Embed Size (px)
Citation preview

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 1 de 51
Autor del presente manual:
Edgardo Ojeda Barcos
Profesor de Control de Calidad y Estadística Inacap – Universidad Tecnológica de Chile
Licenciado en Organización Industrial Universidad Argentina de La Empresa
Postgrado en Ingeniería de Calidad Universidad de Santiago de Chile
Herramientas de Control de Procesos

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 2 de 51
INDICE
Capítulo Uno 1 Los defectos 1.1 Introducción 1.2 Definición de la calidad 1.3 El objetivo de los métodos estadísticos de control en los procesos 1.4 ¿Qué causa los productos defectuosos? 1.5 ¿son todos los defectos iguales? ¿Debemos tratar a todos los defectos
por igual? 1.6 Clasificación de los defectos, muestrarios de defectos. Capítulo dos 2 Distribuciones de frecuencia e Histogramas 2.1 Población y muestras 2.2 ¿Cómo se distribuyen los valores de las variables que medimos? ¿Qué
frecuencia tiene cada valor que la causa llamada "variación" nos entrega?2.3 ¿Que tipos de variables conocemos? 2.4 Distribuciones de frecuencia 2.5 Histograma Capítulo tres 3 Medidores de tendencia central y de dispersión 3.1 Media aritmética 3.2 Desviación típica 3.2.1 Definición, fórmulas. 3.2.2 Método de cálculo por compilación: 3.3 Ejercicios prácticos en clases:
Capítulo cuatro
4 Gráficas de Control 4.1 ¿Qué son las Gráficas de Control? 4.1.1 Causas no Asignables 4.1.2 Causas Asignables 4.1.3 ¿Cuál es el objetivo de una Gráfica de Control? 4.2 Tipos de Gráficas de Control 4.2.1 Gráfica X – R 4.2.2 Gráfica pn, Gráfica p 4.3 Especificaciones, Tolerancias, Discrepancias 4.4 Capacidad de Proceso o Capacidad de Máquina

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Capítulo cinco 5 Cómo elaborar una gráfica de control 5.2 Cálculo de los Límites de Control 5.2.1 Cálculo de Límites Sin Valores Especificados 5.2.2 Cálculo de los Limites con Valores Especificados 5.2.3 Comparación de los límites Con y Sin Especificaciones. Resultado de la
Capacidad de Proceso 5.2.4 Gráfica de control de proceso por variables, gráfica X - R 5.2.5 Algunos casos de lecturas de gráficas de control por variables 5.3 Gráfica np, (gráfica por atributos) 5.4 Cálculo de los límites de control 5.5 Gráfico de Control de Proceso por Atributos 5.6 Índice de la Capacidad de Proceso, ICP 5.6.1 Método clásico 5.6.2 Índice de Capacidad de proceso modificado. ICPm 5.7 Los cuatro casos posibles de los límites con y sin especificaciones
Capítulo seis 6 Normas Chilenas 6.1 Norma Chilena 42 Resumen De Gráficos De Control Por Variables 6.1.1 Control De La Exactitud 6.1.2 Control de la Precisión 6.1.3 Norma Chilena 42, Factores Para Gráficos De Control Por Variables
Capítulo siete 7 Fórmulas Para El Control Durante El Proceso De Fabricación 7.1 Introducción, desarrollo de fórmulas básicas 7.1.1 Cálculo de los Límites para control por variables con valores
especificados 7.1.1 Para el control de la exactitud 7.1.2 Para el control de la precisión 7.2 Cálculo de límites para el control por variables sin valores especificados 7.1.2.1 Para el control de la exactitud 7.1.2.2 Para el control de la precisión 7.2 Control de procesos por atributos 7.2.1 Resumen de Fórmulas 7.2.2 Ejemplos de uso de cada fórmula en el control por atributos 7.2.2.1 Gráfica “p” , fracción defectuosa, “n” es variable 7.2.2.2 Gráfica “np” , control de defectos por muestra, “n” es constante 7.2.2.3 Gráfica “u” , control de defectos por unidad. “n” es variable 7.2.2.4 Gráfica “c” , control de defectos por muestra, “n” constante 7.2.3 Gráficos de aplicación 7.2.3.1 Gráfico p 7.2.3.2 Gráfico np 7.2.3.3 Gráfico u 7.2.3.4 Gráfico c
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 3 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 4 de 51
Capítulo Uno 1 Los defectos. 1.1 Introducción. Actualmente, todas las empresas modernas saben que lograr un buen nivel de calidad es fundamental para el éxito de su gestión. La obtención de este objetivo, no solo es importante desde el punto de vista de la competencia, sino también para la satisfacción de las necesidades humanas. Estas necesidades humanas evolucionan constantemente, hay cada día mayor demanda de mejor precisión, más exactitud, intercambiabilidad, confort, etc. y lo que hoy acepta el consumidor, mañana puede rechazarlo, pues esta demanda de la cual estamos hablando, se perfecciona cada día, y toda empresa que no se adapte a este movimiento continuo corre el riesgo de quedar desplazada a corto plazo. Para marchar al compás de este ritmo se hacen necesarios mejores instrumentos, maquinarias, métodos, etc., y lo que es más importante, un mejor aprovechamiento de los mismos, es decir, obtener mejor calidad con la misma cantidad de dinero. Para lograr este objetivo debemos recurrir al control estadístico de calidad, como una de las armas más poderosas para la realización de todas estas ideas. El objetivo de este curso es dar una buena información de la herramientas existentes para el control estadístico de la calidad, pero debemos dejar bien claro que los objetivos de calidad no se logran esgrimiendo solamente estas herramientas estadísticas. Hoy en día, el concepto de Control Total de Calidad, enseña claramente que todos los estamentos de la empresa están involucrados en la obtención de la mejor calidad del producto, y que éste objetivo no es, de ninguna manera, responsabilidad exclusiva de los departamentos técnicos especializados en el control estadístico de la calidad, sino de todos los integrantes de la empresa, desde el más humilde empleado, al más importante de los gerentes. 1.2 Definición de la calidad Definiremos dos aspectos de la calidad, la Calidad del Diseño y la Calidad del Producto. Entendemos por Calidad del Diseño al grado de concordancia entre el diseño y el fin para el cual fue creado, y por Calidad del Producto, al grado de conformidad entre el producto y su diseño. Los conceptos y métodos que veremos son aplicables al control de calidad del producto, y son, en general, métodos universales, es decir que valen para cualquier producto, ya sean cremas dentales, bebidas gaseosas, tractores, medicamentos o ampolletas.
Un buen nivel de calidad implica un diseño correcto y un producto de acuerdo con su diseño.

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 5 de 51
1.3 El objetivo de los métodos estadísticos de control en los procesos . Podríamos preguntarnos, ¿ qué es un producto defectuoso? o más concretamente, ¿qué es un defecto?
Juran explica lo que es un defecto haciendo un juego de palabras:
" Un defecto es un defecto cuando todos estamos de acuerdo que es un defecto" Definición tradicional: Un defecto es el incumplimiento de una característica de calidad respecto de un límite especificado. Pero, los límites especificados, los determinamos nosotros, previo acuerdo con las partes interesadas o involucradas en el proceso, luego, por carácter transitivo, vale la frase del insigne maestro del control de calidad, Dr. J. M. Juran. Otra ilustre definición de lo que es un defecto, es la afirmación de Kahoru Ishikawa, quien dice que un defecto es lo que causa insatisfacción al cliente. 1.4 ¿Qué causa los productos defectuosos? La respuesta universal a esta pregunta es: la variación La variación en los materiales, en las condiciones de la máquina, en los métodos de trabajo y en las inspecciones. Estas variaciones son las causas de los productos defectuosos. Si no existiera ninguna de esas variaciones, todos los productos serían idénticos y no habría variaciones en la calidad, y no existiría la ocurrencia de productos defectuosos y no defectuosos. 1.5 ¿Son todos los defectos iguales? ¿Debemos tratar a todos los defectos por igual? El sentido común nos dice que no a las dos preguntas. No es lo mismo un defecto considerado leve como ser una imperfección superficial en la etiqueta de un producto, que una medida fuera de especificaciones en un repuesto para motor de automóviles que lo haga absolutamente inservible. Y consecuentemente, no será el mismo criterio para tolerar la presencia de ambos defectos, y eso dará paso a distintos planes de calidad según el tipo de defecto.
Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 6 de 51
1.6 Clasificación de los defectos, muestrario de defectos. Existen distintas maneras de clasificarlos. aquí utilizaremos el siguiente: Defectos críticos: son aquellos que violan leyes, agreden al consumidor o hacen inservible al producto. Defectos mayores: producen una disminución en el correcto funcionamiento o utilización del producto y es notado por el consumidor. Defectos menores: producen una disminución leve en el correcto funcionamiento o utilización del producto, probablemente no lo note el consumidor. pero si lo nota, el personal calificado de producción y de control de calidad, Cada tipo de defecto será objeto de un estudio minucioso por las partes interesadas y deberá finalizar en un muestrario de defectos, debidamente clasificado por tipo de defecto y firmado por las partes involucradas. En todos los casos posibles deberá construirse el muestrario con defectos situados justo en los límites de aceptación o rechazo.

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 7 de 51
Capítulo dos 2 Distribuciones de frecuencia e Histogramas 2.1 Población y muestras Una población es el total de las unidades que se consideran. En esta población queremos investigar una característica para conocer su situación relativa con los valores del diseño. Una muestra es una cantidad estadísticamente calculada de unidades de dicha población, cada unidad deberá ser extraída al azar. La medición y cálculo de una determinada característica nos dará una estimación del verdadero valor en la población. 2.2 ¿Cómo se distribuyen los valores de las variables que medimos? ¿Qué frecuencia tiene cada valor que la causa llamada "variación" nos entrega? Tenemos claro que las variaciones nos producen distintas medidas de una variable, la pregunta es como se distribuyen.
En general siguen un comportamiento llamado gaussiano o normal De que se trata lo veremos más adelante pero por ahora nos alcanza con comprender que dicho comportamiento significa que los valores más cercanos al valor central, son los que más frecuentemente se repiten, y a medida que nos alejamos del valor central, la frecuencia baja dramáticamente. La gráfica de este comportamiento tiene una forma de campana. 2.3 ¿Que tipos de variables conocemos? Existen dos tipos de variables a considerar, Variables Continuas y Variables Discretas. Las variables continuas son aquellas que se miden... y las variables discretas se cuentan. Las primeras dan origen al control por variables y las segundas al control por atributos.
Las características de calidad que llamaremos variables son todas aquellas que podemos representar por una cifra. Por ejemplo, la medida de un perno, la resistencia de resistores de alambre, el contenido de cenizas en carbón, etc., etc. Los atributos son aquellas características de calidad no mensurables, cuya dimensión en general no se puede representar con una cifra. Como por ejemplo podemos tomar las imperfecciones visuales de las superficies de los productos, tales como manchas, diferencias de tono, aspectos de una soldadura, etc., etc.

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Por fin, debemos tener en cuenta, que tanto los procesos como los lotes terminados pueden ser inspeccionados por atributos o por variables. 2.4 Distribuciones de frecuencias. Cuando se realiza una recolección de datos muy extensa, por ejemplo, 50 o más datos, resulta muy difícil interpretar la información recibida.
Una primera investigación que podríamos realizar, sería la de encontrar el mayor valor y el menor de ellos lo cual nos informaría acerca del INTERVALO el cual se encuentran todos los datos.
Lo segundo podría ser ordenarlos de menor a mayor, pero aun seguiría siendo una larga lista de números.
El siguiente procedimiento, nos permitirá ordenarlos e interpretar valiosa información estadística.
Este ordenamiento consiste en crear CLASES, dentro de las cuales clasificaremos los datos. El procedimiento es dividir la distancia del INTERVALO en intervalos más cortos que llamaremos clases. La pregunta que nos haremos es: ¿en cuantas clases dividiremos el INTERVALO?
Existe una regla empírica, (práctica) que dice lo siguiente:
Si el total de datos es n, el número de clases que buscamos será n
Para entenderlo mejor, haremos un ejemplo.
Supongamos que se han tomado 84 datos de una medida de diámetros de ejes para un instrumento de precisión.
Los datos tal como se obtuvieron son:
881 880 905 933 872 861 882 877 890 898 863 896 878 906 886 875 890 928 911 955 893 867 920 879 899 897 870 883 885 883 889 874 878 904 939 901 894 859 886 865 902 867 889 874 891 925 866 869 868 894 891 901 912 892 921 895 910 915 846 892 885 866 910 885 916 915 923 857 891 889 912 907 881 893 905 924 876 903 887 901 888 907 880 882 En total son 84 mediciones, por lo tanto n = 84 El mayor valor es 955 El valor mínimo es 846 El INTERVALO es 109
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 8 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
De acuerdo con la regla empírica, descrita anteriormente, el número de CLASES que deberemos hacer será 9.1784 = , este número debe aproximarse al valor entero, es decir 9.
El paso siguiente será, dividir el INTERVALO, 109, por el dato hallado, 109 / 9 = 12.1
Nuevamente deberemos tomar el número entero, es decir 12.
El número 12 es par, existen razones que veremos mas adelante para preferir que este número sea impar, por lo tanto elegiremos 11, ¿podría servir 13? La respuesta es sí, pues éste es un procedimiento aproximado.
Este valor es denominado: ANCHO DE CLASE.
Bien, este ANCHO DE CLASE: 11, nos servirá para construir nuestras CLASES.
¿Por cual número comenzaremos? Es costumbre comenzar exactamente por el menor de los datos encontrados, es decir 846, pero podríamos empezar por algún otro número, algo menor por ejemplo 840 y el resultado obtenido sería igualmente válido.
Para nuestro ejemplo comenzaremos con el mínimo leído, esto es 846 y lo utilizaremos como LÍMITE INFERIOR DE LA CLASE 1.
Para hallar el LÍMITE DE LA CLASE 2, sumaremos 11 a 846, es decir que el límite de la clase 2 es: 857, y el de la clase 3 será 868.
Nos queda ahora, determinar el LÍMITE SUPERIOR DE LA CLASE 1 y subsiguientes.
El LÍMITE SUPERIOR DE LA CLASE 1 será una unidad significativa menor que el límite inferior de la clase 2, es decir: 856 y el límite superior de la clase 2 será: 867.
De esta forma las clases serán:
CLASES LIMITE INFERIOR LIMITE SUPERIOR 1 846 856 2 857 867 3 868 878 4 879 889 5 890 900 6 901 911 7 912 922 8 923 933 9 934 944 10 945 955
En este paso debemos preguntarnos, ¿porqué son 10 las clases, si habíamos calculado 9?. Porque descartamos el 12 y preferimos el número impar (11),
Ahora tenemos que determinar con qué FRECUENCIA caen los datos dentro de estas celdas llamadas CLASES.
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 9 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 10 de 51
Para ello procederemos a marcar con un pequeño trazo vertical, cada dato dentro de su clase, Por ejemplo, los números 881 y 880, pertenecen a la clase 4 y el número 905 a la clase 6. De esta forma se registran los 84 datos.
Así se construye la siguiente tabla:
CLASES LÍMITE
INFERIOR
LÍMITE
SUPERIOR
DIAGRAMA
DE TILDES
FRECUENCIA
DE CLASE
1 846 856 / 1
2 857 867 //// //// 9
3 868 878 //// //// / 11
4 879 889 //// //// //// //// 19
5 890 900 //// //// //// / 16
6 901 911 //// //// //// 14
7 912 922 //// // 7
8 923 933 //// 5
9 934 944 / 1
10 945 955 / 1
TOTAL 84 84
Este perfil obtenido con el diagrama de frecuencias ya nos está dando valiosa información estadística, vemos que los datos están concentrados con preferencia alrededor de la CLASE 4 y que un valor representativo del grupo debería estar dentro de esa clase.
Para terminar con el estudio de los diagramas de frecuencia, veremos algunas características más que serán necesarias en cálculos futuros: ANCHO DE CLASE, en nuestro ejemplo es 11, y se obtiene como diferencia entre el límite inferior de una clase y el límite inferior de la clase inmediatamente anterior.
MARCA DE CLASE, es el promedio entre los límites superior e inferior de una clase determinada. Por ejemplo, para la clase 1 de nuestro ejemplo, tenemos:
Limite inferior de la clase: 846 Limite superior de la clase: 856 Promedio: (846+856)/2 = 851

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Por lo tanto, la MARCA DE CLASE del grupo 1 será 851.En éste punto recordaremos que al principio de éstos cálculos mencionamos que era conveniente utilizar un número impar. Ahora explicaremos el porqué de esa recomendación.
Si el numero no hubiera sido impar, la MARCA DE CLASE, no hubiera sido un número exacto, hubiera tenido un valor decimal que habría que mantener, necesariamente, y esto trae aparejado, un aumento de las posibilidades de error en los cálculos.
Sin embargo, si pese a la recomendación de usar impar, prefirió un número par, no habrá error si mantiene durante todos los cálculos, el valor decimal que se genera por dicha causa.
En nuestro caso, no hay decimales, la marca de clase de la clase uno dio 851 exacto. Luego sumamos el ancho de clase, 11, para hallar las marcas de clases sucesivas.
CLASES LÍMITE
INFERIOR
LÍMITE
SUPERIOR
MARCA DE CLASE
FRECUENCIA
DE CLASE
1 846 856 851 1
2 857 867 862 9
3 868 878 873 11
4 879 889 884 19
5 890 900 895 16
6 901 911 906 14
7 912 922 917 7
8 923 933 928 5
9 934 944 939 1
10 945 955 950 1
TOTAL 84
Es recomendable, calcular primero la frecuencia y después la marca de clase para que esta columna no interfiera durante la clasificación de los datos.
Distribución de frecuencias:
Se denomina Distribución de Frecuencia, al resultado de la marca de clase, que posteriormente será la variable X y la frecuencia que corresponde para cada valor de la marca de clase.
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 11 de 51
Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Distribución de Frecuencia:
MARCA DE CLASE (X)
FRECUENCIA
DE CLASE
851 1
862 9
873 11
884 19
895 16
906 14
917 7
928 5
939 1
950 1
84
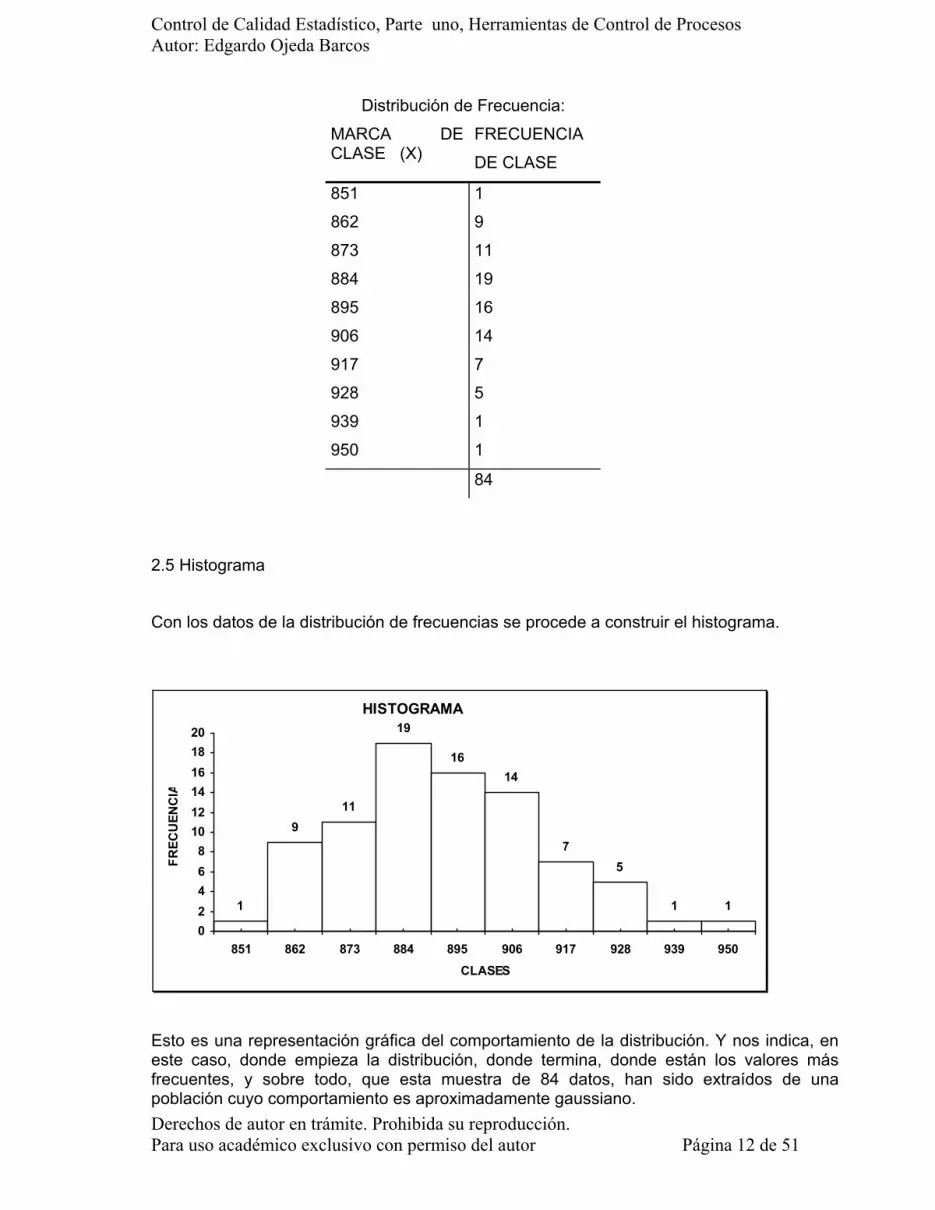
2.5 Histograma
Con los datos de la distribución de frecuencias se procede a construir el histograma.
HISTOGRAMA
1
911
19
1614
75
1 1
02468
101214161820
851 862 873 884 895 906 917 928 939 950CLASES
FREC
UEN
CIA
Esto es una representación gráfica del comportamiento de la distribución. Y nos indica, en este caso, donde empieza la distribución, donde termina, donde están los valores más frecuentes, y sobre todo, que esta muestra de 84 datos, han sido extraídos de una población cuyo comportamiento es aproximadamente gaussiano. Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 12 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Capítulo tres 3 Medidores de tendencia central y de dispersión Son varios los medidores de la tendencia central y de la dispersión de una serie de datos experimentales, de ellos estudiaremos los dos más frecuentes y útiles en Control de Calidad, estos son : la Media Aritmética , medidor de la tendencia central, y la Desviación Típica, medidor de la dispersión de los datos alrededor de la Media Aritmética. El desarrollo de las fórmulas es materia que se entrega durante el desarrollo de las clases. 3.1 Media aritmética Mide la tendencia central. Se define como Media Aritmética al valor central producto del siguiente cálculo:
nfX
ffX
f
Xf
f...ff.Xf....Xf.XfX k
1jj
k
1jjj
k21
kk2211 ∑∑∑
∑
∑===
++++++
=
=
=
de donde deriva:
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛+=
⎟⎟⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜⎜⎜
⎝
⎛
= ∑∑
∑=
nfu
cAf
uf c+AX k
1=jj
k
1jj
Nota: El desarrollo de las Fórmulas se explica en clase o pueden consultarse: a) en la obra del autor: Estadística para Ingenieros y Técnicos del Inacap. b) en el libro de Estadística de Murray Spieguel. 3.2 Desviación típica 3.2.1 Definición, fórmulas.
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 13 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Mide la dispersión de los valores con respecto al valor central. Se define como desviación típica al valor que surge del siguiente cálculo:
( )( )n
XXf
f
XXf
S2
k
1jj
k
1j
2jj ∑
∑
∑ −=
−
=
=
=
pues Σf = n
Esta fórmula puede derivarse mediante sencillos cálculos a esta otra:
2
nfu
n
2fu*cS ⎟⎠⎞
⎜⎝⎛ ∑−∑=
3.2.2 Método de cálculo por compilación:
X f U fu fu2
22 3 -3 -9 27 31 5 -2 -10 20 40 9 -1 - 9 9 49 12 0 0 0 58 5 1 5 5 67 4 2 8 16 76 2 3 6 18 ∑fu = - 9 ∑fu2 = 95
donde: c = 9 y A = 49 Media aritmética: 46,98 Desviación típica: 13.72 Este cálculo tiene un error como consecuencia de suponer a todos los datos dentro de cada clase como iguales. Nota: Los decimales de las respuestas obtenidas, deberán guardar relación con los decimales que tengan los datos, sin embargo, cuando use las calculadoras deberá conservar en cada cálculo, todos los decimales que genera la calculadora, para luego aproximar la respuesta a la cantidad de decimales igual a los que tengan los datos, nunca menos. En particular en estos cálculos es costumbre usar uno o dos decimales más que los datos. Tampoco es correcto usar muchos decimales pues no tienen significado alguno.
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 14 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 15 de 51
Ejercicios prácticos en clases:
Mediante la extracción de datos de una urna normal se construye la correspondiente distribución de frecuencias, el histograma, se calcula la Media Aritmética y la Desviación Típica.
Se usarán dos métodos de cálculo, uno por medio de la calculadora y otro por medio de las fórmulas vistas en clases.

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Capítulo cuatro
4 Gráficas de Control 4.1 ¿Qué son las Gráficas de Control? En 1924, W.A. Shewhart, propuso una Gráfica de Control para eliminar las variaciones anormales, distinguiendo las variaciones debidas a causas asignables de aquellas debidas a causas al azar, es decir, causas no asignables Una gráfica de Control consiste en una línea central, un par de límites de control, uno de ellos colocado por encima de una línea central y otro por debajo, y en ciertos valores característicos registrados en la gráfica que representa el estado del proceso. Si todos los valores ocurren dentro de los límites de control, sin ninguna tendencia especial, se dice que el proceso está en estado controlado. Sin embargo, si ocurren por fuera de los límites de control o muestran una forma peculiar, se dice que el proceso está fuera de control. Gráfica para estado controlado
90
95
100
105
110
08:00
08:30
09:00
09:30
10:00
10:30
11:00
11:30
12:00
12:30
13:00
13:30
14:00
14:30
15:00
15:30
16:00 0
Límite deControlSuperiorLineaCentral
Límite deControlInferiorValoresdelProceso
Gráfica para estado fuera de control
9092949698
100102104106108110
08:00
08:30
09:00
09:30
10:00
10:30
11:00
11:30
12:00
12:30
13:00
13:30
14:00
14:30
15:00
15:30
16:00 0
Límite deControlSuperior
LineaCentral
Límite deControlInferior
ValoresdelProceso
La calidad de un producto manufacturado por medio de un proceso inevitablemente sufrirá variaciones. Estas variaciones tienen causas y estas últimas pueden clasificarse en los siguientes dos tipos:
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 16 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 17 de 51
4.1.1 Causas no Asignables (Causas debidas al azar)
Las causas no asignables son las responsables de las variaciones normales que producen la distribución gaussiana dentro del entorno de las 3 sigmas alrededor de la media. Son desviaciones debidas al azar, sin poder determinar con seguridad las causas que producen dicha variación. Solo se pueden conocer las causas generales de dichas variaciones, cambios de temperatura, oscilaciones de la electricidad, desgastes en la máquina, etc. Las variaciones debidas al azar son inevitables en el proceso. Tratar de eliminarlas puede resultar estéril y en la mayoría de los casos extremadamente caro. Por otra parte estas variaciones dentro de ciertos límites pueden ser totalmente tolerables y no causan reales disminuciones de la calidad del producto. Estas variaciones se aceptan, se las consideran inherentes al proceso, y por lo tanto son variaciones normales. 4.1.2 Causas Asignables Las causas asignables son aquellas que producen datos que se alejan significativamente de la media de la distribución normal. Es decir, los datos, o sea los resultados de las mediciones, están más allá del entorno de los 3 sigmas a partir de la media aritmética. La variación debida a Causas Asignables significa que hay factores indeseables que deben ser investigados. Estas variaciones no son normales, no pertenecen al proceso y no serán aceptadas. Las Causas Asignables podrían originar productos defectuosos, (aunque no indispensablemente) es decir, contienen características, que hacen a la calidad del producto, que podrían estar afuera de los límites que establecen las especificaciones de calidad del producto. El objeto del Control de Calidad Estadístico, de proceso o cualquier otro, es encontrar y separar las Causas Asignables. (Aun cuando no estén causando defectos).
Estas Causas Asignables tienen necesariamente que ser encontradas y eliminadas pues producen una disminución de la calidad del producto. Cuando los puntos se encuentran fuera de los límites de control o muestran una tendencia particular, decimos que el proceso está fuera de control, y esto es a causa de las Causas Asignables. Nota: Mas adelante, se retomará este tema, cuando se hable de limites con y sin valores especificados, allí se verá que no siempre que un proceso que esté fuera de control producirá defectos, por lo cual estas definiciones que aquí se mencionan son solo para iniciar el estudio, pero el alumno deberá remitirse a los desarrollos posteriores si se le consulta sobre lo que significa un proceso en estado controlado y si se cumplen o no con la especificaciones.
Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 18 de 51
4.1.3 ¿Cuál es el objetivo de una Gráfica de Control?
El objetivo, como lo indica su nombre, es controlar el proceso, es decir, mantenerlo en estado controlado, para ello debemos hacer una gráfica que en rigor son dos, una para la exactitud, o sea, la gráfica X, y otra, para la precisión, esta es la gráfica R.
El control siempre deberá contener ambas gráficas, es decir, la correspondiente a X y la correspondiente a R. Son indisolubles, no pueden existir independientes, no existe control con solo una de ellas. Y cualquiera de las dos que este fuera de control declara al proceso fuera de control.
Para comprender un proceso, y saber si se encuentra bajo control, deberemos conocer la variación debida al azar, y este conocimiento lo extraeremos, precisamente de las gráficas de control de proceso. Para esto se tomaran pequeñas muestras cada periodos de tiempo preestablecidos, de forma que en cada pequeña muestra los factores de variación sean comunes. Por esta razón las unidades que se toman para cada pequeña muestra deberán ser una a continuación de otra, de esta forma, los factores que varían de unidad a unidad serán mínimos.
Las cantidades a extraer en cada muestra tomada a períodos regulares serán de 3 a 10 unidades siendo las más frecuentes de 3 a 6 y la más recomendable es 5. Hay varias clases de gráficas de control, dependiendo de su propósito y de las características de la variable. En cualquier tipo de gráfica de control el límite de control se calcula usando la siguiente fórmula: (Valor Promedio) ± 3 x (Desviación Estándar) Donde la Desviación Estándar es la variación debida al azar. Este tipo de gráfica de control se llama una gráfica de control de 3-sigma.
4.2 Tipos de Gráficas de Control Hay dos tipos de Gráficas de Control, una para valores continuos y otra para valores discretos. En cada tipo hay varias alternativas para elegir el par de medidores necesarios.

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Gráficas de Control Valor característico Nombre de la gráfica Valor continuo
σ
σ
-X
R - X
- XR - X
~
~
Valor discreto np p u c
La tabla siguiente muestra las fórmulas que deben utilizarse para calcular los límites de
control y el valor central, utilizando los medidores R,X . Las tablas donde figuran los factores son provistas en este apunte y son equivalentes a las que se encuentran en la Norma Chilena 42.
Tipo de gráfica de control
limite superior de control (LCS) línea central (LC) limite inferior de control (LCI)
Valor continuo – promedio
X
LCS = RAX 2+
LC = X
LCI = RAX 2− Valor continuo – Rangos R
LCS = RD 4 LC = R
LlCI = RD3 Valor discreto – número de unidades defectuosas pn
)pn(1p3np LCi
np LC)pn(1p3np LCs
−−=
=
−+=
Los valores de las constantes debe consultarse en las tablas 10.1.1, 10.1.2 y 10.1.3 del capítulo 10 de este apunte. _ 4.2.1 Gráfica X - R Esta se usa para controlar y analizar un proceso en el cual la característica de calidad del producto que se está midiendo toma valores continuos, tales como longitud, peso o
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 19 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
concentración, y esto proporciona la mayor cantidad de información sobre el proceso. El valor X representa un promedio de una pequeña muestra o subgrupo, y R el rango de dicho
subgrupo. Una gráfica X debe usarse en combinación con una gráfica R para controlar la variación dentro de un subgrupo. 4.2.2 Gráfica pn, Gráfica p Estas gráficas se usan cuando la característica de calidad se representa por el número de unidades defectuosas o la fracción defectuosa. Para una muestra de tamaño constante, se usa una gráfica pn del número de unidades defectuosas, mientras que una gráfica p de la fracción de defectos se usa para una muestra de tamaños variable. Otros tipos de gráficas por atributos son las gráficas c y las gráficas u.
Luego de los ejemplos que se desarrollarán de gráficas X - R se dará un ejemplo de gráfica np. 4.3 Especificaciones, Tolerancias, Discrepancias Antes de entrar a la metodología de elaboración de las gráficas de control, deberemos distinguir claramente lo que son las Especificaciones, con sus Tolerancias y lo que posteriormente llamaremos Limites de Control sin valores Especificados. La Especificación y sus tolerancias, son dadas por el cliente o en su defecto el diseñador del producto. La Especificación indica como uno quiere el producto. Cada variable que tenga que ver con la calidad del producto tendrá que tener su correspondiente especificación. Por ejemplo, el largo de un tornillo, el contenido en gramos de un recipiente que contiene un alimento, etc., etc. Ahora bien, tenemos que tener muy claro, que las especificaciones tienen que ver con el producto, con su funcionalidad, su estética, y todo lo que hace a la calidad de dicho producto. Además, se establecen los límites de tolerancia para dichas Especificaciones, dentro de las cuales, el producto se considera Bueno, y se sobreentiende que si se excede dichos límites el producto será defectuoso. Un ejemplo de Especificaciones y sus Tolerancias son las siguientes:
Para el largo de un perno: 2,54 mm ± 0,20 mm En este ejemplo la Especificación es 2,54 mm la tolerancia es 0,40 mm ( de extremo a extremo) y la discrepancia 0,20mm. Para el contenido de un envase de crema de leche: 200 c.c. ± 5 c.c.
La Especificación es 200 c.c., la Tolerancia es 10 c.c. y la discrepancia 5 c.c. Podríamos hacernos la siguiente pregunta: ¿Porque las tolerancias? Pues, desde el principio sabemos que los procesos no pueden hacer todos los productos iguales, por ello tenemos que poner límites, de forma que cuando se excedan dichos límites diremos que se producen defectos. . Por ejemplo, un perno con un largo de 2,80 mm o un envase de crema de leche con 193 c.c.
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 20 de 51
Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 21 de 51
En resumen, a) las Especificaciones y sus tolerancias son puestas con criterios que no necesariamente tienen relación con los procesos productivos, y, en general obedecen al diseño o a razones estéticas del producto. b) cuando el producto, al medir la variable de una característica, excede la especificación se lo declara defectuoso. Ahora veamos la máquina y el proceso que tiene que elaborar el producto, hasta ahora sabemos que dichos procesos presenta variaciones que son normales, entonces nos preguntamos: ¿Podrá ser capaz, la máquina de producir nuestro producto dentro de las tolerancias que nos da la Especificaciones que nos entregaron? ¿Será capaz de hacer el producto sin defectos?
Los procedimientos estadísticos que estudiaremos a continuación que responderán esta pregunta se denominan, por esta razón: Capacidad de Proceso o Capacidad de Máquina 4.4 Capacidad de Proceso o Capacidad de Máquina El estudio de la Capacidad de Proceso consta de una serie de pasos. En primer lugar, se toman una serie de datos del proceso, mediante los cuales se calculan, usando las fórmulas vistas anteriormente, los Límites Naturales del Proceso, que de ahora en mas se denominan: Limites de Proceso Sin Valores Especificados. Es decir son los límites normales del proceso, es lo que la máquina “pide” para trabajar normalmente. Estos límites son los que si se trasponen se dice que el proceso esta Fuera de Control, (aunque solo sea un punto). Pero en este cálculo, no han intervenido las especificaciones del producto, y estos entran a jugar después de haber conocido los límites anteriores.
A partir de las Especificaciones y sus tolerancias, y utilizando las fórmulas que se proveen en los adjuntos, se transforman las Especificaciones y sus Tolerancias en lo que desde ahora llamaremos Límites de Proceso Con Valores Especificados. Estos Límites de Proceso con Valores Especificados, siguen siendo las Especificaciones, solo que traducidas a un modo que puedan ser comparadas a los Límites de Proceso sin Valores Especificados que “pidió” la máquina.
Si el proceso puede trabajar dentro de los Límites con valores Especificados estaremos cumpliendo con las especificaciones y no habrán defectos. Dicho de otra forma, los Límites Con Valores Especificados, “defienden” las Especificaciones. Una vez que conocemos los límites con y sin especificación, procederemos a comparar ambos juegos de límites, y podremos contestar si el proceso es o no es capaz de producir sin defectos.
Si la amplitud de los límites Con Valores Especificados, es mayor que la amplitud de los límites Sin Valores Especificados, podremos decir que el proceso es capaz de cumplir con lo que se le solicita. Por lo contrario, si la amplitud de los límites Con Especificaciones, es inferior a la amplitud de los límites Sin Especificaciones, diremos que el proceso no es capaz de cumplir con las especificaciones y consecuentemente, si se produce, habrá defectos.
Una analogía útil es la siguiente, si los límites Con Valores Especificados, fuera una caja de zapatos, y los límites Sin Valores Especificados, fueran los zapatos, diremos que si la caja es más grande que los zapatos podremos acomodar los zapatos adentro y diremos que el proceso es capaz. Si los zapatos son más grandes que la caja, éstos no podrán entrar en la caja y en consecuencia, diremos que la Capacidad de Proceso es negativa.
Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 22 de 51
Capítulo cinco
5 Como elaborar una gráfica de control _ 5.1 Gráfica X - R La gráfica para este control se provee en los adjuntos. Se trata de una gráfica que contiene tres áreas, una para el registro de los datos, la segunda para el control de la exactitud del proceso, y es donde se trazan las medias aritméticas de los datos y por último, al pie del gráfico, el área donde se controla la precisión del proceso, y es donde se ponen los rangos. La ruta para elaborar una gráfica de control es la siguiente: Paso 1 Recoja los datos, o sea controle el proceso a intervalos regulares y anote los datos de cada subgrupo. Paso 2 Calcule los promedios para cada subgrupo, Paso 3 Calcule el promedio de los promedios. Paso 4 Calcule R cada subgrupo. ( El Rango R es la diferencia entre el mayor y el menor valor de cada subgrupo) Paso 5 Calcule el promedio de R. Paso 6 Calcule las líneas de control, usando las fórmulas provistas. Paso 7 Dibuje las líneas de control. Paso 8 Localice los puntos en el gráfico y determine si hay puntos que salgan de los líneas de control, ya sea por exactitud o por precisión. Paso 9 Registre todos los antecedentes de interés. EJEMPLO DE UNA GRÁFICA DE CONTROL A continuación se provee de una serie de datos que hipotéticamente fueron extraídos de un proceso que funciona de acuerdo a una distribución normal. El tamaño del subgrupo será para éste caso de 5 unidades. Este tamaño puede variar de 3 a 10 unidades y la elección del tamaño será una decisión económica, si tengo tiempo y gente para hacerlo, cuanto más grande pueda extraer la muestra, mejor será el control. El mismo criterio vale para la frecuencia, cuanto menos tiempo tarde en realizar otro control, mejor será. Si por limitaciones de disponibilidad de gente, tenemos que elegir entre hacer subgrupos más grandes o extraer subgrupos más frecuentemente, es mejor esto último. Normalmente, para este tipo de estudios, no deben extraerse menos de 20 subgrupos, ojalá, 25. Pero para no hacer largo nuestro estudio, solo procesaremos 10 muestras de 5 unidades cada una. Supondremos que la dimensión esta expresada en gramos. A partir de ahora llamaremos muestras a los subgrupos de 5 unidades, si bien se sobreentiende que el

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 23 de 51
total de unidades que se extraiga en el día será la verdadera muestra de nuestra producción. Muestras extraídos a lo largo del turno:
Hora: 08:30 09:00 09:30 10:00 10:30 11:00 11:30 12:00 12:30 13:00 N 1 2 3 4 5 6 7 8 9 10 1 65,9 68,2 67,2 67,0 66,8 67,8 68,3 66,9 68,7 67,3 2 67,8 69,1 66,0 67,3 67,6 68,1 68,0 66,6 65,0 68,0 3 65,4 67,7 69,2 67,5 67,4 70,3 67,4 69,4 67,5 67,3 4 66,6 68,3 65,2 67,6 66,0 68,1 68,6 67,2 68,6 68,2 5 67,5 66,9 69,5 68,0 67,6 67,5 68,9 66,8 68,3 68,2 Media 66,6 68,0 67,4 67,5 67,1 68,4 68,2 67,4 67,6 67,8 Rango 2,4 2,2 4,3 1,0 1,6 2,8 1,5 2,8 3,7 0,9
Media aritmética de las medias : 67.6 gr. Media aritmética de los Rangos: 2.3 gr. 5.2 Cálculo de los Límites de Control 5.2.1 Cálculo de Límites Sin Valores Especificados Nota: los decimales a usar en los cálculos deberán guardar coherencia con los decimales que tengan los datos. El alumno deberá usar las calculadoras correctamente, es decir, realizar los cálculos utilizando todos los decimales que genera la calculadora, para luego aproximar la respuesta a los decimales que sean coherentes con los datos. Para estos cálculos se utilizarán las tablas adjuntas donde figuran los valores de las constantes.
_ Gráfica X Para el control de la Exactitud del proceso.
De tablas 10.1.3 : A2 : 0.58 = LC = X = 67.6 gr. = _ LSC = X + A2 R = 67.6 + 0.58 x 2.3 = 68.9 gr. = _ LIC = X - A2 R = 67.6 - 0.58 x 2.3 = 66.3 gr. _ Gráfica R Para el control de la Precisión del proceso. De tablas: D4 : 2.11 _ LC = R = 2.3 gr.
Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 24 de 51
_ LCS = D4R = 2.11 x 2.3 = 4.9 gr. L I C = Como límite inferior debe tomarse cero, esto simplemente significa que todos los datos podrían ser iguales, por lo cual, el valor máximo menos el valor mínimo es igual a cero, pues son el mismo número. Los límites calculados, para ambos casos, se trasladan al gráfico, se trazan como líneas destacada a lo largo de todo el ancho del gráfico. Debe destacarse también, las líneas centrales. Luego se anotan como un punto las medias de los valores de cada subgrupo. Y los rangos. Todos los puntos deben unirse formando una línea quebrada que interpreta el comportamiento del proceso. Una vez realizado esto se deben destacar los puntos que eventualmente excedan los límites establecidos. Estos puntos, de existir, declaran al proceso fuera de Control, si no los hay, decimos que el proceso está bajo control. 5.2.2 Cálculo de los Limites con Valores Especificados Estos Límites son otra expresión de las Especificaciones, no dejan de ser las Especificaciones, lo que sucede es que tenemos la tarea de querer compararlos con los límites de Control Sin especificaciones, por lo cual, tendremos que ”traducir” las especificaciones que son para valores individuales, a límites para subgrupos de n unidades. En nuestro caso n = 5. Una especificación la hemos definido como un valor determinado por el cliente o el diseñador y ciertas tolerancia dentro de las cuales el producto continua siendo satisfactorio. Ejemplo: Para el largo de un clavo 8,0 cm Supongamos que se establece una tolerancia de 0,2 cm para ambos lados del valor central. De tal forma que expresaremos la Especificación con sus Tolerancias de la siguiente manera:
Especificación: 8,0 ± 0,2 cm Para nuestros cálculos llamaremos M a la Especificación y ∇ (Nabla) a la Discrepancia (en este caso 0.2 cm). Se define como Tolerancia a 2 veces ∇, en este caso 0,4 cm. La tolerancia es entonces todo el ancho a través del cual se puede desplazar mi medida sin que constituya defecto. Para poder establecer la comparación entre el universo verdadero del proceso y los datos de las Especificaciones, tendremos que establecer algunos supuestos básicos, los cuales son: a) Que la media del Universo de datos a producir, coincida con la Especificación

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
b) Que la amplitud de la Especificación sea capaz de contener adentro del su intervalo la distribución normal de los datos del proceso. Esto significa que suponemos que la Tolerancia es igual a 6 σ, o, lo que es lo mismo, que ∇ sea igual a 3σ
_ x = M y σ = ∇/ 3 De acuerdo con esto, los límites son:
n-M :INFERIOR LIMITE
M :CENTRALLINEA
n+M :SUPERIOR LIMITE
∇
∇
Para los intervalos será :
3D : SUPERIOR LIMITE 2
∇
Otros límites para los intervalos, no tienen valor práctico. Para poder resolver los límites y luego compararlos con los Valores sin Especificación, tendremos que establecer unas Especificaciones para el proceso que hemos ejemplificado antes. Supongamos que las Especificaciones fueran : 67.8 ± 4.0 gr. Aplicando las fórmulas anteriores, los resultados son: Limite Superior Con Valores Especificados: 69.6 gr. Línea Central: 67.8 gr. Límite Inferior Con Valores Especificados: 66.0 gr. Limite Superior para los Rangos: 6.6 gr. El valor D2 debe buscarse en tablas, y vale 4.92 5.2.3 Comparación de los Límites Con y Sin Especificaciones. Resultado de la Capacidad de Proceso.
Control de la Exactitud (X) Sin Especificación Con Especificación Límite de Control Superior 68.9 69.6 Línea central 67.6 67.8 Límite de Control Inferior 66.3 66.0 Control de la Precisión (R) Límite de Control Superior 4.9 6.6
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 25 de 51
Comparando los valores de la tabla, y teniendo en cuenta los conceptos explicados, vemos que los límites Con Especificación, tanto para la Exactitud como para la Precisión, son más amplios que los Límites Sin Especificación.

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 26 de 51
Por esta razón podemos decir que la Capacidad de Proceso es Positiva, es decir el proceso puede cumplir con las especificaciones y por lo tanto esta habilitado el proceso. (La caja es mas grande que los zapatos) En éste punto podríamos plantearnos la siguiente pregunta: ¿Cual de los límites deberán usarse para los días subsiguientes? La respuesta tiene que ser muy clara: deben usarse los limites con especificación, pues ellos son los solicitados cumplir por los Ingenieros de Diseño y Desarrollo

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Los gráficos siguientes representan el ejemplo anterior:
CONTROL DE LA EXACTITUD
65,0
66,0
67,0
68,0
69,0
70,0
1 2 3 4 5 6 7 8 9 10
Lím.Sup.C.E.Lím.Sup.S.E.Datos Proc.Lím.Inf.S.E.Lím.Inf.S.E.
CONTROL DE LA PRECISION
0,01,02,03,04,05,06,07,0
1 2 3 4 5 6 7 8 9 10
Datos Proc.Lím.Sup.C.E.Lím.Sup.S.E.
En la siguiente página se muestra una planilla de recolección de datos y espacios para graficar a medida que se trabaja en el proceso. Debe tenerse muy en cuenta que esta planilla deberá estar a la vista de los operadores y que se debe llevar a medida que se procesa para que el personal pueda ir evaluando el desempeño del proceso industrial. No tendrá ningún valor si este gráfico se realiza después de que se terminó el trabajo.
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 27 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
5.2.4 Gráfica de control de proceso por variables, gráfica X - R
Muestra nº 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 Suma Promedios Rangos
Promedios (Control de la exactitud del proceso)
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 28 de 51
Rangos (Control de la precisión del proceso)

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
5.2.5 Algunos casos de lecturas de gráficas de control por variables. Si bien el objetivo primario de las gráficas es que los puntos se encuentres dentro de los límites, hay ocasiones donde la tendencia o “racha" de los puntos nos anticipa claramente lo que va a suceder si no nos anticipamos. Una "racha" es cuando hay una sucesión de datos a un solo lado de la línea central, una sucesión de más de siete puntos a un solo lado es estadísticamente muy poco probable. (La probabilidad de 7 puntos es de 0.78%)
Una racha de 7 puntos es anormal (a - b) Una racha de 10 de 11 puntos de un solo lado tambien es
anormal (c - d)
90
95
100
105
110
a b c d
Una tendencia es cuando hay una serie de puntos que consistentemente se alinean y evidencian que en algún momento los puntos caerán fuera de los límites. Estadísticamente las líneas de control nos puede dar más información, pero ese análisis corresponde ya a los especialistas en la materia.
TENDENCIA de 7 puntos ASCENDENTES (a - b) TENDENCIA DESCENDENTE DRASTICA (c - d)
90
95
100
105
110
a b c d
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 29 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
5.3 Gráfica np, (gráfica por atributos).
Muestra número
Cantidad de la muestra
Muestra número
Cantidad de la muestra
Muestra número
Cantidad de la muestra
1 100 4 14 100 0 2 100 2 15 100 2 3 100 0 16 100 3 4 100 5 17 100 1 5 100 3 18 100 6 6 100 2 19 100 1 7 100 4 20 100 3 8 100 3 21 100 3 9 100 2 22 100 2 10 100 6 23 100 0 11 100 1 24 100 7 12 100 4 25 100 3 13 100 1 total 2500 68
5.4 Cálculo de los límites de control
)pn(1p3npLCi
npLC)pn(1p3npLCs
−−=
=
−+=
0LIC
7.600.0272)2.72(132.72LSC
2.72100*0.0272npLC
0.0272100*25
68kNpnp
=
=−+=
===
===
De estos límites, solo tiene valor el Límite Superior de Control, el cual debe aproximarse al valor superior, en este caso será: 8
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 30 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 31 de 51
5.5 Gráfico de Control de Proceso por Atributos. PRODUCTO:........................................................................ FECHA:................................. CLASE DE DEFECTO A CONTROLAR:
CRITICO MAYOR MENOR Característica 1 2 3 4 5 6 7 8 9 1
0 11
12
13
14
15
16
17
Total:
9 8
Tamaño de la muestra:
7 6 To
tal
cont
rola
do
5 4 3
Frecuencia del control: 2
1 Tota
l de
defe
ctos
Can
tidad
de
defe
ctuo
sos
0 Muestra nº 1 2 3 4 5 6 7 8 9 0 1
1 12
13
14
15
16
17
Hora Minutos Fr
acci
ón
defe
ctuo
sa
Inspector:

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
5.6 Índice de la Capacidad de Proceso, ICP 5.6.1 Método clásico: A continuación se desarrolla un método de calcular si un proceso puede o no satisfacer las Especificaciones que se nos está solicitando cumplir. Mediante la extracción en el proceso de una muestra adecuada , podremos hacer la distribución de frecuencias y el correspondiente Histograma. Este nos mostrará la forma de la distribución y como consecuencia si el proceso obedece la Distribución Normal. El la gran mayoría de los casos, la respuesta será positiva. Siguiendo los pasos que se estudiaron oportunamente de este apunte, podemos calcular la Desviación Típica de la muestra obtenida. Si suponemos que esta corresponde también a la población o universo del proceso, podemos hacer el siguiente cálculo, llamado Indice de la Capacidad de Proceso:
'6EEICP IS
σ= −
donde ES es la especificación superior y EI la inferior, y σ’ es la desviación típica de la muestra tomada. De acuerdo a esto podemos evaluar con el siguiente criterio:
Si 1.33 < ICP Tendremos un proceso satisfactorio, capaz de cumplir con las
Especificaciones Si 1.00 < ICP< 1.33 Tendremos un proceso poco satisfactorio que podría cumplir
con las Especificaciones, aunque probablemente con problemas, pues su variabilidad está muy parecida a la amplitud de las Especificaciones
Si ICP < 1.00 Tenemos un proceso inadecuado, que con seguridad no podrá cumplir con las Especificaciones.
5.6.2 Índice de Capacidad de proceso modificado. ICPm En este caso debe usarse la amplitud de los límites calculados Con Especificación y la amplitud de los límites calculados Sin Especificación. Los criterios de decisión son los mismos que en el cálculo del ICP según el método clásico.. La ventaja de este método es que resulta más realista respecto de un proceso que recién se inicia. Los valores de los límites obtenidos y las conclusiones a las que arribaremos luego de hacer un ensayo donde se extrae 20 a 25 muestras, dejando trabajar a la máquina sin tocarla, serán mejores que en el primer caso.
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 32 de 51
Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
oc.S/ELím.Inf.Proc.S/ELím.Sup.Proc.C/ELím.Inf.Proc.C/ELím.Sup.PrICPm
−−
=
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 33 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 34 de 51
5.7 Los cuatro casos posibles de los límites con y sin especificaciones. Cuando comparemos la capacidad de nuestro proceso con las Especificaciones que hay que cumplir, nos encontraremos siempre con alguna de las cuatro siguientes situaciones (y solo estas): a- El proceso está bajo control y no hay productos defectuosos. b- El proceso está bajo control pero hay productos defectuosos. c- El proceso está fuera de control pero no hay productos defectuosos. d- El proceso está fuera de control y también hay unidades defectuosas. El primer caso es el que debiera ser todo el tiempo, es decir, un proceso en estado controlado que se desenvuelve correctamente dentro de los límites especificados. El Índice de capacidad de Proceso deberá ser preferentemente superior a 1.3 El segundo caso, significa que el proceso, aun cuando anda bien, pues está bajo control, por lo tanto no hay causas asignables que buscar y eliminar, pero las especificaciones son muy estrechas para la máquina y no es capaz de cumplirlas. En este caso, el Indice de Capacidad de proceso será inferior a uno y no deberá producirse en estas condiciones. En este caso, probablemente el peor de todos, decimos “que la máquina no sirve” para lo que necesitamos. El tercer caso, significa que los límites de proceso con valores especificados son extremadamente amplios y “soportan” las causas asignables del proceso fuera de control, sin que estos lleguen a ser defectos. El Índice de Capacidad de Proceso es muy amplio, por ejemplo superior a tres o más. No debe producirse en estas condiciones, pues la variabilidad puede ser advertida por el cliente y produce una baja imagen del producto, por otra parte es probable que se produzca una pérdida de insumos, o sea de dinero. Lo que corresponde hacer es reducir la amplitud de los límites especificados a valores de Índice de Capacidad de Proceso cercano , por ejemplo a dos. O sea, “hay que achicar la caja de los zapatos”. En el último caso, tenemos un descontrol muy grande, no se puede trabajar y hay que investigar las causas. Corresponde hacer entrar los datos bajo control y cumplir con los límites establecidos.

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Caso a: El proceso está bajo control y no hay productos defectuosos.
Diagnóstico: Estado de la gráfica: Bajo control La distribución satisface las especificaciones El Índice de Capacidad de Proceso modificado es mejor que 1.3
85
90
95
100
105
110
115
8:00
8:30
9:00
9:30
10:00
10:30
11:00
11:30
12:00
12:30
13:00
13:30
14:00
14:30
Límite de ControlSuperior C/E
Límite de ControlSuperior S/E
Valores del Proceso
Linea Central del proceso
Límite de Control InferiorS/E
Límite de Control InferiorC/E
Esta es la situación normal, significa que existe concordancia entre la capacidad de proceso y las especificaciones
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 35 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Caso b: El proceso está bajo control pero hay productos defectuosos.
Diagnóstico: Estado de la gráfica: Bajo control La distribución no satisface las especificaciones El Indice de Capacidad de Proceso modificado es menor que uno.
85
90
95
100
105
110
115
8:00
8:30
9:00
9:30
10:00
10:30
11:00
11:30
12:00
12:30
13:00
13:30
14:00
14:30
Límite de ControlSuperior S/E
Límite de ControlSuperior C/E
Valores del Proceso
Linea Central del proceso
Límite de Control InferiorC/E
Límite de Control InferiorS/E
En esta situación no se debe trabajar. El proceso está bajo control pues los valores no superan los límites naturales Sin Especificación, pero exceden los límites Con Especificación.
Acción a tomar: Este caso es el mas desfavorable. En general, cuando nos encontramos con esta situación, significa que nuestra máquina no es capaz de hacer lo que deseamos hacer.
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 36 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Caso c: El proceso está fuera de control pero no hay productos defectuosos.
Diagnóstico:
Estado de la gráfica: Fuera de control
La distribución satisface las especificaciones El Indice de Capacidad de Proceso es muy superior a 1.3, por ejemplo cuatro.
70
80
90
100
110
120
130
8:00
8:30
9:00
9:30
10:00
10:30
11:00
11:30
12:00
12:30
13:00
13:30
14:00
14:30
Límite de ControlSuperior C/E
Límite de ControlSuperior S/E
Valores del Proceso
Linea Central del proceso
Límite de Control InferiorS/E
Límite de Control InferiorC/E
Los límites especificados son muy amplios y soportan que el proceso esté fuera de control, sin que se produzcan defectos pues no trasgreden los límites especificados. Acción a tomar: Exige un mantenimiento de la máquina a fin de ponerla bajo control y una revisión de los límites especificados que deberán reducirse convenientemente.
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 37 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Caso d: El proceso está fuera de control y también hay unidades defectuosas.
Diagnóstico: Estado de la gráfica: Fuera de control La distribución no satisface las especificaciones El Indice de Capacidad de Proceso es superior a uno.
70
80
90
100
110
120
130
8:00
8:30
9:00
9:30
10:00
10:30
11:00
11:30
12:00
12:30
13:00
13:30
14:00
14:30
Límite de ControlSuperior C/E
Límite de ControlSuperior S/E
Valores del Proceso
Linea Central delproceso
Límite de ControlInferior S/E
Límite de ControlInferior C/E
En este caso se dan las dos condiciones desfavorables, fuera de control y defectos. No
puede trabajarse en estas condiciones.
Acción a tomar: debe verificarse si la máquina, mediante ajustes adecuados puede trabajar
dentro de los límites Sin Especificación. Debería interpretarse que si los límites Sin
Especificación existen, es porque alguna vez la máquina los cumplió, y por lo tanto debería
poder volverse a ello.
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 38 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Capítulo Seis
6 Normas Chilenas 6.1 Norma Chilena 42 Resumen De Gráficos De Control Por Variables 6.1.1 Control De La Exactitud
Par
ámet
ro
Esp
ecifi
caci
ones
Tam
año
subg
rupo
Líne
a C
entra
l
Lím
ites
Obs
erva
cion
es
n>
25
X n3X σ
± Para gráficos tipo σ,X (muestras grandes)
n≤2
5
X σ1AX ±
1)para gráficos σ,X (muestras pequeñas)
2)nc
3A2
1 =
sin
n≤2
5
X RAX 2±
1)para gráficos R,X (muestras pequeñas)
2)nd
3A2
2 =
Med
ia
c
on
Cua
lqui
era
M n
M ∇±
n>25
X~ nσ325.1X~ ±
Para gráficos tipo (muestras grandes)
σ,X~
n≤2
5
X~ σA25.1X~ 1±
Para gráficos tipo (muestras pequeñas)
σ,X~
s
in
n≤2
5
X~ RA25.1X~ 2± Para gráficos tipo R,X~
Med
iana
c
on
Cua
lqui
era
M n
25.1M ∇±
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 39 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Tabla 10.1.1 6.1.2 Control de la Precisión
Par
ámet
ro
Esp
ecifi
caci
ones
Tam
año
subg
rupo
Líne
a C
entra
l
Lím
ites
Obs
erva
cion
es
s
in
n ≤
25
R RD .I .LRD.S.L
3
4
==
2
13
2
24
dDD
dDD
=
=
Inte
rval
o
con
n
≤ 2
5
3d2
∇
3D .I .L
3D.S.L
1
2
∇=
∇=
D1 = (d2 - 3d3) D2 = (d2 + 3d3)
n >
25
σ 2nσ3σ ±
s
in
n ≤
25
σ σB I. L.σB L.S.
3
4
=
=
n >
25
3∇
n23
∇±
∇
D
esvi
ació
n N
orm
al
co
n
n ≤
25
3c2
∇
3B .I .L
3B.S.L
1
2
∇=
∇=
σcσ 2= si n > 25 es c2⊄1 entonces: σcσ 2=
Tabla 10.1.2
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 40 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
6.1.3 Norma Chilena 42, Factores Para Gráficos De Control Por Variables.
MEDIAS INTERVALOS DESVIACIONES TIPICAS n A A1 A2 d2 d3 D1 D2 D3 D4 c2 B1 B2 B3 B4
2 2.12 3.76 1.88 1.13 0.89 0 3.69 0 3.27 0.56 0 1.84 0 1.27 3 1.73 2.39 1.02 1.69 0.88 0 4.36 0 2.57 0.72 0 1.86 0 2.57 4 1.50 1.88 0.73 2.06 0.86 0 4.70 0 2.28 0.80 0 1.81 0 2.27 5 1.34 1.60 0.58 2.33 0.85 0 4.92 0 2.11 0.84 0 1.76 0 2.09 6 1.23 1.41 0.48 2.53 0.85 0 5.08 0 2.00 0.87 0.03 1.71 0.03 1.97 7 1.13 1.28 0.42 2.70 0.83 0.20 5.20 0.08 1.92 0.89 0.10 1.67 0.12 1.88 8 1.06 1.17 0.37 2.85 0.82 0.39 5.31 0.14 1.86 0.90 0.17 1.64 0.18 1.81 9 1.00 1.09 0.34 2.97 0.81 0.55 5.39 0.18 1.82 0.91 0.22 1.61 0.24 1.76 10 0.95 1.03 0.31 3.08 0.80 0.69 5.47 0.22 1.78 0.92 0.26 1.58 0.28 1.72 11 0.91 0.97 0.29 3.17 0.79 0.81 5.53 0.26 1.74 0.93 0.30 1.56 0.32 1.68 12 0.87 0.92 0.27 3.26 0.78 0.92 5.59 0.28 1.72 0.94 0.33 1.54 0.35 1.62 13 0.83 0.88 0.25 3.34 0.77 1.03 5.65 0.33 1.69 0.94 0.36 1.52 0.38 1.65 14 0.80 0.85 0.23 3.41 0.76 1.12 5.69 0.31 1.67 0.95 0.38 1.51 0.41 1.59 15 0.78 0.82 0.22 3.47 0.75 1.21 5.74 0.35 1.65 0.95 0.41 1.49 0.43 1.57 16 0.75 0.79 0.21 3.53 0.75 1.28 5.78 0.36 1.64 0.95 0.43 1.48 0.45 1.55 17 0.73 0.76 0.20 3.59 0.74 1.36 5.82 0.38 1.62 0.96 0.44 1.46 0.47 1.53 18 0.71 0.74 0.19 3.64 0.74 1.43 5.85 0.39 1.61 0.96 0.46 1.45 0.48 1.52 19 0.69 0.72 0.19 3.69 0.73 1.49 5.89 0.40 1.60 0.96 0.48 1.44 0.50 1.50 20 0.67 0.70 0.18 3.73 0.73 1.55 5.92 0.41 1.59 0.96 0.49 1.43 0.51 1.49 21 0.66 0.68 0.17 3.78 0.72 1.61 5.95 0.42 1.57 0.96 0.50 1.42 0.52 1.48 22 0.64 0.66 0.17 3.82 0.72 1.66 5.98 0.43 1.57 0.97 0.52 1.41 0.53 1.47 23 0.63 0.65 0.16 3.86 0.72 1.71 6.00 0.44 1.56 0.97 0.53 1.41 0.54 1.45 24 0.61 0.63 0.16 3.90 0.71 1.76 6.03 0.45 1.55 0.97 0.54 1.40 0.55 1.44 25 0.60 0.62 0.15 3.93 0.71 1.80 6.06 0.46 1.54 0.97 0.55 1.39 0.56 1.43 + de 25
n3
n3
- - - - - - - 1
n231−
n231+
n231−
n231+
Tabla 10.1.3 Los tamaños de muestra más frecuentes son de 3 a 6, y los datos están en el área
sombreada.
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 41 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Capítulo 7 7 Fórmulas Para El Control Durante El Proceso De Fabricación En este capítulo se desarrollan las fórmulas para el cálculo de los límites de proceso por variables y por atributos, con especificaciones y sin especificaciones.
7.1 Introducción, desarrollo de fórmulas básicas. Tal como se ha visto en la parte uno de este libro, los medidores más utilizados en Control
de Calidad para controlar los procesos son:
Para la exactitud: la media aritmética Para la dispersión: la desviación típica y el rango. En éste capítulo desarrollaremos las fórmulas que hemos visto en la parte uno y
utilizaremos los mismos símbolos que antes:
Una especificación y sus tolerancias serán representadas por: M ± ∇ Estas tolerancias deberán ser cumplidas por el proceso que producirá el producto, por ello, la condición de mínimo desecho tendrá que ser:
3 '
M 'X
X∇
=σ
=
Por otra parte, y de acuerdo con el Teorema del Límite central, si la distribución de los valores individuales, (X), es gaussiano, también lo será la distribución de las medias de muestras sacadas para controlar el proceso. El gráfico ilustra las dos distribuciones:
Distribución de las medias de muestreo
0
10
20
30
40
50
60
70
59 62 65 68 71 74 77Kilogramos
Prob
abili
dad
Distribución de las X
Distribución de lasmedias
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 42 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Los valores de los parámetros de ambas distribuciones están representadas de la siguiente manera:
∞→=
m 'X X Lím para n = constante
Además, la relación entre las desviaciones normales es la siguiente:
∞→
σ=σ
m n' .Lím X
De esta fórmula, ya se puede deducir porque es preferible utilizar para el control de los procesos, los promedios de muestras en lugar de valores individuales. La respuesta es que los promedios están menos dispersos y son más sensibles a las variaciones. Por otra parte, si en lugar de usar para controlar los procesos, el parámetro desviación típica, utilizamos el rango, las relaciones que vinculan el rango con la desviación típica son:
X 3R
X2
'd ' d Rσ=σσ=
Donde R es la media de los intervalos de muestras de tamaño “n” , y Rσ es la desviación típica de los rangos, d2 y d3 son factores que dependen del tamaño de la muestra “n”. Si se está controlando el proceso con gráficas de control X ,σ′ , la fórmula para estimar
sigma prima es 2cσ
=σ′
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 43 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
7.1.1 Cálculo de los Límites para control por variables con valores especificados: 7.1.1.1 Para el control de la exactitud:
nM
n33M
nσ'3x3σ x x
∇±=
∇±=±=±
7.1.1.2 Para el control de la precisión:
232X3X2R D3
=)3d+(d3
=σ'±3dσ'd=3σ±R ∇∇
El límite inferior y la línea central no tienen utilidad práctica y no se calculan.
7.1.2 Cálculo de límites para el control por variables sin valores especificados. 7.1.2.1 Para el control de la exactitud:
RAXnd
R3Xn
σ3X3 σX 22
x ±=±=′
±=±
7.1.2.2 Para el control de la precisión:
RDdd31 RR
dd3Rσ'3dR3σR 4
2
3
2
33R =⎟⎟
⎠
⎞⎜⎜⎝
⎛+=+=+=+
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 44 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
7.2 Control de procesos por atributos. 7.2.1 Resumen de Fórmulas:
Gráfico de control por atributos
Valor Central
Desviación Típica
Límites
“p” gráficos para la fracción defectuosa. Sirve para “n” variable.
p
n)p1(p −
n)p1(p3p −
±
“np” gráficos de defectos. Sirve solo para “n” constante.
pn )p1(pn −
pn k donde
k3knk1k3k
pn3pn)p1(pn3pn
=
±⇒⎟⎠⎞
⎜⎝⎛ −±
±⇒−±
“u” gráficos de defectos por unidad. Sirve para “n” variable.
u nu
muestra n defectos, c , nc u donde
nu3u
===
±
“c” gráficos de defectos en la muestra. Sirve solo para “n” constante.
c c
muestra la en defectos de cantidad c
donde
c3c
=
±
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 45 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
7.2.2 Ejemplos de uso de cada fórmula en el control por atributos:
7.2.2.1 Gráfica “p” , fracción defectuosa, “n” es variable
Muestra Cantidad “n” revisada Defectos Fracción no conforme 1 724 48 0.066 2 763 83 0.109 Causa asignable 3 748 70 0.094 4 748 85 0.114 Causa asignable 5 724 45 0.062 6 727 56 0.077 7 726 48 0.066 8 719 67 0.093 9 759 37 0.049 10 745 52 0.070 11 736 47 0.064 12 739 50 0.068 13 723 47 0.065 14 748 57 0.076 15 770 51 0.066 16 756 71 0.094 17 719 53 0.074 18 757 34 0.045 19 760 29 0.038 Totales 14091 1030 Medias 741.6 54.2
Calculamos el promedio de la fracción defectuosa como el cociente de: 54.2/741.6 = 0.073
029.0073.06.741
)073.01(073.03073.0 n
)p1(p3p ±=−
±=−
±
De acuerdo a esta ecuación , el límite superior será 0.102 y el límite inferior 0.044. Pero
ta.
as muestras 2 y 4 presentan causas asignables por lo que deberán ser eliminadas y se
recordemos que el límite inferior no tiene significado, es decir que no lo tomamos en cuen Ldeberá re calcular los límites. Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 46 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 47 de 51
.2.2.2 Gráfica “np” , control de defectos por muestra, “n” es constante.
uestra Cantidad “n” Defectos
7 M
revisada 1 48
ausa asignable.
ausa asignable.
otales 4250 030
edias 50,0 4,2
750 2 750 83 C 3 750 70 4 750 85 C 5 750 45 6 750 56 7 750 48 8 750 67 9 750 37 10 750 52 11 750 47 12 750 50 13 750 47 14 750 57 15 750 51 16 750 71 17 750 53 18 750 34 19 750 29 T 1 1 M 7 5
3.761.222.542.5432.54
pn3pn
=+=+
=+
e acuerdo a esta ecuación , el límite superior será 76.
ser descartadas y los límites re
.2.2.3 Gráfica “u” , control de defectos por unidad. “n” es variable.
DLa muestra 2 y 4 presentan causas asignables y deberáncalculados.
7

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 48 de 51
Muestra n Defectos Defectos x unidad
1 10 17 1,70 2 11 14 1,27 3 9 6 0,67 4 8 23 2.88 Causa Asignable
Causa Asignable
otales 95 79
edias 0,3 4,7
5 11 5 0,45 6 12 7 0,58 7 10 10 1,00 8 10 19 1,90 9 7 29 4.14 10 9 18 2.00 11 13 25 1,92 12 10 5 0,50 13 9 8 0,89 14 9 11 1,22 15 9 18 2,00 16 12 13 1,08 17 11 22 2,00 18 12 6 0,50 19 13 23 1,77 T 1 2 M 1 1
uego: u = 14.7 / 10.3 = 1.43
L
55.212.143.13.10
43.1343.1nu3u =+=+=+
l limite superior será 2.55
xisten dos muestras que contienen causas asignables y deberán ser eliminadas para
E Erecalcular el límite de control definitivo.

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 49 de 51
.2.2.4 Gráfica “c” , control de defectos por muestra, “n” constante.
Muestra n° “n” Total de defectos de
1 10
ausa asignable
ausa asignable
70 50
0 4.71
7
la muestra, c 17
2 10 14 3 10 6 4 10 23 5 10 5 6 10 7 7 10 10 8 10 19 9 10 29 C10 10 18 11 10 25 C12 10 5 13 10 8 14 10 11 15 10 18 16 10 13 17 10 22 1 2 1 1
26=71.143+71.14=c3+c El límite superior será 24, nuevamente se detectan dos muestras con causas asignables que obligan a re calcular los límites eliminando primero los valores señalados.

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
7.2.3 Gráficos de aplicación
7.2.3.1 Gráfico p
0
0,02
0,04
0,06
0,08
0,1
0,12
7.2.3.2 Gráfico np
0102030405060708090
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 50 de 51

Control de Calidad Estadístico, Parte uno, Herramientas de Control de Procesos Autor: Edgardo Ojeda Barcos
7.2.3.3 Gráfico u
0,000,501,001,502,002,503,003,504,004,50
7.2.3.4 Gráfico c
0
5
10
15
20
25
30
35
Derechos de autor en trámite. Prohibida su reproducción. Para uso académico exclusivo con permiso del autor Página 51 de 51





























