitation is required.
46 72 ksi N/A N/A 46 nickel-aluminum bronze is used for joining and repairing of cast or wrought nickel-aluminum bronze base metals.
Phos-Bronze A 35 ksi N/A N/A
Phosphorous Bronze A contains about 5 % tin and up to 0.35 % phosphorous added as a deoxidizer. Tin increases wear resistance of the weld metal and slows the rate of solidification by broadening the temperature differential between the liquids and solids. This slower solidification increases the tendency to hot shortness. To minimize this effect, the weld pool should be kept small and welding time as short as possible. Phosphorous Bronze A can be used to weld bronze and brass. It also can be used to weld copper if the presence of tin in the weld is not objectionable.
Low Fuming Bronze
63 ksi N/A 25 %
Low Fuming Bronze has a high tensile strength and good ductility. It is a machinable brazing alloy used on steels, copper alloys, nickel alloys, and stainless steel. The weld deposit freezes rapidly from fluid to a plastic state. Preheat is required for some applications and a brazing flux is recommended. Low Fuming Bronze is available in bare and flux-coated. The weld deposits are non-porous for leak proof joints for water, oil and gas lines.
Nickel Silver 70 ksi N/A 25 %
Nickel Silver is a low fuming, cadmium-free bronze. It is an excellent replacement for high cost silver brazing alloys when higher brazing temperatures are acceptable. The weld deposits of Nickel Silver have very high tensile strength, good ductility and excellent corrosion resistance and are also machinable and work-harden when put into service. Preheating may be desired for some applications. A neutral or slightly oxidizing flame is recommended. Used for brazing Tungsten carbides, copper alloys, nickel alloys, stainless steels & carbon steels, brazing or oxyacetylene welding of steel or cast iron where good color match is desired and building-up or overlaying worn parts such as gear teeth, bearings and valve seats.
N i c k e l A l l o y B a re Wi reAWS Designation Tensile
StrengthYield
Strength Elongation Description & Application
Alloy 55 89.5 ksi 62 ksi 35 %
Alloy 55 welds are moderately hard and require carbide tipped tools for machining. A preheat and interpass temperature of not less than 350°F (175°C) is required during welding, without which the weld and heat affected zones could develop cracks. The weld metal of 55 is harder than that of 99. Alloy 55 is used for TIG and MIG welding of cast iron. This filler metal is extensively employed to overlay the cast iron rolls and is also used for the repair of castings.
Alloy 99 66.5 ksi 36 ksi 40 %Alloy 99 welds are easily machinable, however, dilution from the casting influences the mechanical properties of the metal. A preheat and interpass temperature of 350ºF (175ºC) minimum is recommended during welding. Alloy 99 is used for TIG and MIG welding of cast iron. This wire is extensively employed to repair gray iron castings. It can also be used for overlay and build-up.
Alloy 59 110 ksi N/A 25 %
Alloy 59 is a Ni-Cr-Mo alloy with an extra low-carbon and silicon content. This wire has excellent corrosion resistance and high mechanical strength. Alloy 59 is used to weld low-carbon Ni-Cr-Mo alloys to themselves and for dissimilar welding of alloys such as C-276, 22, 625 and other high alloy steels such as 6Mo stainless, 825, and even common grades of stainless steels. Some base metals that Alloy 59 are used on are ASTM and ASME B and SB 574, 575, 619, 622, and 626.
Alloy 60 76.5 ksi 52.5 ksi 34 %
Alloy 60 is used for TIG, or MIG welding of nickel copper alloys (ASTM B127, B163, B164, and B165 UNS Number N04400). This filler metal can be used for MIG overlay on steel after a first layer with nickel 208 (Filler Metal 61). Alloy 60 is widely used in marine applications because of its good resistance to the corrosive effects of seawater and brackish waters. Dissimilar welding applications include joining Monel alloys to Nickel 200 and copper-nickel alloys.
Alloy 61 66.5 ksi 38 ksi 28 % Alloy 61 is used for TIG, MIG, and SAW welding of nickel 200 or 201. Alloy 61 is used for overlaying on steel, repairing cast iron castings and for dissimilar joints between nickel or nickel alloys to stainless or ferritic steels.
Alloy 62 80 ksi 79 ksi 30 %Alloy 62 is used for welding nickel-chromium iron alloy (600) to itself using the GTAW, GMAW, SAW, and PAW processes. The higher niobium content of Alloy 62 is intended to minimize cracking where high welding stresses are encountered, as in thick-section base metal up to 2”.
Alloy 65 88.5 ksi 61 ksi 34 %Alloy 65 is used for TIG, MIG, and SAW welding of Ni-Fe-CR-Mo-Cu alloys such as alloy 825. The weld metal is highly resistant to corrosion particularly in reducing chemicals such as sulphuric and phosphoric acids. Alloy 65 can be used to overlay cladding where similar chemical composition is required.
Alloy 67 53 ksi 21 ksi 32 %Alloy 67 is used for TIG, MIG, and oxy-fuel welding of 70/30, 80/20, and 90/10 copper-nickel alloys. This filler metal can be used for MIG overlay on steel after a first layer with Nickel 208 (Filler Metal 61). Dissimilar-welding applications for Alloy 67 include joining copper-nickel alloys to Nickel 200 or nickel-copper alloys.

771 (800) - 445 - 2152
AWS Designation TensileStrength
YieldStrength Elongation Description & Application
Alloy 82 53 ksi 21 ksi 32 %
Alloy 82 is used for TIG, MIG, and SAW welding of base materials such as ASTM B163, B166, B167, and B168 alloys which have UNS Number N0660. Alloy 82 is one of the most used nickel alloys whose applications range from cryogenic to high-temperatures. This filler metal can also be used for dissimilar welding applications between various nickel alloys and stainless or carbon steels, as well as for overlaying.
Alloy 92 80 ksi 80 ksi 30 % Alloy 92 is used for cladding steel with nickel-chromiumiron weld metal and for joining steel to nickel-base alloys using the GTAW, GMAW, SAW, and PAW processes. The weld metal will age harden on heat treatment.
Alloy 601 90 ksi 90 ksi 25 % Alloy 601 is used for welding nickel-chromium-iron-aluminum alloy (601) to itself and to other high-temperature compositions using the GTAW process. It is used for severe applications where the exposure temperature can exceed 2100°F (1150°).
Alloy 617 94 ksi 94 ksi 42 % Alloy 617 is used for welding nickel-chromium-cobalt-molybdenum alloy to itself using the GTAW and GMAW processes. Alloy 617 can also be used for welding joints of dissimilar steels and for elevated temperature service.
Alloy 622 115 ksi 82 ksi 38 %
Alloy 622 is an alloy of nickel with chromium molybdenum and tungsten as principal alloying elements. 622 offers excellent corrosion resistance in oxidizing as well as reducing media in a wide variety of chemical process environments. It offers an outstanding resistance to stress corrosion cracking, pitting, and crevice corrosion. Alloy 622 is used to weld alloys of similar composition as well as dissimilar joints between nickel-chromium-molybdenum alloys and stainless or carbon or low alloy steels. It can also be used for cladded overlay as well as spraying applications.
Alloy 625 114.5 ksi 85 ksi 35 %Alloy 625 is used for GMAW, GTAW and SAW of Ni-Cr-Mo alloys. This filler metal may be used for cladding and welding dissimilar base metals such as Ni-Cr-Mo alloys to stainless and carbon steels. Alloy 625 provides excellent resistance to oxidizing and reducing environments and good stress, pitting and crevice corrosion resistance because of this alloys high Mo content.
Alloy 718 165 ksi 165 ksi 25 %
Alloy 718 is used for welding nickel-chromium-niobium-molybdenum alloy (718) to itself using the GTAW processes. Alloy 718 is a precipitation hardenable nickel-base alloy designed to display exceptionally high yield, tensile and creep-rupture properties at temperatures up to 1300°F (704°C). The sluggish age-hardening response of AFM 718 permits annealing and welding without spontaneous hardening during heating and cooling. Alloy 718 has excellent weldability when compared to the nickel-base superalloys hardened by aluminum and titanium.
Alloy C276 105 ksi 81 ksi 40 %
Alloy C276 is used for GMAW, GTAW and SAW processes of nickel alloys with Cr and Mo. This grade may also be used for welding nickel alloys to dissimilar base metals such as stainless steel or low alloy steels. Alloy C276 is also used for overlay cladding of low alloy or carbon steel to provide general corrosion resistance and, due to the high-molybdenum content, a strong resistance to stress corrosion cracking, pitting and crevice corrosion.
Alloy W 105 ksi 81 ksi 40 %
Alloy W is a superalloy most commonly used for joining dissimilar combinations of cobalt and nickel base alloys used in high-temperature service applications. The weld deposit exhibits good mechanical properties up to 1800°F, however it does exhibit poor oxidation resistance above 1400°F and it should not be used for service applications in excess of 750 hours. Alloy W displays excellent dissimilar welding characteristics, and is widely used in the gas turbine, aerospace, and chemical process industries.
Alloy X 95 ksi N/A N/A
Alloy X is a solid-solution-strengthened superalloy that combines very good high-temperature strength with very good resistance to oxidizing environments up to about 2000°F (1095°C), and good carburization resistance. Alloy X may be cold-formed or hot-formed by various techniques, and is readily weldable by most standard methods. Alloy X is one of the most widely used materials for fabrication of forged parts in gas turbine engines, and is also used in chemical and petrochemical plants, power plants and industrial heating applications.
N i c k e l A l l o y C o a te d E l e c t ro d e sAWS Designation Tensile
StrengthYield
Strength Elongation Description & Application
E55 84 ksi 59.5 ksi 8 %E55 welds are moderately hard and require carbide tipped tools for machining. A preheat and interpass temperature of not less than 350°F (175°C) is required during welding. E55 is used for the repair of castings, welding of cast irons to themselves as well as for joining cast irons to mild steels.
E99 72 ksi 56.5 ksi 5 %E99 welds are quite machinable. A preheat and interpass temperature of not less than 350°F is recommended during welding. E99 is designed for welding of gray iron castings to themselves as well as joining them to mild steels or stainless steels. It is also used extensively to repair castings.
E112 114.5 ksi 89.5 ksi 34 %
E112 is a coated electrode which is used to weld nickel-chromium-molybdenum alloys. It is also used extensively in overlay cladding where similar chemical composition is required on the clad side. E112’s applications include dissimilar joints between nickel-chromium-molybdenum alloys to either stainless steels, carbon, or low alloy steels. These electrodes are used in applications where the temperature ranges from cryogenic up to 1800°F.
E117 110 ksi 87 ksi 26 %The weld metal of E117 provides optimum strength and oxidation resistance above 1500°F up to 2100°F, especially when welding on base metals of Ni-Fe-Cr alloys. E117 is used for welding of Ni-Cr-Co-Mo alloys (UNS number N06617). This electrode can also be used for overlay cladding where similar alloy is required.
E122 110 ksi 87 ksi 26 %E122 is used for welding nickel chromium-molybdenum alloys, for the welding of the clad side of joints in steel clad with nickel chromium-molybdenum alloy, to steel and to their nickel-base alloys; and for joining nickel chromium-molybdenum alloys. Typical specifications for the nickel-chromium molybdenum base metals have UNS Number N06022.
E141 64.5 ksi 58.5 ksi 26 %E141 weld metal has excellent corrosion resistance to caustic alkalies such as caustic soda and caustic potash. E141 is used for welding of cast and wrought forms of commercially pure nickel. These electrodes can also be used for surfacing as well as dissimilar welding between nickel and steel or stainless steel.
F I L L E R M E T A L S
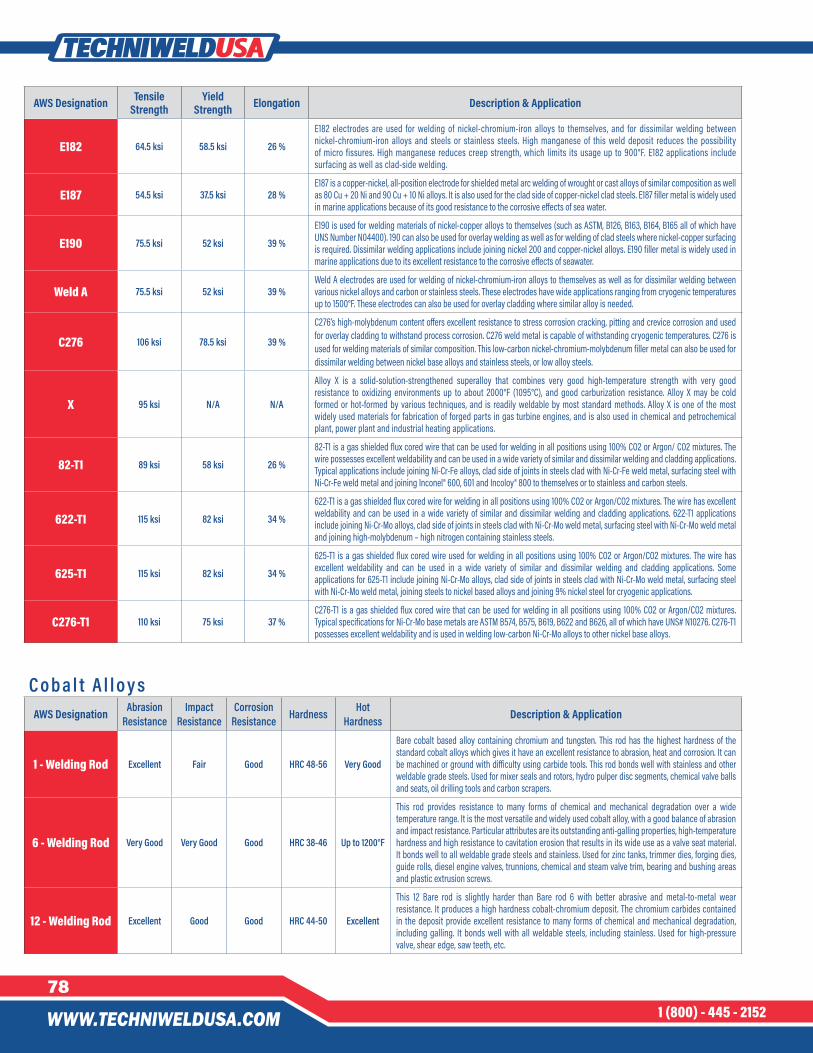
781 (800) - 445 - 2152
AWS Designation TensileStrength
YieldStrength Elongation Description & Application
E182 64.5 ksi 58.5 ksi 26 %
E182 electrodes are used for welding of nickel-chromium-iron alloys to themselves, and for dissimilar welding between nickel-chromium-iron alloys and steels or stainless steels. High manganese of this weld deposit reduces the possibility of micro fissures. High manganese reduces creep strength, which limits its usage up to 900°F. E182 applications include surfacing as well as clad-side welding.
E187 54.5 ksi 37.5 ksi 28 %E187 is a copper-nickel, all-position electrode for shielded metal arc welding of wrought or cast alloys of similar composition as well as 80 Cu + 20 Ni and 90 Cu + 10 Ni alloys. It is also used for the clad side of copper-nickel clad steels. E187 filler metal is widely used in marine applications because of its good resistance to the corrosive effects of sea water.
E190 75.5 ksi 52 ksi 39 %
E190 is used for welding materials of nickel-copper alloys to themselves (such as ASTM, B126, B163, B164, B165 all of which have UNS Number N04400). 190 can also be used for overlay welding as well as for welding of clad steels where nickel-copper surfacing is required. Dissimilar welding applications include joining nickel 200 and copper-nickel alloys. E190 filler metal is widely used in marine applications due to its excellent resistance to the corrosive effects of seawater.
Weld A 75.5 ksi 52 ksi 39 %Weld A electrodes are used for welding of nickel-chromium-iron alloys to themselves as well as for dissimilar welding between various nickel alloys and carbon or stainless steels. These electrodes have wide applications ranging from cryogenic temperatures up to 1500°F. These electrodes can also be used for overlay cladding where similar alloy is needed.
C276 106 ksi 78.5 ksi 39 %
C276’s high-molybdenum content offers excellent resistance to stress corrosion cracking, pitting and crevice corrosion and used for overlay cladding to withstand process corrosion. C276 weld metal is capable of withstanding cryogenic temperatures. C276 is used for welding materials of similar composition. This low-carbon nickel-chromium-molybdenum filler metal can also be used for dissimilar welding between nickel base alloys and stainless steels, or low alloy steels.
X 95 ksi N/A N/A
Alloy X is a solid-solution-strengthened superalloy that combines very good high-temperature strength with very good resistance to oxidizing environments up to about 2000°F (1095°C), and good carburization resistance. Alloy X may be cold formed or hot-formed by various techniques, and is readily weldable by most standard methods. Alloy X is one of the most widely used materials for fabrication of forged parts in gas turbine engines, and is also used in chemical and petrochemical plant, power plant and industrial heating applications.
82-T1 89 ksi 58 ksi 26 %
82-T1 is a gas shielded flux cored wire that can be used for welding in all positions using 100% CO2 or Argon/ CO2 mixtures. The wire possesses excellent weldability and can be used in a wide variety of similar and dissimilar welding and cladding applications. Typical applications include joining Ni-Cr-Fe alloys, clad side of joints in steels clad with Ni-Cr-Fe weld metal, surfacing steel with Ni-Cr-Fe weld metal and joining Inconel® 600, 601 and Incoloy® 800 to themselves or to stainless and carbon steels.
622-T1 115 ksi 82 ksi 34 %
622-T1 is a gas shielded flux cored wire for welding in all positions using 100% CO2 or Argon/CO2 mixtures. The wire has excellent weldability and can be used in a wide variety of similar and dissimilar welding and cladding applications. 622-T1 applications include joining Ni-Cr-Mo alloys, clad side of joints in steels clad with Ni-Cr-Mo weld metal, surfacing steel with Ni-Cr-Mo weld metal and joining high-molybdenum – high nitrogen containing stainless steels.
625-T1 115 ksi 82 ksi 34 %
625-T1 is a gas shielded flux cored wire used for welding in all positions using 100% CO2 or Argon/CO2 mixtures. The wire has excellent weldability and can be used in a wide variety of similar and dissimilar welding and cladding applications. Some applications for 625-T1 include joining Ni-Cr-Mo alloys, clad side of joints in steels clad with Ni-Cr-Mo weld metal, surfacing steel with Ni-Cr-Mo weld metal, joining steels to nickel based alloys and joining 9% nickel steel for cryogenic applications.
C276-T1 110 ksi 75 ksi 37 %C276-T1 is a gas shielded flux cored wire that can be used for welding in all positions using 100% CO2 or Argon/CO2 mixtures. Typical specifications for Ni-Cr-Mo base metals are ASTM B574, B575, B619, B622 and B626, all of which have UNS# N10276. C276-T1 possesses excellent weldability and is used in welding low-carbon Ni-Cr-Mo alloys to other nickel base alloys.
C o b a l t A l l o y sAWS Designation Abrasion
ResistanceImpact
ResistanceCorrosion
Resistance Hardness HotHardness Description & Application
1 - Welding Rod Excellent Fair Good HRC 48-56 Very Good
Bare cobalt based alloy containing chromium and tungsten. This rod has the highest hardness of the standard cobalt alloys which gives it have an excellent resistance to abrasion, heat and corrosion. It can be machined or ground with difficulty using carbide tools. This rod bonds well with stainless and other weldable grade steels. Used for mixer seals and rotors, hydro pulper disc segments, chemical valve balls and seats, oil drilling tools and carbon scrapers.
6 - Welding Rod Very Good Very Good Good HRC 38-46 Up to 1200°F
This rod provides resistance to many forms of chemical and mechanical degradation over a wide temperature range. It is the most versatile and widely used cobalt alloy, with a good balance of abrasion and impact resistance. Particular attributes are its outstanding anti-galling properties, high-temperature hardness and high resistance to cavitation erosion that results in its wide use as a valve seat material. It bonds well to all weldable grade steels and stainless. Used for zinc tanks, trimmer dies, forging dies, guide rolls, diesel engine valves, trunnions, chemical and steam valve trim, bearing and bushing areas and plastic extrusion screws.
12 - Welding Rod Excellent Good Good HRC 44-50 Excellent
This 12 Bare rod is slightly harder than Bare rod 6 with better abrasive and metal-to-metal wear resistance. It produces a high hardness cobalt-chromium deposit. The chromium carbides contained in the deposit provide excellent resistance to many forms of chemical and mechanical degradation, including galling. It bonds well with all weldable steels, including stainless. Used for high-pressure valve, shear edge, saw teeth, etc.
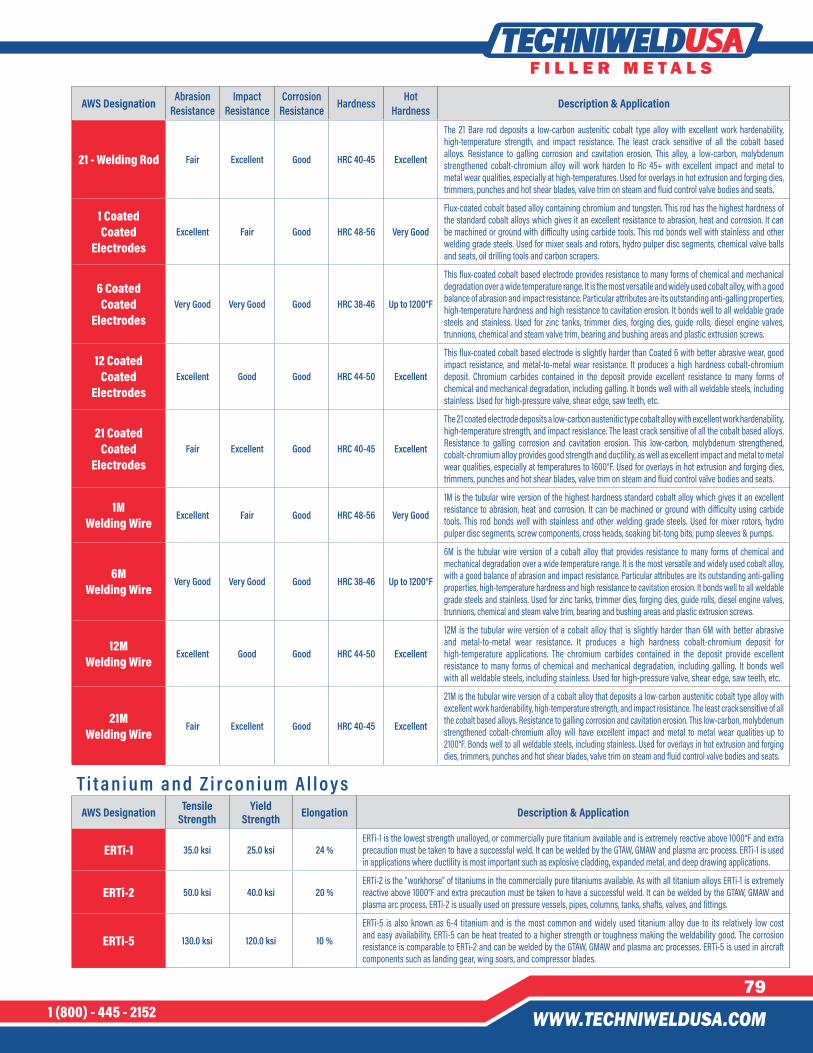
791 (800) - 445 - 2152
AWS Designation Abrasion Resistance
ImpactResistance
CorrosionResistance Hardness Hot
Hardness Description & Application
21 - Welding Rod Fair Excellent Good HRC 40-45 Excellent
The 21 Bare rod deposits a low-carbon austenitic cobalt type alloy with excellent work hardenability, high-temperature strength, and impact resistance. The least crack sensitive of all the cobalt based alloys. Resistance to galling corrosion and cavitation erosion. This alloy, a low-carbon, molybdenum strengthened cobalt-chromium alloy will work harden to Rc 45+ with excellent impact and metal to metal wear qualities, especially at high-temperatures. Used for overlays in hot extrusion and forging dies, trimmers, punches and hot shear blades, valve trim on steam and fluid control valve bodies and seats.
1 CoatedCoated
ElectrodesExcellent Fair Good HRC 48-56 Very Good
Flux-coated cobalt based alloy containing chromium and tungsten. This rod has the highest hardness of the standard cobalt alloys which gives it an excellent resistance to abrasion, heat and corrosion. It can be machined or ground with difficulty using carbide tools. This rod bonds well with stainless and other welding grade steels. Used for mixer seals and rotors, hydro pulper disc segments, chemical valve balls and seats, oil drilling tools and carbon scrapers.
6 CoatedCoated
ElectrodesVery Good Very Good Good HRC 38-46 Up to 1200°F
This flux-coated cobalt based electrode provides resistance to many forms of chemical and mechanical degradation over a wide temperature range. It is the most versatile and widely used cobalt alloy, with a good balance of abrasion and impact resistance. Particular attributes are its outstanding anti-galling properties, high-temperature hardness and high resistance to cavitation erosion. It bonds well to all weldable grade steels and stainless. Used for zinc tanks, trimmer dies, forging dies, guide rolls, diesel engine valves, trunnions, chemical and steam valve trim, bearing and bushing areas and plastic extrusion screws.
12 CoatedCoated
ElectrodesExcellent Good Good HRC 44-50 Excellent
This flux-coated cobalt based electrode is slightly harder than Coated 6 with better abrasive wear, good impact resistance, and metal-to-metal wear resistance. It produces a high hardness cobalt-chromium deposit. Chromium carbides contained in the deposit provide excellent resistance to many forms of chemical and mechanical degradation, including galling. It bonds well with all weldable steels, including stainless. Used for high-pressure valve, shear edge, saw teeth, etc.
21 CoatedCoated
ElectrodesFair Excellent Good HRC 40-45 Excellent
The 21 coated electrode deposits a low-carbon austenitic type cobalt alloy with excellent work hardenability, high-temperature strength, and impact resistance. The least crack sensitive of all the cobalt based alloys. Resistance to galling corrosion and cavitation erosion. This low-carbon, molybdenum strengthened,cobalt-chromium alloy provides good strength and ductility, as well as excellent impact and metal to metal wear qualities, especially at temperatures to 1600°F. Used for overlays in hot extrusion and forging dies, trimmers, punches and hot shear blades, valve trim on steam and fluid control valve bodies and seats.
1MWelding Wire
Excellent Fair Good HRC 48-56 Very Good
1M is the tubular wire version of the highest hardness standard cobalt alloy which gives it an excellent resistance to abrasion, heat and corrosion. It can be machined or ground with difficulty using carbide tools. This rod bonds well with stainless and other welding grade steels. Used for mixer rotors, hydro pulper disc segments, screw components, cross heads, soaking bit-tong bits, pump sleeves & pumps.
6MWelding Wire
Very Good Very Good Good HRC 38-46 Up to 1200°F
6M is the tubular wire version of a cobalt alloy that provides resistance to many forms of chemical and mechanical degradation over a wide temperature range. It is the most versatile and widely used cobalt alloy, with a good balance of abrasion and impact resistance. Particular attributes are its outstanding anti-galling properties, high-temperature hardness and high resistance to cavitation erosion. It bonds well to all weldable grade steels and stainless. Used for zinc tanks, trimmer dies, forging dies, guide rolls, diesel engine valves, trunnions, chemical and steam valve trim, bearing and bushing areas and plastic extrusion screws.
12MWelding Wire
Excellent Good Good HRC 44-50 Excellent
12M is the tubular wire version of a cobalt alloy that is slightly harder than 6M with better abrasive and metal-to-metal wear resistance. It produces a high hardness cobalt-chromium deposit for high-temperature applications. The chromium carbides contained in the deposit provide excellent resistance to many forms of chemical and mechanical degradation, including galling. It bonds well with all weldable steels, including stainless. Used for high-pressure valve, shear edge, saw teeth, etc.
21MWelding Wire
Fair Excellent Good HRC 40-45 Excellent
21M is the tubular wire version of a cobalt alloy that deposits a low-carbon austenitic cobalt type alloy with excellent work hardenability, high-temperature strength, and impact resistance. The least crack sensitive of all the cobalt based alloys. Resistance to galling corrosion and cavitation erosion. This low-carbon, molybdenum strengthened cobalt-chromium alloy will have excellent impact and metal to metal wear qualities up to 2100°F. Bonds well to all weldable steels, including stainless. Used for overlays in hot extrusion and forging dies, trimmers, punches and hot shear blades, valve trim on steam and fluid control valve bodies and seats.
T i t a n i um a n d Z i r c o n i um A l l o y sAWS Designation Tensile
StrengthYield
Strength Elongation Description & Application
ERTi-1 35.0 ksi 25.0 ksi 24 %ERTi-1 is the lowest strength unalloyed, or commercially pure titanium available and is extremely reactive above 1000°F and extra precaution must be taken to have a successful weld. It can be welded by the GTAW, GMAW and plasma arc process. ERTi-1 is used in applications where ductility is most important such as explosive cladding, expanded metal, and deep drawing applications.
ERTi-2 50.0 ksi 40.0 ksi 20 %ERTi-2 is the “workhorse” of titaniums in the commercially pure titaniums available. As with all titanium alloys ERTi-1 is extremely reactive above 1000°F and extra precaution must be taken to have a successful weld. It can be welded by the GTAW, GMAW and plasma arc process. ERTi-2 is usually used on pressure vessels, pipes, columns, tanks, shafts, valves, and fittings.
ERTi-5 130.0 ksi 120.0 ksi 10 %
ERTi-5 is also known as 6-4 titanium and is the most common and widely used titanium alloy due to its relatively low cost and easy availability. ERTi-5 can be heat treated to a higher strength or toughness making the weldability good. The corrosion resistance is comparable to ERTi-2 and can be welded by the GTAW, GMAW and plasma arc processes. ERTi-5 is used in aircraft components such as landing gear, wing soars, and compressor blades.
F I L L E R M E T A L S
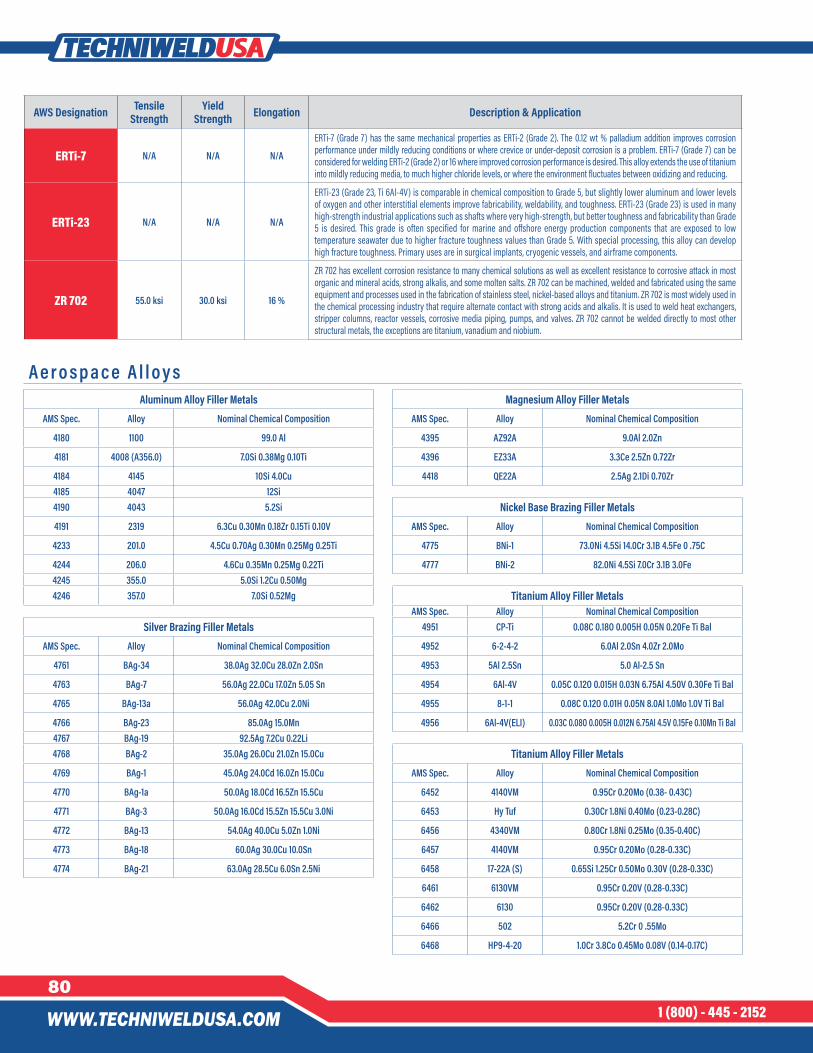
801 (800) - 445 - 2152
AWS Designation TensileStrength
YieldStrength Elongation Description & Application
ERTi-7 N/A N/A N/A
ERTi-7 (Grade 7) has the same mechanical properties as ERTi-2 (Grade 2). The 0.12 wt % palladium addition improves corrosion performance under mildly reducing conditions or where crevice or under-deposit corrosion is a problem. ERTi-7 (Grade 7) can be considered for welding ERTi-2 (Grade 2) or 16 where improved corrosion performance is desired. This alloy extends the use of titanium into mildly reducing media, to much higher chloride levels, or where the environment fluctuates between oxidizing and reducing.
ERTi-23 N/A N/A N/A
ERTi-23 (Grade 23, Ti 6Al-4V) is comparable in chemical composition to Grade 5, but slightly lower aluminum and lower levels of oxygen and other interstitial elements improve fabricability, weldability, and toughness. ERTi-23 (Grade 23) is used in many high-strength industrial applications such as shafts where very high-strength, but better toughness and fabricability than Grade 5 is desired. This grade is often specified for marine and offshore energy production components that are exposed to low temperature seawater due to higher fracture toughness values than Grade 5. With special processing, this alloy can develop high fracture toughness. Primary uses are in surgical implants, cryogenic vessels, and airframe components.
ZR 702 55.0 ksi 30.0 ksi 16 %
ZR 702 has excellent corrosion resistance to many chemical solutions as well as excellent resistance to corrosive attack in most organic and mineral acids, strong alkalis, and some molten salts. ZR 702 can be machined, welded and fabricated using the same equipment and processes used in the fabrication of stainless steel, nickel-based alloys and titanium. ZR 702 is most widely used in the chemical processing industry that require alternate contact with strong acids and alkalis. It is used to weld heat exchangers, stripper columns, reactor vessels, corrosive media piping, pumps, and valves. ZR 702 cannot be welded directly to most other structural metals, the exceptions are titanium, vanadium and niobium.
A e r o sp a c e A l l o y sAluminum Alloy Filler Metals Magnesium Alloy Filler Metals
AMS Spec. Alloy Nominal Chemical Composition AMS Spec. Alloy Nominal Chemical Composition
4180 1100 99.0 Al 4395 AZ92A 9.0Al 2.0Zn
4181 4008 (A356.0) 7.0Si 0.38Mg 0.10Ti 4396 EZ33A 3.3Ce 2.5Zn 0.72Zr
4184 4145 10Si 4.0Cu 4418 QE22A 2.5Ag 2.1Di 0.70Zr4185 4047 12Si . . .4190 4043 5.2Si Nickel Base Brazing Filler Metals4191 2319 6.3Cu 0.30Mn 0.18Zr 0.15Ti 0.10V AMS Spec. Alloy Nominal Chemical Composition
4233 201.0 4.5Cu 0.70Ag 0.30Mn 0.25Mg 0.25Ti 4775 BNi-1 73.0Ni 4.5Si 14.0Cr 3.1B 4.5Fe 0 .75C
4244 206.0 4.6Cu 0.35Mn 0.25Mg 0.22Ti 4777 BNi-2 82.0Ni 4.5Si 7.0Cr 3.1B 3.0Fe4245 355.0 5.0Si 1.2Cu 0.50Mg . . .4246 357.0 7.0Si 0.52Mg Titanium Alloy Filler Metals
. . . AMS Spec. Alloy Nominal Chemical CompositionSilver Brazing Filler Metals 4951 CP-Ti 0.08C 0.18O 0.005H 0.05N 0.20Fe Ti Bal
AMS Spec. Alloy Nominal Chemical Composition 4952 6-2-4-2 6.0Al 2.0Sn 4.0Zr 2.0Mo
4761 BAg-34 38.0Ag 32.0Cu 28.0Zn 2.0Sn 4953 5Al 2.5Sn 5.0 Al-2.5 Sn
4763 BAg-7 56.0Ag 22.0Cu 17.0Zn 5.05 Sn 4954 6Al-4V 0.05C 0.12O 0.015H 0.03N 6.75Al 4.50V 0.30Fe Ti Bal
4765 BAg-13a 56.0Ag 42.0Cu 2.0Ni 4955 8-1-1 0.08C 0.12O 0.01H 0.05N 8.0Al 1.0Mo 1.0V Ti Bal
4766 BAg-23 85.0Ag 15.0Mn 4956 6Al-4V(ELI) 0.03C 0.08O 0.005H 0.012N 6.75Al 4.5V 0.15Fe 0.10Mn Ti Bal4767 BAg-19 92.5Ag 7.2Cu 0.22Li . . .4768 BAg-2 35.0Ag 26.0Cu 21.0Zn 15.0Cu Titanium Alloy Filler Metals4769 BAg-1 45.0Ag 24.0Cd 16.0Zn 15.0Cu AMS Spec. Alloy Nominal Chemical Composition
4770 BAg-1a 50.0Ag 18.0Cd 16.5Zn 15.5Cu 6452 4140VM 0.95Cr 0.20Mo (0.38- 0.43C)
4771 BAg-3 50.0Ag 16.0Cd 15.5Zn 15.5Cu 3.0Ni 6453 Hy Tuf 0.30Cr 1.8Ni 0.40Mo (0.23-0.28C)
4772 BAg-13 54.0Ag 40.0Cu 5.0Zn 1.0Ni 6456 4340VM 0.80Cr 1.8Ni 0.25Mo (0.35-0.40C)
4773 BAg-18 60.0Ag 30.0Cu 10.0Sn 6457 4140VM 0.95Cr 0.20Mo (0.28-0.33C)
4774 BAg-21 63.0Ag 28.5Cu 6.0Sn 2.5Ni 6458 17-22A (S) 0.65Si 1.25Cr 0.50Mo 0.30V (0.28-0.33C)
. . . 6461 6130VM 0.95Cr 0.20V (0.28-0.33C)
. . . 6462 6130 0.95Cr 0.20V (0.28-0.33C)
. . . 6466 502 5.2Cr 0 .55Mo
. . . 6468 HP9-4-20 1.0Cr 3.8Co 0.45Mo 0.08V (0.14-0.17C)
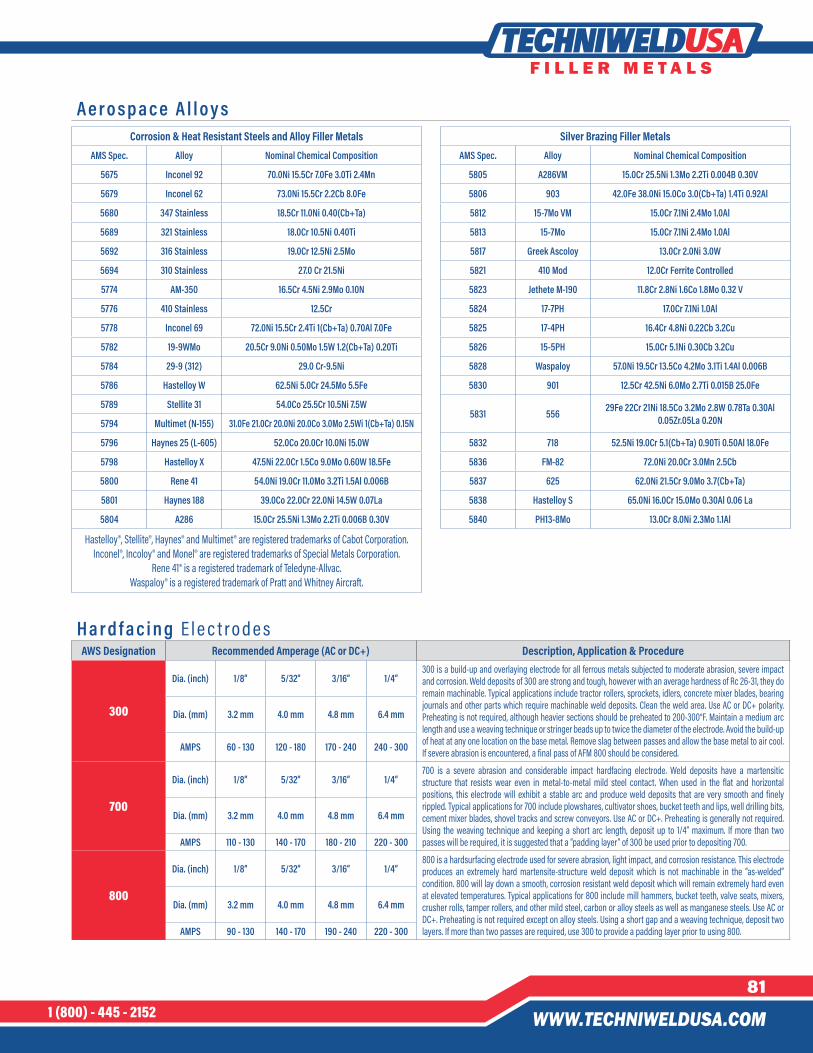
811 (800) - 445 - 2152
A e r o sp a c e A l l o y sCorrosion & Heat Resistant Steels and Alloy Filler Metals Silver Brazing Filler Metals
AMS Spec. Alloy Nominal Chemical Composition AMS Spec. Alloy Nominal Chemical Composition
5675 Inconel 92 70.0Ni 15.5Cr 7.0Fe 3.0Ti 2.4Mn 5805 A286VM 15.0Cr 25.5Ni 1.3Mo 2.2Ti 0.004B 0.30V
5679 Inconel 62 73.0Ni 15.5Cr 2.2Cb 8.0Fe 5806 903 42.0Fe 38.0Ni 15.0Co 3.0(Cb+Ta) 1.4Ti 0.92Al
5680 347 Stainless 18.5Cr 11.0Ni 0.40(Cb+Ta) 5812 15-7Mo VM 15.0Cr 7.1Ni 2.4Mo 1.0Al
5689 321 Stainless 18.0Cr 10.5Ni 0.40Ti 5813 15-7Mo 15.0Cr 7.1Ni 2.4Mo 1.0Al
5692 316 Stainless 19.0Cr 12.5Ni 2.5Mo 5817 Greek Ascoloy 13.0Cr 2.0Ni 3.0W
5694 310 Stainless 27.0 Cr 21.5Ni 5821 410 Mod 12.0Cr Ferrite Controlled
5774 AM-350 16.5Cr 4.5Ni 2.9Mo 0.10N 5823 Jethete M-190 11.8Cr 2.8Ni 1.6Co 1.8Mo 0.32 V
5776 410 Stainless 12.5Cr 5824 17-7PH 17.0Cr 7.1Ni 1.0Al
5778 Inconel 69 72.0Ni 15.5Cr 2.4Ti 1(Cb+Ta) 0.70Al 7.0Fe 5825 17-4PH 16.4Cr 4.8Ni 0.22Cb 3.2Cu
5782 19-9WMo 20.5Cr 9.0Ni 0.50Mo 1.5W 1.2(Cb+Ta) 0.20Ti 5826 15-5PH 15.0Cr 5.1Ni 0.30Cb 3.2Cu
5784 29-9 (312) 29.0 Cr-9.5Ni 5828 Waspaloy 57.0Ni 19.5Cr 13.5Co 4.2Mo 3.1Ti 1.4Al 0.006B
5786 Hastelloy W 62.5Ni 5.0Cr 24.5Mo 5.5Fe 5830 901 12.5Cr 42.5Ni 6.0Mo 2.7Ti 0.015B 25.0Fe
5789 Stellite 31 54.0Co 25.5Cr 10.5Ni 7.5W5831 556 29Fe 22Cr 21Ni 18.5Co 3.2Mo 2.8W 0.78Ta 0.30Al
0.05Zr.05La 0.20N5794 Multimet (N-155) 31.0Fe 21.0Cr 20.0Ni 20.0Co 3.0Mo 2.5Wi 1(Cb+Ta) 0.15N
5796 Haynes 25 (L-605) 52.0Co 20.0Cr 10.0Ni 15.0W 5832 718 52.5Ni 19.0Cr 5.1(Cb+Ta) 0.90Ti 0.50Al 18.0Fe
5798 Hastelloy X 47.5Ni 22.0Cr 1.5Co 9.0Mo 0.60W 18.5Fe 5836 FM-82 72.0Ni 20.0Cr 3.0Mn 2.5Cb
5800 Rene 41 54.0Ni 19.0Cr 11.0Mo 3.2Ti 1.5Al 0.006B 5837 625 62.0Ni 21.5Cr 9.0Mo 3.7(Cb+Ta)
5801 Haynes 188 39.0Co 22.0Cr 22.0Ni 14.5W 0.07La 5838 Hastelloy S 65.0Ni 16.0Cr 15.0Mo 0.30Al 0.06 La
5804 A286 15.0Cr 25.5Ni 1.3Mo 2.2Ti 0.006B 0.30V 5840 PH13-8Mo 13.0Cr 8.0Ni 2.3Mo 1.1Al
Hastelloy®, Stellite®, Haynes® and Multimet® are registered trademarks of Cabot Corporation.Inconel®, Incoloy® and Monel® are registered trademarks of Special Metals Corporation.
Rene 41® is a registered trademark of Teledyne-Allvac.Waspaloy® is a registered trademark of Pratt and Whitney Aircraft.
. . .
Ha r d f a c i n g E l e c t ro d e sAWS Designation Recommended Amperage (AC or DC+) Description, Application & Procedure
300
Dia. (inch) 1/8” 5/32” 3/16” 1/4”300 is a build-up and overlaying electrode for all ferrous metals subjected to moderate abrasion, severe impact and corrosion. Weld deposits of 300 are strong and tough, however with an average hardness of Rc 26-31, they do remain machinable. Typical applications include tractor rollers, sprockets, idlers, concrete mixer blades, bearing journals and other parts which require machinable weld deposits. Clean the weld area. Use AC or DC+ polarity. Preheating is not required, although heavier sections should be preheated to 200-300°F. Maintain a medium arc length and use a weaving technique or stringer beads up to twice the diameter of the electrode. Avoid the build-up of heat at any one location on the base metal. Remove slag between passes and allow the base metal to air cool. If severe abrasion is encountered, a final pass of AFM 800 should be considered.
Dia. (mm) 3.2 mm 4.0 mm 4.8 mm 6.4 mm
AMPS 60 - 130 120 - 180 170 - 240 240 - 300
700
Dia. (inch) 1/8” 5/32” 3/16” 1/4”700 is a severe abrasion and considerable impact hardfacing electrode. Weld deposits have a martensitic structure that resists wear even in metal-to-metal mild steel contact. When used in the flat and horizontal positions, this electrode will exhibit a stable arc and produce weld deposits that are very smooth and finely rippled. Typical applications for 700 include plowshares, cultivator shoes, bucket teeth and lips, well drilling bits, cement mixer blades, shovel tracks and screw conveyors. Use AC or DC+. Preheating is generally not required. Using the weaving technique and keeping a short arc length, deposit up to 1/4” maximum. If more than two passes will be required, it is suggested that a “padding layer” of 300 be used prior to depositing 700.
Dia. (mm) 3.2 mm 4.0 mm 4.8 mm 6.4 mm
AMPS 110 - 130 140 - 170 180 - 210 220 - 300
800
Dia. (inch) 1/8” 5/32” 3/16” 1/4”800 is a hardsurfacing electrode used for severe abrasion, light impact, and corrosion resistance. This electrode produces an extremely hard martensite-structure weld deposit which is not machinable in the “as-welded” condition. 800 will lay down a smooth, corrosion resistant weld deposit which will remain extremely hard even at elevated temperatures. Typical applications for 800 include mill hammers, bucket teeth, valve seats, mixers, crusher rolls, tamper rollers, and other mild steel, carbon or alloy steels as well as manganese steels. Use AC or DC+. Preheating is not required except on alloy steels. Using a short gap and a weaving technique, deposit two layers. If more than two passes are required, use 300 to provide a padding layer prior to using 800.
Dia. (mm) 3.2 mm 4.0 mm 4.8 mm 6.4 mm
AMPS 90 - 130 140 - 170 190 - 240 220 - 300
F I L L E R M E T A L S
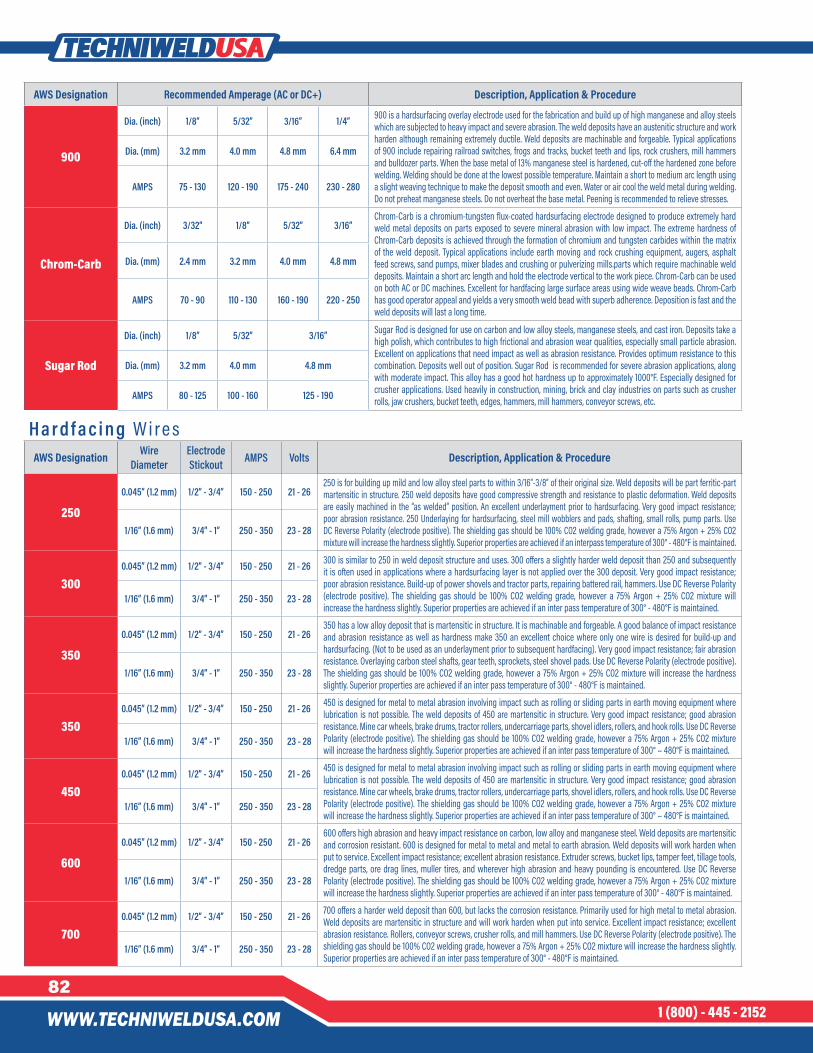
821 (800) - 445 - 2152
AWS Designation Recommended Amperage (AC or DC+) Description, Application & Procedure
900
Dia. (inch) 1/8” 5/32” 3/16” 1/4” 900 is a hardsurfacing overlay electrode used for the fabrication and build up of high manganese and alloy steels which are subjected to heavy impact and severe abrasion. The weld deposits have an austenitic structure and work harden although remaining extremely ductile. Weld deposits are machinable and forgeable. Typical applications of 900 include repairing railroad switches, frogs and tracks, bucket teeth and lips, rock crushers, mill hammers and bulldozer parts. When the base metal of 13% manganese steel is hardened, cut-off the hardened zone before welding. Welding should be done at the lowest possible temperature. Maintain a short to medium arc length using a slight weaving technique to make the deposit smooth and even. Water or air cool the weld metal during welding. Do not preheat manganese steels. Do not overheat the base metal. Peening is recommended to relieve stresses.
Dia. (mm) 3.2 mm 4.0 mm 4.8 mm 6.4 mm
AMPS 75 - 130 120 - 190 175 - 240 230 - 280
Chrom-Carb
Dia. (inch) 3/32” 1/8” 5/32” 3/16”Chrom-Carb is a chromium-tungsten flux-coated hardsurfacing electrode designed to produce extremely hard weld metal deposits on parts exposed to severe mineral abrasion with low impact. The extreme hardness of Chrom-Carb deposits is achieved through the formation of chromium and tungsten carbides within the matrix of the weld deposit. Typical applications include earth moving and rock crushing equipment, augers, asphalt feed screws, sand pumps, mixer blades and crushing or pulverizing mills.parts which require machinable weld deposits. Maintain a short arc length and hold the electrode vertical to the work piece. Chrom-Carb can be used on both AC or DC machines. Excellent for hardfacing large surface areas using wide weave beads. Chrom-Carb has good operator appeal and yields a very smooth weld bead with superb adherence. Deposition is fast and the weld deposits will last a long time.
Dia. (mm) 2.4 mm 3.2 mm 4.0 mm 4.8 mm
AMPS 70 - 90 110 - 130 160 - 190 220 - 250
Sugar Rod
Dia. (inch) 1/8” 5/32” 3/16” Sugar Rod is designed for use on carbon and low alloy steels, manganese steels, and cast iron. Deposits take a high polish, which contributes to high frictional and abrasion wear qualities, especially small particle abrasion. Excellent on applications that need impact as well as abrasion resistance. Provides optimum resistance to this combination. Deposits well out of position. Sugar Rod is recommended for severe abrasion applications, along with moderate impact. This alloy has a good hot hardness up to approximately 1000°F. Especially designed for crusher applications. Used heavily in construction, mining, brick and clay industries on parts such as crusher rolls, jaw crushers, bucket teeth, edges, hammers, mill hammers, conveyor screws, etc.
Dia. (mm) 3.2 mm 4.0 mm 4.8 mm
AMPS 80 - 125 100 - 160 125 - 190
Ha r d f a c i n g Wi re sAWS Designation Wire
DiameterElectrodeStickout AMPS Volts Description, Application & Procedure
250
0.045” (1.2 mm) 1/2” - 3/4” 150 - 250 21 - 26250 is for building up mild and low alloy steel parts to within 3/16”-3/8” of their original size. Weld deposits will be part ferritic-part martensitic in structure. 250 weld deposits have good compressive strength and resistance to plastic deformation. Weld deposits are easily machined in the “as welded” position. An excellent underlayment prior to hardsurfacing. Very good impact resistance; poor abrasion resistance. 250 Underlaying for hardsurfacing, steel mill wobblers and pads, shafting, small rolls, pump parts. Use DC Reverse Polarity (electrode positive). The shielding gas should be 100% CO2 welding grade, however a 75% Argon + 25% CO2 mixture will increase the hardness slightly. Superior properties are achieved if an interpass temperature of 300° - 480°F is maintained.
1/16” (1.6 mm) 3/4” - 1” 250 - 350 23 - 28
3000.045” (1.2 mm) 1/2” - 3/4” 150 - 250 21 - 26 300 is similar to 250 in weld deposit structure and uses. 300 offers a slightly harder weld deposit than 250 and subsequently
it is often used in applications where a hardsurfacing layer is not applied over the 300 deposit. Very good impact resistance; poor abrasion resistance. Build-up of power shovels and tractor parts, repairing battered rail, hammers. Use DC Reverse Polarity (electrode positive). The shielding gas should be 100% CO2 welding grade, however a 75% Argon + 25% CO2 mixture will increase the hardness slightly. Superior properties are achieved if an inter pass temperature of 300° - 480°F is maintained.
1/16” (1.6 mm) 3/4” - 1” 250 - 350 23 - 28
350
0.045” (1.2 mm) 1/2” - 3/4” 150 - 250 21 - 26350 has a low alloy deposit that is martensitic in structure. It is machinable and forgeable. A good balance of impact resistance and abrasion resistance as well as hardness make 350 an excellent choice where only one wire is desired for build-up and hardsurfacing. (Not to be used as an underlayment prior to subsequent hardfacing). Very good impact resistance; fair abrasion resistance. Overlaying carbon steel shafts, gear teeth, sprockets, steel shovel pads. Use DC Reverse Polarity (electrode positive). The shielding gas should be 100% CO2 welding grade, however a 75% Argon + 25% CO2 mixture will increase the hardness slightly. Superior properties are achieved if an inter pass temperature of 300° - 480°F is maintained.
1/16” (1.6 mm) 3/4” - 1” 250 - 350 23 - 28
3500.045” (1.2 mm) 1/2” - 3/4” 150 - 250 21 - 26 450 is designed for metal to metal abrasion involving impact such as rolling or sliding parts in earth moving equipment where
lubrication is not possible. The weld deposits of 450 are martensitic in structure. Very good impact resistance; good abrasion resistance. Mine car wheels, brake drums, tractor rollers, undercarriage parts, shovel idlers, rollers, and hook rolls. Use DC Reverse Polarity (electrode positive). The shielding gas should be 100% CO2 welding grade, however a 75% Argon + 25% CO2 mixture will increase the hardness slightly. Superior properties are achieved if an inter pass temperature of 300° ~ 480°F is maintained.
1/16” (1.6 mm) 3/4” - 1” 250 - 350 23 - 28
4500.045” (1.2 mm) 1/2” - 3/4” 150 - 250 21 - 26 450 is designed for metal to metal abrasion involving impact such as rolling or sliding parts in earth moving equipment where
lubrication is not possible. The weld deposits of 450 are martensitic in structure. Very good impact resistance; good abrasion resistance. Mine car wheels, brake drums, tractor rollers, undercarriage parts, shovel idlers, rollers, and hook rolls. Use DC Reverse Polarity (electrode positive). The shielding gas should be 100% CO2 welding grade, however a 75% Argon + 25% CO2 mixture will increase the hardness slightly. Superior properties are achieved if an inter pass temperature of 300° ~ 480°F is maintained.
1/16” (1.6 mm) 3/4” - 1” 250 - 350 23 - 28
600
0.045” (1.2 mm) 1/2” - 3/4” 150 - 250 21 - 26600 offers high abrasion and heavy impact resistance on carbon, low alloy and manganese steel. Weld deposits are martensitic and corrosion resistant. 600 is designed for metal to metal and metal to earth abrasion. Weld deposits will work harden when put to service. Excellent impact resistance; excellent abrasion resistance. Extruder screws, bucket lips, tamper feet, tillage tools, dredge parts, ore drag lines, muller tires, and wherever high abrasion and heavy pounding is encountered. Use DC Reverse Polarity (electrode positive). The shielding gas should be 100% CO2 welding grade, however a 75% Argon + 25% CO2 mixture will increase the hardness slightly. Superior properties are achieved if an inter pass temperature of 300° - 480°F is maintained.
1/16” (1.6 mm) 3/4” - 1” 250 - 350 23 - 28
7000.045” (1.2 mm) 1/2” - 3/4” 150 - 250 21 - 26 700 offers a harder weld deposit than 600, but lacks the corrosion resistance. Primarily used for high metal to metal abrasion.
Weld deposits are martensitic in structure and will work harden when put into service. Excellent impact resistance; excellent abrasion resistance. Rollers, conveyor screws, crusher rolls, and mill hammers. Use DC Reverse Polarity (electrode positive). The shielding gas should be 100% CO2 welding grade, however a 75% Argon + 25% CO2 mixture will increase the hardness slightly. Superior properties are achieved if an inter pass temperature of 300° - 480°F is maintained.
1/16” (1.6 mm) 3/4” - 1” 250 - 350 23 - 28
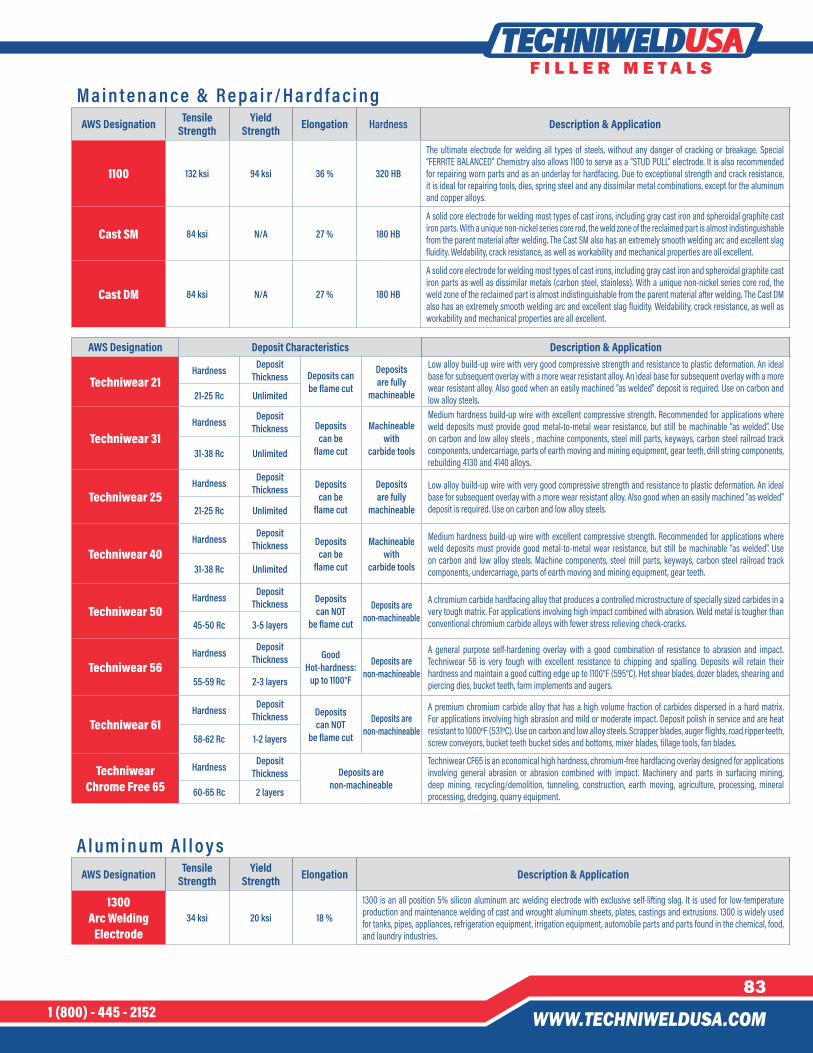
831 (800) - 445 - 2152
Ma i n t e na n c e & R e p a i r / Ha r d f a c i n gAWS Designation Tensile
StrengthYield
Strength Elongation Hardness Description & Application
1100 132 ksi 94 ksi 36 % 320 HB
The ultimate electrode for welding all types of steels, without any danger of cracking or breakage. Special “FERRITE BALANCED” Chemistry also allows 1100 to serve as a “STUD PULL” electrode. It is also recommended for repairing worn parts and as an underlay for hardfacing. Due to exceptional strength and crack resistance, it is ideal for repairing tools, dies, spring steel and any dissimilar metal combinations, except for the aluminum and copper alloys.
Cast SM 84 ksi N/A 27 % 180 HB
A solid core electrode for welding most types of cast irons, including gray cast iron and spheroidal graphite cast iron parts. With a unique non-nickel series core rod, the weld zone of the reclaimed part is almost indistinguishable from the parent material after welding. The Cast SM also has an extremely smooth welding arc and excellent slag fluidity. Weldability, crack resistance, as well as workability and mechanical properties are all excellent.
Cast DM 84 ksi N/A 27 % 180 HB
A solid core electrode for welding most types of cast irons, including gray cast iron and spheroidal graphite cast iron parts as well as dissimilar metals (carbon steel, stainless). With a unique non-nickel series core rod, the weld zone of the reclaimed part is almost indistinguishable from the parent material after welding. The Cast DM also has an extremely smooth welding arc and excellent slag fluidity. Weldability, crack resistance, as well as workability and mechanical properties are all excellent.
AWS Designation Deposit Characteristics Description & Application
Techniwear 21Hardness Deposit
Thickness Deposits canbe flame cut
Depositsare fully
machineable
Low alloy build-up wire with very good compressive strength and resistance to plastic deformation. An ideal base for subsequent overlay with a more wear resistant alloy. An ideal base for subsequent overlay with a more wear resistant alloy. Also good when an easily machined “as welded” deposit is required. Use on carbon and low alloy steels.21-25 Rc Unlimited
Techniwear 31Hardness Deposit
Thickness Depositscan be
flame cut
Machineable with
carbide tools
Medium hardness build-up wire with excellent compressive strength. Recommended for applications where weld deposits must provide good metal-to-metal wear resistance, but still be machinable “as welded”. Use on carbon and low alloy steels , machine components, steel mill parts, keyways, carbon steel railroad track components, undercarriage, parts of earth moving and mining equipment, gear teeth, drill string components, rebuilding 4130 and 4140 alloys.
31-38 Rc Unlimited
Techniwear 25Hardness Deposit
Thickness Depositscan be
flame cut
Depositsare fully
machineable
Low alloy build-up wire with very good compressive strength and resistance to plastic deformation. An ideal base for subsequent overlay with a more wear resistant alloy. Also good when an easily machined “as welded” deposit is required. Use on carbon and low alloy steels.21-25 Rc Unlimited
Techniwear 40Hardness Deposit
Thickness Depositscan be
flame cut
Machineable with
carbide tools
Medium hardness build-up wire with excellent compressive strength. Recommended for applications where weld deposits must provide good metal-to-metal wear resistance, but still be machinable “as welded”. Use on carbon and low alloy steels. Machine components, steel mill parts, keyways, carbon steel railroad track components, undercarriage, parts of earth moving and mining equipment, gear teeth.31-38 Rc Unlimited
Techniwear 50Hardness Deposit
Thickness Depositscan NOT
be flame cut
Deposits arenon-machineable
A chromium carbide hardfacing alloy that produces a controlled microstructure of specially sized carbides in a very tough matrix. For applications involving high impact combined with abrasion. Weld metal is tougher than conventional chromium carbide alloys with fewer stress relieving check-cracks.45-50 Rc 3-5 layers
Techniwear 56Hardness Deposit
Thickness GoodHot-hardness:
up to 1100°F
Deposits arenon-machineable
A general purpose self-hardening overlay with a good combination of resistance to abrasion and impact. Techniwear 56 is very tough with excellent resistance to chipping and spalling. Deposits will retain their hardness and maintain a good cutting edge up to 1100°F (595°C). Hot shear blades, dozer blades, shearing and piercing dies, bucket teeth, farm implements and augers.55-59 Rc 2-3 layers
Techniwear 61Hardness Deposit
Thickness Depositscan NOT
be flame cut
Deposits arenon-machineable
A premium chromium carbide alloy that has a high volume fraction of carbides dispersed in a hard matrix. For applications involving high abrasion and mild or moderate impact. Deposit polish in service and are heat resistant to 1000ºF (531ºC). Use on carbon and low alloy steels. Scrapper blades, auger flights, road ripper teeth, screw conveyors, bucket teeth bucket sides and bottoms, mixer blades, tillage tools, fan blades.58-62 Rc 1-2 layers
TechniwearChrome Free 65
Hardness DepositThickness Deposits are
non-machineable
Techniwear CF65 is an economical high hardness, chromium-free hardfacing overlay designed for applications involving general abrasion or abrasion combined with impact. Machinery and parts in surfacing mining, deep mining, recycling/demolition, tunneling, construction, earth moving, agriculture, processing, mineral processing, dredging, quarry equipment.60-65 Rc 2 layers
A l um i n um A l l o y sAWS Designation Tensile
StrengthYield
Strength Elongation Description & Application
1300Arc Welding
Electrode34 ksi 20 ksi 18 %
1300 is an all position 5% silicon aluminum arc welding electrode with exclusive self-lifting slag. It is used for low-temperature production and maintenance welding of cast and wrought aluminum sheets, plates, castings and extrusions. 1300 is widely used for tanks, pipes, appliances, refrigeration equipment, irrigation equipment, automobile parts and parts found in the chemical, food, and laundry industries.
F I L L E R M E T A L S
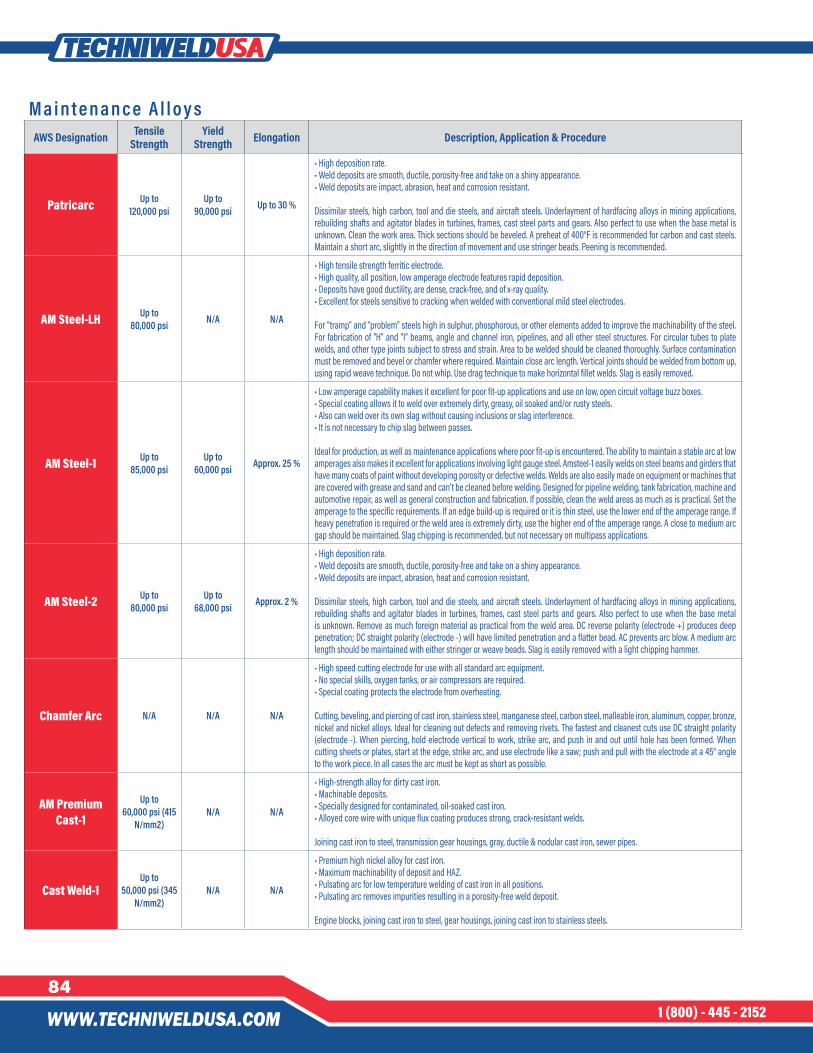
841 (800) - 445 - 2152
Ma i n t e na n c e A l l o y sAWS Designation Tensile
StrengthYield
Strength Elongation Description, Application & Procedure
Patricarc Up to 120,000 psi
Up to90,000 psi Up to 30 %
• High deposition rate.• Weld deposits are smooth, ductile, porosity-free and take on a shiny appearance.• Weld deposits are impact, abrasion, heat and corrosion resistant.
Dissimilar steels, high carbon, tool and die steels, and aircraft steels. Underlayment of hardfacing alloys in mining applications, rebuilding shafts and agitator blades in turbines, frames, cast steel parts and gears. Also perfect to use when the base metal is unknown. Clean the work area. Thick sections should be beveled. A preheat of 400°F is recommended for carbon and cast steels. Maintain a short arc, slightly in the direction of movement and use stringer beads. Peening is recommended.
AM Steel-LH Up to80,000 psi N/A N/A
• High tensile strength ferritic electrode.• High quality, all position, low amperage electrode features rapid deposition.• Deposits have good ductility, are dense, crack-free, and of x-ray quality.• Excellent for steels sensitive to cracking when welded with conventional mild steel electrodes.
For “tramp” and “problem” steels high in sulphur, phosphorous, or other elements added to improve the machinability of the steel. For fabrication of “H” and “I” beams, angle and channel iron, pipelines, and all other steel structures. For circular tubes to plate welds, and other type joints subject to stress and strain. Area to be welded should be cleaned thoroughly. Surface contamination must be removed and bevel or chamfer where required. Maintain close arc length. Vertical joints should be welded from bottom up, using rapid weave technique. Do not whip. Use drag technique to make horizontal fillet welds. Slag is easily removed.
AM Steel-1 Up to85,000 psi
Up to60,000 psi Approx. 25 %
• Low amperage capability makes it excellent for poor fit-up applications and use on low, open circuit voltage buzz boxes.• Special coating allows it to weld over extremely dirty, greasy, oil soaked and/or rusty steels.• Also can weld over its own slag without causing inclusions or slag interference.• It is not necessary to chip slag between passes.
Ideal for production, as well as maintenance applications where poor fit-up is encountered. The ability to maintain a stable arc at low amperages also makes it excellent for applications involving light gauge steel. Amsteel-1 easily welds on steel beams and girders that have many coats of paint without developing porosity or defective welds. Welds are also easily made on equipment or machines that are covered with grease and sand and can’t be cleaned before welding. Designed for pipeline welding, tank fabrication, machine and automotive repair, as well as general construction and fabrication. If possible, clean the weld areas as much as is practical. Set the amperage to the specific requirements. If an edge build-up is required or it is thin steel, use the lower end of the amperage range. If heavy penetration is required or the weld area is extremely dirty, use the higher end of the amperage range. A close to medium arc gap should be maintained. Slag chipping is recommended, but not necessary on multipass applications.
AM Steel-2 Up to80,000 psi
Up to68,000 psi Approx. 2 %
• High deposition rate.• Weld deposits are smooth, ductile, porosity-free and take on a shiny appearance.• Weld deposits are impact, abrasion, heat and corrosion resistant.
Dissimilar steels, high carbon, tool and die steels, and aircraft steels. Underlayment of hardfacing alloys in mining applications, rebuilding shafts and agitator blades in turbines, frames, cast steel parts and gears. Also perfect to use when the base metal is unknown. Remove as much foreign material as practical from the weld area. DC reverse polarity (electrode +) produces deep penetration; DC straight polarity (electrode -) will have limited penetration and a flatter bead. AC prevents arc blow. A medium arc length should be maintained with either stringer or weave beads. Slag is easily removed with a light chipping hammer.
Chamfer Arc N/A N/A N/A
• High speed cutting electrode for use with all standard arc equipment.• No special skills, oxygen tanks, or air compressors are required.• Special coating protects the electrode from overheating.
Cutting, beveling, and piercing of cast iron, stainless steel, manganese steel, carbon steel, malleable iron, aluminum, copper, bronze, nickel and nickel alloys. Ideal for cleaning out defects and removing rivets. The fastest and cleanest cuts use DC straight polarity (electrode -). When piercing, hold electrode vertical to work, strike arc, and push in and out until hole has been formed. When cutting sheets or plates, start at the edge, strike arc, and use electrode like a saw; push and pull with the electrode at a 45° angle to the work piece. In all cases the arc must be kept as short as possible.
AM Premium Cast-1
Up to60,000 psi (415
N/mm2)N/A N/A
• High-strength alloy for dirty cast iron.• Machinable deposits.• Specially designed for contaminated, oil-soaked cast iron.• Alloyed core wire with unique flux coating produces strong, crack-resistant welds.
Joining cast iron to steel, transmission gear housings, gray, ductile & nodular cast iron, sewer pipes.
Cast Weld-1Up to
50,000 psi (345 N/mm2)
N/A N/A
• Premium high nickel alloy for cast iron.• Maximum machinability of deposit and HAZ.• Pulsating arc for low temperature welding of cast iron in all positions.• Pulsating arc removes impurities resulting in a porosity-free weld deposit.
Engine blocks, joining cast iron to steel, gear housings, joining cast iron to stainless steels.

851 (800) - 445 - 2152
AWS Designation TensileStrength
YieldStrength Elongation Description, Application & Procedure
Cast Weld-2Up to
75,000 psi (520 N/mm2)
N/A N/A
• Maximum strength alloy for cast iron.• Special bi-metal core wire prevents overheating of electrode.• Soft arc allows for easy machinability of highly crack-resistant weld deposit.• Pulsating arc on DC- and AC removes impurities from base material, even on dirty, oily surfaces.• Suitable for welding cast iron to steel.
Cylinder heads, machine bases, ship engine manifolds, filling holes, cast gear teeth, pump housings.
Cast Weld-3Up to
140,000 psi(965 N/mm2)
Up to120,000 psi
(827 N/mm2)N/A
• Nickel-free electrode with non-machinable deposit.• Formulated for dirty and difficult-to-weld cast iron.• Suitable for joining problem cast iron to steel.• Successfully used when nickel alloys fail to adhere.
Burned furnace grates, cracked machine bases, build up of abrasion, pump housings worn areas, low quality cast iron.
Impact ArcUp to
140,000 psi(965 N/mm2)
Up to120,000 psi
(827 N/mm2)N/A
• High chromium, high manganese alloy for joining and rebuilding manganese and carbon steel plates.• High alloy deposits are very tough and will take extreme impact and abrasion conditions.• Has excellent weldability with very low spatter.• Operates easily in all positions.
Rebuilding and joining austenitic manganese steels and manganese steels to other steel combinations. Especially designed for high impact applications such as rail frogs and switch points, roller crushers, hammers, shovel tracks. Also excellent for use as a base for harder overlays. Remove any hardened or fatigued material from the surface with AFM Chamfer Arc. Deposits may be placed with either the stringer bead or weaving technique. This electrode deposits easily in all positions with excellent build-up quality. Avoid overheating on manganese steel bas metals. Deposits work harden rapidly.
Abrasarc N/A N/A N/A
• General purpose surfacing alloy for surfaces subjected to abrasive wear and impact.• Crack resistant deposits, but can be forged.• Heavy build-ups are possible without the need for softer cushion layers.
Buildup and surfacing of new or worn machine parts of steel, cast steel, and manganese steel, dredger teeth, crusher jaws, hammer mill parts, conveyors, pressure rollers, shovel teeth, stampers, caterpillar drives, and earth borers. Remove all foreign material from weld area. Preheat is not necessary. Maintain a medium arc length making either stringer beads or weave beads. Allow part to cool slowly.
Bronze ArcUp to
50,000 psi(345 N/mm2)
N/A 30 %
• AC/DC+ Tin/Bronze electrode for joining and surfacing.• All position electrode with minimum spatter and easy slag removal.• Excellent color match to bronze.• Offers good resistance to sea water and other chemicals.
Arc brazing galvanized sheets, impellers, defects in new bronze castings, gear wheels
Bronze GUp to
70,000 psi(483 N/mm2)
N/A N/A
• Super strength, general use brazing rod.• Excellent for overlaying & build-up at low temperatures (1400°-1600°F).• Excellent for close fitting joints, thin-flowing at high-temperatures (1650°-1750°F).• Designed to build-up or join carbon steels, alloy steels, cast iron, and many nonferrous materials.• Super active flux promotes ultra-thin flowing of alloy.
Gear teeth build-up, attaching carbide cutting tips, build-up of bearing shafts, joining bicycle assemblies, brazing of rusty surface, heavy equipment repair.
Alum ArcUp to
25,000 psi(173 N/mm2)
N/A N/A
• Universal flux-coated aluminum stick electrode for arc welding or gas welding.• Ideal for outdoor use when MIG/TIG welding is not suitable.• Exceptional arc stability at low amperages with minimum spatter.• Deposits have excellent corrosion resistance and color match.
- Build-up of castings - Aluminum castings - Repair of machining errors - Tanks & Pipes
Alum CorUp to
30,000 psi(207 N/mm2)
N/A 20 %
• Unique flux-cored aluminum brazing rod.• Excellent for build-up and repair of all weldable grades of aluminum including cast alloys.• Designed expecially for dirty applications.• Can be applied in all positions using an oxy-fuel torch.• Ideal for joining dissimilar sizes and for poor fit-up applications.
- Cast engine blocks - Oily casting repairs - Aluminum pump housings - Automotive parts
F I L L E R M E T A L S
861 (800) - 445 - 2152
FOR ALL YOUR HAND, CLAMPING,AND PIPING TOOL NEEDS
Quality Standards
Clamps
Pipe Stands
Chipping Hammers
Hand Tools
Magnetic Holders
87
88
Techniweld USA’s, Grip Star™
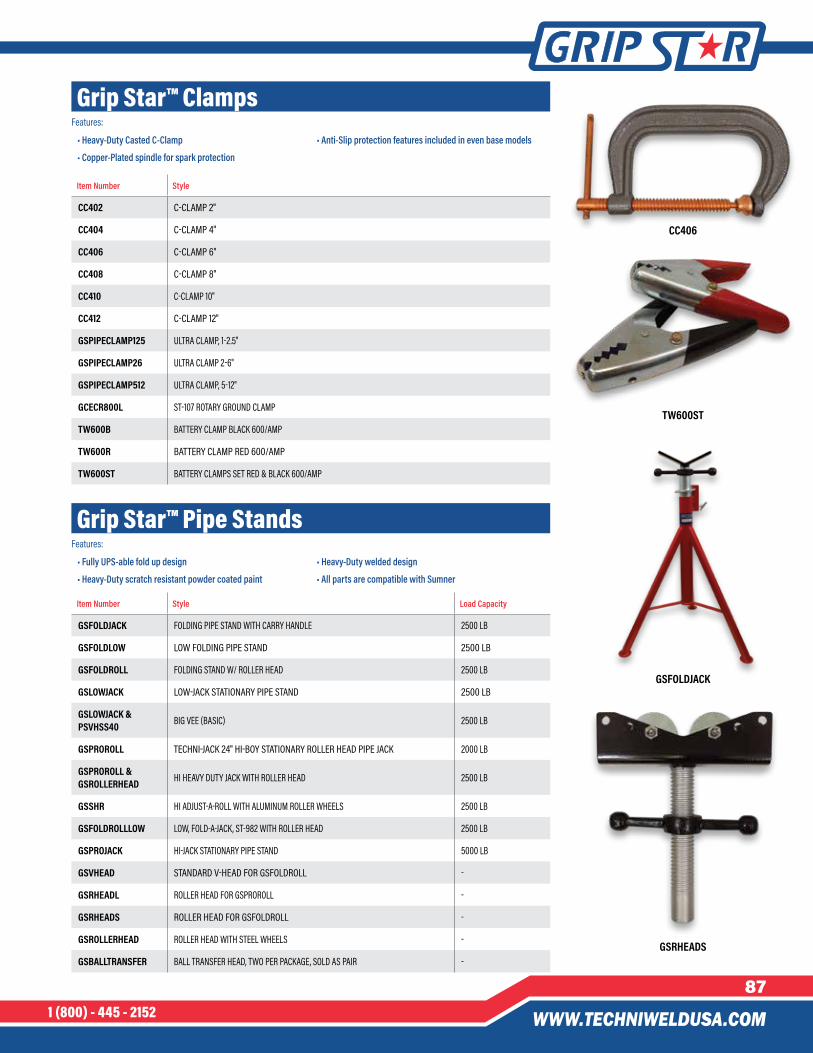
871 (800) - 445 - 2152
Grip Star™ ClampsFeatures:
• Heavy-Duty Casted C-Clamp • Anti-Slip protection features included in even base models
• Copper-Plated spindle for spark protection
Item Number Style
CC402 C-CLAMP 2"
CC404 C-CLAMP 4"
CC406 C-CLAMP 6"
CC408 C-CLAMP 8"
CC410 C-CLAMP 10"
CC412 C-CLAMP 12"
GSPIPECLAMP125 ULTRA CLAMP, 1-2.5"
GSPIPECLAMP26 ULTRA CLAMP 2-6"
GSPIPECLAMP512 ULTRA CLAMP, 5-12"
GCECR800L ST-107 ROTARY GROUND CLAMP
TW600B BATTERY CLAMP BLACK 600/AMP
TW600R BATTERY CLAMP RED 600/AMP
TW600ST BATTERY CLAMPS SET RED & BLACK 600/AMP
Grip Star™ Pipe StandsFeatures:
• Fully UPS-able fold up design • Heavy-Duty welded design
• Heavy-Duty scratch resistant powder coated paint • All parts are compatible with Sumner
Item Number Style Load Capacity
GSFOLDJACK FOLDING PIPE STAND WITH CARRY HANDLE 2500 LB
GSFOLDLOW LOW FOLDING PIPE STAND 2500 LB
GSFOLDROLL FOLDING STAND W/ ROLLER HEAD 2500 LB
GSLOWJACK LOW-JACK STATIONARY PIPE STAND 2500 LB
GSLOWJACK & PSVHSS40 BIG VEE (BASIC) 2500 LB
GSPROROLL TECHNI-JACK 24" HI-BOY STATIONARY ROLLER HEAD PIPE JACK 2000 LB
GSPROROLL & GSROLLERHEAD HI HEAVY DUTY JACK WITH ROLLER HEAD 2500 LB
GSSHR HI ADJUST-A-ROLL WITH ALUMINUM ROLLER WHEELS 2500 LB
GSFOLDROLLLOW LOW, FOLD-A-JACK, ST-982 WITH ROLLER HEAD 2500 LB
GSPROJACK HI-JACK STATIONARY PIPE STAND 5000 LB
GSVHEAD STANDARD V-HEAD FOR GSFOLDROLL -
GSRHEADL ROLLER HEAD FOR GSPROROLL -
GSRHEADS ROLLER HEAD FOR GSFOLDROLL -
GSROLLERHEAD ROLLER HEAD WITH STEEL WHEELS -
GSBALLTRANSFER BALL TRANSFER HEAD, TWO PER PACKAGE, SOLD AS PAIR -
CC406
TW600ST
GSFOLDJACK
GSRHEADS
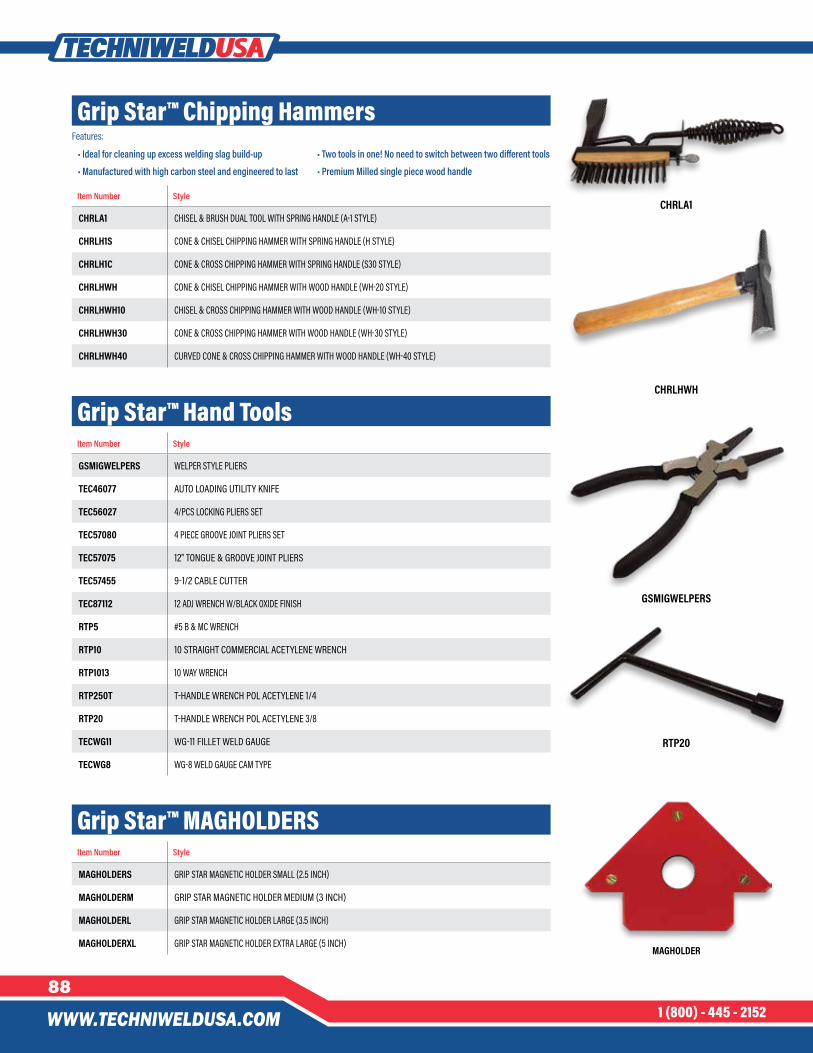
881 (800) - 445 - 2152
Grip Star™ Chipping HammersFeatures:
• Ideal for cleaning up excess welding slag build-up • Two tools in one! No need to switch between two different tools
• Manufactured with high carbon steel and engineered to last • Premium Milled single piece wood handle
Item Number Style
CHRLA1 CHISEL & BRUSH DUAL TOOL WITH SPRING HANDLE (A-1 STYLE)
CHRLH1S CONE & CHISEL CHIPPING HAMMER WITH SPRING HANDLE (H STYLE)
CHRLH1C CONE & CROSS CHIPPING HAMMER WITH SPRING HANDLE (S30 STYLE)
CHRLHWH CONE & CHISEL CHIPPING HAMMER WITH WOOD HANDLE (WH-20 STYLE)
CHRLHWH10 CHISEL & CROSS CHIPPING HAMMER WITH WOOD HANDLE (WH-10 STYLE)
CHRLHWH30 CONE & CROSS CHIPPING HAMMER WITH WOOD HANDLE (WH-30 STYLE)
CHRLHWH40 CURVED CONE & CROSS CHIPPING HAMMER WITH WOOD HANDLE (WH-40 STYLE)
Grip Star™ Hand ToolsItem Number Style
GSMIGWELPERS WELPER STYLE PLIERS
TEC46077 AUTO LOADING UTILITY KNIFE
TEC56027 4/PCS LOCKING PLIERS SET
TEC57080 4 PIECE GROOVE JOINT PLIERS SET
TEC57075 12" TONGUE & GROOVE JOINT PLIERS
TEC57455 9-1/2 CABLE CUTTER
TEC87112 12 ADJ WRENCH W/BLACK OXIDE FINISH
RTP5 #5 B & MC WRENCH
RTP10 10 STRAIGHT COMMERCIAL ACETYLENE WRENCH
RTP1013 10 WAY WRENCH
RTP250T T-HANDLE WRENCH POL ACETYLENE 1/4
RTP20 T-HANDLE WRENCH POL ACETYLENE 3/8
TECWG11 WG-11 FILLET WELD GAUGE
TECWG8 WG-8 WELD GAUGE CAM TYPE
Grip Star™ MAGHOLDERSItem Number Style
MAGHOLDERS GRIP STAR MAGNETIC HOLDER SMALL (2.5 INCH)
MAGHOLDERM GRIP STAR MAGNETIC HOLDER MEDIUM (3 INCH)
MAGHOLDERL GRIP STAR MAGNETIC HOLDER LARGE (3.5 INCH)
MAGHOLDERXL GRIP STAR MAGNETIC HOLDER EXTRA LARGE (5 INCH)
CHRLA1
CHRLHWH
GSMIGWELPERS
RTP20
MAGHOLDER

891 (800) - 445 - 2152
FOR ALL YOUR MIG GUNS,PARTS, AND ACCESSORIES
Quality Standards
• All MIG Star™ Guns are rigorously tested using computerized and automated test equipment at the design stage and throughout the entire production process.
• All of our components pass rigorous quality control checks prior to assembly.
• Our extensive range of Front End Consumables are manufactured to the highest specification.
• All MIG Star™ Guns are designed to be tough and damage resistant and comply with EN60974-7.
Features & Benefits
Air Cooled MIG Welding Gun
MIG Star™ No. 2
MIG Star™ No. 4
MIG StarTM Accessories
MIG Star™ Nozzles
MIG Star™ Liner Selector Chart
MIG Star™ Gas Diffusers
MIG Star™ Holder
MIG Star™ Alternative Ends
90
91-92
93-94
95-9696979798
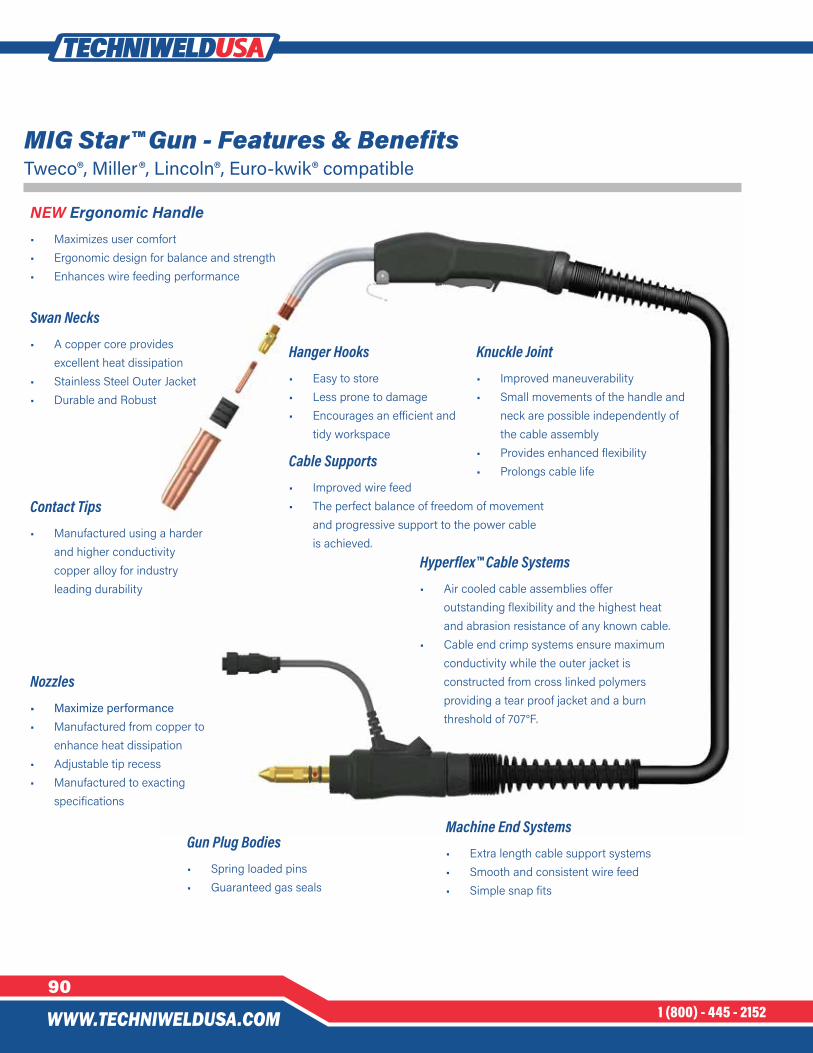
901 (800) - 445 - 2152
Nozzles• Maximize performance• Manufactured from copper to
enhance heat dissipation• Adjustable tip recess• Manufactured to exacting
specifications
Gun Plug Bodies• Spring loaded pins• Guaranteed gas seals
Machine End Systems• Extra length cable support systems• Smooth and consistent wire feed• Simple snap fits
Hyperflex™ Cable Systems• Air cooled cable assemblies offer
outstanding flexibility and the highest heat and abrasion resistance of any known cable.
• Cable end crimp systems ensure maximum conductivity while the outer jacket is constructed from cross linked polymers providing a tear proof jacket and a burn threshold of 707°F.
Cable Supports • Improved wire feed• The perfect balance of freedom of movement
and progressive support to the power cable is achieved.
Hanger Hooks• Easy to store• Less prone to damage• Encourages an efficient and
tidy workspace
Contact Tips• Manufactured using a harder
and higher conductivity copper alloy for industry leading durability
Swan Necks• A copper core provides
excellent heat dissipation• Stainless Steel Outer Jacket• Durable and Robust
NEW Ergonomic Handle• Maximizes user comfort• Ergonomic design for balance and strength• Enhances wire feeding performance
Knuckle Joint• Improved maneuverability• Small movements of the handle and
neck are possible independently of the cable assembly
• Provides enhanced flexibility• Prolongs cable life
MIG Star™ Gun - Features & BenefitsTweco®, Miller®, Lincoln®, Euro-kwik® compatible
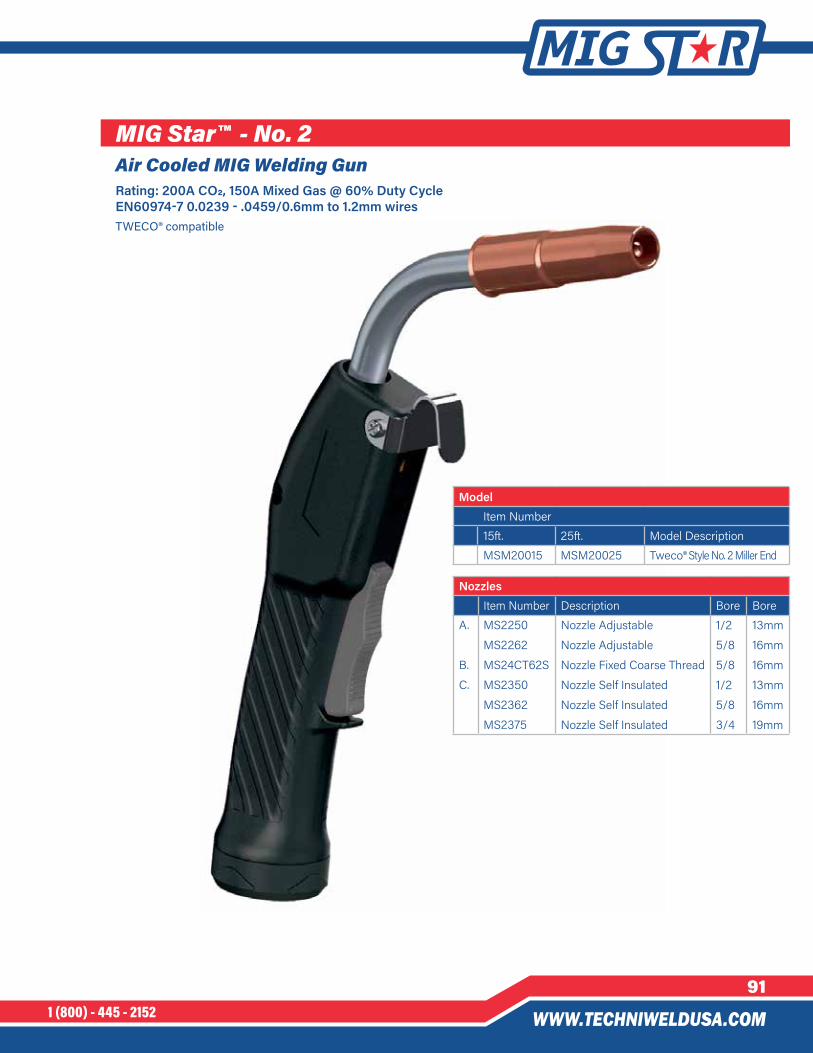
911 (800) - 445 - 2152
Rating: 200A CO2, 150A Mixed Gas @ 60% Duty CycleEN60974-7 0.0239 - .0459/0.6mm to 1.2mm wires
Air Cooled MIG Welding Gun
TWECO® compatible
MIG Star™ - No. 2
ModelItem Number15ft. 25ft. Model DescriptionMSM20015 MSM20025 Tweco® Style No. 2 Miller End
NozzlesItem Number Description Bore Bore
A.
B.
C.
MS2250
MS2262
MS24CT62S
MS2350
MS2362
MS2375
Nozzle Adjustable
Nozzle Adjustable
Nozzle Fixed Coarse Thread
Nozzle Self Insulated
Nozzle Self Insulated
Nozzle Self Insulated
1/2
5/8
5/8
1/2
5/8
3/4
13mm
16mm
16mm
13mm
16mm
19mm
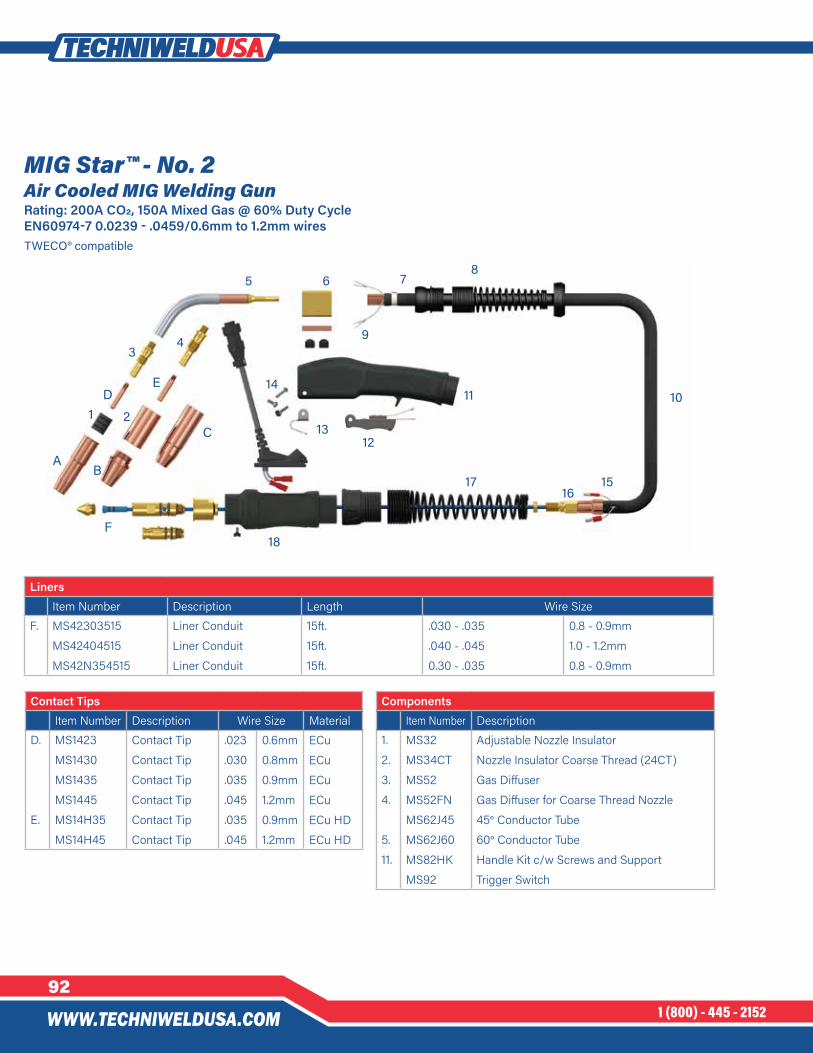
921 (800) - 445 - 2152
A
1D
3
B
2
E
4
5
C
14
6 7
9
8
1011
12
1716
15
13
18F
MIG Star™ - No. 2
Rating: 200A CO2, 150A Mixed Gas @ 60% Duty CycleEN60974-7 0.0239 - .0459/0.6mm to 1.2mm wires
Air Cooled MIG Welding Gun
TWECO® compatible
Contact TipsItem Number Description Wire Size Material
D.
E.
MS1423
MS1430
MS1435
MS1445
MS14H35
MS14H45
Contact Tip
Contact Tip
Contact Tip
Contact Tip
Contact Tip
Contact Tip
.023
.030
.035
.045
.035
.045
0.6mm
0.8mm
0.9mm
1.2mm
0.9mm
1.2mm
ECu
ECu
ECu
ECu
ECu HD
ECu HD
ComponentsItem Number Description
1.
2.
3.
4.
5.
11.
MS32
MS34CT
MS52
MS52FN
MS62J45
MS62J60
MS82HK
MS92
Adjustable Nozzle Insulator
Nozzle Insulator Coarse Thread (24CT)
Gas Diffuser
Gas Diffuser for Coarse Thread Nozzle
45° Conductor Tube
60° Conductor Tube
Handle Kit c/w Screws and Support
Trigger Switch
LinersItem Number Description Length Wire Size
F. MS42303515
MS42404515
MS42N354515
Liner Conduit
Liner Conduit
Liner Conduit
15ft.
15ft.
15ft.
.030 - .035
.040 - .045
0.30 - .035
0.8 - 0.9mm
1.0 - 1.2mm
0.8 - 0.9mm
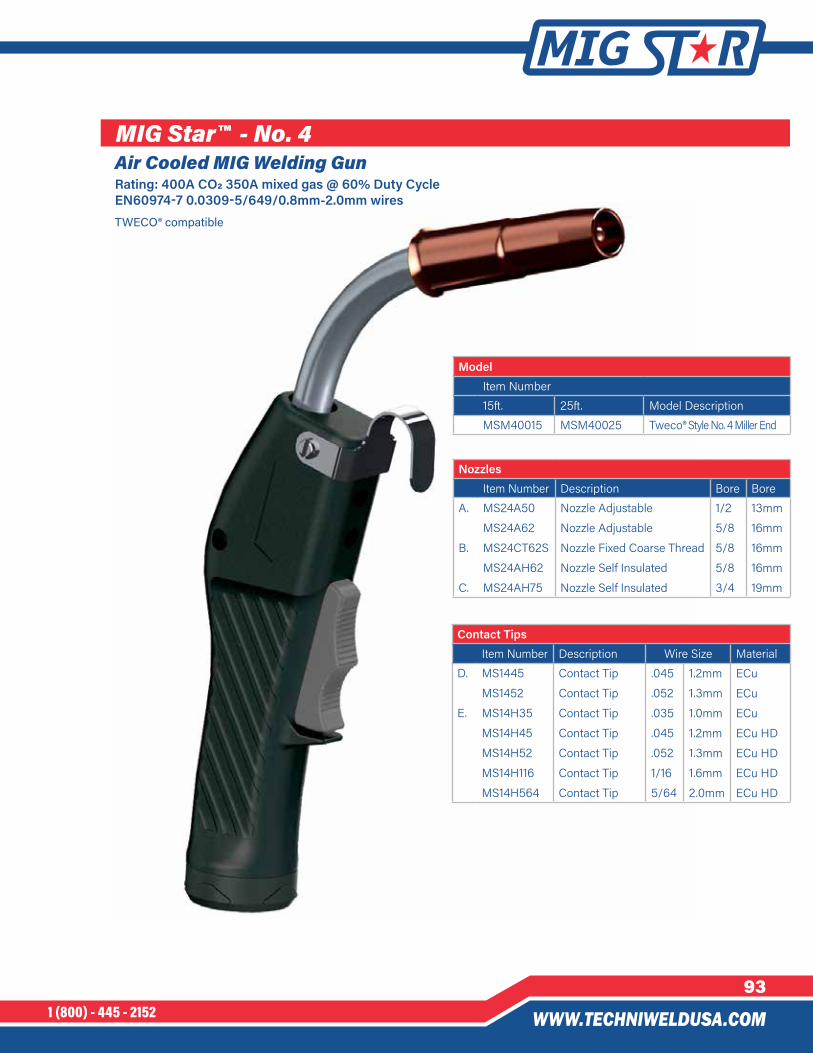
931 (800) - 445 - 2152
Rating: 400A CO2 350A mixed gas @ 60% Duty CycleEN60974-7 0.0309-5/649/0.8mm-2.0mm wires
Air Cooled MIG Welding Gun
TWECO® compatible
ModelItem Number15ft. 25ft. Model DescriptionMSM40015 MSM40025 Tweco® Style No. 4 Miller End
Contact TipsItem Number Description Wire Size Material
D.
E.
MS1445
MS1452
MS14H35
MS14H45
MS14H52
MS14H116
MS14H564
Contact Tip
Contact Tip
Contact Tip
Contact Tip
Contact Tip
Contact Tip
Contact Tip
.045
.052
.035
.045
.052
1/16
5/64
1.2mm
1.3mm
1.0mm
1.2mm
1.3mm
1.6mm
2.0mm
ECu
ECu
ECu
ECu HD
ECu HD
ECu HD
ECu HD
NozzlesItem Number Description Bore Bore
A.
B.
C.
MS24A50
MS24A62
MS24CT62S
MS24AH62
MS24AH75
Nozzle Adjustable
Nozzle Adjustable
Nozzle Fixed Coarse Thread
Nozzle Self Insulated
Nozzle Self Insulated
1/2
5/8
5/8
5/8
3/4
13mm
16mm
16mm
16mm
19mm
MIG Star™ - No. 4

941 (800) - 445 - 2152
A
1
D
3
B
2
E
4 5
C
6 7
9
8
10
1112
1416 15
13
17F
LinersItem Number Description Length Wire Size
F. MS44354515
MS4411615
MS4456415
MS44N354515
MS44N11615
Liner Conduit
Liner Conduit
Liner Conduit
Nylon Conduit
Nylon Conduit
15ft.
15ft.
15ft.
15ft.
15ft.
.030 - .045
1/16
5/64
.045
1/16
0.9mm - 1.2mm
1.6mm
2.0mm
1.2mm
1.6mm
ComponentsItem Number Description
1.
2.
3.
4.
10.
11.
14.
15.
16.
17.
MS34A*
MS34CT
MS54A
MS64J45
MS64J60
MS84HK
MS94R
MST1522
MST1542
MST8026
MSX6RC
Adjustable Nozzle Insulator
Nozzle Insulator Coarse Thread
Gas Diffuser
45° Conductor Tube
60° Conductor Tube
Handle Kit c/w Screws and Support
Trigger Switch
Cable Terminal Male
Lock Nut
Spring Cable Support
Gun Plug Housing c/w Nut
MIG Star™ - No. 4Air Cooled MIG Welding Gun
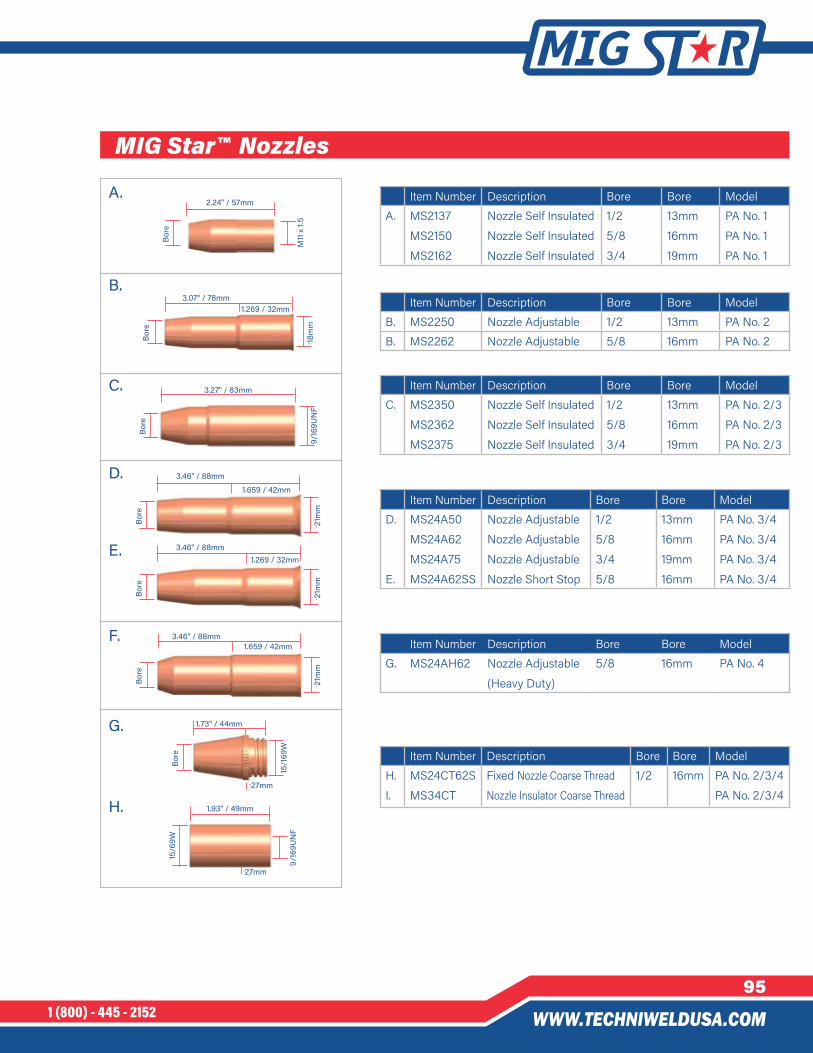
951 (800) - 445 - 2152
MIG Star™ Nozzles
Item Number Description Bore Bore ModelD.
E.
MS24A50
MS24A62
MS24A75
MS24A62SS
Nozzle Adjustable
Nozzle Adjustable
Nozzle Adjustable
Nozzle Short Stop
1/2
5/8
3/4
5/8
13mm
16mm
19mm
16mm
PA No. 3/4
PA No. 3/4
PA No. 3/4
PA No. 3/4
Item Number Description Bore Bore ModelC. MS2350
MS2362
MS2375
Nozzle Self Insulated
Nozzle Self Insulated
Nozzle Self Insulated
1/2
5/8
3/4
13mm
16mm
19mm
PA No. 2/3
PA No. 2/3
PA No. 2/3
Item Number Description Bore Bore ModelA. MS2137
MS2150
MS2162
Nozzle Self Insulated
Nozzle Self Insulated
Nozzle Self Insulated
1/2
5/8
3/4
13mm
16mm
19mm
PA No. 1
PA No. 1
PA No. 1
Item Number Description Bore Bore ModelB. MS2250 Nozzle Adjustable 1/2 13mm PA No. 2B. MS2262 Nozzle Adjustable 5/8 16mm PA No. 2
Item Number Description Bore Bore ModelH.
I.
MS24CT62S
MS34CT
Fixed Nozzle Coarse Thread
Nozzle Insulator Coarse Thread
1/2 16mm PA No. 2/3/4
PA No. 2/3/4
Item Number Description Bore Bore ModelG. MS24AH62 Nozzle Adjustable
(Heavy Duty)
5/8 16mm PA No. 41.659 / 42mm
3.46" / 88mm
Bore
-21m
m
1.73" / 44mm
Bore
15/1
69W
-27mm
9/16
9UN
F
15/6
9W
1.93" / 49mm
-27mm
3.46" / 88mm
1.659 / 42mm
Bore
-21m
m
3.46" / 88mm1.269 / 32mm
Bore
-21m
m
3.27" / 83mm
Bore
9/16
9UN
F
2.24" / 57mm
Bore
M11
x 1.
53.07" / 78mm
1.269 / 32mm
Bore
-18m
m
A.
B.
C.
D.
E.
F.
G.
H.

961 (800) - 445 - 2152
MIG Star™ Contact TipsItem Number Description Wire Size Material Model
A. MS1123
MS1130
MS1135
MS1145
Contact Tip
Contact Tip
Contact Tip
Contact Tip
.023
.030
.035
.045
0.6mm
0.8mm
0.9mm
1.2mm
ECu
ECu
ECu
ECu
PA No. 1
PA No. 1
PA No. 1
PA No. 1
Item Number Description Wire Size Material ModelB. MS1423
MS1430
MS1435
MS1445
MS1452
Contact Tip
Contact Tip
Contact Tip
Contact Tip
Contact Tip
.023
.030
.035
.045
.052
0.6mm
0.8mm
0.9mm
1.2mm
1.3mm
ECu
ECu
ECu
ECu
ECu
PA No. 2/3/4
PA No. 2/3/4
PA No. 2/3/4
PA No. 2/3/4
PA No. 2/3/4
Item Number Description Wire Size Material ModelC. MS14H35
MS14H45
MS14H52
MS14H116
MS14H564
Heavy Duty Contact Tip
Heavy Duty Contact Tip
Heavy Duty Contact Tip
Heavy Duty Contact Tip
Heavy Duty Contact Tip
.035
.045
.052
1/16
5/64
0.9mm
1.2mm
1.3mm
1.6mm
2.0mm
ECu
ECu
ECu
ECu
ECu
PA No. 2/3/4
PA No. 2/3/4
PA No. 2/3/4
PA No. 2/3/4
PA No. 2/3/4
Item Number Description Wire Size Material ModelD. MS14T35
MS14T45
MS14T52
MS14T116
Tapered Contact Tip
Tapered Contact Tip
Tapered Contact Tip
Tapered Contact Tip
.035
.045
.052
1/16
0.9mm
1.2mm
1.3mm
1.6mm
ECu
ECu
ECu
ECu
PA No. 2/3/4
PA No. 2/3/4
PA No. 2/3/4
PA No. 2/3/4
A.
B.
C.
D.
1/49
UN
F
1 1/2" / 38mm
-6m
m
1/49
UN
F
1 1/2" / 38mm
-7m
m-6
mm
1/49
UN
F
1 1/2” / 38mm
-6m
m
M6
1" / 25mm
m Solid Box = Recommended LinerM Clear Box = Compatible Liner
All liners come with brass nipples as standard.
MIG Star™ - Liner Selector Chart
A.
Item Number Description Length Wire Size FA No. 2 FA No. 4A.
A.
A.
A.
A.
MS42303515
MS42N354515
MS42404515
MS44354515
MS44354525
MS4411615
MS4411625
Steel Liner, Brass Nipple
Nylon Liner, Brass Nipple
Steel Liner, Brass Nipple
Steel Liner, Brass Nipple
Steel Liner, Brass Nipple
Steel Liner, Brass Nipple
Steel Liner, Brass Nipple
15ft.
15ft.
15ft.
15ft.
25ft.
15ft.
25ft.
.030 - .035
.030 - .035
.040 - .045
.035 - .045
.035 - .045
1/16
1/16
0.8mm - 0.9mm
0.8mm - 0.9mm
1.0mm - 1.2mm
0.9mm - 1.2mm
0.9mm - 1.2mm
1.6mm
1.6mm
m
m
m
M
M
M
m
m
m
m
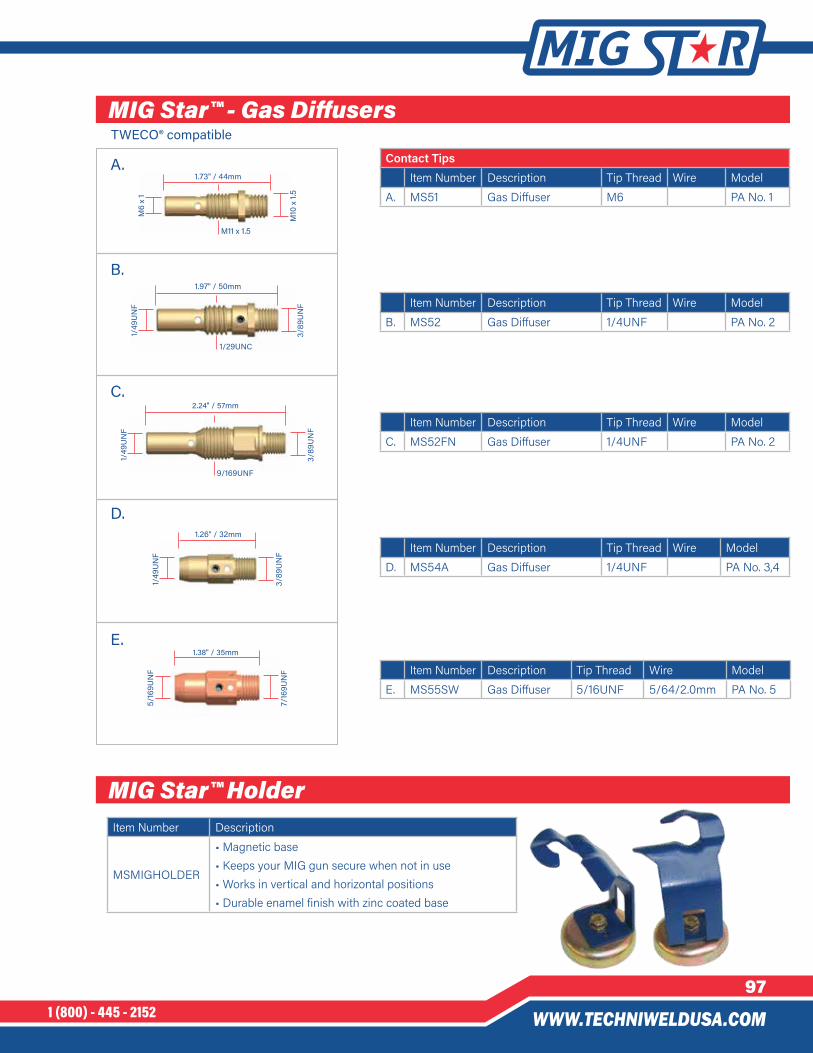
971 (800) - 445 - 2152
1.97" / 50mm
1/29UNC
3/89
UN
F
1/49
UN
F
9/169UNF
3/89
UN
F
1/49
UN
F
2.24" / 57mm
3/89
UN
F
1/49
UN
F
1.26" / 32mm
7/16
9UN
F
5/16
9UN
F
1.38" / 35mm
1.73" / 44mm
M11 x 1.5
M10
x 1.
5
M6
x 1
MIG Star™ Holder
TWECO® compatible
B.
C.
D.
E.
A. Contact TipsItem Number Description Tip Thread Wire Model
A. MS51 Gas Diffuser M6 PA No. 1
Item Number Description Tip Thread Wire ModelB. MS52 Gas Diffuser 1/4UNF PA No. 2
Item Number Description Tip Thread Wire ModelC. MS52FN Gas Diffuser 1/4UNF PA No. 2
Item Number Description
MSMIGHOLDER
• Magnetic base• Keeps your MIG gun secure when not in use• Works in vertical and horizontal positions• Durable enamel finish with zinc coated base
Item Number Description Tip Thread Wire ModelD. MS54A Gas Diffuser 1/4UNF PA No. 3,4
MIG Star™ - Gas Diffusers
Item Number Description Tip Thread Wire ModelE. MS55SW Gas Diffuser 5/16UNF 5/64/2.0mm PA No. 5
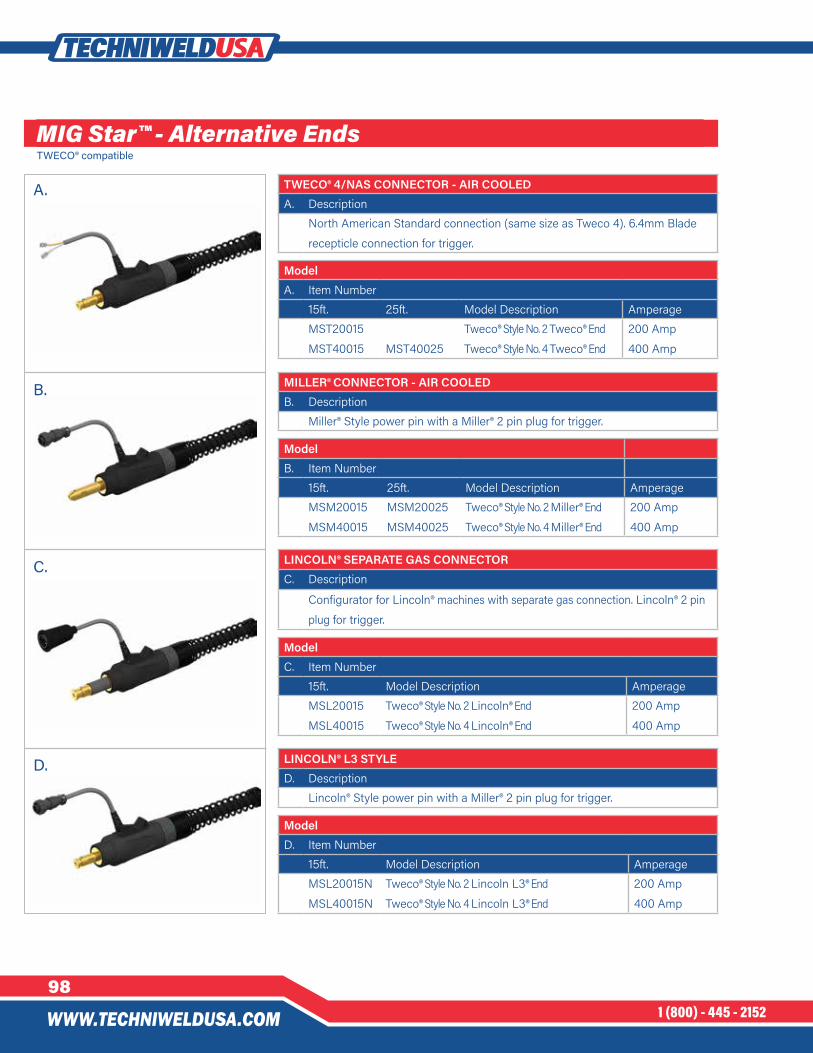
981 (800) - 445 - 2152
MIG Star™ - Alternative EndsTWECO® compatible
B.
C.
A.
ModelA. Item Number
15ft. 25ft. Model Description AmperageMST20015
MST40015 MST40025
Tweco® Style No. 2 Tweco® End
Tweco® Style No. 4 Tweco® End
200 Amp
400 Amp
ModelB. Item Number
15ft. 25ft. Model Description AmperageMSM20015
MSM40015
MSM20025
MSM40025
Tweco® Style No. 2 Miller® End
Tweco® Style No. 4 Miller® End
200 Amp
400 Amp
ModelC. Item Number
15ft. Model Description AmperageMSL20015
MSL40015
Tweco® Style No. 2 Lincoln® End
Tweco® Style No. 4 Lincoln® End
200 Amp
400 Amp
TWECO® 4/NAS CONNECTOR - AIR COOLEDA. Description
North American Standard connection (same size as Tweco 4). 6.4mm Blade
recepticle connection for trigger.
LINCOLN® SEPARATE GAS CONNECTORC. Description
Configurator for Lincoln® machines with separate gas connection. Lincoln® 2 pin
plug for trigger.
MILLER® CONNECTOR - AIR COOLEDB. Description
Miller® Style power pin with a Miller® 2 pin plug for trigger.
ModelD. Item Number
15ft. Model Description AmperageMSL20015N
MSL40015N
Tweco® Style No. 2 Lincoln L3® End
Tweco® Style No. 4 Lincoln L3® End
200 Amp
400 Amp
LINCOLN® L3 STYLED. Description
Lincoln® Style power pin with a Miller® 2 pin plug for trigger.
D.
991 (800) - 445 - 2152
FOR ALL YOUR WELDING ABRASIVE NEEDS
Quality Standards
Stringer Beads
Twist Knot Wheels
Cup Brushes
Crimped End Brushes
Hand Brushes
Files
100
101
Techniweld USA’s, Sand Star™
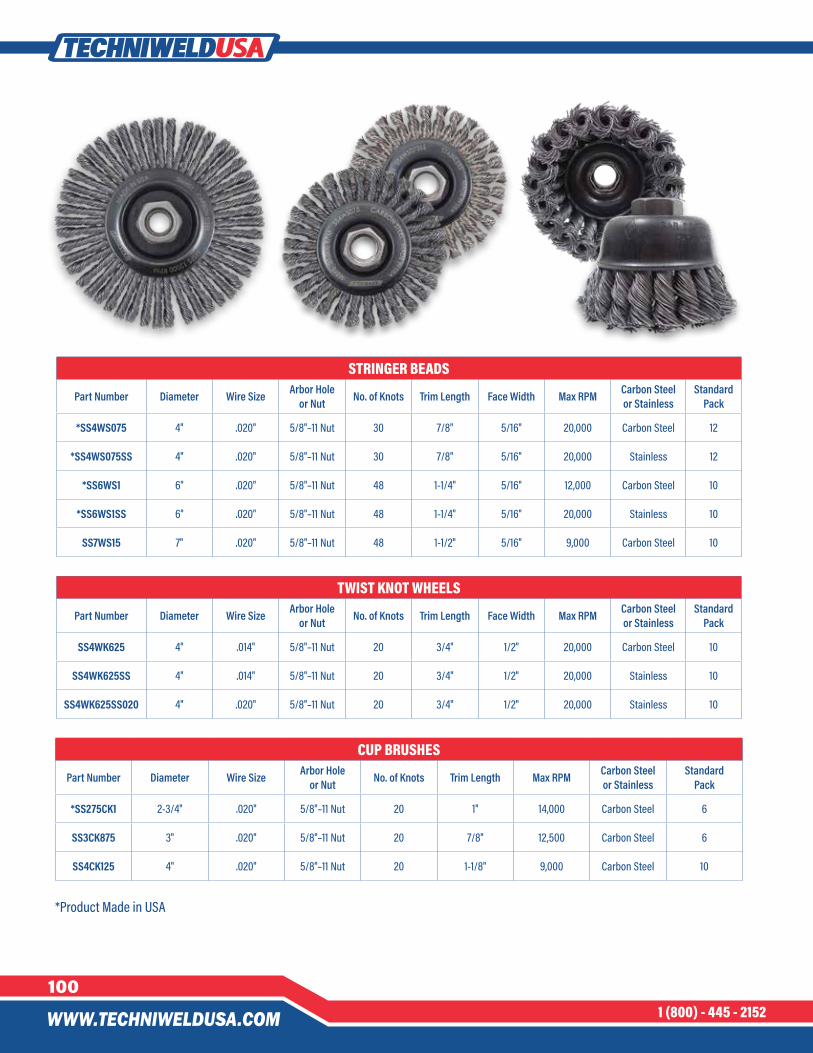
1001 (800) - 445 - 2152
STRINGER BEADS
Part Number Diameter Wire Size Arbor Holeor Nut No. of Knots Trim Length Face Width Max RPM Carbon Steel
or StainlessStandard
Pack
*SS4WS075 4" .020" 5/8"–11 Nut 30 7/8" 5/16" 20,000 Carbon Steel 12
*SS4WS075SS 4" .020" 5/8"–11 Nut 30 7/8" 5/16" 20,000 Stainless 12
*SS6WS1 6" .020" 5/8"–11 Nut 48 1-1/4" 5/16" 12,000 Carbon Steel 10
*SS6WS1SS 6" .020" 5/8"–11 Nut 48 1-1/4" 5/16" 20,000 Stainless 10
SS7WS15 7" .020" 5/8"–11 Nut 48 1-1/2" 5/16" 9,000 Carbon Steel 10
TWIST KNOT WHEELS
Part Number Diameter Wire Size Arbor Holeor Nut No. of Knots Trim Length Face Width Max RPM Carbon Steel
or StainlessStandard
Pack
SS4WK625 4" .014" 5/8"–11 Nut 20 3/4" 1/2" 20,000 Carbon Steel 10
SS4WK625SS 4" .014" 5/8"–11 Nut 20 3/4" 1/2" 20,000 Stainless 10
SS4WK625SS020 4" .020" 5/8"–11 Nut 20 3/4" 1/2" 20,000 Stainless 10
CUP BRUSHES
Part Number Diameter Wire Size Arbor Holeor Nut No. of Knots Trim Length Max RPM Carbon Steel
or StainlessStandard
Pack
*SS275CK1 2-3/4" .020" 5/8"–11 Nut 20 1" 14,000 Carbon Steel 6
SS3CK875 3" .020" 5/8"–11 Nut 20 7/8" 12,500 Carbon Steel 6
SS4CK125 4" .020" 5/8"–11 Nut 20 1-1/8" 9,000 Carbon Steel 10
*Product Made in USA

1011 (800) - 445 - 2152
CRIMPED END BRUSHES
Part Number Diameter Wire Size Stem Size Trim Length Max RPM Carbon Steelor Stainless
StandardPack
SS05EC1 1/2" .014" 1/4" 1" 20,000 Carbon Steel 75
SS05EC1SS 1/2" .014" 1/4" 1" 20,000 Stainless 75
SS075CC875 3/4" .014" 1/4" 7/8" 20,000 Carbon Steel 50
SS075CC875SS 3/4" .014" 1/4" 7/8" 20,000 Stainless 50
SS1CC1 1" .014" 1/4" 1" 20,000 Carbon Steel 35
HAND BRUSHESPart Number Description Standard Pack
SS85045 3 x 19 Carbon Steel scratch brush, 13-1/4 x 7/8 12
SS85047 3 x 19 Stainless Steel scratch brush, 13-1/4 x 7/8 12
SS85051 4 x 16 Carbon Steel scratch brush, shoe handled 12
SS85053 4 x 16 Stainless Steel scratch brush, shoe handled 12
SS85055 3 x 7 Stainless Steel toothbrush, wooden handled 25
SS85056 3 x 7 Brass toothbrush, wooden handled 25
FILESPart Number Description Standard Pack
SS14HRB Premium 14" Half Round Bastard File 1

1021 (800) - 445 - 2152
FOR ALL YOUR TIG TORCHES,PARTS, AND ACCESSORIES
• All torches are rigorously tested using computerized and automated test equipment at the design stage and throughout the entire production process.
• All our components pass rigorous quality control checks prior to assembly.
• Our extensive range of Front End Consumables are manufactured to the highest specification.
• All torches are designed to be tough, damage resistant, and comply with EN60974-7.
Features & BenefitsAir Cooled TIG Welding Torches
TIG Star™ 9 & Consumables
TIG Star™ 17 & Consumables
TIG Star™ 26 & ConsumablesWater Cooled TIG Welding Torches
TIG Star™ 18 & Consumables
TIG Star™ 20 & ConsumablesTIG StarTM Accessories
TIG Star™ Torch Holder
Tungsten Electrodes
Tungsten Electrode Guide
103
104-106
107-109
110-112
113-115
116-118
118
119-120
121-123
Quality Standards
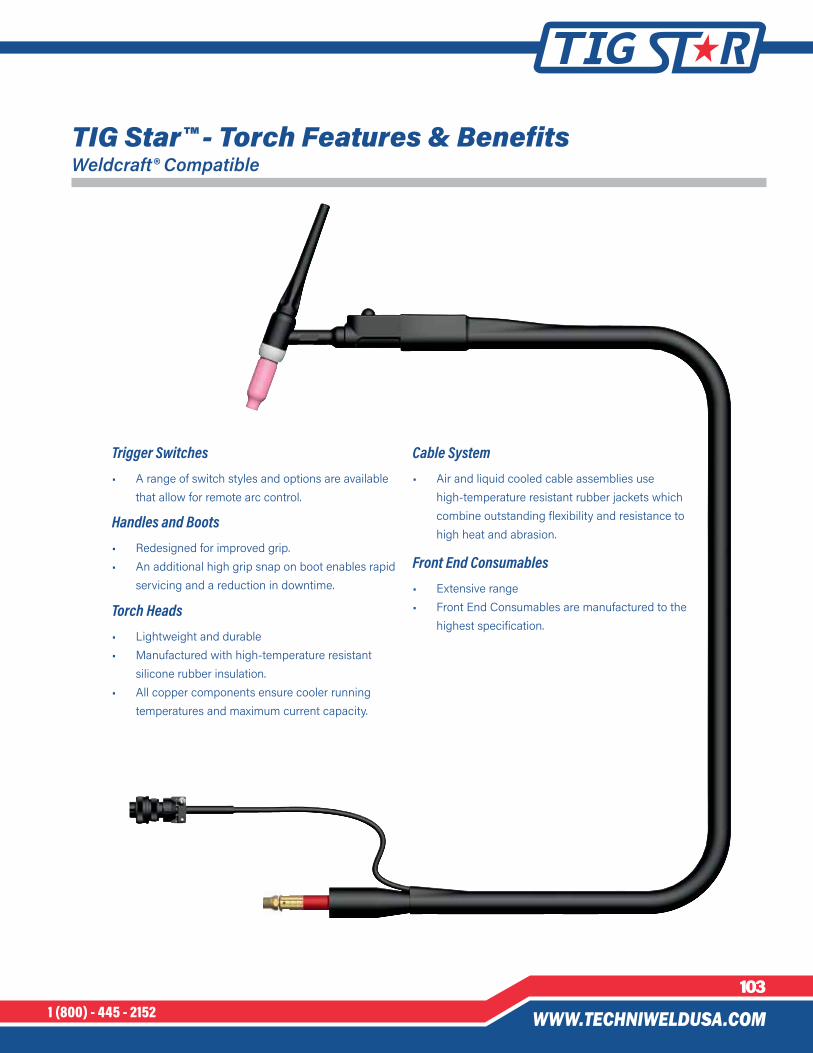
1031 (800) - 445 - 2152
TIG Star™ - Torch Features & Benefits
Torch Heads• Lightweight and durable• Manufactured with high-temperature resistant
silicone rubber insulation.• All copper components ensure cooler running
temperatures and maximum current capacity.
Trigger Switches• A range of switch styles and options are available
that allow for remote arc control.
Front End Consumables • Extensive range• Front End Consumables are manufactured to the
highest specification.
Handles and Boots • Redesigned for improved grip.• An additional high grip snap on boot enables rapid
servicing and a reduction in downtime.
Cable System• Air and liquid cooled cable assemblies use
high-temperature resistant rubber jackets which combine outstanding flexibility and resistance to high heat and abrasion.
Weldcraft® Compatible

1041 (800) - 445 - 2152
Air Cooled TIG Welding TorchRating: 125A DC, 100A AC @ 60% Duty CycleEN60974-7 0.0209 TO 3/329/0.5mm-2.4mm Electrodes
TIG Star™ 9
Weldcraft® compatible
Alternative Torch BodiesRating: 125A DC, 100A AC .020" to 3/32" (0.5mm-2.4mm) electrode.
TS9F TS9FVTS9 TS9V
TIG TorchesDescription
Item Number12ft (3.8m) 25ft (7.6m)
TIG Welding Torch with Flexi Head 2 Piece Power Cable – TS9F252
TIG Welding Torch with Flexi Head Valve with Rubber Cable TS9FV12R TS9FV25R
TIG Welding Torch with Flexi Head Valve, 2 Piece Power Cable – TS9FV252
TIG Welding Torch with Valve with Rubber Cable – TS9V25R
TIG Welding Torch with Valve, 2 Piece Power Cable TS9V122 TS9V252
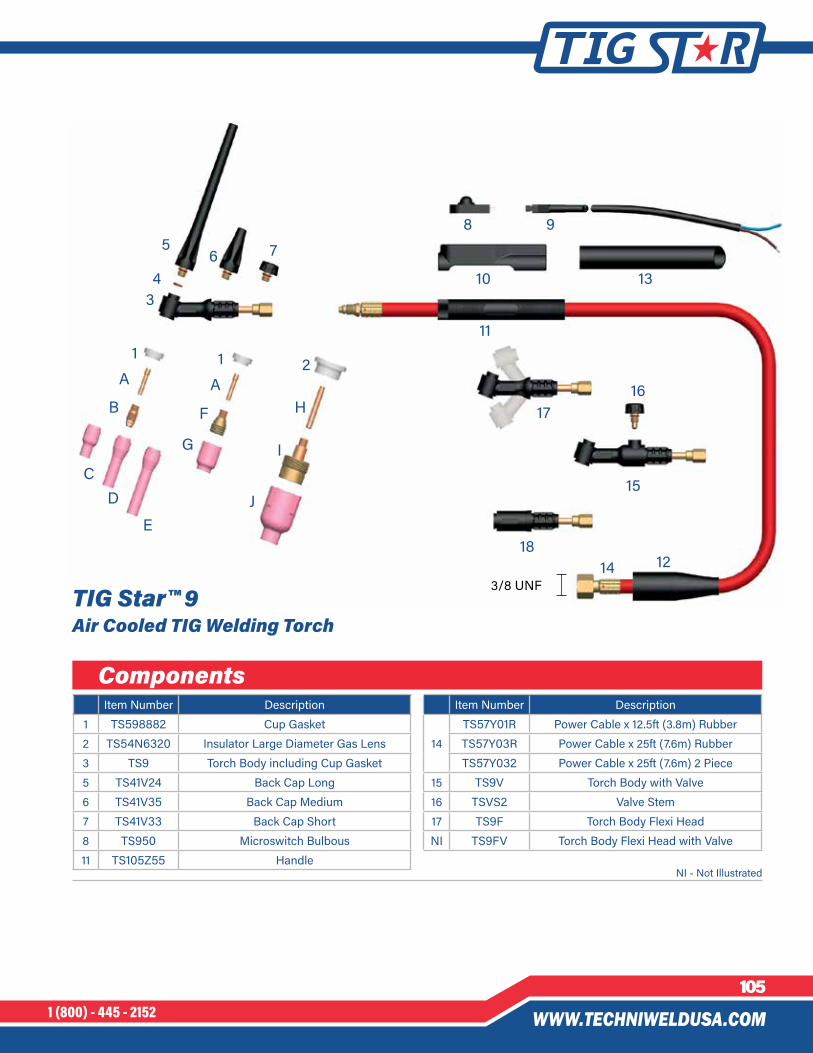
1051 (800) - 445 - 2152
NI - Not Illustrated
Item Number Description1 TS598882 Cup Gasket2 TS54N6320 Insulator Large Diameter Gas Lens 3 TS9 Torch Body including Cup Gasket5 TS41V24 Back Cap Long6 TS41V35 Back Cap Medium7 TS41V33 Back Cap Short8 TS950 Microswitch Bulbous11 TS105Z55 Handle
Item Number Description
14TS57Y01R Power Cable x 12.5ft (3.8m) RubberTS57Y03R Power Cable x 25ft (7.6m) RubberTS57Y032 Power Cable x 25ft (7.6m) 2 Piece
15 TS9V Torch Body with Valve16 TSVS2 Valve Stem17 TS9F Torch Body Flexi HeadNI TS9FV Torch Body Flexi Head with Valve
Components
CD
E
G
F
AA11
B
J
I
H
2
34
56 7
8 9
10
11
17
18
15
16
13
12143/8 UNF
Air Cooled TIG Welding TorchTIG Star™ 9

1061 (800) - 445 - 2152
ColletItem Number Description
A
TS13N20 Collet .020” (0.5mm) BoreTS13N21 Collet .040” (1.0mm) BoreTS13N22 Collet 1/16” (1.6mm) BoreTS13N23 Collet 3/32” (2.4mm) Bore
Collet BodyItem Number Description
B
TS13N25 Collet Body .020” (0.5mm) BoreTS13N26 Collet Body .040” (1.0mm) BoreTS13N27 Collet Body1/16” (1.6mm) Bore
TS13N27M Collet Body 5/64” (2.0mm) BoreTS13N28 Collet Body 3/32” (2.4mm) Bore
Ceramic CupItem Number Description
C
TS13N08 #3-4 Ceramic Cup 1/4” (6mm) Bore
TS13N09 #5 Ceramic Cup 5/16” (8mm) Bore
TS13N10 #6 Ceramic Cup 3/8” (10mm) BoreTS13N11 #7 Ceramic Cup 7/16” (11mm) BoreTS13N12 # 8 Ceramic Cup 1/2” (13mm) BoreTS13N13 # 10 Ceramic Cup 5/8” (16mm) Bore
Long Ceramic CupItem Number Description
DTS796F72 #5 Long Ceramic Cup 5/16” (8mm) Bore
TS796F73 #6 Long Ceramic Cup 3/8” (10mm) Bore
Extra Long Ceramic CupItem Number Description
E TS796F77 #6 Extra Long Ceramic Cup3/8” (10mm) Bore
Gas Lens BodyItem Number Description
FTS45V42 Gas Lens Body 0.40” (1.0mm) BoreTS45V43 Gas Lens Body 1/16” (1.6mm) Bore
Gas Lens CupItem Number Description
G
TS53N58 #4 Gas Lens Cup 1/4” (6mm) BoreTS53N59 #5 Gas Lens Cup 5/16” (8mm) BoreTS53N60 #6 Gas Lens Cup 3/8” (10mm) BoreTS53N61 #7 Gas Lens Cup 7/16” (11mm) Bore
TS53N61S #1S Gas Lens Cup 1/2” (13mm) Bore
Large Diameter Gas Lens ColletItem Number Description
HTS13N22L Large Diameter Gas Lens Collet
1/16” (1.6mm) Bore
TS13N23L Large Diameter Gas Lens Collet3/32” (2.4mm) Bore
Large Diameter Gas Lens BodyItem Number Description
ITS45V116S Large Diameter Gas Lens Body
1/16” (1.6mm) Bore
TS45V64S Large Diameter Gas Lens Body3/32” (2.4mm) Bore
Large Diameter Gas Lens CupItem Number Description
J
TS57N75 #6 Large Diameter Gas Lens Cup3/8” (10mm) Bore
TS57N74 #8 Large Diameter Gas Lens Cup1/2” (13mm) Bore
TS53N88 #10 Large Diameter Gas Lens Cup5/8” (16mm) Bore
TS53N87 #12 Large Diameter Gas Lens Cup3/4” (19mm) Bore
Consumables

1071 (800) - 445 - 2152
TIG Star™ 17
Rating: 150A DC, 115A AC @ 60% Duty CycleEN60974-7 0.0209 TO 1/89/0.5mm-3.2mm Electrodes
Air Cooled TIG Welding Torch
Weldcraft® compatible
Alternative Torch BodiesRating: 150A DC, 115A AC .020” TO 3/32” (0.5mm-2.4mm) electrode.
TS17F TS17FVTS17 TS17V
TIG TorchesDescription
Item Number12ft (3.8m) 25ft (7.6m)
TIG Welding Torch with Vinyl Power Cable – TS1725
TIG Welding Torch with Rubber Cable TS1712R TS1725R
TIG Welding Torch with 2 Piece Power Cable – TS17252
TIG Welding Torch with Flexi Head with Rubber Cable TS17F12R TS17F25R
TIG Welding Torch with Flexi Head Valve with Rubber Cable TS17FV12R TS17FV25R
TIG Welding Torch with Flexi Head Valve, 2 Piece Power Cable – TS17FV252
TIG Welding Torch with Valve with Rubber Cable TS17V12R TS17V25R
TIG Welding Torch with Valve, 2 Piece Power Cable TS17V122 TS17V252
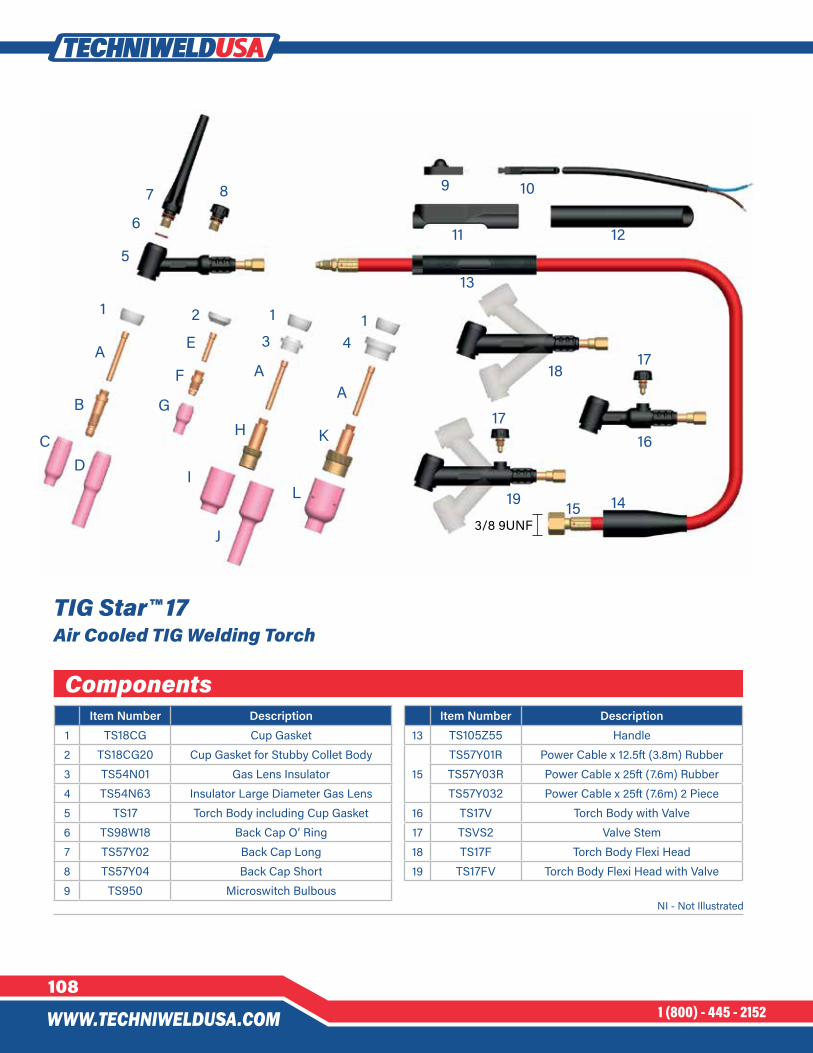
1081 (800) - 445 - 2152
CD
B
A
1
5
6
7 8
2
E
F
G
I
H
A
3
1
9
11
13
10
12
J
L
K
A
41
18
17
19 15 14
16
17
3/8 9UNF
Item Number Description1 TS18CG Cup Gasket2 TS18CG20 Cup Gasket for Stubby Collet Body 3 TS54N01 Gas Lens Insulator4 TS54N63 Insulator Large Diameter Gas Lens5 TS17 Torch Body including Cup Gasket6 TS98W18 Back Cap O’ Ring7 TS57Y02 Back Cap Long8 TS57Y04 Back Cap Short9 TS950 Microswitch Bulbous
Item Number Description13 TS105Z55 Handle
15TS57Y01R Power Cable x 12.5ft (3.8m) RubberTS57Y03R Power Cable x 25ft (7.6m) RubberTS57Y032 Power Cable x 25ft (7.6m) 2 Piece
16 TS17V Torch Body with Valve17 TSVS2 Valve Stem18 TS17F Torch Body Flexi Head19 TS17FV Torch Body Flexi Head with Valve
Components
NI - Not Illustrated
TIG Star™ 17Air Cooled TIG Welding Torch
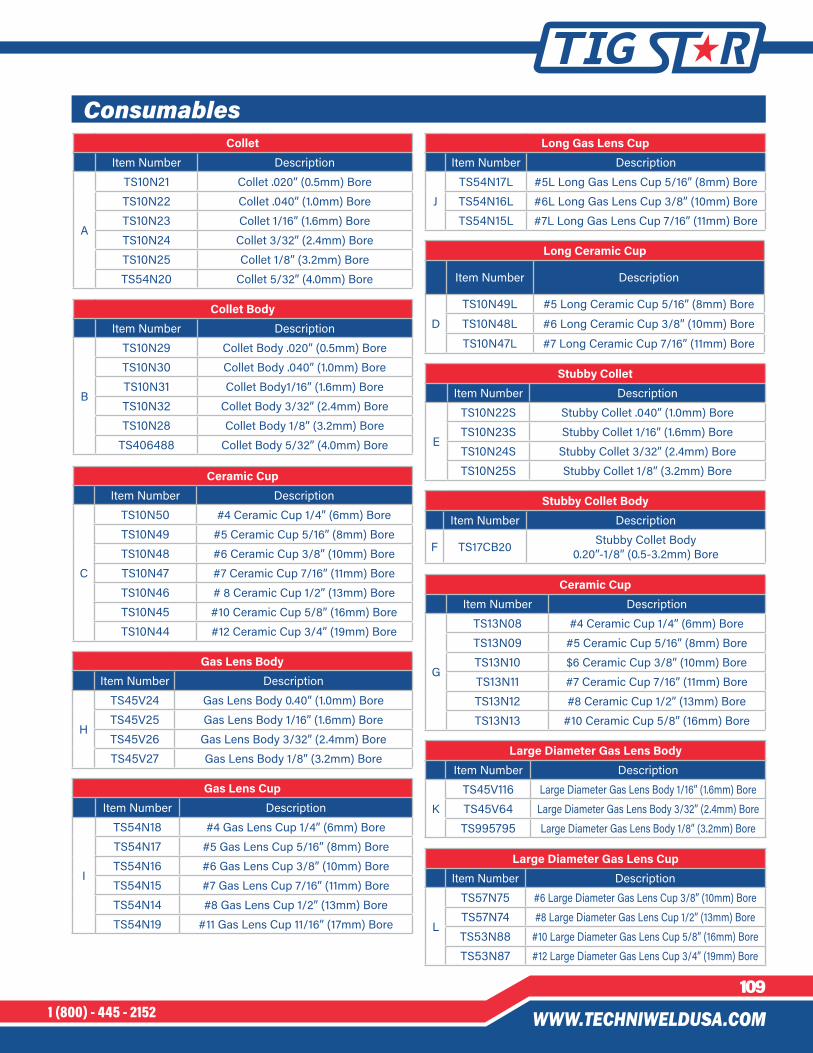
1091 (800) - 445 - 2152
Ceramic CupItem Number Description
C
TS10N50 #4 Ceramic Cup 1/4” (6mm) BoreTS10N49 #5 Ceramic Cup 5/16” (8mm) BoreTS10N48 #6 Ceramic Cup 3/8” (10mm) BoreTS10N47 #7 Ceramic Cup 7/16” (11mm) BoreTS10N46 # 8 Ceramic Cup 1/2” (13mm) BoreTS10N45 #10 Ceramic Cup 5/8” (16mm) BoreTS10N44 #12 Ceramic Cup 3/4” (19mm) Bore
Long Ceramic Cup
Item Number Description
D
TS10N49L #5 Long Ceramic Cup 5/16” (8mm) Bore
TS10N48L #6 Long Ceramic Cup 3/8” (10mm) Bore
TS10N47L #7 Long Ceramic Cup 7/16” (11mm) Bore
Stubby ColletItem Number Description
E
TS10N22S Stubby Collet .040” (1.0mm) BoreTS10N23S Stubby Collet 1/16” (1.6mm) BoreTS10N24S Stubby Collet 3/32” (2.4mm) BoreTS10N25S Stubby Collet 1/8” (3.2mm) Bore
Stubby Collet BodyItem Number Description
F TS17CB20 Stubby Collet Body 0.20”-1/8” (0.5-3.2mm) Bore
Ceramic CupItem Number Description
G
TS13N08 #4 Ceramic Cup 1/4” (6mm) BoreTS13N09 #5 Ceramic Cup 5/16” (8mm) BoreTS13N10 $6 Ceramic Cup 3/8” (10mm) BoreTS13N11 #7 Ceramic Cup 7/16” (11mm) BoreTS13N12 #8 Ceramic Cup 1/2” (13mm) BoreTS13N13 #10 Ceramic Cup 5/8” (16mm) Bore
ColletItem Number Description
A
TS10N21 Collet .020” (0.5mm) BoreTS10N22 Collet .040” (1.0mm) BoreTS10N23 Collet 1/16” (1.6mm) BoreTS10N24 Collet 3/32” (2.4mm) BoreTS10N25 Collet 1/8” (3.2mm) BoreTS54N20 Collet 5/32” (4.0mm) Bore
Collet BodyItem Number Description
B
TS10N29 Collet Body .020” (0.5mm) BoreTS10N30 Collet Body .040” (1.0mm) BoreTS10N31 Collet Body1/16” (1.6mm) BoreTS10N32 Collet Body 3/32” (2.4mm) BoreTS10N28 Collet Body 1/8” (3.2mm) Bore
TS406488 Collet Body 5/32” (4.0mm) Bore
Consumables
Gas Lens BodyItem Number Description
H
TS45V24 Gas Lens Body 0.40” (1.0mm) BoreTS45V25 Gas Lens Body 1/16” (1.6mm) BoreTS45V26 Gas Lens Body 3/32” (2.4mm) BoreTS45V27 Gas Lens Body 1/8” (3.2mm) Bore
Gas Lens CupItem Number Description
I
TS54N18 #4 Gas Lens Cup 1/4” (6mm) BoreTS54N17 #5 Gas Lens Cup 5/16” (8mm) BoreTS54N16 #6 Gas Lens Cup 3/8” (10mm) BoreTS54N15 #7 Gas Lens Cup 7/16” (11mm) BoreTS54N14 #8 Gas Lens Cup 1/2” (13mm) BoreTS54N19 #11 Gas Lens Cup 11/16” (17mm) Bore
Long Gas Lens CupItem Number Description
JTS54N17L #5L Long Gas Lens Cup 5/16” (8mm) BoreTS54N16L #6L Long Gas Lens Cup 3/8” (10mm) BoreTS54N15L #7L Long Gas Lens Cup 7/16” (11mm) Bore
Large Diameter Gas Lens BodyItem Number Description
KTS45V116 Large Diameter Gas Lens Body 1/16” (1.6mm) BoreTS45V64 Large Diameter Gas Lens Body 3/32” (2.4mm) BoreTS995795 Large Diameter Gas Lens Body 1/8” (3.2mm) Bore
Large Diameter Gas Lens CupItem Number Description
L
TS57N75 #6 Large Diameter Gas Lens Cup 3/8” (10mm) BoreTS57N74 #8 Large Diameter Gas Lens Cup 1/2” (13mm) BoreTS53N88 #10 Large Diameter Gas Lens Cup 5/8” (16mm) BoreTS53N87 #12 Large Diameter Gas Lens Cup 3/4” (19mm) Bore
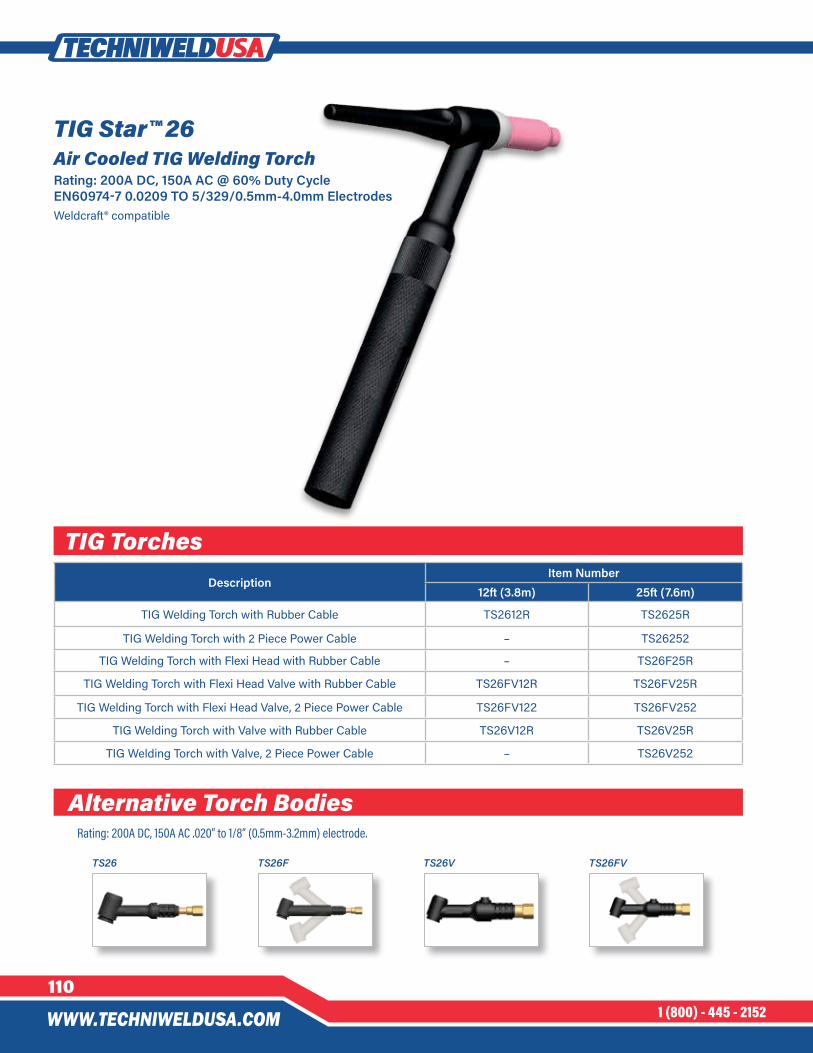
1101 (800) - 445 - 2152
TIG Star™ 26
Rating: 200A DC, 150A AC @ 60% Duty CycleEN60974-7 0.0209 TO 5/329/0.5mm-4.0mm Electrodes
Air Cooled TIG Welding Torch
Weldcraft® compatible
DescriptionItem Number
12ft (3.8m) 25ft (7.6m)
TIG Welding Torch with Rubber Cable TS2612R TS2625R
TIG Welding Torch with 2 Piece Power Cable – TS26252
TIG Welding Torch with Flexi Head with Rubber Cable – TS26F25R
TIG Welding Torch with Flexi Head Valve with Rubber Cable TS26FV12R TS26FV25R
TIG Welding Torch with Flexi Head Valve, 2 Piece Power Cable TS26FV122 TS26FV252
TIG Welding Torch with Valve with Rubber Cable TS26V12R TS26V25R
TIG Welding Torch with Valve, 2 Piece Power Cable – TS26V252
TIG Torches
Alternative Torch BodiesRating: 200A DC, 150A AC .020” to 1/8” (0.5mm-3.2mm) electrode.
TS26F TS26FVTS26 TS26V
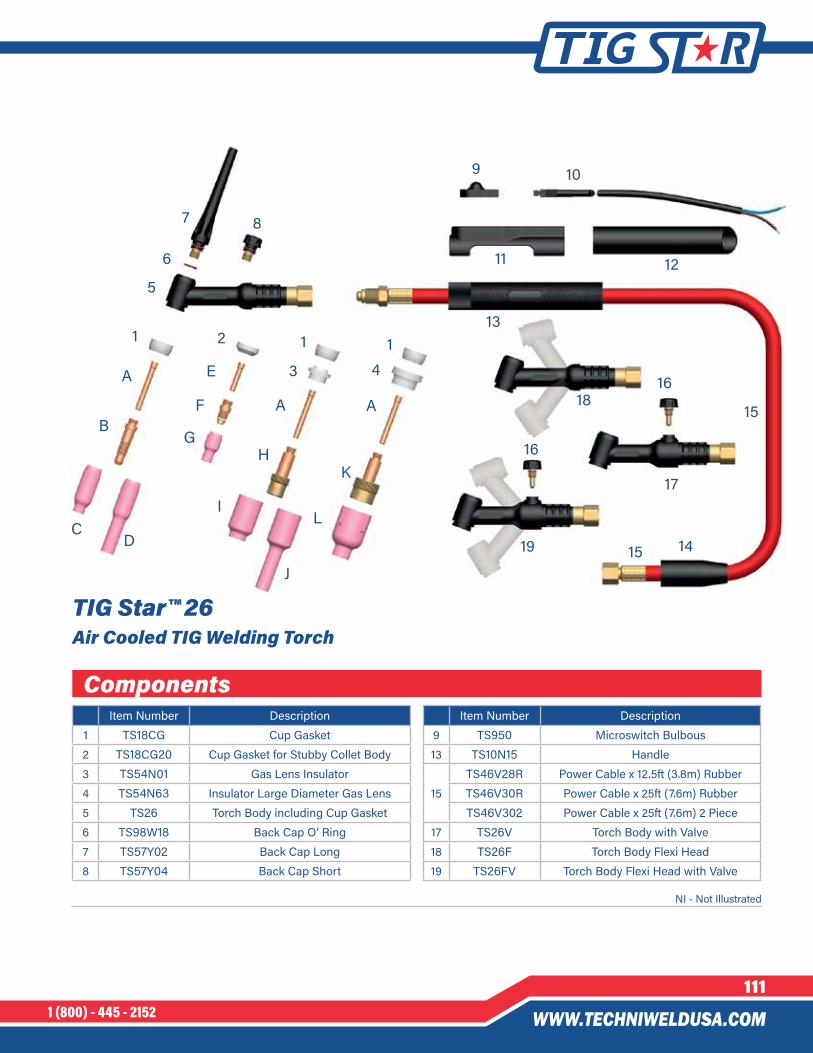
1111 (800) - 445 - 2152
CD
B
A
1
5
6
7 8
2
E
F
G
I
H
A
3
1
J
L
K
A
41
9 10
11 12
13
1816
17
16
19
15
15 14
Item Number Description1 TS18CG Cup Gasket2 TS18CG20 Cup Gasket for Stubby Collet Body 3 TS54N01 Gas Lens Insulator4 TS54N63 Insulator Large Diameter Gas Lens5 TS26 Torch Body including Cup Gasket6 TS98W18 Back Cap O’ Ring7 TS57Y02 Back Cap Long8 TS57Y04 Back Cap Short
Item Number Description9 TS950 Microswitch Bulbous13 TS10N15 Handle
15TS46V28R Power Cable x 12.5ft (3.8m) RubberTS46V30R Power Cable x 25ft (7.6m) RubberTS46V302 Power Cable x 25ft (7.6m) 2 Piece
17 TS26V Torch Body with Valve18 TS26F Torch Body Flexi Head19 TS26FV Torch Body Flexi Head with Valve
Components
NI - Not Illustrated
TIG Star™ 26Air Cooled TIG Welding Torch
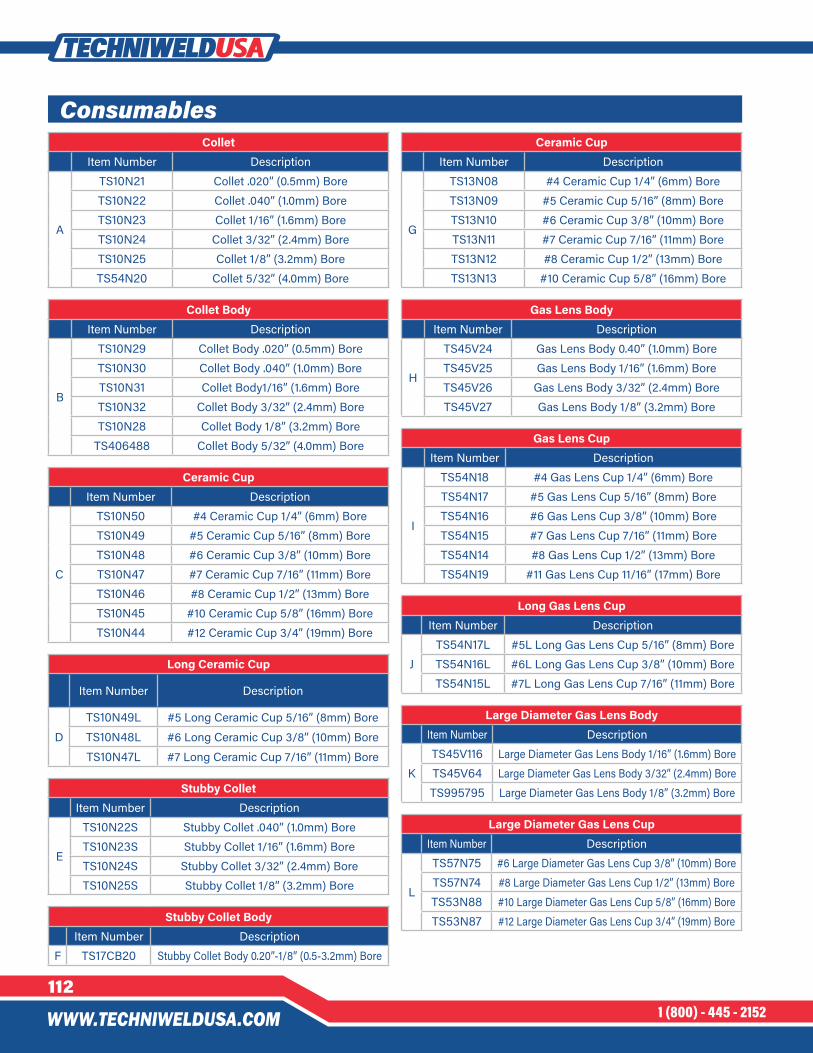
1121 (800) - 445 - 2152
Ceramic CupItem Number Description
G
TS13N08 #4 Ceramic Cup 1/4” (6mm) BoreTS13N09 #5 Ceramic Cup 5/16” (8mm) BoreTS13N10 #6 Ceramic Cup 3/8” (10mm) BoreTS13N11 #7 Ceramic Cup 7/16” (11mm) BoreTS13N12 #8 Ceramic Cup 1/2” (13mm) BoreTS13N13 #10 Ceramic Cup 5/8” (16mm) Bore
Gas Lens BodyItem Number Description
H
TS45V24 Gas Lens Body 0.40” (1.0mm) BoreTS45V25 Gas Lens Body 1/16” (1.6mm) BoreTS45V26 Gas Lens Body 3/32” (2.4mm) BoreTS45V27 Gas Lens Body 1/8” (3.2mm) Bore
Gas Lens CupItem Number Description
I
TS54N18 #4 Gas Lens Cup 1/4” (6mm) BoreTS54N17 #5 Gas Lens Cup 5/16” (8mm) BoreTS54N16 #6 Gas Lens Cup 3/8” (10mm) BoreTS54N15 #7 Gas Lens Cup 7/16” (11mm) BoreTS54N14 #8 Gas Lens Cup 1/2” (13mm) BoreTS54N19 #11 Gas Lens Cup 11/16” (17mm) Bore
Long Gas Lens CupItem Number Description
JTS54N17L #5L Long Gas Lens Cup 5/16” (8mm) BoreTS54N16L #6L Long Gas Lens Cup 3/8” (10mm) BoreTS54N15L #7L Long Gas Lens Cup 7/16” (11mm) Bore
Large Diameter Gas Lens BodyItem Number Description
KTS45V116 Large Diameter Gas Lens Body 1/16” (1.6mm) BoreTS45V64 Large Diameter Gas Lens Body 3/32” (2.4mm) BoreTS995795 Large Diameter Gas Lens Body 1/8” (3.2mm) Bore
Large Diameter Gas Lens CupItem Number Description
L
TS57N75 #6 Large Diameter Gas Lens Cup 3/8” (10mm) BoreTS57N74 #8 Large Diameter Gas Lens Cup 1/2” (13mm) BoreTS53N88 #10 Large Diameter Gas Lens Cup 5/8” (16mm) BoreTS53N87 #12 Large Diameter Gas Lens Cup 3/4” (19mm) Bore
ColletItem Number Description
A
TS10N21 Collet .020” (0.5mm) BoreTS10N22 Collet .040” (1.0mm) BoreTS10N23 Collet 1/16” (1.6mm) BoreTS10N24 Collet 3/32” (2.4mm) BoreTS10N25 Collet 1/8” (3.2mm) BoreTS54N20 Collet 5/32” (4.0mm) Bore
Collet BodyItem Number Description
B
TS10N29 Collet Body .020” (0.5mm) BoreTS10N30 Collet Body .040” (1.0mm) BoreTS10N31 Collet Body1/16” (1.6mm) BoreTS10N32 Collet Body 3/32” (2.4mm) BoreTS10N28 Collet Body 1/8” (3.2mm) Bore
TS406488 Collet Body 5/32” (4.0mm) Bore
Ceramic CupItem Number Description
C
TS10N50 #4 Ceramic Cup 1/4” (6mm) BoreTS10N49 #5 Ceramic Cup 5/16” (8mm) BoreTS10N48 #6 Ceramic Cup 3/8” (10mm) BoreTS10N47 #7 Ceramic Cup 7/16” (11mm) BoreTS10N46 #8 Ceramic Cup 1/2” (13mm) BoreTS10N45 #10 Ceramic Cup 5/8” (16mm) BoreTS10N44 #12 Ceramic Cup 3/4” (19mm) Bore
Long Ceramic Cup
Item Number Description
D
TS10N49L #5 Long Ceramic Cup 5/16” (8mm) Bore
TS10N48L #6 Long Ceramic Cup 3/8” (10mm) Bore
TS10N47L #7 Long Ceramic Cup 7/16” (11mm) Bore
Stubby ColletItem Number Description
E
TS10N22S Stubby Collet .040” (1.0mm) BoreTS10N23S Stubby Collet 1/16” (1.6mm) BoreTS10N24S Stubby Collet 3/32” (2.4mm) BoreTS10N25S Stubby Collet 1/8” (3.2mm) Bore
Stubby Collet BodyItem Number Description
F TS17CB20 Stubby Collet Body 0.20”-1/8” (0.5-3.2mm) Bore
Consumables

1131 (800) - 445 - 2152
TIG Star™ 18
Rating: 350A DC, 260A AC @ 100% Duty CycleEN60974-7 0.0209 TO 5/329/0.5mm-4.0mm Electrodes
Water Cooled TIG Welding Torch
Weldcraft® compatible
Alternative Torch BodiesRating: 350A DC, 260A AC .020” TO 5/32” (0.5mm-4.0mm) electrode.
TS18FTS18
TIG TorchesDescription
Item Number12ft (3.8m) 25ft (7.6m)
TIG Welding Torch with Vinyl Power Cable TS1812 TS1825
TIG Welding Torch with Rubber Cable – TS1825R
TIG Welding Torch with Flexi Head with Rubber Cable TS18F12R TS18F25R
TIG Welding Torch with Valve with Rubber Cable – TS18V25R
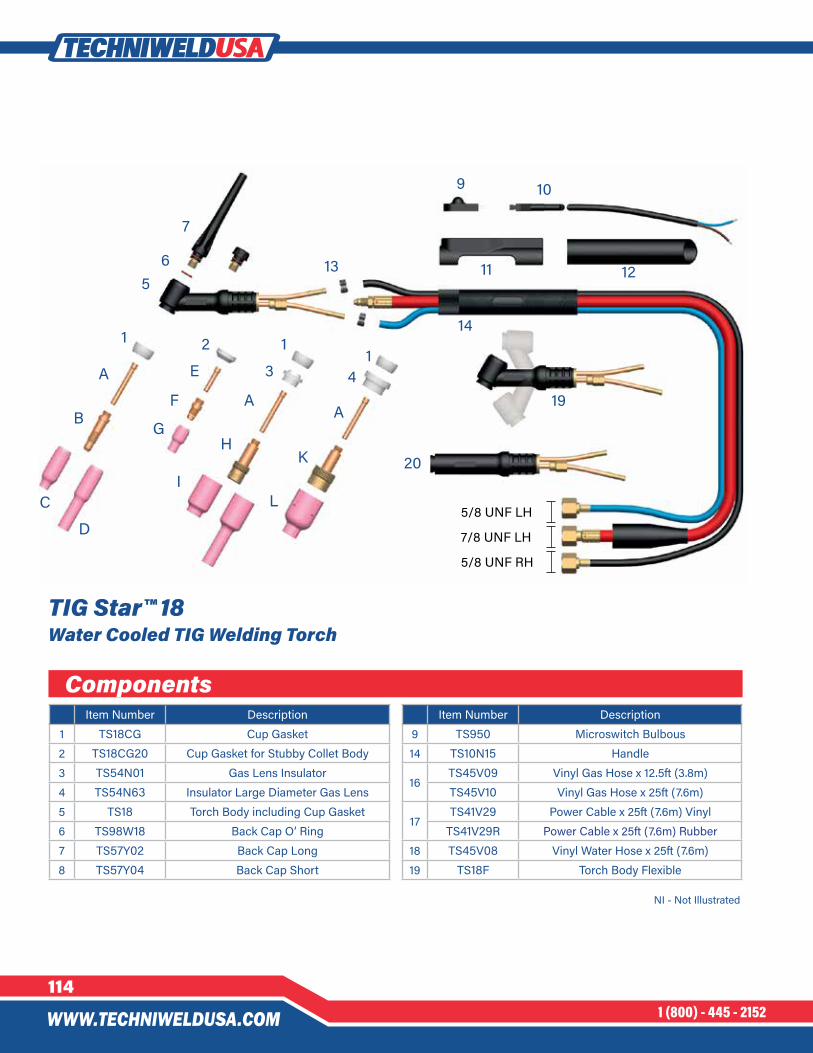
1141 (800) - 445 - 2152
5/8 UNF LH
7/8 UNF LH
5/8 UNF RH
19
20
14
11 12
9 10
13
14
A
K
L
7
65
1
A
B
C
D
2
E
F
G
I
H
A
3
1
TIG Star™ 18Water Cooled TIG Welding Torch
NI - Not Illustrated
Item Number Description1 TS18CG Cup Gasket2 TS18CG20 Cup Gasket for Stubby Collet Body 3 TS54N01 Gas Lens Insulator4 TS54N63 Insulator Large Diameter Gas Lens5 TS18 Torch Body including Cup Gasket6 TS98W18 Back Cap O’ Ring7 TS57Y02 Back Cap Long8 TS57Y04 Back Cap Short
Item Number Description9 TS950 Microswitch Bulbous14 TS10N15 Handle
16TS45V09 Vinyl Gas Hose x 12.5ft (3.8m)TS45V10 Vinyl Gas Hose x 25ft (7.6m)
17TS41V29 Power Cable x 25ft (7.6m) Vinyl
TS41V29R Power Cable x 25ft (7.6m) Rubber18 TS45V08 Vinyl Water Hose x 25ft (7.6m)19 TS18F Torch Body Flexible
Components
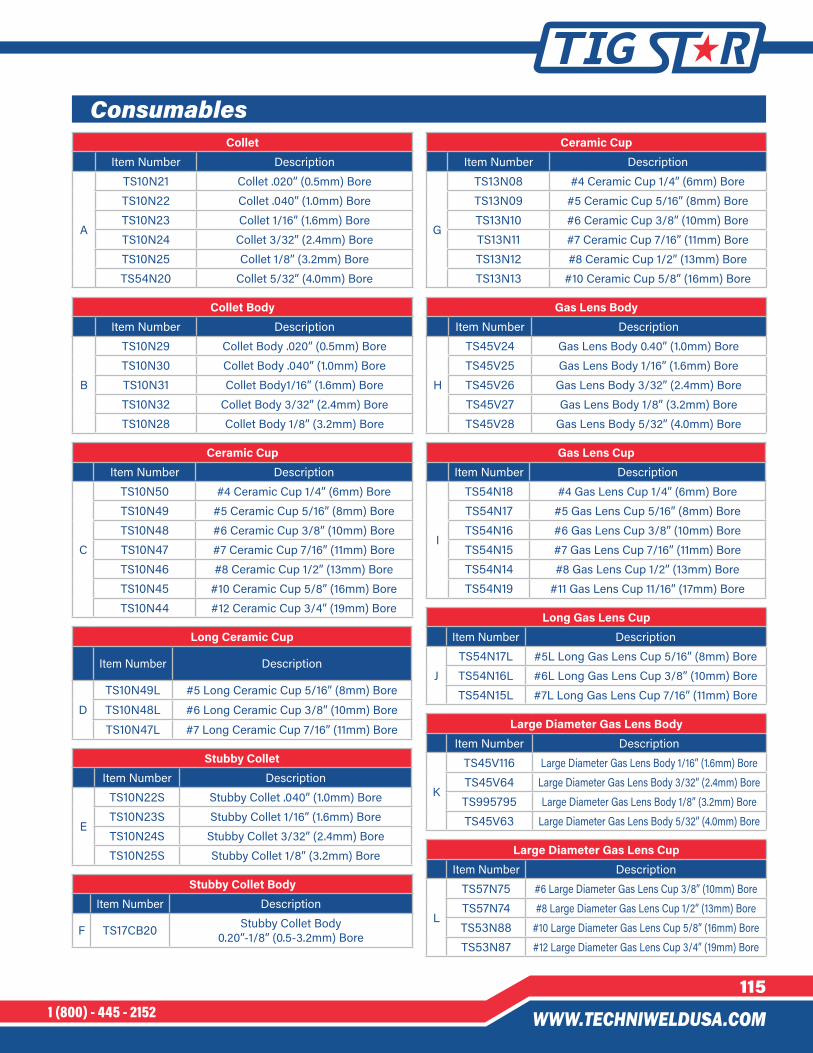
1151 (800) - 445 - 2152
ColletItem Number Description
A
TS10N21 Collet .020” (0.5mm) BoreTS10N22 Collet .040” (1.0mm) BoreTS10N23 Collet 1/16” (1.6mm) BoreTS10N24 Collet 3/32” (2.4mm) BoreTS10N25 Collet 1/8” (3.2mm) BoreTS54N20 Collet 5/32” (4.0mm) Bore
Collet BodyItem Number Description
B
TS10N29 Collet Body .020” (0.5mm) BoreTS10N30 Collet Body .040” (1.0mm) BoreTS10N31 Collet Body1/16” (1.6mm) BoreTS10N32 Collet Body 3/32” (2.4mm) BoreTS10N28 Collet Body 1/8” (3.2mm) Bore
Ceramic CupItem Number Description
C
TS10N50 #4 Ceramic Cup 1/4” (6mm) BoreTS10N49 #5 Ceramic Cup 5/16” (8mm) BoreTS10N48 #6 Ceramic Cup 3/8” (10mm) BoreTS10N47 #7 Ceramic Cup 7/16” (11mm) BoreTS10N46 #8 Ceramic Cup 1/2” (13mm) BoreTS10N45 #10 Ceramic Cup 5/8” (16mm) BoreTS10N44 #12 Ceramic Cup 3/4” (19mm) Bore
Long Ceramic Cup
Item Number Description
D
TS10N49L #5 Long Ceramic Cup 5/16” (8mm) Bore
TS10N48L #6 Long Ceramic Cup 3/8” (10mm) Bore
TS10N47L #7 Long Ceramic Cup 7/16” (11mm) Bore
Stubby ColletItem Number Description
E
TS10N22S Stubby Collet .040” (1.0mm) BoreTS10N23S Stubby Collet 1/16” (1.6mm) BoreTS10N24S Stubby Collet 3/32” (2.4mm) BoreTS10N25S Stubby Collet 1/8” (3.2mm) Bore
Stubby Collet BodyItem Number Description
F TS17CB20 Stubby Collet Body 0.20”-1/8” (0.5-3.2mm) Bore
ConsumablesCeramic Cup
Item Number Description
G
TS13N08 #4 Ceramic Cup 1/4” (6mm) BoreTS13N09 #5 Ceramic Cup 5/16” (8mm) BoreTS13N10 #6 Ceramic Cup 3/8” (10mm) BoreTS13N11 #7 Ceramic Cup 7/16” (11mm) BoreTS13N12 #8 Ceramic Cup 1/2” (13mm) BoreTS13N13 #10 Ceramic Cup 5/8” (16mm) Bore
Gas Lens BodyItem Number Description
H
TS45V24 Gas Lens Body 0.40” (1.0mm) BoreTS45V25 Gas Lens Body 1/16” (1.6mm) BoreTS45V26 Gas Lens Body 3/32” (2.4mm) BoreTS45V27 Gas Lens Body 1/8” (3.2mm) BoreTS45V28 Gas Lens Body 5/32” (4.0mm) Bore
Gas Lens CupItem Number Description
I
TS54N18 #4 Gas Lens Cup 1/4” (6mm) BoreTS54N17 #5 Gas Lens Cup 5/16” (8mm) BoreTS54N16 #6 Gas Lens Cup 3/8” (10mm) BoreTS54N15 #7 Gas Lens Cup 7/16” (11mm) BoreTS54N14 #8 Gas Lens Cup 1/2” (13mm) BoreTS54N19 #11 Gas Lens Cup 11/16” (17mm) Bore
Long Gas Lens CupItem Number Description
JTS54N17L #5L Long Gas Lens Cup 5/16” (8mm) BoreTS54N16L #6L Long Gas Lens Cup 3/8” (10mm) BoreTS54N15L #7L Long Gas Lens Cup 7/16” (11mm) Bore
Large Diameter Gas Lens BodyItem Number Description
K
TS45V116 Large Diameter Gas Lens Body 1/16” (1.6mm) BoreTS45V64 Large Diameter Gas Lens Body 3/32” (2.4mm) BoreTS995795 Large Diameter Gas Lens Body 1/8” (3.2mm) BoreTS45V63 Large Diameter Gas Lens Body 5/32” (4.0mm) Bore
Large Diameter Gas Lens CupItem Number Description
L
TS57N75 #6 Large Diameter Gas Lens Cup 3/8” (10mm) BoreTS57N74 #8 Large Diameter Gas Lens Cup 1/2” (13mm) BoreTS53N88 #10 Large Diameter Gas Lens Cup 5/8” (16mm) BoreTS53N87 #12 Large Diameter Gas Lens Cup 3/4” (19mm) Bore
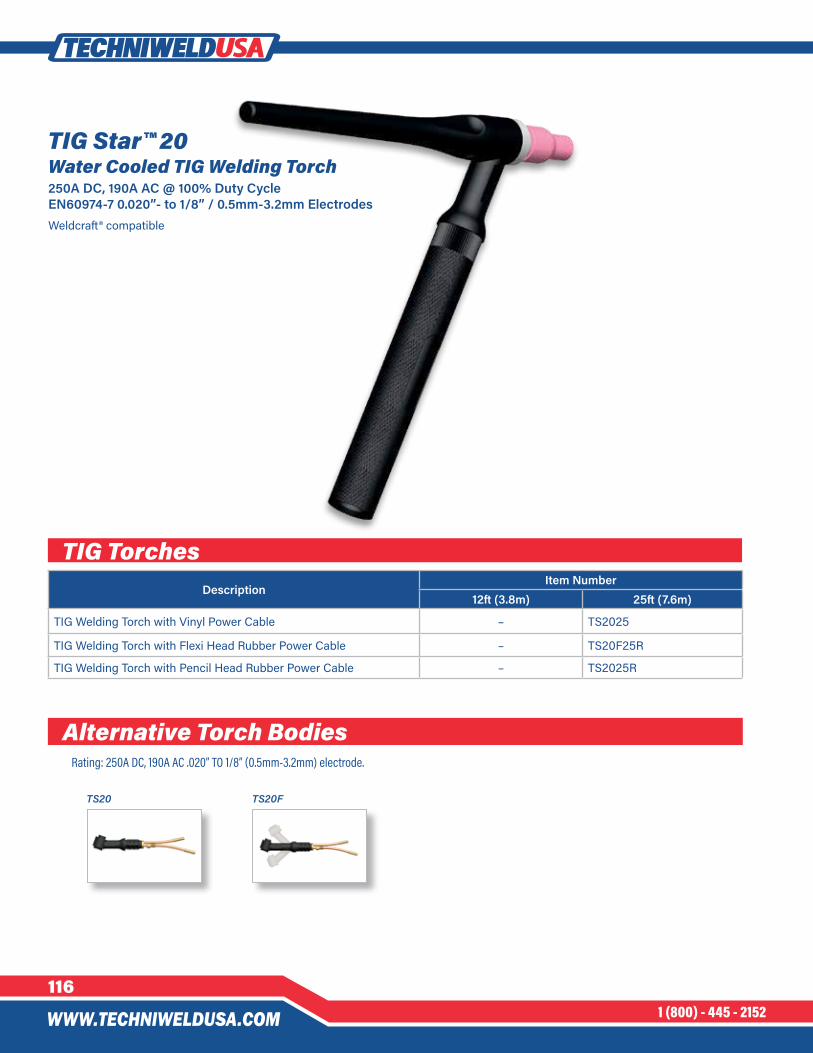
1161 (800) - 445 - 2152
DescriptionItem Number
12ft (3.8m) 25ft (7.6m)
TIG Welding Torch with Vinyl Power Cable – TS2025
TIG Welding Torch with Flexi Head Rubber Power Cable – TS20F25R
TIG Welding Torch with Pencil Head Rubber Power Cable – TS2025R
TIG Torches
250A DC, 190A AC @ 100% Duty CycleEN60974-7 0.020”- to 1/8” / 0.5mm-3.2mm ElectrodesWeldcraft® compatible
TIG Star™ 20Water Cooled TIG Welding Torch
Alternative Torch BodiesRating: 250A DC, 190A AC .020” TO 1/8” (0.5mm-3.2mm) electrode.
TS20FTS20
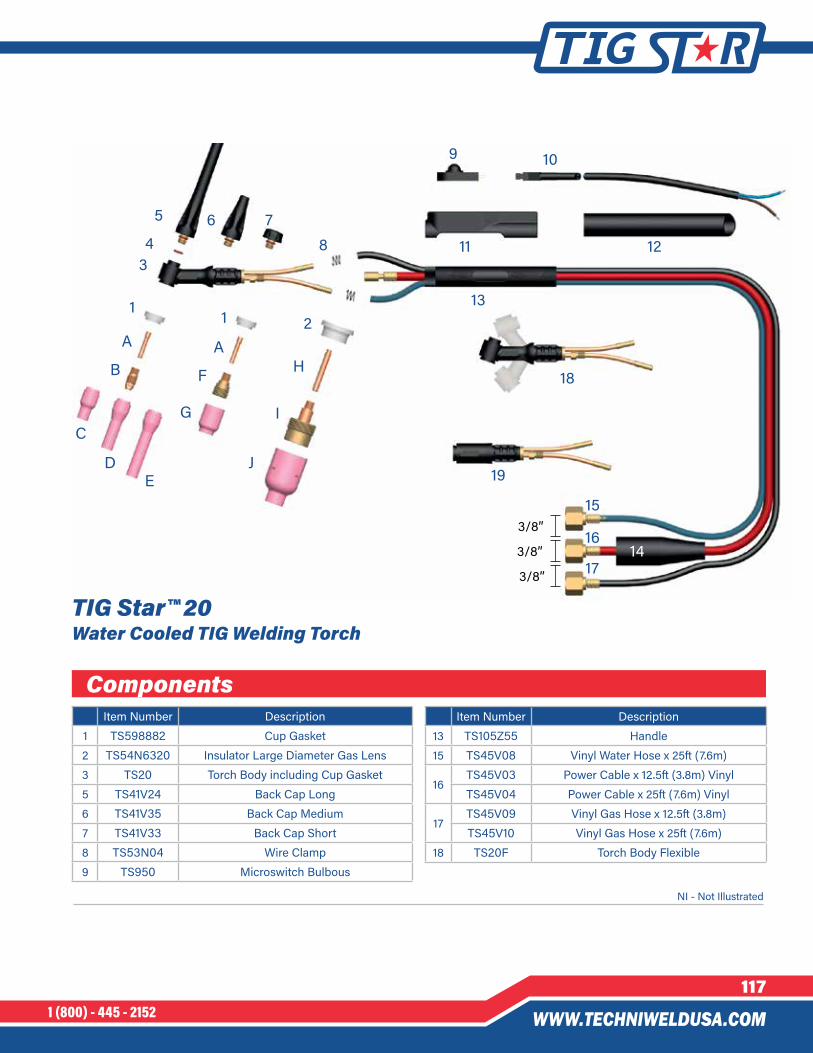
1171 (800) - 445 - 2152
3/8”
3/8”
3/8”
18
19
13
11 12
9 10
8
J
2
E
F
G I
HA
1
5
43
1
A
B
C
D
6 7
15
16
1714
TIG Star™ 20Water Cooled TIG Welding Torch
NI - Not Illustrated
Item Number Description1 TS598882 Cup Gasket2 TS54N6320 Insulator Large Diameter Gas Lens 3 TS20 Torch Body including Cup Gasket5 TS41V24 Back Cap Long6 TS41V35 Back Cap Medium7 TS41V33 Back Cap Short8 TS53N04 Wire Clamp9 TS950 Microswitch Bulbous
Item Number Description13 TS105Z55 Handle15 TS45V08 Vinyl Water Hose x 25ft (7.6m)
16TS45V03 Power Cable x 12.5ft (3.8m) VinylTS45V04 Power Cable x 25ft (7.6m) Vinyl
17TS45V09 Vinyl Gas Hose x 12.5ft (3.8m)TS45V10 Vinyl Gas Hose x 25ft (7.6m)
18 TS20F Torch Body Flexible
Components

1181 (800) - 445 - 2152
ColletItem Number Description
A
TS13N20 Collet .020” (0.5mm) BoreTS13N21 Collet .040” (1.0mm) BoreTS13N22 Collet 1/16” (1.6mm) BoreTS13N23 Collet 3/32” (2.4mm) BoreTS13N24 Collet 1/8” (3.2mm) Bore
Collet BodyItem Number Description
B
TS13N25 Collet Body .020” (0.5mm) BoreTS13N26 Collet Body .040” (1.0mm) BoreTS13N27 Collet Body1/16” (1.6mm) Bore
TS13N27M Collet Body 5/64” (2.0mm) BoreTS13N28 Collet Body 3/32” (2.4mm) BoreTS13N29 Collet Body 1/8” (3.2mm) Bore
Ceramic CupItem Number Description
C
TS13N08 #4 Ceramic Cup 1/4” (6mm) Bore
TS13N09 #5 Ceramic Cup 5/16” (8mm) Bore
TS13N10 #6 Ceramic Cup 3/8” (10mm) BoreTS13N11 #7 Ceramic Cup 7/16” (11mm) BoreTS13N12 #8 Ceramic Cup 1/2” (13mm) BoreTS13N13 #10 Ceramic Cup 5/8” (16mm) Bore
Long Ceramic CupItem Number Description
DTS796F72 #4 Long Ceramic Cup 5/16” (8mm) Bore
TS796F73 #5 Long Ceramic Cup 3/8” (10mm) Bore
Extra Long Ceramic CupItem Number Description
E TS796F77 #6 Extra Long Ceramic Cup3/8” (10mm) Bore
Gas Lens BodyItem Number Description
F
TS45V42 Gas Lens Body 0.40” (1.0mm) BoreTS45V43 Gas Lens Body 1/16” (1.6mm) BoreTS45V44 Gas Lens Body 3/32” (2.4mm) BoreTS45V45 Gas Lens Body 1/8” (3.2mm) Bore
Gas Lens CupItem Number Description
G
TS53N58 #4 Gas Lens Cup 1/4” (6mm) BoreTS53N59 #5 Gas Lens Cup 5/16” (8mm) BoreTS53N60 #6 Gas Lens Cup 3/8” (10mm) BoreTS53N61 #7 Gas Lens Cup 7/16” (11mm) Bore
TS53N61S #1S Gas Lens Cup 1/2” (13mm) Bore
Large Diameter Gas Lens ColletItem Number Description
HTS13N22L Large Diameter Gas Lens Collet
1/16” (1.6mm) Bore
TS13N23L Large Diameter Gas Lens Collet3/32” (2.4mm) Bore
Large Diameter Gas Lens BodyItem Number Description
ITS45V116S Large Diameter Gas Lens Body
1/16” (1.6mm) Bore
TS45V64S Large Diameter Gas Lens Body3/32” (2.4mm) Bore
Large Diameter Gas Lens CupItem Number Description
J
TS57N75 #6 Large Diameter Gas Lens Cup 3/8” (10mm) BoreTS57N74 #8 Large Diameter Gas Lens Cup 1/2” (13mm) BoreTS53N88 #10 Large Diameter Gas Lens Cup 5/8” (16mm) BoreTS53N87 #12 Large Diameter Gas Lens Cup 3/4” (19mm) Bore
Consumables
TIG Star™ HolderItem Number Description
TSTIGHOLDER
• Magnetic base• Keeps your TIG gun secure when not in use• Works in vertical and horizontal positions• Durable enamel finish with zinc coated base
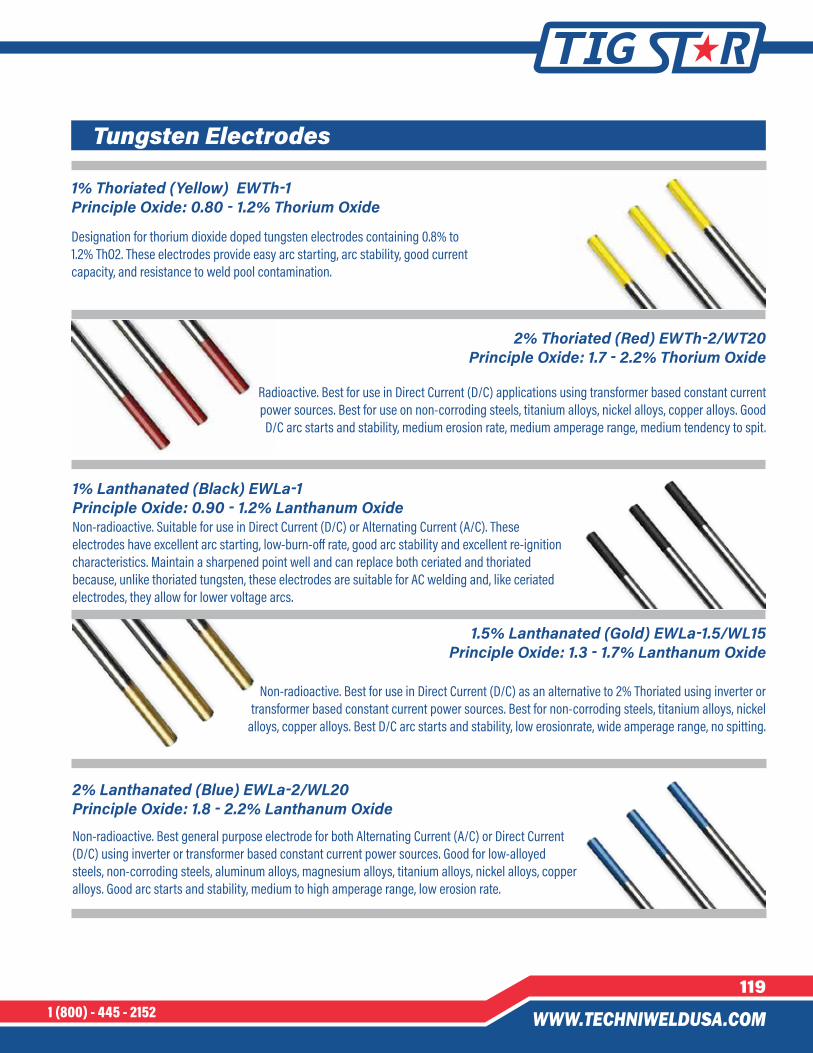
1191 (800) - 445 - 2152
Non-radioactive. Best for use in Direct Current (D/C) as an alternative to 2% Thoriated using inverter or transformer based constant current power sources. Best for non-corroding steels, titanium alloys, nickel
alloys, copper alloys. Best D/C arc starts and stability, low erosionrate, wide amperage range, no spitting.
Non-radioactive. Best general purpose electrode for both Alternating Current (A/C) or Direct Current (D/C) using inverter or transformer based constant current power sources. Good for low-alloyed steels, non-corroding steels, aluminum alloys, magnesium alloys, titanium alloys, nickel alloys, copper alloys. Good arc starts and stability, medium to high amperage range, low erosion rate.
1% Thoriated (Yellow) EWTh-1 Principle Oxide: 0.80 - 1.2% Thorium Oxide
2% Thoriated (Red) EWTh-2/WT20Principle Oxide: 1.7 - 2.2% Thorium Oxide
2% Lanthanated (Blue) EWLa-2/WL20Principle Oxide: 1.8 - 2.2% Lanthanum Oxide
1.5% Lanthanated (Gold) EWLa-1.5/WL15Principle Oxide: 1.3 - 1.7% Lanthanum Oxide
Tungsten Electrodes
Designation for thorium dioxide doped tungsten electrodes containing 0.8% to1.2% ThO2. These electrodes provide easy arc starting, arc stability, good currentcapacity, and resistance to weld pool contamination.
Radioactive. Best for use in Direct Current (D/C) applications using transformer based constant current power sources. Best for use on non-corroding steels, titanium alloys, nickel alloys, copper alloys. Good D/C arc starts and stability, medium erosion rate, medium amperage range, medium tendency to spit.
Non-radioactive. Suitable for use in Direct Current (D/C) or Alternating Current (A/C). These electrodes have excellent arc starting, low-burn-off rate, good arc stability and excellent re-ignition characteristics. Maintain a sharpened point well and can replace both ceriated and thoriated because, unlike thoriated tungsten, these electrodes are suitable for AC welding and, like ceriated electrodes, they allow for lower voltage arcs.
1% Lanthanated (Black) EWLa-1Principle Oxide: 0.90 - 1.2% Lanthanum Oxide
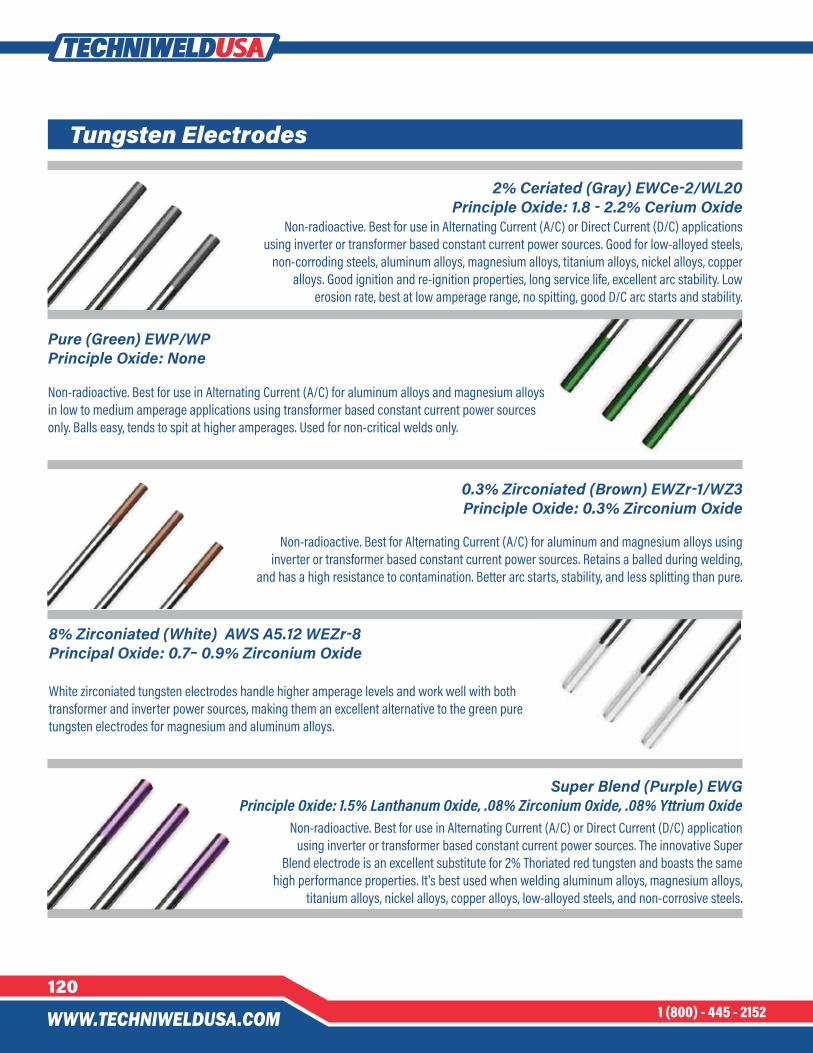
1201 (800) - 445 - 2152
White zirconiated tungsten electrodes handle higher amperage levels and work well with both transformer and inverter power sources, making them an excellent alternative to the green pure tungsten electrodes for magnesium and aluminum alloys.
8% Zirconiated (White) AWS A5.12 WEZr-8Principal Oxide: 0.7– 0.9% Zirconium Oxide
Super Blend (Purple) EWGPrinciple Oxide: 1.5% Lanthanum Oxide, .08% Zirconium Oxide, .08% Yttrium Oxide
Non-radioactive. Best for use in Alternating Current (A/C) or Direct Current (D/C) application using inverter or transformer based constant current power sources. The innovative Super
Blend electrode is an excellent substitute for 2% Thoriated red tungsten and boasts the same high performance properties. It's best used when welding aluminum alloys, magnesium alloys,
titanium alloys, nickel alloys, copper alloys, low-alloyed steels, and non-corrosive steels.
Non-radioactive. Best for use in Alternating Current (A/C) for aluminum alloys and magnesium alloys in low to medium amperage applications using transformer based constant current power sources only. Balls easy, tends to spit at higher amperages. Used for non-critical welds only.
Pure (Green) EWP/WPPrinciple Oxide: None
Tungsten Electrodes
Non-radioactive. Best for use in Alternating Current (A/C) or Direct Current (D/C) applications using inverter or transformer based constant current power sources. Good for low-alloyed steels,
non-corroding steels, aluminum alloys, magnesium alloys, titanium alloys, nickel alloys, copper alloys. Good ignition and re-ignition properties, long service life, excellent arc stability. Low
erosion rate, best at low amperage range, no spitting, good D/C arc starts and stability.
2% Ceriated (Gray) EWCe-2/WL20Principle Oxide: 1.8 - 2.2% Cerium Oxide
0.3% Zirconiated (Brown) EWZr-1/WZ3Principle Oxide: 0.3% Zirconium Oxide
Non-radioactive. Best for Alternating Current (A/C) for aluminum and magnesium alloys using inverter or transformer based constant current power sources. Retains a balled during welding,
and has a high resistance to contamination. Better arc starts, stability, and less splitting than pure.

1211 (800) - 445 - 2152
YELLOW | 1% Thoriated | AWS A5.12 EWTh-1 | ISO 6848 WT20
Size Item NumberInches Millimeters 10 Piece
.040 x 7” 1.0 x 175 mm TU1T04073/32 x 7” 2.4 x 175 mm TU1T0937
RED | 2% Thoriated | AWS A5.12 EWTh-2 | ISO 6848 WT20
Size Item NumberInches Millimeters 10 Piece
.020 x 3" .5 x 76.2 mm TU2T0203
.020 x 7" .5 x 175 mm TU2T0207.040 x 3" 1.0 x 76.2 mm TU2T0403.040 x 7” 1.0 x 175 mm TU2T04071/16 x 12" 1.6 x 304.8 mm TU2T062121/16 x 18" 1.6 x 457.2 mm TU2T062181/16 x 3" 1.6 x 76.2 mm TU2T06231/16 x 7" 1.6 x 175 mm TU2T0627
3/32 x 12" 2.4 x 304.8 mm TU2T093123/32 x 3" 2.4 x 76.2 mm TU2T09333/32 x 7” 2.4 x 175 mm TU2T09373/32 x 7" 2.4 x 175 mm TU2T0937C1/8 x 3” 3.2 x 76.2 mm TU2T12531/8 x 7” 3.2 x 175 mm TU2T1257
5/32 x 12" 3.96 x 304.8 mm TU2T156125/32 x 7" 3.96 x 175 mm TU2T15673/16 x 18" 4.76 x 457.2 mm TU2T187183/16 x 7" 4.76 x 175 mm TU2T18771/4 x 7" 6.35 x 175 mm TU2T2507
BLACK | 1% Lanthanated | AWS A5.12 EWLa-1 | ISO 6848 WL10
Size Item NumberInches Millimeters 10 Piece
1/16 x 7” 1.6 x 175 mm TU1L06273/32 x 7” 2.4 x 175 mm TU1L09371/8 x 7” 3.2 x 175 mm TU1L1257
5/32 x 7” 3.96 x 175 mm TU1L1567
Tungsten Electrode Guide
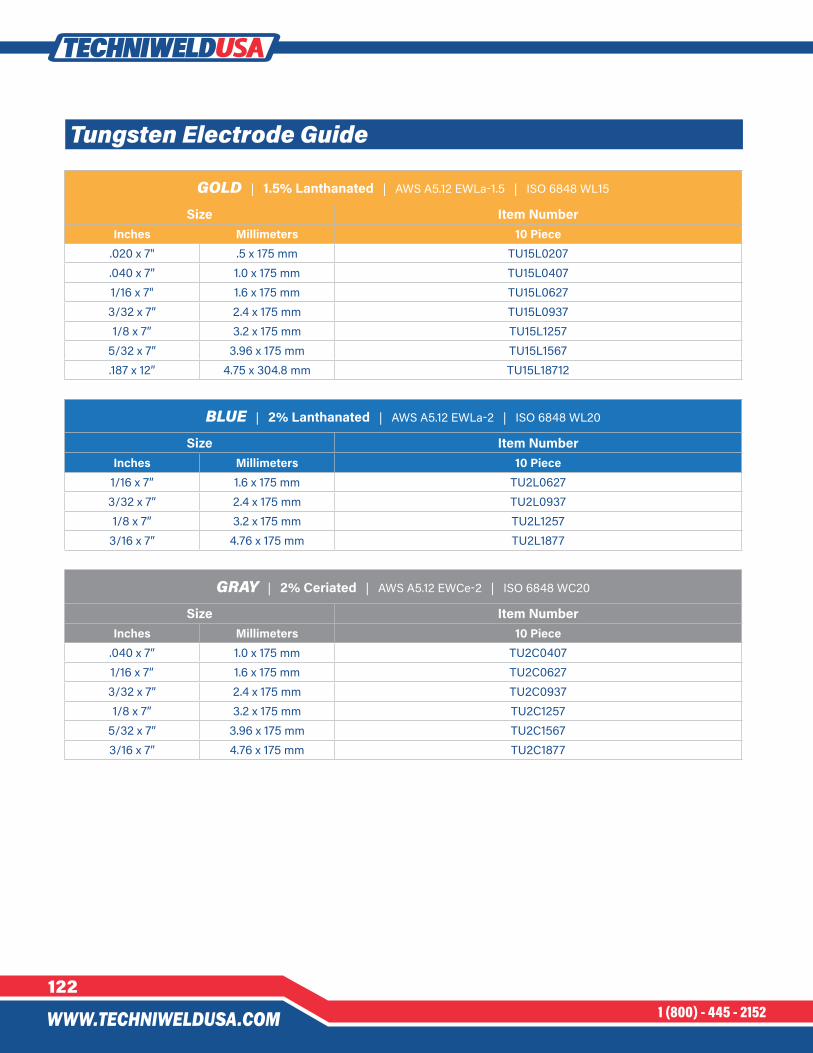
1221 (800) - 445 - 2152
GOLD | 1.5% Lanthanated | AWS A5.12 EWLa-1.5 | ISO 6848 WL15
Size Item NumberInches Millimeters 10 Piece
.020 x 7" .5 x 175 mm TU15L0207
.040 x 7” 1.0 x 175 mm TU15L04071/16 x 7" 1.6 x 175 mm TU15L06273/32 x 7” 2.4 x 175 mm TU15L09371/8 x 7” 3.2 x 175 mm TU15L1257
5/32 x 7” 3.96 x 175 mm TU15L1567.187 x 12” 4.75 x 304.8 mm TU15L18712
BLUE | 2% Lanthanated | AWS A5.12 EWLa-2 | ISO 6848 WL20
Size Item NumberInches Millimeters 10 Piece
1/16 x 7” 1.6 x 175 mm TU2L06273/32 x 7” 2.4 x 175 mm TU2L09371/8 x 7” 3.2 x 175 mm TU2L1257
3/16 x 7” 4.76 x 175 mm TU2L1877
GRAY | 2% Ceriated | AWS A5.12 EWCe-2 | ISO 6848 WC20
Size Item NumberInches Millimeters 10 Piece
.040 x 7” 1.0 x 175 mm TU2C04071/16 x 7” 1.6 x 175 mm TU2C06273/32 x 7” 2.4 x 175 mm TU2C09371/8 x 7” 3.2 x 175 mm TU2C1257
5/32 x 7” 3.96 x 175 mm TU2C15673/16 x 7” 4.76 x 175 mm TU2C1877
Tungsten Electrode Guide
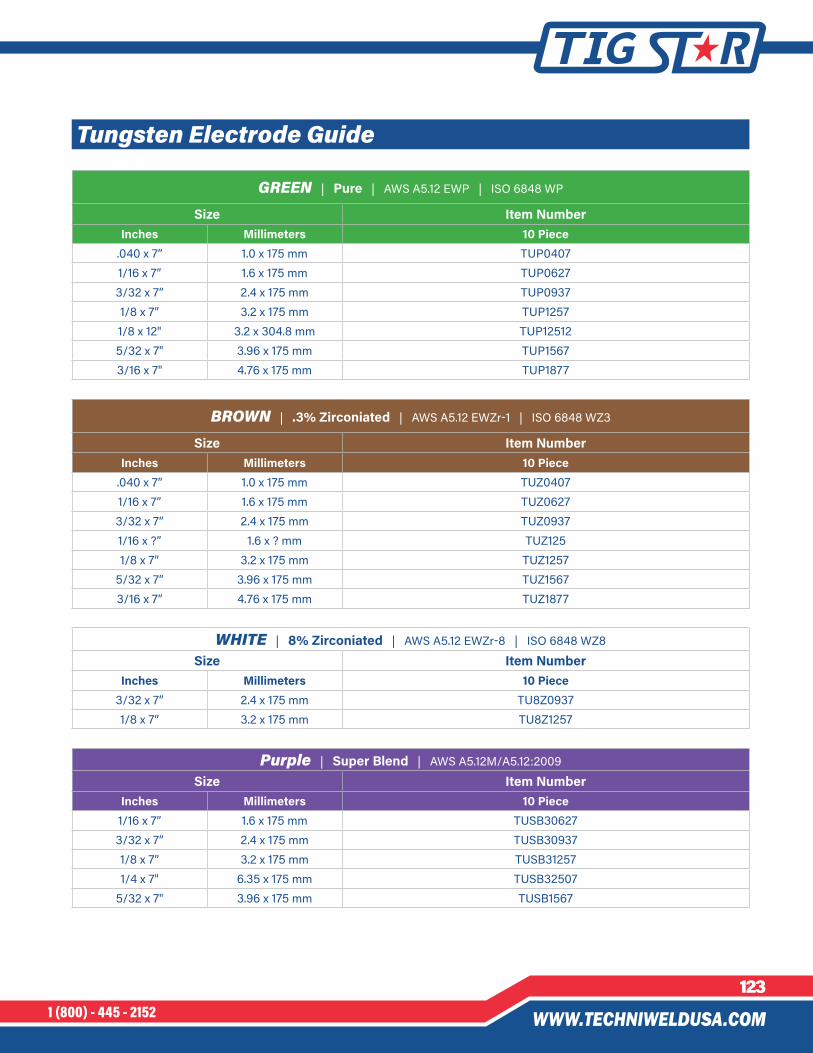
1231 (800) - 445 - 2152
GREEN | Pure | AWS A5.12 EWP | ISO 6848 WP
Size Item NumberInches Millimeters 10 Piece
.040 x 7” 1.0 x 175 mm TUP04071/16 x 7” 1.6 x 175 mm TUP06273/32 x 7” 2.4 x 175 mm TUP09371/8 x 7” 3.2 x 175 mm TUP12571/8 x 12" 3.2 x 304.8 mm TUP125125/32 x 7" 3.96 x 175 mm TUP15673/16 x 7" 4.76 x 175 mm TUP1877
BROWN | .3% Zirconiated | AWS A5.12 EWZr-1 | ISO 6848 WZ3
Size Item NumberInches Millimeters 10 Piece
.040 x 7” 1.0 x 175 mm TUZ04071/16 x 7” 1.6 x 175 mm TUZ06273/32 x 7” 2.4 x 175 mm TUZ09371/16 x ?” 1.6 x ? mm TUZ1251/8 x 7” 3.2 x 175 mm TUZ1257
5/32 x 7” 3.96 x 175 mm TUZ15673/16 x 7” 4.76 x 175 mm TUZ1877
WHITE | 8% Zirconiated | AWS A5.12 EWZr-8 | ISO 6848 WZ8
Size Item NumberInches Millimeters 10 Piece
3/32 x 7” 2.4 x 175 mm TU8Z09371/8 x 7” 3.2 x 175 mm TU8Z1257
Purple | Super Blend | AWS A5.12M/A5.12:2009
Size Item NumberInches Millimeters 10 Piece
1/16 x 7” 1.6 x 175 mm TUSB306273/32 x 7” 2.4 x 175 mm TUSB309371/8 x 7” 3.2 x 175 mm TUSB312571/4 x 7" 6.35 x 175 mm TUSB32507
5/32 x 7" 3.96 x 175 mm TUSB1567
Tungsten Electrode Guide
1241 (800) - 445 - 2152
FOR ALL YOUR PREMIUM NICKEL, STAINLESS, BRONZE, CHROME, AND SPECIALTY ALLOY NEEDS
FOR ALL YOUR ELECTRIC WELDING ACCESSORIES AND SMAW (STICK) WELDING NEEDS
FOR ALL YOUR FIRE RESISTANT CLOTHING,HELMETS, AND SAFETY RELATED PRODUCTS
FOR ALL YOUR OXY-FUEL WELDING,CUTTING, AND GAS FLOW CONTROL
FOR ALL YOUR CHEMICALRELATED PRODUCTS
F I L L E R M E T A L S
FOR ALL YOUR MILD STEEL, ALUMINUM, STAINLESS, STEEL, NICKEL, AND ALL OTHER ALLOYS
FOR ALL YOUR HAND, CLAMPING, AND PIPING TOOL NEEDS
FOR ALL YOUR MIG GUNS, PARTS AND ACCESSORIES
FOR ALL YOUR WELDING ABRASIVE NEEDS
FOR ALL YOUR TIG TORCHES, PARTS, AND ACCESSORIES
QUALITY MANUFACTURER AND PROCESSOR OF WELDING SUPPLIES AND ALLOYS

1251 (800) - 445 - 2152
Call any of our locations for additional vendors and product informationCorporate Office6205 Boat Rock Blvd. SWAtlanta, Georgia 30336Toll Free: (800) 445-2152Fax: (404) 699-7800Email: [email protected]
Exports Office6205 Boat Rock Blvd. SWAtlanta, Georgia 30336Toll Free: (800) 445-2152Fax: (404) 856-4894Email: [email protected]
Houston, Texas6015 Murphy StreetHouston, TX 77033Toll Free: (877) 674-5586Fax: (713) 996-7180Email: [email protected]
Youngstown, Ohio1120 Oak Hill AveYoungstown, OH 44502Toll Free: (877) 489-3847Fax: (330) 743-9610Email: [email protected]
Jackson, Mississippi880 South Roach Rd.Jackson, MS 39201Toll Free: (800) 647-7144Fax: (601) 718-1102Email: [email protected]
1261 (800) - 445 - 2152
WANT TO RECEIVE OUR EMAILS?
Receive the hottest Techniweld deals and news first! Contact [email protected] to join our email list.
BETHE 1ST
TO KNOW!
FOLLOW US ON SOCIAL MEDIA

6205 Boat Rock Blvd. SW Atlanta, Georgia 30336-2727
Toll Free: (800) 445-2152Fax: (404) 699-7800




























