Embed Size (px)
Citation preview

Materials and Design 56 (2014) 445–453
Contents lists available at ScienceDirect
Materials and Design
journal homepage: www.elsevier .com/locate /matdes
Characterization of microstructure and mechanical properties of lasermelting deposited Ti–6.5Al–3.5Mo–1.5Zr–0.3Si titanium alloy
0261-3069/$ - see front matter � 2013 Elsevier Ltd. All rights reserved.http://dx.doi.org/10.1016/j.matdes.2013.11.044
⇑ Corresponding author at: Laboratory of Laser Materials Processing and Manu-facturing, Beihang University, 37 Xueyuan Road, Beijing 100191, China. Tel.: +86 108233 9691; fax: +86 10 8233 8131.
E-mail addresses: [email protected], [email protected] (D. Liu).
Yanyan Zhu a, Dong Liu a,b,⇑, Xiangjun Tian a,b, Haibo Tang a,b, Huaming Wang a,b
a Laboratory of Laser Materials Processing and Manufacturing, Beihang University, 37 Xueyuan Road, Beijing 100191, Chinab Engineering Research Center of Ministry of Education on Laser Direct Manufacturing for Large Metallic Components, Beihang University, 37 Xueyuan Road, Beijing 100191, China
a r t i c l e i n f o a b s t r a c t
Article history:Received 27 July 2013Accepted 20 November 2013Available online 27 November 2013
Keywords:Laser melting depositionTitanium alloyGrain morphologyMicrostructureMechanical properties
A plate of Ti–6.5Al–3.5Mo–1.5Zr–0.3Si (TC11) titanium alloy is fabricated by laser melting depositionprocess. Grain morphology and microstructure characteristics and the formation mechanism have beensystematically studied. It is shown that the three dimensional macrostructure is a specially alternatelyarrayed grain morphology of columnar grains and equiaxed grains. This structure is generated by the hightemperature gradient in the overlap zone and relatively low temperature gradient in the body zone of themolten pool. Combining the results of the X-ray diffraction (XRD) and the solidification process, it can beinferred that a preferential orientation with the b h001i along the deposition direction exists in the asdeposited TC11 plate. An ultrafine basket-weave microstructure within the columnar and equiaxedgrains is formed due to the rapid solidification process. The lamellar a within the columnar grains ismuch uniform than that of the equiaxed grains. Room tensile test data have shown that the LMDed mate-rial was characteristic of high strength and low ductility compared with the conventional forgedmaterials.
� 2013 Elsevier Ltd. All rights reserved.
1. Introduction
Ti–6.5Al–3.5Mo–1.5Zr–0.3Si (named TC11 in China and BT9 inRussia) is a typical a + b titanium alloy, which is extensively usedin compressor disk and blade of aero-engines due to its goodcomprehensive mechanical properties of strength, ductility, creepresistance and thermal stability at room and elevated temperatures[1–4]. The conventional a + b forging processes are widely used forthese components to obtain a typical equiaxed or bi-modal micro-structure with excellent mechanical properties [5,6]. Zhou reportedthat the comprehensive mechanical properties of a + b titaniumalloys could be further increased by near b forging process [7].Aiming at the further weight loss of aircrafts, large monolithic tita-nium alloy components with complex geometrical configurationare the preferred choice for structural designers, leading to higherrequirements for manufacturing technologies. However, the con-ventional wrought-based manufacturing process of the large com-plex components often involve a series of hot working steps andsubsequent machining procedures, which inevitably results in greatincreasing of the buy to fly ratio and lead time for production [8,9].The manufacturing of large complex titanium alloy components is
one of the most striking problems which constrain the developmentof advanced aeronautic equipment.
Laser melting deposition (LMD) is an advanced rapid solidifica-tion technology which can be used to produce near-net shape andfull dense metallic components directly from 3D models. DuringLMD process, fine metal powders are fed into a molten poolproduced by a high energy laser beam. The laser beam or workingtable moves along the pre-set trajectory, then three dimensionalcomponents are fabricated layer by layer in near net shape withoutdie [10,11]. Meanwhile, fine microstructure can be obtained due tothe rapid solidification process, which can lead to superiormechanical properties. Compared to traditional manufacturingmethods, LMD is particularly attractive for the manufacture oflarge complex components of difficult-to-process materials liketitanium alloys because it can significantly reduce the cost andproduction time [9,12,13].
Many studies have been conducted to investigate the micro-structure and mechanical properties of LMDed titanium alloys,most of which have been focused on TC4 titanium alloy. Kelly stud-ied the microstructure evolution of laser-deposited multilayer TC4sample and discussed the layer band in detail [14,15]. Kobryn andWu systematically investigated the effect of processing parameterson the grain morphology of LMDed TC4 samples. They found thatcolumnar grains formed under all the parameters and the widthof columnar grains decreased with increasing scanning speed ordecreasing laser power [16,17]. Generally the LMDed titanium

Fig. 2. Schematic illustration of the samples for metallographic observation andtensile test.
446 Y. Zhu et al. / Materials and Design 56 (2014) 445–453
alloys are characteristic of coarse columnar prior b grains andultrafine lamellar microstructure due to the high temperature gra-dient and rapid cooling rate. Owing to these features, the mechan-ical properties of LMDed titanium alloys often exhibit highstrength and low ductility features [9,18–21]. However, little workhas been conducted on the LMDed TC11 titanium alloy. Because ofthe difference of alloying elements, the LMDed TC11 titanium mayexhibit a different characteristic from TC4. In addition, aiming atthe manufacturing of integrated turbine blisk of TC11, it is verynecessary and urgent to investigate the LMDed TC11 titaniumalloy.
In this study, the characteristics of prior b grains, microstruc-ture and tensile properties of laser melting deposited Ti–6.5Al–3.5Mo–1.5Zr–0.3Si titanium alloy are investigated. The formationmechanism for the special grain morphology and microstructureare deeply discussed.
2. Experimental procedure
2.1. Laser melting deposition
A thick plate of TC11 titanium alloy with a geometric size of34 mm � 300 mm � 230 mm was fabricated by the LMD processusing a 6 KW fiber laser melting deposit manufacturing systemin a specifically designed argon purged processing chamber withan oxygen content less than 50 ppm. The raw materials were plas-ma rotation electrode preparation powders with the particle sizeranging from 60 to 200 mesh. Chemical composition (wt.%) of theas-deposited final part was measured as follows: 6.68 Al, 1.88 Zr,3.56 Mo, 0.29 Si, 0.056 Fe, 0.13 O, 0.012 C, 0.0022 H, 0.02 N andthe balance Ti. Commercial hot rolled Ti–6Al–4V plate with3 mm thickness was used as the substrate. The laser depositionprocess was conducted under the following parameters: laserpower 6 KW, laser beam diameter 5 mm, scan speed 800 mm/min, powder feed rate 500 g/h. The scanning path was kind of backand forth, which means that the scanning direction in the adjacenttracks was opposite. The laser melting deposition process and theas-deposited plate were shown in Fig. 1. The deposited plate wasdirectly tempered at 580 �C for 2 h in order to relieve residualstresses and obtain a stable microstructure.
2.2. Microstructural characterization
In order to investigate the grain morphology in three dimen-sions, samples of three cross-sections were prepared for micro-structure observation, which were marked as XOY, YOZ and XOZparalleling to the corresponding coordinate planes respectively(Fig. 2). Metallographic specimens were prepared by standard
Fig. 1. (a) Schematic illustration of the laser melting
mechanical polishing method. A mixture solution of HF:HNO3:H2Owith a ratio of 1:6:43 was used as etching agent. Macro- and Mi-cro-structure of the three sections were examined by OlympusBX51M optical microscope (OM) and CS-3400 scanning electronmicroscope (SEM). X-ray diffraction (XRD) was conducted forphase identification and crystallography preferential orientationanalysis by Dmax-2200pc automatic diffractometer with Cu targetKa radiation.
2.3. Tensile properties test
Room temperature tensile properties were tested according tothe test standard of ISO 6892-1:2009 [22]. The principle axis ofspecimen was vertical to the deposition direction (Fig. 2). Geomet-ric shape and size of the specimen was shown in Fig. 3. In order toreduce the measuring error, five samples were tested for anaverage.
3. Results and discussion
3.1. Beta grain morphology
The macrostructures of the as-deposited TC11 titanium alloyplate are presented in Fig. 4. The macrostructure of the XOY crosssection is a very special morphology consisting of coarse equiaxedgrains and fine equiaxed grains, and they seem to be alternately ar-rayed with the width of each row about 2–3 mm, as shown inFig. 4(b). Corresponding to the same location of the XOY section,macrostructure of the YOZ section also exhibits a similar alter-nately arrayed structure (Fig. 4(a)). On one hand, coarse prior bcolumnar grains with epitaxial growth through lots of deposited
deposition process and (b) as-deposited plate.

Y. Zhu et al. / Materials and Design 56 (2014) 445–453 447
layers are formed at the positions corresponding to the coarsegrains zones in the XOY section, meaning that the coarse equiaxedgrains observed in the XOY section is just the transverse morphol-ogy of the columnar grains. On the other hand, the fine equiaxedgrain zone in the YOZ section shows similar grain morphology withthat in the XOY section, which may indicate that the grains areindeed equiaxed grains. This phenomenon and conclusion are fur-ther verified by the macrostructure of the XOZ sections illustratedin Fig. 4(c) and (d), which are the A–A and B–B sections corre-sponding to the equiaxed and columnar grain zone respectively.The equiaxed and columnar grains are presented in Fig. 5 moreclearly. The average grain size of equiaxed grains is about50–200 lm and the size of columnar grain is about 0.5–2 mm inwidth and 20–50 mm in length. It is noted that the growth direc-tion of the columnar grains is not definitely parallel to the deposi-tion direction. A small angle of about 5�–10� exists between them.This is related to the geometrical shape of the molten pool and thedirection of optimal heat dissipation to the substrate [13].
The three dimensional grain morphology schematic of theLMDed TC11 titanium alloy is shown in Fig. 6. In general, macro-structure of the LMDed TC11 is an alternately arrayed structureof columnar and equiaxed grains. Any metallurgy defects like lackof fusion, gas porosity or interdendritic shrinkage are not found inall the three sections of the as-deposited sample.
Fig. 3. Geometric size of room-temperature tensile specimen in mm.
Fig. 4. Macrostructure photographs of the three sections of the LMDed sample (a) YOZ seof the coarse columnar grain zone.
Further observation of the microstructure indicates that thereexists a certain location corresponding relationship between thegrain morphology and the molten pool. Fig. 7 shows the opticalmacrostructure of the YOZ section, in which outline of the moltenpool can be clearly observed as bright curves. The depositionbehavior of the layer by layer and track by track in LMD processingleads to the formation of overlap zone and body zone, which alsocan be distinctly observed in Fig. 7. The width of both the overlapzone and body zone are about 1.5–2 mm which are in accordanceto those of the columnar grain zones and equiaxed grain zones. Thedeposition height of one layer is about 500 lm and the overlap rateis about 30–40%. The most important information obtained fromFig. 7 is that the columnar grain zones are located at the overlapzones and the equiaxed grain zones exist at the body zones. Itcan be deduced that something different in different locations ofthe molten pool results in the formation of different grain mor-phology. The formation mechanism of the special structure willbe comprehensively discussed in the following paragraph.
In solidification process, temperature gradient G and solidifica-tion velocity V are the two main factors which affect the grainmorphology. Generally speaking, high G and low V will result incolumnar grain growth, while low G and high V result in equiaxedgrowth [23]. Therefore, considering the difference of grain mor-phology mentioned above, it can be inferred that the G and V at dif-ferent position of the molten pool should be different. The size andgeometry shape of the molten pool is dynamically stable eventhough it keeps moving. Fig. 8(a) shows the geometrical shape ofa typical molten pool on the XOZ longitudinal section. Becausethe thickness (the distance from the bottom to the top of moltenpool) of the body zone is much larger than that of the overlap zonein the molten pool, it is not difficult to understand that the temper-ature gradient in the overlap zone should be also larger than that inthe body zone. Wang et al. have simulated the temperature gradi-ent of the molten pool based on the actual processing parametersduring LMD TC18 titanium alloy by ANSYS software [24]. In theirresearch, the G in the overlap zone is about 600–850 mm/k. How-ever, only 500–550 mm/k can be reached in the body zone of themolten pool. The temperature gradient G in the molten pool isillustrated in Fig. 8(b).
ction (b) XOY section (c) XOZ section of the fine equiaxed grain zone (d) XOZ section

Fig. 5. Low magnification optical micrograph of XOZ section showing the grain morphology of (a) elongated equiaxed grains of A–A section (b) coarse columnar grains of B–Bsection.
Fig. 6. Schematic illustration of grain morphology in three dimensions of the LMDed sample.
Fig. 7. Optical micrograph of the YOZ section.
448 Y. Zhu et al. / Materials and Design 56 (2014) 445–453
During solidification of the molten pool in LMD process, whenthe laser beam moves forward, the heat energy dissipates quicklyto the deposited substrate due to its low temperature and goodheat conduction free of interface. The beginning of solidificationprocess in the molten pool is a directly epitaxial growth of the pri-mary b grains in the substrate contacting to the molten pool, just asthe dashed line represented at the bottom of the molten pool in
Fig. 8(a). This epitaxial growth exhibits same way in the overlapand body zone of the molten pool. After the short beginning stage,the temperature gradient is the main factor deciding the graingrowth morphology.
As has been shown by Hunt, Lipton and others [25–27], duringthe solidification process of alloys, solute is rejected to the frontof solid–liquid interface which leads to the formation of the

Fig. 8. (a) Schematic of the solidification process and (b) temperature gradient G fora molten pool on XOZ longitudinal section [24].
Y. Zhu et al. / Materials and Design 56 (2014) 445–453 449
constitutional undercooling region ahead of the columnar dendritefront. Equiaxed grains can nucleate in the undercooling liquid re-gion ahead of the moving solidification interface when the maxi-mum undercooling required for continuous columnar growth islarger than that for nucleation. Once nucleated, equiaxed grainswould develop with various volume fractions, depending on thetemperature gradient or the solidification velocity and so on. Thiscan eventually lead to the transition from a columnar to an equi-axed dendrite morphology, referred to as columnar to equiaxedtransition (CET). Hunt reported that when the volume fraction ofthe equiaxed grains is less than 0.66%, the equiaxed grains aheadof the moving solidification interface would be incorporated intothe growing columnar grain zone, which would result in the finalcolumnar grains. When volume fraction is more than 49%, equiaxedgrains would interrupt the columnar growth and fully equiaxedgrains formed. The critical gradient for fully columnar growth wasgiven by followed equation [25].
GL > 0:617ð100N0Þ13 1� DTN
DTc
� �3" #
DTc ð1Þ
where N0 is the total number of the heterogeneous substrate parti-cles per unit volume, DTN is the undercooling degree of the hetero-geneous nucleation, DTc is the undercooling degree of the columnardendrite tip.
As for the process in the solidification of the molten pool, thetemperature gradient G in the body zone is such low that it cannotsatisfy the critical gradient for the continuous columnar growth. Arelative wide constitutional undercooling region exists due to thelow temperature gradient and more equiaxed grains nucleateand grow in the region, which results in the columnar to equiaxedtransition and fully equiaxed grains in the body zone of the moltenpool. As for the overlap zone, the gradient G is lager enough tomeet the critical condition for the continuous columnar growth.There is no or a very narrow constitutional undercooling regionahead of the solidification interface. It keeps continuous columnargrowth in the overlap zone of the molten pool, which results in thecoarse columnar grains that traverse several layers.
Another factor contributing to the continuous columnar growthis the remelting effect. At the top of the molten pool, in addition to
the deposited substrate the heat can also dissipate to the airthrough the surface of the molten pool, which leads to formationof a thin layer of fine equiaxed grains in the surface of both thebody and overlap zone of the molten pool. If this equiaxed layercannot be re-melted by the next layer, a kind of ‘‘knuchle’’ grainmorphology forms [28]. Considering the specific deposition pro-cess, the top of the overlap zone can be re-melted by both the nextlayer above and the next track nearby. Therefore a big remeltingratio in the overlap zone is obtained during the process, which re-sults in the continuous columnar growth from one layer to the nextlayer.
Essentially, the special grain morphology is due to the differ-ence of temperature gradient in a single molten pool. Practically,it is a combination effect of the LDM parameters, such as scanningpath, laser power, scanning speed, size of the laser beam, overlap-ping ratio, powder feed rate and re-melting ratio. Some authorshad studied the effect of processing parameters on the grain mor-phology [10,16,17,29]. Even though equiaxed grains were notfound in their reports, some conclusions are still very importantfor us to understand the relationship between the special grainmorphology and the processing parameters.
Firstly, suitable scanning path is the precondition. In this re-search, the back and forth mode was used and the depositing layeris just above the previous layer. If not, the regular distribution ofthe columnar and equiaxed grains would be interrupted. Secondly,proper laser power and scanning speed are the key factors. Wu andKobryn found that increasing the scanning speed or decreasing thelaser power would lead to decreasing of the columnar grain width[16,17]. They attributed the result to the increasing cooling rate. Alow energy would result from a combination of low power andhigh speed, which would give a high cooling rate. Conversely, alow cooling rate would form owing to the high power and speed.
However, they do not mention the temperature gradient (G) un-der different parameters, which is deemed the essential factor thatdecides the special grain morphology in this paper. High laserpower and low scanning speed would lead to high temperatureand large heated region in the substrate or previous depositedlayers, which would result in a low G. Instead, high G could be ob-tained from low laser power and high scanning speed. Specificallyspeaking, the laser power used in their experiments is so low(175 W–350 W in Kobryn and 222 W–516 W in Wu) that the Gin the whole melting pool (including body zone and overlap zone)is much larger than the critical G for columnar growth (G0). The dif-ference of the G in a single melting pool can be neglectful. There-fore full columnar grains were found in all their experiments.However, in this research, due to the ultrahigh laser power(6 KW), the temperature gradient has declined to a low value,maybe the same order of magnitude with G0. In this case, the dif-ference of the G in a single melting pool cannot be ignored. In fact,it is the very difference that leads to the final special grain mor-phology. The G of the overlap zone is higher than G0 and columnargrains form, while the G of the body zone is lower than G0 andequiaxed grains form. Finally, the specially alternately arrayedgrain morphology of columnar grains and equiaxed grains forms.If the laser power increases or scanning speed decreases, the G ofthe overlap zone may drop to a value lower than G0. Then equiaxedgrains would also form in the overlap zone, generating a full equi-axed grains sample. On the contrary, if the laser power decreases orscanning speed increases, the G of the body zone may rise to avalue higher than G0. Then columnar grains growth would occurin the body zone, resulting in a full columnar grains sample justlike the previous reports. In summary, the specially alternatelyarrayed grain morphology can only be found under a small rangenearby the specific processing parameters mentioned in the exper-iments part. If the parameters alter, the final grain morphologymay change.

450 Y. Zhu et al. / Materials and Design 56 (2014) 445–453
3.2. Solidification texture
Apart from the grain anisotropy, a crystallography preferentialorientation also exists in the sample generated during the solidifi-cation process. It is well known that crystal has preferentialorientation during crystallization growth, which means that thedendrite growth rate along the preferential orientation is fastestby contrast with the other directions. As for cubic syngony like bphase, h001i is the preferential orientation direction. During LMDsolidification process, the main heat flow direction is along withthe deposition direction. Therefore the grains with the h001i crys-tal direction of the b phase along the deposition direction tend togrow dominantly and others may be limited. Fig. 9 shows XRD pat-terns of the three sections of the LMD TC11 titanium alloy. The
Fig. 9. XRD profiles of the three cross sections of the LMD TC11titanium alloy.
Fig. 10. Microstructure of YOZ section of the LMDed TC11 titanium. (a and b) micros
same peak position in the three profiles indicates that the as-deposited TC11 alloy contains a and b phases. The patterns ofplanes (YOZ and XOZ sections) parallel to the deposition directionare similar, which are obviously different from the plane (XOY sec-tion) perpendicular to the deposition direction. The intensity of theb (200), a (102) and a (110) of the XOY section is much strongerthan that of the YOZ and XOZ sections. In contrast, the intensity ofthe b (110), a (100) and a (101) is weaker. This phenomenon maybe the results of the crystallography preferential orientation withthe h001i crystal direction parallel to the deposition direction inthe as-deposited TC11 alloy.
3.3. Microstructure
Despite the difference of grain morphology in XOY, YOZ andXOZ sections, microstructures within grains are very similar andonly YOZ section is given here. Microstructure of the as-depositedTC11 titanium alloy within primary columnar and equiaxed grainsis extremely fine basket-weave microstructure consisting of a(hcp) and b (bcc) lamellas, as shown in Fig. 10. Width of the alamella is about 0.7–1.1 lm and the volume fraction of the a phaseis about 73–83%.
The microstructures in the equiaxed and columnar grainsexhibit a pronounced difference. The a lamellas grow in manydirections and are highly interlaced uniformly within the columnargrains (Fig. 10c and d). And very few grain boundary a existbetween two adjacent columnar grains. However, the a coloniesare much larger and non-uniform in the equiaxed grains. Some acolonies even cross through a whole grain, which may lead todeleterious effect on the ductility of the material. Much continuousgrain boundary a (CGB a) with a little larger width than the intra-granular a lamella are found.
Fig. 11 illustrates the formation mechanism of the microstruc-ture difference between the columnar and ecquiaxed grains. As
tructure in the equiaxed grains.(c and d) microstructure in the columnar grains.
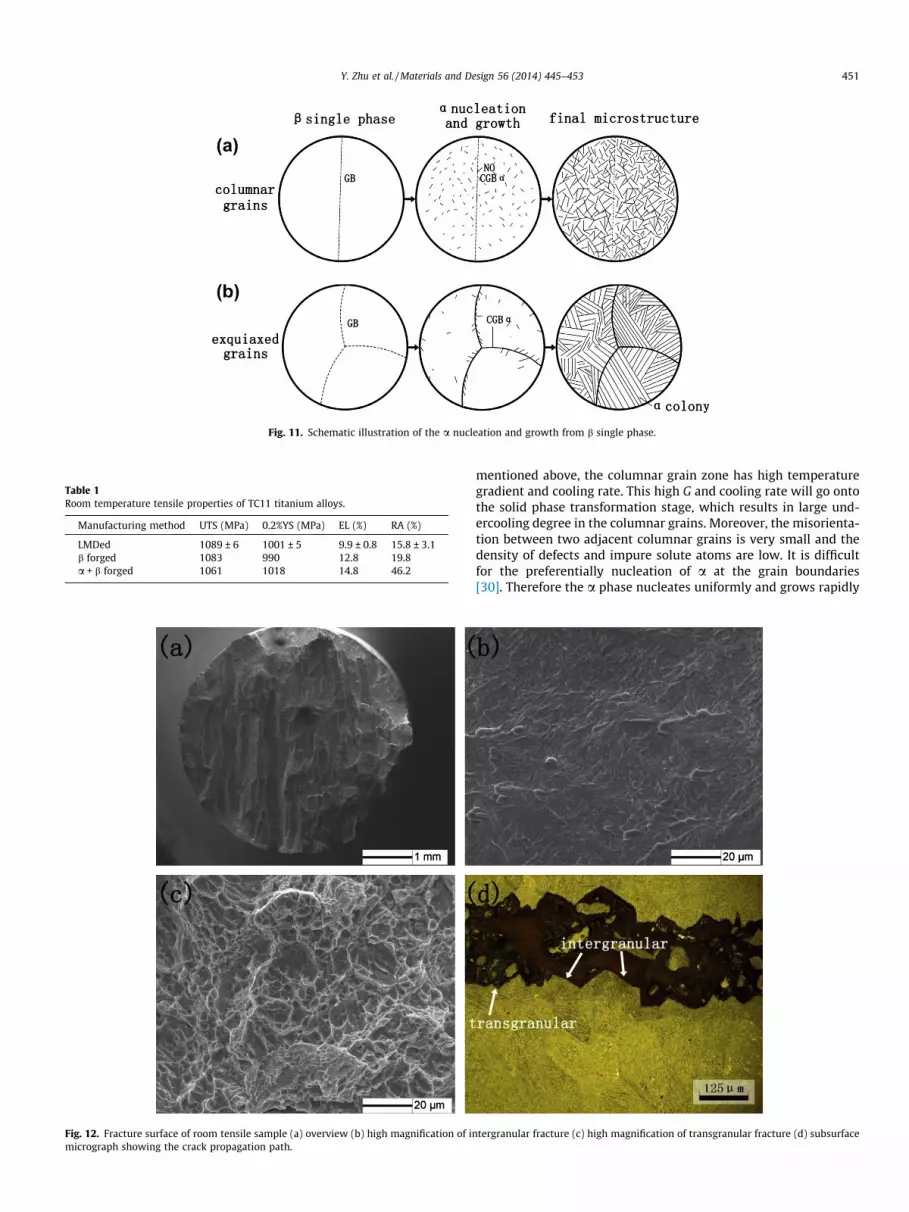
Fig. 11. Schematic illustration of the a nucleation and growth from b single phase.
Table 1Room temperature tensile properties of TC11 titanium alloys.
Manufacturing method UTS (MPa) 0.2%YS (MPa) EL (%) RA (%)
LMDed 1089 ± 6 1001 ± 5 9.9 ± 0.8 15.8 ± 3.1b forged 1083 990 12.8 19.8a + b forged 1061 1018 14.8 46.2
Fig. 12. Fracture surface of room tensile sample (a) overview (b) high magnification of inmicrograph showing the crack propagation path.
Y. Zhu et al. / Materials and Design 56 (2014) 445–453 451
mentioned above, the columnar grain zone has high temperaturegradient and cooling rate. This high G and cooling rate will go ontothe solid phase transformation stage, which results in large und-ercooling degree in the columnar grains. Moreover, the misorienta-tion between two adjacent columnar grains is very small and thedensity of defects and impure solute atoms are low. It is difficultfor the preferentially nucleation of a at the grain boundaries[30]. Therefore the a phase nucleates uniformly and grows rapidly
tergranular fracture (c) high magnification of transgranular fracture (d) subsurface

452 Y. Zhu et al. / Materials and Design 56 (2014) 445–453
in the prior b grains and at grain boundaries synchronously duringcooling through the a/b transus temperature, which results in thehighly interlaced fine a colonies within the columnar grains(Fig. 11(a)). On the contrary, the cooling rate and undercooling de-gree are lower in the equiaxed zones. The misoriention betweentwo adjacent equiaxed grains is relatively large and the densityof defects and solute atoms are relatively high. The grain boundaryhas high energy, then a phase nucleates from the grain boundaryfirstly and form the CGB a. Then new a nucleates from the CGBa and grow into grains, which lead to the formation of the largea colonies (Fig. 11(b)). This ultrafine basketweave microstructureof the LMDed TC11 titanium alloy may lead to good mechanicalproperties. However, the large a colonies and continuous grainboundary a may have a bad effect.
3.4. Mechanical properties
Table 1 shows the room temperature tensile properties ofLMDed and conventional forged TC11 titanium alloy. Five speci-mens are tested for an average and the values show good stability.The ultimate tensile strength reaches 1089 MPa, which is a littlehigher than forged samples [7]. The high tensile strength probablyresults from the ultrafine a + b basketweave microstructure. Morea/b interfaces would hinder the slipping of dislocations due to thefiner microstructure. However, the elongation and reduction inarea are dramatically lower than that of conventional a + b forgedsample and even lower than that of the b forged sample (represen-tative of low ductility). The reason for the low ductility may bemultiple. The coarse grains, the CGB a, the a colonies and eventhe solidification texture can lead to the deterioration of ductility.Fig. 12 shows the fracture morphologies of LMDed TC11 sample.The failure mode is transgranular dimple and intergranular shear-ing mixed fracture. The very flat intergranular fractography indi-cates the brittle fracture behavior and the transgranular dimpleindicates the ductile fracture behavior. The subsurface micrographshows that the intergranular fracture is related to the CGB a, whichmeans the crack tends to propagate along the CGB a and results inthe intergranular fracture (Fig. 12(d)). So it can be definitely pre-dicted that the broken and elimination of the CGB a can improvethe ductility at a certain extent. Therefore subsequent heat treat-ment is very necessary to obtain this goal and improve the compre-hensive mechanical properties of LMDed TC11 titanium alloy.
4. Conclusions
Characteristics of grain morphology, microstructure and tensilemechanical properties of laser melting deposited TC11 titaniumalloy are systematically studied. The main findings from the pres-ent work can be summarized as follows:
(1) Fully dense TC11 titanium alloy plate has been fabricated bylaser melting deposition process. The specially alternatelygrain morphology of columnar and equiaxed grains is gener-ated by the high temperature gradient in the overlap zoneand relatively low temperature gradient in the body zoneof the molten pool.
(2) Solidification texture of a preferential orientation with theb h001i along the deposition direction exists in the samplebecause of the rapid directional solidification along thedeposition direction.
(3) The LMDed TC11 titanium has an ultrafine basket-weavemicrostructure and the microstructure in the columnar grainsis much uniform comparable to that in the equiaxed grains.
(4) The LMDed TC11 is characteristics of higher strength and lowerductility compared with the conventional forged material.
Acknowledgements
The work was financially supported by the State Key Develop-ment Program for Basic Research of China (Grant No.2010CB731705 and 2011CB606305).
References
[1] Banerjee D, Williams JC. Perspectives on titanium science and technology. ActaMater 2013;61:844–79.
[2] Li M, Liu X, Xiong A. Prediction of the mechanical properties of forged TC11titanium alloy by ANN. J Mater Process Technol 2002;121:1–4.
[3] Zong YY, Shan DB, Xu M, Lv Y. Flow softening and microstructural evolution ofTC11 titanium alloy during hot deformation. J Mater Process Technol2009;209:1988–94.
[4] Li AB, Huang LJ, Meng QY, Geng L, Cui XP. Hot working of Ti–6Al–3Mo–2Zr–0.3Si alloy with lamellar a + b starting structure using processing map. MaterDes 2009;30:1625–31.
[5] Zhou L. Review of titanium industry progress in America, Japan and China. RareMetal Mater Eng 2003;32:577–84.
[6] Cui C, Hu B, Zhao L, Liu S. Titanium alloy production technology, marketprospects and industry development. Mater Des 2011;32:1684–91.
[7] Zhou YG, Zeng WD, Yu HQ. An investigation of a new near-beta forging processfor titanium alloys and its application in aviation components. Mater Sci Eng: A2005;393:204–12.
[8] Wang HM, Zhang LY, Li A, Cai LX, Tang HB, Lu XD. Progress on rapidsolidification laser processing for advanced materials and components. WorldSci Technol R&D 2004;26:27–31.
[9] Wang HM, Zhang SQ, Wang XM. Progress and challenges of laser directmanufacturing of large titanium structural components. Chinese J Lasers2009;36:3204–9.
[10] Kobryn PA, Moore EH, Semiatin SL. The effect of laser power and traversespeed on microstructure, porosity, and build height in laser-deposited Ti–6Al–4V. Scr Mater 2000;43:299–305.
[11] Milewski JO, Lewis GK, Thoma DJ, Keel GI, Nemec RB, Reinert RA. Directed lightfabrication of a solid metal hemisphere using 5-axis powder deposition. JMater Process Technol 1998;75:165–72.
[12] Blackwell PL, Wisbey A. Laser-aided manufacturing technologies; theirapplication to the near-net shape forming of a high-strength titanium alloy.J Mater Process Technol 2005;170:268–76.
[13] Wang YD, Tang HB, Fang YL, Wang HM. Microstructure and mechanicalproperties of laser melting deposited 1Cr12Ni2WMoVNb steel. Mater Sci Eng:A 2010;527:4804–9.
[14] Kelly S, Kampe S. Microstructural evolution in laser-deposited multilayer Ti–6Al–4V builds: Part II. Thermal modeling. Metall Mater Trans A2004;35:1869–79.
[15] Kelly SM, Kampe SL. Microstructural evolution in laser-deposited multilayerTi–6Al–4V builds: Part I. Microstructural characterization. Metall Mater TransA 2004;35:1861–7.
[16] Kobryn PA, Semiatin SL. The laser additive manufacture of Ti–6Al–4V. JOM2001;53:40–2.
[17] Wu X, Liang J, Mei J, Mitchell C, Goodwin PS, Voice W. Microstructures of laser-deposited Ti–6Al–4V. Mater amp Des 2004;25:137–44.
[18] Liu D, Zhang SQ, Li A, Wang HM. Microstructure and tensile properties of lasermelting deposited TiC/TA15 titanium matrix composites. J Alloys Compd2009;485:156–62.
[19] Qu HP, Wang HM. Microstructure and mechanical properties of laser meltingdeposited [gamma]-TiAl intermetallic alloys. Mater Sci Eng: A2007;466:187–94.
[20] Liu CM, Wang HM, Tian XJ, Tang HB, Liu D. Microstructure and tensileproperties of laser melting deposited Ti–5Al–5Mo–5V–1Cr–1Fe near btitanium alloy. Mater Sci Eng: A 2013.
[21] Brandl E, Palm F, Michailov V, Viehweger B, Leyens C. Mechanical properties ofadditive manufactured titanium (Ti–6Al–4V) blocks deposited by a solid-statelaser and wire. Mater Des 2011;32:4665–75.
[22] ISO 6892-1:2009. Metallic materials-tensile testing-Part 1: Method of test atroom temperature. In: 1th ed International Organization for Standardization:Switzerland. 2009.
[23] Fu HZ, Liu JJ, Li JS. Directional solidification and processing of advancedmaterials. 1th ed. Beijing: Science Press; 2008. p. 437–90.
[24] Wang K, Meng M, Wang HM. Effect of heat treatment and laser multi-trackoverlapping on microstructure of a laser melting deposition TCl8 titaniumalloy. Infrared Laser Eng 2010;39:521–5.
[25] Hunt JD. Steady state columnar and equiaxed growth of dendrites and eutectic.Mater Sci Eng 1984;65:75–83.
[26] Gäumann M, Trivedi R, Kurz W. Nucleation ahead of the advancing interface indirectional solidification. Mater Sci Eng: A 1997;226–228:763–9.
[27] Kurz W, Bezençon C, Gäumann M. Columnar to equiaxed transition insolidification processing. Sci Technol Adv Mater 2001;2:185–91.
[28] Sun XM. Effect of heat treatment on microstructure and mechanical propertiesof laser melting deposited TC17 titanium alloy. Beihang University; 2012. p.26–29.

Y. Zhu et al. / Materials and Design 56 (2014) 445–453 453
[29] Liu F, Lin X, Huang C, Song M, Yang G, Chen J, et al. The effect of laser scanningpath on microstructures and mechanical properties of laser solid formednickel-base superalloy Inconel 718. J Alloys Compd. 2011;509:4505–9.
[30] van Bohemen SMC, Kamp A, Petrov RH, Kestens LAI, Sietsma J. Nucleation andvariant selection of secondary a plates in a b Ti alloy. Acta Mater2008;56:5907–14.





























