Embed Size (px)
Citation preview

Alessandro Ascari∗Giampaolo Campana
Department of Industrial EngineeringUniversity of BolognaBologna, Italy, 40136
Email: [email protected]: [email protected]
ABSTRACTThis article illustrates an experimental campaign aimed at
assessing preliminary guidelines for the application of the laserin joining cellular-structured hybrid materials. In particular thetarget specimens exploited were all characterized by the pres-ence of an aluminum foam core and by an external skin, madein aluminum or in stainless steel. The goal of the present paperis to underline a global feasibility of laser joining of these ma-terials pointing out the role of the main process parameters andto suggest some original techniques which could be adopted inorder to improve the overall quality of the joint. The experiencedescribed pointed out that, when dealing with this kind of mate-rials, the role of the laser can be dual: in case of high energydensity applications it can be used for local fusion of the work-piece, as in traditional welding, while in low energy density onesthe radiation can be exploited as a controlled heating source forpromoting local thermal actions particularly on the cellular por-tion of the material.
NOMENCLATUREE Process energy [J]P Laser power [W ]Pdens Laser power density [W/mm2]D Tube diameter [mm]d Laser spot diameter [mm]
∗Address all correspondence to this author.
ω Specimen rotational speed [rpm]v Welding speed [m/min]t Process time [s]tint Material-radiation interaction time [s]
INTRODUCTIONMetal foams represent a relatively modern class of materi-
als characterized by the fact that, from a macroscopic point ofview, their structure is not dense and continuous, but it is con-stituted by large pores separate from one another by thin metalwalls. Many metallic materials can be properly manufacturedin order to gain a cellular structure but, without any doubt, themost common ones are aluminum and its alloys. Consideringtheir structure metal foams are characterized by several proper-ties which differentiate them from traditional dense materials:low density, high stiffness to weight ratio, high energy absorp-tion during deformation and good thermal characteristics. Ac-cording to these peculiarities the industrial interest towards thesematerials has increased in the last decades and many researchersstressed on the most various manufacturing aspects concerningtheir design, production and manufacturing techniques ( [1], [2]and [3]). One of the most interesting and challenging applica-tions of those materials concerns the production of the so-calledHMM (Hybrid Metallic Materials): in order to couple the ad-vanced characteristics of metal foams to traditional dense mate-rials, the idea is to produce industrial components characterizedby an external dense skin, typically a thin sheet, filled in with a
1 Copyright c© 2013 by ASME
Proceedings of the ASME 2013 International Manufacturing Science and Engineering Conference MSEC2013
June 10-14, 2013, Madison, Wisconsin, USA
MSEC2013-1057
APPLICATION OF LASER IN JOINING ALUMINUM FOAM HYBRID MATERIALS

foam core, mostly an aluminum one, with the purpose of con-jugating traditional characteristics and modern ones. HMMs, infact, benefit from the already mentioned positive aspects relatingmetal foams and take advantage from the presence of the skinwhich confers a good aesthetic appearance and favors the possi-bility to perform several manufacturing processes such as paint-ing, riveting, welding, bolting, and machining. Despite theseconsiderations the cellular characteristics of those materials isresponsible for many manufacturing drawbacks, since it consti-tutes a considerable anisotropy and inhomogeneity especially ifconsidered in the macro-scale, so that the main part of tradi-tional manufacturing processes must be tailored and optimizedfor these new materials. The possibility to deal with HMMsfor the production of mechanical components, together with thelatest advances in HMM production techniques, determined thepreliminary availability of HMM semi-finished products, suchas flat foam sandwiches, foam-filled tubes, foam-filled hollowbars and other foam-cored components characterized by simpleshapes. The availability of these semi-finished products on themarket is still very low, considering their relatively high costsand their still limited application, but the industrial need of as-sessing new manufacturing standards and of re-qualifying tra-ditional processes for the production of industrial componentswith HMM semi-finished materials has grown in the last years.Among the various classes of manufacturing processes one of themost interesting for the exploitation of commercial semi-finishedHMM products in the construction complex mechanical compo-nent is, without any doubt, the joining one. In particular the pos-sibility of welding foam sandwiches or foamed tubes together forthe production of light boxes, frames and trestles can be of greatinterest for modern automotive, shipbuilding and aerospace in-dustry. According to these considerations the present paper dealswith joining techniques of HMMs with particular attention to theapplication of laser sources. The authors’ experience led to iden-tify three different application levels concerning this technology:
1. Welding of the sole skin.2. Welding of the skin and of the internal foam without preserv-
ing the cellular structure at the interface between the weldedcomponents.
3. Welding of the skin and of the internal foam restoring thecontinuity of the cellular structure at the interface.
The difficulty of the process increases from point 1 to 3, asit is pointed out by the following brief review of the scientificliterature. In [4] the authors stressed on laser welding of integralaluminum foams and pointed out that direct joining of the cellu-lar structure is very difficult and the use of devices supporting theweld pool is often desirable. This work does not deal specificallywith HMMs, since it only considers integral foams, neverthelessit is worthwhile to be cited since it points out several aspects con-cerning the main drawbacks related to the interaction of the cel-lular structure with the heating source. In [5] the authors stressed
on welding of the external skin of aluminum foam sandwichespointing out a reasonable overall feasibility. In [6] laser weldingof a dense skin to a porous bulk is presented. In this case themolten dense material is used, together with a filler one, as a sortof “brazing agent” for the foam part. In this way the heat input ismuch more controllable and the foam degradation is lower. In [7]and [8] the authors exploited Friction Stir Welding for joiningaluminum foam sandwiches and demonstrated that this processis suitable for their purposes as it involves lower temperatures inthe welding zone. Furthermore, if the thickness of the foam is nottoo high, the process can join both the external skin and the corein the same pass. The most important drawback concerning FSWis that it is hardly applicable to very complex structures where thejoining line runs in the 3D space. In [9] the authors explored thefeasibility of diffusion bonding of integral foam bulks, pointingout that, by means of this technique, both the internal core, andthe eventual external skin can be effectively welded. Consider-ing the very long times characteristic of the process, diffusionbonding is not a suitable solution for high productivity industrialdemands. In [10] the authors explored the feasibility of brazingas a technique for joining both the external skin and the foamcore achieving good results. Anyway the main drawback relatedto this joining technique resides in the low strength of the jointdue to the low melting point brazing material.Starting from the above mentioned literature the authors, in thepresent paper, wanted to explore the possibility to find a uni-fied technology able to deal with both the joining of the externalskin and of the foam core of HMM semi-finished products. Con-sidering its high availability and the large versatility of modernsources, the laser was recognized as a potential candidate for thisrole. The possibility, in fact, to accurately control the heat in-put delivered to the workpiece, by simply acting on the outputpower and on the beam spot size, suggested that a laser sourcecould have been effectively used. Considering the reviewed lit-erature it was understood that the heat input necessary to dealwith the dense thin sheet constituting the external skin and theone necessary to deal with the cellular structures are very differ-ent from one another. When dealing with the dense skin, in fact,the welding process is, most of the times, a high energy densityone since deep penetration welding is requested. On the con-trary, when dealing with the very thin cell walls characterizingthe foam structure, much lower energy densities are required.According to this the only industrially applicable heat sourceable to deliver both low and high energy densities is the laserone. The activity presented herein is based in particular on theresults presented in [4], [5], [6] and [11] and, starting from con-siderations on the laser welding of the external skin of aluminumfoam sandwiches, it develops considering the possibility to usethe laser radiation as a heat source for foaming a solid precur-sor and ends with some examples of welded foamed tubes whereboth the skin and the external foam were joined with satisfactoryresults.
2 Copyright c© 2013 by ASME

1 EXPERIMENTAL ACTIVITY1.1 Laser welding of the external skin of AFS panels
This activity was aimed at assessing the gross laser weld-abilty of the external skin of an aluminum foam sandwich and toexplore the main influence of the process parameters on the weldbead. The equipment exploited was a Trumpf Haas HL-1003Dlamp pumped 1.0 kW Nd:YAG laser source. The specimens pre-pared were extracted from an aluminum Alulight (30 mm totalthickness, 2 mm skin thickness) AFS panel and the weld beadwas obtained in a butt-joint configuration, as shown in figure 1and 2.
FIGURE 1. LASER BUTT-WELDING OF AN AFS PANEL
The experimental campaign, considering the relatively lowmaximum power of the source involved, was carried out exploit-ing a laser power equal to 1.0 kW . The spot size, considering the300 µm fiber and the 150 mm focal length characteristic of thesystem, was equal to 250 µm. In order to have a preliminary in-dication on how the AFS reacts when the skin is subject to laserfusion welding a set of experimental trials was conducted at dif-ferent welding speeds. Figure 3 shows four metallographies con-cerning the best welding results achieved with welding speedsequal to 600, 800, 1000 and 1200 mm/min.
1.2 The use of laser as a heat source in foamingIn order to face the most challenging joining case (i.e. weld-
ing of the external skin and of the internal foam restoring thecellular continuity at the interface) another step of the presentresearch was aimed at finding a way to join two separate foambulks facing one another. The idea was to exploit a setup as theone shown in figure 4: an AISI304 stainless steel tube (28 mmouter diameter, 1.5 mm wall thickness) was filled with two res-ident foam cylinders intermingled by a thin disc of aluminum
FIGURE 2. EXAMPLE OF A LASER BUTT-WELDED AFSPANEL
v=600 mm/min v=800 mm/min
v=1000 mm/min v=1200 mm/min
FIGURE 3. LASER WELDED AFS METALLOGRAPHIES
foaming precursor and the laser beam was delivered on its outersurface while the tube itself was kept rotating at a certain speed.The idea which stands behind this solution was to promote theformation of a roughly uniform thermal field inside the tube incorrespondence to the solid precursor, with the purpose of fa-voring its foaming. The solid precursor was obtained by coldisostatic pressure of pure aluminum powder mixed with 3.0 % Siand 0.5% TiH2. Titanium hydride acts as a foaming agent since itstarts gasifying at a temperature very near to the aluminum melt-
3 Copyright c© 2013 by ASME

30 5 30
Resident Foam Solid Precursor AISI304 Tube
30 5 30
Resident Foam
Solid Precursor
AISI304 Tube
LASER beam
Rotation
FIGURE 4. FOAM CORES JOINING INSIDE A HOLLOW PRO-FILE
ing one and it causes the formation of the cellular structure insidethe aluminum itself. In this phase the laser source exploited wasa El.En. CO2 3.0 kW one since it was characterized by a moreuniform distribution of the energy density in the spot area andit allowed larger spot sizes than the Nd:YAG one. The processparameters varied in this preliminary phase were: P, ω , d and t.In order to correlate all these parameters together a set of mutu-ally independent equations were considered (see equations 1-3).The activity described in this paragraph is based on a much widerstudy carried out by the authors and reported in detail in a spe-cific publication [12]. In particular, basing on the feasibility areasdefined in the above mentioned publication (see figures 5 and 6),a few trials were carried out with different parameters in orderto accurately set up the experimental system and to confirm thevalidity of the proposed approach. Figure 7 shows three differ-ent experimental trials characterized by increasing total processenergy: every specimen is characterized by a specific set of pro-cess parameters, as reported in the captions of the same figure.Trial SP01, SP02 and SP03 are also framed in the graphs of fig-ure 5 and 6 (red square→ SP01, black diamond→ SP02, greentriangle→ SP03).
E = Pt (1)
tint =2dDω
(2)
Pdens =4Pπd2 (3)
50
100
150
200
250
300
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Po
we
r d
en
sity
[W
/mm
^2]
Interaction time [s]
Acceptable No Foam Not Acceptable
FIGURE 5. Relationship between Pdens and tint :the yellow area delimits the optimum feasibility
50
100
150
200
250
300
350
400
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Pro
cess
En
erg
y [k
J]
Interaction time [s]
Acceptable No Foam
Not Acceptable
FIGURE 6. Relationship between E and tint :the yellow area delimits the optimum feasibility
1.3 Laser welding of foamed tubesOn the basis of the experience reported in the previous para-
graph a similar experimental campaign was performed on butt-welded AISI304 steel tubes. The idea was to asses the feasibil-ity of a processing cycle for the complete welding of a foamedsteel tube. Two pieces of foamed tubes were faced one anotherin a butt-joint configuration and a properly shaped solid precur-sor was placed at the welding interface in order to reproduce thesame situation described in figure 4. The external skin was laserwelded exploiting the 3.0 kW CO2 source in a high power den-sity configuration (P=2000 W , d=0.5 mm, ω=11.4 rpm) in orderto achieve autogenous fusion welding of the dense material then,exploiting the proper defocusing and power reduction, the heat-
4 Copyright c© 2013 by ASME

SP01(Red square in figure 5 and 6)
E=77 kJ, tint=1 s, Pdens=76.4 W/mm2
ω=3.5 rpm, P=1540 W , d=5 mm, t=50 s
SP02(Black diamond in figure 5 and 6)
E=188 kJ, tint=1 s, Pdens=80 W/mm2
ω=3.5 rpm, P=1570 W , d=5 mm, t=120 s
SP03(Green triangle in figure 5 and 6)
E=360 kJ, tint=1 s, Pdens=78.4 W/mm2
ω=3.5 rpm, P=1500 W , d=5 mm, t=240 s
FIGURE 7. EXAMPLES OF FOAM CORES JOINING
ing of the external surface was performed in order to favor theproper foaming of the solid precursor. The process parametersexploited in this phase are reported in the captions of figure 8,where the pictures of four different trials are shown. These pa-rameters were calculated exploiting the feasibility areas reportedin figure 5 and 6 and they were selected with the purpose to repro-duce four different situations: no foaming, insufficient foaming,correct foaming, foam degradation due to overheating.
2 DISCUSSION OF THE RESULTS2.1 Laser welding of the external skin of AFS panels
Concerning the results shown in paragraph 1.1 several con-siderations can be drawn regarding laser welding of the externalskin of AFS panels. Figure 3 shows that if the welding speeddecreases the width of the weld bead increases and its upper sur-
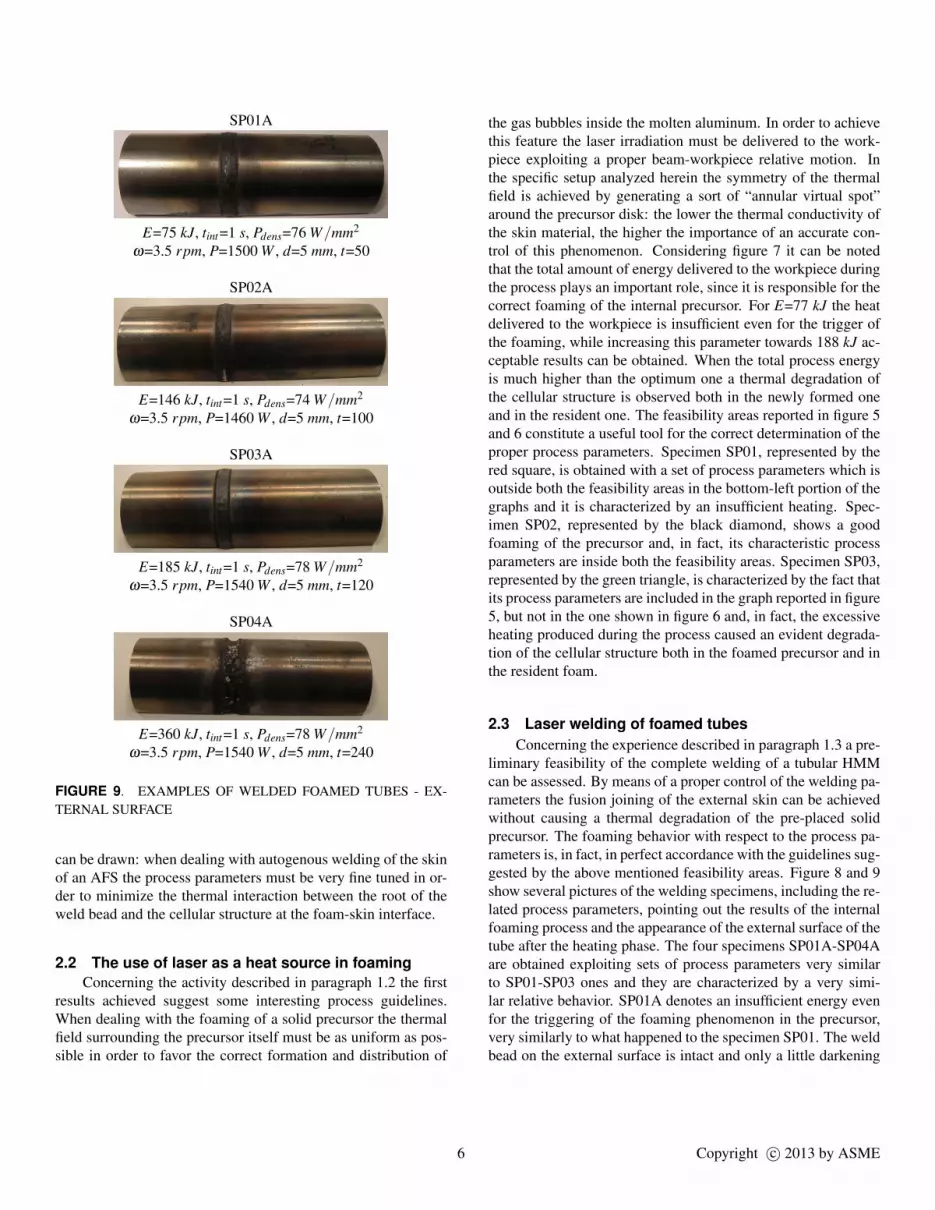
SP01A
E=75 kJ, tint=1 s, Pdens=76 W/mm2
ω=3.5 rpm, P=1500 W , d=5 mm, t=50
SP02A
E=146 kJ, tint=1 s, Pdens=74 W/mm2
ω=3.5 rpm, P=1460 W , d=5 mm, t=100
SP03A
E=185 kJ, tint=1 s, Pdens=78 W/mm2
ω=3.5 rpm, P=1540 W , d=5 mm, t=120
SP04A
E=360 kJ, tint=1 s, Pdens=78 W/mm2
ω=3.5 rpm, P=1540 W , d=5 mm, t=240
FIGURE 8. EXAMPLES OF WELDED FOAMED TUBES - LON-GITUDINAL SECTIONS
face tends to become concave underlining that the molten poolsupport is not sufficient. The high specific heat characteristicof low welding speeds determines a large over-penetration ofthe weld bead in the root zone, causing the interaction of themolten metal with the foam near the core-skin interface. Thisphenomenon determines the formation of gas bubbles comingfrom the hydrogen-rich cellular structure which tends to be en-trapped in the weld bead causing very large porosities. Figure 3underlines this effect very clearly: the lower the welding speed,the larger and more numerous the porosities affecting the fusionzone. According to these considerations an important conclusion
5 Copyright c© 2013 by ASME
SP01A
E=75 kJ, tint=1 s, Pdens=76 W/mm2
ω=3.5 rpm, P=1500 W , d=5 mm, t=50
SP02A
E=146 kJ, tint=1 s, Pdens=74 W/mm2
ω=3.5 rpm, P=1460 W , d=5 mm, t=100
SP03A
E=185 kJ, tint=1 s, Pdens=78 W/mm2
ω=3.5 rpm, P=1540 W , d=5 mm, t=120
SP04A
E=360 kJ, tint=1 s, Pdens=78 W/mm2
ω=3.5 rpm, P=1540 W , d=5 mm, t=240
FIGURE 9. EXAMPLES OF WELDED FOAMED TUBES - EX-TERNAL SURFACE
can be drawn: when dealing with autogenous welding of the skinof an AFS the process parameters must be very fine tuned in or-der to minimize the thermal interaction between the root of theweld bead and the cellular structure at the foam-skin interface.
2.2 The use of laser as a heat source in foamingConcerning the activity described in paragraph 1.2 the first
results achieved suggest some interesting process guidelines.When dealing with the foaming of a solid precursor the thermalfield surrounding the precursor itself must be as uniform as pos-sible in order to favor the correct formation and distribution of
the gas bubbles inside the molten aluminum. In order to achievethis feature the laser irradiation must be delivered to the work-piece exploiting a proper beam-workpiece relative motion. Inthe specific setup analyzed herein the symmetry of the thermalfield is achieved by generating a sort of “annular virtual spot”around the precursor disk: the lower the thermal conductivity ofthe skin material, the higher the importance of an accurate con-trol of this phenomenon. Considering figure 7 it can be notedthat the total amount of energy delivered to the workpiece duringthe process plays an important role, since it is responsible for thecorrect foaming of the internal precursor. For E=77 kJ the heatdelivered to the workpiece is insufficient even for the trigger ofthe foaming, while increasing this parameter towards 188 kJ ac-ceptable results can be obtained. When the total process energyis much higher than the optimum one a thermal degradation ofthe cellular structure is observed both in the newly formed oneand in the resident one. The feasibility areas reported in figure 5and 6 constitute a useful tool for the correct determination of theproper process parameters. Specimen SP01, represented by thered square, is obtained with a set of process parameters which isoutside both the feasibility areas in the bottom-left portion of thegraphs and it is characterized by an insufficient heating. Spec-imen SP02, represented by the black diamond, shows a goodfoaming of the precursor and, in fact, its characteristic processparameters are inside both the feasibility areas. Specimen SP03,represented by the green triangle, is characterized by the fact thatits process parameters are included in the graph reported in figure5, but not in the one shown in figure 6 and, in fact, the excessiveheating produced during the process caused an evident degrada-tion of the cellular structure both in the foamed precursor and inthe resident foam.
2.3 Laser welding of foamed tubesConcerning the experience described in paragraph 1.3 a pre-
liminary feasibility of the complete welding of a tubular HMMcan be assessed. By means of a proper control of the welding pa-rameters the fusion joining of the external skin can be achievedwithout causing a thermal degradation of the pre-placed solidprecursor. The foaming behavior with respect to the process pa-rameters is, in fact, in perfect accordance with the guidelines sug-gested by the above mentioned feasibility areas. Figure 8 and 9show several pictures of the welding specimens, including the re-lated process parameters, pointing out the results of the internalfoaming process and the appearance of the external surface of thetube after the heating phase. The four specimens SP01A-SP04Aare obtained exploiting sets of process parameters very similarto SP01-SP03 ones and they are characterized by a very simi-lar relative behavior. SP01A denotes an insufficient energy evenfor the triggering of the foaming phenomenon in the precursor,very similarly to what happened to the specimen SP01. The weldbead on the external surface is intact and only a little darkening
6 Copyright c© 2013 by ASME

of the heat affected zone is visible. SP02A is characterized bya process energy equal to 146 kJ and the result of the foamingprocess is better than the one underlined on specimen SP01, butworse than the optimum one visible on specimen SP02. SP03Awas obtained with the same process parameters as SP02 and itshows a good foaming result. Also in this case the appearance ofthe weld bead on the external surface is good and no macroscopicthermal degradation is detectable. SP04A is characterized by thesame process parameters as SP03 and, also in this case, the largeamount of energy delivered to the specimen during the foamingprocess caused a thermal degradation both in the resident foamand in the newly formed one. In this case the external surface ofthe specimen is degraded and the weld bead is completely col-lapsed below the skin surface, confirming the importance of thecontrol of the process parameters during the process.
3 FUTURE DEVELOPMENTS AND REMARKSAs stated in the introduction the activity described herein
wanted to be a preliminary comprehensive one for exploring thefield of metal foam HMMs joining by means of laser. All theexperiences described were set up and carried out with the aimto give an idea of what can be done and what can’t concerningthis manufacturing technology and to draw the main guidelinesfor further developments and studies. All the activities presentedare still on the way and, basing on the results presented in thispaper, the authors are studying more in detail all the phenomenainvolved and the correlation between the process parameters andthe results of the application of the process. In particular the fu-ture activities will deal with: numerical simulation of the heatingphenomena in order to deeply understand the thermal interactionof the material involved, morphological characterization of thecellular structure in order to understand the correlation betweenthe process parameters and the evolution of the cellular structure,mechanical characterization of the welded specimen in order totest the effectiveness and soundness of the joints.
4 CONCLUSIONSThe present paper deals with the exploitation of laser for
joining metal foam Hybrid Metallic Materials. The main activ-ities reported concern the study of three different cases: laserfusion welding of the external skin of aluminum foam sandwichpanels, laser foaming of solid aluminum precursors for joiningseparate pieces of resident aluminum foams inside tubular pro-files, laser butt-welding and subsequent foaming of foam filledtubes in order to achieve the joining both of the skin and of thecellular core. Considering the above mentioned experiences sev-eral concluding remarks can be drawn:
1. When dealing with the sole fusion welding of the externalskin of an HMM the process parameters must be fine tuned
in order to minimize the thermal interaction between the fu-sion zone and the metal foam at the skin-core interface. Anexcessive heat input tends to favor, in fact, a high amount ofporosities in the weld bead due to the gas release from theheat affected cellular structure.
2. By means of the exploitation of properly-shaped solid pre-cursors positioned at the interface between two adjacentmetal foam bulks, the joining of the two cellular parts can beachieved by means of a laser-assisted heating. The achieve-ment of an acceptable foam structure is strictly related to thetotal amount of energy delivered during heating.
3. By means of a combined welding-heating working cycle thewelding of HMM can be achieved guaranteeing both the cor-rect joining of the external skin and the restoration of thecontinuity of the cellular structure at the welding interface.
REFERENCES[1] Banhart, J., 2001. “Manufacture, characterisation and ap-
plication of cellular metals and metal foams”. Progress inMaterials Science, 46(6), pp. 559–632.
[2] Ashby, M. F., Evans, A. G., Fleck, N. A., Gibson, L. J.,Hutchinson, J. W., and Wadley, H. N. G., 2000. Metalfoams: a design guide. Butterworth-Heinemann, Woburn.
[3] Degischer, H. P., and Kriszt, B., eds., 2002. Handbookof cellular metals: production, processing, applications.Wiley-VCH.
[4] Haferkamp, H., Herzog, D., Ostendorf, A., Bunte, J., andMeier, O., 2005. “Techniques for Melt Support duringLaser Welding of Aluminium Foam”. In Porous Metals andMetal Foaming Technology - MetFoam 2005, pp. 635–638.
[5] Seeliger, H., 2002. “Manufacture of Aluminum FoamSandwich (AFS) Components”. Advanced EngineeringMaterials, 4(10), Oct., pp. 753–758.
[6] Reisgen, U., Olschok, S., and Longerich, S., 2010. “LaserBeam Welding of Open-Porous Metallic Foams for Ap-plication in Cooling Structures of Combined Cycle PowerPlants”. Journal of Engineering for Gas Turbines andPower, 132(5), pp. 054502–1–5.
[7] Dorfler, S., Otto, A., Merklein, M., and Geiger, M.,2003. “Processing of Aluminium Foam Sandwich TailoredBlanks”. In International Conference Advanced MetallicMaterials, pp. 59–64.
[8] Kramer, I., Simancik, F., Florek, R., Nosko, M., Mullerova,K., Tobolka, P., and Mishina, O., 2006. “Friction Stir Weld-ing Of Foamable Materials And Foam Core Sandwiches”.In Conference on Materials, Processes, Friction and Wear -MATRIB 2006, pp. 347–352.
[9] Kitazono, K., Kitajima, A., Sato, E., Matsushita, J., andKuribayashi, K., 2002. “Solid-state diffusion bonding ofclosed-cell aluminum foams”. Materials Science and En-gineering A, 327(2), Apr., pp. 128–132.
7 Copyright c© 2013 by ASME

[10] Sedliakova, N., Simancik, F., Kovacik, J., and Minar, P.,1997. “Joining of aluminium foams”. In Proc. of Sympo-sium Metallschaume, Vol. 35, Springer, pp. 177–185.
[11] Kathuria, Y. P., 2001. “Laser assisted aluminum foaming”.Surface and Coatings Technology, 142-144, pp. 56–60.
[12] Campana, G., Ascari, A., and Fortunato, A., 2013. “Laserfoaming for joining aluminum foam cores inside a hollowprofile”. Optics & Laser Technology, 48, June, pp. 331–336.
8 Copyright c© 2013 by ASME





























