Embed Size (px)
Citation preview

Cathodic Deoxygenation of the Alpha Case on Titanium andAlloys in Molten Calcium Chloride
GEORGE ZHENG CHEN, DEREK J. FRAY and TOM W. FARTHING
The oxygen-enriched alpha case on titanium and alloys was successfully deoxygenated to satisfactorylevels by electrolysis in molten CaCl2, in which the cathode was made from the metal to be refined.The oxygen distribution in the metal before and after electrolysis was characterized by microhardnesstests, scanning electron microscopy (SEM), and energy-dispersive X-ray (EDX). The electrolysis hasbeen carried out at voltages sufficiently below that for the decomposition of CaCl2, and the resultsobtained suggest that the alpha case deoxygenation follows a simple oxygen ionization mechanismin which the oxygen in the metal is simply ionized at the cathode/electrolyte interface, dissolves inthe molten salt, and then discharges at the anode. It is shown that by applying the electrochemicalmethod, the alpha cases on both commercially pure titanium (CP Ti) and the Ti-6Al-4V alloy can beeffectively deoxygenated. In particular, due to the removal of oxygen, the original alpha case (singlephase) on the Ti-6Al-4V alloy has been converted back to the two-phase microstructure.
I. INTRODUCTION 8C, respectively.[6] Oxygen can also readily dissolve intosolid titanium at elevated temperatures (about 14 pct wtTITANIUM and its alloys are attractive engineeringbetween 600 8C and 1000 8C).[1,2,7] When exposed to oxygenmaterials because of their lightness, strength, and corrosionor air at elevated temperatures, titanium and alloys undergoresistance.[1,2,3] However, unlike common metals, such asthe aforementioned chemical and physical changes, i.e., thesteel, aluminium alloys, zinc, tin, copper, etc., titanium andformation of titanium oxides, particularly the dioxide, onits alloys only find applications in restricted areas such asthe surface and, under the oxide layer, a thin layer (up to aaeroplanes and golf clubs. This is not because of the rarityfew hundred microns) of oxygen-enriched metallic phase,of titanium, which is the ninth-most abundant element (5.65which is referred to as the alpha case. (The name is derived3 103 mg/kg) among all elements in the earth’s crust.[1–4]
from the fact that it is in the alpha phase and is very muchIts concentration is slightly over 1/15 that of aluminiumdistinguishable on alloys of mainly the beta phase or of both(8.23 3 104 mg/kg) and about 1/10 that of iron (5.63 3 104
of the alpha and beta phases.) Because of its high contentmg/kg) and is more abundant than the rest of the metalsof oxygen, the alpha case is mechanically hard and brittle,put together.[3,4] The restricted application of titanium-basedand this can cause a serious reduction in performance of themetals is, in fact, entirely due to the high cost of extractingmetal, especially in fatigue properties.[1,8]and processing the metal.[1–5] While the extraction cost of
Typical examples of alpha case formation can be foundeither pure or alloyed titanium is predicted to significantlyon (1) products that have undergone hot processing, suchdecrease, based on a recent report on a novel electrochemical
route,[5] here we would like to address one of the processing as rolled sheets; (2) materials after long-term service atproblems: the alpha case. elevated temperatures in air, such as the turbine blades and
Titanium can exist in more than one crystallographic form. compressor discs in jet engines; and (3) turnings and drillingsAt room temperature, it has a hexagonal, close-packed crys- resulting from machining.tal structure, referred to as alpha phase, but transforms to a For hot-rolled sheets, even after limited exposure to aircubic, bcc structure called beta phase, when heated to and at 800 8C, the alpha case might be 50- to 75-mm thick, and,beyond 883 8C.[1,2] The actual phase found in titanium alloys after hot rolling, the thickness may be increased to 120 tois strongly influenced by the alloying elements and their 200 mm. In current industry, the alpha case is invariablyconcentrations. Typically, elements such as oxygen and alu- removed by either mechanical or chemical milling (machin-minium stabilize the alpha phase, and vanadium and molyb- ing, grinding, or pickling in mixed HF and HNO3), whichdenum favor the beta phase.[1,2,3] By varying the type and alter the dimensions of the component and create wasteconcentration of each alloying element, single-phase (alpha products which may prove environmentally problematic inor beta) or two-phase (alpha and beta) alloys can be prepared. disposal. These operations are also costly, since the titanium
Titanium has a high affinity to oxygen. The reaction, contained in the removed alpha case is difficult to recover.Ti 1 O2 5 TiO2, has a very negative standard Gibbs free
Furthermore, this destructive method cannot be applied toenergy, which is 2785 and 2714 kJ/mol at 600 8C and 1000treat after-service materials, whose dimensions must bemaintained after the treatment, nor to the turnings/drillings,which do not allow machining and grinding and could beGEORGE ZHENG CHEN, Assistant Director of Research, and DEREKdestroyed completely by acid pickling. Other methods ofJ. FRAY, Head of Department and Professor of Materials Chemistry, are
with the Department of Materials Science and Metallurgy, University of oxygen removal have included treatment with calciumCambridge, Cambridge CB2 3QZ, United Kingdom. TOM W. FARTHING, metal,[9] as calcium oxide is much more stable than titaniumformerly Technical Director, Timet UK Ltd., West Midland, B6 7UR United
oxides, and the use of calcium-saturated calcium chloride.[10]Kingdom, is retired, Alresford, England SO24 0NJ.
Manuscript submitted January 8, 2001. The advantage of the latter method is that calcium oxide
METALLURGICAL AND MATERIALS TRANSACTIONS B VOLUME 32B, DECEMBER 2001—1041
can dissolve in calcium chloride at a reduced activity, permit-ting the achievement of lower oxygen contents in themetal.[10] However, the use of calcium metal can be bothexpensive and hazardous.[9]
An efficient, nonpolluting, nondestructive, safe and eco-nomical process for deoxidation or deoxygenation is, there-fore, urgently needed both for the treatment of scrap wasteas well as for primary titanium and alloys. In addition, thesame advantages would accrue if after-service materials con-taminated with oxygen, especially in complex shapes suchas those in an aero-engine, could be rejuvenated by a simpletreatment which reduces or eliminates the dissolved oxygencontent without affecting the overall dimensions.
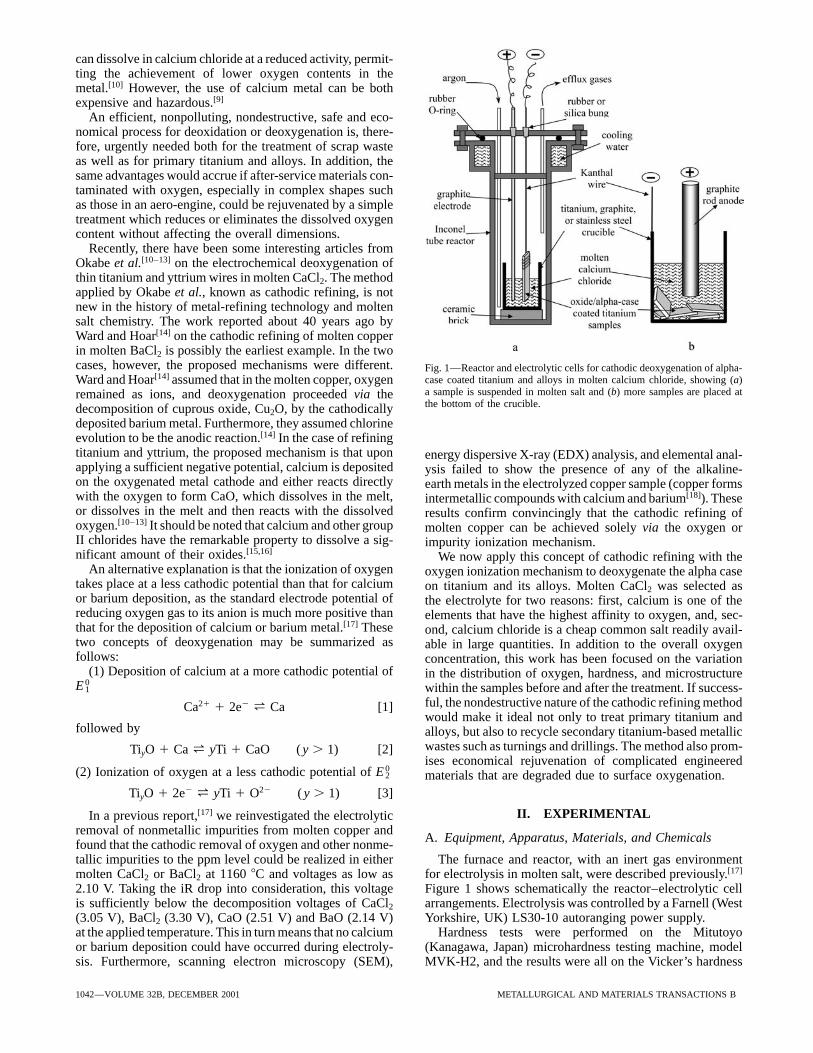
Recently, there have been some interesting articles fromOkabe et al.[10–13] on the electrochemical deoxygenation ofthin titanium and yttrium wires in molten CaCl2. The methodapplied by Okabe et al., known as cathodic refining, is notnew in the history of metal-refining technology and moltensalt chemistry. The work reported about 40 years ago byWard and Hoar[14] on the cathodic refining of molten copperin molten BaCl2 is possibly the earliest example. In the twocases, however, the proposed mechanisms were different. Fig. 1—Reactor and electrolytic cells for cathodic deoxygenation of alpha-
case coated titanium and alloys in molten calcium chloride, showing (a)Ward and Hoar[14] assumed that in the molten copper, oxygena sample is suspended in molten salt and (b) more samples are placed atremained as ions, and deoxygenation proceeded via thethe bottom of the crucible.decomposition of cuprous oxide, Cu2O, by the cathodically
deposited barium metal. Furthermore, they assumed chlorineevolution to be the anodic reaction.[14] In the case of refiningtitanium and yttrium, the proposed mechanism is that upon energy dispersive X-ray (EDX) analysis, and elemental anal-applying a sufficient negative potential, calcium is deposited ysis failed to show the presence of any of the alkaline-on the oxygenated metal cathode and either reacts directly earth metals in the electrolyzed copper sample (copper formswith the oxygen to form CaO, which dissolves in the melt, intermetallic compounds with calcium and barium[18]). Theseor dissolves in the melt and then reacts with the dissolved results confirm convincingly that the cathodic refining ofoxygen.[10–13] It should be noted that calcium and other group molten copper can be achieved solely via the oxygen orII chlorides have the remarkable property to dissolve a sig- impurity ionization mechanism.nificant amount of their oxides.[15,16] We now apply this concept of cathodic refining with the
An alternative explanation is that the ionization of oxygen oxygen ionization mechanism to deoxygenate the alpha casetakes place at a less cathodic potential than that for calcium on titanium and its alloys. Molten CaCl2 was selected asor barium deposition, as the standard electrode potential of the electrolyte for two reasons: first, calcium is one of thereducing oxygen gas to its anion is much more positive than elements that have the highest affinity to oxygen, and, sec-that for the deposition of calcium or barium metal.[17] These ond, calcium chloride is a cheap common salt readily avail-two concepts of deoxygenation may be summarized as able in large quantities. In addition to the overall oxygenfollows: concentration, this work has been focused on the variation
(1) Deposition of calcium at a more cathodic potential of in the distribution of oxygen, hardness, and microstructureE 0
1 within the samples before and after the treatment. If success-ful, the nondestructive nature of the cathodic refining methodCa21 1 2e2 s Ca [1]would make it ideal not only to treat primary titanium and
followed by alloys, but also to recycle secondary titanium-based metallicwastes such as turnings and drillings. The method also prom-TiyO 1 Ca s yTi 1 CaO ( y . 1) [2]ises economical rejuvenation of complicated engineered
(2) Ionization of oxygen at a less cathodic potential of E 02 materials that are degraded due to surface oxygenation.
TiyO 1 2e2 s yTi 1 O22 ( y . 1) [3]
II. EXPERIMENTALIn a previous report,[17] we reinvestigated the electrolyticremoval of nonmetallic impurities from molten copper and
A. Equipment, Apparatus, Materials, and Chemicalsfound that the cathodic removal of oxygen and other nonme-tallic impurities to the ppm level could be realized in either The furnace and reactor, with an inert gas environment
for electrolysis in molten salt, were described previously.[17]molten CaCl2 or BaCl2 at 1160 8C and voltages as low as2.10 V. Taking the iR drop into consideration, this voltage Figure 1 shows schematically the reactor–electrolytic cell
arrangements. Electrolysis was controlled by a Farnell (Westis sufficiently below the decomposition voltages of CaCl2
(3.05 V), BaCl2 (3.30 V), CaO (2.51 V) and BaO (2.14 V) Yorkshire, UK) LS30-10 autoranging power supply.Hardness tests were performed on the Mitutoyoat the applied temperature. This in turn means that no calcium
or barium deposition could have occurred during electroly- (Kanagawa, Japan) microhardness testing machine, modelMVK-H2, and the results were all on the Vicker’s hardnesssis. Furthermore, scanning electron microscopy (SEM),
1042—VOLUME 32B, DECEMBER 2001 METALLURGICAL AND MATERIALS TRANSACTIONS B

Table I. Various Titanium Samples Used in This Work
Samples Sources Geometry Oxygen Concentration
CP Ti (A) Timet UK Ltd foil, 1.0-mm thickness 1430 to 1450 ppmCP Ti (B) Timet UK Ltd round bar, 60-mm diameter 4300 ppmCP Ti (C) Aldrich foil, 2.0-mm thickness 800 to 2000 ppmTi-6Al-4V (D) Timet UK Ltd foil, 1.0-mm thickness 2500 ppmTi-6Al-4V (E) GKN plc foil, 1-mm thickness coated with dark-brown scale
scale and represented by the Vicker’s hardness number being revealed by grinding and polishing down to a 1 mmsmoothness. An etchant (0.16 to 2.00 pct HF 1 15.0 to 35.0(VHN). Detailed microscopic information was obtained
using optical microscopes or a JEOL* 5800LV scanning pct HNO3) was applied to reveal the grain structure.
*JEOL is a trademark of Japan Electron Optics Ltd., Tokyo.
C. Electrolysiselectron microscope, which was also capable of performingEDX analysis.
Electrolysis was performed on the thermally dried moltenVarious titanium samples were obtained from Timet UKCaCl2 contained in a cylindrical crucible made from eitherLtd. (West Midland, UK), Aldrich (Dorset, UK), and GKNtitanium, graphite, alumina, or stainless steel. The crucibleplc (Worcestershire, UK) and are described in Table I. Graph-was placed in the vertical tube reactor, which was sealedite rods of various dimensions were purchased from Graphiteand continuously purged by an argon flow (100 to 150Technology plc or Multi-Lab Ltd. All electric connectionscm3/min) during the whole experimental period (details oninside the reactor were made by KANTHAL* wires. Cylin-environmental control in the reactor were described pre-
*KANTHAL is a trademark of KANTHAL AB, Hallstahammar, Sweden. viously[17]). Unless specified, pre-electrolysis was alwaysapplied to further remove residual moisture in the molten
drical crucibles (25 to 50 mm i.d. and 80 to 120 mm depth) salt. In cases where the crucible material was electricallywere made from titanium, graphite, stainless steel, or alu- conductive, pre-electrolysis was done by applying a voltagemina. Pure argon, (99.991 pct) from Air Products (Surrey, of 2.5 to 2.8 V between a graphite-rod anode and the wallUK), was used to purge air from the reactor. Dry CaCl2 of the crucible. For the alumina crucible, an independentpowder was prepared by heating slowly (0.12 8C/min) the cathode made from a large titanium foil (surface area: ,10ACS reagent CaCl2 ? 2H2O (Aldrich) in air to 270 8C to cm2) was used. The pre-electrolysis time was usually within300 8C, at which temperature it was held for at least 2 about 2 hours, until the current dropped to below the ex-hours.[17] All other chemicals of the ACS (Washington, DC) pected residual value (for the anode, about 102 A/m2 at 2.5or higher grade were purchased from Aldrich. V and 950 8C). For samples to be deoxygenated, the two-
electrode mode was employed with a graphite-rod anodewhose surface area in contact with the molten salt was 12B. Preparation and Characterization of Oxygenatedto 15 cm2.Titanium Samples
Cathodic deoxygenation of the sample was carried out inTwo types of oxygenated titanium samples were used. two ways. First, the sample foil was ground at one end, to
The first type was simply the three CP Ti samples (CP Ti which a KANTHAL wire was fixed for electric connection.(A), (B), and (C)) and the Timet foil (Ti-6Al-4V (D)) samples It was then suspended in the molten salt at the workingmentioned previously. The CP Ti (B) was cut into foils of temperature. The surface area of the sample cathode in con-3 to 5 mm in thickness with a bandsaw machine. In these tact with the molten salt was 2 to 3 cm2. In some cases, asamples, the oxygen distribution was considered to be uni- diaphragm, either made from a perforated titanium foil[10]
form from the surface to the center. They are, therefore, or a porous alumina tile,[17] was applied to separate thenamed as “uniform samples” in the following text. The anolyte from the catholyte. However, the diaphragm wassecond type, named as “alpha case samples,” included the found to be unnecessary to achieve satisfactory deoxygen-oxidized GKN foil (Ti-6Al-4V (E)) and those prepared from ation. After electrolysis, the sample cathode was removedsamples CP Ti (A) and CP Ti (C), which were cut into strips from the molten salt at a desired temperature, cooled in air,of 3 to 5 mm in width and 80 to 100 mm in length and were and washed in water. Second, relatively small samples wereheated at typically 500 8C to 900 8C in air for 10 to 106
placed at the bottom of the titanium crucible, which wasseconds. The heating of the CP Ti samples in air was expec- then filled with the dry salt powder, heated to the workingted to result in the formation of an oxide scale on the sample’s temperature, and electrolyzed, with the crucible functioningsurface and, beneath the scale, a thin layer of oxygen- as the cathodic current collector. After electrolysis, the cruci-enriched metallic phase, i.e., the alpha case.[2,8,19]
ble and its content were allowed to cool inside the tubeThe uniform and alpha case samples were most frequently reactor, which was continuously purged by argon until the
characterized by optical microscopy and hardness tests and, temperature dropped to below 700 8C (the melting point ofoccasionally, by SEM and EDX. In these cases, the sample CaCl2 is 762 8C). The crucible was removed from the reactorwas manually cut into small pieces and mounted into a and further cooled in air. The solidified salt was extractedconductive BAKELITE* mount, with the cross section into water under stirring, and the samples were then col-
lected. Although the second method is more tedious than*BAKELITE is a trademark of Bakelite AG, Iserlohn, Germany.the first, it resembled a basket electrode (which can be easily
METALLURGICAL AND MATERIALS TRANSACTIONS B VOLUME 32B, DECEMBER 2001—1043
removed from the molten salt) and allowed the deoxygen-ation of many small samples in one experiment.
III. RESULTS AND DISCUSSION
A. The Hardness Characteristics of OxygenatedTitanium Samples
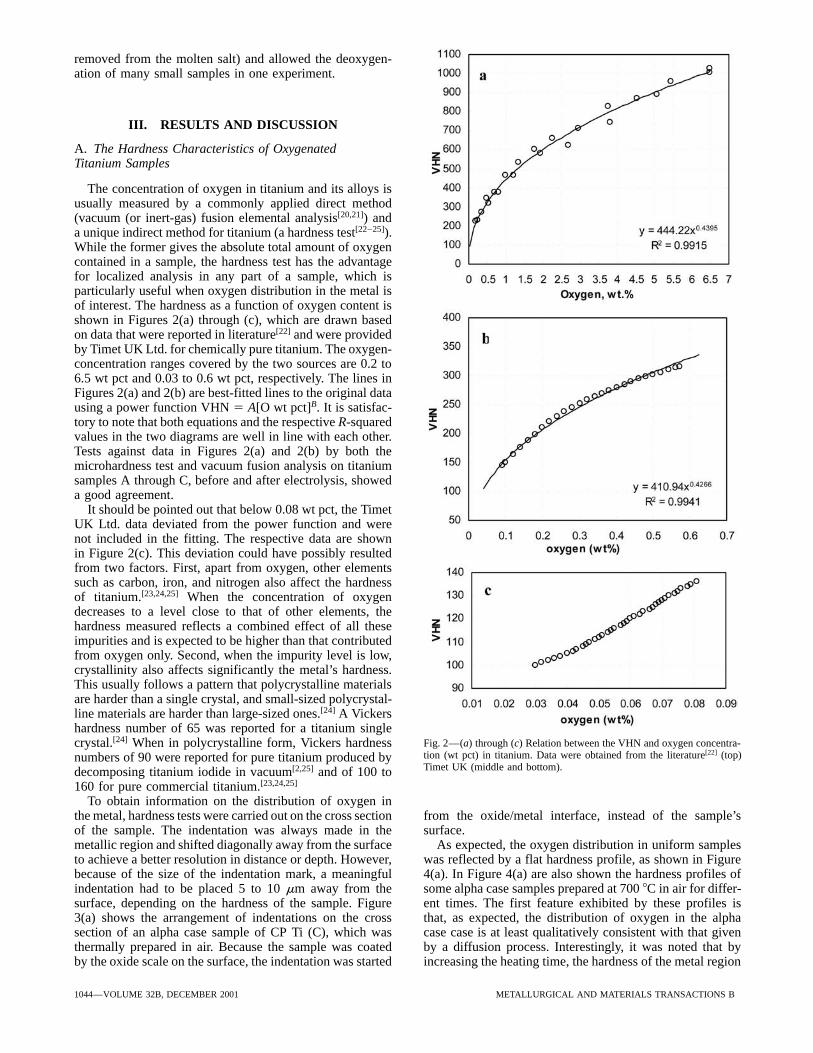
The concentration of oxygen in titanium and its alloys isusually measured by a commonly applied direct method(vacuum (or inert-gas) fusion elemental analysis[20,21]) anda unique indirect method for titanium (a hardness test[22–25]).While the former gives the absolute total amount of oxygencontained in a sample, the hardness test has the advantagefor localized analysis in any part of a sample, which isparticularly useful when oxygen distribution in the metal isof interest. The hardness as a function of oxygen content isshown in Figures 2(a) through (c), which are drawn basedon data that were reported in literature[22] and were providedby Timet UK Ltd. for chemically pure titanium. The oxygen-concentration ranges covered by the two sources are 0.2 to6.5 wt pct and 0.03 to 0.6 wt pct, respectively. The lines inFigures 2(a) and 2(b) are best-fitted lines to the original datausing a power function VHN 5 A[O wt pct]B. It is satisfac-tory to note that both equations and the respective R-squaredvalues in the two diagrams are well in line with each other.Tests against data in Figures 2(a) and 2(b) by both themicrohardness test and vacuum fusion analysis on titaniumsamples A through C, before and after electrolysis, showeda good agreement.
It should be pointed out that below 0.08 wt pct, the TimetUK Ltd. data deviated from the power function and werenot included in the fitting. The respective data are shownin Figure 2(c). This deviation could have possibly resultedfrom two factors. First, apart from oxygen, other elementssuch as carbon, iron, and nitrogen also affect the hardnessof titanium.[23,24,25] When the concentration of oxygendecreases to a level close to that of other elements, thehardness measured reflects a combined effect of all theseimpurities and is expected to be higher than that contributedfrom oxygen only. Second, when the impurity level is low,crystallinity also affects significantly the metal’s hardness.This usually follows a pattern that polycrystalline materialsare harder than a single crystal, and small-sized polycrystal-line materials are harder than large-sized ones.[24] A Vickershardness number of 65 was reported for a titanium single
Fig. 2—(a) through (c) Relation between the VHN and oxygen concentra-crystal.[24] When in polycrystalline form, Vickers hardnesstion (wt pct) in titanium. Data were obtained from the literature[22] (top)numbers of 90 were reported for pure titanium produced byTimet UK (middle and bottom).decomposing titanium iodide in vacuum[2,25] and of 100 to
160 for pure commercial titanium.[23,24,25]
To obtain information on the distribution of oxygen inthe metal, hardness tests were carried out on the cross section from the oxide/metal interface, instead of the sample’s
surface.of the sample. The indentation was always made in themetallic region and shifted diagonally away from the surface As expected, the oxygen distribution in uniform samples
was reflected by a flat hardness profile, as shown in Figureto achieve a better resolution in distance or depth. However,because of the size of the indentation mark, a meaningful 4(a). In Figure 4(a) are also shown the hardness profiles of
some alpha case samples prepared at 700 8C in air for differ-indentation had to be placed 5 to 10 mm away from thesurface, depending on the hardness of the sample. Figure ent times. The first feature exhibited by these profiles is
that, as expected, the distribution of oxygen in the alpha3(a) shows the arrangement of indentations on the crosssection of an alpha case sample of CP Ti (C), which was case case is at least qualitatively consistent with that given
by a diffusion process. Interestingly, it was noted that bythermally prepared in air. Because the sample was coatedby the oxide scale on the surface, the indentation was started increasing the heating time, the hardness of the metal region
1044—VOLUME 32B, DECEMBER 2001 METALLURGICAL AND MATERIALS TRANSACTIONS B
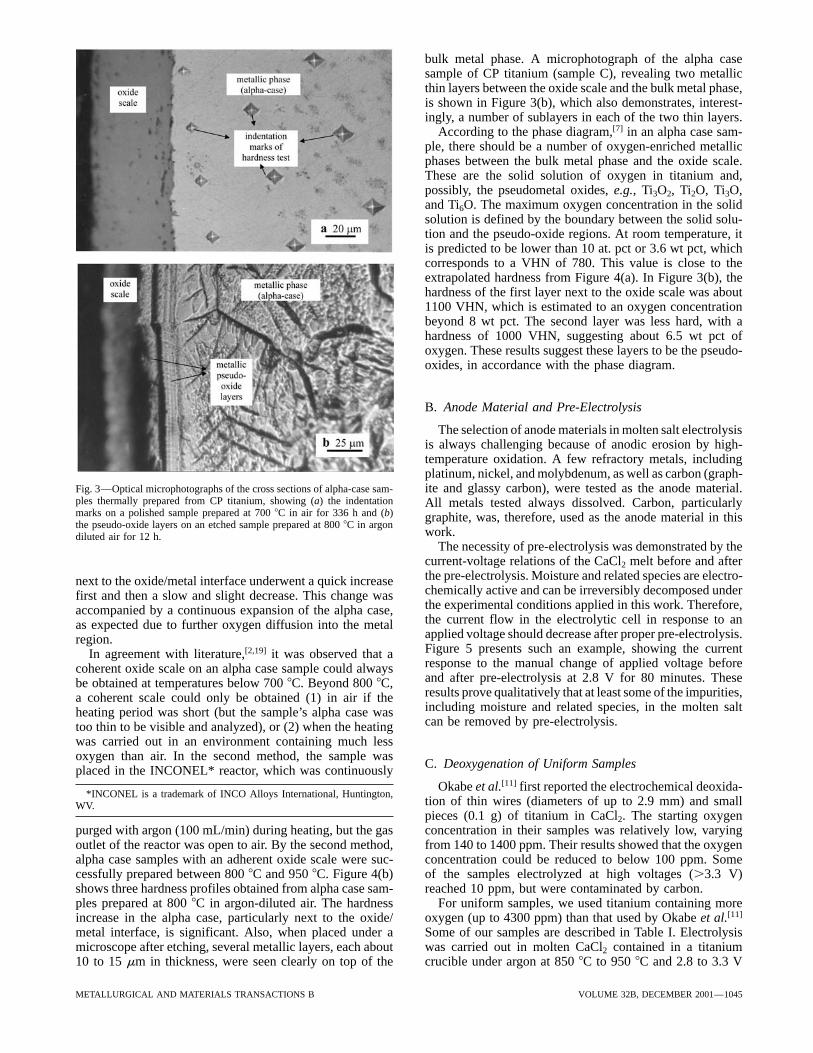
bulk metal phase. A microphotograph of the alpha casesample of CP titanium (sample C), revealing two metallicthin layers between the oxide scale and the bulk metal phase,is shown in Figure 3(b), which also demonstrates, interest-ingly, a number of sublayers in each of the two thin layers.
According to the phase diagram,[7] in an alpha case sam-ple, there should be a number of oxygen-enriched metallicphases between the bulk metal phase and the oxide scale.These are the solid solution of oxygen in titanium and,possibly, the pseudometal oxides, e.g., Ti3O2, Ti2O, Ti3O,and Ti6O. The maximum oxygen concentration in the solidsolution is defined by the boundary between the solid solu-tion and the pseudo-oxide regions. At room temperature, itis predicted to be lower than 10 at. pct or 3.6 wt pct, whichcorresponds to a VHN of 780. This value is close to theextrapolated hardness from Figure 4(a). In Figure 3(b), thehardness of the first layer next to the oxide scale was about1100 VHN, which is estimated to an oxygen concentrationbeyond 8 wt pct. The second layer was less hard, with ahardness of 1000 VHN, suggesting about 6.5 wt pct ofoxygen. These results suggest these layers to be the pseudo-oxides, in accordance with the phase diagram.
B. Anode Material and Pre-Electrolysis
The selection of anode materials in molten salt electrolysisis always challenging because of anodic erosion by high-temperature oxidation. A few refractory metals, includingplatinum, nickel, and molybdenum, as well as carbon (graph-
Fig. 3—Optical microphotographs of the cross sections of alpha-case sam- ite and glassy carbon), were tested as the anode material.ples thermally prepared from CP titanium, showing (a) the indentation All metals tested always dissolved. Carbon, particularlymarks on a polished sample prepared at 700 8C in air for 336 h and (b) graphite, was, therefore, used as the anode material in thisthe pseudo-oxide layers on an etched sample prepared at 800 8C in argon
work.diluted air for 12 h.The necessity of pre-electrolysis was demonstrated by the
current-voltage relations of the CaCl2 melt before and afterthe pre-electrolysis. Moisture and related species are electro-next to the oxide/metal interface underwent a quick increasechemically active and can be irreversibly decomposed underfirst and then a slow and slight decrease. This change wasthe experimental conditions applied in this work. Therefore,accompanied by a continuous expansion of the alpha case,the current flow in the electrolytic cell in response to anas expected due to further oxygen diffusion into the metalapplied voltage should decrease after proper pre-electrolysis.region.Figure 5 presents such an example, showing the currentIn agreement with literature,[2,19] it was observed that aresponse to the manual change of applied voltage beforecoherent oxide scale on an alpha case sample could alwaysand after pre-electrolysis at 2.8 V for 80 minutes. Thesebe obtained at temperatures below 700 8C. Beyond 800 8C,results prove qualitatively that at least some of the impurities,a coherent scale could only be obtained (1) in air if theincluding moisture and related species, in the molten saltheating period was short (but the sample’s alpha case wascan be removed by pre-electrolysis.too thin to be visible and analyzed), or (2) when the heating
was carried out in an environment containing much lessoxygen than air. In the second method, the sample was
C. Deoxygenation of Uniform Samplesplaced in the INCONEL* reactor, which was continuouslyOkabe et al.[11] first reported the electrochemical deoxida-
*INCONEL is a trademark of INCO Alloys International, Huntington,tion of thin wires (diameters of up to 2.9 mm) and smallWV.pieces (0.1 g) of titanium in CaCl2. The starting oxygenconcentration in their samples was relatively low, varyingpurged with argon (100 mL/min) during heating, but the gas
outlet of the reactor was open to air. By the second method, from 140 to 1400 ppm. Their results showed that the oxygenconcentration could be reduced to below 100 ppm. Somealpha case samples with an adherent oxide scale were suc-
cessfully prepared between 800 8C and 950 8C. Figure 4(b) of the samples electrolyzed at high voltages (.3.3 V)reached 10 ppm, but were contaminated by carbon.shows three hardness profiles obtained from alpha case sam-
ples prepared at 800 8C in argon-diluted air. The hardness For uniform samples, we used titanium containing moreoxygen (up to 4300 ppm) than that used by Okabe et al.[11]increase in the alpha case, particularly next to the oxide/
metal interface, is significant. Also, when placed under a Some of our samples are described in Table I. Electrolysiswas carried out in molten CaCl2 contained in a titaniummicroscope after etching, several metallic layers, each about
10 to 15 mm in thickness, were seen clearly on top of the crucible under argon at 850 8C to 950 8C and 2.8 to 3.3 V
METALLURGICAL AND MATERIALS TRANSACTIONS B VOLUME 32B, DECEMBER 2001—1045
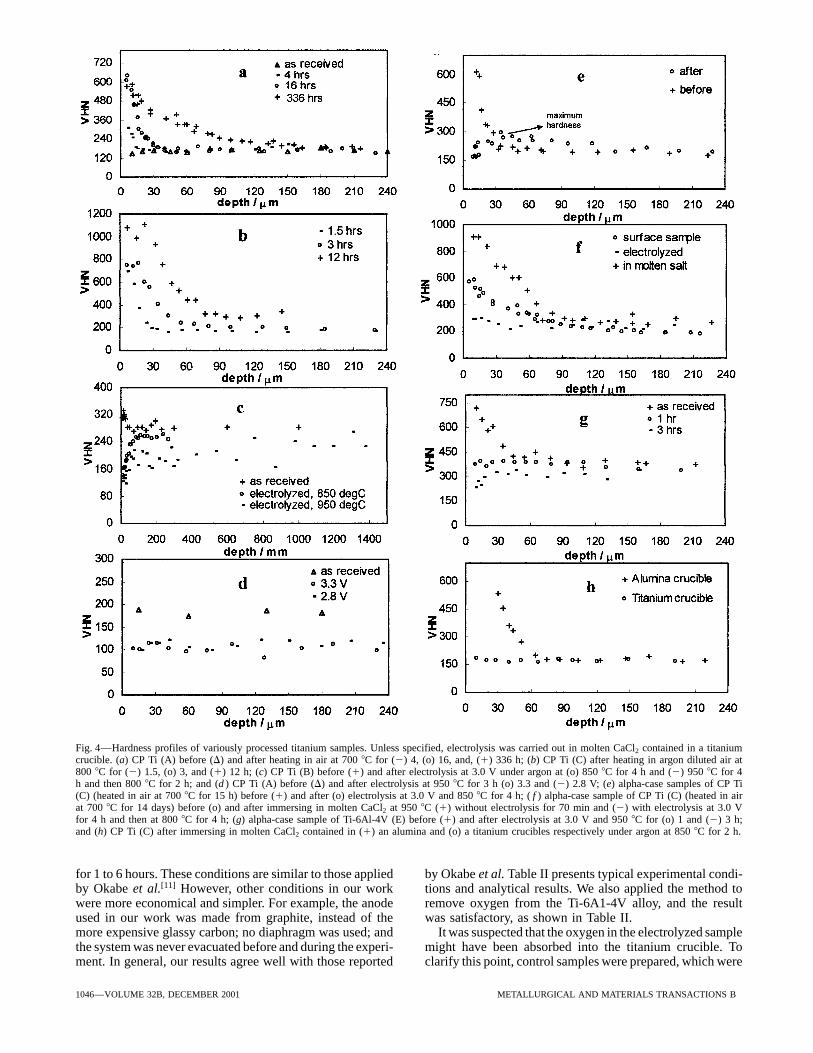
Fig. 4—Hardness profiles of variously processed titanium samples. Unless specified, electrolysis was carried out in molten CaCl2 contained in a titaniumcrucible. (a) CP Ti (A) before (D) and after heating in air at 700 8C for (2) 4, (o) 16, and, (1) 336 h; (b) CP Ti (C) after heating in argon diluted air at800 8C for (2) 1.5, (o) 3, and (1) 12 h; (c) CP Ti (B) before (1) and after electrolysis at 3.0 V under argon at (o) 850 8C for 4 h and (2) 950 8C for 4h and then 800 8C for 2 h; and (d ) CP Ti (A) before (D) and after electrolysis at 950 8C for 3 h (o) 3.3 and (2) 2.8 V; (e) alpha-case samples of CP Ti(C) (heated in air at 700 8C for 15 h) before (1) and after (o) electrolysis at 3.0 V and 850 8C for 4 h; ( f ) alpha-case sample of CP Ti (C) (heated in airat 700 8C for 14 days) before (o) and after immersing in molten CaCl2 at 950 8C (1) without electrolysis for 70 min and (2) with electrolysis at 3.0 Vfor 4 h and then at 800 8C for 4 h; (g) alpha-case sample of Ti-6Al-4V (E) before (1) and after electrolysis at 3.0 V and 950 8C for (o) 1 and (2) 3 h;and (h) CP Ti (C) after immersing in molten CaCl2 contained in (1) an alumina and (o) a titanium crucibles respectively under argon at 850 8C for 2 h.
for 1 to 6 hours. These conditions are similar to those applied by Okabe et al. Table II presents typical experimental condi-tions and analytical results. We also applied the method toby Okabe et al.[11] However, other conditions in our work
were more economical and simpler. For example, the anode remove oxygen from the Ti-6A1-4V alloy, and the resultwas satisfactory, as shown in Table II.used in our work was made from graphite, instead of the
more expensive glassy carbon; no diaphragm was used; and It was suspected that the oxygen in the electrolyzed samplemight have been absorbed into the titanium crucible. Tothe system was never evacuated before and during the experi-
ment. In general, our results agree well with those reported clarify this point, control samples were prepared, which were
1046—VOLUME 32B, DECEMBER 2001 METALLURGICAL AND MATERIALS TRANSACTIONS B
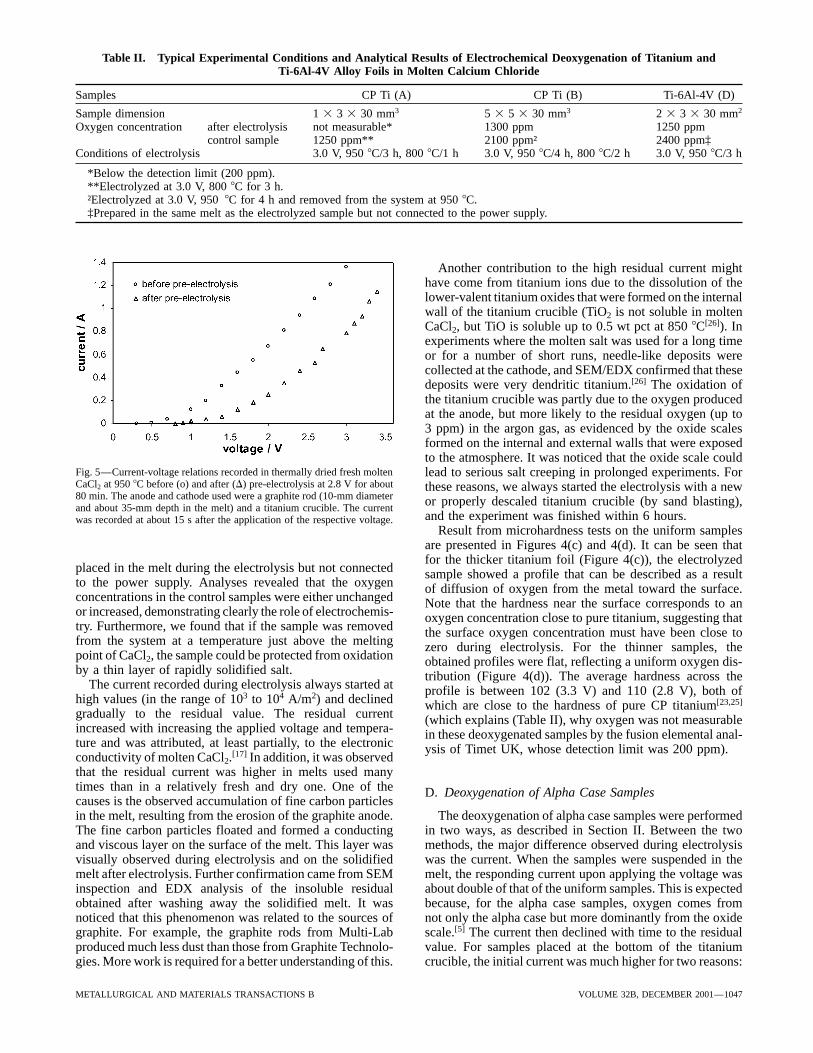
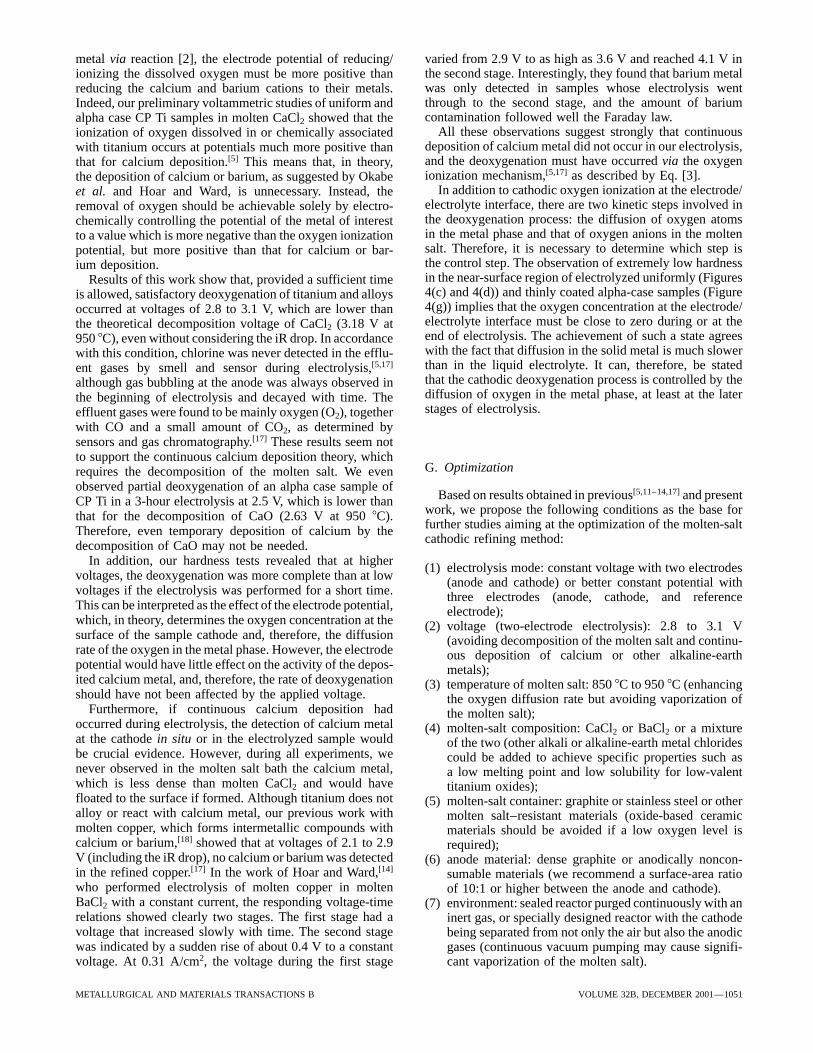
Table II. Typical Experimental Conditions and Analytical Results of Electrochemical Deoxygenation of Titanium andTi-6Al-4V Alloy Foils in Molten Calcium Chloride
Samples CP Ti (A) CP Ti (B) Ti-6Al-4V (D)
Sample dimension 1 3 3 3 30 mm3 5 3 5 3 30 mm3 2 3 3 3 30 mm2
Oxygen concentration after electrolysis not measurable* 1300 ppm 1250 ppmcontrol sample 1250 ppm** 2100 ppm† 2400 ppm‡
Conditions of electrolysis 3.0 V, 950 8C/3 h, 800 8C/1 h 3.0 V, 950 8C/4 h, 800 8C/2 h 3.0 V, 950 8C/3 h
*Below the detection limit (200 ppm).**Electrolyzed at 3.0 V, 800 8C for 3 h.†Electrolyzed at 3.0 V, 950 8C for 4 h and removed from the system at 950 8C.‡Prepared in the same melt as the electrolyzed sample but not connected to the power supply.
Another contribution to the high residual current mighthave come from titanium ions due to the dissolution of thelower-valent titanium oxides that were formed on the internalwall of the titanium crucible (TiO2 is not soluble in moltenCaCl2, but TiO is soluble up to 0.5 wt pct at 850 8C[26]). Inexperiments where the molten salt was used for a long timeor for a number of short runs, needle-like deposits werecollected at the cathode, and SEM/EDX confirmed that thesedeposits were very dendritic titanium.[26] The oxidation ofthe titanium crucible was partly due to the oxygen producedat the anode, but more likely to the residual oxygen (up to3 ppm) in the argon gas, as evidenced by the oxide scalesformed on the internal and external walls that were exposedto the atmosphere. It was noticed that the oxide scale could
Fig. 5—Current-voltage relations recorded in thermally dried fresh molten lead to serious salt creeping in prolonged experiments. ForCaCl2 at 950 8C before (o) and after (D) pre-electrolysis at 2.8 V for about these reasons, we always started the electrolysis with a new80 min. The anode and cathode used were a graphite rod (10-mm diameter or properly descaled titanium crucible (by sand blasting),and about 35-mm depth in the melt) and a titanium crucible. The current
and the experiment was finished within 6 hours.was recorded at about 15 s after the application of the respective voltage.Result from microhardness tests on the uniform samples
are presented in Figures 4(c) and 4(d). It can be seen thatfor the thicker titanium foil (Figure 4(c)), the electrolyzed
placed in the melt during the electrolysis but not connected sample showed a profile that can be described as a resultto the power supply. Analyses revealed that the oxygen of diffusion of oxygen from the metal toward the surface.concentrations in the control samples were either unchanged Note that the hardness near the surface corresponds to anor increased, demonstrating clearly the role of electrochemis- oxygen concentration close to pure titanium, suggesting thattry. Furthermore, we found that if the sample was removed the surface oxygen concentration must have been close tofrom the system at a temperature just above the melting zero during electrolysis. For the thinner samples, thepoint of CaCl2, the sample could be protected from oxidation obtained profiles were flat, reflecting a uniform oxygen dis-by a thin layer of rapidly solidified salt. tribution (Figure 4(d)). The average hardness across the
The current recorded during electrolysis always started at profile is between 102 (3.3 V) and 110 (2.8 V), both ofhigh values (in the range of 103 to 104 A/m2) and declined which are close to the hardness of pure CP titanium[23,25]
gradually to the residual value. The residual current (which explains (Table II), why oxygen was not measurableincreased with increasing the applied voltage and tempera- in these deoxygenated samples by the fusion elemental anal-ture and was attributed, at least partially, to the electronic ysis of Timet UK, whose detection limit was 200 ppm).conductivity of molten CaCl2.[17] In addition, it was observedthat the residual current was higher in melts used manytimes than in a relatively fresh and dry one. One of the D. Deoxygenation of Alpha Case Samplescauses is the observed accumulation of fine carbon particlesin the melt, resulting from the erosion of the graphite anode. The deoxygenation of alpha case samples were performed
in two ways, as described in Section II. Between the twoThe fine carbon particles floated and formed a conductingand viscous layer on the surface of the melt. This layer was methods, the major difference observed during electrolysis
was the current. When the samples were suspended in thevisually observed during electrolysis and on the solidifiedmelt after electrolysis. Further confirmation came from SEM melt, the responding current upon applying the voltage was
about double of that of the uniform samples. This is expectedinspection and EDX analysis of the insoluble residualobtained after washing away the solidified melt. It was because, for the alpha case samples, oxygen comes from
not only the alpha case but more dominantly from the oxidenoticed that this phenomenon was related to the sources ofgraphite. For example, the graphite rods from Multi-Lab scale.[5] The current then declined with time to the residual
value. For samples placed at the bottom of the titaniumproduced much less dust than those from Graphite Technolo-gies. More work is required for a better understanding of this. crucible, the initial current was much higher for two reasons:
METALLURGICAL AND MATERIALS TRANSACTIONS B VOLUME 32B, DECEMBER 2001—1047
4(f). It was also observed that the maximum hardness disap-peared after performing the electrolysis for a longer time(Figure 4(f)).
The successful experiments described previously encour-aged us to test the method on real samples. The results foran alpha-case coated Ti alloy sheet, Ti-6A1-4V (E), areshown in Figure 7(a). This sheet had a dark brown coloron the surface, apparently resulting from serious oxidation.Upon inspection of the cross section, it was noticed that theoxide layer on the sheet was too thin to be visible underthe microscope (Figure 7(b)). However, the alpha case wasclearly revealed by a hardness test and confirmed by thebackscattered SEM image (Figures 4(g) and 7(b)). (TheFig. 6—Current-time relations recorded during electrolysis of alpha-case
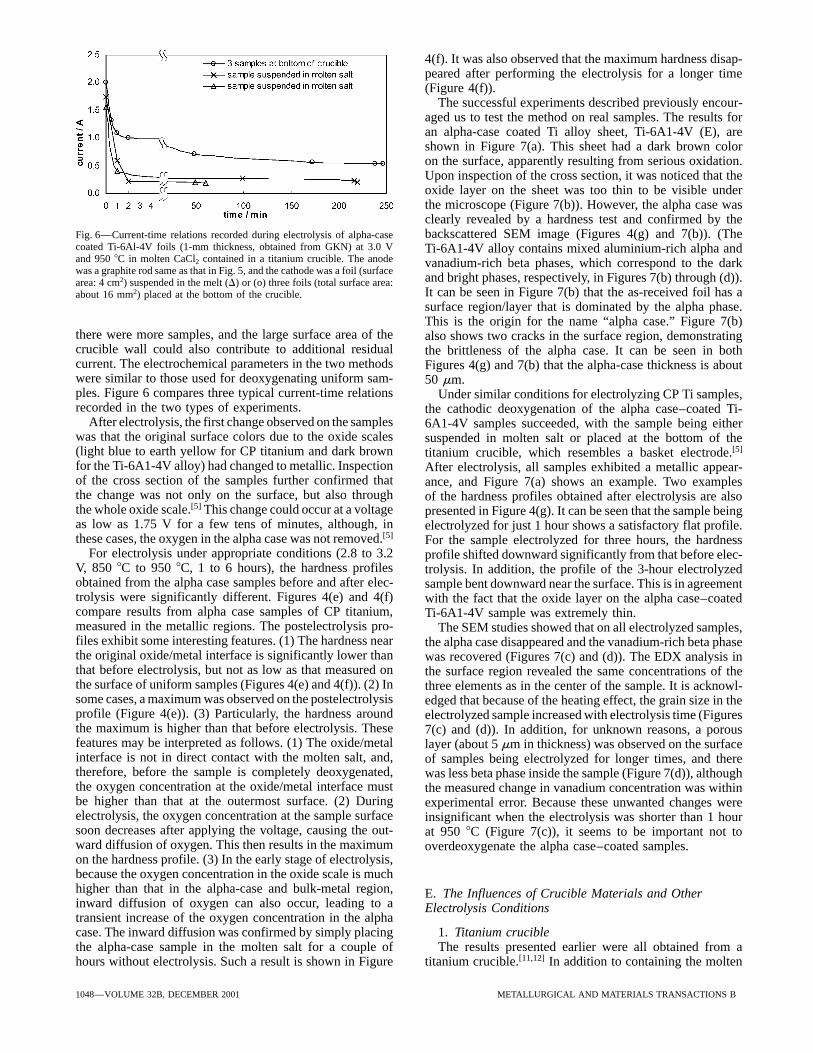
coated Ti-6Al-4V foils (1-mm thickness, obtained from GKN) at 3.0 V Ti-6A1-4V alloy contains mixed aluminium-rich alpha andand 950 8C in molten CaCl2 contained in a titanium crucible. The anode vanadium-rich beta phases, which correspond to the darkwas a graphite rod same as that in Fig. 5, and the cathode was a foil (surface
and bright phases, respectively, in Figures 7(b) through (d)).area: 4 cm2) suspended in the melt (D) or (o) three foils (total surface area:It can be seen in Figure 7(b) that the as-received foil has aabout 16 mm2) placed at the bottom of the crucible.surface region/layer that is dominated by the alpha phase.This is the origin for the name “alpha case.” Figure 7(b)
there were more samples, and the large surface area of the also shows two cracks in the surface region, demonstratingcrucible wall could also contribute to additional residual the brittleness of the alpha case. It can be seen in bothcurrent. The electrochemical parameters in the two methods Figures 4(g) and 7(b) that the alpha-case thickness is aboutwere similar to those used for deoxygenating uniform sam- 50 mm.ples. Figure 6 compares three typical current-time relations Under similar conditions for electrolyzing CP Ti samples,recorded in the two types of experiments. the cathodic deoxygenation of the alpha case–coated Ti-
After electrolysis, the first change observed on the samples 6A1-4V samples succeeded, with the sample being eitherwas that the original surface colors due to the oxide scales suspended in molten salt or placed at the bottom of the(light blue to earth yellow for CP titanium and dark brown titanium crucible, which resembles a basket electrode.[5]
for the Ti-6A1-4V alloy) had changed to metallic. Inspection After electrolysis, all samples exhibited a metallic appear-of the cross section of the samples further confirmed that ance, and Figure 7(a) shows an example. Two examplesthe change was not only on the surface, but also through of the hardness profiles obtained after electrolysis are alsothe whole oxide scale.[5] This change could occur at a voltage presented in Figure 4(g). It can be seen that the sample beingas low as 1.75 V for a few tens of minutes, although, in electrolyzed for just 1 hour shows a satisfactory flat profile.these cases, the oxygen in the alpha case was not removed.[5] For the sample electrolyzed for three hours, the hardness
For electrolysis under appropriate conditions (2.8 to 3.2 profile shifted downward significantly from that before elec-V, 850 8C to 950 8C, 1 to 6 hours), the hardness profiles trolysis. In addition, the profile of the 3-hour electrolyzedobtained from the alpha case samples before and after elec- sample bent downward near the surface. This is in agreementtrolysis were significantly different. Figures 4(e) and 4(f) with the fact that the oxide layer on the alpha case–coatedcompare results from alpha case samples of CP titanium, Ti-6A1-4V sample was extremely thin.measured in the metallic regions. The postelectrolysis pro- The SEM studies showed that on all electrolyzed samples,files exhibit some interesting features. (1) The hardness near the alpha case disappeared and the vanadium-rich beta phasethe original oxide/metal interface is significantly lower than was recovered (Figures 7(c) and (d)). The EDX analysis inthat before electrolysis, but not as low as that measured on the surface region revealed the same concentrations of thethe surface of uniform samples (Figures 4(e) and 4(f)). (2) In three elements as in the center of the sample. It is acknowl-some cases, a maximum was observed on the postelectrolysis edged that because of the heating effect, the grain size in theprofile (Figure 4(e)). (3) Particularly, the hardness around electrolyzed sample increased with electrolysis time (Figuresthe maximum is higher than that before electrolysis. These 7(c) and (d)). In addition, for unknown reasons, a porousfeatures may be interpreted as follows. (1) The oxide/metal layer (about 5 mm in thickness) was observed on the surfaceinterface is not in direct contact with the molten salt, and, of samples being electrolyzed for longer times, and theretherefore, before the sample is completely deoxygenated, was less beta phase inside the sample (Figure 7(d)), althoughthe oxygen concentration at the oxide/metal interface must the measured change in vanadium concentration was withinbe higher than that at the outermost surface. (2) During experimental error. Because these unwanted changes wereelectrolysis, the oxygen concentration at the sample surface insignificant when the electrolysis was shorter than 1 hoursoon decreases after applying the voltage, causing the out- at 950 8C (Figure 7(c)), it seems to be important not toward diffusion of oxygen. This then results in the maximum overdeoxygenate the alpha case–coated samples.on the hardness profile. (3) In the early stage of electrolysis,because the oxygen concentration in the oxide scale is muchhigher than that in the alpha-case and bulk-metal region, E. The Influences of Crucible Materials and Otherinward diffusion of oxygen can also occur, leading to a Electrolysis Conditionstransient increase of the oxygen concentration in the alphacase. The inward diffusion was confirmed by simply placing 1. Titanium crucible
The results presented earlier were all obtained from athe alpha-case sample in the molten salt for a couple ofhours without electrolysis. Such a result is shown in Figure titanium crucible.[11,12] In addition to containing the molten
1048—VOLUME 32B, DECEMBER 2001 METALLURGICAL AND MATERIALS TRANSACTIONS B
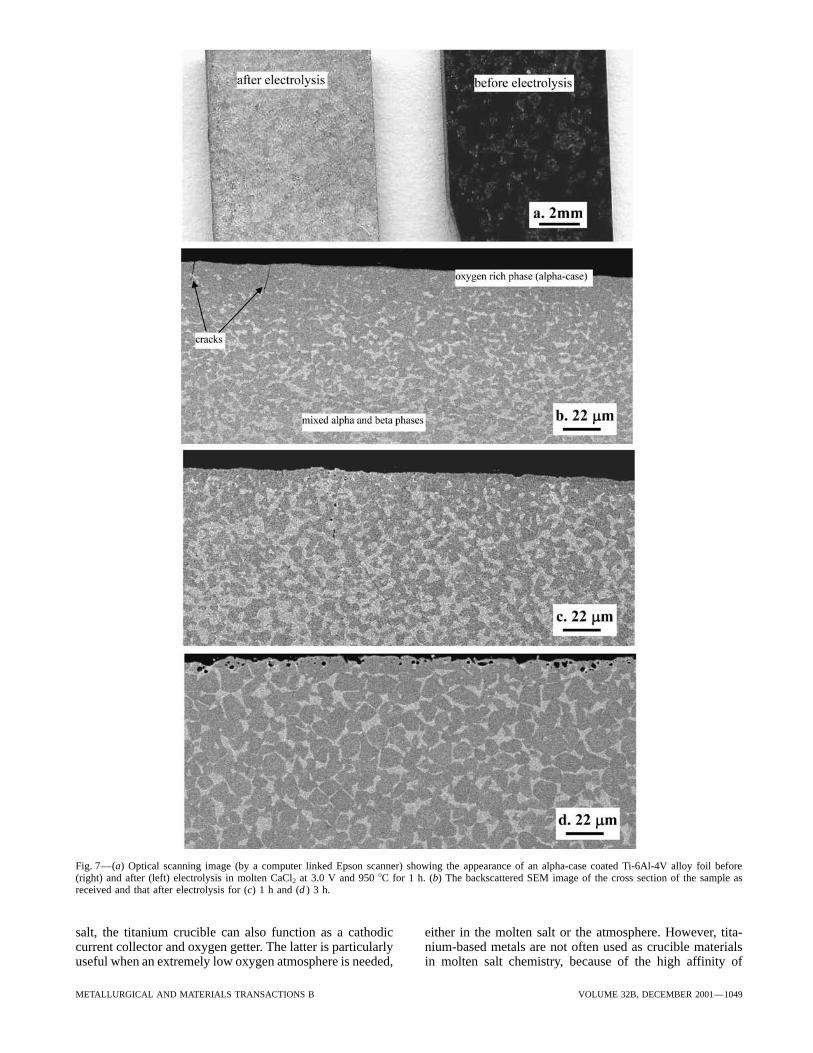
Fig. 7—(a) Optical scanning image (by a computer linked Epson scanner) showing the appearance of an alpha-case coated Ti-6Al-4V alloy foil before(right) and after (left) electrolysis in molten CaCl2 at 3.0 V and 950 8C for 1 h. (b) The backscattered SEM image of the cross section of the sample asreceived and that after electrolysis for (c) 1 h and (d ) 3 h.
salt, the titanium crucible can also function as a cathodic either in the molten salt or the atmosphere. However, tita-nium-based metals are not often used as crucible materialscurrent collector and oxygen getter. The latter is particularly
useful when an extremely low oxygen atmosphere is needed, in molten salt chemistry, because of the high affinity of
METALLURGICAL AND MATERIALS TRANSACTIONS B VOLUME 32B, DECEMBER 2001—1049

titanium to oxygen at elevated temperatures. Even under the Because the oxygen activity in the pseudo-oxides or theO-Ti solid solution is much lower than that in the aforemen-argon environment used in this work, oxidation still
occurred, first due to the residual oxygen in the gas (up to 3 tioned titanium oxides, a negative standard free-energychange is highly likely.[12] Furthermore, although the tita-ppm) and, second, due to oxygen-containing gases produced
from anodic reactions. This can lead to the formation of nium sample was not directly in touch with the aluminacrucible, the reaction can be very well mediated by theporous oxide scales on the internal and external walls of the
crucible, causing the molten salt to creep out of the crucible, molten salt, which is capable of accommodating oxygenin a number of different forms, such as the oxide, O22,which was quite serious in prolonged experiments (.30
hours). This negative effect could be reduced by applying peroxide, O222, and superoxide O2
2 anions. The hardnessof the surface phase was measured to be around 1000 VHN,a negative potential to the crucible during laboratory experi-
ments, at least for the part in contact with the electrolyte. corresponding to an oxygen concentration of about 15 at.pct or 6.5 wt pct, and this value is close to the oxygenHowever, the problem can still be highly challenging if the
method is used in industry. Oxide formation on a titanium content in Ti6O, which is one of the proposed pseudo-oxidesin the phase diagram.crucible could also result in the dissolution of titanium ions
into the molten salt, and the effect was discussed in Section With the cause being identified, a high voltage (3.5 V)was applied to allow the continuous deposition of calciumIII–C. We, therefore, tested other crucible materials, includ-
ing alumina, graphite, and stainless steel. metal on the sample electrode. The deposited calcium metalwould not only protect the sample electrode from oxygen2. Alumina crucibleattack, but also react with oxygen contained in the sampleIn molten salt studies, the most commonly used crucibleelectrode. The result of this experiment was much improved.material is alumina, because of its chemical and physicalHowever, Okabe et al.[11] observed that at voltages higherstability in a wide range of temperatures and environments.than 3.3 V, carbon contamination occurred to the refinedThis is particularly the case when high-temperature oxida-samples.tion is considered. However, the practice of using alumina
crucibles in this work was only partially successful and is 3. Graphite cruciblediscussed subsequently. The results obtained from an alumina crucible suggest
It was noticed that a black coating was always observed that it would be better to use a material that does not containon top of the sample electrolyzed in an alumina crucible. oxygen, and these would exclude most ceramic materials.The black coating was not soluble in water, nor in diluted We, therefore, tested graphite. It was found that under theHCl and HNO3. In some cases, it was not very adherent and same conditions, deoxygenation in a graphite crucible wascould be partially wiped off to reveal the metal underneath. not as complete as in a titanium one. This is understandable,All these observations imply that during or after the elec- because the titanium crucible can also function as an oxygentrolysis, titanium mono-oxide (TiO) might have been formed getter to absorb oxygen from the atmosphere and moltenon the surface of the samples. Furthermore, it was found salt. However, the results from graphite crucibles are satis-that at voltages below 3.2 V, instead of deoxygenation, both factory in terms of deoxygenating the alpha case. The prob-the hardness and thickness of the alpha case were unchanged lem with graphite crucibles was their relatively weakor increased. The hardness increase became more significant strength. It was observed that some graphite crucibles withat a temperature higher than that of the alpha-beta phase a relative large quantity of melt cracked after being removedtransformation. from the reactor and cooled further in air, which could be
In a simple experiment in which uniform samples were caused by the unmatching thermal-expansion coefficients ofheated in dried molten calcium chloride contained in alumina the melt and graphite.and titanium crucibles, without electrolysis, it was observed 4. Stainless steel cruciblethat for the sample heated in the titanium crucible, little It was also observed that stainless steel could be a goodchange occurred to its appearance, whereas a dark-colored choice for making the crucible. Although stainless steel can-oxide scale was seen on the sample heated in the alumina not play the role of an oxygen getter as well as titanium andcrucible. When the hardness profiles were measured on both carbon, neither does it release oxygen into the molten salt,samples, a great difference was revealed. Figure 4(h) demon- in comparison with alumina. During and after short-termstrates the respective hardness profiles obtained from the electrolysis (up to 3 hours), scales were not observed on thetwo samples. surface of the crucible. Deoxygenation of the real Ti-6Al-
Based on Figure 4(h), it can be reasonably assumed that 4V sample was satisfactory, provided there was a sufficientthe origin of oxygen was not the molten salt nor the environ- time for electrolysis. During long-term electrolysis, thement, but the alumina crucible. This may be further qualita- application of a cathodic potential to the stainless steel cruci-tively understood by comparing the trend in the change of ble effectively avoided the corrosive attack by, for example,Gibbs free energy of the following reactions:[6]
anodic gases, in the presence of molten salt.Al2O3 1 3/2Ti i 3/2TiO2 1 2Al
F. Mechanism of DeoxygenationDG8 (900 8C) 5 205.0 kJ
Hoar and Ward[14] and Okabe et al.[11] claimed that theAl2O3 1 2Ti i Ti2O3 1 2Alcathodic deoxygenation of copper and titanium was achieved
DG8 (900 8C) 5 106.5 kJ by the deposition of barium and calcium metals, respectively,at the surface of the samples, as described by Eqs. [1] andAl2O3 1 3Ti i 3TiO 1 2Al[2]. A simple electrochemical argument is that if oxygendissolved in a metal could be removed by calcium or bariumDG8 (900 8C) 5 11.7 kJ
1050—VOLUME 32B, DECEMBER 2001 METALLURGICAL AND MATERIALS TRANSACTIONS B
metal via reaction [2], the electrode potential of reducing/ varied from 2.9 V to as high as 3.6 V and reached 4.1 V inthe second stage. Interestingly, they found that barium metalionizing the dissolved oxygen must be more positive thanwas only detected in samples whose electrolysis wentreducing the calcium and barium cations to their metals.through to the second stage, and the amount of bariumIndeed, our preliminary voltammetric studies of uniform andcontamination followed well the Faraday law.alpha case CP Ti samples in molten CaCl2 showed that the
All these observations suggest strongly that continuousionization of oxygen dissolved in or chemically associateddeposition of calcium metal did not occur in our electrolysis,with titanium occurs at potentials much more positive thanand the deoxygenation must have occurred via the oxygenthat for calcium deposition.[5] This means that, in theory,ionization mechanism,[5,17] as described by Eq. [3].the deposition of calcium or barium, as suggested by Okabe
In addition to cathodic oxygen ionization at the electrode/et al. and Hoar and Ward, is unnecessary. Instead, theelectrolyte interface, there are two kinetic steps involved inremoval of oxygen should be achievable solely by electro-the deoxygenation process: the diffusion of oxygen atomschemically controlling the potential of the metal of interestin the metal phase and that of oxygen anions in the moltento a value which is more negative than the oxygen ionizationsalt. Therefore, it is necessary to determine which step ispotential, but more positive than that for calcium or bar-the control step. The observation of extremely low hardnessium deposition.in the near-surface region of electrolyzed uniformly (FiguresResults of this work show that, provided a sufficient time4(c) and 4(d)) and thinly coated alpha-case samples (Figureis allowed, satisfactory deoxygenation of titanium and alloys4(g)) implies that the oxygen concentration at the electrode/occurred at voltages of 2.8 to 3.1 V, which are lower thanelectrolyte interface must be close to zero during or at thethe theoretical decomposition voltage of CaCl2 (3.18 V atend of electrolysis. The achievement of such a state agrees950 8C), even without considering the iR drop. In accordancewith the fact that diffusion in the solid metal is much slowerwith this condition, chlorine was never detected in the efflu-than in the liquid electrolyte. It can, therefore, be statedent gases by smell and sensor during electrolysis,[5,17]
that the cathodic deoxygenation process is controlled by thealthough gas bubbling at the anode was always observed indiffusion of oxygen in the metal phase, at least at the laterthe beginning of electrolysis and decayed with time. Thestages of electrolysis.effluent gases were found to be mainly oxygen (O2), together
with CO and a small amount of CO2, as determined bysensors and gas chromatography.[17] These results seem notto support the continuous calcium deposition theory, which
G. Optimizationrequires the decomposition of the molten salt. We evenobserved partial deoxygenation of an alpha case sample of
Based on results obtained in previous[5,11–14,17] and presentCP Ti in a 3-hour electrolysis at 2.5 V, which is lower thanwork, we propose the following conditions as the base forthat for the decomposition of CaO (2.63 V at 950 8C).further studies aiming at the optimization of the molten-saltTherefore, even temporary deposition of calcium by thecathodic refining method:decomposition of CaO may not be needed.
In addition, our hardness tests revealed that at higher (1) electrolysis mode: constant voltage with two electrodesvoltages, the deoxygenation was more complete than at low (anode and cathode) or better constant potential withvoltages if the electrolysis was performed for a short time. three electrodes (anode, cathode, and referenceThis can be interpreted as the effect of the electrode potential, electrode);which, in theory, determines the oxygen concentration at the (2) voltage (two-electrode electrolysis): 2.8 to 3.1 Vsurface of the sample cathode and, therefore, the diffusion (avoiding decomposition of the molten salt and continu-rate of the oxygen in the metal phase. However, the electrode ous deposition of calcium or other alkaline-earthpotential would have little effect on the activity of the depos- metals);ited calcium metal, and, therefore, the rate of deoxygenation (3) temperature of molten salt: 850 8C to 950 8C (enhancingshould have not been affected by the applied voltage. the oxygen diffusion rate but avoiding vaporization of
Furthermore, if continuous calcium deposition had the molten salt);occurred during electrolysis, the detection of calcium metal (4) molten-salt composition: CaCl2 or BaCl2 or a mixtureat the cathode in situ or in the electrolyzed sample would of the two (other alkali or alkaline-earth metal chloridesbe crucial evidence. However, during all experiments, we could be added to achieve specific properties such asnever observed in the molten salt bath the calcium metal, a low melting point and low solubility for low-valentwhich is less dense than molten CaCl2 and would have titanium oxides);floated to the surface if formed. Although titanium does not (5) molten-salt container: graphite or stainless steel or otheralloy or react with calcium metal, our previous work with molten salt–resistant materials (oxide-based ceramicmolten copper, which forms intermetallic compounds with materials should be avoided if a low oxygen level iscalcium or barium,[18] showed that at voltages of 2.1 to 2.9 required);V (including the iR drop), no calcium or barium was detected (6) anode material: dense graphite or anodically noncon-in the refined copper.[17] In the work of Hoar and Ward,[14] sumable materials (we recommend a surface-area ratiowho performed electrolysis of molten copper in molten of 10:1 or higher between the anode and cathode).BaCl2 with a constant current, the responding voltage-time (7) environment: sealed reactor purged continuously with anrelations showed clearly two stages. The first stage had a inert gas, or specially designed reactor with the cathodevoltage that increased slowly with time. The second stage being separated from not only the air but also the anodicwas indicated by a sudden rise of about 0.4 V to a constant gases (continuous vacuum pumping may cause signifi-
cant vaporization of the molten salt).voltage. At 0.31 A/cm2, the voltage during the first stage
METALLURGICAL AND MATERIALS TRANSACTIONS B VOLUME 32B, DECEMBER 2001—1051

6. HSC Chemistry for Windows, Outokumpu Research, Pori, Finland,IV. CONCLUSIONS1994.
7. Binary Alloy Phase Diagrams, T.B. Massalski, H. Okamoto, P.R.In this article, we have demonstrated that deoxygenationSubramanian, and L. Kacprzak, eds., 2nd ed., ASM INTERNA-of the alpha case on CP titanium and the Ti-6Al-4V alloyTIONAL, Materials Park, OH, 1990, vol. 3, pp. 2924-27.can be achieved by cathodic refining in molten CaCl2, with 8. R.W. Evans, R.J. Hull, and B. Wilshire: J. Mater. Proc. Technol., 1996,
the refined samples being characterized by fusion elemental vol. 56, pp. 492-501.9. U.S. Patent 5,022,935, RMI Titanium, Niles, OH, 1991.analysis, microhardness tests, SEM, and EDX. It is shown
10. T.H. Okabe, T. Oishi, and K. Ono: J. Alloys Compounds, 1992, vol.that when applied to a real alpha case–coated Ti-6Al-4V184, pp. 43-56.alloy foil, the deoxygenation reached a satisfactory level
11. T.H. Okabe, M. Nakamura, T. Oishi, and K. Ono: Metall. Trans. B,within 1 hour at 950 8C without altering the microstructure, 1993, vol. 24, pp. 449-55.composition, and dimension of the material. In order to 12. T.H. Okabe, T.N. Deura, T. Oishi, K. Ono, and D.R. Sadoway: J.
Alloys Compounds, 1996, vol. 237, pp. 150-54.avoid unwanted changes in the alloy, it is important not to13. K. Hirota, T.H. Okabe, F. Saito, Y. Waseda, and K.T. Jacob: J. Alloysoverdeoxygenate the sample. Finally, the results suggest that
Compounds, 1999, vol. 282, pp. 101-08.the deoxygenation of titanium and alloys can proceed via a 14. R.G. Ward and T.P. Hoar: J. Inst. Met., 1961–62, vol. 90, pp. 6-12.simple oxygen ionization mechanism without provoking the 15. S. Boghosian, A. Godo, H. Mediaas, W. Ravlo, and T. Ostvold: Acta
Chem. Scand. 1991, vol. 45, pp. 145-57.deposition of calcium metal, and, under such conditions, the16. E.M. Levin and H.F. McMurdie: Phase Diagrams for Ceramists, 1975deoxygenation is controlled by the diffusion of oxygen in
Suppl., American Ceramic Society, Columbus, OH, 1975, pp. 394.the solid metal.17. G.Z. Chen and D.J. Fray: J. Appl. Electrochem., 2001, vol. 31, pp.
155-64.18. Binary Alloy Phase Diagrams, T.B. Massalski, ed., ASM INTER-
ACKNOWLEDGMENTS NATIONAL, The Materials Information Society, Materials Park, OH,1990 Ca-Cu, vol. 1, p. 907; Cu-Ba, vol. 1, p. 573; and O-Cu, vol. 2,
We thank EPSRC for financial support and Timet UK p. 1447.19. A.E. Jenkins: J. Inst. Met., 1953–54, vol. 82, p. 213.Ltd. and GKN plc for titanium samples and analysis. GZC20. Z.M. Turovtseva and L.L. Kunin: Analysis of Gases in Metals, Consul-thanks D. Nicol and D. Vowles for their help with the elec-
tants Bureau, New York, NY, 1961, (translation by J. Thompson).tron microscopy. 21. Wilson and Wilson’s Comprehensive Analytical Chemistry, G. Svehla,ed., Elsevier, Oxford, United Kingdom, 1975, vol. 3.
22. P. Lacombe: in Titanium and Titanium Alloys—Scientific and Techno-logical Aspects, J.C. Williams and A.F. Belov, eds., Plenum Press,REFERENCESNew York , NY, 1982, vol. 2, p. 1045.
23. Materials Properties Handbook: Titanium Alloys, R. Boyer, G. Welsch,1. Titanium Science and Technology, R.I. Jaffee and H.M. Burte, eds.,Plenum Press, New York, NY, 1973. and E.W. Collings, eds., ASM INTERNATIONAL, Materials Park,
OH, 1994, p. 149.2. A.D. McQuillan and M.K. McQuillan: Titanium, Butterworths Scien-tific Publications, London, 1956. 24. H. O’Neill: Hardness Measurement of Metals and Alloys, Chapman
and Hall Ltd, London, 1967, p. 124.3. CRC Hand Book of Chemistry and Physics, 77th ed., D.R. Lide, ed.,CRC Press, Boca Raton, FL, 1996. 25. S. Abkowitz, J.J. Burke, and R.H. Hiltz, Jr.: Titanium in Industry—
Technology of Structural Titanium, D. Van Nostrand Company, Inc.,4. Handbook of Extractive Metallurgy, F. Habashi, ed., Wiley-VCH,Weinheim, 1997, vol. II, pp. 1129-80. London, 1995, pp. 40-42.
26. M.E. Sibert, Q.H. McKenna, M.A. Steinberg, and E. Wainer: J. Electro-5. G.Z. Chen, D.J. Fray, and T.W. Farthing: Nature, 2000, vol. 407, pp.361-64. chem. Soc., 1955, vol. 102, p. 252.
1052—VOLUME 32B, DECEMBER 2001 METALLURGICAL AND MATERIALS TRANSACTIONS B





























