Embed Size (px)
Citation preview

MATERIAUX 2006 13-17 Novembre 2006 – Dijon, France
Caractérisation microstructurale et mécanique de revêtements nanostructurés à
base d’alumine réalisés par projection plasma de poudres activées mécaniquement
S. Coste1,a
, G. Bertrand1,b
, E. Gaffet2,c
, H. Hahn3,d
, H. Sieger3,e
, C. Meunier4,f
et S. Vives4,g
1LERMPS, UTBM, Site de Sévenans, F90010 Belfort Cedex, France
2NRG - UMR 5060 CNRS, UTBM, Sévenans, F90010 Belfort Cedex, France
3Institute of Nanotechnology, Forschungszentrum Karlsruhe, P.O. Box 3640, 76021 Karlsruhe, Germany
4FEMTO-ST/CREST, UMR 6174 CNRS, BP7142, F25211 Montbéliard cedex, France
RESUME: Afin d’optimiser l’élaboration et les propriétés mécaniques de dépôts nanostructurés par projection thermique à torche à plasma atmosphérique dans les systèmes Al2O3-TiO2 et ZrO2-Al2O3, les poudres projetées (contenant 13 et 44% en masse d’oxyde de titane et 40 et 80% en masse de zircone non yttriée et yttriée respectivement) ont été préalablement activées mécaniquement par broyage à haute énergie puis granulées. L’effet des différents paramètres de projection (débit d’argon et d’hydrogène, intensité d’arc) sur la microstructure, la nature des phases cristallines et la microdureté des dépôts a été étudié. Les observations par microscopie électronique à balayage ont permis de constater que les dépôts présentent des régions partiellement et totalement fondues. Les tailles de cristallites des phases majoritairement obtenue, déterminées à partir des diagrammes de diffraction, sont inférieures ou égales à 50 nm.
MOTS-CLES : projection plasma, activation mécanique, alumine, oxyde de titane, zircone.
1. Introduction Les matériaux constitués de mélanges Al2O3-TiO2 ou Al2O3-ZrO2 sont très intéressants pour la fabrication de revêtements résistants à l’usure ou de barrières thermiques. Afin d’accroître leur propriétés mécaniques et/ou thermique, la réalisation de revêtements nanostructurés semble très attractive puisque les études menées sur des matériaux nanostructurés tendent à démontrer qu’ils présentent des propriétés nouvelles ou supérieures à celles de leurs équivalents constitués de micro-grains [1-2]. L’élaboration de revêtements nanostructurés Al2O3-TiO2 et Al2O3-ZrO2 par projection à torche à plasma atmosphérique a donc été étudiée. Les poudres projetées ont préalablement été activées mécaniquement par broyage à haute énergie grâce à un broyeur planétaire, cette technique permettant de réduire la taille des grains, d’obtenir un mélange intime des poudres et d’abaisser les températures de traitement thermique [3-4]. L’effet des paramètres de projection sur la structure, la microstructure et la dureté des dépôts fera l’objet de ce travail. 2. Méthodes expérimentales Les poudres projettées ont été obtenues à partir de poudres d’oxyde d’aluminium (P152SB, corindon, Aluminium Pechiney, France), d’oxyde de titane (Tiona® AT-1, anatase ≥98%, Millenium Inorganic Chemicals, France) et d’oxydes de zirconium (ZrO2-8%massiqueY2O3, Saint Gobain, France et ZrO2 « O », Millenium Inorganic Chemicals, France). L’activation mécanique des mélange de poudre a été effectué par broyage à haute énergie. Le broyeur utilisé est un broyeur planétaire Fritsch, de type Pulverisette 4, également appelé Vario-Mill, les jarres et les billes étant en acier. Les conditions de broyage sont une vitesse absolue du plateau de 250 tpm (tours par minute) et des jarres de -300 tpm, le sens de rotation des jarres étant opposé à celui du plateau. La vitesse relative correspondant est de -2,2. Chaque broyage est effectué avec 30 g de poudres et 15 billes d’un diamètre de 15 mm par jarre. Les temps de broyage ont été de 7 h pour les poudres de composition Al2O3-44TiO2, 4 h pour les poudres de Al2O3-13TiO2 et Al2O3-40ZrO2 et 1h pour les poudres Al2O3-80(ZrO2-8Y2O3), les mélanges de poudres et les dépôts correspondant à ces compositions étant ensuite respectivement nommés A44T, A13T, A40Z et A80ZY. Afin d’éviter une

MATERIAUX 2006 13-17 Novembre 2006 – Dijon, France
agglomération des poudres trop importante lors des broyages, 1% en masse d’alcool polyvinylique (PVA) a été ajouté. Pour les mélanges Al2O3-TiO2, les temps de broyage choisis permettent de transformer presque totalement la phase anatase de l’oxyde de titane en la phase haute pression TiO2 II et de réduire la taille des cristallites (déterminée selon l’équation de Scherrer à partir de l’élargissement des pics de diffraction) de 145 nm à environ 60 nm. Pour les poudres Al2O3-ZrO2, une transformation partielle de la phase monoclinique de la zircone est observée. Pour les poudres A40Z, une diminution de la taille des cristallites des phases corindon et monoclinique de la zircone de 145 nm à 60 nm et de 80 nm à 15 nm est respectivement déterminée. Pour les poudres A80ZY, la taille des cristallites de la phase tétragonale de la zircone décroît légèrement, de 25 nm à 20 nm environ. Les poudres A44T, A13T et A80ZY activées mécaniquement ont ensuite été granulées en utilisant le broyeur et en ajoutant aux poudres broyées 6% en masse de PVA qui joue alors le rôle de liant. La durée de granulation est de 10 min avec des vitesses absolues du plateau et des jarres de respectivement 250 tpm et -312.5 tpm. La taille moyenne des agrégats est d’environ 25 µm pour ces poudres. Les poudres A40Z, ont été granulées en voie humide par ajout de PVA dilué dans de l’eau distillée, la taille moyenne des agglomérats étant dans ce cas d’environ 95 µm après tamisage. Les poudres ainsi activées mécaniquement et granulées ont été projetées par plasma d’arc soufflé atmosphérique (torche PT F4 de Sulzer-Metco). Les substrats en acier bas carbone ont été sablés avec du corindon avant d’être revétus. Un système de refroidissement, constitué d’air jet et de jets Venturis, a été utilisé lors de la projection. La distance de projection était de 80 mm. Les paramètres de projection des revêtements de Al2O3-TiO2 et Al2O3-ZrO2 sont présentés respectivement dans les tableaux 1 et 2. Les structures et microstructures des revêtements ont été déterminées par diffraction des rayons X (DRX) et microscopie électronique à balayage (MEB). Les diagrammes de diffraction ont été obtenus grâce à un diffractomètre de type Siemens D5000, le rayonnement utilisé étant issu d’une anticathode en cuivre (Cu Kα) et le pas d’acquisition étant de 0.02°. Les images de microscopie électronique à balayage ont été réalisées à l’aide d’un microscope de type JEOL, JSM 5800LV, en mode électrons secondaires, cet appareil étant équipé d’une sonde EDS (spectroscopie d’énergie dispersive des rayons X). Apres avoir supprimé le substrat par attaque chimique, la porosité des revêtements a été déterminée par la méthode d’Archimède en imergeant les dépôts dans de l’eau à ébullition pendant 2 heures afin de favoriser la pénétration de l’eau dans la porosité ouverte. La microdureté Knoop des revêtements a été déterminée sur des coupes polies, parallèlement à la surface du substrat avec un microduromètre de type LEITZ Miniload 2, avec une charge de 300g appliquée pendant 15s. 3. Résultats et discussion 3.1. Revêtements Al2O3-TiO2 Ces revêtements ont été élaborés à partir de poudres activées mécaniquement contenant 13% et 44% en masse d’oxyde de titane. Les pourcentages de porosité et les duretés de ces revêtements sont présentés dans le tableau 1. 3.1.1. Revêtements Al2O3-44TiO2 Les revêtements A, B, C et D, élaborés par projection thermique semblent principalement constitués des deux phases Al2TiO5 β et Al2TiO5 α, le composé défini Al2TiO5 étant stable à haute température (au dessus d’environ 1100°C) (Figure 1). De très faibles quantités de rutile et de corindon sont observables. Des traces de la phase anatase sont également mises en évidence par DRX dans le cas du revêtement B. La présence de la phase corindon de l’alumine est principalement attribuable à la présence de particules infondues ou
partiellement fondues [5][5][5]. Il en est de même pour la phase anatase, présente en faible quantité dans
les poudres projetées suite à sa transformation lors de l’activation mécanique des poudres. Les traces de la phase anatase et la plus forte proportion de corindon, mises en évidence pour le dépôt B, indiquent qu’un débit d’argon de 40 slpm et d’hydrogène de 4 slpm est moins favorable à la fusion des poudres A44T, les puissances effectives étant cependant semblables pour les revêtements A et B, d’environ 15 kW. Toutefois, en considérant le paramètre critique, CPSP (critical plasma spray paramètre) qui fait intervenir le flux de gaz
primaire, ces résultats sont en accord avec les observations de Gell et al. [1][1][1], les valeurs du CPSP
étant supérieures dans les conditions du revêtement A (470 comparativement à 330 pour le revêtement B).
CPSP = tension • intensité / débit de gaz primaire (1) L’influence de l’intensité d’arc (revêtement D) et du diamètre de l’injecteur de poudre (revêtement C) apparaît bien moins importante. Les observations de microscopie électronique à balayage (Figure 2) mettent en évidence que la proportion de particules infondues ou partiellement fondues est faible, ce qui est en accord avec la faible intensité des pics de diffraction de la phase corindon. Les images, réalisées en mode électrons rétrodiffusés permettent également de constater que la composition des revêtements est très homogène, quasiment aucun contraste chimique n’étant observé. Ce très bon mélange des espèces chimiques semble favorisé par l’utilisation de

MATERIAUX 2006 13-17 Novembre 2006 – Dijon, France
poudres activées mécaniquement, des inhomogénéités ayant été observées préalablement dans le cas de poudres A44T uniquement granulées. Le pourcentage de porosité des revêtements, déterminé par poussée d’Archimède, varie d’environ 12 à 21%, la plus faible et plus forte valeurs étant obtenues respectivement pour les revêtements A et B tandis que les microduretés Knoop atteignent quasiment 800 HK0.3.
wt% de TiO2
Taille des agrégats
[µm]
Diamètre injecteur
[mm]
Débit Ar [slpm]
Débit H2 [slpm]
Intensité du courant d’arc [A]
Débit du gaz porteur
[slpm]
Porosité [%]
Dureté (HK0.3)
A 44 -100 1.8 30 8 500 2.5 12.1 ±0.9 779 ±50
B 44 -100 1.8 40 4 500 2.5 20.8 ±1.3 602 ±62
C 44 -100 1.8 30 8 600 2.5 13.4 ±0.7 769 ±90
D 44 -100 2 30 8 500 2.5 14.5 ±1.4 675 ±45
E 13 -100 2 30 8 500 2.5 23.4 ±1.4 597 ±118
F 13 -100 2 30 8 600 2.5 26.7 ±1.0 619 ±207
G 13 -100 2 40 4 500 2.5 30.6 ±2.8 337 ±119
Tableau 1: paramètres de projection, pourcentage volumique de porosité et microdureté Knoop des revêtements A-44T et A-13T.
20 25 30 35 40 45 50 552 (°)
Inte
nsi
ty (
a.u.)
(B)
(C)
(D)
(A)
Corundum Al2O3
Rutile TiO2
Al2TiO5
Al2TiO5
Anatase TiO2
Inte
nsi
té(u
.a.)
Figure 1 : Diagrammes DRX des revêtements A44T A, B, C et D. Les courbes sont arbitrairement décalées verticalement pour plus de clarté.
50 µm50 µm
Figure 2 : Images MEB (BSE) du revêtement A.
Des revêtements homogènes de porosité relativement faible et présentant une microdureté Knoop proche de 800 HK0.3 ont été obtenus par projection à torche à plasma atmosphérique de poudres préalablement activées mécaniquement. Ces revêtements de composition A44T possèdent une nanostructure, la taille des
MATERIAUX 2006 13-17 Novembre 2006 – Dijon, France
cristallites du composé majoritaire Al2TiO5 β, déterminée à partir de la largeur à mi-hauteur du pic principal de diffraction des rayons X par l’équation de Scherrer, étant d’environ 30 nm pour les quatre revêtements obtenus. 3.1.2. Revêtements Al2O3-13TiO2
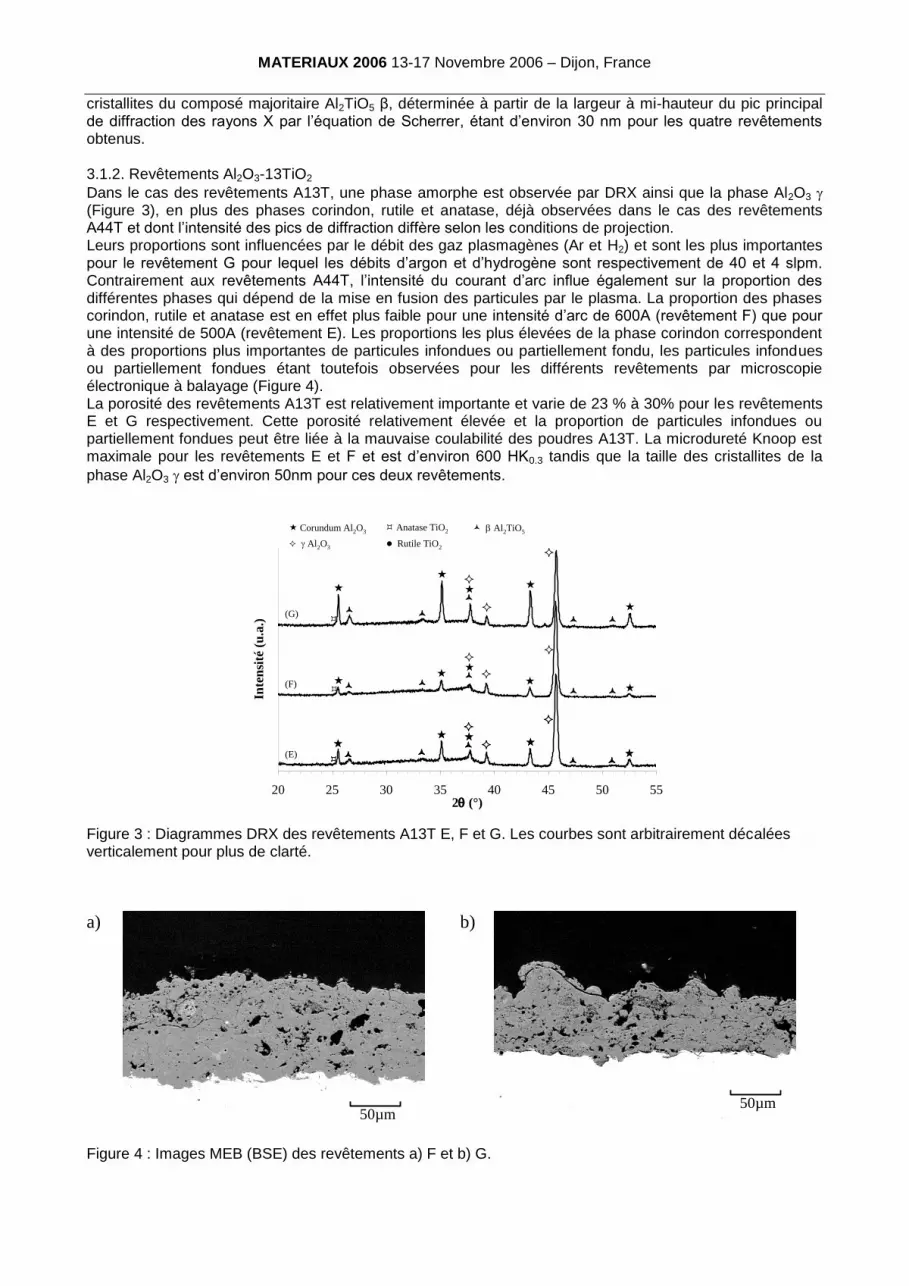
Dans le cas des revêtements A13T, une phase amorphe est observée par DRX ainsi que la phase Al2O3 (Figure 3), en plus des phases corindon, rutile et anatase, déjà observées dans le cas des revêtements A44T et dont l’intensité des pics de diffraction diffère selon les conditions de projection. Leurs proportions sont influencées par le débit des gaz plasmagènes (Ar et H2) et sont les plus importantes pour le revêtement G pour lequel les débits d’argon et d’hydrogène sont respectivement de 40 et 4 slpm. Contrairement aux revêtements A44T, l’intensité du courant d’arc influe également sur la proportion des différentes phases qui dépend de la mise en fusion des particules par le plasma. La proportion des phases corindon, rutile et anatase est en effet plus faible pour une intensité d’arc de 600A (revêtement F) que pour une intensité de 500A (revêtement E). Les proportions les plus élevées de la phase corindon correspondent à des proportions plus importantes de particules infondues ou partiellement fondu, les particules infondues ou partiellement fondues étant toutefois observées pour les différents revêtements par microscopie électronique à balayage (Figure 4). La porosité des revêtements A13T est relativement importante et varie de 23 % à 30% pour les revêtements E et G respectivement. Cette porosité relativement élevée et la proportion de particules infondues ou partiellement fondues peut être liée à la mauvaise coulabilité des poudres A13T. La microdureté Knoop est maximale pour les revêtements E et F et est d’environ 600 HK0.3 tandis que la taille des cristallites de la
phase Al2O3 est d’environ 50nm pour ces deux revêtements.
20 25 30 35 40 45 50 552 (°)
Inte
nsi
té (
u.a
.)
Corundum Al2O3
Rutile TiO2
Al2TiO5 Anatase TiO2
Al2O3
(E)
(F)
(G)
Figure 3 : Diagrammes DRX des revêtements A13T E, F et G. Les courbes sont arbitrairement décalées verticalement pour plus de clarté.
a)
50µm50µm
b)
50µm
Figure 4 : Images MEB (BSE) des revêtements a) F et b) G.

MATERIAUX 2006 13-17 Novembre 2006 – Dijon, France
3.2. Revêtements Al2O3-ZrO2 Des revêtements contenant 40% en masse de zircone non yttriée et 80% en masse de zircone partiellement stabilisée a l’yttrine ont été réalisés selon les paramètres de projection présentés dans le tableau 2. Les pourcentages de porosité et les microduretés des revêtements y sont également répertoriés.
wt% de ZrO2
Taille des agrégats
[µm]
Diamètre injecteur
[mm]
Débit Ar [slpm]
Débit H2 [slpm]
Intensité du courant d’arc [A]
Débit du gaz porteur
[slpm]
Porosité [%]
Dureté (HK0.3)
H 40 -125 +40 1.8 30 8 600 2.5 13.2 ±0.6 655 ±141
I 40 -125 +40 1.8 40 14 600 2.5 14.7 ± 1.1 697 ±216
J 80 -100 1.8 30 8 600 2.5 18.7 ±1.1 520 ±64
Tableau 2: paramètres de projection, pourcentage volumique de porosité et microdureté Knoop des revêtements A-40Z et A-80ZY 3.2.1. Revêtements Al2O3-40ZrO2 Dans le cas des revêtements A40Z, la phase corindon ainsi que plusieurs phases polymorphiques de la zircone, monoclinique et tétragonale et probablement cubique, sont mises en évidence par DRX (Figure 5). La phase tétragonale de la zircone présente l’intensité diffractée la plus importante et la taille des cristallites, calculée avec l’équation de Scherrer est d’environ 25 nm. La proportion importante de la phase corindon est à corréler avec la quantité élevée de particules infondues ou partiellement fondues qui est observée sur les images de microscopie électronique à balayage (Figure 6). Elle est probablement due à la taille élevée des agglomérats projetés. La porosité des revêtements est d’environ 14% et la microdureté atteint quasiment 700 HK0.3. Il est à noter que les débits de gaz plasmagène (Ar et H2) n’ont pas d’influence notable tant au niveau de la nature des phases cristallines que de la porosité et de la microdureté.
20 25 30 35 40 45 50 55 60 65 70
2 (°)
Inte
nsi
ty (
a.u
.)
Corundum Al2O3
t ZrO2
m ZrO2
(I)
(J)
(H)
c ZrO2
Inte
nsi
té(u
.a.)
Figure 5 : Diagrammes DRX des revêtements A40Z (H et I) et A80ZY (J). Les courbes sont arbitrairement décalées verticalement pour plus de clarté.
100µm

MATERIAUX 2006 13-17 Novembre 2006 – Dijon, France
Figure 6 : Images MEB (BSE) du revêtement H
3.2.2. Revêtements Al2O3-80(ZrO2-8Y2O3) D’après le diagramme de DRX (Figure 5), le revêtement J semble être constitué d’une phase tétragonale dont la taille des cristallites est d’environ 20 nm et d’une seconde phase inconnue qui a été attribuée à une
phase cubique par Zhou et al. [6][6][6]. Cette seconde phase contient probablement de l’alumine, cette
dernière n’étant plus observée après la projection. Les images de microscopie électronique à balayage (Figure 7) permettent de constater que le revêtement est essentiellement constitué de zones fondues. Toutefois, une inhomogénéité de la composition chimique du revêtement est observée avec des zones plus claires correspondant à des zones riches en zircone. Le pourcentage de porosité du revêtement est d’environ 19% et sa dureté d’environ 520 HK0.3 (tableau 2).
100µm
Figure 7 : Images MEB (BSE) du revêtement J.
4. Conclusion Des revêtements constitués d’alumine et d’oxyde de titane ou de zircone ont été élaborés par projection à torche à plasma atmosphérique à partir de poudres activées mécaniquement par broyage à haute énergie. Dans le cas des revêtements Al2O3-44wt% TiO2, le composé défini Al2TiO5, la tialite, a été obtenu majoritairement et des microduretés Knoop proches de 800 HK0.3 ont été mesurées. Dans le cas des revêtements Al2O3-ZrO2, des duretés Knoop de 700HK0.3 ont été atteintes. Pour l’ensemble des revêtements, la taille des cristallites de la phase majoritaire obtenue varie entre 20 et 50 nm.
Références: [1] M. Gell, E.H. Jordan, Y.H. Sohn, D. Goberman, L. Shaw & T.D. Xiao, Development and implementation of plasma sprayed nanostructured ceramic coatings, Surf. Coat. Tech., Vol. 146-147, p48-54 (2001). [2] H. Chen, X. Zhou et C. Ding, Investigation of the thermomechanical properties of a plasma-sprayed nanostructured zirconia coating, J. Eur. Ceram. Soc., Vol. 23, p1449-1455 (2003). [3] E. Gaffet and G. Le Caër, Encyclopedia of Nanoscience and Nanotechnology, H.S. Nalwa, vol.5, pp.91-129 (2004). [4] M.Nagashima, K. Maki and M. Hayakawa, Fabrication of Al2O3/ZrO2 micro/nano-composite prepared by high energy ball milling, Mater. Trans., Vol.42, p1119-1123 (2001). [5] L.L. Shaw, D. Goberman, R. Ren, M. Gell, S. Jiang, Y. Wang, T.D. Xiao and P.R. Strutt, The dependency of microstructure and properties of nanostructured coatings on plasma spray conditions, Surf. Coat. Technol. Vol. 130, p 1-8 (2000). [6] X. Zhou, V. Shukla, W.R. Cannon & B.H. Kear, Metastable phase formation in plasma-sprayed ZrO2 (Y2O3)-Al2O3, J. Am. Ceram. Soc., Vol. 86 [8], p1415-1420 (2003). Remerciements This project is supported by the European STREP Program NAMAMET, 2004-2007 “Processing of NAnostructured Material through MEtastable Transformations” – contract No. NMP3-CT-2004-001470.





























