Embed Size (px)
Citation preview
aus festen Abfällenund
Industrieabwässern
Bundesamt für Konjunkturfragen
Eckdaten fürPlanerInnen
PACER2
Trägerorganisation VSA, Verband Schweizer Abwasser- und Gewässerschutzfachleute
Patronat ANS, SIA, STV
VerantwortlicheRedaktion Werner Edelmann, arbi, Maschwanden
Hans Engeli, engeli engineering, Neerach
PACER-Programmleitung Arthur Wellinger, Infoenergie, Ettenhausen
Satz und Layout Education Design Sepp Steibli, 3006 Bern
Impressum
Copyright© Bundesamt für Konjunkturfragen, 3003 Bern, Februar 1996Auszugsweiser Nachdruck unter Quellenangabe erlaubt.
Zu beziehen bei der Eidg. Drucksachen- und Materialzentrale, 3000 Bern(Bestellnummer 724.231 d)
Form. 724.231 d 2.96 1000 U30249
Die vorliegende Broschüre lehnt sich in verschiedenen Bereichen an diezuerst erschienene Publikation 724.231f «Digestion des déchets et effluentsindustriels et ménagers» an, welche durch ein Autorenteam unter derLeitung von Yves Membrez, Erep SA, Aclens, verfasst wurde.
ISBN 3-905232-59-6
Originalausgabe französisch: ISBN 3-905232-24-3
PACER 3
Das Aktionsprogramm «Bau und Energie» ist auf sechs Jahre befristet(1990–1995) und setzt sich aus den drei Impulsprogrammen (IP) zusammen:
• IP BAU – Erhaltung und Erneuerung• RAVEL – Rationelle Verwendung von Elektrizität• PACER – Erneuerbare Energien
Mit den Impulsprogrammen, die in enger Kooperation von Wirtschaft,Schulen und Bund durchgeführt werden, soll der qualitative Wertschöp-fungsprozess unterstützt werden. Dieser ist gekennzeichnet durch geringenAufwand an nicht erneuerbaren Rohstoffen und Energie sowie abnehmen-de Umweltbelastung, dafür gesteigerten Einsatz von Fähigkeitskapital.
Im Zentrum der Aktivität von PACER steht die Förderung verstärkter Nut-zung erneuerbarer Energien. Bis heute ist der Beitrag der erneuerbarenEnergien, mit Ausnahme der Wasserkraft und trotz des beträchtlichenPotentials, sehr gering geblieben. Das Programm PACER soll deshalb– die Anwendungen mit dem besten Kosten-/ Nutzenverhältnis fördern,– den Ingenieuren, Architekten und Installateuren die nötigen Kenntnisse
vermitteln,– eine andere ökonomische Betrachtungsweise einführen, welche die
externen Kosten (Umweltbelastung usw.) mit einbezieht, sowie– Behörden und Bauherren informieren und ausbilden.
Kurse, Veranstaltungen, Publikationen, Videos usw.Umgesetzt werden sollen die Ziele von PACER durch Aus- und Weiterbil-dung sowie Information. Die Wissensvermittlung ist auf die Verwendung inder täglichen Praxis ausgerichtet. Sie baut hauptsächlich auf Publikationen,Kursen und Veranstaltungen auf. Zielpublikum sind vor allem Ingenieur-Innen, ArchitektInnen, InstallateurInnen sowie Angehörige bestimmterspezialisierter Berufszweige aus dem Bereich der erneuerbaren Energien.Die Verbreitung allgemeiner Information ist ebenfalls ein wichtiger Be-standteil des Programmes. Sie soll Anreize geben bei Bauherren, Architekt-Innen, IngenieurInnen und Behördenmitgliedern.
Interessentlnnen können sich über das breitgefächerte, zielgruppenorien-tierte Weiterbildungsangebot in der Zeitschrift IMPULS informieren. Sieerscheint viermal jährlich und ist (im Abonnement, auch in französisch unditalienisch) beim Bundesamt für Konjunkturfragen, 3003␣ Bern, gratis erhält-lich. Jedem/r Kurs- oder Veranstaltungsteilnehmerln wird jeweils eineDokumentation abgegeben. Diese besteht zur Hauptsache aus der für denentsprechenden Anlass erarbeiteten Fachpublikation. Diese Publikationenkönnen auch unabhängig von Kursbesuchen direkt bei der Eidg. Drucksa-chen- und Materialzentrale (EDMZ), 3000 Bern, bezogen werden.
ZuständigkeitenUm das ambitiöse Bildungsprogramm bewältigen zu können, wurde einOrganisations- und Bearbeitungskonzept gewählt, das neben der kompe-tenten Bearbeitung durch Spezialistlnnen auch die Beachtung der Schnitt-stellen sowie die erforderliche Abstützung bei Verbänden und Schulen derbeteiligten Branchen sicherstellt. Eine aus Vertreterlnnen der interessiertenVerbände, Schulen und Organisationen bestehende Kommission legt die
Vorwort
Vorwort
PACER4
Inhalte des Programmes fest und stellt die Koordination mit den übrigenAktivitäten zur Förderung der erneuerbaren Energien sicher. Branchen-organisationen übernehmen die Durchführung der Weiterbildungs- undInformationsangebote. Für deren Vorbereitung ist das Programmleitungs-team (Dr. Jean-Bernard Gay, Dr. Charles Filleux, Jean Graf, Dr. ArthurWellinger, Irene Wuillemin, BfK) verantwortlich. Die Sachbearbeitung wirdim Rahmen von Arbeitsgruppen erbracht, die inhaltlich, zeitlich und kosten-mässig definierte Einzelaufgaben zu lösen haben.
DokumentationDie vorliegende Dokumentation «Biogas aus festen Abfällen undIndustrieabwässern» soll in allgemeinverständlicher Form die Grundlagender Vergärung wie auch detailliertere Angaben zum praktischen Einsatz vonGärprozessen vertiefen. Sie ergänzt die PACER-Publikation 724.230d «Ver-gärung von häuslichen Abfällen und Industrieabwässern» zum gleichenThema, bei welcher jedoch die Schwerpunkte etwas anders gesetzt sind.
Wie im Untertitel ausgedrückt wird, soll die Broschüre Grundlagen undEckdaten liefern, welche für PlanerInnen und BehördenvertreterInnen not-wendig sind, um die generelle Machbarkeit von Gärprozessen abzuschät-zen: LeserInnen müssten nach der Lektüre in der Lage sein, für einenbestimmten Fall die in Frage kommenden Technologien und die Dimensio-nierungsgrundlagen soweit anzugeben, dass die Kosten einer anaerobenVerwertung grob abgeschätzt werden können.
Die ersten Kapitel widmen sich – nach einem einleitenden Teil über denEinsatzbereich aerober und anaerober Verfahren – den Grundlagen derGärtechnik, der Dimensionierung und der Verfahrenswahl. In einem zwei-ten Block wird den Produkten Biogas und Gärgut Aufmerksamkeit ge-schenkt. Im letzten Teil kommen Fragen zur Sprache, welche bei derAusarbeitung eines Projekts wichtig sind.
Die Kosten für den Betrieb einer Anlage hängen nur zu einem relativ kleinenTeil von den Investitionskosten für den Gärteil ab; wichtig ist immer, auchdas Umfeld, d.h. die Integration der Anlage in die lokale Situation zuberücksichtigen. Es wurde daher bei der Verfassung der Broschüre Gewichtdarauf gelegt, nicht nur den eigentlichen Gärprozess vertieft zu beleuchten,sondern auch Fragen zu erörtern, die sich im weiteren Zusammenhang mitPlanung, Bau und Inbetriebnahme einer Anlage ergeben, wie beispiels-weise Gasverwertungsaspekte, Eingliederung der Vergärung in die Rest-stoffvertung oder Umweltprobleme.
Die vorliegende Dokumentation lehnt an eine erste PACER-Publikation infranzösischer Sprache an. Sie ist jedoch sorgfältig überarbeitet und in sehrvielen Teilen ergänzt worden. Die Autoren hatten freie Hand, divergierendeAnsichten zu einzelnen Fragen nach eigenem Ermessen zu beurteilen.Sofern Sie als LeserIn Anregungen oder Ergänzungen machen möchten,nimmt dies der verantwortliche Redaktor, Dr. W. Edelmann (Adressen sieheAnhang Seite 108), oder das Bundesamt für Konjunkturfragen gerne entge-gen.
Für die wertvolle Mitarbeit zum Gelingen dieser Publikation sei an dieserStelle allen Beteiligten bestens gedankt.
Februar 1996 Bundesamt für KonjunkturfragenProf. B. Hotz-HartVizedirektor für Technologie
Vorwort
PACER 5
Inhaltsverzeichnis
Inhaltsverzeichnis
Vorwort 3
1 Vergärbare Abfälle und Abwässer 7
1.1 Einleitung 9
1.2 Aerobe oder anaerobe Prozesse 10
1.3 Einsatzbereiche anaerober Prozesse 11
2 Gärtechnik 13
2.1 Biologische Grundlagen 15
2.2 Betriebs- und Messgrössen 17
2.3 Abfälle und Abwässer aus Industrie und Gemeinde 22
2.4 Gärsysteme 24
2.5 Dimensionierungsgrössen 32
2.6 Komponenten des Fermenters 39
2.7 Vor- und Nachbehandlung 42
2.8 Inbetriebnahme 47
2.9 Überwachung des Gärprozesses 49
3 Verfahrenswahl 53
3.1 Einsatzbereiche einzelner Verfahren 55
3.2 Eventuell nötige Vorabklärungen 57
3.3 Massenbilanz 61
4 Das Produkt Biogas 63
4.1 Eigenschaften von Biogas 65
4.2 Biogasreinigung 71
4.3 Gasspeicherung 73
4.4 Verwertung von Biogas 75
5 Verwertung der Gärprodukte 83
5.1 Feste biogene Abfälle 85
5.2 Anaerob behandelte Abwässer 86
5.3 Qualität des Gärguts als Dünger 87
6 Ausarbeitung eines Projekts 89
6.1 Die Vergärung als Glied der Reststoffbehandlung 91
6.2 Umweltaspekte 96
6.3 Kosten und Nebenkosten 97
6.4 Rechtliche Aspekte 101
PACER6
Inhaltsverzeichnis
Literaturhinweise 107
Beispiele 109
Beispiel 1 Industrieabwässer: Ostsaft 111
Beispiel 2 Industrieabwässer: Papier 115
Beispiel 3 Industrieabwässer: Zucker 118
Beispiel 4 Industrieabwässer: Kartoffeln 120
Beispiel 5 Feste Bioabfälle: Kombianlage 123
Beispiel 6 Feste Bioabfälle: Gäranlage 128
Beispiel 7 Landwirtschaftliche Co-Vergärung 133
Publikationen und Videos des Impulsprogrammes PACER 137
PACER 7
Vergärbare Abfälle und Abwässer
1 Vergärbare Abfälleund Abwässer
1.1 Einleitung 9
1.2 Aerobe oder anaerobe Prozesse 10
1.3 Einsatzbereiche anaerober Prozesse 11

PACER 9
Vergärbare Abfälle und Abwässer
1.1 EinleitungBiogene Stoffe sind prinzipiell biologisch abbaubar. Unter biogenen Stof-fen versteht man Material pflanzlicher oder tierischer Herkunft, wie sie unteranderem in separat gesammelten Haushaltabfällen oder in organischbelasteten Abwässern vorkommen können. In der Biologie bestehen zweigrundsätzliche Abbauwege für biogenes Material: Der aerobe Abbau mitHilfe von Luftsauerstoff sowie anaerobe Abbauwege, welche ohneSauerstoffzufuhr funktionieren. Die Methanisierung oder Vergärung, vonwelcher dieses Buch handelt, ist ein anaerober Abbauweg. In diesem Fallentsteht beim Abbau das Biogas, ein hochwertiger erneuerbarer Energie-träger.
Parallel zum materiellen Lebensstandard ist auch die Produktion vonfesten Abfällen gestiegen. Dies hat zur heute bekannten Abfallproblema-tik geführt, wo immer grössere Abfallmengen zu immer höheren Preisenentsorgt werden müssen. Mit der Entwicklung des ökologischen Bewusst-seins hat sich das Kreislauf- und das Energiebewusstsein verstärkt. Heutewird daher die Forderung, die biogenen Abfälle separat zu erfassen undauch separat zu behandeln, vermehrt in die Tat umgesetzt. Auf Grund dertechnischen Verordnung Abfall, TVA, ist die flächendeckende Separat-behandlung von biogenen Abfällen in der Schweiz einzuführen. Für dieGemeinden hat dies den Vorteil, dass der noch in die Verbrennung gelan-gende Restmüll deutlich abnimmt. Allerdings müssen in gewissen Fällenzusätzliche Sammeltouren für biogene Abfälle eingeführt werden. Festebiogene Abfälle aus der Industrie, welche oft sortenrein anfallen, werden oftschon seit längerer Zeit separat verwertet, beispielsweise in der Tierernäh-rung. Allerdings bestehen auch in der Industrie grössere Mengen vonAbfällen, welche entsorgt werden müssen.
Organisch belastete, industrielle Abwässer werden heute noch relativselten direkt auf dem Betrieb behandelt. Traditionellerweise gelangen dieseAbwässer in die Kanalisation und werden mit kommunalen Abwässernverdünnt, bevor sie in der kommunalen Abwasserreinigung aerob behan-delt werden. Bei einer separaten Behandlung vor Ort könnte ein deutlichhöherer Frachtanteil eliminiert werden, da vor der Verdünnung ein grösse-rer Prozentsatz biologisch abgebaut werden kann. Da heute vermehrtfrachtbezogene Abwassergebühren eingeführt werden, kann eine Abwas-serbehandlung auf dem Industriebetrieb finanziell vorteilhaft sein. Zudembesteht in diesem Fall der Vorteil, dass für ein spezifisches Abwasser diegeeignetste Behandlungstechnik eingesetzt werden kann: sehr oft könnengewisse industrielle Inhaltsstoffe durch die aeroben Bakterien einer ARAnur ungenügend angegriffen werden, wären jedoch nach einer anaerobenVorbehandlung deutlich besser abbaubar. Bei direkter Einleitung solcherAbwässer in die ARA hat eigentlich niemand einen Vorteil: Der Industrie-betrieb zahlt unnötigerweise hohe Reinigungsgebühren, die ARA ist gestörtund arbeitet mit schlechtem Wirkungsgrad, und die Umwelt erhält eineunerwünschte Fracht an organischen Stoffen.
Heute sind Techniken bekannt, um sowohl feste biogene Abfälle als auchorganisch belastete Abwässer optimal vor Ort zu behandeln, was auch dasvermehrte Schliessen ökologischer Kreisläufe ermöglicht (mit der biotech-nologischen Behandlung der biogenen festen Abfälle kann beispielsweiseein grosser Anteil des schweizerischen Humusdefizits kompensiert wer-den). Das vorliegende Buch soll Informationen liefern, welche die Entschei-dungsfindung bei der Wahl der optimalen Verwertungswege von biogenenStoffen erleichtert. Es ergänzt die Publikation «Vergärung von häuslichen
PACER10
Vergärbare Abfälle und Abwässer
Abfällen und Industrieabwässern», welche 1993 durch das Bundesamt fürKonjunkturfragen bei der EDMZ in Bern publiziert wurde.
1.2 Aerobe oder anaerobe ProzesseSowohl aerobe wie auch anaerobe Prozesse weisen ihre Vorteile auf. Jenach Eigenschaften der Ausgangsmaterialien kann der eine oder der ande-re Abbauweg oder aber eine Kombination von beiden ins Auge gefasstwerden. Zwischen dem aeroben und dem anaeroben Abbau bestehenprinzipielle Unterschiede:
Erstens unterscheiden sich die beiden Abbauwege in der Energiebilanz.Der aerobe Abbau benötigt eine grosse Energiemenge zur Belüftung desSubstrates. Beim Abbau selbst – welcher ja ein biologischer Verbrennungs-prozess ist – wird sehr viel Energie frei. Leider fällt diese Energie jedoch aufeinem sehr tiefen Temperaturniveau (maximal 60–70 °C) an, so dass dieEnergie nur in ganz wenigen Ausnahmefällen genutzt werden kann. Beimanaeroben Abbau wird keine biologische Prozesswärme frei. Das Substratmuss allenfalls auf Gärtemperatur erwärmt werden. Hingegen entstehtBiogas, welches ein hochwertiger Energieträger ist, der zu Strom undWärmeproduktion wie auch zum Antrieb von Motoren eingesetzt werdenkann. Während beim aeroben Abbau netto viel Energie aufgewendetwerden muss, wird beim anaeroben Abbau netto viel Energie zur Nutzungfrei.
Ein zweiter wesentlicher Unterschied betrifft die Abbauprodukte: Beimaeroben Abbau wird neben CO2 und Wasser relativ viel Biomasse gebildet,was zu einem höheren Schlammaufkommen führt als beim anaerobenAbbau. Beim anaeroben Abbau sind die Hauptprodukte das brennbareMethan sowie Kohlendioxyd. Bakterienbiomasse, welche allenfalls alsSchlamm entsorgt werden muss, entsteht anaerob nur wenig.
Ein dritter Unterschied betrifft die am Abbau beteiligten Phasen: Beimaeroben Abbau sind meist drei Phasen beteiligt, nämlich: 1.) die zu einemgrossen Teil festen biogenen Partikel, welche abgebaut werden müssen,2.) die Flüssigkeit, in welcher die Mikroorganismen leben, sowie 3.) dieGasphase, welche den lebensnotwendigen Sauerstoff enthält. Die anaero-ben Bakterien benötigen zum Abbau keine gasförmigen Stoffe als Aus-gangsmaterial; die festen Partikel werden in der flüssigen Phase umgewan-delt, wobei das dabei entstehende Biogas ein Produkt ist, d.h. nicht ein fürden Abbau notwendiges Edukt. In der Regel ist ein Zweiphasenprozessspürbar einfacher zu steuern als ein Dreiphasenprozess.
Ein letzter Unterschied besteht wahrscheinlich noch im technischenAufwand: Da für die Vergärung isolierte, gasdichte Behälter sowie Infra-struktur für die Gasverwertung notwendig sind, ist der technische Aufwandtendenziell grösser als bei Anlagen für den aeroben Abbau. Andererseitswird besonders bei der Behandlung von festen Abfällen für den anaerobenAbbau deutlich weniger Platz beansprucht, was sich positiv auf die Investi-tionskosten auswirkt.
Generell kann gesagt werden, dass speziell auch dann anaerobe Technikengewählt werden sollten, wenn grosses Gewicht auf die Volumenreduktionder Reststoffe sowie auf die Erzeugung und Nutzung von erneuerbarerEnergie gelegt werden soll.
PACER 11
Vergärbare Abfälle und Abwässer
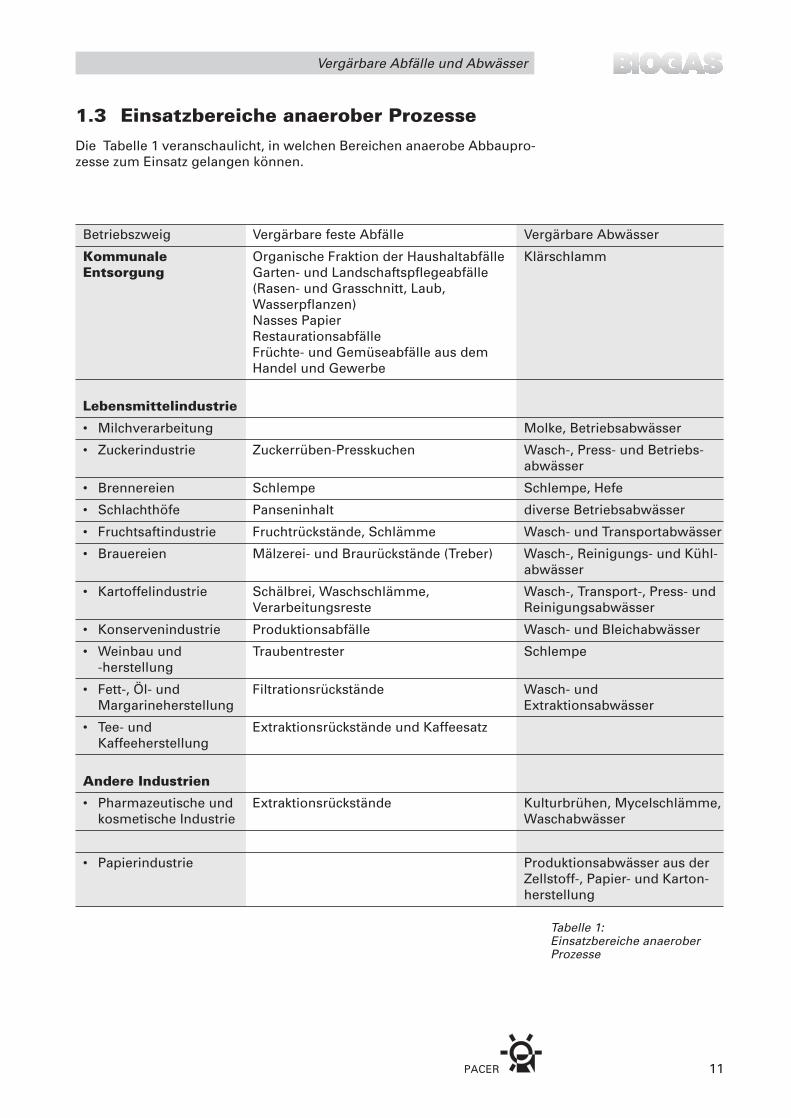
1.3 Einsatzbereiche anaerober ProzesseDie Tabelle 1 veranschaulicht, in welchen Bereichen anaerobe Abbaupro-zesse zum Einsatz gelangen können.
Betriebszweig Vergärbare feste Abfälle Vergärbare Abwässer
Kommunale Organische Fraktion der Haushaltabfälle KlärschlammEntsorgung Garten- und Landschaftspflegeabfälle
(Rasen- und Grasschnitt, Laub,Wasserpflanzen)Nasses PapierRestaurationsabfälleFrüchte- und Gemüseabfälle aus demHandel und Gewerbe
Lebensmittelindustrie
• Milchverarbeitung Molke, Betriebsabwässer
• Zuckerindustrie Zuckerrüben-Presskuchen Wasch-, Press- und Betriebs-abwässer
• Brennereien Schlempe Schlempe, Hefe
• Schlachthöfe Panseninhalt diverse Betriebsabwässer
• Fruchtsaftindustrie Fruchtrückstände, Schlämme Wasch- und Transportabwässer
• Brauereien Mälzerei- und Braurückstände (Treber) Wasch-, Reinigungs- und Kühl-abwässer
• Kartoffelindustrie Schälbrei, Waschschlämme, Wasch-, Transport-, Press- undVerarbeitungsreste Reinigungsabwässer
• Konservenindustrie Produktionsabfälle Wasch- und Bleichabwässer
• Weinbau und Traubentrester Schlempe-herstellung
• Fett-, Öl- und Filtrationsrückstände Wasch- undMargarineherstellung Extraktionsabwässer
• Tee- und Extraktionsrückstände und KaffeesatzKaffeeherstellung
Andere Industrien
• Pharmazeutische und Extraktionsrückstände Kulturbrühen, Mycelschlämme,kosmetische Industrie Waschabwässer
• Papierindustrie Produktionsabwässer aus derZellstoff-, Papier- und Karton-herstellung
Tabelle 1:Einsatzbereiche anaeroberProzesse
PACER12
Vergärbare Abfälle und Abwässer
Auf Grund einer Reihe von Beurteilungskriterien kann beurteilt werden,ob ein Abwasser oder ein Abfall sinnvoll vergoren werden kann. Es handeltsich in erster Näherung um folgende Einflussgrössen, welche weiter hintenim Buch noch im Detail besprochen werden:
Die Temperatur des Ausgangsmaterials spielt insofern eine Rolle, alsGäranlagen normalerweise bei rund 35 °C, unter Umständen sogar bei rund57 °C betrieben werden. Sofern die Abfälle und Abwässer bereits auf einemhohen Temperaturniveau anfallen, ist dies natürlich vorteilhaft. Für dasAufheizen kalt anfallender Abwässer oder Abfälle muss ein entsprechenderTeil der erzeugten Energiemenge eingesetzt werden. Die biogenen Aus-gangsmaterialien sollten, damit der bakterielle Gärprozess optimal ablau-fen kann, genügend Nährstoffe und Spurenelemente aufweisen. Allge-mein wird ein Verhältnis von C : N : P von etwa 100–200 : 4 : 1 empfohlen.Weitere Elemente, wie Na, K und Ca, sowie Spurenelemente, wie Fe, Zn, Cu,Mg usw., beeinflussen den Abbauvorgang.
Die Konzentration der organischen Inhaltsstoffe, ausgedrückt alsFracht in Form von CSB (chemischem Sauerstoffbedarf) oder OS (organi-scher Substanz; vgl. unten), beeinflusst die Verfahrenswahl wesentlich:Anaerobe Bakterien bevorzugen hohe Substratkonzentrationen, wo sie sichmit relativ wenig (energetischem) Aufwand mit Nahrung versorgen kön-nen. Anaerobe Prozesse eignen sich daher speziell für mittel- und hochbe-lastete Substrate mit (sehr) hohen CSB-Konzentrationen zwischen einigenund einigen Dutzend Gramm pro Liter. Unterhalb von 2 g/l werden vorteil-haft aerobe Mikroorganismen eingesetzt. Aerobe Prozesse können daherspeziell gut zur Nachreinigung anaerob vorgereinigter Substrate eingesetztwerden.
Ein wichtiger Punkt für die Verfahrenswahl ist der Gehalt an suspendiertenFeststoffen. Generell kann gesagt werden, dass bei mehr als 10% suspen-dierten Feststoffen anaerobe Hochleistungsprozesse zur Flüssigvergärungnur noch sehr beschränkt zum Einsatz kommen können. Substrate mithöheren Feststoffgehalten werden vorteilhaft konventionell vergoren, d.h.bei relativ langer Verweilzeit im Fermenter und entsprechend niedrigererFaulraumbelastung behandelt.
Ebenfalls zu beachten ist der Gehalt an potentiellen Hemmstoffen, welcheunter Umständen in gewissen Industrieabwässern vorkommen könnenund welche entweder eine entsprechende Adaptation der Bakterien und/oder eine Vorbehandlung des Abwassers erfordern.
Bei der Vergärung fester biogener Abfälle ist der Trockensubstanzge-halt wichtig: Gärprozesse sind besonders interessant bei Feststoffgehaltenzwischen rund 25 und 35% Trockensubstanzgehalt. Zu beachten ist, dassstark lignifizierte Substrate anaerob nicht oder nur unbedeutend abgebautwerden. Substrate mit mehr als 40% Trockensubstanzgehalt sind für dieVergärung zu trocken und müssen entsprechend befeuchtet werden.
PACER 13
Gärtechnik
2 Gärtechnik
2.1 Biologische Grundlagen 15
2.2 Betriebs- und Messgrössen 17
2.3 Abfälle und Abwässer aus Industrie und Gemeinde 22
2.4 Gärsysteme 24
2.5 Dimensionierungsgrössen 32
2.6 Komponenten des Fermenters 39
2.7 Vor- und Nachbehandlung 42
2.8 Inbetriebnahme 47
2.9 Überwachung des Gärprozesses 49

PACER 15
Gärtechnik
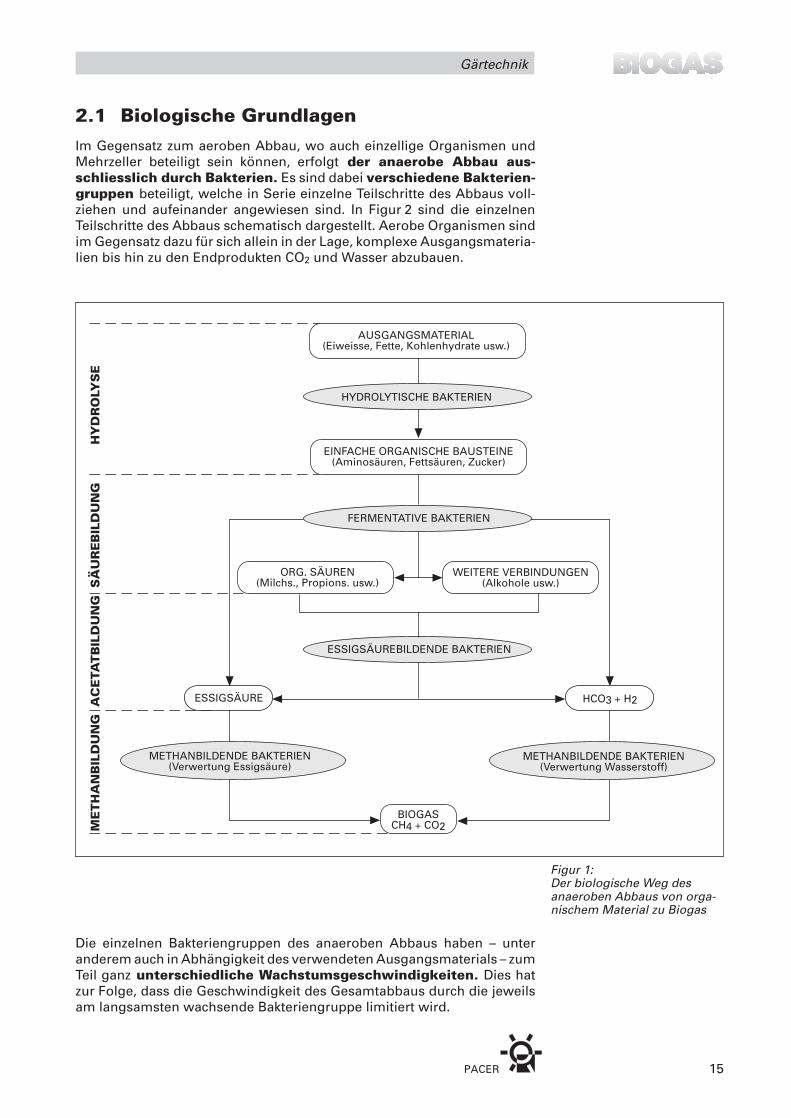
2.1 Biologische GrundlagenIm Gegensatz zum aeroben Abbau, wo auch einzellige Organismen undMehrzeller beteiligt sein können, erfolgt der anaerobe Abbau aus-schliesslich durch Bakterien. Es sind dabei verschiedene Bakterien-gruppen beteiligt, welche in Serie einzelne Teilschritte des Abbaus voll-ziehen und aufeinander angewiesen sind. In Figur 2 sind die einzelnenTeilschritte des Abbaus schematisch dargestellt. Aerobe Organismen sindim Gegensatz dazu für sich allein in der Lage, komplexe Ausgangsmateria-lien bis hin zu den Endprodukten CO2 und Wasser abzubauen.
Die einzelnen Bakteriengruppen des anaeroben Abbaus haben – unteranderem auch in Abhängigkeit des verwendeten Ausgangsmaterials – zumTeil ganz unterschiedliche Wachstumsgeschwindigkeiten. Dies hatzur Folge, dass die Geschwindigkeit des Gesamtabbaus durch die jeweilsam langsamsten wachsende Bakteriengruppe limitiert wird.
Figur 1:Der biologische Weg desanaeroben Abbaus von orga-nischem Material zu Biogas
ME
TH
AN
BIL
DU
NG
AC
ETA
TB
ILD
UN
GS
ÄU
RE
BIL
DU
NG
HY
DR
OLY
SE
AUSGANGSMATERIAL(Eiweisse, Fette, Kohlenhydrate usw.)
HYDROLYTISCHE BAKTERIEN
EINFACHE ORGANISCHE BAUSTEINE(Aminosäuren, Fettsäuren, Zucker)
FERMENTATIVE BAKTERIEN
ORG. SÄUREN(Milchs., Propions. usw.)
WEITERE VERBINDUNGEN(Alkohole usw.)
ESSIGSÄUREBILDENDE BAKTERIEN
ESSIGSÄURE HCO3 + H2
BIOGASCH4 + CO2
METHANBILDENDE BAKTERIEN(Verwertung Essigsäure)
METHANBILDENDE BAKTERIEN(Verwertung Wasserstoff)
PACER16
Gärtechnik
Wie in Figur 2 dargestellt, werden in einem ersten Schritt, oft auch Hydro-lyse genannt, polymere und komplexe Moleküle durch hydrolytische undfermentative Bakterien in eine ganze Reihe niedermolekularer Verbindun-gen umgewandelt (Monomere, niedere Fettsäuren, Milchsäure, Alkoholeusw.). Die prozentuale Zusammensetzung dieser Zwischenprodukte wirdbeeinflusst durch den Wasserstoffpartialdruck: Bei tiefen Wasserstoff-konzentrationen wird bereits jetzt viel Essigsäure gebildet, während einhöherer Partialdruck die Bildung von Propion-, Butter- und Milchsäuresowie Aethanol bewirkt.
In einem zweiten Schritt, der sogenannten Essigsäurebildung, werdendie Reaktionsprodukte der ersten Gruppe in die Vorläuferstoffe von Biogas,nämlich in Essigsäure, CO2 und Wasserstoff, umgewandelt. Dem Wasser-stoff kommt bei dieser Reaktion eine Schlüsselrolle zu, denn nur bei sehrtiefen Wasserstoffpartialdrucken können beispielsweise Reaktionsproduk-te wie Propion- oder Buttersäure noch mit einem kleinen Energiegewinn inEssigsäure umgewandelt werden.
In der nun folgenden dritten Stufe, der Methanbildung, entsteht durch dieeigentlichen Methanbakterien das Biogas. Rund 70% des Biogases wirddurch die Spaltung von Essigsäure in CO2 und CH4 gebildet; rund 30%entsteht durch die Verbindung von Wasserstoff und CO2 zu CH4 und Wasser.Die Methanbildung ist sehr eng an den Abbau von Propionsäure geknüpft,da die Methanbildner dafür sorgen müssen, dass der Wasserstoffpartial-druck nicht zu hoch wird, indem sie den Wasserstoff laufend zu Methanumsetzen. Alle Methanbildner können aus H2 und CO2 Biogas erzeugen. DieBildung von Biogas aus Essigsäure ist energetisch ungünstiger; sie kanndaher nur von einem Teil der methanbildenden Bakterien bewerkstelligtwerden. Trotzdem entsteht der grössere Teil des Biogases aus Essigsäure.
Alle drei erwähnten Prozesse laufen in einer Biogasanlage gleichzeitig,jedoch oft nicht mit gleicher Geschwindigkeit, ab. Der geschwindigkeits-bestimmende Schritt der Biogasbildung ist normalerweise die Hydro-lyse. Speziell Zellulose und Hemizellulose, welche in biogenen Abfällennormalerweise recht häufig vorkommen, sind durch die Bakterien nurlangsam zu hydrolysieren. Sofern grosse Mengen an leicht abbaubarenVerbindungen vorliegen, wie beispielsweise in gewissen Abwässern vonBrennereien oder Molkereien sowie in gewissen Küchenabfällen, kann dieMethanbildung zum geschwindigkeitsbestimmenden Schritt werden, dasich die Säurebildner in diesem Fall relativ rasch vermehren. Es ist danndarauf zu achten, dass nicht zuviel Material in den Reaktor gegeben wird, dasonst durch die hydrolytischen Bakterien ein Übermass an Säuren produ-ziert wird, welche den pH-Wert auf eine ungünstige Grösse absinken lassen.Durch diese Versauerung wird die Methanbildung verlangsamt, was zueiner zusätzlichen Anhäufung von Säuren führt; dies bewirkt schliesslich,dass der Prozess zum Erliegen kommt. Im Falle von solchen Wachstumsstö-rungen muss normalerweise die Zufuhr von Frischmaterial vorübergehendeingestellt oder zumindest reduziert werden. (Daher ist speziell bei sehrleicht abbaubaren Substraten ein By-Pass um den Fermenter vorteilhaft.)
Der Holzbestandteil Lignin ist durch anaerobe Bakterien nicht abbaubar.Neben Lignin jedoch bestehen nur sehr wenige organische Verbindungen,welche dem anaeroben Abbau nicht zugänglich sind.

PACER 17
Gärtechnik
2.2 Betriebs- und Messgrössen
Temperatur
Weil die anaeroben Bakterien mit nur sehr wenig Betriebsenergie auskom-men müssen, wird beim anaeroben Abbau keine Wärme frei. HöhereTemperaturen ermöglichen jedoch generell schnellere Abbauzeiten. Manunterscheidet psychrophile Bakterien, welche in einem Temperatur-bereich bis etwa 25 °C gedeihen, mesophile Bakterien, welche ein Tempe-raturoptimum um rund 35␣ °C aufweisen und thermophile Stämme, wel-che ein Optimum um rund 57 °C besitzen. Obwohl auch am Seegrund bei4 °C anaerobe Abbauprozesse ablaufen, kommen so tiefe Temperaturen fürtechnische Prozesse nicht in Frage, da die Abbauvorgänge dort äusserstlangsam ablaufen. Zwischen den beiden Optima der mesophilen undthermophilen Bakterienstämme besteht bei rund 45␣ °C ein Temperatur-bereich, wo die Abbauprozesse ebenfalls ungünstig verlaufen.
Für technische Prozesse werden vor allem mesophile und thermophileStämme eingesetzt. Da beim Prozess keine Wärme entsteht, muss dasSubstrat auf Gärtemperatur aufgeheizt werden. Die Wahl des Tempera-turbereichs hängt unter anderem davon ab, wie hoch der Wassergehalt desSubstrats ist. Wenn das Substrat kühl ist und viel Wasser – welches keinBiogas liefert – enthält, ist eine hohe Gärtemperatur nicht sinnvoll, da sonstein zu grosser Anteil des produzierten Gases als Prozessenergie aufgewen-det werden muss. Für feste Abfälle hingegen, welche relativ wenig Wasseraufweisen, kann der thermophile Abbau vorteilhaft sein, insbesondereauch, weil bei thermophiler Temperatur Krankheitserreger und Unkraut-samen besser vernichtet werden. Für dünne Substrate kann ein thermo-philer Prozess beispielsweise dann interessant sein, wenn ein industriellesAbwasser bereits auf einem sehr hohen Temperaturniveau anfällt. InTabelle 2 sind einige Vor- und Nachteile mesophiler und thermophilerVergärung aufgelistet.
Mesophile Vergärung
kleinerer Wasserdampfgehalt des Gases
weniger CO2 im Gas (da CO2 besser in derFlüssigkeit gelöst bleibt)
in der Regel bessere Energiebilanz
grössere Vielfalt der Organismen
und daher grössere Stabilität der Biozönose
Möglichkeiten, Niedertemperaturabwärmezur Prozessheizung einzusetzen
Thermophile Vergärung
schnellere Wachstumsraten
daher kürzere Verweilzeit
bessere Abtötung von pathogenen Keimen
Reduktion des Schlammvolumens
schlechtere Löslichkeit von Sauerstoff imSubstrat
daher schnelles Erreichen anaerober Bedingun-gen
pH und Alkalinität
Der optimale pH-Bereich für die Methanbildung liegt zwischen rund 7 und7.5. Biogas kann auch noch knapp unter- und oberhalb dieses Bereichesgebildet werden. Bei den einstufigen Verfahren (vgl. weiter unten) stellt sichin der Regel automatisch ein pH-Wert im optimalen Bereich ein, da dieBakteriengruppen ein selbstregulierendes System bilden. Beim Zweistu-fen-Prozess ist der pH-Wert in der Hydrolysestufe normalerweise zwischen
Tabelle 2:Vorteile von mesophiler undthermophiler Vergärung
PACER18
Gärtechnik
5 und 6.5, da die säurebildenden Bakterien in diesem Bereich ihr Optimumaufweisen. Bei einem pH-Wert von rund 4.5 hemmen die hydrolytischenund säurebildenden Bakterien ihr eigenes Wachstum durch ihre eigenenAusscheidungsprodukte. Der pH-Wert wird in der methanogenen Stufenormalerweise dank der Pufferkapazität des Mediums wieder in den neutra-len Bereich angehoben.
Ein Absinken des pH-Wertes führt zu einem Aufschauklungsprozess:Weil bei tieferen pH-Werten die methanogenen Bakterien nicht mehr arbei-ten können, häufen sich Säuren zusätzlich an, was zu einem weiterenAbsinken des pH-Wertes führt. Der Reaktor versauert dann. Sobald ersteZeichen einer Versauerung sichtbar werden (Ansteigen der Propionsäure-konzentration usw.), muss die Substratzufuhr gedrosselt oder eingestelltwerden, um den methanogenen Bakterien zu ermöglichen, zunächst einmaldie bereits vorhandenen Säuren abzubauen und so wieder günstigereLebensbedingungen zu schaffen.
Durch das beim Abbau freigesetzte CO2 wird der pH-Wert im Neutralbereichgepuffert: Das CO2 ist im Gleichgewicht mit Hydrogencarbonat, welches inKonzentrationen von 2.5 bis 5 g/l stark puffernd wirkt. Konzentrationen vonweniger als 1.5 g/l Hydrogencarbonat führen normalerweise zu einemAbsinken des pH-Wertes.
Redoxpotential
Lebensprozesse sind immer mit Redoxreaktionen verbunden. Für dasGedeihen von Methanbakterien sind tiefe Redoxpotentiale erforderlich;bei Reinkulturen sind Potentiale von –300 bis –330 Millivolt optimal. Ineinem Fermenter können die Potentiale jedoch deutlich höher sein (imExtremfall bis zu maximal 0 Millivolt). Um tiefe Potentiale zu gewährleisten,ist es sinnvoll, dem Fermenter möglichst wenig Oxydationsmittel zuzufüh-ren. Neben Sauerstoff sind dies insbesondere Sulfate, Nitrate und Nitrite.
Hemmstoffgehalt
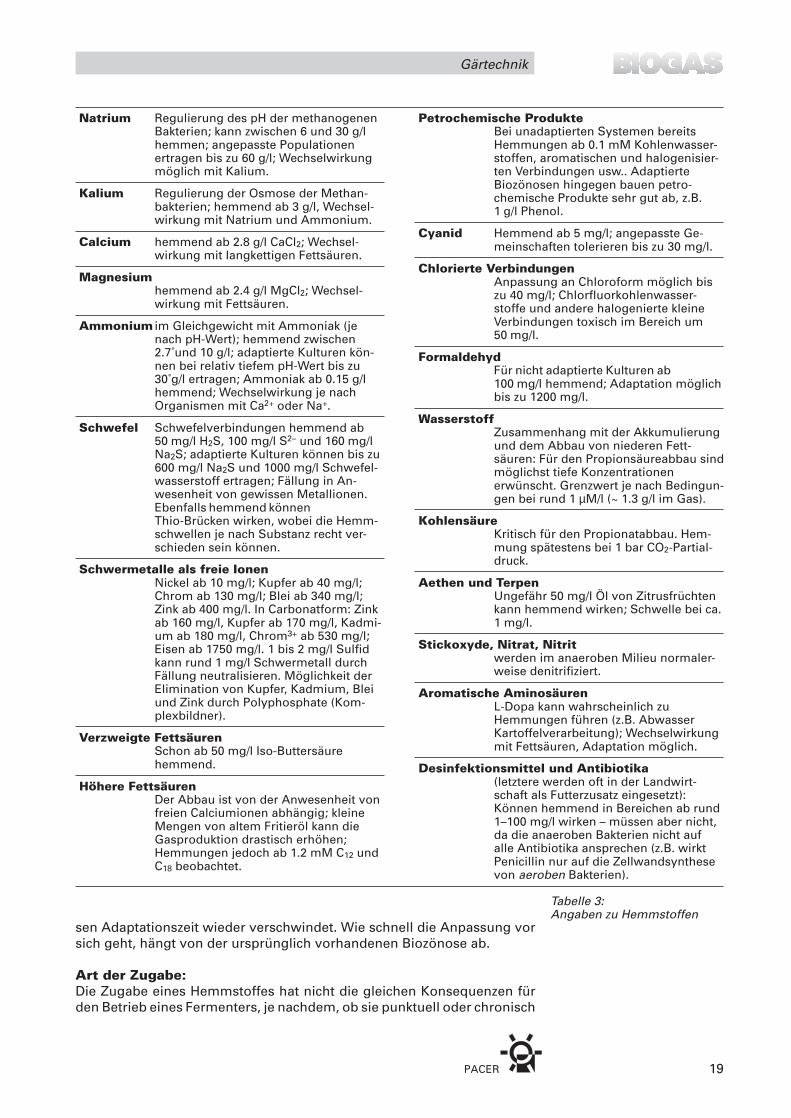
In seltenen Fällen können gewisse Substanzen für den Gärprozess hem-mend wirken. Die Hemmung ist abhängig von der Konzentration des oderder Hemmstoffe, der Zusammensetzung des Ausgangsmaterials sowie derAnpassung der Bakterien an den Hemmstoff. In Tabelle 3 sind Hemmstoffeund deren kritische Konzentrationen zusammengefasst.
Über die maximal zulässigen Konzentrationen von toxischen Stoffenwurden sehr viele, zum Teil sehr widersprüchliche Daten publiziert. Unter-schiedliche Beobachtungen können darauf zurückgeführt werden, dasssich unterschiedliche Bakterienpopulationen unterschiedlich gut an einzel-ne Hemmstoffe anpassen können. Je nach Fermentertyp, Fahrweise undWechselwirkungen mit anderen Inhaltsstoffen der Substrate können unter-schiedliche Grenzkonzentrationen beobachtet werden. In diesem Sinn hatTabelle 3 nur indikativen Charakter. Es ist sinnvoll, folgende Überlegungenzu berücksichtigen:
Adaptationszeit:Wie alle Lebewesen sind auch die anaeroben Bakterien sensibel auf gewis-se hemmende Stoffe. Der überwiegende Teil dieser Hemmstoffe jedochzeigt normalerweise nur eine reversible Wirkung, welche nach einer gewis-
PACER 19
Gärtechnik
Natrium Regulierung des pH der methanogenenBakterien; kann zwischen 6 und 30 g/lhemmen; angepasste Populationenertragen bis zu 60 g/l; Wechselwirkungmöglich mit Kalium.
Kalium Regulierung der Osmose der Methan-bakterien; hemmend ab 3 g/l, Wechsel-wirkung mit Natrium und Ammonium.
Calcium hemmend ab 2.8 g/l CaCl2; Wechsel-wirkung mit langkettigen Fettsäuren.
Magnesiumhemmend ab 2.4 g/l MgCl2; Wechsel-wirkung mit Fettsäuren.
Ammonium im Gleichgewicht mit Ammoniak (jenach pH-Wert); hemmend zwischen2.7␣ und 10 g/l; adaptierte Kulturen kön-nen bei relativ tiefem pH-Wert bis zu30␣ g/l ertragen; Ammoniak ab 0.15 g/lhemmend; Wechselwirkung je nachOrganismen mit Ca2+ oder Na+.
Schwefel Schwefelverbindungen hemmend ab50 mg/l H2S, 100 mg/l S2– und 160 mg/lNa2S; adaptierte Kulturen können bis zu600 mg/l Na2S und 1000 mg/l Schwefel-wasserstoff ertragen; Fällung in An-wesenheit von gewissen Metallionen.Ebenfalls hemmend können Thio-Brücken wirken, wobei die Hemm-schwellen je nach Substanz recht ver-schieden sein können.
Schwermetalle als freie IonenNickel ab 10 mg/l; Kupfer ab 40 mg/l;Chrom ab 130 mg/l; Blei ab 340 mg/l;Zink ab 400 mg/l. In Carbonatform: Zinkab 160 mg/l, Kupfer ab 170 mg/l, Kadmi-um ab 180 mg/l, Chrom3+ ab 530 mg/l;Eisen ab 1750 mg/l. 1 bis 2 mg/l Sulfidkann rund 1 mg/l Schwermetall durchFällung neutralisieren. Möglichkeit derElimination von Kupfer, Kadmium, Bleiund Zink durch Polyphosphate (Kom-plexbildner).
Verzweigte FettsäurenSchon ab 50 mg/l Iso-Buttersäurehemmend.
Höhere FettsäurenDer Abbau ist von der Anwesenheit vonfreien Calciumionen abhängig; kleineMengen von altem Fritieröl kann dieGasproduktion drastisch erhöhen;Hemmungen jedoch ab 1.2 mM C12 undC18 beobachtet.
Petrochemische ProdukteBei unadaptierten Systemen bereitsHemmungen ab 0.1 mM Kohlenwasser-stoffen, aromatischen und halogenisier-ten Verbindungen usw.. AdaptierteBiozönosen hingegen bauen petro-chemische Produkte sehr gut ab, z.B.1 g/l Phenol.
Cyanid Hemmend ab 5 mg/l; angepasste Ge-meinschaften tolerieren bis zu 30 mg/l.
Chlorierte VerbindungenAnpassung an Chloroform möglich biszu 40 mg/l; Chlorfluorkohlenwasser-stoffe und andere halogenierte kleineVerbindungen toxisch im Bereich um50 mg/l.
FormaldehydFür nicht adaptierte Kulturen ab 100 mg/l hemmend; Adaptation möglichbis zu 1200 mg/l.
WasserstoffZusammenhang mit der Akkumulierungund dem Abbau von niederen Fett-säuren: Für den Propionsäureabbau sindmöglichst tiefe Konzentrationenerwünscht. Grenzwert je nach Bedingun-gen bei rund 1 µM/l (~ 1.3 g/l im Gas).
KohlensäureKritisch für den Propionatabbau. Hem-mung spätestens bei 1 bar CO2-Partial-druck.
Aethen und TerpenUngefähr 50 mg/l Öl von Zitrusfrüchtenkann hemmend wirken; Schwelle bei ca.1 mg/l.
Stickoxyde, Nitrat, Nitritwerden im anaeroben Milieu normaler-weise denitrifiziert.
Aromatische AminosäurenL-Dopa kann wahrscheinlich zuHemmungen führen (z.B. AbwasserKartoffelverarbeitung); Wechselwirkungmit Fettsäuren, Adaptation möglich.
Desinfektionsmittel und Antibiotika(letztere werden oft in der Landwirt-schaft als Futterzusatz eingesetzt):Können hemmend in Bereichen ab rund1–100 mg/l wirken – müssen aber nicht,da die anaeroben Bakterien nicht aufalle Antibiotika ansprechen (z.B. wirktPenicillin nur auf die Zellwandsynthesevon aeroben Bakterien).
Tabelle 3:Angaben zu Hemmstoffen
sen Adaptationszeit wieder verschwindet. Wie schnell die Anpassung vorsich geht, hängt von der ursprünglich vorhandenen Biozönose ab.
Art der Zugabe:Die Zugabe eines Hemmstoffes hat nicht die gleichen Konsequenzen fürden Betrieb eines Fermenters, je nachdem, ob sie punktuell oder chronisch
PACER20
Gärtechnik
erfolgt. Bei einer unter Umständen zufälligen, punktuellen Art der Zugabeentsteht nur dann ein irreversibler Schaden, wenn die Expositionszeitgenügend lang und die Konzentrationen genügend hoch waren.
Fermentertyp:Fermenter mit zurückgehaltener Biomasse (Filter, UASB usw.) sind imallgemeinen weniger anfällig auf toxische Substanzen als konventionelleFermenter, welche eine kleinere Biomassekonzentration aufweisen. Kon-ventionelle, vollständig durchmischte Reaktoren weisen andererseits einelängere hydraulische Verweilzeit auf, was zur Folge hat, dass Giftstössestärker verdünnt werden und so weniger Wirkung zeigen. Bei immobilisier-ter Biomasse dringt die Giftwirkung normalerweise bei kurzer Expositionnicht bis in die Tiefen der Bakterienagglomerate.
Antagonismen/Synergismen:Die Wirkung verschiedener Hemmstoffe wird durch die Anwesenheit vonanderen Komponenten, d.h. durch antagonistische oder synergistischeEffekte beeinflusst. So hängt beispielsweise die hemmende Wirkung vonSchwermetallen davon ab, welche Anionen gleichzeitig vorhanden sind, dagegebenenfalls die Metalle ausgefällt oder in Komplexen gebunden wer-den können. Metalle werden etwa in Anwesenheit von Schwefelwasser-stoff ausgefällt. Zu hohe Sulfid-Ionenkonzentrationen andererseits könnenje nach Temperatur und pH-Wert selbst wieder toxisch wirken. Die Reduk-tion eines Schadstoffes durch Zugabe eines antagonistisch wirkendenStoffes kann daher infolge verschiedener Wechselbeziehungen nicht sehreinfach sein.
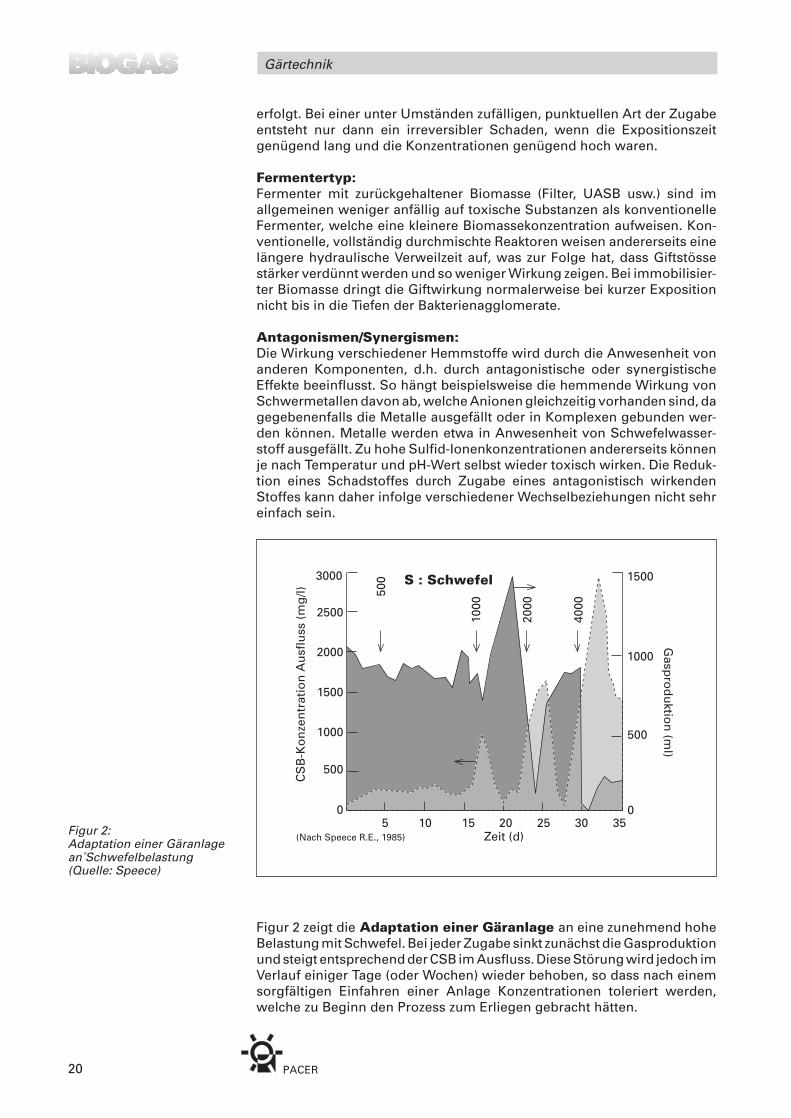
Figur 2:Adaptation einer Gäranlagean␣ Schwefelbelastung(Quelle: Speece)
Figur 2 zeigt die Adaptation einer Gäranlage an eine zunehmend hoheBelastung mit Schwefel. Bei jeder Zugabe sinkt zunächst die Gasproduktionund steigt entsprechend der CSB im Ausfluss. Diese Störung wird jedoch imVerlauf einiger Tage (oder Wochen) wieder behoben, so dass nach einemsorgfältigen Einfahren einer Anlage Konzentrationen toleriert werden,welche zu Beginn den Prozess zum Erliegen gebracht hätten.
3000
2500
2000
1500
1000
500
05 10 15 20 25 30 35
0
500
1500
1000
500
1000
2000
4000
S : Schwefel
CS
B-K
on
zen
trat
ion
Au
sflu
ss (
mg
/l)
Gasp
rod
uktio
n (m
l)
Zeit (d)(Nach Speece R.E., 1985)
PACER 21
Gärtechnik
Ganz allgemein kann festgehalten werden, dass anaerobe Prozessegegenüber Hemmstoffen relativ unempfindlich sind und dass in einemgrossen Teil der Fälle eine Anpassung auch an ursprünglich toxischeKonzentrationen möglich ist.
Gaszusammensetzung:
Die Gaszusammensetzung, das heisst in erster Linie das Verhältnis vonKohlendioxyd und Methan, ist nur bedingt beeinflussbar: der Methan-gehalt hängt ab von:
• der Zusammensetzung des Ausgangsmaterials: fettreiches Mate-rial gibt – sofern es nicht in allzu grossen Mengen vorhanden ist – proMasse beispielsweise mehr und besseres Gas als Kohlenhydrate oderEiweisse. Leicht abbaubare Komponenten müssen für den Abbau mög-lichst zugänglich sein: wenn sie in Ligninstrukturen eingebettet sind,kann die Art des Substrataufschlusses eine Rolle spielen (Zerreissen undZerfasern ist in der Regel besser als Zerschneiden usw.).
• dem Wassergehalt des Gärguts: je dünnflüssiger der Fermenterinhaltist, desto mehr CO2 wird im Wasser gelöst, d.h. desto mehr Methan ist imBiogas.
• der Gärtemperatur: je höher die Gärtemperatur, desto weniger CO2
wird im Wasser gelöst, d.h. der CO2-Anteil im Gas steigt bei einerallerdings grösseren totalen Gasmenge infolge von zusätzlichem CO2.
• dem Druck im Fermenter: je höher der Druck, desto mehr CO2 wird imWasser gelöst, d.h. desto besser das Biogas; es könnte sich auf dieGasqualität leicht positiv auswirken, wenn Material vom Fermenter-grund ausgetragen wird und so etwas mehr CO2 mit dem Austrag nachaussen gelangt.
• der Aufenthaltszeit: je länger die Aufenthaltszeit, desto besser erfolgtder Abbau. In späten Abbauphasen, wenn die (v.a. CO2 freisetzende)Hydrolyse abklingt, entsteht überproportional viel Methan, d.h. deutlichbesseres Biogas.
• der Aufenthaltszeitverteilung: je besser das Pfropfstromverhalten,desto kleiner ist die Gefahr, dass ein Teil des Materials nur die CO2-bildende Hydrolyse durchläuft und dann als unabgebaute Fettsäurenausgetragen wird, bevor das Methan entstanden ist; d.h. je besser dasPfropfstromverhalten, desto besser die Gasqualität.
• der Animpfung: je besser und homogener das eintretende Materialbereits angeimpft wird, desto schneller beginnt der Gärprozess überall,d.h. desto besser wird der Abbau und desto besser wird damit dieGasqualität mit der Methanbildung in der zweiten Phase des Prozesses.Es ist zu bedenken, dass fünf Zentimeter für ein Bakterium eine Weltreisedarstellen können und dass bei der langsamen Verdopplungszeit sehrviel Zeit verstreichen kann, bis im Innern von nicht angeimpften Paketender Gärprozess einsetzt. Ohne Animpfen wird die Verweilzeit, währendwelcher die Gärung effektiv abläuft, speziell bei der Feststoffvergärungdrastisch verkürzt.
PACER22
Gärtechnik
2.3 Abfälle und Abwässer aus Industrie undGemeinde
Während früher die anaerobe Gärung sich vor allem auf dünnflüssigeSubstrate konzentrierte, sind heute auch feste biogene Abfälle der Vergä-rung zugänglich. Unter festen Abfällen versteht man Stoffe mit mehr alsrund 15% Trockensubstanzgehalt. Die Mehrheit dieser organischen Abfälleweist kein freies Wasser auf. Schlämme zwischen rund 6 und 15% Trocken-substanzgehalt enthalten eine mehr oder weniger grosse Menge freienWassers, bzw. grosse Konzentrationen von Feststoffen in Suspension; sieweisen normalerweise eine relativ hohe Viskosität auf und werden alshalbfest bezeichnet, während die eigentlichen Abwässer, d.h. die flüssi-gen Substrate, normalerweise Trockensubstanzgehalte von unter 6% auf-weisen.
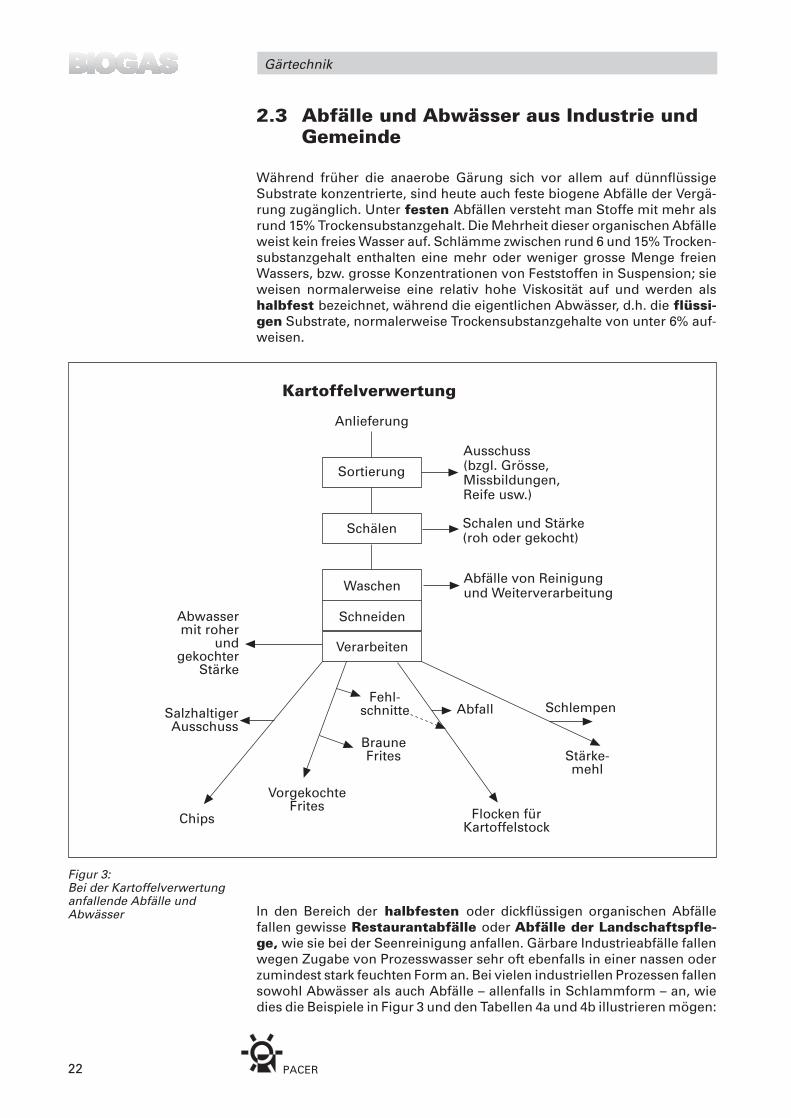
Figur 3:Bei der Kartoffelverwertunganfallende Abfälle undAbwässer In den Bereich der halbfesten oder dickflüssigen organischen Abfälle
fallen gewisse Restaurantabfälle oder Abfälle der Landschaftspfle-ge, wie sie bei der Seenreinigung anfallen. Gärbare Industrieabfälle fallenwegen Zugabe von Prozesswasser sehr oft ebenfalls in einer nassen oderzumindest stark feuchten Form an. Bei vielen industriellen Prozessen fallensowohl Abwässer als auch Abfälle – allenfalls in Schlammform – an, wiedies die Beispiele in Figur 3 und den Tabellen 4a und 4b illustrieren mögen:
Anlieferung
Sortierung
Ausschuss(bzgl. Grösse,Missbildungen,Reife usw.)
Schalen und Stärke(roh oder gekocht)
Abfälle von Reinigungund Weiterverarbeitung
Schälen
Waschen
Schneiden
Verarbeiten
Abwassermit roher
undgekochter
Stärke
SalzhaltigerAusschuss
Chips
VorgekochteFrites
BrauneFrites
Fehl-schnitte Abfall
Flocken fürKartoffelstock
Stärke-mehl
Schlempen
Kartoffelverwertung
PACER 23
Gärtechnik
Abwasser Menge BSB5
Gülle ausgewachsenes Rindvieh und Pferde 15 l/d 15 g/landere 3 l/d
Blut ausgewachsenes Rindvieh und Pferde 20 l/Tier 0.7 g/kg KadaverSchweine, Rinder 5 l/Tier 0.4 g/kg KadaverKälber, Ziegen 1.5 l/Tier 0.4 g/kg Kadaver
Mist und Stroh ausgewachsenes Rindvieh und Pferde 0.17 m3/t 0.5–3.5 g/kg KadaverRinder 0.2 m3/t je nach TransportartSchafe 0.25 m3/t und Infrastruktur
Innereien 0.4 g/kg Kadaver
Kuttlerei (Waschwasser) 6–8 g/kg Kadaver
Waschwasser (von Boden und Material) 2 g/kg Kadaver
Nebenbetriebe Entfernung der Knochen 0.5 g/kgSalzen und Konservieren 10 g/kgBehandlung von Nebenprodukten 5 g/kgWeitere Aktivitäten 5 g/kg
Tabelle 4b:Organisch belastete Abwäs-ser, welche beim Schlacht-betrieb anfallen
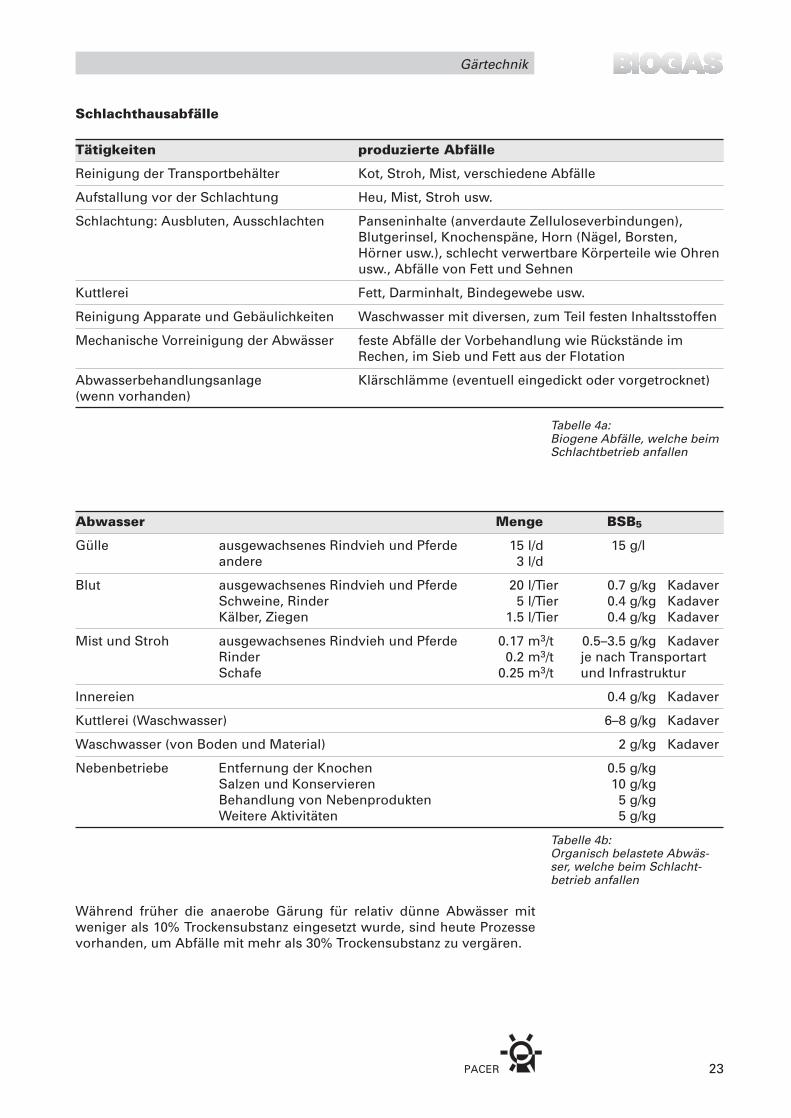
Während früher die anaerobe Gärung für relativ dünne Abwässer mitweniger als 10% Trockensubstanz eingesetzt wurde, sind heute Prozessevorhanden, um Abfälle mit mehr als 30% Trockensubstanz zu vergären.
Tabelle 4a:Biogene Abfälle, welche beimSchlachtbetrieb anfallen
Tätigkeiten produzierte Abfälle
Reinigung der Transportbehälter Kot, Stroh, Mist, verschiedene Abfälle
Aufstallung vor der Schlachtung Heu, Mist, Stroh usw.
Schlachtung: Ausbluten, Ausschlachten Panseninhalte (anverdaute Zelluloseverbindungen),Blutgerinsel, Knochenspäne, Horn (Nägel, Borsten,Hörner usw.), schlecht verwertbare Körperteile wie Ohrenusw., Abfälle von Fett und Sehnen
Kuttlerei Fett, Darminhalt, Bindegewebe usw.
Reinigung Apparate und Gebäulichkeiten Waschwasser mit diversen, zum Teil festen Inhaltsstoffen
Mechanische Vorreinigung der Abwässer feste Abfälle der Vorbehandlung wie Rückstände imRechen, im Sieb und Fett aus der Flotation
Abwasserbehandlungsanlage Klärschlämme (eventuell eingedickt oder vorgetrocknet)(wenn vorhanden)
Schlachthausabfälle
PACER24
Gärtechnik
2.4 GärsystemeDie verfahrenstechnischen Grundlagen der Vergärung wurden bereits inder Publikation «Vergärung von häuslichen Abfällen und Industrieabwäs-sern», PACER-Nr. 724.230d, ausführlich behandelt. In diesem Kapitelwird daher verzichtet, bereits gemachte Angaben zu den Prozessen imDetail zu wiederholen, bzw. alle Verfahrensschemata nochmals abzubilden.Es werden daher nur einige besonders wesentliche Angaben zu den Prozes-sen wiederholt und allenfalls durch einige Zusatzinformationen ergänzt.
Gärprozesse können nach verschiedenen Kriterien eingeteilt werden:
a) nach der Art des Einspeisens von Ausgangsmaterial in den Fermenterb) bei Flüssigprozessen nach der Art des Rückhaltens von aktiver Biomassec) nach der Art des Auftrennens des Prozesses in unter Umständen mehrere
Teilschritte.
Das Substrat kann entweder diskontinuierlich oder (semi)kontinuier-lich zugeführt werden. Im Fall der diskontinuierlichen Einspeisung wird derFermenter einmal gefüllt und nachher bis zum Schluss der Vergärung nichtmehr geöffnet. Man spricht auch vom «Batch-Verfahren». Beim kontinuier-lichen Verfahren wird ständig Frischmaterial zugeführt und dieselbe Mengevergorenen Materials dem Fermenter entnommen. Speziell bei festenAbfällen, welche beispielsweise tagsüber aufbereitet werden müssen, oderbei unregelmässig anfallenden Abwässern ist es möglich, dass das Frisch-material nicht rund um die Uhr kontinuierlich eingespiesen wird. Manspricht dann vom semikontinuierlichen Betrieb.
Bei Abwässern sind verschiedene Möglichkeiten gegeben, die aktiveBiomasse im Fermenter zu erhöhen: Eine einfache Methode ist, dieausgetragenen Bakterien zu sedimentieren und den Bakterienschlammwieder in den Fermenter zurückzuführen (sogenannte Kontaktreakto-ren). Im Fermenter selbst können Materialien mit grosser Oberfläche alsWachstumsfläche für Bakterien angebracht werden. Ebenfalls ist es mög-lich, suspendierte Bakterienagglomerate im Fermenter zurückzuhalten.
Unter gewissen Umständen kann es interessant sein, biologische Stufenräumlich voneinander zu trennen. Wenn die Hydrolyse und Säurebildungin einem anderen Behälter ablaufen als die eigentliche Methanisierung,spricht man von einem Zweistufenprozess. Die Hydrolysestufe ist dann sodimensioniert, dass die Aufenthaltszeit genügend gross ist, um das Wachs-tum der hydrolytischen und säurebildenden Bakterien zu ermöglichen. Beileicht hydrolysierbaren organischen Substraten läuft die Hydrolyse genü-gend rasch ab, so dass sich die Methanisierung in der ersten Stufe nichtentwickeln kann (Auswaschung der Methanbildner).
Wenn zur Hydrolyse des Ausgangsmaterials mehr als 2 bis 3 Tage benötigtwerden, können sich unter Umständen dort auch Methanbildner entwik-keln, und die Trennung der biologischen Stufen ist dann nicht mehrvollständig. In diesen Fällen, d.h. bei langsamer Hydrolyse, ist jedoch derZweistufenprozess aus ökonomischen Überlegungen meistens nicht mehrvorteilhaft.
Ein Zweistufenprozess kann bei festen Abfällen auch mit einem Zwei-phasenprozess gekoppelt werden. In diesem Fall werden die festenAbfälle in einer Hydrolysestufe hydrolysiert. Die säurehaltige Prozessflüs-sigkeit wird danach in einer fest/flüssig-Trennung von der festen Phaseabgetrennt und über einen Hochleistungsreaktor methanisiert. In diesem
PACER 25
Gärtechnik
Fall hat man den Vorteil, dass für die flüssige Phase ein Hochleistungspro-zess mit erhöhter Biomassekonzentration eingesetzt werden kann, wäh-rend die feste Phase in der Regel innerhalb von wenigen Tagen hydrolysiertwird.
Im Fall einer Rührkesselkaskade werden mehrere Fermenter in Seriehintereinander geschaltet. In diesem Fall hat man in der Regel keineeindeutige Trennung der biologischen Stufen, obwohl die hydrolytischeAktivität im ersten Fermenter wahrscheinlich etwas grösser ist, als in denfolgenden. Rührkesselkaskaden haben den Vorteil, dass die Wahrschein-lichkeit klein ist, frisch zugeführtes Material gleich wieder auszutragen.Diese Gefahr besteht in konventionellen, voll durchmischten, einzeln paral-lel geschalteten Rührkesseln.
Kurzschlüsse zwischen Ein- und Austrittsöffnung können auch durchPfropfstromreaktoren weitgehend verhindert werden: In diesem Fall hatder Reaktor eine längliche Form und das Frischmaterial tritt an einerStirnseite ein, bzw. an der gegenüberliegenden Stirnseite aus. Während derWanderung durch den Fermenter durchläuft das Frischmaterial die ver-schiedenen Stufen des biologischen anaeroben Abbaus.
Verfahren zur Behandlung von Abwässern
Konventionelle Fermenter sind normalerweise voll durchmischt. MitVorrichtungen zur Durchmischung, wie mechanischen Rührwerken oderLanzen zur Einpressung von Gas, wird der Reaktorinhalt ständig oder nachIntervallen in Bewegung gehalten. Dies bewirkt, dass die Bakterien inSuspension gehalten sind und damit natürlich auch mit dem austretendenMaterial ausgetragen werden. Die hydraulische Aufenthaltszeit im Reaktormuss daher so gewählt werden, dass genügend Zeit für die Reproduktionder Bakterien vorhanden ist (bei zu kurzer Aufenthaltszeit werden mehrBakterien ausgewaschen, als nachwachsen können). Voll durchmischteReaktoren werden vor allem als Faultürme in Kläranlagen oder als landwirt-schaftliche Biogasanlagen mit Aufenthaltszeiten im Bereich von 20 Tageneingesetzt.
Beim Kontaktprozess folgt dem Fermenter eine Sedimentationsstufe, woBakterienbiomasse von der Flüssigkeit abgetrennt und wieder in denFermenter zurückgeführt wird. Dank der dadurch erhöhten Biomassekon-zentration im Fermenter verläuft der Abbau schneller, sodass die Aufent-haltszeit zwei- bis dreimal kürzer wird als in einem konventionellen, volldurchmischten Reaktor. Es sind auch Reaktoren mit im Reaktor integrierterSedimentation bekannt. Kontaktprozesse werden oft dort eingesetzt, wostark belastete Abwässer eine hohe Menge an partikulärem Kohlenstoffenthalten.
Bei den sogenannten Schlammbettreaktoren wachsen die Bakterienentweder für sich selbst in kleinen Klümpchen oder aber auf Trägermate-rialien wie feinen Sandkörnern auf. Die so entstandenen Bakterienagglo-merate werden durch eine entsprechend grosse Strömung von unten nachoben in Suspension gehalten. Wenn die Bakterien für sich selbst Klümp-chen bilden, spricht man vom UASB-Prozess (Upflow Anaerobic SludgeBlanket). Hier müssen durch entsprechende Einbauten im oberen Reaktor-bereich Vorkehrungen getroffen werden, dass diese Bakteriengranulatenicht mit dem behandelten Wasser ausgetragen werden, sondern imReaktor verbleiben.
PACER26
Gärtechnik
Die für den UASB-Prozess notwendigen Bakterienklümpchen bilden sichbesonders gut im Abwasser, welches reich an Zucker oder an niedrigenFettsäuren ist. Da das spezifische Gewicht der Bakterienklümpchen sich nurunwesentlich von demjenigen von Wasser unterscheidet und zusätzlichkleine Methangasbläschen den Auftrieb verstärken können, sind nur sehrgeringe Strömungsgeschwindigkeiten von 0.5 bis 1␣ m/h sinnvoll. DerUASB-Prozess eignet sich zur Behandlung organisch stark belasteter Ab-wässer, welche wenig partikulären Kohlenstoff enthalten.
Wenn die Bakterien auf inerten Feststoffpartikeln, wie Sand, etc., aufwach-sen, spricht man vom Wirbelbettreaktor. Da hier die Bakterienklümpchenein höheres spezifisches Gewicht aufweisen, sind höhere Strömungs-geschwindigkeiten erforderlich, um die Teilchen zu suspendieren: Beim«fluidized bed»-Reaktor, wo die Suspension nur im unteren Reaktorbereicherfolgt, sind Geschwindigkeiten von 5 bis 8 m/h die Regel, während beim«expanded bed»-Reaktor, wo die Bakterienmasse über die gesamteReaktorhöhe verteilt werden soll, Geschwindigkeiten zwischen 15 und30 m/h erforderlich sind.
Bei Wirbelbettreaktoren wird die Flüssigkeit daher ständig umgepumpt,was eine vollständige Durchmischung bewirkt. Da zum Umpumpen vielEnergie benötigt wird, ist die Energiebilanz eines Wirbelbettreaktors nor-malerweise spürbar weniger günstig als diejenige von anderen Hochlei-stungsreaktoren. Eingesetzt werden Wirbelreaktoren zur Behandlung starkbelasteter Abwässer mit vorwiegend gelösten organischen Komponenten.
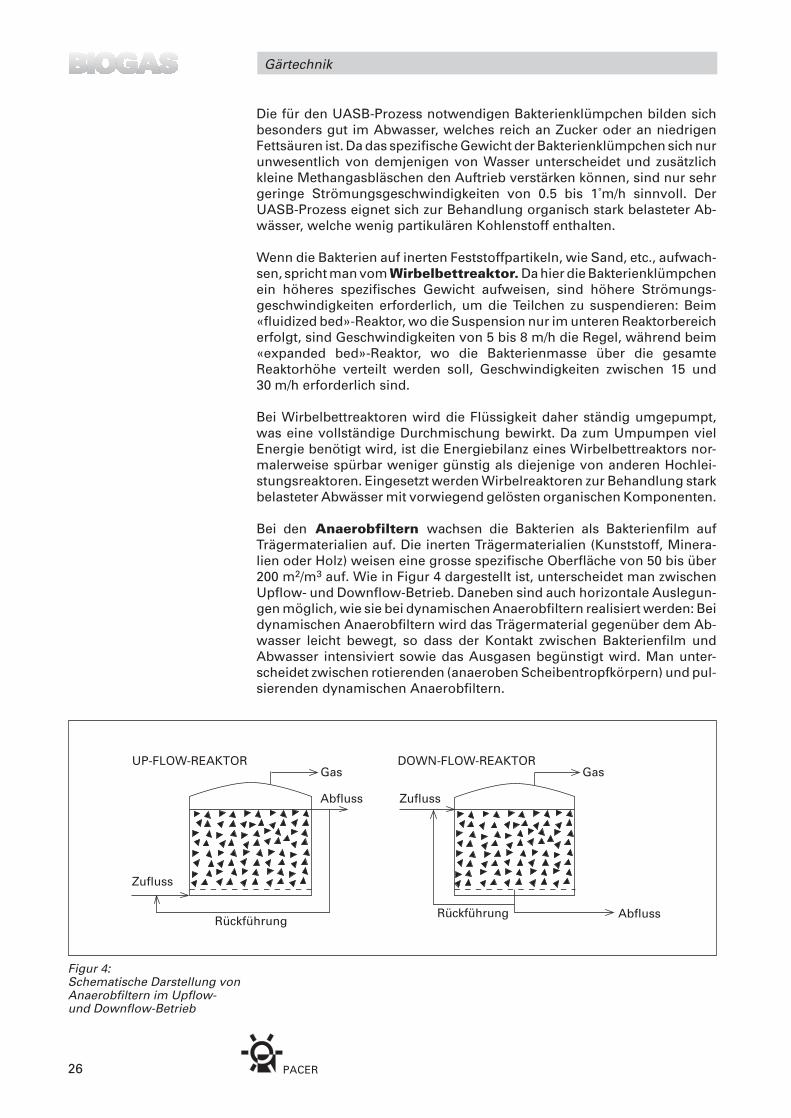
Bei den Anaerobfiltern wachsen die Bakterien als Bakterienfilm aufTrägermaterialien auf. Die inerten Trägermaterialien (Kunststoff, Minera-lien oder Holz) weisen eine grosse spezifische Oberfläche von 50 bis über200 m2/m3 auf. Wie in Figur 4 dargestellt ist, unterscheidet man zwischenUpflow- und Downflow-Betrieb. Daneben sind auch horizontale Auslegun-gen möglich, wie sie bei dynamischen Anaerobfiltern realisiert werden: Beidynamischen Anaerobfiltern wird das Trägermaterial gegenüber dem Ab-wasser leicht bewegt, so dass der Kontakt zwischen Bakterienfilm undAbwasser intensiviert sowie das Ausgasen begünstigt wird. Man unter-scheidet zwischen rotierenden (anaeroben Scheibentropfkörpern) und pul-sierenden dynamischen Anaerobfiltern.
Figur 4:Schematische Darstellung vonAnaerobfiltern im Upflow-und Downflow-Betrieb
Zufluss
Abfluss
GasUP-FLOW-REAKTOR
Gas
Abfluss
Zufluss
DOWN-FLOW-REAKTOR
RückführungRückführung
PACER 27
Gärtechnik
Im Vergleich zu den Bakterienklümpchen des UASB-Prozesses wachsen aufden Trägermaterialien in der Regel Bakterienbiozönosen mit einer höherenDiversität auf, was auch den Abbau von Inhaltsstoffen, welche sich fürSchlammbettprozesse weniger eignen, ermöglicht. Anaerobfilter werdenebenfalls zur Behandlung von stark belasteten Abwässern ohne gröbereFeststoffpartikel eingesetzt. Letztere könnten besonders bei grossen spezi-fischen Oberflächen zu Verstopfungen führen.
Verfahren zur Behandlung fester Abfälle
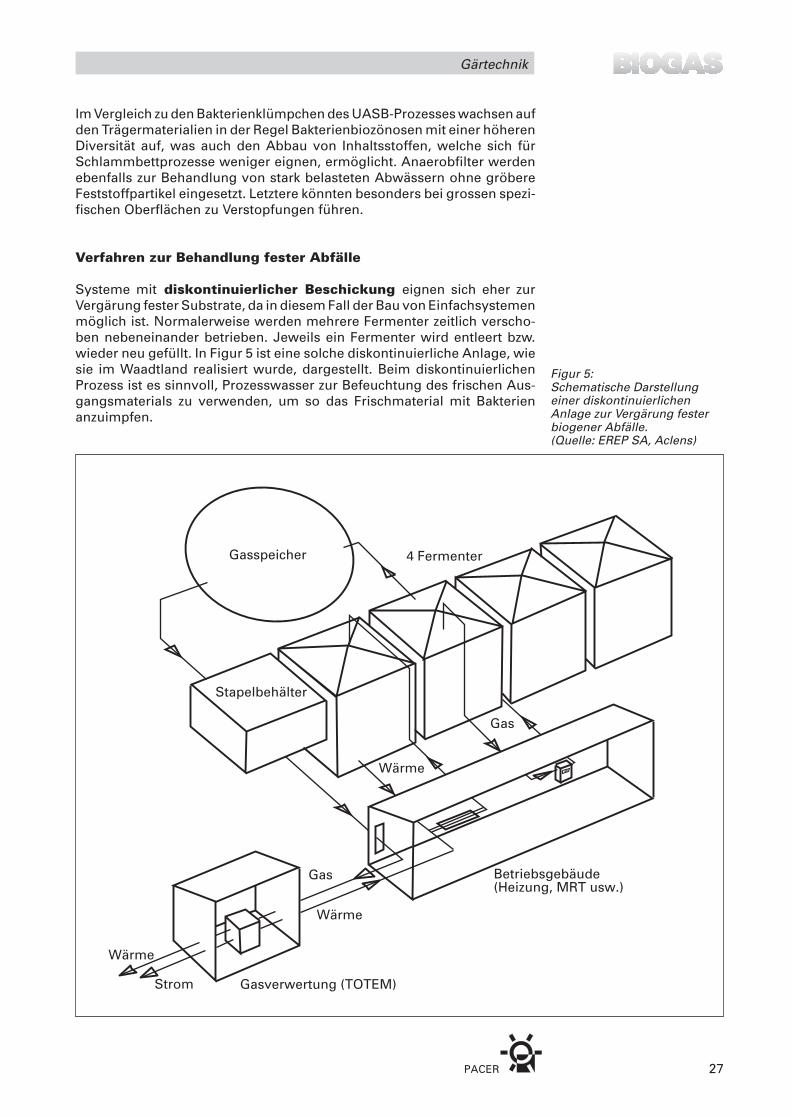
Systeme mit diskontinuierlicher Beschickung eignen sich eher zurVergärung fester Substrate, da in diesem Fall der Bau von Einfachsystemenmöglich ist. Normalerweise werden mehrere Fermenter zeitlich verscho-ben nebeneinander betrieben. Jeweils ein Fermenter wird entleert bzw.wieder neu gefüllt. In Figur 5 ist eine solche diskontinuierliche Anlage, wiesie im Waadtland realisiert wurde, dargestellt. Beim diskontinuierlichenProzess ist es sinnvoll, Prozesswasser zur Befeuchtung des frischen Aus-gangsmaterials zu verwenden, um so das Frischmaterial mit Bakterienanzuimpfen.
Figur 5:Schematische Darstellungeiner diskontinuierlichenAnlage zur Vergärung festerbiogener Abfälle.(Quelle: EREP SA, Aclens)
Gasspeicher
Stapelbehälter
4 Fermenter
Betriebsgebäude (Heizung, MRT usw.)
Gasverwertung (TOTEM)
Gas
Wärme
Strom
Wärme
Gas
Wärme
PACER28
Gärtechnik
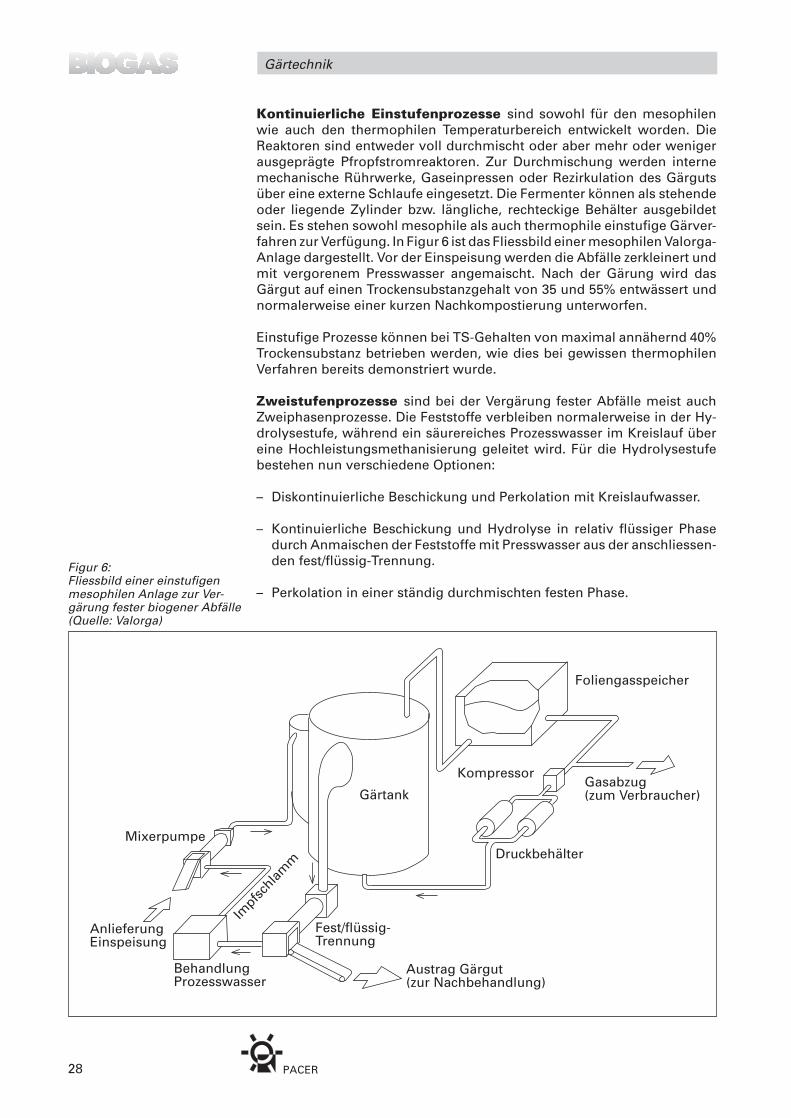
Kontinuierliche Einstufenprozesse sind sowohl für den mesophilenwie auch den thermophilen Temperaturbereich entwickelt worden. DieReaktoren sind entweder voll durchmischt oder aber mehr oder wenigerausgeprägte Pfropfstromreaktoren. Zur Durchmischung werden internemechanische Rührwerke, Gaseinpressen oder Rezirkulation des Gärgutsüber eine externe Schlaufe eingesetzt. Die Fermenter können als stehendeoder liegende Zylinder bzw. längliche, rechteckige Behälter ausgebildetsein. Es stehen sowohl mesophile als auch thermophile einstufige Gärver-fahren zur Verfügung. In Figur 6 ist das Fliessbild einer mesophilen Valorga-Anlage dargestellt. Vor der Einspeisung werden die Abfälle zerkleinert undmit vergorenem Presswasser angemaischt. Nach der Gärung wird dasGärgut auf einen Trockensubstanzgehalt von 35 und 55% entwässert undnormalerweise einer kurzen Nachkompostierung unterworfen.
Einstufige Prozesse können bei TS-Gehalten von maximal annähernd 40%Trockensubstanz betrieben werden, wie dies bei gewissen thermophilenVerfahren bereits demonstriert wurde.
Zweistufenprozesse sind bei der Vergärung fester Abfälle meist auchZweiphasenprozesse. Die Feststoffe verbleiben normalerweise in der Hy-drolysestufe, während ein säurereiches Prozesswasser im Kreislauf übereine Hochleistungsmethanisierung geleitet wird. Für die Hydrolysestufebestehen nun verschiedene Optionen:
– Diskontinuierliche Beschickung und Perkolation mit Kreislaufwasser.
– Kontinuierliche Beschickung und Hydrolyse in relativ flüssiger Phasedurch Anmaischen der Feststoffe mit Presswasser aus der anschliessen-den fest/flüssig-Trennung.
– Perkolation in einer ständig durchmischten festen Phase.
Figur 6:Fliessbild einer einstufigenmesophilen Anlage zur Ver-gärung fester biogener Abfälle(Quelle: Valorga)
AnlieferungEinspeisung
Mixerpumpe
BehandlungProzesswasser
Impfs
chla
mm
Fest/flüssig-Trennung
Austrag Gärgut(zur Nachbehandlung)
Druckbehälter
Kompressor
GärtankGasabzug(zum Verbraucher)
Foliengasspeicher
PACER 29
Gärtechnik
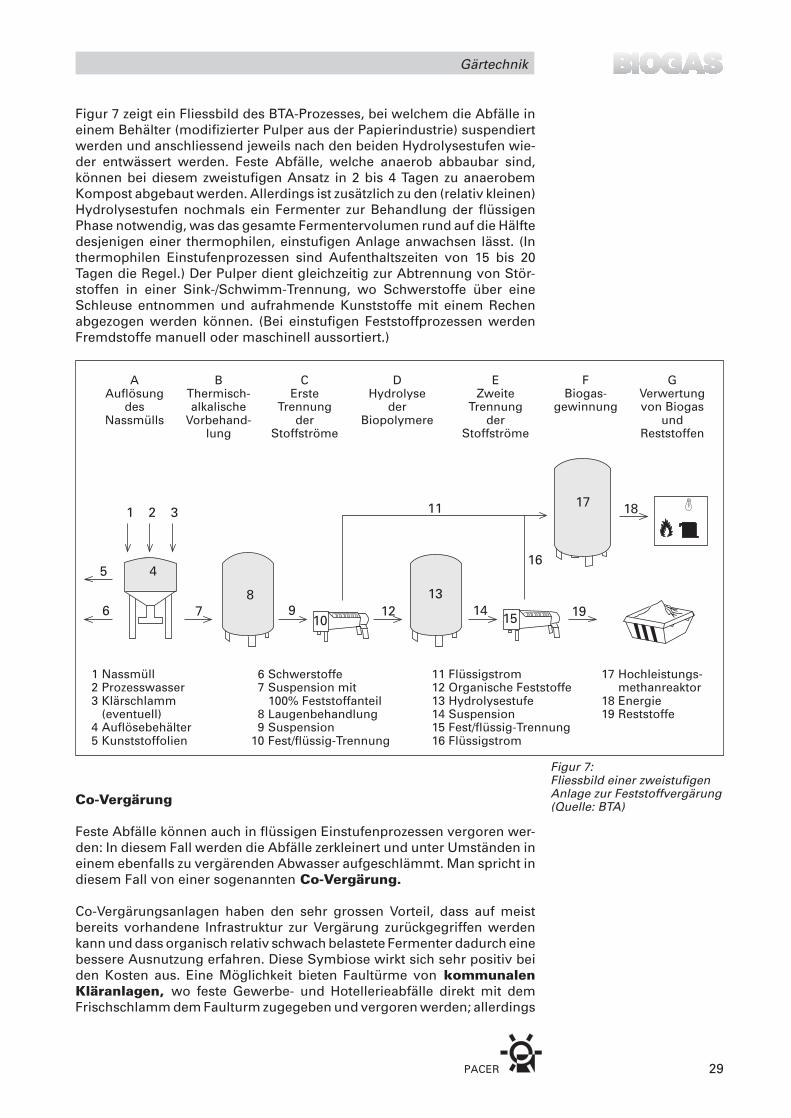
Figur 7 zeigt ein Fliessbild des BTA-Prozesses, bei welchem die Abfälle ineinem Behälter (modifizierter Pulper aus der Papierindustrie) suspendiertwerden und anschliessend jeweils nach den beiden Hydrolysestufen wie-der entwässert werden. Feste Abfälle, welche anaerob abbaubar sind,können bei diesem zweistufigen Ansatz in 2 bis 4 Tagen zu anaerobemKompost abgebaut werden. Allerdings ist zusätzlich zu den (relativ kleinen)Hydrolysestufen nochmals ein Fermenter zur Behandlung der flüssigenPhase notwendig, was das gesamte Fermentervolumen rund auf die Hälftedesjenigen einer thermophilen, einstufigen Anlage anwachsen lässt. (Inthermophilen Einstufenprozessen sind Aufenthaltszeiten von 15 bis 20Tagen die Regel.) Der Pulper dient gleichzeitig zur Abtrennung von Stör-stoffen in einer Sink-/Schwimm-Trennung, wo Schwerstoffe über eineSchleuse entnommen und aufrahmende Kunststoffe mit einem Rechenabgezogen werden können. (Bei einstufigen Feststoffprozessen werdenFremdstoffe manuell oder maschinell aussortiert.)
Co-Vergärung
Feste Abfälle können auch in flüssigen Einstufenprozessen vergoren wer-den: In diesem Fall werden die Abfälle zerkleinert und unter Umständen ineinem ebenfalls zu vergärenden Abwasser aufgeschlämmt. Man spricht indiesem Fall von einer sogenannten Co-Vergärung.
Co-Vergärungsanlagen haben den sehr grossen Vorteil, dass auf meistbereits vorhandene Infrastruktur zur Vergärung zurückgegriffen werdenkann und dass organisch relativ schwach belastete Fermenter dadurch einebessere Ausnutzung erfahren. Diese Symbiose wirkt sich sehr positiv beiden Kosten aus. Eine Möglichkeit bieten Faultürme von kommunalenKläranlagen, wo feste Gewerbe- und Hotellerieabfälle direkt mit demFrischschlamm dem Faulturm zugegeben und vergoren werden; allerdings
1 Nassmüll2 Prozesswasser3 Klärschlamm
(eventuell)4 Auflösebehälter5 Kunststoffolien
17 Hochleistungs-methanreaktor
18 Energie19 Reststoffe
11 Flüssigstrom12 Organische Feststoffe13 Hydrolysestufe14 Suspension15 Fest/flüssig-Trennung16 Flüssigstrom
6 Schwerstoffe7 Suspension mit
100% Feststoffanteil8 Laugenbehandlung9 Suspension
10 Fest/flüssig-Trennung
Figur 7:Fliessbild einer zweistufigenAnlage zur Feststoffvergärung(Quelle: BTA)
GVerwertungvon Biogas
undReststoffen
FBiogas-
gewinnung
EZweite
Trennungder
Stoffströme
DHydrolyse
derBiopolymere
CErste
Trennungder
Stoffströme
BThermisch-alkalische
Vorbehand-lung
AAuflösung
desNassmülls
1 2 3
45
6 78
910
1213
11
1415
16
17 18
19
PACER30
Gärtechnik
muss in diesem Fall die Schlammqualität einwandfrei sein und die Gewährbestehen, dass das erzeugte Gärgut in der Landwirtschaft Einsatz findenkann.
Heute gewinnt die landwirtschaftliche Co-Vergärung an Bedeutung,wo sich die Vergärung fester Abfälle zusammen mit Gülle von Rindern undSchweinen anbietet. Speziell im ländlichen Raum und in Gebieten mit vielGastgewerbe bietet die Co-Vergärung eine sinnvolle Alternative zu Fest-stoffgäranlagen, welche in kleinem Massstab ökonomisch nicht sinnvoll zubetreiben sind.
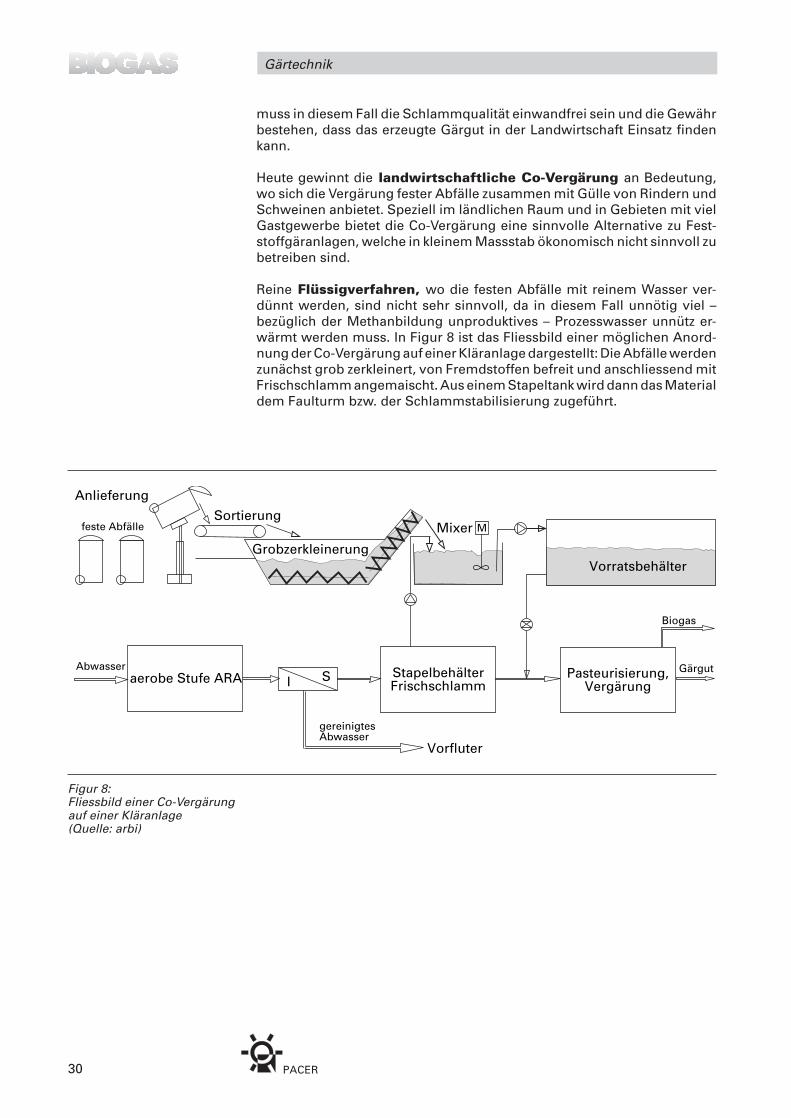
Reine Flüssigverfahren, wo die festen Abfälle mit reinem Wasser ver-dünnt werden, sind nicht sehr sinnvoll, da in diesem Fall unnötig viel –bezüglich der Methanbildung unproduktives – Prozesswasser unnütz er-wärmt werden muss. In Figur 8 ist das Fliessbild einer möglichen Anord-nung der Co-Vergärung auf einer Kläranlage dargestellt: Die Abfälle werdenzunächst grob zerkleinert, von Fremdstoffen befreit und anschliessend mitFrischschlamm angemaischt. Aus einem Stapeltank wird dann das Materialdem Faulturm bzw. der Schlammstabilisierung zugeführt.
Anlieferung
Sortierung
Grobzerkleinerung
Mixer
Vorratsbehälter
aerobe Stufe ARA
Vorfluter
StapelbehälterFrischschlamm
feste Abfälle
Pasteurisierung,Vergärung
Abwasser
I S
gereinigtesAbwasser
Biogas
Gärgut
M
Figur 8:Fliessbild einer Co-Vergärungauf einer Kläranlage(Quelle: arbi)
PACER 31
Gärtechnik
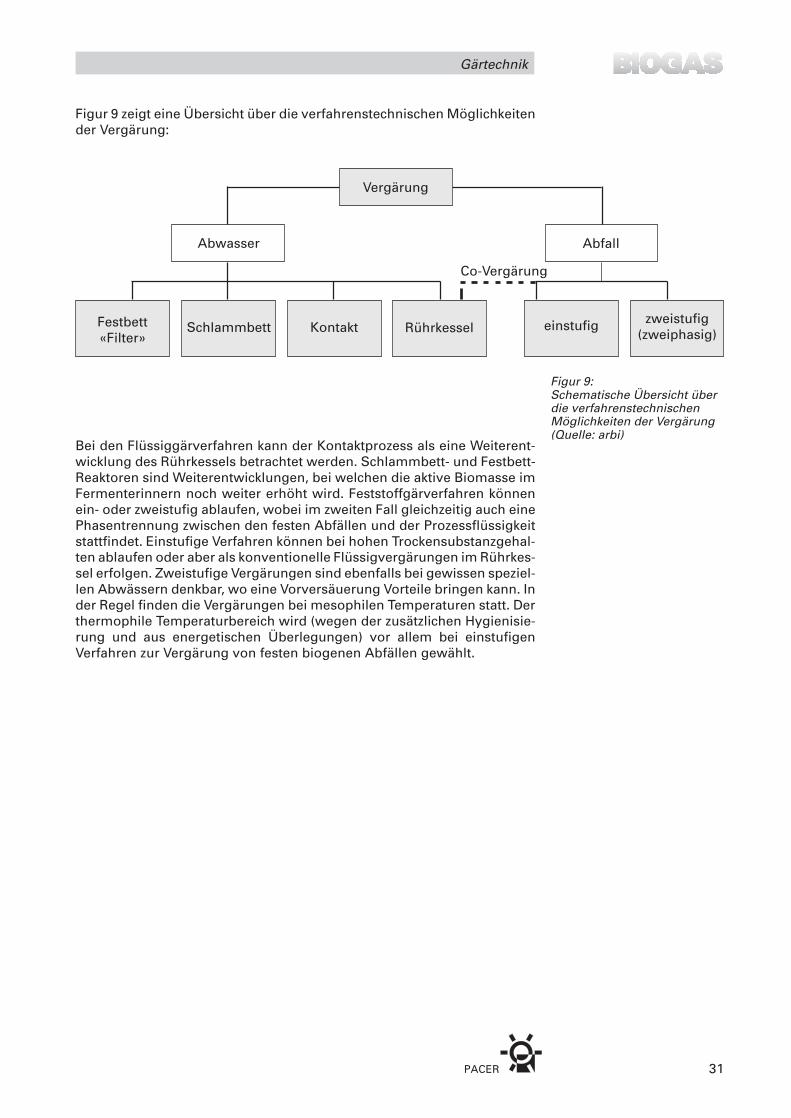
Figur 9 zeigt eine Übersicht über die verfahrenstechnischen Möglichkeitender Vergärung:
Vergärung
Abfall
Figur 9:Schematische Übersicht überdie verfahrenstechnischenMöglichkeiten der Vergärung(Quelle: arbi)
Bei den Flüssiggärverfahren kann der Kontaktprozess als eine Weiterent-wicklung des Rührkessels betrachtet werden. Schlammbett- und Festbett-Reaktoren sind Weiterentwicklungen, bei welchen die aktive Biomasse imFermenterinnern noch weiter erhöht wird. Feststoffgärverfahren könnenein- oder zweistufig ablaufen, wobei im zweiten Fall gleichzeitig auch einePhasentrennung zwischen den festen Abfällen und der Prozessflüssigkeitstattfindet. Einstufige Verfahren können bei hohen Trockensubstanzgehal-ten ablaufen oder aber als konventionelle Flüssigvergärungen im Rührkes-sel erfolgen. Zweistufige Vergärungen sind ebenfalls bei gewissen speziel-len Abwässern denkbar, wo eine Vorversäuerung Vorteile bringen kann. Inder Regel finden die Vergärungen bei mesophilen Temperaturen statt. Derthermophile Temperaturbereich wird (wegen der zusätzlichen Hygienisie-rung und aus energetischen Überlegungen) vor allem bei einstufigenVerfahren zur Vergärung von festen biogenen Abfällen gewählt.
SchlammbettFestbett«Filter»
Kontakt Rührkessel einstufig zweistufig(zweiphasig)
Abwasser
Co-Vergärung
PACER32
Gärtechnik
2.5 DimensionierungsgrössenEin Fermenter wird normalerweise nach ökonomischen Kriterien dimensio-niert. Das heisst, dass nicht unbedingt die maximale Gasausbeute bzw. dermaximale Abbau der organischen Inhaltsstoffe angestrebt wird, sondernein mit vernünftigem Aufwand erreichbarer Abbau. Wenn man dietheoretische, maximale Gasausbeute erreichen wollte, müsste man sehrlange Aufenthaltszeiten im Reaktor in Kauf nehmen, da die schwer abbau-baren Komponenten sich erst im Laufe längerer Zeit – wenn überhaupt – inBiogas umwandeln würden. Die Kunst des Anlagenbaues besteht darin,innerhalb vorgegebener sinnvoller Grenzen das Maximum an Abbaulei-stung zu erreichen.
Erfassen der abbaubaren Anteile des Ausgangsmaterials
Bei festen Substraten kann der Trockensubstanzgehalt (TS) durchTrocknen bei 105 °C sowie der organische Anteil durch Messen des Glüh-verlustes («OS») bei Erhitzen auf 550 °C relativ genau bestimmt werden.Bei gewissen Substraten ist es allerdings relativ schwierig, nur mit solchenrecht groben chemisch-physikalischen Parametern den Anteil an abbauba-rem Material zu erfassen. Bei Abwässern ist zudem die Bestimmung desTrockensubstanzgehaltes oft problematisch, da sie Inhaltsstoffe wie orga-nische Säuren enthalten können. Organische Säuren bilden zum Teil mitWasser azeotrope Gemische, welche beim Trocknen verdampfen und daherso nicht erfasst werden.
Für Abwässer wird beim aeroben Abbau oft der BSB5-Wert, d.h. derbiologische Sauerstoffbedarf, gemessen, bei welchem eine zuvor meiststark verdünnte Probe des Abwassers mit Belebtschlamm aus einer Kläran-lage über 5 Tage inkubiert wird und dabei die Sauerstoffzehrung gemessenwird. Diese an sich schon recht unsichere Methode ist für anaerobe Abbau-prozesse nur sehr bedingt aussagekräftig, da die anaeroben Bakteriengegenüber aeroben Mikroorganismen ganz andere biochemische Abbau-wege beschreiten und daher auch nicht dieselben organischen Komponen-ten abbauen. (Während beispielsweise das Lignin des Holzes von anaero-ben Bakterien nicht geknackt werden kann, können verschiedene andereKomponenten von aeroben Bakterien nicht abgebaut werden.) Einmalabgesehen von Lignin können anaerobe Bakterien in der Regel ein grösse-res Spektrum von chemischen Verbindungen abbauen als aerobe.
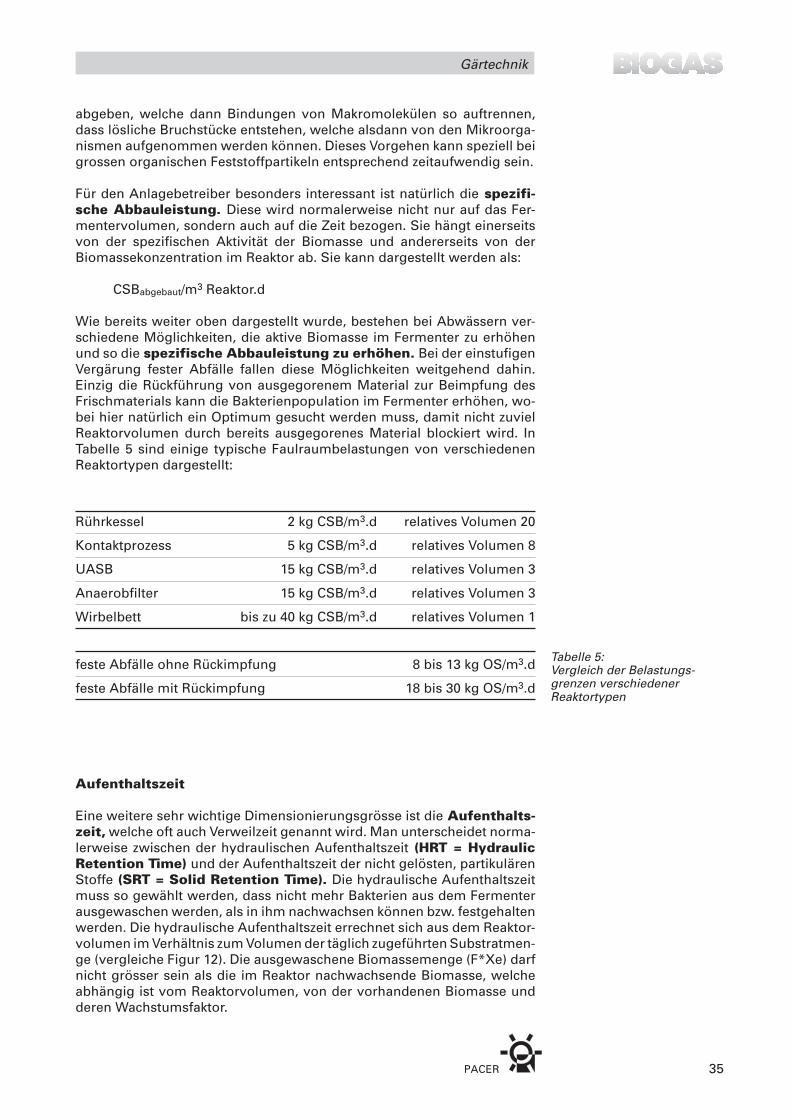
Der gesamte organische Anteil eines Abwassers oder auch von Abfall kannmit dem CSB, d.h. dem chemischen Sauerstoffbedarf, erfasst werden.Beim CSB wird die Probe mit sehr aggressiven Chemikalien total oxydiert.So werden die organischen Komponenten quantitativ erfasst. Allerdingskönnen auch gewisse mineralische Komponenten zusätzlich oxydiert wer-den, was das Resultat etwas verfälschen kann. Trotzdem scheint der CSB-Wert der zuverlässigste Indikator für das Verschmutzungspotential einesAbwassers zu sein.
In Figur 10 ist eine Situation dargestellt, welche sich beim anaeroben Abbaueines Abwassers oft präsentieren kann: Während der BSB5-Wert des Sub-strates nur rund die Hälfte des CSB-Wertes ausmacht, kann in diesem Fallvon anaeroben Bakterien rund 90% des CSB-Wertes abgebaut werden. Hierwird die weiter oben erwähnte Tatsache ersichtlich, dass der BSB5-Wert aufaeroben Abbauwegen beruht und daher für die Anaerobie nicht repräsen-tativ ist. Wenn daher ein unbekanntes Abwasser oder feste Abfälle unbe-

PACER 33
Gärtechnik
kannter Zusammensetzung anaerob abgebaut werden sollen, ist es amsinnvollsten, im Labor einige Laborgärungen anzusetzen und so die Abbau-barkeit des Substrates zu überprüfen.
Figur 10:Vergleich BSB/CSB undAbbauleistung von anaerobenBakterien
Die Faulraumbelastung
Ein sehr wichtiger Dimensionierungsparameter ist die Faulraumbela-stung, ausgedrückt als Belastung in CSB oder in organischer Substanz. Erwird angegeben als
kg CSB/m3.d oder kg OS/m3.d .
Wenn die tägliche Frachtmenge in Form von CSB oder OS eines Abwassersbzw. Abfalls bekannt ist, ergibt sich automatisch bei bekannter Abbaubar-keit des Substrates je nach Reaktortyp auf Grund der Verweilzeit einbestimmtes Reaktorvolumen.
Die Abbauleistung hängt sehr stark mit dem Reaktordesign zusammen:Je mehr aktive Biomasse pro Fermentervolumen vorhanden ist, destoschneller läuft generell der Abbau. (Da die Methanbildung über Hundertevon Jahrmillionen optimiert worden ist, kann sie auch mit gentechnologi-schen Methoden nicht weiter optimiert werden. Nur in einem sehr kleinen«thermodynamischen Fenster» kann der anaerobe Abbau noch mit einemkleinen Energiegewinn erfolgen. Daher wachsen anaerobe Bakterien, ins-besondere Methanbildner, sehr langsam und setzen beim Wachstum auchkeine Wärme frei. Wenn die Abbauleistung erhöht werden soll, kann dies inerster Linie über eine Erhöhung der Anzahl aktiver Bakterien erfolgen, undkaum durch irgendwelche Manipulationen, welche den biochemischenAbbau beschleunigen sollen.)
Ein biologischer Dimensionierungsparameter ist daher der Abbau pro kgaktive Biomasse und Zeit. Er wird in diesem Fall angegeben als
Sauerstoffbedarf
UntersuchtesSubstrat
ChemischCSB
BiologischBSB5
Anaerobabbaubar
Aerobabbaubar
PACER34
Gärtechnik
kg CSBabgebaut/kg aktive Biomasse.d, bzw. kg␣ OSabgebaut/kg aktive Bio-masse.d. Dieser Parameter ist mehr oder weniger unabhängig vom ein-gesetzten Reaktortyp und hängt vom Substrat ab, dh. von:
– dessen chemisch-physikalischen Eigenschaften (Temperatur, pH, Alkali-nität usw.)
– der Substratzusammensetzung (Nährstoffgehalt, generelle Abbaubar-keit, vorhandene Hemmstoffe usw.)
Es ist allerdings nicht unproblematisch, die aktive Biomasse zu bestimmen,da Bakterien im Inneren von Bakterienflocken oder -filmen weniger aktivsind, als diejenigen (mit Substrat besser versorgten) an der Oberflächeeiner Agglomeration.
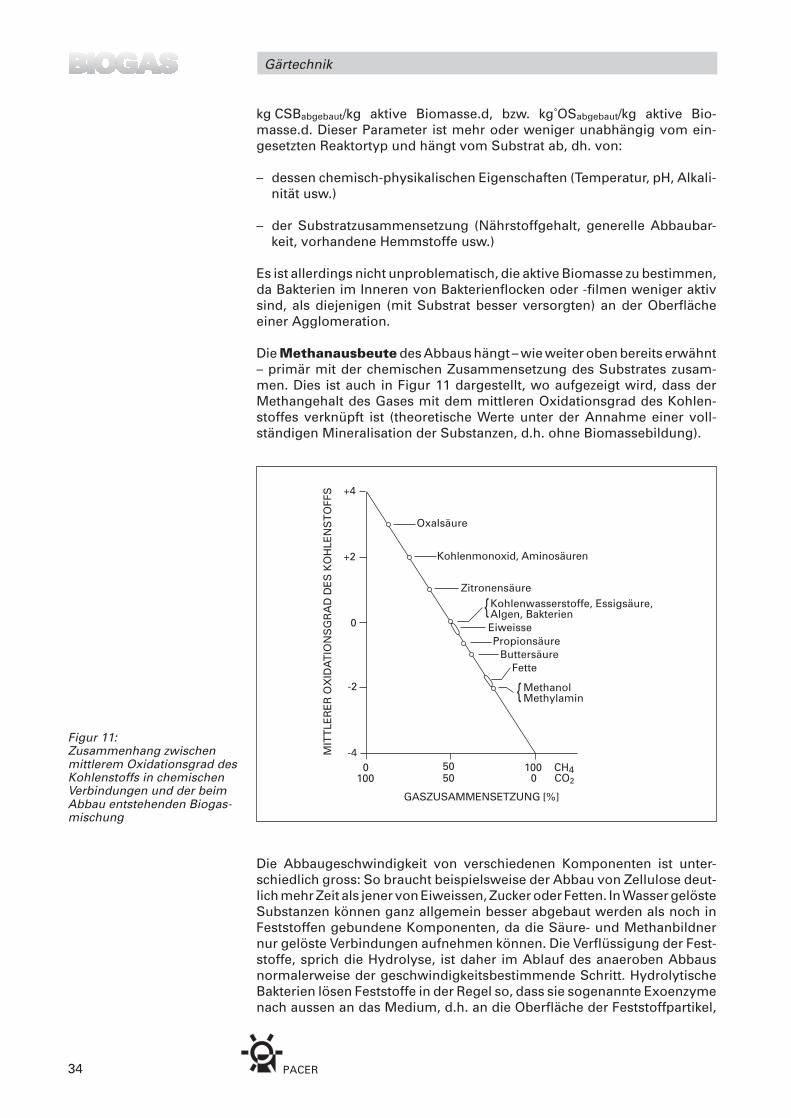
Die Methanausbeute des Abbaus hängt – wie weiter oben bereits erwähnt– primär mit der chemischen Zusammensetzung des Substrates zusam-men. Dies ist auch in Figur 11 dargestellt, wo aufgezeigt wird, dass derMethangehalt des Gases mit dem mittleren Oxidationsgrad des Kohlen-stoffes verknüpft ist (theoretische Werte unter der Annahme einer voll-ständigen Mineralisation der Substanzen, d.h. ohne Biomassebildung).
Figur 11:Zusammenhang zwischenmittlerem Oxidationsgrad desKohlenstoffs in chemischenVerbindungen und der beimAbbau entstehenden Biogas-mischung
Die Abbaugeschwindigkeit von verschiedenen Komponenten ist unter-schiedlich gross: So braucht beispielsweise der Abbau von Zellulose deut-lich mehr Zeit als jener von Eiweissen, Zucker oder Fetten. In Wasser gelösteSubstanzen können ganz allgemein besser abgebaut werden als noch inFeststoffen gebundene Komponenten, da die Säure- und Methanbildnernur gelöste Verbindungen aufnehmen können. Die Verflüssigung der Fest-stoffe, sprich die Hydrolyse, ist daher im Ablauf des anaeroben Abbausnormalerweise der geschwindigkeitsbestimmende Schritt. HydrolytischeBakterien lösen Feststoffe in der Regel so, dass sie sogenannte Exoenzymenach aussen an das Medium, d.h. an die Oberfläche der Feststoffpartikel,
+4
+2
0
-2
-40 50 100
100 50 0CH4CO2
GASZUSAMMENSETZUNG [%]
MIT
TLE
RE
R O
XID
AT
ION
SG
RA
D D
ES
KO
HLE
NS
TO
FFS
Oxalsäure
Kohlenmonoxid, Aminosäuren
ZitronensäureKohlenwasserstoffe, Essigsäure,Algen, Bakterien{EiweissePropionsäure
ButtersäureFette
MethanolMethylamin{
PACER 35
Gärtechnik
abgeben, welche dann Bindungen von Makromolekülen so auftrennen,dass lösliche Bruchstücke entstehen, welche alsdann von den Mikroorga-nismen aufgenommen werden können. Dieses Vorgehen kann speziell beigrossen organischen Feststoffpartikeln entsprechend zeitaufwendig sein.
Für den Anlagebetreiber besonders interessant ist natürlich die spezifi-sche Abbauleistung. Diese wird normalerweise nicht nur auf das Fer-mentervolumen, sondern auch auf die Zeit bezogen. Sie hängt einerseitsvon der spezifischen Aktivität der Biomasse und andererseits von derBiomassekonzentration im Reaktor ab. Sie kann dargestellt werden als:
CSBabgebaut/m3 Reaktor.d
Wie bereits weiter oben dargestellt wurde, bestehen bei Abwässern ver-schiedene Möglichkeiten, die aktive Biomasse im Fermenter zu erhöhenund so die spezifische Abbauleistung zu erhöhen. Bei der einstufigenVergärung fester Abfälle fallen diese Möglichkeiten weitgehend dahin.Einzig die Rückführung von ausgegorenem Material zur Beimpfung desFrischmaterials kann die Bakterienpopulation im Fermenter erhöhen, wo-bei hier natürlich ein Optimum gesucht werden muss, damit nicht zuvielReaktorvolumen durch bereits ausgegorenes Material blockiert wird. InTabelle 5 sind einige typische Faulraumbelastungen von verschiedenenReaktortypen dargestellt:
Aufenthaltszeit
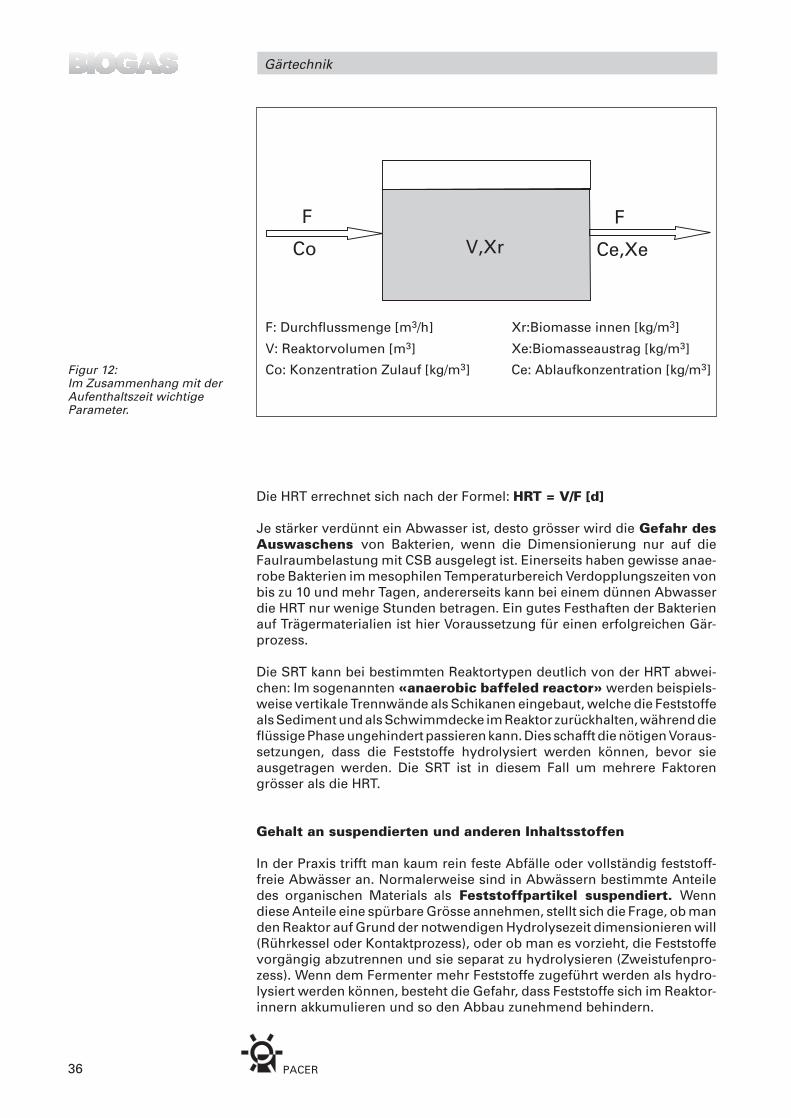
Eine weitere sehr wichtige Dimensionierungsgrösse ist die Aufenthalts-zeit, welche oft auch Verweilzeit genannt wird. Man unterscheidet norma-lerweise zwischen der hydraulischen Aufenthaltszeit (HRT = HydraulicRetention Time) und der Aufenthaltszeit der nicht gelösten, partikulärenStoffe (SRT = Solid Retention Time). Die hydraulische Aufenthaltszeitmuss so gewählt werden, dass nicht mehr Bakterien aus dem Fermenterausgewaschen werden, als in ihm nachwachsen können bzw. festgehaltenwerden. Die hydraulische Aufenthaltszeit errechnet sich aus dem Reaktor-volumen im Verhältnis zum Volumen der täglich zugeführten Substratmen-ge (vergleiche Figur 12). Die ausgewaschene Biomassemenge (F*Xe) darfnicht grösser sein als die im Reaktor nachwachsende Biomasse, welcheabhängig ist vom Reaktorvolumen, von der vorhandenen Biomasse undderen Wachstumsfaktor.
Rührkessel 2 kg CSB/m3.d relatives Volumen 20
Kontaktprozess 5 kg CSB/m3.d relatives Volumen 8
UASB 15 kg CSB/m3.d relatives Volumen 3
Anaerobfilter 15 kg CSB/m3.d relatives Volumen 3
Wirbelbett bis zu 40 kg CSB/m3.d relatives Volumen 1
feste Abfälle ohne Rückimpfung 8 bis 13 kg OS/m3.d
feste Abfälle mit Rückimpfung 18 bis 30 kg OS/m3.d
Tabelle 5:Vergleich der Belastungs-grenzen verschiedenerReaktortypen
PACER36
Gärtechnik
F F
Co Ce,XeV,Xr
F: Durchflussmenge [m3/h] Xr:Biomasse innen [kg/m3]
V: Reaktorvolumen [m3] Xe:Biomasseaustrag [kg/m3]
Co: Konzentration Zulauf [kg/m3] Ce: Ablaufkonzentration [kg/m3]Figur 12:Im Zusammenhang mit derAufenthaltszeit wichtigeParameter.
Die HRT errechnet sich nach der Formel: HRT = V/F [d]
Je stärker verdünnt ein Abwasser ist, desto grösser wird die Gefahr desAuswaschens von Bakterien, wenn die Dimensionierung nur auf dieFaulraumbelastung mit CSB ausgelegt ist. Einerseits haben gewisse anae-robe Bakterien im mesophilen Temperaturbereich Verdopplungszeiten vonbis zu 10 und mehr Tagen, andererseits kann bei einem dünnen Abwasserdie HRT nur wenige Stunden betragen. Ein gutes Festhaften der Bakterienauf Trägermaterialien ist hier Voraussetzung für einen erfolgreichen Gär-prozess.
Die SRT kann bei bestimmten Reaktortypen deutlich von der HRT abwei-chen: Im sogenannten «anaerobic baffeled reactor» werden beispiels-weise vertikale Trennwände als Schikanen eingebaut, welche die Feststoffeals Sediment und als Schwimmdecke im Reaktor zurückhalten, während dieflüssige Phase ungehindert passieren kann. Dies schafft die nötigen Voraus-setzungen, dass die Feststoffe hydrolysiert werden können, bevor sieausgetragen werden. Die SRT ist in diesem Fall um mehrere Faktorengrösser als die HRT.
Gehalt an suspendierten und anderen Inhaltsstoffen
In der Praxis trifft man kaum rein feste Abfälle oder vollständig feststoff-freie Abwässer an. Normalerweise sind in Abwässern bestimmte Anteiledes organischen Materials als Feststoffpartikel suspendiert. Wenndiese Anteile eine spürbare Grösse annehmen, stellt sich die Frage, ob manden Reaktor auf Grund der notwendigen Hydrolysezeit dimensionieren will(Rührkessel oder Kontaktprozess), oder ob man es vorzieht, die Feststoffevorgängig abzutrennen und sie separat zu hydrolysieren (Zweistufenpro-zess). Wenn dem Fermenter mehr Feststoffe zugeführt werden als hydro-lysiert werden können, besteht die Gefahr, dass Feststoffe sich im Reaktor-innern akkumulieren und so den Abbau zunehmend behindern.
PACER 37
Gärtechnik
Neben organischen können auch mineralische Feststoffe vorkommen.Diese sind mit mechanischen Mitteln (sieben, sedimentieren usw.) nachMöglichkeit vor der Gärung zu eliminieren. Wenn sie nicht oder nur unge-nügend ausgeschieden werden, besteht die Gefahr, dass sie sich im Reaktorakkumulieren und so zur Verringerung des aktiven Fermentervolumensbeitragen. Beim Kontaktprozess beispielsweise besteht die Gefahr, dassInertstoffe in der anschliessenden Sedimentation ausgeschieden und wie-der in den Fermenter rückgeführt werden. So wurde beispielsweise dieAkkumulation von Kalk in Fermentern der Zuckerindustrie oft beobachtet.
Neben von aussen eingetragenen mineralischen Stoffen sind auch Aus-fällungen von Salzen im Reaktor selbst unerwünscht. Spezielle Auf-merksamkeit sind Abwässern zu widmen, welche hohe Carbonatkonzen-trationen aufweisen. Es sind Fälle bekannt, wo Anaerobfilter in der Zucker-industrie durch Carbonatausfällungen nach zwei bis drei Betriebsjahrenverstopften.
Gasausbeute
Die Biogasproduktion hängt in erster Linie ab von der Substratzusammen-setzung, der Gärtemperatur und der Aufenthaltszeit des Substrates imFermenter.
Die Substratzusammensetzung beeinflusst einerseits den maximal er-reichbaren Abbaugrad und andererseits die Abbaugeschwindigkeit. ImSubstrat können beispielsweise gewisse hemmende Stoffe vorkommen, anwelche sich die Bakterien erst nach einer bestimmten Zeit oder nur teilweiseadaptieren. So kann beispielsweise ein zu hoher Salzgehalt die Gasausbeu-te negativ beeinflussen. Ebenfalls besteht ein Zusammenhang zwischendem Trockensubstanzgehalt und der maximal erreichbaren Gasausbeute.Oberhalb von rund 12% TS kann unter Umständen die Gasausbeute bereitsein wenig eingeschränkt werden. Es können – speziell bei einseitig zusam-mengesetzten Monochargen wie beispielsweise Kaffeesatz – bei hohen TS-Gehalten Hemmungen auftreten, welche darauf zurückzuführen sind, dassinfolge hoher TS auch die Hemmstoffe in erhöhten Konzentrationen vorlie-gen. Bei TS-Gehalten von mehr als 35 bis 40% hört die Gärung praktisch auf,da zu wenig Feuchtigkeit für das Bakterienwachstum vorhanden ist.
In der Regel interessiert die spezifische Gasausbeute, welche jedoch aufverschiedene Grössen bezogen werden kann. Sie wird normalerweise inBeziehung gesetzt zum CSB bzw. zur organischen Substanz und wirdangegeben als m3/kg CSB bzw. m3/kg OS. Beim CSB und der OS wird inder Regel der in den Reaktor zugeführte Wert angegeben (m3/kg CSBzuge-
führt); es kann jedoch auch interessieren, wie gross die Gasausbeute in bezugauf den abgebauten CSB bzw. die abgebaute OS ist. Dieser zweite Wert sagtetwas aus über den Oxydationsgrad der abgebauten Substratanteile. Beider Gasmenge wird normalerweise das produzierte Biogas angegeben. Esist jedoch auch möglich, die Methanmenge, welche aus energetischenÜberlegungen speziell interessiert, zu deklarieren.
Beim Vergleich von publizierten Werten ist es daher immer nötig,abzuklären, ob es sich um produziertes Biogas oder Methan bezogen auf diezugeführte oder abgebaute Substratmenge handelt. (Die Methanmengebeträgt normalerweise rund 2⁄3 der Biogasmenge; die Gasausbeute proabgebautem Material ist natürlich unter Umständen deutlich höher alsdiejenige pro zugeführtem Material.) Je nachdem, ob gemessene oder in
PACER38
Gärtechnik
Normkubikmeter umgerechnete Gasmengen angegeben werden, könnendie Gasausbeuten ebenfalls recht stark schwanken (speziell wenn das Gasbei thermophiler Vergärung in noch warmem, d.h. expandiertem Zustandgemessen wird). Da leider keine «unité de doctrine» bezüglich der Angabevon Gasausbeuten besteht und nicht selten sogar Angaben fehlen, auf wassich die Ausbeute bezieht, sind Werte oft nur beschränkt vergleichbar.
Die Gärtemperatur kann die Gasausbeute direkt und indirekt ebenfallsbeeinflussen: Nach gewissen Publikationen bauen mesophile Bakterienmit einem Temperaturoptimum von rund 35 °C gewisse Substanzen nochab, welche von thermophilen Bakterien mit einem Optimum bei rund 57 °Cnicht mehr oder unvollständiger abgebaut werden, was zu einer – allerdingskleinen – Verminderung der Gasausbeute im thermophilen Bereich führenkann. Erhöht wird der Biogasertrag im thermophilen Bereich durch die beihohen Temperaturen deutlich schlechtere Löslichkeit von CO2 in der Flüs-sigkeit: Gas aus thermophilen Anlagen hat daher normalerweise einenhöheren CO2-Gehalt als Gas aus vergleichbarem Substrat bei mesophilerVergärung (vgl. oben). Obwohl daher im thermophilen Bereich eher mehrGas freigesetzt wird, ist die produzierte Methan- bzw. Energiemenge nichtgrösser als im mesophilen Bereich, wo der Methangehalt des Gases beigleichem Ausgangsmaterial entsprechend höher ist. Zusätzliche Verzerrun-gen können entstehen, wenn die Temperatur des Gases nicht berücksichtigtwird (d.h., wenn das Biogas bzw. das Methan nicht in Norm-m3 [Nm3]umgerechnet wird): Warmes Gas kann infolge eines erhöhten Wasser-dampfgehalts, von ausgasendem CO2 und durch thermische Expansion eindeutlich grösseres Volumen einnehmen als Gas bei Raumtemperatur.
Mit der Aufenthaltszeit des Gärgutes im Fermenter kann dessen Abbau-grad beeinflusst werden. Im mesophilen Temperaturbereich sind infolgelangsamen Bakterienwachstums längere Aufenthaltszeiten für denselbenAbbaugrad nötig, als im thermophilen Temperaturbereich. PsychrophileBakterienstämme mit einem Temperaturoptimum bei 20 bis 25 °C werdenfür Industrieabwässer oder feste Abfälle in der Regel nicht eingesetzt, da zugrosse Fermentervolumina notwendig wären.
Ob meso- oder thermophil gefahren wird, hängt in der Regel vomTrockensubstanzgehalt des Ausgangsmaterials ab: Dünne Abwässer, wel-che infolge des hohen Wassergehalts relativ wenig Biogas liefern, werdennormalerweise mesophil vergoren, da zuviel Prozessenergie notwendigwäre, um sie auf thermophile Temperatur zu erwärmen. Vorbehalten sindAbwässer aus der Lebensmittel- oder Papierindustrie, welche bereits aufeinem sehr hohen Temperaturniveau anfallen. Feste Abfälle hingegen, dieeinen hohen Anteil an organischer Substanz aufweisen, werden vorteilhaftthermophil vergoren, da relativ wenig Wasser unnütz erwärmt werdenmuss. Dadurch kann einerseits der Abbau beschleunigt werden und ande-rerseits besteht der Vorteil einer besseren Hygienisierung des Gärgutes alsim mesophilen Temperaturbereich. In der Regel werden Aufenthaltszeitengewählt, bei welchen rund 3⁄4 des theoretisch maximal abbaubaren CSBbzw. der OS abgebaut werden. Um die maximale Gasausbeute zu erreichen,wären oft Aufenthaltszeiten von mehreren Monaten notwendig, was zusehr grossen und unrentablen Fermentervolumina führen würde.
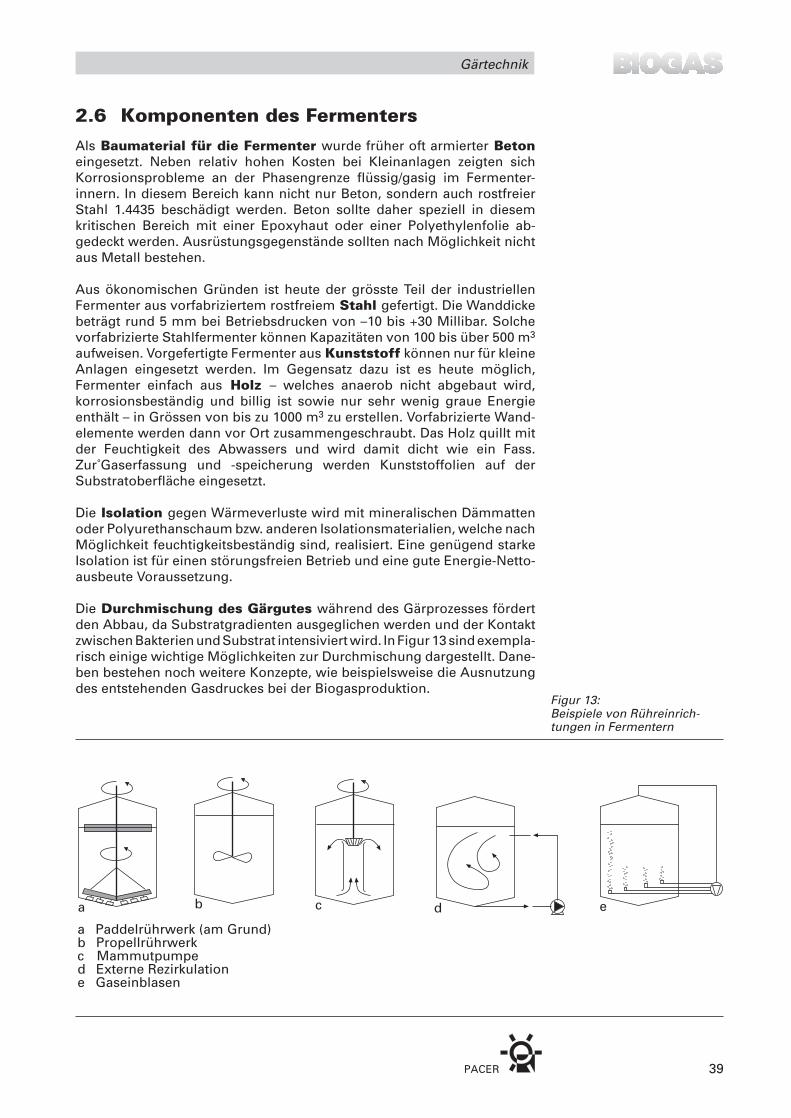
PACER 39
Gärtechnik
2.6 Komponenten des FermentersAls Baumaterial für die Fermenter wurde früher oft armierter Betoneingesetzt. Neben relativ hohen Kosten bei Kleinanlagen zeigten sichKorrosionsprobleme an der Phasengrenze flüssig/gasig im Fermenter-innern. In diesem Bereich kann nicht nur Beton, sondern auch rostfreierStahl 1.4435 beschädigt werden. Beton sollte daher speziell in diesemkritischen Bereich mit einer Epoxyhaut oder einer Polyethylenfolie ab-gedeckt werden. Ausrüstungsgegenstände sollten nach Möglichkeit nichtaus Metall bestehen.
Aus ökonomischen Gründen ist heute der grösste Teil der industriellenFermenter aus vorfabriziertem rostfreiem Stahl gefertigt. Die Wanddickebeträgt rund 5 mm bei Betriebsdrucken von –10 bis +30 Millibar. Solchevorfabrizierte Stahlfermenter können Kapazitäten von 100 bis über 500 m3
aufweisen. Vorgefertigte Fermenter aus Kunststoff können nur für kleineAnlagen eingesetzt werden. Im Gegensatz dazu ist es heute möglich,Fermenter einfach aus Holz – welches anaerob nicht abgebaut wird,korrosionsbeständig und billig ist sowie nur sehr wenig graue Energieenthält – in Grössen von bis zu 1000 m3 zu erstellen. Vorfabrizierte Wand-elemente werden dann vor Ort zusammengeschraubt. Das Holz quillt mitder Feuchtigkeit des Abwassers und wird damit dicht wie ein Fass.Zur␣ Gaserfassung und -speicherung werden Kunststoffolien auf derSubstratoberfläche eingesetzt.
Die Isolation gegen Wärmeverluste wird mit mineralischen Dämmattenoder Polyurethanschaum bzw. anderen Isolationsmaterialien, welche nachMöglichkeit feuchtigkeitsbeständig sind, realisiert. Eine genügend starkeIsolation ist für einen störungsfreien Betrieb und eine gute Energie-Netto-ausbeute Voraussetzung.
Die Durchmischung des Gärgutes während des Gärprozesses fördertden Abbau, da Substratgradienten ausgeglichen werden und der Kontaktzwischen Bakterien und Substrat intensiviert wird. In Figur 13 sind exempla-risch einige wichtige Möglichkeiten zur Durchmischung dargestellt. Dane-ben bestehen noch weitere Konzepte, wie beispielsweise die Ausnutzungdes entstehenden Gasdruckes bei der Biogasproduktion.
Figur 13:Beispiele von Rühreinrich-tungen in Fermentern
e
a Paddelrührwerk (am Grund)b Propellrührwerkc Mammutpumped Externe Rezirkulatione Gaseinblasen
a b dc

PACER40
Gärtechnik
Zur Beschickung des Fermenters müssen Komponenten eingesetzt wer-den, welche zuverlässig sind, einfach unterhalten werden können undwelche die Kanalbildung im Fermenter nach Möglichkeit verhindern.
Ein UASB-Reaktor wird daher durch ein ausgeklügeltes Netz von Verrohrun-gen auf dem Fermentergrund gleichmässig beschickt. Anaerobfilter, wel-che im Downflow-Betrieb arbeiten, weisen ein Verteilsystem für das zuflies-sende Abwasser auf, welches Gewähr bietet, dass die Oberfläche derTrägermaterialien gleichmässig versorgt wird. Für Feststoffgäranlagenwerden normalerweise Kolbenpumpen oder Exzenterschneckenpumpeneingesetzt. Bei gewissen Reaktortypen sorgen Trennwände im Fermenter-innern dafür, dass frisch zugeführtes Material nicht gleich wieder ausgetra-gen wird.
Der Austrag des vergorenen Materials geschieht bei vertikalen Anlagennormalerweise mit Hilfe der Gravitation über einen Siphon, welcher uner-wünschten Gasaustritt verhindert. In Feststoffanlagen muss das Gärgutnormalerweise mechanisch (Saugpumpe, Schnecke oder Kratzboden) ausdem Fermenter abgezogen werden.
In Fermentern zur Flüssiggärung können – wie bereits mehrfach erwähnt –Vorkehrungen getroffen werden, um die Biomasse zurückzuhalten. Wäh-rend beim UASB-Prozess relativ leicht sedimentierbare Bakterienklümp-chen gezüchtet werden, kommen im Fall von Anaerobfiltern inerte Träger-materialien zum Einsatz. In Figur 14 sind einige solcher Trägermaterialienbeispielhaft aufgezeigt. Als Trägermaterialien kommen Kunststoffe, Metal-le, mineralische Inertstoffe oder auch Holz in Frage.
Normalerweise sind industrielle und kommunale Gäranlagen beheizt. ZurHeizung werden in der Regel Wärmetauscher eingesetzt, welche Wärmevon Wasser auf das Gärgut übertragen. Als Wärmequellen kommen nebenHeizkesseln auch Wärme/Kraft-Kopplungen in Frage. Sofern die Heizungmit Biogas betrieben wird, ist daran zu denken, eine Notheizung zu instal-lieren, damit bei Ausfall der Biogasproduktion der Fermenter trotzdembetrieben werden kann. Es kann das Gärgut sowohl im Innern des Fermen-ters, als auch im Vorgefäss, in der Zulaufleitung (oft bei Feststoffvergärung)oder in einer externen Schlaufe ausserhalb des Fermenters beheizt werden.Einige Beispiele von Heizungen sind in Figur 15 exemplarisch dargestellt.
Figur 14:Beispiele und Eigenschaftenvon Trägermaterialien fürbakterielles Wachstum
Typ HIFLOW PLASDEK FLOCOR SIRAN
a [m2/m3] 65 148 150 30 000ε [%] 96.5 96 97 70
a: spezifische Oberflächeε: Leervolumen
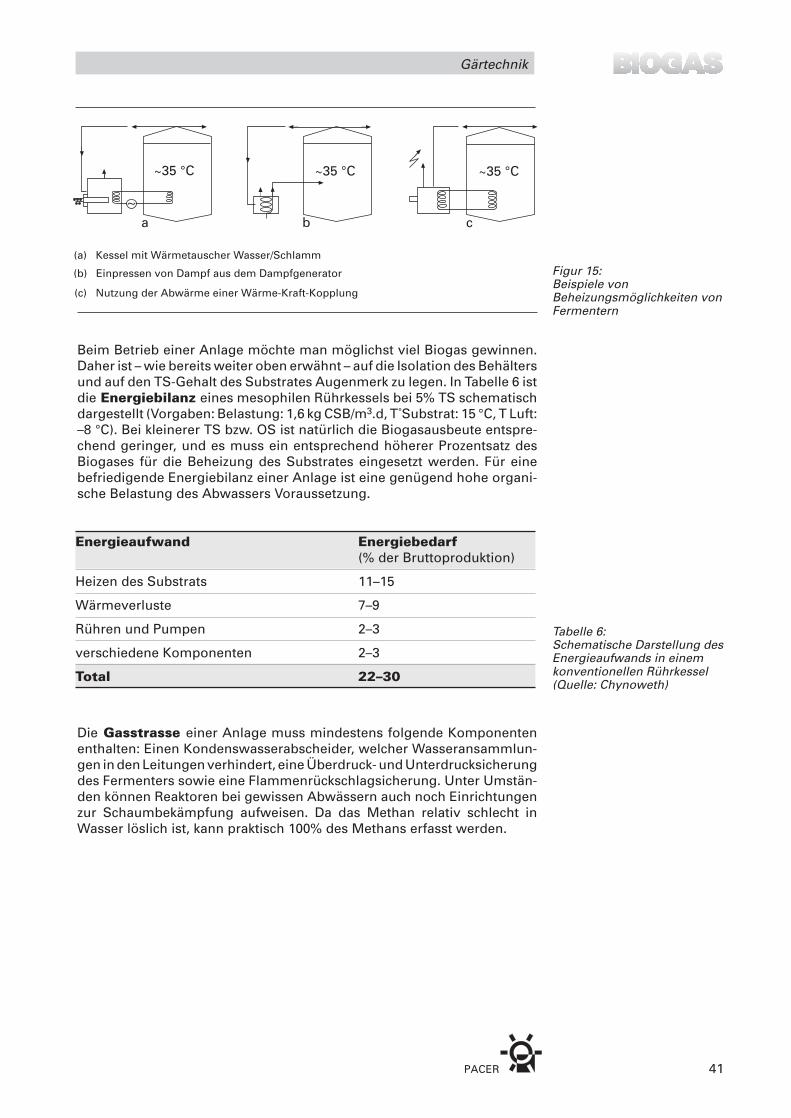
PACER 41
Gärtechnik
Beim Betrieb einer Anlage möchte man möglichst viel Biogas gewinnen.Daher ist – wie bereits weiter oben erwähnt – auf die Isolation des Behältersund auf den TS-Gehalt des Substrates Augenmerk zu legen. In Tabelle 6 istdie Energiebilanz eines mesophilen Rührkessels bei 5% TS schematischdargestellt (Vorgaben: Belastung: 1,6 kg CSB/m3.d, T␣ Substrat: 15 °C, T Luft:–8 °C). Bei kleinerer TS bzw. OS ist natürlich die Biogasausbeute entspre-chend geringer, und es muss ein entsprechend höherer Prozentsatz desBiogases für die Beheizung des Substrates eingesetzt werden. Für einebefriedigende Energiebilanz einer Anlage ist eine genügend hohe organi-sche Belastung des Abwassers Voraussetzung.
Energieaufwand Energiebedarf(% der Bruttoproduktion)
Heizen des Substrats 11–15
Wärmeverluste 7–9
Rühren und Pumpen 2–3
verschiedene Komponenten 2–3
Total 22–30
Tabelle 6:Schematische Darstellung desEnergieaufwands in einemkonventionellen Rührkessel(Quelle: Chynoweth)
Figur 15:Beispiele vonBeheizungsmöglichkeiten vonFermentern
Die Gasstrasse einer Anlage muss mindestens folgende Komponentenenthalten: Einen Kondenswasserabscheider, welcher Wasseransammlun-gen in den Leitungen verhindert, eine Überdruck- und Unterdrucksicherungdes Fermenters sowie eine Flammenrückschlagsicherung. Unter Umstän-den können Reaktoren bei gewissen Abwässern auch noch Einrichtungenzur Schaumbekämpfung aufweisen. Da das Methan relativ schlecht inWasser löslich ist, kann praktisch 100% des Methans erfasst werden.
(a) Kessel mit Wärmetauscher Wasser/Schlamm
a b
~35 °C ~35 °C
c
~35 °C
(b) Einpressen von Dampf aus dem Dampfgenerator
(c) Nutzung der Abwärme einer Wärme-Kraft-Kopplung
~
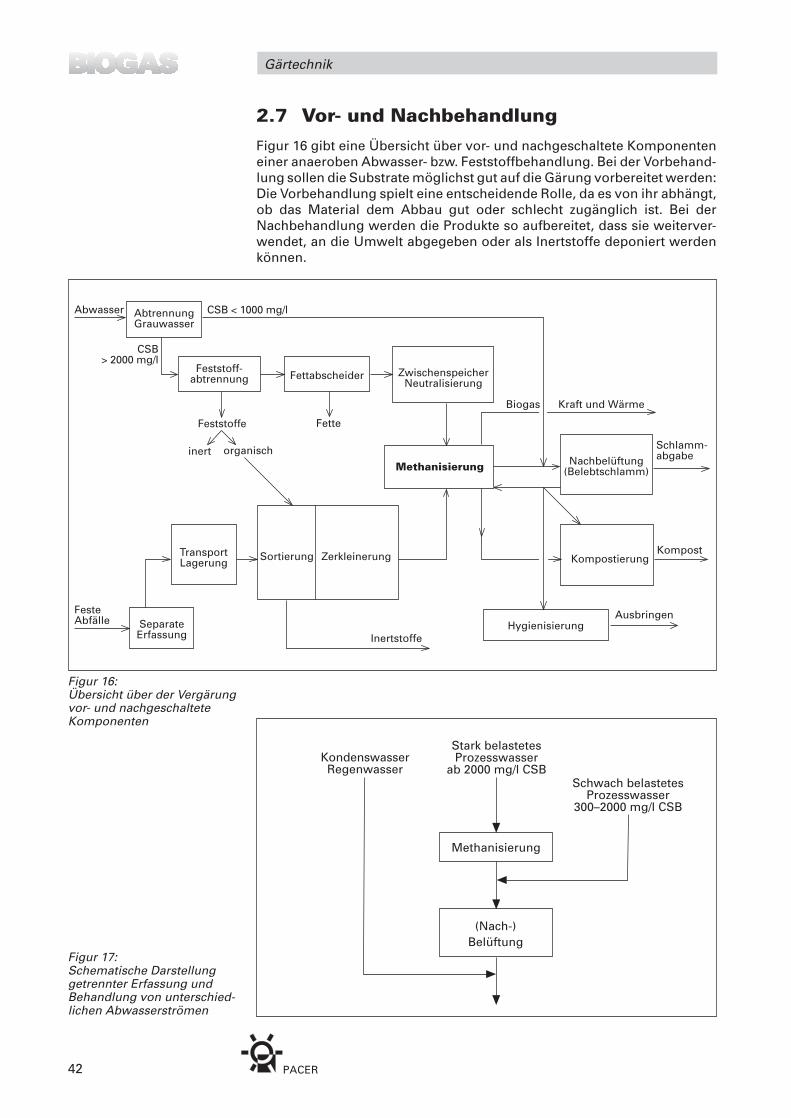
PACER42
Gärtechnik
2.7 Vor- und NachbehandlungFigur 16 gibt eine Übersicht über vor- und nachgeschaltete Komponenteneiner anaeroben Abwasser- bzw. Feststoffbehandlung. Bei der Vorbehand-lung sollen die Substrate möglichst gut auf die Gärung vorbereitet werden:Die Vorbehandlung spielt eine entscheidende Rolle, da es von ihr abhängt,ob das Material dem Abbau gut oder schlecht zugänglich ist. Bei derNachbehandlung werden die Produkte so aufbereitet, dass sie weiterver-wendet, an die Umwelt abgegeben oder als Inertstoffe deponiert werdenkönnen.
AbtrennungGrauwasser
Feststoff-abtrennung
ZwischenspeicherNeutralisierung
Abwasser
Fettabscheider
Sortierung ZerkleinerungTransportLagerung
SeparateErfassung
FesteAbfälle
Methanisierung
Fette
CSB> 2000 mg/l
Feststoffe
inert organisch
CSB < 1000 mg/l
Biogas Kraft und Wärme
Schlamm-abgabe
Kompost
Ausbringen
InertstoffeHygienisierung
Kompostierung
Nachbelüftung(Belebtschlamm)
Figur 16:Übersicht über der Vergärungvor- und nachgeschalteteKomponenten
Figur 17:Schematische Darstellunggetrennter Erfassung undBehandlung von unterschied-lichen Abwasserströmen
KondenswasserRegenwasser
Stark belastetesProzesswasser
ab 2000 mg/l CSB
Methanisierung
Schwach belastetesProzesswasser
300–2000 mg/l CSB
(Nach-)Belüftung
PACER 43
Gärtechnik
Vorbehandlung
Industriebetriebe liefern meist eine Mischung unterschiedlich stark belaste-ter und verschieden zusammengesetzter Abwässer. Zunächst muss hiereinmal überlegt werden, welche Abwasserströme getrennt erfasstwerden können und was die angepasstesten Behandlungswege sind. InFigur 17 ist ein einfaches Beispiel schematisch dargestellt.
Eine gute und wohlüberlegte Vorbehandlung trägt äusserst viel zum opti-malen Betrieb einer Biogasanlage bei (vergleiche auch Figur 17): Einwichtiger Schritt der Vorbehandlung kann die Feststoffabtrennung sein.Einerseits müssen nicht abbaubare Feststoffe (Mineralien, refraktärer Koh-lenstoff usw.) möglichst gut abgetrennt werden, damit sie nicht unnötig vielaktives Fermentervolumen reduzieren. Andererseits sind organische Fest-stoffe in UASB-Reaktoren und anderen Hochleistungsprozessen nicht er-wünscht, da bei der dort üblichen kurzen Aufenthaltszeit ein Abbau nichtmöglich ist. Bei Anaerobfiltern kann im Falle von groben Feststoffpartikelnzudem die Gefahr des Verstopfens der Filterelemente bestehen.
Zur Feststoffabtrennung kommen Einrichtungen zur Sedimentation / Flota-tion, Zentrifugen, Siebe oder Netze (Trommelsiebe) in Frage. Kleine Fett-partikel (z.B. in Schlachthausabwässern) können mit Sieben, welcheregelmässig mit heissem Wasser gereinigt werden, zurückgehalten wer-den. Bei höheren Fettkonzentrationen ab rund 200 mg pro Liter kommenklassische Fettabscheider zum Einsatz.
Damit der Fermenter regelmässig gespiesen werden kann, ist bei unregel-mässigem Abwasseranfall ein Pufferbehälter vor dem Fermenter vorzu-sehen. In diesem Pufferbehälter kann auch die Temperatur eingestellt undNährstoff zugeführt werden. Sofern das Abwasser sehr wenig Feststoffpar-tikel aufweist, ist die Möglichkeit eines Wärmeaustausches vom warmen,ausgegorenen Abwasser auf das zulaufende, noch unvergorene Abwasserin Betracht zu ziehen, was die Energieausbeute der Anlage natürlich verbes-sert.
Bei verschiedenen einseitig zusammengesetzten Abwässern kann eineNährstoffzugabe notwendig sein. Insbesondere geht es um die ElementeStickstoff und Phosphor, aber eventuell auch um gewisse Spurenelemente(Ni, Co, Fe usw.).
Da der günstige pH-Wert für die Methanisierung im neutralen Bereich liegt,kann eine pH-Regulierung vor der Einspeisung in den Fermenter sinnvollsein. Bei Abwässern mit besonders hohen oder tiefen pH-Werten ist zumin-dest die Möglichkeit einer pH-Regulierung vorzusehen, obwohl diese invielen Fällen nicht notwendig ist, da im Methanreaktor durch die Bakterienein gepuffertes Milieu erzeugt wird, welches den pH-Wert normalerweiseim günstigen Bereich stabilisiert.
In gewissen Fällen, wo hemmende Substanzen in sehr grossen Konzentra-tionen vorkommen, kann es auch vorteilhaft sein, in einer Vorstufe Hemm-stoffe auszufällen oder mit anderen Mitteln (Strippen usw.) deren Konzen-tration zu reduzieren (z.B. Reduktion von übermässig hohen Sulphatgehal-ten in gewissen Abwässern).
Bei festen Abfällen lohnt sich eine aufwendige Aufbereitung speziell, dader beim Abbau entstehende (anaerobe) Kompost qualitativ hochwertigsein muss, damit er vermarktet werden kann. Eine möglichst vollständige
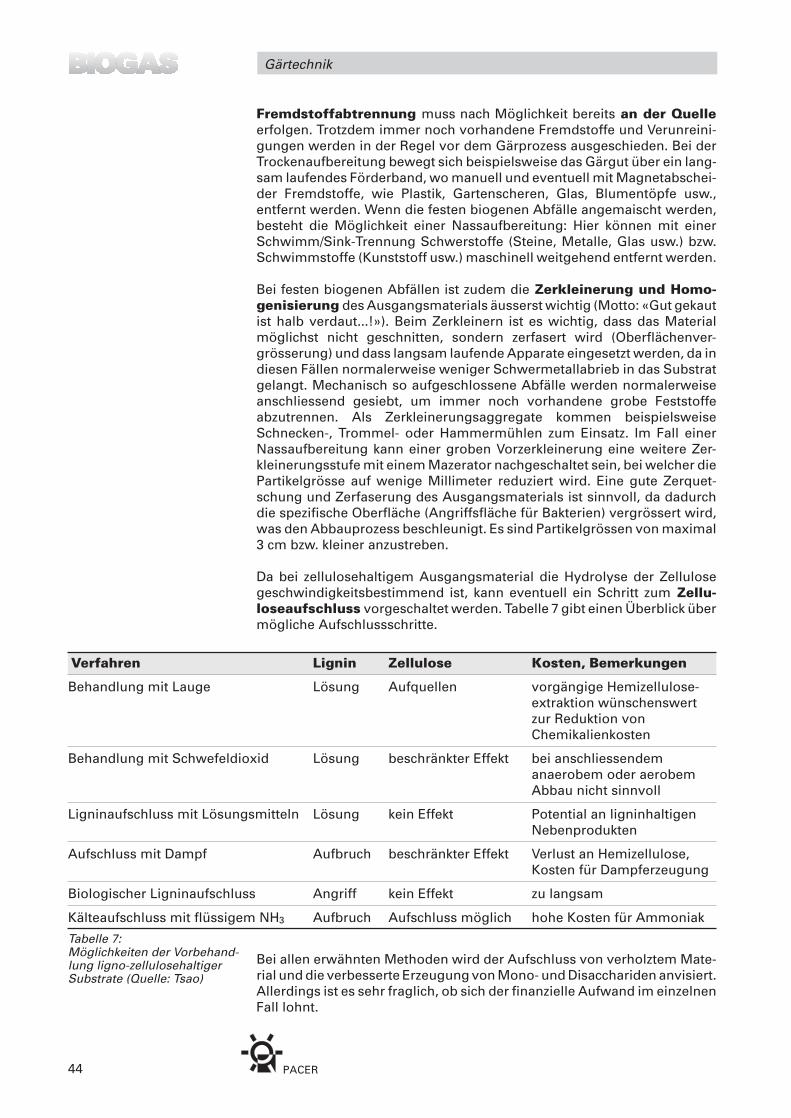
PACER44
Gärtechnik
Fremdstoffabtrennung muss nach Möglichkeit bereits an der Quelleerfolgen. Trotzdem immer noch vorhandene Fremdstoffe und Verunreini-gungen werden in der Regel vor dem Gärprozess ausgeschieden. Bei derTrockenaufbereitung bewegt sich beispielsweise das Gärgut über ein lang-sam laufendes Förderband, wo manuell und eventuell mit Magnetabschei-der Fremdstoffe, wie Plastik, Gartenscheren, Glas, Blumentöpfe usw.,entfernt werden. Wenn die festen biogenen Abfälle angemaischt werden,besteht die Möglichkeit einer Nassaufbereitung: Hier können mit einerSchwimm/Sink-Trennung Schwerstoffe (Steine, Metalle, Glas usw.) bzw.Schwimmstoffe (Kunststoff usw.) maschinell weitgehend entfernt werden.
Bei festen biogenen Abfällen ist zudem die Zerkleinerung und Homo-genisierung des Ausgangsmaterials äusserst wichtig (Motto: «Gut gekautist halb verdaut...!»). Beim Zerkleinern ist es wichtig, dass das Materialmöglichst nicht geschnitten, sondern zerfasert wird (Oberflächenver-grösserung) und dass langsam laufende Apparate eingesetzt werden, da indiesen Fällen normalerweise weniger Schwermetallabrieb in das Substratgelangt. Mechanisch so aufgeschlossene Abfälle werden normalerweiseanschliessend gesiebt, um immer noch vorhandene grobe Feststoffeabzutrennen. Als Zerkleinerungsaggregate kommen beispielsweiseSchnecken-, Trommel- oder Hammermühlen zum Einsatz. Im Fall einerNassaufbereitung kann einer groben Vorzerkleinerung eine weitere Zer-kleinerungsstufe mit einem Mazerator nachgeschaltet sein, bei welcher diePartikelgrösse auf wenige Millimeter reduziert wird. Eine gute Zerquet-schung und Zerfaserung des Ausgangsmaterials ist sinnvoll, da dadurchdie spezifische Oberfläche (Angriffsfläche für Bakterien) vergrössert wird,was den Abbauprozess beschleunigt. Es sind Partikelgrössen von maximal3 cm bzw. kleiner anzustreben.
Da bei zellulosehaltigem Ausgangsmaterial die Hydrolyse der Zellulosegeschwindigkeitsbestimmend ist, kann eventuell ein Schritt zum Zellu-loseaufschluss vorgeschaltet werden. Tabelle 7 gibt einen Überblick übermögliche Aufschlussschritte.
Verfahren Lignin Zellulose Kosten, Bemerkungen
Behandlung mit Lauge Lösung Aufquellen vorgängige Hemizellulose-extraktion wünschenswertzur Reduktion vonChemikalienkosten
Behandlung mit Schwefeldioxid Lösung beschränkter Effekt bei anschliessendemanaerobem oder aerobemAbbau nicht sinnvoll
Ligninaufschluss mit Lösungsmitteln Lösung kein Effekt Potential an ligninhaltigenNebenprodukten
Aufschluss mit Dampf Aufbruch beschränkter Effekt Verlust an Hemizellulose,Kosten für Dampferzeugung
Biologischer Ligninaufschluss Angriff kein Effekt zu langsam
Kälteaufschluss mit flüssigem NH3 Aufbruch Aufschluss möglich hohe Kosten für Ammoniak
Tabelle 7:Möglichkeiten der Vorbehand-lung ligno-zellulosehaltigerSubstrate (Quelle: Tsao)
Bei allen erwähnten Methoden wird der Aufschluss von verholztem Mate-rial und die verbesserte Erzeugung von Mono- und Disacchariden anvisiert.Allerdings ist es sehr fraglich, ob sich der finanzielle Aufwand im einzelnenFall lohnt.
PACER 45
Gärtechnik
Nachbehandlung
Der Vergärung von Abwässern nachgeschaltete Schritte können umfassen:Aerobe Nachreinigung, Nitrifizierung/Denitrifizierung, Behandlung desÜberschussschlamms sowie von Abluft. Bei der Vergärung fester Abfällekommen in Frage: Hygienisierung und Nachkompostierung des Gärgutes,Behandlung des Überschusswassers sowie Abluftbehandlung.
Wenn industrielle Abwässer vergoren werden, handelt es sich in der Regelum eine Vorreinigung, bei welcher der CSB auf 1000 bis maximal 300 mg⁄lreduziert wird. In der Schweiz ist eine zusätzliche Reinigungsstufe notwen-dig, bevor diese Abwässer in den Vorfluter gelangen können. Eine Möglich-keit ist, diese in der organischen Fracht nun doch beträchtlich reduziertenAbwässer der kommunalen Kläranlage zuzuführen, sofern diese eine genü-gende Kapazitätsreserve aufweist und sofern nicht unnötig hohe Einlei-tungskosten anfallen (z.B. bei Abwassergebühren auf Grund des Volumensund nicht der Fracht).
Als zweite Möglichkeit besteht die Behandlung vor Ort. In diesem Fall wirddem anaeroben Reaktor eine Belüftung nachgeschaltet, wo der Über-schussschlamm sowie allenfalls anaerob nicht abgebauter COD weitest-möglich abgebaut wird.
Ebenso kann es sinnvoll sein, bei hohen Stickstoffgehalten eine Nitrifizie-rung/Denitrifizierung nachzuschalten. Im anaeroben Milieu entstehtAmmonium-Stickstoff. Durch eine nachträgliche Belüftung wird dieserbiologisch zu Nitrit und Nitrat oxydiert, um anschliessend im anoxischenMilieu biotechnologisch zu elementarem Stickstoff reduziert zu werden.
Sowohl bei der anaeroben Gärung als auch bei den biologischen Nachbe-handlungen entsteht Überschussschlamm. Beim anaeroben Abbau kannetwa mit 0.1 bis 0.15 kg Bakterien-TS pro kg abgebautem CSB gerechnetwerden. Dieser Überschussschlamm muss vorzugsweise entweder direktnach der Vergärung oder allenfalls als Belebtschlamm nach der Belüftungs-stufe in einer Fest/Flüssig-Trennung abgetrennt und separat entsorgt wer-den.
Sofern es sich bei der Methanisierung nicht um einen UASB-Reaktorhandelt, dessen Granulat relativ leicht sedimentierbar ist, fällt der Bakte-rienschlamm mit einer TS von etwa 3–5% an. Eine weitere Eindickungerfordert einen relativ hohen und kostspieligen technischen Aufwand. Beimdirekten Ausbringen auf das Feld sind die Auflagen der eidgenössischenKlärschlammverordnung bezüglich der Hygiene einzuhalten (weniger als100 Enterococcen pro g), was in einzelnen Fällen eine nachträgliche Hygie-nisierung nötig machen könnte.
Vergorene Abwässer können Gerüche emittieren: Speziell wenn der Gär-prozess in Folge kurzer HRT unvollständig abläuft, ist es möglich, dass imAbfluss noch höhere Konzentrationen an organischen Säuren vorhandensind, welche übel riechen. Bei hohen Schwefelgehalten des Abwassersentwickelt sich in der Anaerobie Schwefelwasserstoff, welcher nachfaulen Eiern riecht. Kritische Bereiche sollten daher in diesen Fällen abge-dichtet werden, flüchtige Stoffe (wie z.B. Ammoniak) allenfalls durch Strip-pen extrahiert und Abluft allgemein abgezogen und gereinigt werden. ZurReinigung kann die Abluft über Aktivkohlefilter, Waschkolonnen oder(Kompost-)Biofilter gereinigt werden (Strömungsgeschwindigkeiten inWaschkolonnen und Biofiltern: rund ein Meter pro Sekunde). Es ist zu
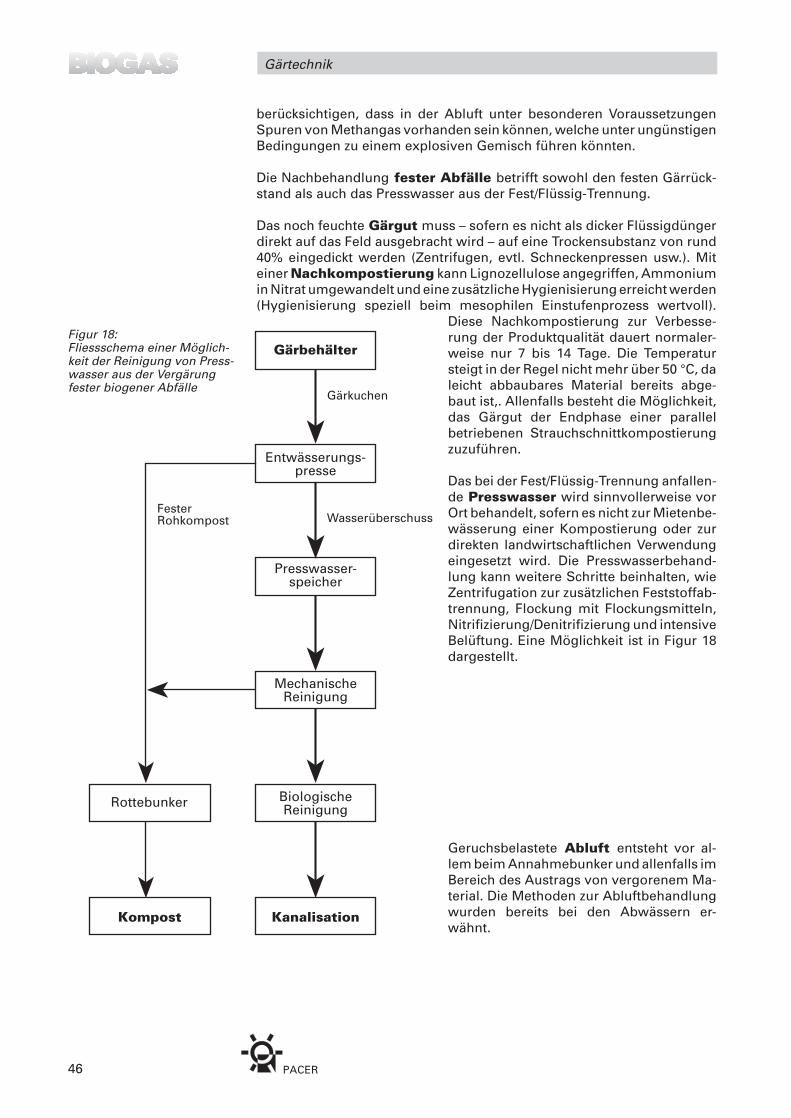
PACER46
Gärtechnik
berücksichtigen, dass in der Abluft unter besonderen VoraussetzungenSpuren von Methangas vorhanden sein können, welche unter ungünstigenBedingungen zu einem explosiven Gemisch führen könnten.
Die Nachbehandlung fester Abfälle betrifft sowohl den festen Gärrück-stand als auch das Presswasser aus der Fest/Flüssig-Trennung.
Das noch feuchte Gärgut muss – sofern es nicht als dicker Flüssigdüngerdirekt auf das Feld ausgebracht wird – auf eine Trockensubstanz von rund40% eingedickt werden (Zentrifugen, evtl. Schneckenpressen usw.). Miteiner Nachkompostierung kann Lignozellulose angegriffen, Ammoniumin Nitrat umgewandelt und eine zusätzliche Hygienisierung erreicht werden(Hygienisierung speziell beim mesophilen Einstufenprozess wertvoll).
Diese Nachkompostierung zur Verbesse-rung der Produktqualität dauert normaler-weise nur 7 bis 14 Tage. Die Temperatursteigt in der Regel nicht mehr über 50 °C, daleicht abbaubares Material bereits abge-baut ist,. Allenfalls besteht die Möglichkeit,das Gärgut der Endphase einer parallelbetriebenen Strauchschnittkompostierungzuzuführen.
Das bei der Fest/Flüssig-Trennung anfallen-de Presswasser wird sinnvollerweise vorOrt behandelt, sofern es nicht zur Mietenbe-wässerung einer Kompostierung oder zurdirekten landwirtschaftlichen Verwendungeingesetzt wird. Die Presswasserbehand-lung kann weitere Schritte beinhalten, wieZentrifugation zur zusätzlichen Feststoffab-trennung, Flockung mit Flockungsmitteln,Nitrifizierung/Denitrifizierung und intensiveBelüftung. Eine Möglichkeit ist in Figur 18dargestellt.
Kanalisation
Gärbehälter
Entwässerungs-presse
BiologischeReinigung
MechanischeReinigung
Presswasser-speicher
Gärkuchen
WasserüberschussFesterRohkompost
Rottebunker
Kompost
Geruchsbelastete Abluft entsteht vor al-lem beim Annahmebunker und allenfalls imBereich des Austrags von vergorenem Ma-terial. Die Methoden zur Abluftbehandlungwurden bereits bei den Abwässern er-wähnt.
Figur 18:Fliessschema einer Möglich-keit der Reinigung von Press-wasser aus der Vergärungfester biogener Abfälle
PACER 47
Gärtechnik
2.8 InbetriebnahmeDa die anaeroben Bakterien sich langsam vermehren und Populationen,welche an das jeweilige Substrat angepasst sind, sich zuerst entwickelnmüssen, ist die Inbetriebnahme eines Reaktors sehr oft ein recht heiklesUnterfangen. In der Folge läuft der Prozess hingegen meist problemlos ab.
Im Substrat ursprünglich vorhandener Sauerstoff spielt insofern keinegrosse Rolle, als er von (semi)aeroben Bakterien sehr rasch aufgezehrt wird.Danach werden zunächst sauerstoffhaltige Verbindungen wie Nitrate undSulphate oder dreiwertiges Eisen reduziert, bevor es zur eigentlichenMethanbildung kommt. Voraussetzung für die Biogasproduktion ist einegenügend grosse Bakterienpopulation. Während methanogene Bakte-rien in Substraten wie Gülle von Wiederkäuern oder im Klärschlamm ingrosser Anzahl vorhanden sind, sind in industriellen Abwässern – speziellwenn diese sehr heiss anfallen – kaum Bakterien anzutreffen. In diesem Fallist es notwendig, den Fermenter mit Impfmaterial anzufahren. DasImpfmaterial ist vergorenes Material aus einer Anlage, welche mit einemmöglichst vergleichbaren Substrat betrieben wird. Allenfalls kann derFermenter sogar mit Material aus mehreren verschiedenen Anlagen gefülltwerden, damit eine möglichst hohe Diversität der Biozönose gewährleistetist und somit die Wahrscheinlichkeit steigt, dass das Impfmaterial für denAbbau geeignete Bakterien enthält.
Während des Anfahrens wird der Reaktor generell mit einer deutlichkleineren Faulraumbelastung beschickt, als dies für den Normalbetriebvorgesehen ist. Je nach Reaktortyp und Substrat kann es recht langedauern, bis eine optimal an das Abwasser adaptierte Bakterienpopulationsich entwickelt hat (im Extremfall mehrere Monate bis zu einem Jahr). Wenndie Population einmal angepasst ist, läuft ein Reaktor normalerweisesteuerungsfrei ohne weitere Impfmassnahmen.
Im Fall von UASB-Reaktoren ist die Impfung insofern einfach, als über-schüssiges Granulat von einem Reaktor mit ähnlichem Substrat übernom-men werden kann. Im günstigen Fall kann schon nach wenigen Tagen dieBelastung gesteigert werden, wobei darauf zu achten ist, dass der pH imFermenter im Neutralbereich liegt.
Im Fall von Anaerobfiltern hingegen dauert das Anfahren in der Regeldeutlich länger: Die zunächst im Impfschlamm vorhandenen Bakterienmüssen die Trägermaterialien besiedeln und sich dort festsetzen. Ausdiesem Grund ist der Filter zunächst nur mit einer sehr kleinen Belastung zubeschicken; die hydraulische Belastung darf diejenige eines voll durch-mischten Rührkessels nicht überschreiten, da sich zunächst der grösste Teilder Biomasse in Suspension befindet. Sobald gute Abbauwerte im Ausflussbeobachtet werden, kann die Belastung schrittweise erhöht werden. NebenGasproduktion und Gaszusammensetzung geben auch die Säurewerteeinen guten Anhaltspunkt über das Funktionieren des Fermenters; siesollten im Ausfluss Konzentrationen von 10 bis 20 meq/Liter nicht über-schreiten. Bevor die Faulraumbelastung erhöht (maximal: verdoppelt)wird, sollte mindestens während 10 Tagen ein «steady state»-Zustanderreicht werden. Anfahrzeiten von rund einem halben Jahr sind fürAnaerobfilter die Regel. Allerdings besteht nachher der Vorteil, dassein␣ Anaerobfilter sehr stabil ist und eine Biozönose mit hoher Diversitätaufweisen kann (was beim UASB weniger der Fall ist).
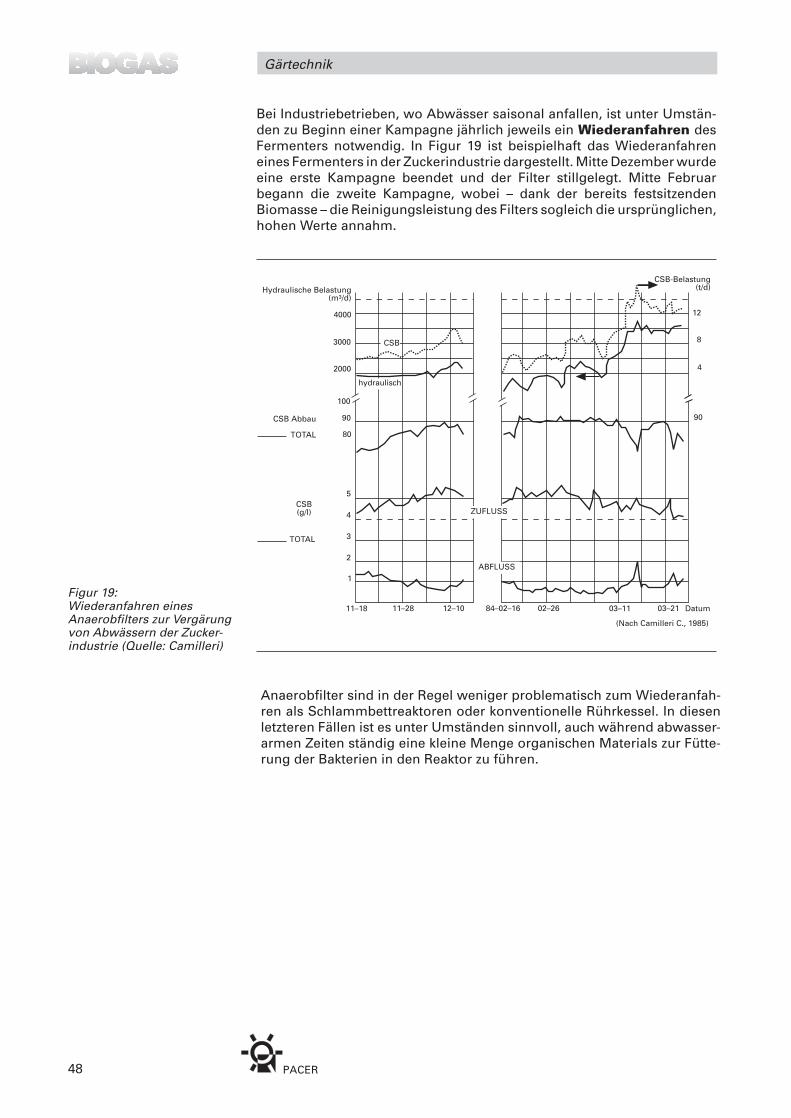
PACER48
Gärtechnik
Bei Industriebetrieben, wo Abwässer saisonal anfallen, ist unter Umstän-den zu Beginn einer Kampagne jährlich jeweils ein Wiederanfahren desFermenters notwendig. In Figur 19 ist beispielhaft das Wiederanfahreneines Fermenters in der Zuckerindustrie dargestellt. Mitte Dezember wurdeeine erste Kampagne beendet und der Filter stillgelegt. Mitte Februarbegann die zweite Kampagne, wobei – dank der bereits festsitzendenBiomasse – die Reinigungsleistung des Filters sogleich die ursprünglichen,hohen Werte annahm.
84–02–16
CSB-Belastung(t/d)
12
8
4
90
03–2103–1102–2612–1011–2811–18
ABFLUSS
ZUFLUSS
hydraulisch
CSB
1
2
3
4
5
80
90
100
2000
3000
4000
Hydraulische Belastung(m3/d)
CSB Abbau
TOTAL
TOTAL
CSB(g/l)
(Nach Camilleri C., 1985)
Datum
Anaerobfilter sind in der Regel weniger problematisch zum Wiederanfah-ren als Schlammbettreaktoren oder konventionelle Rührkessel. In diesenletzteren Fällen ist es unter Umständen sinnvoll, auch während abwasser-armen Zeiten ständig eine kleine Menge organischen Materials zur Fütte-rung der Bakterien in den Reaktor zu führen.
Figur 19:Wiederanfahren einesAnaerobfilters zur Vergärungvon Abwässern der Zucker-industrie (Quelle: Camilleri)
PACER 49
Gärtechnik
2.9 Überwachung des GärprozessesUm den Gärprozess stets optimieren und an allfällige Substratschwankun-gen anpassen zu können, ist es notwendig, diejenigen Prozessparameter,welche den Gärprozess beschreiben, zu kennen und möglichst regelmässigzu erfassen.
Naheliegende Parameter sind die Biogasproduktion und die Gaszusam-mensetzung. Je nach Substratzusammensetzung ist eine bestimmteGasausbeute und Gaszusammensetzung zu erwarten. Treten plötzlich grös-sere Abweichungen vom Erfahrungswert auf und steigt insbesondere derCO2-Gehalt im Biogas, deutet dies auf eine Störung hin (z.B. verursachtdurch irrtümliche Zugabe von gewissen Desinfektionsmitteln oder anderenHemmstoffen). Biogasproduktion und -zusammensetzung können mit rela-tiv billigen Messgeräten einfach gemessen werden (z.B. Messung des CO2-Anteils durch Absorption in KOH).
Die Abbauleistung des Fermenters, gemessen beispielsweise als CSB-Reduktion, gibt ebenfalls eine gute Auskunft über den Zustand derBiozönose. Bei der CSB-Messung ist zu berücksichtigen, dass CSB sowohlgelöst, als auch in Form suspendierter Feststoffpartikel vorhanden seinkann. Unter Umständen besteht sogar die Möglichkeit, die Abbauleistunganhand einer Kohlenstoffbilanz zu bestimmen (Zufluss, Abfluss, Biogas).
Da die methanogenen Bakterien nur in einem kleinen «thermodynami-schen Fenster» bei neutralen pH-Werten Biogas bilden können, ist der pH-Wert ebenfalls ein guter Indikator für das Funktionieren des Fermenters.Wenn der pH-Wert in den Bereich von 6.5 und darunter sinkt, ist höchsteVorsicht geboten. Die Beschickung ist – nach Möglichkeit mit Hilfe voneinem Bypass – einzustellen oder zumindest zu reduzieren, damit sich nichtnoch zusätzliche Säuren akkumulieren und in einem Aufschaukelungs-prozess die Gärung zum Erliegen bringen (sonst wäre u.U. ein Neuanfahrendes Fermenters notwendig).
Die Alkalinität gibt die Pufferkapazität des Mediums an, d.h. sie zeigt an,wie viele Säuren neutralisiert werden können, ohne dass sich der pH starkverändert. Gut funktionierende Fermenter sind normalerweise durch dasGleichgewicht zwischen Kohlensäure, Hydrogencarbonat und Carbonatgut gepuffert, so dass der pH automatisch im für die Gärung günstigenBereich liegt. Die Alkalinität sollte idealerweise etwa im Bereich von 1 gHydrogencarbonat pro Liter liegen.
Zur Einstellung des pHs und der Alkalinität eignet sich Kalk besonders gut,da Kalk nicht nur basisch wirkt, sondern auch die im Fall eines pH-Absinkensverlorene Pufferkapazität wieder herstellt. Gleichzeitig ist Kalk kosten-günstig. Allerdings sollte, wenn immer möglich, ohne Zusatzstoffe ausge-kommen werden, indem durch geeignete Wahl der Betriebsparameter einselbstregulierender Zustand herbeigeführt wird.
Die flüchtigen Fettsäuren spielen eine äusserst wichtige Rolle bei derFermentersteuerung, da rund 3⁄4 des Methans aus der Essigsäure stammen.Wie bereits mehrfach erwähnt, nimmt bei einer Störung die Propion- undButtersäurekonzentration zu. Die Beobachtung von Bildung und Abbau derPropionsäure ist wahrscheinlich der sensibelste Parameter, um den Gär-prozess optimal regulieren zu können. Allerdings setzt die Analytik breiteErfahrung im Umgang mit einem Gaschromatographen voraus.
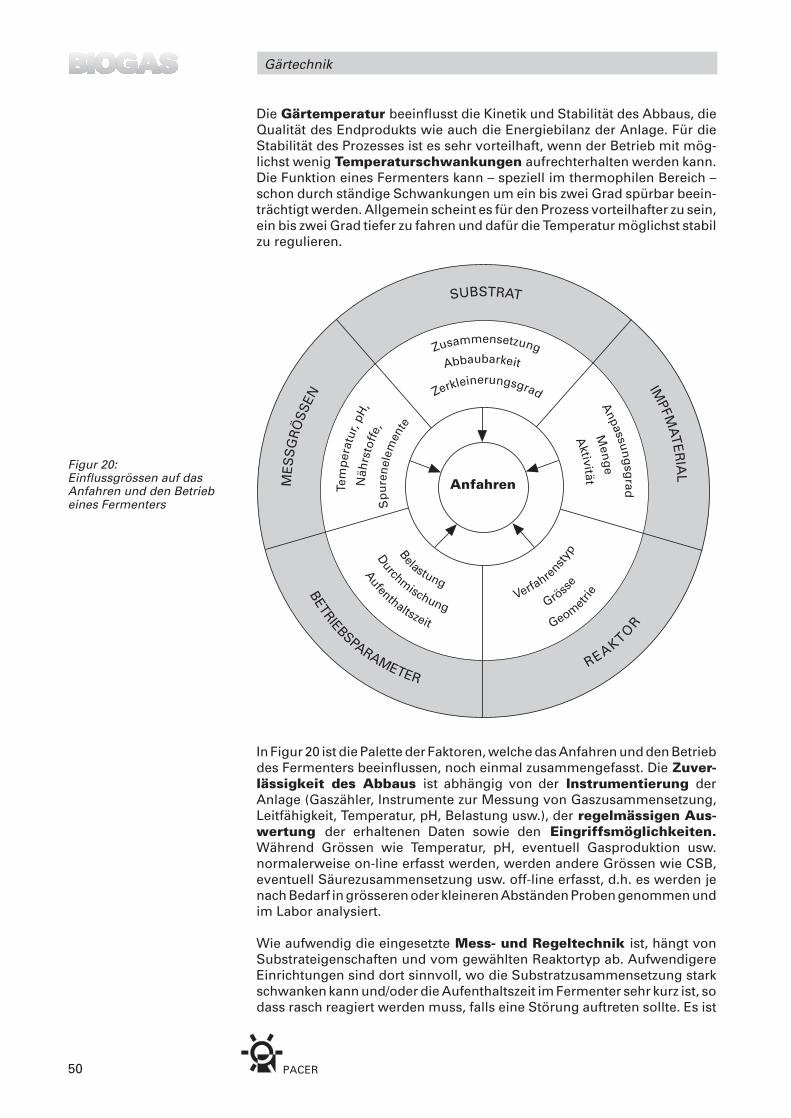
PACER50
Gärtechnik
Die Gärtemperatur beeinflusst die Kinetik und Stabilität des Abbaus, dieQualität des Endprodukts wie auch die Energiebilanz der Anlage. Für dieStabilität des Prozesses ist es sehr vorteilhaft, wenn der Betrieb mit mög-lichst wenig Temperaturschwankungen aufrechterhalten werden kann.Die Funktion eines Fermenters kann – speziell im thermophilen Bereich –schon durch ständige Schwankungen um ein bis zwei Grad spürbar beein-trächtigt werden. Allgemein scheint es für den Prozess vorteilhafter zu sein,ein bis zwei Grad tiefer zu fahren und dafür die Temperatur möglichst stabilzu regulieren.
Figur 20:Einflussgrössen auf dasAnfahren und den Betriebeines Fermenters
In Figur 20 ist die Palette der Faktoren, welche das Anfahren und den Betriebdes Fermenters beeinflussen, noch einmal zusammengefasst. Die Zuver-lässigkeit des Abbaus ist abhängig von der Instrumentierung derAnlage (Gaszähler, Instrumente zur Messung von Gaszusammensetzung,Leitfähigkeit, Temperatur, pH, Belastung usw.), der regelmässigen Aus-wertung der erhaltenen Daten sowie den Eingriffsmöglichkeiten.Während Grössen wie Temperatur, pH, eventuell Gasproduktion usw.normalerweise on-line erfasst werden, werden andere Grössen wie CSB,eventuell Säurezusammensetzung usw. off-line erfasst, d.h. es werden jenach Bedarf in grösseren oder kleineren Abständen Proben genommen undim Labor analysiert.
Wie aufwendig die eingesetzte Mess- und Regeltechnik ist, hängt vonSubstrateigenschaften und vom gewählten Reaktortyp ab. AufwendigereEinrichtungen sind dort sinnvoll, wo die Substratzusammensetzung starkschwanken kann und/oder die Aufenthaltszeit im Fermenter sehr kurz ist, sodass rasch reagiert werden muss, falls eine Störung auftreten sollte. Es ist
Anfahren
Zerkleinerungsgrad
Abbaubarkeit
MES
SG
RÖ
SSE
NSUBSTRAT
Zusammensetzung
BETRIEBSPARAMETERREAKTO
R
IMPFM
ATER
IAL
Meng
e
Aktivität
Belastung
DurchmischungVerfa
hre
nstyp
Grösse
Geom
etrie
Tem
per
atur
, pH
,N
ährs
toff
e,S
pure
nele
men
te
Aufenthaltszeit
Anpassung
sgrad
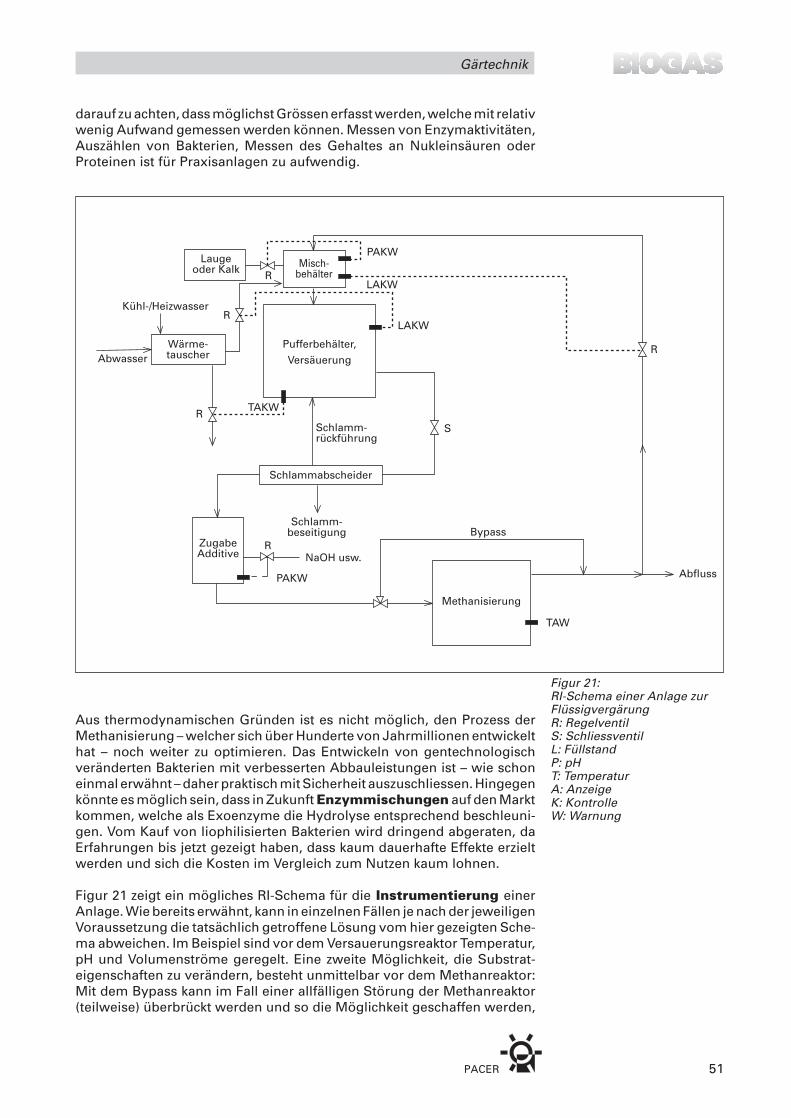
PACER 51
Gärtechnik
darauf zu achten, dass möglichst Grössen erfasst werden, welche mit relativwenig Aufwand gemessen werden können. Messen von Enzymaktivitäten,Auszählen von Bakterien, Messen des Gehaltes an Nukleinsäuren oderProteinen ist für Praxisanlagen zu aufwendig.
Figur 21:RI-Schema einer Anlage zurFlüssigvergärungR: RegelventilS: SchliessventilL: FüllstandP: pHT: TemperaturA: AnzeigeK: KontrolleW: Warnung
Aus thermodynamischen Gründen ist es nicht möglich, den Prozess derMethanisierung – welcher sich über Hunderte von Jahrmillionen entwickelthat – noch weiter zu optimieren. Das Entwickeln von gentechnologischveränderten Bakterien mit verbesserten Abbauleistungen ist – wie schoneinmal erwähnt – daher praktisch mit Sicherheit auszuschliessen. Hingegenkönnte es möglich sein, dass in Zukunft Enzymmischungen auf den Marktkommen, welche als Exoenzyme die Hydrolyse entsprechend beschleuni-gen. Vom Kauf von liophilisierten Bakterien wird dringend abgeraten, daErfahrungen bis jetzt gezeigt haben, dass kaum dauerhafte Effekte erzieltwerden und sich die Kosten im Vergleich zum Nutzen kaum lohnen.
Figur 21 zeigt ein mögliches RI-Schema für die Instrumentierung einerAnlage. Wie bereits erwähnt, kann in einzelnen Fällen je nach der jeweiligenVoraussetzung die tatsächlich getroffene Lösung vom hier gezeigten Sche-ma abweichen. Im Beispiel sind vor dem Versauerungsreaktor Temperatur,pH und Volumenströme geregelt. Eine zweite Möglichkeit, die Substrat-eigenschaften zu verändern, besteht unmittelbar vor dem Methanreaktor:Mit dem Bypass kann im Fall einer allfälligen Störung der Methanreaktor(teilweise) überbrückt werden und so die Möglichkeit geschaffen werden,
Laugeoder Kalk Misch-
behälter
Kühl-/Heizwasser
Wärme-tauscherAbwasser
Pufferbehälter,
Versäuerung
Schlamm-rückführung
Schlamm-beseitigung
Schlammabscheider
NaOH usw.
Methanisierung
R
R
R
Abfluss
TAW
PAKW
PAKW
TAKW
LAKW
S
LAKW
ZugabeAdditive
RBypass
R

PACER52
Gärtechnik
dass sich die Bakterien wieder erholen. Die hier dargestellte Lösung kannallerdings nur realisiert werden, sofern es möglich ist, im Störungsfall dasunvergorene Abwasser der ARA zuzuführen. Andernfalls wäre für denNotfall ein Stapelbehälter und/oder eine Nachbelüftung vorzusehen.
Ein Teil des vergorenen Materials kann als Impfmaterial wieder an denAnfang des Verfahrens rückgeführt werden. Mit einer Regelung, wie sie hierdargestellt ist, kann ein Prozess einfach kontrolliert werden, so dass diehäufigsten Ursachen für Störungen (pH-Schwankungen, Temperatur-schwankungen, hydraulische Überlastung, Änderungen in der Substratzu-sammensetzung usw.) weitgehend ausgeschlossen werden können.
PACER 53
Verfahrenswahl
3 Verfahrenswahl
3.1 Einsatzbereiche einzelner Verfahren 55
3.2 Eventuell nötige Vorabklärungen 57
3.3 Massenbilanz 61

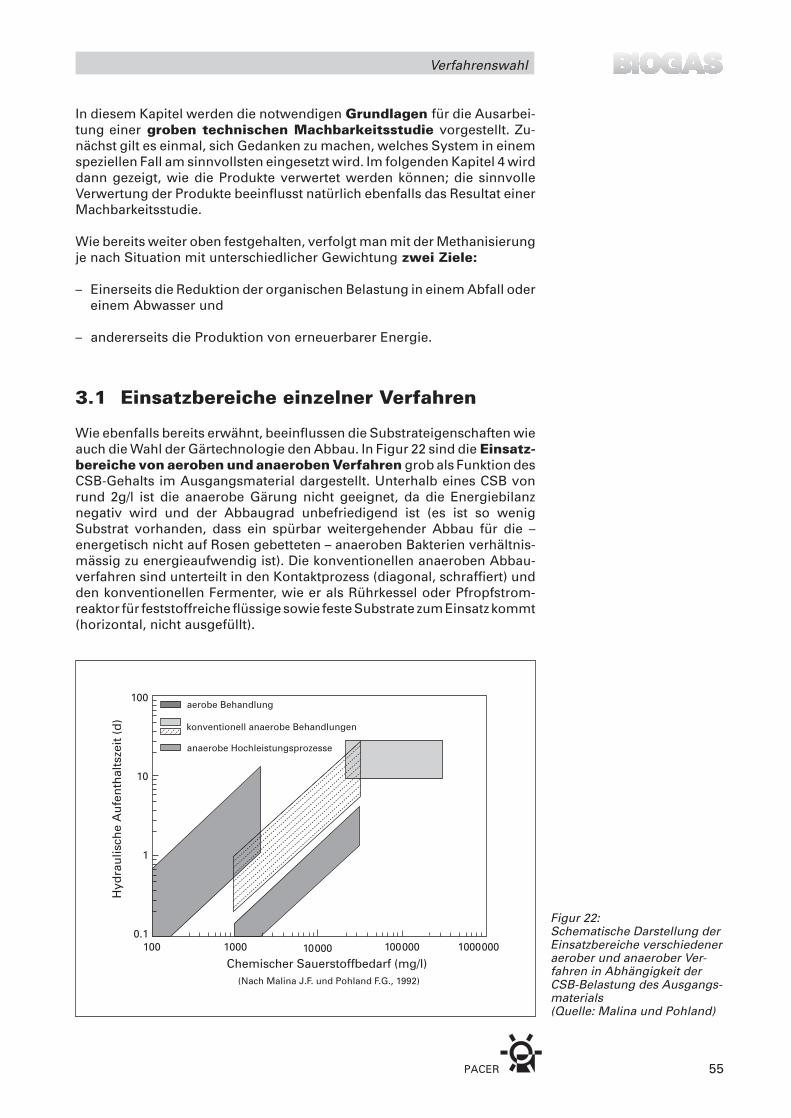
PACER 55
Verfahrenswahl
In diesem Kapitel werden die notwendigen Grundlagen für die Ausarbei-tung einer groben technischen Machbarkeitsstudie vorgestellt. Zu-nächst gilt es einmal, sich Gedanken zu machen, welches System in einemspeziellen Fall am sinnvollsten eingesetzt wird. Im folgenden Kapitel 4 wirddann gezeigt, wie die Produkte verwertet werden können; die sinnvolleVerwertung der Produkte beeinflusst natürlich ebenfalls das Resultat einerMachbarkeitsstudie.
Wie bereits weiter oben festgehalten, verfolgt man mit der Methanisierungje nach Situation mit unterschiedlicher Gewichtung zwei Ziele:
– Einerseits die Reduktion der organischen Belastung in einem Abfall odereinem Abwasser und
– andererseits die Produktion von erneuerbarer Energie.
3.1 Einsatzbereiche einzelner Verfahren
Wie ebenfalls bereits erwähnt, beeinflussen die Substrateigenschaften wieauch die Wahl der Gärtechnologie den Abbau. In Figur 22 sind die Einsatz-bereiche von aeroben und anaeroben Verfahren grob als Funktion desCSB-Gehalts im Ausgangsmaterial dargestellt. Unterhalb eines CSB vonrund 2g/l ist die anaerobe Gärung nicht geeignet, da die Energiebilanznegativ wird und der Abbaugrad unbefriedigend ist (es ist so wenigSubstrat vorhanden, dass ein spürbar weitergehender Abbau für die –energetisch nicht auf Rosen gebetteten – anaeroben Bakterien verhältnis-mässig zu energieaufwendig ist). Die konventionellen anaeroben Abbau-verfahren sind unterteilt in den Kontaktprozess (diagonal, schraffiert) undden konventionellen Fermenter, wie er als Rührkessel oder Pfropfstrom-reaktor für feststoffreiche flüssige sowie feste Substrate zum Einsatz kommt(horizontal, nicht ausgefüllt).
100
10
1
0.1100 1000 10000 100000 1000000
Chemischer Sauerstoffbedarf (mg/l)
Hyd
rau
lisch
e A
ufe
nth
alts
zeit
(d
)
aerobe Behandlung
konventionell anaerobe Behandlungen
anaerobe Hochleistungsprozesse
(Nach Malina J.F. und Pohland F.G., 1992)
Figur 22:Schematische Darstellung derEinsatzbereiche verschiedeneraerober und anaerober Ver-fahren in Abhängigkeit derCSB-Belastung des Ausgangs-materials(Quelle: Malina und Pohland)
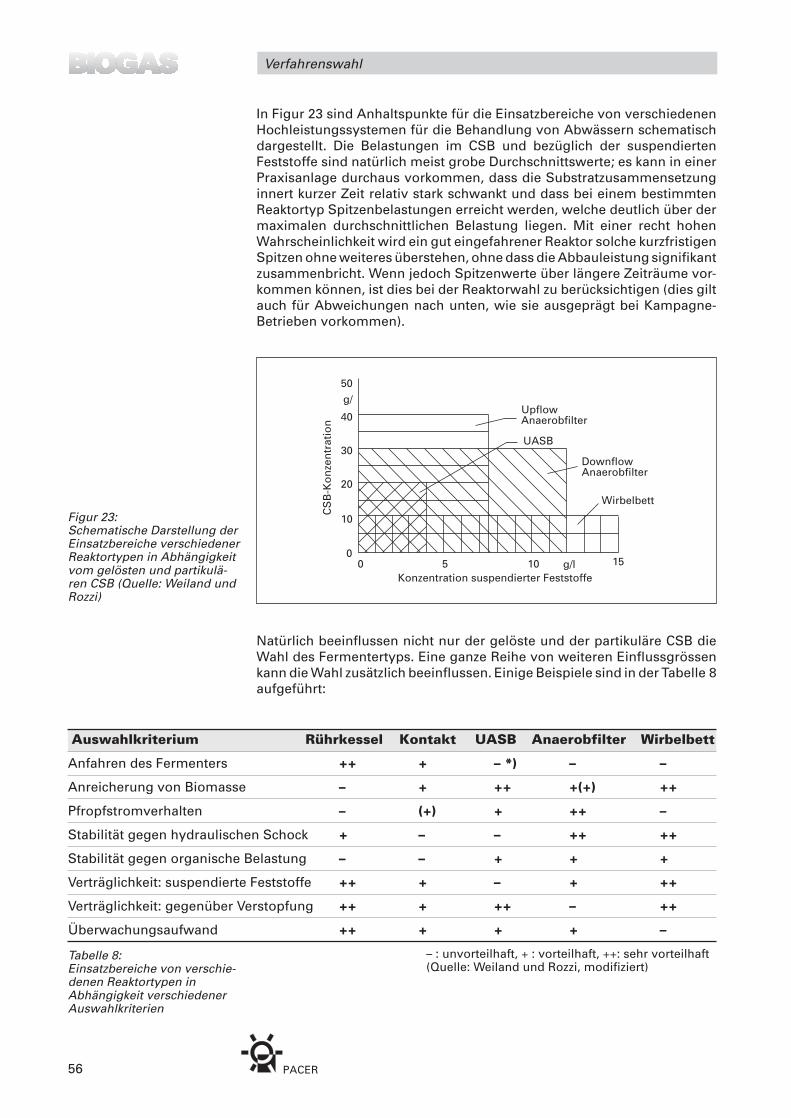
PACER56
Verfahrenswahl
In Figur 23 sind Anhaltspunkte für die Einsatzbereiche von verschiedenenHochleistungssystemen für die Behandlung von Abwässern schematischdargestellt. Die Belastungen im CSB und bezüglich der suspendiertenFeststoffe sind natürlich meist grobe Durchschnittswerte; es kann in einerPraxisanlage durchaus vorkommen, dass die Substratzusammensetzunginnert kurzer Zeit relativ stark schwankt und dass bei einem bestimmtenReaktortyp Spitzenbelastungen erreicht werden, welche deutlich über dermaximalen durchschnittlichen Belastung liegen. Mit einer recht hohenWahrscheinlichkeit wird ein gut eingefahrener Reaktor solche kurzfristigenSpitzen ohne weiteres überstehen, ohne dass die Abbauleistung signifikantzusammenbricht. Wenn jedoch Spitzenwerte über längere Zeiträume vor-kommen können, ist dies bei der Reaktorwahl zu berücksichtigen (dies giltauch für Abweichungen nach unten, wie sie ausgeprägt bei Kampagne-Betrieben vorkommen).
Tabelle 8:Einsatzbereiche von verschie-denen Reaktortypen inAbhängigkeit verschiedenerAuswahlkriterien
Auswahlkriterium Rührkessel Kontakt UASB Anaerobfilter Wirbelbett
Anfahren des Fermenters ++ + – *) – –
Anreicherung von Biomasse – + ++ +(+) ++
Pfropfstromverhalten – (+) + ++ –
Stabilität gegen hydraulischen Schock + – – ++ ++
Stabilität gegen organische Belastung – – + + +
Verträglichkeit: suspendierte Feststoffe ++ + – + ++
Verträglichkeit: gegenüber Verstopfung ++ + ++ – ++
Überwachungsaufwand ++ + + + –
– : unvorteilhaft, + : vorteilhaft, ++: sehr vorteilhaft(Quelle: Weiland und Rozzi, modifiziert)
Natürlich beeinflussen nicht nur der gelöste und der partikuläre CSB dieWahl des Fermentertyps. Eine ganze Reihe von weiteren Einflussgrössenkann die Wahl zusätzlich beeinflussen. Einige Beispiele sind in der Tabelle 8aufgeführt:
Figur 23:Schematische Darstellung derEinsatzbereiche verschiedenerReaktortypen in Abhängigkeitvom gelösten und partikulä-ren CSB (Quelle: Weiland undRozzi)
0 5 10 15g/lKonzentration suspendierter Feststoffe
CS
B-K
on
zen
trat
ion
0
10
20
30
40
50
g/UpflowAnaerobfilter
UASB
Wirbelbett
DownflowAnaerobfilter

PACER 57
Verfahrenswahl
3.2 Eventuell nötige VorabklärungenSelbstverständlich ist ein gutes Funktionieren der Anlage Voraussetzungfür einen guten Gärprozess. Störungen können auftreten nicht nur infolgeschlechter Reaktorwahl oder falscher Dimensionierung, sondern beispiels-weise auch wegen schlechter Temperaturkontrolle, Undichtigkeiten imFermenter, ungenügender Durchmischung (was zu Sedimentation oderSchwimmdeckenbildung führen kann) sowie als Folge von Verstopfungendurch Feststoffpartikel, Fette oder Carbonatausfällungen. Im Rahmen dereuropäischen Gemeinschaft werden verschiedene Reaktoren regelmässigüberwacht und deren Daten erfasst. In der folgenden Tabelle 9 sind einigeSysteme mit ihren wichtigsten Abbauwerten dargestellt.
Die Angaben in Tabelle 9 geben einen ersten Anhaltspunkt, mit welchenAbbauleistungen bei einem bestimmten Substrat ungefähr gerechnet wer-den kann. Sofern man jedoch bei einem bestimmten Abfall oder Abwassernoch keine Angaben aus der Praxis besitzt, müssen zuerst die Betriebs-parameter im Labor und/oder im Pilotmassstab optimiert werden. Eslohnt sich, in eine Vorstudie zu investieren, da damit anschliessend in denmeisten Fällen viel Geld gespart werden kann. In Figur 24 ist das Vorgehenschematisch dargestellt, welches im Lauf einer solchen Vorabklärung not-wendig ist.
In einem ersten Schritt gilt es eine repräsentative Probe des Abfalls oderAbwassers zu erhalten, was in der Regel gar nicht so einfach ist, da vieleIndustrieabwässer in ihrer Zusammensetzung und auch in der Mengetäglich, wöchentlich oder saisonal stark schwanken können. So könnenetwa Abwässer aus der Papierindustrie nicht nur in ihrem CSB-Gehalt,sondern auch beispielsweise im Sulphatgehalt je nach jeweils produzierterPapierqualität und Ausgangsmaterial stark schwanken. In einem solchenFall ist darauf zu achten, Muster zu behandeln, welche eher auf derproblematischen Seite der Schwankungsbreite sind, da nachher die Anlageauch mit diesen Situationen fertig werden muss.
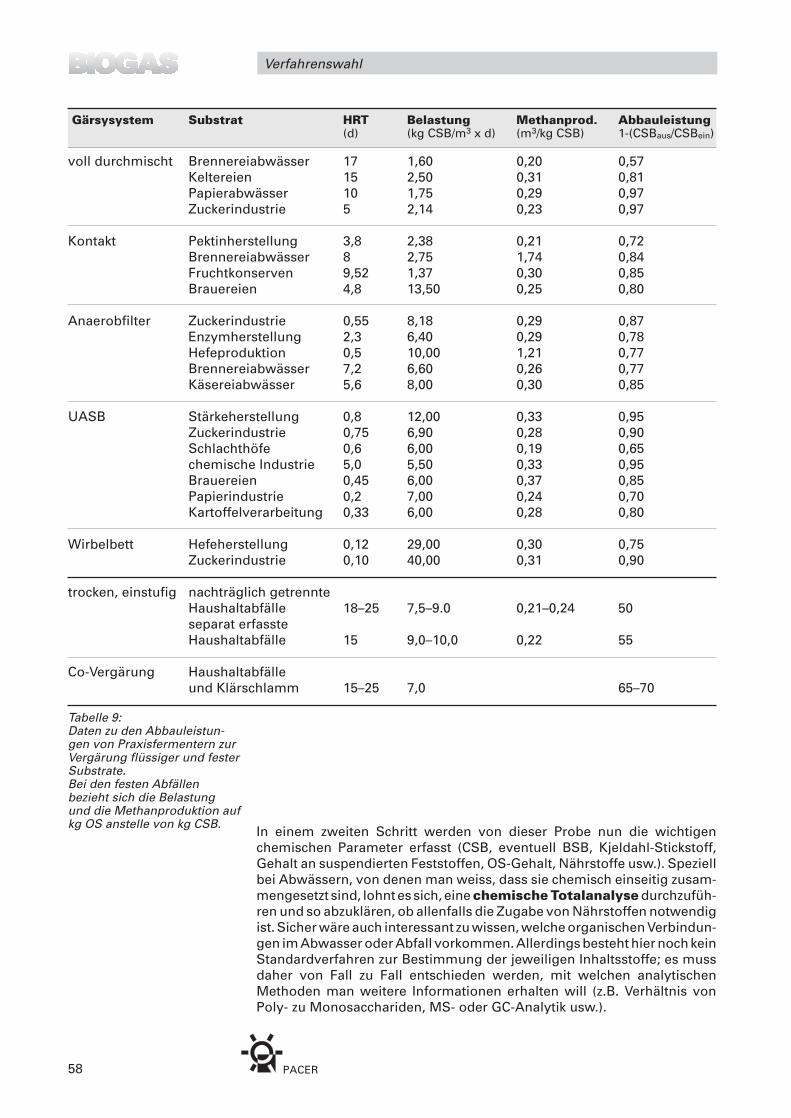
PACER58
Verfahrenswahl
Gärsysystem Substrat HRT Belastung Methanprod. Abbauleistung(d) (kg CSB/m3 x d) (m3/kg CSB) 1-(CSBaus/CSBein)
voll durchmischt Brennereiabwässer 17 1,60 0,20 0,57Keltereien 15 2,50 0,31 0,81Papierabwässer 10 1,75 0,29 0,97Zuckerindustrie 5 2,14 0,23 0,97
Kontakt Pektinherstellung 3,8 2,38 0,21 0,72Brennereiabwässer 8 2,75 1,74 0,84Fruchtkonserven 9,52 1,37 0,30 0,85Brauereien 4,8 13,50 0,25 0,80
Anaerobfilter Zuckerindustrie 0,55 8,18 0,29 0,87Enzymherstellung 2,3 6,40 0,29 0,78Hefeproduktion 0,5 10,00 1,21 0,77Brennereiabwässer 7,2 6,60 0,26 0,77Käsereiabwässer 5,6 8,00 0,30 0,85
UASB Stärkeherstellung 0,8 12,00 0,33 0,95Zuckerindustrie 0,75 6,90 0,28 0,90Schlachthöfe 0,6 6,00 0,19 0,65chemische Industrie 5,0 5,50 0,33 0,95Brauereien 0,45 6,00 0,37 0,85Papierindustrie 0,2 7,00 0,24 0,70Kartoffelverarbeitung 0,33 6,00 0,28 0,80
Wirbelbett Hefeherstellung 0,12 29,00 0,30 0,75Zuckerindustrie 0,10 40,00 0,31 0,90
trocken, einstufig nachträglich getrennteHaushaltabfälle 18–25 7,5–9.0 0,21–0,24 50separat erfassteHaushaltabfälle 15 9,0–10,0 0,22 55
Co-Vergärung Haushaltabfälleund Klärschlamm 15–25 7,0 65–70
In einem zweiten Schritt werden von dieser Probe nun die wichtigenchemischen Parameter erfasst (CSB, eventuell BSB, Kjeldahl-Stickstoff,Gehalt an suspendierten Feststoffen, OS-Gehalt, Nährstoffe usw.). Speziellbei Abwässern, von denen man weiss, dass sie chemisch einseitig zusam-mengesetzt sind, lohnt es sich, eine chemische Totalanalyse durchzufüh-ren und so abzuklären, ob allenfalls die Zugabe von Nährstoffen notwendigist. Sicher wäre auch interessant zu wissen, welche organischen Verbindun-gen im Abwasser oder Abfall vorkommen. Allerdings besteht hier noch keinStandardverfahren zur Bestimmung der jeweiligen Inhaltsstoffe; es mussdaher von Fall zu Fall entschieden werden, mit welchen analytischenMethoden man weitere Informationen erhalten will (z.B. Verhältnis vonPoly- zu Monosacchariden, MS- oder GC-Analytik usw.).
Tabelle 9:Daten zu den Abbauleistun-gen von Praxisfermentern zurVergärung flüssiger und festerSubstrate.Bei den festen Abfällenbezieht sich die Belastungund␣ die Methanproduktion aufkg OS anstelle von kg CSB.
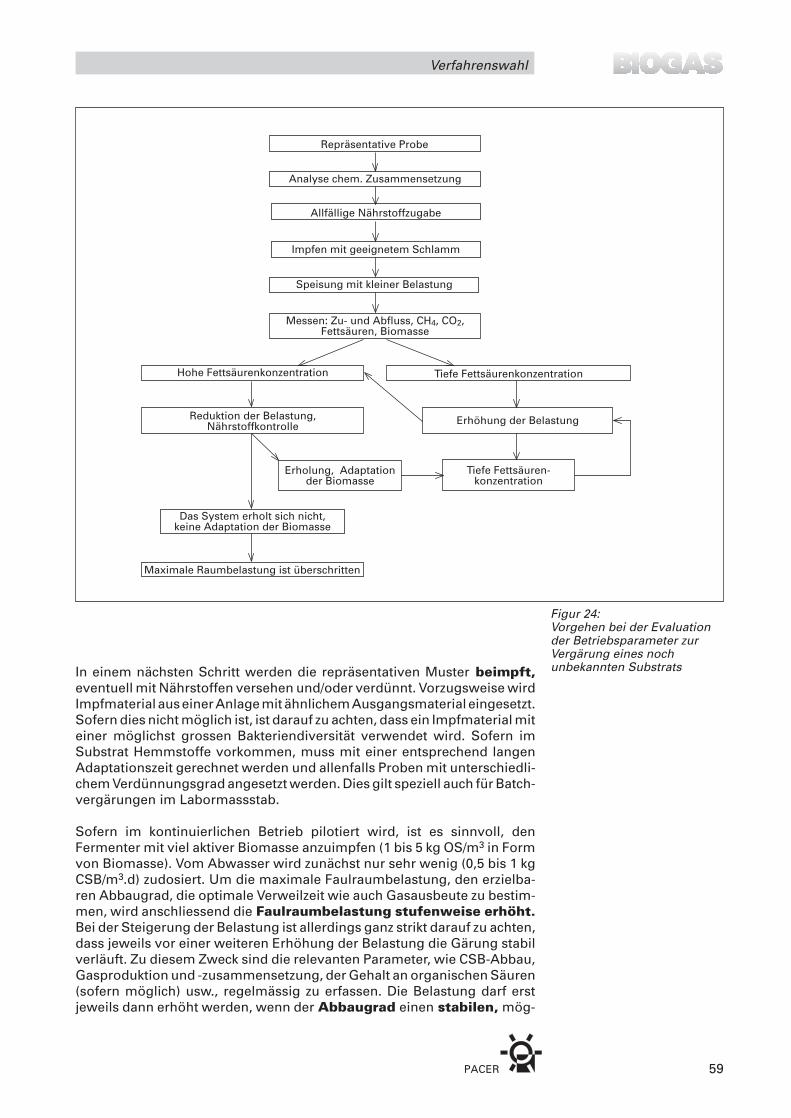
PACER 59
Verfahrenswahl
Figur 24:Vorgehen bei der Evaluationder Betriebsparameter zurVergärung eines nochunbekannten SubstratsIn einem nächsten Schritt werden die repräsentativen Muster beimpft,
eventuell mit Nährstoffen versehen und/oder verdünnt. Vorzugsweise wirdImpfmaterial aus einer Anlage mit ähnlichem Ausgangsmaterial eingesetzt.Sofern dies nicht möglich ist, ist darauf zu achten, dass ein Impfmaterial miteiner möglichst grossen Bakteriendiversität verwendet wird. Sofern imSubstrat Hemmstoffe vorkommen, muss mit einer entsprechend langenAdaptationszeit gerechnet werden und allenfalls Proben mit unterschiedli-chem Verdünnungsgrad angesetzt werden. Dies gilt speziell auch für Batch-vergärungen im Labormassstab.
Sofern im kontinuierlichen Betrieb pilotiert wird, ist es sinnvoll, denFermenter mit viel aktiver Biomasse anzuimpfen (1 bis 5 kg OS/m3 in Formvon Biomasse). Vom Abwasser wird zunächst nur sehr wenig (0,5 bis 1 kgCSB/m3.d) zudosiert. Um die maximale Faulraumbelastung, den erzielba-ren Abbaugrad, die optimale Verweilzeit wie auch Gasausbeute zu bestim-men, wird anschliessend die Faulraumbelastung stufenweise erhöht.Bei der Steigerung der Belastung ist allerdings ganz strikt darauf zu achten,dass jeweils vor einer weiteren Erhöhung der Belastung die Gärung stabilverläuft. Zu diesem Zweck sind die relevanten Parameter, wie CSB-Abbau,Gasproduktion und -zusammensetzung, der Gehalt an organischen Säuren(sofern möglich) usw., regelmässig zu erfassen. Die Belastung darf erstjeweils dann erhöht werden, wenn der Abbaugrad einen stabilen, mög-
Repräsentative Probe
Analyse chem. Zusammensetzung
Allfällige Nährstoffzugabe
Impfen mit geeignetem Schlamm
Speisung mit kleiner Belastung
Messen: Zu- und Abfluss, CH4, CO2,Fettsäuren, Biomasse
Hohe Fettsäurenkonzentration Tiefe Fettsäurenkonzentration
Reduktion der Belastung,Nährstoffkontrolle
Tiefe Fettsäuren-konzentration
Maximale Raumbelastung ist überschritten
Erhöhung der Belastung
Erholung, Adaptationder Biomasse
Das System erholt sich nicht,keine Adaptation der Biomasse

PACER60
Verfahrenswahl
lichst hohen Wert angenommen hat und die Säurekonzentration imAbfluss tief ist (im Bereich von rund 0.1␣ g Fettsäuren/Liter). Wenn ausZeitdruck die Faulraumbelastung zu rasch erhöht wird, ist dies fast immerkontraproduktiv, weil dann die Bakterienpopulation sich nicht genügendstabilisieren kann und der Prozess schliesslich zum Erliegen kommt, wasdann zu einem gesamthaft deutlich längeren Zeitaufwand führt.
Wenn eine Belastungsgrenze erreicht wird, was sich in erhöhten Kon-zentrationen von organischen Komponenten und Säuren im Abfluss mani-festiert, muss die Belastung wieder etwas reduziert werden, um so demFermenter die Möglichkeit zu geben, sich zu erholen. Es stellt sich dann dieFrage, ob die Belastungsgrenze infolge von Nährstoffmangel, Akkumulati-on von Hemmstoffen oder schlicht wegen noch ungenügend aufgebauterBiomasse erreicht wurde. Es ist nach einer Erholungsphase möglich – unterUmständen mit geeigneten Gegenmassnahmen –, die Belastung ein weite-res Mal zu erhöhen und so schliesslich die maximale Belastungsgrenze zubestimmen.
Nachdem nun so die mit einer bestimmten Technologie erreichbarenAbbauwerte bestimmt worden sind, kann die Praxisanlage geplant wer-den. Jetzt gilt es, den für den jeweiligen Standort optimalen Kompromisszu schliessen, d.h., es muss festgelegt werden, welchen Abbaugrad manerreichen möchte unter Berücksichtigung der lokalen Verhältnisse wieörtliche Gegebenheiten, Finanzen, Möglichkeiten der Energienutzung usw.Die schliesslich realisierte Lösung wird in den meisten Fällen ein Kompro-miss zwischen dem technisch/wissenschaftlich Machbaren und den imjeweiligen Fall vorgegebenen Sachzwängen sein.
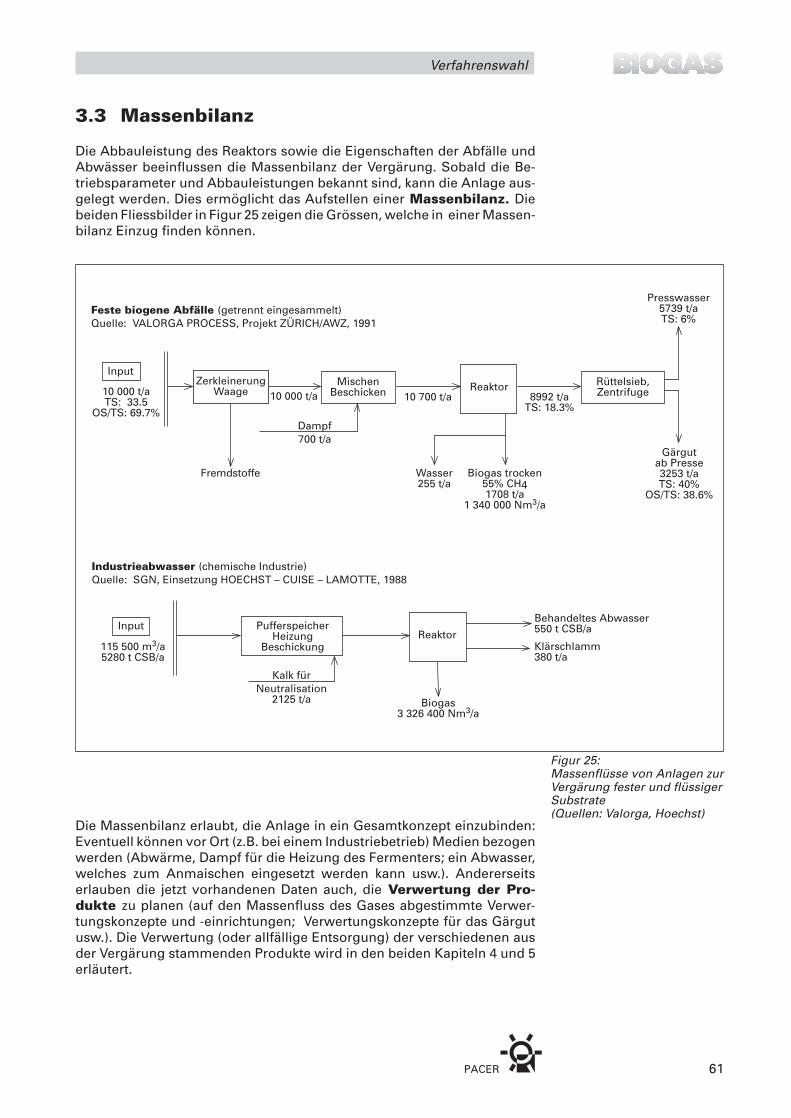
PACER 61
Verfahrenswahl
3.3 Massenbilanz
Die Abbauleistung des Reaktors sowie die Eigenschaften der Abfälle undAbwässer beeinflussen die Massenbilanz der Vergärung. Sobald die Be-triebsparameter und Abbauleistungen bekannt sind, kann die Anlage aus-gelegt werden. Dies ermöglicht das Aufstellen einer Massenbilanz. Diebeiden Fliessbilder in Figur 25 zeigen die Grössen, welche in einer Massen-bilanz Einzug finden können.
Figur 25:Massenflüsse von Anlagen zurVergärung fester und flüssigerSubstrate(Quellen: Valorga, Hoechst)
Die Massenbilanz erlaubt, die Anlage in ein Gesamtkonzept einzubinden:Eventuell können vor Ort (z.B. bei einem Industriebetrieb) Medien bezogenwerden (Abwärme, Dampf für die Heizung des Fermenters; ein Abwasser,welches zum Anmaischen eingesetzt werden kann usw.). Andererseitserlauben die jetzt vorhandenen Daten auch, die Verwertung der Pro-dukte zu planen (auf den Massenfluss des Gases abgestimmte Verwer-tungskonzepte und -einrichtungen; Verwertungskonzepte für das Gärgutusw.). Die Verwertung (oder allfällige Entsorgung) der verschiedenen ausder Vergärung stammenden Produkte wird in den beiden Kapiteln 4 und 5erläutert.
Input
10 000 t/aTS: 33.5
OS/TS: 69.7%
ZerkleinerungWaage
MischenBeschicken Reaktor Rüttelsieb,
Zentrifuge
Presswasser5739 t/aTS: 6%
Gärgutab Presse3253 t/aTS: 40%
OS/TS: 38.6%
10 000 t/a 10 700 t/a 8992 t/aTS: 18.3%
Biogas trocken55% CH41708 t/a
1 340 000 Nm3/a
Wasser255 t/a
Fremdstoffe
Dampf700 t/a
Feste biogene Abfälle (getrennt eingesammelt)Quelle: VALORGA PROCESS, Projekt ZÜRICH/AWZ, 1991
Input
115 500 m3/a5280 t CSB/a
PufferspeicherHeizung
BeschickungReaktor
Biogas3 326 400 Nm3/a
Klärschlamm380 t/a
Behandeltes Abwasser550 t CSB/a
Kalk fürNeutralisation
2125 t/a
Industrieabwasser (chemische Industrie)Quelle: SGN, Einsetzung HOECHST – CUISE – LAMOTTE, 1988

PACER 63
Das Produkt Biogas
4 Das Produkt Biogas
4.1 Eigenschaften von Biogas 65
4.2 Biogasreinigung 71
4.3 Gasspeicherung 73
4.4 Verwertung von Biogas 75

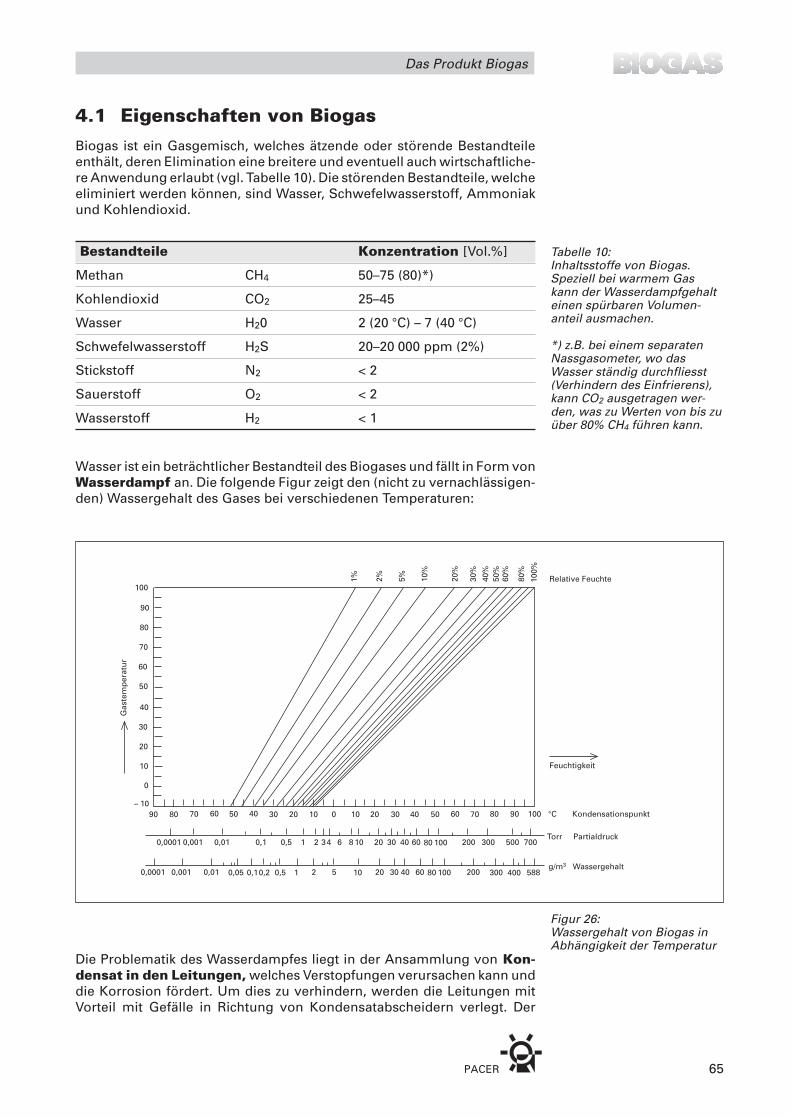
PACER 65
Das Produkt Biogas
4.1 Eigenschaften von BiogasBiogas ist ein Gasgemisch, welches ätzende oder störende Bestandteileenthält, deren Elimination eine breitere und eventuell auch wirtschaftliche-re Anwendung erlaubt (vgl. Tabelle 10). Die störenden Bestandteile, welcheeliminiert werden können, sind Wasser, Schwefelwasserstoff, Ammoniakund Kohlendioxid.
90 80 70 60 50 40 30 20 10 0 10 20 30 40 50 60 70 80 90 100 °C Kondensationspunkt
Feuchtigkeit
Torr Partialdruck
g/m3 Wassergehalt
0,0001 0,001 0,01 0,1 0,5 1 2 34 6 8 10 20 30 40 60 80 100 200 300 500 700
0,0001 0,001 0,01 0,05 0,10,2 0,5 1 2 5 10 20 30 40 60 80 100 200 300 400 588
– 10
0
10
20
30
40
50
60
70
80
90
100
Gas
tem
per
atu
r
1% 2% 5% 10%
20%
30%
40%
50%
60%
80%
100%
Relative Feuchte
Figur 26:Wassergehalt von Biogas inAbhängigkeit der Temperatur
Wasser ist ein beträchtlicher Bestandteil des Biogases und fällt in Form vonWasserdampf an. Die folgende Figur zeigt den (nicht zu vernachlässigen-den) Wassergehalt des Gases bei verschiedenen Temperaturen:
Bestandteile Konzentration [Vol.%]
Methan CH4 50–75 (80)*)
Kohlendioxid CO2 25–45
Wasser H20 2 (20 °C) – 7 (40 °C)
Schwefelwasserstoff H2S 20–20 000 ppm (2%)
Stickstoff N2 < 2
Sauerstoff O2 < 2
Wasserstoff H2 < 1
Die Problematik des Wasserdampfes liegt in der Ansammlung von Kon-densat in den Leitungen, welches Verstopfungen verursachen kann unddie Korrosion fördert. Um dies zu verhindern, werden die Leitungen mitVorteil mit Gefälle in Richtung von Kondensatabscheidern verlegt. Der
Tabelle 10:Inhaltsstoffe von Biogas.Speziell bei warmem Gaskann der Wasserdampfgehalteinen spürbaren Volumen-anteil ausmachen.
*) z.B. bei einem separatenNassgasometer, wo dasWasser ständig durchfliesst(Verhindern des Einfrierens),kann CO2 ausgetragen wer-den, was zu Werten von bis zuüber 80% CH4 führen kann.
PACER66
Das Produkt Biogas
verbleibende Wasserdampf beeinträchtigt die meisten Verwendungsmög-lichkeiten nicht. Man stellt lediglich fest, dass der Heizwert infolge vonWasserdampf niedriger ist, als aufgrund des Methangehaltes erwartetwürde. Die Kondensatmenge erhöht sich, falls man das Gas komprimiert;die Kondensate sind umso aggressiver, je höher der Druck steigt.
Schwefelwasserstoff ist die unangenehmste Verunreinigung im Biogas.Bei geringem Gehalt (0–2000 ppm) wirkt H2S schon sehr ätzend auf Kupferund Kupferverbindungen. Zur Ableitung können verzinkte Stahlleitungenverwendet werden. Deshalb muss bei der Verwendung von Biogas alsBrennstoff für den Kaminbau rostfreier Stahl verwendet werden. Die Ver-brennung von Biogas mit hohen Schwefelwasserstoffgehalten ist in be-wohnten und schlecht durchlüfteten Gebäuden aufgrund der störendenSO2-Bildung im Abgas unerwünscht.
Für höhere Gehalte, welche bei stark schwefelhaltigem AusgangsmaterialWerte von über 2% erreichen können, ist eine Korrosion aller nicht rostfrei-en, metallischen Teile voraussehbar. Gleichzeitig wird das zufällige Ein-atmen von Biogas gefährlich, da ein Gehalt von 1000 ppm H2S schnelltödlich sein kann. Die Toxizität von Schwefelwasserstoff ist in der folgendenTabelle 11 dargestellt.
Ammoniak entsteht bei der Vergärung in unterschiedlichen Mengen jenach Ausgangsmaterial: Im reduktiven Milieu einer Biogasanlage werdenbeim bakteriellen Abbau aus Eiweissen oder Nucleinsäuren freigesetzteStickstoffverbindungen zu Ammoniumionen umgewandelt. Diese stehenin Abhängigkeit vom pH-Wert in einem Gleichgewicht mit Ammoniak. DasGleichgewicht ist im Bereich von 7– 7,6 (wo die Biogasbildung vorzugswei-se abläuft) sehr sensibel auf pH-Änderungen. Schon die Erhöhung des pHum wenige Zehnteleinheiten lässt den Ammoniakanteil (und damit denAmmoniakgehalt im Gas) spürbar ansteigen. Sofern Ammoniak im Gasvorkommt, muss bei der Verbrennung durch die Bildung von Stickstoff-oxiden mit der Korrosion von Kupfer sowie mit auf die Gesundheit schäd-lichen bzw. reizenden Einwirkungen gerechnet werden; gleichzeitig sindStickoxide umweltbelastend.
Kohlendioxid ist ein inerter Bestandteil von Biogas. Durch dessen Auf-lösung im Kondensat und die Bildung von Kohlensäure kann zwar eineLösung mit (schwach) korrosiven Eigenschaften entstehen. Für eine ther-mische Verwertung des Biogases ist jedoch keine CO2-Elimination erforder-lich. In einigen Fällen hingegen (Treibstoff für Automobile, Einspeisung alsGemisch ins Erdgasnetz) muss das Kohlendioxid zur Qualitätssicherungbzw. Volumenreduktion entfernt werden.
Konzentration [ppm] Wirkung
10 Grenzwert
5– 40 Geruchsschwelle
20–100 Leichte Kopfschmerzen
100–200 Migräne
500 Beeinträchtigung des Nervensystems
1000 Bewusstlosigkeit, Tod durch Erstickendurch Aspiration von Erbrochenem
Tabelle 11:Wirkungen von Schwefelwas-serstoff auf die menschlicheGesundheit
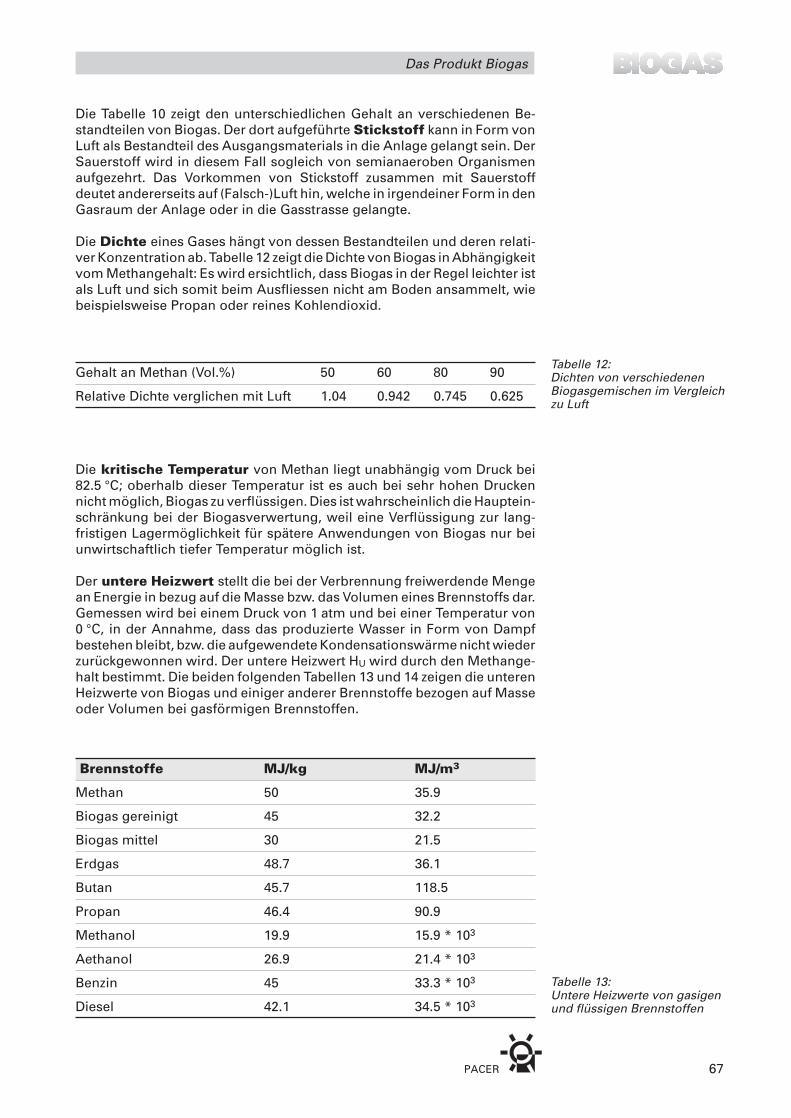
PACER 67
Das Produkt Biogas
Die Tabelle 10 zeigt den unterschiedlichen Gehalt an verschiedenen Be-standteilen von Biogas. Der dort aufgeführte Stickstoff kann in Form vonLuft als Bestandteil des Ausgangsmaterials in die Anlage gelangt sein. DerSauerstoff wird in diesem Fall sogleich von semianaeroben Organismenaufgezehrt. Das Vorkommen von Stickstoff zusammen mit Sauerstoffdeutet andererseits auf (Falsch-)Luft hin, welche in irgendeiner Form in denGasraum der Anlage oder in die Gasstrasse gelangte.
Die Dichte eines Gases hängt von dessen Bestandteilen und deren relati-ver Konzentration ab. Tabelle 12 zeigt die Dichte von Biogas in Abhängigkeitvom Methangehalt: Es wird ersichtlich, dass Biogas in der Regel leichter istals Luft und sich somit beim Ausfliessen nicht am Boden ansammelt, wiebeispielsweise Propan oder reines Kohlendioxid.
Tabelle 13:Untere Heizwerte von gasigenund flüssigen Brennstoffen
Brennstoffe MJ/kg MJ/m3
Methan 50 35.9
Biogas gereinigt 45 32.2
Biogas mittel 30 21.5
Erdgas 48.7 36.1
Butan 45.7 118.5
Propan 46.4 90.9
Methanol 19.9 15.9 * 103
Aethanol 26.9 21.4 * 103
Benzin 45 33.3 * 103
Diesel 42.1 34.5 * 103
Die kritische Temperatur von Methan liegt unabhängig vom Druck bei82.5 °C; oberhalb dieser Temperatur ist es auch bei sehr hohen Druckennicht möglich, Biogas zu verflüssigen. Dies ist wahrscheinlich die Hauptein-schränkung bei der Biogasverwertung, weil eine Verflüssigung zur lang-fristigen Lagermöglichkeit für spätere Anwendungen von Biogas nur beiunwirtschaftlich tiefer Temperatur möglich ist.
Der untere Heizwert stellt die bei der Verbrennung freiwerdende Mengean Energie in bezug auf die Masse bzw. das Volumen eines Brennstoffs dar.Gemessen wird bei einem Druck von 1 atm und bei einer Temperatur von0 °C, in der Annahme, dass das produzierte Wasser in Form von Dampfbestehen bleibt, bzw. die aufgewendete Kondensationswärme nicht wiederzurückgewonnen wird. Der untere Heizwert HU wird durch den Methange-halt bestimmt. Die beiden folgenden Tabellen 13 und 14 zeigen die unterenHeizwerte von Biogas und einiger anderer Brennstoffe bezogen auf Masseoder Volumen bei gasförmigen Brennstoffen.
Gehalt an Methan (Vol.%) 50 60 80 90
Relative Dichte verglichen mit Luft 1.04 0.942 0.745 0.625
Tabelle 12:Dichten von verschiedenenBiogasgemischen im Vergleichzu Luft
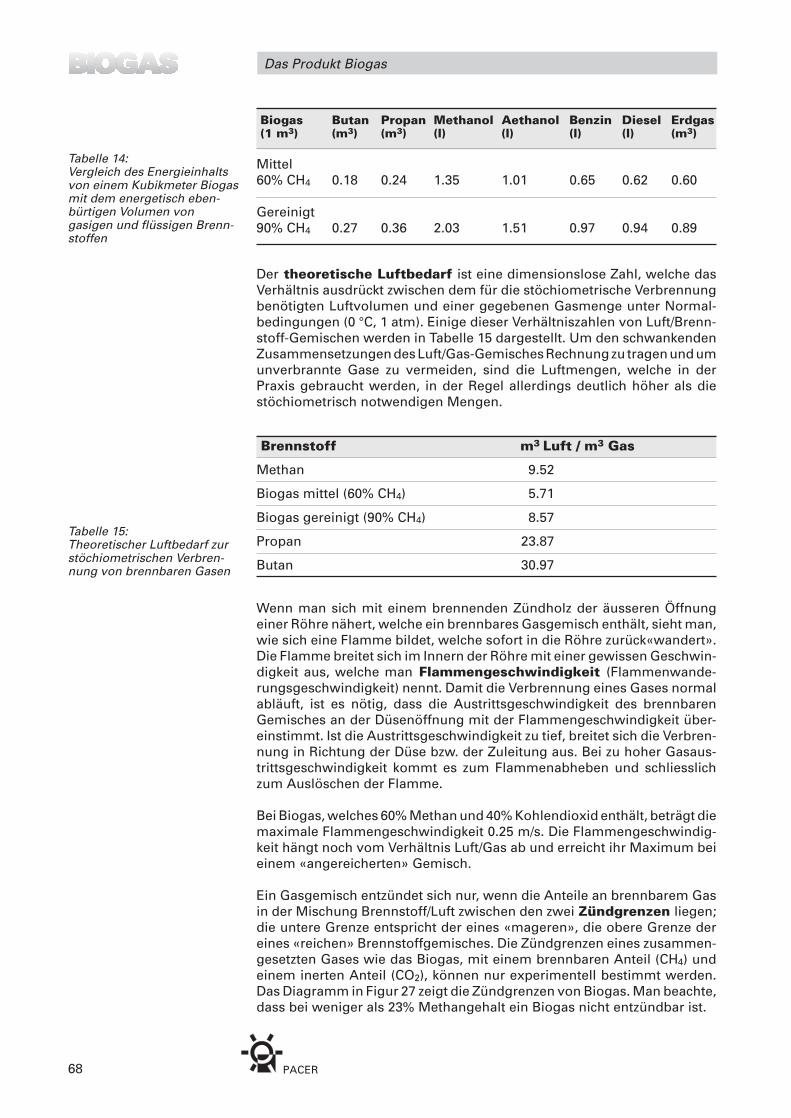
PACER68
Das Produkt Biogas
Biogas Butan Propan Methanol Aethanol Benzin Diesel Erdgas (1 m3) (m3) (m3) (l) (l) (l) (l) (m3)
Mittel60% CH4 0.18 0.24 1.35 1.01 0.65 0.62 0.60
Gereinigt90% CH4 0.27 0.36 2.03 1.51 0.97 0.94 0.89
Tabelle 14:Vergleich des Energieinhaltsvon einem Kubikmeter Biogasmit dem energetisch eben-bürtigen Volumen vongasigen und flüssigen Brenn-stoffen
Wenn man sich mit einem brennenden Zündholz der äusseren Öffnungeiner Röhre nähert, welche ein brennbares Gasgemisch enthält, sieht man,wie sich eine Flamme bildet, welche sofort in die Röhre zurück«wandert».Die Flamme breitet sich im Innern der Röhre mit einer gewissen Geschwin-digkeit aus, welche man Flammengeschwindigkeit (Flammenwande-rungsgeschwindigkeit) nennt. Damit die Verbrennung eines Gases normalabläuft, ist es nötig, dass die Austrittsgeschwindigkeit des brennbarenGemisches an der Düsenöffnung mit der Flammengeschwindigkeit über-einstimmt. Ist die Austrittsgeschwindigkeit zu tief, breitet sich die Verbren-nung in Richtung der Düse bzw. der Zuleitung aus. Bei zu hoher Gasaus-trittsgeschwindigkeit kommt es zum Flammenabheben und schliesslichzum Auslöschen der Flamme.
Bei Biogas, welches 60% Methan und 40% Kohlendioxid enthält, beträgt diemaximale Flammengeschwindigkeit 0.25 m/s. Die Flammengeschwindig-keit hängt noch vom Verhältnis Luft/Gas ab und erreicht ihr Maximum beieinem «angereicherten» Gemisch.
Ein Gasgemisch entzündet sich nur, wenn die Anteile an brennbarem Gasin der Mischung Brennstoff/Luft zwischen den zwei Zündgrenzen liegen;die untere Grenze entspricht der eines «mageren», die obere Grenze dereines «reichen» Brennstoffgemisches. Die Zündgrenzen eines zusammen-gesetzten Gases wie das Biogas, mit einem brennbaren Anteil (CH4) undeinem inerten Anteil (CO2), können nur experimentell bestimmt werden.Das Diagramm in Figur 27 zeigt die Zündgrenzen von Biogas. Man beachte,dass bei weniger als 23% Methangehalt ein Biogas nicht entzündbar ist.
Brennstoff m3 Luft / m3 Gas
Methan 9.52
Biogas mittel (60% CH4) 5.71
Biogas gereinigt (90% CH4) 8.57
Propan 23.87
Butan 30.97
Tabelle 15:Theoretischer Luftbedarf zurstöchiometrischen Verbren-nung von brennbaren Gasen
Der theoretische Luftbedarf ist eine dimensionslose Zahl, welche dasVerhältnis ausdrückt zwischen dem für die stöchiometrische Verbrennungbenötigten Luftvolumen und einer gegebenen Gasmenge unter Normal-bedingungen (0 °C, 1 atm). Einige dieser Verhältniszahlen von Luft/Brenn-stoff-Gemischen werden in Tabelle 15 dargestellt. Um den schwankendenZusammensetzungen des Luft/Gas-Gemisches Rechnung zu tragen und umunverbrannte Gase zu vermeiden, sind die Luftmengen, welche in derPraxis gebraucht werden, in der Regel allerdings deutlich höher als diestöchiometrisch notwendigen Mengen.
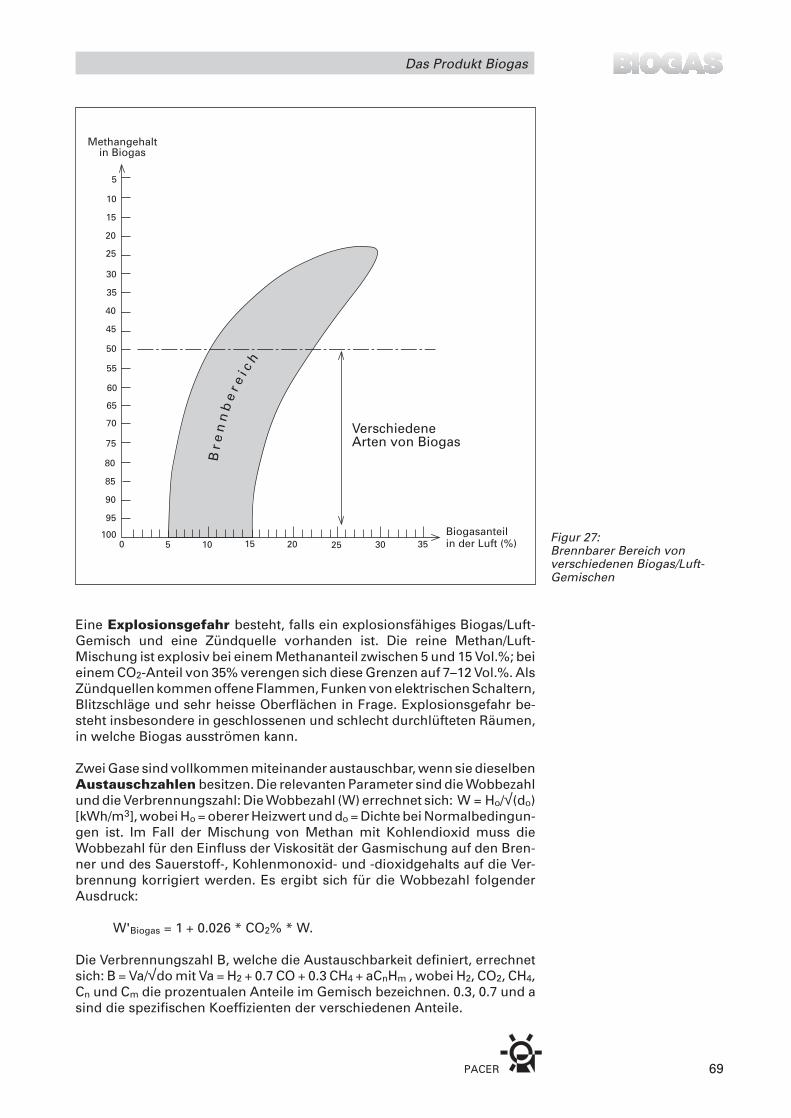
PACER 69
Das Produkt Biogas
Eine Explosionsgefahr besteht, falls ein explosionsfähiges Biogas/Luft-Gemisch und eine Zündquelle vorhanden ist. Die reine Methan/Luft-Mischung ist explosiv bei einem Methananteil zwischen 5 und 15 Vol.%; beieinem CO2-Anteil von 35% verengen sich diese Grenzen auf 7–12 Vol.%. AlsZündquellen kommen offene Flammen, Funken von elektrischen Schaltern,Blitzschläge und sehr heisse Oberflächen in Frage. Explosionsgefahr be-steht insbesondere in geschlossenen und schlecht durchlüfteten Räumen,in welche Biogas ausströmen kann.
Zwei Gase sind vollkommen miteinander austauschbar, wenn sie dieselbenAustauschzahlen besitzen. Die relevanten Parameter sind die Wobbezahlund die Verbrennungszahl: Die Wobbezahl (W) errechnet sich: W = Ho/√(do)[kWh/m3], wobei Ho = oberer Heizwert und do = Dichte bei Normalbedingun-gen ist. Im Fall der Mischung von Methan mit Kohlendioxid muss dieWobbezahl für den Einfluss der Viskosität der Gasmischung auf den Bren-ner und des Sauerstoff-, Kohlenmonoxid- und -dioxidgehalts auf die Ver-brennung korrigiert werden. Es ergibt sich für die Wobbezahl folgenderAusdruck:
W'Biogas = 1 + 0.026 * CO2% * W.
Die Verbrennungszahl B, welche die Austauschbarkeit definiert, errechnetsich: B = Va/√do mit Va = H2 + 0.7 CO + 0.3 CH4 + aCnHm , wobei H2, CO2, CH4,Cn und Cm die prozentualen Anteile im Gemisch bezeichnen. 0.3, 0.7 und asind die spezifischen Koeffizienten der verschiedenen Anteile.
353025201510Biogasanteilin der Luft (%)50
100
95
90
85
80
75
70
65
60
55
50
45
40
35
30
25
20
15
10
5
Methangehaltin Biogas
VerschiedeneArten von Biogas
Bre
nn
be
r ei c
h
Figur 27:Brennbarer Bereich vonverschiedenen Biogas/Luft-Gemischen
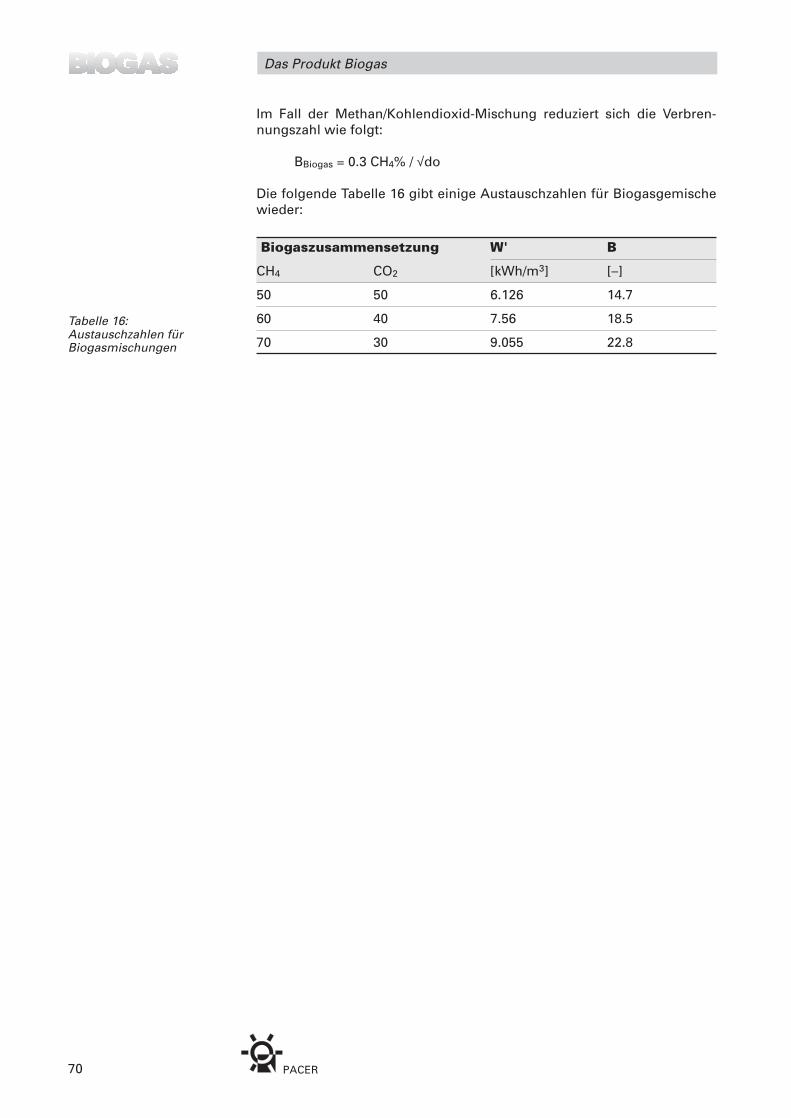
PACER70
Das Produkt Biogas
Im Fall der Methan/Kohlendioxid-Mischung reduziert sich die Verbren-nungszahl wie folgt:
BBiogas = 0.3 CH4% / √do
Die folgende Tabelle 16 gibt einige Austauschzahlen für Biogasgemischewieder:
Biogaszusammensetzung W' B
CH4 CO2 [kWh/m3] [–]
50 50 6.126 14.7
60 40 7.56 18.5
70 30 9.055 22.8
Tabelle 16:Austauschzahlen fürBiogasmischungen
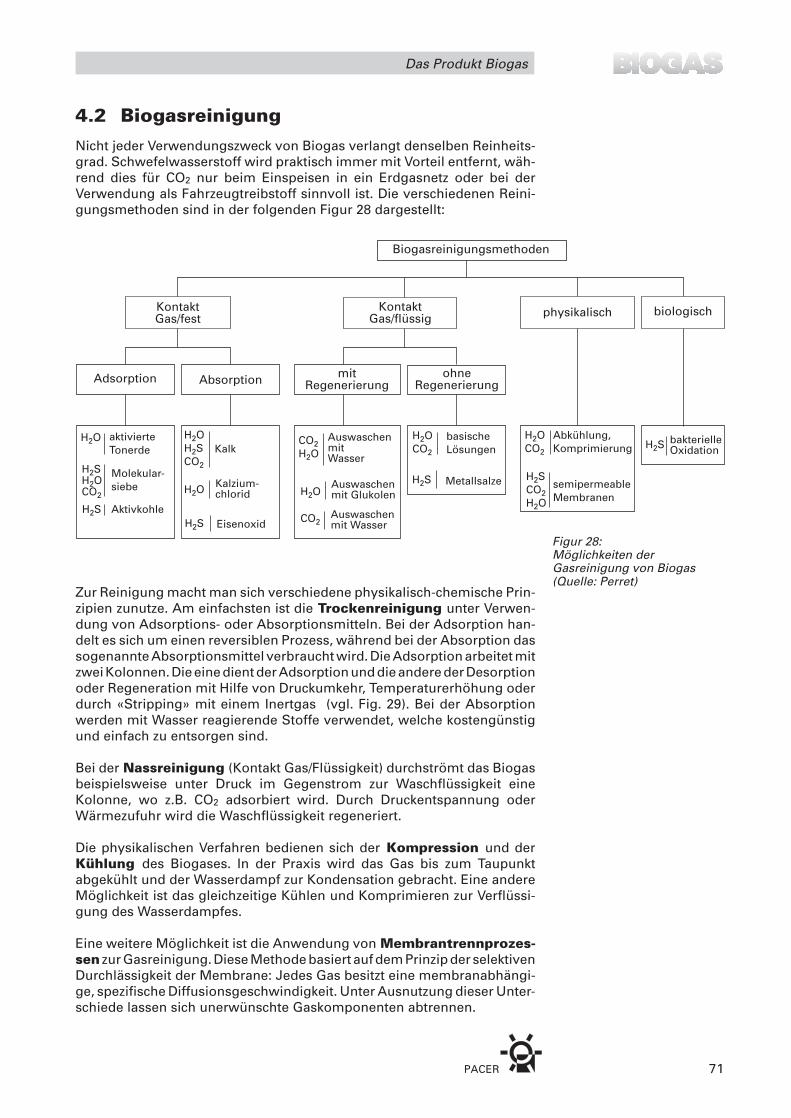
PACER 71
Das Produkt Biogas
4.2 BiogasreinigungNicht jeder Verwendungszweck von Biogas verlangt denselben Reinheits-grad. Schwefelwasserstoff wird praktisch immer mit Vorteil entfernt, wäh-rend dies für CO2 nur beim Einspeisen in ein Erdgasnetz oder bei derVerwendung als Fahrzeugtreibstoff sinnvoll ist. Die verschiedenen Reini-gungsmethoden sind in der folgenden Figur 28 dargestellt:
Zur Reinigung macht man sich verschiedene physikalisch-chemische Prin-zipien zunutze. Am einfachsten ist die Trockenreinigung unter Verwen-dung von Adsorptions- oder Absorptionsmitteln. Bei der Adsorption han-delt es sich um einen reversiblen Prozess, während bei der Absorption dassogenannte Absorptionsmittel verbraucht wird. Die Adsorption arbeitet mitzwei Kolonnen. Die eine dient der Adsorption und die andere der Desorptionoder Regeneration mit Hilfe von Druckumkehr, Temperaturerhöhung oderdurch «Stripping» mit einem Inertgas (vgl. Fig. 29). Bei der Absorptionwerden mit Wasser reagierende Stoffe verwendet, welche kostengünstigund einfach zu entsorgen sind.
Bei der Nassreinigung (Kontakt Gas/Flüssigkeit) durchströmt das Biogasbeispielsweise unter Druck im Gegenstrom zur Waschflüssigkeit eineKolonne, wo z.B. CO2 adsorbiert wird. Durch Druckentspannung oderWärmezufuhr wird die Waschflüssigkeit regeneriert.
Die physikalischen Verfahren bedienen sich der Kompression und derKühlung des Biogases. In der Praxis wird das Gas bis zum Taupunktabgekühlt und der Wasserdampf zur Kondensation gebracht. Eine andereMöglichkeit ist das gleichzeitige Kühlen und Komprimieren zur Verflüssi-gung des Wasserdampfes.
Eine weitere Möglichkeit ist die Anwendung von Membrantrennprozes-sen zur Gasreinigung. Diese Methode basiert auf dem Prinzip der selektivenDurchlässigkeit der Membrane: Jedes Gas besitzt eine membranabhängi-ge, spezifische Diffusionsgeschwindigkeit. Unter Ausnutzung dieser Unter-schiede lassen sich unerwünschte Gaskomponenten abtrennen.
KontaktGas/fest
Biogasreinigungsmethoden
biologischphysikalischKontaktGas/flüssig
Adsorption
H2O
H2S
aktivierteTonerde
Aktivkohle
H2O
H2S
H2OH2SCO2
Kalk
Kalzium-chlorid
Eisenoxid
H2O
CO2H2O
AuswaschenmitWasser
Auswaschenmit Glukolen
H2OCO2
H2S
basischeLösungen
Metallsalze
H2OCO2
H2SCO2H2O
Abkühlung,Komprimierung
semipermeableMembranen
H2S bakterielleOxidation
ohneRegenerierung
mitRegenerierungAbsorption
H2S Molekular-siebeH2O
Auswaschenmit Wasser
CO2
CO2
Figur 28:Möglichkeiten derGasreinigung von Biogas(Quelle: Perret)
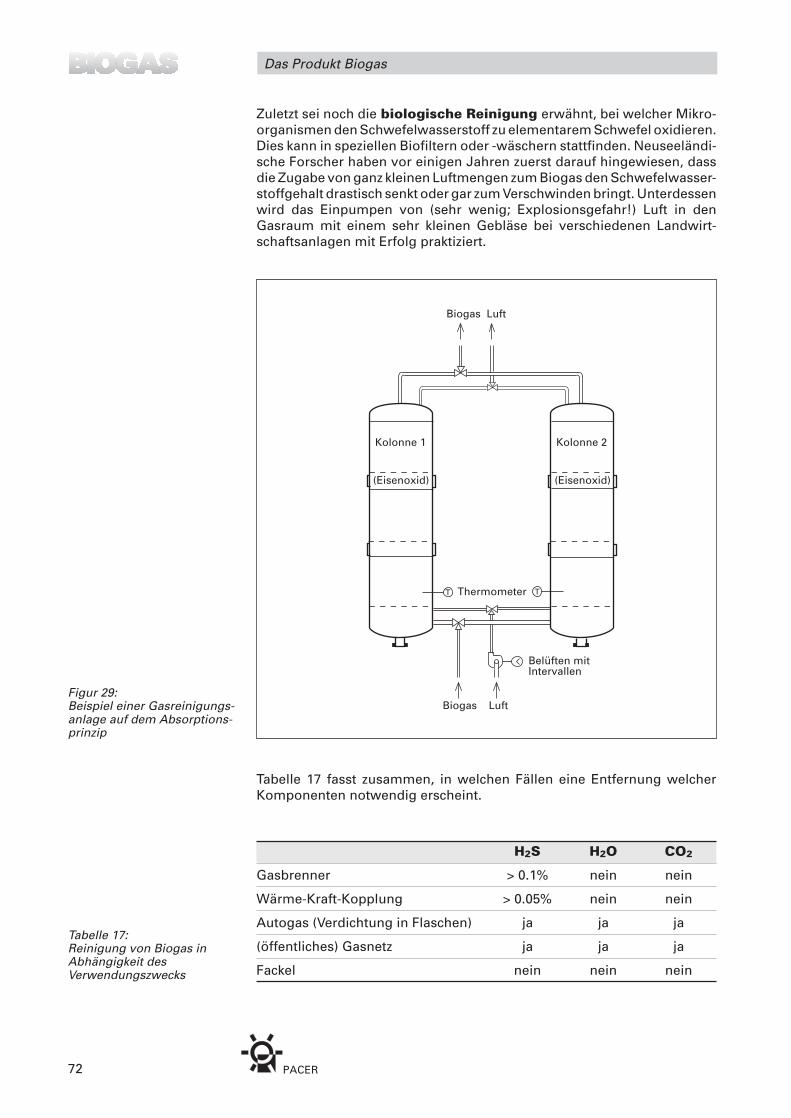
PACER72
Das Produkt Biogas
Zuletzt sei noch die biologische Reinigung erwähnt, bei welcher Mikro-organismen den Schwefelwasserstoff zu elementarem Schwefel oxidieren.Dies kann in speziellen Biofiltern oder -wäschern stattfinden. Neuseeländi-sche Forscher haben vor einigen Jahren zuerst darauf hingewiesen, dassdie Zugabe von ganz kleinen Luftmengen zum Biogas den Schwefelwasser-stoffgehalt drastisch senkt oder gar zum Verschwinden bringt. Unterdessenwird das Einpumpen von (sehr wenig; Explosionsgefahr!) Luft in denGasraum mit einem sehr kleinen Gebläse bei verschiedenen Landwirt-schaftsanlagen mit Erfolg praktiziert.
H2S H2O CO2
Gasbrenner > 0.1% nein nein
Wärme-Kraft-Kopplung > 0.05% nein nein
Autogas (Verdichtung in Flaschen) ja ja ja
(öffentliches) Gasnetz ja ja ja
Fackel nein nein nein
T T
Belüften mitIntervallen
Thermometer
(Eisenoxid)
Kolonne 2
Biogas Luft
Kolonne 1
(Eisenoxid)
Biogas Luft
Tabelle 17:Reinigung von Biogas inAbhängigkeit desVerwendungszwecks
Figur 29:Beispiel einer Gasreinigungs-anlage auf dem Absorptions-prinzip
Tabelle 17 fasst zusammen, in welchen Fällen eine Entfernung welcherKomponenten notwendig erscheint.
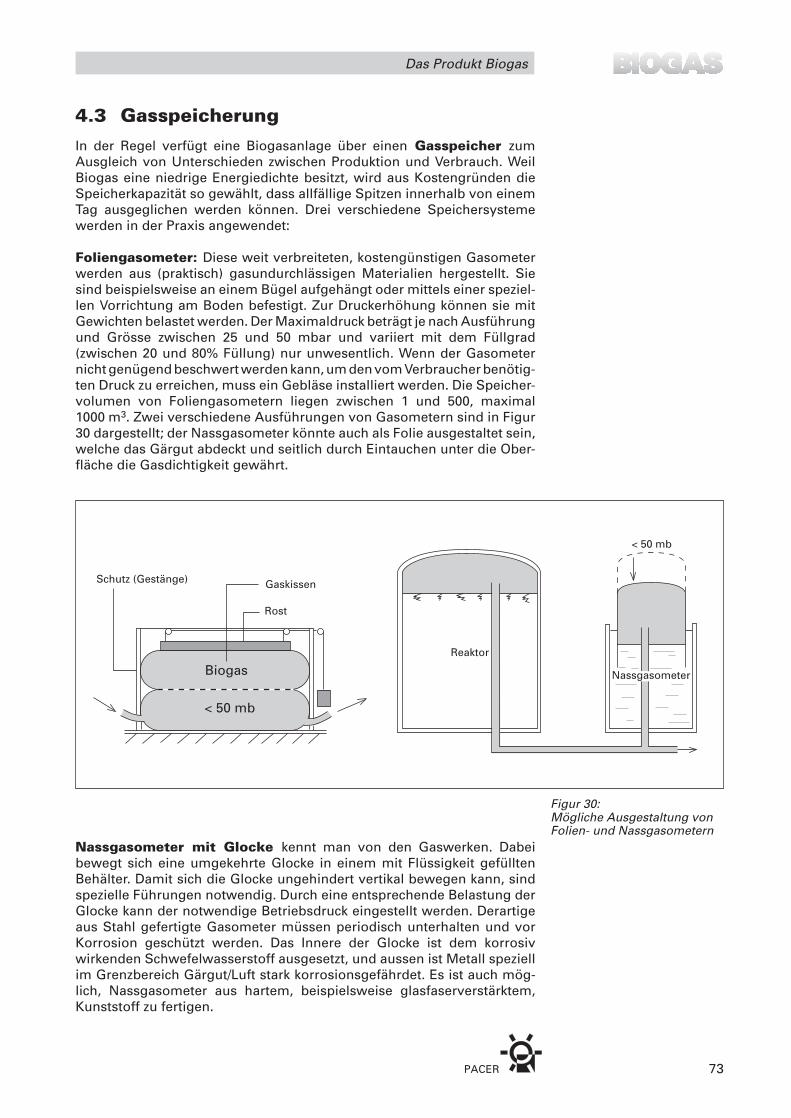
PACER 73
Das Produkt Biogas
4.3 GasspeicherungIn der Regel verfügt eine Biogasanlage über einen Gasspeicher zumAusgleich von Unterschieden zwischen Produktion und Verbrauch. WeilBiogas eine niedrige Energiedichte besitzt, wird aus Kostengründen dieSpeicherkapazität so gewählt, dass allfällige Spitzen innerhalb von einemTag ausgeglichen werden können. Drei verschiedene Speichersystemewerden in der Praxis angewendet:
Foliengasometer: Diese weit verbreiteten, kostengünstigen Gasometerwerden aus (praktisch) gasundurchlässigen Materialien hergestellt. Siesind beispielsweise an einem Bügel aufgehängt oder mittels einer speziel-len Vorrichtung am Boden befestigt. Zur Druckerhöhung können sie mitGewichten belastet werden. Der Maximaldruck beträgt je nach Ausführungund Grösse zwischen 25 und 50 mbar und variiert mit dem Füllgrad(zwischen 20 und 80% Füllung) nur unwesentlich. Wenn der Gasometernicht genügend beschwert werden kann, um den vom Verbraucher benötig-ten Druck zu erreichen, muss ein Gebläse installiert werden. Die Speicher-volumen von Foliengasometern liegen zwischen 1 und 500, maximal1000 m3. Zwei verschiedene Ausführungen von Gasometern sind in Figur30 dargestellt; der Nassgasometer könnte auch als Folie ausgestaltet sein,welche das Gärgut abdeckt und seitlich durch Eintauchen unter die Ober-fläche die Gasdichtigkeit gewährt.
Nassgasometer mit Glocke kennt man von den Gaswerken. Dabeibewegt sich eine umgekehrte Glocke in einem mit Flüssigkeit gefülltenBehälter. Damit sich die Glocke ungehindert vertikal bewegen kann, sindspezielle Führungen notwendig. Durch eine entsprechende Belastung derGlocke kann der notwendige Betriebsdruck eingestellt werden. Derartigeaus Stahl gefertigte Gasometer müssen periodisch unterhalten und vorKorrosion geschützt werden. Das Innere der Glocke ist dem korrosivwirkenden Schwefelwasserstoff ausgesetzt, und aussen ist Metall speziellim Grenzbereich Gärgut/Luft stark korrosionsgefährdet. Es ist auch mög-lich, Nassgasometer aus hartem, beispielsweise glasfaserverstärktem,Kunststoff zu fertigen.
Figur 30:Mögliche Ausgestaltung vonFolien- und Nassgasometern
Gaskissen
Rost
Biogas
< 50 mb
Schutz (Gestänge)
< 50 mb
Reaktor
Nassgasometer

PACER74
Das Produkt Biogas
Die Gasglocke kann direkt auf dem Fermenter angeordnet sein: die auf demGärgut schwimmende Glocke fängt dann das entstehende Biogas direktauf. Nachteilig dabei sind allfällige Wärme- und Gasverluste, weil eineIsolation des in die Flüssigkeit eintauchenden zylindrischen Teils der Glockeschwierig ist, und weil Gasverluste im Randbereich zwischen Glocke undBehälter auftreten. Dieser Nachteil kann umgangen werden, wenn anstelleeiner festen Gasglocke ein Kunststoff-Foliengasometer direkt auf derOberfläche des Substrats montiert wird (Folie, welche eventuell sogargeführt ist und an den Fermenterwänden ins Substrat eintaucht). SeparateNassgasometer kommen aus Kostengründen kaum in Frage. Zusätzlich istzu beachten, dass solche separaten Systeme im Winter vor dem Einfrierengeschützt werden müssen. Die Speicherkapazitäten solcher Systeme liegenzwischen 50 und 500 m3.
Speicherung in Speichertanks und -flaschen ist nötig, falls das Biogaskomprimiert und zum Betrieb von Fahrzeugen verwendet wird. Bei einemidealen Gas halbiert sich das Volumen bei der Verdoppelung des Druckes.Bis zu einem Druck von 400 mbar verhält sich Biogas mit 67% CH4 und 33%CO2 noch vorteilhafter. Bei einem Druck zwischen 160 und 200 mbar beträgtdas Volumen nur gerade zwei Drittel des Volumens eines idealen Gasesunter gleichen Bedingungen. Mit andern Worten, ein gegebenes Volumenenthält im Vergleich zu einem idealen Gas die 1.5fache Menge Biogas.Dieses Verhältnis verringert sich mit steigender CO2-Konzentration.
Aus Kostengründen und um das Gewicht von Stahlspeichern (Flaschen) inGrenzen zu halten, überschreiten die Drücke 10 bis 20 bar in der Regel nicht.Die Hochdruckspeicherung (200 bis 300 bar) für den Fahrzeugbetrieb in 30-oder 50-l-Flaschen erfordert spezielle, kostenintensive Einrichtungen zurKomprimierung und gleichzeitigen Gasreinigung.
PACER 75
Das Produkt Biogas
4.4 Verwertung von Biogas
Rein thermische Verwertung
Biogas kann in den meisten Industriefeuerungsanlagen verwendetwerden. Apparate, welche für Biogasbetrieb geeignet sind, funktionierenüber einen weiten Bereich der Biogaszusammensetzung ohne Probleme.Bei Ölbrennern muss lediglich der Brenner auf Zweistoffbetrieb umgerüstetwerden.
Für das Aufheizen der Abwässer oder Abfälle und das Einhalten dergewünschten Prozesstemperatur ist Prozessenergie notwendig, welchegegebenenfalls mit einem kleinen, biogasbetriebenen Heizkessel bereit-gestellt wird. Falls eine WKK (Wärme-Kraft-Kopplung, vgl. unten) vorhan-den ist, kann dazu die Abwärme verwendet werden. Im andern Fall muss einTeil des gewonnenen Biogases dafür aufgewendet werden.
Die für die Verwertung von Biogas vorgesehenen Apparate sind mitBrennern und Brennkammern ausgerüstet, welche verschiedene Gaszu-sammensetzungen verbrennen können. Ursprünglich für andere Brenn-stoffe vorgesehene Apparate können fast immer ohne Schwierigkeiten anBiogas angepasst werden. Diese Modifikationen betreffen in der Regel dieBrenner. Ihr Wirkungsgrad wird fast immer durch die Reduktion der Über-schussluft und durch eine Verringerung der Rauchgastemperatur ver-bessert. Die mit einer Anpassung an Biogas verbundenen spezifischenProbleme bezüglich Druck, Gaszusammensetzung und Schwefelwasser-stoff werden nachfolgend erörtert.
Für eine Verwendung von Brennern ist es notwendig, den Druck in einemBereich von ± 10% des Sollwertes zu regeln. Falls diese Bedingungen nichterfüllt werden, ist eine Druckerhöhung mit entsprechenden Reduktionenvor den Gasverbrauchern vorzusehen.
Die unterschiedliche, u.U. schwankende Biogaszusammensetzung stelltverschiedene Anforderungen an die Verwertung. In Anwesenheit vonhöheren Schwefelwasserstoff-Konzentrationen müssen verschiedene, ausMessing gefertigte Bestandteile des Brenners durch solche aus rostfreiemStahl ersetzt werden. Besonders zu erwähnen ist auch der CO2-Gehalt,welcher die Zündgeschwindigkeit und den Heizwert beeinflusst. DieseStreuungen können zu folgenden Konsequenzen führen:
– Schwierigkeiten beim Zünden des Brenners
– Auslöschen der Flamme, verursacht durch Rückziehen der Flamme in dieDüse
– Geringerer Wirkungsgrad bei schlechter Regelung
Für industrielle Feuerungen ist es unter Verwendung einer kontinuierlichenHeizwertmessung möglich, die Zuluft zu regeln, um eine optimale Verbren-nung sicherzustellen. In der Praxis treten bei einem stabilen Betrieb desGärreaktors jedoch nur in Ausnahmefällen grössere Schwankungen in derBiogaszusammensetzung auf, und man stellt daher den Verbraucher so ein,dass auch bei einer extremen Zusammensetzung ein sicherer Betriebgewährleistet wird.
PACER76
Das Produkt Biogas
Verwertung in Verbrennungsmotoren
Biogas kann sowohl in stationären als auch mobilen Verbrennungsmotoreneingesetzt werden. Vorteilhaft ist dabei, dass bei dieser Nutzungsart diehochwertige Biogasenergie in mechanische Energie umgewandelt werdenkann. Bei den am meisten verwendeten Motoren mit Fremdzündung(Benzinmotoren) wird das zündfähige Gemisch mit einem Funken gezün-det. Bei den Selbstzündungsmotoren (Dieselmotoren) verwendet maneinen Brennstoff mit niedriger Zündtemperatur, um die Entzündung desGas/Luft-Gemisches auszulösen. Bei Diesel-Gas-Motoren handelt es sichum sogenannte Zweibrennstoff-Motoren (dual fuel). Das Luft/Gas-Gemischwird vom Motor angesogen, verdichtet und durch Einspritzen von (relativwenig) Diesel-Treibstoff entzündet. Folgende Parameter kennzeichnen denBetrieb von biogasbetriebenen Motoren:
Wichtig ist, dass ein Gasgemisch, welches in einem Gasmotor gebrauchtwird, klopffest ist. Im Gegensatz zum Dieselmotor, welcher nur Luftansaugt, braucht der Gasmotor ein Luft/Gas-Gemisch. Dieses wird kompri-miert, darf aber nicht durch Selbstentzündung explodieren, da es sonst zumunerwünschten «Klopfen» kommt. Einen «klopfenden» Motor erkennt manleicht am charakteristischen Geräusch, begleitet von Vibrationen; er musssofort abgeschaltet werden, um schwere mechanische Schäden zu verhin-dern. Das «Klopfen» kann verhindert werden durch:• Verkleinern der Wellenleistung, d.h. durch Teillastbetrieb• ein kälteres Luft/Gas-Gemisch• die Wahl eines klopffesteren Gases• Druckverminderung und Wirkungsgradreduktion
Die Klopffestigkeit eines Gases wird durch die Methanzahl angegeben.Verschiedene Versuche haben zu einer einfachen Methode zur Bestim-mung des Methanindexes von Gasgemischen geführt. Um den hohentechnischen Anforderungen der heutigen Gasmotoren gerecht zu werden,speziell den mit «reichem» Gemisch arbeitenden Motoren, und um einreibungsloses Funktionieren zu garantieren sowie eine ökonomisch inter-essante Lösung zu finden, muss ein Gasgemisch mit einer möglichst hohenMethanzahl verwendet werden. Die meisten Erdgase und auch Biogasweisen eine Methanzahl zwischen 78 und 98 auf und können deshalb ohneEinschränkungen verwendet werden. Dies gilt nicht für Erdölgase (Propanoder Butan), welche aufgrund ihrer oft schwankenden, tiefen Methanzahlnur sehr beschränkt verwendbar sind und bei Beimischung in gewisseGasnetze zu einem sofortigen Absinken der Methanzahl mit entsprechen-den Problemen bei der Nutzung führen.
Durch Schwefelwasserstoff im Biogas kann sich bei der Verbrennung imMotor schweflige Säure bilden und je nach Menge die Funktion des Motorsbeeinträchtigen oder ihn sogar beschädigen. Dies illustrieren die Vorschrif-ten zu den maximal zulässigen Konzentrationen von zwei wichtigen Her-stellern von Gasmotoren:
Deutz-MWM Schwefel total < 2200mg/Nm3CH4
Schwefelwasserstoff < 0.15Vol.%
Fiat-Saurer Thermotechnik Schwefelwasserstoff < 0.1Vol.%
Geringere Mengen von Schwefel und Schwefelwasserstoff, welche nachder Verbrennung gasförmig vorliegen, sollten keine negativen Auswir-kungen haben, es sei denn, die Konzentrationen würden im Bereich der
PACER 77
Das Produkt Biogas
angegebenen Höchstwerte liegen. In diesem Falle müsste das Motorenölhäufiger gewechselt werden. Falls die Grenzwerte überschritten werden,erlischt die Garantie der Motorenhersteller.
Der «Lambda»-Wert (λ) eines Gasgemisches ist der wichtigste Wert imZusammenhang mit der Verbrennung. Dieser Wert beschreibt das Verhält-nis des Luft/Gas-Gemisches, d.h., ob das Gas mit einem Mangel (λ < 1) odereinem Überschuss (λ > 1) an Luft verbrannt wird, und ob das entsprechendeLuft/Gas-Gemisch noch innerhalb der Zündgrenzen liegt.
Bei tiefen Methangehalten und einem mageren Gemisch (λ = 1.4) kanndie Verbrennung durch den CO2-Gehalt beeinflusst werden. Prinzipiellverhindert das CO2 das unerwünschte «Klopfen» (Klopfbremse). Hingegenwird gleichzeitig die Verbrennungsgeschwindigkeit reduziert, das Ende derVerbrennung verzögert und die Zylindertemperatur erhöht, was letztend-lich den Wirkungsgrad des Motors verringert. Um eine Überhitzung desMotors zu verhindern, muss bei höheren CO2-Konzentrationen die Leistungreduziert werden.
Gleichzeitig mit der Reduktion des unteren Heizwertes des Biogases verrin-gert sich auch die Leistung des Motors, sofern diese Reduktion nicht durcheine erhöhte Gaszufuhr kompensiert werden kann. Beim Betrieb einesMotors mit einem λ-1-Gemisch reduziert sich die Leistung proportional,und der spezifische Verbrauch erhöht sich aufgrund des Teillastbetriebs.
Um eine unerwünschte Kondensatbildung während der Kaltstartphase desMotors auszuschliessen, sollte der Wasserdampfgehalt im Biogasmöglichst gering gehalten werden. Von Fall zu Fall tolerieren die Motoren-hersteller unter bestimmten Bedingungen höhere Wasserdampfkonzen-trationen. Um Störungen und Schäden an den Motoren zu verhindern,sollte gleichzeitig der Staubgehalt möglichst tief sein. Das Biogas istdeshalb mit Hilfe von Filtern von Staub zu reinigen.
Für die am meisten verbreiteten Viertakt-Gasmotoren existieren zurzeitverschiedene Möglichkeiten zur Reduktion der Schadstoffe im Abgas aufdas von der Luftreinhalteverordnung (LRV 92) geforderte Niveau:
Durch den Magerbetrieb (Betrieb mit Luftüberschuss) von Mager-Moto-ren mit oder ohne Aufladung sinken die Verbrennungstemperaturen unddie Stickoxidemissionen. Der Magerbetrieb äussert sich in einer Reduktionder Motorenleistung. Durch den Einsatz von Abgasturboladern kann dieseReduktion jedoch mehr als ausgeglichen werden. Bei Verwendung einesAbgasturboladers ist kein Gebläse zur Druckerhöhung notwendig, wiebei Saugmotoren. Der Betrieb im Luftüberschuss (Magerbetrieb) verzögertdie Verbrennung und erleichtert das Entstehen von Kohlenmonoxid, unver-brannten Kohlenwasserstoffen und von Fehlzündungen. Es ist daher eineausgeklügelte Regelung des Luft/Gas-Gemisches erforderlich, um Fehlzün-dungen zu verhindern und die Grenzwerte der Stickoxide einzuhalten.
Die niedrigsten Abgaswerte werden beim Betrieb von λ-1-Gasmotorenmit geringem Luftüberschuss und einem Dreiwegkatalysator erzielt.Durch die nichtselektive katalytische Reduktion (NSCR) liegen die erreich-baren Werte für NOx bei <10 mg/m3, für CO bei <60 mg/m3 und für HC bei<10 mg/m3. Diese Technik kann als ausgereift bezeichnet werden. Beientsprechender Überwachung und Wartung der Anlagen lassen sichKatalysatorstandzeiten bei tiefen Schadstoffwerten im Abgas von über20 000 Stunden erreichen. Es ist jedoch zu beachten, dass selbst bei
PACER78
Das Produkt Biogas
geringen Mengen von Schwefel, Phosphor, Zink, Arsen sowie Chlor undFluor der Katalysator zerstört werden kann. Im Zusammenhang mit derVergärung industrieller Abwässer oder von biogenen Abfällen muss je nachZusammensetzung mit der Anwesenheit von Schwefelwasserstoff gerech-net werden. Um eine Zerstörung des Katalysators zu verhindern, ist indiesen Fällen eine möglichst vollständige Entschwefelung des Biogasesvorzusehen.
Stationäre Gasmotoren können Generatoren und auch andere Geräte,wie Kompressoren einer Wärmepumpe oder einer Kühlanlage oder Geblä-se zur Belüftung von Abwasser, antreiben.
Verwertung in einer Wärme-Kraft-Kopplung
Eine Wärme-Kraft-Kopplung (WKK) produziert gleichzeitig Wärme undKraft zur Stromerzeugung: In diesem Fall treibt der Gasmotor einen elektri-schen Generator an. Als Blockheizkraftwerk (BHKW) wird die kompakteBauart einer WKK bezeichnet. Als Antrieb werden neben Gas-Ottomotorenauch Gas-Dieselmotoren und im Leistungsbereich von 1–10 MW Gasturbi-nen eingesetzt. Der produzierte Strom wird vor Ort verbraucht oder insöffentliche Netz eingespiesen. Die Motoren- und die Abgasabwärme wirdmittels Wärmetauscher abgeführt und kann zum Heizen von Gebäudenoder Prozessen verwendet werden.
Dieser Weg der Biogasverwertung ist für industrielle Anlagen am interes-santesten, weil die elektrische Energie in das bestehende Netz ein-gespiesen werden kann. Diese Nutzungsart ermöglicht gleichzeitig, die(Überschuss-)Energie des Biogases vom Sommer in kältere Jahreszeiten zuübertragen, indem im Sommer weniger Wasser aus den Stauseen zurProduktion von Hydroenergie bezogen werden muss.
Die folgende Darstellung und Tabelle 18 geben einen Überblick über diePalette und Leistungsbereiche von einigen Wärme-Kraft-Kopplungen:
• Industriegasmotoren (Otto, Fremdzündung)– 20 bis 1000 kW elektrisch– > 100 000 Betriebsstunden– λ = 1.0 mit 3-Weg-Katalysator: NOx: < 10 mg/l– λ = 1.6–1.8 (Magermotor): NOx ca. 400 mg/m3
• Fahrzeug-Benzinmotoren (Otto, Fremdzündung)– 5 bis 20 kW elektrisch– < 20'000 Betriebsstunden– λ = 1.0 mit 3-Weg-Katalysator: NOx: < 10 mg/l– λ = 1.2–1.3 (ungeregelt): NOx ca. 400 mg/m3
• Dieselmotor (Zündstrahl, dual fuel)– > 5% Diesel– Selbstentzündung– λ = ca.1.5: NOx ca. 400 mg/m3; Entstickung durch SCR-Katalysator
möglich– Dieselpartikel, krebserregende KW's
Die Dimensionierung einer WKK ist wesentlich für die Rentabilität der
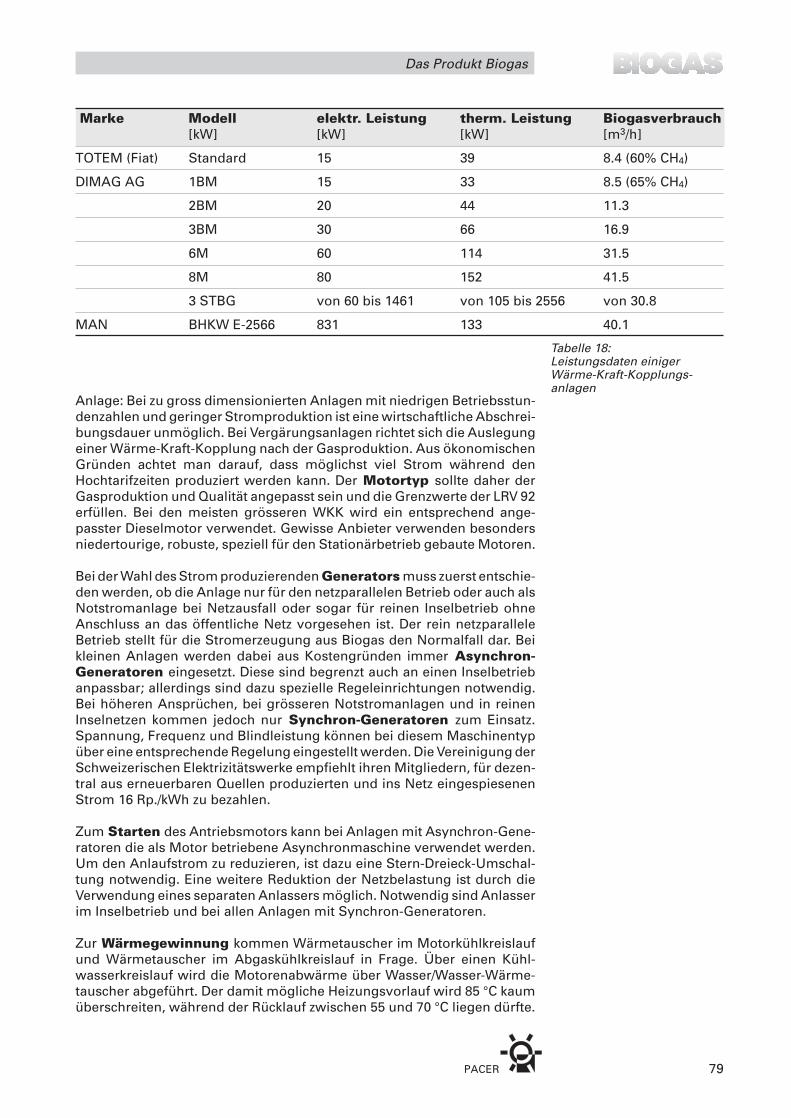
PACER 79
Das Produkt Biogas
Marke Modell elektr. Leistung therm. Leistung Biogasverbrauch[kW] [kW] [kW] [m3/h]
TOTEM (Fiat) Standard 15 39 8.4 (60% CH4)
DIMAG AG 1BM 15 33 8.5 (65% CH4)
2BM 20 44 11.3
3BM 30 66 16.9
6M 60 114 31.5
8M 80 152 41.5
3 STBG von 60 bis 1461 von 105 bis 2556 von 30.8
MAN BHKW E-2566 831 133 40.1
Tabelle 18:Leistungsdaten einigerWärme-Kraft-Kopplungs-anlagen
Anlage: Bei zu gross dimensionierten Anlagen mit niedrigen Betriebsstun-denzahlen und geringer Stromproduktion ist eine wirtschaftliche Abschrei-bungsdauer unmöglich. Bei Vergärungsanlagen richtet sich die Auslegungeiner Wärme-Kraft-Kopplung nach der Gasproduktion. Aus ökonomischenGründen achtet man darauf, dass möglichst viel Strom während denHochtarifzeiten produziert werden kann. Der Motortyp sollte daher derGasproduktion und Qualität angepasst sein und die Grenzwerte der LRV 92erfüllen. Bei den meisten grösseren WKK wird ein entsprechend ange-passter Dieselmotor verwendet. Gewisse Anbieter verwenden besondersniedertourige, robuste, speziell für den Stationärbetrieb gebaute Motoren.
Bei der Wahl des Strom produzierenden Generators muss zuerst entschie-den werden, ob die Anlage nur für den netzparallelen Betrieb oder auch alsNotstromanlage bei Netzausfall oder sogar für reinen Inselbetrieb ohneAnschluss an das öffentliche Netz vorgesehen ist. Der rein netzparalleleBetrieb stellt für die Stromerzeugung aus Biogas den Normalfall dar. Beikleinen Anlagen werden dabei aus Kostengründen immer Asynchron-Generatoren eingesetzt. Diese sind begrenzt auch an einen Inselbetriebanpassbar; allerdings sind dazu spezielle Regeleinrichtungen notwendig.Bei höheren Ansprüchen, bei grösseren Notstromanlagen und in reinenInselnetzen kommen jedoch nur Synchron-Generatoren zum Einsatz.Spannung, Frequenz und Blindleistung können bei diesem Maschinentypüber eine entsprechende Regelung eingestellt werden. Die Vereinigung derSchweizerischen Elektrizitätswerke empfiehlt ihren Mitgliedern, für dezen-tral aus erneuerbaren Quellen produzierten und ins Netz eingespiesenenStrom 16 Rp./kWh zu bezahlen.
Zum Starten des Antriebsmotors kann bei Anlagen mit Asynchron-Gene-ratoren die als Motor betriebene Asynchronmaschine verwendet werden.Um den Anlaufstrom zu reduzieren, ist dazu eine Stern-Dreieck-Umschal-tung notwendig. Eine weitere Reduktion der Netzbelastung ist durch dieVerwendung eines separaten Anlassers möglich. Notwendig sind Anlasserim Inselbetrieb und bei allen Anlagen mit Synchron-Generatoren.
Zur Wärmegewinnung kommen Wärmetauscher im Motorkühlkreislaufund Wärmetauscher im Abgaskühlkreislauf in Frage. Über einen Kühl-wasserkreislauf wird die Motorenabwärme über Wasser/Wasser-Wärme-tauscher abgeführt. Der damit mögliche Heizungsvorlauf wird 85 °C kaumüberschreiten, während der Rücklauf zwischen 55 und 70 °C liegen dürfte.
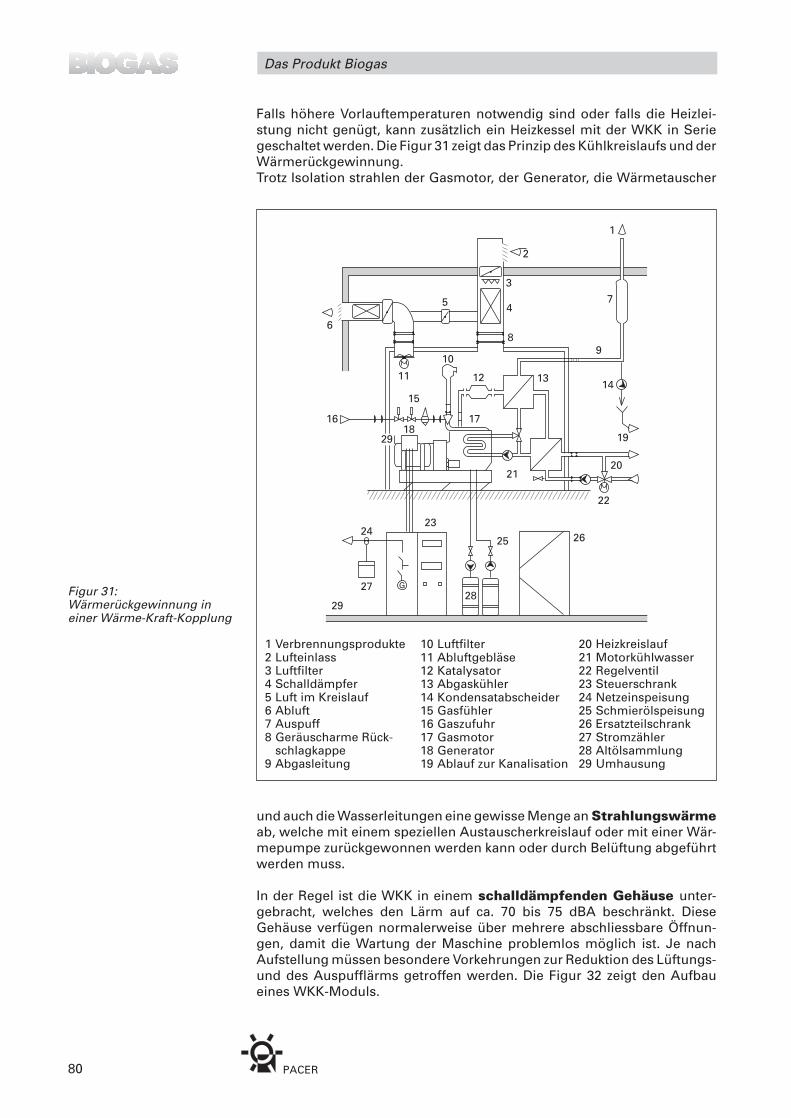
PACER80
Das Produkt Biogas
Falls höhere Vorlauftemperaturen notwendig sind oder falls die Heizlei-stung nicht genügt, kann zusätzlich ein Heizkessel mit der WKK in Seriegeschaltet werden. Die Figur 31 zeigt das Prinzip des Kühlkreislaufs und derWärmerückgewinnung.Trotz Isolation strahlen der Gasmotor, der Generator, die Wärmetauscher
und auch die Wasserleitungen eine gewisse Menge an Strahlungswärmeab, welche mit einem speziellen Austauscherkreislauf oder mit einer Wär-mepumpe zurückgewonnen werden kann oder durch Belüftung abgeführtwerden muss.
In der Regel ist die WKK in einem schalldämpfenden Gehäuse unter-gebracht, welches den Lärm auf ca. 70 bis 75 dBA beschränkt. DieseGehäuse verfügen normalerweise über mehrere abschliessbare Öffnun-gen, damit die Wartung der Maschine problemlos möglich ist. Je nachAufstellung müssen besondere Vorkehrungen zur Reduktion des Lüftungs-und des Auspufflärms getroffen werden. Die Figur 32 zeigt den Aufbaueines WKK-Moduls.
6
5
11
3
2
1
4
8
15
7
9
14
19
20
22
2625
28
16
23
29
27
24
18
10
12 13
17
21
29
G
1 Verbrennungsprodukte2 Lufteinlass3 Luftfilter4 Schalldämpfer5 Luft im Kreislauf6 Abluft7 Auspuff8 Geräuscharme Rück-
schlagkappe9 Abgasleitung
20 Heizkreislauf21 Motorkühlwasser22 Regelventil23 Steuerschrank24 Netzeinspeisung25 Schmierölspeisung26 Ersatzteilschrank27 Stromzähler28 Altölsammlung29 Umhausung
10 Luftfilter11 Abluftgebläse12 Katalysator13 Abgaskühler14 Kondensatabscheider15 Gasfühler16 Gaszufuhr17 Gasmotor18 Generator19 Ablauf zur Kanalisation
Figur 31:Wärmerückgewinnung ineiner Wärme-Kraft-Kopplung
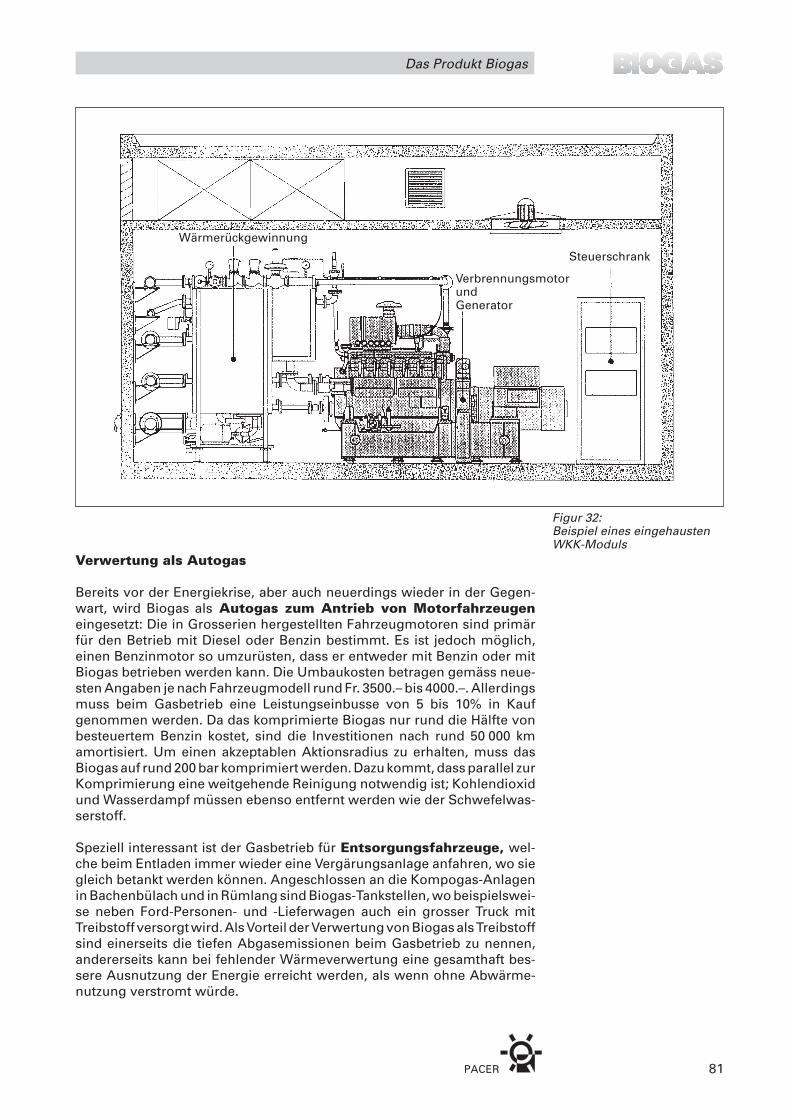
PACER 81
Das Produkt Biogas
Verwertung als Autogas
Bereits vor der Energiekrise, aber auch neuerdings wieder in der Gegen-wart, wird Biogas als Autogas zum Antrieb von Motorfahrzeugeneingesetzt: Die in Grosserien hergestellten Fahrzeugmotoren sind primärfür den Betrieb mit Diesel oder Benzin bestimmt. Es ist jedoch möglich,einen Benzinmotor so umzurüsten, dass er entweder mit Benzin oder mitBiogas betrieben werden kann. Die Umbaukosten betragen gemäss neue-sten Angaben je nach Fahrzeugmodell rund Fr. 3500.– bis 4000.–. Allerdingsmuss beim Gasbetrieb eine Leistungseinbusse von 5 bis 10% in Kaufgenommen werden. Da das komprimierte Biogas nur rund die Hälfte vonbesteuertem Benzin kostet, sind die Investitionen nach rund 50 000 kmamortisiert. Um einen akzeptablen Aktionsradius zu erhalten, muss dasBiogas auf rund 200 bar komprimiert werden. Dazu kommt, dass parallel zurKomprimierung eine weitgehende Reinigung notwendig ist; Kohlendioxidund Wasserdampf müssen ebenso entfernt werden wie der Schwefelwas-serstoff.
Speziell interessant ist der Gasbetrieb für Entsorgungsfahrzeuge, wel-che beim Entladen immer wieder eine Vergärungsanlage anfahren, wo siegleich betankt werden können. Angeschlossen an die Kompogas-Anlagenin Bachenbülach und in Rümlang sind Biogas-Tankstellen, wo beispielswei-se neben Ford-Personen- und -Lieferwagen auch ein grosser Truck mitTreibstoff versorgt wird. Als Vorteil der Verwertung von Biogas als Treibstoffsind einerseits die tiefen Abgasemissionen beim Gasbetrieb zu nennen,andererseits kann bei fehlender Wärmeverwertung eine gesamthaft bes-sere Ausnutzung der Energie erreicht werden, als wenn ohne Abwärme-nutzung verstromt würde.
Figur 32:Beispiel eines eingehaustenWKK-Moduls
VerbrennungsmotorundGenerator
Wärmerückgewinnung
Steuerschrank

PACER82
Das Produkt Biogas
Weitere Verwertungsmöglichkeiten
Unter bestimmten Voraussetzungen kann es sinnvoll sein, das Biogas in einvorhandenes Erdgasnetz einzuspeisen. Beispielsweise ist dies der Fall,wenn vor Ort keine Wärmebezüger vorhanden sind, welche die grosseMenge an Abwärme (rund 60% des Energieinhalts des Gases bei Verstro-mung) übernehmen können. Wenn das Biogas in ein Verteilungsnetzeingespiesen und mit Erdgas vermischt werden soll, ist eine Gasreinigungzur Entfernung von Schwefelwasserstoff und Kohlendioxid sowie eineTrocknung unerlässlich.
Biogas lässt sich auch zum Beleuchten, Kochen und zum Kühleneinsetzen. Diese Nutzungsmöglichkeiten sind jedoch hauptsächlich beiKleinanlagen in Entwicklungsländern in Betracht zu ziehen. Bei der Verwen-dung in einer geschlossenen Küche ist das Gas unbedingt zu entschwefeln.
Weil Methan ein rund 25- bis 30mal wirkungsvolleres Treibhausgas alsKohlendioxid ist, darf kein Biogas an die Atmosphäre abgegeben werden.Zur Verbrennung des Biogases im Falle von Pannen und/oder bei Betriebs-unterbrüchen der Gasverwertung sowie aus Sicherheitsgründen ist esnotwendig, eine Gasfackel zu installieren. Gasfackeln sind aus mehrerenBrennern mit Windschutz und Zündautomatik aufgebaut und müssen imNotfall sofort in Betrieb genommen werden können.
Während man bei einer thermischen Nutzung oder bei der Einspeisung insGasnetz nur ein Erlös von rund 17 Rp./m3 Gas (60% Methan, Hu: 6 kWh)erzielen kann, gewinnt man bei einer WKK rund 41␣ Rp./m3 (Elektri-zität: 16 Rp/kWh, Wärme 3 Rp./kWh) und im Fall von Autogas sogar 40bis␣ 80␣ Rp./m3.
PACER 83
Verwertung der Gärprodukte
5 Verwertung derGärprodukte
5.1 Feste biogene Abfälle 85
5.2 Anaerob behandelte Abwässer 86
5.3 Qualität des Gärguts als Dünger 87

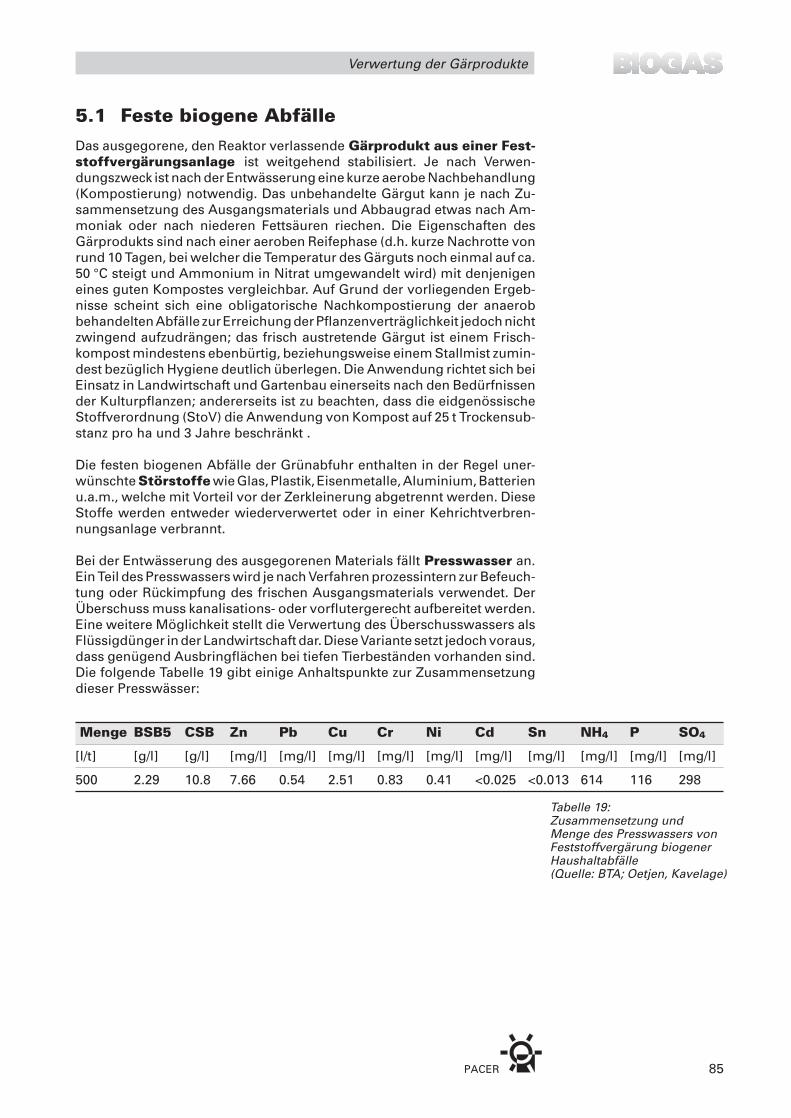
PACER 85
Verwertung der Gärprodukte
5.1 Feste biogene AbfälleDas ausgegorene, den Reaktor verlassende Gärprodukt aus einer Fest-stoffvergärungsanlage ist weitgehend stabilisiert. Je nach Verwen-dungszweck ist nach der Entwässerung eine kurze aerobe Nachbehandlung(Kompostierung) notwendig. Das unbehandelte Gärgut kann je nach Zu-sammensetzung des Ausgangsmaterials und Abbaugrad etwas nach Am-moniak oder nach niederen Fettsäuren riechen. Die Eigenschaften desGärprodukts sind nach einer aeroben Reifephase (d.h. kurze Nachrotte vonrund 10 Tagen, bei welcher die Temperatur des Gärguts noch einmal auf ca.50 °C steigt und Ammonium in Nitrat umgewandelt wird) mit denjenigeneines guten Kompostes vergleichbar. Auf Grund der vorliegenden Ergeb-nisse scheint sich eine obligatorische Nachkompostierung der anaerobbehandelten Abfälle zur Erreichung der Pflanzenverträglichkeit jedoch nichtzwingend aufzudrängen; das frisch austretende Gärgut ist einem Frisch-kompost mindestens ebenbürtig, beziehungsweise einem Stallmist zumin-dest bezüglich Hygiene deutlich überlegen. Die Anwendung richtet sich beiEinsatz in Landwirtschaft und Gartenbau einerseits nach den Bedürfnissender Kulturpflanzen; andererseits ist zu beachten, dass die eidgenössischeStoffverordnung (StoV) die Anwendung von Kompost auf 25 t Trockensub-stanz pro ha und 3 Jahre beschränkt .
Die festen biogenen Abfälle der Grünabfuhr enthalten in der Regel uner-wünschte Störstoffe wie Glas, Plastik, Eisenmetalle, Aluminium, Batterienu.a.m., welche mit Vorteil vor der Zerkleinerung abgetrennt werden. DieseStoffe werden entweder wiederverwertet oder in einer Kehrichtverbren-nungsanlage verbrannt.
Bei der Entwässerung des ausgegorenen Materials fällt Presswasser an.Ein Teil des Presswassers wird je nach Verfahren prozessintern zur Befeuch-tung oder Rückimpfung des frischen Ausgangsmaterials verwendet. DerÜberschuss muss kanalisations- oder vorflutergerecht aufbereitet werden.Eine weitere Möglichkeit stellt die Verwertung des Überschusswassers alsFlüssigdünger in der Landwirtschaft dar. Diese Variante setzt jedoch voraus,dass genügend Ausbringflächen bei tiefen Tierbeständen vorhanden sind.Die folgende Tabelle 19 gibt einige Anhaltspunkte zur Zusammensetzungdieser Presswässer:
Menge BSB5 CSB Zn Pb Cu Cr Ni Cd Sn NH4 P SO4
[l/t] [g/l] [g/l] [mg/l] [mg/l] [mg/l] [mg/l] [mg/l] [mg/l] [mg/l] [mg/l] [mg/l] [mg/l]
500 2.29 10.8 7.66 0.54 2.51 0.83 0.41 <0.025 <0.013 614 116 298
Tabelle 19:Zusammensetzung undMenge␣ des Presswassers vonFeststoffvergärung biogenerHaushaltabfälle(Quelle: BTA; Oetjen, Kavelage)

PACER86
Verwertung der Gärprodukte
5.2 Anaerob behandelte AbwässerDie Verordnung über Abwassereinleitungen und subsidiär die Kantonelegen die Anforderungen an die Einleitung von Abwässern in eineKanalisation fest. Einige Parameter sind in der Verordnung begrenzt. Beiden zurzeit noch nicht begrenzten Parametern kann der Kanton Grenzwertefestlegen. Je nach Herkunft des vergorenen Abwassers ist eine aerobeNachbehandlung – allenfalls mit Nitrifizierung/Denitrifizierung – unerläss-lich, um die Einleitungsanforderungen zu erfüllen. Diese Nachbehandlungwird entweder direkt der Vergärung nachgeschaltet, oder die Abwässerwerden in eine öffentliche Kläranlage geleitet, wo sie gemeinsam mit denhäuslichen Abwässern behandelt werden.
Der bei der Vergärung entstehende Überschussschlamm besteht ausnicht abbaubaren oder noch unvergorenen festen und flüssigen Stoffen.Mengenmässig kann im Vergleich zu vollständig aeroben Prozessen bei derVergärung mit einem 3- bis 10fach geringeren Schlammaufkommen ge-rechnet werden. Bei industriellen Abwässern wird pro kg abgebautem CSBmit ca. 0.05 bis 0.15 kg Schlamm-TS gerechnet. Nach einer Eindickungkönnen diese Schlämme als Dünger in der Landwirtschaft verwertetwerden, sofern keine toxischen Komponenten wie Schwermetalle odergewisse organische Verbindungen im Schlamm vorliegen. Falls einDüngereinsatz nicht möglich ist, muss eine (energetisch allerdings nichtsinnvolle) Trocknung mit anschliessender Verbrennung in Betracht ge-zogen werden.
PACER 87
Verwertung der Gärprodukte
5.3 Qualität des Gärguts als DüngerDamit vergorene biogene Abfälle wie auch nährstoffreiche, organischbelastete Abwässer in den ökologischen Kreislauf rückgeführt werdenkönnen, gilt für die Vergärung – wie auch für die Kompostierung – dieForderung nach einer hohen Qualität des Endproduktes. Nur so wird dieAkzeptanz seitens der Verbraucher erreicht und damit der Absatz gesichert.Zu den Qualitätsforderungen zählen nebst verschiedenen chemischenund physikalisch-chemischen Parametern auch Freiheit von keimfähigen(Unkraut-)Samen, Pflanzenverträglichkeit für die Kulturen und seuchen-hygienische Unbedenklichkeit aus human- und phytopathologischer Sicht.
Pflanzenverträglichkeit
Bezüglich des Nährstoffgehalts und der Belastung mit Schwermetal-len gilt, dass sowohl bei der Kompostierung wie auch bei der Vergärung dieInhaltsstoffe des erzeugten aeroben bzw. anaeroben Produkts strikt mit derZusammensetzung des Ausgangsmaterials verknüpft sind: Die an-organischen Nährstoffe gehen während der Vergärung nicht verloren, dadie Gärung in einem dichten Behälter stattfindet, und da mit dem Gas (mitAusnahme von Schwefel in Form von Schwefelwasserstoff und kleinenMengen an Stickstoff) keine Nährstoffe entweichen können. Anaerobe undaerobe Komposte, welche aus Küchenabfällen und Speiseresten gewon-nen werden, weisen beispielsweise gegenüber Komposten aus rein pflanz-lichen Materialien (Rasenschnitte, Gartenabfälle) einen entsprechendhöheren Salzgehalt auf. Leicht lösliche und biologisch nicht gebundeneSalze, wie sie in Küchenabfällen in z.T. spürbaren Mengen vorliegen (Koch-salz), können nach der fest/flüssig-Trennung allerdings in der Flüssigphasevorliegen.
Wenn beispielsweise in einem Industrieabwasser Schwermetalle vor-liegen, werden sie – bezogen auf die TS – während der Gärung sogar nochetwas aufkonzentriert, da ein Teil des Kohlenstoffs das System in Form vonBiogas verlässt. Komposte von separat erfassten biogenen Abfällen wieauch Abwässer aus der Lebensmittelindustrie liegen allerdings praktischausnahmslos bezüglich aller Schwermetalle ganz deutlich unter den Grenz-werten für Kompost. (Die Grenzwerte für Kompost liegen in der Schweizund der BRD ihrerseits um durchschnittlich einen Faktor 5 unter jenen fürKlärschlämme.)
Wenn anaerober Kompost oder vergorenes Abwasser an heissen Tagenund bei eher basischen pH-Werten unmittelbar nach der Vergärunggrossflächig ausgebracht wird, kann es zu Stickstoffverlust infolge vonVerdunsten von Ammoniak kommen. Dieser Stickstoffverlust ist in derRegel jedoch kleiner als der Verlust bei der aeroben Behandlung. Wenn dasanaerob behandelte Gärgut nach der Gärung noch gelagert oder sogar kurznachkompostiert wird, findet sogleich eine Umlagerung von freiem Ammo-nium in Nitrat statt.
Die für das Pflanzenwachstum nicht erwünschten hohen Konzentrationenan organischen Säuren sind nach einer Vergärung nicht mehr vorhanden,da die Säuren zu Biogas umgesetzt werden. Die für den Humusaufbauwichtigen, schwer abbaubaren Kohlenstoffverbindungen bleiben hinge-gen erhalten.
PACER88
Verwertung der Gärprodukte
Bei der aeroben Kompostierung wird Holz durch Pilze (langsam) abgebautoder zumindest angegriffen. Im Gegensatz dazu wird bei der Gärung derHolzbestandteil Lignin nicht abgebaut. Im Ausgangsmaterial vorkommen-de Holzbestandteile werden daher bei der Passage durch eine Gäranlagekaum verändert. Sofern sie nicht als Strukturmaterial im Produkt erwünschtsind, müssen sie aus dem Gärgut ausgesiebt werden.
Hygieneaspekte
Die Hygienisierungswirkung einer Biogasanlage ist primär abhängigvon der Aufenthaltszeit des Substrates und der Betriebstemperatur.Diesbezüglich sind voll durchmischte Reaktoren nicht optimal, da dort dieMöglichkeit besteht, dass ein kleiner Teil des Frischmaterials sogleichwieder ausgetragen wird. Dadurch ist es möglich, dass ein Teil gewisserbesonders resistenter Erregergruppen (Bandwurmeier usw.) zuwenig langin der Anlage verbleibt, um abgetötet zu werden.
Humanpathogene Mikroorganismen weisen zumeist ein Temperatur-optimum im mesophilen Bereich (35 °C, d.h. Körpertemperatur) auf. Trotz-dem ist – speziell bei höheren Temperaturen – im anaeroben Milieu und inFunktion der Dauer der Behandlung mit Wachstumshemmung und/oderAbsterben der Pathogenen zu rechnen. Das Fehlen von Sauerstoff (Anaero-bie) selbst scheint nur untergeordnete Bedeutung für die Hygienisierungs-wirkung zu haben. Hingegen scheint das allgemeine Milieu bei der anaero-ben Gärung (Exoenzyme, Säuregehalt, Redoxpotential usw.) abtötend oderzumindest hemmend auf Pathogene zu wirken. Humanpathogene Erregerkommen normalerweise in Industrieabwässern und in separat eingesam-melten Haushaltabfällen nicht in grosser Menge vor, so dass eine spezielleHygienisierung nur in Ausnahmefällen notwendig erscheint.
Bei der Vergärung und Kompostierung von Grünabfällen (Haushalt, Garten,Kommune) ist davon auszugehen, dass die Rohstoffe einen hohen Gehaltkeimfähiger Unkrautsamen aufweisen. Diese können bei ungeeigneterBehandlung zu einer zusätzlichen Verunkrautung der Kulturflächen führen.Eigene Untersuchungen an Versuchs- und Praxisanlagen zeigten, dassTomaten- und Rumexsamen das anaerobe Milieu, insbesondere die hydro-lytischen Bedingungen, nicht gut vertragen. In mesophilen Anlagen kommtes rasch zu einer Keimverzögerung und dann innerhalb der durchschnittli-chen Aufenthaltszeit eines konventionellen Fermenters zu einem Abster-ben der Samen. In thermophilen Anlagen erfolgt das Absterben entspre-chend rascher.
Ein besonderes Augenmerk muss auf phytopathogene Erreger gerichtetwerden, da sonst Pflanzenkrankheiten mit dem Gärgut wieder auf Land-wirtschaftsland verbreitet werden. Diesbezüglich wurden eigene Untersu-chungen über das Verhalten von Kohl-Hernie (Plasmodiophora brassicae,Indikatororganismus) zur thermophilen Vergärung in Laborfermenterndurchgeführt. Bei Vergärung bei 35 °C über 14 Tage wurde keine Abtötungder Erreger beobachtet (Zugabe von 10% angesteckten Wurzeln zu 60%Gemüseabfällen und 30% Impfmaterial); die vergorenen Wurzeln zeigtenimmer noch dasselbe Infektionspotential wie das kühl gelagerte Ausgangs-material (Nullwert). Bei thermophiler Vergärung hingegen wurde Plasmo-diophora sowohl nach 14 wie auch nach 7 Tagen entweder vollständigabgetötet oder im Infektionspotential auf unter 1% des Ausgangsmaterialsreduziert.
PACER 89
Ausarbeitung eines Projekts
6 Ausarbeitung einesProjekts
6.1 Die Vergärung als Glied der Reststoffbehandlung 91
6.2 Umweltaspekte 96
6.3 Kosten und Nebenkosten 97
6.4 Rechtliche Aspekte 101

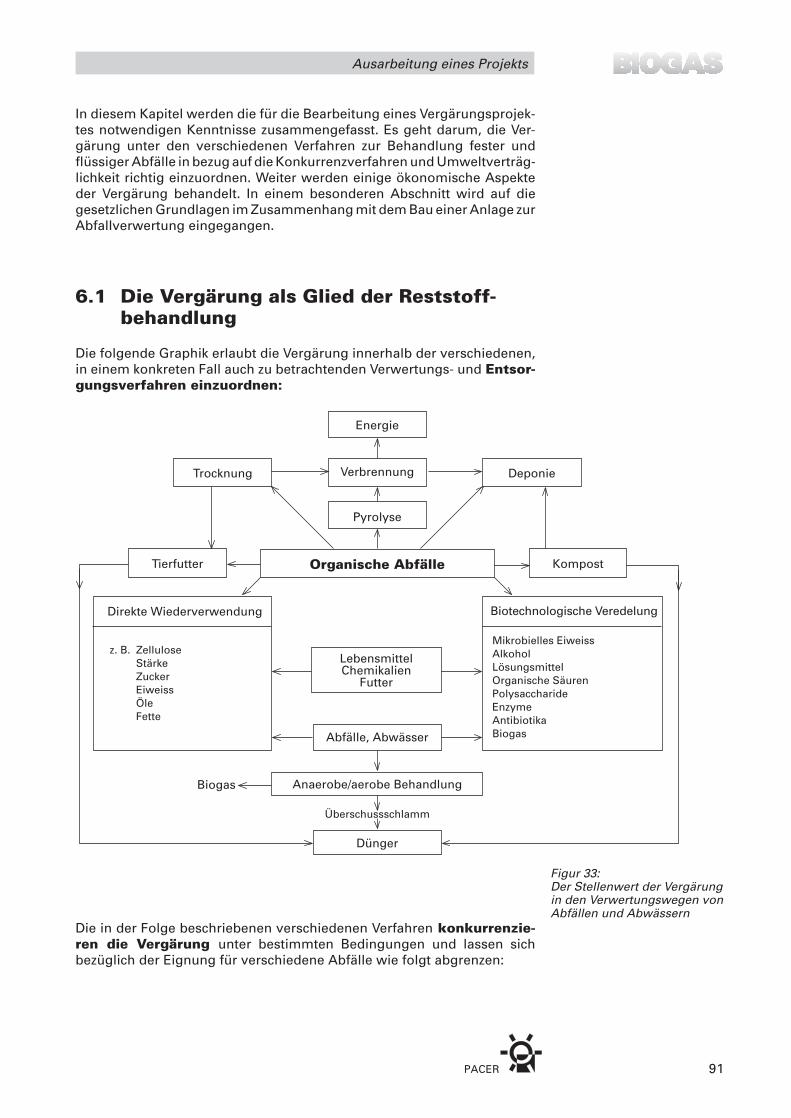
PACER 91
Ausarbeitung eines Projekts
In diesem Kapitel werden die für die Bearbeitung eines Vergärungsprojek-tes notwendigen Kenntnisse zusammengefasst. Es geht darum, die Ver-gärung unter den verschiedenen Verfahren zur Behandlung fester undflüssiger Abfälle in bezug auf die Konkurrenzverfahren und Umweltverträg-lichkeit richtig einzuordnen. Weiter werden einige ökonomische Aspekteder Vergärung behandelt. In einem besonderen Abschnitt wird auf diegesetzlichen Grundlagen im Zusammenhang mit dem Bau einer Anlage zurAbfallverwertung eingegangen.
6.1 Die Vergärung als Glied der Reststoff-behandlung
Die folgende Graphik erlaubt die Vergärung innerhalb der verschiedenen,in einem konkreten Fall auch zu betrachtenden Verwertungs- und Entsor-gungsverfahren einzuordnen:
Figur 33:Der Stellenwert der Vergärungin den Verwertungswegen vonAbfällen und Abwässern
Die in der Folge beschriebenen verschiedenen Verfahren konkurrenzie-ren die Vergärung unter bestimmten Bedingungen und lassen sichbezüglich der Eignung für verschiedene Abfälle wie folgt abgrenzen:
Energie
Trocknung Verbrennung Deponie
Pyrolyse
Tierfutter Organische Abfälle Kompost
Biotechnologische Veredelung
LebensmittelChemikalien
Futter
Direkte Wiederverwendung
Abfälle, Abwässer
Anaerobe/aerobe Behandlung
Dünger
z. B. ZelluloseStärkeZuckerEiweissÖleFette
Mikrobielles EiweissAlkoholLösungsmittelOrganische SäurenPolysaccharideEnzymeAntibiotikaBiogas
Überschussschlamm
Biogas
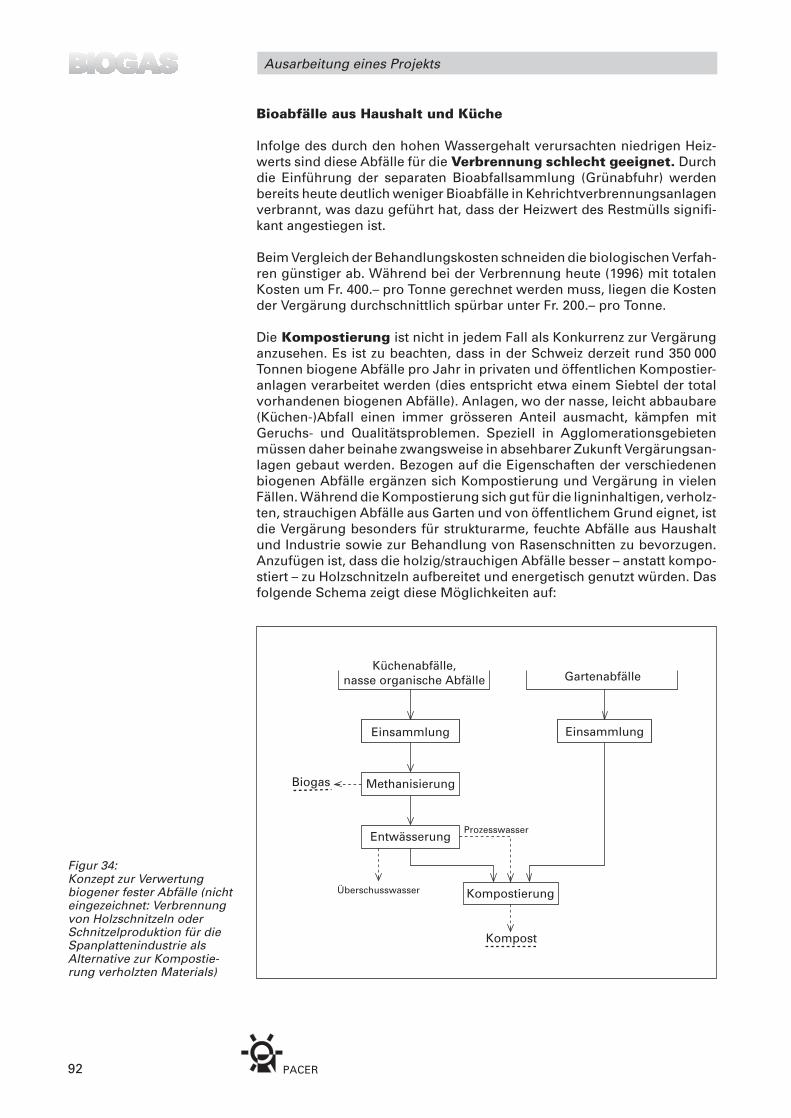
PACER92
Ausarbeitung eines Projekts
Bioabfälle aus Haushalt und Küche
Infolge des durch den hohen Wassergehalt verursachten niedrigen Heiz-werts sind diese Abfälle für die Verbrennung schlecht geeignet. Durchdie Einführung der separaten Bioabfallsammlung (Grünabfuhr) werdenbereits heute deutlich weniger Bioabfälle in Kehrichtverbrennungsanlagenverbrannt, was dazu geführt hat, dass der Heizwert des Restmülls signifi-kant angestiegen ist.
Beim Vergleich der Behandlungskosten schneiden die biologischen Verfah-ren günstiger ab. Während bei der Verbrennung heute (1996) mit totalenKosten um Fr. 400.– pro Tonne gerechnet werden muss, liegen die Kostender Vergärung durchschnittlich spürbar unter Fr. 200.– pro Tonne.
Die Kompostierung ist nicht in jedem Fall als Konkurrenz zur Vergärunganzusehen. Es ist zu beachten, dass in der Schweiz derzeit rund 350 000Tonnen biogene Abfälle pro Jahr in privaten und öffentlichen Kompostier-anlagen verarbeitet werden (dies entspricht etwa einem Siebtel der totalvorhandenen biogenen Abfälle). Anlagen, wo der nasse, leicht abbaubare(Küchen-)Abfall einen immer grösseren Anteil ausmacht, kämpfen mitGeruchs- und Qualitätsproblemen. Speziell in Agglomerationsgebietenmüssen daher beinahe zwangsweise in absehbarer Zukunft Vergärungsan-lagen gebaut werden. Bezogen auf die Eigenschaften der verschiedenenbiogenen Abfälle ergänzen sich Kompostierung und Vergärung in vielenFällen. Während die Kompostierung sich gut für die ligninhaltigen, verholz-ten, strauchigen Abfälle aus Garten und von öffentlichem Grund eignet, istdie Vergärung besonders für strukturarme, feuchte Abfälle aus Haushaltund Industrie sowie zur Behandlung von Rasenschnitten zu bevorzugen.Anzufügen ist, dass die holzig/strauchigen Abfälle besser – anstatt kompo-stiert – zu Holzschnitzeln aufbereitet und energetisch genutzt würden. Dasfolgende Schema zeigt diese Möglichkeiten auf:
Küchenabfälle,nasse organische Abfälle Gartenabfälle
Einsammlung
MethanisierungBiogas
Entwässerung
Kompostierung
Kompost
Prozesswasser
Überschusswasser
Einsammlung
Figur 34:Konzept zur Verwertungbiogener fester Abfälle (nichteingezeichnet: Verbrennungvon Holzschnitzeln oderSchnitzelproduktion für dieSpanplattenindustrie alsAlternative zur Kompostie-rung verholzten Materials)
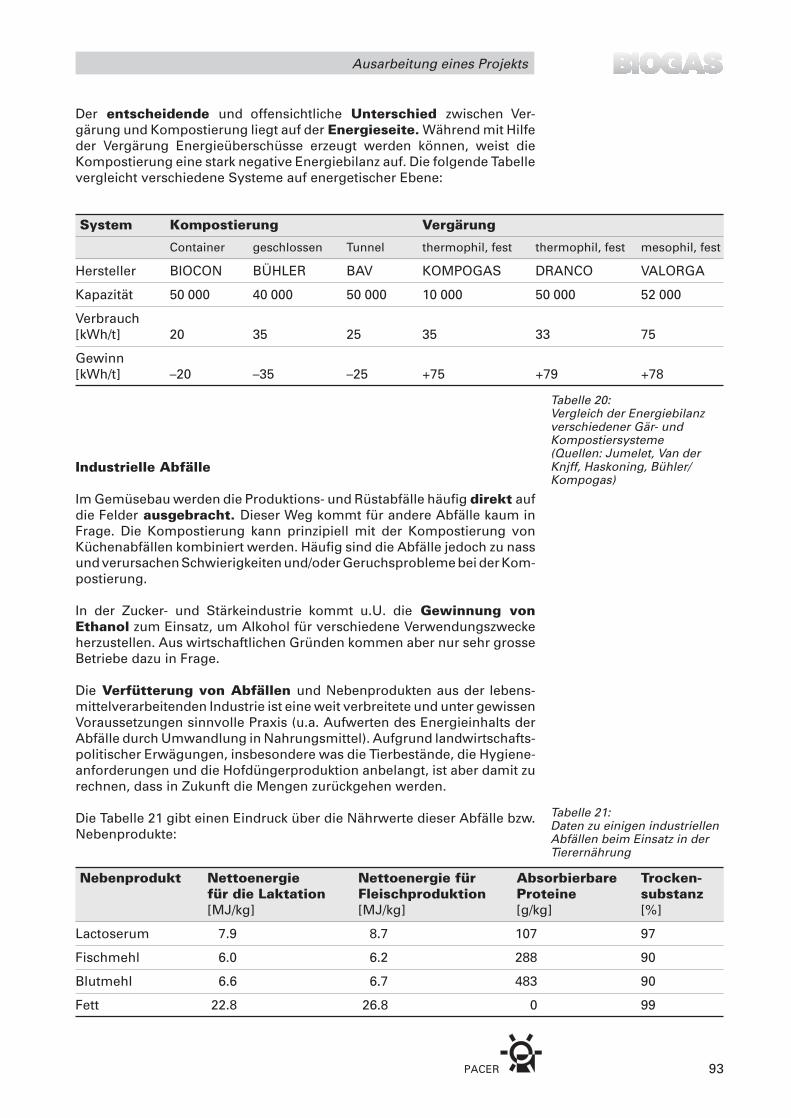
PACER 93
Ausarbeitung eines Projekts
Der entscheidende und offensichtliche Unterschied zwischen Ver-gärung und Kompostierung liegt auf der Energieseite. Während mit Hilfeder Vergärung Energieüberschüsse erzeugt werden können, weist dieKompostierung eine stark negative Energiebilanz auf. Die folgende Tabellevergleicht verschiedene Systeme auf energetischer Ebene:
System Kompostierung Vergärung
Container geschlossen Tunnel thermophil, fest thermophil, fest mesophil, fest
Hersteller BIOCON BÜHLER BAV KOMPOGAS DRANCO VALORGA
Kapazität 50 000 40 000 50 000 10 000 50 000 52 000
Verbrauch[kWh/t] 20 35 25 35 33 75
Gewinn[kWh/t] –20 –35 –25 +75 +79 +78
Tabelle 20:Vergleich der Energiebilanzverschiedener Gär- undKompostiersysteme(Quellen: Jumelet, Van derKnjff, Haskoning, Bühler/Kompogas)
Nebenprodukt Nettoenergie Nettoenergie für Absorbierbare Trocken-für die Laktation Fleischproduktion Proteine substanz[MJ/kg] [MJ/kg] [g/kg] [%]
Lactoserum 7.9 8.7 107 97
Fischmehl 6.0 6.2 288 90
Blutmehl 6.6 6.7 483 90
Fett 22.8 26.8 0 99
Industrielle Abfälle
Im Gemüsebau werden die Produktions- und Rüstabfälle häufig direkt aufdie Felder ausgebracht. Dieser Weg kommt für andere Abfälle kaum inFrage. Die Kompostierung kann prinzipiell mit der Kompostierung vonKüchenabfällen kombiniert werden. Häufig sind die Abfälle jedoch zu nassund verursachen Schwierigkeiten und/oder Geruchsprobleme bei der Kom-postierung.
In der Zucker- und Stärkeindustrie kommt u.U. die Gewinnung vonEthanol zum Einsatz, um Alkohol für verschiedene Verwendungszweckeherzustellen. Aus wirtschaftlichen Gründen kommen aber nur sehr grosseBetriebe dazu in Frage.
Die Verfütterung von Abfällen und Nebenprodukten aus der lebens-mittelverarbeitenden Industrie ist eine weit verbreitete und unter gewissenVoraussetzungen sinnvolle Praxis (u.a. Aufwerten des Energieinhalts derAbfälle durch Umwandlung in Nahrungsmittel). Aufgrund landwirtschafts-politischer Erwägungen, insbesondere was die Tierbestände, die Hygiene-anforderungen und die Hofdüngerproduktion anbelangt, ist aber damit zurechnen, dass in Zukunft die Mengen zurückgehen werden.
Die Tabelle 21 gibt einen Eindruck über die Nährwerte dieser Abfälle bzw.Nebenprodukte:
Tabelle 21:Daten zu einigen industriellenAbfällen beim Einsatz in derTierernährung

PACER94
Ausarbeitung eines Projekts
Industrielle Abwässer
Die Reinigung industrieller Abwässer erfolgt in der Regel nach dem Belebt-schlammverfahren oder mit Systemen mit festsitzender Biomasse wieTropfkörper oder Scheiben-Tauchtropfkörper im Rahmen einer aerobenReinigung. Im Rahmen der Bearbeitung eines Projektes sind daher sowohldie Investitions- als auch die Betriebskosten zu vergleichen. Neben denKapital-, Energie-, Personal- und Unterhaltskosten sind auch die Kosten füreine allfällig notwendige Schlammbeseitigung mit einzubeziehen. Dasfolgende Beispiel in Tabelle 22 zeigt einen solchen Vergleich.
Das unbehandelte, direkte Ausbringen auf landwirtschaftliche Nutz-flächen macht sich die Reinigungskraft der Böden (Filtration, Absorptionvon Kolloiden und biologischer Abbau) und die Aufnahme durch diePflanzen zu Nutze. Dieser Weg, der nur in ländlichen Gegenden in Fragekommt, verlangt präzise Kenntnisse der Schad- und Nährststoffgehalteder␣ Reststoffe, damit allfällige Risiken der Grundwasserverschmutzungabgeschätzt werden können.
Bestimmte flüssige Nebenprodukte der Lebensmittelherstellung könnenals Viehfutter oder als Nahrungsmittelzusätze in der menschlichen undtierischen Ernährung wiederverwendet werden. Das ist zum Beispiel beider Molke der Fall. In der Regel wird die Molke zur Fütterung in derSchweinezucht verwendet. Daneben wird auch Molkepulver hergestellt,welches zur Herstellung von Bisquits, Glacés, Süssgetränken u.a.m. Ver-wendung findet.
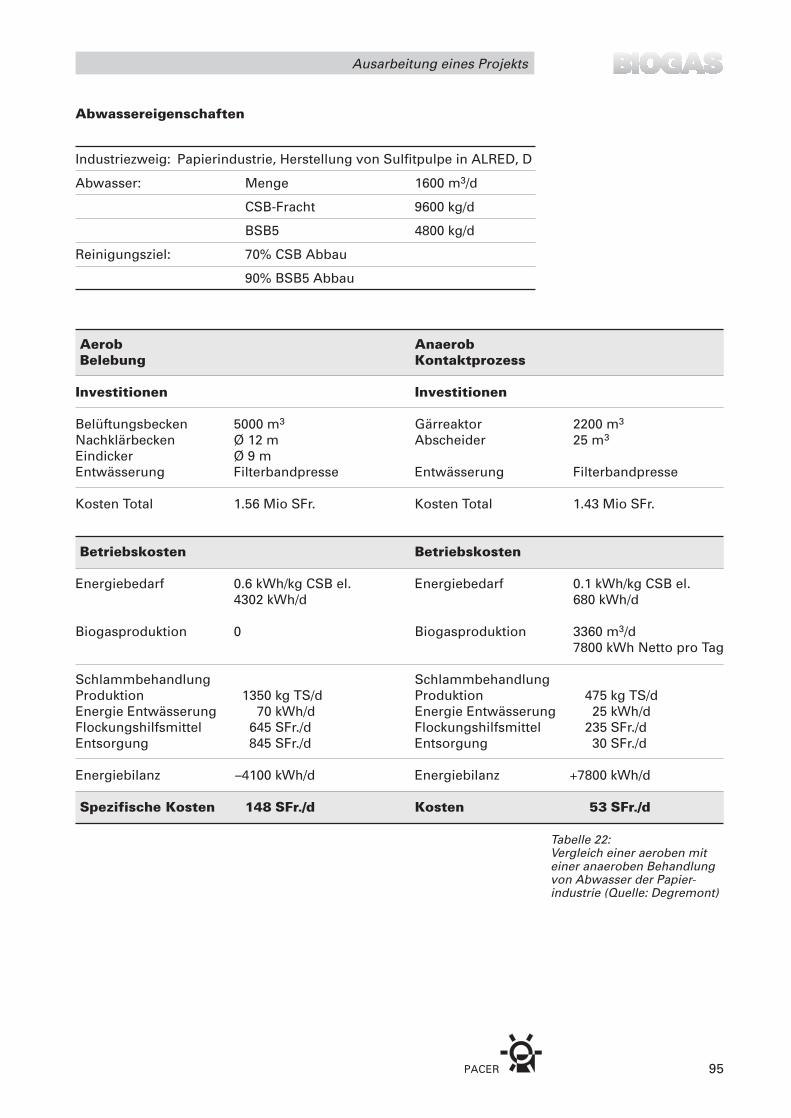
PACER 95
Ausarbeitung eines Projekts
Abwassereigenschaften
Industriezweig: Papierindustrie, Herstellung von Sulfitpulpe in ALRED, D
Abwasser: Menge 1600 m3/d
CSB-Fracht 9600 kg/d
BSB5 4800 kg/d
Reinigungsziel: 70% CSB Abbau
90% BSB5 Abbau
Aerob Anaerob Belebung Kontaktprozess
Investitionen Investitionen
Belüftungsbecken 5000 m3 Gärreaktor 2200 m3
Nachklärbecken Ø 12 m Abscheider 25 m3
Eindicker Ø 9 mEntwässerung Filterbandpresse Entwässerung Filterbandpresse
Kosten Total 1.56 Mio SFr. Kosten Total 1.43 Mio SFr.
Betriebskosten Betriebskosten
Energiebedarf 0.6 kWh/kg CSB el. Energiebedarf 0.1 kWh/kg CSB el.4302 kWh/d 680 kWh/d
Biogasproduktion 0 Biogasproduktion 3360 m3/d7800 kWh Netto pro Tag
Schlammbehandlung SchlammbehandlungProduktion 1350 kg TS/d Produktion 475 kg TS/dEnergie Entwässerung 70 kWh/d Energie Entwässerung 25 kWh/dFlockungshilfsmittel 645 SFr./d Flockungshilfsmittel 235 SFr./dEntsorgung 845 SFr./d Entsorgung 30 SFr./d
Energiebilanz –4100 kWh/d Energiebilanz +7800 kWh/d
Spezifische Kosten 148 SFr./d Kosten 53 SFr./d
Tabelle 22:Vergleich einer aeroben miteiner anaeroben Behandlungvon Abwasser der Papier-industrie (Quelle: Degremont)
PACER96
Ausarbeitung eines Projekts
6.2 Umweltaspekte
Die anaerobe Vergärung ist ausgesprochen umweltfreundlich: Essen-tiell ist, dass – unter Voraussetzung, dass das Gärprodukt in der Landwirt-schaft eingesetzt wird – sämtliche ökologischen Kreisläufe geschlossenwerden. Insbesondere sind dies
• Nährstoffkreisläufe: Wie bereits oben erwähnt, bleiben die anorga-nischen Nährstoffe praktisch vollkommen im Gärgut erhalten. Sie füh-ren, wenn sie auf das Feld ausgebracht werden, zu einer Reduktion derUmweltbelastung und Einsparung bei der Kunstdüngerproduktion.
• Kreislauf der schwer abbaubaren Kohlenstoffverbindungen: Diesespielen eine wichtige Rolle beim Humusaufbau und als Lebensgrundlagefür die Mikroflora des Bodens. Wenn das Gärgut ausgetragen wird, sinddiese schwer abbaubaren Verbindungen mindestens ebenso wichtig wiedie Nährstoffe, da sie einen Beitrag zur Kompensation des enorm gros-sen Humusdefizits der modernen Landwirtschaft beitragen können.
• Kohlenstoffkreislauf: Die Biogaserzeugung und -nutzung ist CO2-neutral, da Kohlenstoff in Methan umgewandelt wird, welcher nichtfossilen Ursprungs ist, sondern aus der heutigen Biomasse stammt. Beider Verbrennung des Biogases wird dieses CO2 wiederum frei und kannvon den nachwachsenden Pflanzen für einen neuen Kreislauf wiederassimiliert werden.
Dieser letzte Punkt ist in Zusammenhang mit dem Treibhauseffekt beson-ders wichtig und bei der Entscheidungsfindung gebührend zu berücksich-tigen: Bei der Biogasgewinnung wird erneuerbare Energie frei, was erlaubt,weniger fossile Energie zur Wärme- und Elektrizitätserzeugung zu ver-brennen. Bei aeroben Prozessen hingegen muss für Luftzufuhr und Durch-mischung viel treibhausaktive Fremdenergie aufgewendet werden.
Wenn man beispielsweise für die Vergärung bzw. Kompostierung vonfesten biogenen Abfällen eine CO2-Bilanz aufstellt, kommt man zumSchluss, dass bei der Kompostierung unter dem Strich bis zu 100 m3
mehr fossiles CO2 pro Tonne verarbeitetes Material freigesetzt wird.(Produktion von 100 m3 Biogas/t brutto; Einbezug einerseits der Netto-Energie und andererseits des Fremdenergieaufwands für die Kompostie-rung; Annahme: zusätzliche elektrische Energie werde aus fossilen Energie-trägern in thermischen Kraftwerken bereitgestellt. Verluste infolge Um-wandlung und Transport zwischen Kohleförderung und Strom an derKlemme im Kompostwerk: 3⁄4.)
Wenn man sämtliche Umweltaspekte ganzheitlich betrachtet, liegt dieVermutung nahe, dass eine zukünftige Menschheit es sich ökologisch garnicht mehr leisten kann, ökologisch deutlich schlechtere Verwertungswegeweiter zu fördern.
PACER 97
Ausarbeitung eines Projekts
6.3 Kosten und Nebenkosten
Die ökonomischen Aspekte der Gewinnung von Biogas aus festen undflüssigen Abfällen unterliegen nicht nur verschiedenen verfahrenstechni-schen Faktoren, sondern auch den lokalen Gegebenheiten. Diese Fakto-ren beinhalten unter anderem die Grösse der Anlage, die Verwertung derProdukte, die umweltpolitischen Einschränkungen, die Gegebenheiten desMarktes, die tarifären und politischen Rahmenbedingungen sowie dieKosten für die Bereitstellung von Geldern für den Bau. Zur Beurteilung derRentabilität eines Projektes ist es unabdingbar, sämtliche dieser Parameterunter geeigneter Gewichtung in Betracht zu ziehen.
Aufgrund der Tatsache, dass viele verschiedene Faktoren die ökonomischeAnalyse eines Projektes beeinflussen, ist es nicht möglich, generelle ökono-mische Rahmenbedingungen zu formulieren. Jedes Projekt muss einerindividuellen, minutiösen Analyse unterzogen werden. Die Tabelle 23gibt eine Übersicht über die bei einer ökonomischen Betrachtung einerVergärungsanlage systematisch zu untersuchenden Positionen:
Eine Vergärungsanlage besteht aus vier mehr oder weniger kostenintensi-ven Bereichen, welche nachfolgend im Detail beschrieben sind:
1. Substrataufbereitung2. Vergärung3. Aufbereitung und Verwertung des Biogases4. Lagerung, Nachbehandlung, Entsorgung/Verwertung des
ausgegorenen Materials
Der Bereich der Aufbereitung umfasst normalerweise Einrichtungen zurDekompaktierung und zur Zerkleinerung der festen Abfälle. Bei den flüssi-gen Substraten sind allenfalls Pufferbehälter und Einrichtungen zum Ein-stellen der für die Vergärung günstigen Bedingungen nötig. Danebenkönnen Vorrichtungen zur Abtrennung von unerwünschten oder toxischenStoffen vorhanden sein. Fördereinrichtungen dienen dem Materialtrans-port von einem Behandlungsschritt zum nächsten. Es handelt sich norma-lerweise um Förderbänder, Spiralförderer oder Pumpen. Die Aufbereitungdes Substrates dient dem Aufschluss des lignocellulosehaltigen Materialsund beschleunigt durch die Oberflächenvergrösserung den Abbau festerund suspendierter Stoffe. Der Grad der Aufbereitung und Vorbehandlungbeeinflusst die Investitions- und Betriebskosten spürbar.
INVESTITIONSKOSTENFermenter, Ausrüstung und Installation, vor- und nachgeschalteteKomponenten, Land, Umgebungsarbeiten, Inbetriebsetzung
BETRIEBSKOSTENPersonal: Überwachung, Wartung und UnterhaltBetriebsmittel: Rohstoffe, Chemikalien, Hilfsstoffe, Nährstoffe, WasserEnergie: Eigenverbrauch Elektrizität, Brenn- und TreibstoffeMaterial: ErsatzteileNachbehandlung: Produktverwertung, AbwasserreinigungAnalytik: Qualitätskontrolle im LaborVersicherung und Taxen
Tabelle 23:Faktoren, welche dieÖkonomie einer Biogasanlagebeeinflussen
PACER98
Ausarbeitung eines Projekts
Die Wahl des Gärverfahrens richtet sich in der Regel nach der Charakte-ristik des zu vergärenden Materials. In diesem Zusammenhang ist eswichtig, die Einflüsse der Verweilzeit, der Raumbelastung sowie des Trok-kensubstanzgehaltes im Reaktor auf die Dimensionierung des Fermentersund in der Folge auf die Investitionskosten zu kennen. Besonders zubeachten sind die Investitionskosten der folgenden Anlageteile:
• Vergärungsreaktor (Einbauten, Gasabscheider, Substratabzug/-austrag)• Mischer• Pumpen, Fördereinrichtungen• Absetzbecken, Dekanterzentrifuge, Membranfiltration• Heizsystem, Wärmetauscher• Messen, Steuern, Regeln• Gebäude
Der Energiebedarf zum Aufheizen und zur Deckung der Wärmeverluste istzu ermitteln. Dabei ist der Wärmeverlust den Isolationskosten gegenüber-zustellen. Möglichkeiten des Wärmeaustausches zwischen ausgegorenemund frischem Substrat sind vor allem bei Abwässern mit (sehr) kleinemAnteil an suspendierten Feststoffen zu prüfen. Der Heizenergiebedarf kannje nach gewählter Betriebstemperatur und Temperatur des Ausgangsmate-rials zwischen 10 und über 50% (sehr dünne Abwässer) der erzeugtenEnergie in Form von Biogas ausmachen. Die Kunst des planenden Inge-nieurs besteht darin, den optimalen Kompromiss zwischen Einfachheit desSystems, hoher Abbauleistung und einer guten Energiebilanz zu finden.
Die Aufbereitung (Reinigung) und Konditionierung des Biogases(Kompression) wird in der Regel durch die Verwendung des Biogasesbestimmt. Meistens müssen für die Gasverwertung Gasspeichersystemeinstalliert werden. Häufig werden Foliengasometer verwendet, welche zurErzeugung des für die Verbraucher notwendigen Drucks beschwert werdenkönnen. Die Leistung einer Wärme-Kraft-Koppelung richtet sich nach derBiogasproduktion. Der produzierte Strom wird in der Regel ins öffentlicheNetz eingespiesen.
Beim Bau von Vergärungsanlagen muss sowohl die Behandlung desAblaufs wie auch die Weiterbehandlung des ausgegorenen Materialsuntersucht und gelöst werden. Bei der Flüssigvergärung handelt es sichdabei beispielsweise um eine – nun natürlich deutlich vereinfachte – aerobeNachbehandlung des Ablaufs in einer öffentlichen oder firmeneigenenKläranlage. Bei der Feststoffvergärung muss das Gärgut je nach Verwen-dung noch kurz nachkompostiert werden. Auf jeden Fall müssen die Kostender aeroben Nachbehandlung mitberücksichtigt werden.
Die folgenden Diagramme in Figur 35 zeigen den Trendverlauf für Kostenvon aeroben, anaeroben und kombinierten Systemen. Wesentlich ist, dassanaerobe Verfahren bei BSB5 Belastungen ab rund 1 g/l (bzw. CSB von rund2␣ g/l) gegenüber aeroben Verfahren sowohl bei den Investitionen als be-sonders auch bei den Betriebskosten vorteilhaft sind. Ein Beispiel einesKostenvergleichs wurde bereits in Tabelle 22 gegeben. Weitere detaillierteökonomische Daten für flüssige und feste Substrate sind in der eingangserwähnten PACER-Publikation «Vergärung von häuslichen Abfällen undIndustrieabwässern» vorhanden, welche 1993 durch das Bundesamt fürKonjunkturfragen bei der EDMZ in Bern publiziert wurde. Wenn auch seitder damaligen Datenerhebung einige Zeit verstrichen ist, sind die Datentrotzdem noch aussagekräftig, da einerseits die Teuerung im Bausektornicht gross war und andernseits sich die Kostenentwicklung bei Kompostie-
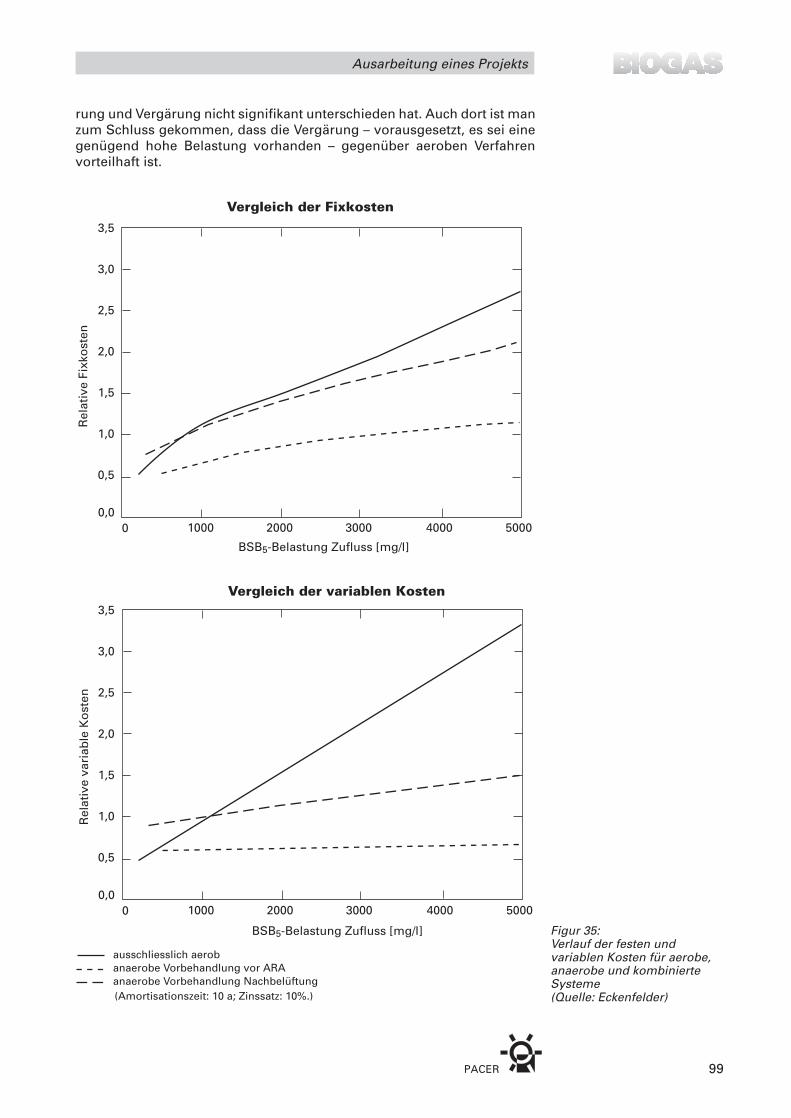
PACER 99
Ausarbeitung eines Projekts
rung und Vergärung nicht signifikant unterschieden hat. Auch dort ist manzum Schluss gekommen, dass die Vergärung – vorausgesetzt, es sei einegenügend hohe Belastung vorhanden – gegenüber aeroben Verfahrenvorteilhaft ist.
ausschliesslich aerobanaerobe Vorbehandlung vor ARAanaerobe Vorbehandlung Nachbelüftung(Amortisationszeit: 10 a; Zinssatz: 10%.)
Rel
ativ
e va
riab
le K
ost
en
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0 1000 2000 3000 4000 5000
Vergleich der variablen Kosten
BSB5-Belastung Zufluss [mg/l]
Vergleich der Fixkosten
BSB5-Belastung Zufluss [mg/l]
Rel
ativ
e Fi
xko
sten
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0 1000 2000 3000 4000 5000
Figur 35:Verlauf der festen undvariablen Kosten für aerobe,anaerobe und kombinierteSysteme(Quelle: Eckenfelder)
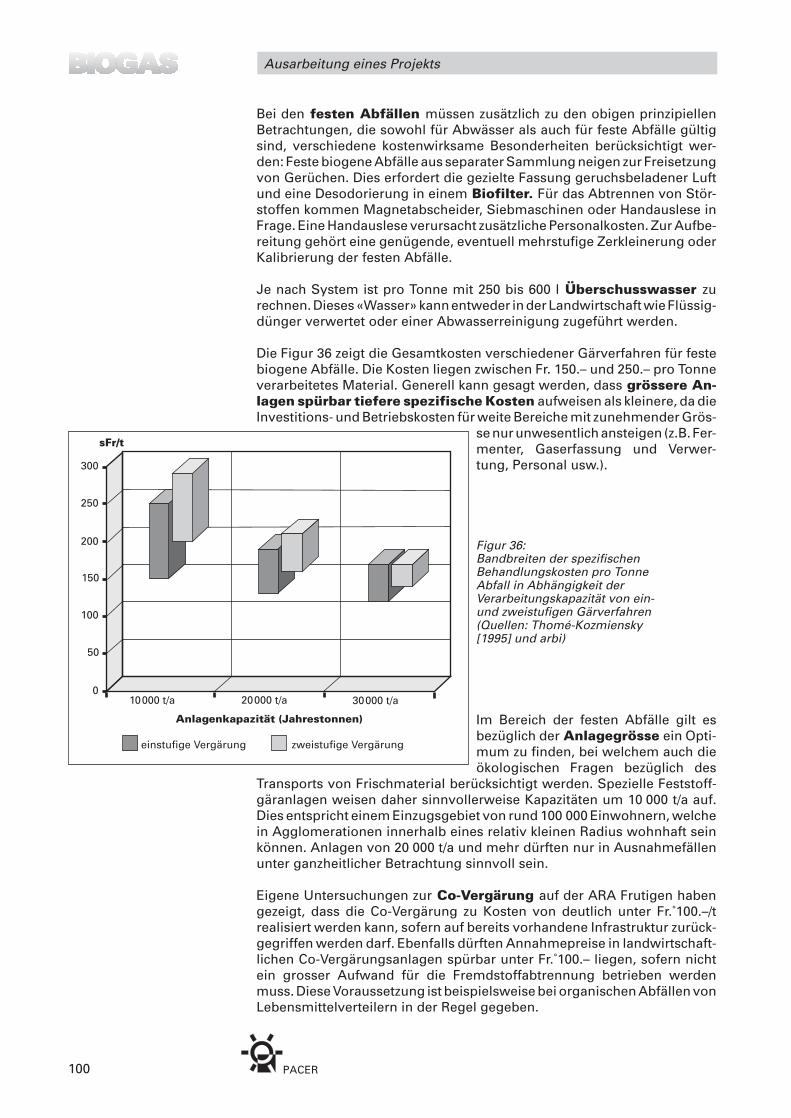
PACER100
Ausarbeitung eines Projekts
Bei den festen Abfällen müssen zusätzlich zu den obigen prinzipiellenBetrachtungen, die sowohl für Abwässer als auch für feste Abfälle gültigsind, verschiedene kostenwirksame Besonderheiten berücksichtigt wer-den: Feste biogene Abfälle aus separater Sammlung neigen zur Freisetzungvon Gerüchen. Dies erfordert die gezielte Fassung geruchsbeladener Luftund eine Desodorierung in einem Biofilter. Für das Abtrennen von Stör-stoffen kommen Magnetabscheider, Siebmaschinen oder Handauslese inFrage. Eine Handauslese verursacht zusätzliche Personalkosten. Zur Aufbe-reitung gehört eine genügende, eventuell mehrstufige Zerkleinerung oderKalibrierung der festen Abfälle.
Je nach System ist pro Tonne mit 250 bis 600 l Überschusswasser zurechnen. Dieses «Wasser» kann entweder in der Landwirtschaft wie Flüssig-dünger verwertet oder einer Abwasserreinigung zugeführt werden.
Die Figur 36 zeigt die Gesamtkosten verschiedener Gärverfahren für festebiogene Abfälle. Die Kosten liegen zwischen Fr. 150.– und 250.– pro Tonneverarbeitetes Material. Generell kann gesagt werden, dass grössere An-lagen spürbar tiefere spezifische Kosten aufweisen als kleinere, da dieInvestitions- und Betriebskosten für weite Bereiche mit zunehmender Grös-
se nur unwesentlich ansteigen (z.B. Fer-menter, Gaserfassung und Verwer-tung, Personal usw.).
Im Bereich der festen Abfälle gilt esbezüglich der Anlagegrösse ein Opti-mum zu finden, bei welchem auch dieökologischen Fragen bezüglich des
Transports von Frischmaterial berücksichtigt werden. Spezielle Feststoff-gäranlagen weisen daher sinnvollerweise Kapazitäten um 10 000 t/a auf.Dies entspricht einem Einzugsgebiet von rund 100 000 Einwohnern, welchein Agglomerationen innerhalb eines relativ kleinen Radius wohnhaft seinkönnen. Anlagen von 20 000 t/a und mehr dürften nur in Ausnahmefällenunter ganzheitlicher Betrachtung sinnvoll sein.
Eigene Untersuchungen zur Co-Vergärung auf der ARA Frutigen habengezeigt, dass die Co-Vergärung zu Kosten von deutlich unter Fr.␣ 100.–/trealisiert werden kann, sofern auf bereits vorhandene Infrastruktur zurück-gegriffen werden darf. Ebenfalls dürften Annahmepreise in landwirtschaft-lichen Co-Vergärungsanlagen spürbar unter Fr.␣ 100.– liegen, sofern nichtein grosser Aufwand für die Fremdstoffabtrennung betrieben werdenmuss. Diese Voraussetzung ist beispielsweise bei organischen Abfällen vonLebensmittelverteilern in der Regel gegeben.
Figur 36:Bandbreiten der spezifischenBehandlungskosten pro TonneAbfall in Abhängigkeit derVerarbeitungskapazität von ein-und zweistufigen Gärverfahren(Quellen: Thomé-Kozmiensky[1995] und arbi)
10000 t/a 20000 t/a 30000 t/a0
50
100
150
200
250
300
sFr/t
einstufige Vergärung zweistufige Vergärung
Anlagenkapazität (Jahrestonnen)
PACER 101
Ausarbeitung eines Projekts
6.4 Rechtliche AspekteDer Bau einer Biogasanlage unterliegt verschiedenen gesetzlichen Bestim-mungen. In diesem Kapitel werden die massgebenden Gesetze und Verord-nungen vorgestellt, wobei folgende Bereiche abgedeckt werden müssen:
• Beim Bau einer Anlage zur Behandlung von Abwässern oder zur Verwer-tung von Abfällen muss der Standort konform mit der Zonenordnungsowie der Bauordnung sein.
• Eine Anlage zur Vergärung von festen biogenen Abfällen steht mit derUmwelt in verschiedenen Wechselwirkungen, welche die Umwelt be-einträchtigen können. Sie unterliegt daher der Verordnung über dieUmweltverträglichkeitsprüfung (UVPV) vom 19. Okt. 1988.
• Bezüglich der Beeinträchtigung von Boden, Wasser und Luft durchImmissionen gelten die Verordnungen des Umweltschutzgesetzes wiedie Luftreinhalteverordnung (LRV 92), die Lärmschutzverordnung (LSV)und die Verordnung über den Schutz der Gewässer.
• Betreffend die Gefahren im Zusammenhang mit Biogas gelten dieSicherheitsvorschriften der kantonalen Feuerversicherungen, derSUVA sowie der Schweizerischen Vereinigung der Gas- und Wasserfach-leute (SVGW). Diese Normen haben ausschliesslich technischen Charak-ter und dienen der Verhinderung von Störfällen. Falls das gewonneneBiogas in ein öffentliches Gasnetz eingespiesen oder komprimiert undtransportiert werden soll, kommen weitere Vorschriften zur Anwendung.
Umweltverträglichkeitsbericht
Eine Vergärungsanlage muss unter bestimmten Bedingungen einer Um-weltverträglichkeitsprüfung unterzogen werden, im Sinne von Art. 9des Bundesgesetzes vom 7. Oktober 1983 zum Schutze der Umwelt (USG)und der Verordnung über die Umweltverträglichkeitsprüfung (UVPV) vom19. Oktober 1988. Dieser Artikel verlangt eine entsprechende Prüfung fürAnlagen mit einer Kapazität von mehr als 1000 Tonnen pro Jahr, fürNormaldruckgasspeicher mit einem Volumen von mehr als 50 000 m3 undfür Abwasserreinigungsanlagen für mehr als 20 000 Einwohnergleichwer-te. Ebenfalls in diese Kategorie fallen Lager- und Umladestationen fürflüssige und gasförmige Brenn- und Treibstoffe.
Selbst wenn eine solche Studie durch das Bundesgesetz nicht vorgeschrie-ben ist (kleinere Anlagen), kann der Kanton im Sinne des Umweltschutzeseinen entsprechenden Bericht verlangen.
Raumplanung und Zonenordnung, Abfallrichtplan
Aufgrund der mit dem Betrieb von Vergärungsanlagen verbundenen Be-einträchtigungen der Umgebung kommen als Standort ausschliesslichGewerbe- und Industriezonen in Frage (sofern es sich nicht um Co-Ver-gärungsanlagen handelt). In diesem Zusammenhang ist der Artikel 20 derTVA (Technische Verordnung Abfälle) zu nennen, welcher die Kantoneverpflichtet, die verschiedenen Bewilligungsverfahren für den Bau undBetrieb von Abfallbehandlungsanlagen zu koordinieren.

PACER102
Ausarbeitung eines Projekts
In der kantonalen Abfallplanung werden Standorte von Vergärungs-anlagen im Rahmen der kantonalen Abfallrichtpläne untersucht. Dabeiwird zwischen privaten und öffentlichen Anlagen unterschieden. Die TVAverpflichtet die Kantone, einen Abfallrichtplan auszuarbeiten und Zonenmit Standorten für entsprechende Behandlungsanlagen auszuscheiden.Diese Planung betrifft in erster Linie die Siedlungsabfälle. Sie kann aber,falls notwendig, auch auf andere Arten von Abfällen erweitert werden, umeine umweltverträgliche Behandlung zu ermöglichen. Dieses Vorgehenermöglicht den Kantonen, in ihrer Abfallplanung eine oder mehrere Ver-gärungsanlagen zur Verarbeitung biogener Abfälle aufzunehmen.
Was die privaten Anlagen betrifft, so fallen diese unter Art. 12 (Verwer-tungspflicht) der TVA. Industrielle und gewerbliche Betreiber sind verpflich-tet, sicherzustellen, dass die Verwertung von Endprodukten wie Kompostgesichert ist. Weiter ist nachzuweisen, ob durch den Bau einer derartigenAnlage der Ausgangszustand in bezug auf die Umweltbelastung verbessertwird. Schliesslich muss die Verwertung wirtschaftlich tragbar sein.
Nachfolgend sind einige kantonale Bestimmungen im Zusammenhangmit der Abfallverwertung/-entsorgung exemplarisch vorgestellt; die mei-sten dieser Gesetze und Verordnungen verlangen für den Bau und denBetrieb von privaten und öffentlichen Anlagen zur Behandlung von Abfällenspezielle Bewilligungen.
Waadt Gesetz über die Beseitigung von Abfällen vom 13. Dezember 1989
Bern Abfallgesetz vom 7. Dezember 1980Ausführungsbestimmungen vom 16. Juli 1980 über das Gesetz zur Behand-lung fester Abfälle vom 11. Oktober 1972
Freiburg Gesetz vom 22. Mai 1974 über die Anwendung des Bundesgesetzes zumSchutze der Gewässer vom 8. Oktober 1971, dessen Kapitel V Art. 36 ff. dieBehandlung fester Abfälle regeltVerordnung vom 3. Dezember 1973 über die Entsorgung von Haushalt- undIndustrieabfällen.
Genf Gesetz über die Abfallentsorgung vom 16. Dezember 1966 und die Ausfüh-rungsbestimmungen vom 5. März 197
Jura Verordnung zum Gewässerschutz vom 6. Dezember 1978
Neuenburg Gesetz über die Abfallbehandlung vom 13. Oktober 1980
Wallis Gesetz vom 16. November 1978 betreffend die Anwendung des Bundes-gesetzes zum Gewässerschutz vom 8. Oktober 1971Dekret vom 21. Juni 1990 betreffend die Anwendung des Umweltschutz-gesetzes
Zürich Kantonales Abfallgesetz vom September 1994
Tabelle 24:Beispiele von kantonalenGesetzen und Verordnungenzur Behandlung fester(biogener) Abfälle
PACER 103
Ausarbeitung eines Projekts
Abfalltrennung an der Quelle
Die Vergärung von festen biogenen Abfällen verlangt nach möglichstsortenreinem, homogenem Material. Abfälle aus der Produktion undVerarbeitung oder Verteilung von Lebensmitteln stellen in dieser Hinsicht inder Regel kein Problem dar. Die Trennung an der Quelle verhindert, dassunerwünschte Stoffe wie Schwermetalle, welche die Kompostqualität ne-gativ beeinflussen, in grösseren Mengen in den Prozess gelangen. Die TVAverpflichtet die Kantone zur Einführung einer Grünabfuhr für diejenigen,welche keine Möglichkeit zur Eigenkompostierung haben. Die Kantoneverfügen also über die rechtliche Grundlage zur Einführung der Abfalltren-nung an der Quelle.
Abwassereinleitungen
Die revidierte Verordnung über Abwassereinleitungen vom 8. Dez. 1975 legtGrenzwerte für die Einleitung von Abwässern in die öffentliche Kanalisa-tion oder in Seen oder Fliessgewässer fest. Die im Zusammenhang mit derVergärung wichtigsten Punkte sind die chemisch-physikalischen Parame-ter. In der sich in Vorbereitung befindenden Revision werden mit grössterWahrscheinlichkeit strengere Grenzwerte für Temperatur, Durchsichtigkeit,Farbe, pH, BSB5, DOC, TOC und eventuell CSB gefordert werden. Alle dieseParameter sind relativ einfach zu bestimmen und werden von den kantona-len Instanzen regelmässig überprüft. Der Kanton Zürich verlangt bei Kom-postier- und Vergärungsanlagen zum Beispiel eine monatliche Bestim-mung von Durchsichtigkeit, Farbe, pH, Leitfähigkeit, Ammonium, Nitrat,Sulfat, TOC und BSB5.
Eine strengere Untersuchung der Abwasserzusammensetzung dürfte nurbei Verdacht auf toxische Substanzen verlangt werden. Bedingt durch diemögliche Hemmung des Gärprozesses sind toxische Substanzen in höhe-ren Konzentrationen praktisch auszuschliessen.
Verwertung von Schlämmen und Vergärungsrückständen
Die Stoffverordnung, mit dem revidierten Anhang 4.5 vom 16. Septem-ber 1992, ist für die Verwertung des Gärrückstandes massgebend. In dieserVerordnung sind die minimalen Qualitätsanforderungen an Klärschlammund Kompost für die Anwendung in der Landwirtschaft festgehalten.Insbesondere werden die Grenzwerte für Schwermetalle im Kompost undKlärschlamm definiert. Früher waren diese Grenzwerte in der Klärschlamm-verordnung geregelt, welche nun aufgehoben und in die Stoffverordnungintegriert wurde.
Die Stoffverordnung unterscheidet zwei Kategorien von Stoffen: Diefesten organischen Stoffe wie Kompost und Stoffe wie Klärschlamm. Inbeiden Fällen werden die Schwermetalle sowie organische und mikrobielleVerunreinigungen (Enterobacteriaceen) begrenzt. Für das Ausbringen auflandwirtschaftlichen Nutzflächen müssen Klärschlämme hygienisiert wer-den. Zusätzlich begrenzt die Stoffverordnung die Ausbringmenge vonKlärschlamm auf 5 t TS und diejenige von Kompost auf 25 t TS pro ha und3 Jahre. Im weiteren müssen die in den Boden gelangenden Nährstoffe inder Nährstoffbilanz berücksichtigt werden. Es ist deshalb eine parzellenbe-zogene Buchhaltung über das Ausbringen von Klärschlamm und Kompostzu führen.
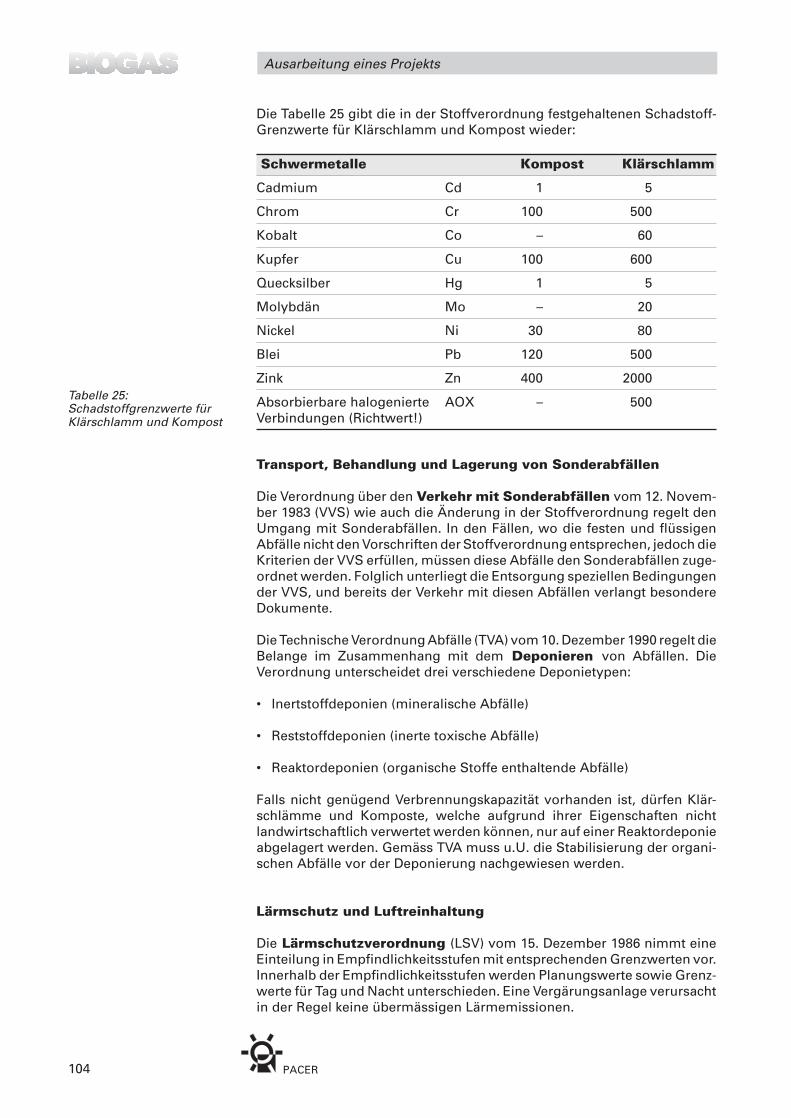
PACER104
Ausarbeitung eines Projekts
Die Tabelle 25 gibt die in der Stoffverordnung festgehaltenen Schadstoff-Grenzwerte für Klärschlamm und Kompost wieder:
Schwermetalle Kompost Klärschlamm
Cadmium Cd 1 5
Chrom Cr 100 500
Kobalt Co – 60
Kupfer Cu 100 600
Quecksilber Hg 1 5
Molybdän Mo – 20
Nickel Ni 30 80
Blei Pb 120 500
Zink Zn 400 2000
Absorbierbare halogenierte AOX – 500Verbindungen (Richtwert!)
Tabelle 25:Schadstoffgrenzwerte fürKlärschlamm und Kompost
Transport, Behandlung und Lagerung von Sonderabfällen
Die Verordnung über den Verkehr mit Sonderabfällen vom 12. Novem-ber 1983 (VVS) wie auch die Änderung in der Stoffverordnung regelt denUmgang mit Sonderabfällen. In den Fällen, wo die festen und flüssigenAbfälle nicht den Vorschriften der Stoffverordnung entsprechen, jedoch dieKriterien der VVS erfüllen, müssen diese Abfälle den Sonderabfällen zuge-ordnet werden. Folglich unterliegt die Entsorgung speziellen Bedingungender VVS, und bereits der Verkehr mit diesen Abfällen verlangt besondereDokumente.
Die Technische Verordnung Abfälle (TVA) vom 10. Dezember 1990 regelt dieBelange im Zusammenhang mit dem Deponieren von Abfällen. DieVerordnung unterscheidet drei verschiedene Deponietypen:
• Inertstoffdeponien (mineralische Abfälle)
• Reststoffdeponien (inerte toxische Abfälle)
• Reaktordeponien (organische Stoffe enthaltende Abfälle)
Falls nicht genügend Verbrennungskapazität vorhanden ist, dürfen Klär-schlämme und Komposte, welche aufgrund ihrer Eigenschaften nichtlandwirtschaftlich verwertet werden können, nur auf einer Reaktordeponieabgelagert werden. Gemäss TVA muss u.U. die Stabilisierung der organi-schen Abfälle vor der Deponierung nachgewiesen werden.
Lärmschutz und Luftreinhaltung
Die Lärmschutzverordnung (LSV) vom 15. Dezember 1986 nimmt eineEinteilung in Empfindlichkeitsstufen mit entsprechenden Grenzwerten vor.Innerhalb der Empfindlichkeitsstufen werden Planungswerte sowie Grenz-werte für Tag und Nacht unterschieden. Eine Vergärungsanlage verursachtin der Regel keine übermässigen Lärmemissionen.
PACER 105
Ausarbeitung eines Projekts
Die am 20. November 1991 revidierte Luftreinhalteverordnung (LRV 92)vom 16. Dezember 1985 ist massgebend bezüglich der erlaubten Emissio-nen von Verbrennungsmotoren, von flüchtigen Kohlenwasserstoffen undvon Gerüchen. In diesem Zusammenhang sind beim Einsatz von Wärme-Kraft-Kopplungen die entsprechenden Grenzwerte für Stickoxide, Kohlen-monoxid und Kohlenwasserstoffe von Bedeutung. Weiter ist zu beachten,dass Methangas nicht einfach in die Atmosphäre abgegeben werden darf,sonden LRV-konform abgefackelt werden muss.
Sicherheit
Die Eidgenössische Störfallverordnung vom 27. Februar 1991 regelt dieVorkehrungen zum Schutz vor Störfällen: Bei einer Vergärungsanlage sinddie Brenn- und die Explosionsfähigkeit des Biogas/Luft-Gemisches vonBedeutung. In den Richtlinien des Brand-Verhütungs-Dienstes für Industrieund Gewerbe (BVD) ist Methan in die Klasse F1A eingeteilt. Dieses Kriteriumunterstellt die Lagerung von mehr als 20 000 kg Methan der Störfallverord-nung. Unter der Annahme, dass im Biogas rund 50% Methan und 50%(schwereres) CO2 enthalten sind, beträgt die Grenze rund 75 t Biogas. Selbstfür industrielle Grossanlagen sind kaum derart grosse Gasspeicher not-wendig. Aus diesem Grund sind Biogasanlagen nicht der Störfallverord-nung unterstellt.
Die Reduktion der Brand- und Explosionsrisiken verlangt vom Erstellerund Betreiber von Biogasanlagen verschiedene Vorkehrungen. Die Vereini-gung Kantonaler Feuerversicherungen, VKF, hat in diesem Zusammenhang1979 eine Wegleitung mit dem Titel «Richtlinien für den Bau und Betrieb vonBiogasanlagen» veröffentlicht. Im September 1993 wurde von der SUVA dieWegleitung «Sichere Biogas-Anlagen» herausgegeben. In diesem Papiersind die wichtigsten Massnahmen und Vorschriften im Zusammenhang mitdem Bau und Betrieb von Biogasanlagen enthalten. Während sich dieerstgenannte Publikation in erster Linie an die Ersteller und Betreiber vonlandwirtschaftlichen Biogasanlagen wendet, sind die in der SUVA-Publika-tion enthaltenen Massnahmen und Richtlinien für gewerbliche und indu-strielle Anlagen ebenso gültig.
Im Zusammenhang mit der Erstellung und dem Betrieb von Gasinstallatio-nen bestehen verschiedene weitere Bestimmungen und Fachunterlagen. Inder Folge wird eine Übersicht über die wichtigsten Richtlinien gegeben:
• Schweizerischer Verein des Gas- und Wasserfaches SVGW– Gasleitsätze– Richtlinien für Gasheizungen– Richtlinien für Gasinstallationen; Aufstellen von Gasapparate-Richt-
linien für den Bau, Unterhalt und Betrieb von Gasverdichteranlagenmit einem Betriebsdruck bis 1 bar
– Richtlinien für den Bau, Unterhalt und Betrieb von Gasleitungen mitBetriebsdruck bis 5 bar
• Schweizerischer Elektrotechnischer Verein SEV– Hausinstallationsvorschriften– Leitsätze für Blitzschutzanlagen– Explosionszoneneinteilung– Vorschriften für Betriebsmittel in explosionsgefährdeten Bereichen
• Vereinigung Kantonaler Feuerversicherungen VKF– Brandschutznorm

PACER106
Ausarbeitung eines Projekts
Von den Erstellern von Biogasanlagen müssen die von der SchweizerischenUnfallversicherungsanstalt (SUVA) geforderten technischen Vorkehrungenbezüglich Arbeitsschutz beachtet werden. In diesem Zusammenhang sindvon der SUVA verschiedene Richtlinien veröffentlicht worden.
Von Bedeutung für den Bau von Apparaten, für die Einrichtungen zurVerwertung von Gas sowie für den Betrieb und Unterhalt dieser Einrich-tungen sind folgende Richtlinien und Wegleitungen:
– Allgemeine Richtlinien über den Bau, Ausrüstung, Aufstellung, Betriebund Unterhalt von Maschinen (SUVA-Form. 1593.d)
– Richtlinie über Bau und Anordnung von Schaltvorrichtungen (SUVA-Form. 1594.d)
– Richtlinie betreffend Arbeiten in Behältern und engen Räumen (SUVA-Form. 1416.d)
– Merkblatt «Grundsatz des Explosionsschutzes mit BeispielsammlungEx-Zonen» (SUVA-Form. 2153.d)
– Richtlinie über Abwasseranlagen (SUVA-Form. 1781.d)
– Sichere Kläranlagen (SUVA 44050.d)
PACER 107
Literaturhinweise
Literaturhinweise
arbi/probag (1991):Vergärung biogener Abfälle aus Haushalt, Industrie undLandschaftspflegeSchriftenreihe BEW # 47, 108 Seiten, überarbeitete Version 1993; zu bezie-hen bei: arbi, CH-8933 Maschwanden (100 Seiten)
Diese leicht verständliche Studie gibt verschiedene zusätzliche Informatio-nen zu den PACER-Publikationen, insbesondere im Bereich Potentialab-schätzung. Ein Literaturverzeichnis mit 75 Literaturstellen hilft demjenigenweiter, welcher sich in einzelne Fragen vertiefen möchte.
Edelmann W., Engeli H. et.al. (1993):Vergärung von häuslichen Abfällen und IndustrieabwässernPACER-Dokumentation zur gleichnamigen Tagung, ISBN 3-905232-19-7,Bundesamt für Konjunkturfragen, 3003 Bern, Bestell-Nr. 724.230 d (auchfranzösisch: 724.230 f, 66 Seiten)
Die «Schwestern-Broschüre» zur vorliegenden Publikation mit vertieftenAngaben zur Ökonomie, zum Potential und mit weiteren Praxis-Beispielen.Weniger detailliert in Fragen der Verfahrenstechnik.
Böhnke B. et.al. (1993):AnaerobtechnikSpringer-Verlag, Berlin, 837 Seiten, ISBN 3-540-56410-1
Sehr gutes, umfassendes Nachschlagewerk zur Verfahrenstechnik mitSchwerpunkt Flüssigvergärung. Biologische Grundlagen, Anwendungs-beispiele in Industrie- und Landwirtschaft, Finanzierungsmodelle sowieAngaben zur Sekundärliteratur.
Wellinger A., Baserga U., Edelmann W., Egger K., Seiler B.(1992; überarbeitete Neuauflage):Biogashandbuch: Grundlagen, Planung, Betrieb landwirtschaft-licher BiogasanlagenVerlag Wirz Aarau, 178 Seiten, ISBN 3-85983-035-Xoder arbi, CH-8933␣ Maschwanden.
Obwohl der Schwerpunkt bei der Gärtechnologie von landwirtschaftlicherBiogasgewinnung liegt, werden sehr viele auch im vorliegenden Zusam-menhang wertvolle Informationen, Tabellen und Daten präsentiert, wiebeispielsweise Angaben zur Materialwahl und Korrosion, zu Heizung,Gasspeicherung, Sicherheitsaspekten oder Dimensionierung von Leitun-gen.
PACER108
Literaturhinweise
Thomé-Kotzmiensky K. (1989) (Hrsg.):Biogas – Anaerobtechnik in der AbfallwirtschaftEF-Verlag für Energie- und Umwelttechnik, Berlin, 358 Seiten,ISBN 3-924511-33-0
Sehr vielseitiges Buch, welches verschiedene Referate zur Vergärung,Aufbereitung, Störstoffabtrennung von Abwässern und Abfällen sowie zuEntsorgungskonzepten enthält.
Kern M., Wiemer K. (1995) (Hrsg.): Biologische Abfallbehandlung II:Kompostierung – Anaerobtechnik – kalte Vorbehandlung –KlärschlammverwertungProceedings Kasseler Abfalltage, Baeza Verlag Witzenhausen, 720 Seiten,ISBN 3-928673-15-7,
dazu gehörend: Kern M., Wiemer K. (1995) (Hrsg.):Herstellerforum Bioabfall450 Seiten, ISBN 3-928673-14-9
Sehr umfassend mit Schwerpunkt feste Abfälle inkl. neuen Ansätzen zuEntsorgungskonzepten. In Herstellerforum: Darstellung aller zur Zeit aufdem Markt angebotenen Feststoffverfahren.
Adressen der Autoren:
Dr. Werner Edelmannarbi, Arbeitsgemeinschaft Bioenergie GmbHCH-8933 Maschwanden++41/+1/767 18 19
Hans Engeliengeli engineeringHohmattrainstr. 18173 Neerach++41/+1/858 30 20
PACER 109
Beispiele
Beispiele
Beispiel 1 Industrieabwässer: Obstsaft 111
Beispiel 2 Industrieabwässer: Papier 115
Beispiel 3 Industrieabwässer: Zucker 118
Beispiel 4 Industrieabwässer: Kartoffeln 120
Beispiel 5 Feste Bioabfälle: Kombianlage 123
Beispiel 6 Feste Bioabfälle: Gäranlage 128
Beispiel 7 Landwirtschaftliche Co-Vergärung 132
Die Daten bei denFallbeispielen beruhenauf Angaben derAnlagenbetreiber.

PACER 111
Beispiele
Beispiel 1Industrieabwässer
Anlage zur Reinigung von Abwässernaus der Obstsaft- und Konzentratherstellungder OVA Produkte AG, Affoltern am Albis
Ausgangslage
Die OVA-Produkte AG in Affoltern a.A. produziert Obstsäfte und -konzentra-te sowie Spirituosen. Bei der Produktion entstehen täglich ca. 1000 m3
Abwasser, zusammengesetzt aus verschiedenen Teilströmen unterschied-licher organischer Belastung. Durch den ausgeprägten Kampagnebetriebunterliegt der Abwasseranfall im Jahreslauf, aber auch im Tagesgang,grösseren Schwankungen.
Konzept
Bei der Kläranlage der OVA handelt es sich um eine der ersten in der Schweizerstellten Gäranlagen (1981) für organisch hoch belastetes Abwasser.Schwach belastete Ströme werden direkt via Kanalisation in die kommuna-le Kläranlage geleitet. Das ANAMET-Verfahren besteht aus einer Gärstufenach dem Kontaktverfahren (PURAC) mit nachgeschalteter Belüf-tung zur Elimination der Restbelastung. Ein Konzept zur Biogasverwertungmit einer Erweiterug der bestehenden Anlage wird zurzeit im Zusammen-hang mit einer Erweiterung der bestehenden Anlage studiert.
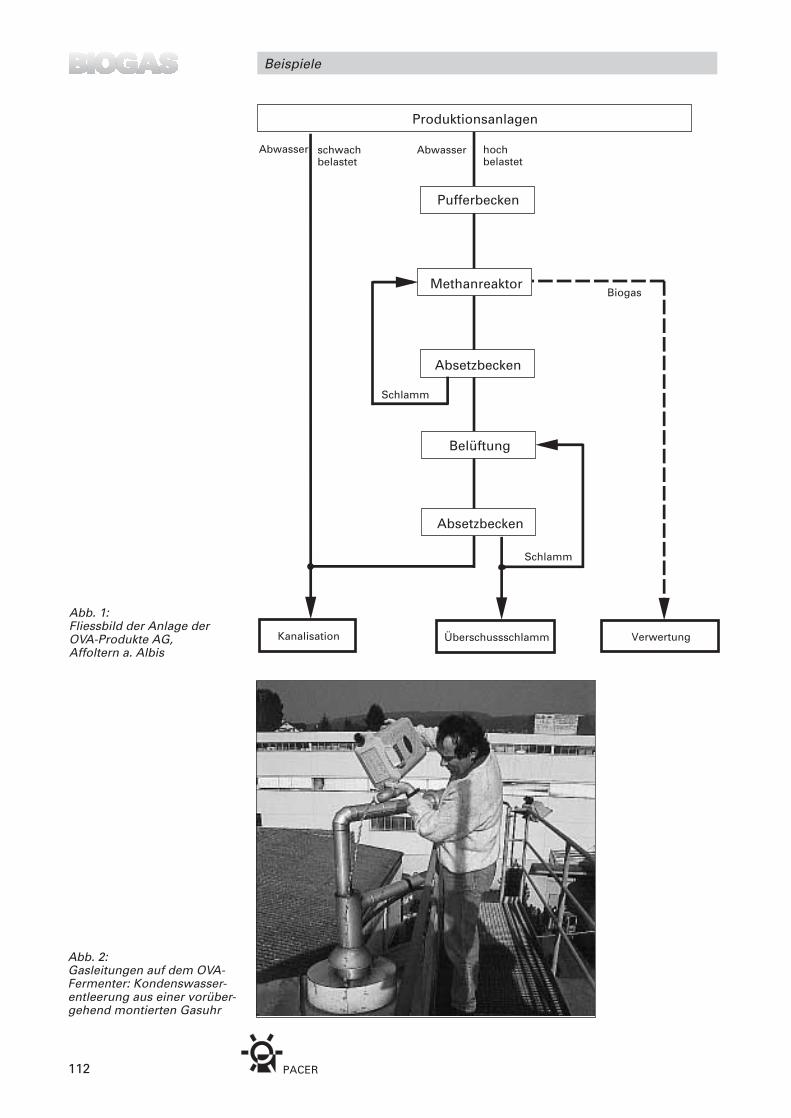
PACER112
Beispiele
Abb. 1:Fliessbild der Anlage derOVA-Produkte AG,Affoltern a. Albis
Pufferbecken
Absetzbecken
Methanreaktor
Produktionsanlagen
Biogas
Kanalisation
schwachbelastet
hochbelastet
Abwasser Abwasser
Überschussschlamm
Belüftung
Absetzbecken
Schlamm
Schlamm
Verwertung
Abb. 2:Gasleitungen auf dem OVA-Fermenter: Kondenswasser-entleerung aus einer vorüber-gehend montierten Gasuhr
PACER 113
Beispiele
Abb. 4:Ansicht der bestehendenAnlage nach dem Kontakt-verfahren: v.l.n.r. Fermenter,Sedimentation, Belüftung
Abb. 3:Fliessbild der mit einerzweistufigen aeroben Biologieerweiterten Anlage
Eine zur Diskussion stehende Möglichkeit des Ausbaus, bei welcher einezweistufige aerobe Biologie nachgeschaltet wird, ist in der folgendenAbbildung dargestellt.
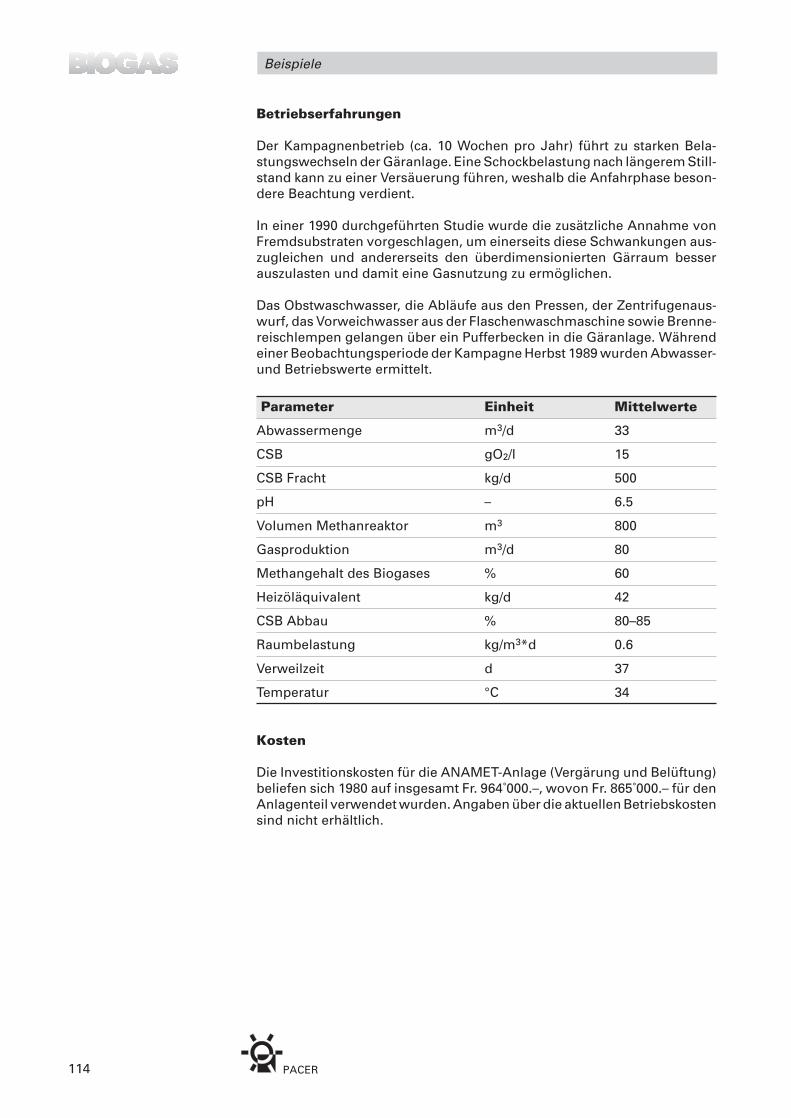
PACER114
Beispiele
Betriebserfahrungen
Der Kampagnenbetrieb (ca. 10 Wochen pro Jahr) führt zu starken Bela-stungswechseln der Gäranlage. Eine Schockbelastung nach längerem Still-stand kann zu einer Versäuerung führen, weshalb die Anfahrphase beson-dere Beachtung verdient.
In einer 1990 durchgeführten Studie wurde die zusätzliche Annahme vonFremdsubstraten vorgeschlagen, um einerseits diese Schwankungen aus-zugleichen und andererseits den überdimensionierten Gärraum besserauszulasten und damit eine Gasnutzung zu ermöglichen.
Das Obstwaschwasser, die Abläufe aus den Pressen, der Zentrifugenaus-wurf, das Vorweichwasser aus der Flaschenwaschmaschine sowie Brenne-reischlempen gelangen über ein Pufferbecken in die Gäranlage. Währendeiner Beobachtungsperiode der Kampagne Herbst 1989 wurden Abwasser-und Betriebswerte ermittelt.
Parameter Einheit Mittelwerte
Abwassermenge m3/d 33
CSB gO2/l 15
CSB Fracht kg/d 500
pH – 6.5
Volumen Methanreaktor m3 800
Gasproduktion m3/d 80
Methangehalt des Biogases % 60
Heizöläquivalent kg/d 42
CSB Abbau % 80–85
Raumbelastung kg/m3*d 0.6
Verweilzeit d 37
Temperatur °C 34
Kosten
Die Investitionskosten für die ANAMET-Anlage (Vergärung und Belüftung)beliefen sich 1980 auf insgesamt Fr. 964␣ 000.–, wovon Fr. 865␣ 000.– für denAnlagenteil verwendet wurden. Angaben über die aktuellen Betriebskostensind nicht erhältlich.

PACER 115
Beispiele
Beispiel 2Industrieabwässer
Anlage zur Reinigung von Abwässern aus derWellkarton-Rohpapierherstellung der Model AG,Weinfelden
Ausgangslage
Die Model AG in Weinfelden produziert pro Jahr rund 104 000 TonnenWellkarton und Rohpapier aus 100% Altpapier. Das bei der Rohpapierher-stellung anfallende Abwasser wird über verschiedene Verfahrensstufengereinigt und wieder in den Prozesswasserkreislauf zurückgeführt.
Konzept
Das Abwasser aus der Produktion wird über zwei Filtrations- und Sedi-mentationsstufen vorgereinigt. Das Filtrat der zweiten Stufe wird über dieVorversäuerung in den BIOTHANE Reaktor, einen UASB-Reaktor(Upflow Anaerobic Sludge Blanket), geführt. Das erzeugte Biogas wirdabgezogen, in einem Gasspeicher aufgefangen und zur Dampferzeu-gung einem Brenner im Kesselhaus zugeführt. Ist das Kesselhaus nicht inBetrieb, so wird das Gas über eine Notfackel abgefackelt.
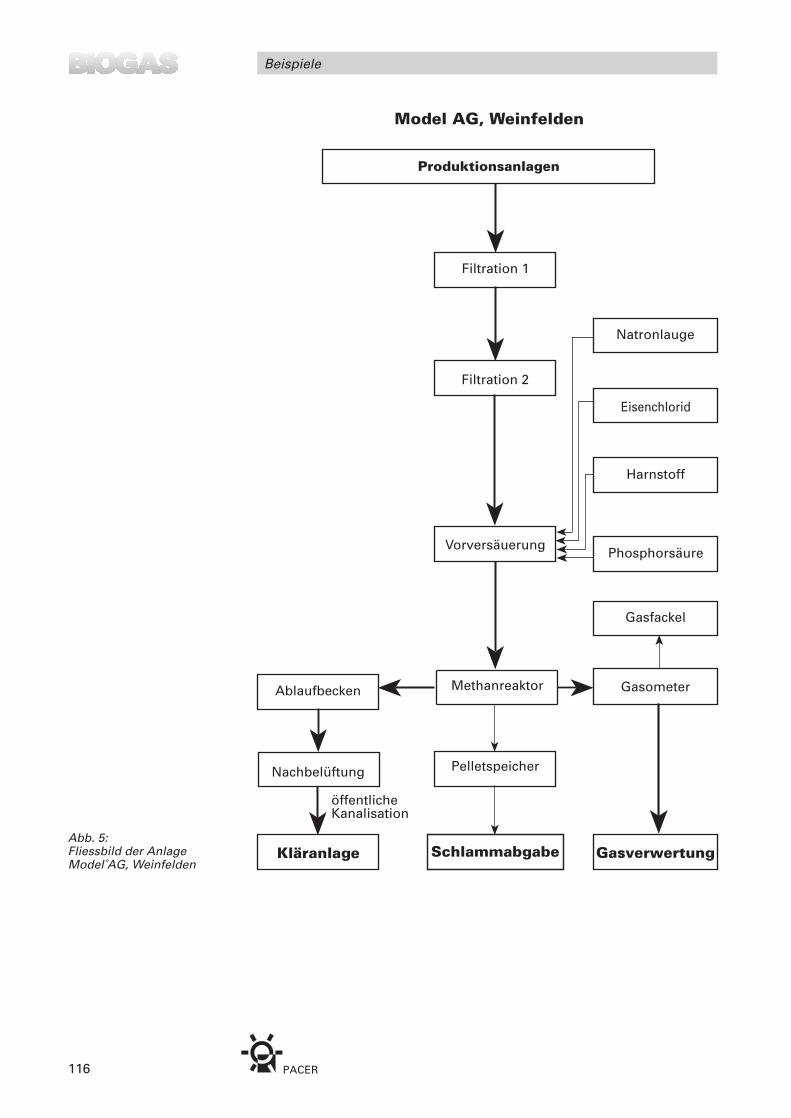
PACER116
Beispiele
Eisenchlorid
Filtration 2
Natronlauge
Harnstoff
Vorversäuerung
Methanreaktor
Gasfackel
GasometerAblaufbecken
Nachbelüftung Pelletspeicher
Schlammabgabe
Filtration 1
Model AG, Weinfelden
Kläranlage
öffentlicheKanalisation
Produktionsanlagen
Gasverwertung
Phosphorsäure
Abb. 5:Fliessbild der AnlageModel␣ AG, Weinfelden
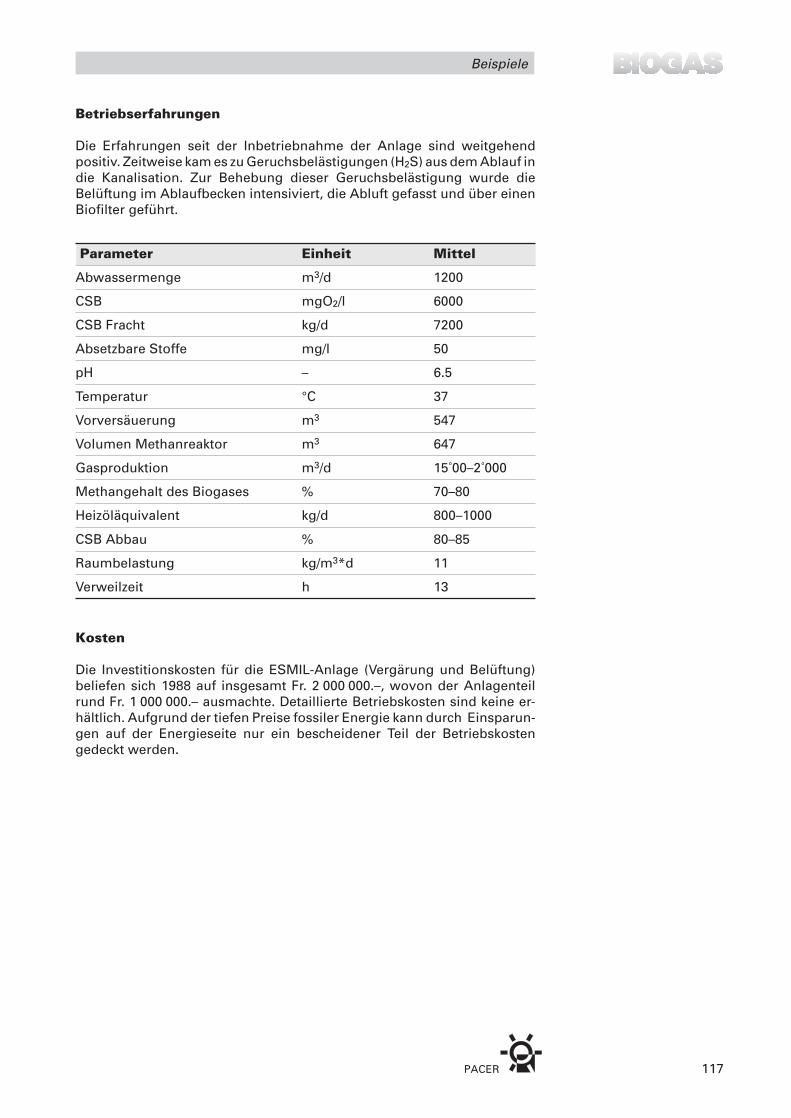
PACER 117
Beispiele
Betriebserfahrungen
Die Erfahrungen seit der Inbetriebnahme der Anlage sind weitgehendpositiv. Zeitweise kam es zu Geruchsbelästigungen (H2S) aus dem Ablauf indie Kanalisation. Zur Behebung dieser Geruchsbelästigung wurde dieBelüftung im Ablaufbecken intensiviert, die Abluft gefasst und über einenBiofilter geführt.
Parameter Einheit Mittel
Abwassermenge m3/d 1200
CSB mgO2/l 6000
CSB Fracht kg/d 7200
Absetzbare Stoffe mg/l 50
pH – 6.5
Temperatur °C 37
Vorversäuerung m3 547
Volumen Methanreaktor m3 647
Gasproduktion m3/d 15␣ 00–2␣ 000
Methangehalt des Biogases % 70–80
Heizöläquivalent kg/d 800–1000
CSB Abbau % 80–85
Raumbelastung kg/m3*d 11
Verweilzeit h 13
Kosten
Die Investitionskosten für die ESMIL-Anlage (Vergärung und Belüftung)beliefen sich 1988 auf insgesamt Fr. 2 000 000.–, wovon der Anlagenteilrund Fr. 1 000 000.– ausmachte. Detaillierte Betriebskosten sind keine er-hältlich. Aufgrund der tiefen Preise fossiler Energie kann durch Einsparun-gen auf der Energieseite nur ein bescheidener Teil der Betriebskostengedeckt werden.
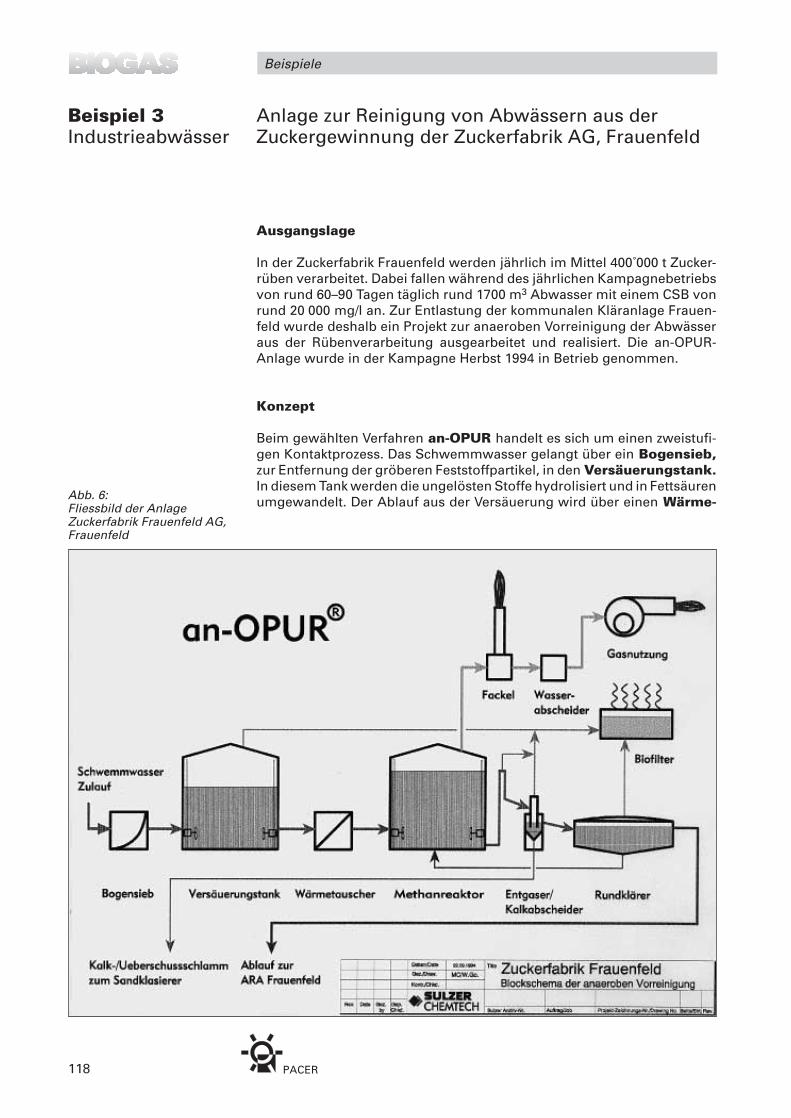
PACER118
Beispiele
Anlage zur Reinigung von Abwässern aus derZuckergewinnung der Zuckerfabrik AG, Frauenfeld
Ausgangslage
In der Zuckerfabrik Frauenfeld werden jährlich im Mittel 400␣ 000 t Zucker-rüben verarbeitet. Dabei fallen während des jährlichen Kampagnebetriebsvon rund 60–90 Tagen täglich rund 1700 m3 Abwasser mit einem CSB vonrund 20 000 mg/l an. Zur Entlastung der kommunalen Kläranlage Frauen-feld wurde deshalb ein Projekt zur anaeroben Vorreinigung der Abwässeraus der Rübenverarbeitung ausgearbeitet und realisiert. Die an-OPUR-Anlage wurde in der Kampagne Herbst 1994 in Betrieb genommen.
Konzept
Beim gewählten Verfahren an-OPUR handelt es sich um einen zweistufi-gen Kontaktprozess. Das Schwemmwasser gelangt über ein Bogensieb,zur Entfernung der gröberen Feststoffpartikel, in den Versäuerungstank.In diesem Tank werden die ungelösten Stoffe hydrolisiert und in Fettsäurenumgewandelt. Der Ablauf aus der Versäuerung wird über einen Wärme-
Beispiel 3Industrieabwässer
Abb. 6:Fliessbild der AnlageZuckerfabrik Frauenfeld AG,Frauenfeld
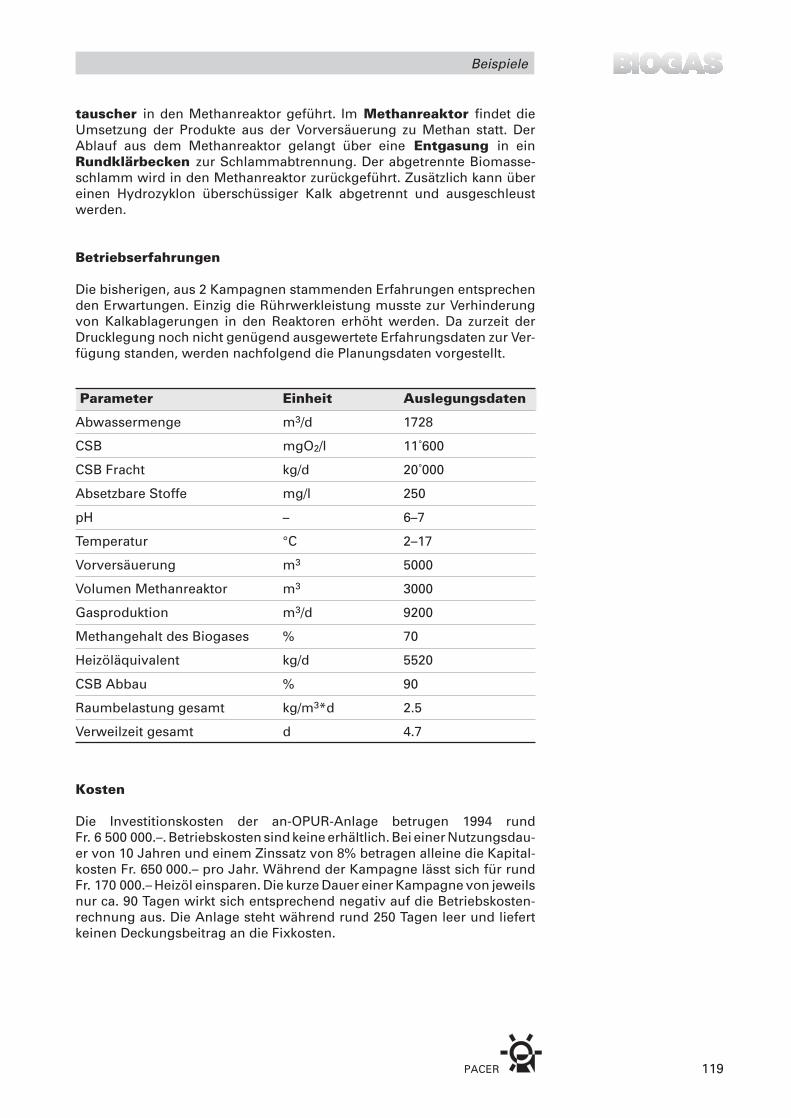
PACER 119
Beispiele
tauscher in den Methanreaktor geführt. Im Methanreaktor findet dieUmsetzung der Produkte aus der Vorversäuerung zu Methan statt. DerAblauf aus dem Methanreaktor gelangt über eine Entgasung in einRundklärbecken zur Schlammabtrennung. Der abgetrennte Biomasse-schlamm wird in den Methanreaktor zurückgeführt. Zusätzlich kann übereinen Hydrozyklon überschüssiger Kalk abgetrennt und ausgeschleustwerden.
Betriebserfahrungen
Die bisherigen, aus 2 Kampagnen stammenden Erfahrungen entsprechenden Erwartungen. Einzig die Rührwerkleistung musste zur Verhinderungvon Kalkablagerungen in den Reaktoren erhöht werden. Da zurzeit derDrucklegung noch nicht genügend ausgewertete Erfahrungsdaten zur Ver-fügung standen, werden nachfolgend die Planungsdaten vorgestellt.
Parameter Einheit Auslegungsdaten
Abwassermenge m3/d 1728
CSB mgO2/l 11␣ 600
CSB Fracht kg/d 20␣ 000
Absetzbare Stoffe mg/l 250
pH – 6–7
Temperatur °C 2–17
Vorversäuerung m3 5000
Volumen Methanreaktor m3 3000
Gasproduktion m3/d 9200
Methangehalt des Biogases % 70
Heizöläquivalent kg/d 5520
CSB Abbau % 90
Raumbelastung gesamt kg/m3*d 2.5
Verweilzeit gesamt d 4.7
Kosten
Die Investitionskosten der an-OPUR-Anlage betrugen 1994 rundFr. 6 500 000.–. Betriebskosten sind keine erhältlich. Bei einer Nutzungsdau-er von 10 Jahren und einem Zinssatz von 8% betragen alleine die Kapital-kosten Fr. 650 000.– pro Jahr. Während der Kampagne lässt sich für rundFr. 170 000.– Heizöl einsparen. Die kurze Dauer einer Kampagne von jeweilsnur ca. 90 Tagen wirkt sich entsprechend negativ auf die Betriebskosten-rechnung aus. Die Anlage steht während rund 250 Tagen leer und liefertkeinen Deckungsbeitrag an die Fixkosten.

PACER120
Beispiele
Ausgangslage
Die Firma Zweifel Pomy Chips verarbeitet pro Jahr 16 000 Tonnen Kartoffelnzu Pommes chips. Dabei fallen in der Produktion, insbesondere beimWaschen, Schälen und Schneiden, maximal 160 m3 Abwasser pro Tag an.
Konzept
Die Anlage besteht aus den Stufen Pumpstation, Siebanlage, Pufferbecken,Flockung mit Flotation, Vergärung mit Gasverwertung und Abluftbehand-lung. Die Vergärung erfolgt in einem nach dem UASB-Prinzip arbeitendenBIOPAQ-Reaktor. Die in der Siebanlage abgetrennten, festen Rückständewerden mit Hilfe einer Siebbandpresse entwässert und als Futtermittelverwertet.
Betriebserfahrungen
Anfänglich traten verschiedene Probleme auf. Am gravierendsten war, dassdie Biomassepellets im UASB-Reaktor zerstört wurden. Dazu kam es zuKalkablagerungen und entsprechenden Folgeschäden in Pumpen, Rohrlei-tungen und Wärmetauschern. Schliesslich führten diverse Modifikationenund Anpassungen, welche jedoch nicht die eigentliche Gärstufe betrafen,zu einem befriedigenden Ergebnis.
Beispiel 4Industrieabwässer
Anlage zur Reinigung von Abwässern aus derKartoffelverarbeitung der Zweifel Pomy Chips AG,Spreitenbach
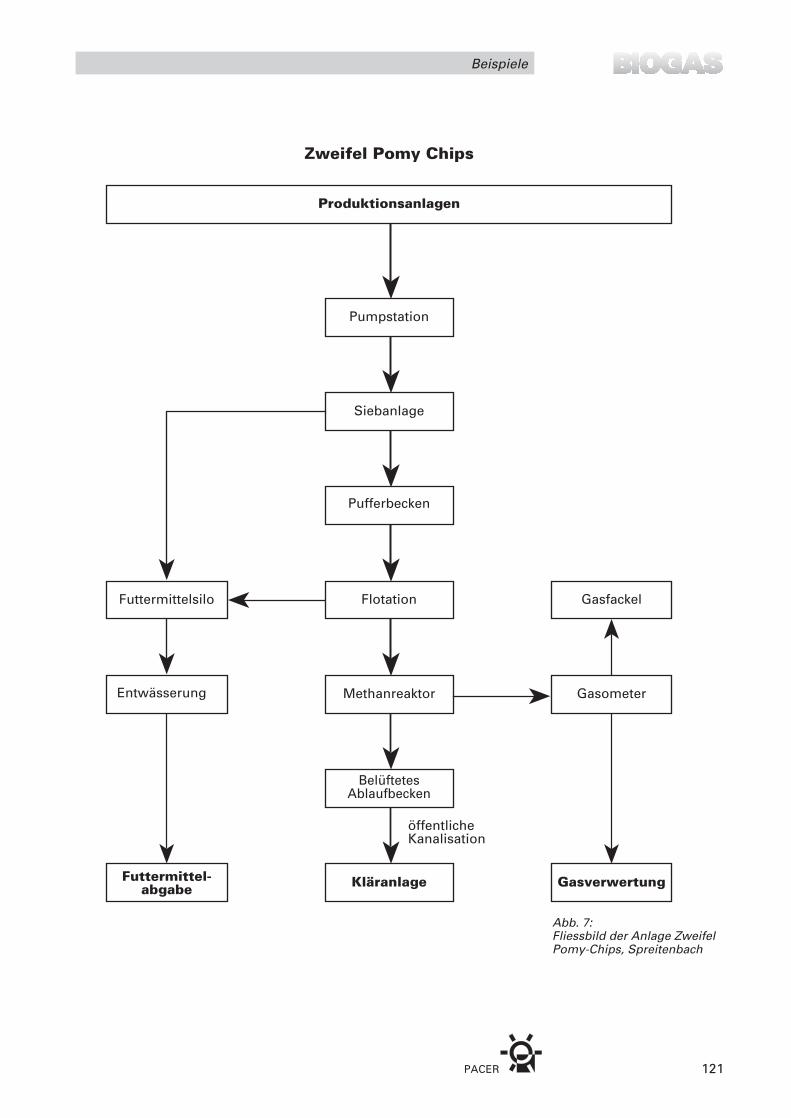
PACER 121
Beispiele
Abb. 7:Fliessbild der Anlage ZweifelPomy-Chips, Spreitenbach
Methanreaktor Gasometer
Zweifel Pomy Chips
öffentlicheKanalisation
Produktionsanlagen
Gasverwertung
Pumpstation
Futtermittelsilo Flotation
Pufferbecken
Siebanlage
Kläranlage
BelüftetesAblaufbecken
Futtermittel-abgabe
Entwässerung
Gasfackel
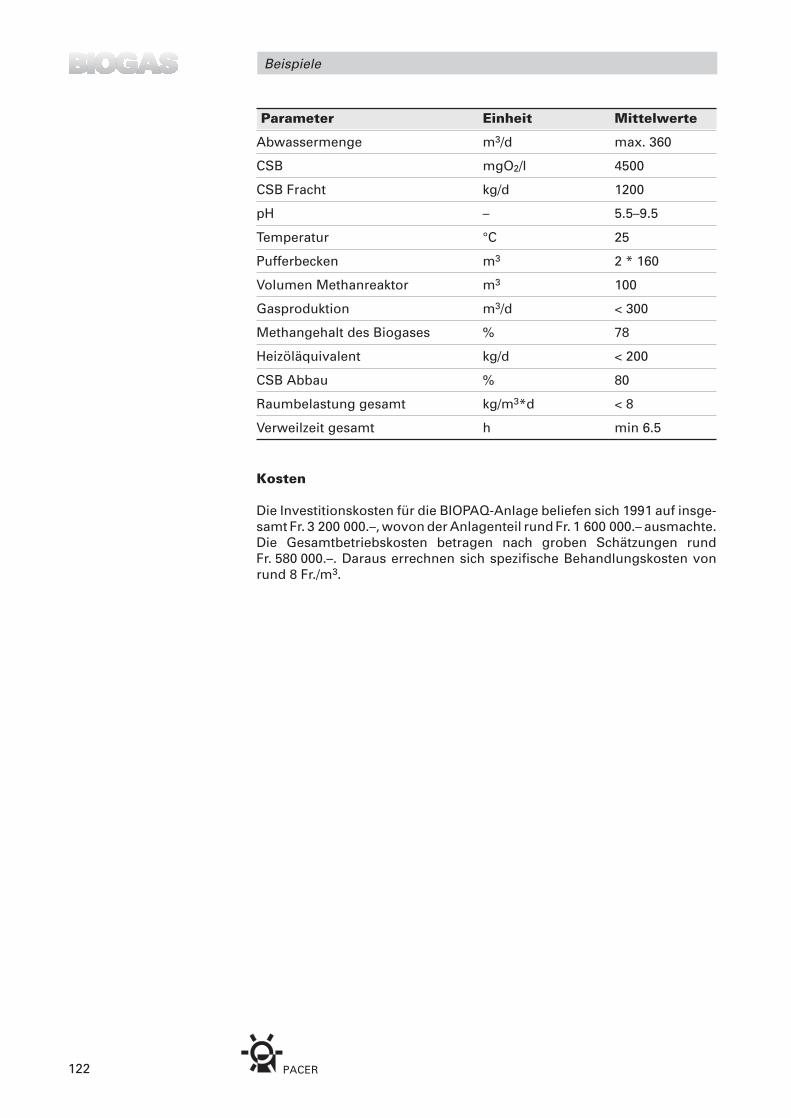
PACER122
Beispiele
Parameter Einheit Mittelwerte
Abwassermenge m3/d max. 360
CSB mgO2/l 4500
CSB Fracht kg/d 1200
pH – 5.5–9.5
Temperatur °C 25
Pufferbecken m3 2 * 160
Volumen Methanreaktor m3 100
Gasproduktion m3/d < 300
Methangehalt des Biogases % 78
Heizöläquivalent kg/d < 200
CSB Abbau % 80
Raumbelastung gesamt kg/m3*d < 8
Verweilzeit gesamt h min 6.5
Kosten
Die Investitionskosten für die BIOPAQ-Anlage beliefen sich 1991 auf insge-samt Fr. 3 200 000.–, wovon der Anlagenteil rund Fr. 1 600 000.– ausmachte.Die Gesamtbetriebskosten betragen nach groben Schätzungen rundFr. 580 000.–. Daraus errechnen sich spezifische Behandlungskosten vonrund 8 Fr./m3.
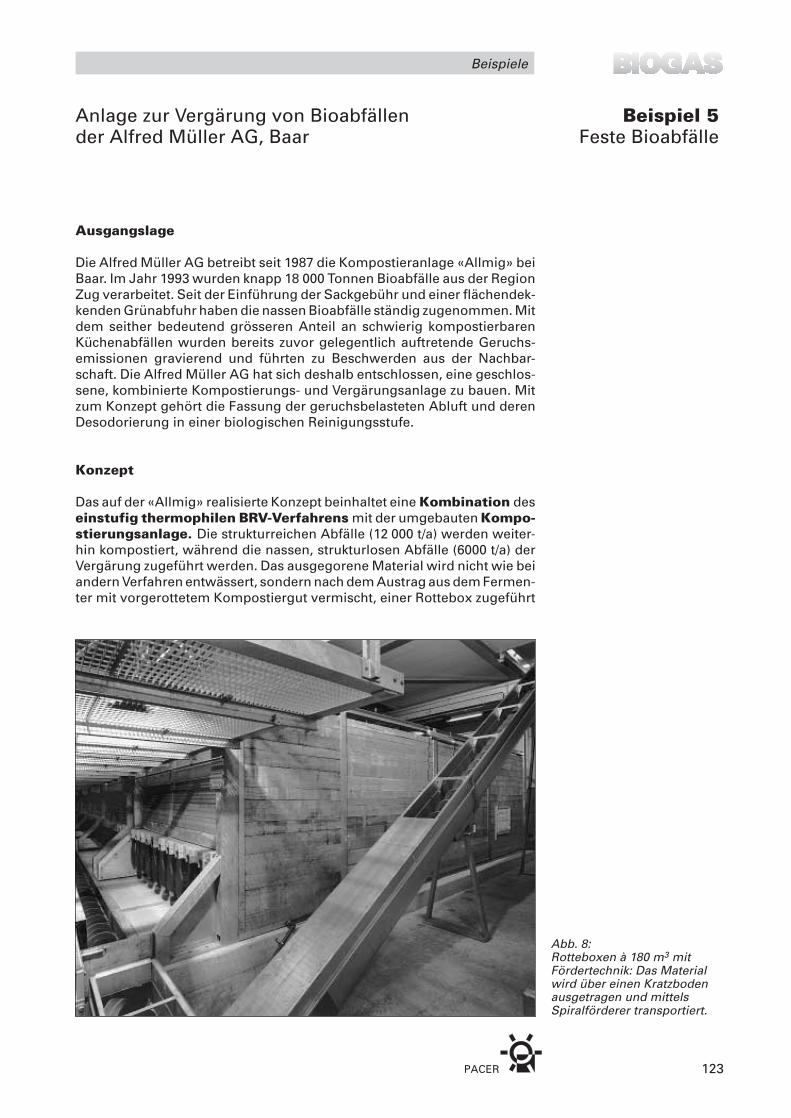
PACER 123
Beispiele
Beispiel 5Feste Bioabfälle
Anlage zur Vergärung von Bioabfällender Alfred Müller AG, Baar
Ausgangslage
Die Alfred Müller AG betreibt seit 1987 die Kompostieranlage «Allmig» beiBaar. Im Jahr 1993 wurden knapp 18 000 Tonnen Bioabfälle aus der RegionZug verarbeitet. Seit der Einführung der Sackgebühr und einer flächendek-kenden Grünabfuhr haben die nassen Bioabfälle ständig zugenommen. Mitdem seither bedeutend grösseren Anteil an schwierig kompostierbarenKüchenabfällen wurden bereits zuvor gelegentlich auftretende Geruchs-emissionen gravierend und führten zu Beschwerden aus der Nachbar-schaft. Die Alfred Müller AG hat sich deshalb entschlossen, eine geschlos-sene, kombinierte Kompostierungs- und Vergärungsanlage zu bauen. Mitzum Konzept gehört die Fassung der geruchsbelasteten Abluft und derenDesodorierung in einer biologischen Reinigungsstufe.
Konzept
Das auf der «Allmig» realisierte Konzept beinhaltet eine Kombination deseinstufig thermophilen BRV-Verfahrens mit der umgebauten Kompo-stierungsanlage. Die strukturreichen Abfälle (12 000 t/a) werden weiter-hin kompostiert, während die nassen, strukturlosen Abfälle (6000 t/a) derVergärung zugeführt werden. Das ausgegorene Material wird nicht wie beiandern Verfahren entwässert, sondern nach dem Austrag aus dem Fermen-ter mit vorgerottetem Kompostiergut vermischt, einer Rottebox zugeführt
Abb. 8:Rotteboxen à 180 m3 mitFördertechnik: Das Materialwird über einen Kratzbodenausgetragen und mittelsSpiralförderer transportiert.
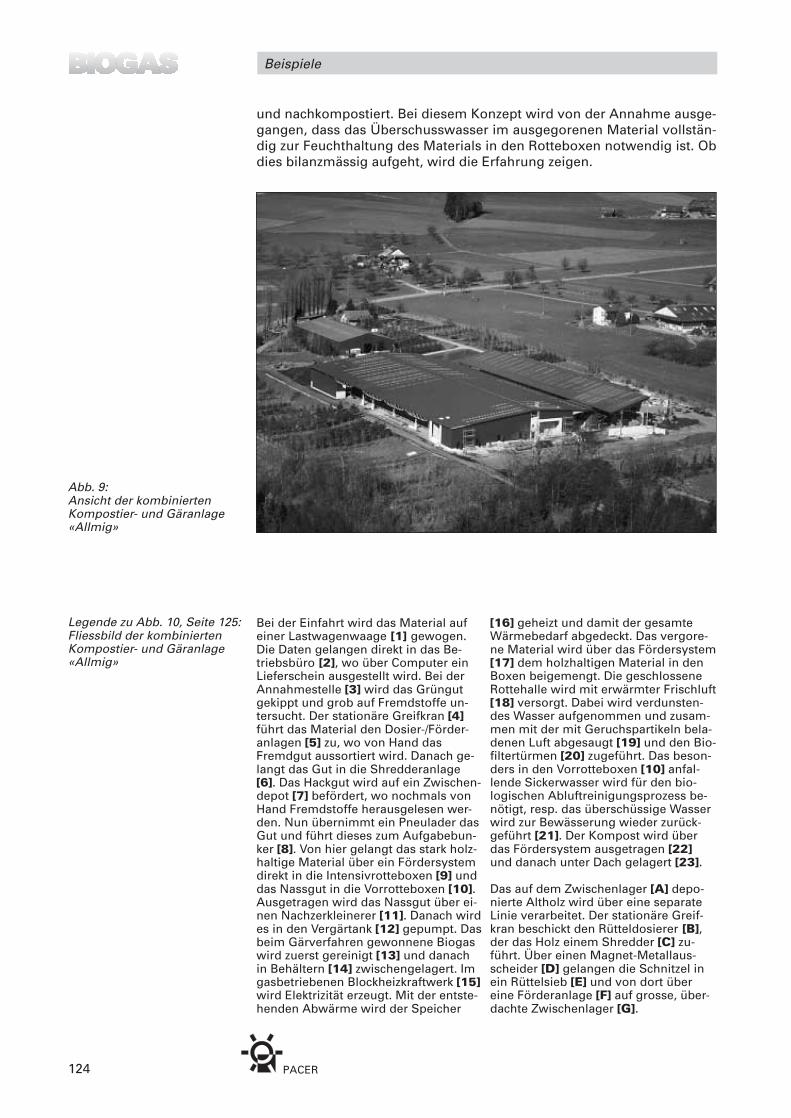
PACER124
Beispiele
und nachkompostiert. Bei diesem Konzept wird von der Annahme ausge-gangen, dass das Überschusswasser im ausgegorenen Material vollstän-dig zur Feuchthaltung des Materials in den Rotteboxen notwendig ist. Obdies bilanzmässig aufgeht, wird die Erfahrung zeigen.
Abb. 9:Ansicht der kombiniertenKompostier- und Gäranlage«Allmig»
[16] geheizt und damit der gesamteWärmebedarf abgedeckt. Das vergore-ne Material wird über das Fördersystem[17] dem holzhaltigen Material in denBoxen beigemengt. Die geschlosseneRottehalle wird mit erwärmter Frischluft[18] versorgt. Dabei wird verdunsten-des Wasser aufgenommen und zusam-men mit der mit Geruchspartikeln bela-denen Luft abgesaugt [19] und den Bio-filtertürmen [20] zugeführt. Das beson-ders in den Vorrotteboxen [10] anfal-lende Sickerwasser wird für den bio-logischen Abluftreinigungsprozess be-nötigt, resp. das überschüssige Wasserwird zur Bewässerung wieder zurück-geführt [21]. Der Kompost wird überdas Fördersystem ausgetragen [22]und danach unter Dach gelagert [23].
Das auf dem Zwischenlager [A] depo-nierte Altholz wird über eine separateLinie verarbeitet. Der stationäre Greif-kran beschickt den Rütteldosierer [B],der das Holz einem Shredder [C] zu-führt. Über einen Magnet-Metallaus-scheider [D] gelangen die Schnitzel inein Rüttelsieb [E] und von dort übereine Förderanlage [F] auf grosse, über-dachte Zwischenlager [G].
Bei der Einfahrt wird das Material aufeiner Lastwagenwaage [1] gewogen.Die Daten gelangen direkt in das Be-triebsbüro [2], wo über Computer einLieferschein ausgestellt wird. Bei derAnnahmestelle [3] wird das Grüngutgekippt und grob auf Fremdstoffe un-tersucht. Der stationäre Greifkran [4]führt das Material den Dosier-/Förder-anlagen [5] zu, wo von Hand dasFremdgut aussortiert wird. Danach ge-langt das Gut in die Shredderanlage[6]. Das Hackgut wird auf ein Zwischen-depot [7] befördert, wo nochmals vonHand Fremdstoffe herausgelesen wer-den. Nun übernimmt ein Pneulader dasGut und führt dieses zum Aufgabebun-ker [8]. Von hier gelangt das stark holz-haltige Material über ein Fördersystemdirekt in die Intensivrotteboxen [9] unddas Nassgut in die Vorrotteboxen [10].Ausgetragen wird das Nassgut über ei-nen Nachzerkleinerer [11]. Danach wirdes in den Vergärtank [12] gepumpt. Dasbeim Gärverfahren gewonnene Biogaswird zuerst gereinigt [13] und danachin Behältern [14] zwischengelagert. Imgasbetriebenen Blockheizkraftwerk [15]wird Elektrizität erzeugt. Mit der entste-henden Abwärme wird der Speicher
Legende zu Abb. 10, Seite 125:Fliessbild der kombiniertenKompostier- und Gäranlage«Allmig»
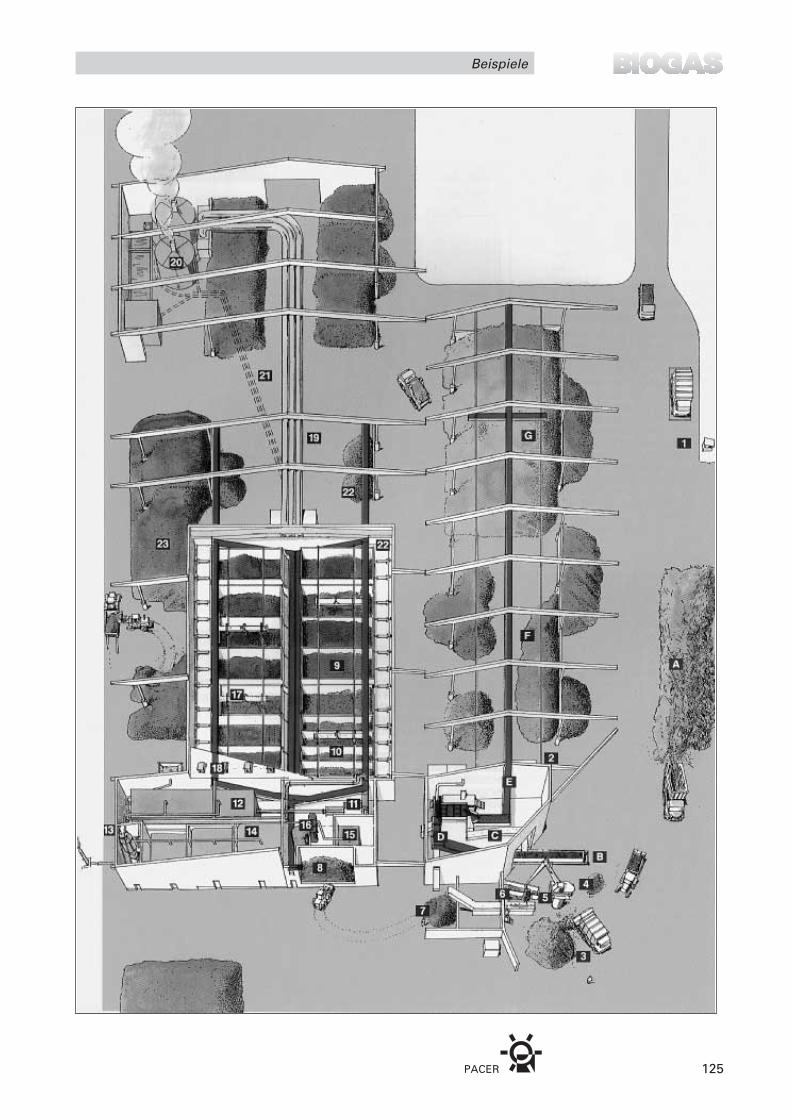
PACER 125
Beispiele
PACER126
Beispiele
Abb. 11:Blockheizkraftwerk zurErzeugung von Strom undWärme vor dem Einbau
Betriebserfahrungen
Die kombinierte Anlage wurde im Herbst 1994 in Betrieb genommen. Dasich die Anlage 1995 noch in der Anfahrphase befunden hat, war zurzeit derDrucklegung noch nicht genügend ausgewertetes Datenmaterial verfüg-bar.
Im folgenden werden deshalb die Planungsdaten vorgestellt. SämtlicheAngaben basieren auf der Annahme, dass pro Tag rund 17 Tonnen Bioabfallder Vergärung zugeführt werden und dass pro Tonne rund 100 m3 Biogasgewonnen wird. Für die Abschätzung des Energiebedarfs der Kompostie-rung wird von einer Verarbeitungsmenge von ca. 33 Tonnen pro Tagausgegangen.
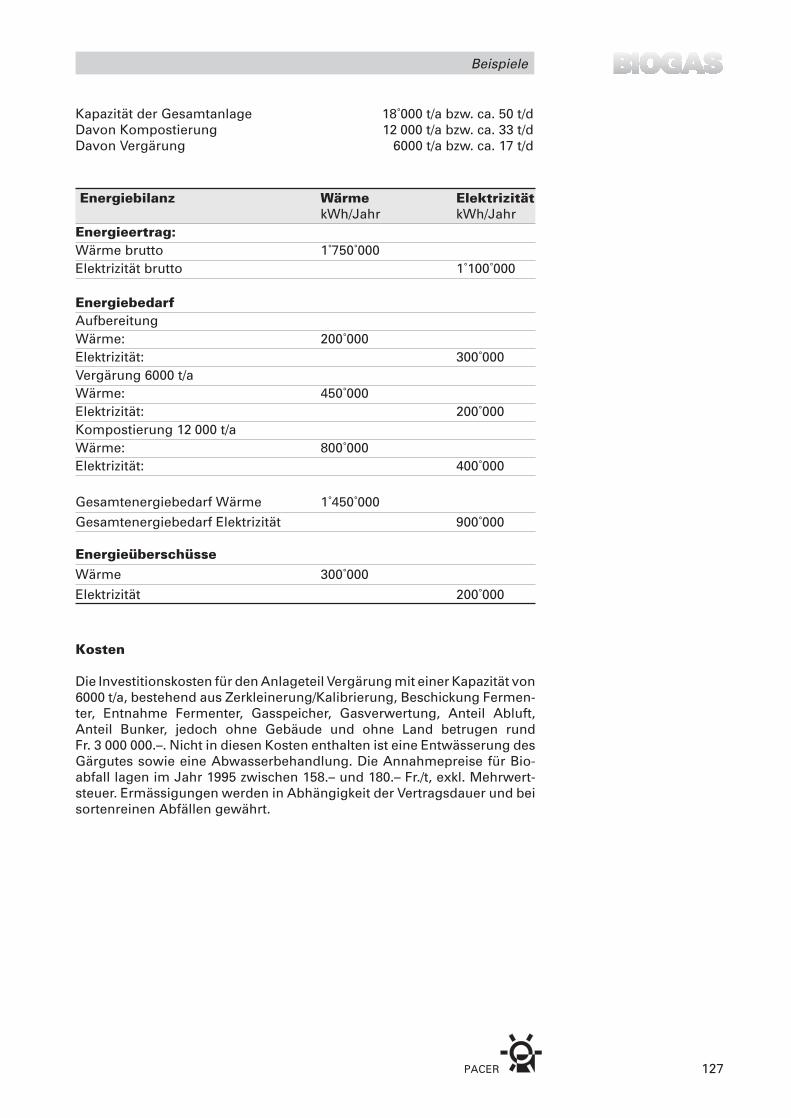
PACER 127
Beispiele
Kapazität der Gesamtanlage 18␣ 000 t/a bzw. ca. 50 t/dDavon Kompostierung 12 000 t/a bzw. ca. 33 t/dDavon Vergärung 6000 t/a bzw. ca. 17 t/d
Energiebilanz Wärme ElektrizitätkWh/Jahr kWh/Jahr
Energieertrag:Wärme brutto 1␣ 750␣ 000Elektrizität brutto 1␣ 100␣ 000
EnergiebedarfAufbereitungWärme: 200␣ 000Elektrizität: 300␣ 000Vergärung 6000 t/aWärme: 450␣ 000Elektrizität: 200␣ 000Kompostierung 12 000 t/aWärme: 800␣ 000Elektrizität: 400␣ 000
Gesamtenergiebedarf Wärme 1␣ 450␣ 000
Gesamtenergiebedarf Elektrizität 900␣ 000
EnergieüberschüsseWärme 300␣ 000
Elektrizität 200␣ 000
Kosten
Die Investitionskosten für den Anlageteil Vergärung mit einer Kapazität von6000 t/a, bestehend aus Zerkleinerung/Kalibrierung, Beschickung Fermen-ter, Entnahme Fermenter, Gasspeicher, Gasverwertung, Anteil Abluft,Anteil Bunker, jedoch ohne Gebäude und ohne Land betrugen rundFr. 3 000 000.–. Nicht in diesen Kosten enthalten ist eine Entwässerung desGärgutes sowie eine Abwasserbehandlung. Die Annahmepreise für Bio-abfall lagen im Jahr 1995 zwischen 158.– und 180.– Fr./t, exkl. Mehrwert-steuer. Ermässigungen werden in Abhängigkeit der Vertragsdauer und beisortenreinen Abfällen gewährt.

PACER128
Beispiele
Ausgangslage
Die KOMPOGAS-Anlage wurde für eine ökologische Verwertung vonGarten-, Küchen- und anderen biogenen Abfällen durch die W. Schmid AGentwickelt. Eine erste Anlage mit einer Jahreskapazität von 5000 Tonnennahm im Januar 1992 in Rümlang den Betrieb auf. Im Januar 1994 wurdedie vom Lizenznehmer Bühler AG für die W. Schmid AG gebaute Anlage miteiner Kapazität von 10 000 Jahrestonnen Bioabfall in Bachenbülach inBetrieb genommen. Seither wurden KOMPOGAS-Anlagen in Samstagern(Kt. ZH) und in Immenstadt (D) in Betrieb genommen. Weitere befinden sichim Bau (Otelfingen, Kt. ZH) oder in Planung (Basel, Luzern, Volketswil,Opfikon-Glattbrugg und andere mehr in Deutschland).
Konzept
Beim KOMPOGAS-Verfahren handelt es sich um einen thermophilenEinstufenprozess (55 °C) im liegenden Fermenter. Die Abfälle werden ineinem Tiefbunker angenommen und mittels eines Greifers der Vorzerklei-nerung zugeführt. Anschliessend werden allfällige Fremdstoffe von Handbzw. durch Magnetabscheidung abgetrennt. Nach einer zweiten Zerkleine-rungsstufe gelangt das Material in einen Zwischenbunker. Vom Zwischen-
Beispiel 6Feste Bioabfälle
KOMPOGAS-Anlage zur Vergärung von Bioabfällender W. Schmid AG, Glattbrugg
2 Grobaufbereitung21 Tiefbunker mit Krananlage22 Schneckenmühle23 Störstoffauslese24 Zerkleinerung
3 Fermentation31 Zwischenbunker32 Vorlagebehälter mit Pumpe33 Substratwärmetauscher34 Fermenter35 Austrag36 Presse mit Vorlagebehälter37 Presswassertanks38 Presswasser-Wärmetauscher
4 Rottebunker41 Rottebunker42 Nachkompostierung
Abb. 12:Fliessbild einerKOMPOGAS-Anlage
5 Abwasserreinigung51 Dekanter52 Biol. Abwasserreinigung
6 Biogasverwertung61 Biogasaufbereitung62 Folienspeicher63 BHKW64 Notfackel65 Wärmeverteilung66 Netzverteilung
7 Abluftreinigung71 Aspiration72 Biofilter
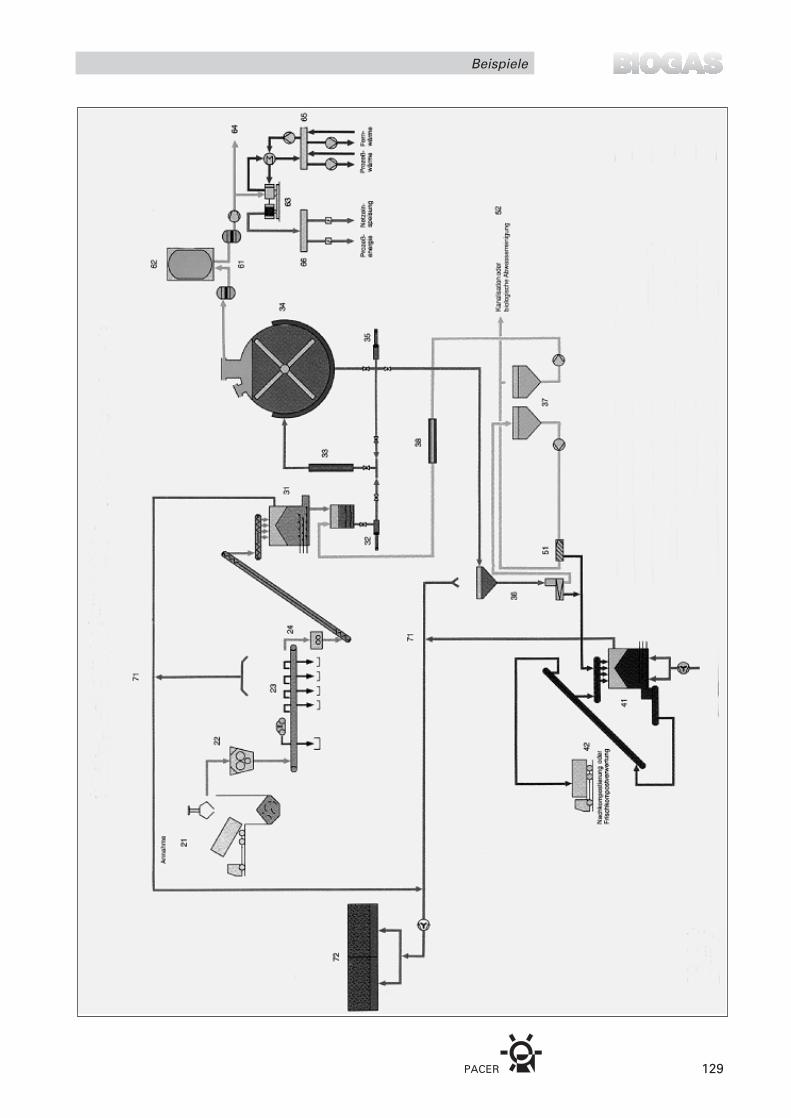
PACER 129
Beispiele
PACER130
Beispiele
bunker aus wird das Substrat über einen Wärmetauscher in den oder diebeiden Fermenter gepumpt. Im liegenden Fermenter findet während 15–20Tagen die Vergärung statt. Die Pfropfenströmung durch den Fermentergarantiert eine definierte Verweilzeit und folglich eine ausreichende Hygie-nisierung des Bioabfalls. Nach der Entnahme aus dem Fermenter wird dasausgegorene Material einer Entwässerungsstufe zugeführt. Dabei entste-hen Presswasser und ein Feststoff mit rund 50% TS. Der Feststoff wird ineinen Rottebunker eingetragen und während 5–10 Tagen gerottet. Der nunvorliegende Kompost eignet sich für die meisten Anwendungen in derLandwirtschaft. Das bei der Entwässerung entstehende Abwasser wirdüber eine mechanisch/biologische Abwasserreinigung gereinigt oder in derLandwirtschaft als Flüssigdünger eingesetzt. Die Anlage ist vollständiggekapselt und steht unter Unterdruck. Dadurch wird verhindert, dassgeruchsbeladene Abluft an die Umgebung nach aussen entweichen kann.Die gefasste Abluft wird über einen Biofilter geführt und von Geruchsstof-fen befreit.
Abb. 13:Ansicht mit Anlieferbunkerund Greiferkran
Abb. 14:Handauslese vonFremdstoffen
PACER 131
Beispiele
Betriebserfahrungen
Die nun seit 4 Jahren vorliegenden Betriebserfahrungen aus Rümlang,Bachenbülach und Samstagern sind durchwegs positiv. Saisonale Schwan-kungen in den Abfallmengen wie auch in der -zusammensetzung beein-trächtigen den Prozess nicht.
Abb. 16:Biogastankstelle
Abb. 15:Liegender, thermophilerPropfstromreaktor
PACER132
Beispiele
Kosten
Die Investitionskosten für die Anlage Bachenbülach mit einer Kapazität von10 000 t/a betrugen rund Fr. 9 000 000.–. Die Nettobetriebskosten betragenrund Fr. 1 600 000.– pro Jahr. Die Annahmepreise für Bioabfall lagen imJahr 1995 zwischen 120 und 162 Fr./t, exkl. Mehrwertsteuer. Die Preiserichten sich nach Vertragsdauer, Menge und Fremdstoffanteil. In den Ge-nuss von Ermässigungen kommen Anlieferer während den mengenmässigeher schwachen Wintermonaten.
Jahreskapazität der Anlage 10 000 tTäglich verarbeitete Menge 26 tTäglich gewonnenes Biogas 2600 m3
Täglich erzeugter Kompost ca. 14 m3
Täglich erzeugte Menge Abwasser 8–12 m3
Energiebilanz pro Tag Wärme ElektrizitätkWh kWh
Wärme, brutto 9000Elektrizität, brutto 4800Energiebedarf Wärme 2000Energiebedarf Elektrizität 1700
EnergieüberschüsseWärme 7000Elektrizität 3100
PACER 133
Beispiele
Anlage zur Vergärung von Bioabfällen mit Güllevon K. Günthardt, Brüederhof Dällikon
Beispiel 7LandwirtschaftlicheCo-Vergärung
Ausgangslage
In den frühen achtziger Jahren wurden relativ viele Biogasanlagen zurGüllevergärung auf kleineren und mittleren Landwirtschaftsbetriebengebaut. Danach ist der Anlagenbau infolge des tiefen Ölpreises weitgehendins Stocken geraten. In der Zwischenzeit wurde die Verfahrenstechnikweiterentwickelt, und das Interesse an der Biogastechnik hat wieder zuge-nommen. In den letzten Jahren wurden Konzepte zur Vergärung vonBioabfall in landwirtschaftlichen Biogasanlagen entwickelt, was ausökologischer und energetischer Sicht sinnvoller ist als die Kompostierungin Anlagen oder am Feldrand, wo bei maschineller Verarbeitung der Abfällefossiles CO2 freigesetzt wird.
Projekte
Bereits sind landwirtschaftliche Biogasanlagen mit mehr als ca. 60 Gross-vieheinheiten in Betrieb, in denen Bioabfälle gemeinsam mit Gülle vergo-ren werden. Besonders gut geeignet für die Vergärung in Biogasanlagensind zum Beispiel nasse Gemüserüstabfälle. Verschiedene ähnliche Projek-te befinden sich zurzeit in der Planungsphase.
Konzept und Verfahrensablauf
Eine landwirtschaftliche Biogasanlage besteht im wesentlichen aus denfolgenden Funktionsbereichen:
1. Vorgrube mit Rührwerk und Pumpe zum Speichern und Aufbereiten derSubstrate sowie zum Beschicken des Gärbehälters.
2. Fermenter (Gärbehälter) aus Holz, Beton oder Stahl mit Rühreinrichtung,Heizsystem und fallweise mit einem integrierten Gasspeicher.
3. Güllelagerbehälter zur Lagerung der ausgegorenen Gülle bis zum Aus-bringen auf die Felder.
4. Gasverwertung, bestehend aus Gasaufbereitung, Gasspeicher und Gas-heizkessel zur Wärmeerzeugung oder Blockheizkraftwerk zur Erzeugungvon Strom und Wärme.
Für die gemeinsame Vergärung von Bioabfall mit Gülle muss eine Biogas-anlage um die Bereiche Annahme, Zerkleinerung und allenfalls Stapelungerweitert werden.
Die Anlage auf dem Betrieb Brüederhof in Dällikon wurde nach diesemKonzept gebaut. Folgende Darstellung gibt grob den Verfahrensablaufwieder:
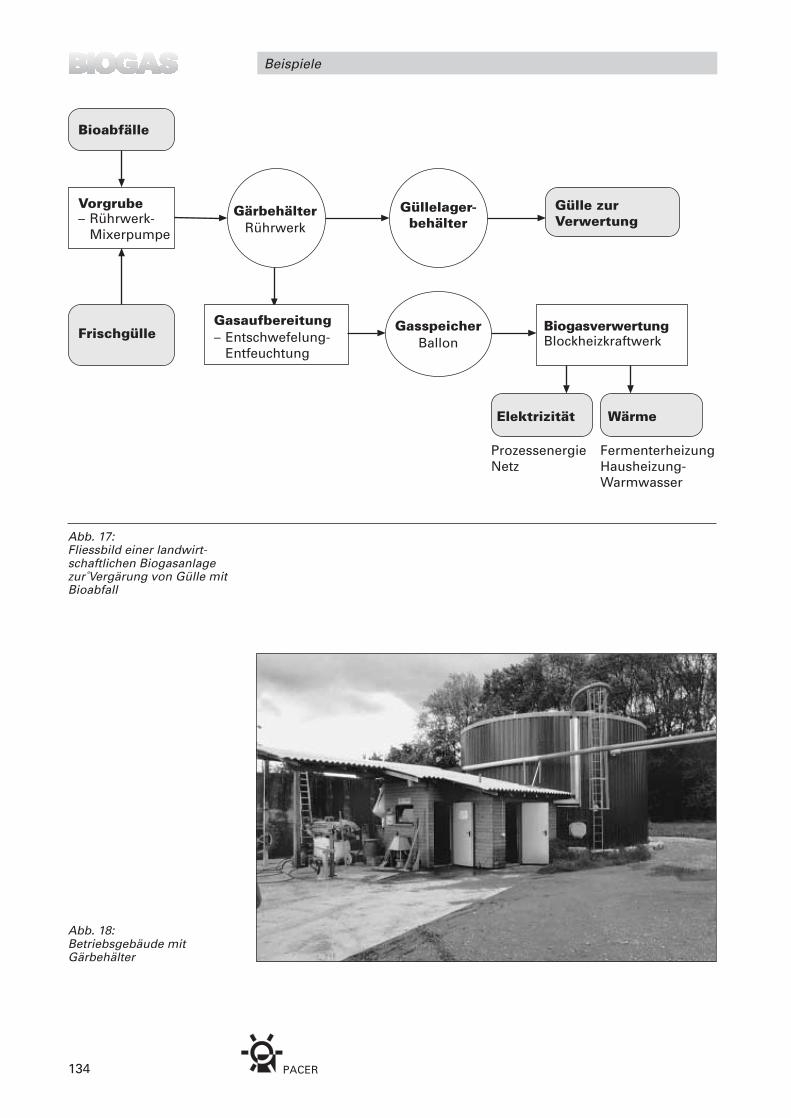
PACER134
Beispiele
Gärbehälter Güllelager-behälter
Biogasverwertung
Bioabfälle
WärmeElektrizität
Gülle zurVerwertung
Vorgrube– Rührwerk-
Mixerpumpe Rührwerk
GasspeicherBallon
Gasaufbereitung– Entschwefelung-
EntfeuchtungBlockheizkraftwerk
FermenterheizungHausheizung-Warmwasser
ProzessenergieNetz
Frischgülle
Abb. 17:Fliessbild einer landwirt-schaftlichen Biogasanlagezur␣ Vergärung von Gülle mitBioabfall
Abb. 18:Betriebsgebäude mitGärbehälter
PACER 135
Beispiele
Betriebserfahrungen und Daten
In der Anlage Brüederhof ist vorgesehen, zusätzlich zur Gülle Rüstabfälleaus der Herstellung und Verpackung von Fertigmischsalaten zu vergären.Diese Abfälle werden in pürierter Form in einem Tank angeliefert und in derVorgrube mit Gülle vermischt. Die bisher vorliegenden betrieblichen Erfah-rungen sind sehr gut.
Güllemenge zurzeit 0 m3/d, geplant 2.5 m3/d– TS 7–8%, 75% OS
Biogene Abfälle 8–10 m3/d– TS 3–4%, 80% OS 280 kg OS/d
Volumen Vorgrube 60 m3
Volumen Fermenter 260 m3
Volumen Lagerbehälter 570 m3
Volumen Gasspeicher 150 m3
Gärtemperatur 33 °CVerweilzeit 20–25 d
Gasproduktion 240 m3/d
– spez. Gasproduktion/Bioabfall 30 m3/m3 Bioabfall
– spez. Gasproduktion/OS 0.8 m3/kg OS
Gasnutzung in der Wärme-Kraft-Kopplung
– Wärme brutto 790 kWh/d
– Elektrizität brutto 360 kWh/d
Prozessenergiebedarf 10–20 % der erzeugten Energie
Ausgegorene Gülle bzw. Rückstand der Vergärung
Als Rückstand der Vergärung bleibt die ausgegorene Gülle zurück, welcheinfolge der Zugabe fester Abfälle einen etwas höheren Trockensubstanzge-halt aufweist. Durch die Vergärung wird eine Verbesserung der Gülleeigen-schaften in folgender Hinsicht erreicht:
– Reduktion geruchsverursachender Substanzen– Stabilisierung und Teilhygienisierung– Erhöhung der Pflanzenverträglichkeit durch Abbau niederer Fettsäuren
Kosten
Die Investitionskosten der Anlage betrugen Fr. 560 000.–. Bei einer Amorti-sationsdauer von 15 Jahren und einem Zins von 6% betragen die Betriebs-kosten einschliesslich Anlagenunterhalt und Wartung, Personalkosten undVersicherung rund Fr. 100 000.–. Die Erlöse vom Verkauf von Strom (16 Rp./kWh) und der Substitution von Heizöl (Fr. 35.– pro 100 kg) betragen rundFr. 35 000.– . Rechnet man den Ertrag aus der Verarbeitung der Salat- undGemüserüstabfälle dazu, so lässt sich eine landwirtschaftliche Biogas-anlage kostendeckend bzw. unter Umständen sogar mit einem Gewinnbetreiben.