Embed Size (px)
Citation preview

Design Of Experiment (DOE) &
Response Surface Methodology (RSM)
Present by:
Wan Nor Nadyaini Wan Omar,
B.Eng (Chem),M.Eng (Chem)Faculty of Chemical Engineering
Date: 12 Aug 2015
Place: N29,,Faculty of Chemical Engineering
12/8/2015 1academia@DahliaOmar

IF??
12/8/2015 2academia@DahliaOmar

Research Cycle processAsk Question:
Objective of study
Data Collection
Experimental Design
Graphical analysis
Analyze the result to answer the
question
12/8/2015 3academia@DahliaOmar

DATA COLLECTIONTo clarify the objective of experiment
• What data to be collected?• How to measure it?• How the data relates to process performances
and experimental objective?
The experimenter must determine
• Thus, the data could lead to correct conclusion
The experimenter must ensure the data collected is represented the processThe experimenter must ensure the data collected is represented the process
The experimental design must related to experimental objectivesThe experimental design must related to experimental objectives
12/8/2015 4academia@DahliaOmar
Experimental DesignConventional Method
• One factor at atime (OFAT)• Time consuming• Cannot interpret the interaction
between 2 or more variables
Statistical method
• Known as Design of Experiment (DOE)
• Apply factorial concept • Use the modelling to predict
the behavior of process variables
• RSM, ANN etc.• Could explain the interaction
between the process variables• Reduce lead time and improve
efficiency
12/8/2015 5academia@DahliaOmar

Response Surface Methodology (RSM) is a statistic techniques employed a regression analysis to performed for the collective data.
• is a tools to help we designs our experiment and analyses our data.
• RSM is one of the technique that have been programmed in that software.
What is STATISTICA, Design Expert, MiniTaband etc?
What is RSM?
What is DOE?A collection of predetermined process variables setting
12/8/2015 6academia@DahliaOmar

What DOE & RSM can do?
PREDICTION
• Could predict the relationship/interaction between the values of some measureable response variable(s) and those of a set of experimental factors presumed to affect the response(s)
• Predict the response value at various process condition
OPTIMIZATION
• Could find the values of the factors that produces the best value or values of the response(s).
12/8/2015 7academia@DahliaOmar

Flow of RSM study
Experiment
DOE spreadsheet
Mathematical model
Validity of Data
Variable selection
Find relationship
Optimization
Design of
experiment
(DOE)
Analysis of
Data
12/8/2015 8academia@DahliaOmar

Step in RSM studyBefore: Select the
variable-Design the experiment
During: The actual experiment will be
carried out
After: Analyze the data.
12/8/2015 9academia@DahliaOmar

Before Experiment
1. Selecting the process variables
2. Selecting the level and range for each process variable
3. Selecting the design of experiment (DOE)12/8/2015 10academia@DahliaOmar

Preparing for RSM study•What response variables are to be measured, how they will be
measured, and in what sequence?RESPONSE
•Which factor are most important and therefore will be included in the experiment, and which are least important and can these factor be omitted? With the important factors, can the desired effects be detected?
PROCESS VARIABLE
•What extraneous or disturbing factors must be controlled or at least have their effects minimized?DISTURBANCE
•What is the experimental unit, that is to say, what is the piece of experimental material from which a response value is measured? How are the experimental units to be replicated, if at all?
EXPERIMENTAL UNIT
•The choice of the factors and level determined the type, size and experimental region. The no. of level at each factor as well as the no. of replicated experiment units represent the total no. of experiment.
DESICION
12/8/2015 11academia@DahliaOmar

Design of experiment (DOE) Process
Objective
• Screening • Prediction• Optimization
Factor
• No of Independent Var.
• Block• Level • Range
Type of design
• Full factorial• Fractional factorial• Placket Burman• CCD• Box-behnken• Taguchi• Etc.
12/8/2015 12academia@DahliaOmar

Objective
• To identify significant main effect of factors from a list of many potential ones
• Not identified the interaction effect• Type of design: 2-level with resolution III or IV, fractional
factorial, Plackett-Burman
• To identify significant main effect of factors from a list of many potential ones
• Not identified the interaction effect• Type of design: 2-level with resolution III or IV, fractional
factorial, Plackett-Burman
Screening
• To identify the best process performance, interaction effect, and significant of factors
• Type of design: CCD or BBD
• To identify the best process performance, interaction effect, and significant of factors
• Type of design: CCD or BBD
Optimization
12/8/2015 13academia@DahliaOmar

1) Selecting the Parameter
• Process conditions influence the value of response variable• Can be qualitative or quantitative• Qualitative-blocking variables• Quantitative –normally considered in RSM
• Process conditions influence the value of response variable• Can be qualitative or quantitative• Qualitative-blocking variables• Quantitative –normally considered in RSM
Factors:
• The measureable quantity whose value is assumed to be affected by changing the levels of the factors and most interested in optimizing.
• The measureable quantity whose value is assumed to be affected by changing the levels of the factors and most interested in optimizing.
Responses:
12/8/2015 14academia@DahliaOmar

2) Selecting the Level
Two level (2k) - (-1,+1)-first order,
• Two-level factorial design is each factor is evaluated at a “low” setting and at “high” setting.
Three level (3k) – (-1,0,+1) second or higher order
• Three-level factorial design is each factor is evaluated at a “low”, “center” and at “high” setting.
Five-level (5k)-(-α, -1,0,+1, -α) second or higher order
• Five-level factorial design is each factor is evaluated at a “Star low”, “low”, “center” , “high” and “star high” setting.
12/8/2015 15academia@DahliaOmar

Experimental region o The region of conceivable factor level values that represents the factor combinations of potential interest.
o Need to determined before the experiment by finding the range of variables.
o If at the end of analysis, the factor value or optimum is out of the range, the experiment need to repeat with the new range.
Factors SymbolRange and Levels
-1 0 +1Molar ratio methanol: oil X1 20:1 30:1 40:1
Catalyst loading, wt% X2 2 3 4Reaction Time, min X3 120 180 240
Reaction Temperature X4 90 120 15012/8/2015 16academia@DahliaOmar
3) Selecting the Type of DOE
• Full factorial
• Fractional factorial
• Placket Burman
• CCD
• Box-behnken
• Taguchi
• Etc.
What are different between CCD and box-behnken design???
The most popular is CCD
and box-behnken design
12/8/2015 17academia@DahliaOmar

Factorial design
Easy to be used by simply following relatively simple design
Able to meet the majority of the experimental needs and its data analysis can be performed by graphical methods
Require relatively few runs at a reasonable size
If large number of factors is selected, the fractional factorial design can be employed to keep thea experimental run at a reasonable size
12/8/2015 18academia@DahliaOmar

Full factorial & fractional factorial
• Two level Full factorial (-1,+1)= 2k
• Three level full factorial (-1,0,+1) =3k
• Fractional factorial (two level) = 2k-m, m<ko ½= 2k-1
o 1/4= 2k-2
o 1/8= 2k-4
• Fractional factorial (three level) = 3k-m, m<k
Rotatable
Orthogonal
12/8/2015 19academia@DahliaOmar

Matrix Arrangement(2-level)
A B C D1 -1 -1 -1 -12 1 -1 -1 13 -1 1 -1 14 1 1 -1 -15 -1 -1 1 16 1 -1 1 -17 -1 1 1 -18 1 1 1 1
A B C D1 -1 -1 -1 -12 1 -1 -1 -13 -1 1 -1 -14 1 1 -1 -15 -1 -1 1 -16 1 -1 1 -17 -1 1 1 -18 1 1 1 -19 -1 -1 -1 110 1 -1 -1 111 -1 1 -1 112 1 1 -1 113 -1 -1 1 114 1 -1 1 115 -1 1 1 116 1 1 1 1
2-level fractional fractorial design (resolution IV)
2-level factorial design (full)
12/8/2015 20academia@DahliaOmar

Matrix Arrangement(3-level)
3**(4-0) full factorial design, 1 block , 81 runs (Spreadsheet1)
A B C D1 -1 -1 -1 -12 -1 -1 -1 0
3 -1 -1 -1 14 -1 -1 0 -15 -1 -1 0 06 -1 -1 0 17 -1 -1 1 -18 -1 -1 1 067 1 0 0 -168 1 0 0 069 1 0 0 170 1 0 1 -171 1 0 1 072 1 0 1 173 1 1 -1 -174 1 1 -1 075 1 1 -1 176 1 1 0 -177 1 1 0 078 1 1 0 179 1 1 1 -180 1 1 1 081 1 1 1 1
3**(4-1) fractional factorial design, 1 block , 27 runs (Spreadsheet1)
A B C D
1 -1 -1 -1 -1
2 -1 -1 0 1
3 -1 -1 1 0
4 -1 0 -1 1
5 -1 0 0 0
6 -1 0 1 -1
7 -1 1 -1 0
8 -1 1 0 -1
9 -1 1 1 1
10 0 -1 -1 1
11 0 -1 0 0
12 0 -1 1 -1
18 0 1 1 0
19 1 -1 -1 0
20 1 -1 0 -1
21 1 -1 1 1
22 1 0 -1 -1
23 1 0 0 1
24 1 0 1 0
25 1 1 -1 1
26 1 1 0 0
27 1 1 1 -1
3**(4-1) fractional factorial design, 3 blocks, 27 runs (Spreadsheet1)
Block A B C D
1 1 1 0 -1 -1
2 1 0 1 0 1
3 1 -1 -1 0 1
4 1 0 1 -1 -1
5 1 1 0 0 1
6 1 -1 -1 1 0
13 2 0 -1 1 -1
14 2 0 -1 0 0
15 2 0 -1 -1 1
16 2 1 1 0 0
17 2 -1 0 -1 1
18 2 1 1 1 -1
19 3 0 0 1 1
20 3 0 0 0 -1
21 3 -1 1 -1 0
22 3 0 0 -1 0
23 3 1 -1 1 1
24 3 1 -1 0 -1
25 3 1 -1 -1 0
26 3 -1 1 1 1
27 3 -1 1 0 -1
3**(4-1) fractional factorial design, 9 blocks, 27 runs (Spreadsheet1)
Block A B C D
1 1 0 1 0 1
2 1 1 0 1 0
5 2 1 0 0 1
6 2 0 1 -1 -1
7 3 1 0 -1 -1
8 3 -1 -1 0 1
11 4 -1 0 -1 1
12 4 1 1 1 -1
13 5 -1 0 1 -1
14 5 1 1 0 0
15 5 0 -1 -1 1
16 6 1 1 -1 1
17 6 0 -1 1 -1
18 6 -1 0 0 0
19 7 -1 1 -1 0
20 7 0 0 0 -1
21 7 1 -1 1 1
22 8 0 0 -1 0
23 8 1 -1 0 -1
24 8 -1 1 1 1
25 9 0 0 1 1
26 9 1 -1 -1 0
27 9 -1 1 0 -1 12/8/2015 21academia@DahliaOmar

Central Composite Design (CCD)
2k vertices of a k-dimensional “cube” (2-
level full factorial design or 2k-m fractional design) � coded as ±1
Total run= 2k+2k+no or 2k-m+2k+ no
n0≥1 “center” point replicates � coded as 0
2k vertices of a k-dimensional “star” � coded as ±α
Providing the estimate of pure
error and curvature
12/8/2015 22academia@DahliaOmar

CCDThe most common design (for the 2nd degree model)
•orthogonal: the term of model have to redefined• : normally used if the blocking variable is considered.
•Rotatable: related to the precision of the predicted value• : archieved by selecting appropriate values for no (>0) and α=4√M, M=2k
Can be orthogonal or rotatable design
12/8/2015 23academia@DahliaOmar

Box-behnken designThe equivalent in the case of 3(k-p) designs (3-level full factorial with incomplete block) are the so-called Box-Behnken designs (Box and Behnken, 1960).
These designs do not have simple design generators (they are constructed by combining two-level factorial designs with incomplete block designs), and have complex confounding of interaction.
However, the designs are economical and therefore particularly useful when it is expensive to perform the necessary experimental runs.
12/8/2015 24academia@DahliaOmar

DOE Matrix Arrangement-1.00 -1.00 -1.00 -1.00
-1.00 -1.00 -1.00 1.00
-1.00 -1.00 1.00 -1.00
-1.00 -1.00 1.00 1.00
-1.00 1.00 -1.00 -1.00
-1.00 1.00 -1.00 1.00
-1.00 1.00 1.00 -1.00
-1.00 1.00 1.00 1.00
1.00 -1.00 -1.00 -1.00
1.00 -1.00 -1.00 1.00
1.00 -1.00 1.00 -1.00
1.00 -1.00 1.00 1.00
1.00 1.00 -1.00 -1.00
1.00 1.00 -1.00 1.00
1.00 1.00 1.00 -1.00
1.00 1.00 1.00 1.00
-2.00 0.00 0.00 0.00
2.00 0.00 0.00 0.00
0.00 -2.00 0.00 0.00
0.00 2.00 0.00 0.00
0.00 0.00 -2.00 0.00
0.00 0.00 2.00 0.00
0.00 0.00 0.00 -2.00
0.00 0.00 0.00 2.00
0.00 0.00 0.00 0.00
0.00 0.00 0.00 0.00
-1.00 -1.00 -1.00 -1.00
-1.00 -1.00 0.00 1.00
-1.00 -1.00 1.00 0.00
-1.00 0.00 -1.00 1.00
-1.00 0.00 0.00 0.00
-1.00 0.00 1.00 -1.00
-1.00 1.00 -1.00 0.00
-1.00 1.00 0.00 -1.00
-1.00 1.00 1.00 1.00
0.00 -1.00 -1.00 1.00
0.00 -1.00 0.00 0.00
0.00 -1.00 1.00 -1.00
0.00 0.00 -1.00 0.00
0.00 0.00 0.00 -1.00
0.00 0.00 1.00 1.00
0.00 1.00 -1.00 -1.00
0.00 1.00 0.00 1.00
0.00 1.00 1.00 0.00
1.00 -1.00 -1.00 0.00
1.00 -1.00 0.00 -1.00
1.00 -1.00 1.00 1.00
1.00 0.00 -1.00 -1.00
1.00 0.00 0.00 1.00
1.00 0.00 1.00 0.00
1.00 1.00 -1.00 1.00
1.00 1.00 0.00 0.00
1.00 1.00 1.00 -1.00
CCD, 26 run 3 fractional factorial, 27 run
-1.00 -1.00 0.00 0.00
1.00 -1.00 0.00 0.00
-1.00 1.00 0.00 0.00
1.00 1.00 0.00 0.00
0.00 0.00 -1.00 -1.00
0.00 0.00 1.00 -1.00
0.00 0.00 -1.00 1.00
0.00 0.00 1.00 1.00
0.00 0.00 0.00 0.00
-1.00 0.00 0.00 -1.00
1.00 0.00 0.00 -1.00
-1.00 0.00 0.00 1.00
1.00 0.00 0.00 1.00
0.00 -1.00 -1.00 0.00
0.00 1.00 -1.00 0.00
0.00 -1.00 1.00 0.00
0.00 1.00 1.00 0.00
0.00 0.00 0.00 0.00
-1.00 0.00 -1.00 0.00
1.00 0.00 -1.00 0.00
-1.00 0.00 1.00 0.00
1.00 0.00 1.00 0.00
0.00 -1.00 0.00 -1.00
0.00 1.00 0.00 -1.00
0.00 -1.00 0.00 1.00
0.00 1.00 0.00 1.00
0.00 0.00 0.00 0.00
BBD, 27 run12/8/2015 25academia@DahliaOmar

CCD vs BBD
Criteria CCD BBD
Design 2-level factorial, with star point
3-level fractional factorial,
Block Up to researcher LimitedMean effect Not considered Considered Interaction Linear Linear, quadraticOptimization Yes Yes
12/8/2015 26academia@DahliaOmar

DOE TableRun
s
Manipulated Variables Response
sX1 X2 X3
Operating
temperature,T(oC
)
Levelb
Molar Ratio
(meOH: oil)
Levelb
Reaction
time,t (h)
Levelb
Yield, Y1
(%)
1 50 -1 3 -1 2 -1 91.90
2 50 -1 3 -1 4 +1 84.60
3 50 -1 10 +1 2 -1 65.15
4 50 -1 10 +1 4 +1 95.95
5 70 +1 3 -1 2 -1 63.90
6 70 +1 3 -1 4 +1 94.95
7 70 +1 10 +1 2 -1 87.60
12/8/2015 27academia@DahliaOmar

Addition note• The order of run is random• Can protect us from bias caused by unware factors, and validates our
analysis based on normal mode assumptions
Randomisation
• Repetition of experiments• It is essential feature to increase the degree of belief
Replication
• The experimental units are grouped into homogeneous clusterd in an attempt to improve the comparison of treatments with greater precision by randomly allocating the treatments withing each cluster or ‘block’
• To detect the effect of treatment from background noise caused by non-homogeneous experimental unit.
• Can eliminate a source of variability from analysis
Blocking
12/8/2015 28academia@DahliaOmar

REMEMBERS
There are none software that can help you IF your DOE is worst
or wrong.
12/8/2015 29academia@DahliaOmar

After experiment
1. Insert the complete data into DOE
2. Develop the empirical/predicted model
3. Statistic analysis of empirical model
4. Find the importance of process variables
5. Investigate the influence of process variables
6. Optimization of process variables
12/8/2015 30academia@DahliaOmar
1) Complete dataInsert the collected data into the software.
(refer to tutorial 2)
12/8/2015 31academia@DahliaOmar

2) Develop the model
• First Order polynomial
• Second Order polynomial
12/8/2015 32academia@DahliaOmar

Mathematical Model (empirical/predicted model)
To• represent the relationship of response function and the factor level• Predict the response at various combination of process variables
Can be shown by• First order model (linear,X)• Second order model (Quadratic, X2)• Third model (Cubic, X3), if using design expert.
Analysis• the least square method was employed to estimate the response surface model.
Test of significance of model• t and F-test• Parity plot• Pareto chart• Probability plot
Random Error-(Pure error)- are normal distributed 12/8/2015 33academia@DahliaOmar

First Order Model• Fit for
o Limited for small experimental region (two level)
o Response surface is hyperlane
o First approximation of the surface
o Cost of experimentation are held to a minimum
o To locate higher value of the response-steepest ascent
o Screening for the important factor
Ŷ = βo + β1X1 + β2X2 + β3X3
Y : predicted response (response functionβo : intercept coefficient (offset)β1 , β2 and β3 : linear terms (first order)X1 , X2 and X3 : uncoded independent variables
12/8/2015 34academia@DahliaOmar

Second order model (polynomial)
• Normally used for optimization since it is consider the center point.
Ŷ = βo + β1X1 + β2X2 + β3X3 + β12X1X2 + β13X1X3+β23X2X3 + β11X1
2 + β22X22 +β33X3
2
Y : predicted response (response functionβo : intercept coefficient (offset)β1 , β2 and β3 : linear terms (first order)β11 , β22 and β33 : quadratic terms (second order)β12 , β13 and β23 : interaction termsX1 , X2 and X3 : uncoded independent variables
12/8/2015 35academia@DahliaOmar
3) Statistic analysis of model
• Regression analysis
• ANOVA
• Hypothesis testing
12/8/2015 36academia@DahliaOmar
Validity of model
The adequacy of the fitted model is checked by ANOVA (Analysis of Variance) using Fisher F-test
The fit quality of the model can also be checked from their Coefficient of Correlation (R) and Coefficient of Determination (R2)
12/8/2015 37academia@DahliaOmar

Observed and predicted table
YuŶuŸ=mean
SST=SST=∑(Yu- Ÿ)2 =4.59875
SSR=SSR=∑(Ŷu- Ÿ )2=4.4225
SST=SST=∑(Yu-Ŷ)2 =0.1762512/8/2015 38academia@DahliaOmar

Coefficient of Determination (R-square, R2)
Coefficient of Determination (R2): a proportion of total variation of the observed values of activity (Yi) about the mean explained by the fitted model
• R2=SSR/SST
Coefficient of Correlation (R) : an acceptability about the correlation between the experimental and predicted values from the model.
Adjusted R2: Measure the drop of magnitude of the estimate of the error variance
• adj R2=1- Msresidual/(SST/N)-more smaller more better12/8/2015 39academia@DahliaOmar

How to interpret the R2 ?
R2>0.75 acceptable (Haaland), however, >0.8
is much better
R2 is closer to 1, the predicted model is more
reliable
R2 value is always in between 0 to 1
The value of 1, indicated the empirical/predicted model explains all of the variability in the data
The value of 0, indicated that none of the variability in the data can be explained by predicted model.
12/8/2015 40academia@DahliaOmar

Analysis of variance (ANOVA)• The F-value is a measurement of variance of data about the mean based on the ratio of mean square (MS) of group variance due to error.
• F-value = MS regression/MSresidual= (SSR/DFregression)/ (SSE/DFresidual)
• F table =F(p−1,N−p,α) o p−1 :DFregressiono N−p:DFresidualo N=total expo P=no of term in fitted modelo α-value: level of significant
• the calculated F-value should be greater than the tabulated F-value to reject the null hypothesis,
12/8/2015 41academia@DahliaOmar

Hypothesis testing (F value)
• There are 2 statement is comparing at significant confident level (95%, α= 0.05)
Null hypothesis, H0: All the coefficient (β) are zero
Alternative hypothesis, H1: At least one of coefficient (β) is not zero.
Conclusion: The null is
True: Fcal< F table, cannot be rejected
Rejected: F cal>F table.
The surface is plane
The surface is twisted.
F table Can be find online
12/8/2015 42academia@DahliaOmar

4) Importance/significant of process variables
• T-value and p-value
• Pareto chart
• Probability plot
12/8/2015 43academia@DahliaOmar

Significant of the model coefficient
•Measure how large the coefficient is in relationship to its standard error• T�value = coefficient/ standard error
T�Value:
• is an observed significance level of the hypothesis test or the probability of observing an F�statistic as large or larger than one we observed.• The small values of p�value � the null hypothesis is not true.
P�value
Can be visualized• Pareto Chart
• Normal Probability plot 12/8/2015 44academia@DahliaOmar

Interpretation?
Design expert:P-value sometimes known as Pprob
Statistica: visualize using pareto chart
- If a p-value is ≤ 0.01, then the Ho can be rejected at a 1% significance level � “convincing” evidence that the HA is true.
- If a p-value is 0.01<p-value≤0.05, then the Ho can be rejected at a 5% significance level � “strong” evidence in favor of the HA.
- If a p-value is 0.05<p-value≤0.10, then the Ho can be rejected at a 10% significance level. �it is in a “gray area/moderate”
- If a p-value is >0.10, then the Ho cannot be rejected.� “weak” or ”no” evidence in support of the HA.
12/8/2015 45academia@DahliaOmar

A) Lignin degradation (%)
p=.05
Standardized Effect Estimate (Absolute Value)
1Lby3Q1Lby3L2Lby3L
(3)Reaction Time (min)(L)2Qby4L2Qby3L2Lby3Q1Qby3L1Qby3Q1Qby4L
Moisture content (%)(Q)2Lby4L
Reaction Time (min)(Q)1Lby2Q
(4)Ozone flowrate (LPM)(L)(2)Moisture content (%)(L)
1Qby2L3Lby4L
Ozone flowrate (LPM)(Q)Particle size (mm)(Q)
1Lby4L1Lby2L
1Qby2Q(1)Particle size (mm)(L)
Pare
to C
hart ANOVA effect estimates
are sorted from largest to small value
The magnitude of each effect is represented by a column
A line going across the column indicates how large and effect has to be statistically significant
12/8/2015 46academia@DahliaOmar

Probability plot Probability Plot; Var.:Lignin degradation (%); R-sqr=.99031; Adj:.87403
Y = -0.0848+0.3431*x
4 3-level factors, 1 Blocks, 27 Runs; MS Residual=10.05794
DV: Lignin degradation (%)
1Qby2Q
1Lby2L3Lby4L1Qby2L
(4)Ozone flowrate (LPM)(L)1Lby2Q1Qby3Q1Qby3L2Qby3L1Lby3Q1Lby3L2Lby3L(3)Reaction Time (min)(L)2Qby4L2Lby3Q1Qby4LMoisture content (%)(Q)2Lby4LReaction Time (min)(Q)
(2)Moisture content (%)(L)Ozone flowrate (LPM)(Q)
Particle size (mm)(Q)1Lby4L
(1)Particle size (mm)(L)
-8 -6 -4 -2 0 2 4 6 8
- Interactions - Main effects and other effects
Standardized Effects (t-values)
-3.0
-2.5
-2.0
-1.5
-1.0
-0.5
0.0
0.5
1.0
1.5
2.0
2.5
3.0
Exp
ecte
d N
orm
al V
alu
e
.01
.05
.15
.35
.55
.75
.95
.99
1Qby2Q
1Lby2L3Lby4L1Qby2L
(4)Ozone flowrate (LPM)(L)1Lby2Q1Qby3Q1Qby3L2Qby3L1Lby3Q1Lby3L2Lby3L(3)Reaction Time (min)(L)2Qby4L2Lby3Q1Qby4LMoisture content (%)(Q)2Lby4LReaction Time (min)(Q)
(2)Moisture content (%)(L)Ozone flowrate (LPM)(Q)
Particle size (mm)(Q)1Lby4L
(1)Particle size (mm)(L)
Probability Plot; Var.:Lignin degradation (%); R-sqr=.99031; Adj:.87403
4 3-level factors, 1 Blocks, 27 Runs; MS Residual=10.05794
DV: Lignin degradation (%)
1Lby3Q1Lby3L2Lby3L(3)Reaction Time (min)(L)2Qby4L2Qby3L2Lby3Q1Qby3L1Qby3Q1Qby4LMoisture content (%)(Q)
2Lby4LReaction Time (min)(Q)
1Lby2Q(4)Ozone flowrate (LPM)(L)(2)Moisture content (%)(L)
1Qby2L3Lby4L
Ozone flowrate (LPM)(Q)Particle size (mm)(Q)
1Lby4L
1Lby2L
1Qby2Q
(1)Particle size (mm)(L)
-1 0 1 2 3 4 5 6 7
- Interactions - Main effects and other effects
Standardized Effects (t-values) (Absolute Values)
0.0
0.5
1.0
1.5
2.0
2.5
3.0
Exp
ecte
d H
alf-N
orm
al V
alu
es (
Half-N
orm
al P
lot)
.05
.25
.45
.65
.75
.85
.95
.99
1Lby3Q1Lby3L2Lby3L(3)Reaction Time (min)(L)2Qby4L2Qby3L2Lby3Q1Qby3L1Qby3Q1Qby4LMoisture content (%)(Q)
2Lby4LReaction Time (min)(Q)
1Lby2Q(4)Ozone flowrate (LPM)(L)(2)Moisture content (%)(L)
1Qby2L3Lby4L
Ozone flowrate (LPM)(Q)Particle size (mm)(Q)
1Lby4L
1Lby2L
1Qby2Q
(1)Particle size (mm)(L)
Normal Half- Normal
• To assess how closely a set of observed values follow a theoretical distribution
• if all values fall onto stright line, the residual follow the normal distribution• The parameter were rank –ordered.
12/8/2015 47academia@DahliaOmar

5) Interaction/influence of process variables
• Contour plot
• Surface (3D)
• Single parameter
12/8/2015 48academia@DahliaOmar

Visualize the result• Predicted response function (Ŷ) (read “Y hat”):
o Predict the value of response
• Response surface:o Represent the relationship between predicted response function and factor
o Is visualized in 3D, contour, single parameter;
.25 .63
Particle size (mm)
55
60
65
70
75
80
85
90
95
100
105
Lig
nin
De
gra
da
tio
n (
%)
.25 .63
Particle size (mm)
55
60
65
70
75
80
85
90
95
100
105
Lig
nin
De
gra
da
tio
n (
%)
12/8/2015 49academia@DahliaOmar

Single Variables• The graph is plot the predicted Mean of value of process variables
0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
Partic le Size (mm)
65
70
75
80
85
90
95
100
%
Lignin degradation (%)
Glucose recovery (%)
.25 .63
Particle size (mm)
55
60
65
70
75
80
85
90
95
100
105
Lig
nin
De
gra
da
tio
n (
%)
.25 .63
Particle size (mm)
55
60
65
70
75
80
85
90
95
100
105
Lig
nin
De
gra
da
tio
n (
%)
12/8/2015 50academia@DahliaOmar

Contour
Visualized the shape of the 3D response surface
Line or curves (known as contour) represent the surface of response value are drawn on graph or plane whose coordinates represent the level of the factor.
The direction of contour can be used to explained the behavior of interaction for both parameter
Ellipses, circular or saddle point
12/8/2015 51academia@DahliaOmar

Examples (Ellipse)
12/8/2015 52academia@DahliaOmar

Examples (saddle point)
12/8/2015 53academia@DahliaOmar

Example (Circular)
12/8/2015 54academia@DahliaOmar

3D surface plotShows the interaction between two process variables as function of factors.
Shape
•Minimum: basin•Maximum: hill•Saddle: saddle shape
12/8/2015 55academia@DahliaOmar

Surface
Hyperbola, maximum hill
Parabola, maximum hill
Saddle-shaped12/8/2015 56academia@DahliaOmar

12/8/2015 57academia@DahliaOmar

Quadratic interaction
12/8/2015 58academia@DahliaOmar
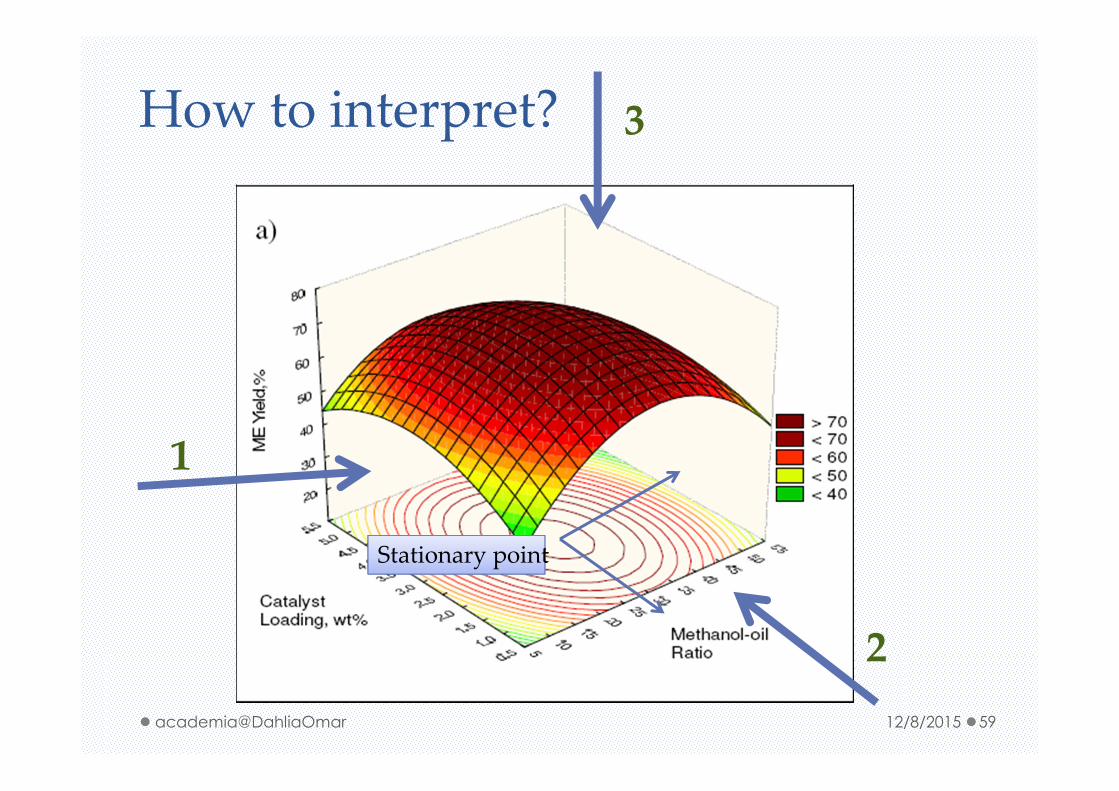
How to interpret?
1
2
3
Stationary pointStationary point
12/8/2015 59academia@DahliaOmar

6) Optimization• Single response
• Multi response
12/8/2015 60academia@DahliaOmar

Optimization: Single response-Critical value
Will identified the point on the quadratic response surface either it the minimum, maximum, or saddle point of the surface.
The critical values for the independent variables are the coordinates of the origin of the quadratic response surface.
Shown the predicted value of the dependent variable (response) at the critical values for each of the independent variables.
12/8/2015 61academia@DahliaOmar

OPTIMIZATION: Multi-response
• Superimpose of two contour plot.
12/8/2015 62academia@DahliaOmar

OPTIMIZATION: Multi-response via
Desirability Function
A popular and established technique for simultaneous determization of optimum settings of input variables that can determine optimum performance levels for one or more responses
Converting the estimated response model ( Y) into individual desirability function (d) that are then aggregated into a composite function (D).
This composite function is usually a geometric or an arithmetric , which will be maximized or minimized, respectively.
12/8/2015 63academia@DahliaOmar

Desirability Profile
Predicted value
Process variable
Desirability 12/8/2015 64academia@DahliaOmar

3D surface plot
12/8/2015 65academia@DahliaOmar

Contour plot
12/8/2015 66academia@DahliaOmar

Conclusion DOE and RSM
•A powerful method for design of experimentation, analysis of experimental data, and optimization.
Advantages
• design of experiment, statistical analysis, optimization, and profile of analysis in one step
• Produce empirical mathematical model
Disadvantage
• The prediction only can be determined in range of study.
12/8/2015 67academia@DahliaOmar

references
12/8/2015 68academia@DahliaOmar

Slide can be found at https://teknologimalaysia.academia.edu/DahliaOmar
12/8/2015 69academia@DahliaOmar

Statistica Tutorial 1DESIGN OF EXPERIMENT
12/8/2015 70academia@DahliaOmar

DOE spreadsheetOpen spreadsheet STEP 1
Click StatisticaSTEP 2
12/8/2015 71academia@DahliaOmar

Click industrial statistics & six Click industrial statistics & six sigma
STEP 3
Click experimental design (DOE)STEP 4
12/8/2015 72academia@DahliaOmar

Design & analysis of experiment windows
Click central composite, non factorial, surface Click central composite, non factorial, surface design→ok
STEP 5
12/8/2015 73academia@DahliaOmar

Pick suitable design →okSTEP 6
CCD
12/8/2015 74academia@DahliaOmar

Click change factor value etcSTEP 7
12/8/2015 75academia@DahliaOmar

Change value
Insert the variable and range → okSTEP 8
12/8/2015 76academia@DahliaOmar

Click design display Click design display (standard order)
STEP 9
Design display on workbook windows
12/8/2015 77academia@DahliaOmar

Copy DOE to spreedsheet
Select all right clickSelect all → right click→copy with headers
STEP 1
Paste on spreadsheetSTEP 2
12/8/2015 78academia@DahliaOmar
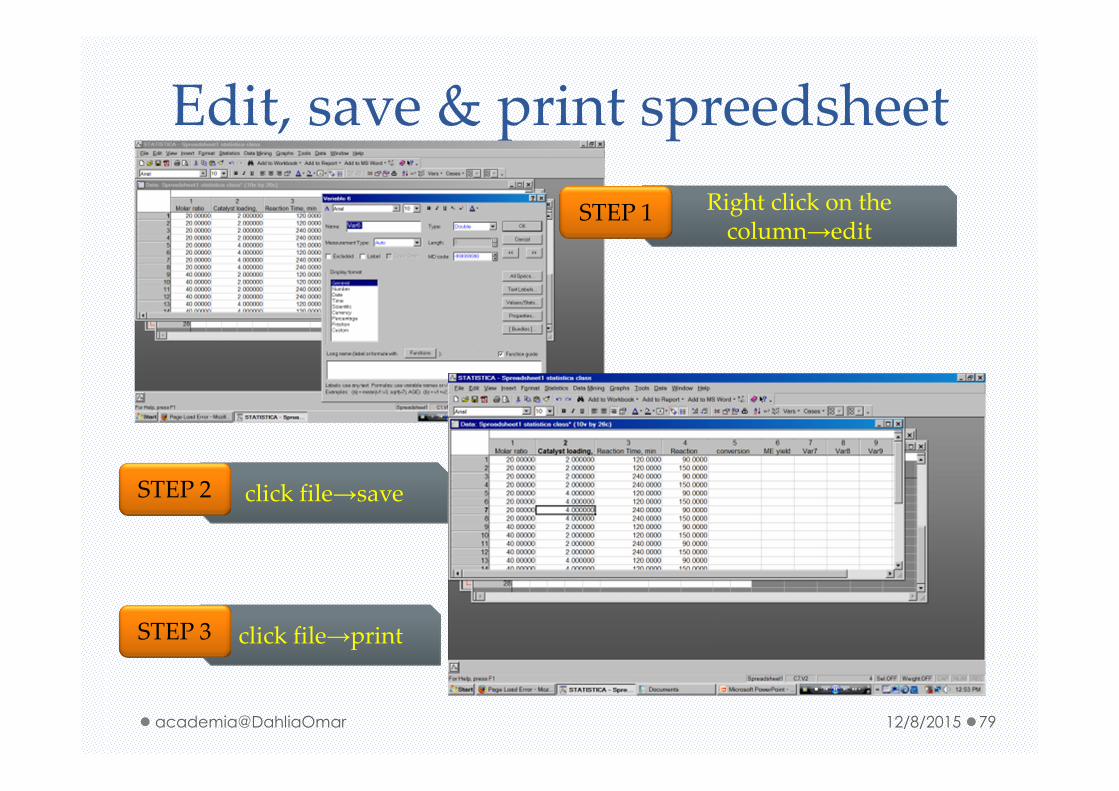
Edit, save & print spreedsheetRight click on the Right click on the
column→editSTEP 1
click file→saveSTEP 2
click file→printSTEP 3
12/8/2015 79academia@DahliaOmar

Statistica tutorial 2INSERT AND ANALYSIS THE DATA
12/8/2015 80academia@DahliaOmar

Insert the result into spreadsheet
Remember save the spreadsheet(note: spreadsheet is an important in statistica)
Open spreadsheet and insert the result STEP 1
12/8/2015 81academia@DahliaOmar

Click StatisticaSTEP 2
Click industrial statistics & six Click industrial statistics & six sigma
STEP 3
Click experimental design (DOE)STEP 4
12/8/2015 82academia@DahliaOmar

Click central composite, non factorial, surface Click central composite, non factorial, surface design→ok
STEP 5
Click analyze design tabSTEP 6
12/8/2015 83academia@DahliaOmar

Click variablesSTEP 8
12/8/2015 84academia@DahliaOmar
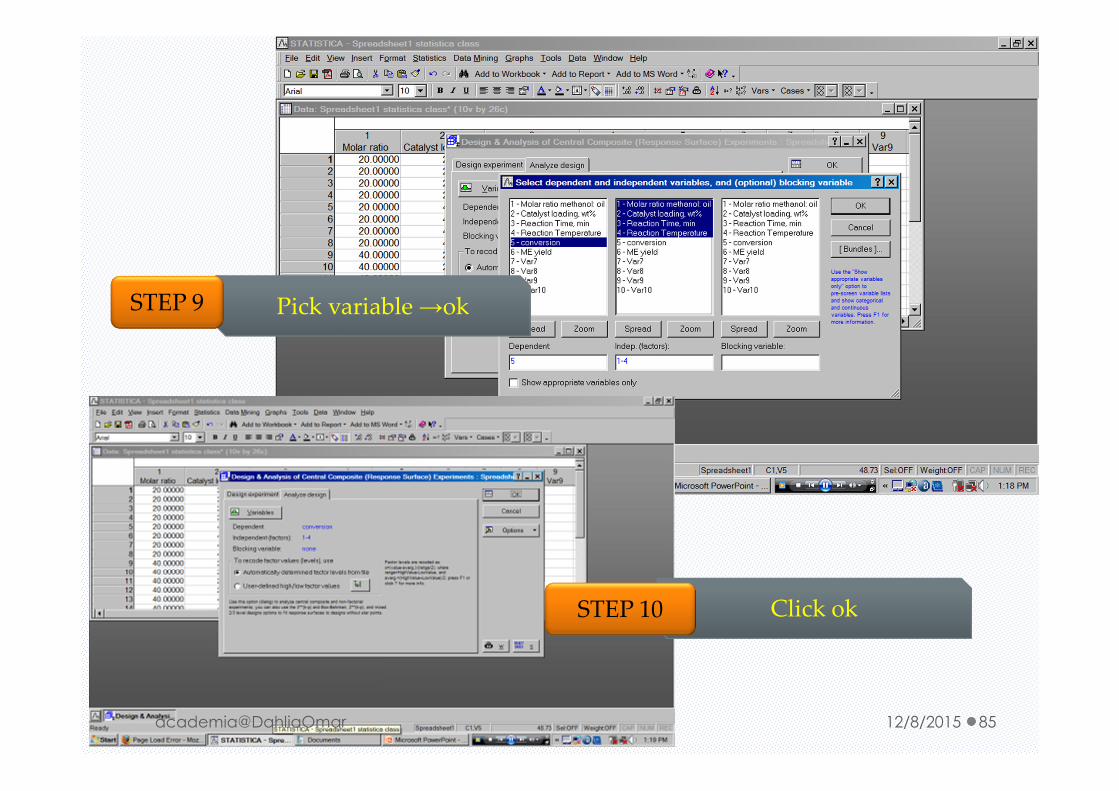
Pick variable →okSTEP 9
Click okSTEP 10
12/8/2015 85academia@DahliaOmar

Analysis of the central composite (response surface) experiment windows opened.Analysis of the central composite (response surface) experiment windows opened.(note: this windows is an important for analysis since it display all information
needed)
12/8/2015 86academia@DahliaOmar

Save as project
Click file → save project asSTEP 11
This statistica project file can be opened anytime and the analysis and workbook could be resume.
12/8/2015 87academia@DahliaOmar
STATISTICA TUTORIAL 3PREDICTED/EMPIRICAL MODEL
12/8/2015 88academia@DahliaOmar

Model (Coefficient selection)
STEP 1
12/8/2015 89academia@DahliaOmar

Click Anova/effect Click Anova/effect →regression coefficient
STEP 2
434232413121
2
4
2
3
2
2
2
143212
005.0001.0056.0011.0004.0198.0
003.0001.0843.0050.0978.1774.0266.0623.4048.192
XXXXXXXXXXXX
XXXXXXXXY
−++−+−
−−−−++−+−=
12/8/2015 90academia@DahliaOmar

STATISTICA TUTORIAL 4ANOVA
12/8/2015 91academia@DahliaOmar

ANOVA/Effects
Click ANOVA table tabSTEP
12/8/2015 92academia@DahliaOmar

ANOVA table
SourcesSum of
Squares(SS)
Degree of
Freedom(d.f)
Mean Squares
(MS)F-value F0.05
Regression
(SSR)2807.32 14 200.52 3.39 >2.74
Residual 649.87 11 59.08
Total (SST) 3457.29 25
R2>0.75 (Haaland, 1989)
SST
Residual
SSR= SST-residual
DF
DFSSR= DFSST-DF residual12/8/2015 93academia@DahliaOmar

STATISTICA TUTORIAL 5Effects
12/8/2015 94academia@DahliaOmar

Tab of ANOVA/Effects
12/8/2015 95academia@DahliaOmar

Effect estimates
12/8/2015 96academia@DahliaOmar

STATISTICA TUTORIAL 6Mean Effect
12/8/2015 97academia@DahliaOmar

12/8/2015 98academia@DahliaOmar

12/8/2015 99academia@DahliaOmar

STATISTICA TUTORIAL 7Contour plot
12/8/2015 100academia@DahliaOmar

12/8/2015 101academia@DahliaOmar

STATISTICA TUTORIAL 83D Surface
12/8/2015 102academia@DahliaOmar

12/8/2015 103academia@DahliaOmar
STATISTICA TUTORIAL 9Optimization: Single response
12/8/2015 104academia@DahliaOmar

OPTIMIZATION: Single responses
Predicted response
Click quick tab critical value (min, Click quick tab→ critical value (min, max, saddle)
STEP 1
12/8/2015 105academia@DahliaOmar

STATISTICA TUTORIAL 10Optimization: Desirability function
12/8/2015 106academia@DahliaOmar

12/8/2015 107academia@DahliaOmar

Desirability profile
3D surface plot
Contour plot
12/8/2015 108academia@DahliaOmar





























