Embed Size (px)
Citation preview

POLYMERS FOR ADVANCED TECHNOLOGIES
Polym. Adv. Technol. 2007; 18: 419–426
nce.wiley.com) DOI: 10.1002/pat.830
Published online 23 April 2007 in Wiley InterScience (www.interscieModification of sulfonated poly(ether ether ketone)
with phenolic resin
P. C. Deb*, L. D. Rajputy, V. R. Hande, S. Sasane and A. KumarNaval Materials Research Laboratory, Shil-Badlapur Road, MIDC Area, Ambernath (E), Maharashtra-421506, India
Received 8 April 2006; Revised 18 July 2006; Accepted 25 July 2006
*Correspoof AdvanE-mail: pyPresentWest Ben
Soluble phenol formaldehyde resin containing hydroxymethyl groups has been used to modify
sulfonated poly(ether ether ketone) (SPEEK).Modification has been carried outwith films containing
both the polymers and using dimethyl formamide (DMF) as casting solvent at various temperatures
under reduced pressure. Associated solvent and the hydrogen-bonded by-product dimethyl amine
(DMA) were removed through mild alkali–acid–water treatment. Cured and treated films show good
and consistent mechanical properties, water uptake (22–25%), ion-exchange capacity (1.1–1.5meq/g)
and proton conductivity (125–150mS/cm) at 308C and hold promise for application in fuel cells, as
indicated by a polarization study in a fuel cell test station. Copyright# 2007 JohnWiley & Sons, Ltd.
KEYWORDS: sulfonated poly (ether ether ketone); phenol formaldehyde resin; crosslinking; proton conductivity
INTRODUCTION
Polymer electrolyte films representing proton exchange
membranes (PEMs) for fuel cell (FC) applications have
attracted attention due to lower operating temperature and
high efficiency. These membranes also hold promise for use
in direct methanol fuel cells (DMFCs). However, important
prerequisites, such as high proton conductivity, thermal
stability, optimum water uptake and retention, etc., are still
to be guaranteed by most candidate membranes for actual
application in fuel cell. DuPont NafionR, which is still now
considered superior to other membranes, has limitations
such as high cost, limited useful life under actual operation
and specifically undesirable methanol permeability when
used in DMFCs. Alternative membranes, such as those based
on polyphosphazenes,1 polyimides,2 polybenzimidazoles,3
polysulfones4–6 and poly(ether ether ketone)7–10 are being
extensively evaluated for possible use in PEMFCs and
DMFCs for both stationary and mobile applications.
Aromatic poly(ether ether ketone) (PEEK) is thermally
stable and gives good conductivity and hydrophilicity on
sulfonation.11 Direct synthesis of sulfonated PEEK (SPEEK)
from sulfonated monomer was found to give somewhat
better properties, due to meta-positional sulfonate groups
and possible avoidance of side-reactions during sulfona-
tion.12–14 However, the mechanical properties of SPEEK in
aqueous environments at relatively high temperatures may
not be sufficient for long-term application in fuel cells.
Attempts are therefore being made to improve the mech-
anical properties by crosslinking through a portion of the
sulfonic acid groups available in the polymer. Crosslinking/
ndence to: P. C. Deb, Present address: Defence Instituteced Technology, Grinagar, Pune-411025, [email protected]: Chemistry Department, IIT, Kharagpur,gal, India.
modification of SPEEK with low permeability polymers,
such as phenol formaldehyde, with optimum hydroxy-
methyl content is expected to lower the hydrophilicity, water
solubility and also the gas permeability, which are desirable
for better stability in fuel cell applications. At present, three
methods are reported for crosslinking, using aliphatic/
aromatic amines,15 imides containing amines,16 and di- and
trihydric alcohols such as glycol, glycerol and erythritol.17
Crosslinked SPEEKs using ethylene glycol and glycerol have
good proton conductivity, with considerable swelling in
water. These membranes have not, however, been subjected
to actual use in fuel cells for long-term applications.
The selection of a crosslinking agent and modification of
SPEEK are important aspects, as these should not adversely
affect the proton conductivity, hydrophilicity and thermal
stability appreciably, and should not contain chemical
components that may affect long-term performance, due
to lowering of conductivity and poisoning of the catalyst due
to leaching. The choice of casting solvent also plays a very
important role, as has been recently brought out by
Robertson et al. 18 These authors have demonstrated the
presence of bonded solvent and dimethyl amine (DMA)
when dimethyl formamide (DMF) in particular is used as the
casting solvent in otherwise stringently prepared films. The
application of possible chemical treatments to remove these
components has not, however, been attempted.
We considered that low molecular weight phenol formal-
dehyde resin (PFR) containing a hydroxymethyl group could
be a good choice as a possible crosslinking agent, and on
reaction this would have reasonably good mechanical
properties, water uptake and proton conductivity. This
Copyright # 2007 John Wiley & Sons, Ltd.

420 P. C. Deb et al.
modification would lower the inherent solubility of SPEEK
containing a higher percentage of sulfonic groups and is not
expected to drastically lower the useful thermal properties of
PEEK/SPEEK. The content of phenolic resin has been
controlled so that sufficient electrical conductivity is retained
for fuel cell application. Studies on preparation and
properties of modified SPEEK membranes using PFR as
crosslinker, DMF as casting solvent, and removal of bonded
solvent and DMA by chemical treatment are reported in this
communication.
EXPERIMENTAL
Sulfonation of PEEKCommercial PEEK (Vitrex, USA) was sulfonated as a 15%
solution in 98% sulfuric acid. The solution was kept at 308Cfor 1 h and then at 508C for 6 h with slow stirring. The
sulfonated polymer was precipitated into crushed ice with
vigorous agitation, when a fiber-like material separated out.
This was repeatedly washed with ice-cold water until the pH
of the filtrate was about 6.8–7.0. The sulfonated polymer was
dried at 1008C under reduced pressure for 24 h until further
removal of water was not observed. Residual water (1–2%)
was removed by azeotropic distillation with benzene, which
was added repeatedly until all the water was removed, as
indicated from the phase separation in the distillate. This
was thereafter dried at 608C under reduced pressure for 48 h
and the polymer was obtained as a dark-coloured light-
weight material. The sulfonic acid content of SPEEK was
determined by first suspending it in standardNaOH solution
(0.1N) followed by back-titration with standard acid
(0.05N).
Modification through crosslinking of SPEEKThe modifier used was a low molecular weight PFR (Romit
Resin, India) having a hydroxymethyl content of 6.5%,
corresponding to a hydroxyl value of 118.60 and containing
about 4% free phenol. The resin as 80% solution in methanol
was dried at 308C under reduced pressure for 120 h to ensure
constant weight and total removal of methanol. The final
resin was obtained as a highly viscous, brownish material.
Stock solutions of SPEEK and PFR were made in DMF to a
concentration of 15% and 30% by weight, respectively.
Requisite volumes of the solutions were mixed to achieve the
following compositions of mixtures of the two pure resins:
100:60, 100:40 and 100:20 by weight (films designated as 15R,
10R and 05R, respectively). Films were cast from the filtered
and degassed solutions, such that dry film thickness of about
100–150mmwas obtained. DMF was allowed to evaporate at
room temperature for 48 h. The films were then subjected to
508C, 808C, 1008C, 1208C and 1408C under reduced pressure
of 10�2 atm for 24 h at each temperature. Samples of
heat-treated films at each temperature were preserved for
analysis.
CharacterizationIR spectra of the films were recorded in an FTIR instrument
(Perkin-Elmer 1650). Element analysis of the films was
carried out in a CHNS analyser (Perkin-Elmer 2400).
Copyright # 2007 John Wiley & Sons, Ltd.
Mechanical propertiesTensile properties were measured using a Hounsfield UTM
(Model No. 50K-S). The measurements were carried out with
water-equilibrated films at 308C with a crosshead speed of
10mm/min. The results were expressed in MPa and
percentage change for tensile strength and elongation,
respectively.
Thermal propertiesThe thermal stability and degradation pattern of modified
SPEEK were measured using a Hi-Res TGA 2950 thermo-
gravimetric analyser from TA instruments. Samples weigh-
ing about 10mg were heated from room temperature to
8008C at a heating rate of 208C/min.
Water absorption/uptake and dimensionalchangeEach film was cut to a size of about 10� 10 cm and was
equilibrated in distilled water at 308C for 24 h. The amount of
water absorbed into the samples was determined by
comparison of the weight of the original dried film and
the blotted soaked film after each exposure. Weighing of
blotted films was continued for about 60min to see the
desorption behavior. Water uptake studies were also carried
out at 508C, 608C, 708C and 808C and were determined from
the relationship (DW/W)� 100, where DW is the weight
increase of a dry film of weight W after water absorption.
Dimensional changes in water absorption were measured
in thickness and in plane directions and the results were
expressed as percentage change with respect to the
dimensions at 308C in water as standard.
Ion exchange capacity (IEC)The IEC of the membranes was determined by suspending
about 0.5 g of the membranes in 0.05M NaCl solution,
equilibrating for 24 h with slow stirring, and titrating the
liberated acid with 0.05M aqueous NaOH solution. The
exchanged film was brought to acid form in 24 h, washed
thoroughly, heated at 608C under reduced pressure for 12 h
and finally dried over P2O5 for 24 h to determine the dry
weight of the film.
Proton conductivity measurementProton conductivity of the membranes was measured using
the four-electrode DC conductivity method.19 The mem-
branes were conditioned in distilled water for 24 h, followed
by treatment with 0.1M sulfuric acid for 24 h at 308C.
Assessment of membrane electrode assemblyPt-impregnated carbon powder (Pt content of 0.18mg/cm2 of
crystallite size 60A) wasmade into a pourable slurry with 5%
Nafion solution and was spread over conducting carbon
paper. This was heated at 808C in air and at 1308C under
reduced pressure for 2 and 4h, respectively. The membrane
electrode assembly (MEA) was made by positioning the
cured and treated membrane in between two coated carbon
papers whose sides were covered with Teflon films. The
combination was then placed between two grooved graphite
plates to ensure uniform exposure of the electrode surfaces
(20 cm2 area) to hydrogen and oxygen on the two sides,
Polym. Adv. Technol. 2007; 18: 419–426
DOI: 10.1002/pat

-O- C-
O
CH
-CH -
-C- -O-
-[- O- -O-]--
CH OH OH OHCH -]-
SPEEK
+
SPEEK
OH
CH[--
OH
CH OHPF Resin
O
-O-]-
+
-[-O-
SO H
CROSS-LINKED SPEEK
SO H3
2
2
3
2
2
2
2
2
-2H O2CH
Figure 1. Possible crosslinking reaction of SPEEK with phenol–formaldehyde resin.
Modification of SPEEK with phenolic resin 421
respectively. The assembly was then put into a fuel cell test
station with a gas humidification and cell temperature
control facility. Polarization of the electrodes was carried out
at 458C, allowing 2–3h at each load and introducing
hydrogen and oxygen at 50 and 65ml/min, respectively,
under slightly above ambient pressure.
RESULTS AND DISCUSSION
Modification through crosslinkingCrosslinking of SPEEK has recently been a subject of interest,
due to the presence of a proton exchange sulfonic acid group
and good thermal andmechanical properties of the backbone
polymer. Crosslinking efforts have been restricted to sulfonic
acid groups, either for intra-/inter-chain self-condensation
or through crosslinker bridging sulfonic acid groups of
different molecules. The advantages and disadvantages of
such efforts have recently been elaborated.17 Extensive
crosslinking studies by the authors have identified thermal
conditions, choice of crosslinker and casting solvent. It has
emerged that the use of DMF and dimethyl acetamide
(DMAC) leads to the formation of a DMA–sulfonic acid
adduct which is stable even at high temperatures of curing.
The adduct affects the film properties and lowers the
conductivity of SPEEK film by consumption of sulfonic acid
groups. However, the effect of the casting solvent on
prolonged drying at ambient temperature and at reduced
Copyright # 2007 John Wiley & Sons, Ltd.
pressure has not been fully demonstrated. Also, possible
chemical treatment to remove the amine and improve
theproperties has not been identified. DMF is a good solvent
for both SPEEK and PFR and offers optimum casting
properties. We have therefore used this solvent for casting
and tried to optimize the crosslinking procedure and
subsequent chemical treatment to eliminate the solvent
and its by-product from the films. The possible crosslinking
reaction, shown in Fig. 1, results in the formation of
–C–SO2–O–C– linkage.
The hydroxymethyl content of PFR was determined after
removal of methanol and hydroxyl value was confirmed to
remain almost unchanged at about 116, indicating negligible
crosslinking during removal of the solvent. The dried
product was also freely soluble in DMF and methanol. On
mixing with SPEEK, overall concentration of phenol reduces
to 0.7–1.5%. SPEEK has very good compatibility with PFR
and three-dimensional modeling of possible crosslinked
product indicates low steric energy for its formation. Due to
dilution of phenol in the cast films and possible interaction of
the hydroxymethyl group with sulfonic acid, it is expected
that the crosslinking reaction will take place preferentially
between SPEEK and PFR. An attempt has not, therefore, been
made to quantitatively estimate the phenol content of the
crosslinked product.
SPEEKused in our experiments has a degree of sulfonation
of 80� 2 and is soluble inwarmwater andDMF/DMAC. The
Polym. Adv. Technol. 2007; 18: 419–426
DOI: 10.1002/pat
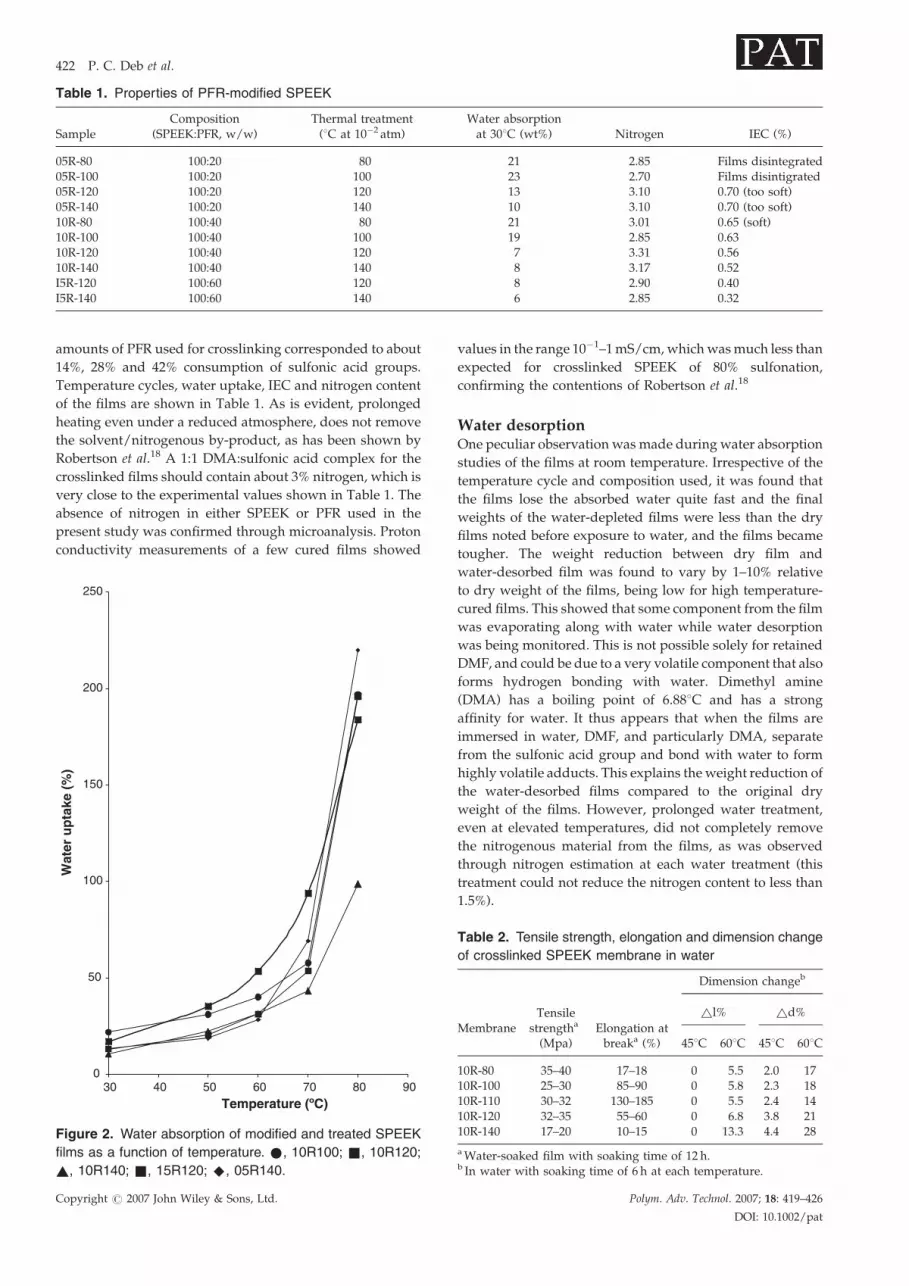
Table 1. Properties of PFR-modified SPEEK
SampleComposition
(SPEEK:PFR, w/w)Thermal treatment(8C at 10�2 atm)
Water absorptionat 308C (wt%) Nitrogen IEC (%)
05R-80 100:20 80 21 2.85 Films disintegrated05R-100 100:20 100 23 2.70 Films disintigrated05R-120 100:20 120 13 3.10 0.70 (too soft)05R-140 100:20 140 10 3.10 0.70 (too soft)10R-80 100:40 80 21 3.01 0.65 (soft)10R-100 100:40 100 19 2.85 0.6310R-120 100:40 120 7 3.31 0.5610R-140 100:40 140 8 3.17 0.52I5R-120 100:60 120 8 2.90 0.40I5R-140 100:60 140 6 2.85 0.32
422 P. C. Deb et al.
amounts of PFR used for crosslinking corresponded to about
14%, 28% and 42% consumption of sulfonic acid groups.
Temperature cycles, water uptake, IEC and nitrogen content
of the films are shown in Table 1. As is evident, prolonged
heating even under a reduced atmosphere, does not remove
the solvent/nitrogenous by-product, as has been shown by
Robertson et al.18 A 1:1 DMA:sulfonic acid complex for the
crosslinked films should contain about 3% nitrogen, which is
very close to the experimental values shown in Table 1. The
absence of nitrogen in either SPEEK or PFR used in the
present study was confirmed through microanalysis. Proton
conductivity measurements of a few cured films showed
0
50
100
150
200
250
90807060504030Temperature (ºC)
Wat
er u
pta
ke (
%)
Figure 2. Water absorption of modified and treated SPEEK
films as a function of temperature. *, 10R100; &, 10R120;
~, 10R140; &, 15R120; ^, 05R140.
Copyright # 2007 John Wiley & Sons, Ltd.
values in the range 10�1–1mS/cm,whichwasmuch less than
expected for crosslinked SPEEK of 80% sulfonation,
confirming the contentions of Robertson et al.18
Water desorptionOne peculiar observation wasmade during water absorption
studies of the films at room temperature. Irrespective of the
temperature cycle and composition used, it was found that
the films lose the absorbed water quite fast and the final
weights of the water-depleted films were less than the dry
films noted before exposure to water, and the films became
tougher. The weight reduction between dry film and
water-desorbed film was found to vary by 1–10% relative
to dry weight of the films, being low for high temperature-
cured films. This showed that some component from the film
was evaporating along with water while water desorption
was being monitored. This is not possible solely for retained
DMF, and could be due to a very volatile component that also
forms hydrogen bonding with water. Dimethyl amine
(DMA) has a boiling point of 6.888C and has a strong
affinity for water. It thus appears that when the films are
immersed in water, DMF, and particularly DMA, separate
from the sulfonic acid group and bond with water to form
highly volatile adducts. This explains theweight reduction of
the water-desorbed films compared to the original dry
weight of the films. However, prolonged water treatment,
even at elevated temperatures, did not completely remove
the nitrogenous material from the films, as was observed
through nitrogen estimation at each water treatment (this
treatment could not reduce the nitrogen content to less than
1.5%).
Table 2. Tensile strength, elongation and dimension change
of crosslinked SPEEK membrane in water
MembraneTensile
strengtha
(Mpa)Elongation atbreaka (%)
Dimension changeb
~l% ~d%
458C 608C 458C 608C
10R-80 35–40 17–18 0 5.5 2.0 1710R-100 25–30 85–90 0 5.8 2.3 1810R-110 30–32 130–185 0 5.5 2.4 1410R-120 32–35 55–60 0 6.8 3.8 2110R-140 17–20 10–15 0 13.3 4.4 28
aWater-soaked film with soaking time of 12 h.b In water with soaking time of 6 h at each temperature.
Polym. Adv. Technol. 2007; 18: 419–426
DOI: 10.1002/pat

Modification of SPEEK with phenolic resin 423
Treatment of modified SPEEKThe following two treatments were followed to remove
adhering DMF and DMA:
1. T
Co
he films were suspended in excess of 0.05N sulfuric acid
for 48 h at 308C with constant but slow stirring, followed
bywashingwithwater repeatedly until the filmswere free
from extraneous acid.
2. T
he films were suspended in excess of 0.05N aqueousNaOH solution for 48 h at 308C with constant but slow
stirring, followed by repeated washing with water. The
%T
rans
mitt
ance
(ar
bitr
ary
units
)
2500 3000 3500 4000
Wave numb
Wave numb
(A)
(B)
%T
rans
mitt
ance
(ar
bitr
ary
units
)
2500 300035004000
Figure 3. IR spectra of SPEEK and modifie
temperatures for 10R films, (A) untreated, (B
808C; — — at 1008C; _��__��_, at 1108C. (B) ____
pyright # 2007 John Wiley & Sons, Ltd.
films were then suspended in 0.05N sulfuric acid for 48 h
and finally washed repeatedly with water.
All films were subsequently dried at 608C under reduced
pressure and kept over P2O5 to ensure complete removal
of water before taking IR spectra and estimating the nitrogen.
Properties of the treated filmsSulfuric acid-treated films did show an improvement in
elimination of nitrogenous adduct to about 0.5% nitrogen,
while alkali and acid treatment, as in method 2 above,
500 1000 1500 2000
ers (cm-1)
ers (cm-1)
500 10001500 2000
d SPEEK during crosslinking at various
) treated. (A) ��������, SPEEK; - - - - -, at
, at 1008C; _____ at 1108C.
Polym. Adv. Technol. 2007; 18: 419–426
DOI: 10.1002/pat

0
20
40
60
80
100
120
9008007006005004003002001000Temperature (ºC)
Wei
gh
t lo
ss (
%)
Figure 4. TGA curves for phenolic resin modified
10R-SPEEK cured at 808C, 1008C, 1108C and 1208C.
424 P. C. Deb et al.
removed it completely. Moreover, adhering phenol, which
was present to the extent of 0.7–1.5% in the cured films, could
be removed by alkali and acid treatment as was ascertained
from analysis of the yellowish alkali extract obtained in this
treatment.
The anomalous behavior of steady lowering of the wet film
weight in air to less than the original weight was also not
observed after the treatment. Apparently, the toughness of
the treated films is also better. Water uptake properties of a
few cured and treated films (method 2) as a function of
temperature are shown in Fig. 2. As is evident, water uptake
properties up to 608C (equilibrated for 24 h at each
temperature) are comparable to those of Nafion (30–35%
by weight). In contrast to treated films, untreated films
became soft and spongy at temperatures >508C, leading to
loss of mechanical properties. Those untreated films cured
at>1208C andwith>10% PFRwere mechanically somewhat
better, but showed poor water uptake. The mechanical
properties and dimensional changes in water uptake and
conductivities of treated films are shown in Table 2. It is seen
that while the tensile strengths remained almost unchanged,
there was wide variation in elongation of the treated films
cured at different temperatures. It appears that at about
1008C the films attained good elongation, which again fell at
1208C. In order to examine this further, a freshly cast film
with 10R composition but cured finally at 1108C was also
prepared and given chemical treatment as described in
method 2 above. The properties of this film are also shown in
Table 2, along with those of the other films. It is evident that
curing at 1108C improved the elongation behavior of the film,
while the tensile strength remained virtually unchanged,
showing optimal curing.
Dimensional changes with water uptake clearly show
anisotropic dimensional changes, with a much larger
swelling in thickness than in area, as has also been reported
by Yin et al.20 for sulfonated and branched/crosslinked
polyimide membranes.
Infrared spectraThe infrared spectra of crosslinked but untreated 10R-SPEEK
films cured at different temperatures are shown in
Fig. 3A along with that of SPEEK, while the spectra of two
cured and treated films are shown in Fig. 3B. Characteristic
peaks, as reported by Gil et al.13 and Muthu Lakshmi et al.,21
were present in all the films. Addition of PFR and subsequent
crosslinking resulted in shifting of the –OH absorption band
of SPEEK at 3400–3500 cm�1. This peak shifted in treated
films to 3370 cm�1 from 3440 cm�1 of untreated films. Bands
at 1080 cm�1, due to sulfur–oxygen symmetrical vibration,
and at about 1250 cm�1 for the sulfonic acid group, appeared
for all cured and treated samples. However, the asymme-
trical vibrations of the sulfonate group which appeared at
about 1250 cm�1 for SPEEK shifted to 1150–1300 cm�1 for the
cured films, indicating possible formation of sulfonate ester
groups. The band at 1650 cm�1 was assigned to the backbone
carbonyl group in all the samples. It was observed that
differences in the spectra started appearing only at 808C,indicating the onset of curing and removal of the adhering
DMF.
Copyright # 2007 John Wiley & Sons, Ltd.
Thermal propertiesThermograms of modified 10R-SPEEK films cured at various
temperatures are shown in Fig. 4. These traces showed an
initial loss of about 8–10% until around 1008C, due to
removal of bound water. Since the membranes were heated
at 80–1208C for extended periods under reduced pressure to
constant weight, there was no possibility of degradation
until 1208C. The first weight loss due to degradation was in
the range 250–2808C, as reported by Xing et al.7 Further
weight loss at 450–6008C was due to decomposition of the
main chain. Char yield of about 42–45% at 8008C indicated
synergistic thermal stabilization. There was little variation in
the thermal degradation characteristics of films cured at
different temperatures. As is evident, the modified mem-
branes are expected to have good thermal stability in the
temperature range of interest for fuel cell application.
Ion exchange and proton conductivityThe ion-exchange capacity (IEC) properties of the untreated
membranes were not consistent and capacities varied over a
wide range (0.30–0.70meq/g). Reproducible IEC values
were obtained for the alkali–acid–water-treated membranes.
For example, IECs were 1.31,1.32 and 1.33meq/gm for
treated 10R100, 10R120 and 10R140 films, respectively, which
were comparable to directly synthesized but non-crosslinked
SPEEK membranes and were higher than those of Nafion
(0.91–0.95meq/gm),13 indicating the usefulness of the
treatment method followed. 05R- and 15R-crosslinked and
treated films showed consistent IECs of 1.72–1.78 and
0.22–0.30meq/g, which were considered either too high or
too low. Moreover, 05R films showed poor handling
characteristics, becoming too soft on water absorption. The
original SPEEK has an IEC of about 2.20, which on dilution
with PFR should give IECs in the range 1.40–1.80. IECs as
obtained for the treated films showed reduction due to
possible crosslinking.
Table 3 shows the properties of 10R100 films under various
treatments, alongwith the ex situ conductivity values in 0.1M
Polym. Adv. Technol. 2007; 18: 419–426
DOI: 10.1002/pat

Table 3. Tensile Properties of Injection-Molded Specimens of PEEK/TLCP/RCP Blends with different compatibilizer content
Composition (mass ratio)Abbreviation
PropertiesPEEK TLCP RCP E-modulus (MPa) Tensile Strength (Mpa) Strain (%)
100 0 0 PEEK 1712 (1580) 91 (87) 48.2 (76.9)98 2 0 PT1 1862 (1780) 101 (99) 35.5 (32.1)98 2 2 PTc1 1760 98 27.695 5 0 PT2 1824 (1797) 102 (97) 24.7 (37.6)95 5 2 PTc2 1930 103 19.590 10 0 PT3 1931 (1927) 109 (107) 18.6 (22.7)90 10 2 PTc31 2036 110 15.690 10 5 PTc32 2009 108 13.6
�The values in parentheses were determined from as-molded blends.The standard deviations of 5measurments in E-modulus and tensile Strengthwere less than 3%and the ones of elongation at breakwere less than 5%.
Modification of SPEEK with phenolic resin 425
sulfuric acid. We have also included values for 10R110 for
comparison. As is evident, the alkali–acid–water-treated
films had appreciable conductivities of 115–150mS/cm for
both films and were comparable to that of Nafion.
0
200
400
600
800
1000
1200 (A)
(B)
150100500
Current den
Cel
l vo
ltag
e (m
V)
600
605
610
615
620
625
630
635
640
645
650
6040200
Time
Cel
l vo
ltag
e (m
V)
Figure 5. (A) Polarization curves of various
pressure with 99% humidification. ^, Nafio
(B) Voltage–time characteristic of 10R-110 fil
total gas pressure with 99% humidification.
Copyright # 2007 John Wiley & Sons, Ltd.
Fuel cell performanceThe MEA performance data of 10R100, 10R110 and Nafion
under identical conditions are presented in Fig. 5A. As is
observed, the performance of 10R110 was comparable to that
350300250200
sity(mA/cm2)
12010080
(h)
films at 458C under ambient total gas
n; ~, 10R-100 film; &, 10R-110 film.
m at 50 mA/cm2 at 458C under ambient
Polym. Adv. Technol. 2007; 18: 419–426
DOI: 10.1002/pat

426 P. C. Deb et al.
of Nafion, while 10R100 deteriorated at current densities
higher than 150mA/cm2 (lower performance relative to
reported values is attributable to lower Pt loading in the
catalyst and a lower operating temperature of 408C). Similar
evaluation of unmodified SPEEK showed deterioration of the
membrane in 2 h at a current density of 50mA/cm2. The
MEA experiment with 10R110 was continued for more than
100 h at 50mA/cm2without loss of performance, as shown in
Fig. 5B. In these experiments it was observed that proper
humidification of themembrane is essential, and depletion of
the moisture content in the gases in the fuel cell experiments
almost irreversibly lowered the performance of the mem-
branes. A polarization study with unmodified SPEEK
indicated loss of film integrity in about 3 h at 50mA/cm2.
Since the modified membranes have good conductivity and
IEC, further work is under way with thicker membranes and
with other modifiers, such as aromatic diols.
CONCLUSIONS
SPEEKwas crosslinked using a lowmolecular weight phenol
formaldehyde resin in various proportions, using DMF as a
casting solvent. Removal of solvent and curing were
accomplished through an elaborate heat-treatment schedule.
It was observed that the curing reaction starts at about 808Cunder reduced pressure. The associated by-product DMA
was removed through alkali–acid–water treatment. Films
obtained using 40 parts by weight of phenol formaldehyde
resin per 100 parts of SPEEK (10R-SPEEK) showed good
water absorption, ion-exchange capacity and proton con-
ductivity. The water absorption characteristics, proton
conductivity and integrity up to 608C showed their
suitability for application in PEM fuel cells. 10R film cured
at 1108C showed a performance comparable with Nafion in
the fuel cell test.
AcknowledgmentsThe authors thank Dr J. Narayanadas, Director, NMRL, for
his interest and for permission to publish this work. Thanks
are also due to Mrs L. Chandrasekhar and Mrs. S.
Roychoudhury for experimental assistance.
REFERENCES
1. Guo Q, Pintauro PN, Tang H, O’Connor S. Sulfonated andCrosslinked Polyphosphazene-Based Proton-ExchangeMembranes. J. Membr. Sci. 1999; 154: 175.
2. Kim H, Litt M. Synthesis and characterization of sulfonatedpolyamide for fuel cell application. Polym. Prepr. Am. Chem.Soc. Divn. Polym. Chem. 2002; 42: 486.
Copyright # 2007 John Wiley & Sons, Ltd.
3. Wainright JS, Wang JT, Weng D, Savinell RF, Litt M. Acid-Doped Polybenzimidazoles: A New Polymer Electrolyte.J. Electrochem. Soc. 1995; 142: L121.
4. Nolte R, Ledjeff K, Bauer M, Mulhaupt R. Partially sulfo-nated poly(arylene ether sulfone)—A versatile proton con-ducting membrane material for modern energy conversiontechnologies. J. Membr. Sci. 1993; 83: 211.
5. Park HB, Shin HS, Lee YM, Rhim JW. Annealing effect ofsulfonated polysulfone ionomer membranes on proton con-ductivity and methanol transport. J. Membr. Sci. 2005; 247:103.
6. Wang F, Hickner M, Kim YS, Zawodzinski TA, McGrath JE.Direct polymerization of sulfonated poly(arylene ether sul-fone) random (statistical) copolymers: candidates for newproton exchange membranes. J. Membr. Sci. 2002; 197: 231.
7. Xing P, Robertson GP, Guiver MD, Mikhailenko SD, WangK, Kaliaguine S. Synthesis and characterization of sulfonatedpoly(ether ether ketone) for proton exchange membranes.J. Membr. Sci. 2004; 229: 95.
8. Kobayashi T, Rikukawa M, Sanui K, Ogata N. Proto-n-conducting polymers derived from poly (ether-etherketone)and poly (4- phenoxybenzoyl-1, 4-phenylene). Solid State Ionics1998; 106: 219.
9. Zaidi SMJ, Mikhailenko SD, Robertson GP, Guiver MD,Kaliaguine S. Proton conducting composite membranesfrom polyether ether ketone and heteropolyacids for fuelcell applications. J. Membr. Sci. 2000; 173: 17.
10. Ren S, Li C, Zhao X, Wu Z, Wang S, Sun G, Xin Q, Yang X.Surface modification of sulfonated poly (ether ether ketone)membranes using Nafion solution for direct methanol fuelcells. J. Membr. Sci. 2005; 247: 59.
11. Kreuer KD. On the Development of Proton ConductingPolymerMembranes for Hydrogen andMethanol Fuel Cells.J. Membr. Sci. 2001; 185: 29.
12. Harrison WL, Wang F, Mecham JB, Bhanu VA, Hill M, KimYS, McGrath JE. Influence of the bisphenol structure on thedirect synthesis of sulfonated poly (arylene ether) copoly-mers. J. Polym. Sci. Polym. Chem. 2003; 41: 2264.
13. Gil M, Ji X, Li X, NaH, Hampsey JE, Lu Y. Direct synthesis ofsulfonated aromatic poly (ether ether ketone) protonexchange membranes for fuel cell applications. J. Membr.Sci. 2004; 234: 75.
14. Trotta F, Drioli E, Morgalio G, Baima Poma E. Sulfonation ofpolyetheretherketone by chlorosulfuric acid. J. Appl. Polym.Sci. 1998; 70: 477.
15. Helmer-Metzmann F, Osan F, Schneller A, Ritter H, LedjeffK, Nolte R, Thorwirth R. US Patent No. 5438082, 1995.
16. Mao S, Hamrock SJ, Ylitalo DA. US Patent No. 6090895, 2000.17. Mikhailenko SD, Wang K, Kaliaguine S, Xing P, Robertson
GP, Guiver MD. Proton conducting membranes based oncross-linked sulfonated poly (ether ether ketone). J. Membr.Sci. 2004; 233: 93.
18. Robertson GP, Mikhailenko SD, Wang K, Xing P, GuiverMD, Kaliaguine S. Casting Solvent Interactions with Sulfo-nated Poly (Ether Ether Ketone) during Proton ExchangeMembrane Fabrication. J. Membr. Sci. 2004; 219: 93.
19. Slade S, Campbell SA, Ralph TR, Walsh FC. Ionic Conduc-tivity of an Extruded Nafion 1100 EW Series of Membranes.J. Electrochem. Soc. 2002; 149: A-1556.
20. Yin Y, Hayashi S, Yamada O, Kita H, Okamoto K. Pranched/Crosslinked Sulfonated Polylmide Membranes for PolymerElectrolyte Fuel Cells. Macromol. Rapid Commun. 2005; 26;696.
21. Muthu Lakshmi RTS, Choudhary V, Varma IK. Sulphonatedpoly (etheretherketone): Synthesis and characterization.J. Mater. Sci. 2005; 40: 629.
Polym. Adv. Technol. 2007; 18: 419–426
DOI: 10.1002/pat





























