Embed Size (px)
Citation preview

Cm
Sa
Db
1
Twccawsmovtci(smr
0d
chemical engineering research and design 8 9 ( 2 0 1 1 ) 2125–2135
Contents lists available at ScienceDirect
Chemical Engineering Research and Design
journa l homepage: www.e lsev ier .com/ locate /cherd
onversion of heavy reformate into xylenes overordenite-based catalysts
.A. Alia, A.M. Aitania, C. Ercanb, Y. Wangb, S. Al-Khattafa,∗
Center of Research Excellence in Petroleum Refining & Petrochemicals, King Fahd University of Petroleum & Minerals,hahran 31261, Saudi ArabiaResearch & Development Center, Saudi Aramco, Dhahran 31311, Saudi Arabia
a b s t r a c t
The conversion of heavy reformate into high-value xylenes was studied over a series of H-mordenite-based cata-
lysts in a fluidized-bed reactor at 400 ◦C. The results show that methyl-ethyl-benzenes (MEBs) were more reactive
than trimethylbenzenes (TMBs) over all the catalysts studied. Mordenite catalyst with higher acid site concentration
(M1) favored dealkylation of MEBs while another mordenite catalyst with lower acid site concentration (M2) favored
disproportionation of TMBs. Mixing M2 with ZSM-5 (M2Z1) enhanced MEBs conversion (69.2%) and xylenes yield
(22.5 wt.%). The conversion of heavy reformate and toluene mixtures over M2Z1 catalyst increased xylenes yield to
a maximum at 25.3 wt.% for a feed containing 70:30 heavy reformate and toluene. The results of converting mix-
tures of 1,2,4-TMB/toluene and heavy reformate/toluene indicate that catalyst acid site concentration plays a key
role in promoting desirable transalkylation reactions needed to enhance xylenes yield. The amount of coke formed
increased with the acid site concentration of catalysts and more coke laydown was observed during conversion of
heavy reformate than 1,2,4-TMB.
© 2011 The Institution of Chemical Engineers. Published by Elsevier B.V. All rights reserved.
Keywords: Mordenite; Heavy reformate; Transalkylation; Aromatics; Xylenes; Fluidized-bed reactor; ZSM-5
by multiple chemical equilibria. Cejka and Wichterlova (2002)
. Introduction
he escalating demand for clean transportation fuels alongith their increasingly stringent specifications continues to
hallenge most refiners around the world. Among the specifi-ations of reformulated gasoline is the reduction of maximumromatics content. Heavy reformate, containing aromaticsith carbon number nine or higher (C9+), is one of the blending
treams of gasoline. In response to the limitation on aro-atics in gasoline, a fraction of heavy reformate is taken
ut from gasoline pool. Transalkylation of heavy reformate toalue-added xylenes is considered a practical route to utilizehe excess heavy reformate. Xylenes are important startingomponents for the production of synthetic fibers etc. andts global demand is increasing at 6–8% per year. Tsai et al.2009) reported that commercial transalkylation processesuch as TransPlus and Tatoray have become essential part ofodern aromatics complex. With more refineries opting for
efinery–petrochemical integration, transalkylation of heavy
∗ Corresponding author. Tel.: +966 3 860 1429; fax: +966 3 860 4234.E-mail address: [email protected] (S. Al-Khattaf).Received 29 September 2010; Received in revised form 23 January 201
263-8762/$ – see front matter © 2011 The Institution of Chemical Engioi:10.1016/j.cherd.2011.01.031
reformate is becoming one of the favorable routes to boosttheir operating profit margins.
The C9 components of heavy reformate contains mainly(TMBs) and methylethyl benzenes (MEBs), together with someminor quantities of C10+ aromatics. Due to the variety of com-pounds present in heavy reformate, parallel and consecutiveset of reactions takes place during the transformation of heavyreformate (Ali et al., 2011). Major reactions are illustrated inFig. 1. The desired reaction is the transalkylation of TMBs andtoluene to produce two moles of xylenes. When heavy refor-mate is converted, the amount of toluene required for thisreaction is produced from the dealkylation of heavier aromat-ics. Isomerization of TMBs (1,2,3-, 1,2,4- and 1,3,5-isomers)and xylenes (ortho-, meta- and para- isomers) occur simul-taneously. In addition, the disproportionation of TMBs andtoluene and dealkylation of alkylbenzenes take place. Theparallel and consecutive reactions system is characterized
1; Accepted 30 January 2011
reported that using different catalysts can accelerate certain
neers. Published by Elsevier B.V. All rights reserved.

2126 chemical engineering research and design 8 9 ( 2 0 1 1 ) 2125–2135
ring
Fig. 1 – Examples of chemical reactions dureactions while not influencing the others even under simi-lar reaction conditions. The products from transalkylation ofheavy reformate, therefore, require several separation stepsand recycling of unconverted starting components to achieveoptimum product yield and purity.
Activity and selectivity of catalysts used in the conversionof large aromatic molecules such as TMBs, MEBs and heavieralkyl substituted (C10+) aromatics are significantly influencedby the dimensions and the pore structure of the catalysts. Al-Khattaf et al. (2010) reviewed the application of zeolites asshape selective catalysts for transalkylation reactions. Severalzeolite-based catalysts have been reported in laboratory stud-ies by Tsai et al. (1999, 2008) on the transformation of tolueneand TMBs. The zeolites include Y (Cejka and Wichterlova,2002; Al-Khattaf et al., 2006; Krejci et al., 2010), L-zeolite (Cejkaand Wichterlova, 2002), beta (Cejka and Wichterlova, 2002; Daset al., 1994a,b), ZSM-5 (Röger et al., 1998); MCM-41 (Cejka et al.,2001); NU-87 (Park and Rhee, 2000); SAPO-5 (Dumitriu et al.,
2002); and mordenite (Tsai et al., 2004; Tsai, 2006; Wu and Leu,1983). Serra et al. (2005) tested and optimized the performanceconversion of heavy reformate to xylenes.
of multi-zeolitic catalysts with 10-, 12-, and 10-12-ring chan-nels and metals impregnation in the transalkylation of heavyreformate. It was found that zeolite pore size and geometryhave a direct influence on dealkylation and transalkylation ofthe different alkyl groups.
In contrast to medium pore zeolites, the reaction of TMBtransformation over large pore zeolites, such as zeolites Y, betaand mordenite, may proceed mainly in the zeolite channelsystem. Thus, the rate of the reaction is much higher com-pared to that of medium pore zeolites. Cejka et al. (1999, 2004)attributed this difference to the possibility to accommodatehigher concentrations of reactants inside the channel systemleading to the increase in the rate of bimolecular reaction.
A weak hydrogenation function is introduced in the zeoliticcatalyst by incorporating suitable metals. Such dual-functioncatalysts promote desirable reactions such as hydrogenationof coke precursors, dealkylation of certain C9 compounds,saturation of cracking products, and their subsequent alky-
lation. Das et al. (1994a,b) incorporated different metalssuch as Cu, Ni, Pt, Mo, Re, etc. into the zeolite catalysts to
chemical engineering research and design 8 9 ( 2 0 1 1 ) 2125–2135 2127
Table 1 – Catalyst composition and ammonia TPD results.
Catalyst ID Catalyst compositiona, wt.% Weak acid site Strong acid site Total acidamount
(mmol/g)
H-mordenite H-ZSM-5
Si/Al2 ratio 18 180 27 150 Amount(mmol/g)
Peaktemp. (◦C)
Amount(mmol/g)
Peaktemp. (◦C)
M1 66 – – – 0.50 185 1.08 500 1.58M1Z1 33 – 33 – 0.47 185 0.91 500 1.38M1Z2 33 – – 33 0.48 185 0.96 490 1.44M2 – 66 – – 0.01 150 0.16 410 0.17M2Z1 – 33 33 – 0.11 180 0.19 400 0.30M2Z2 – 33 – 33 0.10 180 0.19 370 0.29
a Balance: 34 wt.% alumina binder (AP-3).
haSwnrxi
iddozmlaata
rdtwmsiwey
2
2
Tooo(Zt1ss
ydrogenate poly-aromatics coke precursors during heavyromatics transalkylation and thus reduce catalyst aging.erra et al. (2005) studied the conversion of heavy reformatesith toluene over seven zeolites and each zeolite was impreg-ated with seven metals (Re, Ni, Mo, Ga, Pt, La, and Bi). Theyeported that the incorporation of certain metals increase theylene yield. Among the metals studied, molybdenum exhib-
ted the highest positive effect followed by rhenium.Tsai et al. (2010) developed a dual-catalyst system compris-
ng Pt/ZSM-12 and H-Beta to improve benzene product purityuring transalkylation of heavy aromatics. Serra et al. (2008)escribed the use of catalyst system consisting of at leastne zeolite with a ring of 10 oxygen atoms and at least oneeolite with a ring of 12 oxygen atoms, incorporating suchetals as Mo, Re and Ga for use in transalkylation of alky-
aromatic hydrocarbons. A process for the transalkylation oflkyl-aromatic hydrocarbons using two reaction zones waslso patented recently (Serra et al., 2009). The inventors claimhat such a process results in higher xylene yield from C10lkyl-aromatics and benzene or toluene as feedstock.
The present study investigates the conversion of heavyeformate to xylenes over H-mordenite-based catalysts withifferent concentrations of acid sites in a fluidized bed reac-or. Two mordenite catalysts with, widely different Si/Al ratios,ere the key components of the catalysts. The effects of aixture of mordenite and ZSM-5 catalysts on C9 conversion,
electivity to xylenes and product distribution have been stud-ed as well. The conversion of heavy reformate and tolueneas compared with the conversion 1,2,4-TMB and toluene to
lucidate major reactions and parameters that enhance theield of xylenes.
. Experimental
.1. Materials
able 1 lists the six mordenite-based catalysts with or with-ut ZSM-5 zeolite used in this study. H-mordenite zeolite wasbtained from Tosoh Company, Japan. Mordenite (MOR) has anrthorhombic crystal structure with straight 12-ring channels
6.5 A × 7.0 A) and crossed 8-ring channels (2.8 A × 5.7 A). TheSM-5 zeolite (MFI) was obtained from CATAL International, inhe H-form. ZSM-5 has a cubic crystal structure with straight0-ring channels (5.3 A × 5.5 A). The channels are connected by
inusoidal channels (5.1 A × 5.5 A). Both zeolites have a crystalize of about 1 �m.M1 and M2 catalysts contain 66 wt.% H-mordenite hav-ing a Si/Al molar ratio of 18 and 180, respectively. They wereprepared by mixing H-mordenite in dry form with aluminabinder and converting the mixture into granules. Two H-ZSM-5 zeolites used, Z1 and Z2, have Si/Al molar ratio of 27 and150, respectively. The mixed-zeolite catalysts (M1Z1, M1Z2,M2Z1, and M2Z2) contain 33 wt.% each of corresponding H-mordenite and H-ZSM-5. All the catalysts contain 34 wt.% ofalumina binder (Cataloid AP-3) obtained from CCIC, Japan. Thebinder contains 75.4 wt.% alumina, 3.4 wt.% acetic acid, andwater as balance. Commercial heavy reformate, used as feed,was obtained from a refinery. Analytical grade (99% purity)1,2,4-TMB and toluene were obtained from Sigma–Aldrich. Allchemicals were used as received as no attempt was made tofurther purify the samples.
2.2. Catalyst characterization
Acidity measurement of the mordenite-based catalysts wascarried out by temperature programmed desorption (TPD) ofammonia using Multi-Task TPD-1-AT instrument (Bel JapanCo.). The calibration of TPD was based on the measurement ofstrong acid sites of the standard sample (acidity of morden-ite (Si/Al = 20) = 0.8 mmol g−1). Pretreatment of samples wasconducted under helium flow at 500 ◦C for 1 h. Ammoniaadsorption was carried out at 20 Torr for 10 min at 100 ◦C, fol-lowed by flowing helium for 30 min at 100 ◦C. TPD was thenperformed under a flow of helium at 30 Torr by increasing thetemperature from 100 ◦C to 600 ◦C at a rate of 10 ◦C/min. Theresults provide the amount of weak and strong acid sites aswell as the peak temperatures of desorption. The acid siteconcentration was measured by the amount of ammonia des-orbed.
The used catalyst samples were analysed for the carboncontent in coke formed after reaction at 400 ◦C for 20 s. Car-bon analyzer (EA 2000, Analytikjena) was used for the purpose,which facilitates determination of total carbon by high tem-perature oxidation in a current of oxygen.
2.3. Riser simulator
Catalytic tests were carried out in a riser simulator (fluidized-bed) reactor which is a bench-scale system with internalrecycle unit invented by de Lasa (1992). The riser simulatorconsists of two outer shells, the lower section and the upper
section which allow easy loading and unloading of the cata-lyst, as illustrated in Fig. 2. The reactor was designed in such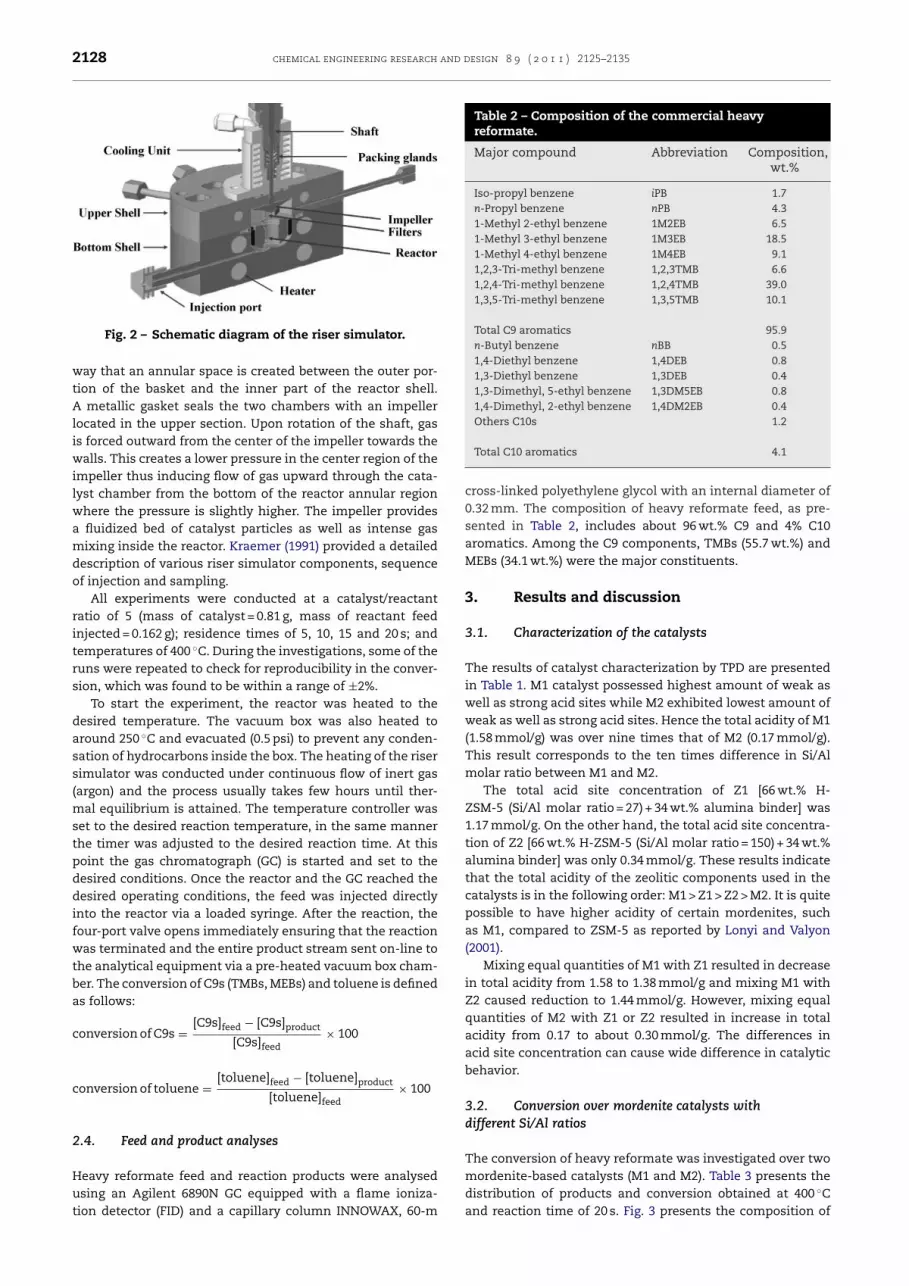
2128 chemical engineering research and design 8 9 ( 2 0 1 1 ) 2125–2135
Table 2 – Composition of the commercial heavyreformate.
Major compound Abbreviation Composition,wt.%
Iso-propyl benzene iPB 1.7n-Propyl benzene nPB 4.31-Methyl 2-ethyl benzene 1M2EB 6.51-Methyl 3-ethyl benzene 1M3EB 18.51-Methyl 4-ethyl benzene 1M4EB 9.11,2,3-Tri-methyl benzene 1,2,3TMB 6.61,2,4-Tri-methyl benzene 1,2,4TMB 39.01,3,5-Tri-methyl benzene 1,3,5TMB 10.1
Total C9 aromatics 95.9n-Butyl benzene nBB 0.51,4-Diethyl benzene 1,4DEB 0.81,3-Diethyl benzene 1,3DEB 0.41,3-Dimethyl, 5-ethyl benzene 1,3DM5EB 0.81,4-Dimethyl, 2-ethyl benzene 1,4DM2EB 0.4Others C10s 1.2
Total C10 aromatics 4.1
Fig. 2 – Schematic diagram of the riser simulator.
way that an annular space is created between the outer por-tion of the basket and the inner part of the reactor shell.A metallic gasket seals the two chambers with an impellerlocated in the upper section. Upon rotation of the shaft, gasis forced outward from the center of the impeller towards thewalls. This creates a lower pressure in the center region of theimpeller thus inducing flow of gas upward through the cata-lyst chamber from the bottom of the reactor annular regionwhere the pressure is slightly higher. The impeller providesa fluidized bed of catalyst particles as well as intense gasmixing inside the reactor. Kraemer (1991) provided a detaileddescription of various riser simulator components, sequenceof injection and sampling.
All experiments were conducted at a catalyst/reactantratio of 5 (mass of catalyst = 0.81 g, mass of reactant feedinjected = 0.162 g); residence times of 5, 10, 15 and 20 s; andtemperatures of 400 ◦C. During the investigations, some of theruns were repeated to check for reproducibility in the conver-sion, which was found to be within a range of ±2%.
To start the experiment, the reactor was heated to thedesired temperature. The vacuum box was also heated toaround 250 ◦C and evacuated (0.5 psi) to prevent any conden-sation of hydrocarbons inside the box. The heating of the risersimulator was conducted under continuous flow of inert gas(argon) and the process usually takes few hours until ther-mal equilibrium is attained. The temperature controller wasset to the desired reaction temperature, in the same mannerthe timer was adjusted to the desired reaction time. At thispoint the gas chromatograph (GC) is started and set to thedesired conditions. Once the reactor and the GC reached thedesired operating conditions, the feed was injected directlyinto the reactor via a loaded syringe. After the reaction, thefour-port valve opens immediately ensuring that the reactionwas terminated and the entire product stream sent on-line tothe analytical equipment via a pre-heated vacuum box cham-ber. The conversion of C9s (TMBs, MEBs) and toluene is definedas follows:
conversion of C9s =[C9s]feed − [C9s]product
[C9s]feed× 100
conversion of toluene =[toluene]feed − [toluene]product
[toluene]feed× 100
2.4. Feed and product analyses
Heavy reformate feed and reaction products were analysed
using an Agilent 6890N GC equipped with a flame ioniza-tion detector (FID) and a capillary column INNOWAX, 60-mcross-linked polyethylene glycol with an internal diameter of0.32 mm. The composition of heavy reformate feed, as pre-sented in Table 2, includes about 96 wt.% C9 and 4% C10aromatics. Among the C9 components, TMBs (55.7 wt.%) andMEBs (34.1 wt.%) were the major constituents.
3. Results and discussion
3.1. Characterization of the catalysts
The results of catalyst characterization by TPD are presentedin Table 1. M1 catalyst possessed highest amount of weak aswell as strong acid sites while M2 exhibited lowest amount ofweak as well as strong acid sites. Hence the total acidity of M1(1.58 mmol/g) was over nine times that of M2 (0.17 mmol/g).This result corresponds to the ten times difference in Si/Almolar ratio between M1 and M2.
The total acid site concentration of Z1 [66 wt.% H-ZSM-5 (Si/Al molar ratio = 27) + 34 wt.% alumina binder] was1.17 mmol/g. On the other hand, the total acid site concentra-tion of Z2 [66 wt.% H-ZSM-5 (Si/Al molar ratio = 150) + 34 wt.%alumina binder] was only 0.34 mmol/g. These results indicatethat the total acidity of the zeolitic components used in thecatalysts is in the following order: M1 > Z1 > Z2 > M2. It is quitepossible to have higher acidity of certain mordenites, suchas M1, compared to ZSM-5 as reported by Lonyi and Valyon(2001).
Mixing equal quantities of M1 with Z1 resulted in decreasein total acidity from 1.58 to 1.38 mmol/g and mixing M1 withZ2 caused reduction to 1.44 mmol/g. However, mixing equalquantities of M2 with Z1 or Z2 resulted in increase in totalacidity from 0.17 to about 0.30 mmol/g. The differences inacid site concentration can cause wide difference in catalyticbehavior.
3.2. Conversion over mordenite catalysts withdifferent Si/Al ratios
The conversion of heavy reformate was investigated over twomordenite-based catalysts (M1 and M2). Table 3 presents the
distribution of products and conversion obtained at 400 ◦Cand reaction time of 20 s. Fig. 3 presents the composition of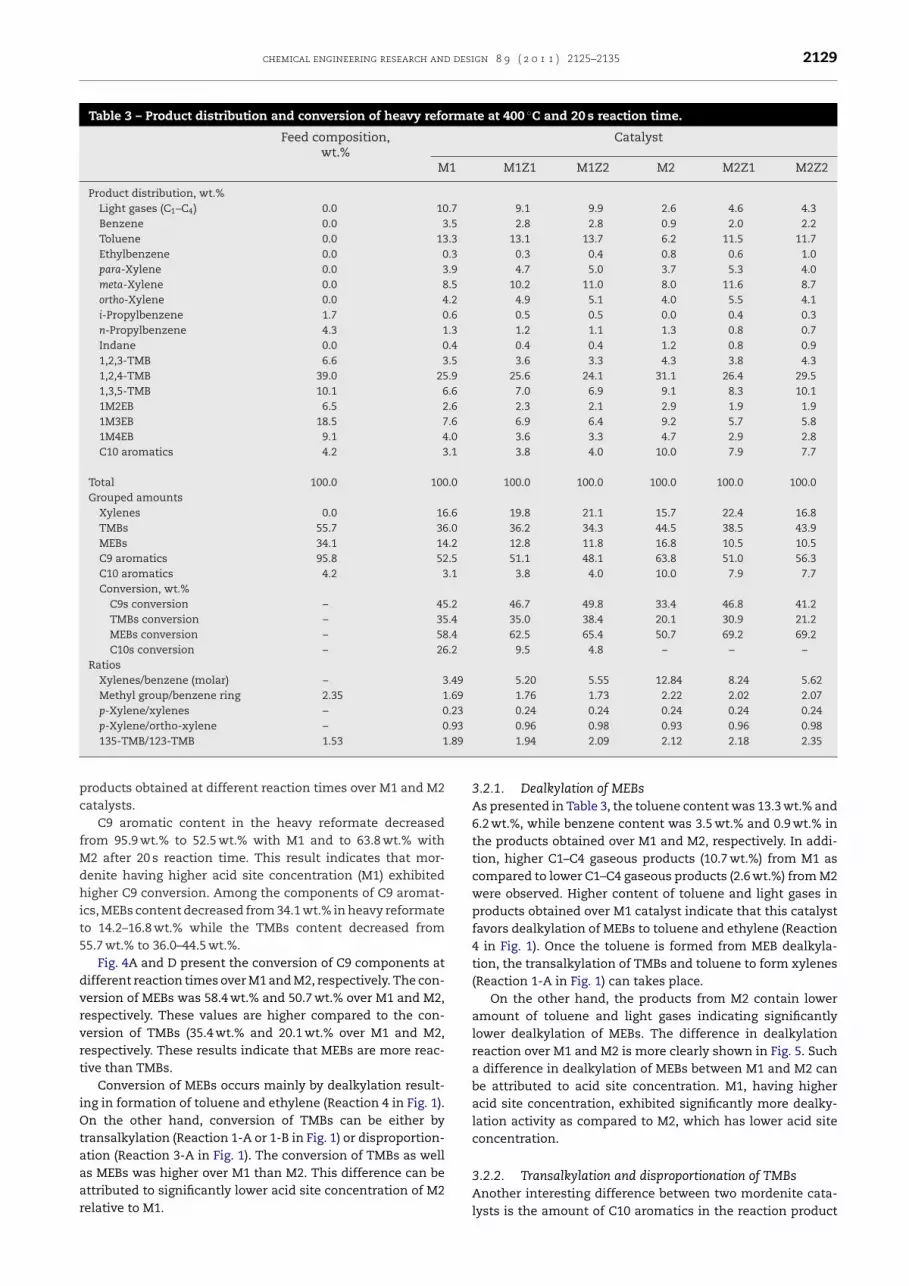
chemical engineering research and design 8 9 ( 2 0 1 1 ) 2125–2135 2129
Table 3 – Product distribution and conversion of heavy reformate at 400 ◦C and 20 s reaction time.
Feed composition,wt.%
Catalyst
M1 M1Z1 M1Z2 M2 M2Z1 M2Z2
Product distribution, wt.%Light gases (C1–C4) 0.0 10.7 9.1 9.9 2.6 4.6 4.3Benzene 0.0 3.5 2.8 2.8 0.9 2.0 2.2Toluene 0.0 13.3 13.1 13.7 6.2 11.5 11.7Ethylbenzene 0.0 0.3 0.3 0.4 0.8 0.6 1.0para-Xylene 0.0 3.9 4.7 5.0 3.7 5.3 4.0meta-Xylene 0.0 8.5 10.2 11.0 8.0 11.6 8.7ortho-Xylene 0.0 4.2 4.9 5.1 4.0 5.5 4.1i-Propylbenzene 1.7 0.6 0.5 0.5 0.0 0.4 0.3n-Propylbenzene 4.3 1.3 1.2 1.1 1.3 0.8 0.7Indane 0.0 0.4 0.4 0.4 1.2 0.8 0.91,2,3-TMB 6.6 3.5 3.6 3.3 4.3 3.8 4.31,2,4-TMB 39.0 25.9 25.6 24.1 31.1 26.4 29.51,3,5-TMB 10.1 6.6 7.0 6.9 9.1 8.3 10.11M2EB 6.5 2.6 2.3 2.1 2.9 1.9 1.91M3EB 18.5 7.6 6.9 6.4 9.2 5.7 5.81M4EB 9.1 4.0 3.6 3.3 4.7 2.9 2.8C10 aromatics 4.2 3.1 3.8 4.0 10.0 7.9 7.7
Total 100.0 100.0 100.0 100.0 100.0 100.0 100.0Grouped amounts
Xylenes 0.0 16.6 19.8 21.1 15.7 22.4 16.8TMBs 55.7 36.0 36.2 34.3 44.5 38.5 43.9MEBs 34.1 14.2 12.8 11.8 16.8 10.5 10.5C9 aromatics 95.8 52.5 51.1 48.1 63.8 51.0 56.3C10 aromatics 4.2 3.1 3.8 4.0 10.0 7.9 7.7Conversion, wt.%
C9s conversion – 45.2 46.7 49.8 33.4 46.8 41.2TMBs conversion – 35.4 35.0 38.4 20.1 30.9 21.2MEBs conversion – 58.4 62.5 65.4 50.7 69.2 69.2C10s conversion – 26.2 9.5 4.8 – – –
RatiosXylenes/benzene (molar) – 3.49 5.20 5.55 12.84 8.24 5.62Methyl group/benzene ring 2.35 1.69 1.76 1.73 2.22 2.02 2.07p-Xylene/xylenes – 0.23 0.24 0.24 0.24 0.24 0.24p-Xylene/ortho-xylene – 0.93 0.96 0.98 0.93 0.96 0.98135-TMB/123-TMB 1.53 1.89 1.94 2.09 2.12 2.18 2.35
pc
fMdhit5
dvrvrt
iOtaaar
roducts obtained at different reaction times over M1 and M2atalysts.
C9 aromatic content in the heavy reformate decreasedrom 95.9 wt.% to 52.5 wt.% with M1 and to 63.8 wt.% with
2 after 20 s reaction time. This result indicates that mor-enite having higher acid site concentration (M1) exhibitedigher C9 conversion. Among the components of C9 aromat-
cs, MEBs content decreased from 34.1 wt.% in heavy reformateo 14.2–16.8 wt.% while the TMBs content decreased from5.7 wt.% to 36.0–44.5 wt.%.
Fig. 4A and D present the conversion of C9 components atifferent reaction times over M1 and M2, respectively. The con-ersion of MEBs was 58.4 wt.% and 50.7 wt.% over M1 and M2,espectively. These values are higher compared to the con-ersion of TMBs (35.4 wt.% and 20.1 wt.% over M1 and M2,espectively. These results indicate that MEBs are more reac-ive than TMBs.
Conversion of MEBs occurs mainly by dealkylation result-ng in formation of toluene and ethylene (Reaction 4 in Fig. 1).n the other hand, conversion of TMBs can be either by
ransalkylation (Reaction 1-A or 1-B in Fig. 1) or disproportion-tion (Reaction 3-A in Fig. 1). The conversion of TMBs as wells MEBs was higher over M1 than M2. This difference can be
ttributed to significantly lower acid site concentration of M2elative to M1.3.2.1. Dealkylation of MEBsAs presented in Table 3, the toluene content was 13.3 wt.% and6.2 wt.%, while benzene content was 3.5 wt.% and 0.9 wt.% inthe products obtained over M1 and M2, respectively. In addi-tion, higher C1–C4 gaseous products (10.7 wt.%) from M1 ascompared to lower C1–C4 gaseous products (2.6 wt.%) from M2were observed. Higher content of toluene and light gases inproducts obtained over M1 catalyst indicate that this catalystfavors dealkylation of MEBs to toluene and ethylene (Reaction4 in Fig. 1). Once the toluene is formed from MEB dealkyla-tion, the transalkylation of TMBs and toluene to form xylenes(Reaction 1-A in Fig. 1) can takes place.
On the other hand, the products from M2 contain loweramount of toluene and light gases indicating significantlylower dealkylation of MEBs. The difference in dealkylationreaction over M1 and M2 is more clearly shown in Fig. 5. Sucha difference in dealkylation of MEBs between M1 and M2 canbe attributed to acid site concentration. M1, having higheracid site concentration, exhibited significantly more dealky-lation activity as compared to M2, which has lower acid siteconcentration.
3.2.2. Transalkylation and disproportionation of TMBs
Another interesting difference between two mordenite cata-lysts is the amount of C10 aromatics in the reaction product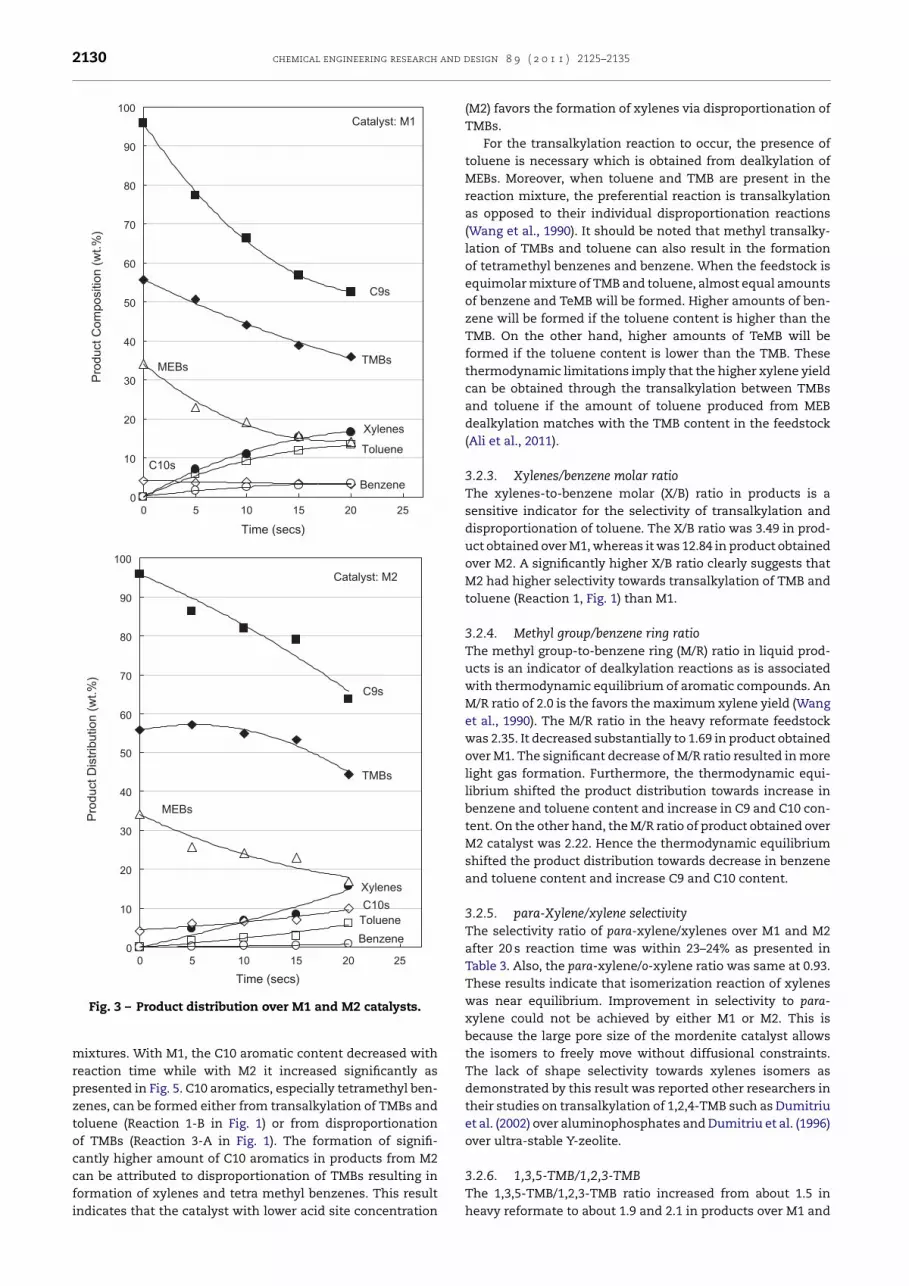
2130 chemical engineering research and design 8 9 ( 2 0 1 1 ) 2125–2135
Catalyst: M1
Xylenes
TMBsMEBs
C9s
C10sToluene
Benzene0
10
20
30
40
50
60
70
80
90
100
2520151050
Time (secs)
Pro
duct
Com
posi
tion
(wt.%
)
Catalyst: M2
Xylenes
TMBs
MEBs
C9s
C10sToluene
Benzene0
10
20
30
40
50
60
70
80
90
100
2520151050
Time (secs)
Pro
duct
Dis
trib
utio
n (w
t.%)
Fig. 3 – Product distribution over M1 and M2 catalysts.
The 1,3,5-TMB/1,2,3-TMB ratio increased from about 1.5 in
mixtures. With M1, the C10 aromatic content decreased withreaction time while with M2 it increased significantly aspresented in Fig. 5. C10 aromatics, especially tetramethyl ben-zenes, can be formed either from transalkylation of TMBs andtoluene (Reaction 1-B in Fig. 1) or from disproportionationof TMBs (Reaction 3-A in Fig. 1). The formation of signifi-cantly higher amount of C10 aromatics in products from M2can be attributed to disproportionation of TMBs resulting information of xylenes and tetra methyl benzenes. This result
indicates that the catalyst with lower acid site concentration(M2) favors the formation of xylenes via disproportionation ofTMBs.
For the transalkylation reaction to occur, the presence oftoluene is necessary which is obtained from dealkylation ofMEBs. Moreover, when toluene and TMB are present in thereaction mixture, the preferential reaction is transalkylationas opposed to their individual disproportionation reactions(Wang et al., 1990). It should be noted that methyl transalky-lation of TMBs and toluene can also result in the formationof tetramethyl benzenes and benzene. When the feedstock isequimolar mixture of TMB and toluene, almost equal amountsof benzene and TeMB will be formed. Higher amounts of ben-zene will be formed if the toluene content is higher than theTMB. On the other hand, higher amounts of TeMB will beformed if the toluene content is lower than the TMB. Thesethermodynamic limitations imply that the higher xylene yieldcan be obtained through the transalkylation between TMBsand toluene if the amount of toluene produced from MEBdealkylation matches with the TMB content in the feedstock(Ali et al., 2011).
3.2.3. Xylenes/benzene molar ratioThe xylenes-to-benzene molar (X/B) ratio in products is asensitive indicator for the selectivity of transalkylation anddisproportionation of toluene. The X/B ratio was 3.49 in prod-uct obtained over M1, whereas it was 12.84 in product obtainedover M2. A significantly higher X/B ratio clearly suggests thatM2 had higher selectivity towards transalkylation of TMB andtoluene (Reaction 1, Fig. 1) than M1.
3.2.4. Methyl group/benzene ring ratioThe methyl group-to-benzene ring (M/R) ratio in liquid prod-ucts is an indicator of dealkylation reactions as is associatedwith thermodynamic equilibrium of aromatic compounds. AnM/R ratio of 2.0 is the favors the maximum xylene yield (Wanget al., 1990). The M/R ratio in the heavy reformate feedstockwas 2.35. It decreased substantially to 1.69 in product obtainedover M1. The significant decrease of M/R ratio resulted in morelight gas formation. Furthermore, the thermodynamic equi-librium shifted the product distribution towards increase inbenzene and toluene content and increase in C9 and C10 con-tent. On the other hand, the M/R ratio of product obtained overM2 catalyst was 2.22. Hence the thermodynamic equilibriumshifted the product distribution towards decrease in benzeneand toluene content and increase C9 and C10 content.
3.2.5. para-Xylene/xylene selectivityThe selectivity ratio of para-xylene/xylenes over M1 and M2after 20 s reaction time was within 23–24% as presented inTable 3. Also, the para-xylene/o-xylene ratio was same at 0.93.These results indicate that isomerization reaction of xyleneswas near equilibrium. Improvement in selectivity to para-xylene could not be achieved by either M1 or M2. This isbecause the large pore size of the mordenite catalyst allowsthe isomers to freely move without diffusional constraints.The lack of shape selectivity towards xylenes isomers asdemonstrated by this result was reported other researchers intheir studies on transalkylation of 1,2,4-TMB such as Dumitriuet al. (2002) over aluminophosphates and Dumitriu et al. (1996)over ultra-stable Y-zeolite.
3.2.6. 1,3,5-TMB/1,2,3-TMB
heavy reformate to about 1.9 and 2.1 in products over M1 and

chemical engineering research and design 8 9 ( 2 0 1 1 ) 2125–2135 2131
TMBs
MEBs
C9s
0
10
20
30
40
50
60
70
80
Con
vers
ion
(wt.%
)
A
TMBs
MEBs
C9s
B
TMBs
MEBs
C9s
C
TMBs
MEBs
C9s
0
10
20
30
40
50
60
70
80
20151050
Reaction Time (secs)
Con
vers
ion
(wt.%
)
D
TMBs
MEBs
C9s
20151050
Reaction Time (secs)
E
TMBs
MEBs
C9s
20151050
Reaction Time (secs)
F
Fig. 4 – Conversion of C9 aromatics and its components over M1 (A); M1Z1 (B); M1Z2 (C); M2 (D); M2Z1 (E); and M2Z2 (F)c
Mr1TeeaM
FpM
atalysts.
2, respectively. This indicates that M2 favors the formation ofelatively more bulky 1,3,5 TMB than M1. Norval and Phillips,989 reported a thermodynamic equilibrium value for 1,3,5-MB/1,2,3-TMB ratio at 400 ◦C to be 3.12. The fact that thexperimental value obtained is different from the reportedquilibrium value indicates that shape selectivity does play
significant role in product distribution of TMB isomers in1 and M2. Wang et al. (1990) reported a value of 2.7 for theig. 5 – Toluene, light gases and C10 aromatics content inroducts obtained from conversion of heavy reformate over1 and M2 catalysts.
1,3,5-/1,2,3-TMB ratio at 348 ◦C over USY-zeolite, while Parkand Rhee (2000) reported a value of 1.99 over NU-87 zeolitewith catalytic properties falling between those of medium-and large-pore zeolites.
3.2.7. Coke formationThe carbon content in the coke is determined and the resultsare presented in Table 4. It can be observed from the resultsthat heavy reformate produces more coke for all catalysts dueto the presence of ethyl groups, which produces more olefinsthat acts as coke precursors. Also it can be seen that mordenite
catalysts with higher acidity (M1) produces more coke thanmordenite catalyst with low acidity (M2). The general trend ofTable 4 – Carbon deposition on catalysts for 1,2,4-TMBand heavy reformate feed at 400 ◦C and 20 s reactiontime.
Catalyst Total acidity(mmol/g)
Carbon deposition, wt.%
1,2,4-TMB Heavy reformate
M1 1.58 2.34 3.57M1Z1 1.38 1.75 2.15M1Z2 1.44 2.04 2.17M2 0.17 0.19 0.40M2Z1 0.30 0.30 0.59M2Z2 0.29 0.18 0.58

2132 chemical engineering research and design 8 9 ( 2 0 1 1 ) 2125–2135
Fig. 6 – Xylenes and para-xylene yields obtained fromconversion of heavy reformate over different catalysts.
coke formation in mixed catalysts is in line with the variationin acid site concentration. The deactivation of M1 will be quitefast compared to M2.
3.2.8. Xylenes yieldFrom the above discussion, it can be concluded that theconversion of heavy reformate to xylenes over M1 and M2 cat-alysts occur via different reaction pathways. Xylene yield after20 s of the reaction time was 16.6 wt.% and 15.7 wt.% with M1and M2, respectively. The difference in the total xylenes yieldover M1 and M2 is narrow (about 1 wt.%) despite the signifi-cant difference in acid site concentration. This result indicatesthat, depending on the catalyst acid site concentration, the for-mation of xylenes can take different reaction pathways withlittle difference in overall xylene yield. However, the differ-ent reaction pathways result in significant differences in otherproducts, such as light gases and C10 aromatics.
3.3. Conversion over mixture of mordenite/ZSM-5catalysts
Fig. 4 presents the conversion of C9 aromatics and its compo-nents over different catalysts varying reaction time. Comparedto M1, the M1Z1 catalyst resulted in slight increase (1.5 wt.%)in C9 aromatics conversion. A higher increase (4.6 wt.%) inC9 aromatics conversion was observed with M1Z2 (Table 3,Fig. 4A–C). Compared to M2, M2Z1 catalyst exhibited signifi-cantly (13.4 wt.%) increase in the conversion of C9 aromatics.However, M2Z2 resulted in a lesser enhancement (7.8 wt.%) ofC9 aromatics conversion (Table 3, Fig. 4D–F).
3.3.1. Dealkylation of MEBsCompared to M1, the M1Z1 catalyst resulted in an increase(4.1 wt.%) in MEBs conversion. Further increase (7.0 wt.%) inMEBs conversion was observed with M1Z2 (Table 3, Fig. 4A–C).It was also observed that toluene yield remained almostconstant in products from M1, M1Z1 and M1Z2 catalysts. Com-pared to M2, both M2Z1 and M2Z2 catalysts resulted in asignificant increase (18.5 wt.%) in MEBs conversion (Table 3,Fig. 4D–F). It was also observed that the toluene yield increased(5.5 wt.%) in products from M2Z1 and M21Z2 compared toM2 catalyst. An increase in C1–C4 gaseous products was alsoobserved.
It can be postulated that MEBs convert mainly by dealkyla-tion forming toluene and ethylene. A portion of toluene thusformed reacts with TMBs to form xylenes via transalkylation(Reaction 1-A in Fig. 1). Such a sequence of reactions resultsin higher yield of xylenes. The increase in total xylenes yieldover ZSM-5-containing catalysts, as presented in Table 3, is inline with the sequence of reactions mentioned above. There-fore, it can be stated that dealkylation of MEBs was enhancedby mixing ZSM-5 with both M1 and M2.
3.3.2. Transalkylation and disproportionation of TMBsAnother noticeable effect of mixing ZSM-5 was in the C10content in the product. Compared to M1, the C10 aromaticconversion decreased in products from M1Z1 and furtherdecreased in products from M1Z2. The lower conversion of C10can be attributed to lower acid site concentration of M1Z1 andM1Z2 compared to M1. For M2 catalyst, however, an increasein C10 aromatic content from 4.2 wt.% in feed to 10.0 wt.%is observed. As mentioned above, C10 aromatics, especially
tetramethyl benzenes, are formed over M2 catalyst via dispro-portionation of TMBs (Reaction 3-A in Fig. 1). Compared to M2,the C10 aromatic content in products from M2Z1 and M2Z2decreased to 7.9 wt.% and 7.7 wt.%, respectively. These resultsindicate that mixing M2 with ZSM-5 resulted in somewhatlower disproportionation of TMBs, probably due to higher acidsite concentration of M2Z1 and M2Z2 compared to M2.
3.3.3. Xylenes/benzene molar ratioThe X/B ratio in products obtained over M1Z1 and M1Z2 cata-lysts was 5.20 and 5.55, respectively. These values are higherthan 3.49 obtained over M1 catalyst, which indicates thataddition of ZSM-5 to M1 caused higher selectivity towardstransalkylation of toluene. On the other hand, the X/B ratio inproducts obtained over M2Z1 and M2Z2 catalysts was 8.24 and5.62, respectively. These values are significantly lower than12.84 obtained over M2 catalyst, which suggests lower selec-tivity towards disproportionation of toluene due to addition ofZSM-5 to M2.
3.3.4. Methyl group/benzene ring ratioThe M/R ratio slightly increased in products obtained overM1Z1 and M1Z2 compared to M1. This shift, however, wastowards the preferred value of 2.0. The reduction in benzeneand toluene as well as increase in xylenes, and C10 in the prod-uct are in accordance with the thermodynamic equilibrium.M2Z1 and M2Z2 also exhibited lower M/R ratio compared toM2. Again, the shift was towards the preferred value of 2.0. Itis should be noted that product obtained M2Z1 has an M/R of2.02 (which is closest to the value of 2.0) and has the highestxylene yield of 22.4 wt.%.
3.3.5. Coke formationThe carbon content in the coke is determined and the resultsare presented in Table 4. Addition of ZSM-5 to M1 resulted indecrease in coke formation, which is in line with the decreasein acid site concentration. On the other hand, addition of ZSM-5 to M2 resulted in increase in coke formation due to the higheracidity.
3.3.6. Xylenes yieldXylenes yield changed significantly upon mixing mordenitewith ZSM-5. The results, are presented in Table 3 and Fig. 6.Compared to M1, M1Z1 and M1Z2 catalysts exhibited 3.2 wt.%and 4.5 wt.% higher yield of total xylenes, respectively. Thiscan be attributed to higher dealkylation of MEBs compared toM1 catalyst. This result indicates that mixing M1 with ZSM-5
had positive effect on the transalkylation reaction, with moreeffect due to mixing with Z2.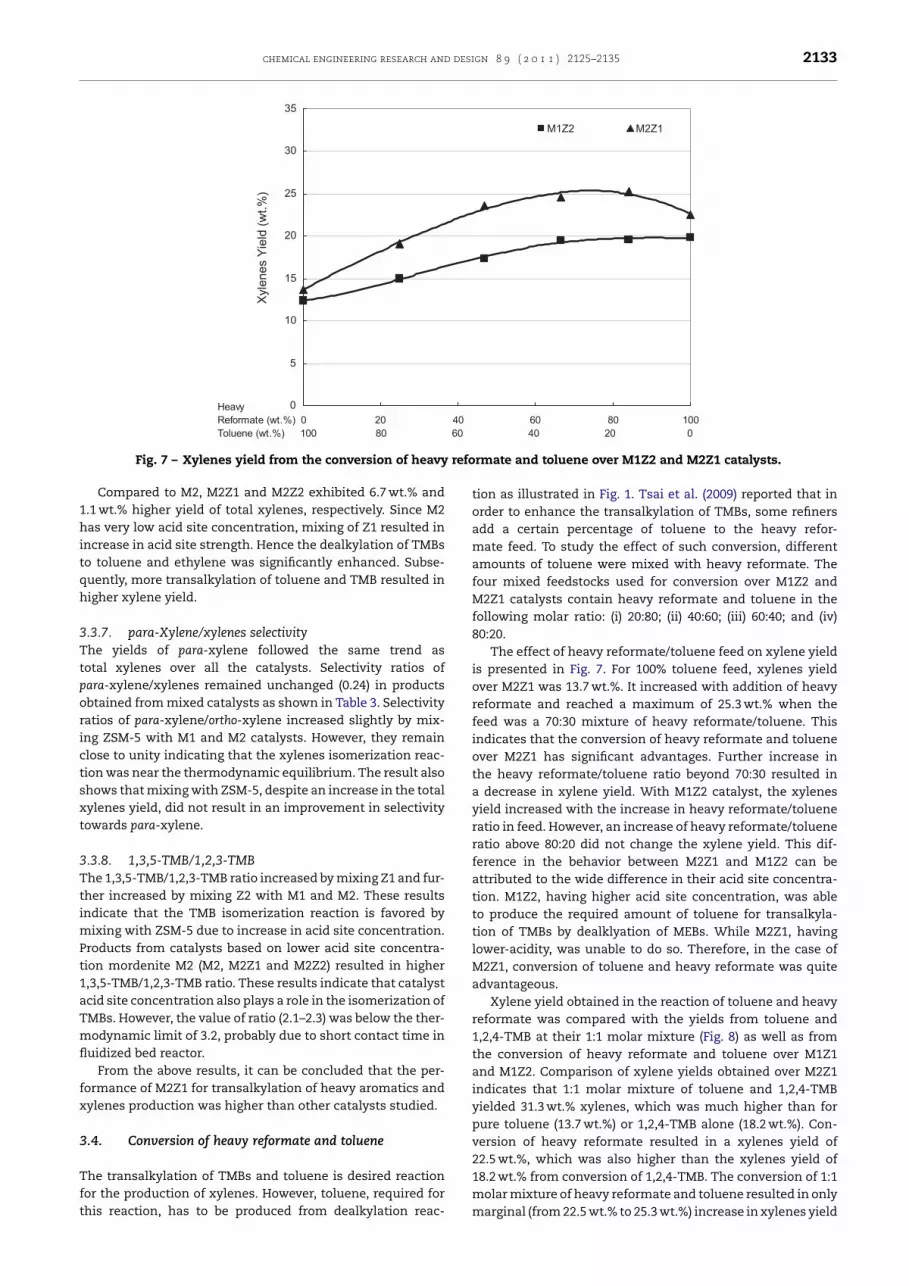
chemical engineering research and design 8 9 ( 2 0 1 1 ) 2125–2135 2133
0
5
10
15
20
25
30
35
Xyl
enes
Yie
ld (
wt.%
)
M1Z2 M2Z1
refo
1hitqh
3Ttporictsxt
3TtimPt1aTmfl
fx
3
Tft
Fig. 7 – Xylenes yield from the conversion of heavy
Compared to M2, M2Z1 and M2Z2 exhibited 6.7 wt.% and.1 wt.% higher yield of total xylenes, respectively. Since M2as very low acid site concentration, mixing of Z1 resulted in
ncrease in acid site strength. Hence the dealkylation of TMBso toluene and ethylene was significantly enhanced. Subse-uently, more transalkylation of toluene and TMB resulted inigher xylene yield.
.3.7. para-Xylene/xylenes selectivityhe yields of para-xylene followed the same trend as
otal xylenes over all the catalysts. Selectivity ratios ofara-xylene/xylenes remained unchanged (0.24) in productsbtained from mixed catalysts as shown in Table 3. Selectivityatios of para-xylene/ortho-xylene increased slightly by mix-ng ZSM-5 with M1 and M2 catalysts. However, they remainlose to unity indicating that the xylenes isomerization reac-ion was near the thermodynamic equilibrium. The result alsohows that mixing with ZSM-5, despite an increase in the totalylenes yield, did not result in an improvement in selectivityowards para-xylene.
.3.8. 1,3,5-TMB/1,2,3-TMBhe 1,3,5-TMB/1,2,3-TMB ratio increased by mixing Z1 and fur-
her increased by mixing Z2 with M1 and M2. These resultsndicate that the TMB isomerization reaction is favored by
ixing with ZSM-5 due to increase in acid site concentration.roducts from catalysts based on lower acid site concentra-ion mordenite M2 (M2, M2Z1 and M2Z2) resulted in higher,3,5-TMB/1,2,3-TMB ratio. These results indicate that catalystcid site concentration also plays a role in the isomerization ofMBs. However, the value of ratio (2.1–2.3) was below the ther-odynamic limit of 3.2, probably due to short contact time in
uidized bed reactor.From the above results, it can be concluded that the per-
ormance of M2Z1 for transalkylation of heavy aromatics andylenes production was higher than other catalysts studied.
.4. Conversion of heavy reformate and toluene
he transalkylation of TMBs and toluene is desired reaction
or the production of xylenes. However, toluene, required forhis reaction, has to be produced from dealkylation reac-rmate and toluene over M1Z2 and M2Z1 catalysts.
tion as illustrated in Fig. 1. Tsai et al. (2009) reported that inorder to enhance the transalkylation of TMBs, some refinersadd a certain percentage of toluene to the heavy refor-mate feed. To study the effect of such conversion, differentamounts of toluene were mixed with heavy reformate. Thefour mixed feedstocks used for conversion over M1Z2 andM2Z1 catalysts contain heavy reformate and toluene in thefollowing molar ratio: (i) 20:80; (ii) 40:60; (iii) 60:40; and (iv)80:20.
The effect of heavy reformate/toluene feed on xylene yieldis presented in Fig. 7. For 100% toluene feed, xylenes yieldover M2Z1 was 13.7 wt.%. It increased with addition of heavyreformate and reached a maximum of 25.3 wt.% when thefeed was a 70:30 mixture of heavy reformate/toluene. Thisindicates that the conversion of heavy reformate and tolueneover M2Z1 has significant advantages. Further increase inthe heavy reformate/toluene ratio beyond 70:30 resulted ina decrease in xylene yield. With M1Z2 catalyst, the xylenesyield increased with the increase in heavy reformate/tolueneratio in feed. However, an increase of heavy reformate/tolueneratio above 80:20 did not change the xylene yield. This dif-ference in the behavior between M2Z1 and M1Z2 can beattributed to the wide difference in their acid site concentra-tion. M1Z2, having higher acid site concentration, was ableto produce the required amount of toluene for transalkyla-tion of TMBs by dealklyation of MEBs. While M2Z1, havinglower-acidity, was unable to do so. Therefore, in the case ofM2Z1, conversion of toluene and heavy reformate was quiteadvantageous.
Xylene yield obtained in the reaction of toluene and heavyreformate was compared with the yields from toluene and1,2,4-TMB at their 1:1 molar mixture (Fig. 8) as well as fromthe conversion of heavy reformate and toluene over M1Z1and M1Z2. Comparison of xylene yields obtained over M2Z1indicates that 1:1 molar mixture of toluene and 1,2,4-TMByielded 31.3 wt.% xylenes, which was much higher than forpure toluene (13.7 wt.%) or 1,2,4-TMB alone (18.2 wt.%). Con-version of heavy reformate resulted in a xylenes yield of22.5 wt.%, which was also higher than the xylenes yield of18.2 wt.% from conversion of 1,2,4-TMB. The conversion of 1:1molar mixture of heavy reformate and toluene resulted in only
marginal (from 22.5 wt.% to 25.3 wt.%) increase in xylenes yield
2134 chemical engineering research and design 8 9 ( 2 0 1 1 ) 2125–2135
Fig. 8 – Comparison of xylenes yield from conversion of toluene, 1,2,4-TMB and heavy reformate over M1Z2 and M2Z1
catalysts.compared to significant (from 18.2 wt.% to 31.3 wt.%) increasein the conversion of 1:1 molar mixture of 1,2,4-TMB andtoluene. These results indicate that, for processing of heavyreformate, toluene required for transalkylation reaction wasproduced from dealkylation of MEBs and hence higher yield ofxylenes was obtained from 1:1 molar mixture of heavy refor-mate and toluene than from 1,2,4-TMB alone.
The results obtained from the conversion of heavy refor-mate and toluene over M1Z2 catalyst with higher-acid sites,were somewhat different. Comparison of xylenes yieldsobtained from toluene and 1,2,4-TMB indicates that 1:1 molarmixture of toluene and 1,2,4-TMB yielded 23.5 wt.% xylenes,which was higher than toluene alone (12.4 wt.%) or 1,2,4-TMB alone (19.6 wt.%). Conversion of heavy reformate aloneresulted in a xylenes yield of 19.8 wt.%, which was almostsame as the xylenes yield of 19.6 wt.% from conversion of1,2,4-TMB alone. The conversion of 1:1 molar mixture ofheavy reformate and toluene resulted in marginal (1.1 wt.%)decrease in xylenes yield compared to 3.9 wt.%) increase inthe conversion of 1:1 molar mixture of 1,2,4-TMB and toluene.These results indicate that the rate of dealkylation of MEBs toproduce toluene was much higher over higher-acidity M1Z2catalyst. This resulted in the production of required amountof toluene from heavy reformate alone. Therefore, addition oftoluene to heavy reformate did not result in an increase inxylenes yield. In fact, a slight decrease in xylenes yield was
observed possibly due to reduction of methyl groups in thereaction system.4. Conclusions
This study showed that the composition of heavy refor-mate can significantly alter the reaction rates and productyields over mordenite-based catalysts. Among the C9 com-ponents, MEBs were found to be more reactive than TMBs.Mordenite with higher acid site concentration (M1) favoreddealkylation reactions while mordenite with lower acid siteconcentration (M2) favored disproportionation of C9 aro-matics. The yield of total xylenes increased significantlyby mixing mordenite with ZSM-5 zeolite. While mixingZSM-5 and mordenite has shown appreciable advantage,mixing lower-acidity M2 with higher-acidity Z1 resultedin the highest xylenes yield (22.5 wt.%). It appears thatsuch a mixture strikes the balance in catalytic propertiesfor enhancing desirable reactions (such as dealkylation ofMEBs to toluene, disproportionation of TMBs and transalky-lation of TMBs and toluene, etc.), while limiting undesirablereactions (such as dealkylation of toluene etc.).
The conversion of toluene and heavy reformate overlower-acidity M2Z1 increased xylenes yield to a maximum of25.3 wt.% from a feed mixture containing 70:30 heavy refor-mate and toluene. Comparison of results for heavy reformateand 1,2,4-TMB indicates that toluene required for transalky-lation was produced by dealkylation of MEBs; hence morexylenes yield was obtained from heavy reformate compared
with 1,2,4-TMB alone. The results from the conversion oftoluene/1,2,4-TMB and toluene/heavy reformate indicate that
chemical engineering research and design 8 9 ( 2 0 1 1 ) 2125–2135 2135
ct
A
TCtloEP
R
A
A
A
C
C
C
C
D
D
d
D
transalkylation reaction over mordenite zeolite catalysts.
atalyst acidity plays a key role in promoting different reac-ions and hence the yield of total xylenes.
cknowledgements
his work is conducted at KFUPM-RI under the project No.RP02238 sponsored by Saudi Aramco. The authors would like
o thank KFUPM and Saudi Aramco for permission to pub-ish this paper. Acknowledgement is also due to the Ministryf Higher Education for establishing the Center of Researchxcellence in Petroleum Refining and Petrochemicals (CoRE-RP) at KFUPM.
eferences
li, S.A., Ali, M.A., Al-Nawad, K., Ercan, C., Wang, Y., 2011.Parametric study of dealkylation–transalkylation reactionsover mordenite-based bi-functional catalysts. AppliedCatalysis A: General 393 (1–2), 96–108.
l-Khattaf, S., Tukur, N.M., Al-Amer, A., Al-Mubaiyedh, U., 2006.Catalytic transformation of C7–C9 methyl benzenes overUSY-based FCC zeolite catalyst. Applied Catalysis A: General305 (1), 21–31.
l-Khattaf, S., Ali, M., Cejka, J., 2010. Recent development intransformations of aromatic hydrocarbons over zeolites. In:Cejka, J., Corma, A., Zones, S. (Eds.), Zeolites and Catalysis,Synthesis, Reactions and Applications. Wiley-VCH, v.2, pp.623–648.
ˇ ejka, J., Wichterlova, B., 2002. Acid-catalyzed synthesis ofmono-and dialkylbenzenes over zeolites: active sites, zeolitetopology, and reaction mechanisms. Catalysis ReviewsScience and Engineering 44 (3), 375–422.
ˇ ejka, J., Krejcí, A., Hanika, J., 1999. The effect of zeolite structureon the disproportionation of trimethylbenzene to xylenes andtetramethylbenzenes. Studies in Surface Science andCatalysis 125, 351–358.
ˇ ejka, J., Krejcí, A., Zilková, N., Dedecek, J., Hanika, J., 2001.Alkylation and disproportionation of aromatic hydrocarbonsover mesoporous molecular sieves. Microporous MesoporousMaterials 44–45 (1–3), 499–507.
ˇ ejka, J., Kotrla, J., Krejcí, A., 2004. Disproportionation oftrimethylbenzenes over large pore zeolites: catalytic andadsorption study. Applied Catalysis A: General 277 (1–2),191–199.
as, J., Bhat, Y.S., Bhardwaj, A.I., Halgeri, A.B., 1994a. Zeolite betacatalyzed C7 and C9 aromatics transformation. AppliedCatalysis A: General 116 (1–2), 71–79.
as, J., Bhat, Y.S., Halgeri, A.B., 1994b. Transalkylation anddisproportionation of toluene and C9 aromatics over zeolitebeta. Catalysis Letters 23 (1–2), 161–168.
e Lasa, H.I., 1992, Riser simulator for catalytic cracking studies.U.S. Patent No. 5,102,628.
umitriu, E., Hulea, V., Kaliaguine, S., Huang, M.M., 1996.Transalkylation of the alkylaromatic hydrocarbons in thepresence of ultrastable Y zeolites transalkylation of toluene
with trimethylbenzenes. Applied Catalysis A: General 135 (1),57–81.Dumitriu, E., Guimon, C., Hulea, V., Lutic, D., Fechete, I., 2002.Transalkylation of toluene with trimethylbenzenes catalyzedby various AFI catalysts. Applied Catalysis A General 237 (1),211–221.
Kraemer, D., PhD Thesis, University Western Ontario, London,Canada, 1991.
Krejci, A., Al-Khattaf, S., Ali, M.A., Bejblova, M.J., Cejka, J., 2010.Transalkylation of toluene with trimethylbenzenes overlarge-pore zeolite. Applied Catalysis A: General 377 (1–2),99–106.
Lonyi, F., Valyon, J., 2001. On the interpretation of NH3-TPDpatterns of H-ZSM-5 and H-mordenite. Microporous andMesoporous Materials 47 (2), 293–301.
Norval, G.W., Phillips, M.J., 1989. Alkylation of toluene withethylene: an equilibrium approach. Reaction Kinetics andCatalysis Letters 38 (2), 261–264.
Park, S.H., Rhee, H.K., 2000. Shape selective conversion of1,2,4-trimethylbenzene over zeolite NU-87. Catalysis Today 63(2–4), 267–273.
Röger, H.P., Möller, K.P., O’Connor, C.T., 1998. The reactionnetwork in the conversion of 1,2,4-trimethylbenzene overHZSM-5. Journal of Catalysis 176 (1), 68–75.
Serra, J., Guillon, E., Corma, A., 2005. Optimizing the conversionof heavy reformate streams into xylenes with zeolite catalystsby using knowledge base high-throughput experimentationtechniques. Journal of Catalysis 232 (2), 342–354.
Serra, J.M., Corma, A., Guillon, E., 2008, Catalyst comprising a10MR zeolite and a 12MR zeolite, and its use in transalkylationof alkylaromatic hydrocarbons, U.S. Patent No. 7419931.
Serra, J.M., Corma, A., Guillon, E., 2009, Process fortransalkylation of alkyl-aromatic hydrocarbons used in tworeaction zones, US Patent No. 7,629,499.
Tsai, T.S., 2006. Reactivation of acidic sites in mordenite used intoluene disproportionation. Applied Catalysis A: General 301,292–298.
Tsai, T.C., Liu, S.B., Wang, I., 1999. Disproportionation andtransalkylation of alkylbenzenes over zeolite catalysts.Applied Catalysis A: General A 181 (2), 355–398.
Tsai, T.S., Chen, W., Lai, C., Liu, S., Wang, I., Ku, C.S., 2004.Kinetics of toluene disproportionation over fresh and cokedH-mordenite. Catalysis Today 97 (4), 297–302.
Tsai, S.T., Chao, P., Liu, C., Tsai, T.C., 2008. Synergism of acidiczeolite and Pt/zeolite in heavy aromatics transalkylation.Studies in Surface Science Catalysis 174B, 1183–1186.
Tsai, T.C., Liu, S., Wang, I., 2009. Supported zeolite for heavyaromatics transalkylation process. Catalysis Surveys Asia 13(2), 94–103.
Tsai, S.T., Chao, P.H., Wang, I., Tsai, T.C., 2010. Dual-bed catalystsystem for improving product purity and catalytic stability inalkylbenzene transalkylation. Applied Catalysis A: General385 (1), 73–79.
Wang, I., Tsai, T.C., Huang, S.T., 1990. Disproportionation oftoluene and of trimethylbenzene and their transalkylationover zeolite beta. Industrial Engineering Chemistry Research29 (10), 2005–2012.
Wu, J.C., Leu, L.J., 1983. Toluene disproportionation and
Applied Catalysis 7 (3), 283–294.





























