Embed Size (px)
Citation preview
This article appeared in a journal published by Elsevier. The attachedcopy is furnished to the author for internal non-commercial researchand education use, including for instruction at the authors institution
and sharing with colleagues.
Other uses, including reproduction and distribution, or selling orlicensing copies, or posting to personal, institutional or third party
websites are prohibited.
In most cases authors are permitted to post their version of thearticle (e.g. in Word or Tex form) to their personal website orinstitutional repository. Authors requiring further information
regarding Elsevier’s archiving and manuscript policies areencouraged to visit:
http://www.elsevier.com/copyright

Author's personal copy
Bed-inventory overturn mechanism for pant-leg circulating fluidized bed boilers
Zhe Wang a, Jining Sun b,⁎, Zhiwei Yang a, Logan West a, Zheng Li a
a State Key Lab of Power Systems, Department of Thermal Engineering, Tsinghua University, Beijing, 100084, Chinab National Key Laboratory of Science and Technology on aero Engine Aero-thermodynamics, School of Jet Propulsion, BUAA, Beijing, 100191, China
a b s t r a c ta r t i c l e i n f o
Article history:Received 25 February 2011Received in revised form 27 August 2011Accepted 31 August 2011Available online 6 September 2011
Keywords:CFBPant-legOverturnLateral mass transferSelf-balance
A numerical model was established to investigate the lateral mass transfer as well as the mechanism of bed-inventory overturn inside a pant-leg circulating fluidized bed (CFB), which is of great importance to maintainsafe and efficient operation of the CFB. Results show that the solid loading along the central line of the pant-leg CFB is promotional to the lateral mass transfer across the central line as well as the bed-inventory over-turn. Although the lateral pressure difference generated from lateral mass transfer inhibits continuing lateralmass transfer, providing the pant-leg CFB with self-balancing ability to some extent, the primary flow ratechange due to the outlet pressure change often disable the self-balancing ability by continually enhancingthe flow rate difference. As the flow rate of the primary air fan is more sensitive to its outlet pressure, it iseasier to lead to bed inventory overturn. While when the solid particle is easier to follow the surroundingair flow, the self-balancing ability can be more active.
© 2011 Elsevier B.V. All rights reserved.
1. Introduction
Circulating fluidized bed (CFB) boiler technology has been widelyapplied in China's power industry due to its intrinsic advantages, suchas higher efficiency, lower pollution, and greater fuel flexibility, in com-parison to pulverized coal boilers. In a CFB, the solid particles are liftedout of the bed or riser by the supplied air inflow, separated from thefluid by cyclone, and recycled to the bed. At present, the scale of CFBboilers is quickly accelerating for application in larger power plants.Whereas conventional CFB boilers are typically designed as straightshaft structures, as the scale of CFB boilers increases, they are morecommonly designed with a pant-leg structure. For example, China hasimported an Alstom designed, 300 MWe pant-leg CFB boiler to theBaima power plant in Sichuan province and is now in the process of de-signing andmanufacturing a 600 MWe pant-leg CFB boiler as a demon-stration project.
The pant-leg design is typical for higher capacity boilers because itallows for better secondary air penetration, maintaining good air–coalmixing as well as efficient combustion. The pant-leg structured CFBboiler features two separated legs with solid particles fluidized by inde-pendent primary air supplies. This newly-designed feature leads tounique CFB dynamic performance. One special occurrence is the lateraltransfer of bed-inventory between the two legs, a critical process tightlycoupled with combustion, heat transfer, and flow conditions. Lateralbed-inventory transfer greatly affects the dynamic performance of the
CFB and can potentially lead to debilitating bed-inventory overturnduring operation.
Starting from a state of balanced bed-inventory between the twolegs, the natural transfer of bed material could result in a pressure im-balance between the two legs since the leg into which additional bedmaterial moves would have an increasing pressure-drop, while the leglosing material will see a decreasing pressure-drop. According to theworking mechanism of a primary air fan, when the pressure at the out-let of the primary air fan increases, the air flow rate decreases, furtherintensifying the bed-inventory transfer process. As the imbalance ofbed-inventory between the two legs reaches a certain point, the prima-ry air fanwill not be able to provide enough air flow tomaintain the flu-idization of the bedmaterials in one leg, and themajority of primary airwill flow through another leg and blow out almost all bed-inventory init. This malfunction is called bed-inventory overturn. Bed-inventoryoverturn impairs the reliability of the boiler operation and causes unex-pected and severe problems that lead to power plant shutdown.
To understand the mechanisms underlying the lateral mass transferand to avoid bed-inventory overturn, Li et al. [1,2] experimentally stud-ied the lateral transfer of solid particles in a bench-scale, cold CFB riserwith pant-leg structure. A compounded pressure drop mathematicmodel was developed, and it was concluded that the main reason forlateral transfer of solid particles is the lateral pressure gradient of thegas phase in the CFB and once the pressure balance is broken, it rarelyreturns back to balance without auto-controlling the primary air fan.Until now, little additional research has addressed the working mecha-nism of bed-inventory overturn and detailed heterogeneous flow be-havior such as lateral mass transfer.
The flow, combustion, and heat transfer processes inside the CFB arevery complicated. Earlier one-dimensional (1-D) simulation models,
Powder Technology 214 (2011) 469–476
⁎ Corresponding author. Tel.: +86 13 501069994; fax: +86 10 62795736.E-mail address: [email protected] (J. Sun).
0032-5910/$ – see front matter © 2011 Elsevier B.V. All rights reserved.doi:10.1016/j.powtec.2011.08.050
Contents lists available at SciVerse ScienceDirect
Powder Technology
j ourna l homepage: www.e lsev ie r .com/ locate /powtec
Author's personal copy
such as Li and Kwauk [3], Kunii and Levenspiel [4], and Smolders andBaeyens [5] only compute the axial variation of solid holdup, combus-tion, and heat transfer, while neglecting the radial variations. Thesemodels are able to predict the axial behavior of solid density in theriser without considering radial distribution.
More comprehensive models were developed to describe the radialvariation of the density of solids, by solving the conservation equationsof mass and momentum, namely the Navier–Stokes equations, for eachphase [6–8]. In the generally applied Eulerian–Eulerian approach, theNewtonian rheological model is extensively applied [9]. A key step ofsuch an approach is to determine the thermodynamic and transportproperties of the solid phase. One procedure in determining these prop-erties makes use of empirical relations [10–13] from experimental data.With such models, Gungor and Eskin [14] predicted the occurrence ofcore-annular flow in a axial symmetric CFB riser and radial distributionof solid volume fraction, void fraction and solid phase velocity were inagreement with atmospheric cold bed CFB units' experimental datagiven in the literature. Another approach applied recently for determin-ing the thermodynamic and transport properties is the kinetic theory ofgranular flow (KTGF). Almuttahar and Taghipour [15] evaluated the ap-plication of KTGF comprehensively in CFBmodeling by comparing predic-tions of a CFB riser at various fluidization conditions with experimentalresults and concluded that the calculated solid volume fraction and axialparticle velocity were in good agreement with the experimental datawithin a high density, fast fluidization regime. Lu et al. [16] modeled athree-phase flow of gas, solid particles, and clusters in a CFB riser. Thecomputed solid mass fluxes and volume fractions agreed well with theirexperimental data. Many other authors, such as Benyahia et al. [17],Neri and Gidaspow [18] and Zheng et al. [19] have also achieved reason-able predictions of gas–solid hydrodynamics usingKTGF. The KTGFmodelhas become one of themost useful tools for modeling fluid–solid flows indilute to dense bed regimes.
Therefore, in the presentwork, the Eulerian–Eulerian approachwithKTGF is applied to model the flow characteristics of a pant-leg struc-tured CFB boiler. The aim of this work is tomodel the detailed hydrody-namics of a pant-leg CFB boiler to deeply understand the flowcharacters inside the pant-leg CFB aswell as the bed-inventory overturnmechanism.
2. Model description
While recognizing that such complex systems inside CFB risers arebetter studied in three dimensions (3-D) to capture the detailed pictureof the flow, given the current computational power, two-dimensional(2-D) models remain more popular [15,20]. Since the flow behaviorsalong the depth of the riser are similar, for this paper, a 2-Dmodel insteadof a 3-Dmodel was designed tominimize the computing timewhile pro-viding enough information for understanding the flow patterns.
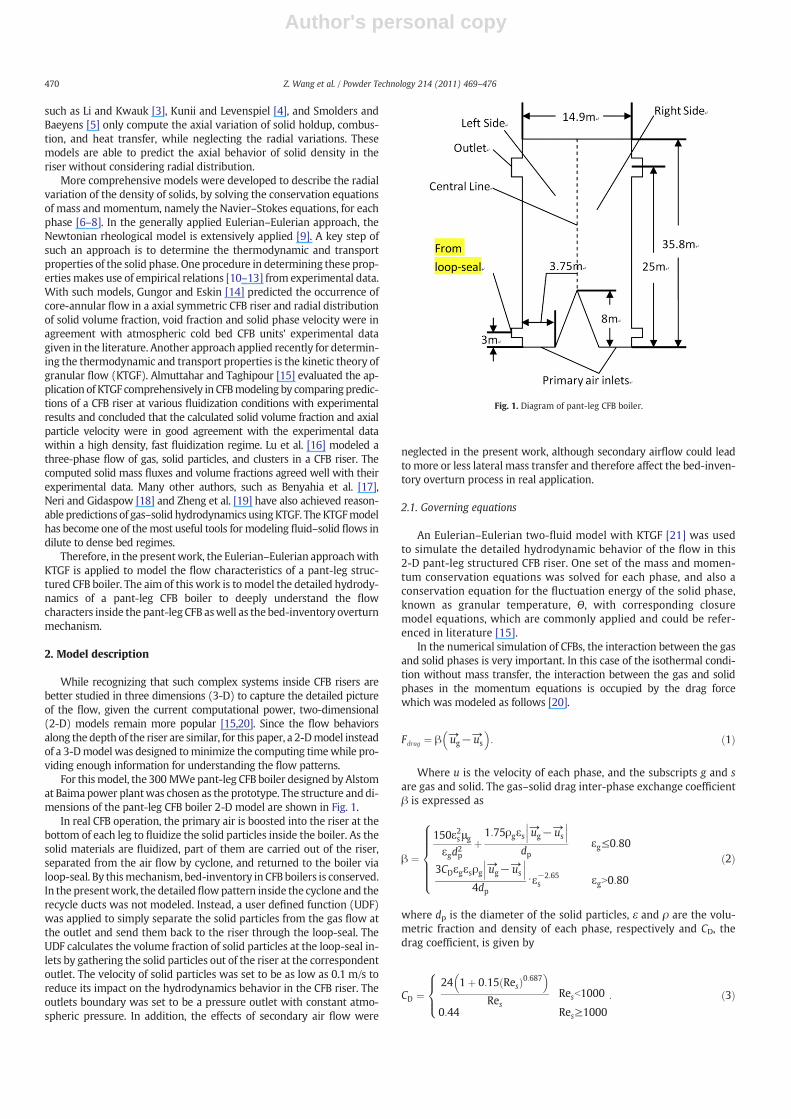
For thismodel, the 300 MWepant-leg CFB boiler designed by Alstomat Baimapower plantwas chosen as the prototype. The structure anddi-mensions of the pant-leg CFB boiler 2-D model are shown in Fig. 1.
In real CFB operation, the primary air is boosted into the riser at thebottom of each leg to fluidize the solid particles inside the boiler. As thesolid materials are fluidized, part of them are carried out of the riser,separated from the air flow by cyclone, and returned to the boiler vialoop-seal. By thismechanism, bed-inventory in CFB boilers is conserved.In the presentwork, the detailedflowpattern inside the cyclone and therecycle ducts was not modeled. Instead, a user defined function (UDF)was applied to simply separate the solid particles from the gas flow atthe outlet and send them back to the riser through the loop-seal. TheUDF calculates the volume fraction of solid particles at the loop-seal in-lets by gathering the solid particles out of the riser at the correspondentoutlet. The velocity of solid particles was set to be as low as 0.1 m/s toreduce its impact on the hydrodynamics behavior in the CFB riser. Theoutlets boundary was set to be a pressure outlet with constant atmo-spheric pressure. In addition, the effects of secondary air flow were
neglected in the present work, although secondary airflow could leadto more or less lateral mass transfer and therefore affect the bed-inven-tory overturn process in real application.
2.1. Governing equations
An Eulerian–Eulerian two-fluid model with KTGF [21] was usedto simulate the detailed hydrodynamic behavior of the flow in this2-D pant-leg structured CFB riser. One set of the mass and momen-tum conservation equations was solved for each phase, and also aconservation equation for the fluctuation energy of the solid phase,known as granular temperature, Θ, with corresponding closuremodel equations, which are commonly applied and could be refer-enced in literature [15].
In the numerical simulation of CFBs, the interaction between the gasand solid phases is very important. In this case of the isothermal condi-tion without mass transfer, the interaction between the gas and solidphases in the momentum equations is occupied by the drag forcewhich was modeled as follows [20].
Fdrag ¼ β →ug−→us
� �: ð1Þ
Where u is the velocity of each phase, and the subscripts g and sare gas and solid. The gas–solid drag inter-phase exchange coefficientβ is expressed as
β ¼
150ε2s μgεgd
2p
þ1:75ρgεs
→ug−→us
������
dpεg≤0:80
3CDεgεsρg→ug−→us
������
4dp⋅ε−2:65
s εgN0:80
8>>>>><>>>>>:
ð2Þ
where dp is the diameter of the solid particles, ε and ρ are the volu-metric fraction and density of each phase, respectively and CD, thedrag coefficient, is given by
CD ¼24 1þ 0:15 Resð Þ0:687
� �
ResResb1000
0:44 Res≥1000
:
8><>:
ð3Þ
Fig. 1. Diagram of pant-leg CFB boiler.
470 Z. Wang et al. / Powder Technology 214 (2011) 469–476
Author's personal copy
The solid Reynolds number, Res, is expressed as
Res ¼ρgεg
→ug−→us
������dp
μgð4Þ
where μ is shear viscosity.The commercial CFD package (Fluent Inc., V12.0) was used to pro-
vide a numerical solution for the governing equations. The finite vol-ume method [22] was applied to discretize the governing equations.A second-order upwind discretization scheme was used to solve theconvection terms. A convergence criterion of 1×10−5 was specifiedfor the relative error of the successive iterations.
2.2. Simulation conditions
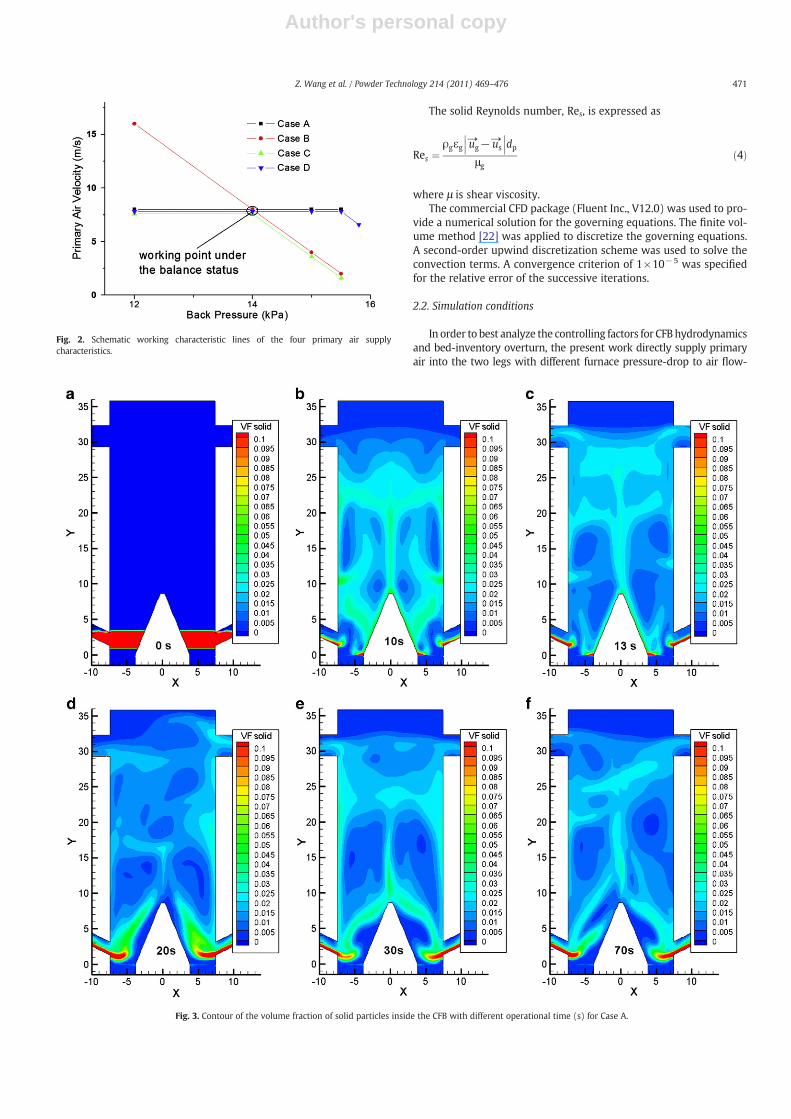
In order to best analyze the controlling factors for CFBhydrodynamicsand bed-inventory overturn, the present work directly supply primaryair into the two legs with different furnace pressure-drop to air flow-
Fig. 2. Schematic working characteristic lines of the four primary air supplycharacteristics.
Fig. 3. Contour of the volume fraction of solid particles inside the CFB with different operational time (s) for Case A.
471Z. Wang et al. / Powder Technology 214 (2011) 469–476
Author's personal copy
rate coupling, therefore isolating the pant-leg furnace air supply from thecompound pressure drop network. Furthermore, with respect to the pri-mary air flow, the present work considered the conditions where therewas an independent primary air fan directly supplying air flow for eachleg of the pant-leg CFB with identical performance curves. In total, fourdifferent types of primary air fans were investigated. Case A representstwo independent ideal fans that are able to provide constant air flowevenwith varying outlet pressure. Case B stands for air fans with perfor-mance curves such that, as the outlet pressure increases, the air flow rateof the fan decreases, which is the same as Baima CFB power plant whereonly a single Roots booster supply primary air to both legs with separat-ed wind-box. Cases C and D stand for more realistic blowers that haveperformance curves for which flow rate does not change with outletpressure change at low pressure. The difference between C and D isthat Dmaintains a constant air flow velocity over a wider range of outletpressures. The performance curves of the four primary air fans are shownin Fig. 2.
Starting from the same initial conditions, the flow behavior of thefluid is completely determined by the boundary conditions as well asthe gas and solid properties. For pant-leg CFB application, the most im-portant boundary condition is the primary air flow rate, and the mostimportant fluid and solid property is the gas–solid interaction. There-fore, thorough work was conducted to investigate the impact of the pri-mary air flow. In addition, the gas–solid interaction is of too muchcomplexity and needs to be investigated specifically in future.
For the simulation, the computational domain consisted of about30,000 grids. As the grids increase to 40,000, the results (e.g. solid dis-tribution) do not change significantly, indicating mesh independentresults have reasonably been achieved with the mesh number equalto or greater than 30,000. The time step was 5×10−3 s and the sim-ulation time lasted for 200 s of real fluidization time, correspondingto 5–7 days of computing time on a 3 GHz workstation.
3. Results and discussion
3.1. Instability and self-balancing of bed-inventory in pant-leg CFB
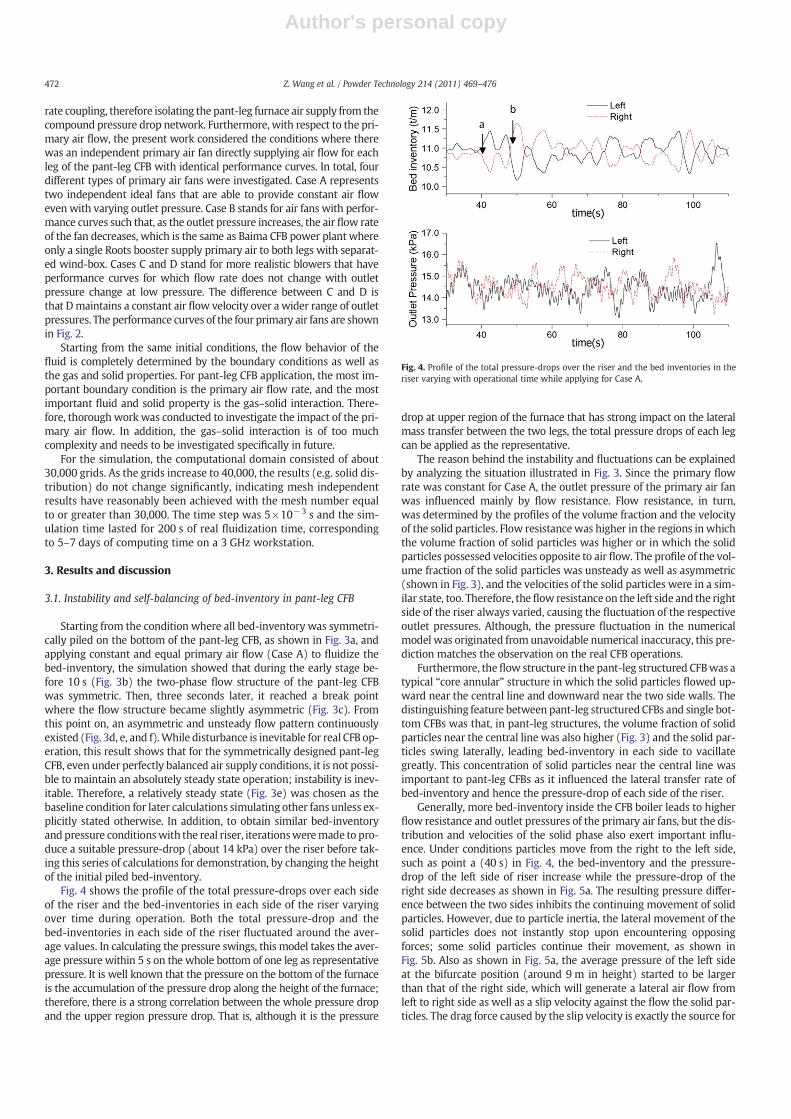
Starting from the condition where all bed-inventory was symmetri-cally piled on the bottom of the pant-leg CFB, as shown in Fig. 3a, andapplying constant and equal primary air flow (Case A) to fluidize thebed-inventory, the simulation showed that during the early stage be-fore 10 s (Fig. 3b) the two-phase flow structure of the pant-leg CFBwas symmetric. Then, three seconds later, it reached a break pointwhere the flow structure became slightly asymmetric (Fig. 3c). Fromthis point on, an asymmetric and unsteady flow pattern continuouslyexisted (Fig. 3d, e, and f).While disturbance is inevitable for real CFB op-eration, this result shows that for the symmetrically designed pant-legCFB, even under perfectly balanced air supply conditions, it is not possi-ble to maintain an absolutely steady state operation; instability is inev-itable. Therefore, a relatively steady state (Fig. 3e) was chosen as thebaseline condition for later calculations simulating other fans unless ex-plicitly stated otherwise. In addition, to obtain similar bed-inventoryand pressure conditionswith the real riser, iterationsweremade to pro-duce a suitable pressure-drop (about 14 kPa) over the riser before tak-ing this series of calculations for demonstration, by changing the heightof the initial piled bed-inventory.
Fig. 4 shows the profile of the total pressure-drops over each sideof the riser and the bed-inventories in each side of the riser varyingover time during operation. Both the total pressure-drop and thebed-inventories in each side of the riser fluctuated around the aver-age values. In calculating the pressure swings, this model takes the aver-age pressure within 5 s on the whole bottom of one leg as representativepressure. It is well known that the pressure on the bottom of the furnaceis the accumulation of the pressure drop along the height of the furnace;therefore, there is a strong correlation between the whole pressure dropand the upper region pressure drop. That is, although it is the pressure
drop at upper region of the furnace that has strong impact on the lateralmass transfer between the two legs, the total pressure drops of each legcan be applied as the representative.
The reason behind the instability and fluctuations can be explainedby analyzing the situation illustrated in Fig. 3. Since the primary flowrate was constant for Case A, the outlet pressure of the primary air fanwas influenced mainly by flow resistance. Flow resistance, in turn,was determined by the profiles of the volume fraction and the velocityof the solid particles. Flow resistancewas higher in the regions in whichthe volume fraction of solid particles was higher or in which the solidparticles possessed velocities opposite to air flow. The profile of the vol-ume fraction of the solid particles was unsteady as well as asymmetric(shown in Fig. 3), and the velocities of the solid particles were in a sim-ilar state, too. Therefore, theflow resistance on the left side and the rightside of the riser always varied, causing the fluctuation of the respectiveoutlet pressures. Although, the pressure fluctuation in the numericalmodel was originated from unavoidable numerical inaccuracy, this pre-diction matches the observation on the real CFB operations.
Furthermore, theflow structure in the pant-leg structured CFBwas atypical “core annular” structure in which the solid particles flowed up-ward near the central line and downward near the two side walls. Thedistinguishing feature between pant-leg structured CFBs and single bot-tom CFBs was that, in pant-leg structures, the volume fraction of solidparticles near the central line was also higher (Fig. 3) and the solid par-ticles swing laterally, leading bed-inventory in each side to vacillategreatly. This concentration of solid particles near the central line wasimportant to pant-leg CFBs as it influenced the lateral transfer rate ofbed-inventory and hence the pressure-drop of each side of the riser.
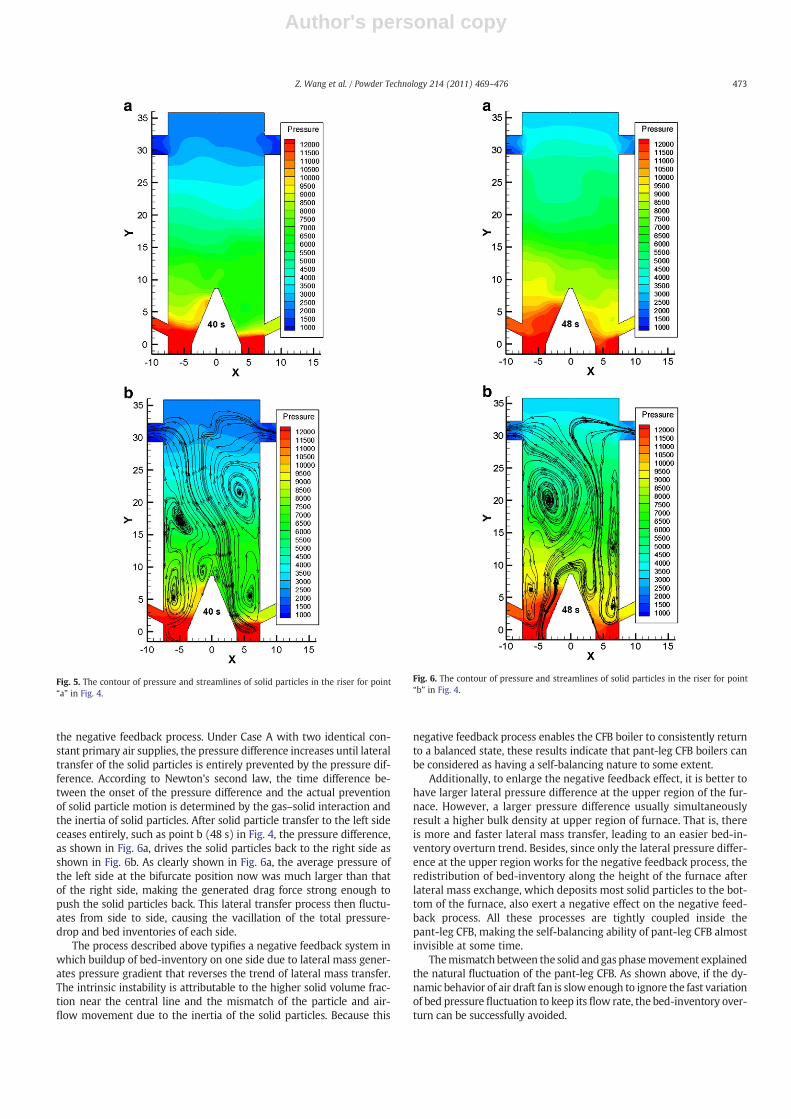
Generally, more bed-inventory inside the CFB boiler leads to higherflow resistance and outlet pressures of the primary air fans, but the dis-tribution and velocities of the solid phase also exert important influ-ence. Under conditions particles move from the right to the left side,such as point a (40 s) in Fig. 4, the bed-inventory and the pressure-drop of the left side of riser increase while the pressure-drop of theright side decreases as shown in Fig. 5a. The resulting pressure differ-ence between the two sides inhibits the continuing movement of solidparticles. However, due to particle inertia, the lateral movement of thesolid particles does not instantly stop upon encountering opposingforces; some solid particles continue their movement, as shown inFig. 5b. Also as shown in Fig. 5a, the average pressure of the left sideat the bifurcate position (around 9 m in height) started to be largerthan that of the right side, which will generate a lateral air flow fromleft to right side as well as a slip velocity against the flow the solid par-ticles. The drag force caused by the slip velocity is exactly the source for
Fig. 4. Profile of the total pressure-drops over the riser and the bed inventories in theriser varying with operational time while applying for Case A.
472 Z. Wang et al. / Powder Technology 214 (2011) 469–476
Author's personal copy
the negative feedback process. Under Case A with two identical con-stant primary air supplies, the pressure difference increases until lateraltransfer of the solid particles is entirely prevented by the pressure dif-ference. According to Newton's second law, the time difference be-tween the onset of the pressure difference and the actual preventionof solid particle motion is determined by the gas–solid interaction andthe inertia of solid particles. After solid particle transfer to the left sideceases entirely, such as point b (48 s) in Fig. 4, the pressure difference,as shown in Fig. 6a, drives the solid particles back to the right side asshown in Fig. 6b. As clearly shown in Fig. 6a, the average pressure ofthe left side at the bifurcate position now was much larger than thatof the right side, making the generated drag force strong enough topush the solid particles back. This lateral transfer process then fluctu-ates from side to side, causing the vacillation of the total pressure-drop and bed inventories of each side.
The process described above typifies a negative feedback system inwhich buildup of bed-inventory on one side due to lateral mass gener-ates pressure gradient that reverses the trend of lateral mass transfer.The intrinsic instability is attributable to the higher solid volume frac-tion near the central line and the mismatch of the particle and air-flow movement due to the inertia of the solid particles. Because this
negative feedback process enables the CFB boiler to consistently returnto a balanced state, these results indicate that pant-leg CFB boilers canbe considered as having a self-balancing nature to some extent.
Additionally, to enlarge the negative feedback effect, it is better tohave larger lateral pressure difference at the upper region of the fur-nace. However, a larger pressure difference usually simultaneouslyresult a higher bulk density at upper region of furnace. That is, thereis more and faster lateral mass transfer, leading to an easier bed-in-ventory overturn trend. Besides, since only the lateral pressure differ-ence at the upper region works for the negative feedback process, theredistribution of bed-inventory along the height of the furnace afterlateral mass exchange, which deposits most solid particles to the bot-tom of the furnace, also exert a negative effect on the negative feed-back process. All these processes are tightly coupled inside thepant-leg CFB, making the self-balancing ability of pant-leg CFB almostinvisible at some time.
Themismatchbetween the solid andgas phasemovement explainedthe natural fluctuation of the pant-leg CFB. As shown above, if the dy-namic behavior of air draft fan is slow enough to ignore the fast variationof bed pressure fluctuation to keep its flow rate, the bed-inventory over-turn can be successfully avoided.
Fig. 6. The contour of pressure and streamlines of solid particles in the riser for point“b” in Fig. 4.
Fig. 5. The contour of pressure and streamlines of solid particles in the riser for point“a” in Fig. 4.
473Z. Wang et al. / Powder Technology 214 (2011) 469–476
Author's personal copy
3.2. The impact of primary air supply characteristics
As the primary air supply is the critical boundary condition control-ling flow in pant-leg structured CFB, the air supply characteristicsgreatly influence the dynamic features of pant-leg CFB. Three moredifferent types of primary air supply characteristics (Cases B, C, D as inFig. 2) were investigated with the initial conditions presented in CaseA (Fig. 3e).
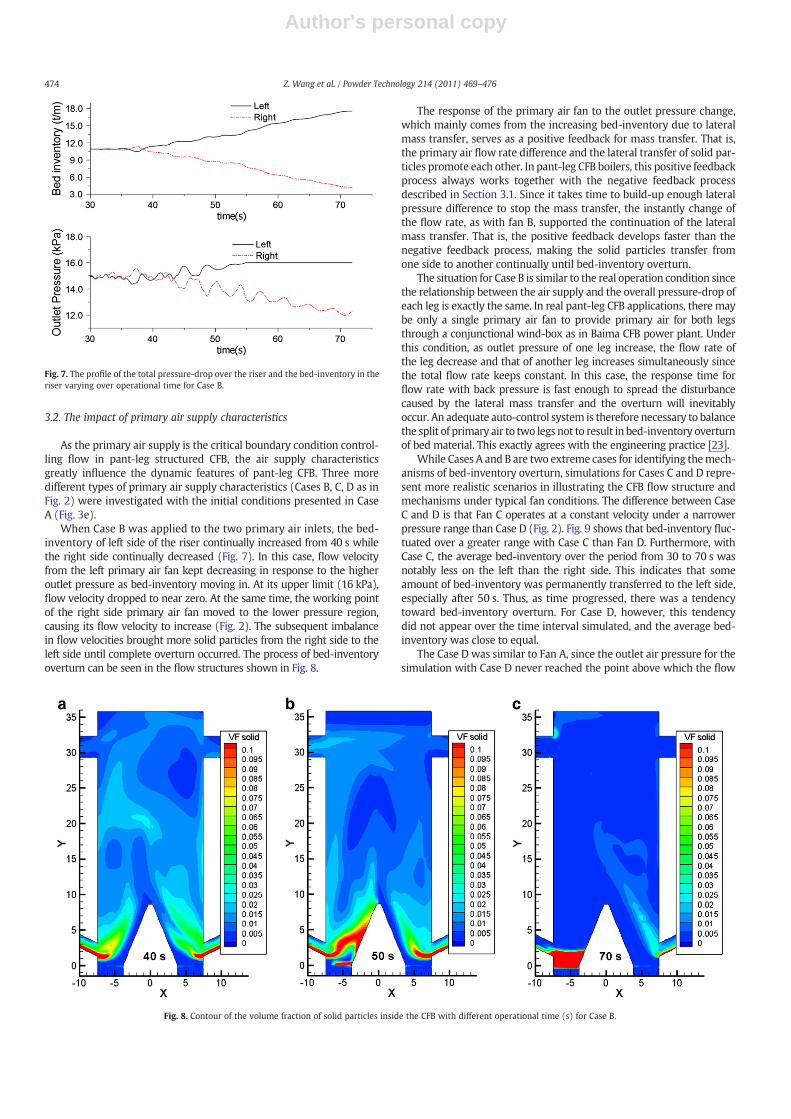
When Case B was applied to the two primary air inlets, the bed-inventory of left side of the riser continually increased from 40 s whilethe right side continually decreased (Fig. 7). In this case, flow velocityfrom the left primary air fan kept decreasing in response to the higheroutlet pressure as bed-inventory moving in. At its upper limit (16 kPa),flow velocity dropped to near zero. At the same time, the working pointof the right side primary air fan moved to the lower pressure region,causing its flow velocity to increase (Fig. 2). The subsequent imbalancein flow velocities brought more solid particles from the right side to theleft side until complete overturn occurred. The process of bed-inventoryoverturn can be seen in the flow structures shown in Fig. 8.
The response of the primary air fan to the outlet pressure change,which mainly comes from the increasing bed-inventory due to lateralmass transfer, serves as a positive feedback for mass transfer. That is,the primary air flow rate difference and the lateral transfer of solid par-ticles promote each other. In pant-leg CFB boilers, this positive feedbackprocess always works together with the negative feedback processdescribed in Section 3.1. Since it takes time to build-up enough lateralpressure difference to stop the mass transfer, the instantly change ofthe flow rate, as with fan B, supported the continuation of the lateralmass transfer. That is, the positive feedback develops faster than thenegative feedback process, making the solid particles transfer fromone side to another continually until bed-inventory overturn.
The situation for Case B is similar to the real operation condition sincethe relationship between the air supply and the overall pressure-drop ofeach leg is exactly the same. In real pant-leg CFB applications, there maybe only a single primary air fan to provide primary air for both legsthrough a conjunctional wind-box as in Baima CFB power plant. Underthis condition, as outlet pressure of one leg increase, the flow rate ofthe leg decrease and that of another leg increases simultaneously sincethe total flow rate keeps constant. In this case, the response time forflow rate with back pressure is fast enough to spread the disturbancecaused by the lateral mass transfer and the overturn will inevitablyoccur. An adequate auto-control system is therefore necessary to balancethe split of primary air to two legs not to result in bed-inventory overturnof bed material. This exactly agrees with the engineering practice [23].
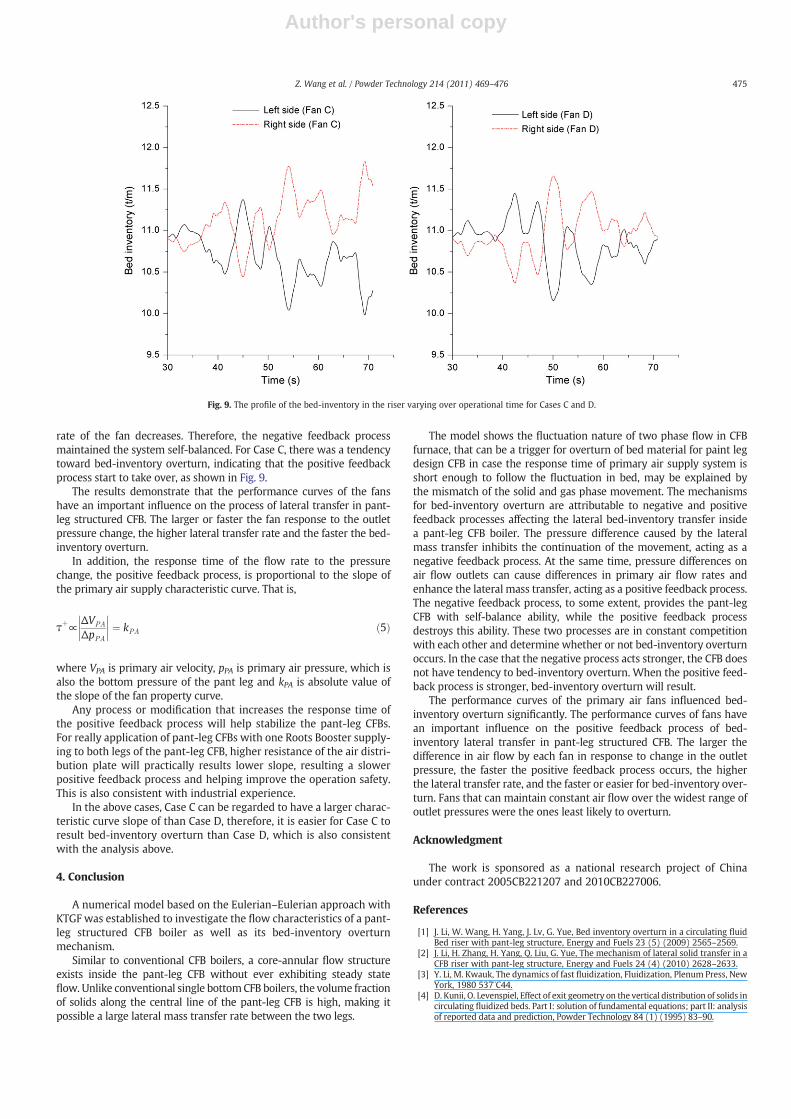
While Cases A and B are two extreme cases for identifying themech-anisms of bed-inventory overturn, simulations for Cases C and D repre-sent more realistic scenarios in illustrating the CFB flow structure andmechanisms under typical fan conditions. The difference between CaseC and D is that Fan C operates at a constant velocity under a narrowerpressure range than Case D (Fig. 2). Fig. 9 shows that bed-inventory fluc-tuated over a greater range with Case C than Fan D. Furthermore, withCase C, the average bed-inventory over the period from 30 to 70 s wasnotably less on the left than the right side. This indicates that someamount of bed-inventory was permanently transferred to the left side,especially after 50 s. Thus, as time progressed, there was a tendencytoward bed-inventory overturn. For Case D, however, this tendencydid not appear over the time interval simulated, and the average bed-inventory was close to equal.
The Case D was similar to Fan A, since the outlet air pressure for thesimulation with Case D never reached the point above which the flow
Fig. 7. The profile of the total pressure-drop over the riser and the bed-inventory in theriser varying over operational time for Case B.
Fig. 8. Contour of the volume fraction of solid particles inside the CFB with different operational time (s) for Case B.
474 Z. Wang et al. / Powder Technology 214 (2011) 469–476
Author's personal copy
rate of the fan decreases. Therefore, the negative feedback processmaintained the system self-balanced. For Case C, there was a tendencytoward bed-inventory overturn, indicating that the positive feedbackprocess start to take over, as shown in Fig. 9.
The results demonstrate that the performance curves of the fanshave an important influence on the process of lateral transfer in pant-leg structured CFB. The larger or faster the fan response to the outletpressure change, the higher lateral transfer rate and the faster the bed-inventory overturn.
In addition, the response time of the flow rate to the pressurechange, the positive feedback process, is proportional to the slope ofthe primary air supply characteristic curve. That is,
τþ∝ ΔVPA
ΔpPA
�������� ¼ kPA ð5Þ
where VPA is primary air velocity, pPA is primary air pressure, which isalso the bottom pressure of the pant leg and kPA is absolute value ofthe slope of the fan property curve.
Any process or modification that increases the response time ofthe positive feedback process will help stabilize the pant-leg CFBs.For really application of pant-leg CFBs with one Roots Booster supply-ing to both legs of the pant-leg CFB, higher resistance of the air distri-bution plate will practically results lower slope, resulting a slowerpositive feedback process and helping improve the operation safety.This is also consistent with industrial experience.
In the above cases, Case C can be regarded to have a larger charac-teristic curve slope of than Case D, therefore, it is easier for Case C toresult bed-inventory overturn than Case D, which is also consistentwith the analysis above.
4. Conclusion
A numerical model based on the Eulerian–Eulerian approach withKTGF was established to investigate the flow characteristics of a pant-leg structured CFB boiler as well as its bed-inventory overturnmechanism.
Similar to conventional CFB boilers, a core-annular flow structureexists inside the pant-leg CFB without ever exhibiting steady stateflow. Unlike conventional single bottomCFB boilers, the volume fractionof solids along the central line of the pant-leg CFB is high, making itpossible a large lateral mass transfer rate between the two legs.
The model shows the fluctuation nature of two phase flow in CFBfurnace, that can be a trigger for overturn of bed material for paint legdesign CFB in case the response time of primary air supply system isshort enough to follow the fluctuation in bed, may be explained bythe mismatch of the solid and gas phase movement. The mechanismsfor bed-inventory overturn are attributable to negative and positivefeedback processes affecting the lateral bed-inventory transfer insidea pant-leg CFB boiler. The pressure difference caused by the lateralmass transfer inhibits the continuation of the movement, acting as anegative feedback process. At the same time, pressure differences onair flow outlets can cause differences in primary air flow rates andenhance the lateral mass transfer, acting as a positive feedback process.The negative feedback process, to some extent, provides the pant-legCFB with self-balance ability, while the positive feedback processdestroys this ability. These two processes are in constant competitionwith each other and determine whether or not bed-inventory overturnoccurs. In the case that the negative process acts stronger, the CFB doesnot have tendency to bed-inventory overturn. When the positive feed-back process is stronger, bed-inventory overturn will result.
The performance curves of the primary air fans influenced bed-inventory overturn significantly. The performance curves of fans havean important influence on the positive feedback process of bed-inventory lateral transfer in pant-leg structured CFB. The larger thedifference in air flow by each fan in response to change in the outletpressure, the faster the positive feedback process occurs, the higherthe lateral transfer rate, and the faster or easier for bed-inventory over-turn. Fans that can maintain constant air flow over the widest range ofoutlet pressures were the ones least likely to overturn.
Acknowledgment
The work is sponsored as a national research project of Chinaunder contract 2005CB221207 and 2010CB227006.
References
[1] J. Li, W. Wang, H. Yang, J. Lv, G. Yue, Bed inventory overturn in a circulating fluidBed riser with pant-leg structure, Energy and Fuels 23 (5) (2009) 2565–2569.
[2] J. Li, H. Zhang, H. Yang, Q. Liu, G. Yue, The mechanism of lateral solid transfer in aCFB riser with pant-leg structure, Energy and Fuels 24 (4) (2010) 2628–2633.
[3] Y. Li, M. Kwauk, The dynamics of fast fluidization, Fluidization, Plenum Press, NewYork, 1980 537¨C44.
[4] D. Kunii, O. Levenspiel, Effect of exit geometry on the vertical distribution of solids incirculating fluidized beds. Part I: solution of fundamental equations; part II: analysisof reported data and prediction, Powder Technology 84 (1) (1995) 83–90.
Fig. 9. The profile of the bed-inventory in the riser varying over operational time for Cases C and D.
475Z. Wang et al. / Powder Technology 214 (2011) 469–476
Author's personal copy
[5] K. Smolders, J. Baeyens, Hydrodynamic modelling of the axial density profile inthe riser of a low-density circulating fluidized bed, The Canadian Journal ofChemical Engineering 79 (3) (2001) 422–429.
[6] V. Mathiesen, T. Solberg, B. Hjertager, Predictions of gas/particle flow with anEulerian model including a realistic particle size distribution, Powder Technology112 (1–2) (2000) 34–45.
[7] C. Ibsen, T. Solberg, B. Hjertager, Evaluation of a three-dimensional numericalmodel of a scaled circulating fluidized bed, Industrial and Engineering ChemistryResearch 40 (23) (2001) 5081–5086.
[8] B. Van Wachem, J. Schouten, C. Van den Bleek, R. Krishna, J. Sinclair, Comparativeanalysis of CFD models of dense gas–solid systems, AICHE Journal 47 (5) (2001)1035–1051.
[9] H. Enwald, E. Peirano, A. Almstedt, Eulerian two-phase flow theory applied tofluidization, International Journal of Multiphase Flow 22 (1996) 21–66.
[10] U. Jayaswal, Hydrodynamics of Multiphase Flows: Separation, Dissemination andFluidization, Illinois Inst. of Tech., Chicago, IL, (United States), 1991.
[11] D. Gidaspow, B. Ettehadieh, Fluidization in two-dimensional beds with a jet. 2.Hydrodynamic modeling, Industrial and Engineering Chemistry Fundamentals22 (2) (1983) 193–201.
[12] B. Ettehadieh, D. Gidaspow, R. Lyczkowski, Hydrodynamics of fluidization in asemicircular bed with a jet, AICHE Journal 30 (4) (1984) 529–536.
[13] D. Gidaspow, Y. Shih, J. Bouillard, D. Wasan, Hydrodynamics of a lamella electro-settler, AICHE Journal 35 (5) (1989) 714–724.
[14] A. Gungor, N. Eskin, Hydrodynamic modeling of a circulating fluidized bed,Powder Technology 172 (1) (2007) 1–13.
[15] A. Almuttahar, F. Taghipour, Computational fluid dynamics of a circulatingfluidized bed under various fluidization conditions, Chemical Engineering Science63 (6) (2008) 1696–1709.
[16] H. Lu, S. Wang, Y. He, J. Ding, G. Liu, Z. Hao, Numerical simulation of flowbehavior of particles and clusters in riser using two granular temperatures,Powder Technology 182 (2) (2008) 282–293.
[17] S. Benyahia, H. Arastoopour, T. Knowlton, H. Massah, Simulation of particles and gasflowbehavior in the riser section of a circulatingfluidized bedusing the kinetic theoryapproach for the particulate phase, Powder Technology 112 (1–2) (2000) 24–33.
[18] A. Neri, D. Gidaspow, Riser hydrodynamics: simulation using kinetic theory,AICHE Journal 46 (1) (2000) 52–67.
[19] Y. Zheng, X. Wan, Z. Qian, F. Wei, Y. Jin, Numerical simulation of the gas-particleturbulent flow in riser reactor based on k-ε-kp-εp-Θ two-fluid model, ChemicalEngineering Science 56 (24) (2001) 6813–6822.
[20] C. Ibsen, E. Helland, B. Hjertager, T. Solberg, L. Tadrist, R. Occelli, Comparison ofmultifluid and discrete particle modelling in numerical predictions of gas particleflow in circulating fluidised beds, Powder Technology 149 (1) (2004) 29–41.
[21] Fluent Inc., Fluent 5.2 Documentation, Chapter 24.4: Eulerian Model, 2005,pp. 26–57.
[22] S. Patankar, Numerical Heat Transfer and Fluid Flow, Hemisphere Pub, 1980.[23] Z. Yang, Z. Wang, Z. Li, J. Sun, W. Ni, Dynamic mathematic modeling study on
circulating fluidized bed with breeches-legs, Journal of Chinese Society ofPower Engineering 30 (11) (2010) 820–826 (In Chinese).
Zhe Wang is an associate professor at Tsinghua-BP CleanEnergy Research and Education Center, in Department ofThermal Engineering, Tsinghua University. His workmainly includes power plant simulation and modeling,thermal engineering measurement.
Jining Sun is an assistant professor in Thermal PhysicsDivision, Beihang University, whose work primarilyfocuses on Computational Fluid Dynamics (CFD) Numeri-cal simulation in CFBs and Turbines.
Zhiwei Yangwas born in Hubei province, on Jan. 30, 1987.He received the B.End degree from the Department ofThermal Engineering, Tsinghua University in China. Cur-rently, he is a Ph.D candidate in Tsinghua-BP Clean EnergyResearch and Education Center, and his research fieldsmainly include modeling and simulation of thermal sys-tem and gasification system.
Logan West is a Visiting Scholar at the Tsinghua-BP CleanEnergy Research and Education Center with a jointappointment as a Research Assistant for the WorldResources Institute (WRI). With a background in geologyfrom Princeton University, his work primarily focuses onCarbon Capture and Storage with other collaboration onenergy systems and coal-efficiency research.
Zheng Li is a professor at Tsinghua-BP Clean EnergyResearch and Education Center, in Department of ThermalEngineering, Tsinghua University. His work manlyincludes power plant simulation and modeling, energystrategy, and thermal engineering measurement.
476 Z. Wang et al. / Powder Technology 214 (2011) 469–476





























