Embed Size (px)
Citation preview



UPB © 2012
UNIVERSIDAD PRIVADA BOLIVIANA
FACULTAD DE INGENIERÍA Y ARQUITECTURA
CARRERA DE INGENIERÍA ELECTROMECÁNICA
DIMENSIONAMIENTO DEL EQUIPO DE TRASLACIÓN
DE UN ROUTER CNC DE APLICACIÓN ESPECÍFICA
EMPLEANDO UNA MÁQUINA PROTOTIPO DE
MEDICIÓN QUE SIMULA EL PROCESO DE CORTE
PROYECTO FINAL DE GRADO
Presentado por: Sergio Cordero Calvimontes
Tutor: Ing. Carlos López Magne
COCHABAMBA, Febrero 2014

º
ii
UPB © 2013
RESUMEN EJECUTIVO
El diseño formal, aquel que no es empírico, posee una estructura secuencial e iterativa,
que asegura la convergencia del proceso en resultados funcionales. El objetivo del
presente documento es aplicar las técnicas del diseño formal en el dimensionamiento del
órgano más importante en una máquina router CNC, que es el equipo de traslación. Se
adopta el método clásico de diseño, cuyo flujo se divide en ocho pasos cronológicos; de
los cuales solamente se excluye al paso que implica la fabricación de la máquina.
El dimensionamiento del equipo de traslación, corresponde en gran parte a un criterio
holístico de diseño, pues este órgano depende de los demás componentes de la
máquina; pero luego de cierto punto, en la etapa de diseño en detalle, la filosofía de
diseño se limita a solamente el dimensionamiento del equipo de traslación. El factor que
resalta las diferencias entre ambas etapas de diseño, etapa integrada y etapa específica,
es el comportamiento dinámico de la máquina; en realidad, dicho comportamiento se ve
reflejado en las fuerzas de maquinado presentes en el proceso de remoción de material.
La implementación de una máquina especial de medición, que pueda determinar el
comportamiento de las fuerzas de maquinado, es crucial para el dimensionamiento
óptimo del equipo de traslación; de lo contrario el proceso de diseño quedaría en
conceptos meramente teóricos y en estimaciones no necesariamente reales. El concepto
de una máquina de medición o simulación del proceso de corte, se implementa en una
máquina prototipo lo suficientemente funcional como para poder realizar la medición.
Una vez conocidas las fuerzas de maquinado, que se denominan como vector �� , se
puede dimensionar a detalle no solamente al equipo de traslación de la máquina router
CNC, sino también al resto de los órganos. En esta etapa, que es el diseño específico, se
detallan y dimensionan a los componentes y equipos estrictamente necesarios para el
dimensionamiento del equipo de traslación; los resultados del dimensionamiento de dicho
órgano consisten en un grupo ordenado de criterios, parámetros y componentes, cuyo
conjunto permite cumplir eficientemente la función de proveer la traslación a los
eslabones de la máquina router CNC.
Para poder cuantificar el problema y las necesidades del dimensionamiento, se usan
técnicas comparativas en máquinas semejantes y aplicaciones específicas relacionadas;
estas mismas técnicas son las que se implementan en la validación del producto, con el
objetivo de evaluar si el resultado satisface al problema y necesidad planteados.

º
iii
UPB © 2013
ABSTRACT
The formal design, that which is not empirical, has a sequential and iterative structure,
which ensures the convergence of the process in functional outcomes. The objective of
this paper is to apply the formal design techniques in the sizing of the most important organ
in a CNC router machine, which is the translation equipment. The classical design method
has been adopted, which flow is divided into eight chronological steps, from which the
step that involves the manufacture or implementation of the machine is only excluded.
The translation´s equipment sizing has to be a great deal to a holistic design approach. It
means that this organ depends on the other components of the machine, but after a
certain point, in the detail design stage, the design philosophy is limited to the translation
equipment sizing only.
The factor that highlights the differences between the stages of design, integrated and
specific stage is the dynamic behavior of the machine; in fact, such behavior is reflected in
the machining forces present in the material’s removal process.
The implementation of a special measuring machine that can determine the behavior of
machining forces is crucial for the optimal sizing of the translation equipment. Otherwise
the design process would be based on merely theoretical concepts and in not necessarily
actual estimations. The concept of a measuring machine or a cutting process simulation
machine is implemented in a prototype machine, functional enough to measuring the
forces.
Once that machining forces are known, which are mentioned as �� vector, it can be sized
in detail, not only the translation equipment CNC router machine, but also to the other
organs. At this stage in which the design is specific, components and equipment are
detailed and dimensioned, those which are strictly necessary for the sizing of the translation
equipment. The sizing results of such organ consist on an ordered set of criteria, parameters
and components, which set together allows fulfilling in an efficient way, the function of
providing motion to the CNC router machine chains.
In order to quantify the sizing problems and needs, comparative techniques are used in
similar machines and related specific applications. These same techniques are which are
implemented in the validation of the product, with the aim of evaluating whether the result
meet the problems and needs established.
º
iv
UPB © 2013
CONTENIDO
1. INTRODUCCIÓN ......................................................................................................................... 1
1.1 ANTECEDENTES ............................................................................................................................. 1
1.2 DESCRIPCIÓN DEL PROBLEMA ....................................................................................................... 2
1.3 JUSTIFICACIÓN DEL PROYECTO FINAL DE GRADO ........................................................................... 2
1.4 DELIMITACIÓN DEL PROYECTO FINAL DE GRADO............................................................................ 3
2. MARCO TEÓRICO ...................................................................................................................... 4
2.1 ESTADO DEL ARTE ......................................................................................................................... 4
2.1.1 Manufactura..................................................................................................................... 4
2.1.2 Mecanizado ..................................................................................................................... 4
2.1.3 Fresado y máquinas fresadoras ..................................................................................... 7
2.1.4 Control Numérico Computarizado ................................................................................ 7
2.1.5 Fresadoras tipo Router CNC ........................................................................................... 8
2.2 DESAGREGACIÓN TECNOLÓGICA ................................................................................................. 9
2.2.1 Parámetros ........................................................................................................................ 9
2.2.2 Órganos generales .......................................................................................................... 9
2.2.3 Sistemas funcionales ...................................................................................................... 12
2.3 NOCIONES DE DISEÑO................................................................................................................. 12
2.3.1 Plataformas de información ......................................................................................... 12
2.3.2 Proceso de diseño ......................................................................................................... 13
3. OBJETIVOS ................................................................................................................................ 14
3.1 OBJETIVO GENERAL .................................................................................................................... 14
3.2 OBJETIVOS ESPECÍFICOS.............................................................................................................. 14
4. METODOLOGÍA ........................................................................................................................ 15
4.1 NECESIDADES Y ESPECIFICACIONES .............................................................................................. 15
4.1.1 Primer paso en el diseño formal: Problema y Necesidades ..................................... 15
4.1.2 Segundo paso en el diseño formal: Información y cuantificación ......................... 16
4.1.3 Tercer paso en el diseño formal: Determinación de especificaciones .................. 21
4.2 ALTERNATIVAS ............................................................................................................................ 22
4.2.1 Cuarto paso en el diseño formal: Diseño conceptual .............................................. 22
4.2.2 Quinto paso en el diseño formal: Selección de alternativas ................................... 23

º
v
UPB © 2013
4.3 PROTOTIPO DE LA MÁQUINA DE MEDICIÓN ................................................................................... 24
4.4 DISEÑO FINAL DE INGENIERÍA ....................................................................................................... 25
4.4.1 Sexto paso en el diseño formal: Diseño en detalle ................................................... 26
4.4.2 Séptimo paso en el diseño formal: Validación .......................................................... 26
5. NECESIDADES Y ESPECIFICACIONES ...................................................................................... 27
5.1 PROBLEMA Y NECESIDADES .......................................................................................................... 27
5.2 INFORMACIÓN Y CUANTIFICACIÓN .............................................................................................. 28
5.2.1 Análisis comparativo ..................................................................................................... 28
5.2.2 Análisis matricial ............................................................................................................. 31
5.3 DETERMINACIÓN DE ESPECIFICACIONES ....................................................................................... 33
6. ALTERNATIVAS .......................................................................................................................... 38
6.1 DISEÑO CONCEPTUAL ................................................................................................................. 38
6.2 SELECCIÓN DE ALTERNATIVAS ...................................................................................................... 42
6.2.1 Cabezal: Motor de conformado ................................................................................. 42
6.2.2 Mesa de Trabajo ............................................................................................................ 42
6.2.3 Pórtico ............................................................................................................................. 43
6.2.4 Equipo de traslación ...................................................................................................... 43
6.2.5 Equipo de control .......................................................................................................... 43
7. PROTOTIPO DE LA MÁQUINA DE MEDICIÓN ......................................................................... 44
7.1 RESULTADOS ............................................................................................................................... 44
7.2 CONCLUSIONES .......................................................................................................................... 49
8. DISEÑO FINAL DE INGENIERÍA................................................................................................. 53
8.1 DISEÑO EN DETALLE – DIMENSIONAMIENTO .................................................................................. 53
8.1.1 Primer paso – Cabezal .................................................................................................. 55
8.1.2 Segundo paso – Primera etapa – Tipo de pórtico ..................................................... 55
8.1.3 Segundo paso – Segunda etapa – Redundancia de pórtico ................................. 64
8.1.4 Tercer paso – Mesa de trabajo .................................................................................... 65
8.1.5 Cuarto paso – Mecanismo de deslizamiento ............................................................ 68
8.1.6 Quinto paso – Mecanismo de tracción ...................................................................... 70
8.1.7 Sexto paso – Primera etapa – Motor Stepper ............................................................ 72

º
vi
UPB © 2013
8.1.8 Sexto paso – Segunda etapa – Driver ......................................................................... 86
8.2 DISEÑO EN DETALLE – SÍNTESIS ...................................................................................................... 86
8.2.1 Según los parámetros .................................................................................................... 87
8.2.2 Según los órganos generales ....................................................................................... 88
9. CONCLUSIONES ....................................................................................................................... 94
9.1 CONCLUSIONES .......................................................................................................................... 94
9.1.1 Definir las necesidades, especificaciones y aplicación específica de la máquina
router CNC ............................................................................................................................... 94
9.1.2 Estudiar y depurar alternativas para el dimensionamiento integrado del equipo
de traslación, como solución a las especificaciones planteadas ................................... 95
9.1.3 Construir y emplear el prototipo de la máquina de medición ................................ 96
9.1.4 Elaborar el dimensionamiento del equipo de traslación, en base a las
alternativas seleccionadas y a los resultados de la máquina de medición .................. 97
9.1.5 Valorar el diseño integrado con una evaluación comparativa ........................... 107
9.2 RECOMENDACIONES ................................................................................................................ 112
10. BIBLIOGRAFÍA ......................................................................................................................... 113
11. GLOSARIO TÉCNICO.............................................................................................................. 124
12. ANEXO-A ................................................................................................................................ 127
13. ANEXO-B ................................................................................................................................ 129
13.1 MÁQUINAS TIPO ROUTER CNC ................................................................................................. 129
13.1.1 Router CNC 1: Techno INC. CNC Router systems – LC“x” Series 59144 .............. 130
13.1.2 Router CNC 2: VICCAM – Wood CNC Router VR1312X2 ...................................... 131
13.1.3 Router CNC 3: 3D TRANSFORM – 1500S ................................................................... 132
13.1.4 Router CNC 4: BARCENAS - CX-6090 ....................................................................... 133
13.1.5 Router CNC 5: TWO SPADE MACHINERY LLC – Gerber SABRE 408 ....................... 134
13.1.6 Router CNC 6: TITAN MACHINERY - Xinxin CNC Router2030 ................................. 135
13.1.7 Router CNC 7: CARBATEC – CNC Router Shark Machine ..................................... 136
13.1.8 Router CNC 8: FENNEC – SD1325 CNC ROUTER ..................................................... 137
13.1.9 Router CNC 9: BEYOND TOOLS – Icarver 1520 Mini CNC 3 axis ............................ 138
13.1.10 Router CNC 10: IEHK – IEC1224 ............................................................................... 139

º
vii
UPB © 2013
13.1.11 Router CNC 11: 3D LATITUDE – ST1212 ................................................................... 140
13.1.12 Router CNC 12: CNC-TECHNIK HEIZ – HIGH-Z S-1400 ............................................ 141
13.1.13 Router CNC 13: MAKSER TEAM-KAPLAMA USTASI – ATC-1428 CNC ................... 142
13.1.14 Router CNC 14: DIFRA CNC – D9060 ..................................................................... 143
13.1.15 Router CNC 15: CIELLE – ALFA 61 x 125 ................................................................. 144
13.2 PARÁMETROS ESPECÍFICOS ........................................................................................................ 145
13.3 ÍNDICES REPRESENTATIVOS ......................................................................................................... 146
14. ANEXO-C ................................................................................................................................ 148
14.1 APLICACIONES POSIBLES DE UN ROUTER CNC DE TRES EJES ......................................................... 148
14.1.1 Taladrado .................................................................................................................... 148
14.1.2 Grabado ..................................................................................................................... 150
14.1.3 Corte ............................................................................................................................ 154
14.1.4 Fresado ........................................................................................................................ 159
14.1.5 Impresión 3D ............................................................................................................... 161
14.1.6 Otras aplicaciones ..................................................................................................... 162
14.2 VALORACIÓN DE PARÁMETROS SEGÚN APLICACIONES................................................................ 164
14.3 MÁQUINA IDEAL SEGÚN PARÁMETROS PONDERADOS .................................................................. 173
15. ANEXO-D ................................................................................................................................ 176
15.1 DIFERENCIAS FUNCIONALES SEGÚN APLICACIONES ..................................................................... 176
15.2 MATRIZ DE DIFERENCIAS FUNCIONALES ....................................................................................... 177
16. ANEXO-E ................................................................................................................................. 184
16.1 CABEZAL: MOTOR DE CONFORMADO ....................................................................................... 184
16.1.1 Motor de conformado 1: Motor de ciclo termodinámico ................................... 184
16.1.2 Motor de conformado 2: Motor hidráulico ............................................................ 184
16.1.3 Motor de conformado 3: Motor neumático .......................................................... 184
16.1.4 Motor de conformado 4: Motor eléctrico .............................................................. 187
16.2 TIPO DE MESA: MESA PLANA ...................................................................................................... 191
16.2.1 Mesa de trabajo: Espacio de trabajo ..................................................................... 191
16.2.2 Mesa de trabajo: Carga máxima ............................................................................ 196
16.2.3 Mesa de trabajo: Tipo de sujeción .......................................................................... 197

º
viii
UPB © 2013
16.3 TIPO DE PÓRTICO ...................................................................................................................... 200
16.3.1 Pórtico según altura del espacio de trabajo ......................................................... 201
16.3.2 Pórtico según la rigidez de la estructura ................................................................. 203
16.4 EQUIPO DE TRASLACIÓN ............................................................................................................ 205
16.4.1 Tipo de actuador 1: Hidráulico ................................................................................ 206
16.4.2 Tipo de actuador 2: Neumático .............................................................................. 214
16.4.3 Tipo de actuador 3: Eléctrico ................................................................................... 214
16.4.4 Tipo de mecanismo de tracción 1: Correa ............................................................ 218
16.4.5 Tipo de mecanismo de tracción 2: Cadena ......................................................... 219
16.4.6 Tipo de mecanismo de tracción 3: Cremallera piñón .......................................... 219
16.4.7 Tipo de mecanismo de tracción 4: Eje husillo ........................................................ 219
16.4.8 Tipo de mecanismo de tracción 5: Eje husillo antifricción ................................... 220
16.4.9 Tipo de mecanismo de deslizamiento 1: Rozamiento simple, viscoso o simple
lubricado y rozamiento de rodadura ................................................................................. 220
16.4.10 Tipo de mecanismo de deslizamiento 2: Rodadura compuesta ...................... 224
16.5 EQUIPO DE CONTROL ............................................................................................................... 227
17. ANEXO-F ................................................................................................................................. 228
17.1 CONTROL EN EL CABEZAL .......................................................................................................... 229
17.1.1 Motor neumático ....................................................................................................... 229
17.1.2 Motor eléctrico ........................................................................................................... 243
17.2 CONTROL EN LA MESA .............................................................................................................. 248
17.3 CONTROL EN EL PÓRTICO ......................................................................................................... 259
17.4 CONTROL EN EL EQUIPO DE TRASLACIÓN ................................................................................... 259
17.4.1 Actuador hidráulico ................................................................................................. 260
17.4.2 Actuador eléctrico .................................................................................................... 261
17.5 CONTROLADOR GENERAL ......................................................................................................... 273
17.6 SOFTWARE COMPLEMENTARIO .................................................................................................. 273
18. ANEXO-G – ALTERNATIVAS GENERALES .............................................................................. 274
18.1 CABEZAL: MOTOR DE CONFORMADO ....................................................................................... 275
18.1.1 Según las máquinas de referencia .......................................................................... 275

º
ix
UPB © 2013
18.1.2 Según los equipos complementarios ...................................................................... 275
18.1.3 Según la primera inversión ........................................................................................ 276
18.1.4 Según los componentes específicos ....................................................................... 276
18.1.5 Según la inversión a través del tiempo ................................................................... 280
18.1.6 Según las versatilidades ............................................................................................ 281
18.1.7 Conclusión .................................................................................................................. 282
18.2 MESA DE TRABAJO .................................................................................................................... 282
18.2.1 Según las máquinas de referencia .......................................................................... 283
18.2.2 Según los equipos complementarios ...................................................................... 284
18.2.3 Según la primera inversión ........................................................................................ 284
18.2.4 Según los componentes específicos ....................................................................... 286
18.2.5 Según la inversión a través del tiempo ................................................................... 287
18.2.6 Según las versatilidades ............................................................................................ 288
18.2.7 Conclusión .................................................................................................................. 288
18.3 PÓRTICO .................................................................................................................................. 290
18.3.1 Según las máquinas de referencia .......................................................................... 290
18.3.2 Según los equipos complementarios ...................................................................... 291
18.3.3 Según la primera inversión ........................................................................................ 291
18.3.4 Según los componentes específicos ....................................................................... 291
18.3.5 Según la inversión a través del tiempo ................................................................... 292
18.3.6 Según las versatilidades ............................................................................................ 292
18.3.7 Conclusión .................................................................................................................. 293
18.4 EQUIPO DE TRASLACIÓN ............................................................................................................ 294
18.4.1 Según las máquinas de referencia .......................................................................... 294
18.4.2 Según los equipos complementarios ...................................................................... 295
18.4.3 Según la primera inversión ........................................................................................ 296
18.4.4 Según los componentes específicos ....................................................................... 297

º
x
UPB © 2013
18.4.5 Según la inversión a través del tiempo ................................................................... 299
18.4.6 Según las versatilidades ............................................................................................ 299
18.4.7 Conclusión .................................................................................................................. 301
18.5 EQUIPO DE CONTROL ............................................................................................................... 301
18.5.1 Según las máquinas de referencia .......................................................................... 301
18.5.2 Según los equipos complementarios ...................................................................... 303
18.5.3 Según la primera inversión ........................................................................................ 303
18.5.4 Según los componentes específicos ....................................................................... 304
18.5.5 Según la inversión a través del tiempo ................................................................... 306
18.5.6 Según las versatilidades ............................................................................................ 307
18.5.7 Conclusión .................................................................................................................. 308
19. ANEXO-H – ALTERNATIVAS ESPECÍFICAS ............................................................................. 314
19.1 ALTERNATIVAS – CONFIGURACIÓN BÁSICA DE PÓRTICO ............................................................. 314
19.1.1 Definición del sistema de coordenadas ................................................................. 314
19.1.2 Definición del orden óptimo de los eslabones ...................................................... 315
19.1.3 Definición del sentido de los ejes ............................................................................. 318
19.1.4 Definición de la configuración básica de pórtico según los componentes
estáticos ................................................................................................................................. 320
19.1.5 Definición de la configuración básica de pórtico según los componentes
dinámicos ............................................................................................................................... 327
19.1.6 Definición de los eslabones redundantes de refuerzo .......................................... 332
19.2 ALTERNATIVAS – ACTUADORES APLICABLES A UN ROUTER CNC .................................................. 341
19.2.1 Actuadores hidráulicos ............................................................................................. 341
19.2.2 Actuadores eléctricos ............................................................................................... 345
19.2.3 Actuadores aplicables .............................................................................................. 347
19.3 DISEÑO DE INGENIERÍA – MECANISMOS DE DESLIZAMIENTO ......................................................... 347
19.3.1 Eslabón de tercer orden ........................................................................................... 348
19.3.2 Eslabón de segundo orden ...................................................................................... 360
19.3.3 Eslabón de primer orden ........................................................................................... 365

º
xi
UPB © 2013
19.4 DISEÑO DE INGENIERÍA – MECANISMOS DE TRACCIÓN ................................................................ 369
19.4.1 Características específicas de los husillos trapezoidales ...................................... 374
19.4.2 Elemento tuerca de los husillos trapezoidales ........................................................ 376
19.4.3 Montaje de los husillos trapezoidales ...................................................................... 376
20. ANEXO-I – MEDICIÓN DEL VECTOR 𝑭 .................................................................................. 381
20.1 PROBLEMA Y NECESIDADES ....................................................................................................... 381
20.2 INFORMACIÓN Y CUANTIFICACIÓN ............................................................................................ 382
20.3 DETERMINACIÓN DE ESPECIFICACIONES ..................................................................................... 385
20.4 DISEÑO CONCEPTUAL ............................................................................................................... 387
20.4.1 Equipo de medición .................................................................................................. 387
20.4.2 Cabezal ....................................................................................................................... 388
20.4.3 Mesa ............................................................................................................................ 388
20.4.4 Pórtico ......................................................................................................................... 389
20.4.5 Equipo de Translación ............................................................................................... 390
20.5 SELECCIÓN DE ALTERNATIVAS .................................................................................................... 391
20.5.1 Equipo de medición .................................................................................................. 391
20.5.2 Cabezal ....................................................................................................................... 393
20.5.3 Mesa: ........................................................................................................................... 393
20.5.4 Pórtico ......................................................................................................................... 393
20.5.5 Equipo de Translación ............................................................................................... 394
20.6 DISEÑO EN DETALLE ................................................................................................................... 394
20.6.1 Equipo de traslación .................................................................................................. 395
20.6.2 Pórtico ......................................................................................................................... 402
20.6.3 Mesa ............................................................................................................................ 407
20.6.4 Cabezal ....................................................................................................................... 408
20.6.5 Equipo de medición .................................................................................................. 410
20.7 IMPLEMENTACIÓN Y VALIDACIÓN .............................................................................................. 430
20.7.1 Primera etapa de implementación ......................................................................... 431
20.7.2 Segunda etapa de implementación ...................................................................... 444

º
xii
UPB © 2013
20.7.3 Tercera etapa de implementación ......................................................................... 460
20.7.4 Software ...................................................................................................................... 464
20.8 VARIABLES DE MEDICIÓN Y DE SIMULACIÓN ................................................................................ 472
20.9 VALIDACIÓN DE LAS MEDICIONES .............................................................................................. 475
20.10 MEDICIÓN DEL VECTOR 𝑭 ......................................................................................................... 477
20.10.1 Proceso de medición .............................................................................................. 477
20.10.2 Resultados de la medición ..................................................................................... 477
21. ANEXO-J – ESPECIFICACIÓN DE COMPONENTES .............................................................. 478
21.1 MECANISMO DE DESLIZAMIENTO ................................................................................................ 478
21.1.1 Rieles ............................................................................................................................ 478
21.1.2 Deslizadores ................................................................................................................ 478
21.1.3 Precio de los componentes: ..................................................................................... 479
21.2 MECANISMO DE TRACCIÓN....................................................................................................... 479
21.2.1 Husillos .......................................................................................................................... 479
21.2.2 Elementos tuerca ....................................................................................................... 479
21.2.3 Precio de los componentes ...................................................................................... 480
21.3 MECANISMO DE REDUCCIÓN .................................................................................................... 480
21.4 ACTUADORES ........................................................................................................................... 481
21.5 DRIVERS ................................................................................................................................... 482
21.6 PLACA CONTROLADORA .......................................................................................................... 483
21.6.1 Placa............................................................................................................................ 483
21.6.2 Interpretador .............................................................................................................. 483
21.7 SOFTWARE COMPLEMENTARIO ................................................................................................... 484
21.8 PLANO DEL SISTEMA DE CONTROL DE LA MÁQUINA DE MEDICIÓN ................................................ 485

º
xiii
UPB © 2013
LISTA DE TABLAS
TABLA Nº 1: ÍNDICES REPRESENTATIVOS Y PRECIO DE LOS ROUTER CNC (1 - 15) ............................................ 28
TABLA Nº 2: ÍNDICE GENERAL SEGÚN LOS MODELOS MATEMÁTICOS ................................................................ 30
TABLA Nº 3: VALORES PONDERADOS POR PARÁMETRO ................................................................................. 31
TABLA Nº 4: VALOR ROUTER CNC SEGÚN PARÁMETROS Y APLICACIONES. ..................................................... 32
TABLA Nº 5: PRESELECCIÓN EN ORDEN DE IMPORTANCIA DE LA MÁQUINA MODELO ....................................... 34
TABLA Nº 6: CLASIFICACIÓN Y SIMBOLOGÍA USADA EN LA MATRIZ FUNCIONAL – TABLA 1 ................................ 38
TABLA Nº 7: CLASIFICACIÓN Y SIMBOLOGÍA USADA EN LA MATRIZ FUNCIONAL – TABLA 2 ................................ 39
TABLA Nº 8: CLASIFICACIÓN Y SIMBOLOGÍA USADA EN LA MATRIZ FUNCIONAL – TABLA 3 ................................ 39
TABLA Nº 9: CLASIFICACIÓN Y SIMBOLOGÍA USADA EN LA MATRIZ FUNCIONAL – TABLA 4 ................................ 39
TABLA Nº 10: MATRIZ DE DIFERENCIAS FUNCIONALES - ETAPA 1 ..................................................................... 40
TABLA Nº 11: MATRIZ DE DIFERENCIAS FUNCIONALES - ETAPA 2 ..................................................................... 41
TABLA Nº 12: MATRIZ DE DIFERENCIA FUNCIONALES - ETAPA 3 ....................................................................... 41
TABLA Nº 13: RESULTADOS DE LA SELECCIÓN DE PÓRTICO SEGÚN LOS COMPONENTES ESTÁTICOS Y DINÁMICOS
........................................................................................................................................................... 62
TABLA Nº 14: MOMENTOS RESISTIVOS MAXIMIZADOS Y SENSIBILIDAD AL PESO PARA LA CONFIGURACIÓN
𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥.......................................................................................................................................... 63
TABLA Nº 15: MOMENTOS RESISTIVOS MAXIMIZADOS Y SENSIBILIDAD AL PESO PARA LA CONFIGURACIÓN
𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 ......................................................................................................................................... 63
TABLA Nº 16: IDENTIFICADORES DEL MECANISMO DE DESLIZAMIENTO TIPO CARRIL ANTIFRICCIÓN ..................... 68
TABLA Nº 17: MAXIMIZACIÓN DEL PASO DE ROSCA Y NÚMERO DE ENVOLVENTES ............................................ 81
TABLA Nº 18: CARACTERÍSTICAS TÉCNICAS GENERALES DE MOTORES STEPPER SEGÚN LA NORMA NEMA ......... 84
TABLA Nº 19: CARACTERÍSTICAS TÉCNICAS GENERALES DE DRIVERS DE MOTORES STEPPER ............................... 86
TABLA Nº 20: ÍNDICES REPRESENTATIVOS Y PRECIO DE LA MÁQUINA RESULTADO ............................................ 109
TABLA Nº 21: ÍNDICE GENERAL SEGÚN LOS MODELOS MATEMÁTICOS, DE LA MÁQUINA RESULTADO ................ 110
TABLA Nº 22: VALOR ROUTER CNC SEGÚN PARÁMETROS Y APLICACIONES, CON LA MÁQUINA RESULTADO ... 110
TABLA Nº 23: SELECCIÓN DE LAS POSIBLES MÁQUINAS MODELO, CON LA MÁQUINA RESULTADO .................... 111
TABLA Nº 24: PARÁMETROS REPRESENTATIVOS DE LAS FRESADORAS TIPO ROUTER CNC (1-5) ....................... 145
TABLA Nº 25: PARÁMETROS REPRESENTATIVOS DE LAS FRESADORAS TIPO ROUTER CNC (6-10) ..................... 145
TABLA Nº 26: PARÁMETROS REPRESENTATIVOS DE LAS FRESADORAS TIPO ROUTER CNC (11-15) ................... 146
TABLA Nº 27: ÍNDICES REPRESENTATIVOS Y PRECIOS POR MÁQUINA EVALUADA ............................................. 147
TABLA Nº 28: MATRIZ DE VALORACIÓN DE PARÁMETROS SEGÚN APLICACIONES ........................................... 165
TABLA Nº 29: VALORACIÓN DE LOS ROUTER CNC (1 – 5) SEGÚN PARÁMETROS PONDERADOS .................... 174
TABLA Nº 30: VALORACIÓN DE LOS ROUTER CNC (6 – 10) SEGÚN PARÁMETROS PONDERADOS .................. 174

º
xiv
UPB © 2013
TABLA Nº 31: VALORACIÓN DE LOS ROUTER CNC (11 – 15) SEGÚN PARÁMETROS PONDERADOS ................ 175
TABLA Nº 32: MATRIZ DE DIFERENCIAS FUNCIONALES – ETAPA 0 ................................................................... 180
TABLA Nº 33: EJEMPLO DE ALGUNOS PRODUCTOS PLÁSTICOS LAMINADOS Y SUS MEDIDAS. ........................... 192
TABLA Nº 34: EJEMPLO DE ALGUNOS PRODUCTOS EN LÁMINA O TABLERO DERIVADOS DE LA MADERA Y SUS
MEDIDAS. .......................................................................................................................................... 193
TABLA Nº 35: EJEMPLO DE ALGUNOS PRODUCTOS EN LÁMINA METÁLICA CON SUS MEDIDAS. ........................ 194
TABLA Nº 36: EJEMPLO DE LAS DIMENSIONES DEL ESPACIO DE TRABAJO DE MÁQUINAS GRABADORAS DE VIDRIO.
......................................................................................................................................................... 195
TABLA Nº 37: TABLA DE DENSIDADES TEÓRICAS DE MATERIALES PARA GRABADO ........................................... 196
TABLA Nº 38: COMPILACIÓN DE CALIBRES DEL MATERIAL DE TRABAJO .......................................................... 201
TABLA Nº 39: DIMENSIONES MÁS COMUNES DE LA MATERIA PRIMA EN EL PROCESO DE GRABADO.................. 288
TABLA Nº 40: RANGO DE CARGA MÁXIMA APROXIMADO DE LA MATERIA PRIMA PARA EL PROCESO DE
GRABADO ......................................................................................................................................... 289
TABLA Nº 41: ALTERNATIVAS APLICABLES EN EL EQUIPO DE TRASLACIÓN DE UN ROUTER CNC ........................ 298
TABLA Nº 42: TABLA DE CARACTERÍSTICAS DE LOS INTERPRETADORES APLICABLES .......................................... 309
TABLA Nº 43: TABLA DE CARACTERÍSTICAS ESPECÍFICAS DE LAS PLACAS CONTROLADORAS APLICABLES .......... 311
TABLA Nº 44: RESUMEN DE TIPOS DE PERFIL APLICABLES SEGÚN LA ESTIMACIÓN DE MOMENTOS DEFORMANTES 353
TABLA Nº 45: FAMILIAS (SERIES) DE CARRILES ANTIFRICCIÓN SEGÚN EL FABRICANTE HIWIN ........................... 355
TABLA Nº 46: PARÁMETROS REPRESENTATIVOS DE LAS FAMILIAS HG, EG Y WE DE LA MARCA HIWIN ............ 356
TABLA Nº 47: CARACTERÍSTICAS DE LAS VARILLAS ROSCADAS DE DIÁMETRO SEMEJANTE AL RANGO 5 – 10 [𝒎𝒎]
......................................................................................................................................................... 396
TABLA Nº 48: VELOCIDAD SIN CARGA SEGÚN MOTORES SINGER Y VARILLAS ROSCADAS 3/8 Y 7/16 ........... 397
TABLA Nº 49: PLACAS ARDUINO DE VENTA COMÚN EN LA CIUDAD DE COCHABAMBA – BOLIVIA ............... 428
TABLA Nº 50: PRECIO TOTAL TEÓRICO DEL MECANISMO DE DESLIZAMIENTO .................................................. 479
TABLA Nº 51: PRECIO TOTAL TEÓRICO DEL MECANISMO DE DESLIZAMIENTO .................................................. 480
TABLA Nº 52: PRECIO TOTAL TEÓRICO DEL MECANISMO DE REDUCCIÓN ...................................................... 480
TABLA Nº 53: PRECIO TOTAL TEÓRICO DEL ACTUADOR (MOTOR STEPPER) ..................................................... 481
TABLA Nº 54: PRECIO TOTAL TEÓRICO DE LOS DRIVERS ................................................................................ 482
TABLA Nº 55: PRECIO TOTAL TEÓRICO DE LA PLACA CONTROLADORA Y SU INTERPRETADOR TIPO SOFTWARE ... 483
TABLA Nº 56: LISTADO DE COMPONENTES DEL SISTEMA DE CONTROL DE LA MÁQUINA DE MEDICIÓN .............. 485

º
xv
UPB © 2013
LISTA DE FIGURAS
FIGURA Nº 1: ÓRGANOS GENERALES DE UNA MÁQUINA FRESADORA TIPO ROUTER CNC ................................ 10
FIGURA Nº 2: IZQUIERDA: DIAGRAMA DE FLUJO DEL DISEÑO MECÁNICO CLÁSICO – DERECHA: DIAGRAMA DE
FLUJO DEL DISEÑO DE UN SISTEMA DE CONTROL...................................................................................... 13
FIGURA Nº 3: CADENA DE INTERDEPENDENCIA ENTRE ELEMENTOS CONCEPTUALES .......................................... 25
FIGURA Nº 4: ZONAS DE LA CURVA PROPORCIONAL A LA FUERZA DE CORTE PARA UNA CURVA DE MEDICIÓN
REAL .................................................................................................................................................... 44
FIGURA Nº 5: MEDICIONES DE LA FUERZA DE CORTE EN MADERA MDF CON MELAMINA .................................. 45
FIGURA Nº 6: MEDICIONES DE LA FUERZA DE CORTE EN NYLON CHINO ........................................................... 46
FIGURA Nº 7: MEDICIONES DE LA FUERZA DE CORTE EN MADERA TRUPÁN ....................................................... 46
FIGURA Nº 8: MEDICIONES DE LA FUERZA DE CORTE EN NYLON ORIGINAL ....................................................... 46
FIGURA Nº 9: VALORES PROPORCIONALES A LA FUERZA DE CORTE PARA CUATRO MATERIALES DIFERENTES ........ 48
FIGURA Nº 10: FUERZAS DE CORTE PARA CUATRO MATERIALES DIFERENTES A VELOCIDAD Y PROFUNDIDAD CORTE
NORMALIZADAS ................................................................................................................................... 52
FIGURA Nº 11: DEPENDENCIA DE LOS ÓRGANOS FUNCIONALES A EL VECTOR 𝐹 Y PASOS PARA EL DISEÑO EN
DETALLE ............................................................................................................................................... 54
FIGURA Nº 12: CONFIGURACIÓN DE PÓRTICO FINAL ..................................................................................... 65
FIGURA Nº 13: IZQUIERDA: MESA PLANA TRADICIONAL – DERECHA: MESA PLANA DEBAJO DEL PÓRTICO ......... 65
FIGURA Nº 14: MESA DE TRABAJO CON MÁRTIR Y ESTRUCTURA METÁLICA DE SOPORTE ................................... 67
FIGURA Nº 15: VISTA LATERAL DEL MECANISMO DE DESLIZAMIENTO ................................................................ 69
FIGURA Nº 16: VISTA FRONTAL DEL MECANISMO DE DESLIZAMIENTO ............................................................... 69
FIGURA Nº 17: VISTA SUPERIOR DEL MECANISMO DE DESLIZAMIENTO .............................................................. 69
FIGURA Nº 18: VISTA LATERAL DEL MECANISMO DE TRACCIÓN Y DESLIZAMIENTO (TRANSPARENCIA) ................. 71
FIGURA Nº 19: VISTA FRONTAL DEL MECANISMO DE TRACCIÓN Y DESLIZAMIENTO (TRANSPARENCIA) ................ 71
FIGURA Nº 20: VISTA SUPERIOR DEL MECANISMO DE TRACCIÓN Y DESLIZAMIENTO (TRANSPARENCIA) ............... 71
FIGURA Nº 21: TORQUE NECESARIO VS DIÁMETRO NOMINAL, PARA UNA ENVOLVENTE Y PASO VARIABLE .......... 73
FIGURA Nº 22: TORQUE NECESARIO VS DIÁMETRO NOMINAL, PARA PASO MÁXIMO Y UNA, DOS, CUATRO Y OCHO
ENVOLVENTES ...................................................................................................................................... 73
FIGURA Nº 23: PASO DE ROSCA VS VELOCIDAD NECESARIA, DENTRO DEL RANGO DE VELOCIDAD ESTABLECIDO
........................................................................................................................................................... 75
FIGURA Nº 24: ÓRGANOS GENERALES DE LA MÁQUINA RESULTADO ............................................................... 89
FIGURA Nº 25: CABEZAL, MOTOR DE CONFORMADO MAKITA 3907 (AZUL) ................................................. 90
FIGURA Nº 26: MESA DE TRABAJO (AMARILLO) Y ESTRUCTURA DE SOPORTE (NEGRO) ...................................... 90
FIGURA Nº 27: PÓRTICO DE LA MÁQUINA RESULTADO (VERDE) ...................................................................... 91
FIGURA Nº 28: EQUIPO DE TRASLACIÓN........................................................................................................ 92
FIGURA Nº 29: COMPONENTES COMPLEMENTARIOS...................................................................................... 93

º
xvi
UPB © 2013
FIGURA Nº 30: VISTA SUPERIOR DE LOS MECANISMOS DE TRACCIÓN Y DESLIZAMIENTO................................... 100
FIGURA Nº 31: VISTA LATERAL DE LOS MECANISMOS DE TRACCIÓN Y DESLIZAMIENTO .................................... 101
FIGURA Nº 32: VISTA FRONTAL DE LOS MECANISMOS DE TRACCIÓN Y DESLIZAMIENTO ................................... 102
FIGURA Nº 33: CONFIGURACIÓN ÓPTIMA DE LAS LÍNEAS DE ACCIÓN ........................................................... 103
FIGURA Nº 34: VISTAS DEL EQUIPO DE TRASLACIÓN DIMENSIONADO ............................................................ 104
FIGURA Nº 35: DRIVERS Y MOTORES STEPPER DEL EQUIPO DE TRASLACIÓN .................................................... 105
FIGURA Nº 36: PLACA CONTROLADORA DEL EQUIPO DE TRASLACIÓN .......................................................... 106
FIGURA Nº 37: MODELO DE LA ENCUESTA FORMAL A LA EMPRESA 1 ............................................................ 127
FIGURA Nº 38: ENCUESTA RESPONDIDA POR LA EMPRESA 1 ......................................................................... 128
FIGURA Nº 39: TECHNO INC. CNC ROUTER SISTEMS – LC“X” SERIES59144 ........................................ 130
FIGURA Nº 40: WOOD CNC ROUTER VR1312X2 ..................................................................................... 131
FIGURA Nº 41: 3D TRANSFORM – 1500S ............................................................................................... 132
FIGURA Nº 42: CX-6090 .......................................................................................................................... 133
FIGURA Nº 43: GERBER SABRE 408 .......................................................................................................... 134
FIGURA Nº 44: XINXIN CNC ROUTER2030 ................................................................................................. 135
FIGURA Nº 45: CNC ROUTER SHARK MACHINE .......................................................................................... 136
FIGURA Nº 46: SD1325 CNC ROUTER ...................................................................................................... 137
FIGURA Nº 47: ICARVER 1520 MINI CNC 3 AXIS ....................................................................................... 138
FIGURA Nº 48: IEC1224 ........................................................................................................................... 139
FIGURA Nº 49: ST1212 ............................................................................................................................. 140
FIGURA Nº 50: HIGH-Z S-1400 ................................................................................................................. 141
FIGURA Nº 51: ATC-1428 CNC .............................................................................................................. 142
FIGURA Nº 52: D9060 .............................................................................................................................. 143
FIGURA Nº 53: ALFA 61 X 125 ................................................................................................................. 144
FIGURA Nº 54: PERFORADO CNC DE PLACAS DE FUNDICIÓN ..................................................................... 149
FIGURA Nº 55: REVESTIMIENTO DE MADERA PERFORADA .............................................................................. 149
FIGURA Nº 56: GRABADO DE UNA PLACA DE ACRÍLICO .............................................................................. 150
FIGURA Nº 57: ROUTER CASERO GRABANDO UNA PLACA PCB ................................................................... 150
FIGURA Nº 58: ROUTER GRABANDO UNA PLACA DE MADERA ...................................................................... 151
FIGURA Nº 59: PUBLICIDAD DE LAS BIBLIOTECAS DIGITALES DEL SOFTWARE CARVER 3D .............................. 151
FIGURA Nº 60: ARRIBA: PLACA DE BRONCE; MEDIO: PLACA DE ALUMINIO; ABAJO: PLACA DE ACERO. ........ 152
FIGURA Nº 61: PLACA DE MÁRMOL GRABADA CON UN COMPLEJO DISEÑO ................................................. 153
FIGURA Nº 62: GRABADO EN PEDAZO DE VIDRIO ........................................................................................ 153
FIGURA Nº 63: PLOTTER DE CORTE DIGITAL SERIE CH ................................................................................... 154
FIGURA Nº 64: MÁQUINA DE CORTE DIGITAL CORTANDO CALCOMANÍAS .................................................... 155

º
xvii
UPB © 2013
FIGURA Nº 65: GRABADOS CON LÁSER ...................................................................................................... 156
FIGURA Nº 66: CORTE LÁSER EN METAL ....................................................................................................... 156
FIGURA Nº 67: CHAPA DE ACERO SIENTO CORTADA CON EL MÉTODO DE OXICORTE .................................... 157
FIGURA Nº 68: MESA DE CORTE PLASMA CNC SMART 1300X2500 ........................................................... 158
FIGURA Nº 69: IZQUIERDA - BOMBA INTENSIFICADORA; CENTRO – PISTOLA DE CHORRO DE AGUA; DERECHA –
MESA DE CORTE CNC ...................................................................................................................... 158
FIGURA Nº 70: FRESAS DE CARBURO DARMER, GRUPO SANDVIK ............................................................ 159
FIGURA Nº 71: MOTOR ELÉCTRICO MONOFÁSICO DE MAQUINADO RKS1500 DE BAJA POTENCIA................. 159
FIGURA Nº 72: DESBASTE EN PIEZA DE ALUMINIO ......................................................................................... 160
FIGURA Nº 73: ETAPA DE AFINADO, MOLDE PARA SUELA DE ZAPATILLA EN ESPUMA DE PVC .......................... 160
FIGURA Nº 74: MÁQUINA DE IMPRESIÓN 3D ............................................................................................... 161
FIGURA Nº 75: ENSAMBLAJE IMPRESO EN UNA MÁQUINA DE IMPRESIÓN 3D .................................................. 161
FIGURA Nº 76: CMM/ MÁQUINA CNC DE MEDICIÓN 3D Y CONTROL DE CALIDAD MICRO-HITE 3D ........ 162
FIGURA Nº 77: MÁQUINA ROUTER CNC DIBUJANDO ................................................................................. 163
FIGURA Nº 78: MÁQUINA ROUTER CNC CON UN GRAFO ADAPTADO ......................................................... 163
FIGURA Nº 79: DIAGRAMA DE BLOQUES GENERALIZADO DE UN SISTEMA DE CONTROL ................................... 228
FIGURA Nº 80: DIAGRAMA DE BLOQUES PARA EL SISTEMA DE CONTROL DE VELOCIDAD DEL MOTOR NEUMÁTICO.
......................................................................................................................................................... 230
FIGURA Nº 81: DIAGRAMA DE BLOQUES PARA EL SISTEMA DE CONTROL DE VELOCIDAD DEL MOTOR ELÉCTRICO
......................................................................................................................................................... 245
FIGURA Nº 82: DIAGRAMA DE BLOQUES PARA EL SISTEMA DE CONTROL DE LA FIJACIÓN POR SUCCIÓN .......... 250
FIGURA Nº 83: DIAGRAMA DE BLOQUES DEL SISTEMA DE CONTROL PARA EL POSICIONAMIENTO ESPACIAL
RESPECTIVO A LOS MOTORES ELÉCTRICOS ROTATIVOS ........................................................................... 263
FIGURA Nº 84: DIAGRAMA DE BLOQUES DEL SISTEMA DE CONTROL PARA EL POSICIONAMIENTO ESPACIAL
RESPECTIVO A LOS MOTORES ELÉCTRICOS LINEALES............................................................................... 263
FIGURA Nº 85: ALTERNATIVAS DE UN INTERPRETADOR: SOFTWARE O HARDWARE ........................................... 304
FIGURA Nº 86: DIAGRAMA DE BLOQUES DEL SISTEMA DE CONTROL PARA EL POSICIONAMIENTO ESPACIAL
RESPECTIVO A LOS MOTORES ELÉCTRICOS ROTATIVOS (CICLO SEMI-ABIERTO) ......................................... 306
FIGURA Nº 87: SISTEMAS DE COORDENADAS DE TRES DIMENSIONES: ESFÉRICO, CILÍNDRICO Y CARTESIANO .... 314
FIGURA Nº 88: LAS SEIS POSIBILIDADES EN EL ORDEN DE LOS CARRILES (VECTORES) DE UNA MÁQUINA DE TRES
GRADOS DE LIBERTAD EN DOS DIMENSIONES ........................................................................................ 315
FIGURA Nº 89: EFECTO DEL PESO EN EL PUNTO DE ORIGEN PARA CADA POSIBLE FORMA DE ORDENAR LOS
ESLABONES DE UNA MÁQUINA DE TRES EJES EN DOS DIMENSIONES ......................................................... 316
FIGURA Nº 90: POSICIONES POSIBLES PARA UN SISTEMA CARTESIANO DE UNA, DOS Y TRES DIMENSIONES ......... 318
FIGURA Nº 91: CONFIGURACIONES POSIBLES PARA UNA MÁQUINA DE TRES EJES DE LIBERTAD, EN EL ESPACIO, SIN
REPETIR EL SENTIDO NI DIRECCIÓN EN CADA CARRIL O ESLABÓN ............................................................ 319
FIGURA Nº 92: CONFIGURACIONES BÁSICAS DEL ESPACIO DE TRABAJO ....................................................... 320
º
xviii
UPB © 2013
FIGURA Nº 93: EFECTO DEL PESO EN EL PUNTO DE ORIGEN PARA CADA CONFIGURACIÓN BÁSICA DE PÓRTICO EN
UNA MÁQUINA DE TRES EJES EN TRES DIMENSIONES ............................................................................... 321
FIGURA Nº 94: EFECTO DE LAS FUERZAS DE TRACCION EN CADA CARRIL PARA CADA CONFIGURACIÓN BÁSICA
DE PÓRTICO EN UNA MÁQUINA DE TRES EJES EN TRES DIMENSIONES ........................................................ 328
FIGURA Nº 95: APLICACIÓN DE LAS CINCO REGLAS EN ESLABONES REDUNDANTES: ARRIBA, ANALOGÍA EN UNA
CONFIGURACIÓN DE MÁXIMA REDUNDANCIA. ABAJO, ANALOGÍA EN UNA CONFIGURACIÓN SIMPLE ..... 333
FIGURA Nº 96: ÁRBOL DE POSIBILIDADES INDEPENDIENTES A PARTIR DE LA CONFIGURACIÓN MÁS SIMPLE DE
PÓRTICO (CADENA SIMPLE) ................................................................................................................ 334
FIGURA Nº 97: REPRESENTACIÓN DE LA INTERACCIÓN DE FUERZAS ORTOGONALES (TAMBIÉN MOMENTOS) EN EL
DIAGRAMA DE CUERPO LIBRE, PARA CADA ESLABÓN DE LAS CONFIGURACIONES REDUNDANTES DE PÓRTICO
MÁS SIMPLE Y MÁS COMPLEJA ............................................................................................................ 336
FIGURA Nº 98: ÁRBOL DE POSIBILIDADES COMBINADAS INDEPENDIENTES ...................................................... 339
FIGURA Nº 99: CONFIGURACIONES REDUNDANTES DE PÓRTICO PRÁCTICAMENTE IDÉNTICAS ......................... 340
FIGURA Nº 100: PÓRTICOS REDUNDANTES APLICABLES A LA MÁQUINA ROUTER CNC ................................... 341
FIGURA Nº 101: ESQUEMA ILUSTRATIVO DE UN SISTEMA DE CONTROL ACCIONADO HIDRÁULICAMENTE ........... 342
FIGURA Nº 102: IZQUIERDA: DIAGRAMA DE CUERPO LIBRE PARA EL MOTOR DE CONFORMADO – DERECHA:
DIAGRAMA DE CUERPO LIBRE PARA EL ESLABÓN DE TERCER ORDEN. ..................................................... 348
FIGURA Nº 103: DISPOSICIÓN TRANSVERSAL DE LAS LÍNEAS DE ACCIÓN: 1 PARA EL MECANISMO DE TRACCIÓN;
2, 3 Y 4 PARA EL MECANISMO DE DESLIZAMIENTO ................................................................................ 350
FIGURA Nº 104: TIPOS DE MECANISMOS DE DESLIZAMIENTO PARA EL TERCER ESLABÓN CON DOS Y UNA LÍNEAS DE
ACCIÓN EN EL MECANISMO DE DESLIZAMIENTO Y UNA LÍNEA DE ACCIÓN PARA EL MECANISMO DE
TRACCIÓN ......................................................................................................................................... 350
FIGURA Nº 105: PRECIO LINEAL ESTIMADO DEL CARRIL ANTIFRICCIÓN EN FUNCIÓN DEL ANCHO DEL CARRIL ... 354
FIGURA Nº 106: FORMATOS DEL MODELO EG_ 20SA ................................................................................ 357
FIGURA Nº 107: IZQUIERDA: RIEL CON SUJECIÓN POR ARRIBA – DERECHA: RIEL CON SUJECIÓN POR DEBAJO 357
FIGURA Nº 108: IZQUIERDA: TERCER ESLABÓN CON EL CABEZAL COMPLETAMENTE ABAJO – DERECHA: TERCER
ESLABÓN CON EL CABEZAL COMPLETAMENTE SUSPENDIDO ................................................................... 358
FIGURA Nº 109: CUATRO POSIBLES MONTAJES PARA DOS LÍNEAS DE ACCIÓN Y UNA LÍNEA DE TRACCIÓN PARA EL
MECANISMO DE DESLIZAMIENTO DEL ESLABÓN DE SEGUNDO ORDEN...................................................... 361
FIGURA Nº 110: LÍNEAS DE ACCIÓN DE DESLIZAMIENTO Y TRACCIÓN PARA EL ESLABÓN DE SEGUNDO ORDEN
CUANDO EL ESLABÓN DE TERCER ORDEN ESTÁ COMPLETAMENTE ABAJO Y COMPLETAMENTE ARRIBA ....... 362
FIGURA Nº 111: POSIBILIDADES DE MONTAJE TIPO PLANA Y TIPO C, MÁS APLICABLES DE LOS CARRILES
ANTIFRICCIÓN DEL ESLABÓN DE SEGUNDO ORDEN. .............................................................................. 364
FIGURA Nº 112: IMPLEMENTACIÓN DE DOS LÍNEAS DE ACCIÓN EN EL MECANISMO DE DESLIZAMIENTO DEL
ESLABÓN DE PRIMER ORDEN ................................................................................................................ 365
FIGURA Nº 113: CUATRO POSIBILIDADES SIMÉTRICAS DE MONTAJE PARA LOS CARRILES ANTIFRICCIÓN DEL
ESLABÓN DE PRIMER ORDEN, POR DEBAJO DE LA MESA DE TRABAJO ...................................................... 367
FIGURA Nº 114: CONFIGURACIONES POSIBLES EN LOS CUATRO TIPOS DE MONTAJE USANDO UN PERFIL TIPO L 367
FIGURA Nº 115: CONFIGURACIONES APLICABLES DE MONTAJE USANDO UN PERFIL TIPO L, QUE PROTEGEN LOS
RIELES DE LOS CARRILES ANTIFRICCIÓN ................................................................................................. 368

º
xix
UPB © 2013
FIGURA Nº 116: POSIBILIDADES DE MONTAJE DEL MECANISMO DE TRACCIÓN TIPO VARILLA ROSCADA
TRAPEZOIDAL ..................................................................................................................................... 377
FIGURA Nº 117: MONTAJE ÓPTIMO DEL MECANISMO DE TRACCIÓN TIPO VARILLA ROSCADA TRAPEZOIDAL .... 379
FIGURA Nº 118: MONTAJE DEL MECANISMO DE TRACCIÓN TIPO VARILLA ROSCADA TRAPEZOIDAL. IZQUIERDA:
VISTA LATERAL, ESLABÓN DE SEGUNDO ORDEN – DERECHA: VISTA SUPERIOR, ESLABÓN DE TERCER ORDEN
......................................................................................................................................................... 380
FIGURA Nº 119: DESPLAZAMIENTO RELATIVO 𝑒 ENTRE EL PUNTO DE APLICACIÓN DE LA FUERZA Y EL PUNTO DE
SUJECIÓN DE LA PIEZA ........................................................................................................................ 389
FIGURA Nº 120: DISTANCIAS QUE DEBEN MINIMIZARSE PARA REDUCIR LOS MOMENTOS DEFORMANTES ........... 390
FIGURA Nº 121: CILINDRO AHUECADO DE GOMA ...................................................................................... 397
FIGURA Nº 122: MOTOR SINGER 100 CON SOPORTE, POLEA Y BORNERA ................................................... 398
FIGURA Nº 123: RIEL TELESCÓPICA PARA CAJONERÍA ................................................................................. 399
FIGURA Nº 124: ZONAS DINÁMICAS DEL PROCESO DE MEDICIÓN................................................................. 400
FIGURA Nº 125: DESPLAZAMIENTO DEL PUNTO DE ACCIÓN O ALTURA DE PÓRTICO........................................ 404
FIGURA Nº 126: MONTAJE DE LOS RIELES COMO BASE DE DESLIZAMIENTO DEL PÓRTICO ................................ 404
FIGURA Nº 127: DISPOSICIÓN DE PÓRTICO, DOS PSEUDO EJES Y LA CARRERA DEL DESPLAZAMIENTO 𝑒 EN LA
MÁQUINA DE MEDICIÓN ..................................................................................................................... 405
FIGURA Nº 128: CONFIGURACIÓN BÁSICA DE LOS PSEUDO-EJES DEL PÓRTICO EN LA MÁQUINA DE MEDICIÓN406
FIGURA Nº 129: DISPOSICIÓN CONSTRUCTIVA DE LA MESA DE TRABAJO CON LOS RIELES DE TRASLACIÓN Y
MEDICIÓN ......................................................................................................................................... 407
FIGURA Nº 130: MOTOR UNIVERSAL DREMEL 300, MOTOR DE CONFORMADO PARA LA MÁQUINA DE
MEDICIÓN ......................................................................................................................................... 408
FIGURA Nº 131: FORMAS BÁSICAS DE PERFIL EN HERRAMIENTAS DE GRABADO .............................................. 409
FIGURA Nº 132: HERRAMIENTA DE GRABADO DE PERFIL PLANO DE DOS FILOS PARA EL MOTOR DREMEL 300 409
FIGURA Nº 133: DIAGRAMA DE FLUJO DE LAS FUNCIONES DE CONTROL DE LA MÁQUINA DE MEDICIÓN ......... 410
FIGURA Nº 134: CONEXIÓN INTERNA DE UN MOTOR SINGER 100 PARA QUE PUEDA INVERTIR EL GIRO .......... 414
FIGURA Nº 135: CIRCUITO DE INVERSIÓN DE GIRO Y PROTECCIÓN CONTRA CORTO CIRCUITO EN UN MOTOR
SINGER 100 .................................................................................................................................... 415
FIGURA Nº 136: CIRCUITO DE DISPARO DEL TRIAC POR MEDIO DE UN OPTO-DIAC, PARA EL ACCIONAMIENTO
DE UN MOTOR SINGER 100 MODIFICADO PARA LA INVERSIÓN DE GIRO .............................................. 417
FIGURA Nº 137: CIRCUITO DE LA DETECCIÓN DEL CRUCE POR CERO DE UNA ONDA SENOIDAL DE 220 [𝑉] .... 418
FIGURA Nº 138: SEÑALES DE POTENCIA Y CONTROL EN LA REGULACIÓN DE VELOCIDAD DE UN MOTOR AC ... 419
FIGURA Nº 139: COMPONENTES ESPECÍFICOS DE LOS BLOQUES CONSTITUTIVOS DE LA TAREA DE CONTROL SEGÚN
LAS ZONAS DINÁMICAS DE LA MEDICIÓN ............................................................................................. 420
FIGURA Nº 140: INTERRUPTOR NORMALMENTE CERRADO Y NORMALMENTE ABIERTO ...................................... 421
FIGURA Nº 141: REPUESTOS PARA IMPRESORA CANON IP1006. IZQUIERDA: ENCODER DIRECCIONAL DE DOS
CANALES. DERECHA: CINTA DE PARA ENCODER, RESOLUCIÓN 1/6 (1 [𝑚𝑚] – 6 [𝐸𝑣𝑒𝑛𝑡𝑜]). ................ 421
FIGURA Nº 142: DIAGRAMA DE FLUJO DE TAREAS DE CONTROL ................................................................... 425

º
xx
UPB © 2013
FIGURA Nº 143: MICROCONTROLADOR MAESTRO Y MICROCONTROLADORES ESCLAVOS ............................ 426
FIGURA Nº 144: DISPOSICIÓN PREVIA DE LOS MICROCONTROLADORES MAESTRO Y ESCLAVOS ..................... 427
FIGURA Nº 145: DISPOSICIÓN PROVISIONAL DE PINES, PARA UN MICROCONTROLADOR ESCLAVO EXPERIMENTAL
......................................................................................................................................................... 429
FIGURA Nº 146: DISPOSICIÓN PROVISIONAL DE PINES, PARA LA PLACA ARDUINO LEONARDO ................ 430
FIGURA Nº 147: MONTAJE DEL EQUIPO DE TRASLACIÓN DE LA MÁQUINA DE MEDICIÓN – PRIMERA ETAPA ..... 431
FIGURA Nº 148: FOTOGRAFÍA 001 – EQUIPO DE TRASLACIÓN – MÁQUINA DE MEDICIÓN – PRIMERA ETAPA .. 431
FIGURA Nº 149: FOTOGRAFÍA 002 – EQUIPO DE TRASLACIÓN – MAQUINA DE MEDICIÓN – PRIMERA ETAPA .. 431
FIGURA Nº 150: FOTOGRAFÍA 003 – EQUIPO DE TRASLACIÓN – MÁQUINA DE MEDICIÓN – PRIMERA ETAPA .. 432
FIGURA Nº 151: ESQUEMA SIMPLIFICADO DEL MONTAJE DEL PÓRTICO, VISTA SUPERIOR – PRIMERA ETAPA ...... 432
FIGURA Nº 152: ESQUEMA SIMPLIFICADO DEL MONTAJE DEL PÓRTICO, VISTA LATERAL – PRIMERA ETAPA ........ 432
FIGURA Nº 153: FOTOGRAFÍA 004 – PÓRTICO – MÁQUINA DE MEDICIÓN – PRIMERA ETAPA ........................ 433
FIGURA Nº 154: FOTOGRAFÍA 005 – PÓRTICO – MÁQUINA DE MEDICIÓN – PRIMERA ETAPA ........................ 434
FIGURA Nº 155: FOTOGRAFÍA 006 – MESA DE TRABAJO – MÁQUINA DE MEDICIÓN – PRIMERA ETAPA .......... 434
FIGURA Nº 156: FOTOGRAFÍA 007 – MESA DE TRABAJO – MÁQUINA DE MEDICIÓN – PRIMERA ETAPA .......... 435
FIGURA Nº 157: FOTOGRAFÍA 008 – MESA DE TRABAJO – MÁQUINA DE MEDICIÓN – PRIMERA ETAPA .......... 435
FIGURA Nº 158: FOTOGRAFÍA 009 – CONEXIÓN DEL CABEZAL – MÁQUINA DE MEDICIÓN – PRIMERA ETAPA . 435
FIGURA Nº 159: FLUJO DEL PROCESAMIENTO DE DATOS. ............................................................................. 436
FIGURA Nº 160: FLUJO DE LA RECEPCIÓN Y ALMACENAMIENTO DE DATOS. .................................................. 437
FIGURA Nº 161: SEÑAL PULSANTE DE 0,5 [𝐻𝑧] ............................................................................................ 438
FIGURA Nº 162: SEÑAL PULSANTE DE 5 [𝐻𝑧] ............................................................................................... 439
FIGURA Nº 163: SEÑAL PULSANTE DE 10 [𝐻𝑧] ............................................................................................. 439
FIGURA Nº 164: SEÑAL PULSANTE DE 25 [𝐻𝑧] ............................................................................................. 439
FIGURA Nº 165: SEÑAL PULSATORIA DE 33.3 [𝐻𝑧] ...................................................................................... 440
FIGURA Nº 166: SEÑAL PULSATORIA DE 500 [𝐻𝑧] ....................................................................................... 440
FIGURA Nº 167: IZQUIERDA: DISPOSICIÓN PREVIA DE PINES DEL MICROCONTROLADOR MAESTRO. DERECHA:
DISPOSICIÓN EN PRIMERA ETAPA DE LOS PINES DEL MICROCONTROLADOR MAESTRO............................. 442
FIGURA Nº 168: IZQUIERDA: DISPOSICIÓN PREVIA DE PINES DEL MICROCONTROLADOR ESCLAVO. DERECHA:
DISPOSICIÓN EN PRIMERA ETAPA DE LOS PINES DEL MICROCONTROLADOR ESCLAVO. ............................ 443
FIGURA Nº 169: MONTAJE DEL EQUIPO DE TRASLACIÓN DE LA MÁQUINA DE MEDICIÓN – SEGUNDA ETAPA .... 444
FIGURA Nº 170: FOTOGRAFÍA 010 – EQUIPO DE TRASLACIÓN – MÁQUINA DE MEDICIÓN – SEGUNDA ETAPA . 445
FIGURA Nº 171: FINALES DE CARRERA PARA LA MÁQUINA DE MEDICIÓN, PAR REDUNDANTE – SEGUNDA ETAPA
......................................................................................................................................................... 446
FIGURA Nº 172: FOTOGRAFÍA 011 – FINALES DE CARRERA REDUNDANTES I1 – SEGUNDA ETAPA .................... 447
FIGURA Nº 173: FOTOGRAFÍA 012 - FINALES DE CARRERA REDUNDANTES I2 - SEGUNDA ETAPA ..................... 447
º
xxi
UPB © 2013
FIGURA Nº 174: IZQUIERDA: FOTOGRAFÍA 013-014 – TOMA CORRIENTES EMPOTRADO PARA EL MOTOR DE
CONFORMADO. DERECHA: FOTOGRAFÍA 015 – MOTOR DEL DESLIZADOR VERTICAL .............................. 447
FIGURA Nº 175: ENVÍO Y RECEPCIÓN DE DATOS, ESQUEMA EMPÍRICO DE LA DINÁMICA DE LA MEDICIÓN ...... 450
FIGURA Nº 176: DISPOSICIÓN FINAL DE PINES EN LOS MICROCONTROLADORES MAESTRO Y ESCLAVO ............ 451
FIGURA Nº 177: NÚMERO DE EVENTOS REALES Y SU ERROR EN MILÍMETROS, PARA DIEZ VELOCIDADES SIN CARGA
DIFERENTES......................................................................................................................................... 454
FIGURA Nº 178: GRÁFICA DEL NÚMERO DE MUESTRAS MÍNIMO PARA CADA UNA DE LAS DIEZ VELOCIDADES SIN
CARGA DIFERENTES ............................................................................................................................ 455
FIGURA Nº 179: MEDICIÓN DEL COMPORTAMIENTO DE LAS VELOCIDADES DE AVANCE SIN CARGA ............... 456
FIGURA Nº 180: LÍNEA DE TENDENCIA LOGARÍTMICA BASADAS EN EL COMPORTAMIENTO DE LAS VELOCIDADES
DE AVANCE SIN CARGA MEDIDAS ....................................................................................................... 458
FIGURA Nº 181: TIEMPO DE ACELERACIÓN EFECTIVA PARA DIEZ DIFERENTES VELOCIDADES ............................ 458
FIGURA Nº 182: CURVA DE ACELERACIÓN EFECTIVA PARA DIEZ VELOCIDADES DIFERENTES EN SOLAMENTE TREINTA
MUESTRAS .......................................................................................................................................... 459
FIGURA Nº 183: HOLGURA PROPORCIONAL AL DESPLAZAMIENTO 𝑒 EN EL MECANISMO DE DESLIZAMIENTO DE LA
ESTRUCTURA DE PÓRTICO .................................................................................................................... 461
FIGURA Nº 184: MOTOR UNIVERSAL MAKITA 3709, MOTOR DE CONFORMADO PARA LA MÁQUINA DE
MEDICIÓN ......................................................................................................................................... 462
FIGURA Nº 185: HERRAMIENTA DE GRABADO DE PERFIL PLANO DE DOS FILOS PARA EL MOTOR MAKITA 3709
......................................................................................................................................................... 462
FIGURA Nº 186: FOTOGRAFÍA 015-016 – SOPORTE CARRIL IMPLEMENTADO EN EL CABEZAL Y EL PÓRTICO .... 463
FIGURA Nº 187: CUATRO VELOCIDADES SELECCIONADAS PARA EFECTUAR LOS ENSAYOS DE MEDICIÓN ......... 474
FIGURA Nº 188: MECANISMO DE POLEA, PARA LA VALIDACIÓN DE LAS MEDICIONES .................................... 475
FIGURA Nº 189: RESULTADOS DE LA MEDICIÓN DE VALIDACIÓN ................................................................... 476
FIGURA Nº 190: DIAGRAMA DE FLUJO DEL PROCESO DE MEDICIÓN ............................................................. 477

º
xxii
UPB © 2013
LISTA DE ECUACIONES
ECUACIÓN Nº 1 .......................................................................................................................................... 20
ECUACIÓN Nº 2 .......................................................................................................................................... 20
ECUACIÓN Nº 3 .......................................................................................................................................... 20
ECUACIÓN Nº 4 .......................................................................................................................................... 29
ECUACIÓN Nº 5 .......................................................................................................................................... 29
ECUACIÓN Nº 6 ......................................................................................................................................... 49
ECUACIÓN Nº 7 ......................................................................................................................................... 49
ECUACIÓN Nº 8 ......................................................................................................................................... 49
ECUACIÓN Nº 9 ......................................................................................................................................... 51
ECUACIÓN Nº 10 ........................................................................................................................................ 56
ECUACIÓN Nº 11 ........................................................................................................................................ 56
ECUACIÓN Nº 12 ........................................................................................................................................ 56
ECUACIÓN Nº 13 ........................................................................................................................................ 57
ECUACIÓN Nº 14 ........................................................................................................................................ 57
ECUACIÓN Nº 15 ........................................................................................................................................ 57
ECUACIÓN Nº 16 ........................................................................................................................................ 57
ECUACIÓN Nº 17 ........................................................................................................................................ 57
ECUACIÓN Nº 18 ........................................................................................................................................ 57
ECUACIÓN Nº 19 ........................................................................................................................................ 59
ECUACIÓN Nº 20 ........................................................................................................................................ 59
ECUACIÓN Nº 21 ........................................................................................................................................ 59
ECUACIÓN Nº 22 ........................................................................................................................................ 59
ECUACIÓN Nº 23 ........................................................................................................................................ 59
ECUACIÓN Nº 24 ........................................................................................................................................ 60
ECUACIÓN Nº 25 ........................................................................................................................................ 60
ECUACIÓN Nº 26 ........................................................................................................................................ 60
ECUACIÓN Nº 27 ........................................................................................................................................ 60
ECUACIÓN Nº 28 ........................................................................................................................................ 61
ECUACIÓN Nº 29 ........................................................................................................................................ 61
ECUACIÓN Nº 30 ........................................................................................................................................ 61
ECUACIÓN Nº 31 ........................................................................................................................................ 61
ECUACIÓN Nº 32 ........................................................................................................................................ 61
ECUACIÓN Nº 33 ........................................................................................................................................ 61
ECUACIÓN Nº 34 ........................................................................................................................................ 61
ECUACIÓN Nº 35 ........................................................................................................................................ 72
ECUACIÓN Nº 36 ........................................................................................................................................ 75
ECUACIÓN Nº 37 ........................................................................................................................................ 76
ECUACIÓN Nº 38 ........................................................................................................................................ 76
ECUACIÓN Nº 39 ........................................................................................................................................ 77
ECUACIÓN Nº 40 ........................................................................................................................................ 77

º
xxiii
UPB © 2013
ECUACIÓN Nº 41 ........................................................................................................................................ 77
ECUACIÓN Nº 42 ........................................................................................................................................ 77
ECUACIÓN Nº 43 ........................................................................................................................................ 77
ECUACIÓN Nº 44 ........................................................................................................................................ 78
ECUACIÓN Nº 45 ........................................................................................................................................ 79
ECUACIÓN Nº 46 ........................................................................................................................................ 80
ECUACIÓN Nº 47 ........................................................................................................................................ 83
ECUACIÓN Nº 48 ........................................................................................................................................ 83
ECUACIÓN Nº 49 ........................................................................................................................................ 85
ECUACIÓN Nº 50 ...................................................................................................................................... 107
ECUACIÓN Nº 51 ...................................................................................................................................... 129
ECUACIÓN Nº 52 ...................................................................................................................................... 146
ECUACIÓN Nª 53 ...................................................................................................................................... 146
ECUACIÓN Nº 54 ...................................................................................................................................... 146
ECUACIÓN Nº 55 ..................................................................................................................................... 276
ECUACIÓN Nº 56 ...................................................................................................................................... 276
ECUACIÓN Nº 57 ...................................................................................................................................... 280
ECUACIÓN Nº 58 ...................................................................................................................................... 280
ECUACIÓN Nº 59 ...................................................................................................................................... 280
ECUACIÓN Nº 60 ...................................................................................................................................... 280
ECUACIÓN Nº 61 ...................................................................................................................................... 281
ECUACIÓN Nº 62 ...................................................................................................................................... 285
ECUACIÓN Nº 63 ...................................................................................................................................... 285
ECUACIÓN Nº 64 ...................................................................................................................................... 285
ECUACIÓN Nº 65 ...................................................................................................................................... 285
ECUACIÓN Nº 66 ...................................................................................................................................... 285
ECUACIÓN Nº 67 ...................................................................................................................................... 285
ECUACIÓN Nº 68 ...................................................................................................................................... 285
ECUACIÓN Nº 69 ...................................................................................................................................... 291
ECUACIÓN Nº 70 ...................................................................................................................................... 296
ECUACIÓN Nº 71 ...................................................................................................................................... 297
ECUACIÓN Nº 72 ...................................................................................................................................... 297
ECUACIÓN Nº 73 ...................................................................................................................................... 303
ECUACIÓN Nº 74 ...................................................................................................................................... 317
ECUACIÓN Nº 75 ...................................................................................................................................... 317
ECUACIÓN Nº 76 ...................................................................................................................................... 318
ECUACIÓN Nº 77 ...................................................................................................................................... 319
ECUACIÓN Nº 78 ...................................................................................................................................... 322
ECUACIÓN Nº 79 ...................................................................................................................................... 322
ECUACIÓN Nº 80 ...................................................................................................................................... 322
ECUACIÓN Nº 81 ...................................................................................................................................... 322
ECUACIÓN Nº 82 ...................................................................................................................................... 324

º
xxiv
UPB © 2013
ECUACIÓN Nº 83 ...................................................................................................................................... 324
ECUACIÓN Nº 84 ...................................................................................................................................... 324
ECUACIÓN Nº 85 ...................................................................................................................................... 324
ECUACIÓN Nº 86 ...................................................................................................................................... 324
ECUACIÓN Nº 87 ...................................................................................................................................... 324
ECUACIÓN Nº 88 ...................................................................................................................................... 325
ECUACIÓN Nº 89 ...................................................................................................................................... 325
ECUACIÓN Nº 90 ...................................................................................................................................... 325
ECUACIÓN Nº 91 ...................................................................................................................................... 326
ECUACIÓN Nº 92 ...................................................................................................................................... 326
ECUACIÓN Nº 93 ...................................................................................................................................... 326
ECUACIÓN Nº 94 ...................................................................................................................................... 326
ECUACIÓN Nº 95 ...................................................................................................................................... 326
ECUACIÓN Nº 96 ...................................................................................................................................... 329
ECUACIÓN Nº 97 ...................................................................................................................................... 329
ECUACIÓN Nº 98 ...................................................................................................................................... 329
ECUACIÓN Nº 99 ...................................................................................................................................... 330
ECUACIÓN Nº 100 .................................................................................................................................... 330
ECUACIÓN Nº 101 .................................................................................................................................... 330
ECUACIÓN Nº 102 .................................................................................................................................... 330
ECUACIÓN Nº 103 .................................................................................................................................... 330
ECUACIÓN Nº 104 .................................................................................................................................... 330
ECUACIÓN Nº 105 .................................................................................................................................... 331
ECUACIÓN Nº 106 .................................................................................................................................... 331
ECUACIÓN Nº 107 .................................................................................................................................... 331
ECUACIÓN Nº 108 .................................................................................................................................... 331
ECUACIÓN Nº 109 .................................................................................................................................... 331
ECUACIÓN Nº 110 .................................................................................................................................... 331
ECUACIÓN Nº 111 .................................................................................................................................... 331
ECUACIÓN Nº 112 .................................................................................................................................... 331
ECUACIÓN Nº 113 .................................................................................................................................... 331
ECUACIÓN Nº 114 .................................................................................................................................... 334
ECUACIÓN Nº 115 .................................................................................................................................... 340
ECUACIÓN Nº 116 .................................................................................................................................... 352
ECUACIÓN Nº 117 .................................................................................................................................... 352
ECUACIÓN Nº 118 .................................................................................................................................... 352
ECUACIÓN Nº 119 .................................................................................................................................... 359
ECUACIÓN Nº 120 .................................................................................................................................... 359
ECUACIÓN Nº 121 .................................................................................................................................... 359
ECUACIÓN Nº 122 .................................................................................................................................... 359
ECUACIÓN Nº 123 .................................................................................................................................... 363
ECUACIÓN Nº 124 .................................................................................................................................... 363

º
xxv
UPB © 2013
ECUACIÓN Nº 125 .................................................................................................................................... 363
ECUACIÓN Nº 126 .................................................................................................................................... 364
ECUACIÓN Nº 127 .................................................................................................................................... 392
ECUACIÓN Nº 128 .................................................................................................................................... 433
ECUACIÓN Nº 129 .................................................................................................................................... 445
ECUACIÓN Nº 130 .................................................................................................................................... 455
ECUACIÓN Nº 131 .................................................................................................................................... 455
ECUACIÓN Nº 132 .................................................................................................................................... 456
ECUACIÓN Nº 133 .................................................................................................................................... 456
ECUACIÓN Nº 134 .................................................................................................................................... 457
ECUACIÓN Nº 135 .................................................................................................................................... 457
ECUACIÓN Nº 136 .................................................................................................................................... 458
ECUACIÓN Nº 137 .................................................................................................................................... 458
ECUACIÓN Nº 138 .................................................................................................................................... 458
ECUACIÓN Nº 139 .................................................................................................................................... 458
ECUACIÓN Nº 140 .................................................................................................................................... 458
ECUACIÓN Nº 141 .................................................................................................................................... 458
ECUACIÓN Nº 142 .................................................................................................................................... 458
ECUACIÓN Nº 143 .................................................................................................................................... 458
ECUACIÓN Nº 144 .................................................................................................................................... 458
ECUACIÓN Nº 145 .................................................................................................................................... 458

º
1
UPB © 2013
1. INTRODUCCIÓN
1.1 Antecedentes
En el vasto campo de la manufactura actual, el uso de máquinas es indispensable,
especialmente de aquellas denominadas máquinas-herramienta. Las aplicaciones de las
máquinas-herramienta automatizadas son cada vez más variadas, porque ofrecen
innumerables ventajas frente los métodos de manufactura en máquinas manuales, como
ser: elevada precisión, producción en serie, flexibilidad en la aplicación específica y entre
otros, la reducción del tiempo de manufactura. Existen diferentes tipos de y clases de
máquinas-herramienta automatizadas, conocidas como máquinas-herramientas CNC
(Computerized Numeric Control), las fresadoras tipo router CNC son las máquinas
herramienta más versátiles y polivalentes, debido a que con la debida modificación o
adaptación pueden repetir y hasta substituir la función de otras máquinas.
Las fresadoras CNC en general son máquinas encargadas de modelar una pieza de
trabajo removiendo material, perforando y cortando. Se puede asemejar su desempeño y
función a un escultor robotizado controlado por un programa predefinido por el usuario.
Desde materiales suaves como parafina hasta materiales como aceros de alto contenido
de carbono, las fresadoras CNC pueden plasmar en ellos todo tipo de diseños.
Las fresadoras en general, disponen mínimamente de tres grados de libertad, pero la
demanda de piezas geométricamente complicadas exige una mayor cantidad de
grados de libertad, también denominados por “ejes”.
Independientemente del número de ejes, existen fresadoras en general de todo tamaño y
potencia, enfocadas a diferentes aplicaciones. Un grupo de toda la gama de máquinas
herramientas tipo fresadoras, son las industriales de gran potencia, caracterizadas por alta
velocidad de trabajo y un volumen de trabajo muy extenso; también, existen las mini-
fresadoras o fresadoras de escritorio, conocidas también como pantógrafos o router (en
español: ruteadoras). Estos últimos caracterizados por baja potencia, velocidad
moderada (depende del modelo y la aplicación), semiportátiles y un pequeño volumen
de trabajo. Existen máquinas intermedias, su potencia normalmente es determinada por
su aplicación. También existen máquinas CNC de varios tipos de accionamiento o
conversión de energía, aunque las más abundantes son las electromecánicas.

º
2
UPB © 2013
1.2 Descripción del Problema
En el país, la manufactura de productos propios aún no se encuentra debidamente
desarrollada; una gran parte de ellos es importada, especialmente la que mayor nivel
tecnológico implica. Normalmente, en las actividades comerciales bolivianas, se pueden
encontrar máquinas de fabricación extranjera, funcionando con complementos
extranjeros; sugiriendo la posibilidad de que el boliviano no tiene la capacidad de crear,
inventar o producir; generalizando más, sugiere que el país no tiene los medios para
desarrollar sus propios productos y/o tecnología. Se conoce que esta posibilidad es falsa.
Al igual que el dinero genera más dinero, la tecnología genera más tecnología. Una
solución al problema de la falta de desarrollo de nuestro país es la inversión en tecnología,
que es traducida en maquinaria capaz de generar más maquinaria.
El mayor problema, en las máquinas-herramienta, especialmente en las fresadoras tipo
router CNC, es su alto costo (primera inversión), que sería menor si es que se producirían
en el país. Se cuenta con la tecnología necesaria para producir estas máquinas.
1.3 Justificación del Proyecto Final de Grado
Puede justificarse según diferentes enfoques:
Según un enfoque económico: Encamina el dimensionamiento a una máquina
económicamente más accesible, especialmente en comparación con las máquinas CNC
semejantes que ya se encuentran a disposición en el mercado. Se pretende reducir la
primera inversión; en otras palabras, el costo de la máquina, para aumentar su demanda.
Según un enfoque tecnológico-industrial: Fomenta al desarrollo nacional, no solamente en
la producción de maquinaria como ésta, sino también a que las empresas nacionales
puedan acceder fácilmente a las innumerables aplicaciones de máquinas semejantes.
Por otro lado establece las bases teóricas en la concepción de este tipo de máquinas,
para que futuros trabajos y proyectos relacionados puedan seguir aportando al tema.
Según un enfoque académico: Además de que el estudiante puede implementar todos
los conocimientos, herramientas, estrategias y técnicas adquiridas en la etapa de
pregrado, permite que se genere una importante plataforma de información para el
desarrollo de futuros proyectos de grado relacionados al tema.

º
3
UPB © 2013
Según un enfoque meramente técnico: La adquisición de maquinaria CNC,
específicamente un router CNC de bajo costo sin comprometer su calidad, dota al
portador de ventajas marcadísimas frente al competidor que no posee esa tecnología:
La posibilidad de plasmar físicamente productos previamente diseñados, de
manera autónoma. Con su debida complejidad, hasta podrían diseñarse,
fabricarse y luego ensamblarse máquinas de invención propia. Para lotes de
producción reducidos, el costo es mucho menor comparado con el costo si es que
se contrataría a terceros para el trabajo. Se tiene confidencialidad en los diseños.
La capacidad de rediseñar o hacer adaptaciones de mejora a otras máquinas.
Mantenimiento y mejora de la maquinaria del medio. Con los debidos permisos y
licencias, la capacidad de copiar y reproducir maquinaria y/o productos ya
existentes en el mercado.
Reducción de la intervención humana. La máquina bien preparada puede
realizar largos y morosos trabajos (puede quedar días trabajando) sin necesidad
de un operario. La máquina, además del debido mantenimiento, no necesita de
descansos, ni feriados, ni fines de semana, ni aumentos de sueldo.
La aplicación definida por el usuario puede ser muy variada, ésta depende mucho de la
necesidad, disposición e imaginación del mismo usuario.
1.4 Delimitación del Proyecto Final de Grado
Con una tendencia reduccionista, en el presente PFG primeramente se realiza un estudio
a las máquinas tipo router CNC, con el fin de poder determinar el tipo de elementos que
constituyen estas máquinas y la clase de relaciones entre éstos; la delimitación en el
desarrollo de esta etapa es implícita porque el estudio tiende a ser de carácter auto
convergente. Una vez determinados los elementos constitutivos y sus interdependencias,
el PFG se limita a aplicar las técnicas del diseño formal a los elementos diferenciados por
su no exclusividad a la aplicación (equipo de traslación; implícitamente, el equipo de
control), fundamentadas en un enfoque holístico; allí se emplea la máquina de medición.
Por otro lado, el presente PFG se limita a no generar software CAM, ni tampoco contiene
diseño o cálculo de herramientas de corte y sus complementos. Estos insumos son ya
comerciales; se usarán estos recursos como un complemento importante para el
desarrollo de los conceptos mencionados en el anterior párrafo.

º
4
UPB © 2013
2. MARCO TEÓRICO
2.1 Estado del Arte
2.1.1 Manufactura
La manufactura es el arte de transformar la materia, puede ser hallada tácitamente en
cualquier parte. Independientemente del lugar donde se la buscare, la manufactura es la
actividad humana que se difunde en todos los productos que nos rodean. Absolutamente
todos los artefactos, equipos, máquinas y demás, tuvieron que pasar necesariamente por
algún proceso de manufactura.
La palabra manufactura se deriva del latín (manus = mano, factus = hecho) y en los
diccionarios se define como “fabricación de bienes y artículos a mano o, especialmente
por maquinaria, frecuentemente en gran escala y con división del trabajo”. Aunque la
definición no es precisamente la real, ayuda a entender el concepto (1).
Como actividad socioeconómica, la manufactura es el motor del desarrollo de una
sociedad industrializada. Generalmente el adelanto tecnológico manufacturero en un
país es determinante en cuanto a calidad de vida, riqueza y poder. Las potencias
mundiales son necesariamente entes manufactureros de alto nivel.
La manufactura es una actividad compleja que promueve otras actividades como la
investigación y actividades técnicas, claramente traducidas en desarrollo. Además es un
aglomerado de muchos sistemas y áreas del saber humano que, de manera muy
compleja, se combinan entré sí para generar todo aquello que hoy conocemos y usamos.
2.1.2 Mecanizado
Durante el desarrollo tecnológico, desde el principio de los tiempos, los procesos de
manufactura fueron creándose y evolucionando al pasar de los años, atravesando
diferentes etapas, hasta llegar a nuestros días (actualmente los procesos de manufactura
siguen cambiando y evolucionando). Existen diferentes procesos de manufactura, cada
uno identificado por características inherentes a sus productos y aplicaciones. Se puede
mencionar los más generales (aparentemente son procesos solamente para metales, pero
en realidad son generales para casi cualquier tipo de material):

º
5
UPB © 2013
Fundición y Tratamiento térmico
Deformación plástica y Deformación volumétrica
Conformado de láminas
Metalurgia de polvos
Mecanizado
Unión mecánica
El mecanizado, como uno de los procesos de manufactura más destacados en las últimas
décadas, se caracteriza por el conformado de formas removiendo material. Al material se
le da forma mediante el corte de virutas, ya sea con herramientas cortantes o con
abrasivos. Durante el proceso de maquinado, el material es torneado, cepillado, fresado,
tronceado, o de algún otro modo transformado, arrancándole virutas con máquinas-
herramienta para obtener la forma y dimensiones deseadas (2). Estas características le
hacen un proceso de gran pérdida de material, comparado con los otros procesos donde
las pérdidas son mínimas. En un nivel comparativo, el mecanizado o también conocido
como maquinado, es un proceso muy lento; en contraste, el mecanizado accede al
conformado de geometrías que normalmente son económica y técnicamente
improductivas usando otros procesos de manufactura. Además, la calidad de acabado
superficial y tolerancias dimensionales, tienen resultados superiores a los obtenidos con
muchos de los otros procesos.
En el proceso de mecanizado, pueden identificarse algunos métodos de conformado,
normalmente es difícil hacer una separación técnica de estos métodos, debido a que casi
siempre una geometría a conformarse requiere del conjunto o combinación de algunos
de ellos. Algunos de los métodos más generales de mecanizado pueden clasificarse en la
siguiente lista (1) (Se intenta generalizar los métodos de mecanizado para no solamente
los metales, sino también para otros tipos de materiales):
Perforado
Cepillado y acepillado
Ranurado
Taladrado y mandrilado
Avellanado y abocardado
Fresado y torneado
Rectificado, aserrado y limado
Escariado y corte de roscas

º
6
UPB © 2013
Independientemente del método seleccionado en el proceso de maquinado, el proceso
siempre queda definido y limitado por varios factores:
Máquina herramienta: Las más comunes de éstas son los tornos, fresadoras,
taladradoras, cepillos y rectificadoras. Hay muchas variedades de máquinas para
usos especiales que se aplican en la industria, las cuales son adaptaciones de una
o varias máquinas herramientas básicas (2). En la extracción de material, se
generan grandes esfuerzos, especialmente cuando el material es duro. Estos
esfuerzos se traducen en fuerzas, deformaciones y vibraciones en los componentes
de la máquina. La máquina deberá tener la potencia, rigidez y amortiguación
necesarias para poder maquinar la forma deseada con una calidad, costo y
velocidad aceptables.
Herramienta: Las herramientas de corte o remoción de material deben ser las
adecuadas para el trabajo. Geometría, duración, filo, deformación, acabado
superficial y costo son factores que definen una herramienta.
Material de trabajo: Existe un parámetro conocido como maquinabilidad, que
califica al material en una escala cuantitativa en cuan maquinable (mecanizable)
es. El parámetro es engañoso porque es diferente para cada método.
Básicamente, cuando el material es duro su maquinabilidad es baja, y viceversa
cuando en blando; pero, existen casos especiales como el vidrio, cuya
maquinabilidad es casi nula por ser tan duro y frágil. El material de trabajo define
las herramientas, el tiempo de maquinado, el método y el proceso de
manufactura.
Dispositivos sujetadores: Se diseñan y desarrollan diferentes tipos de dispositivos
para sujetar o sostener las piezas que se maquinan (2). Muchas veces la geometría
del modelo limita la correcta sujeción de la pieza de trabajo imposibilitando el
mecanizado, entonces es necesario desarrollar nuevos métodos de sujeción.
Tiempo: El tiempo de mecanizado es inversamente proporcional no lineal a la
maquinabilidad. Normalmente, para materiales blandos, la velocidad del proceso
queda limitada por las características dinámicas de la máquina. En toda
aplicación, especialmente en la industria, el tiempo es traducido en costo.
Conociendo estos factores, que limitan los métodos y los procesos de manufactura, se
puede concluir que se trata de un sistema de factores de dependencia reciprocante
(interdependientes). Para la definición concreta de cada factor se debe realizar un
análisis cíclico de todo el sistema.

º
7
UPB © 2013
2.1.3 Fresado y máquinas fresadoras
Este método, en el mecanizado tiene la capacidad de adaptarse al conformado de
infinidad de geometrías simples y complejas. El fresado es el método más versátil entre los
demás mencionados, porque tiene la capacidad de substituirlos haciendo las
adaptaciones correspondientes a la máquina fresadora (En la práctica existen
substituciones posibles que pueden ser no productivas).
Existen muchas clasificaciones entre las máquinas fresadoras, una de las más comunes e
importantes es según la orientación de la herramienta: fresado vertical y fresado
horizontal. En la primera, la herramienta se encuentra en disposición perpendicular a la
base de la máquina, mientras que en la segunda la herramienta tiene su eje de rotación
paralelo a la base de la máquina. Existe una combinación entre estas dos clasificaciones
que se denomina fresado universal. Otra clasificación importante corresponde a los
grados de libertad de la máquina herramienta, que son los delimitantes de su capacidad
en el conformado de geometrías complejas, como por ejemplo el maquinado de un
impulsor rotativo de álabes curvos. Actualmente se conocen fresadoras, específicamente
centros de mecanizado y brazo fresador, de hasta siete ejes (3). También las fresadoras
pueden clasificarse por su grado de automatización: pueden ser manuales,
semiautomáticas o completamente automáticas. Los tipos de fresadoras son
extensamente variados, razón por la cual su clasificación es también muy variada; cada
tipo de fresadora responde a una necesidad, y a una aplicación específica.
2.1.4 Control Numérico Computarizado
Antiguamente, los movimientos de la máquina fresadora se realizaban manualmente,
posteriormente se desarrollaron mecanismos complejos para la optimización de la
máquina, claro que hasta entonces se requería de un operario capacitado y hábil para el
trabajo. Hasta ese momento la generación de piezas era limitada en cuanto a geometría,
pues el diseño no podía ser complicado (imposible de reproducir geometrías complicadas
en la pieza de trabajo). Pero la demanda de piezas geométricamente complicadas creó
la necesidad de concebir un método mejorado; se desarrolla entonces el control de
máquinas herramienta por computadora, automatizando básicamente todo el proceso y
permitiendo el mecanizado de piezas geométricamente complicadas impensables en el
pasado. Esta automatización se conoce en las máquinas fresadoras (u otras de
conformado) como el Control Numérico Computarizado, más conocido como CNC.

º
8
UPB © 2013
Las máquinas fresadoras CNC permiten que los errores en repetibilidad y reproducibilidad
disminuyan en el proceso de producción, también aumenta la calidad del acabado
superficial y las tolerancias dimensionales son casi perfectas. Implica poca participación
de operarios, control de la producción y hasta la flexibilidad en modificaciones (4) y (5).
La aplicación del control computarizado en el mecanizado, específicamente en el
método de fresado, requiere la integración de varios subsistemas. Estos subsistemas
comprenden áreas del saber cómo la electrónica, eléctrica, sistemas informáticos y
también la mecánica. La correcta interacción de piezas mecánicas, actuadores
eléctricos, controladores, tarjetas electrónicas y demás, permiten la conversión de una
máquina de fresado en una máquina CNC de ventajosas prestaciones.
2.1.5 Fresadoras tipo Router CNC
El router CNC es un tipo de fresadora concebido primeramente para el maquinado de
grandes piezas. Eran conocidas como fresadoras automatizadas tipo puente o tipo
pórtico, porque el cabezal portaherramientas se hallaba sobre una estructura con dos
columnas situadas en los lados opuestos de la mesa de trabajo, esta estructura podía
moverse respecto de la mesa, el cabezal respecto de la estructura y la mesa
ortogonalmente respecto a esos dos movimientos (6). Estas máquinas no fueron diseñadas
para la operación manual porque su difusión se generó antes de la aparición del Control
Numérico Computarizado.
Respecto al nombre de “router” se conoce lo siguiente, El router como herramienta, es un
pequeño motor eléctrico con sus respectivos complementos, usado ampliamente en la
carpintería para acanalar, perfilar, agujerear, cortar y otros trabajos (normalmente se le
conoce como tupí). Esta herramienta es usada para seguir una ruta definida por el
carpintero (técnicamente limitada a dos dimensiones), entonces de allí el nombre en
inglés “router”, que quiere decir “que sigue una ruta”. La semejanza entre los nombres
aparece porque el router como máquina-herramienta es una máquina que mueve el
cabezal en una ruta predefinida por el usuario (extendida a más de dos dimensiones).
Aunque todas las máquinas fresadoras siguen una “ruta” predefinida manual o
numéricamente programada, la virtud del router es su gran facilidad en adaptar
(cambiar) su aplicación específica. La evolución de este tipo de fresadoras a través del
tiempo permitió la generación de varios subtipos en varias aplicaciones específicas.

º
9
UPB © 2013
Modificaciones en el tamaño, velocidad de los actuadores, número de cabezales,
movimientos relativos, tipos de pórtico, tipos de mesa, tipo de control y sistemas
adicionales como aspiración de virutas o cambio automático de herramientas fueron las
que definieron la aplicación específica de este tipo de máquinas. Actualmente, las
máquinas tipo router CNC no realizan tareas de solamente fresado, sino que su aplicación
se ha extendido a varias áreas de la manufactura.
2.2 Desagregación Tecnológica
2.2.1 Parámetros
Existen algunos parámetros que deben definirse teóricamente para su posterior uso y
correcto entendimiento. La definición de parámetros no conviene desarrollarla en esta
sección, sino que se la desarrolla en el Glosario, que se encuentra luego de Bibliografía.
Solamente unos cuantos parámetros son los que son provistos por el fabricante a la hora
de inquirir una máquina, esto es consecuente a que no todos son representativos ni del
mismo nivel de comparación. Para poder realizar un análisis comparativo (como se ve en
el capítulo cuarto) se necesita escoger parámetros que normalmente los fabricantes
expongan y además que puedan ser comparativos. A continuación se presenta una lista
de parámetros seleccionados para su posterior cuantificación y comparación:
a) Velocidad de avance sin carga
b) Precisión
c) Volumen de la máquina
d) Volumen de trabajo
e) Capacidad de carga
f) Peso
g) Precio
2.2.2 Órganos generales
Los órganos generales de una máquina no pueden ser cuantificados como los parámetros
expuestos anteriormente, no tienen la característica de poder ser medidos o expresados
en cantidades numéricas. Los órganos generales definen funciones o capacidades
específicas de la máquina, la manipulación de los órganos generales de la máquina
define su aplicación específica. La función de cada órgano puede ser definida o
expresada por uno o más parámetros.

º
10
UPB © 2013
Los órganos funcionales son la descomposición conceptual que se menciona en la
delimitación del presente PFG, cada órgano es un elemento constitutivo de la máquina.
No se los puede analizar o estudiar sin tener en cuenta su dependencia recíproca.
Cada órgano marca una diferencia en el tipo de máquina, es por eso que más adelante
en el capítulo sexto del presente proyecto, se usan los órganos generales de la máquina
para representar las diferencias sustanciales entre máquinas según su aplicación. A
continuación en la Figura Nº 1 se presentan los órganos generales de un router CNC.
Figura Nº 1: Órganos generales de una máquina fresadora tipo router CNC
Fuente: Adaptación de (7)
Todas las máquinas fresadoras tipo router CNC son diseñadas en base a los órganos
presentados en la Figura Nº 1, pero según la aplicación específica algunas máquinas
pueden no poseer algún órgano o poseer otros diferentes. A continuación se presenta el
desarrollo de cada uno de los órganos generales de una máquina fresadora tipo router:
Equipo de traslación: Es un órgano encargado de la efectiva traslación del cabezal de la
máquina. Su dinámica depende de los actuadores, mecanismos y controladores
instalados, en la Figura Nº 1 pueden observarse los espacios (color rojo) donde se
encuentran instalados los actuadores y sus complementos.

º
11
UPB © 2013
El órgano está constituido por dos parámetros: la potencia de traslación, que a su vez
contiene el parámetro de velocidad de corte y fuerza de corte; y la precisión de
traslación. El equipo de traslación puede ser manipulado de acuerdo a la aplicación de
la máquina; este órgano es el que se estudia en el presente proyecto.
Pórtico: Dependiendo de la aplicación, el pórtico puede ser concebido de muchas
formas. Existen tres parámetros contenidos en este órgano: la altura del pórtico que es
idéntica a la altura del volumen de trabajo, el volumen total de la máquina y el peso total
de la máquina. Los dos últimos parámetros también dependen de otros órganos.
Mesa: Existen diferentes tipos de mesa, especiales para cada tipo de aplicación. Los
parámetros contenidos en este órgano son la anchura y la largura de la mesa, además la
carga máxima de la máquina es un parámetro estrechamente relacionado con la mesa.
Cabezal: Es el órgano más dependiente de aplicación, el parámetro que queda
contenido en el órgano es la potencia de conformado. Además, dependiendo de la
aplicación, en algunos casos el cabezal es complementado por todo un equipo (color
azul), como se puede ver en el bloque de la izquierda en la Figura Nº 1.
Equipo de Control: Es un órgano que no se agrupa con los anteriores, al menos en el
desarrollo de las diferencias funcionales que se presenta en el Anexo-D. El equipo de
control se encarga de comunicar la computadora o unidad de control con los
controladores de la máquina, que también son parte de este órgano. Los controladores
mandan las señales respectivas a los actuadores de la máquina para que ésta trabaje.
Los componentes de alimentación también hacen parte del equipo de control. En
algunos casos los componentes del órgano de control se encuentran junto con los
componentes del cabezal en el bloque de la izquierda en la Figura Nº 1.
Software: Es un órgano no contenido en el desarrollo de diseño, simplemente se lo trata
como un órgano complementario. Existe software especializado para generar rutinas de
maquinado, cálculo de colisiones, estimación del tiempo de maquinado y muchas otras
tareas relacionadas. El código CNC de maquinado se genera a través de software.
Podrían definirse otros órganos aparte de los expuestos, como por ejemplo la existencia
de un dispositivo cambiador de herramientas, el órgano de recolección de material
residual, etc. Pero su clasificación es más correcta como alternativas de diseño sometidas
a los órganos ya definidos. En el capítulo cuarto se emplean los órganos generales
expuestos en esta sección.
º
12
UPB © 2013
2.2.3 Sistemas funcionales
Los órganos funcionales pueden agruparse en sistemas bien diferenciados. Cada uno de
los sistemas comprende dos o más órganos generales. A continuación se presentan los
sistemas funcionales y sus órganos.
El sistema mecánico: Mecanismo capaz de responder satisfactoriamente a las
necesidades de la máquina. Contiene los siguientes órganos: equipo de traslación,
pórtico, mesa y el cabezal.
El sistema eléctrico: Satisface las necesidades de potencia y control de la máquina. Los
órganos que contiene son los siguientes: equipo de traslación, cabezal y el órgano de
control o equipo de Control.
El sistema electrónico: Encargado de interpretar el código de control generado en un
programa computacional, para luego operar la máquina. Contiene al órgano de Control
y enlaza los demás sistemas. En concepto, podría añadírsele el órgano software.
Nótese que algunos órganos generales son compartidos en un sistema funcional.
2.3 Nociones de diseño
2.3.1 Plataformas de información
El marco teórico es una etapa muy importante para el éxito del proyecto, el marco
teórico actúa como una plataforma de información que fundamenta todas las
decisiones, métodos y conclusiones en el desarrollo del proyecto. Se puede generalizar
que los proyectos poseen toda la información base, de forma organizada y limitante, en
el marco teórico; sin embargo, en el presente PFG la situación es algo diferente.
La información base que requiere el presente PFG es muy extensa, pues las referencias
pertenecen a diferentes áreas del saber y las alternativas de las soluciones específicas a
problemas puntuales en el desarrollo de la máquina son también muchas. Al mismo
tiempo, gran parte de esta información solamente sirve para conocer el contexto
tecnológico actual (información anexa) y luego poder tomar decisiones reales aplicables.
Por estas razones se crea una combinación entre marco teórico y la información anexa al
proyecto; esta combinación tiene como resultado a los Anexos que se presentan al final.

º
13
UPB © 2013
2.3.2 Proceso de diseño
El proceso de diseño es un método formal empleado en la búsqueda sistemática de
soluciones a necesidades y/o problemas. Se conocen varios algoritmos de diseño, cada
uno con diferentes aplicaciones y condiciones adaptables al fin y su respectiva causa. El
presente proyecto acude al proceso clásico de diseño mecánico (también eléctrico);
pero a su vez, integra otro algoritmo de diseño específico para el sistema global de
control (equipo de control). A continuación, en la Figura Nº 2, se presentan los diagramas
de flujo, para el diseño mecánico y el diseño del sistema de control.
Figura Nº 2: Izquierda: Diagrama de flujo del diseño mecánico clásico – Derecha: Diagrama de flujo
del diseño de un sistema de control
Fuente: (8)
El proceso de diseño mecánico clásico consta de ocho pasos formales, en el presente
proyecto se concluye formalmente los primeros seis pasos; aunque el sexto paso es
enfocado solamente al equipo de traslación de la máquina Router CNC. En el séptimo
paso, que es la validación de la máquina, se realiza un análisis comparativo de carácter
especial, con fines netamente académicos y directamente en capítulo noveno. Por otra
parte, en el proceso de diseño de un sistema de control, no llega a la etapa de
implementación, el proceso queda truncado en el ciclo del séptimo paso porque la
máquina no se fabrica; además, el sistema de control no es el objetivo del presente PFG.

º
14
UPB © 2013
3. OBJETIVOS
3.1 Objetivo General
Con la intención de generar una máquina rentable y competitiva en el mercado
boliviano, no solamente reproduciendo lo que ya ha sido creado, sino aportando con
mejoras en rendimiento y en costos, como objetivo general del presente Proyecto Final de
Grado se pretende:
“Dimensionar el equipo de traslación de un router CNC de aplicación específica,
empleando una máquina prototipo de medición que simula el proceso de corte”
Es necesario aclarar que el “dimensionamiento” del equipo de traslación de una máquina
CNC, así como se menciona en el título del presente PFG, obedece a un proceso holístico;
esto significa que el resto de los órganos generales mínimamente necesarios en un router
CNC deberán ser también estudiados para la correcta convergencia de diseño.
3.2 Objetivos Específicos
Con el fin de alcanzar el objetivo general del presente PFG anteriormente propuesto, se
han identificado y definido como objetivos específicos los siguientes pasos consecutivos:
1. Definir las necesidades, especificaciones y aplicación específica de la máquina
router CNC.
2. Estudiar y depurar alternativas para el dimensionamiento integrado del equipo de
traslación, como solución a las especificaciones planteadas.
3. Construir y emplear el prototipo de la máquina de medición.
4. Elaborar el dimensionamiento del equipo de traslación, en base a las alternativas
seleccionadas y a los resultados de la máquina de medición.
5. Valorar el diseño integrado con una evaluación comparativa.
Nótese que los objetivos específicos están basados en la teoría de diseño formal clásico;
además, con este Proyecto Final de Grado se pretende:
6. Cumplir los Requisitos de Graduación en la Carrera de Ingeniería Electromecánica
de la Universidad Privada Boliviana.

º
15
UPB © 2013
4. METODOLOGÍA
4.1 Necesidades y especificaciones
4.1.1 Primer paso en el diseño formal: Problema y Necesidades
El primer paso en el diseño formal, independientemente de la perspectiva de diseño,
consiste en la determinación de las necesidades y un correcto planteamiento del
problema a satisfacer. Antes de presentar alternativas de solución, desarrolladas o no, es
preciso conocer la causa motor que impulsa, e impulsará todo el proyecto.
La filosofía de diseño ingenieril contiene dos actores fundamentales: el demandante y el
ingeniero. La función del demandante, como su nombre lo indica, es presentar problemas
y/o necesidades al ingeniero para que le sean resueltas. Normalmente, la manifestación
de estos problemas y/o necesidades es informal y pueril; Además, la función del ente
demandante no sugiere que su existencia sea necesariamente física, por el contrario, en
la mayoría de los casos su existencia es tácita. La función del ente ingenieril es formalizar,
sin modificar, las necesidades del demandante para generar una solución; a diferencia
del demandante, el ente ingenieril no es tácito pero puede ser multipersonal.
Es común encontrar que el ente demandante esté implícito en las necesidades de la
sociedad, necesidades de algún rubro, problemas con algún proceso productivo, en
oportunidades comerciales o simplemente ideas de mercado. El éxito del presente
proyecto dependerá entonces de la correcta determinación de las necesidades y/o
problemas del ente demandante.
4.1.1.1 Elementos del ente demandante
La metodología usada en el presente proyecto es asumir al proyectista la función de un
ente ingenieril a modo de satisfacer las necesidades de un demandante. El ente
demandante, para el presente proyecto agrupa los siguientes elementos:
a) Empresa 1: Compra de un router CNC a un elevado precio, con características
técnicas que no satisfacen cabalmente las aplicaciones actuales de la empresa.
b) Empresa 2: Conversión de máquinas fresadoras manuales, independientemente
del tipo o aplicación, a máquinas fresadoras CNC.

º
16
UPB © 2013
c) Oportunidad comercial 1: En el medio boliviano, no existe la producción de este
tipo de maquinaria. Podría producirse maquinaria CNC, de calidad, más
económicas que las que se encuentran a disposición en el mercado.
d) Oportunidad comercial 2: Existen empresas bolivianas que realizan la conversión
de máquinas fresadoras manuales a máquinas fresadoras CNC. Se podría contar
con las herramientas necesarias para establecer un frente competitivo a estas
empresas.
e) Oportunidad comercial 3: Las máquinas CNC, especialmente las mini-fresadoras
tipo router, son muy versátiles en su aplicación específica; se podrían facilitar
(automatizar) y abaratar otros procesos.
La Empresa 1 expresó sus necesidades por medio de una encuesta formal, que es
presentada en el Anexo-A; la otra simplemente expresó sus necesidades por medio de
una entrevista informal. Además se tuvo la oportunidad de trabajar en una de ellas a fin
de conocer con profundidad el problema.
NOTA: No se especifica el nombre o denominación de las empresas. Cualquier inquietud,
consulte con el proyectista autor de este documento.
4.1.2 Segundo paso en el diseño formal: Información y cuantificación
El problema, necesidad y oportunidades comerciales de parte del ente demandante han
sido expuestos en el primer paso. Ahora es necesario que el ente ingenieril desarrolle y
formalice cada uno de esos elementos. En esta etapa del proyecto los objetivos son
entender completamente el problema y determinar si es posible una solución.
Para entender a cabalidad la necesidad del ente demandante se realiza un análisis a
cada elemento constituyente con el fin de encontrar relaciones entre ellos como
jerarquía, identidad u otras relaciones. La misión es simplificar el enfoque del problema.
Respecto a la solución, la filosofía de diseño ingenieril plantea que siempre habrá infinitas
soluciones ligadas a un problema, algunas más esenciales que otras; además, la filosofía
de diseño ingenieril propone que la solución perfecta y cabal es inalcanzable, pues
solamente se consiguen resultados próximos, y su búsqueda es un proceso infinitamente
iterativo. En el presente proyecto se busca el resultado más próximo a la solución ideal.
Estudios de mercado, estudios de problemas similares, mediciones y/o encuestas son
algunas técnicas también usadas para conocer la magnitud del problema y necesidades.

º
17
UPB © 2013
4.1.2.1 Simplificación de elementos
El ente ingenieril, para abordar el problema, debe obtener y cuantificar información sobre
el problema y/o necesidades. Pero es necesario saber qué y qué tipo de información
debe ser recopilada. Se acude entonces a la técnica de simplificación de elementos, que
no es más que encontrar las relaciones (expuestas en párrafos anteriores) entre los
elementos constituyentes del ente demandante.
Los elementos de información son los siguientes:
a) Según Empresa 1:
Medianas y pequeñas empresas del medio que demanden máquinas
fresadoras CNC.
Aplicaciones y/o tareas de las medianas y pequeñas empresas
identificadas en el anterior punto.
b) Según Empresa 2:
Conversión de maquinaria manual a CNC. (Con el enfoque “conocer”)
c) Según oportunidad comercial 1:
Maquinaria CNC importada por las empresas en a).
d) Según oportunidad comercial 2:
Conversión de maquinaria manual a CNC. (Con el enfoque “competir”)
e) Según oportunidad comercial 3:
Aplicaciones y/o tareas de las medianas y pequeñas empresas
identificadas en a).
Se puede percibir que existe similitud entre los elementos de a) y e), caso conocido como
relación de identidad. Existe también una relación de jerarquía entre a) y c) donde c) es
consecuente de a). Según el objetivo general del presente proyecto, los elementos b) y d)
quedan completamente aislados, aparentemente surge una contradicción en la filosofía
de diseño ingenieril porque a dicho ente no se le permite modificar las necesidades del
ente demandante; pero, en realidad no se está modificando nada, simplemente se trata
de una relación de identidad complementaria. La hipótesis de la anterior afirmación
sostiene que si es posible diseñar una máquina CNC en sus tres sistemas (mecánico,
eléctrico y electrónico), entonces es posible también realizar la conversión de una
máquina manual a una máquina CNC, pues solamente se aplicarían los sistemas eléctrico
y electrónico (Obviamente un mínimo del sistema mecánico, porque el resto está “ya
diseñado y construido”).

º
18
UPB © 2013
Los elementos de información quedan resueltos de la siguiente manera:
a) Medianas y pequeñas empresas del medio que demanden máquinas fresadoras CNC.
b) Aplicaciones y/o tareas de las empresas identificadas en el punto a).
c) Máquinas fresadoras CNC importadas por las empresas identificadas en el punto a).
Bien podría realizarse una investigación para conocer cuáles son las empresas,
categorizadas como mediana y pequeña empresa, que demanden (directa o
indirectamente) máquinas fresadoras CNC. Al mismo tiempo podrían determinarse cuáles
son las aplicaciones de dichas empresas, y cuáles son las máquinas que ellas importan.
Pero es un camino tedioso que conlleva mucho tiempo y esfuerzo innecesario.
En el presente proyecto se opta por un camino diferente al citado anteriormente, en
realidad lo que se hace es aun facilitar más el enfoque del problema invirtiendo su
abordaje. En vez de empezar inquiriendo sobre las empresas descritas anteriormente, se
comienza con una investigación directamente sobre las máquinas fresadoras CNC
importadas y su mercado; con la meta de generar una máquina fresadora CNC más
económica sin comprometer la calidad. Paralelamente se realiza un escudriñamiento de
cuáles son las aplicaciones que pueden darse a una máquina fresadora CNC; a fin de
generar una máquina fresadora CNC funcionalmente lo más compatible posible con
dichas necesidades. Por último, no se requiere desarrollar el primer elemento de
información, porque las medianas y pequeñas empresas que demanden este tipo de
maquinaria, al menos en teoría, acudirían ciegamente al resultado generado en el
desarrollo de los anteriores dos elementos de información.
Así, la simplificación del enfoque del problema queda reducida en desarrollar los
siguientes elementos de información:
a) Máquinas fresadoras CNC disponibles en el mercado.
b) Aplicaciones posibles usando máquinas fresadoras CNC.
Para desarrollar el nuevo primer elemento de información se usa la estadística, para el
cálculo del tamaño de muestra y para la selección aleatoria de máquinas semejantes
(mini-fresadoras/router) disponibles en el mercado. Se selecciona un número
representativo de máquinas fresadoras CNC vía internet, se contacta a los fabricantes o
proveedores, se recogen todos los datos inherentes a la máquina posibles y se definen
índices representativos. El desarrollo del primer elemento de información y la lista de
máquinas son presentados en la primera sección del Anexo-B.

º
19
UPB © 2013
El desarrollo del segundo nuevo elemento de información obedece a una simple pesquisa
vía internet de las posibles aplicaciones de una máquina fresadora CNC o router CNC de
tres ejes. La información descrita puede encontrarse en la primera sección del Anexo-C.
4.1.2.2 Análisis comparativo
Es necesario realizar un análisis profundo, de las máquinas presentadas en el Anexo-B
comparándolas de acuerdo con sus ventajas y desventajas. Para esto se comienza por
definir cuáles son los parámetros que deben seleccionarse. La siguiente lista muestra los
parámetros comparativos y expuestos por los fabricantes, que definen una máquina (La
definición teórica y selección de parámetros se expone el capítulo segundo):
1. Velocidad de avance sin carga (𝑽𝒐): No necesariamente el valor será el mismo
para todos los ejes, es por eso que se cuantifica un valor para cada eje. Cada
valor queda expresado en milímetros por minuto [𝑚𝑚/𝑚𝑖𝑛].
2. Precisión (∆𝒅): Cada valor queda expresado en milímetros [𝑚𝑚].
3. Volumen total (𝑽𝒕𝒐𝒕𝒂𝒍): Cada valor queda expresado en metros cúbicos [𝑚3].
4. Volumen de trabajo (𝑽𝒕𝒓𝒂𝒃𝒂𝒋𝒐): Expresado en centímetros cúbicos [𝑐𝑚3].
5. Capacidad de carga (𝑾𝒎𝒂𝒙): Cada valor queda expresado en kilogramos [𝑘𝑔].
6. Peso (𝑷𝒕𝒐𝒕𝒂𝒍): Cada valor queda expresado en kilogramos [𝑘𝑔].
7. Precio (𝒑): Cada valor queda expresado en dólares americanos [$𝑢𝑠].
De acuerdo con la lista de máquinas en el Anexo-B, se generan tablas que exponen la
cuantificación de los parámetros anteriores para cada una de las máquinas de la lista,
estas tablas están presentadas en la segunda sección del Anexo-B. Con aquella
información se pueden realizar comparaciones entre las máquinas; aunque, es necesario
realizarlas más profundamente. Por esta razón se definen índices que relacionen mínimo
dos parámetros. Cada uno de los índices muestra un valor numérico, comparable, que
identifica a cada máquina y las jerarquiza según la razón del índice. A continuación se
presenta la definición de cada índice:
1. Índice volumétrico: Identifica la fracción de volumen que se utiliza en el
mecanizado frente al volumen total de la máquina. Las máquinas de bajo
consumo de potencia, implican reducidos volúmenes en actuadores,
controladores y componentes en general; en cambio, las de alta potencia
destinan gran parte de su volumen en sus componentes. La expresión matemática
se expone en la Ecuación Nº 1 a continuación.
º
20
UPB © 2013
𝐼𝑉 =𝑉𝑡𝑟𝑎𝑏𝑎𝑗𝑜
𝑉𝑡𝑜𝑡𝑎𝑙
∗ 100 Ecuación Nº 1
2. Índice de controlabilidad: Normalmente cuando el movimiento de cualquiera de
los ejes de la máquina aumenta en velocidad, su control es más difícil,
especialmente si se requieren pequeños desplazamientos. Cuando el movimiento
es lento, es más fácil controlar la posición del bloque de conformado. El índice de
controlabilidad mide la relación velocidad-precisión. La Ecuación Nº 2 muestra su
expresión matemática.
𝐼𝐶 =𝑀𝐴𝑋(𝑉𝑜)
∆𝑑 ∗ 1000 Ecuación Nº 2
3. Índice estructural: La estructura de la máquina es la que define la capacidad
máxima de carga, regularmente las máquinas que soportan grandes cargas
tienen estructuras robustas de gran peso; por otro lado, las máquinas que soportan
cargas pequeñas poseen estructuras ligeras. El índice calcula la fracción de peso
que soporta la máquina frente a su peso total. En la Ecuación Nº 3 que se muestra a
continuación se presenta la expresión matemática del índice.
𝐼𝐸 =𝑊𝑚𝑎𝑥
𝑃𝑡𝑜𝑡𝑎𝑙
Ecuación Nº 3
En la tercera sección del Anexo-B se presenta la Tabla Nº 27 donde se calculan los valores
de los índices presentados para cada una de las máquinas. En el capítulo quinto se
analizan los resultados.
4.1.2.3 Análisis matricial según aplicaciones
En esta etapa de diseño se busca encontrar una máquina modelo si es que existe,
modelarla idealmente si no existe. El ente ingenieril necesita una referencia de diseño, en
base a soluciones a problemas similares, según las necesidades del ente demandante, de
donde se dedujeron dos elementos de información según párrafos anteriores. Las
aplicaciones expuestas en la primera parte del Anexo-C permitirán conocer la
importancia de los parámetros comparativos de la máquina, asignándoles un
determinado peso o valor ponderado, para su posterior aplicación en la selección de una
máquina modelo. La técnica empleada en la asignación de valores ponderados consiste
en crear una matriz que contenga los parámetros comparativos de la máquina frente al
tipo de aplicación; luego, las casillas son llenadas con valores numéricos correspondientes
a la siguiente clasificación:
º
21
UPB © 2013
La mejora del parámetro es muy exigida en la aplicación: 4
La mejora del parámetro es exigida para la aplicación: 3
La mejora del parámetro es conveniente para la aplicación: 2
La mejora del parámetro es necesario para la aplicación: 1
La mejora del parámetro no interfiere en la aplicación: 0
Se calcula el total de cada parámetro sumando los valores de cada una de las casillas de
su columna; después, se calcula el valor porcentual de cada parámetro de acuerdo con
la suma de los valores totales por parámetro. Cada uno de los valores porcentuales
corresponde al valor ponderado o peso del parámetro. La matriz queda expuesta en la
única tabla de la segunda sección del Anexo-C.
Conociendo la importancia de los parámetros, se recurre a una nueva matriz donde se
evalúan las máquinas del Anexo-B. La matriz contiene los parámetros comparativos de la
máquina, junto con su valor ponderado correspondiente, frente a cada una de las
máquinas. A cada parámetro le corresponde un valor inherente por cada máquina, las
casillas correspondientes son llenadas con estos valores. Por debajo de cada una de estas
casillas debe colocarse el valor normalizado según el valor más favorable de cada fila;
cabe recalcar que el valor normalizado corresponde al cociente entre el valor del
parámetro de la máquina sobre el valor más favorable de todos los valores de ese
parámetro, esto solamente si el valor del parámetro es más favorable cuando este se
aumenta, es la inversa de este valor si el parámetro es más favorable cuando este valor
disminuye. Luego se calcula la suma de los productos entre los valores normalizados y el
valor ponderado del parámetro correspondiente. Se comparan entonces estos resultados,
la máquina que posea un número mayor corresponde a la máquina con la mejor relación
precio-rendimiento y que mejor se adapta a todas las aplicaciones descritas en la primera
parte del Anexo-C. La matriz descrita en el anterior párrafo queda expuesta en la única
tabla de la tercera sección del mismo anexo.
4.1.3 Tercer paso en el diseño formal: Determinación de especificaciones
Hasta esta etapa, el ente ingenieril ha desarrollado los elementos de información,
organizado o sistematizado los datos y generado resultados según diferentes criterios o
enfoques. El objetivo del tercer paso en el diseño formal es determinar las características o
atributos del objeto a diseñar, especialmente la aplicación específica de la máquina, con
base en toda la información desarrollada en los dos anteriores pasos.

º
22
UPB © 2013
De acuerdo a una comparación de resultados obtenidos en la etapa de información y
cuantificación, se elige una máquina (que es una solución a un problema semejante)
como modelo de solución. Pero además se clasifican las máquinas jerárquicamente de
acuerdo a la siguiente lista:
Máquinas de referencia alternativa: Son los router CNC que sirven
alternativamente para algún tipo de referencia, ninguna de sus características
serán tomadas en cuenta como parámetros representativos de diseño.
Máquinas de referencia indirecta: Son los router CNC que sirven para analizar
algunas de sus características para optimizar en diseño final. El tipo de referencia
puede no ser cuantitativo.
Máquinas de referencia directa: Son los router CNC que sirven para analizar sus
características para reformar el diseño final. El tipo de referencia es cuantitativo.
Máquina modelo: Es el router CNC cuyas características sirven como base general
para el diseño final de la máquina.
Las especificaciones de la máquina modelo seleccionada equivalen a las
especificaciones de la máquina a diseñar, aunque todavía sujetas a cambios según se
plantea en los capítulos quinto, sexto y octavo.
Por otro lado, la aplicación específica de la máquina a diseñar estará estrechamente
relacionada con las aplicaciones de las máquinas de referencia; en realidad, se
selecciona como aplicación específica a aquella aplicación que es más general y
representativa entre las máquinas de referencia.
Todo el desarrollo de la determinación de las especificaciones de la máquina se
encuentra en el capítulo quinto, en sus tres secciones.
4.2 Alternativas
4.2.1 Cuarto paso en el diseño formal: Diseño conceptual
La máquina a diseñar está definida hasta el momento como un modelo aun con carácter
ideal, pues las especificaciones determinadas en el tercer paso del diseño formal
solamente refieren a una máquina que no necesariamente satisface todas las
necesidades del presente proyecto. El objetivo del cuarto paso es canalizar los primeros
pasos hasta converger en una solución real y aplicable, obviamente sin cambiar las
necesidades y/o problemas que fueron planteadas según el ente demandante.

º
23
UPB © 2013
La primera tarea en el diseño conceptual, que es el paso cuarto en el diseño formal,
consiste en desarrollar cada uno de los órganos generales de las máquinas fresadoras tipo
router expuestos en el capítulo segundo, para poder encontrar las diferencias funcionales
entre las máquinas según sus aplicaciones. A partir de las diferencias según aplicación
encontradas, la segunda tarea consiste en codificar estas diferencias (relacionarlas con
valores o símbolos de fácil manipulación) para poder implementarlas en una matriz que
muestra las semejanzas/diferencias funcionales entre máquinas según las diferentes
aplicaciones. Se debe llenar las casillas con el símbolo correspondiente a la clasificación
de la diferencia funcional según la aplicación respectiva a la casilla. El desarrollo de esta
etapa del cuarto paso formal se expone en el Anexo-D.
Con la matriz de diferencias funcionales resuelta, se puede ver que existen muchísimas
posibilidades de máquinas. Se pueden encontrar grupos de máquinas con semejanzas
tales que con simples modificaciones o no, son capaces de cumplir tareas o adaptarse a
las aplicaciones de otras máquinas del mismo grupo, se disciernen las mejores opciones.
También se puede demostrar que la máquina modelo encontrada es una solución ideal,
pero se selecciona la alternativa real donde converge el diseño. Esta etapa se desarrolla
en la primera sección del capítulo sexto.
4.2.2 Quinto paso en el diseño formal: Selección de alternativas
La aplicación específica de la máquina fue definida en el paso anterior, esto implica que
todos los parámetros y características del rendimiento de la máquina también fueron
definidos, al menos en concepto. El objetivo de este paso es definir de una manera más
específica los parámetros involucrados en las diferencias funcionales estudiadas hasta el
momento. El desarrollo de este paso se presenta en la segunda sección del capítulo sexto.
Se plantean las alternativas específicas junto a criterios teóricos y prácticos para su
selección, éstas son por cada órgano funcional, siguiendo un orden predeterminado de
diseño. El nivel de referencia de las máquinas, presentado en el capítulo sexto, permite la
real y óptima convergencia de una solución, global y también por parámetro, de
acuerdo con la aplicación específica y acorde con la necesidad del ente demandante.
La plataforma de información que sustenta este paso, donde se presentan las alternativas
actuales reales como solución por cada órgano, se encuentra expuesta en el Anexo-E
para los primeros cuatro órganos funcionales (cabezal, mesa de trabajo, pórtico y equipo
de traslación) y en el Anexo-F para el quinto órgano (equipo de control).

º
24
UPB © 2013
4.3 Prototipo de la máquina de medición
Una máquina de medición ordinaria permite recopilar datos específicos o muestras de
uno o varios parámetros involucrados en un experimento objetivo, independientemente
de la naturaleza de este. En este caso, se usa una máquina de medición para simular el
proceso de una máquina router CNC, que se denomina proceso de corte; el parámetro
especifico de la medición es la fuerza necesaria para el corte, o sea, las fuerzas de
maquinado, el vector �� . Las mediciones luego son empleadas en el dimensionamiento de
los componentes de la máquina router CNC.
La máquina primero debe ser concebida antes de poder ser usada, para que esto ocurra
deben seguirse los mismos procedimientos de diseño formal que se usan para la
concepción de la máquina router CNC, solamente que con un enfoque menos
competitivo y más experimental. Los ocho pasos del diseño formal empleados a lo largo
de todo el presente PFG también se aplican específica y puntualmente para el diseño de
la máquina de medición; pero es necesario recalcar, que como se trata de una máquina
no comercial y con fines meramente académicos, la aplicación de los pasos formales de
diseño contienen algunas decisiones y criterios estrechamente ligados al medio, al
contexto, a las limitaciones (principalmente económicas), a la capacidades, e inclusive a
los gustos del diseñista. La máquina de medición usada en el presente PFG, no es una
máquina convencional, entonces es muy probable que existan muy pocas máquinas
semejantes; por lo tanto debe existir una etapa de prueba e implementación para poder
validar las mediciones y validar a la máquina.
Como el diseño de una máquina involucra temas e información específica de la misma,
se ve conveniente destinar un anexo adicional para desarrollar la documentación del
proceso de diseño de la máquina de medición; este anexo corresponde al Anexo-I, que
contiene ordenadamente los ocho pasos del diseño formal. Por otro lado, en el capítulo
séptimo, se acopian los resultados de las mediciones y se desarrollan las respectivas
conclusiones e inferencias.
La máquina de medición es muy semejante conceptualmente a una máquina router
CNC, la implementación del prototipo de la máquina de medición que simula el proceso
de corte (grabado en este caso) permite al diseñista generar hipótesis, criterios y
conclusiones mucho más realistas (que haciéndolo solamente con base en conceptos
netamente teóricos) a la hora de dimensionar a la máquina router CNC.

º
25
UPB © 2013
4.4 Diseño final de ingeniería
Hasta el quinto paso del diseño formal, el proceso es casi conceptual, mientras que a
partir del sexto paso se requiere de la aplicación de conceptos, criterios y semejantes que
involucren parámetros con valores numéricos reales. Por esta razón, para poder proseguir
con el diseño formal del equipo de traslación de la máquina respectiva, se procedió a la
medición del parámetro más importante en el proceso de corte, que es la fuerza de
maquinado. Esta magnitud representada en el vector �� , permite una real y aplicable
convergencia en el proceso de diseño; el diseño en detalle, de los componentes
involucrados en el diseño integrado del equipo de traslación, se basa exclusivamente en
las magnitudes de dicho vector.
El diseño en detalle consiste en definir todos los detalles inconclusos en las anteriores
etapas de diseño, pero que cuya definición sea también sea útil o necesaria en la
definición exclusiva del equipo de traslación, que es el objetivo principal del presente PFG;
el enfoque holístico de diseño se trunca en el quinto paso del diseño formal, para dar
lugar al diseño específico a partir del sexto paso. Sin embargo, aunque se deje de lado el
diseño integrado, no se puede eliminar la interdependencia de los sistemas, órganos y
componentes de la máquina; entonces, según las interdependencias existen prioridades
ordinales de diseño, pues no se puede dimensionar los elementos de la máquina
empezando por cualquiera de ellos. Para resolver este problema y maximizar la eficiencia
del proceso de diseño, se genera una cadena de dependencias entre los elementos
conceptuales de la máquina, ésta se muestra en la Figura Nº 3 a continuación.
Figura Nº 3: Cadena de interdependencia entre elementos conceptuales

º
26
UPB © 2013
La Figura Nº 3, presentada anteriormente no muestra a detalle todas las relaciones de
interdependencia que pueden encontrarse entre los elementos, conceptuales o no, de la
máquina router CNC; solamente se muestran aquellas interdependencias que relacionan
a los componentes inconclusos y necesarios para la conclusión del diseño en detalle del
equipo de traslación. La cadena de la Figura Nº 3 establece un orden de diseño que
empieza por la definición del cabezal de la máquina y termina en la definición de los
actuadores del equipo de traslación. Nótese que la mayoría de los elementos de dicha
figura dependen de las fuerzas de maquinado.
4.4.1 Sexto paso en el diseño formal: Diseño en detalle
Con base en el orden de diseño establecido en la Figura Nº 3, se usan las técnicas
ingenieriles de razonamiento gráfico (deducción a través de esquemas o planos) en la
mayoría de los casos, pues gran parte de las mejoras e innovaciones dependen de la
geometría de los componentes y de sus disposiciones constructivas.
El diseño en detalle tiene como objetivo principal los últimos cuatro elementos de la
cadena de interdependencias definidas anteriormente: el mecanismo de tracción, el
mecanismo de deslizamiento, los actuadores (motores Stepper de corriente continua) y los
drivers o controladores de los actuadores. El proceso de diseño en estos cuatro elementos
es rápidamente convergente, las bases teóricas y plataformas de información de
desarrollan en las dos últimas secciones del Anexo-H, especialmente para el mecanismo
de deslizamiento y el mecanismo de tracción; mientras que para el diseño y
dimensionamiento del actuador y su controlador no se destina ningún anexo. Las
especificaciones de los resultados obtenidos en este paso se acopian en el Anexo-J;
además, allí se trata el tema de compra y cantidad de compra de los componentes.
4.4.2 Séptimo paso en el diseño formal: Validación
El paso de validación, consiste en implementar algún método que pueda determinar si los
resultados del diseño formal hasta el sexto paso son aceptables. No existe un método fijo o
general de validación, especialmente si se trata de un tema como el del presente PFG.
Para la validación de resultados se usa el método comparativo, con el fin de resaltar
todas las mejoras alcanzadas a lo largo del proceso de diseño integrado (exclusivo para
el equipo de traslación); este método se aplica directamente en el capítulo noveno, pues
allí mismo se definen las conclusiones y las recomendaciones en base a los resultados.

º
27
UPB © 2013
5. NECESIDADES Y ESPECIFICACIONES
Los subtítulos siguientes corresponden a los primeros tres pasos del diseño formal.
5.1 Problema y necesidades
A partir de los elementos del ente demandante expuestos en el capítulo cuarto del
presente proyecto, se identifica el problema según cada ente y se desarrolla las
necesidades:
a) Según Empresa 1:
Máquina a un alto precio. Se necesita máquinas fresadoras CNC
económicamente accesibles para las medianas y pequeñas empresas del
medio boliviano, sin comprometer la calidad del producto.
Características técnicas que no satisfacen a las aplicaciones de la
empresa. Se necesita máquinas fresadoras CNC que satisfagan las
aplicaciones específicas de las empresas del punto anterior.
b) Según Empresa 2:
Las máquinas fresadoras manuales quedan obsoletas frente a las máquinas
fresadoras CNC. Independientemente del tipo o aplicación, se necesita
desarrollar un método para la conversión de maquinaria manual en CNC.
c) Según oportunidad comercial 1:
No existe producción nacional formal de maquinaria CNC. Se necesita
maquinaria CNC competitiva frente a la maquinaria CNC importada.
d) Según oportunidad comercial 2:
Existen empresas bolivianas que realizan la conversión de máquinas
fresadoras manuales a máquinas CNC. Se necesita desarrollar un
compendio de información, técnica y complementaria, como herramienta
para establecer competencia a estas empresas.
e) Según oportunidad comercial 3:
El potencial de las máquinas fresadoras CNC no está completamente
difundido, porque sus aplicaciones son muchas. Se necesita máquinas
fresadoras CNC cuyas aplicaciones específicas sean capaces de cubrir
una mayor cantidad de rubros y/o aplicaciones.

º
28
UPB © 2013
El desarrollo de estos elementos muestra un perfil de necesidades, aunque con carácter
recíproco entre algunas de ellas y expresadas informalmente, son el resultado de la
inmersión al problema del ente demandante y son el motor del presente proyecto.
5.2 Información y cuantificación
Los elementos de información como fuente de datos, expuestos en el capítulo cuarto, son
los siguientes:
c) Máquinas fresadoras tipo router CNC disponibles en el mercado. (Anexo-B)
d) Aplicaciones posibles usando máquinas fresadoras tipo router CNC. (Anexo-C)
La sistematización lógica de toda la información anterior, según el ente ingenieril, permite
cuantificar el problema o necesidad. La cuantificación del problema recurre a dos
corrientes de análisis: el análisis comparativo y el análisis matricial. Ambas corrientes
facilitan el enfoque a la solución ideal, a partir de soluciones semejantes de problemas o
necesidades análogas. A continuación se presentan ambos enfoques:
5.2.1 Análisis comparativo
Se encontraron índices representativos por cada máquina del primer elemento de
información, que junto con el precio califican la condición de cada máquina. A
continuación en la Tabla Nº 1, se muestra el resultado de este análisis.
Tabla Nº 1: Índices representativos y precio de los Router CNC (1 - 15)
I. VOLUMÉTRICO I. CONTROLABILIDAD I. ESTRUCTURAL
1 12,7 20320 0,667 40.000,00
2 3,7 1400 0,364 6.800,00
3 6,5 500 0,75 37.500,00
4 3,2 2000 1 16.575,00
5 4,7 3302 0,49 16.500,00
6 21,1 667 0,357 12.891,00
7 7,8 79 0,789 4.993,00
8 4,1 1200 0,364 18.513,00
9 3,1 30 0,8 5.605,00
10 3,5 1000 0,6 4.590,00
11 2,3 400 0,385 13.668,00
12 4,5 10000 0,658 7.854,00
13 6,5 60000 0,667 41.000,00
14 2,7 200 0,583 19.824,00
15 4,7 800 1 23.690,00
ROUTER
CNC
ÍNDICES REPRESENTATIVOS [1]PRECIO [USD]

º
29
UPB © 2013
La interpretación de los valores de los índices por máquina no puede realizarse de manera
independiente, es necesario relacionar los tres índices para poder comparar las máquinas.
Un valor alto en un índice implica que la máquina es mejor en ese aspecto, pero tal vez
disminuyendo el valor de los otros índices o aumentando el precio de la máquina.
Entonces, para la correcta interpretación de los datos hay que tener en cuenta la
siguiente dinámica de índices: Si se toma el índice de volumétrico como variable, cuando
su valor numérico aumenta, significa que la capacidad de la máquina en cuanto a
espacio de trabajo aumenta, manteniendo su volumen constante. Esto implica que el
índice de controlabilidad por un lado tiende a disminuir porque hay menos espacio para
los mecanismos de control, que al reducir su tamaño reducen su potencia, con ello sus
propiedades dinámicas como aceleración y velocidad de traslación; por otro lado su
valor tiende a aumentar, porque los espacios reducidos restantes implican estructuras
reducidas o delgadas, con menor inercia y fácilmente controlables. También implica que
el índice estructural por un lado tiende a disminuir porque estructuras delgadas son menos
rígidas, menor resistencia a la deformación y soportan menores esfuerzos mecánicos,
como la capacidad de carga; por otro lado tiende a aumentar su valor, porque la
máquina es más liviana. Todo lo contrario sucede cuando el índice volumétrico reduce su
valor. Para evitar que un índice empeore a causa de la mejora de otro, el precio de la
máquina se aumenta.
Se consideran dos modelos matemáticos simples que modelan la dinámica de los índices,
identificando además un índice general 𝑰𝑮. El primer y segundo modelo son expresados
en las ecuaciones siguientes, Ecuación Nº 4 y Ecuación Nº 5 respectivamente:
Modelo sin tomar en cuenta el precio:
%𝑰𝑽𝒊+ %𝑰𝑪𝒊
+ %𝑰𝑬𝒊= 𝑰𝑮𝒊
Ecuación Nº 4
Modelo tomando en cuenta el precio:
(%𝑰𝑽𝒊∗ %𝑰𝑪𝒊
∗ %𝑰𝑬𝒊)
%𝒑𝒊
= 𝑰𝑮𝒊 Ecuación Nº 5
El símbolo % implica que el valor numérico del índice debe ser expresado en el valor
porcentual cuyo total es la suma de todos los índices de su clase. Esta operación
uniformiza el efecto de los valores numéricos de los índices y permite su normalización.
El símbolo 𝒊 refiere al número de la máquina (𝒊 = 𝟏 . . 𝟏𝟓), según lo definido en el Anexo-B.
A continuación en la Tabla Nº 2 se presentan los valores del índice general según los dos
modelos matemáticos.
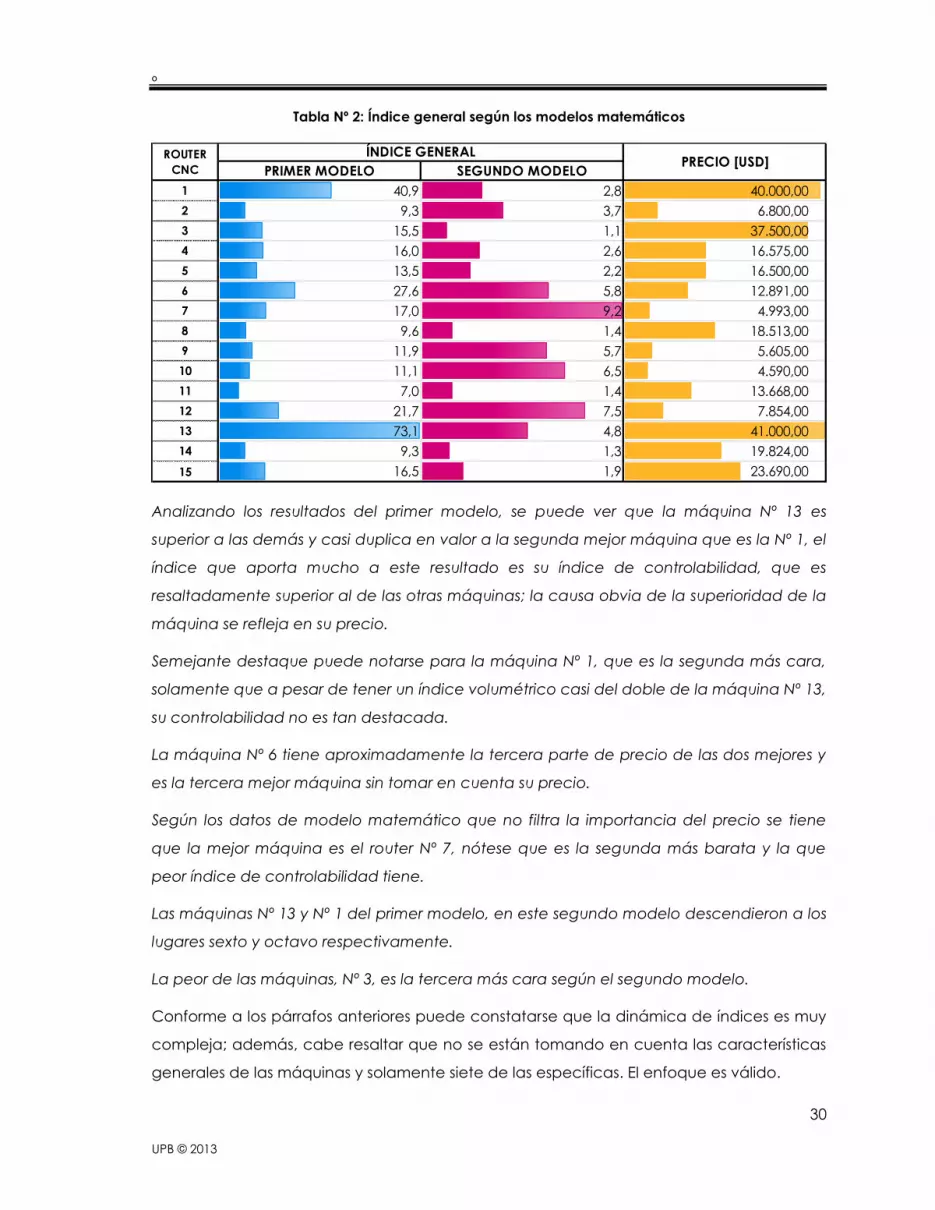
º
30
UPB © 2013
Tabla Nº 2: Índice general según los modelos matemáticos
Analizando los resultados del primer modelo, se puede ver que la máquina Nº 13 es
superior a las demás y casi duplica en valor a la segunda mejor máquina que es la Nº 1, el
índice que aporta mucho a este resultado es su índice de controlabilidad, que es
resaltadamente superior al de las otras máquinas; la causa obvia de la superioridad de la
máquina se refleja en su precio.
Semejante destaque puede notarse para la máquina Nº 1, que es la segunda más cara,
solamente que a pesar de tener un índice volumétrico casi del doble de la máquina Nº 13,
su controlabilidad no es tan destacada.
La máquina Nº 6 tiene aproximadamente la tercera parte de precio de las dos mejores y
es la tercera mejor máquina sin tomar en cuenta su precio.
Según los datos de modelo matemático que no filtra la importancia del precio se tiene
que la mejor máquina es el router Nº 7, nótese que es la segunda más barata y la que
peor índice de controlabilidad tiene.
Las máquinas Nº 13 y Nº 1 del primer modelo, en este segundo modelo descendieron a los
lugares sexto y octavo respectivamente.
La peor de las máquinas, Nº 3, es la tercera más cara según el segundo modelo.
Conforme a los párrafos anteriores puede constatarse que la dinámica de índices es muy
compleja; además, cabe resaltar que no se están tomando en cuenta las características
generales de las máquinas y solamente siete de las específicas. El enfoque es válido.
PRIMER MODELO SEGUNDO MODELO
1 40,9 2,8 40.000,00
2 9,3 3,7 6.800,00
3 15,5 1,1 37.500,00
4 16,0 2,6 16.575,00
5 13,5 2,2 16.500,00
6 27,6 5,8 12.891,00
7 17,0 9,2 4.993,00
8 9,6 1,4 18.513,00
9 11,9 5,7 5.605,00
10 11,1 6,5 4.590,00
11 7,0 1,4 13.668,00
12 21,7 7,5 7.854,00
13 73,1 4,8 41.000,00
14 9,3 1,3 19.824,00
15 16,5 1,9 23.690,00
ROUTER
CNC
ÍNDICE GENERALPRECIO [USD]

º
31
UPB © 2013
5.2.2 Análisis matricial
Este análisis enfoca el problema de una manera muy diferente al análisis anterior. Nótese
la condición de la máquina Nº 7, calificada como la mejor según el segundo modelo del
anterior análisis, siendo una miniatura de máquina inapropiada para muchas de las
aplicaciones presentadas en el Anexo-C; por el contrario, el enfoque del análisis matricial
se basa meramente en las aplicaciones, es por eso que los resultados generarán bastante
discusión frente al análisis comparativo. El análisis matricial se divide en dos etapas:
Valoración de parámetros según aplicaciones: Según la lista de aplicaciones
presentada en el Anexo-C se valorizan, numéricamente, los parámetros
representativos de las máquinas.
Valoración de la máquina según los parámetros: A partir de los parámetros
valorizados según las aplicaciones, se evalúa cada una de las máquinas
asignándoles cantidades para poder compararlas.
A continuación se presenta la Tabla Nº 3, que expone los valores ponderados para los
parámetros desarrollados en el capítulo segundo. El desarrollo de la tabla se expone en la
segunda sección del Anexo-C.
Tabla Nº 3: Valores ponderados por parámetro
PARÁMETRO VALOR PONDERADO O PESO [%]
TOTAL 100,0
Precio 12,6
Anchura del espacio de trabajo 12,9
Largura del espacio de trabajo 12,9
6,4
Altura del espacio de trabajo 4,6
Velocidad de traslación en el eje X 10,8
Velocidad de traslación en el eje Y 10,8
Velocidad de traslación en el eje Z 4,1
Precisión o resolución 9,0
Volumen total de la máquina
Carga máxima de trabajo 7,2
Peso total de la máquina 8,7

º
32
UPB © 2013
Según la tabla anterior, la mayor importancia de mejora inclusive mayor que la
importancia de la mejora del precio, se encuentra en el área de trabajo de la máquina
(producto de la anchura y la largura). Con un valor semejante, la mejora del precio es
también importante, especialmente según el objetivo general del presente proyecto.
Puede notarse también que la mejora de los parámetros respectivos al eje Z (velocidad y
desplazamiento) no es importante según las aplicaciones específicas de la máquina.
De acuerdo con el capítulo cuarto, la valoración de parámetros en el análisis matricial
permite cuantificar valores para cada una de las máquinas. El router CNC que mejor se
adapte a la mayor cantidad de aplicaciones posibles según sus parámetros, es la
máquina que mayor valor numérico adquirirá. A continuación se presenta la Tabla Nº 4
que muestra los resultados del análisis matricial, el desarrollo de la tabla también se
expone en la tercera sección del Anexo-C.
Tabla Nº 4: Valor router CNC según parámetros y aplicaciones.
La máquina Nº 7, presentada como la mejor según el segundo modelo del análisis
comparativo, ocupa ahora el séptimo lugar. La máquina Nº 13 es la que mejor relación
precio-rendimiento y que mejor se ajusta a las aplicaciones descritas en el Anexo-C, según
el análisis matricial. Pero el hecho de que la máquina Nº 13 siga poseyendo el mayor valor
numérico en el parámetro precio, sugiere que el enfoque del análisis matricial no está
valorizando correctamente el parámetro. Cabe resaltar nuevamente que el parámetro
precio contiene en su valor ciertas ventajas no asimiladas en el análisis matricial, que son
las características generales de la máquina. Aun así el enfoque es válido.
Nº ROUTER CNC VALOR
13 MAKSER TEAM-KAPLAMA USTASI – ATC-1428 CNC 52,9
6 TITAN MACHINERY - Xinxin CNC Router2030 47,5
1 TECHNO INC. CNC ROUTER SISTEMS – LC“x” Series 59144 42,8
5 TWO SPADE MACHINERY LLC – Gerber SABRE 408 41,4
10 IEHK – IEC1224 38,0
12 CNC-TECHNIK HEIZ – HIGH-Z S-1400 36,0
7 CARBATEC – CNC Router Shark Machine 33,5
2 VICCAM –Wood CNC Router VR1312X2 31,7
8 FENNEC – SD1325 CNC ROUTER 30,7
3 3D TRANSFORM – 1500S 26,9
9 BEYOND TOOLS – Icarver 1520 Mini CNC 3 axis 26,8
11 3D LATITUDE – ST1212 23,8
4 BARCENAS - CX-6090 21,1
15 CIELLE – ALFA 61 x 125 20,4
14 DIFRA CNC – D9060 19,1

º
33
UPB © 2013
5.3 Determinación de especificaciones
En esta etapa del proyecto deben definirse las características o especificaciones de la
máquina a diseñar, sujetas aún a posibles modificaciones según el desarrollo de los
siguientes capítulos.
Es necesario establecer una máquina modelo, que mejor resuelva la necesidad o
problema del presente proyecto. La preselección de la máquina modelo obedece a los
siguientes criterios, en base a los resultados de la anterior sección:
a) Primer modelo del análisis comparativo: Este resultado toma en cuenta el
rendimiento de la máquina sin importar el precio, por eso es que la máquina Nº 1 y
la Nº 13 son las mejores máquinas según el modelo. Con el fin de compensar la
ausencia del factor precio en este modelo, se eliminan de la lista las tres máquinas
notablemente más caras. De esta manera, la máquina Nº 6, la Nº 12 y la Nº 7
quedan como alternativas modelo.
b) Segundo modelo del análisis comparativo: Este modelo toma en cuenta el precio
de las máquinas. Se puede notar que la sustracción de las máquinas Nº 13, Nº 1 y
Nº 3 que se explicó anteriormente, no afecta a los resultados del método. Las
alternativas modelo son las máquinas Nº 7, Nº 12 y Nº 10. Se puede notar que existe
una coincidencia entre los dos modelos eligiendo las máquinas Nº 12 y Nº 7, pero
no se tiene certeza de cuál máquina es mejor.
c) Modelo del análisis matricial: En este análisis se evalúa la importancia del precio de
la máquina como también la versatilidad de la máquina para adaptarse a
diferentes aplicaciones, por eso es que el criterio de eliminar las máquinas del
primer análisis no tiene mucho sentido en este modelo. Este modelo tiene la
capacidad de implementar un orden de importancia entre máquinas a los
anteriores modelos, pues este modelo está enfocado a las aplicaciones de la
máquina. Según la Tabla Nº 4, presentada en la anterior sección, la selección de
las primeras siete máquinas contiene las alternativas modelo de ambos análisis, el
comparativo y el matricial. Pueden desecharse las restantes ocho alternativas
modelo pues ninguno de los análisis acertó en ellas.
Podría decirse que el análisis comparativo delimita las alternativas modelo y el análisis
matricial implementa un orden de importancia a las alternativas modelos delimitadas. A
continuación, se presenta la Tabla Nº 5 con la preselección de las máquinas modelo.

º
34
UPB © 2013
Tabla Nº 5: Preselección en orden de importancia de la máquina modelo
La selección de la máquina modelo obedece a un análisis de las características
generales, la preselección de las siete máquinas se basó netamente en las características
específicas de las máquinas pues éstas podían cuantificarse y manipularse como datos
numéricos. Por el contrario, manipular las características generales cuantitativamente es
muy complicado, aunque para poder definir la máquina modelo deben analizarse por
cada máquina. A continuación se presentan los criterios para la depuración:
Nº 7: CARBATEC – CNC Router Shark Machine. Es la máquina más sencilla, segunda
más barata, portátil y pequeña de la selección. La aplicación más robusta que puede
soportar es el fresado de materiales no ferrosos (según el proveedor la máquina está
diseñada para trabajos solamente en madera). Su espacio de trabajo es muy reducido
como para adaptarse a aplicaciones más robustas. Además posee un motor de
conformado de baja potencia, apenas 550 [𝑤𝑎𝑡𝑡] (la máquina está diseñada para ese
motor, si es que se le adapta otro de mayor potencia, que es más peso, la máquina
puede sufrir algún daño o no trabajar correctamente) (9). Por todas estas razones, la
máquina es desechada completamente de la lista.
Nº 12: CNC-TECHNIK HEIZ – HIGH-Z S-1400. Esta máquina alemana podría ser una
buena alternativa modelo, pues es relativamente económica (el precio puede subir
debido a la importación), es la que mejor resolución tiene de toda la selección y su motor
de conformado tiene una potencia razonable (la máquina puede soportar
tranquilamente motores de conformado más robustos). Pero mayores son las desventajas
de la máquina: No es muy rígida, pues la estructura es completamente de aluminio. Su
capacidad de carga es muy limitada, 50 [𝐾𝑔] nominales, insuficiente para trabajos en
placas de mármol o maderas pesadas (conforme al tamaño de su área de trabajo). Es
una de las más lentas en cuanto a traslación (debido a su alta precisión y a que es
accionada por motores paso a paso de baja tensión, apenas 4,8 [𝑉]). Las guías lineales y
ANÁLISIS MATRICIAL
PRIMER MODELO SEGUNDO MODELO VALOR
13 - - 52,88 41.000,00
6 27,62 5,78 47,52 12.891,00
1 - - 42,81 40.000,00
5 13,52 2,21 41,40 16.500,00
10 11,11 6,54 37,99 4.590,00
12 21,72 7,47 35,97 7.854,00
7 16,95 9,17 33,50 4.993,00
NºANÁLISIS COMPARATIVO
PRECIO [USD]

º
35
UPB © 2013
las varillas roscadas de su sistema de tracción no están debidamente cubiertas o
protegidas (10). La máquina no es desechada del todo, quedará vigente como
referencia indirecta para tomar en cuenta sus ventajas y desventajas cualitativamente.
Nº 10: Es la máquina más barata de toda la selección, esto la hace la más
interesante de todas porque aún con su precio, ocupa el quinto lugar según el análisis
matricial. Tiene ventajas como buena capacidad de carga, 300 [𝐾𝑔], suficiente para
trabajos pesados en madera o materiales no ferrosos, aunque según el fabricante la
máquina está diseñada para trabajos de publicidad y propagandas (normalmente se
trabaja con placas de polímeros de varios tipos y el material más robusto a maquinar es la
madera). Además posee una estructura rígida de acero, lo suficientemente ligera para la
alta velocidad de traslación que según el fabricante equivale a 10 000 [𝑚𝑚/𝑚𝑖𝑛]. La
velocidad mencionada anteriormente es de baja potencia, en otras palabras, aunque la
velocidad sea alta el torque o fuerza de los actuadores es baja; esto sugiere que la
velocidad no será como especifica el fabricante especialmente para materiales duros, no
olvidar que la velocidad especificada por el fabricante es la velocidad sin carga. La
afirmación anterior se deduce porque el fabricante es proveedor de maquinaria
especializada en publicidad y propaganda (donde los materiales son suaves y el
maquinado es veloz) y porque la potencia del motor de conformado es de 2 200 [𝑊] de
alta revolución típico de aplicaciones que no demandan grandes esfuerzos a la máquina.
Una desventaja que termina deslizando a la máquina de ser la alternativa modelo es que
la precisión con la cual fue diseñada es apenas de 0.01 [𝑚𝑚], pero de igual forma que en
el caso de la máquina Nº 12, la máquina no será desechada totalmente, sino que
quedará como referencia indirecta.
Nº 5: Esta máquina es más robusta y de mayor formato que las máquinas
preseleccionadas anteriormente, por eso es que tiene un buen puesto según el análisis
matricial. La velocidad de avance es muy buena, ocupa el segundo lugar de la selección
de máquinas y la diferencia con el primer lugar no es mucha, esto se debe a que los
actuadores que pose no son los típicos motores paso a paso, sino son servo motores de
corriente directa, aunque de baja potencia y de bajísima precisión. Posee un sistema de
aspiración de virutas muy robusto (este complemento aumenta aún más el costo de la
máquina) con equipo aparte. También cuenta con la opción de fijación por aspiración,
incluida en el precio de la máquina. La máquina posee su propio procesador y un control
remoto alámbrico, ventajas que las anteriores máquinas preseleccionadas no tenían (11).

º
36
UPB © 2013
Pero el precio de la máquina es engañoso por dos razones: La primera es que la máquina
es de segunda mano, no se puede saber con certeza ni el estado de la máquina (si es
que tuvo alguna modificación) o el precio original de venta. La segunda es que el mismo
revendedor ofrecía la máquina a un mayor precio en un portal de reventas (12) (22 500
[𝑈𝑆𝐷] que equivale a un 36 % más caro). Estas dos razones sugieren que el precio original
de venta es por lo menos de 30 000 [𝑈𝑆𝐷]. Al contactar la página del fabricante se puede
constatar que las aplicaciones de toda la maquinaria ofrecidas están dirigidas al sector
de diseño gráfico, todo tipo de impresiones, cortes de vinilos y letreros o anuncios de
exterior e interior. Inclusive algunos router CNC ofrecidos tienen aplicaciones no robustas
como el corte digital. Según el fabricante la máquina Nº 5 está diseñada para el trabajo
en madera a alta velocidad y con mínimo mantenimiento (carente de mantenimiento en
la lubricación de la máquina).
A pesar ser una máquina competitiva, no es la máquina designada para ser el modelo del
presente proyecto. En el análisis comparativo de las máquinas seleccionadas, la máquina
Nº 5 obtuvo el noveno puesto en el primer modelo y el décimo puesto en el segundo
modelo. La máquina será una excelente referencia indirecta para un óptimo diseño.
Máquina modelo: Según el primer modelo del análisis comparativo, las máquinas
Nº 13 y Nº 1 fueron descartadas por ser las más caras. Según el segundo modelo del
análisis comparativo, sin descartar las máquinas Nº 13 y Nº 1, la máquina de mejor índice
general es la máquina Nº 6. Comparando las máquinas según su precio y el valor
determinado por el análisis matricial, que es el de la versatilidad en aplicaciones, se
puede constatar que la máquina Nº 6 posee menos de la mitad del precio de cualquiera
de las otras dos máquinas y casi igual rendimiento según el valor asignado. Aunque por
tratarse de una máquina de segunda mano el precio podría ser engañoso, la diferencia
no podría ser tal que supere los precios de las dos máquinas más caras. De acuerdo a las
características generales de las máquinas, las tres poseen complementos como
aspiración de virutas y fijación por aspiración sectorizada. Las dos más caras poseen el
complemento de cambio y referenciado automático de herramientas, razón por la cual
el precio es elevado. Las tres máquinas tienen la suficiente robustez para maquinado
pesado en maderas y materiales no ferrosos.
Se selecciona la máquina Nº 6 como máquina modelo. Las máquinas, Nº 13 y Nº 1, son
usadas como referencia directa. Muchas características de la máquina a diseñar
deberán ser más que las características de las máquinas modelo y referencia directa.

º
37
UPB © 2013
La clasificación jerárquica de las máquinas queda de la siguiente forma:
Máquinas de referencia alternativa:
o Router CNC 2: VICCAM –Wood CNC Router VR1312X2.
o Router CNC 3: 3D TRANSFORM – 1500S.
o Router CNC 4: BARCENAS - CX-6090.
o Router CNC 7: CARBATEC – CNC Router Shark Machine.
o Router CNC 8: FENNEC – SD1325 CNC ROUTER.
o Router CNC 9: BEYOND TOOLS – I carver 1520 Mini CNC 3 axis.
o Router CNC 11: 3D LATITUDE – ST1212.
o Router CNC 14: DIFRA CNC – D9060.
o Router CNC 15: CIELLE – ALFA 61 x 125.
Máquinas de referencia indirecta:
o Router CNC 5: TWO SPADE MACHINERY LLC – Gerber SABRE 408.
o Router CNC 10: IEHK – IEC1224.
o Router CNC 12: CNC-TECHNIK HEIZ – HIGH-Z S-1400.
Máquinas de referencia directa:
o Router CNC 1: TECHNO INC. CNC ROUTER SYSTEMS – LC“x” Series 59144.
o Router CNC 13: MAKSER TEAM-KAPLAMA USTASI – ATC-1428 CNC.
Máquina modelo:
o Router CNC 6: TITAN MACHINERY - Xinxin CNC Router2030.
La aplicación específica de la máquina a diseñar debe ser aquella que mejor satisfaga la
necesidad del ente demandante; una forma eficiente de resolver este planteamiento es
asignar una aplicación específica relacionada con las máquinas de referencia. Dado el
hecho que todas las máquinas de referencia apuntan a un solo “género” de aplicación,
se puede resolver que la máquina a diseñar posea también éste; entonces, por el
momento la máquina router CNC apunta a la manufactura en madera y materiales no
ferrosos. El diseño y concepto final de la máquina estará sujeto al desarrollo de los
siguientes capítulos,
Hasta el momento la máquina modelo obedece a las necesidades o problema del ente
demandante según se explica en la primera sección del presente capítulo y es resultado
de un desarrollo sistemático según el ente ingenieril; en otras palabras, es una máquina
que se adapta de la mejor manera a las aplicaciones expuestas en el Anexo-C, con la
mejor relación precio rendimiento. Pero aún esta máquina modelo puede ser una solución
muy superficial e ideal al problema.

º
38
UPB © 2013
6. ALTERNATIVAS
6.1 Diseño conceptual
La máquina modelo definida en el anterior capítulo, aunque de una manera muy ideal,
responde a las necesidades planteadas según el ente demandante. En este capítulo se
estudiarán las diferentes alternativas de diseño, replanteando una solución real en base a
la máquina modelo y las aplicaciones específicas de ésta.
En la segunda sección del Anexo-D se genera una tabla que es la matriz de diferencias
funcionales. Esta matriz puede mostrar claramente que existe gran número de
posibilidades para aplicaciones de una máquina fresadora tipo router CNC; en otras
palabras, demuestra que manipulando las diferencias funcionales según los órganos
generales, se pueden generar muchísimas máquinas de diferente aplicación específica.
En la última fila de dicha matriz, se expone el número de clases o grupos en una diferencia
funcional; según la teoría de combinaciones, el número de posibilidades de solución (un
router CNC) es de 201 600 (producto de todos los valores) máquinas de diferentes
aplicaciones específicas, claro que miles de máquinas podrían ser una combinación
absurda de órganos generales o diferencias funcionales. Existe un grupo reducido de
máquinas que pertenece a la óptima combinación de órganos generales; La máquina
modelo enfocada a ese rango de aplicaciones específicas respondería al problema del
ente demandante de la mejor manera. A continuación se presenta una serie de criterios,
ordenados en tres etapas, que desarrollan la convergencia de la solución, pero antes se
presenta el resumen de la simbología y clasificación usadas en la matriz de diferencias
funcionales (que también se presenta al principio de la segunda sección del Anexo-D).
Tabla Nº 6: Clasificación y simbología usada en la matriz funcional – Tabla 1
PARÁMETRO SÍMBOLO CLASIFICACIÓN
Velocidad de traslación en el corte A - -
Fuerza de traslación en el corte B - -
Precisión de traslación en el corte C
Altura del espacio de trabajo D -
Tipo de pórtico E
Área de trabajo F - - -
Carga máxima del área de trabajo G -
Tipo de mesa de trabajo H
Tipo de cabezal I

º
39
UPB © 2013
En la Tabla Nº 6 se presentan los parámetros usados en la matriz funcional junto con su
clasificación, donde se pueden distinguir dos grupos: la clasificación jerárquica, en los
primeros siete parámetros, y la clasificación diferenciativa en los dos últimos parámetro. La
simbología de dicha clasificación se resume en las siguientes tablas.
Tabla Nº 7: Clasificación y simbología usada en la matriz funcional – Tabla 2
NIVEL DE EXIGENCIA SÍMBOLO JERÁRQUICO
A, B, C, D, E, F y G H e I
Nivel muy exigido del parámetro
Nivel exigido del parámetro
Nivel conveniente del parámetro
Nivel necesario del parámetro
Nivel indiferente del parámetro
Tabla Nº 8: Clasificación y simbología usada en la matriz funcional – Tabla 3
TIPO DE MESA SÍMBOLO DIFERENCIATIVO
Mesa universal
Mesa plana
Mesa especial de corte digital
Mesa de corte a reacción
Tabla Nº 9: Clasificación y simbología usada en la matriz funcional – Tabla 4
TIPO DE CABEZAL SÍMBOLO DIFERENCIATIVO
Motor de conformado
Cabezal para corte digital
Cabezal para corte por láser
Cabezal para oxicorte
Cabezal para corte por plasma
Cabezal para corte por chorro de agua
Cabezal para impresión 3D
Etapa 1: Según la oportunidad comercial 3, que se presenta en el capítulo quinto como
un elemento del ente demandante, se necesita máquinas capaces de adaptarse a la
mayor cantidad de aplicaciones posibles. No se pretende diseñar una máquina router
CNC que “lo haga todo”, pero se busca la mejor solución (sobretodo económica) que se
adapte a la necesidad planteada anteriormente. Lo más lógico para empezar a discernir
la solución es separar el órgano general de más agrupaciones. Este órgano corresponde
al tipo de cabezal, se puede verificar que tiene siete agrupaciones (Anexo-D).

º
40
UPB © 2013
La agrupación que más aplicaciones implica corresponde al órgano de cabezal tipo
motor de conformado, con ocho de catorce aplicaciones (un poco más del 50%). Las
aplicaciones de corte digital, corte por láser, oxicorte, corte por plasma, corte por chorro
de agua e impresión 3D son alternativas desechadas para el diseño final del router CNC,
porque cada una de estas aplicaciones es independiente. A continuación se presenta la
Tabla Nº 10 que muestra las alternativas de solución restantes.
Tabla Nº 10: Matriz de diferencias funcionales - Etapa 1
DIFERENCIAS FUNCIONALES
APLICACIONES A B C D E F G H
Taladrado 1
Grabado en plásticos 2
Grabado en madera 3
Grabado en metales 4
Grabado en piedra 5
Grabado en vidrio 6
Fresado de desbaste 12
Fresado de afinado 13
Número de grupos 3/3 3/3 5/5 3/4 3/5 2/2 3/4 2/4
Etapa 2: Con la misma lógica de reducir el número de posibilidades se puede elegir la
diferencia funcional C o el órgano general E que son las que mayor número de
agrupaciones poseen. La diferencia funcional C pertenece a una clasificación de grupos
en forma jerárquica, la cual no conviene tomar como base de discriminación; en el
diseño final de la máquina podría aceptarse la posibilidad de cierto grado de precisión,
por ejemplo “ ”, que contenga a los demás. El órgano general E, que corresponde al
tipo de pórtico, se encuentra implícitamente contenido en la clasificación del órgano H si
solamente si, los niveles “ ” y “ ” se toman como un solo grupo (semejante al caso de
la diferencia funcional C). El órgano general H corresponde al tipo de mesa.
Claramente el tipo de mesa define el tipo de aplicación. En este caso la mitad de las
aplicaciones restantes usan el tipo de mesa universal y la otra mitad usa el tipo de mesa
plana. La selección de la primera mitad mencionada mantiene tres grupos no reducibles
en el órgano general E que es el tipo de pórtico. Con el fin de maximizar las aplicaciones
posibles se selecciona el tipo de mesa plana, que permite la reducción de esos tres
grupos, a dos grupos reducibles. Se presenta la Tabla Nº 11 que muestra las alternativas de
solución restantes.

º
41
UPB © 2013
Tabla Nº 11: Matriz de diferencias funcionales - Etapa 2
DIFERENCIAS FUNCIONALES
APLICACIONES A B C D E F G
Grabado en plásticos 2
Grabado en madera 3
Grabado en metales 4
Grabado en vidrio 6
Número de grupos 2/3 2/3 3/5 1/4 2/5 2/2 2/4
Etapa 3: Según la teoría de combinaciones aún quedan 96 máquinas diferentes usando
las posibilidades restantes (producto de los numeradores). No por coincidencia, sino
corroborando la practicidad del método, las cuatro aplicaciones restantes son de
grabado (exceptuando el grabado en piedra). Se puede seguir discerniendo la
aplicación específica de la máquina, pero hasta este punto la oportunidad comercial 3,
mencionada anteriormente, queda satisfecha. Podría decirse que la máquina a diseñar
deberá responder funcionalmente a las mayores exigencias de cada columna. En la
Tabla Nº 12, que se presenta a continuación, se resume la alternativa solución.
Tabla Nº 12: Matriz de diferencia funcionales - Etapa 3
DIFERENCIAS FUNCIONALES
APLICACIONES A B C D E F G H I
Grabado en plásticos, madera, metales y vidrio
La solución converge en una máquina de grabado múltiple; esto no implica que sea la
única solución, sino que es la mejor de acuerdo a las necesidades del ente demandante.
Por otro lado, el método se confirma pues en la determinación de especificaciones del
anterior capítulo se manifestó que aplicación específica común entre las máquinas de
referencia correspondía a la manufactura de madera y materiales no ferrosos.
Podría plantearse la posibilidad de introducir el grabado en piedra a las aplicaciones
específicas de la máquina; pero según el análisis, esto involucra el aumento de la fuerza
de tracción en el corte, el refuerzo del tipo de pórtico al máximo nivel, el aumento de la
carga máxima de trabajo y una mesa universal con canalización de fluidos de corte.
Todas estas mejoras generan una máquina de mayor costo y hasta tal vez con
capacidad ociosa instalada.

º
42
UPB © 2013
6.2 Selección de alternativas
Realizar una depuración de alternativas es una tarea larga y tediosa, sobre todo cuando
se trata del diseño integrado de algún componente o equipo, pues hay que tomar en
cuenta todas las posibles soluciones, y poco a poco depurarlas usando comparaciones
en lo posible objetivas, pero también subjetivas. Se desarrolla todo el proceso de
selección de alternativas en dos anexos al final del presente documento: en el Anexo-G
se tratan todas las alternativas generales aplicables como solución a los sub-problemas de
diseño de la máquina; al mismo tiempo, en el Anexo-H, se desarrolla el proceso de
selección de alternativas que surjan de un problema en específico dentro o un tema
exclusivo generado en el Anexo-G. A continuación, se presentan solamente los resultados
de todo el proceso de selección de alternativas, según el orden de diseño:
6.2.1 Cabezal: Motor de conformado
Un motor eléctrico es la mejor alternativa aplicable a un motor de conformado,
especialmente si éste es diseñado específicamente para eso; existen motores eléctricos
con todos los complementos necesarios como para acoplar fácilmente una herramienta
de corte. Entre los motores eléctricos aplicables se tiene a los siguientes: motor eléctrico
de corriente directa en conexión en paralelo, motor eléctrico de corriente alterna sin
escobillas y motor eléctrico universal; en el capítulo octavo (diseño final de ingeniería) se
termina por elegir alguna de estas alternativas.
6.2.2 Mesa de Trabajo
El tamaño máximo conveniente de la mesa de trabajo debe ser de 2 [𝑚] de ancho y 3 [𝑚]
de largo, con la posibilidad de reducir su tamaño sin perder esas proporciones. Se plantea
el caso de mayor tamaño pues es el que mayores exigencias dinámicas y constructivas
representa; proporcionalmente, según las necesidades del usuario final, la máquina
puede poseer formatos más pequeños como 1.5 x 2 [𝑚2] o 1 x 1.5 [𝑚2], para los cuales el
resto de los órganos funcionales serían básicamente idénticos.
Por otro lado, en la mesa de trabajo se define un sistema de fijación que use ranuras de
tipo inserto (cuyo perfil no está definido todavía). También se puede definir que la mesa
de trabajo deberá estar diseñada para resistir un peso uniformemente repartido en toda
su área de mínimo 42.5 [𝐾𝑔/𝑚2] y máximo 58.3 [𝐾𝑔/𝑚2].

º
43
UPB © 2013
6.2.3 Pórtico
El pórtico, que es básicamente la estructura móvil de la máquina, no puede definirse
completamente si es que no se conocen las exigencias dinámicas de la máquina, o sea,
las fuerzas a las que será sometida en el proceso de corte; por esta razón, es necesario
primeramente definir la magnitud real del vector �� (cuyo desarrollo se destina al Anexo-I),
para luego poder dimensionar correctamente la configuración básica de pórtico y luego
el tipo de redundancia de éste.
Por otro lado, la altura del espacio de trabajo o altura de pórtico, se define en 90 [𝑚𝑚].
6.2.4 Equipo de traslación
La depuración de alternativas permite definir que los motores eléctricos tipo Stepper y
servo, son las alternativas mejor aplicables como actuadores del equipo de traslación.
Para el mecanismo de deslizamiento se definen cuatro alternativas aplicables: tipo patín,
eje guía con rodamiento lineal tipo O, eje guía reforzado con rodamiento lineal tipo C y el
carril antifricción. Respecto al mecanismo de tracción, también se definen cuatro
opciones aplicables: correa, cremallera – piñón eje husillo normal y eje husillo antifricción.
La depuración de las alternativas en los mecanismos de tracción y deslizamiento se
desarrollará en el capítulo octavo (diseño final de ingeniería) del presente documento.
6.2.5 Equipo de control
Según la depuración de alternativas en el equipo de control, se desechan los actuadores
tipo servo y se define que los actuadores más aplicables en el equipo de traslación son los
motores Stepper; esta depuración es completamente válida pues los equipos de control y
traslación son estrechamente dependientes. Los motores Stepper no pueden ser
dimensionados hasta no conocer los valores reales de la magnitud del vector �� ; por lo
tanto, sus drivers o controladores tampoco pueden ser dimensionados. Solamente se
puede definir que dichos drivers son de naturaleza Step/Dir.
Por otro lado, luego del desarrollo del respectivo estudio, se puede especificar a la placa
controladora de los drivers y su respectivo interpretador: se trata de la placa MK2/4
compatible con el interpretador tipo software CNC USB Controller.
El software CAD – CAM complementario es el VCarve-Pro de la serie Vectric.
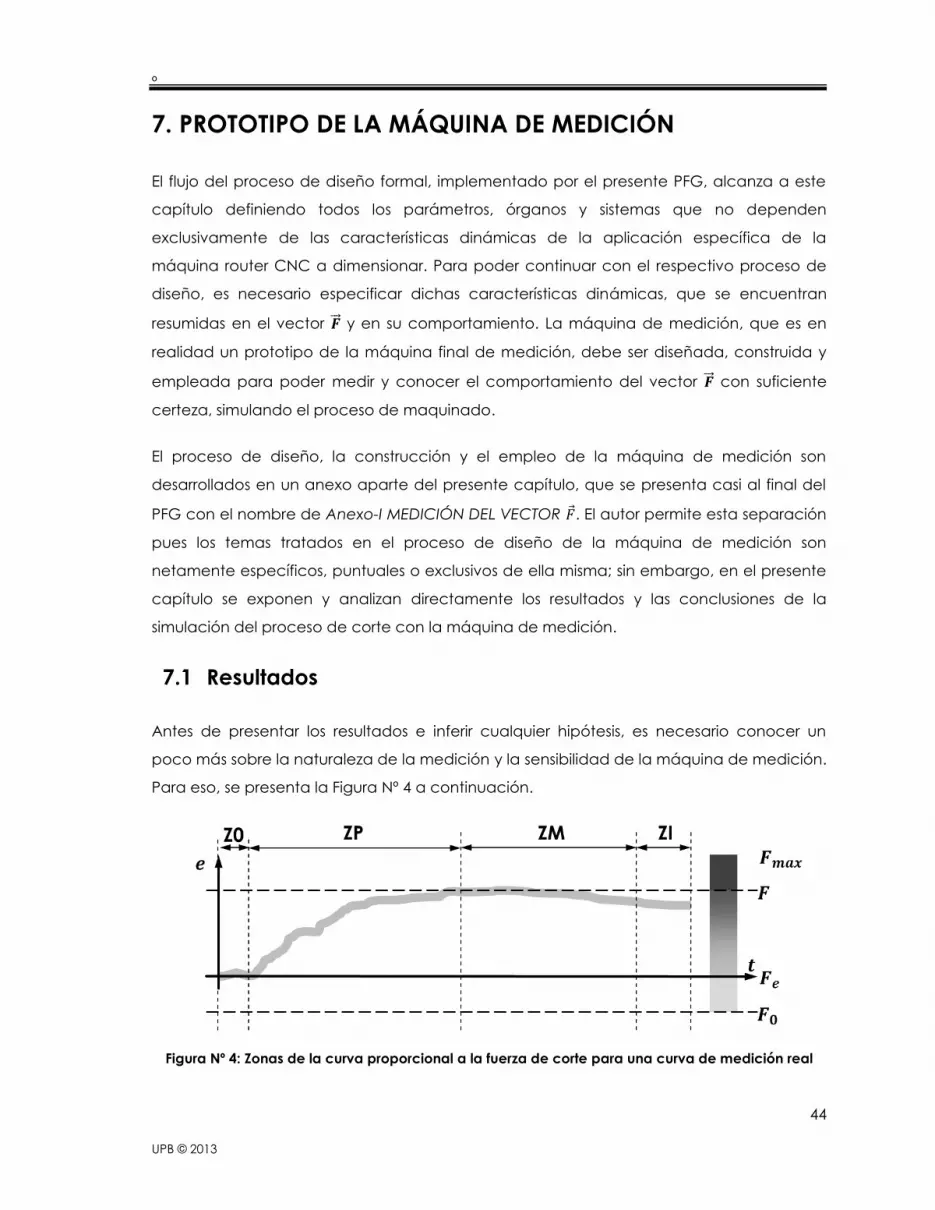
º
44
UPB © 2013
7. PROTOTIPO DE LA MÁQUINA DE MEDICIÓN
El flujo del proceso de diseño formal, implementado por el presente PFG, alcanza a este
capítulo definiendo todos los parámetros, órganos y sistemas que no dependen
exclusivamente de las características dinámicas de la aplicación específica de la
máquina router CNC a dimensionar. Para poder continuar con el respectivo proceso de
diseño, es necesario especificar dichas características dinámicas, que se encuentran
resumidas en el vector �� y en su comportamiento. La máquina de medición, que es en
realidad un prototipo de la máquina final de medición, debe ser diseñada, construida y
empleada para poder medir y conocer el comportamiento del vector �� con suficiente
certeza, simulando el proceso de maquinado.
El proceso de diseño, la construcción y el empleo de la máquina de medición son
desarrollados en un anexo aparte del presente capítulo, que se presenta casi al final del
PFG con el nombre de Anexo-I MEDICIÓN DEL VECTOR 𝐹 . El autor permite esta separación
pues los temas tratados en el proceso de diseño de la máquina de medición son
netamente específicos, puntuales o exclusivos de ella misma; sin embargo, en el presente
capítulo se exponen y analizan directamente los resultados y las conclusiones de la
simulación del proceso de corte con la máquina de medición.
7.1 Resultados
Antes de presentar los resultados e inferir cualquier hipótesis, es necesario conocer un
poco más sobre la naturaleza de la medición y la sensibilidad de la máquina de medición.
Para eso, se presenta la Figura Nº 4 a continuación.
Figura Nº 4: Zonas de la curva proporcional a la fuerza de corte para una curva de medición real

º
45
UPB © 2013
La mayoría de los resultados obtenidos poseen una curva proporcional a la fuerza de
trabajo semejante a la curva de la Figura Nº 4. Allí se pueden distinguir las zonas de
trabajo que se explican en el proceso de diseño de la máquina de medición (ZP: Zona
proporcional, ZM: Zona de medición y ZI: Zona inestable). Aparece una nueva zona
identificada como Z0, que significa Zona cero. En esta nueva zona, la medición captura
valores nulos que representan físicamente al espacio que debe recorrer la herramienta
hasta llegar a la pieza de trabajo.
Por otro lado, en la parte derecha de la Figura Nº 4, se observa una escala de fuerzas. Esta
escala intenta representar la sensibilidad de la máquina de medición a la fuerza de corte.
En realidad, la máquina de medición empieza a tomar en cuenta las fuerzas cuando
sobre pasan cierto valor, pues por debajo de ese valor las fuerzas son tomadas en cuenta
como nulas. Esto se debe a la inercia del pórtico, a la viscosidad del mecanismo de
deslizamiento, a la fricción del soporte carril y otros factores semejantes; a la fuerza
mínima que la máquina puede medir se le conoce como fuerza de sensibilidad 𝑭𝒆. La
fuerza máxima que la máquina puede medir se conoce como 𝑭𝒎𝒂𝒙 y la fuerza que mide
la máquina se conoce simplemente como 𝑭. La fuerza 𝑭𝟎 es nula.
Las explicaciones anteriores permiten deducir e inferir resultados de una manera más
precisa y razonable. A continuación, se presentan una tras otra las curvas de medición,
como resultado de la simulación del proceso de corte en cuatro tipos diferentes de
material, que representan los valores proporcionales a las fuerzas de maquinado.
Figura Nº 5: Mediciones de la fuerza de corte en madera MDF con melamina

º
46
UPB © 2013
Figura Nº 6: Mediciones de la fuerza de corte en nylon chino
Figura Nº 7: Mediciones de la fuerza de corte en madera trupán
Figura Nº 8: Mediciones de la fuerza de corte en nylon original

º
47
UPB © 2013
Nótese que se usa la misma nomenclatura en las cuatro figuras anteriores: V#-P#. El
número que precede a la letra V corresponde a la velocidad de avance empleada en
esa medición, y el número que precede a la letra P corresponde a la profundidad de
corte expresado en fracción de pulgada. Estos identificadores representan a las curvas de
las cuatro figuras anteriores, que a su vez son el resultado experimental de las simulaciones
de corte en condiciones máximas.
En la Figura Nº 5, que corresponde al corte o grabado en madera MDF, puede notarse
claramente que las dos curvas mayores pertenecen a un corte 1/16 [𝑝𝑢𝑙𝑔] más profundo
que el resto, y por lo tanto poseen un valor proporcional a la fuerza de corte mayor. Para
poder satisfacer al objetivo de la máquina de medición, solamente será tomada en
cuenta la curva V4-P4/16 de color azul, pues es la que mayores exigencias dinámicas
representa. El resto queda simplemente como muestra del comportamiento del proceso.
La Figura Nº 6 muestra que existe un comportamiento extraño cuando se usa la velocidad
tercera; de todas maneras, las tres primeras curvas que poseen las mismas condiciones
dinámicas tienen un proceder semejante entre ellas. Las curvas que representan al corte
con 1/8 [𝑝𝑢𝑙𝑔] de profundidad, aunque a velocidades diferentes, poseen un carácter
más estable. Se selecciona la curva V4-P2/16.
Respecto a las curvas del corte o grabado en madera trupán, Figura Nº 7, éstas parecen
no estabilizarse nunca, o sea, puede suponerse que la zona proporcional posee una
pendiente tan baja que se requeriría una mayor carrera de la mesa de trabajo y una
mayor carrera de pórtico como para poder determinar dónde termina dicha zona y así
identificar los valores proporcionales máximos. Desafortunadamente no pudieron
realizarse más mediciones con dicho material, y tampoco es factible modificar la
máquina solamente para hacer pruebas en este tipo de madera. Se determina usar la
curva V4-P4/16 de color naranja pues posee el máximo valor proporcional.
La Figura Nº 8 es la que mayor incertidumbre posee y la que mayor discusión genera,
especialmente las curvas V3-P3/16 de color amarillo y naranja. La curva V3-P1/16 no es fiel
en la medición, pues para esa profundidad de corte las fuerzas involucradas son más
pequeñas que 𝑭𝒆 comprometiendo a la sensibilidad de la máquina; esta curva no se
toma en cuenta. Por otro lado, el resto las curva posee mesetas con valores
sorprendentemente constantes, tanto que hasta pueden ser confundidas con el límite
mecánico 𝑭𝒎𝒂𝒙, siendo que este se encuentra aproximadamente 5 [𝑚𝑚] más lejos.
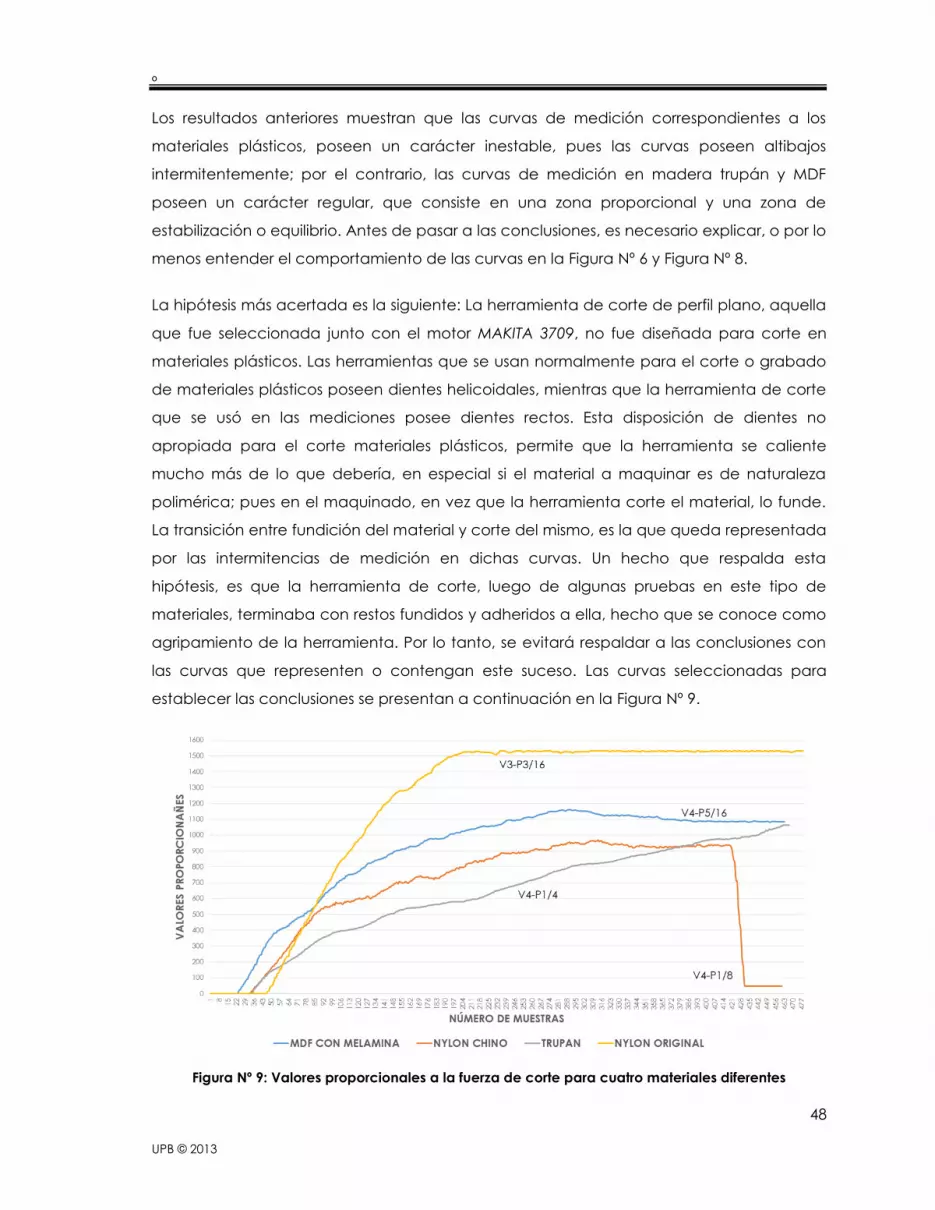
º
48
UPB © 2013
Los resultados anteriores muestran que las curvas de medición correspondientes a los
materiales plásticos, poseen un carácter inestable, pues las curvas poseen altibajos
intermitentemente; por el contrario, las curvas de medición en madera trupán y MDF
poseen un carácter regular, que consiste en una zona proporcional y una zona de
estabilización o equilibrio. Antes de pasar a las conclusiones, es necesario explicar, o por lo
menos entender el comportamiento de las curvas en la Figura Nº 6 y Figura Nº 8.
La hipótesis más acertada es la siguiente: La herramienta de corte de perfil plano, aquella
que fue seleccionada junto con el motor MAKITA 3709, no fue diseñada para corte en
materiales plásticos. Las herramientas que se usan normalmente para el corte o grabado
de materiales plásticos poseen dientes helicoidales, mientras que la herramienta de corte
que se usó en las mediciones posee dientes rectos. Esta disposición de dientes no
apropiada para el corte materiales plásticos, permite que la herramienta se caliente
mucho más de lo que debería, en especial si el material a maquinar es de naturaleza
polimérica; pues en el maquinado, en vez que la herramienta corte el material, lo funde.
La transición entre fundición del material y corte del mismo, es la que queda representada
por las intermitencias de medición en dichas curvas. Un hecho que respalda esta
hipótesis, es que la herramienta de corte, luego de algunas pruebas en este tipo de
materiales, terminaba con restos fundidos y adheridos a ella, hecho que se conoce como
agripamiento de la herramienta. Por lo tanto, se evitará respaldar a las conclusiones con
las curvas que representen o contengan este suceso. Las curvas seleccionadas para
establecer las conclusiones se presentan a continuación en la Figura Nº 9.
Figura Nº 9: Valores proporcionales a la fuerza de corte para cuatro materiales diferentes

º
49
UPB © 2013
7.2 Conclusiones
Los resultados anteriores expusieron a los valores proporcionales de las fuerzas de
maquinado según la medición en diferentes materiales. Para poder convertir los valores
proporcionales en magnitudes de fuerza, es necesario usar la expresión matemática
representada por la Ecuación Nº 6.
𝑭 = (𝒆 + 𝒆𝑷𝒓𝒆𝒄𝒂𝒓𝒈𝒂) ∗ 𝒌𝑹 Ecuación Nº 6
Donde el término 𝒆 representa a los valores proporcionales mostrados en las curvas de la
Figura Nº 9, 𝒆𝑷𝒓𝒆𝒄𝒂𝒓𝒈𝒂 representa a la distancia de precarga que en las mediciones es
equivalente a 5 [𝑚𝑚] y el término 𝒌𝑹 es la constante del arreglo de resortes, equivalente a
3.5 [𝐾𝑔𝑓] para toda la carrera del pórtico. Por otro lado, la distancia 𝒆 está expresada en
[𝑒𝑣𝑒𝑛𝑡𝑜𝑠] que deben ser transformados a milímetros usando la relación conocida de 6
[𝑒𝑣𝑒𝑛𝑡𝑜/𝑚𝑚] y tomando en cuenta que el microcontrolador maestro está programado
para usar los dos canales del encoder direccional y tomar en cuenta los flancos de subida
y bajada de ambas señales. La Ecuación Nº 6 queda de la siguiente forma.
𝑭 = (𝒆 [𝒆𝒗𝒆𝒏𝒕𝒐] ∗𝟏
𝟔[
𝒎𝒎
𝒆𝒗𝒆𝒏𝒕𝒐] ∗
𝟏
𝟐∗𝟏
𝟐+ 𝟓 [𝒎𝒎]) ∗
𝟑. 𝟓 [𝑲𝒈𝒇]
𝟕𝟎 [𝒎𝒎] Ecuación Nº 7
Nótese que se multiplica dos veces el factor 1/2 al valor proporcional, la primera vez
refiere a que la señal duplica su precisión al usar los dos canales del encoder, y la
segunda vez que se multiplica este valor refiere a que el microcontrolador cuenta los
flancos de subida y bajada de ambos canales para generar el número proporcional a 𝒆.
Con todo esto, se puede deducir fácilmente que el máximo valor proporcional equivale a
1680 eventos en toda la carrera del pórtico. La Ecuación Nº 7 se simplifica a la siguiente
forma (se añade el subíndice 𝒊 para expresar que es una función basada en la medición).
𝑭𝒊 =𝒆𝒊 + 𝟏𝟐𝟎
𝟒𝟖𝟎[𝑲𝒈𝒇] Ecuación Nº 8
Si se aplica la anterior ecuación para cada una de las curvas de la Figura Nº 9, el
resultado sería simplemente proporcional a dichas curvas. Por esta razón, es necesario
también tomar en cuenta las condiciones dinámicas de corte que son diferentes para
cada tipo de material. Es necesario normalizar las magnitudes de las fuerzas a una
profundidad de corte y a una velocidad de corte común para todos los casos.

º
50
UPB © 2013
La normalización de las magnitudes de las fuerzas de corte, está estrechamente
relacionada con dos cosas: el nivel representativo de normalización y la máquina o
mecanismo a dimensionar. El primer aspecto refiere netamente a la dirección de la
proporción que se aplica en la normalización, o sea, el normalizar dichas magnitudes a
condiciones de corte más exigentes posee mucha incertidumbre que normalizar las
magnitudes a condiciones de corte menos exigentes; esto se debe a que al proyectar la
proporción de la magnitud de las fuerzas no se tiene completa certeza de que las demás
variables de corte, como velocidad de rotación de la herramienta o velocidad de
avance, continuarán constantes o tampoco se sabe en qué proporción cambiarán. En
cambio, si las fuerzas de corte se proyectan a procesos de corte menos exigentes, las
variables de corte que se diseñaron para ser constantes, lo seguirán siendo con certeza.
Por otro lado, la normalización debe satisfacer las necesidades de la máquina o
mecanismo a diseñar, que en este caso es el equipo de traslación de una máquina router
CNC para grabado en materiales no ferrosos. Según la mediciones, la normalización se
aplica solamente a la velocidad de corte y a la profundidad de corte, pues las demás
variables se diseñaron para ser constantes al menos en concepto (algunas lo son
inherentemente); el nivel de normalización a ambas variables de corte, depende de la
potencia de traslación y potencia de conformado de la máquina router CNC. Como
puede notarse, la referencia e interdependencia continúa siendo cíclica; para resolver
este dilema, se toman las siguientes consideraciones y criterios.
Cuando se usó el motor DREMEL 300 para simular el proceso de corte o grabado, se pudo
determinar que los 125 [𝑊] de potencia de dicho motor eran insuficientes para trabajar a
las velocidades predeterminadas en la máquina (entre 2 100 y 2 900 [𝑚𝑚/𝑚𝑖𝑛]); mientras
que el motor MAKITA 3709, con 530 [𝑊] de potencia, estuvo ligeramente
sobredimensionado para las condiciones más extremas de corte que la máquina de
medición podía proporcionar. Por lo tanto, puede inferirse que si una máquina router CNC
posee una potencia de conformado de aproximadamente 500 [𝑊], estaría
suficientemente dimensionada para poder realizar corte de condiciones extremas como
los que se realizaron en las mediciones. Este criterio se apoya en que el maquinado en
nylon o maderas aglomeradas es considerado como un caso límite (representativamente
exigente) entre las infinitas posibilidades de materiales donde realizar tareas de grabados;
también, se considera que la herramienta usada en las mediciones implica condiciones
de corte muy exigentes comparadas con las tareas comunes o habituales de grabado.

º
51
UPB © 2013
A su vez, la máquina de medición usa un motor SINGER 100 capaz de mover el carro de la
mesa de trabajo con el suficiente, e inclusive sobredimensionado torque como para que
las velocidades predeterminadas sean constantes. De esto puede inferirse que una
máquina router CNC que posea instalados aproximadamente 100 [𝑊] por cada eje de
moción, en su equipo de traslación, estaría sobredimensionada en cuanto a la posibilidad
de generar toque a una velocidad razonable; se podría ajustar la ventaja mecánica de
cada mecanismo con el fin de reducir dicho torque y aumentar la velocidad de avance.
Aunque por otro lado, velocidades de avance a plena carga (condiciones exigentes),
con valores entre 2 000 y 3 000 [𝑚𝑚/𝑚𝑖𝑛], implican condiciones de corte mucho más
exigentes que las habituales en cualquier proceso de grabado común.
Es necesario recordar, que los niveles de exigencia para el equipo de traslación de la
máquina router CNC no implican exigencias máximas. Un Nivel 3 de exigencia es
compartido por la fuerza y velocidad del equipo de traslación, implicando magnitudes
por parámetro que posean los valores estrictamente suficientes como para no
comprometer a otros parámetros de la máquina, especialmente el precio. Entonces, se
puede definir empíricamente que un nivel de normalización, para las magnitudes de las
fuerzas medidas, que represente valores intermedios en la velocidad de avance y la
profundidad de corte, sería suficiente y cabal como para poder satisfacer los niveles de
exigencia del equipo de traslación de una máquina router CNC de grabado. Los niveles
de normalización son 2 500 [𝑚𝑚/𝑚𝑖𝑛] y 1/4 [𝑝𝑢𝑙𝑔] para la velocidad de avance y
profundidad de corte respectivamente.
Como los niveles de normalización son valores intermedios entre los valores de las
condiciones de corte de las curvas de Figura Nº 9, se puede aplicar una regla de tres
simple para calcular los valores normalizados. La Ecuación Nº 6 debe modificarse de la
siguiente forma (nótese que la magnitud 𝑭𝒊 ahora se expresa en [𝑁]).
𝑭𝒊 =𝒆𝒊 + 𝟏𝟐𝟎
𝟒𝟖𝟎[𝑲𝒈𝒇] ∗
𝟐𝟓𝟎𝟎 [𝒎𝒎
𝒎𝒊𝒏]
𝑽 [𝒎𝒎
𝒎𝒊𝒏]
∗
𝟏
𝟒[𝒑𝒖𝒍𝒈]
𝑷 [𝒑𝒖𝒍𝒈]∗
𝟗. 𝟖 [𝑵]
𝟏 [𝑲𝒈𝒇] Ecuación Nº 9
Según la Figura Nº 9, se emplearon velocidades de 2 600 y 2 900 [𝑚𝑚/𝑚𝑖𝑛]; ambos un
poco mayores al valor de normalización de la velocidad, razón por la cual no existe
ninguna incertidumbre de proporción. Pero por otro lado, las profundidades de corte
empleadas en los materiales poliméricos, introducen cierta incertidumbre a los resultados,
pues la normalización los amplifica; de todas maneras, el resultado es muy certero.

º
52
UPB © 2013
La Figura Nº 10 que se presenta a continuación, muestra la gráfica de las magnitudes de
las fuerzas que intervienen en el grabado de cuatro materiales diferentes. Las magnitudes
están normalizadas a una velocidad constante de 2 500 [𝑚𝑚/𝑚𝑖𝑛] y una profundidad de
corte de 1/4 [𝑝𝑢𝑙𝑔]; las fuerzas están expresadas en [𝑁].
Figura Nº 10: Fuerzas de corte para cuatro materiales diferentes a velocidad y profundidad corte
normalizadas
Es necesario aclarar que los valores de la zona cero (𝒁𝟎) de las curvas de la figura anterior
carecen de sentido, pues las curvas son normalizadas. El resto de los valores permiten
llegar a las siguientes conclusiones:
El material que implica mayores exigencias dinámicas en el proceso de corte o
grabado es el nylon original. La máxima fuerza tabulada equivale a 43.29 [𝑁] para
un proceso de corte con las siguientes características, en una máquina de
medición prototipo: potencia de conformado: 500 [𝑊], velocidad de rotación de
la herramienta: 30 000 [𝑟𝑝𝑚], diámetro de la herramienta: 6.3 [𝑚𝑚], profundidad de
corte: 6.35 [𝑚𝑚] (1/4 [𝑝𝑢𝑙𝑔]), tipo de herramienta: perfil plano bidente recto,
potencia de traslación: 100 [𝑊], velocidad de avance: 2 500 [𝑚𝑚/𝑚𝑖𝑛].
Se toma un margen de seguridad del 100 %, que permite sobredimensionar a la
magnitud del vector �� con un valor igual al doble de lo esperado por diseño.
Entonces, para las mismas condiciones de corte del anterior punto, se espera un
vector fuerza de 86.6 [𝑁] en cada una de sus proyecciones ortogonales; esto
significa que las componentes de dicho vector (𝑭𝑿, 𝑭𝒀 y 𝑭𝒁) equivalen a 86.6 [𝑁].

º
53
UPB © 2013
8. DISEÑO FINAL DE INGENIERÍA
Como se menciona en la delimitación del presente PFG, solamente se aplican las técnicas
del diseño formal a los elementos diferenciados por su no exclusividad a la aplicación; lo
que significa que aquellos órganos funcionales que son netamente dependientes de la
aplicación específica no serán detalladamente concluidos. Para ilustrar esto, nótese que
no todos los órganos funcionales son estrictamente dependientes de la aplicación
específica definida en la primera sección del capítulo sexto; por ejemplo, en la sección
referente al equipo de control y equipo de traslación se depuraron muchas alternativas sin
tomar muy en cuenta que la máquina está específicamente aplicada al grabado.
El equipo de traslación es el órgano funcional no exclusivo de la aplicación específica; en
realidad, de una manera implícita, el equipo de control también lo es. Pero es obvio que
el diseño no puede ser alienado al resto de los órganos de la máquina, y por eso es que se
desarrollaron todas las secciones del capítulo sexto y los respectivos anexos. El enfoque
holístico de diseño termina conceptualmente en los anteriores capítulos, pero en la
práctica es necesario concluir la depuración de algunas alternativas y detalles que
quedaron inconclusos, especialmente aquellos que dependen del capítulo séptimo.
8.1 Diseño en detalle – Dimensionamiento
Conceptualmente la máquina router CNC fue definida en anteriores capítulos de la
siguiente manera:
Cabezal: Motor de conformado – Motor eléctrico: conexión en paralelo o Shunt
(corriente continua), motor sin escobillas (corriente alterna) o motor universal (en
funcionamiento con corriente continua y con escobillas). Enfocado a motores de
conformado que posean los equipos complementarios para el grabado, como por
ejemplo un sistema de sujeción. Entre estos puede citarse a los motores usados
genéricamente como tupí en trabajos de carpintería y semejantes.
Mesa de trabajo: Anchura máxima de 2 [𝑚], largura máxima de 3 [𝑚], con
capacidad de cargar como mínimo 255 [𝐾𝑔] y como máximo 350 [𝐾𝑔] distribuidos
en toda la mesa de trabajo. Mesa plana y sujeción con ranuras tipo inserto, el perfil
de las ranuras dependiente de las fuerzas de maquinado y el material de trabajo.
Pórtico: Altura del espacio de trabajo equivalente a 90 [𝑚𝑚]. El tipo de pórtico y el
tipo de su redundancia dependen de las fuerzas de maquinado.

º
54
UPB © 2013
Equipo de traslación: Actuador eléctrico – Motores rotacionales Stepper, cuya
potencia depende del vector �� . El mecanismo de tracción puede ser un eje husillo
antifricción, un eje husillo normal (o varilla roscada), un conjunto cremallera – piñón
o un simple arreglo de correas; el mecanismo de deslizamiento puede ser un patín,
un eje guía con rodamiento línea tipo O, un eje guía reforzado con rodamiento
lineal tipo C, o un carril antifricción. Estos dos últimos mecanismos dependen del
tipo de pórtico y el tipo de su redundancia, de la mesa de trabajo y de las
características específicas del actuador; a su vez, el mecanismo de tracción
depende del mecanismo de deslizamiento. Según los resultados de las mediciones
del capítulo séptimo, se define que el rango de velocidad máxima a plena carga
del equipo de traslación debe estar entre 2 000 y 3 000 [𝑚𝑚/𝑚𝑖𝑛]; a plena carga
significa que debe poseer el torque suficiente para pertenecer a dicho rango aún
en las condiciones más exigentes de trabajo, dentro los límites del grabado.
Equipo de control: Software instalado en una computadora externa – VCarve Pro.
Interpretador tipo hardware – CNC USB Controller (Planet-USB). Controlador con
comunicación por el puerto USB – MK2/4. Drivers Step/Dir para motores Stepper,
cuya potencia no es definida pues depende del equipo de traslación.
Los puntos inconclusos dependen todos de alguna u otra manera de las fuerzas de
maquinado, que se resumen en el vector �� ; a continuación, en la Figura Nº 11, se ilustra la
interdependencia que existe entre el equipo de traslación, los demás órganos, y las
fuerzas de maquinado en el grabado; esta figura sirve como guía de los pasos a seguir en
el desarrollo del diseño en detalle.
Figura Nº 11: Dependencia de los órganos funcionales a el vector �� y pasos para el diseño en detalle

º
55
UPB © 2013
A continuación se desarrollan los pasos del diseño en detalle, expuestos en la Figura Nº 11:
8.1.1 Primer paso – Cabezal
La selección de un motor de conformado, un motor eléctrico, implica tres variables
sustanciales que influyen en el resto de los componentes de la máquina: la potencia del
motor, el peso del motor, el tipo de conexión a su fuente de alimentación y se podría
añadir una cuarta variable que representa a los complementos del motor. Según el
capítulo séptimo, una máquina router CNC aplicada al grabado de materiales no
ferrosos, que posea un motor de conformado de aproximadamente 500 [𝑊], está
suficientemente dimensionada en ese aspecto. En realidad, no se intenta establecer este
valor de potencia como un límite, sino simplemente como una referencia, pues al final de
todo, es el usuario quien termina eligiendo el motor de conformado según sus
necesidades. Una mayor potencia, implica una máquina más robusta, y por lo tanto más
cara; para el equipo de traslación de la máquina router CNC, se diseña el cabezal como
para un motor de conformado eléctrico de aproximadamente 500 [𝑊] de potencia.
Mientras el motor sea de mayor potencia, su peso también lo es, y mientras más pesado
es el motor de conformado, la estructura del pórtico debe ser más robusta u ofrecer una
mayor compensación a dicha magnitud. El motor MAKITA 3709 que se usa en la máquina
de medición, según el fabricante pesa 1.5 [𝐾𝑔] sin herramienta y complementos; se
supone un peso de 2 [𝐾𝑔], y además se usa el mismo margen de seguridad que en el caso
de la determinación del vector �� . El peso total calculado del motor de conformado en el
cabezal asciende a 4 [𝐾𝑔]. Este valor, incluye a los posibles complementos del motor,
como puede ser un equipo de aspiración de material remanente o virutas y obviamente
la pieza que sujeta al mismo motor al eslabón de tercer orden.
Respecto al tipo de conexión, basta que el cable del motor de conformado sea instalado
de una manera segura, que permita el correcto movimiento del cabezal y que esté
protegido de la misma herramienta de corte que alimenta.
8.1.2 Segundo paso – Primera etapa – Tipo de pórtico
Según el estudio realizado en la primera sección del Anexo-H, existen tres configuraciones
básicas de pórtico: 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥, 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 y 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥. Éstas fueron analizadas sin tomar en
cuenta las fuerzas de maquinado, pero a continuación sí se toma en cuenta el vector �� :

º
56
UPB © 2013
8.1.2.1 Según los componentes estáticos
En la primera sección del Anexo-H, como no se conocían los valores de las magnitudes de
las fuerzas de maquinado, se hicieron las deducciones pertinentes suponiendo una
maquina detenida y sin cabezal, anulando las componentes del vector �� . Con base en
las hipótesis de las posiciones instantáneas máximas y las constantes de peso lineales, se
pudo deducir dos conclusiones: la primera afirma que según las fuerzas resistivas en el
empotre, es indiferente elegir cualquier configuración básica de pórtico; y la segunda,
afirma que la configuración básica de pórtico que posee los menores momentos resistivos
en el empotre, es la configuración 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥. Ambas conclusiones, podían ser alcanzadas
con una simple deducción visual, sin necesidad de todo el desarrollo presentado en el
Anexo-H; pero dicho desarrollo, permite fundamentar matemáticamente ambas
conclusiones y además poder desarrollar el análisis, en esta sección, tomando en cuenta
las fuerzas de maquinado, o sea, el vector �� . Las ecuaciones son las siguientes:
𝐇 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑴𝑿
𝑴𝒀
𝑴𝒁
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁 − 𝑷𝟎
) · (0 𝐻 −𝑊
−𝐻 0 𝐿𝑊 −𝐿 0
) + ℂ · (𝐻𝑊𝐿
) ·
(
𝑊𝑊
20
−𝐿 −𝐿 −𝐿
20 0 0 )
Ecuación Nº 10
𝐖 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑴𝑿
𝑴𝒀
𝑴𝒁
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁 − 𝑷𝟎
) · (0 𝑊 −𝐿
−𝑊 0 𝐻𝐿 −𝐻 0
) + ℂ · (𝐻𝑊𝐿
) ·
(
𝐿 𝐿𝐿
2
−𝐻
20 0
0 0 0)
Ecuación Nº 11
𝐋 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑴𝑿
𝑴𝒀
𝑴𝒁
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁 − 𝑷𝟎
) · (0 𝐿 −𝑊
−𝐿 0 𝐻𝑊 −𝐻 0
) + ℂ · (𝐻𝑊𝐿
) ·
(
𝑊𝑊
20
−𝐻
20 0
0 0 0)
Ecuación Nº 12
Solamente se toman en cuenta las ecuaciones de los momentos resistivos en el empotre, y
no las de las fuerzas resistivas en el empotre, pues estas últimas no dependen de la
configuración básica de pórtico, ni de las magnitudes geométricas del pórtico, ni de las
posiciones instantáneas de los eslabones del pórtico. Las ecuaciones anteriores, se basan
en las ecuaciones presentadas en la primera sección del Anexo-H, en la configuración
básica de pórtico según los componentes estáticos; todas las hipótesis son semejantes a
las de dichas ecuaciones, solamente que ahora la máquina no está detenida y sin
cabezal, por el contrario, ahora se asume un estado instantáneo de movimiento y un peso
real para el cabezal (𝑷𝟎), restado a la componente vertical del vector �� . Los valores
numéricos de todos los términos se conocen, excepto de la constante peso lineal (ℂ).

º
57
UPB © 2013
Antes de realizar cualquier sustitución a las ecuaciones anteriores, es necesario tomar en
cuenta que los momentos resistivos en el empotre dependen mucho del sentido de las
fuerzas de maquinado. Para cada componente del vector �� , solamente existen dos
sentidos posibles, y no necesariamente se obtendrán las máximas magnitudes de dichos
momentos cuando los sentidos de las fuerzas de maquinado sean todos positivos o todos
negativos; la forma más fácil de deducirlo, es usando la Figura Nº 97 como ayuda (El
símbolo “·” significa que no importa el sentido, el valor siempre será el mismo):
𝐇, 𝐖, 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥:
o Maximización de 𝑴𝑿: [· 𝑭𝑿; ∓𝑭𝒀; ±𝑭𝒁] ↔ [· 𝑭𝑿; ±𝑭𝒀; ∓𝑭𝒁]
o Maximización de 𝑴𝒀: [± 𝑭𝑿;· 𝑭𝒀; ∓𝑭𝒁] ↔ [∓ 𝑭𝑿;· 𝑭𝒀; ±𝑭𝒁]
o Maximización de 𝑴𝒁: [∓ 𝑭𝑿; ±𝑭𝒀;· 𝑭𝒁] ↔ [± 𝑭𝑿; ∓𝑭𝒀;· 𝑭𝒁]
A continuación se presenta la sustitución de valores numéricos (usando la maximización
doble sentido explicada anteriormente) en las ecuaciones de los momentos resistivos en el
empotre: 𝑭𝑿 = 𝑭𝒀 = 𝑭𝒁 = 86.6 [𝑁]; 𝑷𝟎 = 39.2 [𝑁]; 𝐻 = 0.09 [𝑚];𝑊 = 2 [𝑚]; 𝐿 = 3 [𝑚]:
𝐇 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑴𝑿
𝑴𝒀
𝑴𝒁
) = (
𝑀𝑎𝑥[−102.594;+259.394]
𝑀𝑎𝑥[−385.194;+149.994]
𝑀𝑎𝑥[−433.000;+433.000]) [𝑁] + ℂ [
𝑁
𝑚] · (
+2.180−10.7700.000
) [𝑚] Ecuación Nº 13
𝐖 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑴𝑿
𝑴𝒀
𝑴𝒁
) = (
𝑀𝑎𝑥[−315.400;+550.600]
𝑀𝑎𝑥[−184.522;+177.466]
𝑀𝑎𝑥[−267.594;+267.594]) [𝑁] + ℂ [
𝑁
𝑚] · (
+10.77−0.0040.000
) [𝑚] Ecuación Nº 14
𝐋 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑴𝑿
𝑴𝒀
𝑴𝒁
) = (
𝑀𝑎𝑥[−354.600;+511.400]
𝑀𝑎𝑥[−271.122;+264.066]
𝑀𝑎𝑥[−180.994;+180.994]) [𝑁] + ℂ [
𝑁
𝑚] · (
+2.180−0.0040.000
) [𝑚] Ecuación Nº 15
Para poder comparar las anteriores ecuaciones según cada uno de los momentos
resistivos ortogonales, se las reordena de la siguiente forma:
𝑴𝑿 = {
𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥:𝑀𝑎𝑥[−102.594;+259.394] + ℂ · 2.18
𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: 𝑀𝑎𝑥[−315.400;+550.600] + ℂ · 10.77
𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: 𝑀𝑎𝑥[−354.600;+511.400] + ℂ · 2.18
} Ecuación Nº 16
𝑴𝒀 = {
𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥:𝑀𝑎𝑥[−385.194;+149.994] − ℂ · 10.77
𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: 𝑀𝑎𝑥[−184.522;+177.466] − ℂ · 0.004
𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: 𝑀𝑎𝑥[−271.122;+264.066] − ℂ · 0.004
} Ecuación Nº 17
𝑴𝒁 = {
𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥:𝑀𝑎𝑥[−433.000;+433.000]
𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: 𝑀𝑎𝑥[−267.594;+267.594]
𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: 𝑀𝑎𝑥[−180.994;+180.994]} Ecuación Nº 18
º
58
UPB © 2013
Conocer el valor de la constante de peso lineal es determinante en esta etapa de la
selección del tipo de pórtico, pero su cálculo o estimación es dificultosa, pues depende
de innumerables parámetros y variables. Se recurre entonces, a un análisis semejante al
desarrollado en la primera sección del Anexo-H.
Puede notarse que según los momentos resistivos en el eje vertical, la mejor configuración
es la 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥, pues ofrece las menores magnitudes maximizadas; además, las tres
configuraciones básicas de pórtico son insensibles al peso de la estructura.
Contrariamente, según los momentos resistivos sobre los otros ejes, las configuraciones
básicas de pórtico son proporcionalmente sensibles al peso de la estructura; dicha
proporción se identifica con el valor que acompaña a la constante ℂ.
Por otro lado, según los momentos resistivos sobre el eje 𝑌, se confirma la conclusión
generada en el Anexo-H, que afirma que las mejores configuraciones básicas de pórtico
son las 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 y 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥. Pero además se puede deducir que de entre ambas, la que
menores magnitudes maximizadas posee es la configuración 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥. De una manera
semejante, según los momentos resistivos sobre el eje 𝑋, se confirman las deducciones
anteriormente expuestas y se deduce que la mejor configuración es la 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥.
El objetivo, es seleccionar en lo posible, dentro de lo funcional, una configuración básica
de pórtico que posea la menor sensibilidad a su propio peso y posea las menores
magnitudes maximizadas en sus momentos resistivos por eje.
8.1.2.2 Según los componentes dinámicos
En la selección de una configuración básica de pórtico según los componentes
dinámicos, se intenta deducir cuál es la que menor energía requiere para realizar los
movimientos del mismo. Las conclusiones expuestas en el la primera sección del Anexo-H,
pudieron haber sido deducidas con una simple observación, pero al igual que en el
anterior caso, tienen el objetivo de fundamentar matemáticamente las decisiones
además de proveer las ecuaciones necesarias para ser usadas en esta etapa. Anulando
el efecto del vector �� , se pudo deducir que la peor configuración de pórtico es la
configuración 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥, pues no minimiza la mayor fuerza de empuje/tracción
involucrada (𝑭𝑳). Por otro lado, si no se anula el vector (�� ), la determinación de la
constante 𝕂 es diferente, pues al calcular dicha constante, las magnitudes del vector �� se
añaden a las anteriores expresiones y la simplificación se complica.

º
59
UPB © 2013
Las siguientes ecuaciones se deducen de las presentadas en la primera sección del
Anexo-H, en la configuración básica de pórtico según los componentes dinámicos;
solamente que se añaden los términos de las componentes del vector �� :
𝑭𝑳 =
{
𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: 𝑭𝑿 − (𝑷𝟎 + 𝑷𝟏 + 𝑷𝟐) ·
𝑎𝐿
𝑔
𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: 𝑭𝒀 − (𝑷𝟎 + 𝑷𝟏 + 𝑷𝟐) ·𝑎𝐿
𝑔
𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: 𝑭𝒁 − (𝑷𝟎 + 𝑷𝟏 + 𝑷𝟐) ·𝑎𝐿 + 𝑔
𝑔 }
Ecuación Nº 19
𝑭𝑾 =
{
𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: 𝑭𝒀 − (𝑷𝟎 + 𝑷𝟏) ·
𝑎𝑊
𝑔
𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: 𝑭𝒁 − (𝑷𝟎 + 𝑷𝟏) ·𝑎𝑊 + 𝑔
𝑔
𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: 𝑭𝒀 − (𝑷𝟎 + 𝑷𝟏) ·𝑎𝑊
𝑔 }
Ecuación Nº 20
𝑭𝑯 =
{
𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: 𝑭𝒁 − (𝑷𝟎) ·
𝑎𝐻 + 𝑔
𝑔
𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: 𝑭𝑿 − (𝑷𝟎) ·𝑎𝐻
𝑔
𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: 𝑭𝑿 − (𝑷𝟎) ·𝑎𝐻
𝑔 }
Ecuación Nº 21
El cálculo de la constante 𝕂 permite conocer cuál de las configuraciones de pórtico es la
que minimiza la fuerza de empuje por eje, de la siguiente forma.
𝕂 = |𝑭𝒁 − (∑𝑷′𝒔) ·
𝑎𝑑+𝑔
𝑔
𝑭𝑿𝒀 − (∑𝑷′𝒔) ·𝑎𝑑
𝑔
| ⋯ {
𝕂 > 1 ∴ |𝑑 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥| > |�� 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥|
𝕂 = 1 ∴ |𝑑 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥| = |�� 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥|
𝕂 < 1 ∴ |𝑑 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥| < |�� 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥|
} Ecuación Nº 22
Donde el término ∑𝑷′𝒔 representa la suma de los pesos 𝑷𝟎, 𝑷𝟏 y 𝑷𝟐; el subíndice 𝑑
representa 𝐻, 𝑊 o 𝐿 (si 𝑑 = 𝐻 ∴ �� = 𝑊 o 𝐿; 𝑑 = 𝑊 ∴ �� = 𝐻 o 𝐿; 𝑑 = 𝐿 ∴ �� = 𝐻 o 𝑊); el término
𝑭𝑿𝒀 representa cualquiera de las componentes “horizontales” de las fuerzas de
maquinado, que son teóricamente idénticas en las condiciones más exigentes. En el
Anexo-H, la constante 𝕂 era siempre mayor a la unidad, pero ahora es necesario analizar
todas las posibilidades, comparando si el numerador es mayor, igual o menor que el
denominador; esto se resume de la siguiente forma.
𝕂 = |𝑭𝒁 − (∑𝑷′𝒔) ·
𝑎𝑑
𝑔− ∑𝑷′𝒔
𝑭𝑿𝒀 − (∑𝑷′𝒔) ·𝑎𝑑
𝑔
| ⋯ |𝑭𝒁 − ∑𝑷′𝒔| ↔ |𝑭𝑿𝒀| Ecuación Nº 23
Donde el símbolo ↔ expresa que no se conoce si la relación es de igualdad o
comparación a menor o a mayor. La relación entre el término de la izquierda con el
término de la derecha identifica la misma relación entre 𝕂 y la unidad.

º
60
UPB © 2013
Existen dos aspectos variables al querer resolver la relación de la Ecuación Nº 23: el primero es
que las fuerzas de maquinado pueden poseer uno de dos sentidos ortogonales posibles
(excepto la fuerza que es perpendicular a la mesa de trabajo), lo que implica que en
realidad se está trabajando con +𝑭⊥ y ±𝑭∥, donde la primera representa a la fuerza
perpendicular a la mesa de trabajo, y la otras a las dos fuerzas paralelas a la mesa de
trabajo; el segundo aspecto replantea la hipótesis que afirma que la fuerza perpendicular
de maquinado es igual a las fuerzas paralelas, pues en realidad no lo es todo el tiempo,
entonces se plantea los dos siguientes casos: |+𝑭⊥| = |±𝑭∥| = |𝑭|, cuando la herramienta
perfora el material perpendicularmente; y |+𝑭⊥| ≈ 0, fuerza perpendicular despreciable,
para el resto del proceso que no posee perforaciones. Dependiendo de la configuración
básica de pórtico, se tienen las siguientes igualdades.
𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: {𝑭⊥ = 𝑭𝒁; 𝑭∥ = 𝑭𝑿 = 𝑭𝒀}
𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: {𝑭⊥ = 𝑭𝑿; 𝑭∥ = 𝑭𝒀 = 𝑭𝒁}
𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: {𝑭⊥ = 𝑭𝑿; 𝑭∥ = 𝑭𝒀 = 𝑭𝒁}
Ecuación Nº 24
Según el sentido de las fuerzas de maquinado tomando en cuenta una perforación, de
acuerdo a la Ecuación Nº 23, se obtiene las siguientes comparaciones:
Según 𝑭𝑯
|±𝑭⊥ − (𝑷𝟎)| ↔ |±𝑭∥| ⋯ {𝑭⊥ + 𝑷𝟎 ↔ 𝑭∥ ⋯ 𝑭 + 𝑷𝟎 > 𝑭
𝑭⊥ − 𝑷𝟎 ↔ 𝑭∥ ⋯ 𝑭 − 𝑷𝟎 < 𝑭} Ecuación Nº 25
Según 𝑭𝑾
|±𝑭∥ − (𝑷𝟎 + 𝑷𝟏)| ↔ |(±𝑭⊥
±𝑭∥)| ⋯ {
𝑭∥ + (𝑷𝟎 + 𝑷𝟏) ↔ (𝑭⊥
𝑭∥) ⋯ 𝑭 + (𝑷𝟎 + 𝑷𝟏) > 𝑭
𝑭∥ − (𝑷𝟎 + 𝑷𝟏) ↔ (𝑭⊥
𝑭∥) ⋯ 𝑭 − (𝑷𝟎 + 𝑷𝟏) < 𝑭
} Ecuación Nº 26
Según 𝑭𝑳
|±𝑭∥ − ∑𝑷′𝒔| ↔ |(±𝑭⊥
±𝑭∥)| ⋯ {
𝑭∥ + ∑𝑷′𝒔 ↔ (𝑭⊥
𝑭∥) ⋯ 𝑭 + ∑𝑷′𝒔 > 𝑭
𝑭∥ − ∑𝑷′𝒔 ↔ (𝑭⊥
𝑭∥) ⋯ 𝑭 − ∑𝑷′𝒔 < 𝑭
} Ecuación Nº 27
De donde se deduce que la constante 𝕂 jamás será igual a la unidad porque las
magnitudes de los pesos no pueden dejar de existir. Además se deduce que
dependiendo del sentido de las fuerzas de maquinado, y no así de su magnitud o de su
dirección ortogonal, la constante 𝕂 puede ser mayor o menor que la unidad
indistintamente; entonces es indiferente elegir entre cualquiera de las configuraciones
básicas de pórtico. Por otro lado, según el sentido de las fuerzas de maquinado sin tomar
en cuenta una perforación, de acuerdo con la Ecuación Nº 23, se tiene lo siguiente:

º
61
UPB © 2013
Según 𝑭𝑯
|0 − (𝑷𝟎)| ↔ |±𝑭∥| ⋯ 𝑷𝟎 ↔ 𝑭 Ecuación Nº 28
Según 𝑭𝑾 y 𝑭𝑳
|±𝑭∥ − ∑𝑷′𝒔| ↔ |(0
±𝑭∥)| ⋯
{
𝑭∥ + ∑𝑷′𝒔 ↔ (
0𝑭∥
) ⋯ 𝑭 + ∑𝑷′𝒔 > (0𝑭)
𝑭∥ − ∑𝑷′𝒔 ↔ (0𝑭∥
) ⋯ ( 𝑭 − ∑𝑷′𝒔 ↔ 0
𝑭 − ∑𝑷′𝒔 < 𝑭)
}
Ecuación Nº 29
Dado que se conocen los valores numéricos de 𝑷𝟎 y 𝑭, puede deducirse fácilmente el
resultado de la comparación según la fuerza de empuje 𝑭𝑯. Por otro lado, según las
fuerzas de empuje 𝑭𝑾 y 𝑭𝑳, existen tres posibilidades de solución, pero solamente las
primeras se toman en cuenta, pues la tercera plantea una posibilidad idéntica al caso
cuando la fuerza de perforación 𝑭⊥ no es nula; entonces se tiene:
Según 𝑭𝑯
39.2 [𝑁] < 86.6 [𝑁] ⋯ ∴ 𝕂 < 1 Ecuación Nº 30
Según 𝑭𝑾
86.6 [𝑁] + (39.2 [𝑁] + 𝑷𝟏) > (0 [𝑁]
86.6 [𝑁]) ⋯ ∴ 𝕂 > 1 Ecuación Nº 31
47.4 [𝑁] − 𝑷𝟏 ↔ 0 [𝑁] ⋯ 𝑷𝟏 ↔ 47.4[𝑁] {
𝑷𝟏 > 47.4[𝑁] ∴ 𝕂 > 1
𝑷𝟏 = 47.4[𝑁] ∴ 𝕂 = 1
𝑷𝟏 < 47.4[𝑁] ∴ 𝕂 < 1
} Ecuación Nº 32
Según 𝑭𝑳
86.6 [𝑁] + (39.2 [𝑁] + 𝑷𝟏 + 𝑷𝟐) > (0 [𝑁]
86.6 [𝑁]) ⋯ ∴ 𝕂 > 1 Ecuación Nº 33
47.4 [𝑁] − 𝑷𝟏 + 𝑷𝟐 ↔ 0 [𝑁] ⋯ {
𝑷𝟏 + 𝑷𝟐 > 47.4[𝑁] ∴ 𝕂 > 1
𝑷𝟏 + 𝑷𝟐 = 47.4[𝑁] ∴ 𝕂 = 1
𝑷𝟏 + 𝑷𝟐 < 47.4[𝑁] ∴ 𝕂 < 1
} Ecuación Nº 34
Según la fuerza de empuje 𝑭𝑯 la mejor configuración es 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥, porque en este caso
𝑑 = 𝐻 y 𝕂 < 1. Según las fuerzas de empuje 𝑭𝑾 y 𝑭𝑳 la mejor configuración de pórtico
sugerida depende del peso de los dos últimos eslabones del pórtico.
Los 47,4 [𝑁] que se detallan en la Ecuación Nº 32, equivalen a aproximadamente 5 [𝐾𝑔]; el
peso del primer eslabón (𝑷𝟏) efectivamente podría ser un valor cercano, con mayores
posibilidades de ser menor, pues solamente se tratan de 90 [𝑚𝑚] de carrera. Tomando en
cuenta los apoyos y demás complementos del eslabón, se estima que la magnitud del
peso total será menor o igual a los 5 [𝐾𝑔]; por lo tanto, la mejor configuración básica de
pórtico, según 𝑭𝑾 y sin tomar en cuenta la perforación del material, es 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥.

º
62
UPB © 2013
Por el contrario, la relación de la Ecuación Nº 33, que establece una comparación entre la
suma del peso de los dos últimos eslabones con los aproximadamente 5 [𝐾𝑔], no puede
ser nunca satisfecha para 𝕂 < 1; pues el segundo eslabón, es este caso específico, posee
una carrera de 2 [𝑚]. Entonces, se puede concluir que según la fuerza de empuje 𝑭𝑳, y sin
tomar en cuenta las fuerzas de perforación, la peor configuración básica es 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥.
8.1.2.3 Selección del tipo de pórtico
A continuación se presenta la Tabla Nº 13 que presenta un resumen de las deducciones
según los análisis de componentes estáticos y componentes dinámicos.
Tabla Nº 13: Resultados de la selección de pórtico según los componentes estáticos y dinámicos
SEGÚN COMPONENTES ESTÁTICOS
�� = 0 𝑴𝑿(𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥; 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥) 𝑴𝒀(𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥; 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥) 𝑴𝒁(∅)
�� ≠ 0 𝑴𝑿(𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥) 𝑴𝒀(𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥) 𝑴𝒁(𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥)
SEGÚN COMPONENTES DINÁMICOS
�� = 0 𝑭𝑳(𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥;𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥) 𝑭𝑾(𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥; 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥) 𝑭𝑯(𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥; 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥)
�� ≠ 0;
𝑭⊥ ≠ 0
𝑭𝑳(∅) 𝑭𝑾(∅) 𝑭𝑯(∅)
�� ≠ 0;
𝑭⊥ ≈ 0
𝑭𝑳(𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥;𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥) 𝑭𝑾(𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥; 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥) 𝑭𝑾(𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥)⟺𝑷𝟏≤5[𝐾𝑔]
𝑭𝑯(𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥)
El análisis según los componentes dinámicos permite involucrar el trabajo necesario, o en
otras palabras, la energía necesaria para mover los eslabones del pórtico. Es lógico
deducir que para fuerzas de maquinado nulas, las configuraciones de pórtico sugeridas
son siempre aquellas que no poseen a la fuerza de empuje selectiva como fuerza en
sentido vertical; pero es interesante notar que cuando las fuerzas de maquinado dejan de
ser nulas, el resultado es contradictorio para las fuerzas de empuje de los dos eslabones
más pequeños (𝐻 y 𝑊). La geometría conceptualmente definida del pórtico de la
máquina, permite revelar este cambio; según estos resultados, la configuración 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥
se desecha porque requiere mayor energía para poder mover sus eslabones,
especialmente en el eslabón más largo. Además, en la práctica resultaría difícil o
complicado montar el material de trabajo en una máquina de más o menos 3 [𝑚] de alto.

º
63
UPB © 2013
Según los resultados restantes en la Tabla Nº 13, luego de discriminar a la configuración
básica de pórtico 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥, aparentemente la selección o depuración entre las otras dos
configuraciones es menos evidente, pues a simple análisis son casi idénticas; además que
mitad de los criterios sugieren una, y mitad de los criterios sugieren la otra. Para poder
identificar una diferencia entre ambas configuraciones básicas de pórtico, se recurre a las
ecuaciones Ecuación Nº 16, Ecuación Nº 17 y Ecuación Nº 18, donde se exponen las fuerzas
maximizadas y los valores de sensibilidad al peso, para cada configuración básica de
pórtico. La Tabla Nº 14 y la Tabla Nº 15 luego, presentan el resumen de dichos valores.
Tabla Nº 14: Momentos resistivos maximizados y sensibilidad al peso para la configuración 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥
𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 Máximo
Negativo [𝑵]
Máximo
Positivo [𝑵]
Conjunto
Máximo [𝑵]
Sensibilidad
al peso [𝒎]
𝑴𝑿 -102.594 +259.394 361.988 +2.180
𝑴𝒀 -385.194 +149.994 535.188 -10.770
𝑴𝒁 -433.000 -433.000 866.000 0.000
Tabla Nº 15: Momentos resistivos maximizados y sensibilidad al peso para la configuración 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥
𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 Máximo
Negativo [𝑵]
Máximo
Positivo [𝑵]
Conjunto
Máximo [𝑵]
Sensibilidad
al peso [𝒎]
𝑴𝑿 -315.400 +550.600 866.000 +10.770
𝑴𝒀 -184.522 +177.466 361.988 -0.004
𝑴𝒁 -267.594 -267.594 535.188 0.000
No es posible plantear una diferencia selectiva entre las configuraciones básicas de
pórtico 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 y 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 basándola en los valores maximizados de los momentos
resistivos, pues aunque aparentemente sean mayores o menores según sea la
configuración, el conjunto total de dichos valores (máximo positivo menos el máximo
negativo) es el mismo para ambas configuraciones básicas de pórtico; esto se
comprueba en las columnas “Conjunto Máximo” de las tablas anteriores, donde se
muestra que no se favorece o perjudica a los momentos resistivos, simplemente hay un
intercambio de conjuntos máximos.
La sensibilidad al peso es nula según los momentos resistivos sobre el eje 𝑍; pero diferente
de cero para los momentos resistivos sobre los otros ejes. La configuración 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 posee
la misma sensibilidad en magnitud que la configuración 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥, en los momentos
resistivos 𝑴𝒀 y 𝑴𝑿 respectivamente, según la Tabla Nº 14 y Tabla Nº 15. La sensibilidad en el
momento resistivo 𝑴𝒀 de la configuración 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 es mucho menor que la sensibilidad
al peso del momento resistivo 𝑴𝑿 de la configuración 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥; este detalle es decisivo.

º
64
UPB © 2013
La sensibilidad al peso expresa matemáticamente la proporción de variación de los
momentos resistivos cuando el peso lineal de los eslabones aumenta o disminuye. Si una
configuración básica de pórtico posee una alta proporción de sensibilidad al peso, según
uno de sus ejes, significa que mientras la estructura de pórtico sea más pesada, los
momentos resistivos de dicho eje aumentarán en gran manera; mientras que con una
proporción de baja sensibilidad, la variación de peso lineal en los eslabones de la
máquina no afectarán mucho en las magnitudes de los momentos resistivos. Normalmente
se malinterpreta la sensibilidad al peso afirmando que una estructura de baja sensibilidad
hace menos esfuerzos, pero en realidad, para un modelo dinámico dado, todas las
estructuras o configuraciones de pórtico hacen los mismos esfuerzos, solamente que en
unas éstos son mejor repartidos; una estructura con una baja sensibilidad al peso reparte
equitativamente las magnitudes máximas de los momentos resistivos en ambos sentidos.
Por estas razones, se debería elegir la configuración 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 como la configuración
básica de pórtico para la máquina router CNC, pero con la condición específica que el
peso del eslabón más pequeño y todos sus componentes no sobrepasen los 5 [𝐾𝑔]
aproximadamente, la cual es muy real y aplicable, pero limitante. Aunque la
configuración 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 posea ventajas como el ahorrar espacio en planta y facilitar la
recolección de material de desecho (entre otras), no se la elige como solución; pero
puede ser una propuesta de estudio para futuros trabajos derivados del presente PFG. La
configuración básica de pórtico tradicional, que la configuración 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥, es elegida
como la configuración más aplicable para la máquina router CNC.
8.1.3 Segundo paso – Segunda etapa – Redundancia de pórtico
Gracias al estudio realizado en el Anexo-H, se conoce con certeza que existen solamente
dos posibilidades de redundancia sobre la configuración básica de pórtico seleccionada
anteriormente, que es la 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 o tradicional. También se logra deducir que una
configuración de pórtico más redundante permite que los momentos y fuerzas resistivas
sean repartidos minimizando así los esfuerzos mecánicos por componente o eslabón; pero
al mismo tiempo aumenta el costo y complejidad del pórtico de la máquina.
Ambas alternativas de redundancia en el pórtico tradicional son aplicables, pero es fácil
notar, que la que es más redundante permite aumentar la rigidez del pórtico en dos veces
(aumento del 100 %, pues tiene el doble de empotres simétricos fijados al eslabón de
orden cero) mientras la carrera neta aumenta en menos del 60 %.

º
65
UPB © 2013
Si se hace una investigación rápida a las máquinas de referencia del Anexo-B, se puede
notar que absolutamente todas, poseen un pórtico semejante. Este pórtico es el más
redundante de las alternativas finales planteadas en dicho anexo, y es el que se aplica
empíricamente (o tal vez no tanto) en todas las máquinas tipo router con geometría
semejante a la geometría de la máquina que se pretende diseñar en este PFG. Por otro
lado, la otra configuración de pórtico es aplicada también en máquinas tipo router, pero
cuya aplicación específica no involucra un vector �� de magnitudes significativas, como
por ejemplo routers para corte con chorro de agua o corte por plasma u oxicorte.
Se selecciona la alternativa más redundante planteada en el Anexo-H, el esquema
constructivo de dicha configuración, que es ahora la configuración del pórtico de la
máquina a diseñar, se presenta en la Figura Nº 12 a continuación.
Figura Nº 12: Configuración de pórtico final
8.1.4 Tercer paso – Mesa de trabajo
Según la configuración de pórtico final seleccionada anteriormente, existen dos opciones
de montar una mesa de trabajo plana. Ambas opciones se presentan esquemáticamente
a continuación en la Figura Nº 13 a continuación.
Figura Nº 13: Izquierda: Mesa plana tradicional – Derecha: Mesa plana debajo del pórtico
Debe notarse que para las dos opciones de la figura anterior, la configuración de pórtico
es la misma; en realidad, lo único que cambia es la orientación del pórtico y la posición
relativa de la mesa de trabajo, las demás características son totalmente idénticas.

º
66
UPB © 2013
En la práctica se aplica normalmente la mesa plana tradicional, como se muestra en el
esquema de la izquierda la Figura Nº 13; pero también existe la posibilidad de
reacomodar los eslabones (voltear el pórtico), de manera que la mesa de trabajo quede
debajo del pórtico, que debe invertirse. En teoría, las fuerzas y momentos resistivos son
iguales para ambas alternativas, solamente cambian los sentidos; y en la práctica, éstos
son semejantes para ambas alternativas cambiando también solamente en el sentido.
La ventaja de usar una mesa plana debajo de un pórtico invertido es que la alimentación
de material de trabajo se hace más sencilla; pues nótese que para una mesa plana
tradicional, solamente se usan las dos caras del ancho del volumen de trabajo para
suministrar el material, mientras que en la mesa plana debajo del pórtico invertido el
suministro de material puede realizarse por cualquiera de las cuatro caras del volumen de
trabajo. Contrastadamente, para que la implementación de una configuración
tradicional de pórtico no invertida, pueda superar dicha ventaja de la configuración
invertida, es necesario realizar algunas modificaciones a la configuración conceptual que
se muestra en la Figura Nº 13, que en la práctica resultan muy efectivas. En esta etapa de
del diseño en detalle, todavía no se escoge entre algunas de las dos opciones de
montaje de la mesa plana; se dejan abiertas ambas posibilidades para su respectivo
desarrollo y análisis en las posteriores secciones del diseño en detalle.
Por otro lado, la mesa plana posee ranuras de tipo inserto, cuyo perfil aún no está definido
pues se requiere conocer el material (o materiales) de la mesa de trabajo. En realidad,
respecto al material de la mesa de trabajo, existen varias discrepancias entre diseñadores,
fabricantes y usuarios finales, pues éste depende muchísimo de la aplicación específica
final de la máquina; pero de una manera general (carácter académico), existen ciertos
materiales estándar de diseño que pueden ser aplicados como para la mesa de trabajo:
una clasificación genérica de los posibles materiales para la mesa de trabajo podría
resumirse en algunos metales, plásticos y maderas. Introduciendo algunos criterios
relacionados al precio, practicidad y facilidad de provisión, algunos de los materiales
plásticos (o poliméricos) y gran parte de los materiales metálicos son simplemente
descartados (estrecha dependencia del contexto); quedando alternativas como el
aluminio, algunos tipos de maderas y algunos escasos tipos de materiales poliméricos.
Antes de proseguir con la selección de los materiales de la mesa de trabajo, es necesario
tener en cuenta que entre la pieza de trabajo y la mesa de trabajo, debe existir una pieza
intermedia conocida con el nombre de “mártir”, así como se implementa una semejante
en la máquina de medición del capítulo séptimo.

º
67
UPB © 2013
El objetivo de esta pieza es proteger a la mesa de trabajo de cualquier corte o daño,
facilitar la sujeción sea cual fuere el método de sujeción, y aportar mayor rigidez a la
propia mesa; comúnmente, los mártires son maderas laminadas que se cambian cada
cierto tiempo o cada que se requiera (especialmente en el grabado o corte de madera).
Entonces, el concepto de “mesa de trabajo”, así como se lo intenta representar en la
Figura Nº 13, o como se lo representa en las máquinas de referencia del Anexo-B, puede
ser ingeniosamente cambiado con el fin de optimizar algunas prioridades:
La mesa de trabajo puede ser una estructura que permita una correcta fijación de
la plataforma mártir. Entonces, la plataforma mártir actuaría como una mesa de
trabajo intercambiable y personalizable a las necesidades específicas del usuario.
Las ranuras de tipo inserto deben ser aplicadas ya no en la “mesa de trabajo”, sino
en la plataforma mártir. Éstas pueden ser diseñadas por el usuario final y hechas
por la misma máquina router CNC, permitiendo al usuario decidir la forma final del
perfil, la ruta de los canales y demás detalles relacionados con la sujeción de tipo
inserto; inclusive se podría refrentar la misma plataforma mártir antes de cualquier
trabajo, con el fin de asegurar la una correcta planicidad y alineamiento axial.
Volviendo a la selección del material para la mesa de trabajo, que en realidad es para la
plataforma mártir, se propone usar una estructura metálica que soporte a una plataforma
plana de madera. La plataforma de madera, preferentemente maderas laminadas como
el MDF o el trupán por ser más económicas y accesibles, aporta la superficie plana que la
mesa de trabajo necesita, mientras que la estructura metálica provee la rigidez necesaria
para evitar que la superficie se deforme con el peso y demás fuerzas respectivas. La Figura
Nº 14 a continuación, presenta a la mesa de trabajo tratando de ilustrar la disposición de
la plataforma de trabajo (mártir intercambiable) y a la estructura que sustenta a la misma,
para ambas posibilidades de montar el conjunto pórtico – mesa de la Figura Nº 13.
Figura Nº 14: Mesa de trabajo con mártir y estructura metálica de soporte

º
68
UPB © 2013
Es necesario aclarar que la mayoría de los detalles que conforman a la mesa de trabajo
dependen estrechamente del diseñista, del fabricante, de usuario final y especialmente
de la aplicación específica final de la máquina router CNC; pero como el objetivo del
presente PFG es solamente el diseño del equipo de traslación, no vale la pena seguir
desarrollando en diseño a la mesa de trabajo y/o sus componentes. Hasta el momento
todas las definiciones concluidas, obedeciendo al diseño integrado (con enfoque
holístico), son suficientes para poder diseñar, dimensionar o definir correctamente el
equipo de traslación y sus componentes complementarios.
8.1.5 Cuarto paso – Mecanismo de deslizamiento
El mecanismo de deslizamiento posee exigencias constructivas un poco más complejas
que el mecanismo de tracción, es por eso que se procede a primero definir los detalles
constructivos y geométricos del mecanismo de deslizamiento; es muy posible, que la
mayoría de los resultados generados en este subtítulo continúen sufriendo cambios a lo
largo del proceso de diseño, o sea, a través de los subtítulos relacionados al mecanismo
de tracción y actuadores (motores Stepper con su respectivo Driver).
Conociendo cuál es la configuración básica de pórtico, se puede desarrollar una serie de
criterios y conceptos para poder determinar cuáles deben ser los mecanismos de
deslizamiento y cómo deben ser implementados; pero como es un proceso extenso,
especialmente si se tienen dos posibilidades (Figura Nº 14), se determina aprovechar la
disponibilidad del Anexo-H, para colocar en detalle todo el proceso de selección de un
mecanismo de deslizamiento apropiado.
En la tercera sección del Anexo-H, se documentan los criterios y conceptos básicos para
el diseño de ingeniería de un mecanismo de deslizamiento según las necesidades del
equipo de traslación a diseñar. La descripción del mecanismo de deslizamiento
seleccionado en el Anexo-H se resume en la Tabla Nº 16 a continuación.
Tabla Nº 16: Identificadores del mecanismo de deslizamiento tipo carril antifricción
OREN DE ESLABÓN MECANISMO ID – DESLIZADOR ID – RIEL
Primero
Carril antifricción EGH 20 SA _ Z0 C _
EGH R 20 T* 2560 _ C RC
Segundo EGH R 20 T* 1900 _ C RC
Tercero EGH R 20 T* 0160 _ C RC
* En el Anexo-H se definió que los rieles poseerían sujeción por arriba; pero con el desarrollo del diseño, la el tipo
de sujeción puede cambiar. La letra T significa sujeción por arriba, y la letra R denota la sujeción por debajo.

º
69
UPB © 2013
Según los resultados del Anexo-H, y la tabla anterior, se presentan la Figura Nº 15, la Figura
Nº 16 y la Figura Nº 17, que muestran la configuración constructiva mejor aplicable de los
todos los carriles antifricción elegidos.
Figura Nº 15: Vista lateral del mecanismo de deslizamiento
Figura Nº 16: Vista frontal del mecanismo de deslizamiento
Figura Nº 17: Vista superior del mecanismo de deslizamiento

º
70
UPB © 2013
En las figuras mostradas en la anterior página, se puede notar que no se rotulan las
distancias con las que se trabaja en el Anexo-H, pues éstas fueron útiles para determinar la
mejor configuración constructiva del mecanismo de deslizamiento así como se muestra en
dichas figuras, pero ahora ya no son útiles; en otras palabras, ya no se usa ningún criterio
de diseño que implique la minimización de las distancias tratadas en el Anexo-H, a partir
de este punto, teniendo certeza que la configuración resultado es la que mejor resiste a
los momentos deformantes, se enfoca el diseño a generar una máquina lo más sencilla,
robusta y funcional posible. Por otro lado, las separacione8s entre piezas según la Figura Nº
15, Figura Nº 16 y Figura Nº 17 no se desconocen, y son muy dependientes de las
modificaciones que se harán todavía a lo largo del proceso de diseño, y sobre todo son
dependientes de las necesidades del mecanismo de tracción.
8.1.6 Quinto paso – Mecanismo de tracción
Según el capítulo sexto, donde se depura la mayor parte de las alternativas de diseño,
existen solamente cuatro posibilidades generales aplicables como mecanismos de
tracción en la máquina a diseñar: correa, cremallera – piñón, eje husillo normal y el eje
husillo antifricción. Conceptualmente cada una de estas alternativas puede ser aplicada
con éxito, pero en la práctica se deben tomar en cuenta algunos factores discriminativos:
las necesidades constructivas y geométricas de la máquina generadas hasta esta etapa,
el criterio de uniformización de componentes, y las características específicas del entorno
o medio del diseñista; estos factores discriminativos permiten que la convergencia en la
depuración de las alternativas aplicables en el mecanismo de tracción sea rápida.
Conociendo la configuración constructiva del mecanismo de deslizamiento es muchísimo
más fácil depurar las alternativas de un mecanismo de tracción, pero el trabajo no deja
de ser extenso, y por eso se aprovecha la disponibilidad del Anexo-H (al igual que en el
caso del mecanismo de deslizamiento), pues se destina allí toda la base informativa,
criterios y decisiones necesarias para la depuración de alternativas y selección de un
mecanismo de tracción; en el Anexo-H, la manipulación separada de los eslabones de la
máquina es menos resaltada, pues las bases discriminativas se fundamentan en los
criterios mencionados en el anterior párrafo.
Los resultados de la cuarta sección del Anexo-H son los siguientes. Se implementarán
varillas roscadas de rosca trapezoidal mayor o igual a 10 [𝑚𝑚] de diámetro nominal según
la norma DIN 103, no se especifica ni el paso ni el avance de la rosca. Las varillas son de
acero F114 y el elemento tuerca es de bronce 88/12 (ambos referenciales).

º
71
UPB © 2013
Además, es necesario resaltar que en la cuarta sección del Anexo-H se determina usar
varillas fijas para los dos eslabones más largos y una varilla rotativa para el eslabón corto.
A continuación se presenta la Figura Nº 18, Figura Nº 19 y la Figura Nº 20 como resultado
gráfico de las conclusiones alcanzadas en la cuarta sección del Anexo-H.
Figura Nº 18: Vista lateral del mecanismo de tracción y deslizamiento (transparencia)
Figura Nº 19: Vista frontal del mecanismo de tracción y deslizamiento (transparencia)
Figura Nº 20: Vista superior del mecanismo de tracción y deslizamiento (transparencia)

º
72
UPB © 2013
Las varillas roscadas, en las figuras anteriores, son representadas simplemente por cilindros.
Las posiciones de montaje son definitivas excepto en el sentido axial de cada varilla, pues
pueden desplazarse sobre su mismo eje según se necesite al momento de diseñar el resto
de los componentes. No se muestran los elementos tuerca, pues aún no se conoce su
forma física, solamente se conoce que son colineales a las varillas y que para los dos
eslabones más largos, éstos son rotativos, o sea no fijos como para el eslabón más corto.
8.1.7 Sexto paso – Primera etapa – Motor Stepper
Con el previo diseño de los mecanismos de deslizamiento y tracción, el dimensionamiento
de un actuador es rápidamente convergente. La mejor forma de seleccionar a un motor,
independientemente de su naturaleza, es realizando previamente un estudio de las
características dinámicas que este debe poseer mínimamente; según los capítulos quinto
y sexto, los parámetros relacionados al actuador del equipo de traslación se pueden
resumir en tres: fuerza, velocidad y precisión. Estos parámetros son sencillamente
cuantificables con el desarrollo del capítulo séptimo, donde se miden experimentalmente
las condiciones dinámicas en el proceso de corte; a continuación, se detallan los criterios
asumidos en el correcto dimensionamiento de un motor Stepper según dichos parámetros:
Fuerza: Las mediciones del capítulo séptimo, determinan que la condición extrema en el
proceso de corte, que en este caso es específicamente el grabado, implica una fuerza
lineal de empuje de 86,6 [𝑁] bidireccional por cada eslabón. Esta fuerza lineal es
generada por el motor Stepper a través del mecanismo de tracción; como la conversión
de movimiento es rotacional a lineal, se puede deducir que el parámetro que se relaciona
a la fuerza de empuje del eslabón, es simplemente el torque que puede ofrecer el
actuador. Según libros de mecánica y diseño de elementos de máquinas, se conoce la
Ecuación Nº 61, que permite calcular el torque necesario para una fuerza de empuje dada,
en un mecanismo de tracción tipo varilla roscada trapezoidal (13). (𝑎 = 2 [𝑚𝑚/𝑟𝑒𝑣])
𝑇𝑅 =𝐹 · 𝑑𝑚
2· (
𝑎 + 𝜋 · 𝑓 · 𝑑𝑚 · sec(𝛼)
𝜋 · 𝑑𝑚 − 𝑓 · 𝑎 · sec(𝛼)) Ecuación Nº 35
Donde 𝑑𝑚 es el diámetro medio de la varilla roscada trapezoidal, equivalente al promedio
del diámetro exterior (10 [𝑚𝑚]) y el diámetro interior (9.82 [𝑚𝑚]) de la rosca, según norma
DIN 103. El coeficiente de fricción 𝑓 posee aproximadamente el valor de 0.15, para el
conjunto acero – bronce, en el peor de los casos. El ángulo 𝛼 representa a la mitad del
ángulo entre las caras de los dientes, que según la norma DIN 103 equivale a 15 [º]

º
73
UPB © 2013
Reemplazando los valores numéricos respectivos en la Ecuación Nº 35, se puede conocer
que se requieren 94.5 [𝑁𝑚] de entrada al mecanismo de tracción para que pueda
generar los 86.6 [𝑁] de empuje, esto solamente si se es que se usa una varilla roscada
trapezoidal de 10 [𝑚𝑚] de diámetro nominal. De la misma manera, si se usa la misma
ecuación para calcular el torque necesario de los actuadores, pero usando varillas
roscadas de mayor diámetro nominal, se puede notar que los requerimientos de torque en
el actuador son mayores cuando la varilla roscada posee un mayor diámetro nominal;
para ilustrar mejor este hecho, se genera la Figura Nº 21 a continuación (14).
Figura Nº 21: Torque necesario vs diámetro nominal, para una envolvente y paso variable
Con el fin de minimizar el torque necesario, la mejor opción es usar varillas roscadas
trapezoidales con el menor diámetro nominal posible, pero como mínimo varillas de 10
[𝑚𝑚] según la cuarta sección del Anexo-H. Al mismo tiempo, para una misma medida de
varilla (mismo diámetro nominal) resulta mejor, en cuanto a la minimización del torque
necesario, el usar la varilla roscada con el menor avance, representados con los círculos
de colores en la Figura Nº 21. A continuación, en la Figura Nº 22, se muestra una figura
semejante a la anterior, solamente que se mantiene constante el paso (valor máximo de
paso para la varilla según norma DIN 103), y se varía al avance de la rosca (14).
Figura Nº 22: Torque necesario vs diámetro nominal, para paso máximo y una, dos, cuatro y ocho
envolventes

º
74
UPB © 2013
Según la Figura Nº 22, cuando se incrementa el número de envolventes de una rosca
también incrementa el torque necesario para que la varilla pueda girar una generando
una misma fuerza; lo interesante es que ver que la proporción no es lineal, pues para un
incremento progresivo del doble de envolventes (100 % añadido), como se muestra en la
figura, lo valores apenas crecen en un promedio de aproximadamente 40 %, 60 % y 80 %
progresiva y respectivamente. Este hecho permite que se confirme uno de los criterios
adoptados en el Anexo-H, que refiere a la elección de una varilla roscada con el mayor
número de envolventes posibles; la única desventaja es que éstas son mucho menos
comunes y por lo tanto mucho más costosas que las varillas de una sola envolvente.
Todavía no se puede definir una varilla roscada trapezoidal en específico, por lo que
tampoco se puede predecir cuál será el torque necesario para accionar el mecanismo
de tracción; pero por lo menos se conoce que el torque mínimo implicado en dicho
accionamiento equivale a 94.5 [𝑁𝑚] por cada varilla roscada en cada eslabón.
Velocidad: En capítulos anteriores se diferencia a la velocidad de traslación en dos tipos,
a la velocidad a plena carga y a la velocidad sin carga. Pero cuando se trata de motores
tipo Stepper esta diferenciación pierde un poco el sentido, pues la naturaleza de éstos es
tal, que para las mismas velocidades angulares, la potencia entregada puede variar
como para un avance sin carga o como para un avance a pleno corte. La velocidad de
rotación de un motor Stepper obviamente es afectada por el torque contrario, pero
dentro del marco de sus capacidades, el motor Stepper controla su velocidad de
acuerdo a la señal que recibe y no de acuerdo al torque que debe generar.
En el capítulo séptimo, en la simulación del proceso de corte, se pudo constatar que las
velocidades de corte en el grabado de los materiales de prueba, pertenecían al rango
de 2 000 a 3 000 [𝑚𝑚/𝑚𝑖𝑛] en condiciones de carga extremas, o sea, condiciones de
corte que implican que el motor de conformado provea la máxima velocidad rotacional
a la herramienta (30 000 [𝑟𝑝𝑚]) y con una fuerza de empuje de 86.6 [𝑁] en cualquiera de
los eslabones de la máquina.
Si el motor Stepper pudiera poseer la potencia necesaria para superar el rango de
velocidad mencionado en el anterior párrafo, sin comprometer otro parámetro, se estaría
sobredimensionando la capacidad de la máquina innecesariamente; contrariamente, no
se puede implementar motores Stepper que no puedan cumplir con las exigencias de
dicho rango de velocidad a plena carga.
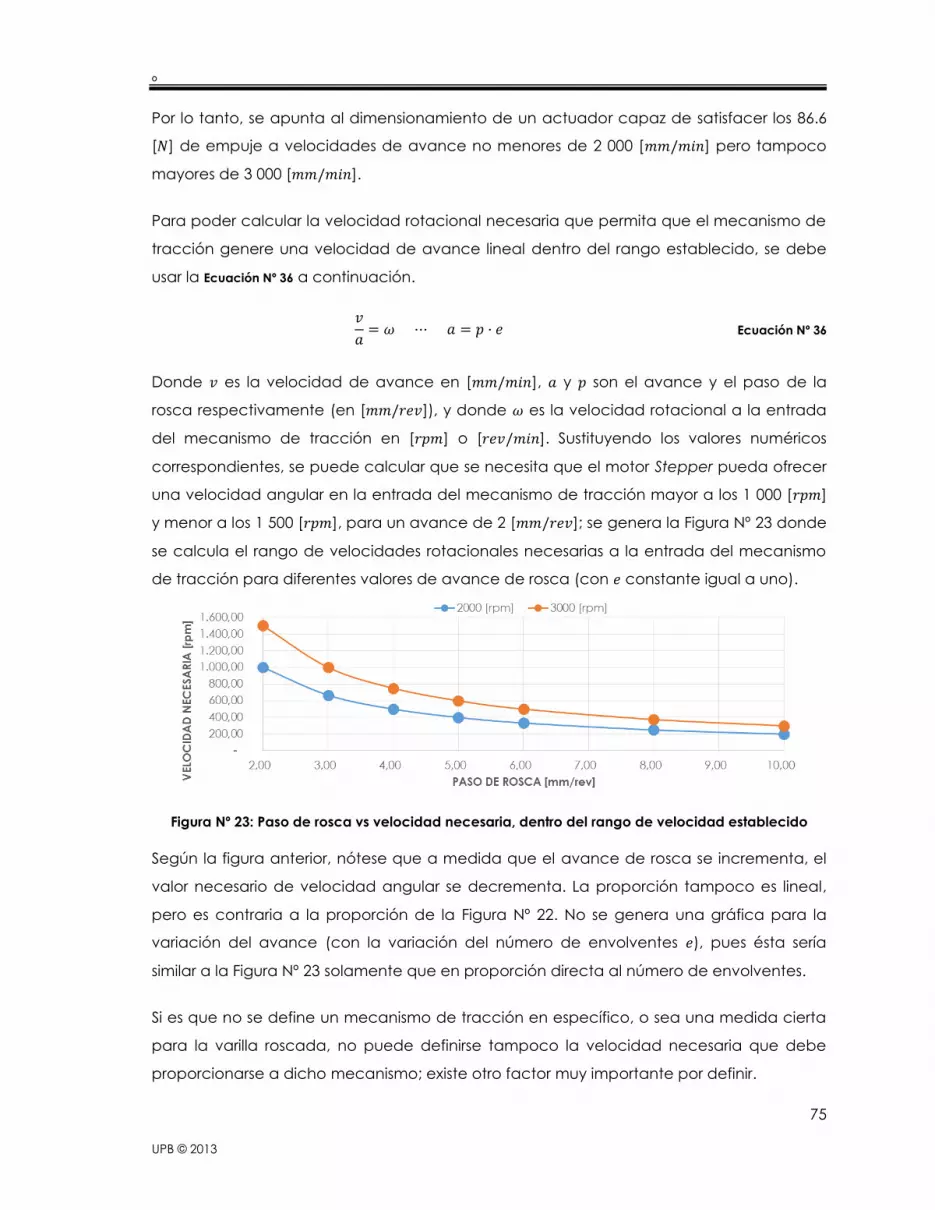
º
75
UPB © 2013
Por lo tanto, se apunta al dimensionamiento de un actuador capaz de satisfacer los 86.6
[𝑁] de empuje a velocidades de avance no menores de 2 000 [𝑚𝑚/𝑚𝑖𝑛] pero tampoco
mayores de 3 000 [𝑚𝑚/𝑚𝑖𝑛].
Para poder calcular la velocidad rotacional necesaria que permita que el mecanismo de
tracción genere una velocidad de avance lineal dentro del rango establecido, se debe
usar la Ecuación Nº 36 a continuación.
𝑣
𝑎= 𝜔 ⋯ 𝑎 = 𝑝 · 𝑒 Ecuación Nº 36
Donde 𝑣 es la velocidad de avance en [𝑚𝑚/𝑚𝑖𝑛], 𝑎 y 𝑝 son el avance y el paso de la
rosca respectivamente (en [𝑚𝑚/𝑟𝑒𝑣]), y donde 𝜔 es la velocidad rotacional a la entrada
del mecanismo de tracción en [𝑟𝑝𝑚] o [𝑟𝑒𝑣/𝑚𝑖𝑛]. Sustituyendo los valores numéricos
correspondientes, se puede calcular que se necesita que el motor Stepper pueda ofrecer
una velocidad angular en la entrada del mecanismo de tracción mayor a los 1 000 [𝑟𝑝𝑚]
y menor a los 1 500 [𝑟𝑝𝑚], para un avance de 2 [𝑚𝑚/𝑟𝑒𝑣]; se genera la Figura Nº 23 donde
se calcula el rango de velocidades rotacionales necesarias a la entrada del mecanismo
de tracción para diferentes valores de avance de rosca (con 𝑒 constante igual a uno).
Figura Nº 23: Paso de rosca vs velocidad necesaria, dentro del rango de velocidad establecido
Según la figura anterior, nótese que a medida que el avance de rosca se incrementa, el
valor necesario de velocidad angular se decrementa. La proporción tampoco es lineal,
pero es contraria a la proporción de la Figura Nº 22. No se genera una gráfica para la
variación del avance (con la variación del número de envolventes 𝑒), pues ésta sería
similar a la Figura Nº 23 solamente que en proporción directa al número de envolventes.
Si es que no se define un mecanismo de tracción en específico, o sea una medida cierta
para la varilla roscada, no puede definirse tampoco la velocidad necesaria que debe
proporcionarse a dicho mecanismo; existe otro factor muy importante por definir.

º
76
UPB © 2013
En el capítulo sexto, en la sección referente al equipo de control, se define una placa
controladora para la máquina: MK2/4 de CNC USB Controller. Las características técnicas
de ésta placa están estrechamente relacionadas con la velocidad rotacional límite de los
motores Stepper, pues por mejor dimensionados que estén los motores, si la frecuencia de
paso de la placa no es la suficiente nada se adelanta; la frecuencia de paso es la rapidez
con la que pueden ser generados los pulsos que generan un paso en los motores Stepper.
Normalmente los motores Stepper están diseñados para una frecuencia de paso límite
determinada, pero esta suele ser mucho mayor a la frecuencia de paso que el equipo de
control ofrece, entonces, se deduce que la frecuencia de paso de la placa es limitante a
la hora de definir la velocidad de rotación de un motor Stepper.
Según los datos técnicos que el fabricante ofrece, la placa MK2/4 ofrece una frecuencia
de paso máxima de 100 [𝐾𝐻𝑧], un valor relativamente bueno entre placas semejantes.
Pero no es aconsejable dimensionar a los motores Stepper con la frecuencia de paso
máxima, especialmente si no se toma en cuenta un margen de tolerancia; al igual que en
el capítulo séptimo se definió un factor de seguridad relacionado a la fuerza de la
máquina, en ese capítulo se ve conveniente tomar en cuenta un factor de seguridad
idéntico. Entonces, se asume que para un factor de seguridad igual a 2, la frecuencia
máxima de paso es de 50 [𝐾𝐻𝑧]. La Ecuación Nª 53, presentada a continuación, expone una
relación matemática entre la frecuencia de paso y algunas características del motor.
𝑓𝑝 = 𝜔𝑚 · 𝑛 · 𝑚 · 𝑢 ⋯ 𝑢 = [1 𝑚𝑖𝑛
60 𝑠] · [
1
𝑝𝑎𝑠𝑜] Ecuación Nº 37
Donde 𝑓𝑝 es la frecuencia de paso expresada en [𝐻𝑧], 𝜔𝑚 es la velocidad angular o
rotacional del motor expresada en [𝑟𝑝𝑚], que en el caso de no existir ningún mecanismo
de reducción de velocidades entre el motor y el mecanismo de tracción es igual a 𝜔 de
la Ecuación Nº 36; la variable 𝑛 determina el número de pasos por vuelta del motor Stepper
([𝑝𝑎𝑠𝑜/𝑟𝑒𝑣]); 𝑚 es el factor de paso determinado por el driver del motor, que puede ser
igual a la unidad si el driver está configurado a hacer rotar al motor a paso completo,
igual a dos si el driver está configurado para gobernar el motor a medio paso, o mayor a
dos si el driver puede manipular fracciones de paso conocidas como micropasos. La
constante 𝑢 solamente posee la función de compatibilizar las unidades de las variables
expuestas. Combinando la Ecuación Nº 36 y Ecuación Nº 37 se obtiene lo siguiente.
𝑣
𝑓𝑝=
𝑝 · 𝑒 · 𝜎
𝑛 · 𝑚 · 𝑢 Ecuación Nº 38

º
77
UPB © 2013
En la Ecuación Nº 38, la variable 𝑒, que fue presentada anteriormente, representa al número
de envolventes y la variable 𝜎 representa a la ventaja mecánica entre el actuador y el
mecanismo de tracción (si no existe entonces 𝜎 = 1). Nótese que el denominador de la
Ecuación Nº 54 posee términos relacionados exclusivamente al actuador; mientras que el
numerador de la misma ecuación, posee términos netamente mecánicos.
Precisión: Este parámetro está relacionado con la resolución y restablecimiento que el
equipo de traslación puede ofrecer, la Ecuación Nº 39 a continuación ilustra el caso.
𝑟𝜃 ± ∆𝑟 = 𝑟 Ecuación Nº 39
El primer término de la anterior ecuación (𝑟𝜃), representa la resolución del conjunto
actuador y mecanismo de tracción, o sea, la distancia más pequeña controlada que la
máquina puede avanzar. El término ∆𝑟 representa el error máximo de restablecimiento de
la máquina, éste puede ser compuesto por la cadena de errores que se generan desde el
actuador hasta el mecanismo de tracción, pero por razones de simplicidad y practicidad,
se asume que este valor está netamente relacionado con la tolerancia dimensional del
mecanismo de tracción, o sea, la varilla roscada. Entonces, la variable 𝑟 es la distancia
real de avance. La Ecuación Nº 39 se complementa con las siguientes tres ecuaciones.
𝑟𝜃 = 𝜃 · 𝑎 Ecuación Nº 40
𝜃 = 𝜃𝑚 · 𝜎 Ecuación Nº 41
𝜃𝑚 =𝑜
𝑛 · 𝑚 Ecuación Nº 42
La resolución teórica (𝑟𝜃), en la Ecuación Nº 40, es igual al producto entre el avance angular
en la varilla roscada (𝜃) y el avance lineal de la misma. En la Ecuación Nº 41, el avance
angular de la varilla roscada es igual al avance angular del eje del motor Stepper (𝜃𝑚)
por la ventaja mecánica entre el mismo motor y la varilla roscada (𝜎). En la Ecuación Nº 42, el
avance angular del motor es igual al cociente entre el número de pasos de avance (𝑜) y
el producto entre el número de pasos por vuelta específicos del motor (𝑛) con el factor de
paso (𝑚). La placa controladora calcula el número de pasos de avance necesarios para
posicionar a la máquina, y a través de los drivers ejecuta la acción respectiva, en la
dirección respectiva; el avance angular más pequeño que la placa controladora puede
generar en el motor Stepper corresponde a un paso, o sea 𝑜 = 1. Combinando las
anteriores ecuaciones se tiene la siguiente nueva ecuación.
𝑜
𝑛 · 𝑚· 𝜎 · 𝑝 · 𝑒 ± ∆𝑟 = 𝑟 Ecuación Nº 43
º
78
UPB © 2013
Anteriormente se mencionó que la resolución de los motores Stepper puede llegar a ser
muy fina, pero esta capacidad, como todas, posee un límite funcional. Analizando a la
Ecuación Nº 39, puede notarse que no es funcional que 𝑟𝜃 posea un valor menor al de ∆𝑟,
pues en ese caso se estaría sobredimensionando innecesariamente a la resolución de la
máquina; contrariamente, 𝑟𝜃 no puede ser un valor grande, es más, debe ser un valor lo
más pequeño posible. La siguiente ecuación, representa el límite funcional de 𝑟𝜃. (𝑜 = 1)
𝑟𝜃 =𝜎 · 𝑝 · 𝑒
𝑛 · 𝑚≥ |±∆𝑟| Ecuación Nº 44
Puede notarse, según la ecuación anterior, que la precisión del equipo de traslación es
dependiente del mecanismo de tracción, de la ventaja mecánica entre el motor Stepper
y la varilla roscada, y de las características de paso del actuador. Además, se puede
concluir, que la precisión del equipo de traslación está limitado por el error acumulado de
restablecimiento de cada una de sus partes; que por razones de practicidad, dicha
limitación se traduce en solamente en el error de restablecimiento del mecanismo de
tracción. Según detalles de fabricantes de varillas roscadas trapezoidales, la tolerancia
dimensional de éstas oscila entre 0.005 y 0.03 [𝑚𝑚], de las cuales de se adopta el peor de
los casos como error de restablecimiento (±∆= 0.03).
Una vez conocidas las relaciones matemáticas de los parámetros referentes al equipo de
traslación (fuerza, velocidad y precisión), es necesario realizar una optimización conjunta
para poder definir específicamente al mecanismo de deslizamiento, reductor de
velocidad y especialmente al actuador. La optimización podría recurrir a modelos
matemáticos complejos, que evalúen diferentes escenarios usando las ecuaciones
planteadas anteriormente, con el fin de optimizar en lo posible a todas las variables
involucradas, pero en realidad, se prefiere hacer uso del criterio y razonamiento ingenieril,
pues se asegura un resultado real y factible. A continuación, se presenta una serie de
decisiones y criterios, que convergen en la optimización de todas las variables
manipuladas en las relaciones matemáticas referentes a la fuerza, velocidad y precisión
del equipo de traslación a diseñar:
Criterio Nº 1: Minimización del torque necesario del motor Stepper.
Como se expuso anteriormente, la velocidad de rotación de un motor Stepper, es
independiente del torque que debe generar. El torque del motor se determina por la
potencia de la bobinas del motor, mientras ésas son más potentes, el motor es más caro.

º
79
UPB © 2013
Entonces, para una velocidad de rotación dada, se intenta implementar los motores
Stepper de menor potencia en bobinas posible, para abaratar los costos. O sea, el torque
del motor Stepper debe ser el menor posible, dentro lo funcional; esto implica que para
que dicho motor pueda mover o hacer girar al mecanismo de tracción, deberá existir
entre estos dos una caja de amplificación de torque (o caja de reducción de velocidad).
La relación matemática que expresa la amplificación de torque usando una caja
reductora de velocidad se muestra a continuación.
𝑇𝑚 · 𝛿 = 𝑇𝑅 ⋯ 𝜎 =1
𝛿 Ecuación Nº 45
Donde 𝛿 es el valor inverso a la ventaja mecánica de la caja reductora de velocidad (𝜎),
y 𝑇𝑚 es el torque en el eje del motor Stepper. La minimización del torque del motor implica
la maximización de la ventaja mecánica (𝜎↓ o 𝛿↑); puede diseñarse una caja reductora de
velocidad de ventaja mecánica altísima, pero en la práctica ésta queda limitada por la
velocidad máxima de rotación del motor Stepper, independientemente de su torque.
Criterio Nº 2: Máxima frecuencia de paso en el motor Stepper.
El motor Stepper es más económico mientras su frecuencia máxima de paso es menor,
por lo que se intenta que ésta sea lo menor posible, pero de acuerdo con el criterio
planteado anteriormente, una minimización extrema de la frecuencia de paso del motor
Stepper implicaría que el motor deba poseer un mayor torque o potencia en sus bobinas;
este hecho permite resaltar que el criterio primero posee mayor importancia que éste
criterio, por lo que se prefiere limitar la minimización de la frecuencias de paso del motor,
para poder minimizar en todo lo posible su torque necesario.
La frecuencia de paso máxima del motor debe ser igual a la frecuencia de paso máxima
que la placa debe generar, para poder aprovechar al máximo las características de ésta.
Solamente que se plantea un factor de seguridad igual a 2, que permite definir que la
velocidad nominal del motor Stepper será correspondiente a la mitad de la frecuencia
máxima de la placa. O sea, la frecuencia máxima del motor Stepper deberá ser 100
[𝐾𝐻𝑧], pero su funcionamiento nominal, será de tan solo 50 [𝐾𝐻𝑧].
La deducción de éste criterio permite crear un margen de tolerancia lo suficientemente
grande como para que la máquina pueda poseer capacidades de torque y velocidad
un poco sobredimensionadas, a las necesidades exigidas en el proceso de corte, pero
dentro lo funcional y dentro de lo seguro.

º
80
UPB © 2013
Criterio Nº 3: Maximización del torque de los motores Stepper según el control.
Anteriormente se mencionó que el factor de paso en el driver de un motor Stepper podía
permitir que los pasos sean generados en modo completo, medio paso y micro paso. La
variación de la generación de pasos, según éstos tres tipos de control, permiten que el
torque generado varíe; por ejemplo, la generación de pasos completos implican un
bajísimo torque en el eje del motor Stepper. La técnica de control de paso que permite
que el motor posea el mayor torque es la técnica del medio paso, luego viene la de los
micro pasos (depende del valor de 𝑚) y por último la técnica de paso completo.
De una manera semejante, pero en proporción inversa, ocurre con la velocidad según el
tipo de control de paso, mientras el valor de 𝑚 es mayor, la velocidad angular del motor
Stepper es menor. Por esta razón, se prefiere seleccionar una técnica de control de paso
que maximice la velocidad angular y el torque del motor, en especial éste último; por lo
que se define que el valor de 𝑚 sea igual a 2, o sea, un motor Stepper a medio paso. Los
fabricantes proveen un valor para el torque, éste corresponde al torque de avance (en
inglés: “holding torque”), la técnica de paso medio permite que éste valor se duplique,
reduciendo a la mitad la velocidad de operación, pero no se tomará en cuanta la
duplicación del torque nominal, pues esta también decrece a mayor velocidad nominal.
Criterio Nº 4: Velocidad de avance promedio a plena carga
La velocidad de avance a plena carga se define como un rango, que está limitado por
los valores de 2 000 y 3 000 [𝑚𝑚/𝑚𝑖𝑛]. Como se definieron factores de seguridad para el
caso de la fuerza de empuje y el caso de la velocidad de avance a plena carga, se
define una velocidad de avance representativa de dicho rango. Con el fin de simplificar
los cálculos se asume que la velocidad a plena carga equivale a 2 500 [𝑚𝑚/𝑚𝑖𝑛].
Criterio Nº 5: Dependencia entre la varilla roscada y el actuador
Tomando en cuenta los criterios anteriores, la Ecuación Nº 38 y la Ecuación Nº 45, se puede
deducir que el mecanismo de tracción es totalmente dependiente de las características
del motor Stepper y viceversa; como se puede ver a continuación en la Ecuación Nº 46.
1
600=
𝑝 · 𝑒 · 𝜎↓
𝑛 ⋯ 𝜎↓ =
𝑇𝑚
𝑇𝑅
⟹ 𝑇𝑚
𝑛=
𝑇𝑅
600 · 𝑒 · 𝑝 Ecuación Nº 46
Donde se asume que: 𝑣 = 2500 [𝑚𝑚/𝑚𝑖𝑛], 𝑓𝑝 = 50 [𝐾𝐻𝑧], 𝑚 = 2 y que el torque provisto por
el fabricante se mantiene intacto aunque sea controlado a medios pasos.

º
81
UPB © 2013
En la Ecuación Nº 46 se puede notar que el primer término (𝑇𝑚/𝑛) representa a dos de las
características más importantes de los motores Stepper, y el segundo término representa a
tres de las características de las varillas roscadas trapezoidales. De la misma ecuación se
deducen tres sub-criterios importantes:
o El número de pasos por vuelta de motor Stepper debe ser el menor posible.
o El número de envolventes de la varilla roscada debe ser el mayor posible.
o El paso de la rosca debe ser el mayor posible.
El número de pasos por vuelta del motor Stepper queda simplemente limitado por el
mercado y los proveedores, pues existen motores de hasta 4 [𝑝𝑎𝑠𝑜/𝑟𝑒𝑣]; no siempre éstos
son lo necesariamente accesibles o lo necesariamente económicos, pero de todas
maneras este criterio se deja para después, cuando se deba elegir un motor en
específico. Por otro lado, el número de envolventes y el paso de la rosca quedan limitados
por la Ecuación Nº 35, pues cuando éstos aumentan su valor, el torque necesario a la
entrada del mecanismo de tracción también aumenta (𝑇𝑅(𝑝, 𝑒)); a continuación se
genera la Tabla Nº 17 se ilustra el caso, y al mismo tiempo provee una solución.
Tabla Nº 17: Maximización del paso de rosca y número de envolventes
∅ [𝒎𝒎]
𝒑 [𝒎𝒎]
∆𝒑
[%]
∆𝑻𝑹(𝒑) [%]
∆𝑻𝑹(𝒆) [%]
∆𝒑
∆𝑻𝑹(𝒑)
∆𝒆
∆𝑻𝑹(𝒆)
𝕂
𝒆 = 𝟏 𝒆 = 𝟐 𝒆 = 𝟒 𝒆 = 𝟖 ∆𝒆 𝟎 %
∆𝒆 𝟏𝟎𝟎 %
∆𝒆 𝟑𝟎𝟎 %
∆𝒆 𝟕𝟎𝟎 %
10 2 0,0 - 30,59 93,68 228,07 1 3,3 3,2 3,1 3,18
11 2 0,0 - 28,5 87,11 211,19 1 3,5 3,4 3,3 3,42
11 3 50,0 14,0 38,03 117,37 290,62 3,6 2,6 2,6 2,4 9,04
12 2 0,0 - 26,68 81,41 196,71 1 3,7 3,7 3,6 3,66
12 3 50,0 13,1 35,83 110,32 271,71 3,8 2,8 2,7 2,6 10,28
14 2 0,0 - 23,66 72,01 173,1 1 4,2 4,2 4,0 4,15
14 3 50,0 11,6 32,14 98,56 240,74 4,3 3,1 3,0 2,9 12,98
16 2 0,0 - 21,26 64,58 154,63 1 4,7 4,6 4,5 4,63
16 3 50,0 10,5 29,14 89,12 216,34 4,8 3,4 3,4 3,2 15,99
16 4 100,0 21,0 35,82 110,29 271,61 4,8 2,8 2,7 2,6 12,86
18 2 0,0 - 19,3 58,54 139,76 1 5,2 5,1 5,0 5,11
18 3 50,0 9,5 26,66 81,35 196,56 5,3 3,8 3,7 3,6 19,31

º
82
UPB © 2013
∅ [𝒎𝒎]
𝒑 [𝒎𝒎]
∆𝒑
[%]
∆𝑻𝑹(𝒑) [%]
∆𝑻𝑹(𝒆) [%]
∆𝒑
∆𝑻𝑹(𝒑)
∆𝒆
∆𝑻𝑹(𝒆)
𝕂
𝒆 = 𝟏 𝒆 = 𝟐 𝒆 = 𝟒 𝒆 = 𝟖 ∆𝒆 𝟎 %
∆𝒆 𝟏𝟎𝟎 %
∆𝒆 𝟑𝟎𝟎 %
∆𝒆 𝟕𝟎𝟎 %
18 4 100,0 19,0 32,98 101,23 247,68 5,3 3,0 3,0 2,8 15,46
20 2 0,0 - 17,67 53,55 127,53 1 5,7 5,6 5,5 5,58
20 3 50,0 8,7 24,57 74,84 180,17 5,7 4,1 4,0 3,9 22,93
20 4 100,0 17,4 30,56 93,57 227,79 5,7 3,3 3,2 3,1 18,27
22 3 0,0 - 22,78 69,31 166,35 1 4,4 4,3 4,2 4,31
22 5 66,7 15,0 33,49 102,86 251,97 4,5 3,0 2,9 2,8 12,89
22 8 166,7 37,8 45,67 142,37 360,44 4,4 2,2 2,1 1,9 9,18
24 3 0,0 - 21,24 64,54 154,53 1 4,7 4,6 4,5 4,63
24 5 66,7 14,0 31,46 96,43 235,18 4,8 3,2 3,1 3,0 14,74
24 8 166,7 35,2 43,26 134,39 337,67 4,7 2,3 2,2 2,1 10,44
26 3 0,0 - 19,9 60,39 144,3 1 5,0 5,0 4,9 4,95
26 5 66,7 13,1 29,67 90,78 220,6 5,1 3,4 3,3 3,2 16,72
26 8 166,7 33,0 41,1 127,32 317,87 5,1 2,4 2,4 2,2 11,78
28 3 0,0 - 18,71 56,75 135,36 1 5,3 5,3 5,2 5,27
28 5 66,7 12,3 28,07 85,77 207,78 5,4 3,6 3,5 3,4 18,83
28 8 166,7 31,0 39,15 120,98 300,45 5,4 2,6 2,5 2,3 13,20
30 3 0,0 - 17,66 53,52 127,46 1 5,7 5,6 5,5 5,59
30 6 100,0 17,4 30,55 93,54 227,72 5,7 3,3 3,2 3,1 18,30
30 10 233,3 41,1 43,24 134,35 337,53 5,7 2,3 2,2 2,1 12,53
En la tabla anterior se muestran dos resultados importantes, dependientes de los siguientes
valores tabulados: el primero es la variación del torque necesario (∆𝑻𝑹(𝒑)) cuando varía el
paso (∆𝒑), y el segundo es la variación del torque necesario (∆𝑻𝑹(𝒆)) cuando varía el
número de envolventes (∆𝒆). Los valores del torque son calculados con la Ecuación Nº 35.
El primer resultado expone el cociente de la variación cuando el paso o las envolventes
cambian, que expresa cuántas veces más grande es la variación del paso o las
envolventes sobre la variación del torque necesario; con este resultado importantísimo, se
puede deducir que con el uso de 2, 4 u 8 envolventes, para una misma varilla roscada
trapezoidal, independientemente del paso de la rosca, se produce el mismo efecto.
º
83
UPB © 2013
Por otro lado, el segundo y más importante resultado de la Tabla Nº 17 es el valor 𝕂, que
se calcula con la siguiente expresión, usando los valores tabulados en la misma tabla.
𝕂 = 𝑝𝑟𝑜𝑚 (∆𝒆
∆𝑻𝑹(𝒆)) · (
∆𝒑
∆𝑻𝑹(𝒑)) Ecuación Nº 47
Este valor expresa cuán grande es la proporción entre la variación del número de
envolventes y el paso de la rosca frente a la variación del torque necesario a causa de la
variación de estas mismas variables; el resultado combina la variación de 𝑝 y de 𝑒, lo que
indica que la mejor varilla roscada trapezoidal aplicable como mecanismo de tracción es
aquella que posea el valor de 𝕂 más elevado. De acuerdo con la Ecuación Nº 46, se puede
deducir que cuando el valor de 𝕂 es mayor, para cierta combinación de 𝑝, 𝑒 y ∅
(diámetro nominal de la varilla roscada), se minimiza en lo posible al torque necesario a la
entrada del mecanismo de tracción, o sea, se maximiza a la ventaja mecánica de
acople y se permite que el motor Stepper sea lo menos potente posible (más barato).
Entonces, el criterio Nº 5 concluye que es mejor usar una varilla roscada de dos
envolventes, pues usar varillas de más envolventes solamente incrementaría el precio con
ningún beneficio; además se concluye que con un paso de rosca igual a 3 [𝑚𝑚/𝑟𝑒𝑣], una
varilla de 20 [𝑚𝑚] de diámetro nominal y dos envolventes en la rosca, se obtiene el mejor
desempeño posible, pues 𝕂 obtiene el mayor valor con esta configuración (𝕂 = 22.93).
Substituyendo los valores respectivos en la Ecuación Nº 46, se obtiene la siguiente expresión.
𝑇𝑚
𝑛=
218.2 [𝑁𝑚]
600 [𝑝𝑎𝑠𝑜
𝑚𝑚] · 3 [
𝑚𝑚
𝑟𝑒𝑣] · 2
⋯ 𝑇𝑚
𝑛≅ 0.06 [
𝑁𝑚𝑝𝑎𝑠𝑜
𝑟𝑒𝑣
] Ecuación Nº 48
Donde el valor de 𝑇𝑅 se calcula con la Ecuación Nº 35, para una varilla roscada trapezoidal
de 20 [𝑚𝑚] de diámetro nominal, con dos envolventes y un paso de 3 [𝑚𝑚/𝑟𝑒𝑣].
Criterio Nº 6: Selección del motor Stepper en el peor de los casos.
Una vez conocida la Ecuación Nº 48, es muy fácil escoger al motor Stepper adecuado, pues
solamente es necesario conocer el número de pasos por revolución (𝑛) y el torque de
avance (𝑇𝑚); las demás características técnicas del motor como la corriente por fase, el
peso o inercia del rotor y demás, están todas sujetas a la relación expresada en dicha
ecuación. En realidad, cualquier motor que cumpla la condición de la Ecuación Nº 48 y
posea como mínimo una frecuencia de paso de 100 [𝐾𝐻𝑧] puede ser implementado.

º
84
UPB © 2013
El presente criterio se basa en las preferencias o inclinaciones del mercado, pues la única
condición para seleccionar al motor Stepper es que el valor de 𝑛 sea lo menor posible;
esto no es necesariamente aplicable. Existen motores Stepper de hasta 4 [𝑝𝑎𝑠𝑜/𝑟𝑒𝑣], pero
estos son normalmente de dificultosa accesibilidad, pues a menor valor de 𝑛 los motores
suelen ser menor demandados por el mercado. Por lo tanto, se plantea “el peor de los
casos”, que en realidad significa que se usarán motores Stepper con el valor de 𝑛 lo más
comercial posible, aunque la potencia nominal de ésta deba ser afectada.
Como casi una norma, lo fabricantes proveen motores Stepper de 1.8 [º] por paso, o sea,
de 200 [𝑝𝑎𝑠𝑜/𝑟𝑒𝑣]. Este parámetro es casi general, por no decir que lo es, en fabricantes
de motores Stepper de gama baja, media e inclusive de gama industrial. Por lo tanto, se
decide implementar un motor con 1.8 grados por paso planteando el peor de los casos; si
el usuario final puede encontrar motores con un valor de 𝑛 menor, podría reducir la
potencia de los motores (y de los drivers) según la relación 𝑇𝑚/𝑛.
Al mismo tiempo de fundamentar las afirmaciones de los párrafos anteriores, y de
seleccionar un motor Stepper en específico, se genera la Tabla Nº 18 a continuación (15).
Tabla Nº 18: Características técnicas generales de motores Stepper según la norma NEMA
NEMA 𝒏 [𝒑𝒂𝒔𝒐
𝒓𝒆𝒗]
𝑰𝒇𝒂𝒔𝒆
[𝑨]
𝑽𝒇𝒂𝒔𝒆
[𝑽] 𝑻𝒎
[𝑵𝒎] Precio
[𝑼𝑺𝑫]
8 200 0.2 – 0.6 3.9 – 12 0.01 – 0.03 15.95 – 17.95
11 200 0.67 3.8 – 4.6 0.06 – 0.12 15.95 – 17.95
14 200 – 400 0.4 – 1.5 3.5 – 12 0.05 – 0.40 10.95 – 17.95
16 200 – 400 0.3 – 0.6 3.6 – 12 0.08 – 0.25 10.95 – 12.95
17 200 – 400 0.4 – 1.68 2.1 – 12 0.12 – 0.65 10.95 – 15.95
23 200 – 400 0.38 – 2.8 2 – 12.1 0.60 – 1.26 15.50 – 28.50
24 200 2 – 4 2.8 – 14 1.20 – 4.60 28.50 – 60.50
34 200 5 – 5.5 3.8 – 5 4.50 – 13.00 46.50 – 82.50
42 200 8 5.36 30.00 169.50
Como puede notarse en la tabla presentada arriba, independientemente de la categoría
NEMA del motor, el número de pasos por revolución es de 200 [𝑝𝑎𝑠𝑜/𝑟𝑒𝑣]. Para este valor,
según la Ecuación Nº 48, se necesitaría un motor con por lo menos 12 [𝑁𝑚] de torque de
avance (𝑇𝑚); en la Tabla Nº 18, solamente las dos últimas categorías pueden cumplir este
requisito. Cabe resaltar que la Tabla Nº 18 contiene motores Stepper de categoría no
industrial, o sea de categoría media y baja. Las especificaciones finales del motor Stepper
aplicable, y de todo el equipo de traslación, se adjuntan en el Anexo-J.

º
85
UPB © 2013
Criterio Nº 7: Compensación de holguras (“Backlash compensation”)
Todas las variables ya fueron definidas como para poder calcular el límite funcional de la
resolución del mecanismo en su conjunto, para esto se usa la Ecuación Nº 44 presentada
anteriormente.
𝑟𝜃 =1 [𝑝𝑎𝑠𝑜] ·
12 [𝑁𝑚]
218.2 [𝑁𝑚]· 3 [
𝑚𝑚
𝑟𝑒𝑣] · 2
200 [𝑝𝑎𝑠𝑜
𝑟𝑒𝑣] · 2
≥ |±0.03 [𝑚𝑚]| ⋯ 0.00082 ≱ 0.03 Ecuación Nº 49
Nótese que no se cumple la condición previamente determinada para limitar dentro lo
funcional a la resolución de la máquina; esto se debe al criterio Nº 6, donde se define el
peor de los casos, pues para un número de pasos por vuelta menor la resolución se
acercaría a lo funcional. Pero en realidad, este problema representa una ventaja si es que
el software gobernador de la placa controladora lo permite, pues cuando la resolución
de la máquina es menor al valor conocido de holgura en el equipo de traslación, se suele
usar ésta para la compensación numérica del error. Según la Ecuación Nº 49, la tolerancia
dimensional de la varilla roscada es aproximadamente 36 veces mayor a la resolución de
la máquina; entonces, con el debido procedimiento, se puede programar al software
controlador de la máquina (etapa CAM) para que tome en cuenta esta proporción y
compense el error numéricamente. En la práctica, la mayoría de las máquinas router
CNC usan éste método o técnica de compensación de holguras; debe medirse o
determinarse el verdadero valor de ±∆𝑟 para una correcta compensación.
Criterio Nº 8: Valor real de la ventaja mecánica
Según las ecuaciones anteriores, la ventaja mecánica se puede calcular con el valor
inverso al cociente entre el torque necesario en la entrada del mecanismo de tracción
(𝑇𝑅) y el torque en el eje del motor (𝑇𝑚); para este caso, no se usa el torque específico del
motor Stepper seleccionado, pues el torque calculado suele ser un poco menor (pequeño
margen de seguridad a criterio). Como 𝜎 es un valor normalmente meno a la unidad con
varios decimales, se prefiere expresar su valor inverso (𝛿), pues la representación resulta
más exacta, el valor de 𝛿 es aproximadamente 18.183. El valor de 𝛿 normalmente es un
valor redondo, o sea sin decimales, pues de ésta manera es más fácil el cálculo de los
engranajes o cualesquiera que sean los elementos de reducción mecánica. Para fines
prácticos, se implementa una ventaja mecánica de 1/20; nótese que si se usa el valor del
torque específico del motor Stepper con dicha ventaja mecánica, se obtiene un torque
de 260 [𝑁𝑚], valor que es ligeramente mayor al necesario a un poco más de 50 [𝐾𝐻𝑧].

º
86
UPB © 2013
8.1.8 Sexto paso – Segunda etapa – Driver
Una vez especificado en motor Stepper, la selección de un driver óptimo es muy sencilla,
pues en la mayoría de los casos el fabricante de motores Stepper es el mismo fabricante
de drivers para dichos motores. En capítulos anteriores se plantea la posibilidad de diseñar
y construir unos drivers propios, pero en la práctica esta posibilidad no es nada factible,
especialmente si los driver deben ser potencias elevadas como para el motor Stepper
seleccionado en la anterior sección; solamente la compra de los componentes necesarios
para ensamblar el respectivo circuito costaría más que la compra de un driver de fábrica.
Además, debe tomarse en cuenta que los drivers comerciales posee muchísimas ventajas
técnicas casi imposibles de superar, como por ejemplo la ventaja de antiresonancia o la
de aceleración suavizada programable. Lo más eficiente es adquirir los drivers
recomendados por el mismo fabricante; para esto, a continuación se presenta la Tabla Nº
19 que compara las características de la familia de drivers recomendada para motores
Stepper de gama media y baja (15).
Tabla Nº 19: Características técnicas generales de drivers de motores Stepper
NOMBRE TENSIÓN
[𝑽𝑫𝑪] CORRIENTE
[𝑨𝑫𝑪] TIPO DE
CONTROL
𝒇𝒑𝑴𝑨𝑿
[𝑲𝑯𝒛]
𝒏
(recomendado) PRECIO [𝑼𝑺𝑫]
DM422C 20 – 40 0.3 – 2.2 Step/Dir 75 200 34.95
DM432C 18 – 40 0.3 – 3.2 Step/Dir 200 200 49.45
DM542 5 – 50 1.0 – 4.2 Step/Dir 200 200 61.95
DM556 5 – 50 0.5 – 5.6 Step/Dir 200 200 74.95
DM2282 220 [𝑉𝐴𝐶] 0.1 – 8.2 Step/Dir 200 200 194.95
Nótese que el driver idóneo para el motor Stepper seleccionado corresponde al driver
DM556 de la tabla presentada arriba; éste está diseñado para motores de 200 [𝑝𝑎𝑠𝑜/𝑟𝑒𝑣] y
para una frecuencia de paso máxima igual al doble de lo que se necesita, el tipo de
control corresponde al control compatible con la placa controladora seleccionada. Las
especificaciones técnicas se muestran también en el Anexo-J.
8.2 Diseño en detalle – Síntesis
El capítulo octavo se destina específicamente para el dimensionamiento del equipo de
traslación de la máquina router CNC; también contiene el dimensionamiento de algunos
otros componentes u órganos generales de la máquina, cuyo desarrollo es necesario para
el desarrollo del equipo de traslación. A continuación se presenta la síntesis de diseño:

º
87
UPB © 2013
8.2.1 Según los parámetros
En el capítulo segundo, se exponen siete parámetros principales que describen a una
máquina router CNC; a lo largo del desarrollo del diseño en detalle, algunos de estos
parámetros fueron definiéndose uno a uno, especialmente aquellos que son propios del
equipo de traslación. A continuación se presenta el resultado obtenido para cada uno:
a) Velocidad de avance sin carga
En realidad, la velocidad de avance sin carga solamente es útil para fines comparativos, y
no así para el dimensionamiento del equipo de traslación. No se plantea ningún valor de
diseño para la velocidad de avance sin carga, pues no es funcional; el parámetro
objetivo es la velocidad de avance a plena carga que se define entre 2 000 y 3 000
[𝑚𝑚/𝑚𝑖𝑛]. La velocidad de avance sin carga se calcula en el capítulo noveno para la
validación comparativa del equipo de traslación.
b) Precisión
En la Ecuación Nº 49, en la segunda expresión, se presentan dos valores numéricos
importantes: el primero es la resolución teórica del equipo de traslación en su conjunto, y
el segundo término es el error máximo conocido. El valor real de la resolución teórica del
equipo de traslación, en la práctica, no es muy diferente al valor teórico; mientras que se
tiene certeza que el error máximo real será mucho más grande que el valor que se estima
en dicha ecuación, pues éste solamente depende del mecanismo de tracción y no toma
en cuenta al error del mecanismo de reducción y muchos otros factores mecánicos.
De todas maneras, la estimación del valor total real del error es complicada, y por eso se
sugiere medirlo cuando la máquina esté físicamente implementada, para luego corregirlo
usando la técnica de compensación de holguras (“Backlash compensation”). La
resolución real del motor Stepper es tan fina que puede compensar cualquier valor total
real de error; específicamente, se calcula una resolución un poco mejor que 0.001 [𝑚𝑚].
c) Volumen de la máquina
El volumen total de la máquina es un parámetro que no se inmiscuye en el desarrollo del
dimensionamiento del equipo de traslación, y por esta razón es que no se lo llega a definir
específicamente. En el capítulo noveno se calcula un valor estimado del volumen total de
la máquina para poder realizar la validación comparada de la máquina.
º
88
UPB © 2013
d) Volumen de trabajo
A diferencia del volumen total que ocupa la máquina, el volumen de trabajo está muy
relacionado con el dimensionamiento del equipo de traslación, y por eso este parámetro
queda completamente definido. El volumen de trabajo refiere a 100 [𝑚𝑚] para la altura
de trabajo o altura de pórtico, 1 840 [𝑚𝑚] para la anchura de la mesa de trabajo y 2 500
[𝑚𝑚] para la largura de la mesa de trabajo; haciendo un total de 0.46 [𝑚3].
e) Capacidad de carga
La capacidad de carga de la mesa de trabajo no está directamente relacionada con el
equipo de traslación, pero ésta se calcula indirectamente para poder definir a la mesa de
trabajo que si es necesaria para desarrollar correctamente el dimensionamiento de dicho
órgano. Se especifica la capacidad de carga con el siguiente rango: 55.4 y 76.0 [𝐾𝑔/𝑚2].
f) Peso
Al igual que en el volumen total de la máquina, el parámetro que corresponde al peso
total de ésta no llega a definirse, pues no influye en el dimensionamiento del equipo de
traslación; pero también se calcula un valor estimado para la evaluación comparada.
g) Precio
El precio puede ser determinado sólo para los componentes definidos completamente, y
puede ser estimado para los componentes cuya definición no está concluida. Solamente
el equipo de traslación representa un costo total de 2 485.5 [𝑈𝑆𝐷], esto es tomando en
cuenta al mecanismo de deslizamiento, el mecanismo de tracción, el mecanismo de
reducción y los motores Stepper. En la evaluación comparada del capítulo noveno, se
determina un precio aproximado total de la máquina.
8.2.2 Según los órganos generales
En el capítulo segundo, al igual que en el caso de los parámetros de la máquina, se
definen cinco órganos fundamentales (y uno complementario) que determinan la función
o aplicación específica de la máquina; éstos son dependientes recíprocamente y no
pueden ser cuantificados como los parámetros expuestos anteriormente. El desarrollo del
capítulo octavo se enfoca solamente al órgano funcional más importante, que es el
equipo de traslación, pero también desarrolla parte de los otros órganos generales.

º
89
UPB © 2013
En la Figura Nº 1 se muestran los órganos generales de una máquina tipo router CNC;
ahora en la Figura Nº 24, se muestran los órganos generales de la máquina resultado.
Figura Nº 24: Órganos generales de la máquina resultado
En la figura anterior se presenta a una representación conceptual de la máquina router
CNC como resultado de los dimensionamientos del diseño en detalle. En realidad, sólo el
equipo de traslación se encuentra completamente dimensionado, el resto de los órganos
generales de la máquina se definen parcialmente y algunos componentes o piezas
complementarias simplemente no se definen.
En la Figura Nº 24 se representa al equipo de traslación con las piezas de color rojo, al
pórtico con las piezas de color verde, a la mesa de trabajo con la pieza de color amarillo
y al cabezal con las piezas de color azul. El equipo de control y el órgano complementario
referente al software no se los representa en dicha figura. A continuación se detalla al
dimensionamiento de cada componente, teniendo en cuanta que el objetivo del PFG es
solamente el dimensionar al equipo de traslación:
a) Cabezal
La definición del motor de conformado es crucial para el dimensionamiento del equipo
de traslación, a continuación, éste se muestra a detalle en la Figura Nº 25.

º
90
UPB © 2013
Figura Nº 25: Cabezal, motor de conformado MAKITA 3907 (Azul)
El cabezal es el órgano general más dependiente de la aplicación específica de la
máquina router CNC; además, también es órgano que de alguna forma genera y al
mismo tiempo es directamente afectado por las fuerzas de maquinado en el proceso de
corte. Según el capítulo segundo, el parámetro relacionado con este órgano es la
potencia de conformado, la cual queda especificada directamente por el motor de
conformado seleccionado como cabezal; para este caso, según el desarrollo del diseño
en detalle, se determina aplicar un motor de 530 [𝑊] a 30 000 [𝑟𝑝𝑚] suficientes para
satisfacer las condiciones de corte más extremas según la aplicación específica.
b) Mesa
Básicamente este órgano consiste en una mesa de trabajo y una estructura de soporte,
así como se muestra en la Figura Nº 26.
Figura Nº 26: Mesa de trabajo (amarillo) y estructura de soporte (negro)

º
91
UPB © 2013
Como no es objetivo del presente PFG, no se desarrollan los detalles de la mesa de
trabajo ni de la estructura de soporte, o sea, la Figura Nº 26 es solamente referencial. Los
únicos parámetros conocidos (definidos) relacionados a la mesa son: el área de trabajo y
la carga máxima de la mesa.
Se llega a definir que el tipo de mesa mejor aplicable es la mesa plana con sujeción con
ranuras de tipo inserto, pero el resto de las características de dicho órgano, como ser el
tipo de mártir, el tipo del perfil de las ranuras, el material de la mesa y muchos otros,
simplemente no se definen por ser ajenos al objetivo del presente documento.
c) Pórtico
A continuación, en la Figura Nº 27 se muestra el pórtico de la máquina resultado.
Figura Nº 27: Pórtico de la máquina resultado (verde)
La definición del pórtico de la máquina resultado se divide en dos características muy
importantes: el tipo de pórtico y el tipo de redundancia de pórtico. De acuerdo con el
desarrollo del dimensionamiento del equipo de traslación, se define que la mejor
configuración de pórtico (tipo de pórtico) es la 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥; también se define que la
redundancia más efectiva para dicha configuración es usando dos carriles en el eslabón
de primer orden, y uno en los eslabones de segundo y tercer orden, como se muestra en
la Figura Nº 12 y Figura Nº 27. El dimensionamiento del pórtico no es objetivo del presente
PFG, y por eso no se detallan las características mecánicas de las piezas de color verde
de la Figura Nº 27, que son meramente referenciales.

º
92
UPB © 2013
d) Equipo de traslación
El equipo de traslación, que es el órgano a dimensionar, se divide en tres elementos
principales y uno complementario, así como se muestra en la Figura Nº 28.
Figura Nº 28: Equipo de traslación
Los primeros elementos constitutivos del equipo de traslación son los actuadores, que se
presentan de color rojo en la figura anterior. Acoplados a éstos, se conectan los
elementos complementarios, que son los reductores mecánicos representados de color
azul en la misma figura. Luego se muestran de color amarillo a los componentes del
mecanismo de tracción para cada eslabón y de color verde a los componentes del
mecanismo de deslizamiento también para cada eslabón.
Las especificaciones y características dimensionadas del equipo de traslación en su
conjunto se encuentran resumidas en la primera sección del capítulo noveno; mientras
que las especificaciones por componente se presentan detalladamente en el Anexo-J.
e) Equipo de control
El dimensionamiento del equipo de traslación implica el dimensionamiento y definición del
equipo control, pues ambos son equipos estrechamente dependientes. En la primera
sección del presente capítulo, se llega a definir todos los componentes del equipo de
control. Se definen a los drivers de los motores Stepper, y la placa controladora que
gobierna a los drivers. Las especificaciones se detallan en el Anexo-J y el capítulo noveno.

º
93
UPB © 2013
f) Software
Este órgano complementario, que implica el software de la placa controladora y el
software instalado de la PC, también se define en el desarrollo del dimensionamiento del
equipo de traslación. Sus especificaciones se detallan en el capítulo noveno.
g) Componentes complementarios
Existen muchos componentes complementarios que ni si quiera son mencionados en el
desarrollo del dimensionamiento del equipo de traslación; a continuación, en la Figura Nº
29 se expone a la mayoría de éstos.
Figura Nº 29: Componentes complementarios
Elementos de sujeción, piezas de unión, elementos de rodadura, acoples y muchos otros,
son los componentes no definidos en el capítulo octavo. Esta carencia se justifica pues el
objetivo del presente documento, solamente enfoca el dimensionamiento del equipo de
traslación y el de los componentes de los órganos estrictamente necesarios para dicho
dimensionamiento. Se excluye el desarrollo de todos los componentes complementarios
indefectiblemente, pues hacerlo implicaría definir también todos los detalles inconclusos
en los otros órganos generales.
Todos los componentes complementarios y los detalles inconclusos de los órganos
generales complementarios al equipo de traslación, son netamente dependientes de las
necesidades específicas del usuario final; o sea, la definición de todos estos elementos
inconclusos varía respecto al usuario y por eso es que no se concluyen en su desarrollo.
º
94
UPB © 2013
9. CONCLUSIONES
9.1 Conclusiones
Las conclusiones del presente PFG, que son el resultado de todo el trabajo planteado y
elaborado, son expuestas de una manera ordenada y cronológica, basándose en los
Objetivos Específicos planteados al principio del documento:
9.1.1 Definir las necesidades, especificaciones y aplicación específica de
la máquina router CNC
Para poder definir correctamente las necesidades de la máquina router CNC, es
pertinente conocer el problema y su comportamiento; para esto, se recurre al ente
demandante, quien según la filosofía de diseño, es el ente que demanda una solución a
un problema específico y lo plantea de formas no necesariamente formales. Los
elementos constitutivos del ente demandante, expresados en formato de necesidades
específicas, pueden resumirse a continuación:
Según Empresa 1: Se necesita máquinas fresadoras CNC económicamente accesibles
para las medianas y pequeñas empresas del medio boliviano, que satisfagan las
aplicaciones específicas éstas, sin comprometer la calidad de los resultados.
Según Empresa 2: Independientemente del tipo o aplicación específica, se necesita
desarrollar un método para la conversión de maquinaria manual a maquinaria CNC.
Según oportunidad comercial 1: Se necesita maquinaria CNC competitiva frente a la
maquinaria CNC importada.
Según oportunidad comercial 2: Se necesita desarrollar un compendio de información,
técnica y complementaria, como herramienta para establecer competencia a empresas
que realizan la conversión de máquinas fresadoras manuales a máquinas CNC.
Según oportunidad comercial 3: Se necesita máquinas fresadoras CNC cuyas
aplicaciones específicas sean capaces de cubrir una mayor cantidad de aplicaciones.
A partir de estos cinco elementos del ente demandante, que poseen carácter recíproco,
se generan los elementos de información, quienes permiten cuantificar el problema:
º
95
UPB © 2013
Anexo-B: Máquinas fresadoras tipo router CNC disponibles en el mercado.
Anexo-C: Aplicaciones posibles usando máquinas fresadoras tipo router CNC.
A través de los elementos de información basados en las necesidades que el ente
demandante plantea, se realizan dos tipos de análisis: El Análisis comparativo, que consta
de dos modelos comparativos; y el Análisis matricial, que consta de dos etapas. Mediante
ambos análisis, que se basan en la información del Anexo-B y Anexo-C, se puede
cuantificar el problema; mediante esta cuantificación, se puede realizar comparaciones
entre diferentes soluciones ya existentes de problemas semejantes y se puede también
modelar conceptualmente las especificaciones de la máquina router CNC a diseñar. El
resultado de este procedimiento permite conocer una jerarquización de soluciones a
problemas semejantes, que modelan conceptualmente las especificaciones; entre esta
jerarquización, se concluye que la máquina Xinxin CNC Router2030 (Nº 6 del Anexo-B) es
una máquina que satisface en parte las necesidades del ente demandante, cuyas
especificaciones deberán ser modificadas para satisfacer de una manera más idónea a
dichas necesidades. Además, este procedimiento, permite conocer parcialmente la
aplicación específica de la máquina router CNC: “Maquinado en materiales no ferrosos”.
Hasta este punto, las necesidades, especificaciones y aplicación específica de la
máquina router CNC están definidas, al menos en lo que respecta a la parte teórica.
9.1.2 Estudiar y depurar alternativas para el dimensionamiento integrado
del equipo de traslación, como solución a las especificaciones planteadas
Se justifica el estudio y depuración de alternativas para el diseño de una máquina router
CNC, pues las especificaciones y aplicación específica definidas en el anterior objetivo
específico, pueden satisfacer de una mejor manera a las necesidades del ente
demandante; en realidad, el objetivo del PFG es ese, estudiar una solución óptima.
El estudio y depuración de alternativas, consiste en dos partes: la primera, el diseño
conceptual, donde se detallan más profundamente las especificaciones y aplicación
específica de la máquina a diseñar, basándose en el Anexo-C y Anexo-D; y la segunda,
que es la selección de alternativas, donde se delimitan las mejores soluciones basándose
en los anexos E, F, G y H como plataformas de información. El estudio de depuración de
alternativas es parcial, y no total, pues se concluye que existen características específicas
de la máquina que dependen exclusivamente de la dinámica del proceso de corte.
º
96
UPB © 2013
Las características inherentes a máquina router CNC que dependen directamente de la
dinámica del proceso de corte, específicamente de la fuerza de maquinado (que es el
vector �� ) son las siguientes:
La potencia del motor eléctrico que se usa como motor de conformado.
El tipo de pórtico y el tipo de redundancia de pórtico.
La potencia del actuador eléctrico rotacional del equipo de traslación.
Las características, que dependen indirectamente de la fuerza de maquinado son las
siguientes:
Tipo del motor eléctrico de conformado.
Mecanismo de tracción y mecanismo de deslizamiento del equipo de traslación
(además del mecanismo de reducción instalado entre ambos).
Potencia y lógica de los actuadores eléctricos del equipo de traslación (incluidos
los drivers de los actuadores y la placa de control).
El resto de las características de la máquina dependen exclusivamente de la aplicación
específica, de las especificaciones definidas en el primer objetivo específico, y
naturalmente de las necesidades del ente demandante.
Hasta este punto, se realiza un amplio estudio de las alternativas posibles, que pueden ser
aplicadas en el diseño de la máquina router CNC. Se realiza la depuración de estas
alternativas con un enfoque netamente técnico, práctico y realista. La depuración queda
truncada por desconocer la magnitud y comportamiento del vector �� .
9.1.3 Construir y emplear el prototipo de la máquina de medición
Para poder dar continuidad al dimensionamiento del equipo de traslación de la máquina
router CNC, y aún a la depuración de alternativas restante, se realizan las mediciones del
vector �� , pues sin ellas la convergencia del proceso de diseño es imposible. La medición
de dicho vector se realiza a través de la construcción e implementación (prototipo) de
una máquina especial de medición, cuyo diseño se detalla en el Anexo-I.
Independientemente del proceso de generación o diseño de la máquina de medición,
con ésta se pudo obtener los resultados técnicos ligados a la aplicación específica, o sea,
se pudo determinar y cuantificar las necesidades de la dinámica de corte o grabado. A
continuación se presenta una lista de los parámetros involucrados:

º
97
UPB © 2013
Potencia de corte: 500 [𝑊]
Velocidad angular de corte: 30 000 [𝑟𝑝𝑚]
Profundidad de corte: Hasta 8 [𝑚𝑚] (5/16 [𝑝𝑢𝑙𝑔])
Herramienta de corte: Perfil plano, dos filos, 6 [𝑚𝑚] de diámetro.
Materiales de corte:
o Madera MDF (con melamina) – 16 [𝑚𝑚]
o Madera trupán – 12 [𝑚𝑚]
o Nylon Original – 16 [𝑚𝑚]
o Nylon Chino – 12 [𝑚𝑚]
Potencia de traslación: 100 [𝑊]
Velocidad de traslación: 2 000 – 3 000 [𝑚𝑚/𝑚𝑖𝑛] a plena carga
La lista anterior de parámetros involucrados en el proceso de corte (que en este caso en
la simulación de corte), representa también a los resultados referenciales para el
dimensionamiento de no solamente el equipo de traslación, sino también de otros
órganos de la máquina. Estos resultados determinan las condiciones extremas de corte, o
sea, de alguna u otra forma, estos valores representan las exigencias máximas técnicas
posibles en el proceso de grabado (genéricamente conocido como corte). Según estos
resultados y el desarrollo del capítulo séptimo, se puede concluir que la máxima fuerza de
empuje necesaria en el proceso de corte es aproximadamente 86.6 [𝑁], asumiendo un
factor de seguridad igual dos.
9.1.4 Elaborar el dimensionamiento del equipo de traslación, en base a las
alternativas seleccionadas y a los resultados de la máquina de medición
Los resultados del dimensionamiento del equipo de traslación deben ir acompañados
obligatoriamente de los resultados del dimensionamiento del resto de los órganos
funcionales, los unos dependen de los otros; por lo tanto, se define presentar todos los
resultados de acuerdo al orden específico de diseño desarrollado a los largo del PFG:
9.1.4.1 Cabezal
Una máquina de corte o grabado, necesita de un motor de conformado como cabezal,
que según el capítulo sexto, la mejor alternativa es implementar un motor eléctrico. De
entre éstos, se plantea la posibilidad de usar motores universales (AC-DC), sin escobillas
(AC) y de conexión en paralelo (DC); se selecciona la implementación de los primeros.

º
98
UPB © 2013
En el capítulo séptimo se implementan dos motores universales para simular el proceso de
corte. El primer motor, correspondiente a una gama baja, un motor DREMEL 300 con
solamente 125 [𝑊] de potencia, no pudo satisfacer eficientemente a las necesidades de
corte; mientras que el segundo motor, correspondiente a una gama media, un motor
MAKITA 3709 con 530 [𝑊] de potencia pudo satisfacer ajustadamente a las condiciones
extremas involucradas en el corte.
Por ésta razón es que se concluye que para las condiciones de corte dadas, que se irán
detallando progresivamente, una potencia de corte de aproximadamente 500 [𝑊] a 30
000 [𝑟𝑝𝑚] está lo suficientemente dimensionada como para satisfacer a las necesidades
de la aplicación específica. Al mismo tiempo, éste tipo de motores es ideal para la
aplicación específica, pues poseen ventajas que las otras posibilidades no poseen, como
por ejemplo un acople directo a las herramientas de corte, regulación integrada de
corriente de torque, ventiladores disipadores de calor diseñados para no absorber
material de desecho, etc. El precio unitario real del motor implementado MAKITA 3709
asciende a los 137 [𝑈𝑆𝐷], pero para las estimaciones y cálculos comparativos financieros
se manipula el valor del precio teórico igual a 150 [𝑈𝑆𝐷].
9.1.4.2 Mesa de trabajo
Con una grandísima influencia de las máquinas de referencia del Anexo-B, y con cierta
dependencia de los formatos usuales de los materiales de trabajo, se puede definir que
las dimensiones máximas de la mesa de trabajo deben ser de 2 [𝑚] de ancho y 3 [𝑚] de
largo, según el capítulo sexto. Estas dimensiones, en el Anexo-G, fueron llamadas de
dimensiones ficticias de la mesa de trabajo, pues solamente representan valores
referenciales útiles para los cálculos respectivos, como por ejemplo en los cálculos
referentes a la configuración y redundancia de pórtico. En el capítulo octavo se definen
los valores reales de la mesa de trabajo, que son 1 840 [𝑚𝑚] de ancho y 2 500 [𝑚𝑚] de
largo, cuyas magnitudes son dependientes y resultado de la definición de los mecanismos
de deslizamiento y tracción.
Por otro lado, pero de una manera semejante a la definición del área de trabajo, se
defina la carga que la mesa de trabajo debe soportar. Según el capítulo sexto, la mesa
de trabajo debe soportar 255 [𝐾𝑔] como mínimo y 350 [𝐾𝑔] como máximo, distribuidos
uniformemente en toda el área de trabajo. Para las dimensiones reales de la mesa de
trabajo, se estaría determinando un rango de peso distribuido igual a 55.4 y 76.0 [𝐾𝑔/𝑚2].

º
99
UPB © 2013
Con los valores del rango del peso distribuido, se puede plantear la posibilidad de una
reducción proporcional de la mesa de trabajo, estrechamente sujeta a las necesidades
específicas del usuario final. Pero independientemente de las necesidades de carga o de
las dimensiones de la mesa, según el capítulo sexto, se define que el mejor método de
sujeción del material de trabajo es implementando una mesa plana con ranuras de tipo
inserto, cuyo perfil depende de las necesidades específicas del usuario final.
9.1.4.3 Pórtico
Al igual que en el caso de la mesa de trabajo, en el Anexo-G se define una medida
ficticia (90 [𝑚𝑚]) para la altura de pórtico o altura del espacio de trabajo, pero de
acuerdo con la evolución del modelo, según el capítulo octavo, la altura de pórtico real
se puede definir como 100 [𝑚𝑚], también dependiente de los mecanismos de
deslizamiento y tracción.
En el Anexo-H, en la primera sección, se estudia profundamente las muchas posibilidades
de implementar la estructura del pórtico, y se define que existen dos criterios variables: el
tipo de pórtico, y la redundancia de pórtico; ambos estrechamente ligados a las
dimensiones reales o ficticias del volumen de trabajo y especialmente a las exigencias
dinámicas de corte o grabado. Estos aspectos son conocidos (según la cronología de
diseño), entones se pueden definir los siguientes resultados: según el tipo de pórtico se
pueden implementar las configuraciones 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥, 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 y 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥, de las cuales se
selecciona la configuración 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥, y se deja como sugerencia (a evaluación del
usuario final) a la configuración 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥; mientras que según la redundancia de pórtico,
la mejor configuración es la que posee dos carriles en el eslabón de primer orden, uno en
el eslabón de segundo orden y uno en el eslabón de tercer orden.
Se define también que la mejor y más aplicable disposición de pórtico es la disposición
tradicional y no así la invertida, aunque esto depende en cierta forma del usuario final.
9.1.4.4 Equipo de traslación
El equipo de traslación es el órgano funcional que debe dimensionarse, según el objetivo
general del presente documento. Este órgano puede dividirse en tres elementos
esenciales: el mecanismo de deslizamiento, el mecanismo de tracción y los actuadores;
según el capítulo octavo, existe un nuevo elemento que se identifica como el mecanismo
de reducción, pues se implementa entre el actuador y el mecanismo de tracción.

º
100
UPB © 2013
Para poder presentar los resultados del dimensionamiento del equipo de traslación, no
basta con solamente presentar a las características específicas de los componentes, pues
en realidad eso ya se hace en el Anexo-J, sino más bien es necesario exponer todos los
criterios y juicios de la óptima convergencia para un dimensionamiento o diseño; para
esto se genera la Figura Nº 30 a continuación.
Figura Nº 30: Vista superior de los mecanismos de tracción y deslizamiento
La disposición constructiva que se muestra en la figura anterior, es el resultado del
desarrollo del capítulo octavo y las secciones respectivas del Anexo-H; todos los detalles
son justificados allí. En dicha figura se puede notar que se implementa el motor MAKITA
3709 definido anteriormente, además se puede notar que en el eslabón de tercer orden
se usan dos líneas de acción para el mecanismo de deslizamiento y una para el
mecanismo de tracción; ésta disposición se deduce como óptima.
En la Figura Nº 30 se exponen las dimensiones de la mesa de trabajo (𝑊, 𝐿) definidas
anteriormente, se expone también la posición instantánea de la máquina (𝑤, 𝑙) y el origen
absoluto del espacio de trabajo (𝑂). Por otro lado, se redefinen las distancias 𝑎, 𝑏 y 𝑐, que
en capítulos anteriores poseen otro nombre; para un diseño óptimo, estas distancias
deben ser minimizadas en lo posible, nótese que ninguna puede ser nula.
En la imagen de la izquierda de la Figura Nº 30, se expone uno de los extremos del riel y la
varilla roscada, ambos del eslabón de primer orden, donde se puede que ambos son un
poco mayores que el largo de la mesa de trabajo (exactamente 30 [𝑚𝑚] por lado, y que
existe una peque extrusión en la varilla roscada, que le sirve como fijación.

º
101
UPB © 2013
A continuación, la Figura Nº 31, muestra otra vista del equipo de traslación.
Figura Nº 31: Vista lateral de los mecanismos de tracción y deslizamiento
En la figura anterior se muestra dos vistas laterales de la disposición óptima ya mostrada
en la Figura Nº 30, la superior corresponde al motor de conformado totalmente abajo, y la
segunda corresponde al motor de conformado totalmente arriba.
A la derecha de la Figura Nº 31 se muestra un acercamiento del extremo superior del riel y
la varilla roscada del eslabón de tercer orden, inclusive se logra ver a uno de los
deslizadores. El extremo de la varilla roscada posee dos extrusiones tipo torta, la primera y
más gruesa sirve para la fijación móvil de la varilla roscada, y la segunda sirve para el
acople de la varilla al actuador o al mecanismo de reducción.
Por otro lado, en la Figura Nº 31, se redefinen a las distancias 𝑑, 𝑒, 𝑓 y 𝑔, cuyas magnitudes
no pueden ser nulas pero si deben ser minimizadas. La diferencia entre las distancias 𝑓 y 𝑔
puede llegar a ser nula, o sea, ambas distancias pueden ser iguales, pero siempre con la
tendencia a que 𝑓 sea mayor que 𝑔, esto según al Anexo-H. En la misma figura, se
exponen detalles que vale la pena mencionar pues también son resultados del proceso
de diseño. Nótese que el deslizador de eslabón de primer orden está alineado con la línea
de acción del corte, esta configuración constructiva minimiza a los momentos
deformantes en el pórtico, y normalmente no está implementada en otras máquinas.
También es necesario mencionar que la distancia entre el deslizador del eslabón de
segundo orden y el motor de conformado, en sentido vertical, es fija, equivalente a 115
[𝑚𝑚] entre la base de la herramienta de corte y la base de dicho deslizador.

º
102
UPB © 2013
En la Figura Nº 32, que se presenta a continuación se presenta una tercera vista del
equipo de traslación dimensionado.
Figura Nº 32: Vista frontal de los mecanismos de tracción y deslizamiento
En la figura anterior, se expone a la posición instantánea (ℎ, 𝑤) del cabezal medida desde
el origen (𝑂), también se identifican el ancho de la mesa de trabajo (𝑊) y la altura de
pórtico (𝐻). En las imágenes con acercamiento, se puede notar la redefinición de las
distancias 𝑖, 𝑗, 𝑘 y 𝑚, las cuales deben se minimizadas en lo posible, especialmente las
distancias 𝑖 y 𝑗, que no pueden ser nulas.
En las figuras anteriores (Figura Nº 30, Figura Nº 31 y Figura Nº 32) se expuso a la disposición
constructiva óptima de los mecanismos de deslizamiento y tracción. Sobre ésta, puede
realizarse el planteamiento de los componentes restantes, como ser los carriles, las
torretas, rodamientos o chumaceras, pernos u otro tipo de fijación, etc. El objetivo es que
la disposición constructiva óptima generada en los capítulos anteriores, la que se muestra
en las figuras presentadas en esta sección, sirva como base de diseño para cualquier
proyectista que desee implementar una máquina router CNC. Con la fundamentación
redactada en los capítulos sexto, octavo, Anexo-G, Anexo-H y las especificaciones del
Anexo-J se puede concluir que la disposición mostrada es la disposición óptima de diseño.
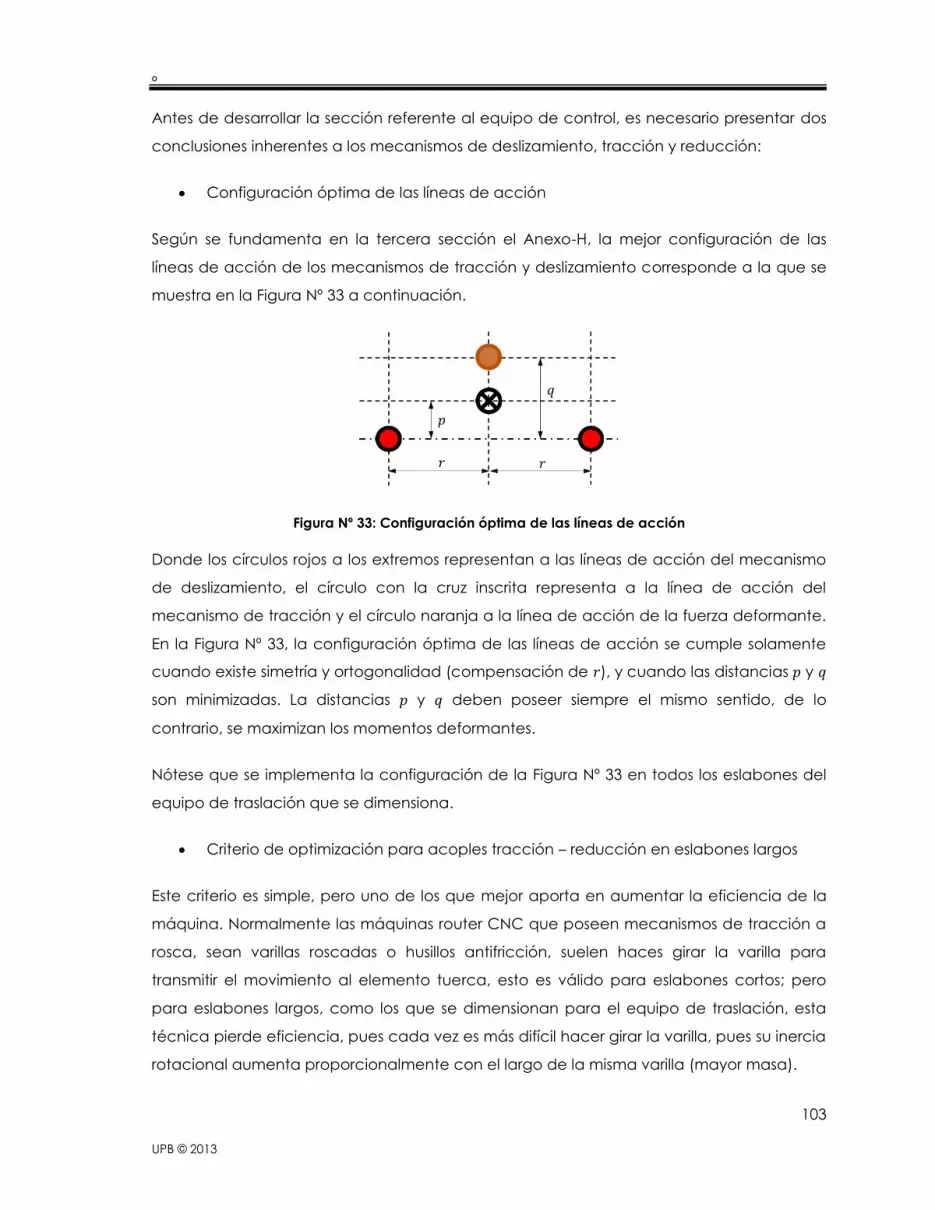
º
103
UPB © 2013
Antes de desarrollar la sección referente al equipo de control, es necesario presentar dos
conclusiones inherentes a los mecanismos de deslizamiento, tracción y reducción:
Configuración óptima de las líneas de acción
Según se fundamenta en la tercera sección el Anexo-H, la mejor configuración de las
líneas de acción de los mecanismos de tracción y deslizamiento corresponde a la que se
muestra en la Figura Nº 33 a continuación.
Figura Nº 33: Configuración óptima de las líneas de acción
Donde los círculos rojos a los extremos representan a las líneas de acción del mecanismo
de deslizamiento, el círculo con la cruz inscrita representa a la línea de acción del
mecanismo de tracción y el círculo naranja a la línea de acción de la fuerza deformante.
En la Figura Nº 33, la configuración óptima de las líneas de acción se cumple solamente
cuando existe simetría y ortogonalidad (compensación de 𝑟), y cuando las distancias 𝑝 y 𝑞
son minimizadas. La distancias 𝑝 y 𝑞 deben poseer siempre el mismo sentido, de lo
contrario, se maximizan los momentos deformantes.
Nótese que se implementa la configuración de la Figura Nº 33 en todos los eslabones del
equipo de traslación que se dimensiona.
Criterio de optimización para acoples tracción – reducción en eslabones largos
Este criterio es simple, pero uno de los que mejor aporta en aumentar la eficiencia de la
máquina. Normalmente las máquinas router CNC que poseen mecanismos de tracción a
rosca, sean varillas roscadas o husillos antifricción, suelen haces girar la varilla para
transmitir el movimiento al elemento tuerca, esto es válido para eslabones cortos; pero
para eslabones largos, como los que se dimensionan para el equipo de traslación, esta
técnica pierde eficiencia, pues cada vez es más difícil hacer girar la varilla, pues su inercia
rotacional aumenta proporcionalmente con el largo de la misma varilla (mayor masa).
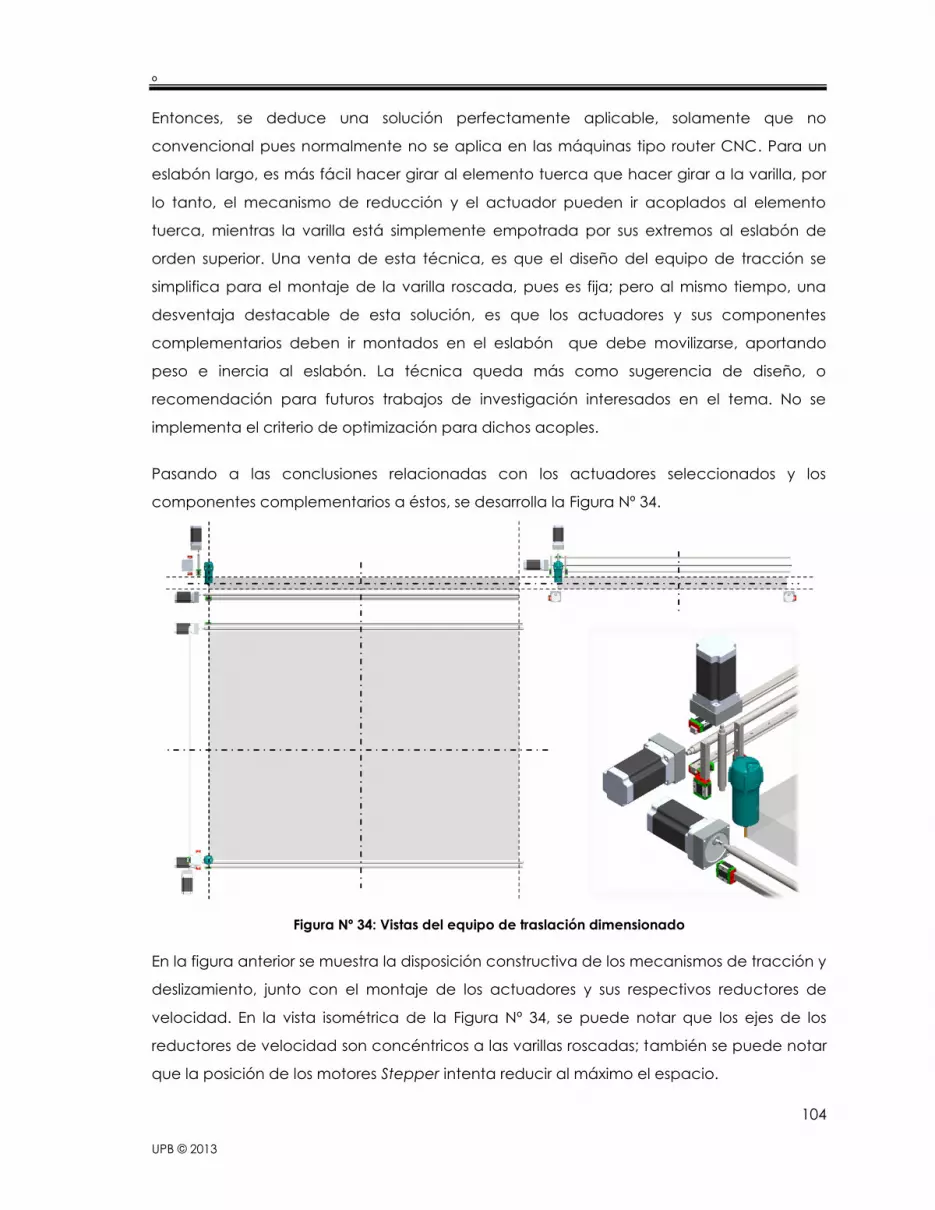
º
104
UPB © 2013
Entonces, se deduce una solución perfectamente aplicable, solamente que no
convencional pues normalmente no se aplica en las máquinas tipo router CNC. Para un
eslabón largo, es más fácil hacer girar al elemento tuerca que hacer girar a la varilla, por
lo tanto, el mecanismo de reducción y el actuador pueden ir acoplados al elemento
tuerca, mientras la varilla está simplemente empotrada por sus extremos al eslabón de
orden superior. Una venta de esta técnica, es que el diseño del equipo de tracción se
simplifica para el montaje de la varilla roscada, pues es fija; pero al mismo tiempo, una
desventaja destacable de esta solución, es que los actuadores y sus componentes
complementarios deben ir montados en el eslabón que debe movilizarse, aportando
peso e inercia al eslabón. La técnica queda más como sugerencia de diseño, o
recomendación para futuros trabajos de investigación interesados en el tema. No se
implementa el criterio de optimización para dichos acoples.
Pasando a las conclusiones relacionadas con los actuadores seleccionados y los
componentes complementarios a éstos, se desarrolla la Figura Nº 34.
Figura Nº 34: Vistas del equipo de traslación dimensionado
En la figura anterior se muestra la disposición constructiva de los mecanismos de tracción y
deslizamiento, junto con el montaje de los actuadores y sus respectivos reductores de
velocidad. En la vista isométrica de la Figura Nº 34, se puede notar que los ejes de los
reductores de velocidad son concéntricos a las varillas roscadas; también se puede notar
que la posición de los motores Stepper intenta reducir al máximo el espacio.

º
105
UPB © 2013
En la Figura Nº 34, se representa una configuración real, aplicable, pero todavía de
carácter conceptual, pues la configuración constructiva final del equipo de traslación
depende únicamente de la aplicación específica final y necesidades específicas del
usuario, por lo tanto, es muy posible que a criterio de otros diseñistas, las configuraciones
constructivas de la Figura Nº 34 puedan no ser lo suficientemente funcionales.
El dimensionamiento del equipo de traslación de un router CNC consiste en especificar los
componentes necesarios (Anexo-J) y todos los criterios de diseño adjuntos (ésta sección);
por lo que hasta aquí, el objetivo general del presente documento queda cabalmente
desarrollado y satisfecho.
9.1.4.5 Equipo de control
Los drivers de los motores Stepper son parte del equipo de control de la máquina router
CNC, éstos fueron definidos en el capítulo octavo sin mucho desarrollo o cálculo, pues
técnicamente los drivers seleccionados fueron diseñados específicamente para los
motores Stepper expuestos en la anterior sección. Las especificaciones técnicas de los
drivers están expuestas en el Anexo-J, aparte de eso, no hay mucho que especificar. A
continuación, se presenta a la Figura Nº 35, que muestra a los drivers a implementar junto
con los motores Stepper expuestos en la anterior sección.
Figura Nº 35: Drivers y motores Stepper del equipo de traslación
Fuente: (16)

º
106
UPB © 2013
La placa controladora es también parte del equipo de control, en realidad, es la parte
fundamental, pues comunica a la computadora con los drivers de la máquina. Este
equipo también es especificado detalladamente en el Anexo-J. La Figura Nº 36, que se
presenta luego, expone a la placa controladora.
Figura Nº 36: Placa controladora del equipo de traslación
Fuente: (17)
9.1.4.6 Software complementario
Existen tres etapas en el flujo de las instrucciones de corte: la primera es netamente
generación de programas G-code; la segunda es la etapa de interpretación, edición y
envío de las instrucciones del G-coge; y la tercera etapa consiste netamente en la
interpretación de las señales enviadas por el computador, en este caso a través del
puerto USB. La tercera etapa de software se conoce como firmware, y está cargado
directamente en el microcontrolador de la placa de control definida en la anterior
sección, éste es técnicamente inmutable.
Para la segunda etapa de software se usa el programa, basado Windows, específico para
la placa controladora, o sea, el que el mismo fabricante provee. Se lo identifica como
CNC – USB Controller. Por otro lado, en la primera etapa de software, se tiene al programa
alternativo generador de G-code (se dice que es alternativo pues puede ser cambiado
sin afectar a ningún otro parámetro), éste se identifica como VCarve – Pro.

º
107
UPB © 2013
9.1.5 Valorar el diseño integrado con una evaluación comparativa
La evaluación comparativa, aplicada a los resultados obtenidos según el desarrollo del
proceso de dimensionamiento, se resume en volver a los capítulos cuarto y quinto, para
usar a los resultados del diseño como parámetros de una máquina de referencia
adicional; o sea, se vuelve a los primeros tres paso de diseño formal, hasta el punto donde
se clasifican por categorías a las máquinas de referencia, con el objetivo de poder saber
cuál sería la categoría de la nueva máquina ficticia, que es resultado del proceso de
diseño. Nótese, que ésta técnica posee una tendencia de retroalimentación que permite
evaluar si los resultados obtenidos, están dentro de las necesidades categorizadas.
Para poder comenzar el proceso de evaluación, es necesario definir y concretar los
valores de los parámetros involucrados. Para esto, se destina la siguiente lista que posee
los mismos parámetros usados en el capítulo cuarto, en el segundo paso de diseño:
1. Velocidad de avance sin carga (𝑽𝒐)
En el capítulo octavo, la velocidad de avance referencia correspondía a 2 500 [𝑚𝑚/𝑚𝑖𝑛],
pero tomando en cuenta las condiciones más exigentes de carga. Por lo tanto, no se
puede usar éste valor como parámetro de velocidad de avance sin carga. Según la
Ecuación Nº 38, planteada en el mismo capítulo, se puede despejar a la variable de la
velocidad de avance de la siguiente forma.
𝑣 =𝑝 · 𝑒 · 𝜎
𝑛 · 𝑚 · 𝑢· 𝑓𝑝 Ecuación Nº 50
Donde se pueden reemplazar a todos los valores, pues todos son conocidos, excepto que
la frecuencia de paso se debe usar el valor máximo, pues como la máquina se supone sin
carga, ésta no tendría problemas de alcanzar dicho valor máximo. Con las sustituciones
respectivas, se puede concluir que la velocidad sin carga, del equipo de traslación
dimensionado, es igual a 4 500 [𝑚𝑚/𝑚𝑖𝑛].
2. Precisión (∆𝒅): Cada valor queda expresado en milímetros [𝑚𝑚]
Según la Ecuación Nº 49, se pudo deducir que la resolución máxima del equipo de traslación
estaba limitada por la tolerancia geométrica de la varilla roscada (0.03 [𝑚𝑚]). Pero, según
el Criterio Nº 7 del capítulo octavo, usando el método el método de compensación de
holguras, se puede llegar a una precisión de 0.00083 [𝑚𝑚], que se redondea a 0.001 [mm].

º
108
UPB © 2013
3. Volumen total (𝑽𝒕𝒐𝒕𝒂𝒍)
En realidad, en el dimensionamiento del equipo de traslación, en ningún momento se
llega a definir algún valor relacionado al volumen total de la máquina; por lo tanto, éste
debe estimarse. Lo que se hace es usar a las dimensiones ficticias del área de trabajo de
la máquina, pues éstas son lo suficientemente mayores a las reales, como para poder
contener a la máquina; para la dimensión vertical, se asume que la máquina está alojada
sobre una mesa de medidas convencionales (0.85 [𝑚] desde el suelo hasta la superficie).
Entones, las medidas estimadas del volumen que contiene a la máquina son: 3 [𝑚] de
largo, 2 [𝑚] de ancho y 0.85 [𝑚] más 90 [𝑚𝑚] de alto. El volumen total es 5.64 [𝑚3].
4. Volumen de trabajo (𝑽𝒕𝒓𝒂𝒃𝒂𝒋𝒐)
Según el capítulo octavo, las dimensiones reales del volumen de trabajo son las siguientes:
2 500 [𝑚𝑚] de largo, 1 840 [𝑚𝑚] de ancho y 100 [𝑚𝑚] de alto; que son 460 000 [𝑐𝑚3]
5. Capacidad de carga (𝑾𝒎𝒂𝒙)
De acuerdo con el Anexo-G, el valor máximo funcional de carga es 350 [𝐾𝑔].
6. Peso (𝑷𝒕𝒐𝒕𝒂𝒍)
Según el capítulo octavo, el peso del cabezal asciende a 4 [𝐾𝑔]. Según el proveedor de
los carriles antifricción, el peso lineal es de los rieles es de 2.08 [𝐾𝑔/𝑚] y el peso de los
deslizadores es de 0.15 [𝐾𝑔]; si se tienen dos carriles de 2 560 [𝑚𝑚], dos carriles de 1 900
[𝑚𝑚], dos carriles de 160 [mm] y seis deslizadores, el peso del mecanismo de deslizamiento
asciende a 21[𝐾𝑔] (20.1192 [𝐾𝑔]). Según el proveedor de las varillas roscadas, el peso lineal
para varillas de 20 [𝑚𝑚] de diámetro nominal, es de 2 [𝐾𝑔/𝑚], y el peso de los elementos
tuerca oscila entre 0.17 y 0.48 [𝐾𝑔] dependiendo del modelo y del material; si se tienen
dos varillas roscadas de un poco más de 2 560 [𝑚𝑚], una de un poco más de 1 900 [𝑚𝑚],
una de un poco más de 160 [𝑚𝑚] y siete elementos tuerca de los más pesados, el peso
del mecanismo de tracción asciende a un poco más de 17.72 [𝐾𝑔], o sea 18 [𝐾𝑔].
Si cada reductor de velocidad pesa 1 [𝐾𝑔], cada motor Stepper pesa 5 [𝐾𝑔], y si se
supone que el peso de los drivers se toma en cuenta en el peso de la máquina, siendo de
4 [𝐾𝑔] cada uno, el peso del equipo de traslación ascendería a 73 [𝐾𝑔] tomando en
cuenta al cabezal.

º
109
UPB © 2013
Y si se supone que el pórtico pesa el doble que el equipo de traslación, y que la mesa de
trabajo junto con toda la estructura de sustento pesa el triple que el equipo de traslación,
el peso de la máquina asciende a 438 [𝐾𝑔], que se suponen como 450 [𝐾𝑔].
7. Precio (𝒑)
Según el Anexo-J, el precio del equipo de traslación más el equipo de control junto con la
licencia del software complementario, es igual a 3 635.5 [𝑈𝑆𝐷]. El precio del motor de
conformado (MAKITA 3709) y la herramienta respectiva cuestan 150 [𝑈𝑆𝐷] en el mercado
local. Suponiendo que la mesa de trabajo junto con los componentes del pórtico cuestan
alrededor de 2 000 [𝑈𝑆𝐷] ambos, el precio total de la máquina resultaría de 5 785.5 [𝑈𝑆𝐷],
que por razones de simplicidad se redondean a 6 000 [𝑈𝑆𝐷].
Hasta aquí, los siete parámetros comparativos de la máquina dimensionada ya fueron
definidos; entonces, ya se puede usar éstos en los análisis respectivos del capítulo quinto,
pero antes, se genera la nueva versión de la Tabla Nº 1, en la Tabla Nº 20.
Tabla Nº 20: Índices representativos y precio de la máquina resultado
En la tabla anterior, la última máquina de la tabla, representa a la máquina dimensionada
(dependiente del equipo de traslación). Puede notarse que la máquina resultado posee
el tercer mejor índice volumétrico, el cuatro mejor índice de controlabilidad y uno de los
cinco mejores precios. Para modelar la dinámica de los índices, se usan la Ecuación Nº 4 y la
Ecuación Nº 5 definidas en el Análisis comparativo del capítulo quinto; a continuación se
muestran los resultados de la nueva versión de la Tabla Nº 2, en la Tabla Nº 21.
I. VOLUMÉTRICO I. CONTROLABILIDAD I. ESTRUCTURAL
1 12,7 20320 0,667 40.000,00
2 3,7 1400 0,364 6.800,00
3 6,5 500 0,75 37.500,00
4 3,2 2000 1 16.575,00
5 4,7 3302 0,49 16.500,00
6 21,1 667 0,357 12.891,00
7 7,8 79 0,789 4.993,00
8 4,1 1200 0,364 18.513,00
9 3,1 30 0,8 5.605,00
10 3,5 1000 0,6 4.590,00
11 2,3 400 0,385 13.668,00
12 4,5 10000 0,658 7.854,00
13 6,5 60000 0,667 41.000,00
14 2,7 200 0,583 19.824,00
15 4,7 800 1 23.690,00
16 8,2 4500 0,778 6.000,00
ROUTER
CNC
ÍNDICES REPRESENTATIVOS [1]PRECIO [USD]

º
110
UPB © 2013
Tabla Nº 21: Índice general según los modelos matemáticos, de la máquina resultado
Según el primer modelo comparativo, de la Tabla Nº 21 presentada arriba, la máquina
resultado no posee destaque alguno, pero lo interesante es que está posicionada justo
después de la máquina modelo y de la máquina más cara. De acuerdo al segundo
modelo comparativo, el que toma en cuenta el precio de la máquina, la máquina
resultado es la mejor de todas.
De acuerdo con la Tabla Nº 3, en el Análisis matricial del capítulo quinto, se puede
generar la nueva versión de la Tabla Nº 4, en la Tabla Nº 22.
Tabla Nº 22: Valor router CNC según parámetros y aplicaciones, con la máquina resultado
PRIMER MODELO SEGUNDO MODELO
1 40,9 2,8 40.000,00
2 9,3 3,7 6.800,00
3 15,5 1,1 37.500,00
4 16,0 2,6 16.575,00
5 13,5 2,2 16.500,00
6 27,6 5,8 12.891,00
7 17,0 9,2 4.993,00
8 9,6 1,4 18.513,00
9 11,9 5,7 5.605,00
10 11,1 6,5 4.590,00
11 7,0 1,4 13.668,00
12 21,7 7,5 7.854,00
13 73,1 4,8 41.000,00
14 9,3 1,3 19.824,00
15 16,5 1,9 23.690,00
16 21,6 9,7 6.000,00
PRECIO [USD]ROUTER
CNC
ÍNDICE GENERAL
Nº ROUTER CNC VALOR
13 MAKSER TEAM-KAPLAMA USTASI – ATC-1428 CNC 52,8
6 TITAN MACHINERY - Xinxin CNC Router2030 47,4
1 TECHNO INC. CNC ROUTER SISTEMS – LC“x” Series 59144 42,8
5 TWO SPADE MACHINERY LLC – Gerber SABRE 408 41,4
16 MÁQUINA RESULTADO 39,1
10 IEHK – IEC1224 38,0
12 CNC-TECHNIK HEIZ – HIGH-Z S-1400 34,2
7 CARBATEC – CNC Router Shark Machine 33,5
2 VICCAM –Wood CNC Router VR1312X2 31,4
8 FENNEC – SD1325 CNC ROUTER 30,7
3 3D TRANSFORM – 1500S 26,9
9 BEYOND TOOLS – Icarver 1520 Mini CNC 3 axis 26,8
11 3D LATITUDE – ST1212 23,8
4 BARCENAS - CX-6090 21,1
15 CIELLE – ALFA 61 x 125 20,4
14 DIFRA CNC – D9060 18,2

º
111
UPB © 2013
En la Tabla Nº 22, que resume a la valoración de las máquinas según el Análisis matricial, la
máquina resultado ocupa el quinto mejor lugar.
Para poder terminar con el proceso de evaluación, es necesario realizar la categorización
de máquinas hecha en la tercera sección del capítulo quinto; los criterios deben ser los
mismos para que el método de evaluación comparativa pueda ser efectivo:
a) Primer modelo del análisis comparativo: La deducción es idéntica, solamente que
la máquina resultado, máquina Nº 16, reemplaza a la máquina Nº 7. De esta
manera, la máquina Nº 6, la Nº 12 y la Nº 16 quedan como alternativas modelo.
b) Segundo modelo del análisis comparativo: La deducción es también idéntica,
solamente que se reemplaza la máquina Nº 10 por la máquina Nº 16. Las
alternativas modelo son las máquinas Nº 7, Nº 12 y Nº 16.
c) Modelo del análisis matricial: El criterio es el mismo, solamente que se seleccionan
las primeras ocho máquinas de la Tabla Nº 22.
Puede confirmarse que el análisis comparativo delimita las alternativas modelo y el análisis
matricial implementa un orden de importancia a las alternativas modelos delimitadas. No
se presenta la nueva versión de la Tabla Nº 5, que es la preselección de las máquinas
modelo, pues los criterios para la depuración de las ocho máquinas preseleccionadas son
idénticos: Nº 7: Máquina desechada; Nº 12: Máquina de referencia indirecta; Nº 10:
Máquina de referencia indirecta; Nº 5: Máquina de referencia indirecta. En vez de la Tabla
Nº 5, luego de la depuración, se genera la Tabla Nº 23.
Tabla Nº 23: Selección de las posibles máquinas modelo, con la máquina resultado
Máquina modelo: (Se usa el mismo criterio) Según el primer modelo del análisis
comparativo, las máquinas Nº 13 y Nº 1 fueron descartadas por ser las más caras. Según el
segundo modelo del análisis comparativo, sin descartar las máquinas Nº 13 y Nº 1, la
máquina de mejor índice general poseía era la máquina Nº 6, pero ahora es la máquina
Nº 16, que es la máquina resultado. Según la comparación de precios, la máquina
resultado posee indiscutiblemente el precio más bajo.
ANÁLISIS MATRICIAL
PRIMER MODELO SEGUNDO MODELO VALOR
13 73,10 4,81 52,79 41.000,00
6 27,62 5,78 47,43 12.891,00
16 21,59 9,71 39,09 6.000,00
1 40,91 2,76 42,81 40.000,00
NºANÁLISIS COMPARATIVO
PRECIO [USD]
º
112
UPB © 2013
Claramente se puede notar que la máquina resultado ofrece una gran competencia a la
máquina modelo, según los análisis desarrollados. Si una máquina idéntica a la máquina
resultado hubiera sido tomada en cuenta con las máquinas modelo del Anexo-B, ésta
hubiera sido elegida como máquina modelo, razón que permite concluir que el método
de diseño y dimensionamiento de la máquina (equipo de traslación) es efectivo.
La validación concluye con que el equipo de traslación y sus órganos complementarios
fueron dimensionados correctamente, y que responden cabalmente a las necesidades.
9.2 Recomendaciones
El proceso de diseño formal obedece a ciertos pasos previamente definidos, que siguen
un orden lógico y cronológico de resultados, pero por más sofisticado que sea el método
o proceso de diseño, nunca está exento al criterio ingenieril del diseñista. La mayoría de
los resultados obtenidos en este documento, son fruto de criterios y estándares de
pensamiento estrechamente relacionados al ente ingenieril y a la limitaciones del medio;
además, el mismo tema u objetivo del PFG brindan la libertad suficiente como para que el
problema sea abordado de muchísimas formas diferentes, formas que podrían ser muy
ajenas a las técnicas y razonamientos implementados en el proceso de dimensionamiento
y diseño de un elemento tecnológico. Por lo tanto, se recomienda que todos los
resultados sean tomados como información netamente referencial, y no por norma, pues
la posibilidad que las necesidades específicas de los lectores sean iguales o semejantes a
las necesidades planteadas (según el ente demandante), es muy pequeña.
Por otro lado, el método de exposición de resultados a lo largo del desarrollo del proceso
de diseño o dimensionamiento, es un poco dificultoso y confuso, pues se dispone en gran
manera el uso de los anexos; es necesario que el lector pueda acostumbrarse a
referenciar las decisiones, criterios o razonamientos a los capítulos anexos, especialmente
si se duda de la procedencia o generación de la información expuesta en el cuerpo del
PFG. En la mayoría de los casos, los anexos son la base teórica e informativa fundamental
para el desarrollo del cuerpo del documento, por eso se recomienda que se dé la debida
importancia a cada uno de los capítulos anexos adjuntos al PFG.
También es necesario recalcar, que si el lector presente involucrarse en el ámbito de la
manufactura CNC, será necesario que antes tome en cuenta que el objetivo real del
presente documento es netamente académico, no es comercial y menos industrial.

º
113
UPB © 2013
10. BIBLIOGRAFÍA
1. Schey, John A. PROCESOS DE MANUFACTURA. México, D.F. : Mc GRAW-
HILL/INTERAMERICANA EDITORES, S.A. de C.V., 200. 970-10-3573-9.
2. Feiree, John L. MAQUINADO DE METALES CON MÁQUINAS HERRAMIENTAS. MÉXICO :
McGRAW HILL BOOK COMPANY, 1995. 968-26-0048.
3. Solución Global de CFAO para Ortoprotesistas. RODIN 4D. [En línea] Grupo Lagarrique,
2010. [Citado el: 21 de Abril de 2012.] http://www.rodin4d.com/es/productos/fabricacion.
4. SALAZAR SÁNCHEZ, JUAN CARLOS y GORTAIRE HIDALGO, ALFONSO VLADIMIR. DISEÑO Y
SIMULACIÓN DE UNA MINI FRESADORA DIDACTICA CONTROLADA POR PC. Sangolquí :
ESCUELA POLITÉCNICA DEL EJÉRCITO, 2010.
5. Freile Arauz, Edwin David. Automatización de una máquina fresadora mediante control
numérico computarizado. Quito : Escuela Politécnica Nacional, 2009.
6. Casal, Sergio Santos. Diseño de un sistema de control para una fresadora CNC. Trabajo
Final de Carrera. Gandia : Escuela Técnica Superior de Gandia, 2011.
7. KAPLAMA USTASI. MAKSER TEAM. [En línea] mag-net WEB. [Citado el: 26 de Septiembre
de 2012.] http://www.makserpress.com.tr.
8. Dorf, Richard C. y Bishop, Robert H. Modern Control Systems. Singapore : Pearson
Education Singapore , Pte. Ltd, 2008. 0-13-206760-2.
9. Carba-Tec Brisbane. Australia's Largest Range of Tools for Wood. [En línea] 2012. [Citado
el: 25 de Septiembre de 2012.] http://www.carbatec.com.au/.
10. CNC Technik. CNC Technik HEIZ. [En línea] 31 de Octubre de 2009. [Citado el: 26 de
Septiembre de 2012.] www.cnc-step.com.
11. Two Spade Machinery. NEW MACHINERY STOCKLIST. [En línea] 2012. [Citado el: 25 de
Septiembre de 2012.] www.2spade.com.
12. DIGITAL PRINT MARKET. [En línea] 2012. [Citado el: 11 de Octubre de 2012.]
http://www.digitalprintmarket.com/ad/6496/Gerber-Sabre-408-Router-Complete-Set-Up.
13. Budynas−Nisbett. Shigley’s Mechanical Engineering Design. s.l. : McGraw−Hill Primis,
2006. 0−390−76487−6.
14. MARYLAND METRICS. MARYLAND METRICS THREAD DATA CHARTS. ISO Metric
Trapezoidal Threads DIN 103 & ISO 2904 excerpts. [En línea] Maryland metrics, 2009. [Citado
el: 26 de Octubre de 2013.] http://mdmetric.com/tech/thddat16.htm.
15. Stepper Online Limited. Stepper. Stepper NEMA Products. [En línea] Stepper Online
Limited, 2013. [Citado el: 29 de Octubre de 2013.] http://www.stepperonline.com/.
16. BAliExpress. Alibaba.com. ISO paso a paso. [En línea] Alibaba.com Hong Kong Limited,
2012. [Citado el: 31 de Octubre de 2013.] http://es.aliexpress.com/w/wholesale-iso-
stepper.html.
17. Planet CNC. CNC USB controller. [En línea] Planet CNC, 2012. [Citado el: 23 de Julio de
2013.] http://www.planet-cnc.com/index.php?page=shop.
18. Valdivieso T., Carlos, Valdivieso C., Roberto y Valdivieso T., Oscar. Texto de Probabilida
y Estadística. Cochabamba : Universidad Privada Boliviana, 2003.

º
114
UPB © 2013
19. Facultad de Medicina. Departamento de Biblioteca. Calculadora para obtener el
tamaño de una muestra. [En línea] Universidad Nacional del Nordeste, 2012. [Citado el: 18
de Octubre de 2012.] http://www.med.unne.edu.ar/biblioteca/calculos/calculadora.htm.
20. Ryan, Joseph. 2008 TECHNO LC “X” Series 59144. Surplusrecord. [En línea] 31 de Mayo
de 2012. [Citado el: 24 de Septiembre de 2012.] http://www.surplusrecord.com/cgi-
bin/adpop.pl?742312.
21. VICCAM. Nanjing VICCAM. 南京威克曼科技. [En línea] Nanjing Viccam Technology
Enterprise Co.,Ltd. [Citado el: 25 de Septiembre de 2012.]
http://www.viccam.cn/english/product/product_83/.
22. 3D-TRANSFORM. 3D-TRANSFORM. [En línea] eTRENDS. [Citado el: 25 de Septiembre de
2012.] http://www.3dtransform.com.br.
23. Bellon, Francisco Barcenas. CNC-BARCENAS-BELLON, S.L. [En línea] [Citado el: 25 de
Septiembre de 2012.] http://www.cncbarcenas.com.
24. Duncan, Stuart. CNC Router2030. [En línea] 2012. [Citado el: 25 de Septiembre de
2012.] http://www.machines4u.com.au/view/advert/CNC-Router2030/55204/.
http://www.titanmachinery.com.
25. Yan, Felix. New Fennec CNC Machines for sale. machines4u. [En línea] 2012. [Citado el:
26 de Septiembre de 2012.] http://www.machines4u.com.au.
26. Morris, Steve. New Geetech CNC Machines. machines4u. [En línea] 2012. [Citado el: 26
de Septiembre de 2012.] http://www.machines4u.com.au/view/advert/GeeTech-icarver-
1520-Mini-CNC-3axis-carving-machin/41318/.
27. IEHK Laser and CNC Systems Co. Ltd. IEHK. [En línea] 2012. [Citado el: 26 de Septiembre
de 2012.] http://iehk.com/about/#.UGKgnaDqTjk.
28. SIDERMECA. 3D LATITUDE. Routers à commande numérique Série ST. [En línea] 2012.
[Citado el: 26 de Septiembre de 2012.] http://www.3d-latitude.com.
29. Moreno, DifraCNC - B. Fernandez. [En línea] 2012. [Citado el: 26 de Septiembre de
2012.] http://www.difracnc.com.
30. CIELLE. ROUTERS - CNC MACHINES. [En línea] 2012. [Citado el: 27 de Septiembre de
2012.] http://www.ciellecnc.com.
31. The Money Converter. Conversión de divisas y tipos de cambio de las principales
divisas mundiales. [En línea] The Money Converter 2012, 2012. [Citado el: 3 de Octubre de
2012.] http://themoneyconverter.com/ES/Default.aspx.
32. Martínez, Daniel Samper. Diseño y construcción de una máquina de control numérico
con control en tiempo real mediante dispositivo apuntador. Valencia : Universidad
Politécnica de Valencia - Vetsinf, 2011.
33. CARBAJAL - MECANIZADOS. Tornería y Perforado Pesado. [En línea] Carbajal, 2012.
[Citado el: 11 de Mayo de 2012.]
http://www.carabajalmecanizados.com/mecanizado%20y%20perforado%20pesado/perf
orado.htm.
34. SOCIALIZARQ. Hablemos de arquitectura. [En línea] [Citado el: 28 de Sábado de 2012.]
http://www.plataformaarquitectura.cl/wp-content/uploads/2011/01/1294253091-altec-
persdruk-051-528x350.jpg.
35. SOLOSTOCKS - The Marketplace 2B. Máquina de grabado cnc con multicabezas para
carpintería y publicidad--cc-m2325. [En línea] 2012. [Citado el: 28 de Septiembre de 2012.]

º
115
UPB © 2013
http://www.google.com/imgres?um=1&hl=en&client=firefox-a&sa=X&rls=org.mozilla:es-
AR:official&tbas=0&biw=1173&bih=806&tbs=itp:photo&tbm=isch&tbnid=6moa6rdki3LNlM:&i
mgrefurl=http://www.solostocks.com.mx/venta-productos/herramientas/herramientas-
electricas/m.
36. KAIST MR. Microbots Research - 자작 PCB Router. [En línea] KAIST MR, 2012. [Citado el: 11
de Mayo de 2012.] https://sites.google.com/site/kaistmr/works/projects/loading/diy-cnc.
37. THE - HINDU. Indigenous CNC router for wood carving developed. [En línea] 2 de
Agosto de 2010. [Citado el: 28 de Septiembre de 2012.]
http://www.thehindu.com/news/cities/Vijayawada/article548176.ece.
38. CARVER 3D. Decoration Models for CNC Rounting and Engraving. [En línea] 2011.
[Citado el: 28 de Septiembre de 2012.] http://carver3d.com/home.
39. EPA Producciones. Epa producciones está en Facebook. [En línea] 2012. [Citado el: 28
de Septiembre de 2012.] http://www.facebook.com/pages/Epa-
Producciones/47640993387.
40. TIJOS. Punta de diamante TIJOS. [En línea] 2012. [Citado el: 28 de Septiembre de 2012.]
http://tijos.mx/.
41. ALFA Rótulos. Placas y Carteles. Placa de acero Grabada. [En línea] 2012. [Citado el:
28 de Septiembre de 2012.] http://www.alfarotulos.com/?p=380.
42. NICE - CUT. Máquina fresadora CNC de marmol. [En línea] 2012. [Citado el: 28 de
Septiembre de 2012.] http://www.nice-cut.es/big_img.html?etw_path=http://www.nice-
cut.es/3-marble-CNC-router-8.html&big_etw_img=3-CNC-router/3_1b.jpg.
43. Alibaba. Global trade starts here. Máquina de grabado de cristal. [En línea] 2012.
[Citado el: 28 de Septiembre de 2012.] http://spanish.alibaba.com/product-gs/cnc-glass-
engraving-machine-glass-engraver-glasswork-machine-glass-engraver-cnc-glass-carving-
machine-263166282.html.
44. INTEREMPRESAS.NET. FERIA VIRTUAL. Plotter de corte digital - Grafimec Equipamientos.
[En línea] 2012. [Citado el: 28 de Septiembre de 2012.]
http://www.interempresas.net/Graficas/FeriaVirtual/Producto-Plotter-de-corte-digital-Serie-
CH-65677.html.
45. Rotularte. RotulArte's blog. Calcomanias con troquel digital. [En línea] Design Disease,
17 de Agosto de 2011. [Citado el: 1 de Octubre de 2012.] http://rotularte.wordpress.com.
46. HACK N MOD. Make a 300mW Burning Laser CNC Plotter. [En línea] HacknMod.com ©
2010, 2012. [Citado el: 11 de Mayo de 2012.] http://hacknmod.com/hack/make-300mw-
burning-laser-cnc/.
47. SERPRINT. Serprint serigrafía. Láser. [En línea] 2012. [Citado el: 1 de Octubre de 2012.]
http://www.serprintserigrafia.com/webs/impresion%20laser.html.
48. INGENIERIA INSTALAR. Proceso de oxicorte. [En línea] Messer C&W GmbH, 2012. [Citado
el: 1 de Octubre de 2012.] http://www.ing-instalar.com.ar/procesos/oxicorte.html.
49. ALCE. Maquinaria y Suministros ALCE de México S.A. de C.V. STEEL TAYLOR Power. [En
línea] Proyectosweb.com.mx, 2009. [Citado el: 11 de Mayo de 2012.]
http://www.alcedemexico.com/?tecnologia-de-punta.
50. PLASMASCHNEIDER. Sistemas de corte plasma. [En línea] Ucoz, 2012. [Citado el: 1 de
Octubre de 2012.] http://www.plasmaschneider.com.mx/.

º
116
UPB © 2013
51. SOLTEC. SISTEMAS DE AUTOMATIZACIÓN - CORTE PLASMA. Jucuranga : SCP
Corporation, 2011.
52. Technical Ink Master Group. Catálogo CNC de corte con agua. Buenos Aires -
Argentina : TIMG, 2012.
53. DIRECT INDUSTRY. EL SALÓN VIRTUAL DE LA INDUSTRIA. [En línea] DORMER. [Citado el: 18
de Mayo de 2012.] http://www.directindustry.es/prod/dormer-tools/fresas-de-carburo-
14461-176788.html.
54. —. EL SALÓN VIRTUAL DE LA INDUSTRIA. [En línea] DORMER. [Citado el: 18 de Mayo de
2012.] http://image.made-in-china.com/2f0j00wBYTqglnfebo/1-5KW-Water-Cooling-
Spindle-Motor-and-Matching-Inverter-RKS1500-.jpg.
55. FRESADORAS CNC. Mecanizado de aluminio. [En línea] FRS-CNC, 22 de Enero de 2007.
[Citado el: 2 de Octubre de 2012.] http://www.frs-
cnc.com/foro1/viewtopic.php?f=2&t=243.
56. EXIMED S.A. Imágenes y Videos CNC. [En línea] 2012. [Citado el: 2 de Octubre de 2012.]
http://www.google.com.bo/imgres?q=router+cnc,+acabado&um=1&hl=es&safe=active&
biw=1024&bih=704&tbs=isz:m,ic:specific,isc:gray&tbm=isch&tbnid=hQfhtq0nnkBW1M:&imgr
efurl=http://www.eximed.cl/category/videos&docid=SH0UXlBqUzBeeM&imgurl=http://i.yti
mg.com/vi/B-.
57. Matuk. #io12: Impresora 3D en acción (Min 1:06/2:25). [En línea] Youtube, 29 de Agosto
de 2012. [Citado el: 2 de Octubre de 2012.]
http://www.youtube.com/watch?v=EAk98lKhfHs.
58. PROTOTIPOS 3d. Galería. [En línea] KALU Inversiones S.A.C., 2011. [Citado el: 2 de
Octubre de 2012.] http://www.prototipos3d.pe/galeria.html.
59. MICROTOP. Máquinas de medición por coordenadas. Manual de medición de
coordenadas de la máquina Micro-Hite 3D. [En línea] Micro-Top Consulting & Engineering
Services Ltd., 2012. [Citado el: 2 de Octubre de 2012.]
http://www.microtop.ro/produs/masina-de-masura-in-coordonate-manuala-micro-hite-
3d.html.
60. Gacía, Pablo. Máquina Dibujando Máquinas de Dibujo. METALOCUS. [En línea] 18 de
Abril de 2012. [Citado el: 11 de Mayo de 2012.]
http://www.metalocus.es/content/es/blog/maquina-dibujando-maquinas-de-dibujo.
61. NEUMAC, S.A. NEUMAC. Motores neumáticos de paletas y de pistones. [En línea] 2012.
[Citado el: 12 de Noviembre de 2012.] http://www.neumac.es/prales.htm.
62. Cassani, Marcelo. Marcelo Cassani`s Blog. Aire Comprimido, Neumática y Eficiencia
energética. [En línea] WordPress.com, 2012. [Citado el: 2 de Noviembre de 2012.]
http://marcelocassani.wordpress.com/2010/02/21/aplicaciones-y-ventajas-de-los-motores-
neumaticos/.
63. College of Enineering. Colegio de ingeniería de Argentina. Tema 9 de máquinas
eléctricas. [En línea] 2 de Noviembre de 2012. [Citado el: 5 de Noviemre de 2012.]
http://www.google.com.bo/url?sa=t&rct=j&q=&source=web&cd=5&ved=0CEgQFjAE&url=
http%3A%2F%2Fwww.ing.unp.edu.ar%2Fasignaturas%2Ffundamentosdeelectrotecnia%2FEL
EC_MAQ.doc&ei=yBqYUL33AomE8ATqyICgBw&usg=AFQjCNGOLxP0ZalqBps_pMMccY0Jth
9nvA&cad=rja.
64. Universidad Nacional del Centro de Perú. Publicaiones e Investigación. Clasificaión de
los motores de corriente contínua. [En línea] 2012. [Citado el: 5 de Noviembre de 2012.]

º
117
UPB © 2013
http://www.uncp.edu.pe/newfacultades/ingenieriasarqui/newelectrica/phocadownload/
descargas/MOTOR%20COMPOUND.pdf.
65. Corderoelectrico. Corderoelectrico. MOTOR SERIE-SHUNT - MOTORES DE CORRIENTE
DIRECTA. [En línea] Hiwin Micro, 20 de Octubre de 2008. [Citado el: 6 de Noviembre de
2012.] http://corderoelectrico.blogspot.com/2008/10/motor-serie-shunt.html.
66. Master Ingenieros. Ficheros Educativos. [En línea] Master Ingenieros, 2012. [Citado el: 6
de Noviembre de 2012.] www.masteringenieros.com/master/Ficheros/File/motor.pdf.
67. CITYCEN MICRO HUMANTECH. Technical Information - Coreless motor. [En línea]
CITYCEN MICRO CO., LTD., 2009. [Citado el: 6 de Novienbre de 2012.] http://www.citizen-
micro.com/tec/corelessmotor.html.
68. Global Motion Products. Coreless DC Motors. Ironless DC Motors. [En línea] GMP, 2011.
[Citado el: 6 de Noviembre de 2012.] http://gmpwebsite.com/products/dc-
motors/coreless-dc-motors/.
69. Gugliandilo Ch., Filippo y Ismodes C., Aníbal E. Como seleccionar un motor eléctrico.
Quito : s.n., 1990.
70. Tuveras. El motor asíncrono. [En línea] 2012. [Citado el: 7 de Noviembre de 2012.]
http://www.tuveras.com/maquinaasincrona/motorasincrono1.htm.
71. ECURED. Conocimiento con todos y para todos. Motor Universal. [En línea] Ecu Red, 25
de Octubre de 2012. [Citado el: 6 de Noviembre de 2012.]
http://www.ecured.cu/index.php/Motor_universal.
72. AVYTEC. Avance y Tecnología en plásticos. Plásticos en láminas. [En línea] Avance y
Tecnología en Plásticos S.A. de C.V. , 2012. [Citado el: 7 de Noviembre de 2012.]
http://avanceytec.com.mx.
73. Tri-Dee Distributors Inc. Sintra. [En línea] 2011. [Citado el: 9 de Noviembre de 2012.]
http://www.tri-dee.com/sintra_plastic_pvc.htm.
74. American Recycled Plastic, Inc. Recycled Plastic Sheeting. Standard & Deluxe. [En
línea] Webmaster, 2012. [Citado el: 9 de Noviembre de 2012.]
http://www.itsrecycled.com/Sheeting.shtml.
75. Wise GEEK. Clear Answers for Common Questions. [En línea] Hanging Sheetrock®, 2012.
[Citado el: 9 de Noviembre de 2012.] http://www.wisegeek.com/what-is-the-best-method-
for-hanging-sheetrock.htm.
76. EL MADERERO. elmaderero.com. Placas y Cortes. [En línea] EL MADERERO, 2012.
[Citado el: 9 de Noviembre de 2012.] http://www.elmaderero.com/pla.html.
77. Todoart. Planchas de metal para grabar. [En línea] Picace`s S.L., 2001. [Citado el: 9 de
Novienbre de 2012.] http://www.todoart.com/planchas_de_metal_para_grabar.htm.
78. Ovando, Zacarías. Cobre Y Bronce Planchas Laminas Y Flejes Lima Perú. IMPORTACION
Y VENTA DE PLANCHAS O LAMINAS DE BRONCE Y COBRE ELECTROLITICO. [En línea] El Sitio
de los Negocios, 2012. [Citado el: 9 de Noviembre de 2012.]
http://www.elsitiodenegocios.com/comprar/cobre-y-bronce-planchas-laminas-y-flejes-
lima-peru-13023-0.html.
79. R. Agulló S.A. Delicatessen en maderas - Productos y servicios de calidad para la
industria de taller, restauración, artesanías y modelismo. Plancha de Latón de diferentes
espesores. [En línea] R. Agulló, 2012. [Citado el: 9 de Noviembre de 2012.]

º
118
UPB © 2013
http://www.agullomaderas.com/b2c/producto/40.001/1/plancha-de-laton-de-diferentes-
espesores.
80. Good Fellow. Todos los materiales para Investigacíon Cientifica y Fabricación. Material
Information. [En línea] Goodfellow, 2012. [Citado el: 13 de Noviembre de 2012.]
http://www.goodfellow.com/S/Acero-Inoxidable-AISI-316.html.
81. Kluz International. Vision Engraving and Routing Sistemas. [En línea] Kluz International,
2012. [Citado el: 12 de Noviembre de 2012.]
http://www.kluzinternational.com/es/productos/vision-engravers-routing-sistemas/.
82. —. Roland. [En línea] Kluz International, 2012. [Citado el: 12 de Noviembre de 2012.]
http://www.kluzinternational.com/es/productos/grabadoras-roland/?lang=es.
83. —. Universal Laser Systems. Máquinas Láser. [En línea] Kluz International, 2012. [Citado
el: 12 de Noviembre de 2012.] http://www.kluzinternational.com/es/productos/universal-
laser-systems/.
84. INACAP. Medios Didácticos Inacap. Manual de Hidráulica y Neumática. 2002. Vol.
Revisión DAPI, 145.999.
85. Stgo., Pool Plante. Fuídos para sistemas Hidráulicos. s.l. : RALOY Lubricantes, 1998. Vol. I.
86. ESCUELA DE INGENIERÍA DE ANTIOQUÍA. Fluidos Hidráulicos Modernos. Evolución y
Tendencias. [En línea] 2009 de Diciembre de 9. [Citado el: 2012 de Diciembre de 13.]
http://fluidos.eia.edu.co/hidraulica/articuloses/conceptosbasicosmfluidos/fluidos_hidr%C3
%A1ulicos/Internas/fluidos.htm#Arriba.
87. Mosconi, Ing. Osvaldo Luis. Area Electrotecnia y Máquinas Eléctricas - Máquinas e
Instalaciones Eléctricas. Motor lineal. Comodoro Rivadavia, Chubut, Argentina : s.n.,
Universidad Nacional de la Patagonia San Juan Bosco.
88. Mecánica Moderna. Los especialistas en control de movimiento. MOTORES LINEALES
TUBULARES. [En línea] MECMOD, 2012. [Citado el: 20 de Diciembre de 2012.]
http://www.mecmod.com/productes/copley/Articulo-tecnico-Motores-lineales-
tubulares.pdf.
89. Rodríguez., M. en I. Felipe Díaz del Castillo. FACULTAD DE ESTUDIOS SUPERIORES
CUAUTITLÁN. LABORATORIO DE TECNOLOGÍA DE MATERIALES. [En línea] 2007. [Citado el:
2012 de Diciembre de 25.]
90. Instituto Nacional de Tecnologías Educativas y de Formación del Profesorado. Recursos
educativos. Neumñatica e Hidráulica II. [En línea] 2012. [Citado el: 1 de Enero de 2013.]
http://recursostic.educacion.es/secundaria/edad/4esotecnologia/quincena10/pdf/quinc
ena10.pdf.
91. Novo, D. Luis Seco. Universidad de Vigo - Departamento de Tecnología Electrónica.
Sistema Multimedia para la Ensenaza de los Sensores de Caudal. [En línea] 2012. [Citado
el: 1 de Enero de 2013.] http://www.dte.uvigo.es/recursos/caudal/index.html.
92. Tecnoficio. Documentos técnicos. Medidores de flujo diferenciales - Placa de orificio.
[En línea] 2012. [Citado el: 2 de Enero de 2013.]
http://www.tecnoficio.com/docs/doc16.php.
93. Provoste, Cristhian Beltrán. Colegio Salesiano de Concepción - Escuela Industrial “ San
José “ - Departamento de Electrónica. MEDICIÓN DE CAUDAL. [En línea] 2012. [Citado el: 2
de Enero de 2013.]
http://infoplc.net/files/documentacion/instrumentacion_deteccion/infoPLC_net_MEDICIO
N_CAUDAL.pdf.

º
119
UPB © 2013
94. Universidad de Buenos Aires. Facultad de ingeniería - Páginas de Cátedra. Medición
de Caudal. [En línea] 2009. [Citado el: 2 de Enero de 2013.]
http://materias.fi.uba.ar/7609/material/S0305MedicionCaudal1.pdf.
95. Universidad de Navarra Escuela Superior de Ingenieros. CAUDALÍMETROS Y TUBO DE
PITOT. Laboratorio de Mecánica de Fluidos. [En línea] 2012. [Citado el: 2 de Enero de 2013.]
www.unav.es/ocw/GPL_1_Spanish_07_08.pdf.
96. Tecnoficio. Documentos Técnicos - Annubar. Annubar. [En línea] 2012. [Citado el: 2 de
Enero de 2013.] http://www.tecnoficio.com/docs/doc18.php.
97. G-Flow - León Romero. Instrmentación y Control - Diseñamos, desarrollamos y
fabricamos. Caudalímetros de área variable o Rotámetros. [En línea] 2013. [Citado el: 3 de
Enero de 2013.] http://www.g-flow.com/caudalimetros-rotametros.
98. UNERMB. Scribd. Medidores de flujo. [En línea] Agosto de 2011. [Citado el: 4 de Enero
de 2013.] http://es.scribd.com/doc/63126107/medidores-de-flujo.
99. Rincón, Mario J. Rincón. divulgación Científica. Transductores. [En línea] 2012. [Citado
el: 4 de Enero de 2013.]
http://www.uhu.es/diego.lopez/ICI/Transductores%20de%20velocidad.pdf.
100. Técnicas de control para motores Brushless. Tolrà, Roger Juanpere. Barcelona -
España : Ingenia-cat Motion Control Department, 10 de Enero de 2012.
101. Instituto Tecnológico Superior de Calkiní en el Estado de Campeche. Variadores de
frecuencia. REPASO DE CONCEPTOS ELECTROTÉCNICOS. [En línea] 2013. [Citado el: 11 de
Enero de 2013.] http://www.itescam.edu.mx/principal/sylabus/fpdb/recursos/r88671.PDF.
102. PIAB Vacuum Academy. Pneumatic.be. PIAB’S KNOW-HOW FOR COMPETITIVE
ADVANTAGES. [En línea] 2013. [Citado el: 12 de Enero de 2013.]
http://www.pneumatica.be/cilinder/Piab%20PVA.pdf.
103. TECNOVAC. Curso de Vacío. Ultra alto vacío. [En línea] 2012. [Citado el: 14 de Enero
de 2013.] http://www.uhv.es/sites/milka/doc/Curso%20de%20vacio%20Tecnovac.pdf.
104. GAST CORPORATION. PRECISION AIR-MOVING PRODUCTS. Products from Gast. [En
línea] 2013. [Citado el: 14 de Enero de 2013.] http://www.gastmfg.com/vphb/vphb_s4.pdf.
105. Díaz, Ing. Henry Mendiburu. HAMDTRONIX. Sensores de Presión. [En línea] 2006. [Citado
el: 15 de Enero de 2013.] http://www.galeon.com/hamd/pdf/sensorpresion.pdf.
106. Torres, Susana. Asociación de la Industria Eléctrica - Electrónica CHILE. EL ABC DE LA
AUTOMATIZACION. [En línea] 2011. [Citado el: 15 de Enero de 2013.]
http://www.aie.cl/files/file/comites/ca/abc/sensores-de-presion.pdf.
107. Universidad de los Andes Venezuela. Conectando la comunidad universitaria. Tema 3.
Medición de Presión. [En línea] 2013. [Citado el: 15 de Enero de 2013.]
http://webdelprofesor.ula.ve/ingenieria/djean/index_archivos/Documentos/I3_Medicion_
de_presion.pdf.
108. PROBOTIX. PROBOTIX. CNC Software. [En línea] 2013. [Citado el: 18 de Enero de 2013.]
http://www.probotix.com/cnc_software/.
109. KCam. CNC SOFTWARE. KCam. [En línea] 2011. [Citado el: 18 de Enero de 2013.]
http://www.kellyware.com/kcam/index.htm.
110. ARTSOFT. The Home of Mach3. General Features. [En línea] 2013. [Citado el: 18 de
Enero de 2013.] http://www.machsupport.com/.
º
120
UPB © 2013
111. CNCCookbook. Software and Information for Machinists. Motion Control Boards Take
Mach3 From Hobby Class to Industrial Grade, Part 1 & 2. [En línea] 2012. [Citado el: 18 de
Enero de 2013.] http://blog.cnccookbook.com/2011/12/23/motion-control-boards-take-
mach3-from-hobby-class-to-industrial-grade-part-1/.
112. LinuxCNC. Home of users of LinuxCNC. A free and powerful machine controller. [En
línea] 2013. [Citado el: 18 de Enero de 2013.] http://www.linuxcnc.org/.
113. COMCAST. Quickstep. Quickstep software. [En línea] 2013. [Citado el: 18 de Enero de
2013.] http://home.comcast.net/~ccwojcik09/Qstep/Quickstep_CNCx.html.
114. DAK Engineering. TurboCNC v4.01. [En línea] 2011. [Citado el: 18 de Enero de 2013.]
http://www.dakeng.com/turbo.html.
115. DeskCNC. DeskCNC Software Controller Software. Features. [En línea] 2007. [Citado el:
18 de Enero de 2013.] http://www.deskcnc.com/.
116. CNC ZEUS. Professional features, Hobbyist price. CNC ZEUS is the advanced low-cost
machine controller. [En línea] 2012. [Citado el: 18 de Enero de 2013.]
http://www.cnczeus.com/.
117. Tim Goldstein. Master5 CNC Control for Windows. Master5 Software. [En línea] [Citado
el: 18 de Enero de 2013.] http://www.timgoldstein.com/cad_cam/Master5.htm.
118. BMR Automation, Inc. CNC Pro Users Manual. 27 de Mayo de 2001. Vol. 1, SWM001001-
02.
119. YAHOO! GROUPS. CNC Pro. [En línea] Moderated group for CNCPro, 2013. [Citado el:
18 de Enero de 2013.] http://tech.groups.yahoo.com/group/CNCPro/.
120. EDING CNC. PC BASED CNC CONTROL. Software USBCNC. [En línea] Edingcnc, 2013.
[Citado el: 18 de Enero de 2013.]
http://www.edingcnc.com/index.php?pagina=61_software.
121. Dyno Motion. KMotionCNC. Premium Motion Control. [En línea] Manufacturing Motion
- 3532 Adamsville Ave Calabasas, CA 91302, 3 de Abril de 2013. [Citado el: 23 de Julio de
2013.] http://dynomotion.com/.
122. Martinez, María Jesús Martín. OpenCourseWare. Tema 5: Sensores. Introducción. [En
línea] 2013. [Citado el: 21 de Enero de 2013.]
http://ocw.usal.es/eduCommons/ensenanzas-
tecnicas/instrumentacion/contenido/Instrumentacion_Tema5a.pdf.
123. TECNOLOGÍA EN BOLIVIA. TECBOLIVIA. Raúl Alvarez. [En línea] Joomlana.net, Julio de
2013. [Citado el: 23 de Julio de 2013.] http://tecbolivia.com/index.php/venta-de-
componentes-electronicos-11/tableros-de-experimentacion.
124. BUILD YOUR CNC. Build your own CNC machine. [En línea] [Citado el: 18 de Mayo de
2012.] http://www.buildyourcnc.com/chapter10.aspx. 978-1-4302-2490-7.
125. HIWIN. MOTION, CONTROL, AND SYSTEM TECHNOLOGY. TYPES & SERIES. [En línea]
Septiebre de 2013. [Citado el: 30 de Septiembre de 2013.]
http://www.hiwin.com/pdf/lg/0809/Hiwin%20Linear%20Guideway%20Catalog_G99TE13-
0809.pdf.
126. GAES - SISTEMAS MECÁNICOS. GUÍAS LINEALES. BILBAO - ESPAÑA : GAES, 2013.
127. HIWING - MOTION CONTROL AND SYSTEM TECHNOLOGY. LINEAR GUIDEWAY.
TAICHUNG - TAIWAN : HIWIN, 2013.

º
121
UPB © 2013
128. RAFAEL LAPEYRA S.L. HUSILLOS LAMINADOS CON ROSCA TRAPECIAL DIN 103. [En línea]
2013. [Citado el: 18 de Octubre de 2013.]
http://www.rlapeyra.com/public_productos/ctrl_productos.php?lang=es&accion=husillos.
129. GAES. SISTEMAS MECÁNICOS GAES. BARRAS ROSCADAS TRAPECIAL DIN 103. [En línea]
2008. [Citado el: 18 de Octubre de 2008.] http://www.soltecna.com/doc/es-catalogo-
tuercas-y-husillos.pdf.
130. IGUS. PLASTICS FOR LONGER LIFE. DryLin® - Husillos de rosca trapezoidal. [En línea]
2013. [Citado el: 18 de Octubre de 2013.]
http://www.igus.com/wpck/default.aspx?PageNr=3810&C=ES&L=es.
131. BAIZ S.L. PRODUCTO STANDARD: MATERIALES EMPLEADOS. HUSILLOS DE PRECISIÓN
BAIZ. [En línea] 2013. [Citado el: 18 de Octubre de 2013.]
http://www.baiz.net/es/tecnicaestandar.html.
132. ARDUINO. ARDUINO. [En línea] Arduino Team, Julio de 2013. [Citado el: 27 de Julio de
2013.] http://arduino.cc/.
133. DREMEL. DREMEL - SOUTH AMERICA. [En línea] Robert Bosch Tool Corporation, Julio de
2013. [Citado el: 27 de Julio de 2013.] http://www.dremel.com.mx/es-
bo/Pages/default.aspx?pais=Bolivia.
134. Ferreira, Bruno. Circuito ZCD. Venezuela : s.n., 2006.
135. Silva, Pamela Vera. Evaluación de Alternativas. s.l. : Mideplan, 2008.
136. Aldás, Paúl Sebastián Dávila. Diseño Final de una máquina de procesado en el
curtido de cuero para la empresa Curtiduría Dávila. Proyecto para la obtención del título
de Ingeniero Mecánico. Sangolqui : s.n., 2012.
137. AXYZ International. The Global CNC Cutting Solutions Provider. [En línea] AXYZ
International, 2011. [Citado el: 8 de Mayo de 2012.] http://www.axyz.com.
138. 3D Latitude SUDA-SIWEI. 3D Latitude . [En línea] [Citado el: 8 de Mayo de 2012.]
http://www.3d-latitude.com.
139. COFRE GRÁFICO. Arte sobre madera contrachapada. [En línea] Cofregráfico, 5 de
Agosto de 2011. [Citado el: 11 de Mayo de 2012.] http://www.cofregrafico.com/arte-
sobre-madera-contrachapada/#more-8278.
140. GALMET. Galmet Metalmecánica. [En línea] Galmet Metalmecánica, 2011. [Citado el:
11 de Mayo de 2012.] http://galmet.cl/productos/corte-con-plasma-cnc/.
141. INTEREMPRESAS.net. Metal-mecánica. [En línea] Control Nielsen//Netratings, 16 de
Septiembre de 2010. [Citado el: 11 de Mayo de 2012.]
http://www.interempresas.net/MetalMecanica/Articulos/43294-Corte-por-chorro-de-agua-
con-1-micra-de-resolucion.html.
142. MECATROBOTIC. [En línea] Wordpress.org. [Citado el: 8 de Mayo de 2012.] http://cnc-
mecatrobotic.com/.
143. PILOT PRO. Pilot Pro CNC Routers and Projects. [En línea] MBA. [Citado el: 8 de Mayo
de 2012.] http://www.pdjinc.com.
144. RETRO Systems. HORNET HD Dual Side Drive. Valley Center, KS 67147 USA : W.Clay,
2011.
145. TCI Cutting. Laser Division. Valencia - España : TCI Cutting, 2011.

º
122
UPB © 2013
146. Rubio, Alfonso de Lara. Diseño e implementación en FPGA del control numérico
computarizado para fresadora de tres ejes: control manual e interpretación de
coordenadas en dos dimensiones. Proyecto Fin de Carrera. Madrid - España : Universidad
Rey Juan Carlos, 2011.
147. Casal, Sergio Santos. TRABAJO FINAL DE CARRERA. Diseño de un sistema de control
para una fresadora CNC. Gandia : UNIVERSIDAD POLITECNICA DE VALENCIA, 2011.
148. SMART TIENDA. Smart Tienda. [En línea] Smartienda, 2010. [Citado el: 18 de Mayo de
2012.] http://www.smartienda.cl/smartwebsite/pruebas/ferreteria_arch/BB1aa.jpg.
149. EXCEL CNC. Excel CNC Automation. [En línea] © HD series CNC routers. [Citado el: 18
de Mayo de 2012.] http://www.exelcnc.com/USERIMAGES/kress.jpg.
150. KROMF. Cordless drills. [En línea] Kronf. [Citado el: 18 de Mayo de 2012.]
http://cordlessdrills-guide.com/wp-content/uploads/2010/09/Chuck3.jpg.
151. MACHINES OUTILS RD. RD MACHINES-OUTILS SAS. [En línea] Association Européenne
des Marchands de Machines-Outils (AEMMO) , 2012. [Citado el: 18 de Mayo de 2012.]
http://www.rdmo.es/photo/n_5051.
152. FRADYMARKET. Router CNC. [En línea] Fradymarket Mexico D.F.
http://www.fradymarket.com/carrito2.htm.
153. FORUM.COM. Forum. [En línea] [Citado el: 18 de Mayo de 2012.]
http://forums.reprap.org/read.php?127,112116,121022#msg-121022.
154. DIRECT INDUSTRY. EL SALÓN VIRTUAL DE LA INDUSTRIA. [En línea] GRUETZNER. [Citado el:
18 de Mayo de 2012.] http://www.directindustry.es/prod/gruetzner-gmbh/pinones-de-
lubricacion-de-cadenas.
155. IZARO. Mecanismos de precisión. [En línea] [Citado el: 18 de Mayo de 2012.]
http://www.izaro.com/contenidos/ver.php?id=es&se=5&su=52&co=1294134622.
156. DANAHERMOTION. [En línea] [Citado el: 18 de Mayo de 2012.]
http://www.danahermotion.com/website/com/eng/products/ball_screws_and_lead_scre
ws.
157. DIRECT INDUSTRY. EL SALÓN VIRTUAL DE LA INDUSTRIA. [En línea] HANGZHOU. [Citado
el: 18 de Mayo de 2012.] http://www.directindustry.es/prod/chinabase-machinery-
hangzhou/ejes-acanalados-con-movimiento-lineal-55875-586110.html.
158. Archiexpo. Correderas de ventanas. [En línea] [Citado el: 18 de Mayo de 2012.]
http://img.archiexpo.es/images_ae/photo-g/sistema-corredera-520797.jpg.
159. MERCADOLIBRE. RODAMIENTOS LINEALES. [En línea] [Citado el: 18 de Mayo de 2012.]
http://articulo.mercadolibre.cl/MLC-402710880-rodamiento-lineal-16mm-
_JM?redirectedFromParent=MLC39629859.
160. MACHINE TOOLS. Servo Motors and Drives. [En línea] [Citado el: 18 de Mayo de 2012.]
http://www.machinestools.in/servo_motors_and_drives.
161. ACinductionmotors. DC Stepper Motors. [En línea] [Citado el: 18 de Mayo de 2012.]
http://acinductionmotorss.com/wp-content/uploads/2011/12/Dc-Stepper-Motor.jpg.
162. FESTO. LINEAR ACTUATOR. [En línea] [Citado el: 18 de Mayo de 2012.]
http://www.festo.com/rep/es_es/assets/ELGL_LAS_12995k_1_710px.jpg.

º
123
UPB © 2013
163. BLOGSPOT. Actuadores lineales. [En línea] [Citado el: 18 de Mayo de 2012.]
http://3.bp.blogspot.com/_28q8G6MzHNY/S-
BeAyANnNI/AAAAAAAAAAM/U17I0sF3i4o/s1600/ZHO-AZV5.jpg.
164. DIRECT INDUSTRY. EL SALÓN VIRTUAL DE LA INDUSTRIA. Cilindro hidráulico. [En línea]
[Citado el: 18 de Mayp de 2012.] http://img.directindustry.es/images_di/photo-g/cilindro-
hidraulico-26836.jpg.
165. OPEN CNC MEXICO. [En línea] [Citado el: 18 de Mayo de 2012.]
http://www.opencncmexico.com/images/PSU.jpg.
166. PRO-BOLIVIA. Ministerio de Desarrollo Productivo y Economía Plural - Estado
Plurinacional de Bolivia. [En línea] 2011. [Citado el: 13 de Septiembre de 2012.]
http://www.probolivia.gob.bo/probolivia/index.php?control=1&codart=19.
167. MULTICAM. CNC Cutting Solutions. [En línea] Multicam, 2012. [Citado el: 13 de
Septiembre de 2012.] http://www.multicam.com.
168. Pacheco, Cristian Jesús Tórrez. FACULTAD DE INGENIERÍA MECÁNICA. UMSNH. [En
línea] Faculdad de ingeniería mecánica Mejicana, 2013. [Citado el: 2 de Julio de 2013.]
http://www.fim.umich.mx/new/index.php.
169. UNIVERSIDAD DE SANTIAGO DE CHILE. Departamento de Ingeniería Mecánica - Área
de procesos mecánicos. INGENIERÍA EJECUCIÓN EN MECÁNICA. [En línea] FACULTAD DE
INGENIERÍA, 2002. [Citado el: 26 de Julio de 2013.]
https://www.google.com.bo/url?sa=t&rct=j&q=&esrc=s&source=web&cd=6&ved=0CFIQFj
AF&url=http%3A%2F%2Fdecmecanico.files.wordpress.com%2F2010%2F07%2Fvelocidades-
de-
corte3.ppt&ei=DsHyUanGIbKR7Aa2hIGwAg&usg=AFQjCNHJ5n9bYOAydVc1_47vcVWBmXu
l4w&sig2=wi310_t1dgemEZU.

º
124
UPB © 2013
11. GLOSARIO TÉCNICO
A continuación se define teóricamente cada uno y se especifica su aplicación en el
presente proyecto:
Eje lineal: Es la recta imaginaria por donde se desplaza cualquiera de los puntos de apoyo
o fijos de una porción de la máquina. Existen solamente tres ejes lineales que son
ortogonales. Normalmente las designaciones a estos ejes corresponden a las letras 𝑋, 𝑌 y
𝑍, aunque el orden de la designación es inherente a cada fabricante. El presente
proyecto plantea un diseño mínimamente con estos tres ejes.
Eje lineal complementario: Es semejante al eje lineal, solamente que es otra porción de la
máquina la que se desplaza. Podría considerarse una extensión. Su designación
corresponde son las letras 𝑈, 𝑉 y 𝑊 respectivamente con 𝑋, 𝑌 y 𝑍, pero normalmente se
usa sólo la extensión del eje 𝑍, que es 𝑊. En el presente proyecto se evalúa el uso de ejes
complementarios.
Eje angular: Es la recta imaginaria por donde gira cualquiera de los puntos pivote de una
porción de la maquinaria. Existen solamente tres ejes angulares que son ortogonales,
normalmente los ejes angulares complementan a los ejes lineales compartiendo la misma
recta imaginaria. En este caso las designaciones corresponden a las letras 𝐴, 𝐵 y 𝐶
respectivamente con 𝑋, 𝑌 y 𝑍, aunque algunos fabricantes usan algún otro orden o
nomenclatura. En el presente proyecto se evalúa el uso de los ejes angulares.
Número de ejes: El presente proyecto define dicho término como la cantidad de ejes que
pueden funcionar simultáneamente. Los ejes lineales corresponden a los tres primeros ejes,
luego los otros tres ejes angulares y por último los ejes complementarios. En el presente
proyecto se evalúa el uso simultáneo de ejes angulares y/o complementarios.
Desplazamiento lineal: También conocido como “viaje” o “carrera”. Este es un parámetro
que define la cantidad total del desplazamiento de los ejes lineales o lineales
complementarios (no aplicado a los ejes angulares) de la máquina, expresado en
unidades de distancia. Cuando la carrera o viaje es mayor, la capacidad de trabajo de la
máquina, en términos de espacio y volumen, es mayor.
Desplazamiento angular: Semejante al anterior parámetro, pero es expresado en
unidades angulares, porque define la rotación según algún eje angular de la máquina.
Velocidad de avance sin carga: La velocidad sin carga o al vacío, es la velocidad
máxima del módulo de conformado (puede ser un motor husillo y una fresa, o un cabezal

º
125
UPB © 2013
láser) y queda definido por la suma vectorial de velocidades de avance de cada eje, sea
angular o lineal. En caso de velocidad de avance lineal se expresa en unidades de
distancia en función del tiempo y en caso de velocidad de avance angular se expresa en
unidades de rotación en función del tiempo. Para el tipo de máquina que trata el
presente proyecto normalmente no se definen valores para las velocidades de avance
angulares pues son muy lentas.
Velocidad de avance con carga: Es semejante a la velocidad sin carga, solamente que
queda limitada por los parámetros del mecanizado, como por ejemplo: la capacidad de
remoción de material de la herramienta, el tipo de material en cual se está trabajando, la
linealidad del trazo y otros como la misma capacidad de los actuadores. No se puede
expresar un valor cierto directamente, pues depende de muchos otros factores, pero se
puede estimar su desempeño expresando la potencia de los actuadores. El caso es igual
para velocidades lineales o angulares.
Aceleración: Es un parámetro que muy pocos fabricantes lo cuantifican. Expresa la razón
de velocidad de avance. La aceleración lineal o angular queda expresada
indirectamente en la potencia de sus actuadores.
Fuerza de corte: Es la resultante de todas las fuerzas que intervienen en el corte que serán
detalladamente definidas en las siguientes secciones del presente capítulo. Su valor
queda limitado por la potencia de la máquina en su dinámica de corte y por la potencia
del bloque de conformado.
Potencia de conformado: Es la potencia que consume el bloque de conformado sea cual
fuere su tipo. El parámetro se expresa en unidades de potencia.
Potencia base o de traslación: Es la cantidad de energía que consume la máquina es
todas sus operaciones. Nótese que no adjunta la potencia del bloque de conformado.
Precisión: Es el mínimo movimiento posible controlado por la máquina, puede entenderse
también como resolución. El valor que cuantifica este parámetro está expresado en
unidades de distancia.
Restablecimiento: Es el máximo movimiento posible no controlado por la máquina. Puede
entenderse también como el error de restablecimiento o repetitividad. El valor que
cuantifica este parámetro está expresado en unidades de distancia y suele ser menor que
el valor de precisión.
º
126
UPB © 2013
Altura total: Es la distancia desde el suelo hasta el punto más alejado del mismo cuando la
máquina está extendida en ese sentido y tiene todos sus complementos instalados. Su
valor se expresa en unidades de distancia.
Anchura total: Es la distancia desde el punto izquierdo, derecho, frontal o posterior hasta
el punto más alejado del mismo cuando la máquina está extendida en ese sentido y tiene
todos sus complementos instalados. Su valor se expresa en unidades de distancia.
Largura total: Semejante a la anchura, solamente que con mayor magnitud.
Volumen de la máquina: Es el espacio total que ocupa la máquina, consecuente del
producto de la altura, anchura y largura totales. Equivale al volumen del prisma
rectangular más pequeño que pueda contener a la máquina. Es un parámetro que sirve
al poseedor de la máquina para poder prever espacios y accesos conforme al uso de la
máquina y su relación con otras. El valor que cuantifica este parámetro se expresa en
unidades de volumen.
Volumen de trabajo: Es el espacio máximo de trabajo. Puede representarse, se hace así
en este proyecto, como el producto de los tres desplazamientos lineales máximos de la
máquina. En la práctica el volumen de trabajo es un poco menor a dicho producto, pues
depende de la geometría del bloque de conformado. El valor que cuantifica este
parámetro se expresa en unidades de volumen.
Capacidad de carga: Es un parámetro que cuantifica el peso máximo que la máquina
puede soportar. Depende estrechamente de la estructura de la máquina. Su valor se
expresa en unidades de peso.
Peso: Es el peso total de la máquina montada con todos sus complementos. Su valor se
expresa en unidades de peso.
Precio: Es un parámetro que expresa la cantidad monetaria equivalente a la máquina.
Depende de muchos factores que se resumen en: Materia prima, mano de obra directa,
mano de obra indirecta y los gastos indirectos de fabricación.

º
127
UPB © 2013
12. ANEXO-A
A continuación en la Figura Nº 37 se presenta el modelo de la encuesta.
Figura Nº 37: Modelo de la encuesta formal a la Empresa 1
UNIVERSIDAD PRIVADA BOLIVIANA - COCHABAMBA
FACULTAD DE INGENIERÍA Y ARQUITECTURA
CARRERA DE INGENIERÍA ELECTROMECÁNICA
DISEÑO FINAL DE UNA MINI-FRESADORA CNC DE PRODUCCIÓN BOLIVIANA
ALUMNO: SERGIO CORDERO CALVIMONTES
TRABAJO: TRABAJO FINAL DE GRADO
TUTOR: ING. CARLOS LÓPEZ
PROPIETARIO:
MÁQUINA:
TIPO:
ESPECIFICACIONES:
1.- 4.- 7.-
2.- 5.- 8.-
3.- 6.- 9.-
CAPACIDADES:
LIMITACIONES:
OBSERVACIONES: IMAGEN:
Perfil de Necesidades, de acuerdo a los talleres locales que usan fresadoras semejantes y de
otros tipos

º
128
UPB © 2013
La encuesta llenada (transcrita) se presenta en la Figura Nº 38 a continuación.
Figura Nº 38: Encuesta respondida por la Empresa 1
UNIVERSIDAD PRIVADA BOLIVIANA - COCHABAMBA
FACULTAD DE INGENIERÍA Y ARQUITECTURA
CARRERA DE INGENIERÍA ELECTROMECÁNICA
DISEÑO FINAL DE UNA MINI-FRESADORA CNC DE PRODUCCIÓN BOLIVIANA
ALUMNO: SERGIO CORDERO CALVIMONTES
TRABAJO: TRABAJO FINAL DE GRADO
TUTOR: ING. CARLOS LÓPEZ
PROPIETARIO: Rolando Rodríguez - ASTRO SRL.
MÁQUINA: CNC-TECHNIK HEIZ – HIGH-Z S-1000
TIPO: Fresadora tipo Router de Grabado
ESPECIFICACIONES:
1.- Cabezal Kress 1050W 4.- Deslizamineto HIWIN 7.- Mesa de ranuras inserto
2.- Tres ejes independientes 5.- Tracción por husillo 8.- Conversor USB a LPTx2
3.- Cuatro motores Stepper 6.- Guías endurecidas 46 [Hrc ] 9.- Control: WinPC - NC
CAPACIDADES:
La máquina puede realizar todo tipo de grabados usando la fijación mecánica tradicional o la
adhesiva. La velocidad máxima de traslación en vacío es de 2000 [mm/min ] con una resolución
máxima de 0,001 [mm ] y una repetitibilidad de 0,01 [mm ]. El volumen de trabajo corresponde a
1000 [mm ] para el eje X, 600 [mm ] para el eje Y y 100 [mm ] para el eje Z. El sistema de control no
es interferido por otras aplicaciones en el computador. Posee dos botones de seguridad.
LIMITACIONES:
No posee los aparejos necesarios para grabados en piedra, el fabricante recomienda no usar
la máquina en ese tipo de tareas. La mesa de trabajo provista por el fabricante solamente fue
diseñada para soportar 50 [Kg ], a mayores pesos la mesa se pandea. Cuando la velocidad de
traslación exige un par que la máquina no puede aportar, se produce pérdida de pasos, como
el control es de lazo abierto no se puede recuperar el estado anterior a la falla.
OBSERVACIONES: IMAGEN:
1.- Cuando la máquina pierde pasos, es
imposible ranudar la rutina desde el
punto de falla, es necesario correr
nuevamente el programa.
2.- La máquina posee una central de
control que no aparece en la figura,
allí se conectan los motores stepper,
Perfil de Necesidades, de acuerdo a los talleres locales que usan fresadoras semejantes y de
otros tipos
el motor de conformado, los botones
de seguridad, los sensores de orígen
y un cable proveniente del puerto
paralelo de la computadora.

º
129
UPB © 2013
13. ANEXO-B
13.1 Máquinas tipo router CNC
Para generar la lista de máquinas mencionada en capítulo cuarto, el número de
máquinas seleccionadas aleatoriamente debería corresponder a la determinación
teórica del tamaño de una muestra representativa del universo o población de las
máquinas fresadoras tipo router CNC. Se busca una cantidad mínima de máquinas que
no disminuya la calidad de los análisis. Se calcula este importante valor que según la
teoría estadística, la muestra representativa específica del proyecto corresponde a la
siguiente ecuación (Ecuación Nº 51) (18).
𝑛 =𝑍2 ∗ 𝑝 ∗ 𝑞
𝐸2 Ecuación Nº 51
La ecuación corresponde a un modelo donde se estima la media de la población, la
varianza es desconocida, no existe muestras piloto y la población es estimada como
infinita. Para valores comunes, al menos en teoría, de nivel de confianza 𝑍 = 95%,
porcentaje de error de 𝐸 = 5% y factor de variabilidad de 𝑝 = 𝑞 = 0,5. Como resultado, el
número de máquinas mínimo para obtener una muestra representativa es mayor a 350
máquinas (19). Aunque no es un valor muy alto, el muestreo de esa cantidad de
máquinas es nada factible según los propósitos académicos del presente proyecto.
El tipo de análisis comparativo o matricial, según el capítulo quinto, es independiente de
la cantidad de máquinas que se analicen. En realidad, cualquier tipo de resultado
obtenido en cualquiera de los futuros análisis, depende únicamente de la calidad de las
máquinas seleccionadas y no así de la cantidad. Se seleccionan quince máquinas tipo
router CNC del mercado, cada una es resultado de la consulta a su propio fabricante y/o
proveedor. La selección de las máquinas es aleatoria, pero dentro de un rango de
capacidades y aplicaciones que corresponden al Anexo-C.
Más adelante se presenta la lista de las quince máquinas fresadoras CNC tipo router de
selección aleatoria vía internet. Los datos generales (representativos más no iguales para
todas las máquinas) se presentan junto con las máquinas y los datos específicos se
tabulan en las tablas que están en la segunda sección del presente anexo.

º
130
UPB © 2013
13.1.1 Router CNC 1: Techno INC. CNC Router systems – LC“x” Series 59144
MAC-TECH es una empresa manufacturera norte americana ubicada en Chicago. Esta
empresa está revendiendo la máquina LC“x” Series, cuyo fabricante corresponde a la
marca Techno-CNC Inc. En la Figura Nº 39 se presenta la imagen de la máquina,
posteriormente se exponen algunas características generales de la máquina (20).
Figura Nº 39: TECHNO INC. CNC ROUTER SISTEMS – LC“x” Series59144
Fuente: (20)
Características expuestas por el proveedor, el precio de la máquina incluye todos los
complementos mencionados a continuación:
Interfaz CNC basada en Windows – Software: RynoCam Basic, dos computadoras.
Sistema de control: Motores Servo con control de ciclo cerrado.
Sistema de tracción: Varilla roscada y tuerca antifricción – Guías lineales de bolas.
Superficie de trabajo de aluminio – Tabla de succionado sectorial.
Bloque de calibrado automático y cambio automático de herramientas.
Motor de conformado de marca New Keramik ES 919A 2P. Cabezal refrigerado
con aire. Potencia equivalente a 19 [𝐾𝑤] y 2400 [𝑟𝑝𝑚] de alto torque.
Dispositivo de recolección de virutas y desechos en el mecanizado.
Aguja de calibración, digital en tercera dimensión.

º
131
UPB © 2013
13.1.2 Router CNC 2: VICCAM – Wood CNC Router VR1312X2
VICCAM es un fabricante de muchos tipos de máquinas, su sede está en Nanjing - China.
La serie VR está orientada a trabajos en madera y materiales no ferrosos. En la Figura Nº 40
se presenta la máquina, luego la información general expuesta por el fabricante (21).
Figura Nº 40: Wood CNC Router VR1312X2
Fuente: (21)
Información general expuesta por el fabricante:
Diseño estructural avanzado que ofrece alta estabilidad y durabilidad.
Precisión asegurada por el sistema de tracción de tuerca antifricción y varilla
roscada acoplada a un motor paso a paso para el eje 𝑍. Tracción por piñón y guía
dentada para los ejes 𝑋 y 𝑌.
Estructura tipo cabinete diseñada para contrarrestar la presión de deformación.
Motor de conformado italiano, de baja deformación y alta rigidez.
Ranuras tipo T invertidas para la sujeción de piezas.
Controlador: NC-studio – Software: Type3 – Formato: HPGL y código G.

º
132
UPB © 2013
13.1.3 Router CNC 3: 3D TRANSFORM – 1500S
3D Transform es una empresa Brasilera especializada en la fabricación de máquinas láser y
fresadoras tipo router CNC. Se selecciona la máquina 1500S de entre otras que ofrece el
fabricante. En la Figura Nº 41 la presenta, luego la información general expuesta por el
fabricante (22).
Figura Nº 41: 3D TRANSFORM – 1500S
Fuente: (22)
La información general queda expuesta a continuación:
Motor de conformado Italiano marca ELTE. Potencia de 3 [𝐻𝑝] y velocidad variable
desde 12 000 hasta 24 000 [𝑟𝑝𝑚]. Opcional con refrigeración líquida, libre de ruido.
Sistema de aspiración de residuos y sistema de pulverización húmeda.
Estructura de aluminio y base metálica con sistema de nivelación.
Guías lineales prismáticas de 20 [𝑚𝑚] de acero templado de alta calidad para los
tres ejes. Tracción por correa dentada sincronizada en los ejes 𝑋 y 𝑌. Tracción por
varilla roscada y tuerca anti-fricción con bolas recirculantes. Motores paso a paso.
Juego de 6 fresas, 8 presillas para fijación y herramientas de trabajo.

º
133
UPB © 2013
13.1.4 Router CNC 4: BARCENAS - CX-6090
BARCENAS es una empresa española dedicada a la distribución y comercialización de
máquinas CNC en todas sus especialidades, desde Fresadoras CNC hasta Laser CNC. La
máquina seleccionada corresponde a la serie CX, la Figura Nº 42 la muestra (23).
Figura Nº 42: CX-6090
Fuente: (23)
La información general queda expuesta a continuación:
Diseñada para trabajos en madera y en materiales no ferrosos.
Sistema de control a través de DSP, no requiere una PC.
Estructura de acero, diseñada para ofrecer alta rigidez.
Tracción por varillas roscadas - Patines lineales de alta calidad dobles por eje.
Protección contra agua y polvo para los tres ejes. Servomotores japoneses.
Motor de conformado desde 2 hasta 7.5 [𝐻𝑝]. Refrigerado por agua.
Opcional: Cuarto eje C bajo o encima de la mesa. Sistema de aspiración.

º
134
UPB © 2013
13.1.5 Router CNC 5: TWO SPADE MACHINERY LLC – Gerber SABRE 408
TWO SPADE MACHINERY LLC es un ente intermediario entre los fabricantes de maquinaria
y los clientes finales, la empresa radica en el estado norte americano de New Hampshire.
Gerber Scientific Products es el fabricante de las máquinas SABRE. La máquina es ofrecida
en buen estado, la Figura Nº 43 muestra cómo es la máquina, luego se exponen las
características que ofrece el revendedor (11).
Figura Nº 43: Gerber SABRE 408
Fuente: (11)
Las siguientes características son expuestas por el revendedor, y algunas por el fabricante:
Sistema de tracción patentado con tuerca antifricción y varilla roscada. Bajo
mantenimiento del mecanismo y libre de lubricación.
Estructura de aluminio diseñada para ser robusta, más ligera que una de acero.
Control remoto alámbrico.
Motor soplador y recolector de viruta.
Incluye una PC con el software Enroute 5. Arquitectura abierta para muchos tipos
de formatos. Interface fácil e intuitivo.
Sistema de fijación por succión y sistema de fijación por ranuras tipo T.

º
135
UPB © 2013
13.1.6 Router CNC 6: TITAN MACHINERY - Xinxin CNC Router2030
TITAN MACHINERY es una empresa revendedora australiana que ofrece una máquina
nueva Xinxin CNC Router2030, que es de tecnología japonesa. Figura Nº 44 muestra la
máquina, posteriormente se expone la información expuesta por el revendedor (24).
Figura Nº 44: Xinxin CNC Router2030
Fuente: (24)
Características generales expuestas por el revendedor:
Diseñada para grandes formatos de madera MDF y láminas de acrílico.
Bajo consumo en el aspirado por tener control sectorizado.
Sistema de lubricación por prensa, facilita la lubricación de la máquina.
Estructura de pórtico rígida para trabajos que exijan alta rigidez. Perfil cuadrado de
acero estructural, desligado de estrés residual. Resistente a la corrosión.
Sensores en la herramienta, permiten una mayor precisión en la máquina.
Cableado de tipo aviación, permiten una instalación más fácil.
Recolector y aspirador de virutas de alta eficiencia.
Control DSP por USB de fácil e intuitiva interactividad con el usuario.
Software compatible con el código G.
Motor de conformado Italiano de alta revolución. Opcional a otros motores.
Doble rodamiento lineal en el eje 𝑌 para mayor estabilidad en el mecanizado.
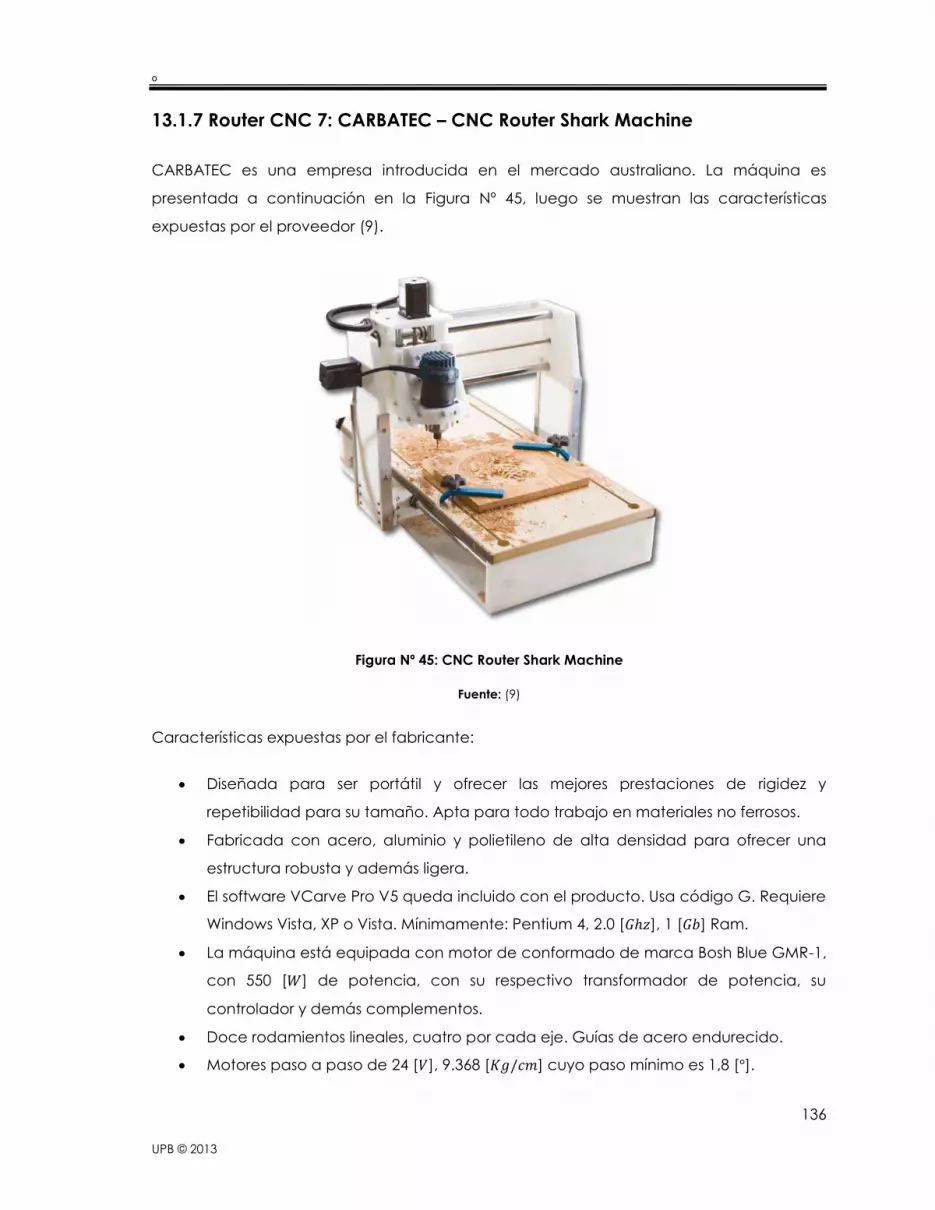
º
136
UPB © 2013
13.1.7 Router CNC 7: CARBATEC – CNC Router Shark Machine
CARBATEC es una empresa introducida en el mercado australiano. La máquina es
presentada a continuación en la Figura Nº 45, luego se muestran las características
expuestas por el proveedor (9).
Figura Nº 45: CNC Router Shark Machine
Fuente: (9)
Características expuestas por el fabricante:
Diseñada para ser portátil y ofrecer las mejores prestaciones de rigidez y
repetibilidad para su tamaño. Apta para todo trabajo en materiales no ferrosos.
Fabricada con acero, aluminio y polietileno de alta densidad para ofrecer una
estructura robusta y además ligera.
El software VCarve Pro V5 queda incluido con el producto. Usa código G. Requiere
Windows Vista, XP o Vista. Mínimamente: Pentium 4, 2.0 [𝐺ℎ𝑧], 1 [𝐺𝑏] Ram.
La máquina está equipada con motor de conformado de marca Bosh Blue GMR-1,
con 550 [𝑊] de potencia, con su respectivo transformador de potencia, su
controlador y demás complementos.
Doce rodamientos lineales, cuatro por cada eje. Guías de acero endurecido.
Motores paso a paso de 24 [𝑉], 9.368 [𝐾𝑔/𝑐𝑚] cuyo paso mínimo es 1,8 [°].

º
137
UPB © 2013
13.1.8 Router CNC 8: FENNEC – SD1325 CNC ROUTER
FENNEC Machinery es una empresa australiana dedicada a aplicaciones variadas de
CNC. De ella se selecciona la máquina que aparece en la Figura Nº 46, posteriormente se
presentan características generales de la máquina (25).
Figura Nº 46: SD1325 CNC Router
Fuente: (25)
A continuación se presentan las características generales de la máquina expuestas por el
fabricante:
Software: Type3 CAD/CAM. Incluido el manual.
Opcional: Tabla de fijación por aspiración.
Opcional: Recolector de desechos y virutas.

º
138
UPB © 2013
13.1.9 Router CNC 9: BEYOND TOOLS – Icarver 1520 Mini CNC 3 axis
BEYOND TOOLS es una empresa revendedora de máquinas para mecanizado y de otros
procesos de manufactura. Geetech corresponde a la marca del. La máquina se muestra
en la Figura Nº 47y luego sus características (26).
Figura Nº 47: Icarver 1520 Mini CNC 3 axis
Fuente: (26)
Características generales expuestas entre el fabricante y el revendedor:
Máquina pequeña con estructura de aluminio diseñada para ser robusta.
Software: i-picture incluido, ArtCAM opcional. Compatible con código G.
Control simultáneo de los tres ejes.
Extensión opcional para el sistema de recolección de virutas.

º
139
UPB © 2013
13.1.10 Router CNC 10: IEHK – IEC1224
IEHK es el nombre de una empresa japonesa especializada en sistemas láser y CNC
implementados en máquinas herramienta. La máquina se muestra en la Figura Nº 48 y
luego se exponen sus características generales (27).
Figura Nº 48: IEC1224
Fuente: (27)
Las características generales de la máquina son las siguientes:
Estructura de marcos robustos de acero. Tabla con ranuras T de aluminio. El diseño
de la máquina ofrece la ligereza necesaria para altas velocidades de
mecanizado. Además se han eliminado las vibraciones aumentando la precisión.
Interfaz amigable al operador. Compatibilidad con formatos como HPGL, código
G, código M y otros tipos de software 3D. Incluye Mach3 y ArtCAM.
Opcional: Calibración automática de herramientas. Incluye dos juegos de brocas.
Control de alta velocidad simultánea para los tres ejes.
Motor de conformado de alta frecuencia con potencia de 2,2 [𝐾𝑤].
Rodamientos lineales de 25 [𝑚𝑚] para asegurar altas rigideces.
Opcional: Sistema de recolección de virutas.
Opcional: Sistema de refrigeración para grabado en materiales no ferrosos.

º
140
UPB © 2013
13.1.11 Router CNC 11: 3D LATITUDE – ST1212
3D LATITUDE es una empresa francesa relacionada con el fabricante SIDERMECA, que
proveen varias familias de máquinas CNC tipo router. Se selecciona la máquina ST1212
que aparece en la Figura Nº 49, posteriormente se presenta las características expuestas
por el fabricante (28).
Figura Nº 49: ST1212
Fuente: (28)
Motor de conformado refrigerado con agua. Potencia de 3 [𝐾𝑤] con 230 [𝑉].
Sistema de control DSP. Interfaz a través del puerto USB. Software Type3 incluido.
Guías lineales tipo THK, para rodamientos lineales.
Opcional: Centro de aspiración de viruta y desechos.
Opcional: Servomotores marca Panasonic Sur para los tres ejes.
Opcional: Cuarto eje C, rotativo con 100 [𝑚𝑚] de diámetro calibrado.
Opcional: Software Logiciel 2,5D o 3D.
Mecanizado en todo tipo de material excepto materiales ferrosos.
Ejes pre-tensionados para aumentar la rigidez, dobles por cada eje.

º
141
UPB © 2013
13.1.12 Router CNC 12: CNC-TECHNIK HEIZ – HIGH-Z S-1400
CNC-TECHNIK HEIZ es una empresa alemana dedicada a la fabricación y exportación de
máquinas CNC tipo router. Se selecciona la máquina de mayor formato que provee el
fabricante, la máquina es mostrada en la Figura Nº 50, posteriormente se presentan las
características generales (10).
Figura Nº 50: HIGH-Z S-1400
Fuente: (10)
A continuación se presentan las características generales expuestas por el fabricante:
Incluye un motor de conformado de marca Kress de 1 050 [𝑊] de potencia.
Los actuadores son cuatro motores paso a paso de 4,8 [𝑉] y 1 600 [𝑠𝑡𝑝/𝑟𝑒𝑣]. El
deslizamiento en el eje 𝑋 es a través de guías HIWIN, en los ejes 𝑌 y 𝑍 es una guía
de acero con endurecimiento superficial de 61 [𝐻𝑟𝑐]. Posee tuercas antifricción y
varillas roscadas de perfil trapezoidal. El cableado es recubierto por una cadena.
Sensores de referencia y posicionamiento uno por cada eje.

º
142
UPB © 2013
13.1.13 Router CNC 13: MAKSER TEAM-KAPLAMA USTASI – ATC-1428 CNC
KAPLAMA USTASI es una empresa que radica en Adana, en Turquía. Ella es fabricante de
máquinas CNC especializada en prensas al vacío y routers. El router de menor formato es
seleccionado, se lo muestra en la Figura Nº 51, las características que ofrece el fabricante
quedan expuestas a continuación (7).
Figura Nº 51: ATC-1428 CNC
Fuente: (7)
Características generales expuestas por el fabricante:
Sistema automático de cambio y calibrado de herramientas. Panel HUST.
Superficie plana, tabla hecha de baquelita.
Tracción por varilla roscada para los ejes 𝑋 y 𝑌. Husillo para el eje 𝑍.
Actuadores: Motores Servo tipo Delta de 0,75 [𝐾𝑤] para los ejes 𝑋 y los dos ejes 𝑌.
Para el eje 𝑍 es un motor de la misma potencia pero de tipo Breaking.
Motor de conformado de 7,5 [𝐾𝑤] de potencia y velocidad angular de 18 [𝐾𝑟𝑝𝑚].
Sistema de aspirado de virutas de 2 000 [𝑚3/ℎ𝑜𝑟𝑎] de caudal. Sensor de caída de
presión. Sistema de refrigeración de aceite por bombeo, caudal de 100 [𝑚3/ℎ𝑜𝑟𝑎].
El ajuste de la lubricación es automática según el tiempo de uso.
Guías lineales dobles para cada uno de los ejes. Sensores en cada eje para el
control de los fines de carrera en los desplazamientos.

º
143
UPB © 2013
13.1.14 Router CNC 14: DIFRA CNC – D9060
DIFRA CNC es una empresa argentina especializada en fabricación y reparación de
routers CNC. La empresa se encarga de ensamblar las máquinas a pedido del cliente. Se
selecciona el modelo D9060 que se presenta en la Figura Nº 52; Las características
generales son presentadas posteriormente (29).
Figura Nº 52: D9060
Fuente: (29)
A continuación se presentan las características generales según el fabricante:
Estructura de acero soldada de pared gruesa, extra robusta.
Mesa de apoyo de materiales con ranuras T invertida de acero 1045, con batea
para trabajar con líquidos. Equipo con ruedas y patas para su fácil transporte.
Guías prismáticas de 20 [𝑚𝑚] para los tres ejes. Sistema de tracción con tornillos de
bolas recirculantes para cada eje. Motores paso a paso con 850 [𝑁𝑐𝑚] de torque.
Motor de conformado de 4,5 [𝐻𝑃] de potencia, 18 000 [𝑟𝑝𝑚] como máxima
velocidad angular. Su encendido y apagado es controlado desde la misma PC.
Sensores de posición y referencia para un correcto desplazamiento.

º
144
UPB © 2013
13.1.15 Router CNC 15: CIELLE – ALFA 61 x 125
CIELLE es una empresa italiana dedicada a la producción de maquinaria CNC y otros
tipos. La máquina seria ALFA en formato 61 x 125 se presenta en la Figura Nº 53. Luego se
presentan las características expuestas por el mismo fabricante (30).
Figura Nº 53: ALFA 61 x 125
Fuente: (30)
Características generales expuestas por fabricante:
Estructura de aleación de aluminio. Perfiles de aluminio extruido hueco.
Ranuras tipo T invertida, en la superficie de trabajo.
Sistema de tracción con varilla roscada, tuercas anti-fricción accionados por
motores paso a paso. Dos motores paso a paso por el eje X.
Guías lineales con rodillos de bolas de circulación de recuperación automática.
Motor de conformado de 20 000 [𝑟𝑝𝑚] y 140 [𝑊]. Tensión monofásica 230 [𝑉].
Interfaz a través del puerto USB 2.0, necesita una PC.
Opcional: Sistema automático de cambio de herramienta.
Sistema de calibración de herramientas.

º
145
UPB © 2013
13.2 Parámetros específicos
A continuación, de la Tabla Nº 24 a la Tabla Nº 26, se presentan los valores numéricos de
los parámetros representativos según las máquinas seleccionadas en la anterior sección.
Tabla Nº 24: Parámetros representativos de las fresadoras tipo Router CNC (1-5)
ROUTER CNC (1 – 5)
Techno LC "X"
S:59144 VR1312X4 1500S CX-6090
Gerber SABRE
408
PARÁMETRO 1 2 3 4 5
𝑽𝒐𝑿 20320 14000 5000 10000 33020
𝑽𝒐𝒀 20320 14000 5000 10000 33020
𝑽𝒐𝒁 20320 14000 5000 10000 33020
∆𝒅 0.001 0.01 0.01 0.005 0.01
𝑽𝒕𝒐𝒕𝒂𝒍 1,40E+10 4,59E+09 8,10E+09 2,03E+09 8,19E+09
𝒉 323 110 150 120 110
𝒘 1499 1200 1350 600 1350
𝒍 3658 1300 2600 900 2565
𝑾𝒎𝒂𝒙 100 200 150 200 350
𝑷𝒕𝒐𝒕𝒂𝒍 150 550 200 200 715
𝒑 40000 6800 37500* 16575** 16500
Tabla Nº 25: Parámetros representativos de las fresadoras tipo Router CNC (6-10)
ROUTER CNC (6 – 10)
Xinxin CNC
Router2030 Router Shark SD1325 CNC Icarver 1520 IEC1224
PARÁMETRO 6 7 8 9 10
𝑽𝒐𝑿 20000 2000 12000 3000 10000
𝑽𝒐𝒀 20000 2000 12000 3000 10000
𝑽𝒐𝒁 20000 2000 12000 3000 10000
∆𝒅 0.03 0.02 0.01 0.1 0.01
𝑽𝒕𝒐𝒕𝒂𝒍 7,92E+09 2,43E+08 7,09E+09 6,31E+08 8,33E+09
𝒉 190 105 90 101 100
𝒘 2000 300 1300 381 1200
𝒍 3000 600 2500 508 2400
𝑾𝒎𝒂𝒙 1000 30 400 40 300
𝑷𝒕𝒐𝒕𝒂𝒍 2800 38 1100 50 500
𝒑 12891 4993*** 18513*** 5605*** 4590***

º
146
UPB © 2013
Tabla Nº 26: Parámetros representativos de las fresadoras tipo Router CNC (11-15)
ROUTER CNC (11 – 15)
ST1212 HIGH-Z S-1400 ATC - 1428
CNC D9060 ALFA 61x125
PARÁMETRO 11 12 13 14 15
𝑽𝒐𝑿 8000 2000 60000 4000 8000
𝑽𝒐𝒀 8000 2000 60000 4000 8000
𝑽𝒐𝒁 8000 2000 40000 4000 8000
∆𝒅 0.02 0.0002 0.001 0.02 0.01
𝑽𝒕𝒐𝒕𝒂𝒍 5,67E+09 2,73E+09 9,00E+09 4,05E+09 1,63E+09
𝒉 90 110 100 200 100
𝒘 1200 800 1400 600 610
𝒍 1200 1400 2800 900 1250
𝑾𝒎𝒂𝒙 250 50 400 350 140
𝑷𝒕𝒐𝒕𝒂𝒍 650 76 600 600 140
𝒑 13668** 7854** 41000 19824 23690**
Algunos precios presentados en las tablas anteriores, que fueron provistos por el mismo
proveedor o fabricante, originalmente estaban expresados en unidades monetarias
diferentes a la unidad monetaria base del presente proyecto. Se hizo la conversión
monetaria según los siguientes tipos de cambio (31):
Se supone el tipo de cambio (*): 1 𝑈𝑆𝐷 = 2,00 𝐵𝑅𝐿
Se supone el tipo de cambio (**): 1 𝑈𝑆𝐷 = 1,03 𝐸𝑈𝑅
Se supone el tipo de cambio (***): 1 𝑈𝑆𝐷 = 1,02 𝐴𝑈𝐷
13.3 Índices representativos
Conforme al análisis comparativo mostrado en el capítulo cuarto, se presenta la Tabla Nº
27, donde se exponen los índices representativos para cada una de las máquinas
seleccionadas anteriormente. Cada índice representativo equivale a la siguiente
expresión matemática:
Índice volumétrico: 𝐼𝑉 =𝑽𝒕𝒓𝒂𝒃𝒂𝒋𝒐
𝑽𝒕𝒐𝒕𝒂𝒍∗ 100 Ecuación Nº 52
Índice de controlabilidad: 𝐼𝐶 =𝑀𝐴𝑋(𝑽𝒐)
∆𝒅∗𝟏𝟎𝟎𝟎 Ecuación Nª 53
Índice estructural: 𝐼𝐸 =𝑾𝒎𝒂𝒙
𝑷𝒕𝒐𝒕𝒂𝒍 Ecuación Nº 54

º
147
UPB © 2013
Cada índice se calcula en base a los valores de los parámetros representativos expuestos
en las tablas de la sección anterior.
Tabla Nº 27: Índices representativos y precios por máquina evaluada
ROUTER CNC ÍNDICES REPRESENTATIVOS
𝑰𝑽 𝑰𝑪 𝑰𝑬 𝒑
1 Techno LC "X" S:59144 12,673 20 320 0,667 40 000
2 VR1312X4 3,736 1 400 0,364 6 800
3 1500S 6,500 500 0,750 37 500
4 CX-6090 3,200 2 000 1,000 16 575
5 Gerber SABRE 408 4,651 3 302 0,490 16 500
6 Xinxin CNC Router2030 14,394 667 0,357 12 891
7 Router Shark 7,778 79 0,789 4 993
8 SD1325 CNC 4,127 1 200 0,364 18 513
9 Icarver 1520 3,097 30 0,800 5 605
10 IEC1224 3,457 1 000 0,600 4 590
11 ST1212 2,287 400 0,385 13 668
12 HIGH-Z S-1400 4,513 10 000 0,658 7 854
13 ATC - 1428 CNC 4,356 60 000 0,667 41 000
14 D9060 2,667 200 0,583 19 824
15 ALFA 61x125 4,684 800 1,000 23 690
El análisis de la información presentada en la anterior tabla se realiza en el capítulo quinto.

º
148
UPB © 2013
14. ANEXO-C
14.1 Aplicaciones posibles de un router CNC de tres ejes
El control numérico computarizado aplicado en las máquinas herramientas,
especialmente en las fresadoras tipo router, ha permitido usar éstas máquinas en
aplicaciones muy diversas. Sería imposible mostrar todas las aplicaciones y usos posibles
de una de estas máquinas, pues la creatividad de los usuarios junto con la creciente
demanda de automatizar procesos de manufactura, generan constantemente nuevas
aplicaciones. A continuación se presenta una lista con la mayoría de las aplicaciones o al
menos una cantidad que intenta representar todas las que un router CNC puede tener.
Nota: En el desarrollo de las aplicaciones a continuación se usa un modelo ideal de
máquina. Es un router CNC semejante a las máquinas presentadas en el Anexo-B, con la
misma filosofía de funcionamiento. Se hace esto porque según el flujo lógico del presente
proyecto aún no se define a detalle, se hará en el capítulo siete, la máquina fresadora
tipo router CNC que debe diseñarse.
14.1.1 Taladrado
El router no precisa de ninguna modificación, simplemente requiere usar la correcta
herramienta. Para el taladrado, se insertan brocas (herramientas típicas de un taladro
común) específicas para el material que debe perforarse. Con mucha precisión pueden
realizarse matrices (32), regulares o no, de perforaciones. Debe tomarse en cuenta las
siguientes consideraciones:
El motor de conformado, que puede ser un taladro, debe tener la potencia
suficiente para realizar sin problemas el perforado.
La herramienta debe estar en buen estado, debe ser específica para el material
que se perfora y debe usarse refrigeración si es necesario.
Las brocas, a diferencia de las fresas, no están diseñadas para los avances
ortogonales a su eje de rotación; es importante generar una rutina de trabajo que
realice el perforado solamente en la dirección pertinente y no en otras
direcciones, pues la broca podría partirse.

º
149
UPB © 2013
En la Figura Nº 54 se presenta una imagen del taladrado matricial de una placa de platino
usando una router CNC (33).
Figura Nº 54: Perforado CNC de placas de fundición
Fuente: (33)
Las aplicaciones del taladrado también pueden ser más artísticas o disfuncionales. Los
routers pueden emplearse para automatizar algunos procesos, mismo no sean comunes o
funcionales, pues el objetivo es que una máquina haga el trabajo moroso. La Figura Nº 55
muestra el revestimiento de las paredes de una habitación, con tapiz de madera
perforada matricialmente.
Figura Nº 55: Revestimiento de madera perforada
Fuente: (34)

º
150
UPB © 2013
14.1.2 Grabado
Esta aplicación es amplia, pues puede realizarse en varios tipos de materiales.
Normalmente esta aplicación es la más común en routers de baja potencia; por otro lado,
la aplicación demanda una considerable resolución en la máquina. El router CNC no
necesita modificaciones pues al igual que en el perforado sólo se necesitan las
herramientas de corte específicas para el material y semejantes consideraciones.
El grabado es una aplicación generalmente con enfoque artístico. A continuación en las
siguientes figuras se muestran algunos trabajos realizados usando la técnica del grabado:
Grabado en plásticos: Existen infinidad de tipos de plásticos en los cuales se puede
grabar. Se presenta en la Figura Nº 56 un router CNC grabando una placa de
acrílico.
Figura Nº 56: Grabado de una placa de acrílico
Fuente: (35)
La Figura Nº 57muestra un router casero grabando una placa en PCB (36).
Figura Nº 57: Router casero grabando una placa PCB
Fuente: (36)

º
151
UPB © 2013
Grabado en madera: El grabado en madera con maquinaria CNC está
substituyendo con éxito el grabado manual. La aplicación de la técnica de
grabado en madera es muy difundida, pues solamente requiere las herramientas
específicas sin modificar el router sustancialmente. En la Figura Nº 58 se puede
contemplar una máquina tipo router casera (según la fuente) que está realizando
grabados en madera (37).
Figura Nº 58: Router grabando una placa de madera
Fuente: (37)
La Figura Nº 59 a continuación muestra la publicidad de las bibliotecas digitales de
un programa computacional especializado para grabados en madera usando
máquinas ruteadoras CNC.
Figura Nº 59: Publicidad de las bibliotecas digitales del software CARVER 3D
Fuente: (38)

º
152
UPB © 2013
Grabado en metales: El grabado de metales es semejante al grabado en madera,
es necesario diferenciarlo del fresado en metales que más adelante se tratará. Es
más común ver que el grabado de metales esté orientado a láminas de metal,
como ser láminas de aluminio, bronce, latón y otros. La Figura Nº 60 muestra tres
placas grabadas con un router CNC.
Figura Nº 60: Arriba: Placa de bronce; Medio: Placa de aluminio; Abajo: Placa de acero.
Fuente: Arriba (39); Medio (40); Abajo: (41)

º
153
UPB © 2013
Grabado en piedra: El grabado en piedra requiere de herramientas especiales
endurecidas. La potencia de tracción de la máquina debe ser sustancialmente
mayor que para los otros casos, pero las modificaciones no son grandes. La
refrigeración en el mecanizado de piezas de roca, mármol, granito y otros requiere
también de refrigeración especial, que es sumergida en líquido. A continuación en
la Figura Nº 61 se presenta una placa de mármol con un complejo diseño.
Figura Nº 61: Placa de mármol grabada con un complejo diseño
Fuente: (42)
Gravado en vidrio: En el grabado en vidrio las herramientas de corte deben ser
diamantadas o endurecidas. La Figura Nº 62 muestra un pedazo de vidrio.
Figura Nº 62: Grabado en pedazo de vidrio
Fuente: (43)

º
154
UPB © 2013
14.1.3 Corte
Muchas veces los routers son usados como máquinas-herramienta para cortar
sustituyendo otros métodos menos eficientes como los métodos manuales o semi-
manuales o como alternativa más económica en vez de otros procesos de corte, pero
todo depende del tipo de material que quiere cortarse. La máquina tipo router sufre
modificaciones en el bloque de conformado, pues dependiendo del material y el tipo de
corte, se necesitan diferentes bloques de conformado. Para todas las aplicaciones
presentadas anteriormente, el bloque de conformado consiste básicamente en un motor
con características específicas según el router o el fabricante, que permite el acople de
herramientas rotativas de remoción de material (conocida también como la técnica
general del fresado); pero, el corte de material puede ser realizado por otras técnicas,
que se presentan a continuación:
Corte digital
El corte digital consiste en una herramienta no giratoria semejante a un estilete (una
cuchilla especial de un solo filo recto), acoplada a un cabezal que gira con respecto al
eje de conformado de manera controlada y medible. Al mismo tiempo, el cabezal, es
arrastrado por la máquina para seguir una trayectoria definida, con la condición de
siempre estar con el filo tangencial al sentido de corte. Las máquinas que realizan estos
trabajos son conocidas como ploteadoras o impresoras de corte digital, una de ellas es
mostrada en la Figura Nº 63.
Figura Nº 63: Plotter de corte digital Serie CH
Fuente: (44)

º
155
UPB © 2013
Puede notarse el gran parecido funcional del Plotter de corte digital con las máquinas
tipo router presentadas en el Anexo-B. La herramienta de corte semejante a un estilete no
es la única opción para el cabezal, pueden acoplarse otros tipos de herramientas; en
general a este tipo de técnicas se conoce modo troquelado digital, usado ampliamente
en imprentas y publicitarias. También pueden encontrarse trabajos de corte de cuero,
telas, plásticos e infinidad de productos. A continuación en la Figura Nº 64 se muestra una
máquina cortando calcomanías.
Figura Nº 64: Máquina de corte digital cortando calcomanías
Fuente: (45)
Normalmente una máquina de corte digital es mucho menos rígida (las fuerzas que
intervienen en el proceso de corte son mucho menores que en el fresado o grabado) que
un router de fresado; pero por el contrario, las velocidades son altísimas. Una diferencia
sustancial entre los routers y las mesas de corte digital es que los routers poseen amplios
desplazamientos en el eje 𝑍; en cambio, las mesas de corte tienen este desplazamiento
muy reducido. Las modificaciones que deberían hacerse en un router CNC, para que
cumpla las funciones de una mesa de corte digital, es cambiar el bloque de conformado
por uno especial para dicho corte y restringir los desplazamientos de su eje 𝑍 (se está
suponiendo que las características cinemáticas de las máquinas son iguales).
Corte por laser
Dependiendo de la potencia del láser generada en el cabezal, se puede cortar diferentes
tipos de materiales como láminas de acero, láminas de polímeros de alta densidad,
cuero, maderas, etc. También es posible realizar grabados. La Figura Nº 65 muestra la
técnica de grabado con láser usando una máquina tipo router casera hecha de madera
prensada (46).

º
156
UPB © 2013
Figura Nº 65: Grabados con láser
Fuente: (46)
Una de las ventajas de usar la tecnología láser es que permite cortes con elevado detalle.
Por eso es que a un router de elevada resolución, puede acoplársele un cabezal especial
de corte laser y sus complementos, para también usarlo como una máquina de corte
laser. Las consideraciones que deberían tomarse en esta aplicación se generan en base a
las propiedades inherentes al rayo láser: La mesa de la máquina deberá ser especial,
como se muestra en la Figura Nº 66, para que el láser no le haga daño; las velocidades de
corte dependerán del material y de la potencia del rayo.
Figura Nº 66: Corte láser en metal
Fuente: (47)

º
157
UPB © 2013
Corte Oxicorte
Es una técnica donde se usa una llama de oxígeno y un gas combustible (acetileno,
hidrógeno, propano, hulla, tetreno o crileno) como oxidante, se necesita adaptar al router
la pistola de gas en el cabezal, luego el resto del equipo de oxicorte (32). Ésta técnica es
empleada solamente en metales que cumplen con la condición de reaccionar
exotérmicamente con el oxígeno y que la temperatura de fusión de dicho óxido sea
menor a la del metal, por ejemplo todos los metales ferrosos (48). En la Figura Nº 67 se
puede ver una chapa de acero de grosor considerable siendo cortada (49).
Figura Nº 67: Chapa de acero siento cortada con el método de Oxicorte
Fuente: (49)
El router deberá ser diseñado para resistir esfuerzos y deformaciones térmicas sin perder
precisión, porque las temperaturas de trabajo son altas y de largos periodos, pues para
empezar a cortar una pieza, esta debe ser precalentada a 900 [°𝐶] aproximadamente.
Corte por plasma
Es un método de corte semejante al oxicorte, es una técnica más actual y se está
volviendo la más común en lo que refiere a corte de metales ferrosos (50). El corte por
plasma usa dos gases, uno que es el gas plasma y otro que es un gas de protección de
material, especialmente cuando se corta acero dulce (al carbono). El cabezal, que es la
pistola de plasma, tiene acoplada una manguera especial por donde son conducidos los
gases. La Figura Nº 68 que se presenta a continuación muestra una máquina CNC sencilla
y muy comercial de la marca SOLTEC que realiza el proceso de corte por plasma (51).

º
158
UPB © 2013
Figura Nº 68: Mesa de Corte Plasma CNC Smart 1300x2500
Fuente: (51)
Corte por chorro de agua
Se usa un equipo denominado Bomba Intensificadora de Agua (BIA), que presuriza el
agua para las condiciones de corte, este es un complemento al router que deberá ser
instalado aparte (52). Luego se usa una manguera especial hasta la pistola de chorro de
agua, que se instala en el cabezal del router. El movimiento según el eje Z no es necesario
en este tipo de aplicación. El valor de tracción para el movimiento del router es reducido
comparado al valor necesitado para el fresado o taladrado, es por eso que la
configuración de los carriles puede ser diferente a la configuración estándar de los carriles
de un router; obviamente, un router adaptado para el corte por chorro de agua no
ofrecerá mejores condiciones de rigidez. La Figura Nº 69 muestra los equipos mencionados
para la aplicación de ésta técnica de corte.
Figura Nº 69: Izquierda - Bomba Intensificadora; Centro – Pistola de Chorro de agua; Derecha – Mesa
de Corte CNC
Fuente común: (52)

º
159
UPB © 2013
14.1.4 Fresado
Las herramientas de maquinado que se usan en éste método se denominan fresas, como
se puede ver en la Figura Nº 70 las fresas son muy parecidas a las brocas que son tan
comunes. Existen fresas para todo tipo de materiales, desde aceros de alto contenido de
carbono hasta para suaves polímeros. También se pueden encontrar fresas de diferentes
tamaños, perfiles y formas de corte. El equipo que aporta con velocidad angular a las
fresas se conoce como “Spindle”, motor de fresado o motor de conformado (esto en el
caso de los routers adaptados para fresar). Normalmente se usan motores especiales de
corriente alterna monofásicos o trifásicos porque su eficiencia en relación a tamaño, peso,
duración y potencia es muy alta; pueden adaptarse motores eléctricos diseñados para
otras aplicaciones, pero normalmente los Spindle están diseñados para no generar
vibraciones en la máquina. En la Figura Nº 71 se presenta un Spindle de alta velocidad de
la marca reconocida china RK.
Figura Nº 70: Fresas de carburo DARMER, grupo SANDVIK
Fuente: (53)
Figura Nº 71: Motor eléctrico monofásico de maquinado RKS1500 de baja potencia
Fuente: (54)

º
160
UPB © 2013
El fresado puede dividirse en etapas, normalmente su programación o planificación
siempre está dividida en etapas, llamadas operaciones. La primera operación en el
fresado, conocida como “desbaste” consiste en grandes tazas de remoción de material,
usando una herramienta robusta, pues el objetivo es reducir el tiempo de mecanizado;
además, esta operación es la que exige a la maquina tipo router altos valores de rigidez o
resistencia a su deformación. La última etapa de fresado consiste en el acabado final de
la pieza de trabajo, a diferencia del desbaste, el afinado puede consumir mucho tiempo,
porque los avances son minúsculos y las herramientas delgadas y delicadas. A
continuación en la Figura Nº 72 se muestra un ejemplo de la operación de desbaste,
posteriormente en la Figura Nº 73 se expone un caso de fresado fino.
Figura Nº 72: Desbaste en pieza de aluminio
Fuente: (55)
Figura Nº 73: Etapa de afinado, molde para suela de zapatilla en espuma de PVC
Fuente: (56)

º
161
UPB © 2013
14.1.5 Impresión 3D
La impresión 3D es una técnica actual que cada vez se vuelve más popular. Es dotada de
muchas facilidades a la hora de fabricar piezas. A diferencia de los demás procesos,
aplicaciones y técnicas, la impresión 3D genera la pieza sin remover material, si no
aportándolo. El material aportado puede ser de muchos tipos, actualmente se trabaja
con infinidad de polímeros, cada uno con un método diferente de compactado.
Independientemente del método usado, pues a la fecha ya existen varios métodos de
impresión 3D, la tarea consiste en aportar pequeñas cantidades de material en lugares
específicos a manera de conformar un volumen. La Figura Nº 74 muestra expresadamente
el método.
Figura Nº 74: Máquina de impresión 3D
Fuente: (57)
La única modificación que el router debiera tener es la del cabezal, como en muchas de
las otras aplicaciones, pues las características dinámicas en un router sobre-dimensionan
las requeridas por una máquina de impresión 3D. A continuación se presenta la Figura Nº
75 que muestra algunas capacidades de la aplicación.
Figura Nº 75: Ensamblaje impreso en una máquina de impresión 3D
Fuente: (58)

º
162
UPB © 2013
14.1.6 Otras aplicaciones
Existen muchas aplicaciones que router CNC puede y podría tener. Las aplicaciones que
se mostrarán a continuación no estarán contenidas en al análisis del presente proyecto,
simplemente se las muestra para exponer la versatilidad que tiene un router CNC:
Metrología
La disposición dinámica de un router CNC junto con un cabezal de medición, son la
combinación conocida como una máquina de medición de coordenadas. El cabezal de
medición es semejante a un reloj comparador, sensible a tres ejes de posición. A
continuación en la Figura Nº 76 se presenta una de estas máquinas.
Figura Nº 76: CMM/ Máquina CNC de medición 3D y control de calidad MICRO-HITE 3D
Fuente: (59)

º
163
UPB © 2013
Dibujo:
Para mostrar que las aplicaciones dependen de la creatividad del usuario, se muestra en
la Figura Nº 77 la adaptación de un grafo en una pequeña máquina herramienta (60),
posteriormente en la Figura Nº 78 se muestra la máquina tipo router que hizo los trazados
del dibujo de la Figura Nº 77.
Figura Nº 77: Máquina Router CNC dibujando
Fuente: (60)
Figura Nº 78: Máquina Router CNC con un grafo adaptado
Fuente: (60)
Hasta aquí se han presentado algunas aplicaciones posibles en un router CNC. La lista no
es definitiva, pues queda abierta a la imaginación del usuario o cliente. Es esto que
demuestra que las máquinas tipo router son ampliamente aplicables.

º
164
UPB © 2013
14.2 Valoración de parámetros según aplicaciones
Conforme al capítulo cuatro, los parámetros que deben ser valorados son los siguientes (se
coloca a lado la condición de mejoría):
Velocidad de avance sin carga
a. Velocidad de avance sin carga en el eje X (𝑽𝒐𝑿). Mejor si aumenta.
b. Velocidad de avance sin carga en el eje Y (𝑽𝒐𝒀). Mejor si aumenta.
c. Velocidad de avance sin carga en el eje Z (𝑽𝒐𝒁). Mejor si aumenta.
Precisión (∆𝒅). Mejor si disminuye (un menor valor representa mejor ∆𝒅).
Volumen de la máquina. Mejor si disminuye.
Volumen de trabajo
a. Altura de trabajo (𝒉). Mejor si aumenta.
b. Anchura de trabajo (𝒘). Mejor si aumenta.
c. Largura de trabajo (𝒍). Mejor si aumenta.
Capacidad de carga (𝑾𝒎𝒂𝒙). Mejor si aumenta.
Peso (𝑷𝒕𝒐𝒕𝒂𝒍). Mejor si disminuye.
Precio (𝒑). Mejor si disminuye.
De acuerdo con la sección anterior, las aplicaciones posibles de un router CNC que sirven
para valorizar a los parámetros son las siguientes:
1. Taladrado
2. Grabado en plásticos
3. Grabado en madera
4. Grabado en metales
5. Grabado en piedra
6. Grabado en vidrio
7. Corte digital
8. Corte por láser
9. Corte Oxigas
10. Corte por plasma
11. Corte por chorro de agua
12. Fresado de desbaste
13. Fresado de afinado
14. Impresión 3D

º
165
UPB © 2013
Los valores numéricos para llenar la matriz cumplen las siguientes condiciones:
La mejora del parámetro es muy exigida en la aplicación: 4
La mejora del parámetro es exigida para la aplicación: 3
La mejora del parámetro es conveniente para la aplicación: 2
La mejora del parámetro es necesaria para la aplicación: 1
La mejora del parámetro no interfiere en la aplicación: 0
La Tabla Nº 28 presenta las aplicaciones descritas en la anterior sección frente a los
parámetros expuestos en el capítulo cuarto. Además junto a cada parámetro se coloca
una flecha que indica el sentido de la condición de mejoría para su valor numérico.
Tabla Nº 28: Matriz de valoración de parámetros según aplicaciones
PARÁMETROS
A B C D E F G H I J K
APLICACIONES 𝑽𝒐𝑿 ↑
𝑽𝒐𝒀 ↑
𝑽𝒐𝒁 ↑
∆𝒅 ↓
𝑽𝒕𝒐𝒕𝒂𝒍 ↓
𝒉 ↑
𝒘 ↑
𝒍 ↑
𝑾𝒎𝒂𝒙 ↑
𝑷𝒕𝒐𝒕𝒂𝒍 ↓
𝒑 ↓
1 Taladrado 4 4 2 2 1 3 1 1 1 1 2
2 Gravado en
plásticos 3 3 1 4 3 0 4 4 0 3 4
3 Gravado en
madera 2 2 1 1 1 0 4 4 1 1 4
4 Gravado en
metales 3 3 1 3 3 0 4 4 0 3 4
5 Gravado en
piedra 2 2 1 1 2 0 4 4 4 2 4
6 Gravado en
vidrio 3 3 1 4 4 0 1 1 0 4 4
7 Corte digital 4 4 2 2 1 0 4 4 0 3 4
8 Corte por láser 4 4 0 4 1 0 4 4 2 2 3
9 Corte Oxigas 2 2 0 2 1 1 4 4 4 3 3
10 Corte por
plasma 3 3 0 3 1 1 4 4 4 3 4
11 Corte por chorro
de agua 2 2 0 4 1 1 4 4 4 3 4
12 Fresado de
desbaste 2 2 2 0 1 4 4 4 4 1 4
13 Fresado de
afinado 4 4 4 4 1 4 4 4 4 1 4
14 Impresión 3D 4 4 1 1 4 4 4 4 0 4 1
Total: 389 42 42 16 35 25 18 50 50 28 34 49
Valor ponderado [%]
10,80 10,80 4,11 9,00 6,43 4,63 12,85 12,85 7,20 8,74 12,60

º
166
UPB © 2013
A continuación se presentan los justificativos de los valores numéricos con los que se llenó
la matriz anterior:
1. Taladrado
A. Porque mientras la velocidad de traslación (tiempo intermedio entre perforado)
es mayor, el proceso es más eficiente.
B. Igual que A.
C. El proceso de perforado tiene una velocidad límite, si es que se aumenta la
velocidad puede que se dañe la herramienta o el material, la herramienta se
desgasta más rápido de lo nominal.
D. El perforado debe ser preciso, pero las aplicaciones de las piezas o trabajos no
justifican elevadas precisiones. Para aplicaciones que requieren mayor precisión
se recurre al fresado.
E. Las máquinas taladradoras existen en varios formatos y tamaños, todo depende
de la potencia de la máquina y su aplicación. El cliente está familiarizado con
esto, pero queda claro que mientras más pequeña la máquina (para las mismas
prestaciones) mejor.
F. Porque así el cabezal de conformado podrá portar brocas largas, si es que no se
poseen las brocas cortas. Las brocas son más largas cuando su diámetro crece.
G. Pero no es exigida, pues existen otros métodos de perforación como el fresado,
normalmente con mayores espacios de trabajo.
H. Igual que G.
I. Para que soporte piezas de peso considerable; sin embargo, las piezas de gran
peso se trabajan directamente en fresadoras especiales.
J. Porque mientras la máquina es más liviana su traslado es más económico.
Aunque es solamente de nivel “necesario” pues la aplicación no es muy
importante, como es la operación de fresado.
K. Porque sería más fácil acceder a la máquina, pero no es exigente porque las
máquinas no son muy importantes y pueden ser reemplazables, por una
fresadora por ejemplo.
2. Grabado en plásticos
A. Existen límites en el avance, pero con la debida refrigeración se pueden alcanzar
los valores topes de la máquina.
B. Existen límites en el avance, pero con la debida refrigeración se pueden alcanzar
los valores topes de la máquina.

º
167
UPB © 2013
C. Como las distancias Z son muy pequeñas en el grabado, la mejoría de la
velocidad en ese sentido casi es imperceptible.
D. Porque la mayoría de ellos tienen alto perfil de detalle, en otras palabras, casi
todos los plásticos usados para grabar poseen excelentes condiciones para
adoptar minúsculos detalles de grabación (buena maquinabilidad).
E. Porque normalmente las aplicaciones o trabajos no son muy grandes y mientras
la máquina es más portable ésta es mejor.
F. La altura de trabajo máxima en el grabado de plástico es pequeña en relación
al tamaño del cabezal, además todas las herramientas de grabado son cortas. Es
normal encontrar máquinas de grabado de 2 [𝑐𝑚] de altura de trabajo, distancia
que normalmente es más que suficiente.
G. Porque se pierde mucho tiempo en la preparación del grabado cambiando y
posicionando el material; en cambio si es que se tiene una mesa grande, muchas
más piezas de trabajo pueden entrar referenciando todas al mismo tiempo.
Además las hojas de grabado pueden ser demandadas en grandes formatos.
H. Semejante al caso de la anchura, que el caso G.
I. Una mesa de grabado de plásticos solamente debe cumplir el requisito de no
deformarse (pandearse) cuando la herramienta está trabajando sobre el
material; los plásticos de grabado vienen en formatos de hojas o planchas, éstas
son muy livianas.
J. Semejante al caso del volumen total.
K. Porque las máquinas actuales son económicamente de difícil acceso.
3. Grabado en madera
A. No es exigida porque existen limitaciones en la velocidad de avance.
B. Semejante al anterior caso.
C. Semejante al grabado en plásticos.
D. Las maderas no tienen buena capacidad de retención de detalles, sería un costo
vano el aumentar la resolución de la máquina si es que el material no tiene buen
perfil de detalle.
E. La mayoría de la maquinaria de las carpinterías corresponde a máquinas
grandes, el carpintero está familiarizado con eso, tratar de hacer una máquina
pequeña no tiene mucho sentido; además, los trabajos o aplicaciones hechas en
madera son normalmente grandes y muy cotizados, forzando máquinas que
ocupen mucho espacio y sean necesariamente de carácter industrial.
F. Semejante al grabado de plásticos.

º
168
UPB © 2013
G. Semejante al grabado en plásticos.
H. Semejante al grabado en plásticos.
I. Semejante al grabado en plásticos solamente que la madera normalmente pesa
más que los plásticos.
J. Semejante al caso del volumen total de la máquina.
K. Semejante al grabado en plásticos.
4. Grabado en metales
A. Semejante al caso del grabado en plásticos.
B. Semejante al caso del grabado en plásticos.
C. Semejante al caso del grabado en plásticos.
D. El perfil de detalle de las chapas o láminas de metal no es tan alto como el de los
plásticos, caso en el que la mejora de la precisión es muy exigida.
E. Semejante al grabado en plásticos.
F. Semejante al grabado en madera.
G. Semejante al grabado en madera.
H. Semejante al grabado en madera.
I. Semejante al caso del grabado en plásticos. La mesa de grabado no debe
pandearse, pues la herramienta genera una fuerza de empuje hacia abajo
cuando entra en el material.
J. Semejante al grabado en plásticos.
K. Semejante a las máquinas de grabado en plástico y en madera.
5. Grabado en piedra
A. Depende del tipo de piedra o roca, las velocidades de avance quedan muy
limitadas cuando no existe refrigeración, una mejora en la velocidad de avance
en la máquina no generaría buenos acabados. Aun con refrigeración, que
generalmente es por inmersión, las velocidades de traslación no pueden
mejorarse mucho porque el material se agrieta y la herramienta sobrecalienta.
B. Semejante al caso anterior.
C. Semejante a los casos de grabado en metal, plásticos y madera.
D. Semejante al grabado en madera.
E. Es un punto intermedio entre el grabado en metales y el grabado en madera. La
máquina es mejor mientras es más portable, pero a su vez los trabajos y
aplicaciones hechas en piedra normalmente son de formato no pequeño,
exigiendo más volumen a la máquina.
F. Semejante al grabado en metales.

º
169
UPB © 2013
G. Semejante al grabado en metales.
H. Semejante al grabado en metales.
I. Las piezas pueden llegar a pesar mucho y deformar la mesa de grabado.
J. Semejante al caso del volumen total. Normalmente la robustez de la máquina
requerida en la capacidad de carga, que es el anterior caso, implica mayor
peso de la máquina. Un diseño inteligente de la estructura podría aumentar su
resistencia reduciendo su peso.
K. Semejante al caso de grabado en metales.
6. Grabado en vidrio
A. Cuando la profundidad del grabado es muy pequeña, la velocidad de avance
puede aumentarse, normalmente este es el estándar en el grabado en vidrio.
Pero existe un límite donde la profundidad de corte y la velocidad son máximas,
antes de que el material empiece a clisarse.
B. Semejante al anterior caso.
C. Semejante a los anteriores casos de grabado.
D. El vidrio tiene altísimo perfil de detalle.
E. La máquina no necesita mucha potencia, por lo tanto la parte activa (equipo de
traslación y control) no ocupa mucho espacio. Además los trabajos o
aplicaciones son normalmente de pequeños formatos.
F. Semejante a los anteriores casos de grabado.
G. Mientras el área de trabajo es mayor, mejor es la máquina. Pero los trabajos o
aplicaciones son normalmente de pequeños formatos. Para mayores formatos se
utilizan otros métodos de grabado como ser grabado con láser, soplado abrasivo
o granallado.
H. Semejante al caso anterior.
I. Semejante al caso de grabado en plásticos.
J. Semejante al caso del volumen total.
K. Semejante a las anteriores máquinas de grabado.
7. Corte digital
A. No existen limitaciones de velocidad de corte.
B. Semejante a anterior caso.
C. Semejante al caso del taladrado solamente que en vez de brocas son
herramientas especiales de la máquina.
D. Los trabajos o aplicaciones no demandan altas precisiones, pero el perfil de
detalle del material (papel, plásticos, cuero, telas, etc.) es bueno.

º
170
UPB © 2013
E. En general los trabajos realizados en estas máquinas son de grandes formatos,
tratar de reducir el tamaño de la máquina no tiene mucho sentido.
F. Semejante a los casos de grabado.
G. Semejante a los casos de grabado.
H. Semejante a los casos de grabado.
I. Semejante al caso de grabado en plásticos.
J. Acorde con el caso del volumen total de la máquina, pero con el criterio de que
la máquina deberá ser lo más portátil posible.
K. Semejante a las máquinas de grabado. No son máquinas muy comunes.
8. Corte por láser
A. Cuando el material es delgado o de fácil corte, las velocidades pueden ser muy
altas. Para materiales difíciles de cortar, simplemente se baja la velocidad de
avance hasta que sea necesario.
B. Semejante al caso anterior.
C. No se necesita movimiento en esa dirección.
D. El corte con láser permite trazados de alta resolución. El resultado depende del
perfil de detalle del material.
E. Los equipos complementarios del corte con láser ocupan un espacio definido y
esencialmente no pueden reducirse. Además las aplicaciones o trabajos son de
gran formato.
F. No se necesita desplazamiento en esa dirección.
G. Las aplicaciones o trabajos son de formato grande. Además el referenciado es
hecho una sola vez ahorrando tiempo.
H. Semejante al anterior caso.
I. Las aplicaciones o trabajos pueden llegar a pesar lo suficiente como para
pandear la mesa de trabado, que es especial para el tipo de corte.
J. Según el caso del volumen total de la máquina y la capacidad de carga, la
máquina es robusta (que implica mayor peso) y el intentar alivianarla solamente
afectaría a la máquina y su estructura, no a los complementos del corte láser.
Pero, como se mencionó anteriormente, un diseño inteligente de la estructura
podría alivianar el peso sin comprometer la robustez.
K. Semejante a las anteriores máquinas, solamente que en este caso lo más caro es
el equipo de láser.
9. Corte Oxigas

º
171
UPB © 2013
A. Existe una limitación en la velocidad de corte, aumentar la capacidad de
velocidad de la máquina sería un esfuerzo no muy acertado.
B. Semejante al caso anterior.
C. Semejante al caso del corte con láser.
D. Semejante al taladrado. Pero para aplicaciones más precisas se recurre al corte
con láser o al corte con plasma.
E. Semejante al corte con láser.
F. Es semejante a los casos de grabado pero requiere una mayor holgura.
G. Semejante al corte con láser.
H. Semejante al corte con láser.
I. Las placas a cortar pueden llegar a pesar mucho.
J. Son máquinas muy robustas, de gran volumen y pesadas. Reducir su peso no
implicaría una mejora trascendente.
K. El cabezal de oxicorte y los equipos complementarios equivalen a una suma
importante en cuanto al costo total de todo el equipo. Reducir el costo del router
sería más que conveniente.
10. Corte por plasma
A. Semejante al oxicorte, solamente que las condiciones del corte por plasma
permiten una mayor velocidad de avance que en el oxicorte.
B. Igual que A.
C. Semejante al oxicorte.
D. Semejante al oxicorte, solamente que las condiciones del corte por plasma
permiten una mayor resolución que en el oxicorte.
E. Semejante al oxicorte.
F. Semejante al oxicorte.
G. Semejante al oxicorte.
H. Semejante al oxicorte.
I. Semejante al oxicorte.
J. Semejante al oxicorte.
K. Semejante al oxicorte. Solamente que todo el equipo de plasma es mucho más
caro que un equipo de oxicorte.
11. Corte por chorro de agua
A. Semejante al oxicorte.
B. Semejante al oxicorte.
C. Semejante al oxicorte.

º
172
UPB © 2013
D. Semejante al corte con láser.
E. Semejante al corte con láser. La mesa de corte es especial.
F. Semejante al oxicorte.
G. Semejante al corte con láser.
H. Semejante al corte con láser.
I. Semejante al oxicorte. El corte por chorro de agua permite cortar piezas mucho
más gruesas que con los métodos de oxicorte y plasma.
J. Semejante al oxicorte.
K. Semejante al corte por plasma.
12. Fresado de desbaste
A. La velocidad de avance tiene límites dependiendo del material, de la
profundidad de corte, de la refrigeración de la herramienta, de la herramienta y
de la rigidez de la máquina. La mejora del parámetro no es exigida porque el
desbaste tiene alta taza de remoción de material, pero la mejora es más que
necesaria para reducir el tiempo del proceso.
B. Semejante al anterior caso.
C. Semejante al anterior caso.
D. Basta con que la fresa no dañe el modelo, el fresado de desbaste no implica alta
precisión.
E. Semejante al caso del taladrado.
F. Mientras mayor el desplazamiento la máquina podrá trabajar en piezas mayores.
Especialmente si la altura de trabajo es mayor, más modelos 3D que quepan en
el espacio de trabajo podrán ser reproducidos.
G. Mientras mayor el desplazamiento la máquina podrá trabajar en piezas mayores.
H. Semejante al caso anterior.
I. Las piezas pueden llegar a pesar muchísimo.
J. Semejante al volumen total de la máquina.
K. Son máquinas carísimas, especialmente si son nuevas.
13. Fresado de afinado
A. El proceso es muy lento y la taza de remoción de material es muy baja, las
velocidades pueden ser llevadas al límite.
B. Semejante al anterior caso.
C. Semejante al anterior caso.
D. Como es la operación final, la resolución debe ser máxima pues los avances
entre pasadas son minúsculos.
º
173
UPB © 2013
E. Semejante al caso del fresado de desbaste.
F. Semejante al caso del fresado de desbaste.
G. Semejante al caso del fresado de desbaste.
H. Semejante al caso del fresado de desbaste.
I. Semejante al caso del fresado de desbaste.
J. Semejante al caso del fresado de desbaste.
K. Semejante al caso del fresado de desbaste.
14. Impresión 3D
A. Especialmente para acelerar el proceso en las etapas de traslación. La velocidad
de avance se limitará a la velocidad de impresión.
B. Semejante al caso anterior.
C. El desplazamiento por capa de impresión es muy pequeño, una mejora en la
velocidad de traslación no afectaría en el tiempo del proceso.
D. En relación a las otras aplicaciones la resolución actual de las máquinas
impresoras 3D es baja, podría mejorarse la resolución de traslación, pero ésta
quedaría limitada a la resolución que el cabezal extrusor pueda ofrecer.
E. Mientras la máquinas impresoras 3D sean portátiles, mejor. Sus aplicaciones no
pueden ser muy grandes porque las impresiones tardarían demasiado, además
las impresiones solamente (actualmente) sirven de modelos pseudo-funcionales
en miniatura.
F. Mientras la máquina sea lo más pequeña posible, con el volumen de trabajo lo
más grande posible, mejor.
G. El mismo criterio del caso anterior.
H. El mismo criterio del caso anterior.
I. El cabezal no ejerce fuerzas significativas sobre la mesa de trabajo. Los modelos
impresos no son pesados.
J. Semejante al caso del volumen total de la máquina.
K. La impresión 3D ha aumentado su mercado recientemente, los precios de las
máquinas han bajado sorprendentemente.
14.3 Máquina ideal según parámetros ponderados
De acuerdo con el análisis matricial según aplicaciones explicado en el capítulo cuarto,
se presentan las tablas: Tabla Nº 29, Tabla Nº 30 y Tabla Nº 31 que exponen los resultados
numéricos de dicho análisis. (*La columna que refiere a MEJOR VALOR, elige el mejor valor
de su fila tomando en cuenta las tres tablas)

º
174
UPB © 2013
Tabla Nº 29: Valoración de los Router CNC (1 – 5) según parámetros ponderados
ROUTER CNC (1 – 5) Techno LC "X"
S:59144 VR1312X4 1500S CX-6090
Gerber SABRE
408 MEJOR
VALOR* PARÁMETRO PESO 1 2 3 4 5
𝑽𝒐𝑿 ↑
10,80 20320 14000 5000 10000 33020
60000 0,339 0,233 0,083 0,167 0,550
𝑽𝒐𝒀 ↑
10,80 20320 14000 5000 10000 33020
60000 0,339 0,233 0,083 0,167 0,550
𝑽𝒐𝒁 ↑
4,11 20320 14000 5000 10000 33020
40000 0,508 0,350 0,125 0,250 0,826
∆𝒅 ↓
9,00 0,001 0,01 0,01 0,005 0,01
0,0002 0,200 0,020 0,020 0,040 0,020
𝑽𝒕𝒐𝒕𝒂𝒍 ↓
6,43 1,40E+10 4,59E+09 8,10E+09 2,03E+09 8,19E+09
2,43E+08 0,017 0,053 0,030 0,120 0,030
𝒉 ↑
4,63 323 110 150 120 110
323 1,000 0,341 0,464 0,372 0,341
𝒘 ↑
12,85 1499 1200 1350 600 1350
2000 0,750 0,600 0,675 0,300 0,675
𝒍 ↑
12,85 3658 1300 2600 900 2565
3658 1,000 0,355 0,711 0,246 0,701
𝑾𝒎𝒂𝒙 ↑
7,20 100 200 150 200 350
1000 0,100 0,200 0,150 0,200 0,350
𝑷𝒕𝒐𝒕𝒂𝒍 ↓
8,74 150 550 200 200 715
38 0,253 0,069 0,190 0,190 0,053
𝒑 ↓
12,60 40000 6800 37500 16575 16500
4590 0,115 0,675 0,122 0,277 0,278
TOTAL 42,808 31,400 26,929 21,084 41,403
Tabla Nº 30: Valoración de los Router CNC (6 – 10) según parámetros ponderados
ROUTER CNC (6 – 10) Xinxin CNC
Router2030 Router Shark SD1325 CNC Icarver 1520 IEC1224 MEJOR
VALOR* PARÁMETRO PESO 6 7 8 9 10
𝑽𝒐𝑿 ↑
10,80 20000 2000 12000 3000 10000
60000 0,333 0,033 0,200 0,050 0,167
𝑽𝒐𝒀 ↑
10,80 20000 2000 12000 3000 10000
60000 0,333 0,033 0,200 0,050 0,167
𝑽𝒐𝒁 ↑
4,11 20000 2000 12000 3000 10000
40000 0,500 0,050 0,300 0,075 0,250
∆𝒅 ↓
9,00 0,03 0,0254 0,01 0,1 0,01
0,0002 0,007 0,008 0,020 0,002 0,020
𝑽𝒕𝒐𝒕𝒂𝒍 ↓
6,43 5,40E+09 2,43E+08 7,09E+09 6,31E+08 8,33E+09
2,43E+08 0,045 1,000 0,034 0,385 0,029
𝒉 ↑
4,63 190 105 90 101 100
323 0,588 0,325 0,279 0,313 0,310
𝒘 ↑
12,85 2000 300 1300 381 1200
2000 1,000 0,150 0,650 0,191 0,600
𝒍 ↑
12,85 3000 600 2500 508 2400
3658 0,820 0,164 0,683 0,139 0,656
𝑾𝒎𝒂𝒙 ↑
7,20 1000 30 400 40 300
1000 1,000 0,030 0,400 0,040 0,300
𝑷𝒕𝒐𝒕𝒂𝒍 ↓
8,74 2800 38 1100 50 500
38 0,014 1,000 0,035 0,760 0,076
𝒑 ↓
12,60 12891 4993 18513 5605 4590
4590 0,356 0,919 0,248 0,819 1,000
TOTAL 47,430 33,500 30,686 26,807 37,993

º
175
UPB © 2013
Tabla Nº 31: Valoración de los Router CNC (11 – 15) según parámetros ponderados
ROUTER CNC (11–15) ST1212 HIGH-Z S-
1400
ATC - 1428
CNC D9060
ALFA
61x125 MEJOR
VALOR* PARÁMETRO PESO 11 12 13 14 15
𝑽𝒐𝑿 ↑
10,80 8000 2000 60000 4000 8000
60000 0,133 0,033 1,000 0,067 0,133
𝑽𝒐𝒀 ↑
10,80 8000 2000 60000 4000 8000
60000 0,133 0,033 1,000 0,067 0,133
𝑽𝒐𝒁 ↑
4,11 8000 2000 40000 4000 8000
40000 0,200 0,050 1,000 0,100 0,200
∆𝒅 ↓
9,00 0,02 0,0002 0,001 0,02 0,01
0,0002 0,010 1,000 0,200 0,010 0,020
𝑽𝒕𝒐𝒕𝒂𝒍 ↓
6,43 5,67E+09 2,73E+09 6,00E+09 4,05E+09 1,63E+09
2,43E+08 0,043 0,089 0,041 0,060 0,149
𝒉 ↑
4,63 90 110 100 200 100
323 0,279 0,341 0,310 0,619 0,310
𝒘 ↑
12,85 1200 800 1400 600 610
2000 0,600 0,400 0,700 0,300 0,305
𝒍 ↑
12,85 1200 1400 2800 900 1250
3658 0,328 0,383 0,765 0,246 0,342
𝑾𝒎𝒂𝒙 ↑
7,20 250 50 400 350 140
1000 0,250 0,050 0,400 0,350 0,140
𝑷𝒕𝒐𝒕𝒂𝒍 ↓
8,74 650 76 600 600 140
38 0,058 0,500 0,063 0,063 0,271
𝒑 ↓
12,60 13668 7854 41000 19824 23690
4590 0,336 0,584 0,112 0,232 0,194
TOTAL 23,826 34,223 52,792 18,199 20,407
El análisis y desarrollo de los resultados numéricos obtenidos en las tablas anteriores se
presenta en el capítulo quinto.
º
176
UPB © 2013
15. ANEXO-D
15.1 Diferencias funcionales según aplicaciones
Una diferencia funcional según aplicación es un parámetro cuya manipulación delimita y
define la aplicación específica de una máquina. Son los parámetros que distinguen las
máquinas tipo router CNC de varias aplicaciones.
Las diferencias funcionales según aplicaciones se desarrollan a partir de los órganos
generales de las máquinas fresadoras tipo router CNC, a continuación se presentan los
órganos generales presentados en el capítulo segundo y sus correspondientes diferencias
funcionales según aplicación:
1. Equipo de traslación
Velocidad de traslación en el corte.
Fuerza de traslación en el corte, junto con la velocidad de traslación en el
corte son la potencia de corte.
Precisión y restablecimiento de traslación. Normalmente el restablecimiento
queda implícito en la definición de la precisión.
2. Pórtico
Altura del espacio de trabajo, que es la altura del pórtico.
Volumen de la máquina, depende en parte de la rigidez del pórtico.
Peso de la máquina, depende de la rigidez tipo de pórtico.
3. Mesa
Anchura del espacio de trabajo
Largura del espacio de trabajo, junto con la anchura son el área de trabajo
Carga máxima que puede soportar la mesa de trabajo.
Tipo de mesa. Depende de la aplicación.
4. Cabezal
Potencia de conformado, que depende del tipo de cabezal
Se definen las diferencias funcionales según las aplicaciones de un router CNC. Podrían
existir otras diferencias funcionales, pero en el presente proyecto se prefiere clasificarlas
simplemente como alternativas de diseño.

º
177
UPB © 2013
15.2 Matriz de diferencias funcionales
La matriz de diferencias funcionales debe ser resuelta con las diferencias funcionales
según aplicaciones descritas anteriormente. Es necesario asignar un símbolo a cada una
de las diferencias funcionales para poder clasificarlas (por razones de simplicidad en la
manipulación de los datos), se presenta a continuación la simbología y clasificación:
A. Velocidad de traslación en el corte: La clasificación de esta diferencia funcional es
heredada de la Tabla Nº 28 de la columna perteneciente al parámetro
correspondiente a 𝑽𝒐𝑿 = 𝑽𝒐𝒀, en el Anexo-C. En este caso, en las condiciones no
interviene “la mejora” del parámetro, sino solamente la agrupación. La simbología
es diferente:
o Nivel muy exigido del parámetro: Antes: 4 Ahora:
o Nivel exigido del parámetro: Antes: 3 Ahora:
o Nivel conveniente del parámetro: Antes: 2 Ahora:
B. Fuerza de traslación en el corte: Esta diferencia funcional no fue planteada en el
desarrollo de los anteriores análisis, pero ahora es necesaria porque la velocidad
de traslación que se evaluaba sin carga, ahora se evalúa en pleno corte (No
olvidar que estos dos parámetros juntos son la potencia de traslación en el corte).
Es un parámetro que refuerza el enfoque del problema. La clasificación es
semejante al caso anterior:
o Nivel muy exigido del parámetro:
o Nivel exigido del parámetro:
o Nivel conveniente del parámetro:
C. Precisión de traslación en el corte: La clasificación también es heredada de la
Tabla Nº 28 como en el caso de la primera diferencia funcional, pero de la
columna correspondiente a ∆𝒅. La simbología también es diferente:
o Nivel muy exigido del parámetro: Antes: 4 Ahora:
o Nivel exigido del parámetro: Antes: 3 Ahora:
o Nivel conveniente del parámetro: Antes: 2 Ahora:
o Nivel necesario del parámetro: Antes: 1 Ahora:
o Nivel indiferente del parámetro: Antes: 0 Ahora:

º
178
UPB © 2013
D. Altura del espacio de trabajo: Heredada de la columna correspondiente a 𝒉, que
también es la altura de pórtico, en la Tabla Nº 28 presentada en el Anexo-C se
extrae la clasificación para esta diferencia funcional:
o Nivel muy exigido del parámetro: Antes: 4 Ahora:
o Nivel exigido del parámetro: Antes: 3 Ahora:
o Nivel necesario del parámetro: Antes: 1 Ahora:
o Nivel indiferente del parámetro: Antes: 0 Ahora:
E. Tipo de pórtico: En realidad el parámetro que se evalúa en esta diferencia
funcional es la rigidez del pórtico (mientras más rígido es más pesado o espacioso).
La rigidez es un parámetro que tampoco se planteó en los primeros análisis. Su
influencia ayuda al diseño en converger a una solución más real. Su clasificación y
simbología es la siguiente:
o Nivel muy exigido del parámetro:
o Nivel exigido del parámetro:
o Nivel conveniente del parámetro:
o Nivel necesario del parámetro:
o Nivel indiferente del parámetro:
F. Área de trabajo: Es una diferencia funcional cuya clasificación es heredada de la
columna correspondiente a 𝒘 y 𝒍 (nótese que 𝒘 = 𝒍) de la Tabla Nº 28 presentada
en el Anexo-C. La simbología cambia de la manera siguiente:
o Nivel muy exigido del parámetro: Antes: 4 Ahora:
o Nivel necesario del parámetro: Antes: 1 Ahora:
G. Carga máxima de la mesa de trabajo: Se hereda la clasificación de la columna
correspondiente a 𝑾𝒎𝒂𝒙 de la Tabla Nº 28 presentada en el Anexo-C. La
simbología y clasificación son las siguientes:
o Nivel muy exigido del parámetro: Antes: 4 Ahora:
o Nivel conveniente del parámetro: Antes: 2 Ahora:
o Nivel necesario del parámetro: Antes: 1 Ahora:
o Nivel indiferente del parámetro: Antes: 0 Ahora:
H. Tipo de mesa de trabajo: Esta diferencia funcional es totalmente novedosa de
acuerdo a los parámetros y características planteadas hasta el momento. Su uso
permite una convergencia muy real de la solución. Su clasificación depende
estrictamente de la aplicación:

º
179
UPB © 2013
o Mesa universal (Ranurada y rectificada):
o Mesa plana:
o Mesa especial de corte digital:
o Mesa de corte a reacción:
I. Tipo de cabezal: Esta diferencia funcional es casi única por cada aplicación, cada
técnica o método de manufactura usa un tipo diferente de cabezal de
conformado. La magnitud del parámetro involucrado en ésta diferencia funcional,
que es la potencia de conformado, no interviene en la clasificación. La mayoría
de los elementos en la siguiente clasificación necesitan de equipos
complementarios. La clasificación y simbología son las siguientes:
o Motor de conformado:
o Cabezal de corte digital:
o Cabezal de corte por láser:
o Cabezal de oxicorte:
o Cabezal de corte por plasma:
o Cabezal de corte por chorro de agua:
o Cabezal de impresión 3D:
Se puede notar que hay dos formas de clasificación: En una no se resalta la jerarquía del
elemento porque la clasificación es por tipos. En la otra forma se expresa un orden entre
los elementos. La matriz de diferencias funcionales no distingue las jerarquías o el nivel de
exigencia, solamente las agrupaciones. También se puede notar que hay nuevos
parámetros que son tomados en cuenta. A continuación se mencionan las aplicaciones
de una maquina fresadora tipo router CNC, que ya fueron definidas en el Anexo-C:
Router CNC de taladrado 1
Router CNC para grabado en plásticos 2
Router CNC para grabado en madera 3
Router CNC para grabado en metales 4
Router CNC para grabado en piedra 5
Router CNC para grabado en vidrio 6
Router CNC de corte digital 7
Router CNC de corte por láser 8
Router CNC de corte Oxigas 9
Router CNC de corte por plasma 10

º
180
UPB © 2013
Router CNC de corte por chorro de agua 11
Router CNC para fresado de desbaste 12
Router CNC para fresado de afinado 13
Router CNC para impresión 3D 14
Con las diferencias funcionales clasificadas en grupos y las aplicaciones definidas, puede
resolverse la matriz de diferencias funcionales, como se menciona en el capítulo cuarto, la
matriz es presentada a continuación en la Tabla Nº 32.
Tabla Nº 32: Matriz de diferencias funcionales – Etapa 0
DIFERENCIAS FUNCIONALES
APLICACIONES A B C D E F G H I
Taladrado 1
Grabado en plásticos 2
Grabado en madera 3
Grabado en metales 4
Grabado en piedra 5
Grabado en vidrio 6
Corte digital 7
Corte por láser 8
Corte Oxigas 9
Corte por plasma 10
Corte por chorro de agua 11
Fresado de desbaste 12
Fresado de afinado 13
Impresión 3D 14
Número de grupos 3/3 3/3 5/5 4/4 5/5 2/2 4/4 4/4 7/7
A continuación se presenta el detalle de la resolución de la matriz de diferencias
funcionales:
A. Velocidad de traslación en el corte: Todos los valores de la columna de ésta
diferencia funcional son equivalentes a los valores de la columna respectiva a
𝑽𝒐𝑿 = 𝑽𝒐𝒀 de la Tabla Nº 28 presentada en el Anexo-C.

º
181
UPB © 2013
B. Fuerza de traslación en el corte:
1. El taladrado exige mucho la fuerza de traslación en el momento del
perforado y no así en la traslación de punto a punto.
2. El grabado en plásticos no exige mucha fuerza de traslación en el corte.
3. El grabado en madera exige más fuerza de traslación en el corte que en el
caso del grabado en plásticos.
4. El grabado en metales podría exigir mucha fuerza de traslación en el corte,
pero como la profundidad de corte en pequeña, las fuerzas de corte son
similares al caso anterior.
5. El grabado en piedra exige mucha fuerza de traslación en el corte.
6. El grabado en vidrio casi no exige fuerza de traslación en el corte, pues las
profundidades de corte son casi superficiales.
7. El corte digital exige fuerza de traslación en el corte.
8. El corte por láser no exige fuerza de traslación en el corte.
9. El oxicorte no exige fuerza de traslación en el corte.
10. El corte por plasma no exige fuerza de traslación en el corte.
11. El corte por chorro de agua no exige fuerza de traslación en el corte.
12. El fresado de desbaste exige altísimas fuerzas de traslación en el corte.
13. El fresado de desbaste casi no exige fuerza de traslación en el corte.
14. La impresión 3D no exige fuerza de traslación en el proceso.
C. Precisión de traslación en el corte: Todos los valores de la columna de ésta
diferencia funcional son equivalentes a los valores de la columna respectiva a ∆𝒅
de la Tabla Nº 28 presentada en el Anexo-C.
D. Altura del espacio de trabajo: Todos los valores de la columna de ésta diferencia
funcional son equivalentes a los valores de la columna respectiva a 𝒉 de la Tabla
Nº 28 presentada en el Anexo-C.
E. Tipo de pórtico:
1. La rigidez del tipo de pórtico para el taladrado es exigida.
2. La rigidez del tipo de pórtico para el grabado en plásticos no es exigida,
pero es conveniente.
3. El grabado en madera exige mayor rigidez del tipo de pórtico que en el
grabado en plásticos.
4. Semejante al caso anterior.
5. El grabado en piedra exige una altísima rigidez en el tipo de pórtico.
6. Semejante al caso de grabado en plásticos.

º
182
UPB © 2013
7. La rigidez en el corte digital es más exigida que en el grabado en plásticos.
8. La rigidez del tipo de pórtico no es exigida en el corte por láser.
9. La rigidez del tipo de pórtico no es exigida en el oxicorte.
10. La rigidez del tipo de pórtico no es exigida en el corte por plasma.
11. La rigidez del tipo de pórtico no es exigida en el corte por chorro de agua.
12. El fresado de desbaste exige una altísima rigidez.
13. El fresado de afinado no exige mucha rigidez, pero como las tolerancias
dimensionales son pequeñas, la rigidez es alta.
14. La impresión 3D no exige rigidez en el tipo de pórtico.
F. Área de trabajo: Todos los valores de la columna de ésta diferencia funcional son
equivalentes a los valores de la columna respectiva a 𝒘 y 𝒍 (nótese que 𝒘 = 𝒍) de
la Tabla Nº 28 presentada en el Anexo-C.
G. Carga máxima de la mesa de trabajo: Todos los valores de la columna de ésta
diferencia funcional son equivalentes a los valores de la columna respectiva a
𝑾𝒎𝒂𝒙 de la Tabla Nº 28 presentada en el Anexo-C.
H. Tipo de mesa de trabajo:
1. En el taladrado se usa una mesa universal.
2. En el grabado en plásticos se una mesa plana.
3. Semejante al caso anterior.
4. Semejante al caso anterior.
5. En el grabado en piedra se usa una mesa universal.
6. Semejante al caso de grabado en plásticos.
7. En el corte digital se usa una mesa especial para corte digital.
8. En el corte por láser se usa una mesa de corte a reacción.
9. Semejante al caso anterior.
10. Semejante al caso anterior.
11. Semejante al caso anterior.
12. En el fresado de desbaste se una mesa universal.
13. Semejante al caso anterior.
14. En la impresión 3D se usa una mesa plana, que no reaccione con el
material de impresión.
I. Tipo de cabezal:
1. En el taladrado se usa un motor de conformado.
2. Semejante al caso anterior.
3. Semejante al caso anterior.

º
183
UPB © 2013
4. Semejante al caso anterior.
5. Semejante al caso anterior.
6. Semejante al caso anterior.
7. En el corte digital se usa un cabezal de corte digital.
8. En el corte por láser se usa un cabezal de generación de láser más los
equipos complementarios.
9. En el oxicorte se usa un cabezal de corte Oxigas más los equipos
complementarios.
10. En el corte por plasma se un cabezal de generación de plasma más los
equipos complementarios.
11. En el corte por chorro de agua se un cabezal de generación de un chorro
de agua más los equipos complementarios.
12. En el fresado de desbaste se usa un motor de conformado.
13. Semejante al caso anterior.
14. En la impresión 3D se usa un cabezal de impresión 3D.

º
184
UPB © 2013
16. ANEXO-E
16.1 Cabezal: Motor de Conformado
Existe muchas clases de motores de conformado, aun solamente para el grabado múltiple
son numerosas las posibilidades. A continuación se presentan tipos de motores de
conformado para el grabado múltiple, también algunas otras posibilidades, como
alternativas de solución para este órgano:
16.1.1 Motor de conformado 1: Motor de ciclo termodinámico
En esta clasificación quedan contenidos todos los motores que obedecen a las leyes de la
termodinámica como ser turbinas, motores de combustión, motores a vapor y otros.
En este anexo solamente se presentan las alternativas para que posteriormente en el
capítulo sexto sean seleccionadas; los motores de ciclo termodinámico son tan
inaplicables en este proyecto que simplemente no se tomarán en cuenta.
16.1.2 Motor de conformado 2: Motor hidráulico
No existen máquinas tipo router en el mercado que posean un motor hidráulico como
motor de conformado de grabado. Es más, no existen aplicaciones comerciales ni
funcionales de motores hidráulicos en esos tamaños. Normalmente este tipo de motores
tiene aplicaciones muy diferentes como el bombeo de fluidos o tracción de maquinaria
pesada. Si se tuviera que aplicar un motor hidráulico para que sea un motor de
conformado, deberían hacerse muchas modificaciones y diseñar además muchos otros
complementos. Entonces esta alternativa es tan inaplicable como la anterior que
tampoco se la tomará en cuenta.
16.1.3 Motor de conformado 3: Motor neumático
El motor neumático es una alternativa aplicable y además real; sin embargo, no se
encontró fresadoras tipo router (o semejantes) cuyo motor de conformado sea un motor
neumático (no se está afirmando que no existen).

º
185
UPB © 2013
La posible razón por la cual no se hayan aplicado los motores neumáticos como motores
de conformado puede ser que hace algunos años era muy común que este tipo de
motores tenga un desempeño ineficiente tanto en la carga de aire como en la expansión
de aire, la relación entre energía transferida al aire y energía mecánica rotacional era
muy baja; pero a través del tiempo, se han desarrollado sistemas muy eficientes y sobre
todo económicos.
Existen unas cuantas clasificaciones entre este tipo de motores, independientemente de
esto, el principio básico de funcionamiento es semejante en cada tipo: el aire, o cualquier
otro gas que no reaccione con los componentes de la instalación, debe ser purificado y
lubricado. Luego es comprimido a la presión necesaria compatible con el motor. A través
de tuberías especiales (líneas de aire) y mediante el accionamiento de las respectivas
válvulas se lleva el aire comprimido a la cámara del motor, allí éste se expande moviendo
las paletas, pistones o engranajes de la cámara. La continua expansión del aire se
transforma en energía mecánica rotacional. Finalmente el aire es expulsado al ambiente.
Los motores neumáticos tienen muchas ventajas sobre otros tipos de motores
(especialmente los motores eléctricos). A continuación se presenta una lista de las
ventajas y desventajas de un motor de este tipo (61), (62):
Diseño compacto y ligero: Los motores neumáticos pesan menos que otros motores
de la misma potencia, además son más pequeños. Normalmente un motor
neumático pesa hasta la cuarta parte de un motor eléctrico y ocupa casi la sexta
parte. Su construcción es sencilla, con muy pocas piezas móviles.
El par del motor neumático es proporcional a la carga, normalmente su velocidad es
casi constante hasta llegar a su sobrecarga. Existe un límite de bloqueo, el cual no
daña al motor, cuando baja la carga el motor puede volver a la operación normal.
El funcionamiento de estos motores puede ser continuo o intermitente. El arranque, el
paro y el cambio de giro son instantáneos, independientemente de la carga.
El par y la potencia son regulables variando la presión de trabajo o el flujo de aire.
No existe riesgo de inflamabilidad, pueden ser usados en presencia de gases
inflamables. Tampoco se pueden quemar.
Pueden ser usados en temperaturas altas (aproximadamente 70ªC) pues el aire
expandido enfría el motor. Estos motores tampoco son afectados por la vibración o la
corrosión. Su rendimiento en ambientes hostiles no puede ser igualado por ningún otro
tipo de motor.

º
186
UPB © 2013
El mantenimiento es mínimo, solamente se debe cuidar que el aire sea debidamente
tratado (limpio y lubricado en una unidad especial de acondicionamiento de aire).
Los motores neumáticos y sus líneas neumáticas pueden trabajar en cualquier
posición, son fáciles de instalar.
Normalmente la primera inversión es mayor que en un motor eléctrico.
Si el tratamiento previo del aire no es el correcto se puede dañar al motor.
Si es que no se instala el correcto silenciador, el ruido producido por el aire de escape
puede ser muy molestoso.
La clasificación de los motores neumáticos es la siguiente:
1. Motor neumático de engranajes: Son los motores menos eficientes de entre los
motores neumáticos, pero son los más económicos. Estos motores también pueden ser
usados como compresores o medidores, la forma de los engranajes puede variar
según el fabricante. Este motor consiste en dos engranajes de contacto hermético
instalados en una cámara, cuanto el aire entra a la cámara busca expandirse,
entonces mueve los engranajes saliendo entre la pared de la cámara y los dientes de
los engranajes hasta encontrar la salida. (Existen diferentes tipos de engranajes)
2. Motor neumático de paletas: Es la clase que tiene relativamente el menor costo y
además pueden encontrarse motores muy pequeños y potentes. Existen dos tipos:
a. Paletas fijas: La energía cinética del aire y la energía de su expansión mueven un
impulsor semejante al de una turbina pelton. El motor puede ser usado también
como soplador.
b. Paletas contraíbles: Las paletas pueden contraerse y alargarse, todas comparten
un eje excéntrico a una cámara cilíndrica. La energía cinética del aire y su
expansión mueven las paletas. El motor de paletas contraíbles puede ser usado
también como compresor.
3. Motor neumático de pistones: Esta clasificación puede subdividirse en dos tipos,
ambos tipos también pueden funcionar como compresores de aire. Normalmente son
empleados con bajas velocidades de rotación y par elevado (alta presión en caso
de trabajar como compresor). Son la clase de motores neumáticos relativamente de
mayor tamaño, pues poseen varias piezas móviles. La necesidad de mantenimiento
es mayor también. Su aplicación se limita a potencias elevadas.
a. Radiales: Los pistones están colocados axialmente dentro de una cámara
cilíndrica, todos ellos comparten un mismo eje de rotación que es excéntrico a la

º
187
UPB © 2013
cámara. La excentricidad del eje permite que los pistones cambien su longitud
mientras giran radialmente, el cambio de longitud puede generar la compresión
o expansión del aire dependiendo si el motor se usa como compresor o actuador
respectivamente.
b. Axiales: Los pistones se distribuyen coincidentes a la superficie curva de un prisma
circular imaginario, los extremos de un lado son coincidentes a una de las bases
de dicho prisma, los extremos del otro lado son a la otra base que tiene una
inclinación respecto a su perpendicularidad con el eje del prisma, esto permite
que unos pistones estén más alargados que otros. El giro de una base respecto
de la otra permite la compresión o expansión de los pistones.
16.1.4 Motor de conformado 4: Motor eléctrico
El motor eléctrico (rotativo) es un elemento muy usado actualmente. Normalmente es la
solución más indicada para muchas aplicaciones, incluyendo los motores de
conformado. Los motores de conformado de los router CNC, independientemente de su
aplicación específica, son todos motores eléctricos pero de diferentes características.
Actualmente un motor eléctrico es muy accesible tanto en precio como en proveedores.
Existen muchas clasificaciones entre los motores eléctricos, pero todos responden al mismo
principio general de funcionamiento. Un motor eléctrico transforma la energía eléctrica
en energía mecánica mediante la interacción de campos electromagnéticos en sus
componentes. Los motores eléctricos tienen algunas ventajas, especialmente sobre los
demás (excepto algunas ventajas sobre los neumáticos), que se muestran a continuación:
Ausencia de emisión de gases y no emite contaminantes.
Funcionamiento silencioso.
Son de reducido tamaño comparados con otros motores, por ejemplo los motores de
combustión, de la misma potencia. Pueden ser construidos para cualquier tamaño.
El rendimiento es generalmente mayor que el 75%
Los motores eléctricos pueden clasificarse en dos grandes grupos, según la naturaleza de
energía eléctrica que los alimenta:
1. Motor eléctrico de corriente continua (63), (64), (65):
a. Conexión Serie: El inductor y el inducido se encuentran conectados en serie. Se
caracterizan por un alto par de arranque, el más alto entre los motores de

º
188
UPB © 2013
corriente continua. El control de su velocidad de rotación es fácil, solo es
necesario variar la tensión de alimentación. Normalmente tienden a embalarse
cuando se quedan sin carga, pues el torque es proporcional a la carga. Su uso se
limita a aplicaciones con carga como mecanismos de locomoción, tranvías,
trenes y semejantes.
b. Conexión Paralelo, Shunt o en Derivación: El inductor y el inducido se encuentran
conectados en paralelo. Es muy aplicado porque tiene fácil control de velocidad
semejante al motor de conexión serie, además su velocidad es menos variable a
la carga que en el caso del motor serie. La corriente y el par son menores que en
el caso anterior. Por su estabilidad, normalmente estos motores se aplican en
herramientas como el taladro; en aplicaciones de gran escala se puede
encontrar estos motores, como en máquinas de gran carga.
c. Conexión Compuesta: Posee dos inductores, uno conectado en serie con el
inducido y el otro conectado en paralelo. Este tipo combina las características
de los dos anteriores tipos. El motor tiene un alto par de arranque y no tiende a la
inestabilidad, pero sí se embala. Sus aplicaciones son comúnmente en
ascensores, montacargas y semejantes.
d. Conexión Independiente: El inducido y el inductor no están eléctricamente
conectados, su alimentación es separada. Sus aplicaciones son semejantes a las
del motor de conexión en derivación con la ventaja de poder controlar o regular
la velocidad de una manera más óptima.
e. Sin escobillas (66): Normalmente el inductor se sitúa en la carcasa del motor y se
conoce como estator porque no gira mecánicamente, el inducido es la parte
rotante conocida como rotor y se conectan ambos por medio de unas
escobillas, que permiten la conmutación de bobinas en el giro del rotor. Los
motores sin escobillas poseen los mismos componentes y las mismas formas de
conexión anteriores con la diferencia que el inductor se encuentra como rotor y
el inducido como estator, eliminando las escobillas. La conmutación necesaria se
realiza electrónicamente. Normalmente estos motores son muchos más caros que
los anteriores y su control es muy complejo, pero presentan muchas ventajas y
mejoras como las siguientes: Para un mismo tamaño y tensión, pueden ser más
potentes. El par y la velocidad son mayores. Su respuesta dinámica es mejor. Son
más eficientes y son libres de mantenimiento, mayor vida útil. Son mucho más
silenciosos que los otros tipos. No existe caída de tensión por las escobillas. Se
elimina la chispa y el riesgo que ella implica en lugares de posible explosión.

º
189
UPB © 2013
Inercia del rotor mucho más baja. Las aplicaciones de los motores sin escobillas
pueden ser cualquiera de las anteriores mencionadas anteriormente. Además
pueden usarse en aplicaciones donde se requiera el control preciso del giro.
También puede encontrarse la versión en corriente alterna.
f. Motor paso a paso: El inductor consta de bobinas independientes controladas
electrónicamente para hacer rotar al inducido en un giro específico. Son motores
de corriente directa que normalmente son usados en aplicaciones que requieren
mucha precisión. La velocidad de giro depende de la capacidad del
controlador y algunos aspectos mecánicos del motor, comúnmente no son muy
rápidos pero su par puede ser alto. Se usan como actuadores de mecanismos
móviles como las impresoras, escáneres, fotocopiadoras y semejantes.
g. Servomotor: La conexión del inductor y el inducido puede ser cualquiera de los
anteriores casos excepto de los motores paso a paso. La variante de estos
motores es que generalmente tienen un sistema de reducción mecánica que
aumenta su par y baja su velocidad de rotación. Son controlados
electrónicamente por pulsos para regular su rotación. A veces estos motores
solamente pueden girar fracciones de vuelta. Sus aplicaciones son semejantes a
las de los motores paso a paso pero cuando se requiere mayor potencia o menos
complejidad en el control como ser en abrir o cerrar válvulas, puertas, llaves,
manipular aletas de un avión a radio control, grúas eléctricas, brazos mecánicos
y otras semejantes. También existe la versión en corriente alterna.
h. Motor sin núcleo (67), (68): Normalmente el rotor está construido por bobinas
enrolladas en un núcleo conformado por láminas superpuestas de hierro no
conectadas eléctricamente. Éste se suprime creando una estructura solamente
de bobinas, con forma de taza o vaso. El estator se inserta en la cavidad
formada por el arreglo de bobinas, pero sique fijado a la carcasa del motor. El
eje está conectado al arreglo de bobinas y pasa a través del estator por su
centro. Las conexiones del inductor e inducido pueden ser cualquiera de las
anteriores. La falta de núcleo de hierro permite al motor ser más ligero no
solamente en peso, sino en inercia del rotor. Normalmente estos motores son
mucho más eficientes que los anteriores excepto los motores sin escobillas,
aunque son más baratos que éstos. Tienen problemas de refrigeración, es por eso
que su uso se limita a ambientes ventilados. Pueden ser usados en cualquiera de
las aplicaciones anteriormente mencionadas.

º
190
UPB © 2013
2. Motor eléctrico de corriente alterna (69): La alimentación de estos motores puede ser
polifásica (más de una fase) aunque generalmente se los construye para ser
alimentados con tres o una fase.
a. Asíncronos o de Inducción (70):
i. Jaula de ardilla: El inductor y el inducido no están conectados eléctricamente.
El inductor genera un campo magnético rotativo gracias a la onda de la
corriente alterna, el campo generado contra induce otro campo en el
inducido, entonces gira. Es uno de los más empleados por ser de muy bajo
costo y ligero en peso. Normalmente se necesitan equipos especiales
complementarios para controlar la velocidad del motor. Tiene la desventaja
de poseer una corriente muy alta en el arranque. Existen varias modificaciones
posibles que pueden cambiar las características del motor. Normalmente sus
aplicaciones son muy variadas y pueden ser encontrados en todo tipo de
industria.
ii. Rotor Devanado: El inductor es semejante al de los motores jaula de ardilla, la
diferencia es que el inducido posee un bobinado en el rotor conectado al
exterior por unos anillos rasantes. Estos motores son mucho más costosos que
los anteriores, pues la fabricación del rotor bobinado es delicada. La ventaja
sobre los anteriores motores es que puede conectarse un regulador de
velocidad al rotor y así controlar su giro en límites muy amplios, además la
corriente de arranque es mucho menor y el par es mayor en el arranque. Sus
aplicaciones son cuando la carga es muy elevada y es necesario reducir la
corriente de arranque, además regulación de velocidad.
b. Síncronos (69): A diferencia de los motores asíncronos, el rotor del motor síncrono
gira a la misma velocidad que el campo magnético generado en el estator. El
inductor y el inducido pueden estar constructivamente en el estator y rotor
respectivamente o viceversa. El motor puede poseer un campo magnético
generado por corriente directa. Normalmente estos motores no son usados
mucho como motores, su aplicación es muy amplia como generadores. Se usan
como motores cuando se requiere una velocidad constante, la única forma de
variar su velocidad es variando la frecuencia de alimentación. Cuando
funcionan como motores y la carga sobrepasa un cierto límite, el motor se
detiene.
c. Universales (71): Constructiva y eléctricamente son muy semejantes a los motores
de corriente directa de conexión serie. Los motores universales se llaman así

º
191
UPB © 2013
porque pueden funcionar con corriente alterna y también con corriente
continua. Poseen un alto par y su velocidad de rotación es proporcional a la
corriente que consume. Son motores fáciles de fabricar y por eso son muy
accesibles, normalmente son empleados en electrodomésticos y máquinas de
bajas potencias. Son más potentes cuando funcionan con corriente continua.
Pueden ser construidos para diversas velocidades de giro.
d. Sin escobillas: Son semejantes a los motores sin escobillas de corriente continua.
Sus aplicaciones son las mismas. No confundir con los motores tipo jaula de
ardilla, aunque éstos tampoco posean escobillas. En los motores sin escobillas de
corriente alterna no se necesita el alternador electrónico que se necesita en los
motores de corriente directa sin escobillas, pero su regulación de velocidad
requiere de un equipo electrónico que varía la frecuencia de la corriente alterna.
16.2 Tipo de mesa: Mesa plana
El tipo de mesa de trabajo se define según los siguientes criterios:
Área del espacio de trabajo. Nivel 4, que es nivel muy exigido. Significa que debe
ser funcionalmente lo más grande posible.
Carga máxima de la mesa. Nivel 1, que es nivel necesario. El nivel necesario refiere
a que la capacidad máxima de carga de la mesa de trabajo debe ser la
estrictamente suficiente.
Mesa plana y la sujeción correspondiente. La aplicación específica de grabado
múltiple no requiere más que una superficie plana, con la sujeción apropiada para
el material de trabajo, para realizar su función. Existen diferentes tipos de sujeción.
A continuación se presentan alternativas de solución para los requerimientos de una mesa
de trabajo que cumplen conceptualmente con los anteriores criterios:
16.2.1 Mesa de trabajo: Espacio de trabajo
Según el capítulo quinto y su correspondiente desarrollo en el Anexo-C, la mesa de
trabajo debe ser funcionalmente lo más grande posible porque se pierde tiempo en la
preparación del grabado cambiando, posicionando el material y referenciando la
máquina cuando se hacen pequeños trabajos, además los trabajos de grabado pueden
ser demandados en grandes formatos.

º
192
UPB © 2013
Es necesario investigar el tamaño o formato de la materia prima a grabar, pues el tamaño
de la mesa estará en función de esto. Según el desarrollo de la primera sección del
capítulo sexto los materiales genéricos en los cuales la máquina debe grabar son los
siguientes: plástico, madera, láminas de metal y vidrio. Solamente estos cuatro grupos
abarcan una gran gama de materia prima donde la máquina podría grabar, esto sugiere
muchas posibilidades de tamaños o formatos de la materia prima. Se presenta entonces
una compilación de los tamaños o formatos comerciales de la materia prima según el tipo
de material y sus sub-clasificaciones:
1. Plástico (72), (73), (74):
Independientemente del tipo de plástico laminado donde se pueda grabar o trabajar,
pues existe una gran variedad de éstos, las medidas estándar de comercialización (sea
exportación o importación) de las láminas son: 4 x 6, 4 x 8, 6 x 8 y 6 x 6 [𝑝𝑖𝑒𝑠]. Cuando el
material puede enrollarse el ancho suele ser: 4 [𝑝𝑖𝑒𝑠] y largo puede variar en varios metros.
La medida más común entre las medidas estándar es de 4 x 8 [𝑝𝑖𝑒𝑠]. Respecto al grosor
del material, que se conoce como calibre, éste puede variar en el siguiente rango: 0.25 –
100 [𝑚𝑚]. A continuación se presenta la Tabla Nº 33 como ejemplo de algunos productos
plásticos laminados comunes con sus respectivas medidas comerciales.
Tabla Nº 33: Ejemplo de algunos productos plásticos laminados y sus medidas.
MATERIAL CALIBRE [𝒎𝒎]
ANCHO [𝒎]
LARGO [𝒎]
Lámina de polipropileno corrugado 4
10
1.22
1.20
2.44
1.40
Lámina de ABS de dos colores 1.50 0.61 1.22
Lámina de polietileno de alta densidad 4.76 1.22 2.44
Papelógrafo con núcleo de plastoformo 2 – 20 1.22 2.44
Lámina de polipropileno 1.58 – 25.40 1.20 2.40
Lámina de ABS 1.5 – 6 1.20 2.40
Lámina de polietileno HDPE 6 – 25 1.20 2.40
Lámina de poliestireno de alto impacto 15 - 80 1.20 1.50
Lámina de PVC espumado 2 – 6 1.22 2.44
Lámina de PVC rígido 0.25 – 0.76 0.5 1.27
Lámina de poliestireno 3.81 – 25.40
1.20
1.20
1.20
1.50
2.40
1.80
Lámina de PETG 0.5 – 3 1.20 2.40
Lámina policarbonato de alto impacto 1.5 - 12 1.20 2.40

º
193
UPB © 2013
Nótese que las medidas expresadas en milímetros o metros son una aproximación a las
medidas reales en pies o pulgadas. Pueden existir otro tipo de valores en las medidas,
pero normalmente son múltiplos o divisores de las medidas estándar. El largo del material
puede variar más que el ancho, pues el ancho suele ser fijado en 4 [𝑝𝑖𝑒𝑠].
Las placas de PCB para construir circuitos integrados tienen dimensiones mucho menores
que las presentadas anteriormente. Estas placas no son plásticas del todo, pero por
motivos de simplicidad (pues en la práctica no hay diferencia entre grabar una placa de
ABS de dos colores y grabar una placa PCB bañada de cobre) son contadas como tales.
2. Madera (75), (73), (76):
Las medidas de la madera en láminas y tableros también tienen sus magnitudes estándar,
y son muy parecidas a las medidas de las láminas plásticas, aunque normalmente más
grandes. Se suelen encontrar las siguiente medidas: 4 x 8, 5 x 10, 6 x 9, 4 x 10, 4 x 12 [𝑝𝑖𝑒𝑠]. A
continuación se presenta la Tabla Nº 34 para ejemplificar algunos tipos de productos de
madera y sus medidas.
Tabla Nº 34: Ejemplo de algunos productos en lámina o tablero derivados de la madera y sus
medidas.
MATERIAL/PROVEEDOR CALIBRE [𝒎𝒎]
ANCHO [𝒎]
LARGO [𝒎]
Aglomerados FAPLAC 6 – 30 1.83
1.83
2.60
3.66
Aglomerado melaminizado MASISA 15 – 18 2.60 2.75
Aglomerados enchapados 16 – 18 1.83 2.60
Aglomerados Foliados 15 – 18 1.83 2.60
Chapadur FIPLASTO 3 – 6 1.22 3.05
Revestimientos CORLOK 4.2 1.22 2.75
Entramados estructurales 13 – 50 0.65 1.85
MDF y Trupan MASISA 3 – 30 1.83 2.6
MDF enchapado FAPLAC 3 – 18 1.83
1.83
2.60
2.75
Placas pre-encoladas laterales 15 – 44 1.20 3.00
Placas OSB 9 – 18 1.22 2.44
Tablas encolado lateral 25.4 – 50.8 1.40 5.00
Tableros carpinteros 15 – 18 1.22 2.44
Terciados 3 – 4 1.22 2.44
Terciados fenólicos TAPEBICUÁ 6 – 25 1.22 2.44

º
194
UPB © 2013
Semejante al caso de los plásticos, las dimensiones de los tableros y láminas de derivados
de madera de la tabla son aproximaciones de los valores que originalmente se expresan
en pies. Puede concluirse que el ancho más común es el 4 [𝑝𝑖𝑒𝑠] y el largo depende del
fabricante y del pedido del demandante.
3. Metal laminado (77), (78), (79), (80):
El metal laminado que se utiliza para grabar se conoce más como plancha metálica. En
el mercado existe variedad de tipos de metales, pero la variedad no es tan grande como
en el caso de los plásticos. Las medida estándar para éste tipo de productos no están
marcadas como en los anteriores casos, se puede encontrar todo tipo de medidas. En la
Tabla Nº 35 a continuación se presenta un ejemplo de los materiales metálicos en lámina y
sus respectivas dimensiones. (Se puede notar que son metales no ferrosos)
Tabla Nº 35: Ejemplo de algunos productos en lámina metálica con sus medidas.
MATERIAL CALIBRE [𝒎𝒎]
ANCHO [𝒎𝒎]
LARGO [𝒎𝒎]
Plancha de Cobre para grabar 1
85
125
165
250
333
500
125
165
250
333
500
650
Plancha de Zinc para grabar 1.75
85
125
165
250
333
500
125
165
250
333
500
650
Plancha de cobre electrolítico
0.39 (1/64”)
0.47 (1/54”)
1.58 (1/16”)
2.38 (3/32”)
3.17 (1/8”)
600
600
1000
1000
1000
1200
1200
2500
2500
2500
Plancha de Bronce o Latón electrolítico
0.39 (1/64”)
0.47 (1/54”)
0.63 (1/40”)
0.79 (1/32”)
0.94 (1/27”)
1.05 (1/24”)
1.27 (1/20”)
1.58 (1/16”)
3.17 (1/8”)
9.52 (3/8”)
9.52 (3/8”)
600
600
600
600
600
600
600
600
600
900
1200
1200
1200
1200
1200
1200
1200
1200
1200
1200
2400
2400
Plancha de latón 0.3 – 2 200 200

º
195
UPB © 2013
En su mayoría, las dimensiones de las planchas metálicas son menores que las dimensiones
de los materiales plásticos o de madera. Normalmente los productos laminados metálicos
son producidos en rollos de varios kilómetros y luego son trozados según sea su destino, el
ancho de estos rollos suele ser de 4, 6 y 8 [𝑝𝑖𝑒𝑠]. Siendo el primero el ancho más común.
4. Vidrio (81), (82), (83):
En el grabado en vidrio la demanda es menos exigente que en los anteriores casos
cuando se trata de tamaño o formato de las piezas; por el contrario, la precisión y
velocidad del grabado son altamente exigidas. No existen medidas estándar, o medidas
comunes de las placas de vidrio a grabar, es por eso que no tendría sentido realizar una
tabla de materiales y medidas como en los anteriores casos. Para poder definir un tamaño
de mesa según el grabado en vidrio simplemente se analizan algunas máquinas
grabadoras de vidrio, para esto no se no se filtran según su técnica de grabado, pues el
tamaño de la mesa de cada máquina es independiente de ésta. A continuación, en la
Tabla Nº 36 se presentan algunas máquinas que se aplican en el grabado de vidrios y las
respectivas dimensiones del espacio de trabajo.
Tabla Nº 36: Ejemplo de las dimensiones del espacio de trabajo de máquinas grabadoras de vidrio.
MÁQUINA – TÉCNICA
ESPACIO DE TRABAJO
ALTO [𝒎𝒎]
ANCHO [𝒎𝒎]
LARGO [𝒎𝒎]
Vision VE-810XD Engraving Sistema – Mecánico 95 202 254
Vision Phoenix 1212 Engraving Sistema – Mecánico 76 304 304
Vision Max Pro Engraving Sistema - Mecánico 76 203 304
Vision 2525 Router Sistema – Grande – Mecánico 44 635 635
Vision 2550 Router Sistema – Grande – Mecánico 44 635 1270
Vision 2525 Router Sistema – Ruteadoras – Mecánico 95 635 635
Vision 2520 Router Sistema – Ruteadoras – Mecánico 95 635 1270
Roland MPX-90M – Impacto 286 383 308
Roland EGX-350 – Láser 200 350 350
MAQUINA LASER VLS 2.30 – Láser 102 368 476
MAQUINA LASER PROFESIONAL PLS6.150D – Láser 229 584 940
MAQUINA LASER PROFESIONAL PLS6.150Dss – Láser 229 584 940
MAQUINA LASER FIBRA PLS6MW – Láser 229 584 813
MAQUINA LASER INDUSTRIAL ILS9 – Láser 305 762 1029
MAQUINA LASER INDUSTRIAL ILS12 – Láser 305 762 1334

º
196
UPB © 2013
De acuerdo con los tres fabricantes presentados en la tabla anterior, se puede notar que
no existe una relación entre la técnica de grabado y el tamaño de la mesa de trabajo.
Tampoco se puede definir una medida estándar como en los casos anteriores, pero se
puede notar que solamente las máquinas de mayor tamaño apenas sobrepasan la
medida estándar de anchura definida en los anteriores casos, equivalente a 4 [𝑝𝑖𝑒𝑠].
16.2.2 Mesa de trabajo: Carga máxima
La carga máxima refiere al peso que debe soportar la mesa de trabajo dentro de un
margen de deformación, que no afecte al trabajo de grabado. De acuerdo a los
materiales de la anterior sección puede estimarse el peso máximo del material de trabajo.
A continuación en la Tabla Nº 37 se presentan las densidades (en caso de varios valores
encontrados, se eligió el de mayor magnitud) de los materiales mencionados en la
anterior sección (Las fuentes/referencias son las mismas que en la sección anterior).
Tabla Nº 37: Tabla de densidades teóricas de materiales para grabado
MATERIAL DENSIDAD [𝑲𝒈/𝒎𝟑]
Lámina de polipropileno corrugado 2000
Lámina de ABS de dos colores 1180
Lámina de polietileno de alta densidad 960
Lámina de polipropileno 900
Lámina de ABS 1260
Lámina de polietileno HDPE 950
Lámina de PVC espumado 800
Lámina de PETG 1270
Aglomerado melaminizado MASISA 670
Aglomerados enchapados 630
Aglomerados Foliados 660
MDF y Trupan 950
MDF enchapado FAPLAC 750
Placas pre-encoladas laterales 800
Aluminio 2700
Zinc 7140
Bronce 8900
Acero 7850
Acero Inoxidable (AISI 316) 7960
Vidrio 2500

º
197
UPB © 2013
La densidad junto con el formato o tamaño del material de trabajo sirven para estimar el
peso o carga que deberá resistir la mesa de trabajo de la máquina. En el capítulo sexto se
desarrollan los cálculos y diseños respectivos.
16.2.3 Mesa de trabajo: Tipo de sujeción
En la primera sección del capítulo sexto, basada en el Anexo-D, se concluye que el
suficiente tipo de mesa para un router CNC de grabado múltiple (excepto grabado de
mármol y semejantes) es la mesa plana.
Normalmente se confunden los conceptos de mesa plana y mesa universal, cada uno de
estos tipos de mesa tiene características diferentes que es necesario remarcar: la mesa
universal es fabricada normalmente de materiales metálicos en formatos muy robustos, es
comúnmente utilizada en fresadoras industriales verticales, horizontales, universales, etc.
Tiene propiedades mecánicas excelentes que le permiten ser usada en el mecanizado de
metales. La mesa universal es siempre rectificada para eliminar errores dimensionales,
además posee ranuras de inserto (por ejemplo ranuras tipo T) para una robusta fijación de
las piezas a trabajar. Por el contrario, las mesas planas no son rectificadas, pueden o no
ser metálicas, puede o no ser de superficie continua, no son robustas como para
maquinar metales, son diseñadas solamente para soportar cargas verticales sin
deformaciones sustanciales y poseen varios tipos de sujeción posibles incluyendo las
ranuras de tipo inserto. Una mesa plana es muchísimo más económica que una universal.
A continuación se presenta una lista de varios tipos de fijación o sujeción de piezas, como
alternativas para definir las características de la mesa plana de la máquina:
1. Sujeción por prensa:
Se usan diferentes mecanismos semejantes a una prensa. Este tipo de sujeción elimina la
necesidad de una superficie plana perpendicular a la herramienta de grabado cuando la
pieza de trabajo posee un espesor mayor a los 5 [𝑚𝑚], para un espesor igual o menor se
necesita dicha superficie como guía. Este tipo de sujeción es muy usada cuando las
piezas de trabajo tienen superficies exteriores planas paralelas, a veces es posible sujetar
piezas de geometría compleja. El tipo de sujeción por prensa no es eficiente cuando se
requiere sujetar materiales laminados de delgados espesores, pues tienden a flexionarse.
Cuando se trata de cortes o grabados profundos inscritos en la periferia sujetada, el
material tiende a debilitarse y deformarse heredando errores en el maquinado.

º
198
UPB © 2013
2. Sujeción con cinta doble contacto:
Es una forma muy sencilla, económica y muy eficaz de fijar las piezas de trabajo.
Normalmente la cinta de doble contacto puede fijar todo tipo de material, siempre que
esté puesta entre la mesa de trabajo y la base plana de la pieza de trabajo. Es un método
económico y muy usado en el grabado de láminas plásticas, metálicas y vítreas. A veces
la capacidad de adhesión no es suficiente para sujetar las piezas de madera
correctamente y resistir las fuerzas de la herramienta de grabado sobre la pieza. La mesa
de trabajo simplemente requiere ser plana y lisa, puede ser de superficie no continua.
Cuando se trata de corte o grabado profundo la debilitación del material no tiende a
deformarlo, por eso no existen deformaciones heredadas.
3. Sujeción con pisadores:
a. Enclavados
Se sujetan las láminas o tablas de madera clavándolas a la superficie de trabajo.
Normalmente se coloca un material entre la mesa de trabajo y la pieza conocido con el
nombre de “mártir” pues este es deformado con el enclavado. Es un método se sujeción
eficiente solamente para piezas de madera y semejantes, pero cuando se trata de
plásticos, metales o vidrios normalmente no es factible. El método solamente sirve para
piezas planas o semejantes, también es bueno para el grabado profundo o corte de
madera.
b. Huecos roscados
Es un método más elaborado que el anterior, sostiene la misma lógica. La diferencia está
en que la mesa de trabajo posee huecos roscados es disposición de matriz, allí pueden
ajustarse los pernos que sujetan la pieza en vez de los clavos. Se necesita un mártir
solamente cuando se corta la pieza. Puede ser aplicado a cualquier tipo de material
siempre y cuando la pieza de trabajo posea los huecos necesarios para que pase un
perno, o siempre que la cabeza del perno sea lo suficientemente ancha para sujetar la
periferia de la pieza.
c. Ranuras de tipo inserto
A veces la matriz de huecos roscados no es muy eficaz, una forma de mejorarla es
disminuir las distancias entre los huecos, otra forma muy conveniente es hacer que la
distancia entre huecos sea variable y ajustable a las necesidades de fijación.

º
199
UPB © 2013
La segunda opción se traduce en canales (existen infinidad de perfiles de canales)
paralelos o perpendiculares a través de toda la mesa de trabajo, los huecos roscados
corresponden a tuercas con el mismo perfil de los canales con las condiciones de patinar
a lo largo del canal, no girar con respecto a la dirección del canal y no desprenderse
perpendicularmente a la superficie de trabajo.
Según el método anterior de huecos roscados, cuando la cabeza del perno no es lo
suficientemente ancha para sujetar el trabajo se le aplica una pieza que pueda hacerlo,
además esta última debe poder adaptarse a diferentes espesores del perfil de la pieza de
trabajo, también debe ser lo suficientemente delgada para no interferir con el motor de
conformado y la herramienta. A esta pieza se le llama brida y existen bridas de todo tipo
de formas y tamaños para innumerables aplicaciones de fijación.
Este método es muy eficiente independientemente del tipo de material, de la forma de la
pieza y del tipo de operación, por eso es que es muy usado en el grabado e incluso en
otras aplicaciones. Las dificultades del método son que necesita una mesa continua,
superficialmente rectificada y lo suficientemente rígida para no flexionarse, todo esto
aumenta el costo de la mesa de trabajo.
4. Sujeción con mordazas:
Es la versión de mesa no continua del método de ranuras de tipo inserto. Consiste en
pasadores planos y móviles a través de la superficie de trabajo, cada pasador puede
fijarse en una posición diferente y pueden usarse cuantos se necesite con un límite de
espacio. Las mordazas se instalan perpendicularmente a los pasadores y actúan como
pisadores. La eficacia es semejante al método de ranuras de tipo inserto, solamente que
tiende a mayores deflexiones y a la necesidad de varias mordazas, además el tiempo de
fijar la pieza de trabajo es muy largo comparado a los otros métodos hasta aquí
mencionados.
5. Sujeción electromagnética:
Este tipo de sujeción no es muy común, debido a que solamente es aplicable a materiales
que son atraídos magnéticamente como algunos metales. Para que el método sea
eficiente se necesita una mesa de baja reluctancia, pues por debajo tiene un arreglo de
bobinas que producen el campo magnético. Además la mesa necesita la suficiente
fricción para evitar que la pieza resbale, especialmente cuando posee caras lisas.

º
200
UPB © 2013
Existen versiones mejoradas del método usando imanes de neodimio que se aplican a la
sujeción de metales laminados. La baja flexibilidad del método y su alto costo de inversión
y operación hacen que la posibilidad de su aplicación sea anulada por completo.
6. Sujeción con succión:
Puede considerarse el método más sofisticado de sujeción. Consiste en una bomba de
vacío que genera una depresión en tuberías instaladas hacia unas boquillas de succión
en la mesa de trabajo. Las boquillas de succión están dispersadas matricialmente en toda
la mesa, cada boquilla de succión es accionada por un juego de válvulas. El sector de
succión es limitado por una banda de goma, normalmente goma espuma, con la
capacidad crear un perímetro de cualquier forma según la necesidad de fijación. Existen
canales perpendiculares a través de toda la mesa con el fin de guiar la banda de goma.
Se puede sujetar eficazmente cualquier tipo de material y forma de pieza siempre y
cuando exista una cara plana lo suficientemente grande para cubrir un sector de
succión. Las características de sujeción son similares a las de la sujeción por cinta de doble
contacto, claro que existe un consumo de energía eléctrica para accionar la bomba de
vacío. Cuando el tiempo de maquinado o de operación es muy extendido, el consumo
de la bomba de vacío puede presentar un alto costo de operación. La mesa de trabajo
normalmente es construida con materiales plásticos para reducir su costo y se la refuerza
con una estructura de metal para evitar al máximo las deflexiones, la mesa debe ser
rectificada.
16.3 Tipo de pórtico
El tipo de pórtico se define según los siguientes criterios:
Altura del espacio de trabajo. Nivel 0, que es nivel indiferente. Significa que la
magnitud de este parámetro no es nada exigida. Mientras menor sea la altura del
espacio de trabajo su costo es menor, el pórtico es más rígido y la estructura más
liviana, pero para definirlo debe tenerse en cuenta el espesor de los materiales de
trabajo y los demás accesorios se sujeción.
Tipo de pórtico. Rigidez Nivel 3, que es nivel exigido. La aplicación específica no
exige magnitudes altas de rigidez, pero ésta debe tener funcionalmente la mayor
magnitud posible.
Según los anteriores criterios, se presenta alternativas de solución para el tipo de pórtico:

º
201
UPB © 2013
16.3.1 Pórtico según altura del espacio de trabajo
La altura del pórtico queda definida según el método de sujeción (pues normalmente
este ocupa espacio) y el espesor máximo del material de trabajo. Anteriormente se
expusieron alternativas para definir el espacio de trabajo según el tipo de material y su
formato, allí se presentó el espesor, conocido como calibre, por cada tipo de material y
por cada formato. A continuación, en la Tabla Nº 38, se presenta una compilación de los
calibres (en caso de varios valores se presenta el de mayor magnitud) de los materiales de
trabajo para grabado expuestos anteriormente.
Tabla Nº 38: Compilación de calibres del material de trabajo
MATERIAL/MÁQUINA
CALIBRE [𝒎𝒎]
PLÁ
STI
CO
S
Lámina de polipropileno corrugado 10
Lámina de ABS de dos colores 1.50
Lámina de polietileno de alta densidad 4.76
Papelógrafo con núcleo de plastoformo 20
Lámina de polipropileno 25.40
Lámina de ABS 6
Lámina de polietileno HDPE 25
Lámina de poliestireno de alto impacto 80
Lámina de PVC espumado 6
Lámina de PVC espumado INTEFOAM 10
Lámina de PVC espumado FOMICEL 6
Lámina de PVC rígido 0.76
Lámina de poliestireno 25.40
Lámina de PETG 3
Lámina policarbonato de alto impacto 12
MA
DER
AS
Aglomerados FAPLAC 30
Aglomerado melaminizado MASISA 18
Aglomerados enchapados 18
Aglomerados Foliados 18
Chapadur FIPLASTO 6
Revestimientos CORLOK 4.2
Entramados estructurales 50
MDF y Trupán MASISA 30
MDF enchapado FAPLAC 18

º
202
UPB © 2013
MATERIAL/MÁQUINA
CALIBRE [𝒎𝒎]
(continuación)
Placas pre-encoladas laterales
(continuación)
44
Placas OSB 18
Tablas encolado lateral 50.8
Tableros carpinteros 18
Terciados 4
META
LES
Plancha de Cobre para grabar 1
Plancha de Zinc para grabar 1.75
Plancha de cobre electrolítico 3.17 (1/8”)
Plancha de Bronce o Latón electrolítico 9.52 (3/8”)
Plancha de latón 2
Plancha de Cobre para grabar 1
Plancha de Zinc para grabar 1.75
Plancha de cobre electrolítico 3.17 (1/8”)
Plancha de Bronce o Latón electrolítico 9.52 (3/8”)
Plancha de latón 2
Plancha de Cobre para grabar 1
Plancha de Zinc para grabar 1.75
Plancha de cobre electrolítico 3.17 (1/8”)
Plancha de Bronce o Latón electrolítico 9.52 (3/8”)
Plancha de latón 2
Plancha de Cobre para grabar 1
Plancha de Zinc para grabar 1.75
Plancha de cobre electrolítico 3.17 (1/8”)
Plancha de Bronce o Latón electrolítico 9.52 (3/8”)
Plancha de latón 2
MÁ
QU
INA
S D
E G
RA
BA
DO
EN
VID
RIO
Vision VE-810XD Engraving Sistema – Mecánico 95
Vision 1612 Pro Engraving Sistema – Mecánico 44
Vision 1624 Pro Engraving Sistema – Mecánico 44
Vision Phoenix 1212/Max Pro Engraving Sistema – Mecánico 76
Vision 2525/2550 Router Sistema – Grande – Mecánico 44
Vision 2525/2520 Router Sistema – Ruteadoras – Mecánico 95
Roland MPX-90M – Impacto 286
Roland EGX-350 – Láser 200
MAQUINA LASER VLS 2.30 – Láser 102
MAQUINA LASER VLS3.60/ PLS4.75/ PLS6.150D/ PLS6.150Dss – Láser 229

º
203
UPB © 2013
16.3.2 Pórtico según la rigidez de la estructura
El pórtico de un router CNC puede tener diferentes formas según sea su aplicación
específica, cada forma de pórtico presenta ventajas y desventajas respecto a parámetros
como peso, inercia, rigidez (dinámica y estática), dificultad de fabricación y costo. Según
el capítulo sexto, el parámetro predominante es la rigidez. La rigidez está establecida por
los materiales de fabricación, el número de carriles y el número de apoyos por cada eje
de la máquina. Los materiales de fabricación dependerán intrínsecamente de los
parámetros mencionados anteriormente, pero la rigidez está estrechamente ligada al
diseño de los carriles y apoyos.
Los tipos de pórtico se diferencian en la disposición de los apoyos y carriles por cada uno
de sus tres ejes. Esta disposición se conoce como rigidez intrínseca, porque es
independiente del material utilizado en su fabricación. A continuación se exponen las
alternativas de solución según los carriles y apoyos de cada eje de la máquina:
1. Eje 𝑍: El eje vertical 𝑍 es el eje de movimiento relativo de tercer orden, o sea depende
del movimiento del eje de segundo orden, que a su vez depende del movimiento de
primer orden, que a su vez depende de la masa fija, que es el elemento de orden
cero. Normalmente el eje relativo de tercer orden en una máquina de tres grados de
libertad corresponde a la menor dimensión del volumen de trabajo o espacio de
acción, en este caso la menor dimensión es notoriamente la altura de trabajo que
corresponde al eje vertical 𝑍. Al ser el último eslabón de la cadena cinemática de
movimiento carece de un punto de apoyo a un extremo del eje, éste es conocido
como el punto de acción. El número de apoyos restantes es igual o menor al número
de carriles del eje de primer orden. Existe la alternativa de instalar varios ejes verticales
𝑍 sobre un mismo eje de primer orden, de esta manera se aumenta el número de
puntos de acción.
2. Eje 𝑌: El eje horizontal Y es el eje de movimiento relativo de segundo orden, depende
del movimiento del eje de primer orden. Normalmente el eje relativo de segundo
orden en una máquina de tres grados de libertad corresponde a la segunda menor
dimensión del volumen de trabajo o espacio de acción. En el capítulo segundo del
presente proyecto se define que siempre se relaciona a la segunda menor dimensión,
del volumen de trabajo, como eje horizontal 𝑌, pero cabe resaltar que es cuestión de
simple denominación pues al ser el eje 𝑋 también un eje horizontal (todos los ejes son

º
204
UPB © 2013
ortogonales) ambos ejes, 𝑋 y 𝑌, pueden ser intercambiados. El eje es un eslabón
intermedio de la cadena cinemática, entonces carece de puntos de acción. Uno de
los apoyos por carril del eje, pues puede poseer varios carriles simultáneos, debe estar
ligado necesariamente al carril de primer orden. El otro extremo del eje puede ser un
punto de apoyo o simplemente un extremo en voladizo; si es que es un apoyo, el
número de apoyos es igual o menor al número de carriles de primer orden. Existe la
alternativa de instalar más de un eje horizontal 𝑌, multiplicando en la misma cantidad
los ejes 𝑍 y sus respectivos puntos de acción.
3. Eje 𝑋: El eje horizontal 𝑋, intercambiable con el eje horizontal 𝑌, es el eje de
movimiento relativo de primer orden, es independiente en su movimiento que es
transmitido a los demás ejes. Por ser el primer eslabón de la cadena cinemática un
extremo del eje por carril, pues puede tener varios carriles, posee un apoyo en una
misma referencia, que es el elemento de orden cero (representado por cualquier
punto o cuerpo que no tenga movimiento). Al igual que el anterior caso, el otro
extremo del eje por carril puede ser un simple voladizo o varios apoyos cuyo número
es igual o menor a la cantidad de carriles simultáneos. No existe la alternativa de
“instalar” varios carriles independientes, porque considerarlo es equivalente a
disponer de dos o más máquinas de tres ejes independientes.
Las anteriores alternativas se plantean bajo la suposición de que los tres ejes de
movimiento están sujetos cinemática-mente por eslabones en un mismo pórtico. Existen
también otras alternativas donde existe parcialmente, o está invertida, una cadena
cinemática. A continuación se presentan todas estas alternativas y sus características:
1. Cadena completa: Comprende la disposición de los ejes descrita anteriormente. El
eje horizontal 𝑋 transmite movimiento al eje horizontal 𝑌, éste lo hace al eje vertical 𝑍
donde está el punto de acción, además la pieza de trabajo se encuentra fijada al
elemento de orden cero. Cuando es más fácil mover todo el pórtico (con todos los
ejes instalados) que mover la pieza de trabajo, la cadena cinemática completa es la
disposición de ejes más ventajosa y más eficiente. Normalmente esta disposición es la
opción más utilizada en todo tipo de aplicaciones específicas, especialmente
cuando las máquinas son pequeñas y de baja potencia.
2. Cadenas parciales: Es necesario romper la cadena cinemática cuando los eslabones
de mayor grado presentan problemas para ser movidos, especialmente dificultades
como gran peso o inercia. Se separa la cadena cinemática también cuando la pieza

º
205
UPB © 2013
de trabajo es liviana, pequeña y fácil de maquinar. La cadena puede separarse de
dos maneras diferentes:
a. Eje 𝑋 independiente: El eje horizontal 𝑋, intercambiable con el eje horizontal 𝑌,
sigue siendo un eslabón de primer orden conectado al elemento de orden cero,
solamente que al otro extremo del eje tiene fijada la mesa de trabajo, que en
teoría es su punto de acción. En otras palabras, la mesa de trabajo se mueve en
el sentido horizontal 𝑋. El resto de la cadena, conocida también como pórtico, es
conectada directamente al elemento de orden cero, con el eje 𝑌 como eslabón
de primer orden y el eje 𝑍 como eslabón de segundo orden. Existe la alternativa
de instalar un mecanismo de traslación infinita al eje 𝑋, que es la mesa de
trabajo, como por ejemplo una cinta transportadora o un rodillo.
b. Eje Z independiente: Los ejes intercambiables horizontales 𝑋 y 𝑌 se encuentran en
la misma cadena conectados al elemento de orden cero. La mesa de trabajo
tiene la capacidad de moverse en los sentidos 𝑋 y 𝑌. El eje vertical 𝑍 es un
eslabón de primer orden conectado al elemento de orden cero. Normalmente
esta disposición es muy usada cuando es muy difícil mover el eje 𝑍 con su
cabezal de conformado, como por ejemplo en fresadoras CNC verticales de
gran potencia donde el motor de conformado es muy pesado.
3. Cadena invertida: Es semejante a la cadena completa, pues no se separan
eslabones, solamente que se invierte el orden de los eslabones. El cabezal de
conformado está fijado al elemento de orden cero, la pieza de trabajo es la que
se mueve gracias a la cadena cinemática de ejes. Esta disposición se aplica
cuando es más fácil mover la pieza de trabajo que el cabezal de conformado. En
la práctica puede encontrarse este tipo de máquinas con el nombre de fresadoras
tipo rodilla.
16.4 Equipo de traslación
El equipo de traslación para grabado se define según los siguientes criterios:
Precisión de traslación. Nivel 4, que es nivel muy exigido. La precisión del
mecanismo de traslación debe ser funcionalmente la mejor posible.
Fuerza de traslación. Nivel 3, que es nivel exigido. La aplicación específica es
exigente. La fuerza debe tener funcionalmente la mayor magnitud posible.
Dependerá también del tipo de material pues se trata de grabado múltiple.
º
206
UPB © 2013
Velocidad de traslación. Nivel 3, que es exigido. Semejante al caso de la fuerza de
traslación, la velocidad debe tener funcionalmente la mayor magnitud posible sin
comprometer la precisión ni la fuerza de la máquina.
No se puede exponer alternativas de solución generales para todo el equipo de
traslación, pues como su nombre lo indica, es un equipo conformado de varios
componentes individuales. Puede dividirse el equipo de traslación en los siguientes
componentes: actuador, mecanismo de tracción, mecanismo de deslizamiento y
controlador. En esta sección se estudian los tres primeros componentes, el cuarto
(controlador) se desarrolla en la siguiente sección. Alternativas de solución para los tipos
de componentes del equipo de traslación son presentadas a continuación:
16.4.1 Tipo de actuador 1: Hidráulico
Por las mismas razones expuestas en la primera sección del presente capítulo, se
desechan como alternativa los actuadores hidráulicos rotacionales. Los actuadores
hidráulicos que se desarrollan a continuación son solamente los de tipo lineal y no así los
rotacionales. Un actuador lineal hidráulico es a la vez un mecanismo de tracción.
El circuito hidráulico de un actuador de este tipo consiste básicamente en cinco
elementos: el primero es el depósito del líquido hidráulico, de donde se succiona y donde
se descarga dicho líquido después de recorrer el circuito. El segundo elemento es el
elevador de presión, o aportador de energía al fluido, conocido como bomba hidráulica.
El tercer elemento es el elemento de control o maniobra (puede constar de toda una red,
siguiendo una lógica de operación), que regula en caudal del fluido y lo direcciona a
donde se desee, se le conoce como válvula, normalmente tiene otros componentes
complementarios (como por ejemplo los finales de carrera). El cuarto elemento es el
actuador, que recibe el fluido y convierte la presión en energía mecánica traslacional o
lineal (puede ser rotacional como se mencionó en la primera sección de este capítulo).
Finalmente el quinto elemento, elemento de protección, puede constar de varios
componentes encargados de proteger el circuito de sobrecargas y otros defectos.
En algunas aplicaciones robustas (el grabado no es una aplicación robusta), como en
fresadoras de gran potencia que trabajan en metal, se usan pistones hidráulicos para el
movimiento de los ejes. Cuando las piezas son muy pesadas y la fuerza de maquinado es
grande, es más eficiente usar la energía hidráulica. Normalmente no existen actuadores

º
207
UPB © 2013
de baja potencia y de carrera larga, como para aplicaciones de grabado. Los demás
componentes del circuito hidráulico, como válvulas o bombas, tampoco son muy
comunes en pequeños formatos. De todas maneras, el usar este tipo de energía para
aplicaciones específicas como el grabado es una alternativa digna de ser estudiada,
pues es muy eficiente, duradera y barata cuando el diseño es el adecuado.
Los actuadores hidráulicos lineales no requieren de un mecanismo de tracción adicional,
en el mejor de los casos requieren mecanismos de deslizamiento sencillos y baratos, esto
presenta una ventaja bien marcada sobre los demás tipos de actuadores, especialmente
los eléctricos.
Los actuadores hidráulicos son dependientes de los otros cuatro elementos de un circuito
hidráulico, a continuación se presenta una lista de alternativas de solución parcial para el
equipo de traslación, según los cinco elementos hidráulicos mencionados (84):
1. Depósito:
También conocidos como tanques de almacenamiento de fluido. Además de contener el
fluido de trabajo, los depósitos cumplen la función de enfriar el fluido. Poseen una
membrana o pared intermedia que no permite que el fluido recién descargado vuelva al
circuito, además poseen un desnivel en la base para que los cuerpos sólidos sedimenten
en una zona de fácil purga. El tanque de fluido deberá tener la capacidad de almacenar
la cantidad suficiente de fluido para abastecer todo el circuito. No existen alternativas
marcadas de diseño para definir la posición ni la forma del tanque, pero si existen criterios
de diseño como: el tanque debe ir lo más cerca posible (preferiblemente arriba) de la
bomba para facilitar la succión; La forma y la posición del tanque deben facilitar la purga
y recarga del fluido.
2. Bomba:
Según el tipo de caudal, que es la velocidad del fluido a través de una determinada
sección de conducto, las bombas pueden ser de caudal constante y caudal variable. El
caudal máximo del sistema está limitado por el caudal que la bomba puede ofrecer,
existen dispositivos que pueden regularlo. En las operaciones de grabado e inclusive las
demás, se requiere que el caudal sea variable, la velocidad de respuesta de los
actuadores depende proporcionalmente del caudal. Para generar un movimiento de
velocidad variable en los actuadores, las bombas de caudal constante requieren una

º
208
UPB © 2013
válvula adicional que regule el caudal; por el contrario, en las bombas de caudal variable
simplemente se necesita regular su velocidad de rotación o cilindrada (volumen de fluido
que la bomba entrega en cada revolución). El desplazamiento y velocidad de los tres, o
más ejes de una máquina CNC, son independientes uno del otro, esto genera diferentes
caudales cuya provisión depende del tipo de bomba: si la bomba es de caudal
constante, se necesita una bomba capaz de proveer el caudal máximo exigido por todos
los ejes juntos, luego un regulador de caudal por cada eje. Otra solución se genera si la
bomba es de caudal variable, entonces se necesitan tantas bombas como número de
ejes se disponga, cada una capaz de proveer el caudal máximo exigido por su eje. Una
tercera solución es la combinación de las otras dos anteriores: consta de una bomba de
caudal variable (cuyo funcionamiento provea solamente el flujo necesario requerido por
todos los ejes, con el fin de ahorrar energía) alimentando los reguladores de caudal por
cada uno de los ejes.
Según el tipo de construcción, diseño o principio de funcionamiento las bombas se
clasifican en tres grandes grupos (84):
a. Bombas de engranajes
Son bombas de caudal variable, pueden variar su cilindrada y/o velocidad de rotación. El
principio de funcionamiento es semejante al expuesto en el motor neumático de
engranajes en la primera sección de este capítulo. Los engranajes se diferencian según la
forma de sus dientes, que pueden ser: dientes externos, dientes internos y dientes tipo
lóbulos (ésta es de caudal constante). Estas bombas tienen aplicaciones de baja presión,
pero a altas velocidades de rotación pueden aportar altos caudales. Son equipos
relativamente baratos y accesibles al usuario. Pueden accionar actuadores con elevadas
velocidades de respuesta, pero de poca carga.
b. Bombas de paletas
En la mayoría de los casos son bombas de caudal constante y soportan altas presiones. El
principio de funcionamiento es semejante al motor neumático de paletas presentado en
la primera sección del presente capítulo. Normalmente son más caras que las bombas de
engranajes, el mantenimiento es mayor, pero la presión que proveen es muy alta. Pueden
accionar actuadores hidráulicos con alta carga y a velocidades moderadas.
c. Bombas de pistones (desplazamiento positivo)

º
209
UPB © 2013
Son bombas que pueden proveer altísimas presiones y variar su caudal. Su funcionamiento
es semejante al del motor neumático de pistones, sean axiales o radiales. Normalmente
no existe este tipo de bombas en formatos pequeños. Son bombas constructivamente
complicadas, cuyo mantenimiento es complicado, además carísimas respecto a los otros
grupos. Son capaces de accionar actuadores a altas velocidades y altas presiones.
3. Elementos de protección (84):
Los elementos de protección son conocidos también por válvulas de seguridad o
simplemente como válvulas de presión. El parámetro que monitorean estos elementos es
la presión del sistema, pueden encontrarse tres tipos de válvulas de seguridad:
a. Válvula reductora de presión
También es conocida como válvula reguladora de presión, se usa cuando se desea una
presión constante (la presión es ajustable) aun si la red de alimentación tiene presiones de
valor cambiante o si el consumo o carga es variable. En el grabado, o cualquier
operación semejante en un router CNC, las fuerzas de maquinado (en realidad son
fuerzas de reacción al corte) nunca son constantes pues dependen de factores como la
continuidad del material, el mismo material, profundidad de corte, velocidad de corte,
velocidad de rotación de la herramienta de corte y demás. Estas válvulas son necesarias
para mantener una misma presión en los actuadores (si es que se diseña un router con
actuadores hidráulicos), cuando existan variaciones en la carga los actuadores no se
embalarán ni se retardarán, sino que mantendrán la velocidad deseada.
b. Válvula de secuencia
Después de alcanzar un cierto valor de presión (que es regulable) la válvula entrega una
señal. La señal puede ser también mecánica o eléctrica. Su aplicación en una máquina
tipo router CNC puede ser como una válvula de alerta cuando se está llegando a los
límites de presión del circuito hidráulico.
c. Válvula de sobre-presión
Esta válvula también es conocida como válvula de descarga, de alivio, limitadora, etc. Su
función es limitar la presión máxima del circuito para proteger a los demás componentes
del circuito hidráulico. Debe ir conectada lo más cerca posible de la bomba. La válvula
es muy importante cuando en el maquinado de algún trabajo se esté sobrepasando la
presión límite del circuito, o cuando por alguna razón la máquina se haya estancado.

º
210
UPB © 2013
4. Elementos de maniobra (84):
Son elementos que controlan y direccionan el flujo hidráulico, se les conoce como
válvulas y distribuidores respectivamente. Algunas válvulas regulan la presión y el caudal.
El control de estos elementos puede ser manual, semi-automático y automático según las
necesidades de la máquina. La automatización del control recurre a lógicas mecánicas,
electrónicas o la combinación de ambas.
a. Válvulas
Anteriormente se presentaron las válvulas de presión, cuya función está más ligada a la
seguridad que al control. Existen muchas clases de válvulas y por cada clase, un tipo
constructivo diferente. A continuación se presentan las clases de válvulas más relevantes
para el presente proyecto, independientemente del tipo constructivo:
Válvulas reguladoras de caudal
Como su nombre los indica, regulan la velocidad de fluido que atraviesa la válvula. Son
usadas para regular la velocidad de carrera de los actuadores, normalmente para estas
aplicaciones son comandadas electrónicamente. Pueden ser mono o bidireccionales.
Válvulas de retención
Esta válvula permite el paso del fluido en un solo sentido. Puede usarse como un elemento
en una rama redundante a los finales de carrera, con el fin de impedir cualquier flujo en el
sentido equivocado.
Válvulas de paso
Su función es permitir o no el paso del fluido bidireccionalmente, en pocos casos se
puede regular el paso. Algunos tipos constructivos son las válvulas de paso de compuerta,
de esfera y de aguja.
b. Distribuidores
Son válvulas de varias vías, direccionan al fluido bajo presión a la rama seleccionada del
circuito. El accionamiento puede ser efectuado de varias formas como se explicaba
anteriormente, aunque actualmente los accionamientos son electrónicos o combinados
electro-hidráulicos. Pueden ser de dos o más vías, correspondientes a las zonas de trabajo
del circuito y a la aplicación o función de cada una de ellas. En un router CNC el número
de vías de trabajo se limita a dos (deberá definirse más adelante el número de posiciones
de la válvula y su accionamiento; además, siempre hay una vía más, la de retorno al
depósito), uno por cada sentido del eje. El número de distribuidores es al número de ejes.

º
211
UPB © 2013
5. Actuador (84):
El actuador lineal hidráulico es conocido como cilindro hidráulico o pistón hidráulico.
Existen dos clases generales de cilindros: los de simple efecto y los de doble efecto. Una
máquina tipo router CNC precisa que cada eje sea movido en dos sentidos controlados.
Los cilindros de simple efecto se accionan en un sentido controlado, el otro es un
simplemente un retorno por carga o pre-carga (normalmente es un resorte que hace que
el cilindro vuelva a su posición inicial); entonces, para accionar el eje de un router se
necesitan dos cilindros de simple efecto instalados en diferentes sentidos o un cilindro de
simple efecto. Como la alternativa es obvia, los cilindros de simple efecto quedan
excluidos como solución y solamente se desarrollan los de doble efecto.
Los cilindros hidráulicos de doble efecto desarrollan trabajo en ambas carreras del cilindro.
A continuación se presentan algunos tipos de cilindros de doble efecto:
a. Cilindro de vástago simple
El fluido actúa sobre toda la superficie del émbolo como si fuera un cilindro de simple
efecto; pero para el retorno, el mismo fluido actúa sobre la superficie anular (porque el
vástago ocupa el espacio central) como si fuera un cilindro de simple efecto en el otro
sentido. La diferencia de superficies en el émbolo no representa grandes diferencias en el
flujo o presión para una fuerza o velocidad constante en ambos sentidos. Mientras más
grueso es el vástago, la diferencia es más notoria.
Este tipo de cilindro es el que tiene más idoneidad en la aplicación a las máquinas tipo
router CNC. Debido a la fuerza que puede ejercer bastaría un cilindro por eje, no necesita
un mecanismo de tracción adicional y el mecanismo de deslizamiento puede ser muy
sencillo y económico. La única gran desventaja es que el largo inicial del cilindro deberá
ser un poco mayor al doble de la carrera del eje, ocupando mucho espacio.
b. Cilindro diferencial
Es semejante al cilindro de doble efecto de vástago simple, solamente que la diferencia
de superficies efectivas en el émbolo es usada apropósito para generar un retorno más
rápido pero con menos fuerza a igual presión en el circuito. Debido a que ambos sentidos
en el accionamiento de cada eje de la máquina tipo router CNC deben ser idénticos, la
aplicación de un cilindro diferencial simplemente se desecha.

º
212
UPB © 2013
c. Cilindro de doble vástago
Al igual que cualquier cilindro de doble efecto, este cilindro posee doble compartimiento
de expansión de aceite en la misma cámara separados por el émbolo. A cada lado del
émbolo se instala un vástago. Cuando un vástago entra, el otro necesariamente sale. No
existe el problema de superficies efectivas diferentes en este tipo de cilindro, porque
ambas superficies son idénticas anulares (si el grosor o diámetro de los dos vástagos es el
mismo), entonces las fuerzas y velocidades de ambos sentidos de accionamiento serán
idénticas a igual presión.
La idoneidad de aplicación de este tipo de cilindro en una máquina router CNC es
compartida con el cilindro de un solo vástago. Ambos tienen el problema de ocupar
necesariamente un poco más del doble del largo de la carrera asignada. La forma de
instalar uno de estos cilindros en el eje de una máquina router CNC es fijando los extremos
del ambos vástagos a un elemento de orden inferior al orden del eje del cilindro; el eje es
montado sobre o fijado a la cámara, que es la que se mueve. Para evitar el posible
pandeo, se podría usar algún tipo de mecanismo de deslizamiento.
d. Cilindro oscilante
Puede presentar cualquiera de las configuraciones anteriores, y algunas otras más según
sea la necesidad. Pero independientemente de la configuración o forma constructiva, la
idea de un cilindro oscilante es dentar parte de la superficie del vástago para que a su
paso pueda hacer rodar un piñón, rueda dentada o engranaje y así transformar el
movimiento lineal externo en movimiento circular de alto par. Este tipo de cilindro no tiene
aplicación en ningún mecanismo inscrito en una máquina router CNC, por esta razón es
directamente desechado como alternativa.
6. Fluido (85):
La función principal de un fluido hidráulico es la de transmitir potencia. Muchas veces al
usar el término “hidráulico” el lector entiende que se trabaja con agua como fluido,
aunque en algunas aplicaciones se la usa no es el fluido que se usa en aplicaciones de
transmisión de potencia. Normalmente el fluido hidráulico en aplicaciones de potencia es
un aceite de características especiales, por supuesto de muchas clases dependiendo de
la aplicación y del circuito hidráulico. Las funciones secundarias de un fluido hidráulico son
enfriar componentes del circuito, mantener presión, lubricar piezas móviles y sellar fugas.

º
213
UPB © 2013
Las propiedades que debe de cumplir un fluido hidráulico son:
Viscosidad adecuada – Un buen índice de viscosidad. Normalmente la
viscosidad depende de la aplicación del sistema hidráulico.
Baja compresibilidad. Mientras el fluido es menos compresible, la relación entre
presión y fuerza es más proporcional.
Compatibilidad con sellos, juntas y pinturas
Resistencia a la oxidación – Resistencia a la herrumbre y corrosión
Excelente lubricidad.
Resistencia a la formación de espuma. Debe evitarse la penetración de aire.
Excelente demulsibilidad (facilidad del aceite para ser separado del agua)
Dependiendo de su constitución o composición molecular, los fluidos hidráulicos se
dividen en los siguientes grupos (86):
1. Aceite hidráulico mineral
Normalmente es el fluido más empleado debido a que satisface las necesidades de la
mayoría de las aplicaciones, también es relativamente económico para el rendimiento
que tiene. La limitación de su aplicación reside en que es un aceite inflamable, puede ser
peligroso es aplicaciones donde hay riesgo de incendio. Existen varias sub-clasificaciones
en función a varios factores y criterios como la viscosidad, la calidad, el país o zona, la
norma y la composición.
2. Fluidos resistentes al fuego
El término “resistente” no significa ininflamable, sino que se refiere a que son tardos en
arder. Estos aceites pueden arder, pero la bajísima propagación de la llama o la facilidad
de poder apagarla es notoria frente a los aceites que no “resisten” al fuego. Normalmente
se denominan fluidos de seguridad. Según la composición molecular que les brinda dicha
propiedad se pueden clasificar en dos grupos: fluidos acuosos y fluidos anhidros (exentos
de agua). Existen sub-clasificaciones de cada uno de los grupos.
3. Fluidos sintéticos
Son aceites usados en aplicaciones muy exigentes, como por ejemplo cuando las
temperaturas de trabajo son muy bajas o muy altas. Sus características, incluido el precio,
superan a los aceites minerales, aunque no son resistentes al fuego.

º
214
UPB © 2013
4. Fluidos compatibles con el medio ambiente
Son fluidos fácilmente biodegradables. Su uso es común donde las aplicaciones presentan
el riesgo de contaminar el medio ambiente, especialmente el agua. Existen tres clases de
fluidos biodegradables: polialquilenglicoles (solubles al agua), ésteres sintéticos (no
solubles al agua) y los basados en aceites vegetales. Las aplicaciones de este tipo de
fluidos hidráulicos son muy limitadas porque son débiles a la oxidación.
16.4.2 Tipo de actuador 2: Neumático
Existen tres tipos de actuadores neumáticos: los actuadores rotativos, los actuadores de
vibración y los actuadores lineales.
Los actuadores neumáticos rotativos fueron presentados anteriormente en la primera
sección como una interesante alternativa de motor de conformado; el actuador del
equipo de traslación debe ser muy preciso, los motores neumáticos son eficientes y
económicos, pero no son nada precisos. El empleo de energía neumática rotacional no
tiene aplicación cuando la necesidad considera altas precisiones, por ésta razón el motor
neumático es directamente descartado para ser una solución como actuador del equipo
de traslación de una máquina router CNC.
Martillos neumáticos, cortadores oscilantes, lijadoras de vibración y otros, son máquinas
que usan actuadores neumáticos. Estos actuadores se caracterizan por transformar la
energía neumática en movimiento oscilatorio. Sus aplicaciones son ajenas a la traslación
necesaria en una máquina CNC. Este tipo de actuador no es una alternativa solución.
De una manera semejante a los actuadores lineales hidráulicos, los neumáticos tienen
semejantes aplicaciones, aunque menos robustas. La velocidad de respuesta de un
cilindro neumático puede ser muy alta, la fuerza que genera se encuentra dentro de
rango moderados (la compresibilidad del aire es un factor limitante), pero la precisión no
es la deseada para las necesidades del presente proyecto ni aún en el mejor de los casos.
16.4.3 Tipo de actuador 3: Eléctrico
Los actuadores eléctricos se dividen en dos grupos bien marcados: los actuadores
rotacionales y los actuadores lineales. Los actuadores rotacionales, que fueron
presentados en la primera sección, son una alternativa muy buena como solución para la

º
215
UPB © 2013
traslación de los ejes de un router CNC, pero no se repite su análisis en ésta sección. Esta
sección se enfocará a los actuadores eléctricos lineales, debido a que poseen posibles
alternativas de solución para el equipo de traslación. A continuación se presenta a los tres
tipos de actuadores eléctricos lineales:
1. Pistones eléctricos
No son necesariamente pistones, solamente están constituidos de un vástago y un
mecanismo de retorno, algunos tienen una cámara que alberga el mecanismo de
retorno. El vástago está hecho de un material metálico especial llamado Bimetal o Nitinol,
cuyas propiedades físicas permiten que disminuya aproximadamente 4% de su largo
inicial cuando de calienta; el calentamiento se debe a una cantidad de corriente que
atraviesa el vástago. El mecanismo de retorno consta normalmente de un resorte que
acelera la vuelta a la posición original mientras el vástago se enfría.
El uso de éste tipo de actuadores no trasciende a aplicaciones de precisión pues la
relación entre temperatura y deformación es muy pequeña en magnitud, además que la
composición molecular del Bimetal puede cambiar entre piezas. Tampoco se obtiene
buenos resultados en cuanto a velocidad de respuesta y velocidad de retorno.
Normalmente los actuadores son pequeños, incapaces de transmitir movimiento para
distancias como la carrera de un eje de un router CNC estándar. Los pistones eléctricos no
tienen aplicación en el equipo de traslación de un router CNC, no se toman en cuenta
como alternativas solución.
2. Solenoides
El principio de funcionamiento de un solenoide es netamente electromagnético. A través
de una espira, bobina, toroide o cualquier arreglo espiral de un conductor, pasa una
corriente eléctrica que genera un campo magnético en cierto sentido. El campo
magnético puede mover materiales metálicos mientras estos estén en las líneas de
campo efectivas. Un actuador eléctrico lineal accionado por un solenoide consta de una
pieza metálica móvil dentro de las espiras de la bobina y cuando esta se acciona con
corriente eléctrica, la pieza metálica se traslada.
La velocidad de respuesta de un solenoide puede ser altísima; la fuerza depende de la
cantidad de corriente, del número de espiras y de la eficiencia del acople magnético. En
cuanto a tamaño, se necesitaría una gran bobina para proporcionar la fuerza y
desplazamiento necesarios. Se descarta el solenoide como alternativa de solución.

º
216
UPB © 2013
3. Motores lineales. (87), (88)
Existe una analogía muy estrecha entre los motores eléctricos lineales y los rotativos. Los
principios físicos son los mismos, las familias y sub-clasificaciones son idénticas para ambos
tipos. La única diferencia es la disposición constructiva, haciendo que los motores
eléctricos lineales sean más caros y menos eficientes que los motores rotativos aunque
con algunas ventajas bien marcadas. Una ventaja de usar motores lineales como
actuadores en el equipo de traslación es que el mecanismo de tracción queda implícito
en el mismo motor, además el mecanismo de deslizamiento hace parte del mismo motor
lineal y hasta podría ser también implícito. Otra ventaja de emplear motores eléctricos
lineales es que no se cuenta con efectos mecánicos como la elasticidad, holguras,
rozamientos y vibraciones propias de los materiales de la cadena cinemática. El control
de los motores lineales y rotativos es casi idéntico. A continuación se presenta una posible
clasificación de los motores eléctricos lineales, que es independiente de las sub-
clasificaciones análogas a los motores eléctricos rotativos:
a. Motor de inducido plano
También conocidos como motores lineales de entre hierro plano. Análogamente el rotor
de un motor eléctrico como por ejemplo de un motor asincrónico tipo jaula de ardilla se lo
construye de forma lineal y no circular; el inductor y sus correspondientes elementos como
los polos y los bobinados se construyen de tal forma que son compatibles con el inducido
para el movimiento lineal, semejante a un carro guiado. La velocidad de éste tipo de
motores es independiente del número de polos y pertenece a un rango muy amplio
definido por la frecuencia de la red y de la longitud física de cada polo; mientras el polo
sea más largo mejor y mientras más polos mejor, pero se debe tener en cuenta una
longitud funcional del inductor. La fuerza de traslación depende del ancho efectivo del
carro del inductor y de la eficiencia de la inducción. El inducido puede ser de dos tipos:
i. Inducido con hierro
A su vez el inducido con hierro puede clasificarse en tres tipos constructivos: El primero es
hierro magnéticamente isotrópico, el segundo es una configuración mixta de material
magnético con material conductor y el tercer tipo es de tipo escalera (análogo al motor
jaula de ardilla). Los tres tipos de inducidos presentan una fuerza de atracción no
compensada (excepto con doble inducido o doble inductor) entre el carro inductor y el
inducido, que necesita de un mecanismo de deslizamiento que evite su contacto físico.

º
217
UPB © 2013
ii. Inducido sin hierro
Se usa materiales conductores no magnéticos como son el cobre y el aluminio en la
construcción del inducido. Se distinguen dos tipos constructivos en los inductores: El
primero es de doble inductor, posicionado entre ellos el inducido. Y el segundo es el de un
solo inductor pero con un complemento llamado yugo. El yugo y el inductor repetido
sirven para cerrar y completar el circuito de las líneas de flujo magnético.
b. Motor de inductor plano
En los motores eléctricos rotativos el rotor y el estator podían asumir los papeles de
inductor o inducido tan solo tomando en cuenta las diferencias constructivas y de control;
de la misma manera, en los actuadores eléctricos lineales el inductor y el inducido
pueden ser uno la parte móvil (el carro del actuador) mientras el otro la parte fija o
viceversa indistintamente excepto las diferencias constructivas respectivas. El principio de
funcionamiento es muy semejante cuando el inductor o el inducido son planos, pero en el
caso cuando el inductor plano pertenece a la parte móvil existen dos diferencias
constructivas adicionales:
i. Arrollamiento clásico
Mantiene la forma de bobinar el conductor según los motores rotativos, es como si se
tratara de un motor rotativo de radio infinito. El bobinado clásico genera problemas de
calentamiento y/o pérdidas adicionales por el efecto Joule.
ii. Arrollamiento en anillo
Presenta una mejora a la forma del bobinado clásico, reduciendo fracciones de espiras
magnéticamente no compensadas y otros cambios. Las pérdidas por calentamiento
pueden ser despreciables. Además que usa menos cantidad de conductor, minimizando
el peso y la inercia del inductor.
c. Motor de campo arrollado
También conocidos como motores eléctricos lineales tubulares o de poli-solenoide. Este
tipo de motores puede considerarse una evolución de los motores lineales presentados
hasta el momento; un motor eléctrico lineal es como hacer un corte por el plano creado
entre el radio y el eje del motor para luego “desenvolverlo”, un motor de campo arrollado

º
218
UPB © 2013
es como volver a enrollar el motor lineal “desenvuelto” pero en el sentido perpendicular,
de manera que se genera un cilindro magnético de polos intercalados. Esta nueva
disposición constructiva ofrece la ventaja que las fuerzas de atracción entre el inducido y
el inductor se compensan automáticamente. Además los problemas de ventilación se ven
también resueltos, pues el inductor está completamente expuesto al ambiente. La
desalineación mecánica entre el inducido tubular y el cilindro inductor no requiere altas
tolerancias; es más, puede existir una holgura anular entre ambos componentes, siempre y
cuando nunca se trabaje fuera del campo magnético efectivo. Estos tipos de motores
pueden fácilmente se adaptados para ser operados bajo el agua o en ambientes
empolvados y hasta corrosivos. La dinámica de estos motores ofrece suaves y rápidas
respuestas, además de alta aceleración y magnitudes altas de empuje, aunque también
todo esto se traduce en un costo alto.
16.4.4 Tipo de mecanismo de tracción 1: Correa
La tracción de carriles usando correas es usada en las máquinas CNC, especialmente en
las máquinas pequeñas (como el carro de una impresora o el carro de un escáner). Una
de las ventajas de usar correas es que para cortas distancias de transmisión las correas son
muy eficientes, además no necesitan mantenimiento sustancial (hay que evitar que sean
expuestas a algún gente que las deteriore). Cuando la distancia de transmisión comienza
a crecer, la correa empieza a pandearse inevitablemente formando una indeseable
flecha, el sistema pierde precisión y gana holgura. Las correas, independientemente de su
largo o sección, son de funcionamiento muy silencioso. Las correas pueden soportar altas
tensiones, pero necesariamente se deforman alargándose (es imposible evitar la flecha
que se forma, pero se la minimiza reduciendo la distancia de la correa).
Existen dos alternativas de instalar una correa, suponiendo que se tienen los respectivos
eslabones de la cadena cinemática. En la primera se puede tesar la correa entre una
polea motor (no necesariamente un motor, sino una polea que transmita par,
normalmente es dentada) y una polea tensora, algún elemento del cuerpo a ser movido
debe ir fijado a alguna parte de la correa. La ventaja es que el actuador rotativo no es
parte del cuerpo a ser movido. La segunda alternativa consiste en colocar una tira de
correa (puede ser una correa cortada con dos extremos libres) a lo largo del eje con el fin
de que actúe como cremallera, una polea dentada con par fijada al cuerpo a ser
movido se moverá a través de la correa. De esta manera el actuador rotativo debe ir
instalado en el cuerpo a ser movido. La correa no es compatible con actuadores lineales.
º
219
UPB © 2013
16.4.5 Tipo de mecanismo de tracción 2: Cadena
La tracción por cadenas es muy semejante a la tracción por correas. Las cadenas tienen
mucha mayor duración que las correas, si es que el mantenimiento es el correcto. Las
cadenas pueden soportar tensiones altísimas. La desventaja de las cadenas es que su
pandeo (flecha de holgura) es grande pues son mucho más pesadas que las correas,
además contienen mucha inercia. La ventaja de las cadenas es que añadiendo o
quitando el par natural de eslabones puede conseguirse cualquier distancia de cadena.
Las cadenas necesitan de una pieza complementaria llamada piñón (homólogo a la
polea dentada en el caso de las correas), con dientes especiales de la misma medida de
la cadena. Las alternativas de instalar una cadena son las mismas que en el caso de las
correas. Las cadenas no son compatibles con actuadores lineales.
16.4.6 Tipo de mecanismo de tracción 3: Cremallera piñón
La cremallera es semejante a una cadena no flexible, es una guía dentada rígida y fijada
a algún elemento de orden cinemático menor al orden del conjunto piñón. La ventaja del
mecanismo de cremallera piñón es que no presenta retraso mecánico debido a pandeos
como en las cadenas o correas; Existe la posibilidad de juego u holgura entre los dientes
del piñón y la cremallera, aunque existen también mecanismos anti holgura instalados en
el piñón. Cuando el módulo (medida del diente) del conjunto cremallera-piñón es
pequeño, el sistema es aplicado preferentemente a movimientos de precisión; Cuando el
módulo es grande, se prefiere emplear el mecanismo en transmisiones de alta potencia. El
actuador, que necesariamente es de tipo rotativo debe estar instalado en la parte móvil.
16.4.7 Tipo de mecanismo de tracción 4: Eje husillo
La transmisión por husillo, que debe ser complementada por una pieza semejante a una
tuerca (normalmente es una o más sin posibilidad de rotación relativa entre ellas),
aprovecha el movimiento lineal de la misma cuando gira montada sobre el eje del husillo,
que normalmente es una varilla roscada o eje roscado semejante a un perno largo.
La ventaja de usar este tipo de mecanismo de tracción es muy marcada en cuanto a
costo, pero tiene problemas de desgaste y lubricación por alta fricción, especialmente
cuando la tuerca se encuentra cargada en el sentido del eje perpendicular a su giro.
º
220
UPB © 2013
16.4.8 Tipo de mecanismo de tracción 5: Eje husillo antifricción
Es la versión “profesional” de la tracción por husillo y tuerca, porque además de evitar el
desgaste de las piezas evita la fricción, aún en condiciones de alta carga y alta
velocidad. Permite movimientos suaves, silenciosos y de respuesta inmediata. El
mecanismo no genera calor por fricción. La desventaja es que su costo es elevado,
puede ser encontrado en la mayoría de las tiendas online de repuestos para máquinas
CNC o semejantes.
16.4.9 Tipo de mecanismo de deslizamiento 1: Rozamiento simple, viscoso o
simple lubricado y rozamiento de rodadura
Rozamiento simple: El mecanismo de deslizamiento cumple la función de evitar lo mejor
posible la resistencia al movimiento en el grado de libertad deseado y limitar el
movimiento de los demás grados de libertad en un elemento móvil (teóricamente anula
algunos grados de libertad, pero en la práctica siempre hay mínimas deflexiones y/u
holguras). El movimiento relativo entre dos o más componentes, que son los elementos
móviles, presenta siempre resistencia al movimiento, conocida como fricción o
rozamiento, siempre entre las caras o superficies en contacto. La eficacia de un
mecanismo de desplazamiento se traduce en la capacidad de minimizar la fricción o
rozamiento, restringiendo el movimiento en los grados de libertad deseados. Las fuerzas de
rozamiento son opuestas a las fuerzas que generan movimiento. El rozamiento simple no es
un mecanismo de deslizamiento, en realidad es un modelo ideal del deslizamiento
mecánico. La solución mecánica ingeniada para minimizar las pérdidas de potencia
generadas por el rozamiento simple es efectivamente el verdadero mecanismo de
deslizamiento. En el rozamiento simple, la forma de minimizar la fricción es atacando las
causas que la producen, a continuación se presentan algunas causas y factores del
rozamiento simple (89):
Superficie de contacto:
Mientras mayor sea la superficie de contacto entre las partes móviles, mayor será el
coeficiente de fricción. El coeficiente de fricción es una unidad adimensional que
cuantifica el grado de rozamiento del área de contacto entre dos superficies paralelas;
en el caso de dos superficies no planas, se usan (o imaginan) unidades diferenciales de
superficie, siendo la sumatoria de todos los delta-coeficientes de rozamiento el coeficiente
de rozamiento resultante. En el diseño, se debe evitar áreas de contacto innecesarias.

º
221
UPB © 2013
Al mismo tiempo, aparentemente en efecto contradictorio, mientras menor sea la
superficie de contacto entre las partes móviles, mayor será el rozamiento, tomando en
cuenta la deformación por contacto. El grado de indentación cuantifica cuan
deformable es el contacto de los elementos móviles. Si el grado de indentación es
considerable, entonces el efecto de una menor área de contacto es perjudicial para el
movimiento; el fenómeno se explica por la presión en el área de contacto. Para un mismo
peso, el grado de indentación será mayor si está distribuido en una menor área de
contacto (pues un elemento tenderá a incrustarse al otro). En el diseño se debe evitar
áreas de contacto innecesariamente pequeñas, pues es muy posible una incrustación.
Calidad de la superficie de contacto:
Una superficie plana en teoría, no es perfectamente plana en la práctica. Cavidades o
cúpulas de alturas despreciables, rugosidades distribuidas, microcanales (especialmente
en la contraposición perpendicular de los sentidos de los canales de ambas superficies de
contacto), microfisuras y todo tipo de imperfecciones normalmente están presentes en las
superficies de contacto. Mientras más “lisa” sea la superficie de contacto (menor
rugosidad promedio), mejor es el deslizamiento. Normalmente es impráctico realizar
acabados superficiales de alta precisión para minimizar el coeficiente de fricción, pues
mientras el acabado superficial es mejor, el costo es mayor exponencialmente.
Fuerza normal:
El modelo matemático del rozamiento simple consiste en el producto del coeficiente de
rozamiento y la fuerza normal resultante (resultante porque no siempre se trata de
superficies planas). Por simple instinto se puede notar que un cuerpo se desliza de mejor
manera si es que posee menor peso; la única forma de reducir esta carga, es diseñando
una estructura más liviana. Dependiendo cuál sea la posición relativa entre el punto de
acción de los ejes de la máquina router CNC, el punto efectivo del mecanismo de
deslizamiento y el sentido o dirección de la operación (por ejemplo corte), resultará el
sentido de una fuerza conocida como carga de maquinado. Las componentes de las
cargas de maquinado, proyectadas al sentido de la fuerza normal, generarán un
aumento o reducción (dependiendo de su sentido original) de la fuerza normal total
resultante (total resultante porque es la sumatoria de las proyecciones en el sentido
normal). Normalmente, la fuerza normal original (peso) es despreciable comparada con
las fuerzas normales proyectadas de las cargas de maquinado; por eso no se la considera.

º
222
UPB © 2013
Reacción entre piezas:
Este factor se genera normalmente cuando el deslizamiento es paralizado por cierto
periodo de tiempo y ambas superficies de contacto reaccionan entre sí (el fenómeno se
agudiza si las superficies de contacto son de mejor acabado superficial). La reacción
puede generarse por múltiples razones, entre las más generales se tiene la presencia de
agua o humedad (óxido) o la conducción de eléctrica de corriente que a su paso
generan micro-arcos deformando y agripando el material. Una posibilidad, al menos en
las aplicaciones ingenieriles, es que el material de un elemento móvil presente reacciones
químicas con el material de su complemento móvil. Difícilmente se consideran éstas.
Rigidez térmica:
La rigidez térmica de un material es la resistencia a la dilatación o contracción generada
por el cambio de temperatura del mismo material. Las dos causas posibles que generan
un cambio de temperatura en los elementos móviles son: energía disipada en forma de
calor por fricción y fuente de calor externa. Normalmente los materiales usados en estas
máquinas son aquellos que se dilatan con el suministro de calor, la dilatación aumenta el
volumen de los elementos móviles estrechando las holguras, en el peor de los casos la
dilatación es tal que se genera una fuerza de repulsión entre los elementos móviles,
aumentando notablemente la fricción (La fricción genera más calor, que genera mayor
dilatación, el proceso tiene límite pues existe desgaste del material, desgaste adhesivo).
Cuerpos extraños:
Cuando la tolerancia de la holgura no es la correcta o la protección de la parte móvil no
es la apropiada, puede presentarse la intrusión de cuerpos extraños. En el peor de los
casos, si los cuerpos extraños son más “duros” que el material usado en el mecanismo de
deslizamiento, las superficies de contacto pueden ser dañadas o desgastadas por
abrasión, erosión, corrosión o algún efecto semejante; aparentemente no es un factor de
mayor fricción, pero lo es en el caso que se requiera usar las superficies de rozamiento o
pistas pues estas habrán sido dañadas, generando un mayor rozamiento y más desgaste.
Materiales constructivos para el rozamiento simple:
Respecto a las causas y factores presentados anteriormente, la capacidad de minimizar
la fricción se traduce en el tipo, geometría y conformado de los elementos móviles. Según
el tipo de material, las alternativas de solución más comunes para una baja fricción simple
se presentan a continuación: PTFE películas de teflón, HDPE Polietileno de alta densidad,
Nylon 6 además de otros termoplásticos (Ejemplo: vesconite), Bronce Fosforoso y otros.

º
223
UPB © 2013
Rozamiento viscoso o simple lubricado: Aunque el modelo matemático es más
complicado, el rozamiento simple lubricado presenta las mismas causas y factores que el
rozamiento simple. El modelo matemático del coeficiente de rozamiento queda sustituido
por otras expresiones matemáticas, existen dos modelos matemáticos: modelo lineal, la
fuerza de rozamiento es proporcional a la velocidad de traslación y a la viscosidad del
lubricante. Modelo cuadrático, el rozamiento el proporcional a la densidad del lubricante,
al cuadrado de la velocidad y otros factores.
El objetivo de la lubricación es minimizar los efectos de la fricción en el rozamiento simple.
Generalmente la presencia de una película de lubricante (se usan aceites minerales de
manera muy difundida) entre los elementos móviles mejora notablemente el deslizamiento
y evita todo tipo de desgaste. Existen tres tipos de lubricación, a continuación se presenta
una lista detallando cada una de las técnicas de lubricación, posteriormente se presentan
los tipos de lubricantes (89):
1. Lubricación hidrodinámica:
Esta técnica necesita del movimiento relativo entre las partes móviles, pues de esta forma
se auto-genera la presión del lubricante. También conocida como lubricación gruesa,
fluida, completa o perfecta. El lubricante puede o no estar el lubricante sometido a otra
presión extra a la auto-generada.
2. Lubricación límite o de contorno:
Cuando la velocidad relativa entre elementos móviles no es la suficiente para generar la
presión hidrodinámica y la carga vence la película gruesa de lubricante, se produce la
lubricación de contorno. Existe un contacto parcial entre los elementos móviles.
3. Lubricación hidrostática:
La técnica de lubricación hidrostática no requiere del movimiento relativo entre los
elementos móviles. Existe una presión externa aplicada al fluido lubricante que permite la
lubricación correcta entre los elementos móviles.
4. Tipos de lubricantes:
Existen dos grupos generales: El primer tipo contiene los lubricantes líquidos, que son los
más aplicados en la industria, entre ellos se pueden identificar los lubricantes derivados del
petróleo y sintéticos, además de otros grupos especiales como los lubricantes resistentes al
fuego. En el segundo tipo se encuentran los lubricantes sólidos ligados o no, normalmente
caros y para aplicaciones especiales. Además de estos dos tipos, pueden mencionarse los
lubricantes vegetales, caracterizados por su estructura química glicérica.

º
224
UPB © 2013
Rozamiento de rodadura: La fricción en el rozamiento de rodadura es ocasionada por las
mismas condiciones y causas que en los anteriores casos expuestos; pero las diferencias
son sustanciales, la disposición mecánica permite que el fenómeno sea diferente. La
primera diferencia consiste en la condición necesaria para la rodadura, que la fuerza de
rozamiento no debe ser vencida, pues si fuere superada se produciría deslizamiento
simple. La segunda diferencia es más conceptual, el sentido de la fuerza de rozamiento es
el mismo que el de la fuerza aplicada al eje de rotación, pues debe generar un par
opuesto al movimiento. El coeficiente de fricción presentado anteriormente suele tener
otra interpretación, se le conoce como coeficiente de fricción de rodadura y suele ser
mucho menor al coeficiente de fricción simple (por eso es más fácil mover objetos si están
sobre ruedas o algún arreglo de ellas).
El cálculo del coeficiente de fricción de rodadura obedece a dos modelos matemáticos:
el primer modelo matemático se aplica cuando la deformación del dúo móvil es casi
despreciable, como por ejemplo en rodillos o perdigones de los rodamientos comunes, el
modelo equivale a la raíz cuadrada del cociente deformación (hundimiento) entre el
diámetro. El segundo modelo se aplica a rodaduras de deformación apreciable (refiere a
que puede medirse la sección plana de contacto entre los elementos móviles), como las
llantas de un coche, donde el coeficiente de fricción es idéntico al del rozamiento simple
pero empleado en una expresión equivalente al momento de oposición al movimiento, el
par fricción. Normalmente no se combinan el deslizamiento por rodadura con la
lubricación, excepto en elementos móviles compuestos que se presentan más adelante.
16.4.10 Tipo de mecanismo de deslizamiento 2: Rodadura compuesta
Las exigencias de una máquina tipo router CNC no permiten que los mecanismos de
deslizamiento presentados anteriormente sean aplicados independientemente, más bien
es común encontrar arreglos de éstos formando un nuevo mecanismo de deslizamiento.
Normalmente estos nuevos mecanismos de deslizamiento son conocidos como
rodamientos, bujes, chumaceras, cojinetes, etc. Todos estos consisten en la rodadura
(lubricada o no) de pequeños elementos móviles, cuyo conjunto es guiado por un carril,
pues el movimiento debe ser lineal (movimiento rotativo, rodadura sobre un eje lineal) y
restringido a los demás grados de libertad (se evita la acción de las fuerzas normales y
semejantes). A continuación se presenta una lista de los mecanismos de deslizamiento
(de rodadura compuesta) con posible aplicación en una máquina router CNC:

º
225
UPB © 2013
1. Deslizamiento por rueda y carril:
El deslizamiento rueda-carril es el mecanismo de deslizamiento compuesto más simple de
todos. Puede ser lubricado o no, normalmente no lo es en la superficie de contacto
rueda-carril pero sí en el eje de la rueda. Aplicaciones como automóviles, trenes,
bicicletas y muchos otros aplican este mecanismo de traslación; podría ser una solución
para el mecanismo de deslizamiento en un router CNC, pero no es capaz de contrarrestar
el efecto de las fuerzas normales y de las cargas de maquinado pues solamente posee
una componente resistiva y además en un solo sentido. En el maquinado, las fuerzas
perpendiculares al carril podrían suspender las ruedas y separarlas del mismo carril, a no
ser que el peso del pórtico sea significativo, lo cual no es una solución. Este tipo de
mecanismo de deslizamiento no es aplicable a no ser que restrinja la rueda con un tope o
carril superior. Aun así es inevitable la distancia de juego entre la rueda y el carril tope,
mismo se lubrique el sistema. El número de ruedas debería ser mayor al número de puntos
de apoyos por eje, para garantizar la estabilidad estática y dinámica en el deslizamiento.
La distancia de aplicación, que es el largo del eje, no es un problema para la aplicación
de este mecanismo de deslizamiento; aun así, esta alternativa no es aplicable.
2. Deslizamiento por patín:
El patín es un arreglo de ruedas o rodamientos por punto de apoyo, con una disposición
tal que se contrarrestan las cargas de maquinado. La simplificación esquemática del
sistema consiste en dos ruedas o rodamientos trasladándose en los lados opuestos de un
carril, cuyo perfil es el apropiado para evitar todo tipo de desplazamiento originado por
cualquier fuerza perpendicular al mismo carril. Es una solución muy aplicable y muy
económica, inclusive no requiere de lubricación en el carril. La desventaja es que ocupa
mucho más espacio que otro mecanismo de deslizamiento y no es resistente a la torsión
aplicada al eje de los carriles. Puede aplicarse en cualquier distancia (largo) del eje.
3. Deslizamiento por eje guía y rodamiento lineal:
El rodamiento lineal es un cilindro tubular de pared delgada que se desliza a través de un
eje circular. Resiste todo tipo de cargas de maquinado excepto la torsión aplicada en su
propio eje. El deslizamiento se produce por la rodadura de varias esferas conocidas como
perdigones, insertadas en un canal y en forma de circuito que les permite recircular.
El rodamiento lineal, a pesar de deslizar por rodadura necesariamente lubricada, tiene un
comportamiento más semejante al deslizamiento simple (rozamiento simple). Se necesita
un rodamiento lineal largo o dos cortos distribuidos de forma que aseguren la estabilidad

º
226
UPB © 2013
estática y sobretodo dinámica en el deslizamiento. Las vibraciones generadas en el
proceso de maquinado (por ejemplo corte) no son absorbidas por este mecanismo de
deslizamiento. La distancia (largo) de aplicación es limitado por el pandeo del eje guía.
4. Deslizamiento por eje guía reforzado y rodamiento lineal:
Mientras más largos son los ejes guía, son más sensibles al arqueo, la deformación al
pandeo es acumulada, especialmente en el punto medio a los empotres en los extremos
del eje guía. Para contrarrestar la flecha del pandeo, al mismo tiempo aumentar la rigidez
del eje guía, se colocan columnas (normalmente se sueldan) cada cierta distancia entre
el eje guía y una superficie sin movimiento relativo al eje. Este eje reforzado no es
compatible con los rodamientos lineales, pues no pasarían a través de las columnas; en
vez de los rodamientos lineales tubulares se emplean unos semejantes pero de
circunferencia incompleta, conocidos como rodamiento lineales tipo “C”. La única
condición de los rodamiento lineales tipo C es que la sección de su circunferencia cubra
más de la mitad de la circunferencia del eje, para poder resistir las cargas del maquinado.
5. Deslizamiento por carril antifricción:
El carril antifricción es una variante de los rodamientos lineales. Una de las diferencias
puede notarse en el perfil del carril antifricción pues no es circular; es más, tiene un perfil
especial para resistir la torsión aplicada al eje del carril. Las columnas del carril reforzado
presentado anteriormente son anuladas, pues todo el carril es fijado a una superficie
rectificada, esta disposición mecánica anula todo tipo de pandeo y aumenta en gran
manera la rigidez del carril. Normalmente este mecanismo de deslizamiento es uno de los
más caros, pero su eficiencia es muy elevada. El carro de bolas recirculantes puede ser
lubricado a presión o no (lubricación hidrostática); el carro puede absorber la mayoría de
los efectos vibratorios cuando la lubricación es a presión.
6. Deslizamientos varios
Como se mencionó al principio de este subtítulo, los mecanismos de deslizamiento naces
de la combinación de los mecanismos básicos de deslizamiento; entonces, existen
muchas posibilidades, que por razones de simplicidad no vale la pena mencionar, claro
que esto no excluye estas posibilidades de que en los capítulos de diseño en detalle sean
estudiadas o inclusive elegidas.

º
227
UPB © 2013
16.5 Equipo de Control
A diferencia de los anteriores órganos funcionales, el equipo de control no fue evaluado
según sus diferencias funcionales o parámetros. Por esta razón es que no se pueden
exponer criterios para selección de alternativas como en los anteriores casos. El equipo de
control se adapta y es inevitablemente dependiente de los anteriores órganos, porque es
un órgano funcional que relaciona todos los demás. El equipo de control debe separarse
en componentes, semejante al equipo de traslación, para poder analizar sus alternativas
independientemente; pero a la vez debe ser desarrollado detalladamente según cada
uno de los demás órganos funcionales. El Anexo-F es destinado solamente al análisis y
desarrollo del quinto órgano funcional, el equipo de control.

º
228
UPB © 2013
17. ANEXO-F
De acuerdo con el Anexo-E, este capítulo se enfoca al equipo de control. También se
añade una sección destinada al software complementario para el equipo de control.
Según el capítulo segundo del presente proyecto, el diseño del sistema de control
obedece a una secuencia de pasos. El objetivo de este capítulo es presentar la
plataforma de información necesaria para posteriormente realizar la debida selección de
alternativas del equipo de control, para esto no es necesario seguir la secuencia
predefinida de diseño. El cuarto paso del diseño formal de un sistema de control, consiste
en establecer la configuración del sistema, esta etapa del proyecto se enfoca a este
paso. Los primeros tres pasos de dicho proceso de diseño son rápidamente repasados,
pues no vale la pena desarrollarlos profundamente por ahora.
La configuración del sistema de control debe ser establecida según el modelo patrón de
todo servomecanismo. El flujo de datos y señales son cabalmente representados por los
elementos expuestos en la Figura Nº 79 a continuación (normalmente se hace la
representación esquemática usando diagramas de bloques especificando funciones de
transferencia, ahora es una representación solamente referencial).
Figura Nº 79: Diagrama de bloques generalizado de un sistema de control
El diagrama de bloques generalizado puede adaptarse a cualquier sistema de control,
obviamente siempre serán necesarias algunas modificaciones respecto al sistema en
específico. Las técnicas, métodos y algunos componentes necesarios para establecer un
sistema de control completo son presentados a continuación, analizando puntualmente
los órganos funcionales previamente definidos (el paso tercero, respectivo a las
especificaciones, todavía no se cuantifica):

º
229
UPB © 2013
17.1 Control en el cabezal
El cabezal de una máquina router CNC de grabado consiste en un motor de conformado,
según el Anexo-E existen dos alternativas de diseño para su solución:
17.1.1 Motor neumático
Paso 1 – Objetivo de control: Mantener constante la magnitud de la velocidad de
rotación del motor de conformado, según valores establecidos, en presencia de
alteraciones (velocidad de traslación del corte, profundidad de corte, discontinuidades
en el material, etc.) en el proceso de maquinado (grabado).
Paso 2 – Variables de control: Las alteraciones en el proceso de maquinado afectan
directamente en la resistencia a la rotación de la herramienta; en ciertas condiciones el
motor de conformado tenderá a embalarse, en otras a frenarse. Entonces, para mantener
una velocidad de rotación constante, debe alterarse la magnitud que contrarresta la
resistencia a la rotación, el torque. El control del par (que es el torque) de un motor
neumático rotativo no es independiente, la velocidad de rotación está estrechamente
relacionada. En la práctica existen dos técnicas para regular la velocidad y par del motor
neumático: Control de presión y el control de caudal.
Cada motor neumático es diseñado para operar en cierto rango de presiones, puede
que la regulación que fuera de ese intervalo. La eficiencia del motor neumático está en
función de la presión del sistema, la variación de presión en el control produciría también
variaciones en el rendimiento (la reducción de la eficiencia se traduce en la reducción
del par, de la velocidad, el caudal y la potencia generada). Un variador de presión no es
semejante a una de las válvulas de presión presentadas en el Anexo-E, sino es un
dispositivo más complejo y caro (pues debe cambiar la presión casi instantáneamente). El
control de la presión no es una solución aplicable.
El control del caudal suministrado es la técnica más económica de controlar la velocidad
de rotación del motor neumático. También conocida como la técnica de la
estrangulación, el control de caudal permite que el par del motor se mantenga casi
constante (en realidad sufre leves variaciones en el mismo sentido de la regulación). Una
ventaja de las válvulas de regulación de caudal (reguladoras de caudal) es que pueden
ser instaladas antes o después del motor neumático, independientemente del tipo.
Entonces la variable de control es el caudal o consumo del motor rotativo neumático.

º
230
UPB © 2013
Paso 3 – Especificaciones: Se debe variar la magnitud del caudal de la red de suministro
de aire, que acciona al motor neumático, para mantener lo mejor posible una velocidad
de rotación en el motor de conformado, conforme a una velocidad predefinida (la
magnitud de la velocidad debe ser regulable a las condiciones de maquinado).
Paso 4 – Configuración del sistema: La señal de entrada corresponde a la velocidad de
rotación deseada (pre-establecida y regulable). El controlador regulará las acciones de
control y sus proporciones, normalmente el módulo comparador (donde se detecta el
error) está integrado en el mismo controlador, además el controlador posee los
respectivos módulos de transformación de la señal. El módulo de amplificación de
potencia puede estar integrado con el actuador, que en este caso es la válvula
reguladora de caudal. Dependiendo del rendimiento del sistema, que se analiza en los
cuatro pasos restantes, puede o no existir un dispositivo que mida el caudal justo después
de la válvula, con el fin de minimizar el posible error realimentando la señal del
amplificador de potencia (la realimentación puede ser dirigida también al módulo
comparador del controlador). El mecanismo de conversión corresponde al motor de
conformado, donde la energía del caudal suministrada al motor neumático se transforma
en energía rotativa mecánica. Es necesario que se mida constantemente la velocidad del
motor neumático para realimentar el ciclo de control. A continuación en la Figura Nº 80 se
presenta el diagrama de bloques correspondiente.
Figura Nº 80: Diagrama de bloques para el sistema de control de velocidad del motor neumático.
Los componentes representativos presentados en la Figura Nº 80 son: el Controlador, la
Válvula reguladora de caudal (con su respectivo amplificador de potencia) y los sensores.
El controlador puede ser un componente específico para este sistema de control, pero
normalmente un solo controlador es capaz de satisfacer a todos los subsistemas de control
integrados en la máquina router CNC; por ésta razón se presenta más adelante una
sección dedicada solamente al dispositivo controlador. A continuación se presentan las
alternativas solución para el resto de los componentes representativos:

º
231
UPB © 2013
Válvula reguladora de caudal (90): La versión neumática (pues también existe la versión
aplicada a la hidráulica) de la válvula reguladora de caudal es semejante a una llave de
paso, cuya función es muy diferente pues regula el paso de la cantidad de aire mediante
la estrangulación. El estrangulador consiste en una compuerta de posición variable que
limita la posición del fluido, normalmente este tipo de válvulas no pueden cortar el flujo
completamente, solamente lo disminuyen o lo mantienen intacto. La técnica de la
estrangulación no existiría sin las pérdidas por fricción interna del fluido, pues al disminuir el
área de paso a una presión dada, el fluido se presurizaría y la velocidad aumentaría
cuadráticamente su magnitud manteniendo un caudal constante; la fricción interna del
fluido no permite que la magnitud de la velocidad aumente en esa proporción,
disminuyendo así el caudal por la reducción del área de paso y dicha velocidad. El
fenómeno también se conoce como restricción de turbulencia.
Independientemente del tipo de válvula, su instalación debe ser lo más cercana al
actuador, para evitar pérdidas de presión (es común la pérdida de presión, por las
distancias y ramificaciones del circuito, en los circuitos neumáticos). Según el tipo de
instalación la válvula puede ser instalada antes o después del actuador además de
montada o no sobre el actuador, que en este caso es el motor neumático. Si la válvula es
instalada antes del motor neumático, el control de la velocidad restringe en gran manera
al par del mismo, haciéndolo más sensible a las perturbaciones (se pierde estabilidad en el
control); en cambio, la instalación del regulador de caudal después del motor neumático,
siguiente al conducto de escape, permite una regulación de la velocidad mucho más
controlable manteniendo el par elevado.
Según la función específica de la válvula, existen tres tipos de válvulas reguladoras de
caudal (puede que más de dos componentes estén integrados en un mismo bloque,
considerado como otro tipo de válvula): la primera es la más sencilla, denominada
técnicamente como válvula reguladora de caudal bidireccional regulable, pues permite
el paso del aire en ambos sentidos con una misma regulación. El segundo tipo no es
bidireccional, pues tiene un componente anti-retorno en serie que permite el paso de aire
en un solo sentido. El tercer tipo tiene el mismo componente anti-retorno, pero conectado
en paralelo, de manera que el aire pasa en un sentido de manera libre y en el otro
sentido de manera regulada. En la práctica, podría clasificarse un cuarto tipo de válvula.
Se trata simplemente una conexión en serie de dos válvulas de tercer tipo, pero en
sentidos opuestos, cuya función es permitir un flujo bidireccional con regulación
independiente en ambos sentidos.

º
232
UPB © 2013
Sensor de caudal (caudal cerrado) (91): También conocidos como sensores de flujo,
aunque normalmente estos nombres refieren mejor a los dispositivos que detectan si existe
un flujo o no sin medirlo. La mejor definición para este tipo de sensor, es el caudalímetro.
Independientemente del tipo, las características de un caudalímetro refieren a la clase de
fluido, al rango de medición, a la pérdida de carga y al diámetro nominal del sensor.
Como todo sensor, el caudalímetro consta de dos elementos: el transductor y el
transmisor. El transductor puede ser interno o no, se encarga de la transformación de la
magnitud de caudal en otro tipo de magnitud; mientras que el transmisor, conocido
como elemento secundario, adapta esta señal para transmitirla. Existen muchos tipos de
sensores de caudal, agrupados normalmente por el principio de funcionamiento, como se
expone a continuación:
1. Presión diferencial:
Son los caudalímetros o flujómetros más aplicables y económicos. Su principio de
funcionamiento consiste en crear una diferencia de presión en cierto tramo del flujo para
luego medirla, este valor es cuadráticamente proporcional a la velocidad del fluido
(según la ecuación de Bernoulli), el caudal es indirectamente medido por la velocidad. La
presión es medida por varios métodos, el más común es el diafragma monitorizado. Su
aplicación es indistinta del tipo fluido, pues incluso el caudalímetro de presión diferencial
puede ser instalado en líquidos con partículas en suspensión y viscosos. Este tipo de
caudalímetro es intrusivo, pues es necesario colocar un cuerpo que modifique las líneas
de flujo para realizar la medición. Son equipos de baja precisión, pero pueden emplearse
en un extenso rango de temperaturas. Para la medición, es necesario que la densidad del
fluido sea constante y conocida. La diferencia de presión debe ser traducida en otro tipo
de señal para ser transmitida (elemento primario de un sensor), normalmente se usan
sensores de posición que monitorizan la deformación del diafragma de presión diferencial,
luego se amplifica la señal a una señal eléctrica de 4 – 20 [mA] para luego transmitirla
(elemento secundario). Los caudalímetros con capacidad de transmitir una señal
eléctrica son mucho más caros que los que solamente miden el caudal. A continuación se
presenta una lista de diferentes clases de flujómetros de presión diferencial:
a. Placa de orificio (92), (93):
Normalmente es el flujómetro más empleado dentro de los de su clase (principio de
funcionamiento). La diferencia de presión es creada por un plato o placa que se
interpone perpendicularmente a las líneas de flujo, es necesario que ésta posea un orificio
para que el fluido pueda continuar su curso.
º
233
UPB © 2013
Las dimensiones de la placa, dimensiones y posición del orificio están normadas a valores
mínimos y máximos. Normalmente la precisión de estos flujómetros escila entre el 1 y el 2
[%]; normalmente estos valores no son muy satisfactorios. La configuración constructiva de
este componente lo limita a ser monodireccional, pues el orificio normalmente posee una
arista viva que impacta con el flujo y un chaflán que permite la expansión rápida del área
efectiva de flujo. La posición del orificio puede ser de tres tipos: concéntrico a la tubería,
usado normalmente es todo tipo de fluidos limpios, ya sean líquidos o gaseosos. El orificio
puede ser excéntrico superior cuando el fluido presenta suspensión de elementos extraños
y excéntrico inferior cuando el fluido permite condensación de gases. El orificio puede ser
segmentado excéntrico o concéntrico. En algunas aplicaciones puede existir más de un
orificio. La desventaja del caudalímetro de placa de orificio es que necesita una distancia
considerable de tubería recta para la correcta medición (se debe evitar la turbulencia).
b. Tubo Venturi (94), (93):
El principio de funcionamiento es idéntico al caso anterior. La diferencia está en que no
se cuenta con una placa agujereada, sino que se dispone un tramo que reduce y
aumenta su sección gradualmente. La variación gradual de sección es usada para
minimizar las pérdidas por fricción y semejantes; el caudalímetro por tubo Venturi es más
caro que el anterior caso pero las pérdidas de presión y de energía por fricción son
mínimas. La toma de presión y su medición son idénticas al caudalímetro con placa de
orificio. Este flujómetro puede ser usado bidireccionalmente si es que las pendientes de
cambio de sección son idénticas. En las condiciones correctas, el flujómetro por tubo
Venturi es un sistema muy preciso de medición, cuyo valor oscila entre 0.75 [%] de error.
Existe una variación del flujómetro por tubo Venturi: consiste en la reducción gradual de
sección aprovechada en un codo de la tubería, normalmente este tipo de medidores de
caudal son muy baratos pero muy poco precisos por la interferencia de las fuerzas
centrífugas que son proporcionales a la velocidad del fluido.
c. Tobera (93):
Este método de medición de caudal es una mejora del método por placa de orificio,
pues permite un mayor rango de medición y posee menos pérdidas. La tobera reduce su
sección gradualmente como en el tubo Venturi, pero termina bruscamente como en la
placa ahuecada, esto permite valores de error intermedios entre ambos métodos; El costo
también es intermedio. El flujómetro por tobera no puede ser usado bidireccionalmente.
º
234
UPB © 2013
d. Tubo Pitot (92), (95):
La medición de caudal por tubo Pitot es aplicada solamente cuando el flujo es laminar y
las pérdidas deben ser mínimas. Consiste en un tubo delgado en forma de “L” cuyo
extremo inferior es paralelo al eje de la tubería, de manera que una minúscula parte del
fluido penetra por el tubo. La penetración genera una columna de presión de fluido en el
extremo superior del tubo delgado, la presión generada se conoce como presión de
estancamiento (matemáticamente la conversión de energía cinética en energía
potencial), esta columna es idéntica a la presión instantánea del fluido. La columna mide
la suma de la presión estática y la presión dinámica del fluido. Normalmente se colocan
más de dos tubos delgados a través de una tubería para promediar las mediciones. Este
tipo de flujómetros tienen errores de medición (precisión) entre 1,5 y 4 [%]. No se aplica
este tipo de flujómetros cuando los fluidos no son limpios; por otro lado, son equipos muy
económicos.
e. Tubo Annubar (96):
El caudalímetro tipo Annubar es una modificación del tipo Pitot, pues posee cuatro o más
tubos Pitot instalados en una sonda transversal a la sección de la tubería. Cada tubo Pitot
es encarado el flujo y mide diferentes presiones. Existe una conexión común para todos
estos tubos, conocido como el conducto de interpelación, allí las presiones se combinan
en una presión media equivalente a la presión dinámica del flujo. Otro tubo Pitot, es
conectado en la parte posterior de la sonda, para que el fluido no colisione directamente
sobre él, de esta manera mide la presión estática del fluido. La diferencia de ambas
presiones permite calcular el caudal como en los anteriores casos. El tubo Annubar es un
flujómetro más preciso que el tubo Pitot, con valores de error cercanos al 1 [%]. Este
dispositivo es mucho más caro que un simple tubo Pitot, pero es más robusto.
2. Área variable (97):
A diferencia de los caudalímetros con principio de funcionamiento por diferencial de
presión, los de área variable no tienen más que un grupo, el rotámetro. Los rotámetros son
caudalímetros mono-direccionales aplicados a cualquier tipo de fluido (es necesario
conocer las propiedades del fluido para seleccionar el rotámetro correcto), con grandes
rangos de temperatura, presión y caudal. Los rotámetros son económicos, pero no son de
buena resolución, el valor del error es generalmente de 1.6 [%]. El principio de
funcionamiento es simple pues el mismo fluido empuja un flotador a través de una sección
de área variable semejante la sección de un cono, el desplazamiento (que se mide por

º
235
UPB © 2013
un visor graduado) del flotador es directamente proporcional al caudal. Normalmente
este tipo de flujómetros sólo pueden instalarse en posición vertical, aunque existen
modelos algo menos económicos cuya instalación es independiente de su posición. El
flotador puede tener diferentes perfiles, entre los más comunes se puede mencionar los
siguientes: perfil esférico, usado en bajos caudales y aplicaciones de baja precisión. Perfil
cilíndrico, usado en caudales medios. Perfil cilíndrico con borde saliente, semejante a un
sombrero, aplicado cuando la viscosidad es baja, puede compararse al caudalímetro
tipo tobera. Perfil cilíndrico con bordes salientes, aplicado cuando el efecto de la
viscosidad en mínimo, puede asemejarse al flujómetro por placa con orificio. Una ventaja
de usar este tipo de caudalímetros es que no necesitan que el flujo sea laminar, pues para
flujo turbulento las variaciones en la medición son mínimas; además que las pérdidas
debido al flotador son mínimas. La transmisión de la señal se realiza comúnmente de tres
maneras: la primera consiste en transmitir el movimiento lineal del flotador a un
potenciómetro lineal ultra sensible, luego se convierte el flujo restricto de corriente en una
señal de 4 – 20 [mA]. La segunda manera consiste en detectar la posición del flotador por
medios magnéticos u ópticos, luego realizar la transformación y transmisión de la señal
respectiva. La tercera es una combinación de las anteriores dos maneras.
3. Velocidad:
Estos caudalímetros miden también indirectamente la velocidad del fluido para calcular
el caudal en la tubería:
a. Turbina (94):
Existen diferentes tipos de turbinas especiales para cada tipo de fluido, aunque con las
respectivas consideraciones (factores de corrección), puede adaptarse cualquiera a
cualquier fluido. Los álabes o paletas son curvos y rotan sobre un eje coaxial al eje central
de la tubería. Las turbinas son aplicadas a fluidos limpios sin importar su velocidad, estos
caudalímetros son bidireccionales de alto rango de medición y de precisión muy elevada,
con errores en la medición del orden del 0.3 [%].Las turbinas solamente pueden ser
dañadas por sobre velocidad. Pueden ser instaladas en cualquier posición, aunque
interesa el tipo de flujo que debe ser laminar, las pérdidas no son significativas. La
velocidad de rotación de la turbina impulsada por el flujo es proporcional al caudal del
mismo. La medición de la velocidad de rotación de la turbina puede ser por el método
de reluctancia o el método de inductancia. La medición por reluctancia consiste en la
º
236
UPB © 2013
variación del flujo magnético por la interposición de las aspas de la turbina, esta variación
genera una corriente alterna de frecuencia proporcional a la velocidad de rotación de la
turbina. El método inductivo consiste en un imán permanente acoplado a alguna de las
aspas, puede ser a todas, que induce una corriente alterna en una bobina captadora
exterior al tubo. En ambos métodos la frecuencia de la corriente inducida es proporcional
al caudal a medir. Esta frecuencia es transformada a la señal respectiva de 4 – 20 [mA].
b. Molino:
Es una variante del método de la turbina, la diferencia está en el arreglo de paletas o
álabes. Las paletas son planas y giran sobre un eje perpendicular al eje central de la
tubería, en forma de molino. No todo el rotor se encuentra sumergido en el fluido como en
el caso de la turbina, sino solamente una parte. Las pérfidas son mínimas, sobre todo
cuando se trata de fluidos gaseosos, la precisión es semejante a la del método de turbina.
La medición de la velocidad de rotación del rotor es idéntica a la medición en el caso
anterior, aunque a veces es común encontrar simplemente interruptores magnéticos
exteriores. La desventaja es que la medición queda limitada por la velocidad de apertura-
cierre del interruptor magnético. Normalmente se usa este flujómetro cuando el
presupuesto es apretado como para usar un caudalímetro de turbina.
c. Ultrasónicos (94):
Es una técnica de medición de caudal no intrusiva. No genera ninguna pérdida de
presión. El rango de medición es ilimitado, la precisión es media en las peores condiciones
de operación, normalmente son equipos muy precisos. El caudalímetro ultrasónico es
bidireccional y puede ser montado en cualquier posición siempre y cuando se cumplan
ciertas condiciones en el tipo de flujo y distribución de velocidades. El método consiste en
emitir señales ultrasónicas por un lado de la cañería y recibirlas por el lado opuesto. Una
forma de medir la velocidad del fluido, para luego calcular el caudal, es emitir dos señales
ultrasónicas en sentidos opuestos en una dirección intermedia entre la dirección paralela
al eje del tubo y la dirección perpendicular al mismo eje del tubo; luego se mide el tiempo
de viaje, pues la señal que viaja en contra del sentido del flujo se retrasará y la señal
opuesta se acelerará, entonces se calcula la diferencia de tiempos que es proporcional a
la velocidad del fluido. La segunda forma de medir la velocidad es identificando la
variación de la frecuencia de la onda emitida mientras cruza la sección de la tubería,
para este último método es necesario que el fluido tenga elementos sólidos o impurezas.
Los caudalímetros ultrasónicos tienen aplicaciones especiales pues son muy caros.
º
237
UPB © 2013
4. Tensión inducida (94):
Este tipo de caudalímetro mide también la velocidad del fluido para luego calcular el
caudal. El principio de funcionamiento consiste en aplicar un campo magnético a cierto
sector de la tubería, por eso también se conocen con el nombre de caudalímetros
magnéticos. En lados opuestos de la tubería, en contacto con el fluido, se colocan dos
tomas o electrodos. Según la ley de magnetización e inducción de Faraday, si el fluido es
conductivo, debería poder medir alguna magnitud de tensión entre los dos electrodos.
Claramente se puede medir esta tensión, que es proporcional a la velocidad del fluido,
siempre que el fluido cumpla ciertas características de conductividad (las características
físicas de la tubería como espesor, material y diámetro deben ser conocidas). Es un
método no intrusivo, no genera pérdidas, es aplicable todo tipo de caudales y la precisión
es satisfactoria. Tiene mucha aplicación en la industria alimenticia, en las industrias de
saneamiento de aguas residuales y en aplicaciones con fluidos altamente corrosivos. El
caudalímetro magnético no depende de la posición de su instalación ni de sectores de
tuberías rectas ni antes ni después, pues no interesa el tipo de flujo (laminar o turbulento).
Es económico solamente cuando se trata de caudales grandes. Es un flujómetro
bidireccional. No se ve afectado por la medida de la viscosidad, temperatura ni presión.
La única limitante es la conductividad del fluido (no son adecuados ni se usan para medir
gases, los gases deben ser limpios). La señal de tensión es transformada y transmitida de la
misma manera que en los anteriores casos.
5. Temperatura (93):
La intrusión de los elementos del sensor es mínima, las pérdidas son despreciables. Este
sensor es utilizado normalmente para medir el flujo másico y no así el volumétrico, aunque
conociendo el valor de la densidad puede calcularse el caudal. Es una técnica muy
usada en la medición del flujo de aire que alimenta motores de combustión de
automóviles. No es una técnica aplicada para fluidos líquidos, sino es muy empleada en
gases. Son sensores de bajo rango de medición entre gases, pues sólo se emplean en
caudales bajos. El principio de funcionamiento consiste en una resistencia calentadora y
dos termistores que miden la diferencia de temperatura en el calentamiento del fluido a
través de la resistencia calentadora. La diferencia de temperatura es proporcional a la
cantidad de masa que pasa por alguna unidad de tiempo. La diferencia de temperatura
es medida por la corriente de cada termistor conectado a un puente de Wheatstone u
otro transductor, la señal es amplificada y transmitida como en los anteriores casos.

º
238
UPB © 2013
6. Desplazamiento positivo (93):
Los caudalímetros de desplazamiento positivo son equipos que miden al caudal contando
el paso de volúmenes conocidos en una cierta cantidad de tiempo. La relación es
directamente la medida del caudal. A continuación se presentan los tipos más
representativos de este tipo de medidores de caudal:
a. Disco oscilante:
Este caudalímetro es usado solamente para fluidos líquidos, mientras más viscosos mejor.
Es un dispositivo económico normalmente usado en medidores domésticos de agua
potable. El principio de funcionamiento consiste en la oscilación de un disco no rotante
dentro de una cámara, el fluido que atraviesa el compartimiento empuja al disco a rotar,
pero al estar impedido oscila de manera que su eje forma un circuito cónico invertido.
Todo el tiempo el disco divide a la cámara en dos espacio de volumen conocido,
entonces una vuelta del eje en el circuido cónico es igual al paso de una cantidad de
líquido casi igual a la mitad de la cámara (en realidad en un poco menor, pero es un
valor conocido). La oscilación se detecta por medios mecánicos o eléctricos, luego se
transforma la señal. Normalmente estos caudalímetros no son usados en aplicaciones
donde se tenga que transmitir la señal generada, pero no es difícil hacerlo. La precisión
del caudalímetro de disco oscilante es aproximadamente de 1 a 2 [%] (valor del error).
b. Pistón oscilante:
Las aplicaciones y transmisión de señal, son idénticas que en el caso anterior, la diferencia
es que el caudalímetro de pistón oscilante es mucho más preciso, pues el error de
medición está entre 0.2 y 1 [%]. El principio de funcionamiento consiste en una masa rotor
con una ranura en medio como para que un pistón pueda oscilar allí dentro, limitado por
la circunferencia del mismo rotor. Estos componentes están dentro de una cámara cuya
entrada y salida se encuentran en disposición “U”. El líquido entra haciendo girar el rotor,
al mismo tiempo empuja al pistón hasta llegar a su tope, el espacio vacío donde el pistón
puede oscilar es de volumen conocido, éste se llena del líquido. Cuando la rotación sigue,
existe una rampa circunferencial que separa el líquido que llena el volumen conocido ya
mencionado del resto del líquido, esto por unos instantes hasta que la rampa termina y el
líquido es devuelto a su cauce, el líquido entonces abandona la cámara. El doble del
volumen conocido es igual a una vuelta completa del rotor en una cantidad de tiempo.
Se mide la velocidad de giro del rotor, que es proporcional al caudal.
º
239
UPB © 2013
c. Pistón alternativo:
El caudalímetro de pistón alternativo usa una de las técnicas industriales más antiguas en
la medición de caudales, se aplica solamente a líquidos. El rango de medición es limitado,
las pérdidas por fricción y caídas de presión son altas, pero es un instrumento preciso,
cuyo error frecuenta el valor de 0.2 [%]. No interesa la posición de su instalación ni la
disposición de las líneas de flujo. El principio de funcionamiento es sencillo: de manera
semejante a una válvula hidráulica de dos o más posiciones y de accionamiento también
hidráulico, el caudalímetro posee un auto accionamiento por el mismo caudal que llena
dos cavidades alternativamente; cuando una cavidad se llena, el fluido pasa a la
segunda mientras la primera se vacía, cuando la segunda se llena el fluido pasa a la
primera cavidad repitiendo el proceso cíclicamente. Las cavidades son de volumen
conocido y están separadas por un pistón. Se cuenta el número de oscilaciones en una
cantidad de tiempo, que es básicamente el caudal. Si se desea transmitir la señal
generada, debe transformarse las oscilaciones del pistón en la señal correspondiente.
d. Rotativo (97):
Existen varios tipos constructivos dentro de esta clasificación de caudalímetros, las
diferencias se basan en la aplicación. Los caudalímetros de desplazamiento positivo
rotativos se conocen también como caudalímetros de ruedas ovaladas, aunque no todos
los tipos constructivos pertenecen a esa clasificación, algunos pueden ser cicloidales, bi-
rotor, estrella e incluso los caudalímetros de engranajes oval. Independientemente del tipo
constructivo, el principio de funcionamiento es el mismo: los elementos rotativos siempre
mantienen un sello hermético entre sí y con la cámara, el paso del líquido les obliga a girar
atrapando volúmenes conocidos de líquido en las cavidades formadas contra la cámara.
La velocidad de rotación es proporcional al caudal del líquido, se mide la magnitud de
velocidad rotativa y con la transformación de señal correspondiente se la transmite.
e. Paredes deformables (98):
Es un flujómetro antiguo especialmente diseñado para medir caudales en fluidos
gaseosos. El gas debe ser limpio y dentro de ciertos límites de corrosivos. El rango de
medición es limitado, además se usa normalmente en bajos caudales. Funciona de una
manera semejante al caudalímetro de pistón alternativo, solamente que el pistón es
sustituido por una membrana y se usan dos módulos, en total cuatro cavidades.

º
240
UPB © 2013
7. Vórtices (93):
Éste se conoce como el caudalímetro Vortex, es un equipo medianamente económico.
Su precisión es alta, con errores de medición del 0.2 [%], además es aplicado a casi todo
tipo de fluidos, excluyendo los muy viscosos o los que llevan sólidos en suspensión. El
mantenimiento es casi nulo, las pérdidas de carga que genera son despreciables;
además las perturbaciones en la temperatura, presión o densidad casi no afectan la
medición. Se necesita una porción de tubería recta para asegurar una correcta
medición. El principio de funcionamiento es colocar una paleta cuyos extremos quedan
diametralmente opuestos al tubo, normalmente la paleta tiene sección triangular con una
de sus aristas cortando el flujo. La paleta actúa de manera semejante a las alas de un
avión pero generando presiones iguales en ambos lados, como las líneas de flujo no
pueden cerrarse inmediatamente después de la espalda de la aleta se forma un sector
triangular de baja presión. En ese sector las líneas de flujo más cercanas crean remolinos
llamados vórtices, el sentido de giro de los vórtices cambia cada cierto tiempo. La
medición de la frecuencia de formación de vórtices consecuentes concibe una señal de
frecuencia, que es proporcional a la velocidad del fluido. Normalmente la oscilación de la
formación de vórtices es medida a través de una minúscula y sensible paleta impulsada
por el sentido de giro de los mismos vórtices, generando un movimiento de péndulo
fácilmente cuantificable. La frecuencia de oscilación de la péndulo-paleta es
transformada en la señal correspondiente y luego transmitida.
8. Otros:
Existen muchos otros tipos de caudalímetros, mencionarlos todos sería imposible. Los más
conocidos y destacados, entre el resto de caudalímetros, son los de torbellino, los de
placa de impacto, de aceleración de Coriolis y los de momento angular. No se realizará
ningún análisis de aplicación ni se presentará el principio de funcionamiento de estos
caudalímetros; todos estos son caudalímetros de alta gama, aplicaciones especiales y
costo medio o elevado.
Sensor de velocidad (angular) (99): Los sensores de velocidad angular se encargan de
cuantificar las rotaciones de un sistema en un tiempo determinado. Independientemente
del tipo de sensor, la primera etapa consiste en medir el movimiento rotatorio y su
velocidad y transformar esa medición en otro tipo de expresión, cantidad o energía. La
segunda etapa consiste en adaptar la señal transformada para transmitirla al módulo de
recepción del controlador. A continuación se presenta una lista de este tipo de sensores:
º
241
UPB © 2013
1. Mecánicos:
El transductor de velocidad angular mecánico es un dispositivo que usa un mecanismo
para transformar la energía de rotación en algún otro tipo de movimiento mecánico
(generalmente es movimiento lineal), es un mecanismo antiguo que a través del tiempo
sufrió muchas modificaciones, surgiendo así varios modelos, el más común de todos es el
mecanismo de pesos giratorios. Todo sensor debe estar acompañado de su módulo
transmisor, que es carente en estos dispositivos mecánicos. Este mecanismo de control ha
sido reemplazado por sistemas electrónicos o electromecánicos mucho más baratos, más
fiables, de menor mantenimiento, menor tamaño, más sensibles, etc. Por estas razones, no
se considerará como alternativa sistemas puramente mecánicos como este transductor.
2. Eléctricos:
En realidad se trata de mecanismos electromecánicos que desempeñan el trabajo de
sensores de velocidad rotacional. Las máquinas eléctricas rotativas se rigen por
fenómenos electromagnéticos que convierten la energía eléctrica en energía mecánica
rotativa, o viceversa. Los generadores son las máquinas que se encargan de convertir la
energía mecánica rotacional en algún tipo de energía eléctrica. Varios tipos de
generadores son aplicados como transductores de velocidad y acompañados de la
transmisión adecuada de sus mediciones, se convierten en sensores de velocidad
electromagnéticos. Existen tres tipos comunes de generadores: el primero es el generador
de corriente continua, puede poseer un inductor de imán permanente o bobinado,
posee un rotor bobinado con un conmutador y sus respectivas escobillas, el conjunto
permite generar una tensión continua polarizada directamente proporcional a la
velocidad de rotación. El segundo tipo es el generador de corriente alterna de inducción,
conocido también como tacómetro de copa, posee dos bobinados magnéticamente
acoplados, uno de ellos es energizado y el rotor tipo copa o tipo jaula de ardilla es
accionado alterando el acople entre ambos bobinados, en el bobinado no energizado se
induce una tención no polarizada a la frecuencia de excitación de la red, la amplitud de
la tensión es proporcional a la velocidad angular del rotor. El tercer tipo de generador se
denomina tacómetro de imán permanente con corriente alterna, posee un inductor de
imán permanente y un rotor que al girar genera corriente alterna de amplitud y
frecuencia variables, la frecuencia es directamente proporcional a la velocidad de giro.
Independientemente del tipo de generador, la señal a ser transmitida debe ser adaptada
desde una señal de frecuencia o de tención variables.

º
242
UPB © 2013
3. Electrónicos:
Los sensores de velocidad electrónicos son ampliamente usados en muchas aplicaciones
industriales actuales. Son sensores robustos, baratos y sobretodo fiables. Una ventaja sobre
os otros tipos de sensores de velocidad, independientemente de ser lineales o rotativos, es
que absolutamente todos los controladores son también electrónicos, los transductores
son simples amplificadores o adaptadores de la señal y la integración sensor-controlador
es relativamente sencilla. Existen diferentes técnicas para medir la velocidad rotacional:
a. Contadores de pulsos:
El método de cuantificar la velocidad rotacional de estos sensores es transformar las
rotaciones en alguna señal de pulsos consecutivos, se genera una señal de frecuencia;
luego la señal se adapta para su transmisión correspondiente. Existen varias maneras de
convertir la velocidad angular en una secuencia de pulsos, básicamente son dos grandes
grupos: pulsos por contacto, se adapta en el eje o en el elemento rotativo cual sea, una
ranura, una extrusión o algún cambio que modifique el estado de reposo de otro
elemento instalado para tener el respectivo roce, choque o contacto con la ranura o
semejantes. El contacto es periódico, lo más “discreto” posible (evitando pérdidas de
energía por alto roce, fuertes choques o pérdidas por excesivo contacto), cada
“contacto” modifica instantáneamente el estado de otro sistema, se genera entonces
una señal periódica proporcional a la velocidad. La otra manera de convertir la
velocidad angular en una señal de frecuencia es semejante a la presentada, solamente
que sin ningún tipo de contacto físico, sino un contacto inductivo, capacitivo o inducido.
El segundo grupo es el mejor aplicado cuando se trata de medir altar velocidades
angulares, el primero se aplica generalmente cuando la velocidad es baja y cuando el
desplazamiento angular es corto.
También existen los contadores de pulsos ópticos: La idea de convertir la velocidad
angular en una señal de frecuencia es la misma. El método es diferente pues se usa
emisiones de luz que atraviesan o no un cuerpo ranurado o traslúcido que gira.
Independientemente del tipo de luz utilizada, es necesario el arreglo emisor- interceptor-
receptor para que el método funcione. El emisor es el encargado de generar la señal
lumínica, comúnmente se trata de luz láser, luz visible o luz infrarroja. El interceptor suele ser
un disco especial solidario al eje de rotación, el disco posee intercaladamente secciones
translúcidas que interfieren o no el haz de luz. El receptor se encarga de convertir la señal
pulsatoria de luz en pulsos eléctricos de tensión o corriente, proporcionales a la velocidad.

º
243
UPB © 2013
b. Estroboscópicos:
Electrónicamente se generan pulsos de luz, semejantes al flash de una cámara
fotográfica, de alta densidad y a una frecuencia regulable. La persona que usa el
aparato debe enfocar la luz al elemento rotativo y ajustar la frecuencia de disparo hasta
observar que a cada flash de luz le corresponde una misma posición angular en el
elemento rotativo. Es un método que depende del observador, no es un método que se
pueda aplicar a la necesidad de esta sección del presente proyecto, entonces se
desecha como alternativa.
17.1.2 Motor eléctrico
Paso 1 – Objetivo de control: Idéntico al objetivo de control del motor neumático.
Paso 2 – Variables de control: Semejante al caso del motor neumático. La diferencia está
que el par de un motor eléctrico rotativo es controlado por diferentes variables
dependiendo del tipo de motor eléctrico. Por el momento no se selecciona un motor de
conformado para el cabezal, pero se analizan las variables de control y las técnicas
usadas en la práctica para la regulación del par, para cada tipo de motor (la lista de
motores eléctricos se hereda de la primera sección del Anexo-E):
En la mayoría de los motores eléctricos de corriente continua es normal variar la potencia
suministrada para regular su velocidad angular, pues el par y la velocidad angular están
relacionados y la variación de uno compromete la variación del otro. La potencia
suministrada puede variar mediante la regulación de tensión o corriente, este método
simple pero normalmente ineficaz se aplica en los siguientes motores eléctricos de
corriente continua: conexión Serie, conexión paralelo (shunt), conexión compuesta,
conexión independiente y motor sin núcleo.
La regulación de tensión y corriente es ineficiente pues genera pérdidas de potencia en
forma de energía calorífica; en contraste, existe una técnica de regulación de par y
velocidad, aplicada a los servomotores de corriente continua, conocida como PWM (en
inglés: “Pulse Width Modulation”). La técnica PWM es también aplicable (de manera muy
eficiente) a los motores eléctricos de corriente continua presentados en el anterior
párrafo. La traducción de PWM refiere a la regulación del ancho de pulso, la potencia
suministrada se divide en pulsos cuyo ancho es variado electrónicamente. Mientras el
ancho de cada pulso es más corto, menor es la potencia eficaz suministrada.

º
244
UPB © 2013
Los motores sin escobillas de corriente continua deben ser controlados electrónicamente,
la velocidad de giro (que está relacionada al par) dependerá de la velocidad de
conmutación en el circuito controlador (se usa diferentes métodos y algoritmos de
regulación), pues no existen limitaciones mecánicas. Esta velocidad es controlada por los
retrasos en el código controlador (depende del algoritmo de regulación) y está limitada
por la velocidad de procesamiento del controlador. Conjuntamente puede regularse el
par y la velocidad de este tipo de motores variando la tensión y corriente de suministro.
La regulación de velocidad y par en un motor paso a paso de corriente continua también
es de manera electrónica como en los motores sin escobillas, pero la diferencia está que
los motores paso a paso necesitan una secuencia de señales para energizar sus bobinas.
Existen diferentes secuencias para energizar las bobinas, de esto también dependerá la
velocidad y par del motor paso a paso. A parte de la limitación electrónica de la
velocidad de procesamiento existen también limitaciones mecánicas como la inercia del
rotor y pérdidas por calentamiento. Por sus limitaciones electromecánicas, no se tomarán
en cuenta este tipo de motores como para ser motores de conformado (sus aplicaciones
son definitivamente otras). No se desarrolla el paso 4 para la regulación de estos motores.
La regulación de corriente es aplicada a motores eléctricos de corriente alterna tipo Rotor
devanado y Universal, siempre que la aplicación implique potencias pequeñas. Para el
resto de los motores eléctricos de corriente alterna, tipo jaula de ardilla, síncronos y sin
escobillas, no puede controlarse el par ni la velocidad por otro método que no sea la
variación de la frecuencia de la corriente. Existen equipos especiales que se encargan de
variar la frecuencia de la red.
No se puede definir una variable de control general, pues depende del tipo de motor
eléctrico que se seleccione como motor de conformado (en la alternativa del motor
neumático todas sus clases se regulan con una misma variable). Las variables de control
para los motores de corriente continua son: corriente, tensión, ancho de pulso y velocidad
de inversión; la velocidad de secuencia no se toma en cuenta (es el caso de los motores
paso a paso inaplicables en el cabezal de conformado). Las variables de control para los
motores de corriente alterna son: corriente y frecuencia de la red.
Paso 3 – Especificaciones: Se debe variar la magnitud correspondiente al motor eléctrico
rotativo (Corriente, tensión, ancho de pulso, velocidad de inversión o frecuencia), para
mantener lo mejor posible una velocidad de rotación en el motor de conformado
(estrechamente relacionada con el par del eje), conforme a una velocidad predefinida
que debe ser regulable a las condiciones de maquinado.

º
245
UPB © 2013
Paso 4 – Configuración del sistema: La señal de entrada y el controlador (integrado con el
módulo comparador) son semejantes al caso del motor neumático. Los bloques del
amplificador de potencia y el actuador son resumidos en uno solo, conocido como
regulador, este bloque representa un dispositivo que regula cualquiera de las variables de
control definidas en el paso 3. La retroalimentación justo antes del mecanismo de
conversión en este caso no es necesaria, pues el bloque regulador representa equipos
eléctricos y/o electrónicos de respuesta muy fiable en contraste con una válvula
reguladora de caudal como en el caso del motor neumático. El mecanismo de
conversión corresponde al motor eléctrico, que transforma esa energía en energía
rotativa mecánica. La verificación de la velocidad deseada es forzosa para cerrar el ciclo
de retroalimentación. A continuación en la Figura Nº 81 se presenta el diagrama de
bloques correspondiente.
Figura Nº 81: Diagrama de bloques para el sistema de control de velocidad del motor eléctrico
En el control de velocidad de un motor eléctrico, independientemente de su naturaleza,
se pueden distinguir los siguientes componentes representativos: el controlador, el
regulador y el sensor de velocidad angular. Según el mismo criterio presentado en el caso
de un motor neumático, el controlador se presentará en una sección independiente más
adelante. Las alternativas solución del sensor de velocidad angular son las mismas que en
el caso del motor neumático, por esta razón no se las expondrá nuevamente. El regulador
es un componente que representa varios dispositivos dependiendo del tipo de motor
eléctrico, a continuación se exponen a los diferentes módulos reguladores y sus
respectivas alternativas solución:
Regulación de corriente y tensión: La velocidad de algunos motores es regulada
solamente por corriente, de otros será solamente por tensión; no se justifica realizar un
análisis para dos equipos diferentes, pues los reguladores de tensión y de corriente son
muy semejantes. Este tipo de regulador tiene la misión de recibir las órdenes del
controlador y amplificar la potencia de la señal para alimentar al motor de conformado.

º
246
UPB © 2013
La potencia que suministra el regulador, sea en tensión regulable o en corriente regulable,
debe ser la suficiente para satisfacer la demanda del motor de conformado que sin duda
tendrá una naturaleza inconstante a causa de la dinámica de maquinado. Cuando el
motor se esté embalando a causa de la disminución de la carga mecánica, el
controlador mandará la señal respectiva al regulador para disminuir la potencia
suministrada; de la misma forma cuando la carga mecánica crezca, el controlador
ordenará aumentar la potencia suministrada.
En la práctica no es muy común encontrar este tipo de reguladores, pues sería impráctico
diseñar y construir equipos integrados al controlador para cada motor por separado.
Normalmente los motores eléctricos para maquinado poseen sus propios reguladores
instalados en su misma carcaza (instalación por el fabricante) y el control de su velocidad
es independiente del ciclo de trabajo de un controlador general (es común que la única
tarea integrada al controlador general sea el encendido y apagado del motor), el
cambio de velocidades se limita a cuatro o seis opciones por medio de una perilla de
cambios o algunos pulsadores (semejante al cambio de velocidades en una licuadora).
Regulación de ancho de pulso: A diferencia del caso anterior, estos equipos de regulación
son normalmente integrados con el ciclo de trabajo de un controlador general, se los
conoce controladores PWM. Son equipos algo más económicos que los reguladores de
tensión o corriente (porque el costo es menor y porque son más eficientes
energéticamente), pero a la vez son menos robustos. A veces los equipos PWM son
afectados por señales de radio frecuencia, pero el problema se minimiza si es que el
equipo está cerca de la carga, el motor eléctrico. Los equipos PWM reciben órdenes del
controlador para aumentar o reducir el ancho de los pulsos enviados al motor.
Regulación por velocidad de inversión (100): Los motores con escobillas realizan la
conmutación de forma mecánica a través de las escobillas y del conmutador rotante. Los
reguladores, o también conocidos como Drivers (en español: “Controladores”) de los
motores sin escobillas de corriente directa realizan esta conmutación; cuando la
conmutación es mecánica, la posición del rotor es importante para definir el ciclo de la
conmutación, de la misma manera es necesario saber la posición del rotor en un motor sin
escobillas para definir la conmutación. Existen técnicas no muy eficientes de controlar el
motor sin escobillas “independientemente” de la posición de su rotor; pero también
existen técnicas robustas y eficientes para el control de este tipo de motores, conociendo
la posición y velocidad del rotor mediante sensores.

º
247
UPB © 2013
Las técnicas de control para motores sin escobillas sin tomar en cuenta la posición del
rotor normalmente son aplicables en motores de baja potencia. Esto se debe a que en
realidad se tiene un método indirecto de conocer la posición del rotor, que consiste en
medir la fuerza contra electromotriz que genera uno de los imanes permanentes cuando
pasa por una determinada bobina del motor; este método permite la pérdida de par
pues la bobina inducida debe aislarse para la medición, además se introduce ruido
eléctrico al circuito y las vibraciones mecánicas aumentan. Una técnica poco aplicable
por ser nada económica, con el objetivo de controlar este tipo de motores pero de mayor
potencia, se basa en la integración de un micro-controlador de alta velocidad para
calcular la posición según parámetros constructivos del mismo motor y datos como fase
de la tensión y corriente en bornes del motor.
El control de los motores sin escobillas tomando en cuenta la posición del rotor es
aplicable a motores de diferentes potencias, claro que el método es más costoso cuando
los motores son pequeños, pues los sensores deberán ser también pequeños. Los sensores
usados para conocer la posición del rotor suelen ser de tipo Hall, que perciben el campo
magnético al paso de los polos del imán permanente. Existen tres tipos de reguladores
diferentes que usan técnicas desarrolladas a partir de la implementación de sensores en
los motores sin escobillas:
1. Regulador con conmutación trapezoidal:
Es el más sencillo de los métodos, el más barato y el de menor calidad de control; consiste
en accionar dos de las tres bobinas en ambos sentidos (si se tienen más de tres bobinas, la
cantidad siempre será un múltiplo de tres), pero con un orden que permita el giro del rotor
usando las seis combinaciones posibles, los sensores son de tipo Hall y permiten conocer la
posición aproximada del rotor para la correcta excitación del par de bobinas. El método
contiene un control de lazo cerrado de la magnitud de la corriente en cada bobina; sin
embargo, existe una desalineación entre la posición de los fasores de corriente y la
posición real del motor, generando una disminución de par por ser de carácter
intermitente rizado.
2. Regulador con conmutación sinusoidal:
Este regulador posee un método más avanzado que el anterior, evita la disminución del
par eliminando desalineaciones en el rotor. La posición del rotor se asegura con sensores
conocidos con el nombre de “encoders”, semejantes a los sensores de velocidad
rotacional de muestra pulsatoria presentados anteriormente. Además, se generan

º
248
UPB © 2013
corrientes desfasadas en estrella para cada una de las tres (o múltiplos de tres) bobinas.
La corriente de excitación de las bobinas puede ser combinada con el método PWM. La
desventaja de este método es que el bucle de realimentación que controla la corriente
de las bobinas posee un error que provoca un desfase proporcional a la velocidad de
rotación. A velocidad máxima, el motor pierde completamente su par.
3. Regulador con control vectorial:
Es el mejor de los tres reguladores, también el menos económico. La posición del rotor se
estima como en el anterior caso, pero el sistema fasorial de corrientes ya no es planteado
de esa manera, sino que se plantea un nuevo sistema alineado con la rotación del rotor.
El cambio de sistema elimina los generadores sinusoidales de corriente del anterior caso,
pero demanda una mayor potencia de cálculo para transferir los datos de un sistema a
otro. El regulador con control vectorial permite una alta eficiencia en el control del motor,
permitiendo alto par en todo el rango de velocidades.
Regulación de frecuencia (101): Los reguladores de frecuencia son más conocidos como
variadores de frecuencia y son aplicados a cualquier motor de corriente alterna. Son
equipos relativamente caros; sin embargo, permiten muchas ventajas en el control de
motores de corriente continua como alta eficiencia, factor de potencia unitario, vida útil
del motor prolongada, variación de velocidad continua, protección a sobrecargas y
otras. La verdadera tarea de los variadores de frecuencia consiste también en variar la
tensión proporcional y linealmente con la frecuencia, esto para evitar saturaciones
magnéticas en el núcleo de los motores al variar la frecuencia (la proporción del nivel de
tensión se regula con el método PWM). El ciclo de trabajo que emplean los variadores de
frecuencia es común para todos los tipos de variadores, pues estos solamente se
diferencian por su potencia y algunas otras capacidades extra. Este ciclo de trabajo se
limita a tres etapas: rectificación, enlace y conmutación.
17.2 Control en la Mesa
La mesa de trabajo, como órgano funcional de una máquina router CNC, no posee
necesidad de control en algunas de sus partes, casi ninguna tiene la función de convertir
energía o realizar algún trabajo; sin embargo, en la sujeción de las piezas de trabajo se
expuso una alternativa, conocida por sujeción por succión, que requiere el debido control
de sus facultades. A continuación se presenta el análisis del control en esta alternativa:

º
249
UPB © 2013
Paso 1 – Objetivo de control: Asegurar la suficiente fuerza de sujeción como para que la
pieza de trabajo no se mueva en presencia de las fuerzas de maquinado generadas por
la acción de la herramienta de corte sobre la misma pieza de trabajo.
Paso 2 – Variables de control: La sujeción por succión es un método práctico para evitar
que la pieza de trabajo se mueva mientras se trabaja en ella. Este método se basa en
crear una diferencia de presiones suficiente para generar la succión, se trata de un
sistema neumático de absorción.
Todo sistema de absorción consiste en la extracción de materia (normalmente gas) de
una cámara, esto permite una presión menor que la presión exterior a la cámara. En el
método de sujeción por succión la cámara es representada por el espacio entre la pieza
de trabajo, el sello más el espacio de las tuberías hasta la entrada de la bomba
extractora. Esta cámara nunca es totalmente sellada, siempre habrá un flujo de intrusión
de aire que atravesará la pieza de trabajo (depende de la porosidad del material) y las
inevitables aberturas u orificios entre la pieza de trabajo con el sello (se supone que no
existen fugas en la tubería). Entonces la diferencia de presión será proporcional (no
linealmente) a la diferencia del flujo de extracción y el flujo de intrusión. La fuerza de
sujeción o succión de la pieza es linealmente proporcional a la presión diferencial; por
esta razón, la variable de control puede ser la depresión de la cámara (102).
Por otro lado, la fuerza de sujeción de la pieza de trabajo es también linealmente
proporcional al área de succión, que es la superficie encerrada por el sello.
Evidentemente esta superficie debe ser plana, pero nada implica que será constante
para toda pieza de trabajo; es más, cada pieza de trabajo tendrá una diferente sección
de succión. El área efectiva de succión es una variable no pronosticable y casi nada
controlable, en el peor de los casos el delta de presión deberá compensar esta limitante.
Paso 3 – Especificaciones: Suponiendo una superficie de succión satisfactoria, se debe
regular la diferencia de presión entre la cámara de succión y la presión del medio, para
mantener una fuerza de sujeción constante lo mejor posible. La regulación de la
diferencia de presión se regula a través de la variación de la cantidad de aire extraída de
la cámara, este caudal es regulado a su vez por la velocidad de operación del extractor.
Paso 4 – Configuración del sistema: La señal de entrada corresponde a la presión absoluta
deseada en la cámara de succión (𝑷𝒐), también puede tratarse de una magnitud que
represente la presión diferencial deseada en dicha cámara (𝑷𝒂𝒕𝒎 − 𝑷𝒐 = ∆𝑷𝒐).Se coloca
un bloque extra antes del controlador, representa un valor constante pero determinado

º
250
UPB © 2013
por el verdadero valor del área de succión, pues deberá ser compensado con la presión
diferencial generada. El controlador recibe una señal equivalente a la fuerza de succión
(producto de la presión diferencial y el área de succión real) que dependiendo de su
valor, el controlador ordenará suministrar mayor o menor potencia al sistema; sin
embargo, es posible que el área efectiva de succión sea tan baja que no pueda ser
compensada por la diferencia de presiones, o que el hacerlo consumiría mucha
potencia (la energía para crear una diferencia de presión aumenta parabólicamente),
entonces el controlador podría advertir el problema al usuario. El bloque correspondiente
al amplificador de potencia corresponde al dispositivo regulador, pues el extractor es
accionado por un motor eléctrico. El regulador amplifica la señal del controlador y
acciona el extractor variando la magnitud correspondiente al tipo de motor eléctrico. El
extractor es una bomba de vacío que genera la diferencia de presión extrayendo cierta
cantidad de aire de la cámara de succión. Existe la posibilidad de instalar un sensor de
caudal como bucle de retroalimentación semejante al caso del motor neumático
presentado anteriormente; la retroalimentación puede ser dirigida al regulador o
directamente al controlador, para esto se deberá proveer de una señal de referencia de
la magnitud normal del caudal de succión. En este sistema de control el mecanismo de
conversión corresponde a la propia cámara de succión, donde se produce el vacío
relativo. Si es que la señal de entrada corresponde a 𝑷𝒐, entonces se deberá medir la
presión absoluta en la cámara de succión (𝑷𝒄á𝒎𝒂𝒓𝒂); por otro lado, si la señal de referencia
es ∆𝑷𝒐, deberá medirse la presión diferencial de la cámara (𝑷𝒂𝒕𝒎 − 𝑷𝒄á𝒎𝒂𝒓𝒂 = ∆𝑷𝒄á𝒎𝒂𝒓𝒂). La
presión absoluta o la diferencia de presión se miden con el sensor de presión
correspondiente y es en ese punto donde se debe aplicar forzosamente un bucle de
realimentación. Se añade el bloque correspondiente al área de succión solamente con el
fin de aclarar que el objetivo de este sistema de control es asegurar la fuerza de succión.
A continuación en la Figura Nº 82 se presenta el diagrama de bloques correspondiente.
Figura Nº 82: Diagrama de bloques para el sistema de control de la fijación por succión

º
251
UPB © 2013
El controlador, el regulador, el extractor, la cámara de succión, el sensor de caudal y el
sensor de presión son los componentes representativos del sistema de control de la fijación
de piezas por succión. Las alternativas solución para el controlador se exponen más
adelante, el regulador se expuso anteriormente para el motor de conformado eléctrico y
el sensor de caudal fue considerado previamente para el motor de conformado
neumático. A continuación se presentan las alternativas solución para la cámara de
succión, el extractor y el sensor de presión:
Extractor (103), (104): Los extractores son mejor conocidos como bombas de vacío pues se
encargan de evacuar el fluido que está dentro de alguna cámara. Una bomba
compresora podría funcionar como un equipo extractor si es que se lo instala para
succionar el fluido de una cámara y “comprimirlo” con salida a presión atmosférica; sin
embargo, existen algunas diferencias entre las bombas de vacío y las compresoras: el
máximo nivel de vacío que puede alcanzarse es la presión absoluta cero; en la práctica
eso es imposible, aunque hay equipos de ultra-alto vacío que se aproximan mucho a este
límite. La extracción de masa de fluido, normalmente aire, permite que la presión baje en
la cámara que lo contiene (a toda presión menor a la atmosférica se suele llamar vacío).
La cantidad de materia extraída de la cámara cada vez es menor pues el fluido es cada
vez menos denso.
Existen dos grandes tipos de bombas de vacío: las lubricadas y las no lubricadas. Las
bombas de vacío lubricadas tienen algunas ventajas sobre la no lubricadas, el aceite
lubricante actúa también como protector de las superficies evitando su desgaste por
corrosión u oxidación, además actúa como un sello entre las partes móviles que permiten
alcanzar mejores niveles de vacío; sin duda, los extractores lubricados son más duraderos.
Las bombas de vacío no lubricadas, o extractores secos, son aplicados especialmente
cuando el aire no debe ser contaminado por gases provenientes del lubricante, también
se aplican cuando no se pretende evitar el mantenimiento. Los elementos móviles de los
extractores secos se construyen de materiales especiales como fibra de carbono, vidrio,
grafito o cubiertos con revestimientos anti-fricción como el teflón. Además de estos dos
grandes tipos de bombas de vacío, existe una clasificación más detallada según el
principio de funcionamiento; se notará que en la mayoría de las bombas de vacío, el
principio de funcionamiento es muy semejante al principio de funcionamiento de las
bombas compresoras en su versión neumática. A continuación se presenta una lista de
bombas de vacío como alternativas solución para el extractor, para cada una se
desarrolla brevemente su principio de funcionamiento y algunas aplicaciones:

º
252
UPB © 2013
1. Bombas de membrana:
Consiste en una membrana que se deforma por la acción de un mecanismo oscilador
impulsado normalmente por un motor eléctrico. La deformación de la membrana permite
que una cámara cambie su volumen oscilatoriamente. Cuando la membrana se
expande, la cámara succiona aire; por el contrario, cuando la cámara se contrae ella
expulsa aire. La entrada y salida da aire están reguladas por válvulas anti-retorno que
permiten el flujo de aire en un solo sentido. Es una bomba de bajo caudal y no alcanza un
gran vacío, la ventaja es que es económica y no contamina el flujo de aire pues es un
equipo de cámara seca. Se aplican generalmente en laboratorios.
2. Bombas rotativas:
También conocidas como extractores de paletas o bombas de vacío de paletas. Existen
modelos de una etapa y dos etapas, alcanzando las últimas un mayor nivel de vacío.
Consisten en un rotor excéntrico a la cámara cilíndrica, las paletas siempre rozan la pared
de la cámara por la fuerza centrífuga de rotación o la acción de un resorte dentro del
empotre deslizante en el rotor. El proceso de compresión se realiza en los volúmenes
variables que se sectorizan por las paletas. Son extractores que poseen la característica
de sellado y lubricación por su mismo lubricante, normalmente son muy usados en
aplicaciones donde el fluido es corrosivo, oxidante y son muy estables térmicamente. Las
bombas de vacío rotativas contaminan el fluido y normalmente permiten retro difusiones
de gases. La ventaja es que alcanzan altos índices de compresión con poca energía.
3. Bombas Roots:
Estas bombas operan con el mismo principio de funcionamiento que las bombas
compresoras de engranajes y de lóbulos en sus versiones neumáticas. Normalmente los
mismos equipos pueden ser usados para comprimir aire en una cámara como para
generar vacío. Son equipos de alta capacidad de bombeo, económicos pero ruidosos.
4. Bombas oscilantes de pistón:
La configuración y funcionamiento es semejante a una bomba compresora de pistones.
La expansión y compresión de la cámara se realiza por el accionamiento oscilatorio de un
pistón (pueden ser varios pistones y cámaras); sin embargo, la diferencia está que la
disposición de las válvulas anti-retorno colocadas en la entra y la salida, permiten un flujo
inverso a la compresión de aire. El pistón actúa como una jeringa al succionar el fluido.

º
253
UPB © 2013
5. Bombas rotativas de pistón:
El principio de funcionamiento de estas bombas consiste en un cilindro excéntrico, que
rota en una cámara también cilíndrica. Posee una paleta oscilante no fija al cilindro. La
conjunción de la rotación del cilindro y la oscilación de la paleta permiten cinco etapas
diferentes: la primera es la admisión, cuando la paleta está lo más alejada posible de la
entrada de aire. La segunda es la etapa de succión, pues la paleta y el cilindro se
disponen de tal manera que dividen la cámara en dos volúmenes, el que se conecta con
la entrada de aire se expande con la rotación excéntrica del cilindro, el otro volumen
expulsa el aire por la salida de la cámara pues se contrae. La tercera etapa consiste en el
bloqueo de la salida de la cámara por el paso del cilindro; por otro lado, la máxima
expansión del volumen de entrada. En la cuarta etapa la paleta obstruye la entrada y el
cilindro habilita la salida. La quinta etapa consiste en expulsar todo el aire absorbido por la
succión de la segunda etapa, la posición del cilindro no permite que la paleta deje entrar
más aire, entonces se repite el ciclo. La ventaja de usar este tipo de extractores es que
son exentos de aceite y partículas contaminantes, además necesitan de poco
mantenimiento. Son equipos ruidosos y de un precio moderado.
6. Bombas de anillo de agua:
Este tipo de bombas son aplicadas solamente para gases. Su principio de funcionamiento
es semejante al de las bombas rotativas de paletas con la diferencia que la cámara está
complementada por un anillo concéntrico de agua u otro líquido que forma una falsa
cámara; es por la fuerza centrífuga de la rotación que el líquido forma el anillo. Las
paletas atraviesan el líquido proporcionándole rotación y calor; el calor es generado por
el rozamiento entre las paletas y la cámara, pero el líquido lo absorbe y minúscula parte
es evaporada. Existe un suministro continuo del líquido para compensar las pérdidas
evaporadas y para enfriarlo. La entrada y la salida del gas están dispuestas en el rotor de
las paletas. El fenómeno de absorción y compresión es el mismo que en las bombas
extractoras de paletas. Este tipo de bombas pueden alcanzar un buen nivel de vacío.
7. Bombas Scroll:
Son bombas semejantes a las bombas rotativas de paletas en el rendimiento, en el costo,
en el nivel de ruido y en el nivel de vacío. Los extractores tipo Scroll poseen un impulsor
con un canal espiral tipo caracol, que gira en el sentido envolvente capturando el fluido.
Otra diferencia muy importante es que estas bombas son no lubricadas.

º
254
UPB © 2013
8. Bombas Screw:
Las bombas de vacío tipo Screw son idénticas a las bombas compresoras de tornillo. En
realidad el nombre de “tornillo” o “Screw” proviene de dos husillos paralelos y
complementarios que entre sus filos forman pequeñas cámaras de fluido, estas cámaras
trasladan el volumen del fluido contenido cuando los husillos rotan (la rotación debe ser
en sentidos contrarios). Los extractores tipo Screw son silenciosos, pueden ser aplicados en
un rango amplio de niveles de vacío, son exentos de mantenimiento, no contaminan el
fluido eyectado y pueden proveer altos caudales de succión. La desventaja es que es son
equipos normalmente caros y para aplicaciones robustas, excepto aquellas aplicaciones
donde el fluido es corrosivo o posee impurezas (normalmente se usa un filtro).
9. Bombas de Venturi:
Los generadores de vacío Venturi, o eyectores, usan la energía cinética de un fluido
comprimido para aportar energía potencial y succión a otro fluido no comprimido. La
reducción de sección en el paso del fluido eyector permite generar el efecto de succión,
una entrada colocada justo en ese punto permite succionar al fluido eyectado. El fluido
eyector y el fluido eyectado pueden ser gases o líquidos indistintamente, aunque
normalmente este tipo de bombas son accionadas con aire comprimido para succionar
también aire. La potencia requerida para la compresión del aire, como fluido eyector,
normalmente es más grande que la requerida para succionar el fluido eyectado
haciendo que el método sea ineficiente; además, este método no puede generar altos
niveles de vacío. El uso de estas bombas se muestra cuando las aplicaciones necesitan
altísimos caudales de succión, puede ser aplicado para cualquier tipo de fluido eyectado
(limpios o no, no necesita filtro). Son equipos no lubricados pero el fluido eyectado es
necesariamente mezclado con el fluido eyector.
10. Otras bombas:
La generación de vacío es muy diversificada, cada método o equipo es usado
dependiendo de la aplicación. Existen otros tipos de bombas cuya aplicación es
simplemente muy lejana a los requerimientos de un sistema de fijación por succión; por
esta razón, no se tomarán en cuenta como alternativa solución para el extractor. Entre
estos tipos de bombas se tiene las siguientes: bombas difusoras, bombas turbo-
moleculares, bombas de sublimación de titanio, bombas Iónicas, bombas criogénicas y
otras semejantes o combinaciones entre estas y las anteriormente expuestas.

º
255
UPB © 2013
Cámara de succión: Normalmente la cámara de succión está constituida por una
cavidad de succión y la pieza de trabajo que completa la cavidad para formar la
cámara de succión. A continuación se presentan algunas alternativas solución para las
cámaras de succión:
1. Cámara simple:
La cámara simple consiste en una superficie plana de cualquier material sólido
rectificado, que posea una abertura de succión de succión suficiente para el caudal de
succión (puede poseer más de una abertura, lo que interesa es la sección total de
succión). La cavidad es formada por una pared de algún material poroso o no, este
material puede ser flexible o no; en la práctica se usa una cinta de goma espuma o
semejantes para perfilar la pared. La pieza de trabajo, que debe poseer una superficie
plana mayor o igual a la superficie perfilada por la pared, se coloca encima de la
cavidad para crear una cámara casi hermética. Cuando el sistema de extracción es
accionado retirando el aire de la cámara y equilibrando el caudal de extracción con el
flujo de aire que entra por la porosidad de la goma y las imperfecciones en el área de
contacto entre la pared de goma y la pieza de trabajo. La pared de goma actúa como
sello, que jamás permitirá un cierre completamente hermético. De esta manera la pieza
de trabajo queda fijada, el maquinado puede ser de cualquier tipo excepto aquel donde
se deba perforar la pieza de trabajo, pues esto perforaría la cámara de succión. La
cámara simple es aplicable solamente para piezas de trabajo no flexibles como madera,
vidrio, plásticos laminados no delgados, etc. Es el método más económico de todos.
2. Cámara de mesa ranurada:
Este método es la mejora del anterior método, pues la idea de fijación es la misma. Una
mejora consiste en que la superficie plana es acanalada como para que el sello pueda
ser colocado dentro del canal; normalmente el acanalado es cuadriculado y no permite
que el sello se deslice libremente, pues para evitar el deslizamiento se usa pegamento (en
el anterior método) no permitiendo la reutilización del sello. La introducción del sello en el
canal no permite su deformación excesiva o desordenada, si no que la misma superficie
plana actúa como un límite de deformación; sin embargo, la misma superficie plana que
actúa como límite quita área efectiva de succión reduciendo la fuerza de succión,
aunque esto se soluciona aumentando la resolución de la canalización cuadriculada. Este
método también permite la succión sectorizada, regulada por válvulas de paso y el
entubado correspondiente. Es un método eficiente y económico muy aplicado.

º
256
UPB © 2013
3. Cámara de mesa ranurada sin sello:
Cuando se maquina materiales flexibles, el sello siempre impide que la superficie quede
completamente plana. La cámara ranurada sin sello consiste en una cuadrícula
acanalada con orificios de succión en cada vértice de la cuadrícula. La sección de los
canales es pequeña comparada con la sección de los canales del anterior método, pues
su función no es portar un sello, sino transportar el flujo de aire y aumentar el área efectiva
de succión. La sectorización de la succión es más aplicada en este método permitiendo
una mejor adaptación de la succión respecto a la forma de la pieza de trabajo.
4. Cámara de plataforma ahuecada:
Este tipo de cámara posee la superficie plana rectificada sin canales y con pequeños
orificios en disposición de matriz. Es apto para piezas con una superficie plana para su
fijación, de material flexible o no. La forma de la pieza normalmente no interesa pues
todos los orificios de succión funcionan al mismo tiempo; aunque los orificios son
relativamente pequeños, la plataforma ahuecada requiere de un mayor caudal de
succión. En la práctica se utiliza unas alfombras muy delgadas que actúan como filtros
para que los orificios de succión no sean obstruidos con pequeñas partículas producto del
maquinado. Este método es muy usado en serigrafía y en corte digital.
Sensor de presión (105), (106), (107): Los sensores de presión son elementos de medición
que pueden detectar la presión de un sistema. Como todo sensor, los sensores de presión
pueden generar una señal equivalente a la presión medida y transmitirla con la
conversión o amplificación correspondiente. Los sensores de presión pueden medir
diferentes niveles de presión dependiendo de la referencia. Cuando la referencia es el
vacío, se denominan sensores de presión absoluta o sensores barométricos. Cuando la
referencia es la presión atmosférica, los sensores son conocidos como manométricos.
Existen sensores de vacío, que miden las presiones menores a la referencia de presión
atmosférica nominal. Algunas aplicaciones simplemente requieren la medición de una
presión mínima o máxima, a los cuales se les denomina sensores de sub-presión o sobre-
presión respectivamente. Además existen sensores que miden una presión diferencial sin
importar los valores de las dos presiones de referencia. En la fijación por succión se puede
medir tanto la presión absoluta de la cámara de succión como la diferencia de presiones
entre la cámara de succión y el exterior (presión atmosférica no nominal) usando un
sensor barométrico o un diferencial respectivamente. A continuación se presentan las
alternativas solución para estos dos tipos de sensores de presión (en su versión neumática):

º
257
UPB © 2013
1. Tubo en U:
En realidad su aplicación es un manómetro, pero puede ser adaptado para medir la
presión absoluta o presión diferencial. Este medidor consiste en un fluido más denso que el
fluido a medir, dentro de un tubo en forma de U normalmente transparente. El tubo debe
tener una misma sección, o una relación conocida entre las secciones de ambos
extremos. Cuando existe una diferencia entre las presiones de ambos extremos se puede
observar dos niveles diferentes, en el fluido medidor, en cada extremo. Si se adapta un
tanque de vacío a uno de los extremos, se estaría midiendo la presión absoluta en el
extremo opuesto, como en un barómetro. Si es que se dejan los dos extremos libres pero a
diferentes presiones sin importar su valor, se estaría midiendo la presión diferencial entre
ambas. La columna de altura diferencial entre ambos niveles es linealmente proporcional
a la diferencia de presiones. Este tipo de medidores necesita de un espacio relativamente
grande para hacer la medición. Normalmente se usa agua como fluido medidor cuando
se requiere medir presiones en el aire y mercurio cuando se requiere medir presiones en el
agua. Por si solo el medidor de presión tipo tubo en U, no es un sensor de presión, sino que
se le debe añadir la etapa de transformación de la “señal” y su respectiva transmisión.
Normalmente no se usan este tipo de medidores como sensores de presión neumáticos.
2. Tubo Bourdon:
El tubo Bourdon es un medidor de presión que la transforma en un desplazamiento. Se
usan unos tubos delgados y de sección aplanada, se los fabrica con una forma curva que
puede variar según la aplicación (tipo C, tipo espiral y tipo helicoidal). Cuando la presión
entra por uno de los extremos del tubo, que está empotrado, produce una deformación
tratando de “enderezarlo”, naturalmente el tubo está diseñado para deformarse dentro
de su rango elástico para poder traducir el valor de la presión linealmente. El
desplazamiento se amplifica con un mecanismo de engranajes (normalmente se acciona
un aguja dentro un reloj de presiones) y puede ser fácilmente convertido en una señal
eléctrica. Este tipo de medidor puede ser diseñado para la medición de una gama muy
extensa de presiones; sin embargo, la medición no puede ser de tipo diferencial.
3. Diafragma:
Consiste en una membrana flexible metálica u otro material dependiendo del rango de
presiones a medir. La membrana o diafragma se coloca dentro de una cámara expuesta
a dos presiones diferentes. Al igual que el tubo en U, el medidor tipo diafragma puede

º
258
UPB © 2013
medir la presión diferencial entre las dos entradas de la cámara. La distancia desplazada
del centro del diafragma es linealmente proporcional a la presión diferencial; ese mismo
desplazamiento puede ser traducido a una señal eléctrica para luego ser transmitida.
Normalmente este tipo de medidores no tiene un rango amplio de aplicaciones, se limita
a bajas presiones. Es un elemento muy preciso y de bajo costo, además presenta una
gran estabilidad térmica ocupa muy poco espacio.
4. Fuelle:
Consiste en un medidor de presión que traduce la presión en un desplazamiento
netamente lineal. La medición es diferencial, puede convertirse en un barómetro o un
manómetro dependiendo simplemente de la referencia de presión en una de sus
entradas. El fuelle es un cilindro de altura variable, esto se logra con una superficie circular
corrugada o en forma de acordeón. Uno de los extremos del fuelle es empotrado al
tanque contenedor o a una pared límite de las dos presiones a medir, ese extremo es
abierto. El otro extremo es cerrado y simplemente colinda con la presión de referencia.
Cuando es necesario medir presiones altas, se instala un resorte calibrado concéntrico al
fuelle para aumentar su rigidez. Es un sistema de medición muy preciso, sobre todo
cuando se logra traducir el desplazamiento lineal en una señal eléctrica para luego
transmitirla. El medidor tipo fuelle es muy económico con respecto a los demás, la
desventaja es que es menos resistente a desgastes y envejecimientos.
5. Capacitivo y otros tipos:
Es un medidor semejante al de diafragma, solamente que se trata de dos membranas o
placas metálicas muy juntas. La deformación semejante a la del diafragma o la
proximidad que la presión pueda ejercer sobre ambas piezas cambia la capacitancia
entre ellas. El valor de la capacitancia variable es empleado en un circuito eléctrico que
primeramente transforma la señal y luego la transmite. Existen otros tipos de sensores de
presión, semejantes a los capacitivos por ser de carácter electrónico de alta resolución y
precisión. Entre estos sensores se presentan los de tecnología resonante, los
piezoeléctricos, los de tecnología de reluctancia variable, los “Strain Gage” o
extensiométricos, los de inductancia variable, los de tipo galgas no cementadas, los de
galgas de silicio difundido y los magnéticos. Todos estos métodos para medir la presión
pueden ser adaptados para medir presiones diferenciales y barométricas; su aplicación es
tan especializada y son de tan alto costo que no se tomarán en cuenta como alternativas
solución en el sistema de fijación por succión.

º
259
UPB © 2013
17.3 Control en el Pórtico
El pórtico refiere a la estructura móvil de la máquina, como bien se expone en la sección
correspondiente dentro del Anexo-E. El pórtico es accionado por el equipo de traslación
que se expone en la siguiente sección, además de éste, normalmente no existen otros
mecanismos que deban ser controlados.
Sin embargo, los equipos router CNC de altas prestaciones como los centros de
mecanizado de alta velocidad y máquinas de ese nivel, llevan instalado todo un
complejo sistema de absorción de vibraciones. Las vibraciones que son generadas por la
traslación y en gran manera por el proceso de corte, deben ser absorbidas de alguna
manera (dentro lo funcional) independientemente del tipo o nivel de la máquina.
En la práctica existen tres principios para reducir las vibraciones de una máquina tipo
router CNC. El primero consiste en masas auxiliares sintonizadas vibrando para
proporcionar una fuerza opuesta al movimiento oscilatorio. El segundo principio se enfoca
a absorber energía y disiparla en forma de calor. El tercer principio, el más avanzado de
los tres, consiste en sistemas activos que emplean servomecanismos para oponerse al
movimiento. Estos tres principios de absorción de vibraciones pueden ser aplicados en
cualquier parte u órgano funcional de la máquina, pero con mayor razón en el pórtico.
Todo el análisis teórico y práctico que sirva como plataforma de información para el
desarrollo de dichos sistemas, debería estar documentado en esta sección,
especialmente para los sistemas correspondientes al tercer principio, el servo-
comandado. El presente proyecto se limita a no profundizar en esta rama, pues se
considera que bien podría ser tema cabal y suficiente para otro proyecto consecutivo.
El desarrollo del proyecto del pórtico y en general de la estructura tanto móvil como
estática de la máquina router CNC, se limita a un diseño eficientemente resistente a las
vibraciones y a la documentación de toda la información correspondiente.
17.4 Control en el Equipo de Traslación
El equipo de traslación en una máquina router CNC de grabado consiste en un actuador,
un mecanismo de tracción, un mecanismo de deslizamiento y un controlador. El sistema
de control depende solamente del tipo de actuador y no así de los mecanismos de
tracción y deslizamiento. Según el Anexo-E, existen dos alternativas solución:

º
260
UPB © 2013
17.4.1 Actuador hidráulico
Paso 1 – Objetivo de control: Desplazar el motor de conformado en el espacio de trabajo
según la rutina programada por software especializado. La aceleración, velocidad y
posición deben ser controladas en presencia de fuerzas opuestas a la traslación del motor
de conformado.
Paso 2 – Variables de control: En los actuadores hidráulicos lineales, la aceleración de sus
movimientos está determinada por la fuerza ejercida en sus émbolos; al mismo tiempo,
esa fuerza depende directamente del área efectiva del embolo (que es el diámetro
nominal del cilindro) y la presión aplicada al fluido. Como el área del embolo no varía, se
deduce que la aceleración del movimiento del cilindro hidráulico es directamente
proporcional a la presión del fluido hidráulico. El nivel de la presión de la red hidráulica es
suministrado por la bomba, ese valor normalmente es limitado por válvulas de sobre-
presión para proteger el circuito hidráulico. Una forma de variar la presión sería a través de
la velocidad de rotación de la bomba influyendo también al caudal, pero esta solución
quita eficiencia al proceso de bombeo consumiendo mucha más energía de la que se
transmite. Otra solución para variar la presión consiste en usar equipos compensadores-
variadores de presión, lo cual implica un mayor costo. La solución recomendable es
mantener la presión constante a un nivel que asegure una aceleración suficiente para el
maquinado. Si es que se usan cilindros hidráulicos de simple vástago y doble efecto, se
podrá percibir que habrá una diferencia entre la aceleración en un sentido con la del
otro sentido, a causa de la diferencia de áreas en ambos lados del émbolo.
La velocidad en el vástago del cilindro hidráulico depende de la velocidad con la que el
fluido ingresa a la cámara del cilindro a través del área del conducto de entrada. La
velocidad del fluido hidráulico es proporcional al caudal, entonces se deduce que la
velocidad del cilindro dependerá del caudal. En el Anexo-E se exponen algunas formas
de variar el caudal evitando afectar al rendimiento en la bomba compresora.
La posición del cilindro hidráulico depende de la cantidad de fluido que entra en la
cámara del embolo; sin embargo la única manera de controlar esta magnitud es
midiendo el tiempo de un caudal de entrada. Este tipo de operaciones no son netamente
propias de los circuitos hidráulicos, sino se requieren equipos especializados normalmente
no muy aplicados; además, altas resoluciones no serán alcanzadas en el maquinado si es
que estos dispositivos que regulan la cantidad de fluido que ingresa al cilindro no son lo
suficientemente precisos también.

º
261
UPB © 2013
Paso 3 – Especificaciones: No se pueden describir las especificaciones. El estudio de las
características del sistema hidráulico que fue presentado hasta el momento, permite
discernir que este tipo de sistemas no es cabalmente apto para la aplicación requerida.
Existen no linealidades (regulación de presión), desproporciones (secciones efectivas
diferentes en los émbolos de cilindros doble efecto), pérdidas de eficiencia (regulación de
caudal a través de la cilindrada de la bomba), derroche de energía (las válvulas
reguladores de caudal aplican pérdidas de carga y presión variables para la regulación)
y otras características propias de los sistemas hidráulicos que no permiten que la
necesidad de esta parte del proyecto sea satisfecha de una manera óptima (compensar
esas características implica un alto costo). Por esta razón, la aplicación de un sistema
hidráulico como alternativa solución para el equipo de traslación queda descartada.
17.4.2 Actuador eléctrico
Paso 1 – Objetivo de control: Desplazar el motor de conformado en el espacio de trabajo
según la rutina programada por software especializado (código de control numérico). La
aceleración, velocidad y posición deben ser controladas en presencia de fuerzas
opuestas a la traslación del motor de conformado.
Paso 2 – Variables de control: Las variables dinámicas de los actuadores eléctricos
rotacionales o lineales son dependientes de sus tipos o sub-clasificaciones. Al igual que en
la sección referida al motor eléctrico como cabezal, no se selecciona un actuador para
el equipo de control, sino que se analizan las técnicas de control que pueden aplicarse.
Para regular la aceleración, velocidad o posición en los actuadores eléctricos no se
puede definir una variable de control general, pues depende del tipo de actuador; sin
embargo, existe una analogía entre actuadores eléctricos rotacionales y lineales, que
permite usar las mismas variables de control para ambos tipos.
En la sección referida al motor eléctrico como cabezal se especifican las variables de
control para los actuadores rotacionales de corriente alterna y continua: corriente,
tensión, ancho de pulso, velocidad de inversión, velocidad de secuencia y frecuencia de
la red (la velocidad de secuencia no fue desarrollada, pues en esta sección se la
desarrolla). Las mismas variables de control son aplicadas para los actuadores lineales.
Paso 3 – Especificaciones: Se debe variar la magnitud correspondiente al tipo de
actuador eléctrico, para desplazar el motor de conformado (respuesta lo más rápida y
precisa posible) en el espacio de trabajo siguiendo las instrucciones del programa NC.

º
262
UPB © 2013
Paso 4 – Configuración del sistema: La señal de entrada corresponde a una señal
equivalente a la próxima posición deseada y a su velocidad de movimiento resultante; la
señal es equivalente porque se necesita un equipo (puede ser un software) que interprete
el código-G para comunicar al controlador; por otro lado, se dice que la velocidad es
resultante pues expresa el valor de la suma vectorial de la velocidad de los tres ejes. El
controlador se encarga de comandar los sub-controladores (conocidos como drivers) de
los actuadores enviándoles señales equivalentes de la posición y velocidad deseadas por
eje. Al igual que en el caso del motor de conformado como cabezal eléctrico, se dispone
de un bloque regulador, que representa el controlador del actuador de un eje. Existen
tantos reguladores como ejes, en este caso son tres. La aceleración es proporcional a la
potencia suministrada al actuador (normalmente a la corriente), entonces para
monitorizar esta magnitud es posible colocar un bucle de retroalimentación entre el
mismo bloque regulador (en la Figura Nº 81 el bucle aparece como “a”). Posteriormente
se encuentra el bloque del actuador, que representa el motor eléctrico rotativo o el lineal;
a partir de aquí, el diagrama de bloques depende del tipo de actuador.
Si es que se trata del motor eléctrico rotativo la medición de la velocidad angular en ese
punto es conveniente para retroalimentar al regulador, aunque también el bucle puede
alcanzar al controlador. El motor eléctrico rotativo está acoplado al mecanismo de
tracción que transforma el movimiento rotativo en movimiento lineal. Cuando la medición
de la posición se hace justo después del bloque del mecanismo de tracción, se conoce
como retroalimentación directa, el bucle es dirigido al módulo comparador del
controlador. Como alternativas se puede colocar un bucle de retroalimentación
directamente para medir la velocidad lineal real y volver a la comparación antes del
bloque regulador. Otra alternativa consiste en un bucle de retroalimentación que
determina indirectamente la posición lineal real midiendo la posición angular justo antes
de la transformación mecánica del movimiento (esta alternativa no compensa los
posibles errores en el mecanismo de tracción). En la Figura Nº 83 se muestra el diagrama
de bloques de un sistema de control para el posicionamiento espacial del cabezal de
conformado correspondiente a los actuadores rotativos eléctricos. Cuando se trata de un
motor eléctrico lineal el diagrama de bloques se simplifica, pues no existe un mecanismo
de tracción que convierta el movimiento rotativo en angular. Tampoco existen las
alternativas de la medición indirecta para determinar el movimiento lineal. En la Figura Nº
84 se muestra el diagrama de bloques de un sistema de control para el posicionamiento
espacial del cabezal de conformado correspondiente a los actuadores lineales eléctricos.

º
263
UPB © 2013
Figura Nº 83: Diagrama de bloques del sistema de control para el posicionamiento espacial
respectivo a los motores eléctricos rotativos
Figura Nº 84: Diagrama de bloques del sistema de control para el posicionamiento espacial
respectivo a los motores eléctricos lineales
En los diagramas de bloques que se presentaron anteriormente se pueden distinguir los
siguientes componentes representativos: el generador del programa CNC, el
interpretador, el controlador, los reguladores, los actuadores, los sensores de velocidad
lineal/angular, y los sensores de posición lineal/angular. El programa CNC corresponde a
un software especializado conocido como software CAM (en inglés: “Computerized
Aided Manufacturing”), capaz de generar los archivos necesarios para controlar la
máquina; este componente no se desarrolla porque no hace parte del objetivo del
presente proyecto. El controlador es presentado en una sección más adelante. Los
reguladores, los actuadores y los sensores de velocidad angular ya fueron desarrollados
anteriormente. Los componentes que se presentan a continuación son el interpretador, el
realimentador del regulador, el sensor de velocidad lineal y los sensores de posición lineal
y angular; además se presenta el regulador limitado por velocidad de secuencia:

º
264
UPB © 2013
Interpretador: El interpretador es un interfaz entre los programas que generan el código G
y el controlador de la máquina. Normalmente la comunicación entre el controlador de la
máquina y el PC es a través del puerto paralelo, pero también puede realizarse por un
puerto USB con la respectiva adaptación de señales. Los interpretadores pueden ser
dispositivos físicos (hardware con un software específico instalado) o simplemente un
software instalado en la PC (108).
Los interpretadores físicos son aplicados en máquinas herramienta independientes de una
PC o alguna computadora externa, normalmente la generación del código G (o algún
código propio de la máquina que represente las rutinas del maquinado) en estas
máquinas se realiza de dos maneras: Externa, cuando un computador externo genera el
código y la comunicación es por memorias portátiles o alguna red. La segunda manera se
conoce como “programación al pie de la máquina”; requiere que la misma máquina
posea un entorno de programación (generar el código G, un programa CAM) como
pantalla, teclados alfanuméricos y los periféricos respectivos, además de dicho
interpretador para el controlador y los respectivos drivers (sub-controladores).
El presente proyecto se limita a una máquina no independiente, controlada por una PC
portátil (necesariamente puerto USB) o una computadora de escritorio (USB o puerto
paralelo). Existen varias alternativas de interfaces o interpretadoras de código G en el
mercado informático (el diseño o generación de este software no es parte del presente
proyecto), de entre todas ellas se presenta a continuación las más comunes:
KCam (109):
Es un software interpretador de código G diseñado para plataformas Windows,
específicamente Windows 98 pero también en NT, 2000, XP y Vista; solamente para
plataformas de 32 bits. Diseñado para controlar máquinas CNC de bajo costo. Posee la
capacidad de editar o generar código G o importar archivos con extensiones nativas
como DXF, NC, GB0 y PLT. Puede manipular operaciones de maquinado como taladrado,
grabado (incluido circuitos PCB), ruteado (plasma, cortes y ploteados) y la mayoría de las
rutinas multi espesor; además, permite el control manual y la selección de la velocidad de
avance independiente del código G original. Posee un visor de las rutinas del maquinado
en 2D y 3D. Usa el puerto paralelo para controlar específicamente motores paso a paso
mediante un generador de pulsos llamado MaxStepper. Entre otras características:
compensación de holguras (Backlash), velocidad constante de contorneado y permite
configuraciones múltiples a través de su menú.

º
265
UPB © 2013
Se lo puede adquirir en dos versiones: versión de prueba, cuyo valor de adquisición es
voluntario o gratuito, sus características son limitadas. Versión registrada, se adquiere a un
valor de 95 [𝑈𝑆𝐷] por medios informáticos.
Match3 (110), (111):
Este interpretador es uno de los más aplicados, empezó como un software para
principiantes y con fines didácticos, pero actualmente sus versiones registradas son
consideradas de grado industrial. La ventaja de emplear en interpretador Mach 3 es que
existe muchísima información disponible al respecto. Opera en plataformas de 32 bits
para computadoras de escritorio con Windows 2000, XP, Vista o 7; sin embargo, también
existen versiones que soportan 64 bits para máquinas de escritorio o laptops (sin puerto
paralelo, necesita un dispositivo conversor) con los sistemas operativos mencionados
anteriormente. Tiene la capacidad de interpretar códigos G de hasta seis ejes, el control
es a través del puerto paralelo y tiene varias funciones para personalizar las señales
transmitidas. Posee un visor 2D y 3D, además de una ventana de edición o importación de
código G. La importación se genera a través de un programa complementario llamado
LazyCam, además de varias aplicaciones de asistentes para diferentes técnicas y
propósitos del maquinado. Al igual que KCam posee un generador de pulsos y visión en
tiempo real del cabezal. Puede controlar el encendido y apagado de equipos
complementarios como aspiradores, cambiadores de herramientas, refrigeración y el
mismo cabezal de conformado. Entre otras características: control múltiple de
relevadores, generación manual de pulsos, compatibilidad con pantalla táctil y función
de pantalla completa.
El conjunto de aplicaciones del Mach3 consiste en el programa principal a 175 [𝑈𝑆𝐷], el
importador LazyCam Pro a 75 [𝑈𝑆𝐷] y otros complementos específicos a 50 [𝑈𝑆𝐷]; aunque
también existen versiones gratuitas limitadas por no ser registradas. Constantemente se
realizan actualizaciones de los productos, estas nuevas versiones pueden ser actualizadas
gratuitamente por medios informáticos, solamente para las versiones registradas.
EMC 2 (112):
EMC 2 es un interpretador diseñado para plataformas Linux, conocido como el
controlador de máquinas mejorado (del inglés: “Enhanced Machine Control”). Es uno de
los interpretadores más usados, casi como el Mach 3, pero para Ubuntu LTS y de libre o
gratuita adquisición. Es más conocido EMC, pero actualmente su nombre es LinuxCNC.

º
266
UPB © 2013
Es capaz de ser aplicado en muchos tipos de máquinas como tornos y fresadoras. Su
código fuente es abierto para que el usuario pueda personalizar, aumentar, especializar el
programa a sus necesidades. Provee de muchas formas de interfaces gráficas con el
usuario, incluyendo las pantallas táctiles. Es uno de los programas que mejor responde en
tiempo real al interpretar el código G; además, tiene modos de programación tipo
escalera (en inglés: “Ladder”) semejante al software de los PLC (en inglés: “Programable
Logic Controller”). A diferencia del Mach3 no posee generadores de códigos G,
solamente editores; sin embargo, tiene la capacidad de poder manejar hasta 9 ejes
independientes. La interfaz puede generar señales para controlar motores servo mediante
PWM con un bucle de realimentación que se cierra en el mismo programa; también
puede manipular señales para motores paso a paso pero sin retroalimentación al
interpretador. Entre otras características: compensación del radio y el largo de la
herramienta, desviación de ruta limitada por tolerancias especificadas en el programa,
movimiento sincronizado de los ejes, control de velocidad constante, soporta sistemas no
cartesianos para el control de otro tipo de máquinas como los robots PUMA o SCARA y
control adaptativo del avance.
Las versiones más actualizadas son la 2.5.0 y 2.5.1, ambas pueden ser adquiridas en los
tipos GPL o LGPL. El primer tipo refiere a una versión de código fuente abierto para el
público general de forma gratuita y con permisión de libre re-distribución o aplicación en
cualquier tipo de trabajos. El segundo tipo es semejante pero no se permite acceder al
código fuente, además sujeto a ciertos términos legales respecto a la aplicación final.
Quickstep (113):
Interpretador de código G basado en plataformas Windows 95, 98, ME, XP, 2000, Vista
pero no en Windows NT. Puede exportar archivos DXF a formatos editables de código G
mediante un exportador llamado Excellon. Posee un módulo de simulación con selector
de velocidades. Pude soportar hasta tres ejes; el control de los motores paso a paso es a
través del puerto paralelo. Se puede generar señales manuales; posee la compensación
de holguras (Backlash). Es posible adaptar a la computadora una tarjera conocida como
“Pulse Pacer”, a 70 [𝑈𝑆𝐷] adicionales, que le permite controlar a los motores con ultra-
suave aceleración, con un límite de 80 000 [𝑝𝑎𝑠𝑜/𝑠𝑒𝑔]. Quickstep posee la capacidad de
controlar el encendido o apagado del motor de conformado, la refrigeración y otras
muchas aplicaciones semejantes; además, se pueden configurar los puertos de salida y
entrada. Existe una única versión a 55 [𝑈𝑆𝐷], adquirible por medios informáticos.

º
267
UPB © 2013
TurboCNC (114):
TurboCNC es un interpretador de código G robusto, pues frecuentemente se actualiza,
para plataforma DOS (en inglés: “Disk operating system”) o también es compatible con
Windows 3.1, 95 y 98. Normalmente se debe configurar el BIOS de la máquina antes de
instalar el programa en Windows NT, 2000 y XP. La comunicación con el controlador de la
máquina es a través del puerto paralelo. Describe las coordenadas solamente de forma
canónica, se puede configurar la señal de salida para adaptar controladores avanzados
autónomos. Tiene la capacidad de parar el funcionamiento en el medio del programa y
continuar en cualquier línea de código. Maneja archivos de código G de tamaño
ilimitado. Puede coordinar hasta ocho ejes de manera simultánea y con compensación
de holguras. Los pines del puerto paralelo pueden ser configuradas como entradas o
salidas, con el objetivo de controlar las paradas de emergencia, el encendido/apagado
del motor de conformado, aspiración, etc. La descarga del programa a través de Internet
requiere de un previo pago de 60 [𝑈𝑆𝐷] al proveedor.
DeskCNC (115):
Es un interpretador diseñado para operar sobre Windows 95, 98, ME, XP, NT y 2000. Tiene un
visor 2D y 3D que puede mostrar la posición real del cabezal de conformado.
Dependiendo del computador, las señales del puerto serie (9 pines) pueden alcanzar más
de 300 [𝑝𝑎𝑠𝑜/𝑠𝑒𝑔], también para el generador de pulsos manual. La rampa de
aceleración puede ser configurada desde 30 [𝑝𝑎𝑠𝑜/𝑠𝑒𝑔]. El contorneado es continuo.
Posee la capacidad de controlar la velocidad del motor de conformado mediante PWM.
El programa puede importar archivos como DXF, STL, TIF, GIF, JPEG, PCX, BMP, RLE, ICO,
CUR, PNG, EMF, WMF, TARGA, PPM y AVI, puede generar códigos simples para el
maquinado de las imágenes importadas; además, posee otras posibilidades de edición y
creación de códigos G. Opcionalmente el programa es compatible para el acoplado de
otros controladores autónomos a la computadora.
Existe una versión limitada del DeskCNC totalmente gratuita, basta descargarla de la
página del proveedor; sin embargo, existe la versión completa a 250 [𝑈𝑆𝐷].
CNCZEUS (116):
Los sistemas operativos para el interpretador CNCZEUS son MS-DOS 5.0, FreeDOS R2.03 o
posterior, si es que se instala en Windows (95, 98) debe funcionar en modo MS-DOS.

º
268
UPB © 2013
Al igual que el Mach3, este interpretador tiene bastante información disponible para su
implementación. Entre otras características: compensación de corte, interpolación
circular y elíptica, la optimización del lenguaje permite más de 35 000 [𝑝𝑎𝑠𝑜/𝑠𝑒𝑔], posee
llamadas de sub-programa de hasta diez niveles, compensación de holguras (Backlash),
memoria expandida que soporta programas de 1.6 millones de líneas, controla hasta
cuatro ejes simultáneamente, posee un generador de pulsos manual, etc.
Es posible descargar la versión demostrativa (demo) de la página del proveedor, ésta es
de libre de distribución pero las líneas de código G son limitadas. Existe la versión
completa (full version), la licencia de esta versión cuesta 100 [𝑈𝑆𝐷]; posteriormente del
pago, el interpretador puede ser descargado de la misma página del proveedor.
Master5 (117):
Existen algunos criterios que califican a los interpretadores basados en Windows como
limitados, pues se plantea que el control no puede ser en tiempo real debido a las
interrupciones que alguna otra tarea del procesador, el de la computadora, pueda
generar. Pero los diseñadores de Master5, un interpretador semejante a Mach3 y los otros
diseñados para Windows, sostienen firmemente que ese tipo de limitaciones fueron
simplemente solucionadas usando una reprogramación por defecto de algunos
algoritmos de las tarjetas madre, asegurando un continuo temporizado de los pulsos.
Master5 comparte las mismas bases de programación que el EMC, inclusive utiliza la
misma técnica en la generación de pulsos para las trayectorias. Este interpretador posee
la capacidad opcional de combinar instrucciones del código (técnica que en inglés se
conoce como “Line Blending”), permitiendo movimientos anticipados mucho más
“suaves”, cuando una previa instrucción genera una deceleración en la trayectoria; este
modo reduce los tiempos de maquinado cuando las trayectorias son complicadas. Posee
una ventana gráfica 3D y algunas otras características semejantes al EMC. Master5 es
como si fuera el interpretador EMC para plataformas Windows (95, 98, ME, 2000, Vista, NT o
posteriores). Master 5 tiene la limitación de 8 000 [𝑝𝑢𝑙𝑠𝑜/𝑠𝑒𝑔], se comunica por el puerto
paralelo. A parte de poder controlar funciones como la parada de emergencia o finales
de carrera, este interpretador puede soportar controladores autónomos externos al
computador. También posee un generador de pulsos con modo manual. No es capaz de
generar la señal respectiva para controlar motores servos como el EMC.
Posee una versión de prueba limitada descargable en la página del proveedor; además,
una versión completa que cuesta 100 [𝑈𝑆𝐷], las actualizaciones son gratuitas.

º
269
UPB © 2013
CNC Pro (118):
CNC Pro es un software interpretador de código G, aplicado al control de máquinas CNC
en general a través del puerto paralelo. Es un programa basado en el sistema operativo
DOS o en el modo respectivo cuando se trata de plataformas Windows (95 y 98). Algunas
de las características del interpretador: control manual o automático de los ejes,
ejecución paso a paso de las líneas de código G, aceleración/deceleración y
velocidades individuales por eje, configuración personalizable por el usuario,
configuración y detección del origen de coordenadas, velocidad constante en el
contorneado, interpolación en trayectorias circulares y elípticas, vista del cabezal de
conformado en tiempo real, compensación de las dimensiones de la herramienta, etc.
CNC Pro es totalmente gratuito, el código fuente está abierto a modificaciones (119).
USBCNC (120):
Diseñado para ser usado mediante el puerto USB (normalmente 2.0 o posterior) de la
computadora, para plataformas Windows XP y 7 (no recomendado para Vista). El uso del
puerto USB, fuerza al usuario a comprar una tarjeta decodificadora provista por el mismo
proveedor del software, estas tarjetas están entre 83.5 y 399 [𝑈𝑆𝐷]. Además de interpretar
calcula un trazado óptimo, para maximizar en lo posible el rendimiento de la máquina
CNC. Tiene alta compatibilidad con programas CAM generadores de programas en
código G de pequeños desplazamientos. Posee una ventana gráfica 2D que permite
conocer la posición del cabezal de conformado en tiempo real mientras se corre el
programa. Posee una interfaz sencilla que puede comandarse inclusive sin el ratón. Es
capaz de generar algunas rutinas en código G, además posee un editor. Puede importar
formatos como DXF y HPGL. Permite la compensación de la geometría de la herramienta
y puede manipular hasta seis ejes. Tiene algunas opciones que permiten la
personalización del programa, además el usuario pude programar sus propios asistentes.
La versión demostrativa es totalmente gratuita.
El precio de la versión completa no está disponible, pero se conoce que las
actualizaciones son gratuitas a través de medios informáticos.
DM Kmotion (121):
Kmotion es un software interpretador del código G diseñado para plataformas Windows
en todas sus versiones, inclusive posee una versión para Windows de 64 bits. Kmotion

º
270
UPB © 2013
posee la capacidad de maniobrar hasta ocho ejes, usando cuatro simultáneamente.
Posee un generados de código G para el control manual de la máquina; además, puede
configurarse para controlar la máquina a través de un dispositivo externo como un joystick
o un mando común de juegos. También posee variaras librería que le permiten adaptarse
a diferentes tipos de control, o sea, puede controlar servomotores, motores paso a paso,
motores sin escobillas, motores de corriente alterna, etc. La comunicación es netamente
por el puerto USB, sustituyendo completamente el puerto paralelo; posee una facultad de
integrarse al Mach3 cuando el usuario requiera usar el puerto paralelo. Necesariamente el
software debe conectarse a unas placas que el mismo proveedor vende, son cuatro tipos
de placas. El software es totalmente gratuito, pero el proveedor recomienda que el
usuario posea conocimientos mínimos del lenguaje C para su correcto uso; el costo de las
placas varía entre 249 y 600 [𝑈𝑆𝐷]. El código del software y del firmware es
completamente abierto para que el usuario pueda personalizarlo.
CNC USB Controller (17):
A diferencia de los demás interpretadores, este programa es totalmente independiente
de otros como el Mach3 y semejantes, pues posee una propia interfaz con el usuario
donde se puede importar, generar, editar, visualizar y compilar los archivos de código G.
La comunicación es netamente vía USB y el programa puede correr en cualquier
plataforma Windows. El programa debe conectarse necesariamente a unas tarjetas que
el mismo desarrollador provee, las tarjetas varían en aplicación específica por lo cual su
precio también varía. Las tarjetas para el control de motores paso a paso y servomotores
varían entre 91 y 170 [𝑈𝑆𝐷] sin tomar en cuenta el precio de envío. Además de las tarjetas,
es necesario adquirir el software, éste está disponible en dos versiones: la primera es
totalmente gratuita y actualizable por medios informáticos (está limitada en el número de
líneas de código de los archivos de comandos); y la segunda requiere de una licencia
que cuesta 91 [𝑈𝑆𝐷] y no posee ningún tipo de limitación.
Otros:
Sin duda existen otros interpretadores de código G, la mayoría en etapa de prueba o
desarrollo. Existen interpretadores basados en placas de experimentación, normalmente
no se usan aplicaciones industriales, sino de solamente experimentación y prototipos.
Regulación por velocidad de secuencia: Este tipo de regulación se aplica solamente a
motores paso a paso. El giro del rotor de uno de estos motores depende del orden en el
º
271
UPB © 2013
cual las bobinas son accionadas. La velocidad del rotor es regulada por la velocidad de
accionamiento de éstas. El orden y velocidad del accionamiento de las bobinas se
conoce como velocidad de secuencia. La velocidad se secuencia queda limitada por las
características mecánicas, eléctricas y electrónicas del motor y su regulador. La inercia
del rotor y la carga que debe accionar el motor limitan su velocidad pero no la regulan.
Las características limitantes eléctricas del motor básicamente se resumen en la
resistencia de las bobinas, a mayor resistencia la secuencia de excitación es menor; sin
embargo, los parámetros capacitivos e inductivos de las bobinas y su regulador también
influyen aunque no son tan notorios. La secuencia de excitación consiste en señales
predeterminadas por un controlador electrónico, el regulador; la frecuencia de operación
de este define en gran manera la velocidad del motor, manipulando esta magnitud se
logra variar la velocidad del rotor del motor paso a paso; sin embargo, la frecuencia de
operación del regulador posee una frecuencia límite de desempeño.
Realimentación de los reguladores: Independientemente de las técnicas de regulación,
pues cada tipo motor tiene una manera diferente de regular su velocidad, la aceleración
angular de los rotores siempre es proporcional a la corriente suministrada. Esta misma
aceleración angular estará limitada por la carga aplicada al motor; la corriente
suministrada deberá ser la suficiente para generar el par necesario y así alcanzar la
magnitud de la aceleración angular deseada. La forma más sencilla de representar un
bucle de realimentación para asegurar una aceleración angular suficiente es limitar una
corriente de alimentación mínima. Las demás formas consistirán en la regulación
adecuada de la corriente suministrada, como se explicó anteriormente (en la primera
sección, correspondiente al motor eléctrico) en los reguladores de tensión y corriente.
Sensor de velocidad lineal (99): Los sensores de velocidad lineal son muy semejantes a los
angulares (excepto para los del tipo mecánico), pues solamente cambian algunas
disposiciones y componentes; la lógica y funcionamiento es el mismo. Por ejemplo, a los
sensores de velocidad eléctricos presentados anteriormente (primera sección),
simplemente se les debe acoplar un mecanismo que transforme el movimiento rotacional
en lineal. El mismo caso para los sensores de velocidad angular electrónicos; la
generación pulsos (o conteo de pulsos) se realiza a través de elementos en vez de
rotacionales, lineales; por ejemplo: en vez de un disco ranurado o marcado, se puede
usar una cinta ranurada o marcada. Solamente el método estroboscópico no se aplica.

º
272
UPB © 2013
Sensor de posición lineal y angular (122): Existen varias técnicas para poder determinar la
posición lineal y angular de elementos móviles; sin embargo, en la práctica se conoce a
estos dispositivos como sensores de desplazamiento lineal o angular. A continuación se
presentan los sensores de desplazamiento más comunes y más usados:
1. Resistivos:
El principio de funcionamiento de los sensores de desplazamiento resistivos consiste en
hacer variar la magnitud de una resistencia junto con el desplazamiento de los elementos
móviles. Idealmente existe una proporción lineal entre el desplazamiento y la magnitud de
la resistencia, pero en la práctica se conocen pequeñas no linealidades. La sensibilidad
del circuito correspondiente depende del arreglo de las resistencias y las tensiones usadas.
Normalmente son usados en aplicaciones pequeñas, donde la magnitud del
desplazamiento lineal (potenciómetro lineal) o angular (potenciómetro angular) no es
muy grande, para que las pérdidas de potencia (en energía calorífica) no sean muy
grandes. La señal de tensión debe ser adaptada y luego transmitida de la manera
correspondiente como en todos los sensores. Son equipos económicos y muy robustos.
2. Inductivos:
Existen dos tipos de sensores de desplazamiento inductivos: reluctancia variable y por
acople. Los de reluctancia variable normalmente son usados para desplazamientos
rotacionales, de manera muy semejante a los sensores de velocidad contadores de pulsos
expuestos anteriormente (primera sección). Los sensores de desplazamiento inductivos por
acople son usados en aplicaciones lineales, consisten en una barra tubular donde se
envuelven bobinas una tras otra, todas de la misma distancia; por dentro de la barra
tubular se hace pasar un pedazo de imán permanente sujeto a una varilla acoplada al
elemento móvil, e paso del imán permanente genera un acople magnético con la
bobina afectando su inductancia. Ambos métodos posee sus circuitos receptores
correspondientes, cuyas señales de salida deben ser adaptadas y transmitidas.
3. Capacitivos:
Los sensores de desplazamiento capacitivos no son aplicables a movimientos con grandes
desplazamientos, además solamente sirven para movimientos lineales y no rotacionales.
Normalmente se los aplica en sensores de presión, como se expuso anteriormente en la
segunda sección, pues para pequeños desplazamientos tienen gran sensibilidad.

º
273
UPB © 2013
4. Ópticos:
Estos sensores de desplazamiento lineal o rotacional, poseen el mismo tipo constructivo y
tipo de funcionamiento que los sensores de velocidad (lineal o rotacional) ópticos, los
contadores de pulsos. La única diferencia entre ambos es que los sensores rotacionales
relacionan los pulsos contados con el tiempo, y lo expresan en magnitudes de frecuencia;
mientras que los sensores de desplazamiento simplemente cuentan los pulsos. La gran
ventaja de esta tecnología es que un mismo dispositivo puede servir como sensor de
velocidad y de desplazamiento.
17.5 Controlador general
El controlador es un equipo que debe integrar en lo posible todas las acciones y tareas
que deben ser controladas en la máquina. Dependiendo de la complejidad del control, y
de la cantidad de variables a ser controladas se dimensionan los controladores.
Actualmente se conocen muchos tipos de controladores; sin embargo, todos comparten
el hecho de constituirse netamente electrónicos. En realidad, las tecnologías y lógicas
aplicadas a dispositivos controladores convergen siempre en micro-controladores con sus
respectivos complementos.
El bloque controlador presentado en todos los diagramas de bloques propuestos en este
capítulo, puede ser representado por varios dispositivos, entre ellos las tarjetas
controladoras comerciales que se conocen como drivers de interfaz, o también equipos
más robustos compuestos por controladores como los PLC y las tarjetas FPGA; de todas
formas, siempre se recurre a un micro-controlador y sus complementos. En el presente
proyecto no se usan equipos robustos, caros y complicados como los mencionados
anteriormente, pues basta con la aplicación de micro-controladores sencillos y accesibles.
17.6 Software Complementario
El software complementario es el encargado de generar el código G, que es la rutina de
trabajo para el maquinado. Normalmente a este tipo de programas se los denomina
como software CAM, como se explica en el capítulo segundo. El presente proyecto usará
indistintamente cualquiera de los programas que pueden encontrarse en el mercado,
algunos ejemplos son los siguientes: Bobcad, Predator, Mastescam, Pro/ENGINER, VCarve
Pro, Photo V Carve, ConstruCAM, Surfcam, Delcam, Edgecam, VectorCAM y otros.

º
274
UPB © 2013
18. ANEXO-G – ALTERNATIVAS GENERALES
A continuación se presenta el flujo de diseño para la selección de alternativas, se usan
como base los órganos generales de una máquina router CNC:
1. Cabezal: Motor de conformado
2. Mesa:
a. Área del espacio de trabajo. Nivel 4
b. Carga máxima de la mesa. Nivel 1
c. Mesa plana y la sujeción respectiva
3. Pórtico:
a. Altura del espacio de trabajo. Nivel 0
b. Tipo de pórtico. Rigidez Nivel 3
4. Equipo de traslación:
a. Precisión de traslación. Nivel 4
b. Fuerza de traslación. Nivel 3
c. Velocidad de traslación. Nivel 3
5. Equipo de Control
6. Software (Se adjunta al Equipo de control)
En la lista anterior muchos de los parámetros definen una diferencia funcional, pero lo
hacen conceptualmente porque las magnitudes aún están clasificadas en niveles de
exigencia y no en valores numéricos definidos. Con el fin de cuantificar cada uno de los
parámetros es necesario crear una relación entre la jerarquización de máquinas que se
presenta en el capítulo quinto y los niveles de exigencia de los parámetros. A
continuación se presenta la relación entre las máquinas de referencia y los niveles de
exigencia:
1. Máquina Modelo: Nivel: 4
2. Máquinas de referencia directa: Nivel: 2 – 3
3. Máquinas de referencia indirecta: Nivel: 1 – 2
4. Máquinas de referencia alternativa: Nivel: 0

º
275
UPB © 2013
Nótese que para niveles inferiores, las magnitudes de los parámetros pueden ser
superiores. Esto se debe a que no se está buscando los valores numéricos más altos o más
bajos, para cuantificar un parámetro, sino se están buscando los mejor aplicables.
18.1 Cabezal: Motor de Conformado
Según la plataforma de información desarrollada en los Anexos E y F, existen dos
alternativas para el motor de conformado: el motor eléctrico y el motor neumático.
Ambas alternativas son aplicables, pero una de ellas es mejor que la otra, a continuación
se presenta la selección de la mejor alternativa en base a diferentes criterios: máquinas de
referencia, equipos complementarios, primera inversión, componentes específicos,
inversión a través del tiempo y las versatilidades; luego la respectiva conclusión.
18.1.1 Según las máquinas de referencia
A pesar que los motores neumáticos son más compactos y livianos para una misma
potencia, no tienen posibilidad de quemarse, son exentos de mantenimiento, son más
económicos y muchas otras ventajas bien marcadas sobre los motores eléctricos; no se
aplican como motores de conformado, al menos en ninguna de las máquinas de
referencia definidas por el Anexo-B. A excepción de las máquinas de referencia
alternativa Nº 7 y referencia indirecta Nº 12 que son las únicas que usan en el cabezal
motores eléctricos universales compactos, todas las demás máquinas de referencia usan
motores eléctricos sin escobillas de altas revoluciones. Los fabricantes de máquinas router
CNC prefieren instalar motores eléctricos que motores neumáticos.
18.1.2 Según los equipos complementarios
La complejidad de la instalación y la cantidad de los equipos complementarios es muy
diferente entre las alternativas de un motor de conformado neumático y uno eléctrico.
El motor neumático necesita una red de suministro de aire que consta de una bomba
compresora, un equipo de filtrador de aire, un tanque de almacenamiento, el respectivo
equipo de control y las manqueras de aire. El equipo de control consiste en un
controlador, la válvula reguladora de caudal y su respectivo amplificador de potencia, el
sensor de caudal y el sensor de velocidad rotacional en el eje de la herramienta.
Por otro lado, el motor eléctrico es alimentado normalmente por la red eléctrica
domiciliaria y el respectivo equipo de control. Si el motor necesita más potencia, se

º
276
UPB © 2013
adapta el circuito correspondiente desde la red de media tensión urbana. El equipo de
control consiste en un controlador, un regulador (que depende del tipo de motor
eléctrico) y el sensor de velocidad rotacional en el eje de la herramienta.
Notoriamente, el equipo complementario de un motor de conformado neumático posee
mayor complejidad que un equipo netamente eléctrico.
18.1.3 Según la primera inversión
Un equipo complementario más complejo es normalmente más caro que uno simple, la
primera inversión para ambas alternativas del motor de conformado se compara de la
siguiente manera.
El controlador, que es genérico para todas las funciones y tareas de la máquina, es el
mismo para ambas alternativas, por eso es que no se tomará en cuenta. De la misma
manera, no se toma en cuenta el sensor de velocidad pues cada equipo de control
adjunta uno igual para ambas alternativas. También se asume que el costo de los cables
eléctricos es muy similar al costo de las mangueras de aire. En la práctica, es común
encontrar talleres o lugares semejantes dotados con equipos compresores de aire. La
bomba compresora, el filtro, el tanque y otros complementos menores como válvulas de
paso, barómetros y purgadores se encuentran integrados en un equipo compresor de
aire; por este motivo, se manejara un solo precio para este conjunto. Entonces, la primera
inversión se resume de la siguiente manera (Inversión 𝑰, Presio 𝑷):
1. Primera inversión del equipo del motor neumático
𝑰𝑁𝑒𝑢𝑚á𝑡𝑖𝑐𝑜 = 𝑷𝐶𝑜𝑚𝑝𝑟𝑒𝑠𝑜𝑟 + 𝑷𝐸𝑠𝑡𝑟𝑎𝑛𝑔𝑢𝑙𝑎𝑑𝑜𝑟 + 𝑷𝑆𝑒𝑛𝑠𝑜𝑟 𝑑𝑒 𝑐𝑎𝑢𝑑𝑎𝑙 + 𝑷𝑀𝑜𝑡𝑜𝑟 𝑛𝑒𝑢𝑚á𝑡𝑖𝑐𝑜 Ecuación Nº 55
2. Primera inversión del equipo del motor eléctrico
𝑰𝐸𝑙é𝑐𝑡𝑟𝑖𝑐𝑜 = 𝑷𝑅𝑒𝑔𝑢𝑙𝑎𝑑𝑜𝑟 + 𝑷𝑀𝑜𝑡𝑜𝑟 𝑒𝑙é𝑐𝑡𝑟𝑖𝑐𝑜 Ecuación Nº 56
18.1.4 Según los componentes específicos
La magnitud de cada uno de los términos expresados en las ecuaciones anteriores
depende del tipo de componentes:
Motor neumático: Genéricamente existen tres tipos: de engranajes, de paletas y de
pistones. Los motores de pistones, sean radiales o axiales, son notoriamente los menos

º
277
UPB © 2013
indicados a ser aplicados como motores de conformado en un router CNC de grabado.
Independientemente de la forma de los engranajes, este tipo de motores neumáticos no
conviene aplicarse como motor de conformado, pues son de muy baja eficiencia y
producen muchísimo ruido (especialmente cuando se van des-hermetizando), además no
son lo necesariamente compactos como para ser movidos eficientemente por el pórtico
de un router CNC de grabado. Los motores neumáticos de paletas contraíbles no pueden
manufacturarse en pequeños tamaños; además, normalmente son usados como
compresores más que como motores. Son los motores neumáticos de paletas fijas, de tipo
pelton o semejantes, son los ideales para ser aplicados en el grabado, un claro ejemplo
son los taladros neumáticos usados por dentistas, protesistas y de rubro semejante.
Entre los sensores de caudal, mejor referidos como caudalímetros, existen varias
alternativas expuestas en los anexos que simplemente son inaplicables. Placa de orificio,
tubo Venturi, Tobera, tubo Pitot, tubo Annubar, ninguno de estos caudalímetros de presión
diferencial puede ser aplicado pues las condiciones de flujo son inestables y variables en
amplios rangos, condiciones para las cuales éstos no fueron diseñados. Los caudalímetros
de área variable (los rotámetros) no pueden aplicarse porque no poseen una señal
directa de transmisión, para hacerlo habría que convertir el desplazamiento del flotador
en una señal proporcional eléctrica, aumentando considerablemente su costo. La
aplicación de medición no justifica el empleo de caudalímetros con métodos caros y
complicados como los caudalímetros de tensión inducida, los de temperatura (además
que estos son medidores de masa y la densidad del aire puede ser variable) o los
caudalímetros detectores de vórtices. Los flujómetros de desplazamiento positivo
tampoco son aplicables pues poseen muchas partes móviles y requieren de mucho
mantenimiento, además estos comúnmente son usados para fluidos netamente líquidos.
Los caudalímetros basados en técnicas de ultrasonido simplemente no justifican su precio;
sin embargo los basados en molinos y turbinas, si lo hacen. Estos dos últimos son los ideales
para aplicaciones pequeñas como las de un motor de conformado, los caudalímetros de
turbina son muchísimo más caros que los de molino, claro que estos quedan limitados por
la velocidad de conmutación de sus interruptores magnéticos; de todas maneras, este
problema puede solucionarse fácilmente con una simple reducción mecánica, los
caudalímetros de molino son los equipos perfectamente aplicables a la medición aquí
necesitada, pues la señal de frecuencia que generan puede ser transmitida fácilmente al
controlador y procesada sin ningún tipo de adaptación intermedia.

º
278
UPB © 2013
La válvula reguladora de caudal, o estrangulador, deberá estar instalada justo después y
montada en el actuador, que es el motor neumático, con el fin de evitar pérdidas por la
distancia de las mangueras y sobre todo para mantener un par elevado en la regulación
de la velocidad del motor. El estrangulador no necesita ser monodireccional, en ningún
momento el flujo de aire tenderá a volver al tanque porque a diferencia de los cilindros
neumáticos, los motores neumáticos no tienen efecto de retorno; además, los motores de
conformado no poseen una carga que los haga rotar en reversa, la carga simplemente
los frena. Basta con una simple válvula reguladora de caudal bidireccional regulable. El
control del estrangulador puede ser manual, pero en el caso que no lo sea (se plantea
este caso en el Anexo-F) debe acoplarse un servo motor a la perilla de regulación del
estrangulador, con su respectiva reducción mecánica y su circuito de transmisión.
El equipo compresor es el conjunto de la bomba, el filtro y el tanque de presión. En la
práctica, no se usan las bombas de engranajes ni de paletas para estas aplicaciones; sin
embargo, existen muchos equipos comerciales que usan compresores de desplazamiento
positivo, con uno o dos pistones como máximo (los pistones no son rotativos ni axiales,
tienen una disposición semejante a los pistones del motor de una motocicleta). Aunque la
misma bomba tiene su propio filtro, es necesario un filtro intermedio entre la bomba y
tanque de presión, para retirar la humedad y algunas porciones de aceite introducidas
por la misma bomba. El tanque de presión debe tener la capacidad suficiente de aire
para minimizar el funcionamiento de la bomba.
Motor eléctrico: Para seleccionar el motor eléctrico existen muchas alternativas: los
motores de corriente continua que tienen conexión en serie no pueden aplicarse por sus
condiciones de inestabilidad a la carga; los que tienen conexión compuesta son robustos
y pesados, normalmente su uso es en aplicaciones de mayores potencias; los que poseen
conexión independiente necesitan doble fuente de alimentación separadas aumentando
el costo, el número de componentes y la complejidad de la instalación, además son
usados en aplicaciones de gran escala. Los motores paso a paso no fueron diseñados
para este tipo de tareas pues al igual que los servomotores son usados para aplicaciones
de control. Los motores sin núcleo tienen problemas de refrigeración especialmente
cuando la carga es variable, además que son demasiado delicados respecto al tipo de
ambiente
Entre los motores de corriente continua existen dos buenas alternativas: los de conexión
en paralelo, que son económicos, de fácil control de velocidad solamente variando la

º
279
UPB © 2013
tensión de alimentación y son fabricados en formatos de todo tamaño y potencia. Y los
motores sin escobillas, que alcanzan altísimas revoluciones y pueden aportar un par de
gran magnitud, actualmente son los más eficientes entre los motores eléctricos, no
requieren mantenimiento, son fabricados también en todo tamaño y potencia. Por otro
lado, los motores de corriente alterna tipo jaula de ardilla no pueden aplicarse pues al
control de su velocidad es muy complicado y caro, además que no son muy eficientes
energéticamente. Los de rotor devanado, a pesar de poseer un control de velocidad muy
sencillo, su costo de manufactura es muy alto, además son robustos, pesados y no existen
versiones pequeñas eficientes. Los motores síncronos son más aplicados como
generadores, son de elevado precio y normalmente necesitan de dos fuentes de
alimentación para su estator y su rotor. Los motores universales, que también funcionan
con corriente continua, son la mejor alternativa entre los motores de corriente alterna, son
baratos y el control de velocidad es simple.
Resumiendo, las tres mejores alternativas (para motores eléctricos) son los motores de
conexión en paralelo, los motores sin escobillas y los motores universales. Por el momento,
no se selecciona una de estas alternativas (pues la selección depende también de otros
factores, que se desarrollan más adelante); por el contrario, se toman en cuenta las tres
indistintamente. El regulador dependerá del tipo de motor eléctrico seleccionado. Los
motores universales y los motores de conexión en paralelo necesitan una fuente
reguladora de tensión para corriente continua, aunque el motor universal puede
funcionar con una fuente para corriente alterna. El regulador del motor sin escobillas
generará una corriente alterna de frecuencia variable y sincronizada con la posición del
rotor, a partir de una fuente de corriente alterna o de corriente continua.
Hasta el momento se conoce los componentes reales de los equipos complementarios
para cada alternativa del motor de conformado; todavía no se puede realizar
comparaciones basadas en precios pues no se conocen las especificaciones técnicas de
cada uno de los componentes. Pero queda claro que la alternativa de un motor eléctrico
como cabezal de conformado puede llegar a mayores precios aun siendo un sistema más
simple en componentes e instalación; además, un correcto diseño y dimensionamiento de
los complementos para un motor neumático podría marcar la diferencia definitiva.

º
280
UPB © 2013
18.1.5 Según la inversión a través del tiempo
Es posible que el precio o primera inversión en una de las dos alternativas analizadas hasta
el momento sea mucho mayor que la primera inversión del otro; a través del tiempo, esta
inversión mayor podría resultar en un equipo que consuma menores recursos que la
alternativa de menor inversión y transcurrido cierto tiempo compensar su elevada primera
inversión. Para poder desarrollar esta posibilidad, se analiza el consumo a través del
tiempo para cada una de las alternativas.
El equipo compresor es normalmente alimentado por una conexión a la red domiciliaria, si
es de mayor potencia se debe hacer una conexión a la red de baja tensión (esto
depende de las normas electro-energéticas locales). La potencia que consume la bomba
(𝑷𝑩) está expresada matemáticamente por la máxima presión que puede generar ( 𝒑𝑩 )
en producto con el caudal nominal máximo que puede producir (��𝑩). En el tanque de
presión existen dos volúmenes idealmente repartidos: el volumen de aire base (𝑽𝒐) y el
volumen útil o de trabajo (𝑽𝒖). La relación ideal entre los estados límite del tanque de
presión se expresa por la Ley de Boyle (𝒑𝟏 · 𝑽𝟏 = 𝒑𝟐 · 𝑽𝟐) donde el primer estado
corresponde a la presión de la bomba y al volumen total del tanque, el segundo estado
corresponde a la presión mínima admisible en el motor ( 𝒑𝒎 ) y el volumen base de aire.
De la misma manera, la potencia del motor neumático (𝑷𝒎) está expresada por el
producto entre la presión regulada por el estrangulador ( 𝒑𝑹 ) y el caudal que alimenta al
motor (��𝒎). La potencia del compresor también puede ser expresada en términos
eléctricos como el producto de la tensión de alimentación (𝐕) y la corriente consumida
(𝑰𝒎.𝑵). De la misma manera, se puede expresar el consumo del motor eléctrico de
conformado: tensión de alimentación (𝐕) y corriente consumida (𝑰𝒎.𝑬). Las ecuaciones se
expresan de la siguiente manera (se asume que la tensión es la misma en ambos casos):
Potencia del compresor: 𝑷𝑩 = 𝒑𝑩 · ��𝑩 = 𝐕 · 𝑰𝒎.𝑵 Ecuación Nº 57
Ley de Boyle para el modelo: 𝒑𝑩 · (𝑽𝒐 + 𝑽𝒖) = 𝒑𝒐 · 𝑽𝒐 Ecuación Nº 58
Potencia del motor neumático: 𝑷𝒎 = 𝒑𝑹 · ��𝒎 Ecuación Nº 59
Potencia del motor eléctrico: 𝑷𝑬 = 𝐕 · 𝑰𝒎.𝑬 ≈ 𝑷𝒎 Ecuación Nº 60

º
281
UPB © 2013
Necesariamente la presión intermedia entre la presión máxima del tanque ( 𝒑𝑩 ) y la
presión base ( 𝒑𝒐 ) debe ser mayor a la presión mínima admisible en el motor, en las
condiciones límite la presión base del tanque debe ser mayor o igual a la presión mínima
admisible en el motor ( 𝒑𝒐 ≥ 𝒑𝒎 ) para que este funcione sin problemas. Normalmente las
operaciones en el maquinado no son instantáneas, sino que son duraderas. Por esto se
deduce que el caudal de alimentación del tanque de presión (��𝑩) debe ser mayor que el
caudal de consumo (��𝑩 > ��𝒎); contrariamente, el tanque de presión se descargaría más
rápido de lo que se cargaría. A continuación se presentan las ecuaciones que pueden
inferirse del análisis que se acaba de tratar.
𝒑𝒐 ≥ 𝒑𝒎 → 𝒑𝑩 · (𝑽𝒐 + 𝑽𝒖)
𝑽𝒐
≥ 𝒑𝒎
��𝑩 > ��𝒎 → 𝑷𝑩
𝒑𝑩
>𝑷𝒎
𝒑𝑹
→ 𝒑𝑹 >𝒑𝑩 · 𝑷𝒎
𝑷𝑩
𝒑𝑹 = 𝒑𝒎 → 𝒑𝒎 >𝒑𝑩 · 𝑷𝒎
𝑷𝑩
𝒑𝑩 · (𝑽𝒐 + 𝑽𝒖)
𝑽𝒐
≥ 𝒑𝒎 >𝒑𝑩 · 𝑷𝒎
𝑷𝑩
𝑽𝒐 + 𝑽𝒖
𝑽𝒐
≥ 𝒑𝒎 >𝑷𝒎
𝑷𝑩
→ 𝑽𝒐 + 𝑽𝒖
𝑽𝒐
>𝑷𝒎
𝑷𝑩
𝑷𝑬 ≈ 𝑷𝒎 ↔ 𝑷𝑩 > 𝑷𝒎 ·𝑽𝒐
𝑽𝒐 + 𝑽𝒖
Ecuación Nº 61
Esta última ecuación es interpretada de la siguiente manera: mientras mayor sea el
volumen útil en el tanque de presión, la potencia del compresor podrá ser menor.
Entonces, la potencia consumida por el equipo del motor neumático (todo el sistema)
puede ser menor a la potencia consumida por el equipo del motor eléctrico.
18.1.6 Según las versatilidades
Un equipo eléctrico es normalmente mucho más versátil que un equipo neumático, pues
los cables eléctricos pueden ser técnicamente muy largos y manipulados casi de
cualquier manera, en cambio las mangueras neumáticas son vulnerables a fugas, a codos
y sobre todo, no pueden ser muy largas porque existe pérdida de presión.
Una alternativa vigente en el equipo neumático que puede abaratar más su primera
inversión, es deshacerse del bucle de retroalimentación en el caudal del aire y
simplemente monitorizar la velocidad en el eje de la herramienta.

º
282
UPB © 2013
Actualmente existen equipos eléctricos comerciales que permiten la regulación
automática (la velocidad deseada se establece manualmente y es independiente del
resto de la máquina) de la velocidad de giro con un sistema de control ya integrado en el
motor y producido por el mismo fabricante. Son equipos económicos y normalmente son
los motores universales los que poseen esta ventaja. En cambio, para un equipo
neumático deberá diseñarse y construirse necesariamente un sistema de control.
Por la gran aplicación de los motores eléctricos en las máquinas tipo router, la mayoría de
los fabricantes y proveedores ofrecen motores eléctricos con los mandriles, collets, llaves
de ajuste y todo el conjunto necesario para el intercambio de herramientas. Por el
contrario, la aplicación de un motor neumático necesita un dispositivo adicional que le
permita montar y desmontar diferentes herramientas de trabajo, excepto si es que se
considera la adaptación de un taladro neumático o algún aparato semejante.
La ventaja de la instalación de un equipo neumático como motor de conformado, es que
el aire comprimido puede ser usado para otras tareas del mismo mecanizado como por
ejemplo el soplado del material residual, o la limpieza de algunas partes de la máquina y
hasta tal vez la misma generación de vacío para la posible sujeción por succión.
18.1.7 Conclusión
Aun conociendo la magnitud de la potencia requerida por el motor de conformado,
eléctrico o neumático (𝑷𝑬 ≈ 𝑷𝒎), para poder seleccionar entre ambas alternativas
haciendo los cálculos respectivos, no es muy difícil darse cuenta que un equipo
netamente neumático es más complicado y complejo en todos los aspectos, respecto a
un equipo eléctrico; inclusive, tomando en cuenta el precio y la inversión a través del
tiempo, un equipo neumático es muy conveniente solamente cuando el usuario ya posee
un equipo compresor de características específicas (que dependen de 𝒑𝒐, 𝒑𝑩, 𝑽𝒐 y 𝑽𝒖).
Por estas razones, no se selecciona al motor neumático como motor de conformado.
18.2 Mesa de trabajo
Según la plataforma de información desarrollada en los Anexos E y F, existen tres atributos
bien marcados que delimitan las características de la mesa de trabajo: el espacio de
trabajo, la carga máxima de la mesa y el tipo de sujeción. Cada uno de estos atributos
posee varias alternativas de diseño, una de ellas debe ser seleccionada para cada

º
283
UPB © 2013
atributo; como en el caso del motor de conformado, se procede a presentar los criterios
de selección de alternativas (los tres atributos se desarrollan conjuntamente):
18.2.1 Según las máquinas de referencia
En el Anexo-C se desarrollan niveles de exigencia para las características físicas
representativas de la máquina, con el fin de satisfacer las necesidades de las aplicaciones
más importantes de la máquina. Dependiendo el nivel de exigencia, los atributos de la
mesa de trabajo deben ser relacionados con algún grupo de las máquinas de referencia,
como se explica en la primera parte de esta sección.
El espacio de trabajo posee un nivel 4 de exigencia, el más alto de los niveles; a este
atributo se lo relaciona con la máquina modelo, la máquina Nº 6. La máquina modelo
posee destacadamente la mayor magnitud en el índice volumétrico (Tabla Nº 1), esto
sugiere que el espacio de trabajo (incluida la altura de pórtico) ocupa una porción
bastante grande del volumen total de la máquina en relación a las demás máquinas de
referencia; en otras palabras, la máquina Nº 6 posee un gran aporte de sus proporciones
volumétricas que le ayudan a ser calificada como máquina modelo. Las dimensiones de
la mesa de trabajo de la máquina Nº 6 son 2,0 [𝑚] en el ancho y 3,0 [𝑚] en el largo; según
el fabricante, fue especialmente diseñada para trabajos en MDF y láminas de acrílico.
La carga máxima de la mesa posee un nivel 1 de exigencia, el penúltimo nivel que
representa exigencias estrictamente suficientes; a este atributo se lo relaciona con las
máquinas de referencia indirecta: Nº 5, Nº 10 y Nº 12. Este grupo de máquinas de
referencia indirecta no posee las mejores ni las peores magnitudes en el índice estructural;
es más, las magnitudes hacen referencia a valores medios (0,49, 0,60 y 0,66
respectivamente, ver Tabla Nº 1), estos valores sugieren que las máquinas de referencia
indirecta soportan más o menos la mitad de su peso total. El proveedor de la máquina Nº
5 afirma que la estructura de la máquina es de aluminio, ligera pero no muy resistente;
esta máquina soporta 350 [𝐾𝑔] y pesa 714 [𝐾𝑔]. El fabricante de la máquina Nº 10 describe
una máquina robusta diseñada para el grabado de metales no ferrosos, soporta 300 [𝐾𝑔]
y pesa 500 [𝐾𝑔]. La máquina Nº 12 soporta 50 [𝐾𝑔] y pesa 76 [𝐾𝑔], es fabricada
enteramente de aluminio y no posee refuerzos bajo la mesa como las otras máquinas.
La mesa de trabajo debe ser de tipo plana, como se definió en la primera sección de este
capítulo. No existe un nivel de exigencia para el tipo de fijación en la mesa plana, pues no
se manipulan magnitudes físicas de la máquina, sino solamente alternativas de varios tipos
de fijación. Todas las máquinas de referencia del Anexo-B poseen una mesa plana con

º
284
UPB © 2013
fijación por ranuras tipo inserto (el perfil del canal varía según la máquina); sin embargo,
solamente tres de las quince máquinas poseen la sujeción por succión aparte de la
sujeción tipo inserto. Los fabricantes y/o proveedores de las máquinas con sujeción por
succión explican haber diseñado las máquinas para aplicaciones de serigrafía, o sea
corte de láminas plásticas, madera y semejantes.
18.2.2 Según los equipos complementarios
El espacio de trabajo y la carga máxima de la mesa de trabajo no poseen equipos
complementarios porque solamente son atributos físicos de la máquina. En cambio, para
el tipo de sujeción en la mesa, existen varias alternativas de diseño; sin embargo,
solamente la fijación por succión posee equipos complementarios (inclusive máquinas)
destacables.
La sujeción por prensa necesita obviamente una prensadora. La sujeción con cinta debe
aplicarse necesariamente en una superficie plana, con agarre compatible con el tipo de
cinta doble contacto. La sujeción con pisadores enclavados requiere el material de entre-
mesa y los clavos. La sujeción con pisadores roscados usa pernos y requiere de los orificios
de ajuste respectivos en la mesa. La sujeción de pisadores sujetados a ranuras de tipo
inserto necesita los canales en la mesa, los patines o insertos y los respectivos pernos. La
sujeción con mordazas es semejante a la sujeción con ranuras de tipo inserto, solamente
que la mesa no es necesariamente continua. La sujeción electromagnética fue anulada.
La sujeción por succión consta de una bomba de vacío, el arreglo de tuberías hasta la
mesa de trabajo, el equipo de control y el sello que depende del tipo de cámara. El
equipo de control consiste en un controlador, el regulador de la bomba de vacío o
extractor, el sensor de caudal y el sensor de presión.
Como se puede notar, el método de sujeción por succión es un método muchísimo más
complicado que los demás; sin embargo, es muy eficiente cuando se manipulan
materiales flexibles como la mayoría de los que se usan en grabados y serigrafía.
18.2.3 Según la primera inversión
Un equipo complementario más complejo es normalmente más caro que uno simple, la
primera inversión para las alternativas del tipo de sujeción en una mesa plana se compara
de la siguiente manera.

º
285
UPB © 2013
Como en el caso anterior, el controlador es genérico para todas las funciones y tareas de
la máquina, éste no se tomará en cuenta para la sujeción por succión. Se asume que las
arandelas, los topes, los rellenos y cualquier material complementario son iguales para
todos los tipos de sujeción. La primera inversión, para las alternativas de tipo de succión en
la mesa plana, se resume de la siguiente manera (Inversión 𝑰, Presio 𝑷):
1. Primera inversión de la sujeción por prensa
𝑰𝑆𝑢𝑗𝑒𝑐𝑖ó𝑛 𝑝𝑜𝑟 𝑝𝑟𝑒𝑛𝑠𝑎 = 𝑷𝑃𝑟𝑒𝑛𝑠𝑎 Ecuación Nº 62
2. Primera inversión de la sujeción con cinta doble contacto
𝑰𝐴𝑑ℎ𝑒𝑠𝑖ó𝑛 = 𝑷𝐶𝑖𝑛𝑡𝑎 𝑑𝑜𝑏𝑙𝑒 𝑐𝑜𝑛𝑡𝑎𝑐𝑡𝑜 + 𝑷𝑀𝑒𝑠𝑎 𝑝𝑙𝑎𝑛𝑎 𝑐𝑜𝑛𝑡𝑖𝑛𝑢𝑎 Ecuación Nº 63
3. Primera inversión de la sujeción con pisadores enclavados
𝑰𝐸𝑛𝑐𝑙𝑎𝑣𝑒 = 𝑷𝐸𝑛𝑡𝑟𝑒−𝑚𝑒𝑠𝑎 + 𝑷𝐶𝑙𝑎𝑣𝑜𝑠 + 𝑷𝑀𝑒𝑠𝑎 𝑝𝑙𝑎𝑛𝑎 𝑐𝑜𝑛𝑡𝑖𝑛𝑢𝑎 Ecuación Nº 64
4. Primera inversión de la sujeción con pisadores empernados
𝑰𝐸𝑚𝑝𝑒𝑟𝑛𝑒 = 𝑷𝑃𝑒𝑟𝑛𝑜𝑠 + 𝑷𝐻𝑢𝑒𝑐𝑜𝑠 𝑟𝑜𝑠𝑐𝑎𝑑𝑜𝑠 + 𝑷𝑀𝑒𝑠𝑎 𝑝𝑙𝑎𝑛𝑎 𝑐𝑜𝑛𝑡𝑖𝑛𝑢𝑎 Ecuación Nº 65
5. Primera inversión de la sujeción con pisadores sujetados en ranuras tipo inserto
𝑰𝑅𝑎𝑛𝑢𝑟𝑎𝑑𝑜 = 𝑷𝑃𝑒𝑟𝑛𝑜𝑠 + 𝑷𝐼𝑛𝑠𝑒𝑟𝑡𝑜𝑠 + 𝑷𝐶𝑎𝑛𝑎𝑙𝑒𝑠 + 𝑷𝑀𝑒𝑠𝑎 𝑝𝑙𝑎𝑛𝑎 𝑐𝑜𝑛𝑡𝑖𝑛𝑢𝑎 Ecuación Nº 66
6. Primera inversión de la sujeción con mordazas
𝑰𝑀𝑜𝑟𝑑𝑎𝑧𝑎𝑑𝑜 = 𝑷𝑀𝑜𝑟𝑑𝑎𝑧𝑎𝑠 + 𝑷𝐼𝑛𝑠𝑒𝑟𝑡𝑜𝑠 + 𝑷𝐶𝑎𝑛𝑎𝑙𝑒𝑠 + 𝑷𝑀𝑒𝑠𝑎 𝑑𝑒 𝑡𝑟𝑎𝑣𝑒𝑠𝑎ñ𝑜𝑠 Ecuación Nº 67
7. Primera inversión de la sujeción por succión
𝑰𝑆𝑢𝑐𝑐𝑖ó𝑛 = 𝑷𝐸𝑥𝑡𝑟𝑎𝑐𝑡𝑜𝑟 + 𝑷𝑅𝑒𝑔𝑢𝑙𝑎𝑑𝑜𝑟 + 𝑷𝐴𝑟𝑟𝑒𝑔𝑙𝑜 𝑑𝑒 𝑡𝑢𝑏𝑒𝑟í𝑎𝑠 + 𝑷𝑆𝑒𝑛𝑠𝑜𝑟𝑒𝑠 + 𝑷𝑆𝑒𝑙𝑙𝑜 𝑦 𝑚𝑒𝑠𝑎 𝑒𝑠𝑝𝑒𝑐𝑖𝑎𝑙 Ecuación Nº 68
La primera inversión para el espacio de trabajo y la carga máxima no presentan costos
por componentes, pues no los poseen. Pero queda claro que mientras la mesa de trabajo
sea más grande el costo es mayor, pues el mecanismo de tracción y el de deslizamiento
quedan afectados; de la misma forma, una mesa que soporte mayor carga representará
una mayor inversión pues se necesitará una estructura más rígida o materiales de mejor
calidad. La inversión es proporcional al crecimiento de estas magnitudes.
º
286
UPB © 2013
18.2.4 Según los componentes específicos
El espacio de trabajo y la carga máxima de la mesa no poseen componentes específicos
pues son magnitudes físicas de la mesa de la máquina. La magnitud de cada uno de los
términos expresados en las ecuaciones anteriores, respecto al sistema de fijación,
depende del tipo de componentes.
La prensa es un elemento común en cualquier taller, además es un aparato económico.
Su uso en la sujeción de materiales laminados, como son la mayoría que se usan para
grabados, no es la mejor opción. Aunque existen prensas diseñadas para este tipo de
aplicaciones (normalmente son complejas y caras), se desecha esta alternativa.
La sujeción con cinta de doble contacto, a pesar de haber sido considerada hasta aquí
como un método de sujeción, en realidad puede ser mejor clasificada como una opción
secundaria; pues cuando los otros tipos de sujeción que requieren una mesa plana no
sean afectivos, se podrá recurrir a la fijación con cinta doble contacto. Por esta razón no
se la toma en cuenta como una alternativa de diseño, sino tan solo como un método.
El uso de clavos en la fijación de pisadores puede ser un método muy económico, rápido
y firme, pero no es el óptimo para esta aplicación. Además, existe el riesgo que a cada
golpe (martillado) la mesa de trabajo se deforme, perdiendo precisión, si no es lo
suficientemente rígida. Otra desventaja es que normalmente los materiales plásticos no
pueden ser perforados fácilmente sin clisarlos; los materiales metálicos comúnmente se
deforman cuando se los atraviesa, en ambos casos habría que hacer una perforación (o
más de una) minúscula con un taladro o algún aparato semejante. También existe la
posibilidad de dañar el material de trabajo cuando se esté sacando los enclaves. Por
estas y otras razones, la fijación por enclave es considerada no muy “profesional”, por lo
tanto es simplemente desechada.
Existe cierta similitud entre la fijación con pisadores empernados y pisadores sujetos a
ranuras. Ambos poseen la diferencia en el sujetador, uno es un hueco roscado y otro es un
patín dentro un canal. Mientras el costo es semejante, el método con canales en la mesa
posee una mayor versatilidad para adaptarse a cualquier pieza de trabajo, a menos que
los huecos roscados del otro método aumenten en número, lo cual no es una solución
dentro lo funcional. Además, los huecos roscados tienden a agriparse con residuos,
mientras los canales (en cuadrícula o en línea) son de fácil limpieza (normalmente se los
sopla con aire a presión). Se descarta la sujeción con pisadores empernados.

º
287
UPB © 2013
Los travesaños que se usan en el método de sujeción con mordazas son la versión no
continua de la mesa plana, la sujeción requiere de mordazas para ser efectiva. Por el
contrario, la sujeción con pisadores sujetos a ranuras requiere de una mesa plana
(compatible con el método de adhesión) y simples pernos con sus respectivos patines.
Ambos métodos pueden sujetar diferentes tipos de piezas con la misma versatilidad, la
diferencia se encuentra en la resistencia de la mesa, pues los travesaños deben ser
robustos en comparación con su equivalente en la mesa ranura. Una desventaja del
método de mordazas es que no puede sujetar con precisión piezas pequeñas, menores
que la distancia entre travesaños; por el contrario, la mesa ranurada permite la sujeción
de cualquier tamaño de piezas. La sujeción con mordazas y travesaños se descarta.
La sujeción por succión es muy efectiva cuando los materiales son flexibles, como los que
se usan en el grabado y especialmente en aplicaciones de serigrafía. La sujeción por
succión se aplica también al corte de láminas de madera como el MDF y otros
aglomerados. De la misma manera, la sujeción con pisadores retenidos en ranuras, es
efectiva en todas las aplicaciones de la sujeción por succión, la diferencia es simplemente
el tiempo de preparación y/o fijación de la pieza de trabajo (además de que un método
no consume energía y el otro sí). La implementación de un sistema de fijación por succión
no es justificada para una máquina tipo router de grabado, pues la máquina apenas será
capaz de cortar láminas de madera aglomerada ni aplicaciones mayores que sí
justificarían una mesa con fijación por succión, ésta se descarta como solución.
En la fijación con pisadores sujetados en ranuras tipo inserto se puede encontrar algunas
alternativas de diseño que varían en el perfil del canal o ranura (que determina también
el perfil de los patines) y en la disposición de las ranuras o canales (no son necesariamente
líneas rectas). El perfil del canal dependerá del tipo de material de la mesa y la magnitud
de las fuerzas de sujeción; sin embargo, no existen grandes diferencias entre los diferentes
perfiles hasta ahora conocidos. La disposición del ranurado puede ser con canales
paralelos separados por una distancia, canales perpendiculares formando una
cuadrícula, u otra forma con las condiciones que el patín pueda moverse libremente por
la ruta del canal, que sea libre de holguras y que permita varios patines al mismo tiempo.
18.2.5 Según la inversión a través del tiempo
La fijación con pisadores sujetados en ranuras de tipo inserto, como la única alternativa
de fijación vigente, no posee un costo que se extienda a través del tiempo, excepto por

º
288
UPB © 2013
costos de mantenimiento y limpieza. De una manera semejante el espacio de trabajo y la
carga máxima no asumen costos en el tiempo.
18.2.6 Según las versatilidades
Como se mencionó anteriormente, la sujeción por adhesión puede ser una técnica
complementaria a la sujeción con pisadores, pues puede aplicarse fácil y cómodamente
en la mesa ranurada. Esto añade un costo a través del tiempo que consiste en la
reposición de la cinta doble contacto, tarea que no merece mayor análisis.
El espacio de trabajo y la carga máxima de la mesa no poseen versatilidades.
18.2.7 Conclusión
Así como todas las máquinas de referencia poseen la fijación por ranuras de tipo inserto,
se concluye que este es el mejor método de sujeción aplicable a una máquina router
CNC de grabado; sin embargo, no puede definirse todavía el perfil de los canales, pues
depende del material de la mesa de trabajo (resistencia del material y fuerzas de
sujeción) e indirectamente de los tipos de patines que se puedan encontrar en el
mercado. Los demás métodos de fijación no son mejor aplicables que éste.
Por otro lado, las dimensiones de la mesa de trabajo tienen como límite superior las
dimensiones de trabajo de la máquina modelo (solamente en carácter de referencia), la
máquina Nº 6. El espacio de trabajo de esta máquina posee un área de 2,0 [𝑚] de ancho
y 3,0 [𝑚] de largo. Las dimensiones más comunes, según el Anexo-E, de la materia prima
para el proceso de grabado se presentan a continuación en la Tabla Nº 39.
Tabla Nº 39: Dimensiones más comunes de la materia prima en el proceso de grabado
MATERIA PRIMA ANCHO [𝒎𝒎] LARGO [𝒎𝒎]
Plásticos 610 – 1220 1220 – 1530 – 1440
Maderas 1220 – 1830 – 2600 1850 – 2440 – 3050 – 5000
Metal 85 – 125 – 165 – 250 – 333 – 500 – 600 –
900 – 1000 – 1200
125 – 165 – 250 – 333 – 500 – 650 –
1200 – 2400 – 2500
Vidrio [90 – 762]* [90 – 1334]*
*En realidad es un rango de valores para las dimensiones del espacio de trabajo en máquinas herramienta
grabadoras de vidrio.

º
289
UPB © 2013
Puede notarse que si el área de trabajo es igual al área de trabajo de la máquina
modelo, solamente se tiene problemas de espacio con los formatos más grandes de los
tableros y/o láminas de madera. Las dimensiones de las demás opciones se encuentran
contenidas en el área de trabajo de la máquina modelo, por eso se define que el área de
la mesa de trabajo debe ser lo estrictamente mayor al área de una tabla comercial
menor al área de la mesa de trabajo de la máquina modelo, o sea 2 500 [𝑚𝑚] para el
largo y 1 830 [𝑚𝑚] para el ancho, según la Tabla Nº 39. Por motivos de simplicidad, y para
acelerar el proceso de diseño, se definen medidas ficticias para la mesa de trabajo, que
luego en capítulos posteriores serán redefinidas de acuerdo a parámetros que todavía no
interesan, las medidas provisionales son 3 [𝑚] para el largo y 2 [𝑚] para el ancho.
Según las máquinas de referencia indirecta, correspondientes al nivel de exigencia de la
carga máxima de la mesa, el rango del peso o carga máxima suficientes para el grabado
es de 50 a 350 [𝐾𝑔], para una máquina que pesa entre 76 a 714 [𝐾𝑔]. A continuación se
presenta la Tabla Nº 40 correspondiente al peso que ejerce la materia prima en el proceso
de grabado.
Tabla Nº 40: Rango de carga máxima aproximado de la materia prima para el proceso de grabado
MATERIA
PRIMA
ANCHO*
[𝒎𝒎]
LARGO*
[𝒎𝒎]
CALIBRE
[𝒎𝒎]
DENSIDAD
[𝑲𝒈/𝒎𝟑]
PESO MÁXIMO
[𝑲𝒈]
Plásticos 610 – 1220 1220 – 1440 0,25 – 25,40 800 – 2000 0,15 – 89,24
Maderas 1220 – 1830 1850 – 2440 3 – 50,80 630 – 950 4,26 – 215,49
Metal 85 – 1200 125 – 2500 0,3 – 9,52 2700 – 8900 0,01 – 254,18
Vidrio 90 – 762 90 – 1334 [44 – 305]** 2500 0,06 – 50,82
*Nótese que las dimensiones más comunes de la materia prima se convirtieron en rangos de medidas, los valores
máximos corresponden a las dimensiones máximas que podrían entrar en el área de trabajo ya definida.
**En realidad son un rango de la altura de trabajo de las máquinas herramienta de grabado en vidrio, pero no se
puede tomar esos valores como calibre típico del vidrio. Se estima un rango de 3 – 20 [𝑚𝑚] para el cálculo.
El peso máximo estimado es aproximadamente 255 [𝐾𝑔] para una plancha de bronce de
1200 [𝑚𝑚] de ancho por 2500 [𝑚𝑚] de largo y un calibre de casi 10 [𝑚𝑚]. Así mismo, el
peso máximo establecido por las máquinas de referencia indirecta satisface el peso
estimado. Se concluye entonces que la máquina router CNC de grabado deberá soportar
como mínimo 255 [𝐾𝑔] distribuidos en toda el área de trabajo y como máximo deberá
soportar 350 [𝐾𝑔], pues diseñar y construir una estructura más rígida y robusta sería un
gasto innecesario. No olvidar que también existen fuerzas de maquinado que la mesa
debe soportar sin deformarse (en realidad la deformación debe ser mínima).

º
290
UPB © 2013
18.3 Pórtico
De una manera análoga a la mesa de trabajo, el pórtico posee atributos físicos que
delimitan sus características; sin embargo, éstos pueden ser determinados solamente por
dos magnitudes: la altura del espacio de trabajo y la rigidez del pórtico. Esta última, está
estrechamente relacionada con el tipo de pórtico. A continuación se presentan los
mismos criterios de selección que en los anteriores casos, pero aplicados al tipo pórtico:
18.3.1 Según las máquinas de referencia
El nivel de exigencia para la altura del espacio de trabajo corresponde al nivel más bajo,
el nivel 0. Esto significa que la altura de trabajo debe ser funcionalmente la menor posible.
Las máquinas de referencia alternativa pertenecen a este nivel de exigencia, cada
máquina posee una altura de trabajo diferente (ver Tabla Nº 24, Tabla Nº 25 y Tabla Nº 26):
Nº 2 con 110 [𝑚𝑚], Nº 3 con 150 [𝑚𝑚], Nº 4 con 120 [𝑚𝑚], Nº 7 con 105 [𝑚𝑚], Nº 8 con 90
[𝑚𝑚], Nº 9 con 101 [𝑚𝑚], Nº 11 con 90 [𝑚𝑚], Nº 14 con 200 [𝑚𝑚] y Nº 15 con 100 [𝑚𝑚]. La
menor altura de trabajo corresponde a 90 [𝑚𝑚].
El nivel de exigencia de la rigidez del pórtico según su tipo, corresponde a un nivel 3,
significa que es un nivel alto que puede ser alterado por otros factores prioritarios. Son
pocos los fabricantes de máquinas tipo router que proveen valores numéricos de la rigidez
de los pórticos (o rigidez de la máquina); ninguno de los fabricantes o proveedores de las
máquinas de referencia suministró dato alguno relacionado a la rigidez de los pórticos,
excepto a información de la limitación de la máquina a trabajos en ciertos materiales
(una forma indirecta de mencionar la rigidez de la máquina). Afortunadamente, la rigidez
que se desarrolla en esta sección no es aquella que se define por cantidades numéricas ni
resistencia de materiales; por otro lado, se desarrolla la denominada rigidez intrínseca (a
veces conocida como rigidez geométrica); esta última depende solamente de la
disposición y geometría de sus componentes. Todas las máquinas, inclusive las máquinas
de referencia directa, que son las correspondientes al nivel 3 de exigencia, poseen una
rigidez intrínseca dependiente a la disposición de sus carriles y apoyos.
Puede que la relación que se haga con las máquinas de referencia directa no sea la más
productiva, pues no se están valorando magnitudes como en los anteriores casos; sin
embargo, basta con conocer y analizar el tipo de pórtico de cada una de las máquinas
(posiblemente incluyendo máquinas de otro nivel de referencia). Las máquinas de

º
291
UPB © 2013
referencia directa son la máquina Nº 1 y la máquina Nº 13, ambas poseen el mismo tipo
de pórtico. Pero haciendo un análisis rápido a las demás máquinas de referencia, puede
notarse que todas tienen el mismo tipo de pórtico; generalizando aún más, todas las
máquinas router CNC cuyos cabezales de conformado ejercen fuerzas de corte sobre la
pieza de trabajo poseen el mismo tipo de pórtico. Esto se debe a que la mejor rigidez
intrínseca se encuentra en el pórtico de cadena cinemática completa no invertida, con
dos carriles X y un carril Y y cada carril con sus dos apoyos, un carril Z con un apoyo y un
punto de acción; este tipo de pórtico es el denominado pórtico tradicional.
18.3.2 Según los equipos complementarios
Al igual que el área de trabajo y la carga máxima de la mesa, la altura del espacio de
trabajo no contiene equipos complementarios. Por otro lado, la rigidez intrínseca depende
mucho del tipo de pórtico; todos los tipos de pórtico pueden dividirse en componentes
denominados carriles y apoyos que de alguna forma pueden ser considerados como
equipos complementarios.
18.3.3 Según la primera inversión
Los carriles y apoyos variarán en número (𝑵𝐶𝑎𝑟𝑟𝑖𝑙𝑒𝑠 , 𝑵𝐴𝑝𝑜𝑦𝑜𝑠) según cada tipo, esto afectará
directamente al costo de la máquina. La ecuación general de la primera inversión se
expresa de la siguiente manera (Inversión 𝑰, Presio 𝑷).
𝑰𝑃ó𝑟𝑡𝑖𝑐𝑜 = ∑ (𝑷𝐶𝑎𝑟𝑟𝑖𝑙 𝒊 · 𝑵𝐶𝑎𝑟𝑟𝑖𝑙𝑒𝑠 𝒊 + 𝑷𝐴𝑝𝑜𝑦𝑜 𝒊 · 𝑵𝐴𝑝𝑜𝑦𝑜𝑠 𝒊)
𝒊 ∈ [𝑥,𝑦,𝑧]
Ecuación Nº 69
La inversión total en el pórtico de una máquina router CNC dependerá también del
número de ejes, que en este caso equivale a tres (𝒊 ∈ [𝑥, 𝑦, 𝑧]). El precio de cada carril o
cada apoyo estará definido por varios factores como el material usado, el costo de
fabricación, el tamaño o carrera del eje, la configuración geométrica, e inclusive estará
definido por factores de otros órganos funcionales como los del equipo de traslación:
mecanismo de tracción, el mecanismo de deslizamiento y el tipo de actuadores.
18.3.4 Según los componentes específicos
Antes de definir el tipo de pórtico, para concretar los componentes específicos de éste, se
deben delimitar algunas posibilidades; la delimitación consiste en canalizar una solución
óptima a través de una selección de alternativas. Específicamente para este caso, pues
la depuración de alternativas de pórtico merece una atención especial, se ve
conveniente colocar todo este desarrollo en la primera sección del Anexo-H.

º
292
UPB © 2013
18.3.5 Según la inversión a través del tiempo
De una manera semejante el espacio de trabajo, la carga máxima de la mesa y el tipo de
fijación, no se asumen costos en el tiempo. La selección del tipo de pórtico,
independientemente de cualquiera que pueda seleccionarse, no posee un costo que se
extienda a través del tiempo, excepto por los costos de mantenimiento y limpieza.
18.3.6 Según las versatilidades
Las máquinas CNC de grabado se caracterizan por ser máquinas de una amplia mesa de
trabajo, normalmente las dimensiones de largura y anchura son mucho mayores que el
alto total de estas máquinas. Estas mismas proporciones dimensionales se cumplen en las
configuraciones básicas de pórtico que se definieron anteriormente. En la mayoría de los
casos, los diseñadores y fabricantes optan por la configuración de pórtico 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥, aun
cuando la disposición de sus proporciones (anchura y largura mayores que altura) hace
que ocupe mayor espacio en el taller o lugar donde se instale la máquina.
Las configuraciones 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 y 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 tienen las ventajas de ahorrar espacio de
instalación, poseen recolección de virutas por gravedad y algunas otras ventajas
menores. La versatilidad de este tipo de configuraciones de pórtico permite generar
algunas ideas como una máquina router CNC empotrada en la pared o con la mesa de
trabajo no necesariamente en un plano ortogonal, sino en un plano inclinado con la
suficiente pendiente para ahorrar espacio y permitir que las virutas caigan directamente a
un recipiente de recolección.
De la misma manera, se pueden generar cambios funcionales para las configuraciones
de pórtico redundantes. Por ejemplo, existe una posibilidad combinada independiente
(Anexo-H), que posee los eslabones primarios casi coplanarios a la mesa de trabajo,
permitiendo que el material de trabajo sea accedido solamente por los lados referentes a
la anchura de la máquina; sin embargo, esto se puede cambiar invirtiendo la estructura
de manera que los eslabones de primer orden pertenezcan al plano opuesto de la mesa
de trabajo. De esta manera, se podría permitir el acceso de material de trabajo por
cualquiera de los lados de la máquina, inclusive se podría proyectar la máquina para una
alimentación continua de material.
Las versatilidades en la selección del tipo de pórtico obedecen ciegamente a las
necesidades del usuario final y no así a la imaginación del diseñador. Si alguna de estas
versatilidades se tomara en cuenta, entonces será tratada en el capítulo octavo.

º
293
UPB © 2013
18.3.7 Conclusión
La selección del tipo de pórtico está muy relacionada con la naturaleza de las fuerzas de
maquinado (grabado), que se resumen en el vector �� . La determinación y medición de
este vector es el elemento decisivo para poder definir la configuración básica de pórtico
y el grado de redundancia de éste; pues conociendo el comportamiento de éste vector,
podrán definirse el comportamiento real de los pórticos según los análisis de los
componentes estáticos, dinámicos y de redundancia. Entonces, es muy importante
realizar las mediciones pertinentes para conocer el vector �� . Todo el proceso de medición
del vector �� será expuesto en el Anexo-I MEDICIÓN DEL VECTOR 𝐹 .
Por otro lado, para poder predecir el comportamiento del pórtico, suponiendo que ya se
conoce el vector �� , es necesario conocer todas las magnitudes geométricas de la
máquina, especialmente las relacionadas con el pórtico: 𝐻, 𝑊 y 𝐿 (en realidad esto no es
necesario, pero más adelante simplifica el proceso de diseño en gran manera).
En la sección correspondiente a la mesa de trabajo, se definieron las magnitudes de 𝑊 y 𝐿
según los materiales de trabajo y las máquinas de referencia respectivas. De la misma
manera es que se procede ahora para la definición de la altura de trabajo 𝐻:
Según los materiales de trabajo, el calibre pertenece a un rango de 0,25 y 50,8
[𝑚𝑚] (ver tabla correspondiente en la tercera sección del Anexo-E).
Según las máquinas de referencia, la altura del espacio de trabajo pertenece al
rango de 90 y 200 [𝑚𝑚] (ver correspondiente en la segunda sección del Anexo-B).
Claro está que la altura de trabajo debe ser mayor que el calibre de la materia de
trabajo, pues debe existir un espacio para los equipos de fijación. En la sección
correspondiente a la mesa de trabajo, según los componentes específicos, se depuró
todas las alternativas de sujeción, hasta definir que la mejor aplicable a este proyecto es
la fijación con pisadores sujetados en ranuras tipo inserto. El grosor de los pisadores en este
tipo de sujeción depende de la naturaleza de los mismos; sin embargo, no existen
pisadores (con sus respectivos seguros) que excedan más de los 30 [𝑚𝑚] (en realidad el
valor es aproximadamente 25 [𝑚𝑚], pero se prevén 5 [𝑚𝑚]). Entonces, al rango del calibre
de los materiales de trabajo se le debe sumar los 30 [𝑚𝑚], obteniendo el nuevo rango de
30,25 a 80,8 [𝑚𝑚]. Se elige el valor de 90 [𝑚𝑚] como altura del espacio de trabajo, pues es
el menor valor del rango según las máquinas de referencia y porque es mayor al máximo
valor del rango del calibre del material de trabajo más el pisador de sujeción.

º
294
UPB © 2013
Para finalizar esta sección correspondiente al tipo de pórtico, es necesario aclarar que a
pesar de que casi todas las máquinas tipo router CNC poseen un pórtico tradicional
(cadena cinemática completa no invertida) es muy necesario realizar las respectivas
mediciones del vector �� , para que a partir de allí se puedan calcular y dimensionar
correctamente todas las demás características y atributos del pórtico. Por otro lado, es
demasiado probable que en el capítulo octavo el diseño converja en un pórtico
tradicional; para el refinamiento y simulaciones mecánicas del mismo (pues el nivel de
exigencia para el tipo de pórtico corresponde a un nivel 3), se recurrirá a un modelo de
fuerzas con la misma naturaleza de dicho vector.
18.4 Equipo de traslación
Se usan los mismos criterios de selección para poder depurar todas las alternativas
contenidas en el equipo de traslación. Los actuadores, el mecanismo de tracción y el
mecanismo de deslizamiento definidos en el Anexo-E son depurados conjuntamente:
18.4.1 Según las máquinas de referencia
Todas las máquinas de referencia poseen actuadores rotativos eléctricos; en ningún caso,
incluso en ejemplos externos a las máquinas de referencia, se pudo ver que un router CNC
posea actuadores hidráulicos o neumáticos como se plantea en el Anexo-E. Por otro lado,
existen máquinas tipo router CNC que poseen actuadores lineales eléctricos; pero
ninguna de las máquinas de referencia representa ese caso.
El tipo de actuadores eléctricos rotativos de las máquinas de referencia se resumen en
dos: los de tipo DC – Servo, conocidos como servomotores de corriente continua; y los de
tipos Stepper, conocidos como motores paso a paso. Solamente cinco máquinas de
referencia posen servomotores (Nº 1, Nº 5, Nº 10, Nº 11 y Nº 13; las máquinas Nº 10 y Nº 11
también están disponibles con motores Stepper), dos de ellas (Nº 1 y Nº 13) son las más
caras. En realidad, no se pudo encontrar una relación lógica, o por lo menos coherente,
entre el tipo de motores y alguna otra característica como el precio o alguno de los
índices representativos; esto sugiere, que según las máquinas de referencia no existe una
razón definida para elegir uno u otro tipo de actuador (entre esas dos alternativas). La
máquina modelo, que es la máquina Nº 6, posee motores Stepper.
Según el mecanismo de tracción, diez de las quince máquinas de referencia usan el eje
husillo antifricción, la Nº 7 usa un eje husillo simple (conocido también por varilla roscada),
º
295
UPB © 2013
la Nº 3 aplica la tracción usando correas y las tres restantes (Nº6, Nº 8 y Nº 10) usan el
mecanismo cremallera – piñón. Se puede notar que tampoco existe una relación
fácilmente identificable entre estos mecanismos de tracción y el precio o alguno de los
índices representativos; además, se puede notar que la combinación actuador Servo y
mecanismo de tracción con eje husillo es una combinación patrón, pues todas las
máquinas que se accionan con servo motores poseen ese mecanismo de tracción. La
máquina modelo aplica el sistema cremallera piñón para la tracción en sus carriles.
Según el mecanismo de deslizamiento, todas las máquinas de referencia poseen el mismo
tipo, conocido como mecanismo de deslizamiento por carril antifricción. La única
diferencia entre las máquinas es que unas (Nº 6, Nº 7, Nº 12 y Nº 15) usan un carril
antifricción de perfil redondo (semejante al eje guía y rodamiento lineal del Anexo-E) y el
resto un carril antifricción con carril prismático. Coincidentemente, todas las máquinas que
poseen un carril de tipo redondo poseen también actuadores de tipo Stepper; la
máquina modelo usa este tipo de perfil.
Aparentemente, según las máquinas de referencia, no existe una relación profunda entre
los tipos de componentes de tracción, de deslizamiento y los tipos de actuadores.
18.4.2 Según los equipos complementarios
En el Anexo-E quedan abiertas tres posibilidades en el tipo de actuadores: eléctricos,
neumáticos e hidráulicos. Los dos últimos no fueron mencionados en el anterior criterio de
selección porque ninguna de las máquinas de referencia aplica este tipo de actuadores
(inclusive no se encontraron máquinas tipo router con este tipo de actuadores).
Como se menciona en la sección referente al tipo de cabezal en una máquina router
CNC, los actuadores eléctricos (lineales o rotativos) requieren de dos componentes
complementarios: el controlador y el regulador, que normalmente vienen integrados en
un solo dispositivo. Cuando se trata de actuadores eléctricos para el equipo de traslación,
es muy común que se añada un componente complementario adicional: la fuente de
energía, cuyo trabajo consiste en adaptar la potencia de entrada a la requerida por el
actuador, normalmente se trata de conversiones de corriente alterna a continua y/o
escalar el voltaje. Además son necesarios los respectivos cables y conectores.

º
296
UPB © 2013
Los actuadores hidráulicos y neumáticos poseen componentes complementarios con
cierta semejanza, claro que enfocados a la naturaleza de cada sistema. Se precisa de un
depósito o suministro del fluido, un elevador de presión o bomba, los componentes
protección y los componentes control y maniobra. Estos tipos de actuadores, sean lineales
o rotacionales, necesitan también de las respectivas mangueras y ductos para la
circulación del fluido.
Antes de pasar al siguiente criterio de selección, es necesario hacer el siguiente
razonamiento. Los parámetros exigidos en el órgano funcional “equipo de traslación” son
precisión, fuerza y velocidad, especialmente el primero mencionado es el más exigido;
por lo tanto, si es que se tendría que comparar los actuadores hidráulicos y los actuadores
neumáticos en cuanto a la precisión, los actuadores neumáticos quedarían excluidos. En
esta etapa de la selección de alternativas, se discrimina a los actuadores neumáticos
para ser aplicados en el equipo de traslación, pues no ofrecen ni en el mejor de los casos
la precisión deseada. Los actuadores hidráulicos todavía se analizan, pues en la práctica
existen máquinas fresadoras de gran potencia de maquinado que aplican sistemas
hidráulicos en la moción de sus carriles.
Independientemente del tipo actuador, los mecanismos de tracción y deslizamiento
poseen componentes complementarios comunes que no hace falta desarrollar
minuciosamente. Normalmente las unidades (no se nombra “componentes” o “equipos”
pues son objetos sencillos) complementarias para cualquiera de los mecanismos de
tracción y deslizamiento son: aceites o lubricantes, pernos o semejantes piezas de
sujeción, etc.
18.4.3 Según la primera inversión
Un equipo complementario más complejo es habitualmente más caro que uno simple, la
primera inversión para un equipo de traslación se puede expresar de la siguiente manera
(Inversión 𝑰, Precio 𝑷).
𝑰𝐸. 𝑑𝑒 𝑇𝑟𝑎𝑠𝑙𝑎𝑐𝑖ó𝑛 = 𝑰𝐴𝑐𝑡𝑢𝑎𝑑𝑜𝑟 + 𝑰𝑀𝑒𝑐𝑎𝑛𝑖𝑠𝑚𝑜 𝑑𝑒 𝑡𝑟𝑎𝑐𝑐𝑖ó𝑛 + 𝑰𝑀𝑒𝑐𝑎𝑛𝑖𝑠𝑚𝑜 𝑑𝑒 𝑑𝑒𝑠𝑙𝑖𝑧𝑎𝑚𝑖𝑒𝑛𝑡𝑜 + 𝑷𝐶𝑜𝑚 Ecuación Nº 70
Los términos expresados como inversiones (𝑰), de la anterior ecuación, pueden
descomponerse en varios términos dependiendo de sus equipos y componentes
complementarios. El término 𝑰𝐴𝑐𝑡𝑢𝑎𝑑𝑜𝑟 depende del tipo de actuador, a continuación se
º
297
UPB © 2013
presentan las dos posibilidades vigentes hasta este punto de la depuración (Inversión 𝑰,
Precio 𝑷) (CMP significa: “Control, Maniobra y Protección”):
1. Primera inversión del equipo del actuador hidráulico
𝑰𝐴𝑐𝑡𝑢𝑎𝑑𝑜𝑟 = 3 · 𝑷𝐴𝑐𝑡𝑢𝑎𝑑𝑜𝑟 ℎ𝑖𝑑𝑟á𝑢𝑙𝑖𝑐𝑜 + 𝑷𝐷𝑒𝑝ó𝑠𝑖𝑡𝑜 + 𝑷𝐵𝑜𝑚𝑏𝑎 + 𝑷𝐶𝑜𝑚𝑝𝑜𝑛𝑒𝑛𝑡𝑒𝑠 𝐶𝑀𝑃 Ecuación Nº 71
2. Primera inversión del equipo del actuador eléctrico
𝑰𝐴𝑐𝑡𝑢𝑎𝑑𝑜𝑟 = 3 · 𝑷𝐴𝑐𝑡𝑢𝑎𝑑𝑜𝑟 𝑒𝑙é𝑐𝑡𝑟𝑖𝑐𝑜 + 𝑷𝐶𝑜𝑛𝑡𝑟𝑜𝑙𝑎𝑑𝑜𝑟 + 3 · 𝑷𝑅𝑒𝑔𝑢𝑙𝑎𝑑𝑜𝑟 + 𝑷𝐹𝑢𝑒𝑛𝑡𝑒 𝑑𝑒 𝑎𝑙𝑖𝑚𝑒𝑛𝑡𝑎𝑐𝑖ó𝑛 Ecuación Nº 72
En los términos 𝑰𝑀𝑒𝑐𝑎𝑛𝑖𝑠𝑚𝑜 𝑑𝑒 𝑡𝑟𝑎𝑐𝑐𝑖ó𝑛 y 𝑰𝑀𝑒𝑐𝑎𝑛𝑖𝑠𝑚𝑜 𝑑𝑒 𝑑𝑒𝑠𝑙𝑖𝑧𝑎𝑚𝑖𝑒𝑛𝑡𝑜 de la Ecuación Nº 70, no es
necesario desarrollar sus respectivas ecuaciones porque son muy sencillas, pues son
equivalentes simplemente al precio de cada mecanismo de tracción o deslizamiento.
En el término 𝑷𝐶𝑜𝑚 de la Ecuación Nº 70 se suman todos los precios de las unidades
complementarias como pernos, juntas, acoples, conectores, cables y demás semejantes
que no vale la pena desarrollar por el momento.
Es necesario resaltar que la inversión en el Equipo de traslación está estrechamente
relacionada con el tipo y/o la inversión en el Equipo de Control, pero esto se desarrollará
más adelante en las siguientes secciones.
18.4.4 Según los componentes específicos
Definitivamente la magnitud de las inversiones resaltadas anteriormente depende del tipo
específico de componentes; pero en esta etapa, todavía no se pueden definir los
componentes específicos del equipo de traslación, especialmente cuando se trata de los
actuadores, pues existe una gran cantidad de alternativas aun no depuradas. De una
manera semejante que en el subtítulo análogo de la sección anterior (Pórtico), se
procede a documentar toda la depuración de alternativas, correspondientes solamente
al tipo de actuadores, en la segunda sección del Anexo-H.
Las alternativas vigentes, según el desarrollo del Anexo-H, son dos tipos bien diferenciados
de actuadores eléctricos rotativos: motores paso a paso y motores servo, estos últimos
pueden ser accionados por motores de corriente continua (motores de conexión Serie,
conexión Paralelo, conexión Compuesta y conexión Independiente) o también por
motores de corriente alterna (motores universales). Para definir los componentes
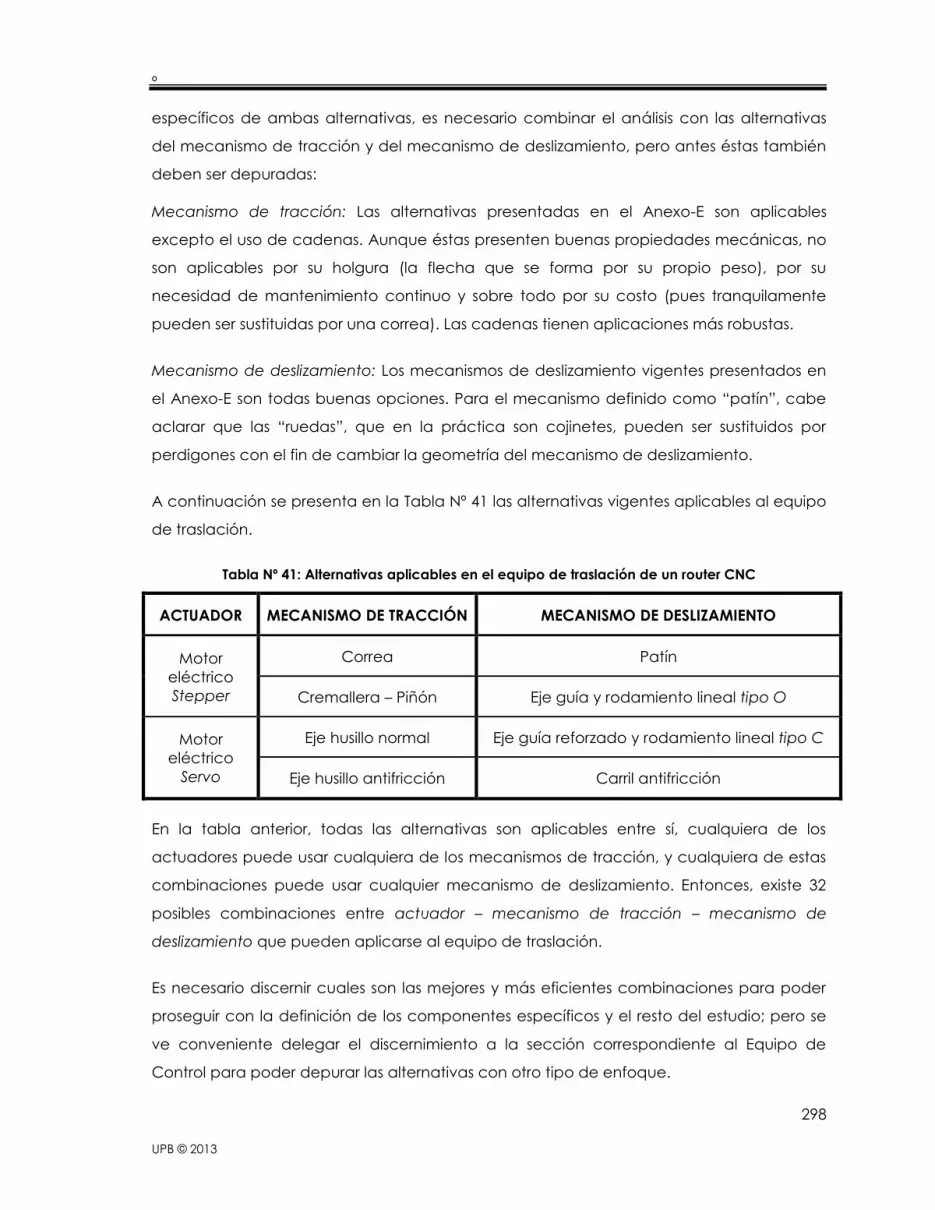
º
298
UPB © 2013
específicos de ambas alternativas, es necesario combinar el análisis con las alternativas
del mecanismo de tracción y del mecanismo de deslizamiento, pero antes éstas también
deben ser depuradas:
Mecanismo de tracción: Las alternativas presentadas en el Anexo-E son aplicables
excepto el uso de cadenas. Aunque éstas presenten buenas propiedades mecánicas, no
son aplicables por su holgura (la flecha que se forma por su propio peso), por su
necesidad de mantenimiento continuo y sobre todo por su costo (pues tranquilamente
pueden ser sustituidas por una correa). Las cadenas tienen aplicaciones más robustas.
Mecanismo de deslizamiento: Los mecanismos de deslizamiento vigentes presentados en
el Anexo-E son todas buenas opciones. Para el mecanismo definido como “patín”, cabe
aclarar que las “ruedas”, que en la práctica son cojinetes, pueden ser sustituidos por
perdigones con el fin de cambiar la geometría del mecanismo de deslizamiento.
A continuación se presenta en la Tabla Nº 41 las alternativas vigentes aplicables al equipo
de traslación.
Tabla Nº 41: Alternativas aplicables en el equipo de traslación de un router CNC
ACTUADOR MECANISMO DE TRACCIÓN MECANISMO DE DESLIZAMIENTO
Motor
eléctrico
Stepper
Correa Patín
Cremallera – Piñón Eje guía y rodamiento lineal tipo O
Motor
eléctrico
Servo
Eje husillo normal Eje guía reforzado y rodamiento lineal tipo C
Eje husillo antifricción Carril antifricción
En la tabla anterior, todas las alternativas son aplicables entre sí, cualquiera de los
actuadores puede usar cualquiera de los mecanismos de tracción, y cualquiera de estas
combinaciones puede usar cualquier mecanismo de deslizamiento. Entonces, existe 32
posibles combinaciones entre actuador – mecanismo de tracción – mecanismo de
deslizamiento que pueden aplicarse al equipo de traslación.
Es necesario discernir cuales son las mejores y más eficientes combinaciones para poder
proseguir con la definición de los componentes específicos y el resto del estudio; pero se
ve conveniente delegar el discernimiento a la sección correspondiente al Equipo de
Control para poder depurar las alternativas con otro tipo de enfoque.

º
299
UPB © 2013
18.4.5 Según la inversión a través del tiempo
Ninguno de los componentes mecánicos del equipo de traslación definidos anteriormente
posee una inversión o gasto en el tiempo que sea significativa, ésta se resume en gastos
de mantenimiento y semejantes. No se requiere de un mayor análisis.
18.4.6 Según las versatilidades
Dentro de la sección Equipo de Traslación, se detallan las versatilidades con carácter más
mecánico y constructivo; en cambio, en la sección Equipo de Control, se detallan las
versatilidades con un enfoque eléctrico y sobre todo electrónico. Aunque ambos son
estrechamente complementarios es necesario separarlos de esa manera, a continuación
se presenta una lista de los ítems de la Tabla Nº 41 donde se exponen sus versatilidades:
Motor eléctrico Stepper: O también conocidos como motores paso a paso. Estos
actuadores fueron diseñados para aplicaciones de alta precisión, tienen un buen torque y
su velocidad depende de su señal de control. Normalmente no son muy potentes pero
son mucho más accesibles que los motores Servo.
Motor eléctrico Servo: Independientemente del tipo de motores que los accionen, éstos se
caracterizan por tener un torque medio y altísimas velocidades angulares; normalmente
no son usados en aplicaciones de precisión, pero con una buena reducción mecánica
que aumente su torque y baje su velocidad angular (además un sistema de control
específico) pueden aplicarse eficazmente a máquinas que requieran movimientos
precisos. Normalmente estos motores varían en precio, pudiendo alcanzar precios altos.
Tracción por Correa: La tracción por correa es muy efectiva cuando ésta es
correctamente dimensionada. Hay que tener en cuenta que posee un grado de
elasticidad, que potencialmente podría afectar en la precisión de la máquina; en cuanto
a velocidad no posee limitaciones. Una ventaja de las correas es que son aplicadas en
muchos otros tipos de máquinas; entonces, dimensionar una correa y conseguirla es
relativamente fácil. El montaje de la correa permite al actuador instalarse en el eslabón a
mover (eslabón de menor orden en la cadena cinemática).
Tracción por Cremallera-piñón: Este mecanismo es muy robusto, lo que le permite tener un
excelente rendimiento cuando la velocidad es alta y cuando las fuerzas de tracción son
altas; en cuanto a precisión, es mejor cuando los dientes poseen un menor módulo.
Normalmente es un conjunto económicamente alto y difícil de conseguir.

º
300
UPB © 2013
Tracción por eje Husillo normal: El más barato de los mecanismos de tracción y el más
accesible y variado en formas. Posee buenas facultades mecánicas como para operar
con grandes fuerzas de tracción y altas velocidades; la desventaja es que no posee una
“precisión uniforme” pues el paso de la rosca puede ser variable en una misma varilla o
de una varilla a otra (se recomienda usar estos ejes en carreras cortas de carril). Además,
siempre existe una pequeña holgura entre la tuerca y los hilos de rosca. Existen tuercas
especiales y dispositivos especiales que compensan o eliminan las holguras y las
deficiencias de precisión de este tipo de mecanismo de tracción.
Tracción por eje husillo antifricción: Semejante al anterior caso, solamente que las varillas y
sus “tuercas” son diseñadas especialmente para los router CNC y máquinas semejantes.
La desventaja es que son componentes más caros y muchísimo menos accesibles.
Deslizamiento por patín: Es el mecanismo de deslizamiento más accesible de todos,
además de ser económico. Normalmente es menos resistente a las partículas extrañas
(por ejemplo virutas) pues no posee ningún tipo de protección, claro que esto no limita al
diseñista a generar un mecanismo tipo patín resistente a los cuerpos extraños. Si es que el
mecanismo está bien construido, montado y calibrado, no existen limitaciones para la
precisión, velocidad y sobre sobre todo, las fuerzas que debe despejar o distribuir.
Deslizamiento por Rodamiento lineal tipo O en un eje guía: No existen limitaciones en la
velocidad ni en la precisión, pero es necesario aclarar que por sí mismos, los rodamientos
lineales no poseen restricción a los momentos sobre su propio eje. Normalmente están
diseñados para resistir los cuerpos extraños y posee cierto tipo de sellos que los protegen.
El montaje exige que los ejes guía posean un alto grado de paralelismo (siempre se
instalan en pares), lo que dificulta el ensamble y aumenta el costo de todo el mecanismo.
Deslizamiento por Rodamiento lineal tipo C en un eje guía reforzado: Posee las mismas
características del anterior mecanismo de deslizamiento; la única diferencia es que las
guías son reforzadas prácticamente para que no posean ningún tipo de deformación,
especialmente el pandeo (flecha que se forma cuando el eje guía no es reforzado).
Normalmente los rodamientos lineales tipo O son un poco menos accesibles que los de
tipo C, pero el costo es semejante.
Deslizamiento en un carril antifricción: Este es mejor de los mecanismos de deslizamiento,
pues posee un bajo coeficiente de rozamiento, sellos que protegen las bolas recirculantes,
también resiste a cualquier tipo de fuerza y momento (en cuanto a su sentido y punto de

º
301
UPB © 2013
aplicación) y además son más accesibles que los métodos que usan rodamientos lineales.
No existen limitaciones en precisión, velocidad ni en fuerzas; la desventaja consiste en el
elevado precio de adquisición.
18.4.7 Conclusión
Los sistemas hidráulicos y neumáticos fueron descartados para ser aplicados en el Equipo
de traslación. Las alternativas aplicables dentro los actuadores eléctricos son los
servomotores y los motores Stepper; esta selección se ve reflejada también en las
máquinas de referencia pues éstas usan estos dos tipos de actuadores. Por otro lado,
existen cuatro alternativas en el mecanismo de tracción y cuatro en el mecanismo de
deslizamiento. No se puede discernir la mejor combinación entre actuador – tracción –
deslizamiento, hasta no desarrollar la sección correspondiente al Equipo de control.
18.5 Equipo de Control
El equipo de control se encarga de relacionar todas las funciones de la máquina;
especialmente actúa sobre el Equipo de traslación y el Cabezal. La tarea de aislar el
equipo de control de los demás órganos es un poco confusa, pues todos los órganos son
netamente dependientes; por esta misma razón es que en esta sección que se termina de
discernir la mejor opción para las alternativas depuradas en la sección correspondiente al
Equipo de traslación.
Software complementario, interpretador, controlador y regulador son los elementos
básicos de un equipo de control, su desarrollo será conjunto y es presentado a
continuación de acuerdo a los siete criterios anteriormente definidos:
18.5.1 Según las máquinas de referencia
Todas las máquinas CNC necesitan de un software complementario en la etapa CAD,
CAM y de interfaz. Las primeras dos etapas son genéricas e independientes, pero la
tercera está relacionada con el tipo de máquina. Las máquinas de referencia del Anexo-B
son capaces de recibir los comandos de la etapa CAM a través de la interfaz y así poder
empezar a trabajar; la diferencia radica en cómo se realiza la etapa de interfaz.
Doce máquinas de referencia poseen un software específico (en la mayoría de los casos
se necesita comprar las licencias correspondientes) que se encarga de interpretar los
comandos de la etapa CAM, editarlos si es necesario y enviarlos a la máquina; el resto de
º
302
UPB © 2013
las máquinas (Nº 3, Nº 13 y Nº 15) usan software genérico (totalmente libres de pago y la
mayoría de plataforma abierta). Dos de las doce máquinas (Nº 4 y Nº 6) no requieren de
una computadora externa, sino que tienen la capacidad de correr los comandos a través
de una memoria extraíble (método que se le conoce como headless, o “sin cabeza”, no
confundir con la programación “al pie de la máquina” referida en el Anexo-F).
En cuanto al interpretador, todas las máquinas de referencia lo llevan adjunto al
Controlador principal o en el mejor de los casos, el Controlador posee la capacidad de
“interpretar” los comandos externos. Hace algunos años la transmisión de datos entre el
software complementario y el interpretador se limitaban al puerto paralelo (PLT), pero
actualmente poco a poco la comunicación es a través de un puerto USB (2.0 o mayor
versión, recomendable); esto se ve reflejado en las máquinas de referencia pues
solamente tres de ellas (Nº 6, Nº 11 y Nº 15) poseen comunicación USB en vez de
comunicación por el puerto paralelo.
Todas las máquinas de referencia poseen una tarjeta madre gobernada por un micro-
controlador; este conjunto es conocido simplemente como controlador. El controlador
coordina las funciones de traslación, cabezal, retroalimentación (si la necesita), y demás
funciones no necesariamente instaladas como la refrigeración de la herramienta, la
succión de la mesa de trabajo, el cambio automático de herramientas, etc. A la verdad,
ninguno de los fabricantes de las máquinas de referencia especifica qué tipo de
controlador posee a máquina, o si éste está integrado con otros semejantes.
El bloque regulador, que se conforma por una etapa lógica y una etapa de potencia, es
mejor conocido como controlador del actuador o como Driver del actuador. Los drivers o
controladores de los actuadores, reciben señales específicas del controlador para
accionar los actuadores, en este caso, los motores Servo o Stepper. En máquinas
pequeñas, es muy normal que los drivers de los motores estén integrados en la misma
placa que el controlador y el interpretador; pero cuando las máquinas crecen en
potencia, los drivers se instalan muy aparte de la placa, pues su etapa de potencia
requiere tratos especiales como alta refrigeración y otro tipo de protecciones eléctricas.
Al igual que en las placas controladoras, ninguno de los fabricantes especifica qué o cuál
tipo de drivers utiliza para el accionamiento de los actuadores.

º
303
UPB © 2013
18.5.2 Según los equipos complementarios
El software complementario es considerado como un “equipo complementario”, una
nominación más o menos representativa se desarrolla en la última parte del Anexo-F.
Respecto al interpretador, que también es un software complementario (pues no se
diseña ninguna parte de éste), una lista detallada se expone en la sección
correspondiente al control del equipo de traslación también del Anexo-F.
El controlador requiere de equipos complementarios resumidos en componentes
electrónicos, o sea hardware, que le permitan interactuar con su medio. Entre este
hardware complementario se pueden mencionar osciladores, leds, resistencias,
capacitores, transistores, cables, conectores, pulsadores, fuentes de alimentación, etc. De
la misma manera, los equipos complementarios de los drivers o reguladores se resumen en
casi los mismos componentes electrónicos que en el caso del controlador.
En una perspectiva más general, los equipos complementarios se podrían resumir en un
ordenador externo (que soporte todo el software complementario) y el hardware
respectivo para la interacción electromecánica de los driver y su controlador.
18.5.3 Según la primera inversión
Se considera el caso más general, o el peor de los casos; por ejemplo, si una máquina
posee una fuente de comandos usando memoria extraíble, se considera que es necesaria
una PC para poder grabar los comandos en dicha memoria. La primera inversión en un
equipo de control se representa con la siguiente ecuación. (Inversión 𝑰, Precio 𝑷)
𝑰𝐸𝑞𝑢𝑖𝑝𝑜 𝑑𝑒 𝐶𝑜𝑛𝑡𝑟𝑜𝑙 = 𝑰𝑃𝐶+𝑆𝑜𝑓𝑡𝑤𝑎𝑟𝑒 + 𝑰𝐼𝑛𝑡𝑒𝑟𝑝𝑟𝑒𝑡𝑎𝑑𝑜𝑟 + 𝑰𝐶𝑜𝑛𝑡𝑟𝑜𝑙𝑎𝑑𝑜𝑟 + 3 · 𝑰𝐷𝑟𝑖𝑣𝑒𝑟𝑠 + 𝑷𝐶𝑜𝑚 Ecuación Nº 73
El término 𝑰𝑃𝐶+𝑆𝑜𝑓𝑡𝑤𝑎𝑟𝑒 de la ecuación anterior, refiere a una computadora en general, que
puede ser una Laptop, una computadora de escritorio o cualquiera siempre y cuando se
sumen a la inversión los costos de los componentes suficientemente necesarios como un
mouse, un teclado y una pantalla; además se le suma el costo de las licencias
correspondientes a de los programas CAD y CAM. El término 𝑰𝐼𝑛𝑡𝑒𝑟𝑝𝑟𝑒𝑡𝑎𝑑𝑜𝑟 refiere al precio
de las licencias del software interpretador de comandos, y la respectiva comunicación
con el controlador. El término 𝑰𝐶𝑜𝑛𝑡𝑟𝑜𝑙𝑎𝑑𝑜𝑟 hace referencia al costo de una tarjeta con todos
los periféricos necesarios para que el controlador pueda gobernar la máquina
correctamente. El término 𝑰𝐷𝑟𝑖𝑣𝑒𝑟𝑠 corresponde a la suma de los costos de todos los
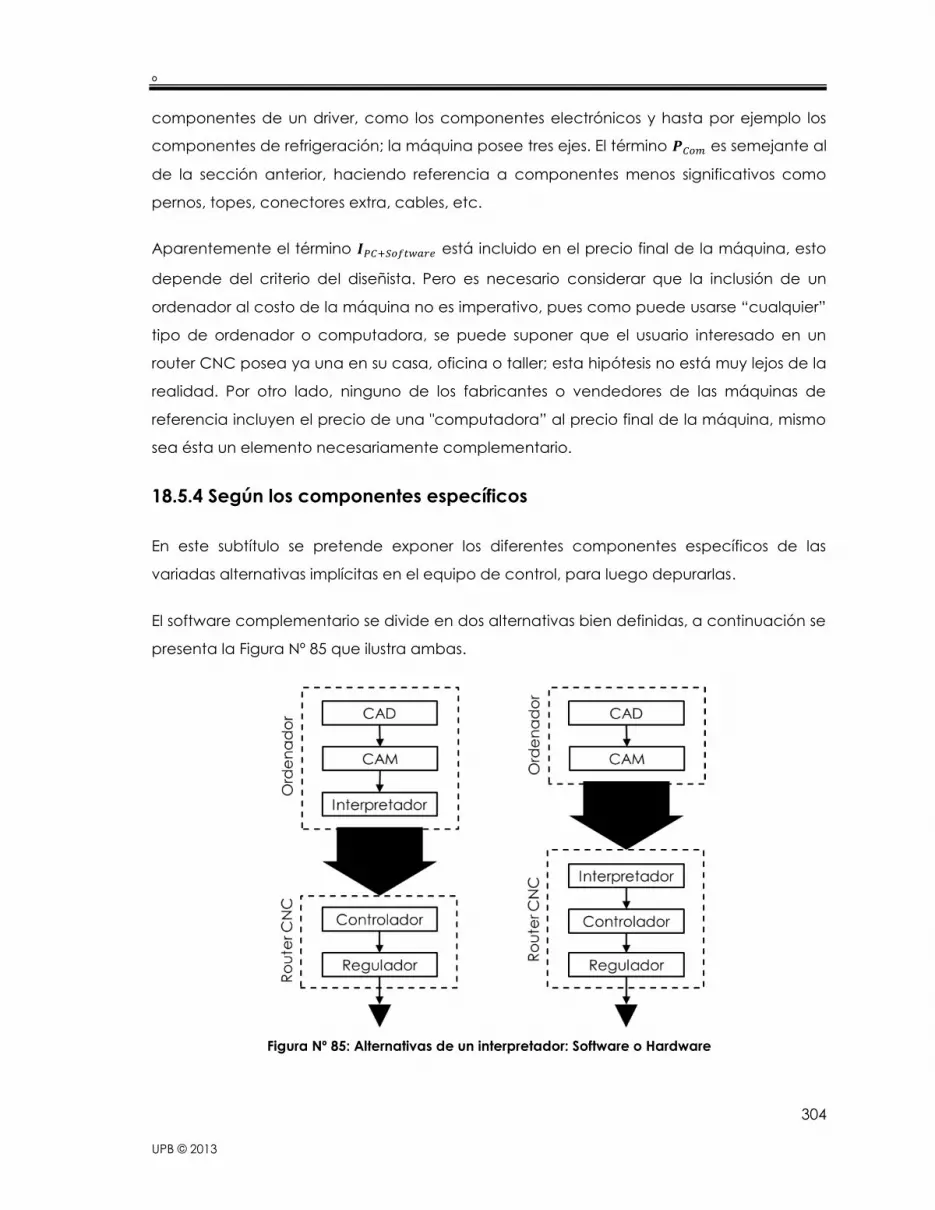
º
304
UPB © 2013
componentes de un driver, como los componentes electrónicos y hasta por ejemplo los
componentes de refrigeración; la máquina posee tres ejes. El término 𝑷𝐶𝑜𝑚 es semejante al
de la sección anterior, haciendo referencia a componentes menos significativos como
pernos, topes, conectores extra, cables, etc.
Aparentemente el término 𝑰𝑃𝐶+𝑆𝑜𝑓𝑡𝑤𝑎𝑟𝑒 está incluido en el precio final de la máquina, esto
depende del criterio del diseñista. Pero es necesario considerar que la inclusión de un
ordenador al costo de la máquina no es imperativo, pues como puede usarse “cualquier”
tipo de ordenador o computadora, se puede suponer que el usuario interesado en un
router CNC posea ya una en su casa, oficina o taller; esta hipótesis no está muy lejos de la
realidad. Por otro lado, ninguno de los fabricantes o vendedores de las máquinas de
referencia incluyen el precio de una "computadora” al precio final de la máquina, mismo
sea ésta un elemento necesariamente complementario.
18.5.4 Según los componentes específicos
En este subtítulo se pretende exponer los diferentes componentes específicos de las
variadas alternativas implícitas en el equipo de control, para luego depurarlas.
El software complementario se divide en dos alternativas bien definidas, a continuación se
presenta la Figura Nº 85 que ilustra ambas.
Figura Nº 85: Alternativas de un interpretador: Software o Hardware
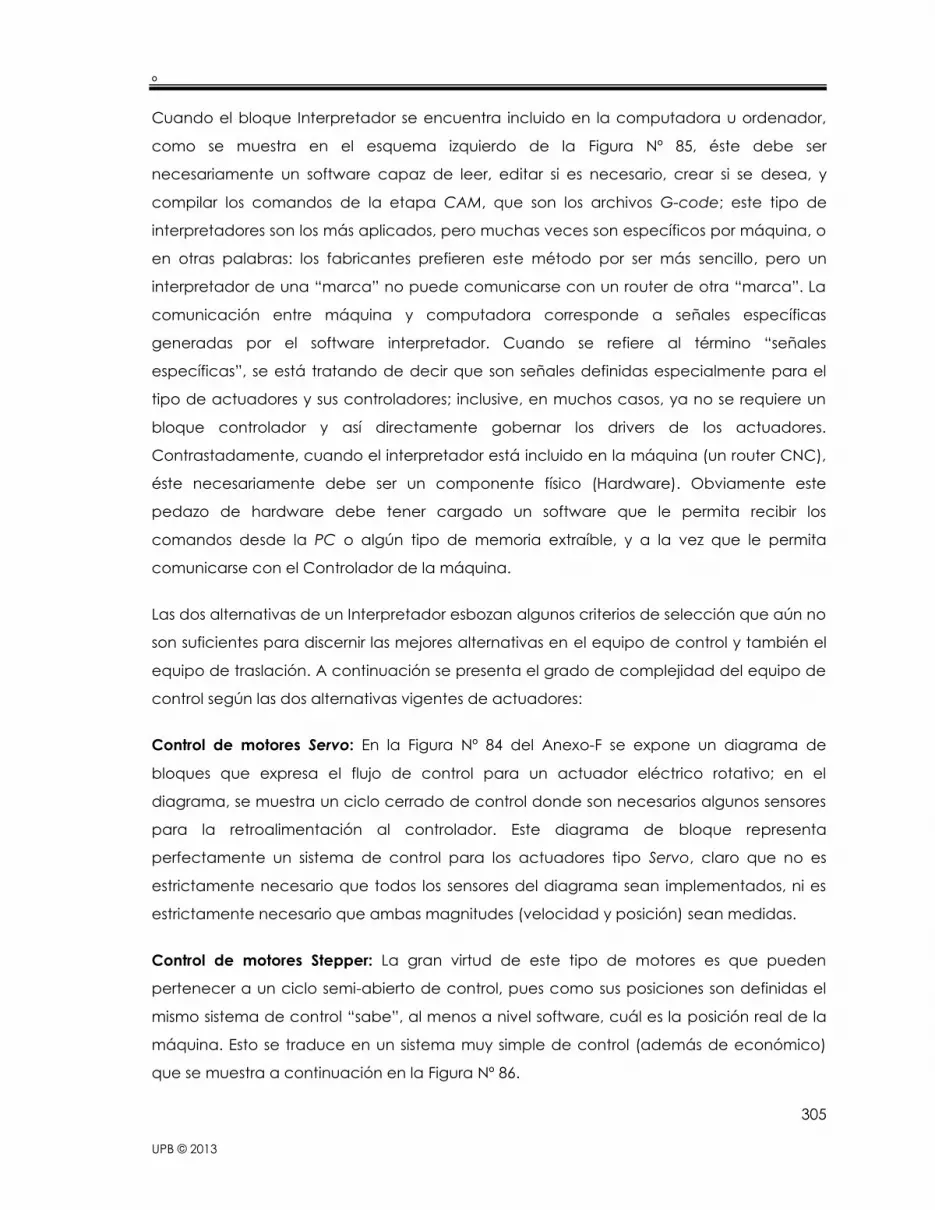
º
305
UPB © 2013
Cuando el bloque Interpretador se encuentra incluido en la computadora u ordenador,
como se muestra en el esquema izquierdo de la Figura Nº 85, éste debe ser
necesariamente un software capaz de leer, editar si es necesario, crear si se desea, y
compilar los comandos de la etapa CAM, que son los archivos G-code; este tipo de
interpretadores son los más aplicados, pero muchas veces son específicos por máquina, o
en otras palabras: los fabricantes prefieren este método por ser más sencillo, pero un
interpretador de una “marca” no puede comunicarse con un router de otra “marca”. La
comunicación entre máquina y computadora corresponde a señales específicas
generadas por el software interpretador. Cuando se refiere al término “señales
específicas”, se está tratando de decir que son señales definidas especialmente para el
tipo de actuadores y sus controladores; inclusive, en muchos casos, ya no se requiere un
bloque controlador y así directamente gobernar los drivers de los actuadores.
Contrastadamente, cuando el interpretador está incluido en la máquina (un router CNC),
éste necesariamente debe ser un componente físico (Hardware). Obviamente este
pedazo de hardware debe tener cargado un software que le permita recibir los
comandos desde la PC o algún tipo de memoria extraíble, y a la vez que le permita
comunicarse con el Controlador de la máquina.
Las dos alternativas de un Interpretador esbozan algunos criterios de selección que aún no
son suficientes para discernir las mejores alternativas en el equipo de control y también el
equipo de traslación. A continuación se presenta el grado de complejidad del equipo de
control según las dos alternativas vigentes de actuadores:
Control de motores Servo: En la Figura Nº 84 del Anexo-F se expone un diagrama de
bloques que expresa el flujo de control para un actuador eléctrico rotativo; en el
diagrama, se muestra un ciclo cerrado de control donde son necesarios algunos sensores
para la retroalimentación al controlador. Este diagrama de bloque representa
perfectamente un sistema de control para los actuadores tipo Servo, claro que no es
estrictamente necesario que todos los sensores del diagrama sean implementados, ni es
estrictamente necesario que ambas magnitudes (velocidad y posición) sean medidas.
Control de motores Stepper: La gran virtud de este tipo de motores es que pueden
pertenecer a un ciclo semi-abierto de control, pues como sus posiciones son definidas el
mismo sistema de control “sabe”, al menos a nivel software, cuál es la posición real de la
máquina. Esto se traduce en un sistema muy simple de control (además de económico)
que se muestra a continuación en la Figura Nº 86.
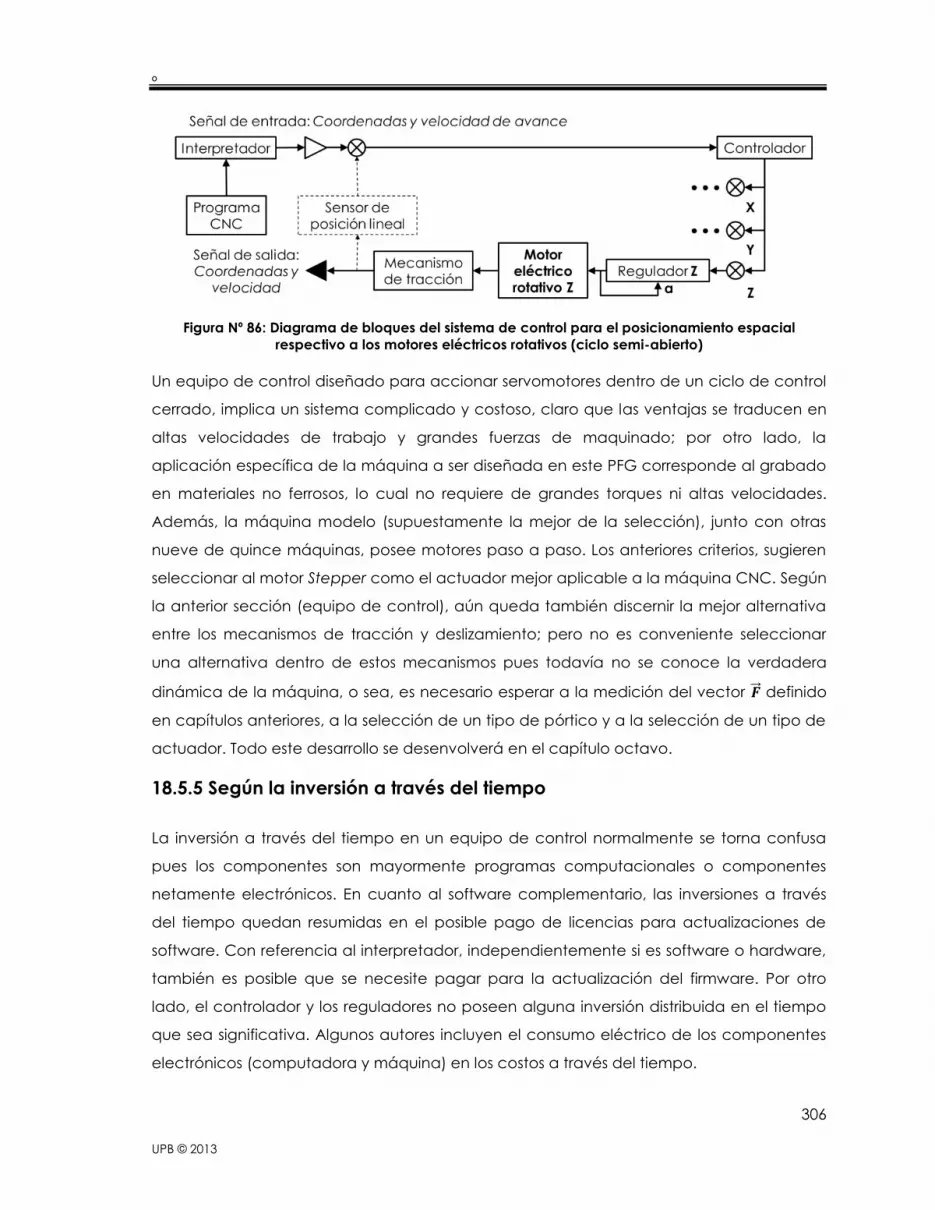
º
306
UPB © 2013
Figura Nº 86: Diagrama de bloques del sistema de control para el posicionamiento espacial
respectivo a los motores eléctricos rotativos (ciclo semi-abierto)
Un equipo de control diseñado para accionar servomotores dentro de un ciclo de control
cerrado, implica un sistema complicado y costoso, claro que las ventajas se traducen en
altas velocidades de trabajo y grandes fuerzas de maquinado; por otro lado, la
aplicación específica de la máquina a ser diseñada en este PFG corresponde al grabado
en materiales no ferrosos, lo cual no requiere de grandes torques ni altas velocidades.
Además, la máquina modelo (supuestamente la mejor de la selección), junto con otras
nueve de quince máquinas, posee motores paso a paso. Los anteriores criterios, sugieren
seleccionar al motor Stepper como el actuador mejor aplicable a la máquina CNC. Según
la anterior sección (equipo de control), aún queda también discernir la mejor alternativa
entre los mecanismos de tracción y deslizamiento; pero no es conveniente seleccionar
una alternativa dentro de estos mecanismos pues todavía no se conoce la verdadera
dinámica de la máquina, o sea, es necesario esperar a la medición del vector �� definido
en capítulos anteriores, a la selección de un tipo de pórtico y a la selección de un tipo de
actuador. Todo este desarrollo se desenvolverá en el capítulo octavo.
18.5.5 Según la inversión a través del tiempo
La inversión a través del tiempo en un equipo de control normalmente se torna confusa
pues los componentes son mayormente programas computacionales o componentes
netamente electrónicos. En cuanto al software complementario, las inversiones a través
del tiempo quedan resumidas en el posible pago de licencias para actualizaciones de
software. Con referencia al interpretador, independientemente si es software o hardware,
también es posible que se necesite pagar para la actualización del firmware. Por otro
lado, el controlador y los reguladores no poseen alguna inversión distribuida en el tiempo
que sea significativa. Algunos autores incluyen el consumo eléctrico de los componentes
electrónicos (computadora y máquina) en los costos a través del tiempo.

º
307
UPB © 2013
18.5.6 Según las versatilidades
Así como existe software complementario que requiere una licencia de funcionamiento,
también existe software que es gratuito, normalmente versiones pasadas, versiones de
prueba y semejantes, pero también existen proveedores de software libre. Esta última
opción normalmente es la más accesible para todos los usuarios interesados en el control
numérico computacional; la desventaja es que solamente se pudo encontrar versiones
aplicables a máquinas con accionamiento mediante motores Stepper.
Existen también muchas placas electrónicas de experimentación que soportan software
interpretador libre, esto abre una posibilidad muy económica pues estas placas pueden
también cumplir el papel de un controlador; entonces, a bajo costo el usuario puede
adquirir una máquina tipo router CNC que no necesite de software complementario
restringido. Existen proveedores de firmware libre (que es el interpretador en software para
un determinado dispositivo) que tampoco imponen ningún tipo de inversión, aunque la
desventaja es que este tipo de complementos del equipo de control son aplicables a los
motores de tipo Stepper y no así a los de tipo Servo.
El Controlador puede ser cualquier sistema procesador capaz de establecer una
comunicación con el Interpretador, ejecutar las respectivas instrucciones y establecer una
comunicación con los drivers de los motores, independientemente de su tipo. Varias
alternativas de controladores son presentadas en el Anexo-F, todas ellas obedecen al
enfoque de “diseñar” un equipo de control; aunque, ciertamente es mucho más factible
adquirir una tarjeta controladora ya existente en el mercado, pues existen versiones para
cualquier tipo de necesidad a mucho más bajo precio que el que resultaría si se diseñara
e implementara una propia tarjeta controladora. Por otro lado, el controlador depende
del tipo de actuadores implementados en el equipo de traslación de la máquina: cuando
se implementa un sistema Servo, las facultades del controlador son mucho más exigentes
que en las requeridas cuando el sistema es Stepper, pues se necesita que en tiempo real
se manipulen las tareas de control activo, control sincronizado de ejes y control de la
retroalimentación (mientras que un sistema Stepper solamente sincroniza los ejes).
Existen también muchos drivers en el mercado listos para conectarlos y usarlos, posibilidad
que en la mayoría de los casos es más factible que autónomamente diseñar e
implementar drivers. Aunque el panorama tenga cierta semejanza con el panorama de
las placas controladoras, existen algunas adaptaciones y mejoras posibles que pueden

º
308
UPB © 2013
lograrse combinando dispositivos adquiridos directamente del mercado y dispositivos de
manufactura propia, con el fin de abaratar costos y por supuesto mejorar el rendimiento
de la máquina. Estos criterios son independientes del tipo de actuador, aunque es un
hecho que la mayoría de los drivers accesibles están enfocados a los motores Stepper.
18.5.7 Conclusión
Las alternativas del mecanismo de deslizamiento y el mecanismo de tracción fueron
depuradas, pero no se puede discernir la mejor alternativa o combinación de alternativas
pues primero es necesario definir la dinámica de la máquina, el tipo de pórtico y el tipo de
actuadores aplicados en el equipo de traslación. Por otro lado, los parámetros de diseño
del equipo de traslación (Precisión de traslación: Nivel 4; Fuerza de traslación: Nivel 3 y
Velocidad de traslación: Nivel 4) son también aplicables en el equipo de control, debido
a la estrecha relación entre ambos. Los motores tipo Stepper son capaces de satisfacer la
necesidades planteadas por dichos parámetros de diseño, de una forma más económica
y sencilla que los motores Servo, por ésta y las demás ventajas presentadas anteriormente
los motores Stepper son elegidos.
Ahora que ya se conoce el tipo de actuadores que accionan la máquina, es posible
depurar las alternativas en lo concerniente al equipo de control. A continuación se
presenta la depuración de las alternativas de los elementos software complementario,
interpretador, controlador y drivers:
Software complementario: Como se mencionó anteriormente, existe una cadena de
pasos necesarios para generar los comandos necesarios para que una máquina CNC
opere. Los dos primeros pasos están definidos como las etapas CAD y CAM, varios
programas pueden estar enfocados a uno u otro paso, por ejemplo el conocido
programa SolidWorks solamente se enfoca a la etapa CAD (y algunos minúsculos detalles
de manufactura) y otro conocido programa como MasterCAM se enfoca solamente a la
generación de rutinas de trabajo en archivos G-code (aunque posee herramientas muy
limitadas de diseño). Es común encontrar que un solo programa computacional posea las
dos etapas integradas, como por ejemplo todos los programas de la serie Vectric.
Independientemente del enfoque del programa, el software complementario depende
del usuario, de sus preferencias, facilidades y obviamente sus necesidades. Para satisfacer
las necesidades del presente PFG se decide usar el paquete VCarve-Pro de la serie
Vectric (eventualmente se usarán algunos de sus complementos).

º
309
UPB © 2013
Interpretador: El objetivo principal del presente PFG no hace referencia al diseño del
equipo de control específicamente, sino hace referencia al diseño del equipo de
traslación habiendo dimensionado conjuntamente los demás órganos funcionales, entre
estos, el equipo de control. De esta manera queda fuera de los objetivos el generar un
complemento capaz de hacer el trabajo de un interpretador; aún estaría dentro los
objetivos planteados, resulta poco eficaz el construir o diseñar autónomamente un equipo
complejo como es el interpretador. Como se declara en la justificación del presente PFG,
es necesario adquirir un interpretador, sea cual fuere su naturaleza (software o hardware).
En el Anexo-F se hace mención de varias alternativas de interpretadores tanto en software
como en hardware. Puede notarse que la mayoría de ellos usan necesariamente el
puerto paralelo; aunque esto presente la ventaja de que no es requerida una tarjeta
controladora, pues el bloque de control puede ser emulado vía software, el puerto
paralelo queda cada vez más y más obsoleto, tanto que las computadoras ya no lo
integran en su hardware. Entonces, sin mucho preámbulo, todas las alternativas que
necesariamente se aplican al puerto paralelo quedan desechadas. Las alternativas
restantes son: USB CNC, Kmotion, CNC USB Controller y las de experimentación.
A continuación se presenta la Tabla Nº 42, que contiene de las características de los
interpretadores aplicables a un router CNC:
Tabla Nº 42: Tabla de características de los Interpretadores aplicables
NOMBRE DEL INTERPRETADOR:
USB CNC KMotion CNC USB Controller Placas de
Experimentación
PLATAFORMAS:
Windows XP
Windows 7
Windows XP
Windows Vista
Windows 7
Windows XP
Windows Vista
Windows 7
Windows
MAC OS
Linux
CONTROL DE ACTUADORES TIPO:
Stepper
Stepper
Servo
Brushless
Stepper
Servo Stepper
LÓGICA DE CONTROL PARA LOS DRIVERS:
Step/Dir Step/Dir
PWM - PID
Step/Dir
PWM Step/Dir

º
310
UPB © 2013
NOMBRE DEL INTERPRETADOR:
USB CNC KMotion CNC USB Controller Placas de
Experimentación
EDICIÓN DEL CÓDIGO FUENTE SEL SOFTWARE: (continuación)
Cerrada pero
modificable Abierta y modificable
Cerrada y no
modificable
Abierta y
modificable
PRECIO DE PRODUCTO [𝑈𝑆𝐷]: (SOFTWARE QUE SE INTALA EN LA PC)
USBCNC: 0.0 KFLOP software: 0.0 CNC USB: 91.0 *Software: 0.0
PRECIO COMPLEMENTOS [𝑈𝑆𝐷]: (PLACA + FIRMWARE QUE CORRE EN LA PLACA)
CPU5A3 – 3 Ejes: 289.0
CPU5A4 – 4 Ejes: 331.0
CPU5A4E – 4 Ejes: 442.0
CPU5 - B – 6 Ejes: 526.0
USBCNC – 5 Ejes: 363.0
KFLOP – 8 Ejes: 249.0
SnapAmp – 2 Ejes: 399.0
KStep – 4 Ejes: 199.0
KMotion – 8 Ejes: 599.0
MK2 – 9 Ejes: 170.0
MK2/4 – 4 Ejes: 130.0
MK1 – 4 Ejes: 91.0
Ej: Arduino (123)
UNO: 39.0
MEGA 2560: 75.0
* Cuando se trata de placas o tableros de experimentación normalmente no existen precios sobre el software
que pueda adquirirse, pues inclusive el firmware que debe correr en la placa es de carácter gratuito. El único
costo es el de la placa, por ejemplo: Arduino.
Nótese que los interpretadores que se comunican a través del puerto USB corren en
plataformas relativamente recientes; a diferencia de los interpretadores que usan el
puerto paralelo, presentados en el Anexo-F, casi todos mencionan sistemas operativos
antiguos como por ejemplo Windows 95. Los cuatro interpretadores de la Tabla Nº 42
deben estar conectados a un puerto USB de versión 2.0 o mayor; contrariamente, la
comunicación dejará de ser “en tiempo real” presentando retrasos.
Otro detalle que debe tomarse en cuenta de los interpretadores de la Tabla Nº 42 es que
implícitamente se selecciona a interpretadores tipo hardware, correspondientes al
esquema de la derecha de la Figura Nº 4. Esto significa que las máquinas tipo router CNC
que se comunican por el puerto USB deben integrar un módulo de decodificación; en
otras palabras, el software de los interpretadores de la Tabla Nº 42 que se instala en la
computadora cumple la función de mandar un mensaje codificado de los comandos
necesarios para el movimiento sincronizado de los ejes, luego el firmware instalado en las
placas cumple la función de decodificar el mensaje de comandos e interpretarlo para
que el controlador pueda gobernar a los drivers y éstos a los actuadores.
Una forma eficiente para depurar las cuatro alternativas vigentes es analizando los precios
y las capacidades de las placas, pues algunos precios son altísimos y algunas
capacidades son innecesarias:

º
311
UPB © 2013
Kmotion: Las placas del interpretador Kmotion poseen la capacidad de ser configuradas
para controlar motores Stepper, Servo y Brushless; además, la placa base puede
sincronizar cuatro ejes de ocho instalados, lo cual es totalmente innecesario. El
interpretador Kmotion no puede aplicarse de una manera funcional a las necesidades de
la máquina que se pretende diseñar, por esta razón es desechado.
Placas de experimentación: Normalmente el software y hardware de este tipo de placas
son usados ampliamente en la experimentación, investigación y sobre todo en
aplicaciones didácticas; es muy raro encontrar aplicaciones industriales que usen este tipo
de placas y/o interpretadores. Los interpretadores basados en las placas de
experimentación son aplicados en prototipos, por eso es que se desecha esta alternativa.
USB CNC: Este interpretador posee placas que de una manera semejante a las placas de
Kmotion no son funcionalmente aplicables; la máquina a diseñar posee tres ejes de
movimiento, por lo que las alternativas de más ejes son desechadas. La placa CPU5A3 es
una alternativa pues la comunicación es USB, para tres ejes y a un precio razonable.
CNC USB Controller: Aparentemente los precios son más bajos que las demás alternativas;
pero cabe hacer notar que es el único interpretador que cobra por una licencia para el
software. Entonces, los precios quedarían en realidad de la siguiente forma: MK2 – 9 Ejes:
261.0, MK2/4 – 4 Ejes: 221.0 y MK1 – 4 Ejes: 182.0, todo en unidades monetarias [𝑈𝑆𝐷]. La
primera placa es desechada pues la máquina a diseñar no necesita nueve ejes.
Controlador: Los interpretadores tipo hardware normalmente están integrados al
controlador de la máquina, en este caso no es diferente. En realidad el controlador de las
placas CPU5A3, MK1 y MK2/4 poseen la función de gobernar la máquina, además de
interpretar los comandos codificados. A continuación se presenta la Tabla Nº 43 que
expone las características técnicas de cada placa.
Tabla Nº 43: Tabla de características específicas de las placas controladoras aplicables
CONTROLADOR MK2/4 MK1 CPU5A3
NÚMERO DE EJES 4 – Step/Dir 4 – Step/Dir 3 – Step/Dir
VELOCIDAD DE
SECUENCIA 100 [𝐾ℎ𝑧] 25 [𝐾ℎ𝑧] 125 [𝐾ℎ𝑧]
ENTRADAS DIGITALES 3* 3* 7*
SALIDAS DIGITALES 4 0 10
SALIDA A LOS
DRIVERS
Terminales a tornillo
Sócalo de 10 pines
Conector D – 25
Sócalo de 10 pines Conector D – 25
Conector D – 9
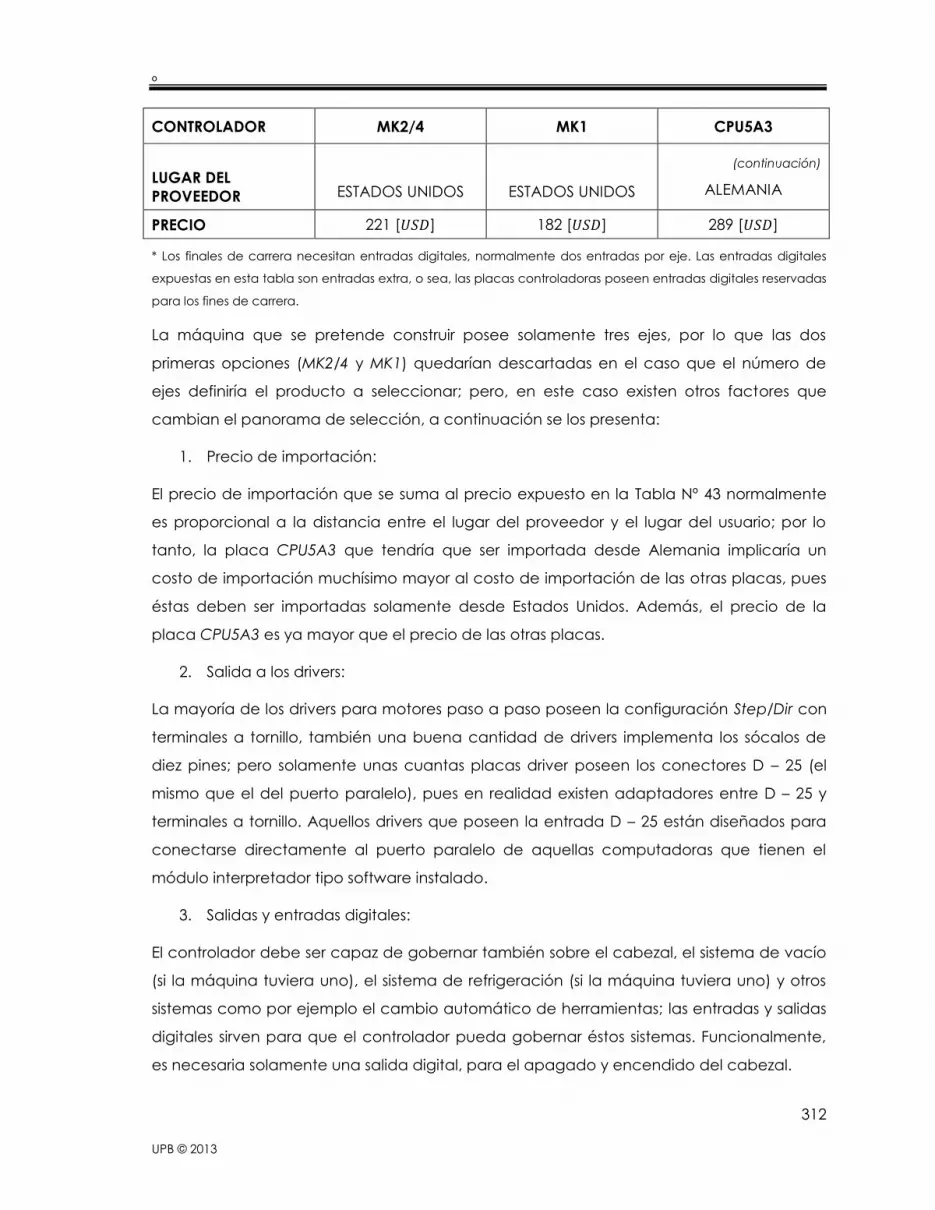
º
312
UPB © 2013
CONTROLADOR MK2/4 MK1 CPU5A3
LUGAR DEL
PROVEEDOR
ESTADOS UNIDOS
ESTADOS UNIDOS
(continuación)
ALEMANIA
PRECIO 221 [𝑈𝑆𝐷] 182 [𝑈𝑆𝐷] 289 [𝑈𝑆𝐷]
* Los finales de carrera necesitan entradas digitales, normalmente dos entradas por eje. Las entradas digitales
expuestas en esta tabla son entradas extra, o sea, las placas controladoras poseen entradas digitales reservadas
para los fines de carrera.
La máquina que se pretende construir posee solamente tres ejes, por lo que las dos
primeras opciones (MK2/4 y MK1) quedarían descartadas en el caso que el número de
ejes definiría el producto a seleccionar; pero, en este caso existen otros factores que
cambian el panorama de selección, a continuación se los presenta:
1. Precio de importación:
El precio de importación que se suma al precio expuesto en la Tabla Nº 43 normalmente
es proporcional a la distancia entre el lugar del proveedor y el lugar del usuario; por lo
tanto, la placa CPU5A3 que tendría que ser importada desde Alemania implicaría un
costo de importación muchísimo mayor al costo de importación de las otras placas, pues
éstas deben ser importadas solamente desde Estados Unidos. Además, el precio de la
placa CPU5A3 es ya mayor que el precio de las otras placas.
2. Salida a los drivers:
La mayoría de los drivers para motores paso a paso poseen la configuración Step/Dir con
terminales a tornillo, también una buena cantidad de drivers implementa los sócalos de
diez pines; pero solamente unas cuantas placas driver poseen los conectores D – 25 (el
mismo que el del puerto paralelo), pues en realidad existen adaptadores entre D – 25 y
terminales a tornillo. Aquellos drivers que poseen la entrada D – 25 están diseñados para
conectarse directamente al puerto paralelo de aquellas computadoras que tienen el
módulo interpretador tipo software instalado.
3. Salidas y entradas digitales:
El controlador debe ser capaz de gobernar también sobre el cabezal, el sistema de vacío
(si la máquina tuviera uno), el sistema de refrigeración (si la máquina tuviera uno) y otros
sistemas como por ejemplo el cambio automático de herramientas; las entradas y salidas
digitales sirven para que el controlador pueda gobernar éstos sistemas. Funcionalmente,
es necesaria solamente una salida digital, para el apagado y encendido del cabezal.

º
313
UPB © 2013
4. Velocidad de secuencia:
Es más común identificar esta característica con el nombre Step Frequency (en español:
“Frecuencia de paso”), pues representa la frecuencia máxima con la que el controlador
genera un pulso de paso o “Step”; este parámetro se traduce en la velocidad angular
máxima medible en el eje de los motores Stepper. Por lo tanto, mientras mayor sea la
velocidad de secuencia, mayor será la velocidad máxima de movimiento de los ejes.
Las características específicas de la Tabla Nº 43 junto con los cuatro puntos desarrollados
anteriormente, permiten la depuración de alternativas: la placa CPU5A3 posee la mayor
velocidad de secuencia, pero la placa MK2/4 con un menor precio, posee una velocidad
e secuencia cercana; además, la placa CPU5A3 posee características funcionalmente
menos aplicables pues sus diez entradas digitales son innecesarias en la máquina que se
pretende diseñar, y seis de siete salidas digitales quedarían sin uso. Por otro lado, el precio
de la placa CPU5A3 aumentaría casi en el doble si es que debe importarse desde
Alemania. Por estas razones, la placa CPU5A3 no es elegida como alternativa.
La placa MK2/4 excede en un 300% la velocidad de frecuencia de la placa MK1, mientras
que la diferencia de precio es de tan solo el 21% excedente. Además, la placa MK2/4
posee tres formas diferentes de conexión a los drivers y otras características superiores a
las de la placa MK1, a una diferencia de precio pequeña. Se elige la placa MK2/4.
Drivers: Los drivers para motores Stepper se dividen teóricamente en dos partes: parte
lógica y parte de potencia. La parte lógica recibe las señales del controlador y genera
una secuencia de números necesaria para la rotación del motor Stepper; las señales del
controlador son normalmente Step, Dir y Enable que significan cuántos pasos (avance y
velocidad angular), en qué dirección y habilitación del motor (en ciertas condiciones
debe ser deshabilitado) respectivamente. La parte de potencia amplifica las señales de la
parte lógica, permitiendo que el motor pueda ser accionado con corrientes y tensiones
mucho mayores a las empleadas en la parte lógica.
Existen placas driver listas para usar en el mercado, pero a veces no es fácil encontrar una
que se adapte funcionalmente a las necesidades de la máquina; por otro lado, por el
momento no se conocen las exigencias dinámicas de la máquina (debe medirse el vector
�� ), entonces no se pueden dimensionar los drivers.
En el capítulo octavo, se evalúa si es más factible adquirir drivers del mercado, diseñar e
implementar drivers propios o combinar estas dos posibilidades.

º
314
UPB © 2013
19. ANEXO-H – ALTERNATIVAS ESPECÍFICAS
19.1 Alternativas – Configuración básica de pórtico
El objetivo de esta sección es fundamentar una base teórica para la correcta selección
del tipo pórtico que se realiza en los capítulos sexto y octavo. El fundamento teórico de la
discriminación de alternativas posee un orden específico:
1. Sistema de coordenadas.
2. Orden óptimo de los eslabones.
3. Sentido de los ejes.
4. Configuración básica de pórtico (componentes estáticos).
5. Configuración básica de pórtico (componentes dinámicos).
6. Eslabones redundantes de refuerzo.
19.1.1 Definición del sistema de coordenadas
Dependiendo del tipo de aplicación se definen diferentes sistemas de coordenadas, estos
pueden representar una geometría (en tres dimensiones) mediante modelos y parámetros
matemáticos; sin embargo, cada sistema tiene ventajas y desventajas según la geometría
que debe representar.
Los sistemas de coordenadas más comunes son los esféricos, los cilíndricos y los
cartesianos, como se puede ver en la Figura Nº 87. Cada uno tiene especial aplicación en
diferentes ramas del conocimiento humano; aunque el primero no es aplicado en el CNC.
Figura Nº 87: Sistemas de coordenadas de tres dimensiones: Esférico, cilíndrico y cartesiano
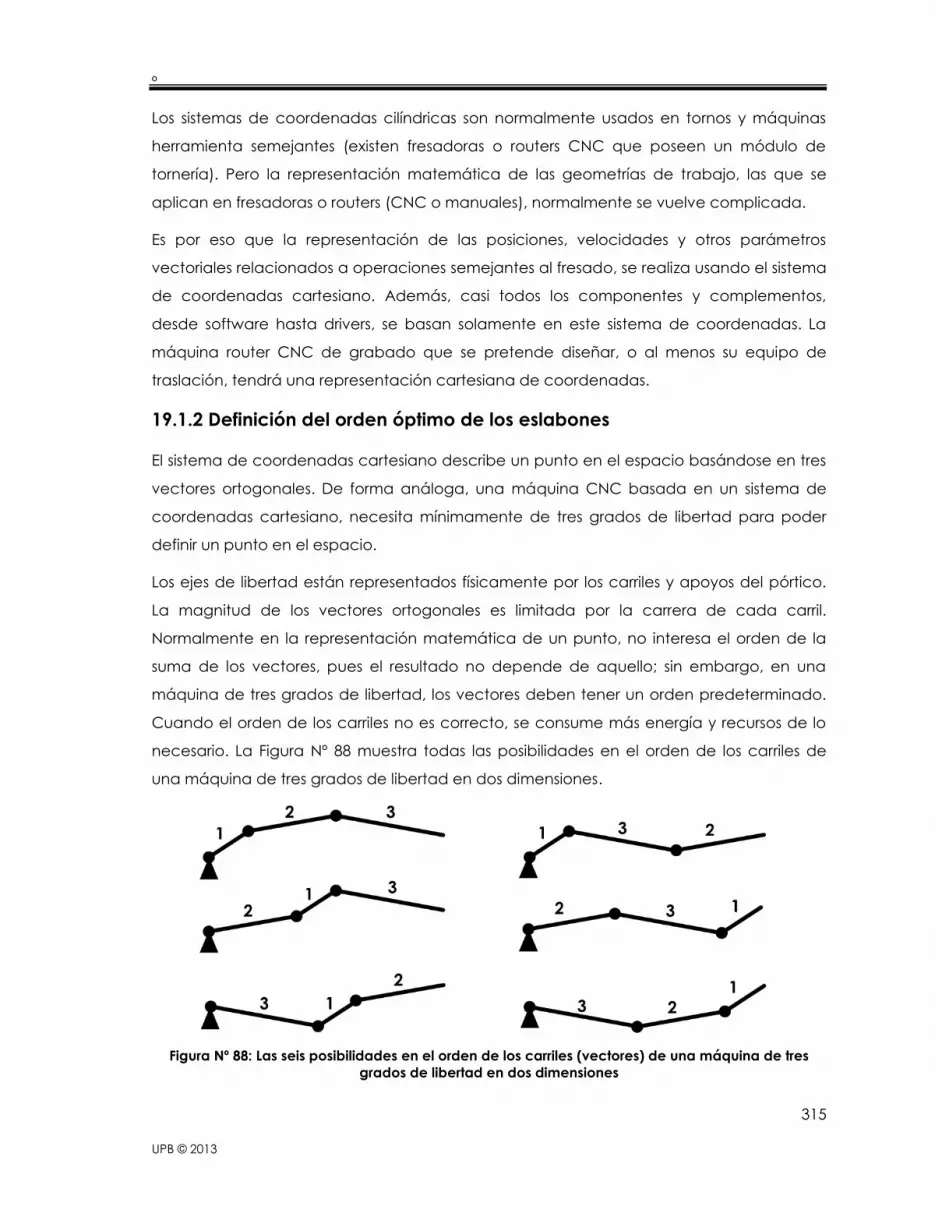
º
315
UPB © 2013
Los sistemas de coordenadas cilíndricas son normalmente usados en tornos y máquinas
herramienta semejantes (existen fresadoras o routers CNC que poseen un módulo de
tornería). Pero la representación matemática de las geometrías de trabajo, las que se
aplican en fresadoras o routers (CNC o manuales), normalmente se vuelve complicada.
Es por eso que la representación de las posiciones, velocidades y otros parámetros
vectoriales relacionados a operaciones semejantes al fresado, se realiza usando el sistema
de coordenadas cartesiano. Además, casi todos los componentes y complementos,
desde software hasta drivers, se basan solamente en este sistema de coordenadas. La
máquina router CNC de grabado que se pretende diseñar, o al menos su equipo de
traslación, tendrá una representación cartesiana de coordenadas.
19.1.2 Definición del orden óptimo de los eslabones
El sistema de coordenadas cartesiano describe un punto en el espacio basándose en tres
vectores ortogonales. De forma análoga, una máquina CNC basada en un sistema de
coordenadas cartesiano, necesita mínimamente de tres grados de libertad para poder
definir un punto en el espacio.
Los ejes de libertad están representados físicamente por los carriles y apoyos del pórtico.
La magnitud de los vectores ortogonales es limitada por la carrera de cada carril.
Normalmente en la representación matemática de un punto, no interesa el orden de la
suma de los vectores, pues el resultado no depende de aquello; sin embargo, en una
máquina de tres grados de libertad, los vectores deben tener un orden predeterminado.
Cuando el orden de los carriles no es correcto, se consume más energía y recursos de lo
necesario. La Figura Nº 88 muestra todas las posibilidades en el orden de los carriles de
una máquina de tres grados de libertad en dos dimensiones.
Figura Nº 88: Las seis posibilidades en el orden de los carriles (vectores) de una máquina de tres
grados de libertad en dos dimensiones

º
316
UPB © 2013
Como se puede ver en la figura anterior, el orden de los carriles no afecta en la
representación de un punto en el espacio. Por otro lado, la implementación de estos
carriles en una máquina real (palpable) debe tomar en cuenta parámetros propios de la
materia como rigidez, peso, geometría, inercia, etc. Estos parámetros marcan una
diferencia muy notable en las posibilidades de ordenar los eslabones de la máquina de
tres ejes. En la Figura Nº 89 a continuación, se muestra la diferencia que implica cada una
de las posibilidades de ordenar los carriles de una máquina de tres ejes.
Figura Nº 89: Efecto del peso en el punto de origen para cada posible forma de ordenar los
eslabones de una máquina de tres ejes en dos dimensiones
En la Figura Nº 89 se manejan algunas hipótesis que permiten resaltar una forma óptima
de ordenar los carriles o eslabones: una de las hipótesis consiste en que el peso de cada
eslabón es directamente proporcional a su longitud. Otra hipótesis consiste en que los
apoyos fijos o móviles no poseen peso (peso despreciable en relación al peso del
eslabón). Se puede notar, según las hipótesis planteadas, que el momento que debe
soportar el apoyo fijo (𝑂) es diferente para cada alternativa. Conociendo que esta
magnitud es equivalente a la suma de los momentos que cada eslabón ejerce sobre el
apoyo fijo, se puede determinar que el menor valor pertenece a la configuración 3-2-1.

º
317
UPB © 2013
De forma análoga, el efecto que tiene el peso de cada carril sobre el momento de
resistencia en el punto de apoyo, se manifiesta para los otros parámetros propios de la
materia, especialmente para la inercia de cada carril o eslabón. En cuanto a la rigidez o
resistencia a la flexión, se supone que el valor de la rigidez de un eslabón depende de
toda la carga que se debe sobrellevar, incluidos los carriles que continúen eslabonados;
por ejemplo, el primer eslabón de la configuración 1-2-3 necesita ser más rígido que el
primer eslabón de la configuración 1-3-2 (Figura Nº 88) porque el momento de resistencia
de esta última configuración es menor que el generado en la primera configuración. Esto
se demuestra a continuación. (𝒂, 𝒃 y 𝒄 son iguales para estas dos configuraciones)
𝑴𝒐𝟏𝟐𝟑 = 𝑷𝟏 · 𝒂 + 𝑷𝟐 · (𝒂 + 𝒃) + 𝑷𝟑 · (𝒂 + 𝒃 + 𝒄) Ecuación Nº 74
𝑴𝒐𝟏𝟑𝟐 = 𝑷𝟏 · 𝒂 + 𝑷𝟑 · (𝒂 + 𝒃) + 𝑷𝟐 · (𝒂 + 𝒃 + 𝒄) Ecuación Nº 75
𝑴𝒐𝟏𝟐𝟑 ≠ 𝑴𝒐𝟏𝟑𝟐
𝑷𝟏 · 𝒂 + 𝑷𝟐 · (𝒂 + 𝒃) + 𝑷𝟑 · (𝒂 + 𝒃 + 𝒄) ≠ 𝑷𝟏 · 𝒂 + 𝑷𝟑 · (𝒂 + 𝒃) + 𝑷𝟐 · (𝒂 + 𝒃 + 𝒄)
𝑷𝟑 > 𝑷𝟐
∴ 𝑴𝒐𝟏𝟑𝟐 > 𝑴𝒐𝟏𝟑𝟐
Haciendo un análisis similar para todas las posibles formas de ordenar los eslabones o
carriles, se puede encontrar que efectivamente la mejor configuración (mejor forma de
ordenar los carriles), la que menor momento de resistencia genera y hasta podría decirse
menor resistencia al movimiento (inercia), es la configuración 3-2-1. De esta afirmación se
puede deducir que la mejor forma de ordenar los carriles o eslabones en una de estas
máquinas es colocando “lo más difícil de mover” (que es lo más pesado o de mayor
inercia) lo más cerca posible de los apoyos fijos. Esta conclusión puede ser verdadera
para la mayoría de los mecanismos, pero no deja de ser una hipótesis (válida para este
caso y para más de dos dimensiones) que simplifica en gran manera la determinación del
correcto orden en los eslabones de una máquina de múltiples grados de libertad.
Las longitudes de carrera de cada carril, definidas anteriormente como área de la mesa
de trabajo y altura del espacio de trabajo, se encuentran bien diferenciadas en cuanto a
los valores de sus magnitudes. Esto favorece a la hipótesis del correcto orden de los
carriles planteada antes, pues esta presenta mayor incertidumbre mientas los carriles son
más parecidos. La altura del espacio de trabajo, no mayor a 200 [𝑚𝑚] (según las
máquinas de referencia), queda identificada con el carril o eslabón más pequeño: 3, la
anchura y la largura del área de trabajo, con valores de 2 [𝑚] y 3 [𝑚] respectivamente,
quedan identificadas con los eslabones restantes: 2 para anchura y 1 para largura.

º
318
UPB © 2013
19.1.3 Definición del sentido de los ejes
Hasta el momento se definió que el mejor sistema de coordenadas para un router CNC es
un sistema cartesiano. Este sistema usa tres vectores ortogonales a partir de un origen, que
son representados físicamente por carriles o a veces llamados ejes. Los carriles deberán
estar ordenados de mayor a menor según su carrera o longitud total, a partir de un punto
de referencia o punto de origen. Cuando se trata de un sistema bidimensional, como el
hasta ahora estudiado en la Figura Nº 89, existen cuatro posiciones posibles para un vector
ortogonal (paralelo a uno de los ejes del sistema cartesiano); para un sistema real de tres
dimensiones, existen seis posibilidades. Estas posiciones determinan el sentido y dirección
de los ejes o carriles. La Figura Nº 90 muestra las posiciones posibles.
Figura Nº 90: Posiciones posibles para un sistema cartesiano de una, dos y tres dimensiones
Los eslabones o carriles de una máquina de tres grados de libertad, no pueden repetir dos
o más posiciones ortogonales con el mismo sentido o dirección. Por lo tanto, la máquina
deberá poseer una configuración de tres carriles ortogonales distribuidos espacialmente
formando una cadena, conocida como cadena cinemática, donde no se repite ni
dirección ni sentido. Por otro lado, un carril o eslabón de la cadena cinemática espacial
posee dos posiciones posibles menos que el eslabón que le antecede; sin embargo, como
solamente se dispone de un sistema de coordenadas de tres ejes (tres carriles), la
configuración espacial es de la siguiente manera: seis posibilidades el primero, cuatro
posibilidades el segundo eslabón y dos posibilidades para el último.
El número total de posibles combinaciones (𝑷) se calcula de la siguiente manera.
𝑷 = ∏1
𝑃𝑜𝑠𝑖𝑏𝑙𝑒𝑠 𝑝𝑜𝑠𝑖𝑐𝑖𝑜𝑛𝑒𝑠 𝐸𝑠𝑙𝑎𝑏ó𝑛 𝒊
3
𝑖=1
= (1
2) · (
1
4) · (
1
6) =
1
48 Ecuación Nº 76
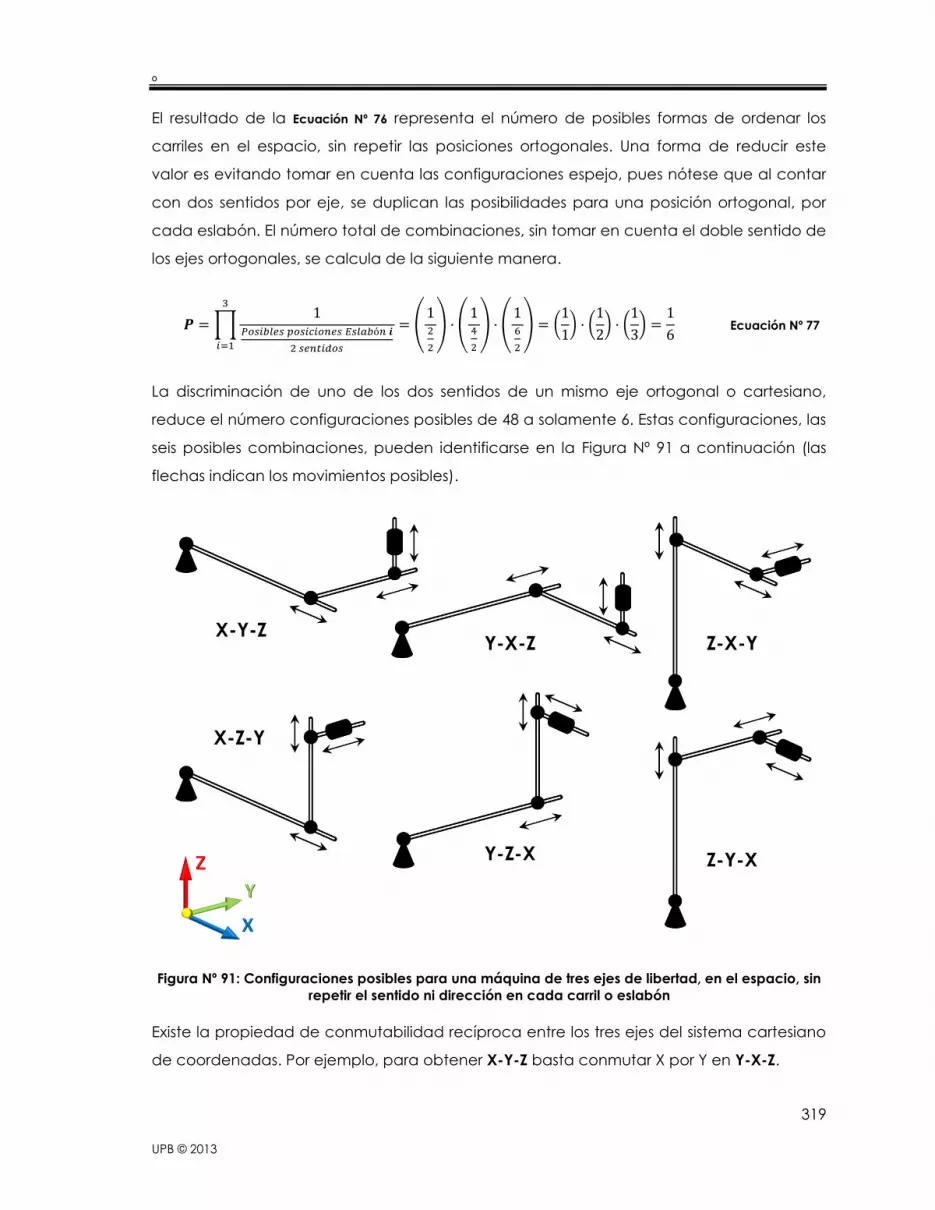
º
319
UPB © 2013
El resultado de la Ecuación Nº 76 representa el número de posibles formas de ordenar los
carriles en el espacio, sin repetir las posiciones ortogonales. Una forma de reducir este
valor es evitando tomar en cuenta las configuraciones espejo, pues nótese que al contar
con dos sentidos por eje, se duplican las posibilidades para una posición ortogonal, por
cada eslabón. El número total de combinaciones, sin tomar en cuenta el doble sentido de
los ejes ortogonales, se calcula de la siguiente manera.
𝑷 = ∏1
𝑃𝑜𝑠𝑖𝑏𝑙𝑒𝑠 𝑝𝑜𝑠𝑖𝑐𝑖𝑜𝑛𝑒𝑠 𝐸𝑠𝑙𝑎𝑏ó𝑛 𝒊
2 𝑠𝑒𝑛𝑡𝑖𝑑𝑜𝑠
3
𝑖=1
= (12
2
) · (14
2
) · (16
2
) = (1
1) · (
1
2) · (
1
3) =
1
6 Ecuación Nº 77
La discriminación de uno de los dos sentidos de un mismo eje ortogonal o cartesiano,
reduce el número configuraciones posibles de 48 a solamente 6. Estas configuraciones, las
seis posibles combinaciones, pueden identificarse en la Figura Nº 91 a continuación (las
flechas indican los movimientos posibles).
Figura Nº 91: Configuraciones posibles para una máquina de tres ejes de libertad, en el espacio, sin
repetir el sentido ni dirección en cada carril o eslabón
Existe la propiedad de conmutabilidad recíproca entre los tres ejes del sistema cartesiano
de coordenadas. Por ejemplo, para obtener X-Y-Z basta conmutar X por Y en Y-X-Z.

º
320
UPB © 2013
19.1.4 Definición de la configuración básica de pórtico según los
componentes estáticos
Las seis posibles combinaciones que se determinan variando la posición y sentido de los
carriles del pórtico, que se muestran en la Figura Nº 91, están basadas para una mesa de
trabajo de superficie paralela al plano formado por los dos carriles más largos. Desde el
principio del desarrollo del presente proyecto, se definió tácitamente que el eje 𝑍 es a la
altura de trabajo y que los ejes 𝑌 y 𝑋 son a la anchura y largura del espacio de trabajo
respectivamente; sin embargo, esta suposición puede ser fácilmente mudada, pues basta
solamente conmutar los ejes de coordenadas. En la práctica, dicha conmutación
equivale simplemente a girar o voltear la máquina poniéndola de base contra una pared
en vez de colocarla normalmente sobre el suelo. Puede notarse que la conmutabilidad
entre los ejes 𝑋 y 𝑌 permite identificar las igualdades entre las configuraciones X-Y-Z con
Y-X-Z, X-Z-Y con Y-Z-X y Z-X-Y con Z-Y-X; a estas igualdades se las conoce con el nombre
de configuración 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥, 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 y 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 respectivamente. Figura Nº 92, muestra
estas tres configuraciones con sus respectivas mesas de trabajo.
Figura Nº 92: Configuraciones básicas del espacio de trabajo
El volumen de trabajo sigue siendo el mismo para todas las configuraciones básicas
mostradas anteriormente, es como si solamente rotara, pues el prisma que representa el
volumen se “apoya” sobre una cara diferente. En la práctica, la configuración 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥
es la configuración que más se aplica, porque posee la ventaja que las piezas de trabajo
a sujetar no tienden a deslizar gracias a la fuerza de la gravedad, la piezas simplemente
se apoyan en la mesa de trabajo y normalmente solo es necesario restringir su movimiento
paralelo a la mesa de trabajo, lo cual no es evidente en las dos otras dos configuraciones
básicas de pórtico. Sin embargo, las configuraciones 𝐖,𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 poseen también algunas
ventajas dignas de ser analizadas, como se puede apreciar en los siguientes párrafos.

º
321
UPB © 2013
Un procedimiento semejante empleado anteriormente para definir el orden óptimo de los
eslabones, es el que se emplea ahora para resaltar una diferencia entre las tres diferentes
configuraciones básicas de pórtico. Como se puede ver en la Figura Nº 93 más abajo, se
define un origen a cada configuración básica, también se posicionan los centros de masa
y los respectivos vectores peso, se definen las distancias y proporciones adecuadas, se
establece un patrón de ejes de coordenadas (dirección y sentido de los vectores y
momentos) y se posicionan los componentes ortogonales de las fuerzas de maquinado
justo en el punto de reacción de la máquina. Además, se toma en cuenta las dos mismas
hipótesis del caso anterior: la primera, el peso del eslabón es directamente proporcional a
su longitud. La segunda, los apoyos fijos o móviles poseen peso despreciable. El largo, el
ancho y la altura del volumen de trabajo son los mismos para los tres casos.
Figura Nº 93: Efecto del peso en el punto de origen para cada configuración básica de pórtico en
una máquina de tres ejes en tres dimensiones

º
322
UPB © 2013
Entonces se procede a realizar un análisis estático para cada una de las configuraciones
básicas de pórtico; el origen (𝑶) en los empotres de cada pórtico es el punto donde se
desarrollan las componentes resistivas. Las fuerzas resistivas en el empotre se denominan
𝑹𝑿, 𝑹𝒀 y 𝑹𝒁, los momentos resistivos en el empotre se denominan 𝑴𝑿, 𝑴𝒀 y 𝑴𝒁. Después de
generar las ecuaciones respectivas y realizar algunas simplificaciones, se obtiene los
siguientes resultados:
1. Fuerzas resistivas en el empotre
𝐇,𝐖, 𝐋 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑹𝑿
𝑹𝒀
𝑹𝒁
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) · (−1 0 00 −1 00 0 −1
) + (
𝑷𝟏
𝑷𝟐
𝑷𝟑
) · (0 0 00 0 01 1 1
) Ecuación Nº 78
2. Momentos resistivos en el empotre
𝐇 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑴𝑿
𝑴𝒀
𝑴𝒁
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) · (0 ℎ −𝑤
−ℎ 0 𝑙𝑤 −𝑙 0
) + (
𝑷𝟏
𝑷𝟐
𝑷𝟑
) ·
(
𝑤𝑊
20
−𝑙 −𝑙 −𝐿
20 0 0 )
Ecuación Nº 79
𝐖 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑴𝑿
𝑴𝒀
𝑴𝒁
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) · (0 𝑤 −𝑙
−𝑤 0 ℎ𝑙 −ℎ 0
) + (
𝑷𝟏
𝑷𝟐
𝑷𝟑
) ·
(
𝑙 𝑙𝐿
2
−𝐻
20 0
0 0 0)
Ecuación Nº 80
𝐋 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑴𝑿
𝑴𝒀
𝑴𝒁
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) · (0 𝑙 −𝑤−𝑙 0 ℎ𝑤 −ℎ 0
) + (
𝑷𝟏
𝑷𝟐
𝑷𝟑
) ·
(
𝑤𝑊
20
−𝐻
20 0
0 0 0)
Ecuación Nº 81
Puede notarse que la magnitud de las fuerzas resistivas en el empotre no dependen de la
configuración básica de pórtico ni de las magnitudes geométricas del mismo, excepto la
relación entre el peso y la longitud de los ejes pues es una relación indirecta. Las
componentes 𝑹𝑿 y 𝑹𝒀 solamente reaccionan a las fuerzas de maquinado, mientras que la
componente 𝑹𝒁 además resiste el peso de todo el pórtico, esto en los tres casos.
Referente a los momentos resistivos en el empotre, la notación matricial permite
descomponer el análisis estático en dos partes, una parte relacionada a las fuerzas de
maquinado y otra parte estrechamente relacionada a las condiciones geométricas (y
también el peso). La manipulación de estas dos partes, en el análisis estático, permite la
generación de criterios que ayudarán a encontrar las diferencias entre las tres
configuraciones básicas.

º
323
UPB © 2013
La expresión relacionada a las fuerzas de maquinado tiene la forma: �� · 𝑪𝟏 donde 𝑪𝟏 es
una matriz cuyo valor depende solamente de las magnitudes: ℎ, 𝑤 y 𝑙. Éstos representan la
posición de cada uno de los ejes; en otras palabras, son la distancia instantánea de
recorrido de cada eje respecto al origen de coordenadas, sus valores pueden variar
desde cero hasta el valor de carrera o recorrido máximo de cada eje, de la siguiente
forma: ℎ 𝜖 [0: 𝐻], 𝑤 𝜖 [0 ∶ 𝑊] y 𝑙 𝜖 [0 ∶ 𝐿]. Sin embargo, el vector �� tampoco posee un valor
constante, pues sus componentes pueden variar desde valores nulos hasta fuerzas muy
exigentes ejercidas en el proceso de grabado; si la máquina no está realizando un
trabajo, las componentes del vector �� son nulas, excepto si es que se toma en cuenta el
peso del cabezal de conformado (que por simplicidad en el cálculo aparece como una
componente constante en 𝑭𝒁). Por otro lado, la expresión relacionada a las condiciones
geométricas se expresa de la forma: �� · 𝑪𝟐 donde 𝑪𝟐 es una matriz que contiene las
magnitudes referentes a las dimensiones de la máquina (𝐻, 𝑊 y 𝐿) y a las posiciones
instantáneas de los ejes (ℎ, 𝑤 y 𝑙). El vector �� corresponde a las magnitudes de los pesos
de cada carril o eje, cuyos valores son constantes. Con el fin de poder comparar los
momentos resistivos (𝑴𝑿, 𝑴𝒀 y 𝑴𝒁) para cada una de las configuraciones básicas de
pórtico, se plantean los siguientes criterios:
Las fuerzas de maquinado (𝑭𝑿, 𝑭𝒀 y 𝑭𝒁) no son iguales para todos los casos. Hay que
tener en cuenta que existen dos fuerzas de traslación o avance, y una fuerza de
indentación o perforación. Por el momento no se conocen las magnitudes de
cualquiera de estas fuerzas; tratar de estimarlas a la ligera sería no es muy productivo
(en el capítulo séptimo se calcula experimentalmente la magnitud de estas fuerzas).
Este criterio plantea realizar la comparación entre configuraciones básicas de pórtico
suponiendo que la máquina está detenida y sin cabezal alguno, esto implica que el
vector �� tiene valor nulo en todas sus componentes. Este criterio anula en término �� ·
𝑪𝟏 permitiendo un análisis solamente para la expresión dependiente de las
condiciones geométricas (a la rigidez intrínseca) expresada en 𝑪𝟐 y a su respectivo
vector de pesos �� .
Al igual que en una palanca simple, los momentos resistivos poseen mayor magnitud
cuando el punto de reacción se encuentra más lejos de origen. En otras palabras,
cuando las posiciones instantáneas (ℎ, 𝑤 y 𝑙) adquieren su mayor magnitud (𝐻, 𝑊 y 𝐿),
exigen mayor resistencia a los ejes de la máquina. Al contrario, cuando estos valores
adquieren su menor magnitud (0), no se genera ningún par aplicado al origen. El
criterio permite comparar las expresiones en las condiciones de par máximas.
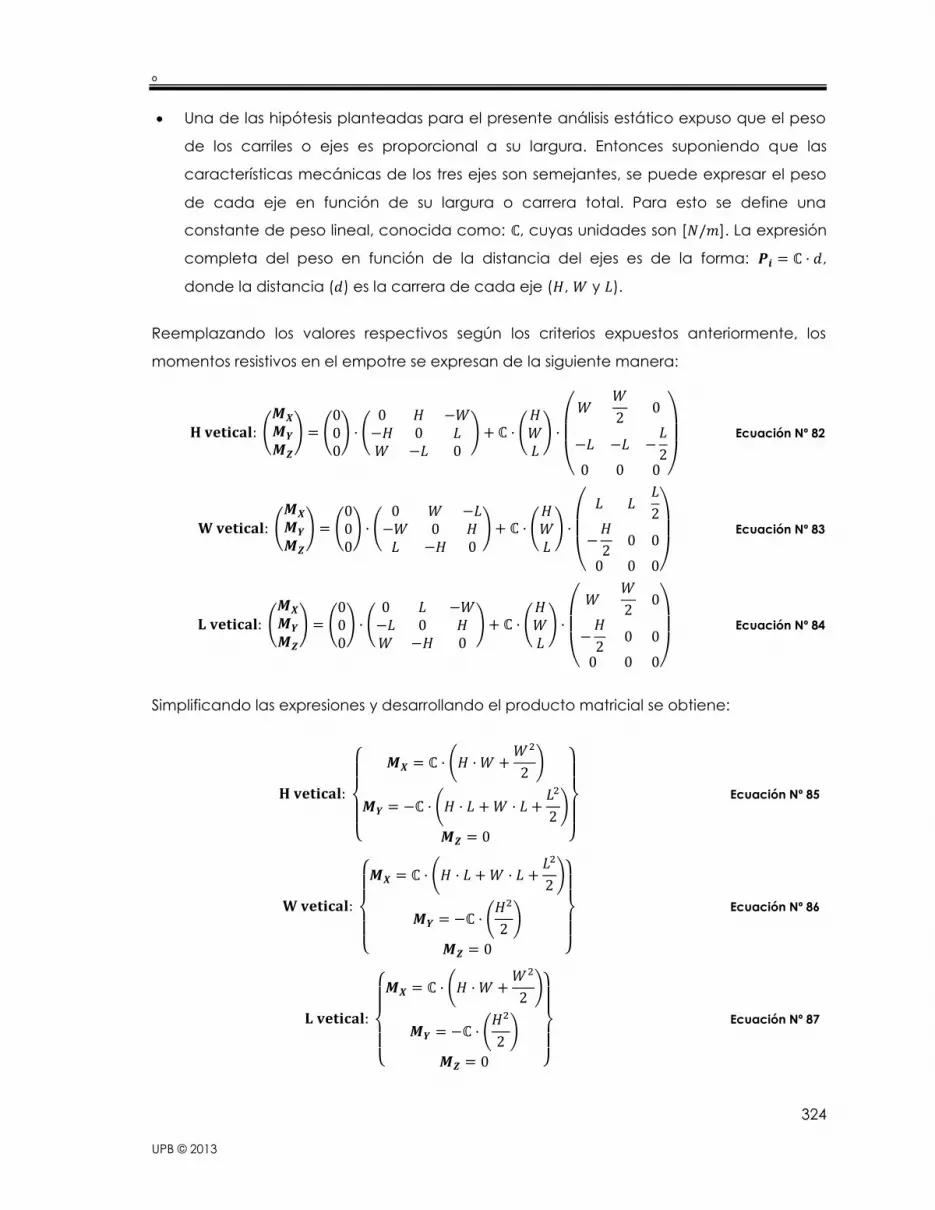
º
324
UPB © 2013
Una de las hipótesis planteadas para el presente análisis estático expuso que el peso
de los carriles o ejes es proporcional a su largura. Entonces suponiendo que las
características mecánicas de los tres ejes son semejantes, se puede expresar el peso
de cada eje en función de su largura o carrera total. Para esto se define una
constante de peso lineal, conocida como: ℂ, cuyas unidades son [𝑁/𝑚]. La expresión
completa del peso en función de la distancia del ejes es de la forma: 𝑷𝒊 = ℂ · 𝑑,
donde la distancia (𝑑) es la carrera de cada eje (𝐻, 𝑊 y 𝐿).
Reemplazando los valores respectivos según los criterios expuestos anteriormente, los
momentos resistivos en el empotre se expresan de la siguiente manera:
𝐇 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑴𝑿
𝑴𝒀
𝑴𝒁
) = (000) · (
0 𝐻 −𝑊−𝐻 0 𝐿𝑊 −𝐿 0
) + ℂ · (𝐻𝑊𝐿
) ·
(
𝑊𝑊
20
−𝐿 −𝐿 −𝐿
20 0 0 )
Ecuación Nº 82
𝐖 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑴𝑿
𝑴𝒀
𝑴𝒁
) = (000) · (
0 𝑊 −𝐿−𝑊 0 𝐻𝐿 −𝐻 0
) + ℂ · (𝐻𝑊𝐿
) ·
(
𝐿 𝐿𝐿
2
−𝐻
20 0
0 0 0)
Ecuación Nº 83
𝐋 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑴𝑿
𝑴𝒀
𝑴𝒁
) = (000) · (
0 𝐿 −𝑊−𝐿 0 𝐻𝑊 −𝐻 0
) + ℂ · (𝐻𝑊𝐿
) ·
(
𝑊𝑊
20
−𝐻
20 0
0 0 0)
Ecuación Nº 84
Simplificando las expresiones y desarrollando el producto matricial se obtiene:
𝐇 𝐯𝐞𝐭𝐢𝐜𝐚𝐥:
{
𝑴𝑿 = ℂ · (𝐻 · 𝑊 +
𝑊2
2)
𝑴𝒀 = −ℂ · (𝐻 · 𝐿 + 𝑊 · 𝐿 +𝐿2
2)
𝑴𝒁 = 0 }
Ecuación Nº 85
𝐖 𝐯𝐞𝐭𝐢𝐜𝐚𝐥:
{
𝑴𝑿 = ℂ · (𝐻 · 𝐿 + 𝑊 · 𝐿 +
𝐿2
2)
𝑴𝒀 = −ℂ · (𝐻2
2)
𝑴𝒁 = 0 }
Ecuación Nº 86
𝐋 𝐯𝐞𝐭𝐢𝐜𝐚𝐥:
{
𝑴𝑿 = ℂ · (𝐻 · 𝑊 +
𝑊2
2)
𝑴𝒀 = −ℂ · (𝐻2
2)
𝑴𝒁 = 0 }
Ecuación Nº 87

º
325
UPB © 2013
En la sección correspondiente a la mesa de trabajo se definieron los valores de la anchura
(𝑊 = 2 [𝑚]) y la largura (𝐿 = 3 [𝑚]), pero aún no se definió una magnitud para la altura del
espacio de trabajo. Al no conocer este valor, no se puede calcular la magnitud de los
momentos resistivos 𝑴𝑿 y 𝑴𝒀 para ninguna configuración básica de pórtico, entonces la
comparación de éstos se dificulta. Sin embargo, independientemente del valor específico
de la altura del espacio de trabajo (𝐻 =?), se puede notar que existen diferencias entre los
momentos resistivos del empotre y éstas pueden expresarse en rangos de valores para la
altura de trabajo. En otras palabras, las ecuaciones desarrolladas hasta el momento
expresan curvas en un plano bidimensional que en algún punto (o puntos) se intersectan,
dando a entender que para ciertos valores de 𝐻 algunos momentos resistivos de un mismo
eje pero diferente configuración básica, serán comparables. Para esto, se reordenan las
ecuaciones de la siguiente forma:
𝑴𝑿 =
{
𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: ℂ · (𝐻 · 𝑊 +
𝑊2
2)
𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: ℂ · (𝐻 · 𝐿 + 𝑊 · 𝐿 +𝐿2
2)
𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: ℂ · (𝐻 · 𝑊 +𝑊2
2)
}
Ecuación Nº 88
𝑴𝒀 =
{
𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: −ℂ · (𝐻 · 𝐿 + 𝑊 · 𝐿 +
𝐿2
2)
𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: − ℂ · (𝐻2
2)
𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: − ℂ · (𝐻2
2)
}
Ecuación Nº 89
No se desarrollan los valores de 𝑴𝒁, pues claramente los momentos resistivos del empotre
correspondientes al eje 𝑍 no son dependientes del peso del pórtico ni del peso del
cabezal de conformado. La elección de cualquiera de las configuraciones básicas de
pórtico, según los momentos resistivo en el eje 𝑍 es indiferente.
De acuerdo con las ecuaciones del momento resistivo sobre el eje 𝑋, se puede notar que
las expresiones correspondientes a las configuraciones 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 y 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 son idénticas.
Esto facilita el análisis pues solamente se deben comparar dos expresiones. Como los
valores 𝑊 y 𝐿 son conocidos, se debe encontrar el valor de 𝐻 que iguala los momentos
resistivos de dos configuraciones básicas diferentes, a partir de allí se podrá identificar
cuando un momento resistivo es mayor o menor al otro.
𝑴𝑿: 𝐇, 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 = 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 → ℂ · (𝐻 · 𝑊 +𝑊2
2) = ℂ · (𝐻 · 𝐿 + 𝑊 · 𝐿 +
𝐿2
2) Ecuación Nº 90

º
326
UPB © 2013
El valor de 𝐻 que satisface la igualdad de la ecuación anterior, se denomina 𝐻𝑜, pues
establece un valor para el cual los tres momentos resistivos en el eje 𝑋 son iguales. En la
recta de número reales, la porción detrás del valor 𝐻𝑜 establecerá una relación
comparativa entre los momentos resistivos respectivos; la porción delante del valor 𝐻𝑜
establecerá la inversa de dicha relación. Despejando la variable 𝐻𝑜, simplificando la
expresión y reemplazando los valores conocidos de 𝑊 y 𝐿 se puede obtener.
𝑴𝑿: |𝐇, 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥| = |𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥| → 𝐻𝑜 =𝐿2
𝑊 − 𝐿−
𝑊 − 𝐿
2 → 𝐻𝑜 = −8,5 [𝑚] Ecuación Nº 91
Conocido el valor de 𝐻𝑜, la relación comparativa entre momentos resistivos en el empotre,
según el eje 𝑋, obedece a la siguiente expresión.
𝑴𝑿 = {𝐻 < −8,5 → |𝐇, 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥| > |𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥|
𝐻 = −8,5 → |𝐇, 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥| = |𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥|
𝐻 > −8,5 → |𝐇, 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥| < |𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥|} Ecuación Nº 92
Como 𝐻 es una distancia o una carrera de uno de los ejes, solamente puede representar
valores reales positivos. Entonces se puede concluir que los momentos resistivos sobre el
eje 𝑋 de las configuraciones básicas de pórtico 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 y 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 son siempre menores
que el momento resistivo sobre el eje 𝑋 de la configuración básica de pórtico 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥.
Para las ecuaciones del momento resistivo sobre el eje 𝑌 (Ecuación Nº 89) se puede notar
que las expresiones correspondientes a las configuraciones 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 y 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 son
idénticas. El procedimiento es semejante, el desarrollo es el siguiente.
𝑴𝒀: |𝐖, 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥| = |𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥| → −ℂ · (𝐻2
2) = −ℂ · (𝐻 · 𝐿 + 𝑊 · 𝐿 +
𝐿2
2) Ecuación Nº 93
𝐻𝑜 = √2 · 𝐿 · (𝑊 + 𝐿) + 𝐿 → 𝐻𝑜1
= 3 + √30 ≈ +8,477 [𝑚]
𝐻𝑜2= 3 − √30 ≈ −2,477 [𝑚]
Ecuación Nº 94
𝑴𝒀 =
{
𝐻 < −2,477 → |𝐖, 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥| > |𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥|
𝐻 = −2,477 → |𝐖, 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥| = |𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥|
−2,477 < 𝐻 < 8,477 → |𝐖, 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥| < |𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥|
𝐻 = 8,477 → |𝐖, 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥| = |𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥|
𝐻 > 8,477 → |𝐖, 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥| > |𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥|}
Ecuación Nº 95
La distancia 𝐻 puede representar solamente valores reales positivos. Anteriormente se
definió que 𝐻 es siempre menor que 𝑊 o 𝐿. Entonces se puede concluir que los momentos
resistivos sobre el eje 𝑌 de las configuraciones básicas de pórtico 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 y 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 son
siempre menores que el momento resistivo sobre el eje 𝑌 de la configuración básica de
pórtico 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥.
º
327
UPB © 2013
El análisis estático sobre las tres diferentes configuraciones básicas de pórtico, suponiendo
una máquina detenida (componentes estáticos) y sin cabezal, establece las tres
deducciones finales:
a. Según los momentos resistivos sobre el eje 𝑍, es indiferente elegir cualquiera de las
configuraciones básicas de pórtico.
b. Según los momentos resistivos sobre el eje 𝑋, las configuraciones básicas de pórtico
que exigen menor rigidez intrínseca son: 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 y 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥.
c. Según los momentos resistivos sobre el eje 𝑌, las configuraciones básicas de pórtico
que exigen menor rigidez intrínseca son: 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 y 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥.
Según estas tres deducciones, la configuración básica de pórtico 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 es la mejor
configuración de pórtico para la máquina router CNC a diseñar.
19.1.5 Definición de la configuración básica de pórtico según los
componentes dinámicos
Es necesario realizar un análisis de las mismas configuraciones básicas de pórtico, pero
esta vez tomando en cuenta los componentes dinámicos que permiten su movimiento.
Los componentes dinámicos refieren al trabajo que desarrollan los actuadores de la
máquina, por medio de los mecanismos de tracción del equipo de traslación, para poder
mover los eslabones del pórtico. Este trabajo se descompone en una fuerza y su
respectiva carrera, cada una de éstas corresponde a cada eje; por lo tanto, existen tres
fuerzas de empuje o tracción denominadas como 𝑭𝑯, 𝑭𝑾 y 𝑭𝑳, para la altura del espacio
de trabajo, la anchura de la mesa de trabajo y para la largura del espacio de trabajo
respectivamente.
Al igual que en el anterior caso (según los componentes estáticos) se define un origen a
cada configuración básica, también se posicionan los centros de masa y los respectivos
vectores peso suponiendo carriles uniformes e ideales, se definen las mismas proporciones
que en el anterior caso, se establece el mismo patrón de ejes de coordenadas (aunque
para este caso no se requiera la referencia a los momentos) y se posicionan los
componentes ortogonales de las fuerzas de maquinado justo en el punto de reacción de
la máquina (idénticos al caso anterior). Además se colocan las fuerzas de empuje o
tracción en cada uno de sus puntos de aplicación, con un sentido inverso al sentido de
las fuerzas de maquinado (siempre son contrarias). También se toma en cuenta las dos
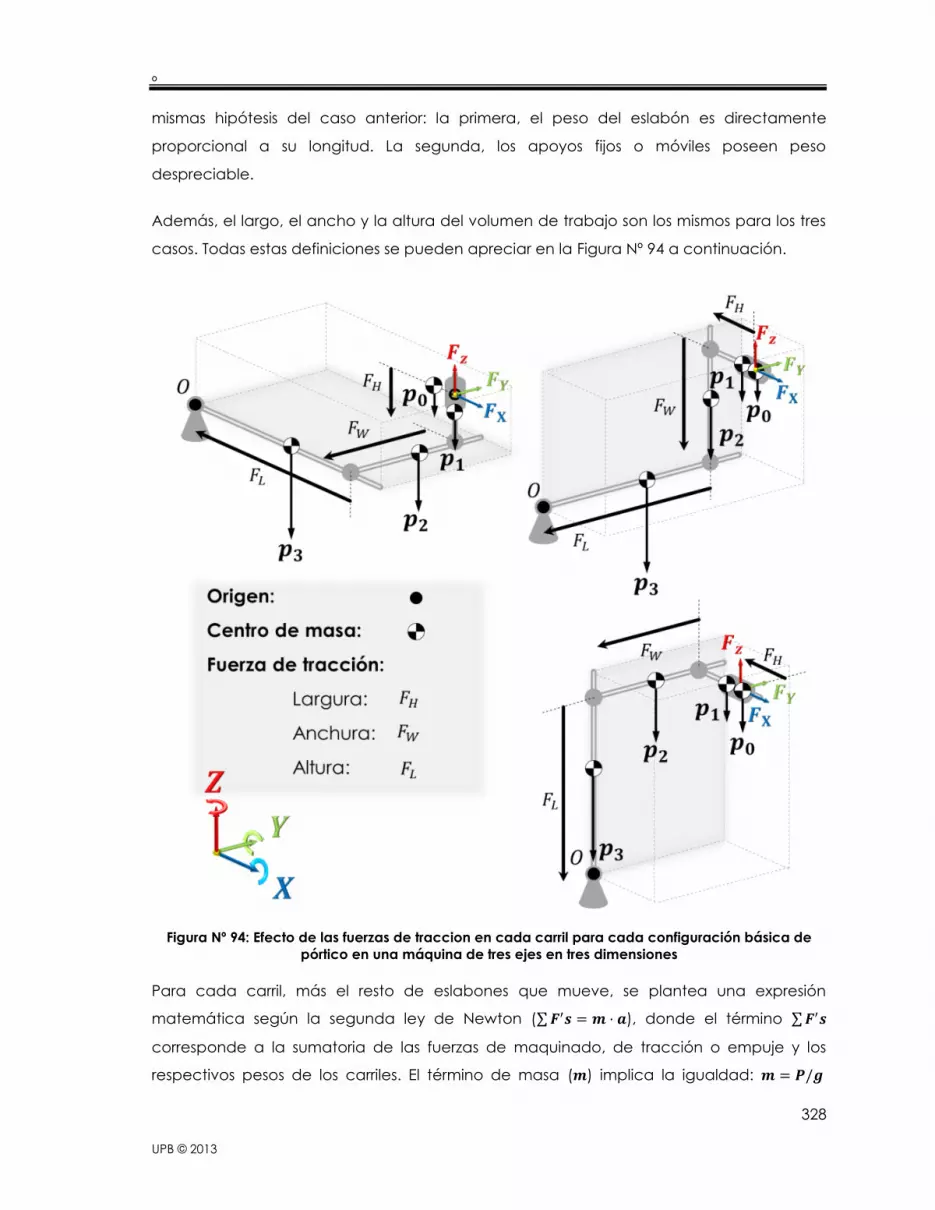
º
328
UPB © 2013
mismas hipótesis del caso anterior: la primera, el peso del eslabón es directamente
proporcional a su longitud. La segunda, los apoyos fijos o móviles poseen peso
despreciable.
Además, el largo, el ancho y la altura del volumen de trabajo son los mismos para los tres
casos. Todas estas definiciones se pueden apreciar en la Figura Nº 94 a continuación.
Figura Nº 94: Efecto de las fuerzas de traccion en cada carril para cada configuración básica de
pórtico en una máquina de tres ejes en tres dimensiones
Para cada carril, más el resto de eslabones que mueve, se plantea una expresión
matemática según la segunda ley de Newton (∑𝑭′𝒔 = 𝒎 · 𝒂), donde el término ∑𝑭′𝒔
corresponde a la sumatoria de las fuerzas de maquinado, de tracción o empuje y los
respectivos pesos de los carriles. El término de masa (𝒎) implica la igualdad: 𝒎 = 𝑷/𝒈

º
329
UPB © 2013
donde 𝑷 es el peso de cada carril y el término 𝒈 es la aceleración de la gravedad
terrestre. Para la aceleración (𝒂) se distinguirán tres casos diferentes: 𝒂𝑯, 𝒂𝑾 y 𝒂𝑳, que se
denominan aceleración en el carril de la altura, anchura y largura de trabajo
respectivamente. Luego de ordenar las ecuaciones y realizar algunas simplificaciones, se
puede mostrar la expresión completa para cada caso (en notación matricial):
𝐇 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑭𝑳
𝑭𝑾
𝑭𝑯
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) · (1 0 00 1 00 0 1
) + (−1
𝑔) · (
𝑷𝟎
𝑷𝟏
𝑷𝟐
) · (
𝑎𝐿 𝑎𝐿 𝑎𝐿
𝑎𝑊 𝑎𝑊 0𝑎𝐻 + 𝑔 0 0
) Ecuación Nº 96
𝐖 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑭𝑯
𝑭𝑳
𝑭𝑾
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) · (1 0 00 1 00 0 1
) + (−1
𝑔) · (
𝑷𝟎
𝑷𝟏
𝑷𝟐
) · (
𝑎𝐻 0 0𝑎𝐿 𝑎𝐿 𝑎𝐿
𝑎𝑊 + 𝑔 𝑎𝑊 + 𝑔 0) Ecuación Nº 97
𝐋 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑭𝑯
𝑭𝑾
𝑭𝑳
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) · (1 0 00 1 00 0 1
) + (−1
𝑔) · (
𝑷𝟎
𝑷𝟏
𝑷𝟐
) · (𝑎𝐻 0 0𝑎𝑊 𝑎𝑊 𝑎𝑊
𝑎𝐿 + 𝑔 𝑎𝐿 + 𝑔 𝑎𝐿 + 𝑔) Ecuación Nº 98
Analizando la expresión completa para cada caso se puede notar que existen dos partes:
la primera es dependiente solamente de las fuerzas de maquinado y la segunda contiene
los términos de masa y aceleración por cada eje o carril.
De una manera semejante al anterior caso (componentes estáticos), no se puede tomar
en cuenta los valores del vector �� pues son hasta el momento inciertos (referente a la
primera parte de la expresión). Entonces, para proseguir con el análisis, se supondrá que
este vector es nulo, lo que significa que la máquina está en movimiento, pero sin estar
realizando ningún tipo de trabajo o esfuerzo que no sea el de simple movimiento. Cabe
resaltar que en el anterior caso �� = 0 significaba que la máquina estaba detenida, ahora
los componentes están en movimiento.
En la segunda parte de la expresión, puede notarse que el peso del carril más largo (𝑷𝟑)
no aparece en ninguno de los términos; gracias al proceso de delimitación de alternativas
mencionado anteriormente, el peso 𝑷𝟑 queda fuera de las expresiones de los
componentes dinámicos, pues es el mayor de todos (al menos en teoría) y su influencia en
el aumento de la magnitud de las fuerzas de empuje es la mayor también. Ahora, el carril
correspondiente al peso 𝑷𝟑 es un eslabón de orden cero (fijo), de esta manera se
aumenta la rigidez intrínseca de pórtico y se disminuyen los recursos necesarios (se
necesita menos energía) para mover el resto de los eslabones. Obviamente, este
resultado es verídico si solamente si, el peso (y la inercia) del cabezal de conformado (𝑷𝟎)

º
330
UPB © 2013
es menor que el peso (y también la inercia) del carril más largo. Por otro lado, en esta
misma expresión se consideran las magnitudes de aceleración (𝒂𝑯, 𝒂𝑾 y 𝒂𝑳), estas
aceleraciones son por el momento desconocidas. No se puede anular estos valores pues
siempre estarán presentes cuando la máquina posea movimiento; aun cuando los carriles
se muevan a velocidad constante (𝒂𝒊 = 0) se debe tener en cuenta que para alcanzar
cualquier valor de velocidad constante, la máquina tuvo que acelerar o desacelerar.
Para saber cuál configuración básica de pórtico es la mejor, según sus componentes
dinámicos, se debe comparar el trabajo que se realiza por cada carril, para esto primero
se simplifica la anterior expresión de la siguiente forma (anulando el vector �� ):
𝐇 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑭𝑳
𝑭𝑾
𝑭𝑯
) = −1
𝑔· (
𝑷𝟎
𝑷𝟏
𝑷𝟐
) · (
𝑎𝐿 𝑎𝐿 𝑎𝐿
𝑎𝑊 𝑎𝑊 0𝑎𝐻 + 𝑔 0 0
) Ecuación Nº 99
𝐖 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑭𝑯
𝑭𝑳
𝑭𝑾
) = −1
𝑔· (
𝑷𝟎
𝑷𝟏
𝑷𝟐
) · (
𝑎𝐻 0 0𝑎𝐿 𝑎𝐿 𝑎𝐿
𝑎𝑊 + 𝑔 𝑎𝑊 + 𝑔 0) Ecuación Nº 100
𝐋 𝐯𝐞𝐭𝐢𝐜𝐚𝐥: (
𝑭𝑯
𝑭𝑾
𝑭𝑳
) = −1
𝑔· (
𝑷𝟎
𝑷𝟏
𝑷𝟐
) · (
𝑎𝐻 0 0𝑎𝑊 𝑎𝑊 0
𝑎𝐿 + 𝑔 𝑎𝐿 + 𝑔 𝑎𝐿 + 𝑔) Ecuación Nº 101
Ahora se realiza el producto matricial y se reordenan los términos según la fuerza de
empuje de cada eje o carril:
𝑭𝑳 =
{
𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: −(𝑷𝟎 + 𝑷𝟏 + 𝑷𝟐) ·
𝑎𝐿
𝑔
𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: −(𝑷𝟎 + 𝑷𝟏 + 𝑷𝟐) ·𝑎𝐿
𝑔
𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: −(𝑷𝟎 + 𝑷𝟏 + 𝑷𝟐) ·𝑎𝐿 + 𝑔
𝑔 }
Ecuación Nº 102
𝑭𝑾 =
{
𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: −(𝑷𝟎 + 𝑷𝟏) ·
𝑎𝑊
𝑔
𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: −(𝑷𝟎 + 𝑷𝟏) ·𝑎𝑊 + 𝑔
𝑔
𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: −(𝑷𝟎 + 𝑷𝟏) ·𝑎𝑊
𝑔 }
Ecuación Nº 103
𝑭𝑯 =
{
𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: −(𝑷𝟎) ·
𝑎𝐻 + 𝑔
𝑔
𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: −(𝑷𝟎) ·𝑎𝐻
𝑔
𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥: −(𝑷𝟎) ·𝑎𝐻
𝑔 }
Ecuación Nº 104

º
331
UPB © 2013
La expresión del trabajo realizado por alguno de los carriles (en realidad por la acción de
sus actuadores) se resume en la expresión: 𝑻𝒊 = 𝑭𝒊 · 𝒅, donde 𝒅 puede ser igual a 𝐻, 𝑊 o 𝐿
dependiendo de la fuerza 𝑭𝒊. Entonces, no es necesario comparar el trabajo que realiza
cada uno de los carriles usando la expresión del trabajo, pues para una fuerza dada, la
distancia del carril será la misa. La siguiente relación demuestra que basta con comparar
las magnitudes de las fuerzas 𝑭𝒊.
𝑻𝑯 = 𝑭𝑯 · 𝐻 ∴ 𝑻𝑯(𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥)↔ 𝑻𝑯(𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥)
Ecuación Nº 105
[𝑭𝑯(𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥)· 𝐻] ↔ [𝑭𝑯(𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥)
· 𝐻] Ecuación Nº 106
−(𝑷𝟎) ·𝑎𝐻 + 𝑔
𝑔· (𝐻) ↔ −(𝑷𝟎) ·
𝑎𝐻
𝑔· (𝐻) Ecuación Nº 107
Efectivamente, la carrera del eje (𝒅) que en este caso es igual a 𝐻 queda anulada, pues
se simplifica al estar a ambos lados de la comparación.
Al momento de comparar las fuerzas de empuje según cada configuración básica de
pórtico por cada eje, se puede notar que en cada trío de términos, dos siempre son
idénticos. Además, en la comparación de dos de los términos distintos en un trío, siempre
se concluye en una relación de la forma: (𝑎𝑑 + 𝑔)/𝑔, que siempre es mayor a la unidad.
Todo esto, se demuestra con el siguiente desarrollo.
𝑭𝒅 =
{
−(∑𝑷′𝒔) ·
𝑎𝑑
𝑔
−(∑𝑷′𝒔) ·𝑎𝑑
𝑔
−(∑𝑷′𝒔) ·𝑎𝑑 + 𝑔
𝑔 }
→ − (∑𝑷′𝒔) ·𝑎𝑑
𝑔= −(∑𝑷′𝒔) ·
𝑎𝑑 + 𝑔
𝑔 Ecuación Nº 108
𝑎𝑑
𝑔=
𝑎𝑑 + 𝑔
𝑔 → 𝑎𝑑 = 𝑎𝑑 + 𝑔 → 𝕂 = |
𝑎𝑑 + 𝑔
𝑎𝑑
| > 1 Ecuación Nº 109
La constante 𝕂 es aquella proporción entre las magnitudes de las fuerzas de empuje para
un mismo eje. Con este valor se puede deducir que el valor diferente en el trío de fuerzas
de empuje para un mismo eje, es siempre mayor 𝕂 veces a los dos valores idénticos. Esta
deducción permite comparar las fuerzas de empuje de la siguiente manera.
𝑭𝑳 = {𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 > 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 = 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥} Ecuación Nº 110
𝑭𝑾 = {𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 > 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 = 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥} Ecuación Nº 111
𝑭𝑯 = {𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 > 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 = 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥} Ecuación Nº 112
𝑭𝑳 > 𝑭𝑾 > 𝑭𝑯 <=> �� = 0 Ecuación Nº 113

º
332
UPB © 2013
Entonces se concluye que según una fuerza de empuje de un eje dado, las mejores
configuraciones base de pórtico son aquellas que no poseen ese eje como vertical.
También se puede concluir que si la máquina está en movimiento, pero sin realizar ningún
tipo de trabajo (maquinado, grabado), las mejores configuraciones son 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 y
𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥, pues minimizan la mayor fuerza de empuje (𝑭𝑳).
Hasta el momento, el orden específico de la discriminación de alternativas, planteó dos
resultados diferentes: el primero, basado en la definición de la configuración básica de
pórtico según los componentes estáticos, que concluye que la mejor alternativa es la
configuración básica de pórtico 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥. El segundo, basado en la definición de la
configuración básica de pórtico según los componentes dinámicos, que concluye que las
mejores alternativas son las configuraciones básicas de pórtico 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 y 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥. Esta
aparente contradicción de definiciones o conclusiones, no puede ser resuelta hasta no
conocer el verdadero valor del vector �� , pues nótese que para llegar a ambos resultados,
tuvo que discriminarse dicho vector.
19.1.6 Definición de los eslabones redundantes de refuerzo
Independientemente del tipo de configuración básica de pórtico, se pueden definir los
eslabones que reforzarán el pórtico, con el fin de aumentar su rigidez.
Es necesario mencionar que si anteriormente no se hubiera establecido un orden en la
discriminación de alternativas para seleccionar un tipo de pórtico, en esta etapa la
definición de eslabones redundantes o de refuerzo generaría muchísimas posibilidades de
estructuración de pórticos. Sin embargo, como ya se conoce que los mejores tipos de
pórtico pertenecen a una de las tres configuraciones básicas expuestas anteriormente, las
posibilidades de refuerzo de carriles disminuyen considerablemente, facilitando la
convergencia a una solución factible. Aun así no dejan de ser muchas las posibilidades.
Las configuraciones básicas de pórtico que se muestran en la Figura Nº 91, están
constituidas por una cadena cinemática simple; se conoce a una cadena cinemática
simple a aquel conjunto de eslabones que no poseen redundancia entre sí. Además, la
cadena es completa y no invertida, pues no posee cadenas parciales (cadena dividida)
y el orden de los eslabones es desde el elemento de orden cero hasta el punto de acción.
Estas características permiten que el tipo de refuerzo o redundancia de eslabones sea
similar para las tres configuraciones de pórtico (así se reduce también las posibilidades de

º
333
UPB © 2013
solución en los tipo de pórtico). Como base, se optará por analizar la configuración
básica de pórtico 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 (solamente por razones de simplicidad).
Para poder generar correctamente todas las opciones posibles en la redundancia de
eslabones, se debe definir primero algunas reglas. Estas reglas no permiten que existan
contradicciones en la generación de eslabones redundantes, además facilitan la
percepción de todas las posibles combinaciones con los eslabones redundantes:
1. Un carril (eslabón de la cadena cinemática), puede tener solamente dos puntos de
apoyo, uno necesariamente real y otro opcionalmente libre.
2. La generación de un nuevo punto de apoyo puede darse tan solamente por la
transformación de un punto de apoyo libre a punto de apoyo real.
3. Un punto de apoyo real debe recurrir necesariamente a un eslabón anterior de la
cadena cinemática. Si se trata de un eslabón de orden cero, entonces el punto de
apoyo real es un empotre.
4. Un eslabón de refuerzo o redundante debe ser paralelo y de igual magnitud que el
eslabón primario o no redundante.
5. Entre un eslabón redundante y uno primario debe existir otro eslabón (primario o
redundante) o cadena parcial. Si no, el eslabón redundante no es más que una
proyección o prolongación de un eslabón primario.
Estas cinco reglas de generación de eslabones pueden ser mejor comprendidas o
asimiladas tomando en cuenta que existe una analogía interesante entre una cadena
cinemática conceptual y una porción de cadena real (mecánica). En la Figura Nº 95 a
continuación se puede apreciar dos ejemplos de cómo las cadenas cinemáticas de un
pórtico simple (sin redundancia) y otro con redundancia máxima (cadena reforzada),
pueden representarse por cadenas mecánicas.
Figura Nº 95: Aplicación de las cinco reglas en eslabones redundantes: Arriba, analogía en una
configuración de máxima redundancia. Abajo, analogía en una configuración simple

º
334
UPB © 2013
La analogía de la cadena mecánica permite conocer con certeza la configuración de
mayor redundancia (configuración que aparece en la parte superior de la Figura Nº 95)
como también la más simple (que aparece en la parte inferior de la misma figura). Todas
las configuraciones posibles e intermedias entre estas dos configuraciones extremo son las
que deben estudiarse; sin embargo, antes deben ser definidas o al menos enumeradas. A
continuación en la Figura Nº 96 se presenta un árbol de posibilidades independientes a
partir de la configuración más simple, todas son combinaciones intermedias entre las
configuraciones extremo.
Figura Nº 96: Árbol de posibilidades independientes a partir de la configuración más simple de
pórtico (cadena simple)
La anterior figura refiere a la aplicación de las cinco reglas básicas de generación de
eslabones redundantes y a la enumeración de los extremos en voladizo de cada eje, pues
estos representan un potencial apoyo real que se va ramificando hasta llegar a un
eslabón de orden cero o empotre. Por otro lado, puede notarse que están enumeradas
las ocho posibilidades independientes; combinando todas ellas en una sola configuración
se puede generar la configuración más compleja, la de máxima redundancia. La
ecuación que permite conocer el número total de posibilidades (𝑵) es la siguiente.
𝑵 = 𝑛 + ∑ ∑𝑗
𝑖
𝑗=1
𝑛−2
𝑖=1
← 𝑛 = 8 ∴ 𝑵 = 64 Ecuación Nº 114

º
335
UPB © 2013
Es necesario hacer un análisis a todas las 64 configuraciones redundantes, que revele cuál
es la mejor configuración de pórtico. Las dos magnitudes que son evaluadas en este
análisis son la rigidez de los carriles y la carrera neta del pórtico.
Para evaluar la rigidez de los carriles se aplica un método semejante al aplicado
anteriormente para determinar la configuración básica de pórtico según los componentes
estáticos, en este método se deberá conocer las proporciones de los momentos y fuerzas
resistentes ubicadas en cada punto de apoyo real en todas las configuraciones
redundantes posibles. Menores proporciones en los momentos y fuerzas resistivas exigirán
menor rigidez en los carriles y en los respectivos ensambles entre ellos, esto se traduce en
menor costo y mayor robustez de pórtico.
Por otro lado, la carrera neta de pórtico, refiere a la longitud total de carril que se está
usando en la configuración evaluada; la suma de la carrera de todos los carriles o
eslabones de la configuración determinan el valor de la carrera neta. Cuando este valor
es menor, el pórtico es más liviano y más económico. Puede notarse que mientras la
rigidez de los carriles es más exigida, la redundancia también lo es, generando una
proporción inversa entre la magnitud de la carrera neta de pórtico y las magnitudes de las
fuerzas y momentos resistentes. La configuración que minimice el valor de los recursos
consumidos (carrera neta de pórtico, rigidez de los carriles) maximizando al mismo tiempo
el desempeño de los componentes (momentos y fuerzas resistentes) será elegida como la
mejor configuración de redundancia, para luego ser aplicada a una de las tres
configuraciones básicas de pórtico.
La cantidad de posibilidades dificulta el análisis descrito anteriormente si es que deben
analizase las 64; sin embargo, no es necesario evaluar todas las posibilidades:
primeramente se desarrollará el análisis para el caso más sencillo y el caso más complejo,
referentes a la configuración de cadena simple y cadena reforzada respectivamente,
mostradas en la Figura Nº 95. Luego, conociendo las proporciones de carrera neta,
momentos y fuerzas resistentes entre ambas configuraciones extremo, se deducirán
criterios que permitan depurar la mayoría de las posibilidades. Los pasos de este desarrollo
se resumen a continuación:
a. Carrera neta, momentos y fuerzas resistentes para las configuraciones extremo.
b. Deducción de los criterios para depurar posibilidades.
c. Selección de posibilidades.

º
336
UPB © 2013
a. Carrera neta, momentos y fuerzas resistentes para las configuraciones extremo: En la
Figura Nº 97 a continuación, se representa el diagrama de cuerpo libre para cada uno de
los eslabones de ambas configuraciones extremo.
Figura Nº 97: Representación de la interacción de fuerzas ortogonales (también momentos) en el
diagrama de cuerpo libre, para cada eslabón de las configuraciones redundantes de pórtico más
simple y más compleja
A partir de la figura anterior, se generan las expresiones matemáticas que relacionan las
fuerzas y momentos resistentes en cada apoyo real. Normalmente, cuando se trata de
estructuras o pórticos con eslabones redundantes, siempre se debe enfrentar un sistema
de ecuaciones menor al número de variables, pues se trata de estructuras estáticamente
indeterminadas; entonces se supusieron ecuaciones de deformación homogénea que
permiten la correcta convergencia a la solución evitando indeterminaciones:

º
337
UPB © 2013
Cadena cinemática más simple; no se escriben las ecuaciones de los momentos
resistentes pues son semejantes a los momentos resistentes de la configuración
𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥, presentada anteriormente.
(
𝐴0
𝐵0
𝐶0
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) + (
𝑷𝟎
𝑷𝟏
𝑷𝟐
𝑷𝟑
) · (0 0 0 00 0 0 0
−1 0 0 0
) ; (
𝐴1
𝐵1
𝐶1
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) + (
𝑷𝟎
𝑷𝟏
𝑷𝟐
𝑷𝟑
) · (0 0 0 00 0 0 0
−1 −1 0 0
)
(
𝐴3
𝐵3
𝐶3
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) + (
𝑷𝟎
𝑷𝟏
𝑷𝟐
𝑷𝟑
) · (0 0 0 00 0 0 0
−1 −1 −1 0
) ; (
𝐴7
𝐵7
𝐶7
) = (
𝑭𝟏𝑿
𝑭𝟏𝒀
𝑭𝟏𝒁
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) + (
𝑷𝟎
𝑷𝟏
𝑷𝟐
𝑷𝟑
) · (0 0 0 00 0 0 0
−1 −1 −1 −1
)
Carrera Neta: 𝓓 = 1 · 𝐿 + 1 · 𝑊 + 1 · 𝐻
Cadena cinemática más compleja; no posee ecuaciones literales para momentos
resistentes por ser una estructura estáticamente indeterminada, además no se
escriben las ecuaciones para ninguna componente 𝐴𝑖, 𝐵𝑖 o 𝐶𝑖 por razones de
simplicidad, directamente se escriben las ecuaciones en el empotre.
𝛼1 =(𝑊 − 𝑤) · (𝐻 − ℎ)
2 · 𝑊 · 𝐻; 𝛼2 =
(𝑊 − 𝑤) · (ℎ)
2 · 𝑊 · 𝐻; 𝛼3 =
(𝑤) · (𝐻 − ℎ)
2 · 𝑊 · 𝐻; 𝛼4 =
(𝑤) · (ℎ)
2 · 𝑊 · 𝐻
𝛽1 =(𝐿 − 𝑙) · (𝐻 − ℎ)
2 · 𝐿 · 𝐻; 𝛽2 =
(𝐿 − 𝑙) · (ℎ)
2 · 𝐿 · 𝐻; 𝛽3 =
(𝑙) · (𝐻 − ℎ)
2 · 𝐿 · 𝐻; 𝛽4 =
(𝑙) · (ℎ)
2 · 𝐿 · 𝐻
𝛾1 =(𝑊 − 𝑤) · (𝐿 − 𝑙)
2 · 𝑊 · 𝐿; 𝛾2 =
(𝑊 − 𝑤) · (𝑙)
2 · 𝑊 · 𝐿; 𝛾3 =
(𝑤) · (𝐿 − 𝑙)
2 · 𝑊 · 𝐿; 𝛾4 =
(𝑤) · (𝑙)
2 · 𝑊 · 𝐿
(
𝑭𝟏𝑿
𝑭𝟏𝒀
𝑭𝟏𝒁
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) · (
𝛼1 0 00 𝛽1 00 0 𝛾1
) + (
𝑷𝟎
𝑷𝟏
𝑷𝟐
𝑷𝟑
) · (00
−𝛾1
00
−𝛾1
00
(𝛾1 −𝑤
𝑊 − 𝑤)
00
−1
2
) ;
(
𝑭𝟐𝑿
𝑭𝟐𝒀
𝑭𝟐𝒁
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) · (
𝛼1 0 00 𝛽3 00 0 𝛾2
) + (
𝑷𝟎
𝑷𝟏
𝑷𝟐
𝑷𝟑
) · (00
−𝛾2
00
−𝛾2
00
(𝛾2 −𝑤
𝑊 − 𝑤)
00
−1
2
) ;
(
𝑭𝟑𝑿
𝑭𝟑𝒀
𝑭𝟑𝒁
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) · (
𝛼3 0 00 𝛽1 00 0 𝛾3
) + (
𝑷𝟎
𝑷𝟏
𝑷𝟐
𝑷𝟑
) · (00
−𝛾3
00
−𝛾3
00
(2 · 𝛾3 −𝑊
𝑤)
00
−1
2
) ;

º
338
UPB © 2013
(
𝑭𝟒𝑿
𝑭𝟒𝒀
𝑭𝟒𝒁
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) · (
𝛼3 0 00 𝛽3 00 0 𝛾4
) + (
𝑷𝟎
𝑷𝟏
𝑷𝟐
𝑷𝟑
) · (00
−𝛾4
00
−𝛾4
00
(2 · 𝛾4 −𝑊
𝑤)
00
−1
2
) ;
(
𝑭𝟓𝑿
𝑭𝟓𝒀
𝑭𝟓𝒁
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) · (
𝛼2 0 00 𝛽2 00 0 𝛾1
) + (
𝑷𝟎
𝑷𝟏
𝑷𝟐
𝑷𝟑
) · (00
−𝛾1
00
−𝛾1
00
(𝛾1 −𝑊
𝑊 − 𝑤)
00
−1
2
) ;
(
𝑭𝟔𝑿
𝑭𝟔𝒀
𝑭𝟔𝒁
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) · (
𝛼2 0 00 𝛽4 00 0 𝛾2
) + (
𝑷𝟎
𝑷𝟏
𝑷𝟐
𝑷𝟑
) · (00
−𝛾2
00
−𝛾2
00
(𝛾2 −𝑊
𝑊 − 𝑤)
00
−1
2
) ;
(
𝑭𝟕𝑿
𝑭𝟕𝒀
𝑭𝟕𝒁
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) · (
𝛼4 0 00 𝛽2 00 0 𝛾3
) + (
𝑷𝟎
𝑷𝟏
𝑷𝟐
𝑷𝟑
) · (00
−𝛾3
00
−𝛾3
00
(2 · 𝛾3 −𝑊
𝑤)
00
−1
2
) ;
(
𝑭𝟖𝑿
𝑭𝟖𝒀
𝑭𝟖𝒁
) = (
𝑭𝑿
𝑭𝒀
𝑭𝒁
) · (
𝛼4 0 00 𝛽4 00 0 𝛾4
) + (
𝑷𝟎
𝑷𝟏
𝑷𝟐
𝑷𝟑
) · (00
−𝛾4
00
−𝛾4
00
(2 · 𝛾4 −𝑊
𝑤)
00
−1
2
) ;
Carrera Neta: 𝓓 = 4 · 𝐿 + 2 · 𝑊 + 1 · 𝐻
b. Deducción de los criterios para depurar posibilidades: Las expresiones deducidas
anteriormente, permiten tener una idea de cómo es que se relacionan los momentos y
fuerzas resistentes entre sí y con la carrera neta de pórtico. Se puede notar que las
expresiones para el caso más complejo de redundancia son ecuaciones mucho más
complicadas que las del caso simple; entonces se puede deducir que las relaciones para
los casos intermedios poseerán ecuaciones de complejidad también intermedias.
Independientemente de la complejidad de las ecuaciones referentes a los momentos y
fuerzas resistentes, puede intuirse que las magnitudes de cada variable se reducen
mientras la redundancia de pórtico es mayor, pues las cargas axiales o angulares quedan
repartidas en los apoyos y empotres; contrariamente, mientras la redundancia de pórtico
es menor, las cargas tienen menor oportunidad de repartirse, por esta razón tienden a ser
máximas en cada punto de apoyo o empotre. Con estas simples deducciones se podría
concluir que un pórtico de eslabones redundantes es mejor si es que se requiere reducir
las exigencias de rigidez en los carriles (menores momentos y fuerzas resistentes), pero
debe tomarse en cuenta que un pórtico más redundante requiere de mayor carrera neta,
más apoyos, más empotres y más componentes en general, aumentando el precio y
complejidad del pórtico.

º
339
UPB © 2013
Con el objetivo de identificar una configuración de pórtico, de entre las 64 posibles
combinaciones, que sea equilibrada en complejidad, precio y rigidez, se genera el
siguiente criterio:
Entre dos posibles configuraciones de pórtico independientes con la misma carrera
neta, se debe elegir la configuración que posea mayor número de empotres.
La carrera neta de pórtico representa indirectamente el precio y complejidad de pórtico,
por eso el anterior criterio puede generarse a partir de la idea de distribuir las cargas lo
mejor posible sin aumentar el número de eslabones.
Para la aplicación de este criterio se debe recurrir a la Figura Nº 96, donde se muestran las
ocho posibilidades independientes a partir de la configuración más simple de pórtico.
Según esta figura, las posibilidades independientes 𝟏 y 𝟐, las 𝟑 y 𝟒, las 𝟓 y 𝟔 y las 𝟕 y 𝟖,
tienen la misma carrera neta y en algunos casos igual número de apoyos, aunque con
diferente disposición; la aplicación del criterio establecido anteriormente, tiene lugar
solamente si es que se reduce cada par de posibilidades independientes a una sola
posibilidad. La Figura Nº 98 a continuación ilustra la reducción.
Figura Nº 98: Árbol de posibilidades combinadas independientes
El criterio planteado anteriormente permite una gran reducción de las posibilidades de
pórticos de eslabones redundantes; aplicando la misma ecuación para determinar el
número total de posibilidades se tiene.

º
340
UPB © 2013
𝑵 = 𝑛 + ∑ ∑𝑗
𝑖
𝑗=1
𝑛−2
𝑖=1
← 𝑛 = 4 ∴ 𝑵 = 8 Ecuación Nº 115
La reducción de las 64 posibilidades a solamente 8 facilita en gran manera el proceso de
selección de pórticos de eslabones redundantes; sin embargo, no es el único cambio
aplicado al árbol de posibilidades, pues la aplicación del criterio depurativo descarta
también la configuración más simple de pórtico como alternativa (claro que se descarta
tan solamente según la redundancia). Ahora, la configuración más simple de pórtico
posee doble empotre en el eslabón de primer orden; la configuración más compleja sigue
siendo la misma, mientras que las configuraciones intermedias poseen como mínimo
cuatro empotres, dos por cada eslabón de primer orden.
c. Selección de posibilidades: De entre las ocho configuraciones de pórtico con eslabones
redundantes que se determinaron hasta el momento, debe seleccionarse la que posea la
mejor combinación entre rigidez de pórtico y carrera neta. La selección por el momento
es muy intuitiva, debido a que no se conocen los valores del vector �� , que es el vector
que representa las fuerzas de maquinado y que se encuentra inmiscuido en todas las
expresiones referentes a los momentos y fuerzas resistentes de todos los pórticos hasta
ahora preseleccionados. Pero independientemente del método que se use para
determinar el mejor tipo de redundancia, de entre las ocho posibilidades de pórtico
redundantes, existen tres que teóricamente son independientes una de la otra; en la
práctica son básicamente la misma opción. Estas configuraciones son la combinación en
pares de las posibilidades 2, 3 y 4 presentadas en la Figura Nº 98. A continuación, en la
Figura Nº 99, se presentan dichas configuraciones redundantes de pórtico.
Figura Nº 99: Configuraciones redundantes de pórtico prácticamente idénticas
Las configuraciones redundantes de pórtico de la anterior figura, pueden ser resumidas a
una sola, reduciendo así el número total de posibilidades de ocho a seis posibilidades.
Por otro lado, desde un punto de vista práctico de diseño, existen configuraciones
redundantes de pórtico que no necesariamente son aplicables como una solución

º
341
UPB © 2013
efectiva, especialmente si se basa la discriminación de pórticos considerando el último
eslabón. Independientemente de la configuración básica de pórtico seleccionada (sea
𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥, 𝐖 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥 o 𝐋 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥), pues todas éstas poseen la misma disposición de
eslabones, resultaría impráctico proporcionar doble punto de apoyo al último eslabón,
pues su carrera que es de tan solo 90 [𝑚𝑚], comparada con las otras que son mucho
mayores, según el capítulo sexto. Los eslabones de segundo orden estarían tan cercanos
que prácticamente se confundirían con un solo eslabón reforzado; entonces, todas las
configuraciones que planteen la posibilidad de instalar un doble apoyo al último eslabón
son desechadas. Con este último cambio, las posibilidades número 3, 4 y todas
combinaciones que las inmiscuyen, son descartadas. Las dos configuraciones
redundantes de pórtico restantes, aquellas que son aplicables a la geometría de la
máquina router CNC, se presentan a continuación en la Figura Nº 100.
Figura Nº 100: Pórticos redundantes aplicables a la máquina router CNC
19.2 Alternativas – Actuadores aplicables a un router CNC
A diferencia de la sección anterior, la depuración de alternativas en esta sección no
posee un orden específico que pueda expresarse en una lista. La depuración de
alternativas para poder seleccionar los actuadores aplicables a un router CNC obedece
a una serie de conceptos, criterios y decisiones que se presenta a continuación:
19.2.1 Actuadores hidráulicos
Existen dos tipos generales de actuadores hidráulicos: los lineales y los rotativos. No existe
maquinaria CNC que aplique a los actuadores hidráulicos rotativos, como se menciona
en el Anexo-E. Los actuadores hidráulicos lineales se aplican en máquinas fresadoras de
gran potencia, especialmente al eje que debe suspender la pieza de trabajo cuando el
cabezal de la máquina es inmóvil. En la práctica, no existen máquinas tipo router CNC
que apliquen este tipo de actuadores en el equipo de moción, un claro ejemplo son las
máquinas de referencia del Anexo-B. La idea de adaptar un sistema hidráulico a una

º
342
UPB © 2013
máquina tipo router CNC se basaba fundamentalmente en que se sustituiría por completo
el mecanismo de tracción y se simplificaría drásticamente el mecanismo de deslizamiento.
Un equipo de traslación accionado por un actuador hidráulico lineal requiere de
componentes adicionales a los “equipos complementarios” presentados en el subtítulo
tercero de la segunda sección del Anexo-G (3.- Según la primera inversión); estos
componentes adicionales poseen la función de controlar el movimiento de los carriles. En
el Anexo-E y en el Anexo-F se mencionan unos modelos conceptuales de cómo debería o
podría ser un equipo de control accionado hidráulicamente, a continuación en la Figura
Nº 101 se presenta un esquema ilustrativo de dichos modelos.
Figura Nº 101: Esquema ilustrativo de un sistema de control accionado hidráulicamente
NOTA: El esquema ilustrativo de la Figura Nº 101 no posee la simbología ni la estructura que
debería tener el esquema de un circuito hidráulico o semejante; como su nombre lo
indica, el esquema posee solamente el objetivo de ilustrar al lector.
De la figura anterior se puede deducir los modelos presentados en los anexos; además, se
pueden inferir otras deducciones que ayudarán al proceso de selección de alternativas, a
continuación éstas se presentan según el orden del flujo de datos y señales del esquema:

º
343
UPB © 2013
1. Programa CNC:
No existe un programa que genere un archivo de comandos exclusivos para máquinas de
accionamiento hidráulico, los archivos son genéricos y se los conoce como archivos de
comandos G-code; estos programas son generales y los comandos que envían están
pensados para describir la ruta de la herramienta más que para controlar la máquina, por
lo tanto este bloque es independiente de la máquina.
2. Interpretador:
Este bloque está estrechamente relacionado con el tipo de controlador, el tipo de
actuadores y, por supuesto, por el tipo de máquina en sí. Normalmente, el bloque
Interpretador y el bloque Controlador pertenecen a una misma tarjeta integrada; el
Interpretador “lee” los comandos que el programa CNC escribió y “dice” al controlador
cuál es la ruta que la máquina debe tomar, y el Controlador “dice” a la máquina cómo
hacer el trabajo. Entonces, conceptualmente el bloque interpretador puede ser
independiente del tipo de accionamiento de la máquina.
3. Controlador:
El bloque controlador debe ser específico para el tipo de máquina, pues gestiona todas
las tareas de ésta. El Controlador genera las señales respectivas para que la máquina
posea la fuerza, velocidad y desplazamiento deseados; además, es necesario que el
Controlador establezca un ciclo de retroalimentación, especialmente cuando el
accionamiento es hidráulico. En el esquema ilustrativo no se indica el bloque regulador
que se menciona en el Anexo-F; en concepto, el bloque regulador representaría todos los
equipos intermedios entre el bloque controlador y los elementos regulados.
4. Regulación de fuerza:
Segú el Anexo-E, existen cuatro variantes en este bloque, cambiando el tipo de bombas y
el número de éstas; en la Figura Nº 101 solamente se ilustra una de las variantes. Cuando
las bombas aplicadas son de caudal variable, no se requiere instalar reguladores de
caudal, pero sí se necesita que el Controlador actúe activamente sobre la velocidad de
rotación de cada bomba independientemente; pero debe notarse que al variar el
caudal de la bomba también varían la presión y la eficiencia de la compresión. Para
aligerar la tarea del Controlador, se puede evitar regular la fuerza de los actuadores.

º
344
UPB © 2013
5. Regulación de velocidad:
La regulación de la velocidad puede ser hecha regulando el caudal suministrado por la
bomba. Un método mucho más eficiente que este consiste en instalar en el circuito
hidráulico estranguladores (reguladores de caudal) por cada eje de la máquina, para
que varíen el caudal que pasa a través de ellos; en la práctica se conoce que la presión y
la eficiencia de la compresión se ven afectadas por la variación del caudal. La regulación
de la velocidad con estranguladores gobernados activamente por un Controlador,
puede o no requerir que la bomba sea de caudal variable, pero es más práctico que no
lo sea, pues la mayor parte de la regulación la desempeñan los estranguladores;
solamente se recomienda usar una bomba de caudal variable cuando la potencia de
esta deba ser grande, pues de esta manera se estaría regulando también la bomba para
ahorrar energía haciendo que la bomba trabaje solamente lo necesario.
6. Regulación de posición:
La posición de la máquina se regula a través del avance o retroceso del vástago de los
actuadores; a su vez, el movimiento del vástago de los actuadores se regula por la
cantidad de fluido que se introduce en la cámara del actuador (se supone que los
actuadores son de doble carrera). Entonces, las llaves de paso instaladas para la
regulación de la posición poseen dos tareas fundamentales: permitir el paso de una
cantidad de fluido conocida y controlable, y direccionar ésta a una de las dos cámaras
de los actuadores vara variar su sentido de movimiento. Las válvulas de paso, o llaves de
paso son gobernadas activamente por el Controlador.
7. Retroalimentación:
Cuando se usa el término “gobierno activo” se refiere a que cualquiera que sea el
gobierno de la máquina, conoce el estado y resultado de sus acciones; en otras palabras,
el “gobierno activo” se refiere a un ciclo cerrado de control. Aparentemente se deben
monitorear los tres parámetros del equipo de control: avance (precisión), velocidad y
fuerza; pero en realidad, solo es práctico conocer los dos primeros. Los componentes
específicos del bucle de retroalimentación presentado en la Figura Nº 101 consisten en
dispositivos capaces de medir las coordenadas y velocidades instantáneas de la
máquina, además de los respectivos adaptadores de señal para comunicar los datos con
el Controlador. La retroalimentación es crucial para una máquina tipo router de
accionamiento hidráulico, sin ella simplemente la máquina no puede operar.

º
345
UPB © 2013
19.2.2 Actuadores eléctricos
Hasta aquí el desarrollo de la alternativa de aplicar un sistema hidráulico al equipo de
traslación de una máquina tipo router CNC, ahora es necesario desarrollar la otra
alternativa: actuadores eléctricos. Existen varias sub-alternativas a ser desarrolladas.
Como se menciona en el Anexo-E, los actuadores eléctricos se dividen en dos grupos bien
marcados: los actuadores rotacionales y los actuadores lineales. No se puede hacer un
análisis separado de estos dos tipos, pues ambos presentan alternativas semejantes; por
otro lado, cada tipo general posee sub-tipos que no son aplicables. A continuación se
presenta la depuración de los sub-tipos siguiendo el orden establecido en el Anexo-E
(Sección Cabezal: Motores eléctricos rotativos; Sección Equipo de traslación: Motores
eléctricos lineales):
1. Motor eléctrico rotativo de corriente continua:
Según el Anexo-E, existen los siguientes tipos de motores de corriente continua: motor de
conexión Serie, motor de conexión Paralelo, motor de conexión Compuesta, motor de
conexión Independiente, motor sin escobillas, motor paso a paso, servomotor y motor sin
núcleo. Los servo motores pueden tener una conexión Serie, Paralelo, Compuesta o
Independiente; por lo tanto, estos cuatro tipos de conexión se pueden resumir en la
categoría servomotor. Los motores sin núcleo y los sin escobillas son motores mucho más
eficientes que los demás, pero sus métodos de control (según el segundo subtítulo de la
primera sección del Anexo-F) conocidos hasta el momento quitan la practicidad a la
aplicación de este tipo de motores; si es que la evolución tecnológica permite mejorar los
métodos de control para los motores sin núcleo y especialmente para los motores sin
escobillas, éstos serían idóneos para el accionamiento de las máquinas CNC. Entonces,
por el momento las dos alternativas vigentes dentro los motores eléctricos de corriente
continua son los servomotores y los motores paso a paso.
2. Motor eléctrico rotativo de corriente alterna:
Entre motores asíncronos y síncronos, según el Anexo-E, pueden mencionarse los siguientes
tipos de motores de corriente alterna: jaula de ardilla, rotor devanado, universales y sin
escobillas. Normalmente los motores de corriente alterna son usados en aplicaciones que
demandan mayor potencia que los motores de corriente continua; por otro lado, es

º
346
UPB © 2013
normal que el control de este tipo de motores sea más complejo. Según el Anexo-F, existe
un par de métodos para controlar a los motores de corriente alterna, uno de ellos, el
control por variación de frecuencia, es un método poco práctico para ser aplicado en la
máquina; se necesitaría un equipo variador de frecuencia para cada eje de la máquina,
pues los motores son de regulación independiente entre sí, estos equipos no son nada
económicos y usar uno para cada motor no es nada práctico. Entonces, los motores sin
escobillas y los de tipo Jaula de ardilla quedan excluidos por la inaplicabilidad al presente
proyecto. Los motores de rotor devanado son mucho más costosos que los motores
anteriormente mencionados gracias a su complejidad constructiva; aunque el control de
estos motores sea relativamente fácil, no existen pequeñas o medianas versiones de estos
motores (en cuestión de potencia) como para ser aplicados en el accionamiento de un
router CNC. Por última alternativa, quedan los motores universales; al parecer son una
buena alternativa, excepto por su baja eficiencia. Lo bueno de los motores universales es
que pueden ser accionados por corriente alterna o continua, además su control puede
ser hecho de manera efectiva por varios métodos: regulación de corriente o tensión,
regulación de ancho de pulso en corriente directa, regulación usando un TRIAC en
corriente alterna (éste no se menciona en el Anexo-F) y aunque no se aplique pueden ser
controlados por variación de frecuencia. Los motores eléctricos universales son una
alternativa vigente.
3. Motor eléctrico lineal:
Como se menciona en el Anexo-E, existe una analogía muy estrecha entre los motores
eléctricos lineales y los rotativos, la clasificación por naturaleza de energía eléctrica no es
la mejor ahora, sino que se plantea otro tipo de clasificación más representativa: motor de
inducido plano, motor de inductor plano y motor de campo arrollado. El primer tipo,
motor de inducido plano, es muy semejante a un motor tipo jaula de ardilla, solamente
que la versión plana (claro que posee otros sub-tipos diferentes); este tipo de motor
también es desechado como alternativa porque requiere un variador de frecuencia para
controlar activamente al motor. Los motores eléctricos lineales de inductor plano poseen
grandes problemas con la refrigeración de sus devanados y aunque se intentan diferentes
tipos de arrollamientos (clásico y en anillo) no se consiguen resultados complacientes;
además, son equipos caros y poco aplicables pues en la mayoría de los casos se necesita
un variador de frecuencia. Entre los motores eléctricos lineales la alternativa más
tentadora son los motores de campo arrollado, pues ofrecen muchas ventajas bien
destacadas: fuerzas internas compensadas (no requiere de mecanismos de deslizamiento

º
347
UPB © 2013
complejos), refrigeración natural (no requiere equipos complementarios), separación
entre partes móviles (no requiere mantenimiento, ni lubricación, ni montajes complejos),
funcionamiento bajo agua (inclusive ambientes empolvados y/o corrosivos), alta
precisión, alta fuerza de empuje (análoga al torque en motores rotativos), alta velocidad y
alta aceleración; además no requieren de un mecanismo de tracción adicional, las
desventajas son que necesita un variador de frecuencia y son equipos carísimos.
19.2.3 Actuadores aplicables
Se desarrolló conceptualmente a un equipo de traslación accionado hidráulicamente;
pudo notarse que el sistema se torna mucho más complejo de lo necesario, exigiendo a la
máquina componentes complejos y no muy prácticos como un Controlador capaz de
manipular en tiempo real dos señales de retroalimentación (lectura de coordenada y
velocidad instantánea), dos salidas activas (Velocidad: control sobre el grado de
estrangulamiento tomando en cuenta las pérdidas de presión velocidad de respuesta;
Posición: control sobre el tiempo de apertura de las válvulas de paso para dejar pasar una
cantidad conocida de fluido a caudal variante y además decidir el sentido de
movimiento) para gobernar otros dispositivos y además interpretar las órdenes de los
comandos de una rutita de trabajo. Por la impracticidad del método, y además porque
los componentes hidráulicos son relativamente muy caros cuando no son aplicados en
bajas o medianas potencias, se desecha la alternativa de usar este tipo de actuadores en
un equipo de traslación de una máquina tipo router CNC.
Según los actuadores eléctricos rotativos, las alternativas aplicables son los motores paso a
paso y los motores servo, teniendo en cuenta que estos últimos pueden contener dentro a
otros tipos de motores como los de conexión Serie, conexión Paralelo, conexión
Compuesta, conexión Independiente e inclusive a motores universales. Por otro lado, los
motores eléctricos lineales serán la mejor opción, especialmente los de campo arrollado,
cuando los avances tecnológicos permitan abaratar los costos y simplificar los métodos
de control. Por el momento el uso de motores eléctricos lineales se desecha.
19.3 Diseño de Ingeniería – Mecanismos de deslizamiento
En esta sección del presente anexo, se intenta recopilar toda información y criterios
usados en la selección de un mecanismo de deslizamiento aplicable en los tres eslabones
del pórtico de la máquina router CNC. A continuación, se describe el procedimiento.

º
348
UPB © 2013
Según el capítulo sexto, que es el capítulo de alternativas, existen cuatro posibilidades
generales aplicables como mecanismos de deslizamiento: el patín, el eje guía con
rodamiento línea tipo O, el eje guía reforzado con rodamiento línea tipo C y por último el
carril antifricción; cada uno de éstos con sus respectivas ventajas y desventajas. El
mecanismo de deslizamiento es individual por eje o eslabón, pues no necesariamente
todos los eslabones del pórtico deben poseer el mismo tipo de mecanismo de
deslizamiento, aunque por motivos de intercambiabilidad y reducción de precios sería lo
óptimo y es a lo que el diseñista apunta; el mecanismo de deslizamiento dependerá de
las características específicas de cada eslabón. A continuación se presenta el desarrollo
de la selección del mecanismo de deslizamiento por cada eje o eslabón:
19.3.1 Eslabón de tercer orden
Es el eslabón que sostiene al motor de conformado y donde virtualmente se aplican las
fuerzas de maquinado. Su desplazamiento se realiza en el sentido del eje vertical o eje 𝑍.
A continuación, en la Figura Nº 102, se presenta un diagrama de cuerpo libre para el
motor de conformado y el eslabón de tercer orden.
Figura Nº 102: Izquierda: Diagrama de cuerpo libre para el motor de conformado – Derecha:
Diagrama de cuerpo libre para el eslabón de tercer orden.
En el diagrama de cuerpo libre para el motor de conformado se puede observar a las
variables 𝐿𝑝 y 𝐻𝑝, que representan las distancias hasta el punto de aplicación de la
herramienta según los sentidos 𝑋 y 𝑍 respectivamente. Estas distancias son semejantes a
las distancias 𝒅𝒓𝒆𝒔𝒐𝒓𝒕𝒆 y 𝒅𝒅𝒆𝒔𝒍𝒊𝒛𝒂𝒎𝒊𝒆𝒏𝒕𝒐 de la Figura Nº 120 en la máquina de medición; éstas
deben ser también lo menores posible con el fin de minimizar los momentos deformantes.
Los tres momentos deformantes se ilustran en el DCL del eslabón de tercer orden en la
Figura Nº 102 con los nombres de 𝑀𝑍𝑝 = 𝐿𝑝 · 𝑅𝑌, 𝑀𝑌𝑝 = 𝐿𝑝 · (𝑅𝑍 − 𝑝) − 𝐻𝑝 · 𝑅𝑋 y 𝑀𝑋𝑝 = 𝐻𝑝 · 𝑅𝑌.

º
349
UPB © 2013
La distancia 𝐻𝑝 se mide desde el centro de masa del eslabón de orden cero, hasta el
punto de corte de la herramienta; nótese que esta distancia es variable según la
expresión 𝐻𝑝 = ℎ𝑡 + ℍ, donde ℎ𝑡 puede variar según varíe el largo de la herramienta, y ℍ es
una constante constructiva que en lo posible debe minimizarse. La distancia 𝐿𝑝 = 𝕃
también es una constante constructiva que debe ser lo menor posible. Por otro lado, en el
DCL del eslabón de tercer orden se muestra la distancia 𝐿𝑑, que es la distancia que existe
entre la fuerza de empuje 𝑭𝑯 y la fuerza verticales 𝑭𝒁 o la reacción 𝑪𝒐, que son
coplanarias; esta distancia también debe ser minimizada, pues aporta un valor en el
momento deformante del eje 𝑌 de la siguiente forma: 𝑀𝑌𝑝 = 𝐿𝑝 · (𝑅𝑍 − 𝑝) − 𝐻𝑝 · 𝑅𝑋 − 𝑭𝑯 · 𝐿𝑑.
Nótese que las distancias 𝐻𝑝, 𝐿𝑝 y 𝐿𝑑 poseen direcciones ortogonales, que en la realidad
podrían no serlo completamente o poseer alguna posición que genere componentes de
dichas distancias en otros ejes ortogonales; para no complicar el análisis, se asume que el
diseñista busca siempre generar estructuras simétricas y balanceadas, por lo tanto, se
buscará siempre que estas distancias se identifiquen con una sola dirección ortogonal o
reposen sobre un plano ortogonal.
Constructivamente la distancia 𝐿𝑑 puede ser minimizada a cero, sí solamente si se cumple
que la línea de acción del mecanismo de tracción coincide con la línea de acción del
mecanismo de deslizamiento. En otras palabras, para anular la distancia 𝐿𝑑 (en cualquier
dirección y sentido) la línea de acción de la fuerza de empuje 𝑭𝑯 debe ser colineal a la
línea de acción de la fuerza 𝑭𝒁. Para que esto se cumpla cuando existen varias líneas de
acción en los mecanismos de tracción y deslizamiento, basta que los centros geométricos
o centroides de su conjunto transversal de puntos coincidan en un solo punto.
Para un eslabón de tercer orden, especialmente si posee una carrera de tan solo 90 [𝑚𝑚],
basta con un solo punto de tracción, o sea, una sola línea de acción para la fuerza 𝑭𝑯.
Contrariamente, el mecanismo de deslizamiento normalmente requiere más de una sola
línea de acción: el mecanismo tipo patín, el eje guía con rodamientos lineales tipo O y el
eje guía reforzado con rodamiento lineales tipo C, necesitan mínimamente de dos líneas
de acción para ser implementados; de lo contrario, no son capaces de contrarrestar los
momentos sobre el eje 𝑍 (el mecanismo tipo patín ni siquiera puede montarse). El
mecanismo de deslizamiento tipo carril antifricción puede ser implementado con una sola
línea de acción, pero se pueden aplicar dos líneas de acción. En la Figura Nº 103 más
adelante, se ilustran los puntos de la sección transversal para una línea de acción en el
mecanismo de traslación y mínimo dos líneas para el mecanismo de deslizamiento.

º
350
UPB © 2013
Figura Nº 103: Disposición transversal de las líneas de acción: 1 para el mecanismo de tracción; 2, 3
y 4 para el mecanismo de deslizamiento
En la figura anterior, el círculo central con una cruz inscrita, representa la línea de acción
del mecanismo de tracción, el resto de puntos representan por cada color una
disposición aleatoria de un mecanismo de deslizamiento de dos, tres y cuatro líneas de
acción. Nótese que el punto de la línea de acción del mecanismo de tracción representa
el centro geométrico de todos los puntos por color restantes, excepto del par azul de la
figura de la izquierda; esto significa que la distancia 𝐿𝑑 es anulada para todas las
configuraciones mostradas excepto para dicho par. Por otro lado, las configuraciones de
color azul (o alguna otra que se les asemeje), independientemente de cuántas líneas de
acción representen, no pueden ser aplicadas por ser desbalanceadas o asimétricas. Las
configuraciones de color verde, independientemente del radio que posean, son
aplicables pero no funcionales pues no son compactas (al representar polígonos regulares
ocupan el máximo espacio posible) y no minimizan la distancia 𝐿𝑝. La mejor configuración
es la de dos puntos rojos, pues según su disposición transversal es la más compacta (no se
toma en cuenta el radio) y además posee la cantidad mínima necesaria de líneas de
acción para un mecanismo de deslizamiento de un eslabón de tercer orden.
Una vez anulada la distancia 𝐿𝑑, se intenta minimizar en lo posible las otras distancias; para
esto, en la Figura Nº 104 a continuación, se presenta una vista superior de unas cuatro
posibilidades de montar el tercer eslabón usando la minimización de 𝐿𝑝.
Figura Nº 104: Tipos de mecanismos de deslizamiento para el tercer eslabón con dos y una líneas de
acción en el mecanismo de deslizamiento y una línea de acción para el mecanismo de tracción

º
351
UPB © 2013
En la Figura Nº 104, presentada anteriormente, el objeto verde es el motor de conformado
MAKITA 3709, las figuras muestran una vista superior de los componentes; los primeros
cuatro mecanismos de deslizamiento están montados según la minimización de la
distancia 𝐿𝑑 de la Figura Nº 102. La distancia 𝑤3 es la distancia entre las líneas de acción
de ambos deslizadores por cada mecanismo de deslizamiento, mientras esta sea mayor,
es mejor la resistencia a los momentos deformantes 𝑀𝑋𝑝 y 𝑀𝑍𝑝
de la Figura Nº XX; esta
distancia se calcula en función al mecanismo de deslizamiento seleccionado. El quinto
mecanismo de la Figura Nº 104, el que está más a la derecha, posee solamente una línea
de acción en el mecanismo de deslizamiento, que es colineal con la línea de acción del
mecanismo de tracción, donde la distancia 𝑤3 se anula totalmente; esta configuración
puede aplicarse únicamente para el mecanismo de deslizamiento tipo carril antifricción.
Normalmente, el mecanismo de deslizamiento tipo patín, según la Figura Nº 104, posee
muchos más componentes que el resto de los mecanismos; además de ser el menos
compacto de todos. Existen varios tipos de mecanismos tipo patín, que dependen del
criterio, necesidades y limitaciones del diseñista, pero el presentado en la Figura Nº 104 es
uno de los mecanismos tipo patín más sencillos, más económicos, más compactos y más
utilizados (124); por estas razones, para una carrera tan corta (90 [𝑚𝑚]), no se justifica el
implementar dicho mecanismo en el tercer eslabón, pues no se ahorra un monto
razonable de dinero ni se aprovecha eficientemente el espacio usando este mecanismo.
Es común que en las máquinas router CNC de carácter industrial, no se apliquen los
mecanismos de deslizamiento tipo patín, pues aunque sean más accesibles, no son lo
suficientemente robustos y duraderos como para el uso “industrial”. Contrariamente, la
amplia implementación de los mecanismos de deslizamiento tipo O, tipo C y carril
antifricción, en este tipo de máquinas competitivas, se ve reflejada en las máquinas de
referencia del Anexo-B. Por lo tanto, en los tres eslabones del pórtico de la máquina router
CNC solamente se estudiarán los tres mecanismos de deslizamiento más aplicables.
Para poder seleccionar entre uno de los tres mecanismos de deslizamiento (tipo O, tipo C
o carril antifricción) es necesario tomar en cuenta tres diferentes enfoques: el enfoque
resistivo, el enfoque constructivo y el enfoque económico:
Según el enfoque resistivo: El tercer eslabón de la máquina se caracteriza porque sus
momentos y fuerzas resistivas no están distribuidas; o sea, la densidad de esfuerzos es
mucho mayor que en los demás eslabones de la máquina. Las exigencias para el
mecanismo de deslizamiento de éste eslabón son mayores que para los otros eslabones.

º
352
UPB © 2013
Entonces, según el enfoque resistivo, el mejor mecanismo de deslizamiento es el carril
antifricción, pues es el que mejor desempeño resistivo posee. Luego podría elegirse el
mecanismo de deslizamiento con carril tipo C, y en último caso, el de tipo O.
Según el enfoque constructivo: En los mecanismos de deslizamiento tipo O y tipo C,
necesariamente deben montarse dos líneas de acción, pues por sí solos, éstos
mecanismos no resisten a los momentos sobre el eje de las líneas de acción; mientras que
el mecanismo tipo carril antifricción es capaz de resistir dichos momentos sin mayor
problema. Por lo tanto, usando un solo carril antifricción puede construirse un conjunto
más compacto que usando los deslizadores tipo O o tipo C (al usar este mecanismo ya no
se requiere maximizar 𝑤3); aunque por otro lado la minimización de la distancia 𝐿𝑑 se
complica. Para mecanismos de resistencia equivalentes, los tipo carril antifricción son más
compactos, más duraderos, más robustos y no requieren de mantenimiento; de todas
maneras, no se puede hacer una jerarquización como en el párrafo anterior.
Según el enfoque económico: Mucho depende de la calidad del producto y de todos los
atributos relacionados con el fabricante del producto; pero independientemente de esto,
luego de una pequeña pesquisa, se puede afirmar que el mecanismo de deslizamiento
tipo carril antifricción es más caro que el de tipo C, y éste más caro que el de tipo O. Por
otro lado, ninguno de estos componentes o mecanismos se pueden encontrar fácilmente
en el mercado local, pues en la mayoría de los casos hay que importarlos; esto introduce
una mayor incertidumbre en cuanto a precios y en cuanto a calidad.
Se determina usar el mecanismo de deslizamiento tipo carril antifricción, pues por lo
menos para el tercer eslabón del pórtico, no existe mucha influencia en la primera
inversión total (pues la carrera es pequeña); además, se asegura un deslizamiento, suave
y libre de holguras, robusto y duradero, con la certeza de poder resistir eficazmente los
momentos y fuerzas respectivas.
Una vez definido el tipo de mecanismo de deslizamiento, es necesario dimensionarlo
correctamente, para que la máquina no posea capacidades ociosas instaladas y el costo
sea estrictamente el necesario; además, también es necesario definir si se instalará una o
dos líneas de acción. Se hace una estimación previa de los momentos deformantes
usando como referencia la carrera del eslabón de la siguiente forma (𝐻 = 90[𝑚𝑚]).
𝑀𝑍𝑝= 𝐿𝑝 · 𝑅𝑌 = max(ℎ) ∗ 86.6 [𝑁] = 7.794 [𝑁 · 𝑚] ∴ 𝑀𝑍𝑝
= 8 [𝑁 · 𝑚] Ecuación Nº 116
𝑀𝑋𝑝= 𝐻𝑝 · 𝑅𝑌 = max(3 · ℎ) ∗ 86.6 [𝑁] =23.382 [𝑁 · 𝑚] ∴ 𝑀𝑋𝑝
= 24 [𝑁 · 𝑚] Ecuación Nº 117
𝑀𝑌𝑝= 𝐿𝑝(𝑅𝑍 − 𝑝) − 𝐻𝑝 ∗ 𝑅𝑋 − 𝑭𝑯 · 𝐿𝑑 = −19.116 [𝑁 · 𝑚] ∴ 𝑀𝑌𝑝
= −20 [𝑁 · 𝑚] Ecuación Nº 118

º
353
UPB © 2013
Con referencia en los valores estimados de los momentos deformantes, se comparan
varias alternativas de carriles antifricción, donde se compilan los parámetros resistivos, los
geométricos y los constructivos. En la Tabla Nº 44 a continuación, se resumen las opciones
aplicables entre carriles antifricción.
Tabla Nº 44: Resumen de tipos de perfil aplicables según la estimación de momentos deformantes
TIPO DE PERFIL MOMENTOS DEFORMANTES [𝑵 · 𝒎] CARGA RADIAL [𝑲𝑵]
ID ANCHO [𝒎𝒎] 𝑴𝑿𝒑 𝑴𝒀𝒑
𝑴𝒁𝒑 Dinámica 𝑪 Estática 𝑪𝒐
PGL15 15 78.40 78.40 98.00 8.33 16.17
HGH15CA 15 150.00 150.00 170.00 11.38 25.31
MGN12H 12 36.26 36.26 38.22 3.72 5.88
MGN15H 15 57.82 57.82 73.50 6.37 9.11
MGN15SA/B 15 40.00 40.00 80.00 5.35 9.40
MR15MN 15 27.00 27.00 43.60 3.81 5.59
MR12WN 12 26.30 26.30 63.70 3.06 5.20
MR13WN 13 30.45 30.45 72.50 3.98 6.30
MR15WN 15 45.70 45.70 171.70 5.06 8.38
NU15ER 15 70.00 70.00 130.00 8.43 13.53
NU15SER 15 30.00 30.00 70.00 5.49 7.35
NH25LEB 25 470.00 470.00 640.00 27.36 45.89
NH15ER 15 120.00 120.00 180.00 8.82 17.02
De todas las opciones de carriles antifricción que pudieron encontrase, aquellas que se
encuentran documentadas en el archivo mencionado anteriormente, se seleccionaron
solamente algunas. Nótese que las magnitudes permisibles de los momentos deformantes
𝑀𝑋𝑝 y 𝑀𝑌𝑝 son idénticas independientemente del fabricante, proveedor o inclusive modelo
de carril antifricción; a su vez, estas magnitudes son siempre menores que la magnitud
permisible de 𝑀𝑍𝑝, entonces, la selección de la Tabla Nº 44 se basa en aquellos modelos o
tipos de carril antifricción cuyas magnitudes de sus momentos permisibles 𝑀𝑋𝑝 y 𝑀𝑌𝑝 sean
mayores o iguales que 𝑀𝑋𝑝= 24 [𝑁 · 𝑚] y 𝑀𝑌𝑝 = 20 [𝑁 · 𝑚] respectivamente. Puede notarse
que las cargas radiales no interfieren en la selección pues son superiores a las necesarias.

º
354
UPB © 2013
Según la Tabla Nº 44, se puede inferir que el ancho del carril antifricción estará alrededor
de los 15 [𝑚𝑚] independientemente del modelo o del fabricante; por otro lado, con la
misma base de datos, se puede generar un modelo que estima el precio de los carriles
antifricción en función del ancho del perfil. La Figura Nº 105, a continuación, presenta
dicho modelo.
Figura Nº 105: Precio lineal estimado del carril antifricción en función del ancho del carril
El modelo de la figura anterior, es válido para el rango mostrado en la misma gráfica, que
es de 10 a 50 [𝑚𝑚] de ancho de carril; para anchos menores a 10 [𝑚𝑚], que
prácticamente no existen, se interpreta el resultado como un precio base de un poco más
de 50 [𝑈𝑆𝐷/𝑚] (La moneda usada es el dólar americano). Entonces, se estima que para
una calidad promedio, sin tomar en cuenta costos de importación e independientemente
del fabricante y del modelo del carril antifricción, el costo lineal será aproximadamente
de 100 [𝑈𝑆𝐷/𝑚] solamente para la riel, pues el bloque deslizador del carril antifricción
cuesta normalmente igual que la mitad del costo por metro de su riel respectiva, o sea 50
[𝑈𝑆𝐷] en este caso. Se hacen estas deducciones previas, que aparentemente están fuera
de contexto, por que más adelante es muy posible que se implemente el mismo tipo de
carril antifricción a todos los eslabones de la máquina. Por otro lado, se busca usar el carril
de menor ancho de perfil, para minimizar el precio, según el modelo de la Figura Nº 105.
El fabricante de carriles antifricción más representativo, más usado e implementado en
este tipo de aplicaciones según las máquinas de referencia del Anexo-B; e inclusive según
los revendedores de productos por internet, es la marca HIWIN. Se contacta a este
fabricante para usar sus catálogos y seleccionar los respectivos carriles antifricción.

º
355
UPB © 2013
El fabricante HIWIN posee varios tipos de productos en carriles antifricción que dependen
de las necesidades específicas de la máquina. Entonces, es necesario discernir cuál es la
familia o familias de carriles antifricción que son aplicables funcionalmente como
mecanismo de deslizamiento. La siguiente tabla, Tabla Nº 45, muestra la depuración (125).
Tabla Nº 45: Familias (Series) de carriles antifricción según el fabricante HIWIN
SERIE DESCRIPCIÓN 𝑳𝒎𝒂𝒙 [𝒎𝒎]
HG Guía lineal para carga pesada 4000
EG Guía lineal de perfil bajo 4000
WE Guía lineal compacta de alta carga 4000
MG Guía lineal miniatura 1200
QH Guía lineal silenciosa para carga pesada 4000
QE Guía lineal silenciosa de perfil bajo 4000
QW Guía lineal silenciosa compacta de alta carga 4000
RG Guía lineal de alta rigidez 4000
QR Guía lineal silenciosa de alta rigidez 4000
Sobre todas las familias o series de carriles antifricción de la anterior tabla, se aplican dos
criterios de depuración: el primero se basa en la descripción del producto, desechando
aquellos que poseen la característica “silenciosa”, pues es una tecnología mucho más
cara (SinchMotion) que es completamente innecesaria en el equipo de traslación a
diseñar. El segundo criterio de depuración se basa en el largo máximo de carril (𝐿𝑚𝑎𝑥) que
el fabricante puede proveer, pues si éste es menor a la carrera del eslabón, simplemente
no se podría implementar el mecanismo de deslizamiento tipo carril antifricción.
Aunque la carrera del tercer eslabón sea de solamente 90 [𝑚𝑚], con el segundo criterio
de depuración se elimina la familia MG. Esta aparente contradicción se debe a un criterio
implícito muy ligado al diseñista, pues puede ser que otros diseñistas no estén totalmente
de acuerdo; el criterio se basa en la intercambiabilidad de partes, o sea, si se elegía la
familia MG, cuyas características son más que suficientes para satisfacer las necesidades
mecánicas del tercer eslabón, ésta no podría ser implementada en los demás eslabones
pues posee un riel de 1 200 [𝑚𝑚] de largo máximo, frente a 2 000 y 3 000 [𝑚𝑚] de carrera
para los eslabones de segundo y primer orden.

º
356
UPB © 2013
Por lo tanto, eligiendo otra familia de riel, que si pueda ser implementada en todos los
eslabones permitiría la ventaja de reducir el número de piezas diferentes, aumentando la
intercambiabilidad de piezas entre eslabones. Por otro lado, si todos los eslabones poseen
el mismo tipo de mecanismo de deslizamiento, que no es forzosamente necesario como
se explicaba en párrafos anteriores, permitiría la posibilidad de rebajas en precios netos
cuando se quiera adquirir los rieles para una o cualquier cantidad de máquinas router
CNC (planteando la posibilidad de producciones en masa).
La familia o serie RG, de la Tabla Nº 46, también es desechada pues su riel posee altísimos
valores de rigidez, y sus elementos recirculantes altos valores de dureza superficial que
incrementan innecesariamente el precio del equipo. Entonces, las familias restantes son:
HG, EG y WE; más adelante se presenta la Tabla Nº 46 que resume los parámetros y
características más representativas de éstas (126), (127). Esto solamente para el tercer
eslabón de la máquina y válido también para los eslabones restantes si es que también se
aplicarán los carriles antifricción como mecanismos de deslizamiento.
Tabla Nº 46: Parámetros representativos de las familias HG, EG y WE de la marca HIWIN
SERIE /
IDENTIFICADOR
[𝒎𝒎] [𝑲𝑵] [𝑵 · 𝒎] [𝑲𝒈] [𝑲𝒈/𝒎]
𝑳𝐦𝐚𝐱 𝑬𝑺𝑻 𝒂 𝒃 𝒄 𝑪 𝑪𝒐 𝑴𝑿𝒀𝒑 𝑴𝒁𝒑
𝒑𝑫 𝒑𝑹
HG
15CC 1 960 24 47 61.4 11.38 16.97 100 120 0.18 1.45
20CC 4 000 30 63
77.5 17.75 27.76 200 270 0.30 2.21
20HC 92.2 21.18 35.90 350 350 0.39
EG
15SA 1 960 4.5 34
40.1 5.35 9.4 40 80 0.09 1.25
15CA 56.8 7.83 16.19 100 130 0.15
20SA 4 000 6 42
50 7.23 12.74 60 130 0.15 2.08
20CA 69.1 10.31 21.13 160 220 0.24
WE 27CA 4 000 27 62 72.8 12.4 21.6 170 420 0.35 4.7
En la tabla anterior, se presenta el parámetro 𝐿max𝐸𝑆𝑇 que es casi idéntico al parámetro
𝐿𝑚𝑎𝑥 de la Tabla Nº 46 presentada anteriormente; la diferencia es que 𝐿max𝐸𝑆𝑇 representa
la distancia máxima estándar de riel, o sea, el riel más largo que normalmente se produce
según el fabricante, pero que a pedido del usuario los rieles pueden ser más largos de lo
acostumbrado. Nótese, en la Tabla Nº 46, que los productos con un perfil de 15 [𝑚𝑚] de
ancho, poseen rieles con una distancia máxima estándar de 1 960 [𝑚𝑚].

º
357
UPB © 2013
Teniendo en cuenta que los productos a pedido son normalmente más caros, y además
teniendo en cuenta el criterio de intercambiabilidad explicado anteriormente, los
productos que posean un 𝐿max𝐸𝑆𝑇 menor a la carrera más larga de los eslabones, que son
3 000 [𝑚𝑚], deberán ser desechados, pues al igual que la familia o serie MG, éstos no
podrán ser aplicados a los eslabones más largos. Por otro lado, la serie WE es también
desechada por que no posee rieles semejantes a un perfil de 15 [𝑚𝑚] de ancho, además
las capacidades mecánicas de esta serie son mucho mayores de lo que se requiere.
Los modelos EG son más compactos y más livianos que los modelos HG, además que las
características mecánicas de estos son eficientemente más aplicables; obviamente estas
diferencias se resaltan también en el precio, por lo tanto la serie EG es elegida. Entre el
modelo EG_ 20SA y el modelo EG_ 20CA, se elige el menos robusto, pues es más
económico y satisface correctamente las necesidades mecánicas del eslabón. Según los
catálogos y base de datos del fabricante, el modelo EG_ 20SA puede ser provisto en tres
tipos de formatos, éstos se presentan en la Figura Nº 106 a continuación (126), (127).
Figura Nº 106: Formatos del modelo EG_ 20SA
Fuente: Adaptación de (126)
Según la figura presentada anteriormente, se elige el formato EGH-SA, pues es el más
económico y compacto de todos. A continuación, en la Figura Nº 107, se presentan las
dos posibilidades de sujeción del riel.
Figura Nº 107: Izquierda: Riel con sujeción por arriba – Derecha: Riel con sujeción por debajo
Fuente: Adaptación de (126)

º
358
UPB © 2013
Se elige el modelo con rieles sujetadas por arriba, pues permiten el ensamblado de
estructuras constructivamente más rígidas; además de ser más económicas y son más
fáciles de montar. Por otro lado, el fabricante provee cinco posibilidades de precisión y
tolerancias en las dimensiones funcionales de los bloques y los rieles: 1.- Normal, 2.- Alto, 3.-
Precisión, 4.- Súper precisión y 5.- Ultra precisión; basta con la primera posibilidad, pues las
demás aumentan innecesariamente el costo de la máquina (para este caso en
específico). El símbolo de una precisión de grado Normal es “C”; éste equivale a una
desviación máxima en el paralelismo de los rieles de 12, 31 y 37 [𝜇𝑚] para los eslabones de
tercer orden (90 [𝑚𝑚]), segundo orden (2 000 [𝑚𝑚]) y el de tercer orden (3 000 [𝑚𝑚])
respectivamente, según las tablas y base de datos del fabricante (los dos últimos casos
son planteados como alternativa).
El fabricante también ofrece dos a tres grados de precarga, dependiendo del modelo del
carril antifricción; se determina usar la precarga ligera, cuyo símbolo es “Z0”, que se usa en
aplicaciones de carga moderada y requerimiento de precisión no muy exigentes. El resto
de los detalles por definir, como el tipo de engrasador, la posición del engrasador, el tipo
de lubricante, el grado de protección contra el polvo, el tipo de rascador, los tapones de
los rieles y otros detalles menos importantes, se predefinen con los valores y condiciones
estándar del producto, así el costo es el menor posible, sin perder la funcionalidad.
Una vez dimensionado el mecanismo de deslizamiento para el eslabón de tercer orden de
la máquina, se procede a la resolución constructiva del mismo. A continuación se
presenta la Figura Nº 108, que permite la deducción de ciertas distancias (la figura es
netamente referencial, no se pretende mostrar una configuración final de piezas).
Figura Nº 108: Izquierda: Tercer eslabón con el cabezal completamente abajo – Derecha: Tercer
eslabón con el cabezal completamente suspendido

º
359
UPB © 2013
En la Figura Nº 108 las medidas y cotas no son precisamente proporcionales, pero se
puede deducir las siguientes relaciones matemáticas.
𝐻𝑝 = ℍ + ℎ𝑡 =ℎ3
2+ ℎ Ecuación Nº 119
𝐻3 =ℎ3
2+ 𝐻𝑝 + ℎ± Ecuación Nº 120
Donde ℎ3 representa la largura del deslizador, según el modelo ya especificado, que en la
Tabla Nº 46 se identifica con la letra 𝑐 que es igual a 50 [𝑚𝑚]; la carrera del eslabón de
tercer orden ℎ, que es igual a 90 [𝑚𝑚]. El rango ℎ𝑡 cubre valores desde 20 – 50 [𝑚𝑚] para
herramientas cortas y largas respectivamente; por lo tanto, se usa el mayor valor del
rango. El término ℎ± establece un margen de seguridad en la largura total del riel
respectivo, que es la distancia 𝐻3 (no se puede aplicar la misma distancia de seguridad
que en el caso de la máquina de medición pues el actuador es completamente
diferente); en realidad, la distancia ℎ± depende de la disposición constructiva y el tipo de
los finales de carrera que puedan implementarse al eslabón. Normalmente se reservan tan
solo 5 [𝑚𝑚] de seguridad por cada extremo de la carrera, entonces las ecuaciones
anteriores quedan de la siguiente forma.
𝐻𝑝 = ℍ + 50 [𝑚𝑚] =50 [𝑚𝑚]
2+ 90[𝑚𝑚] = 115 [𝑚𝑚] ⋯ ℍ = 65 [𝑚𝑚] Ecuación Nº 121
𝐻3 =50 [𝑚𝑚]
2+ 115 [𝑚𝑚] + 2 · 5[𝑚𝑚] = 150 [𝑚𝑚] Ecuación Nº 122
Nótese que para definir completamente las proporciones de la Figura Nº 108, solamente
basta definir la distancia 𝐿𝑝, que depende de tres valores: la posición específica de la
línea de acción del mecanismo de deslizamiento, de la pieza sujetadora del motor de
conformado que en la Figura Nº 108 aparece en forma de “L”, y del radio de sujeción del
motor de conformado MAKITA 3709. De éstas tres, aquella que aún no está definida es la
que depende de la pieza de sujeción del motor de conformado; pero a su vez, ésta pieza
depende de la disposición constructiva del mismo eslabón, o sea, depende de la
implementación física de uno o dos carriles antifricción y los demás detalles relacionados;
razón por la cual se salta al siguiente subtítulo, truncando el desarrollo de éste.
Por razones que se explican en el siguiente subtítulo, se determina implementar dos carriles
antifricción en el mecanismo de deslizamiento. Por otro lado, es necesario hacer notar
que el mecanismo de deslizamiento del eslabón de tercer orden no depende de las
alternativas planteadas anteriormente en la Figura Nº 14; nótese que todo el anterior
desarrollo, en ningún momento tomó en cuenta dichas alternativas.

º
360
UPB © 2013
19.3.2 Eslabón de segundo orden
Es el carril intermedio que sostiene al eslabón de tercer orden y todos sus componentes
complementarios como ser el motor de conformado. El desplazamiento que posee este
eslabón tiene la dirección del eje horizontal 𝑌. Al igual que en el eslabón de tercer orden
se definió el tipo de mecanismo de deslizamiento, ahora se define uno para el eslabón de
segundo orden, además se define el número de líneas de acción del mecanismo de
deslizamiento y se determina una disposición constructiva óptima.
Cuando la carrera del eslabón es larga, como la que posee el eslabón de segundo orden,
no todos los mecanismos de deslizamiento pueden aplicarse con la misma eficacia. En
este caso en específico, y también para el caso del eslabón de primer orden, pues su
carrera es aún mayor, el mecanismo de deslizamiento tipo O no puede aplicarse, pues su
configuración constructiva semejante a una viga empotrada en los dos extremos permite
que la deformación sea cuadráticamente proporcional al largo del eslabón, o sea, posee
una tasa de deformación muchísimo más alta que para las demás alternativas, a no ser
que se usen deslizadores más robustos incrementando el precio ineficazmente. Entonces,
este mecanismo de deslizamiento se desecha para los eslabones de segundo y primer
orden, quedando solamente las alternativas de carril antifricción y el mecanismo de
deslizamiento de tipo C (que en realidad es la versión “larga” del mecanismo de tipo O).
Para poder seleccionar entre uno de los dos mecanismos de deslizamiento (tipo C o carril
antifricción) es necesario tomar en cuenta tres diferentes enfoques: el enfoque resistivo, el
enfoque constructivo y el enfoque económico:
Según el enfoque resistivo: Indiscutiblemente, el mecanismo de deslizamiento tipo carril
antifricción es mucho más rígido y robusto que el mecanismo tipo C, sobre todo si es que
toma en cuenta que el segundo no posee resistencia alguna a los momentos sobre su
propia línea de acción. El mecanismo de deslizamiento tipo C, no posee una resistencia
uniforme a las cargas radiales, aportando una fluctuación en la dispersión de fuerzas y
tensiones. Por otro lado, el mecanismo de deslizamiento tipo C no posee amortiguación a
los impactos o vibración, pues no fueron diseñados para ese propósito.
Según el enfoque constructivo: En realidad, no existen diferencias notables entre ambos
mecanismos de deslizamiento según este enfoque, pues ambos son muy semejantes en
cuanto a montaje. Aunque una diferencia, no aplicable, en el eslabón de segundo orden
es que el carril antifricción puede poseer solamente una línea de acción; esta
configuración no se implementa para no dañar al respectivo bloque deslizador.

º
361
UPB © 2013
Según el enfoque económico: Para condiciones geométricas similares, según precios en la
tienda electrónica (por internet) eBay, el mecanismo de deslizamiento tipo C posee
precios equivalentes a aproximadamente la cuarta parte de los precios para un
mecanismo de deslizamiento tipo carril antifricción. Pero para condiciones resistivas
similares, según la misma fuente, los precios del mecanismo de deslizamiento tipo C son
casi semejantes a los de los carriles antifricción.
Aunque la inversión en carriles antifricción sea mayor, ésta vale su precio, pues las
ventajas son bien marcadas en cuanto a resistividad, durabilidad y robustez. Además, los
carriles antifricción poseen características muy necesarias que los mecanismos de
desplazamiento tipo C no poseen: resistencia al polvo (u otros) y absorción de impactos y
vibraciones. Se desecha la alternativa de usar el mecanismo de deslizamiento tipo C; esto
para el eslabón de segundo y primer orden, pues técnicamente son el mismo caso.
Constructivamente, puede implementarse un solo carril antifricción en el eslabón de
segundo orden, pero resistivamente no es aconsejable. Los momentos deformantes en el
eslabón de segundo orden son un poco mayores que en el eslabón de tercer orden;
entonces, una cosa es que el mecanismo de deslizamiento resista las cargas o momentos
y otra es que se deforme lo menos posible. El uso de dos carriles antifricción, como en la
Figura Nº 108, permite altísimos valores de rigidez (a la deformación) sin complicar ni
geométrica ni constructivamente el conjunto. A continuación, en la Figura Nº 109, se
presenta unas cuatro posibilidades de montar el mecanismo de deslizamiento de dos
líneas de acción en el eslabón de segundo orden.
Figura Nº 109: Cuatro posibles montajes para dos líneas de acción y una línea de tracción para el
mecanismo de deslizamiento del eslabón de segundo orden
Para poder seleccionar uno de los tipos de montaje de la figura anterior, hay tener en
cuenta que por delante del montaje debe sujetarse el eslabón de tercer orden, cuyo
ancho no excede los 20 [𝑚𝑚]; mientras que por detrás debe sujetarse el carril de eslabón
de segundo orden que es aproximadamente a los 2 000 [𝑚𝑚] de carrera del eslabón.

º
362
UPB © 2013
Entonces, la primera posibilidad de montaje, en la Figura Nº 109, simplemente no puede
implementarse, pues las rieles de más o menos 2 000 [𝑚𝑚] de largo no pueden ir sujetadas
al eslabón de tercer orden ni los deslizadores al carril del eslabón de segundo orden. La
tercera posibilidad, en la misma figura, puede ser implementada, pero existe una grande
complicación a la hora de ajustar o desajustar los pernos de sujeción (o semejantes), esta
configuración “hacia adentro” no se toma en cuenta por falta de practicidad.
De las cuatro posibilidades de montaje de la Figura Nº 109, solamente la segunda y la
cuarta son perfectamente aplicables, pero para poder definir cuál es la mejor, se genera
la Figura Nº 110 a continuación, donde se usa un mecanismo de deslizamiento de dos
líneas de acción y un mecanismo de tracción de una línea de acción.
Figura Nº 110: Líneas de acción de deslizamiento y tracción para el eslabón de segundo orden
cuando el eslabón de tercer orden está completamente abajo y completamente arriba
De acuerdo con el esquema de la figura anterior, la posición ideal de la línea de acción
del mecanismo de deslizamiento del eslabón de segundo orden debería situarse justo a la
mitad de la altura del espacio de trabajo para minimizar los momentos deformantes que
se originan desde el extremo de la herramienta de trabajo, que varía su posición según la
posición del eslabón de tercer orden; como puede notarse en el círculo gris con una cruz
también gris inscrita, cuya posición minimiza el brazo de ambos puntos de aplicación. Las
fuerzas de maquinado se aplican prácticamente en la punta de la herramienta, éstas
generan los momentos deformantes que se aplican en la línea de acción resultante de
ambos carriles antifricción pues ésta coincide con la línea de acción del mecanismo de
tracción. En realidad, el punto de aplicación en la herramienta varía de posición
dependiendo del corte, pero por razones de simplicidad de cálculo no se lo asume así.

º
363
UPB © 2013
Pero, nada puede implementarse físicamente en el espacio de trabajo, pues allí se aloja
la respectiva pieza de trabajo; la línea de acción del mecanismo de tracción y todo su
conjunto, deben migrar unos cuantos centímetros más arriba, para no estorbar en el
espacio de trabajo (no tiene sentido que la migración sea hacia abajo). La posición final
de los mecanismos de tracción y deslizamiento deben minimizar las distancias 𝐿𝑞 y 𝐻𝑞 que
se muestran en la Figura Nº 110, al mismo tiempo se sugiere maximizar la distancia ℎ2,
mostrada en la misma figura, para mejorar la resistencia al momento deformante 𝑀𝑌𝑞.
La distancia 𝐿𝑞 se minimiza implementando una estructura lo más compacta posible, pues
solamente depende de distancias constantes constructivas. Mientras que 𝐻𝑞 es una
distancia variable que se puede expresar de la siguiente forma: 𝐻𝑞 = ℚ + ℎ; donde ℎ
representa la carrera del eslabón de tercer orden (90 [𝑚𝑚]) y ℚ representa una constante
constructiva que debe minimizarse acercando lo más posible la línea de acción del
mecanismo de deslizamiento del eslabón de segundo orden a/hacia la mesa de trabajo.
Para la implementación de alguna de las dos posibilidades aplicables de la Figura Nº 109,
debe maximizarse la distancia ℎ2; al mismo tiempo, deben montarse los mecanismos de
deslizamiento en un carril de la manera más compacta posible; el equilibrio de estas dos
tendencias de optimización solamente puede ser resuelto numéricamente, por eso es que
a continuación se estiman los momentos deformantes para el eslabón de segundo orden.
𝑀𝑋𝑞= max (𝐻𝑞) · 𝑅𝑌 Ecuación Nº 123
𝑀𝑌𝑞 = 𝐿𝑞 · 𝑅𝑍 − max (𝐻𝑞) · 𝑅𝑋 − (𝑝 + 2 · 𝑃𝑅 + 2 · 𝑃𝐷) · 𝑏𝑒𝑞 Ecuación Nº 124
𝑀𝑍𝑞= 𝐿𝑞 · 𝑅𝑌 Ecuación Nº 125
Donde 𝑝, 𝑅𝑌, 𝑅𝑌 y 𝑅𝑌 poseen valores conocidos; max (𝐻𝑞) es igual a: ℚ + 𝐻, donde 𝐻
representa el valor máximo de, que es 90 [𝑚𝑚] y ℚ puede ser estimada a un valor no
mayor a 3 · 𝐻, o sea: max(𝐻𝑞) = 3 · 𝐻 + 𝐻 = 4 · 𝐻; 𝐿𝑞 puede ser estimada mayor a 𝐿𝑝 en una
distancia constante constructiva no mayor a 2 · 𝐻, o sea: 𝐿𝑞 = 2 · 𝐻 + 𝐻 = 3 · 𝐻. La variable
𝑃𝑅 representa el peso del riel del eslabón de tercer orden que se calcula multiplicando la
distancia 𝐻3 por el peso respectivo de la Tabla Nº 46, que es 𝑝𝑅 igual a 2.08 [𝐾𝑔/𝑚]; se
suponen dos rieles iguales. La variable 𝑃𝐷 representa el peso de los deslizadores, cuyo valor
también se saca de la Tabla Nº 46, donde 𝑝𝐷 es igual a 0.15 [𝐾𝑔], también se suponen dos
deslizadores. El brazo 𝑏𝑒𝑞 se sabe que es menor a 𝐿𝑝, por lo tanto se estima 𝑏𝑒𝑞 = 𝐻/2.
Con las debidas sustituciones numéricas, se obtienen los siguientes valores estimados para
los momentos deformantes: 𝑀𝑋𝑞= 31.18 ≈ 32, 𝑀𝑌𝑞 = −9.86 ≈ −10 y 𝑀𝑍𝑞
= 23.38 ≈ 24 ([𝑁 · 𝑚]).

º
364
UPB © 2013
Las magnitudes de los momentos deformantes se reparten en ambas líneas de acción del
mecanismo de deslizamiento, según la configuración de la Figura Nº 110; motivo por el
cual se tiene completa certeza que el modelo de carril antifricción elegido para el
eslabón de tercer orden, es lo suficientemente robusto como para ser aplicado en el
eslabón de segundo orden, sobre todo si en éste se aplican obligatoriamente dos líneas
de acción en el mecanismo de deslizamiento.
Por otro lado, la maximización de ℎ2 pierde sentido, pues aún para separaciones
gigantescas entre ambos carriles antifricción, las cargas permisibles en éstos mecanismos
de deslizamiento son mucho mayores a las que se estiman. Esto se comprueba de la
siguiente forma (donde 𝐶 es la carga dinámica permisible según la Tabla Nº 46).
𝐶𝑒𝑠𝑡 = |𝑅𝑋| + |𝑀𝑌𝑞
ℎ2
| = 86.6 [𝑁] +10
ℎ2
[𝑁] ≪ 𝐶 = 7230 [𝑁] Ecuación Nº 126
Si es que se maximiza la distancia ℎ2, la carga adicional estimada (𝐶𝑒𝑠𝑡) sería aún mucho
más pequeña; por lo tanto, se prefiere ignorar la maximización de ℎ2 e implementar una
estructura lo más compacta posible. Con este resultado obtenido, se puede deducir que
la posibilidad de montaje más conveniente, según la Figura Nº 109, es la cuarta
posibilidad, pues para una misma separación neta entre carriles antifricción (separación
igual entre caras límite, ver Figura Nº 111), ésta presenta una estructura un poco más
compacta. Un análisis semejante debió haberse realizado para determinar las
posibilidades de montaje en el eslabón de tercer orden del anterior subtítulo, pero se lo
hizo por razones didácticas y de simplicidad; el mismo resultado obtenido en el eslabón
de segundo orden (cuarta posibilidad según Figura Nº 109), se implementa en el eslabón
de tercer orden.
Además, el perfil del carril para la cuarta posibilidad de montaje según la Figura Nº 110,
puede diseñarse para ofrecer mayores resistencias a la torsoflexión (torsión y flexión) con
iguales o semejantes recursos que los perfiles aplicables a la segunda posibilidad de
implementación de la misma figura. Esto se ilustra a continuación en la Figura Nº 111.
Figura Nº 111: Posibilidades de montaje tipo plana y tipo C, más aplicables de los carriles antifricción
del eslabón de segundo orden.

º
365
UPB © 2013
En la Figura Nº 111, el perfil que se encuentra a la izquierda o dentro, es el carril del
eslabón de segundo orden, mientras que el perfil que se encuentre a la derecha o fuera,
es el carril del eslabón de tercer orden. Claramente puede intuirse que un perfil, o arreglo
de perfiles, en forma de “C” o “U”, son más resistentes a la torsión y a la flexión (con
empotre en ambos extremos, pues es la configuración 𝐇 𝐯𝐞𝐫𝐭𝐢𝐜𝐚𝐥) que los perfiles
normalmente planos del carril del eslabón de tercer orden. Al igual que el diseño de la
pieza sujetadora del motor de conformado no pudo concluirse, en el subtítulo anterior,
ahora tampoco se puede concluir el diseño específico del carril de ninguno de los
eslabones.
Por otro lado, es necesario resaltar que el eslabón de segundo orden no depende de las
alternativas planteadas en la Figura Nº 14 que se expone en el capítulo octavo; nótese
que las definiciones hasta aquí tratadas no involucran a ninguna de ambas alternativas.
19.3.3 Eslabón de primer orden
Al igual que en el eslabón de segundo orden, en el de primer orden se implementa un
mecanismo de deslizamiento tipo carril antifricción, pues como se trató anteriormente,
éste es el mejor aplicable cuando la carrera es larga. A continuación, en la Figura Nº 112,
se presenta un esquema de la vista lateral y frontal del eslabón de primer orden.
Figura Nº 112: Implementación de dos líneas de acción en el mecanismo de deslizamiento del
eslabón de primer orden

º
366
UPB © 2013
En la Figura Nº 112, se muestran claramente los eslabones de tercer y segundo orden junto
con sus mecanismos de deslizamiento; pero al mecanismo de deslizamiento del eslabón
de primer orden no se lo muestra como en un montaje real, simplemente se lo representa
por un bloque azul, pues todavía no se conoce su configuración de montaje óptima.
En la misma figura, al lado derecho, se muestra una vista frontal de todo el conjunto; se
puede notar que a los extremos de estas vistas se colocaron pares de círculos de color,
donde cada par significa una posición posible de las dos líneas de acción del mecanismo
de deslizamiento del eslabón de primer orden. Hay que tener en cuenta, que la
configuración básica de pórtico corresponde a una de las dos alternativas que se
muestran en la Figura Nº 14; para una configuración de pórtico clásica, las líneas de
acción del mecanismo de accionamiento corresponden al par de círculos verdes de la
Figura Nº 112, cercanos a la mesa de trabajo, mientras que el par de círculos celestes y el
par círculo naranjas representan la posición de las líneas de acción del mecanismo de
deslizamiento de una configuración de pórtico clásica invertida, aunque el par de los
círculos naranjas representa una posición simplemente inaplicable, pero teóricamente
válida. El par de círculos de color morado, representa la posición real de las líneas de
acción, en este caso dicha posición es óptima, pues al estar justo a mitad de la altura de
trabajo, minimiza en lo posible a la distancia 𝐻𝑟; que se mide desde el punto de
aplicación de las fuerzas de maquinado en la herramienta de corte, hasta la posición más
alejada de ésta según el sentido del eje 𝑍; esta posición minimiza a la distancia 𝐻𝑟, pero
estorba en la alimentación multilateral que se pretende implementar. El par de círculos de
color rojo, como en las anteriores figuras y esquemas, representa la posición ideal de las
líneas de acción del mecanismo de traslación del eslabón de primer orden, pues permiten
una estructura de pórtico sencilla, compacta, resistente y sobre todo económica; no se
da mucha importancia a la minimización de la distancia 𝐻𝑟, pues la carrera es corta y el
mecanismo de deslizamiento seleccionado es lo suficientemente robusto.
El movimiento relativo del eslabón de segundo orden con respecto al eje 𝑌, permite que
la posición del punto de aplicación de las fuerzas de maquinado sea variable, cuya
variación se representa por la distancia 𝑊𝑟. Al igual que con la distancia 𝐻𝑟, la posición
óptima de la línea de acción resultante de ambos carriles antifricción debe ser justo a la
mitad de todo el recorrido, con el fin de minimizar los valores de 𝑊𝑟. Por otro lado, al igual
que en los anteriores casos, en la minimización de 𝐿𝑝 y 𝐿𝑞, ahora se intenta minimizar 𝐿𝑟,
solamente que para el eslabón de primer orden, esta tarea es relativamente fácil, tanto
que constructivamente 𝐿𝑟 puede llegar a ser completamente nula.

º
367
UPB © 2013
Ahora es necesario determinar el tipo de montaje óptimo para ambos carriles antifricción
implementados en el eslabón de primer orden. A continuación, de una manera similar a
los casos anteriores, en la Figura Nº 113 y en la Figura Nº 114, se presentan cuatro
posibilidades de montaje de los carriles antifricción de dicho eslabón.
Figura Nº 113: Cuatro posibilidades simétricas de montaje para los carriles antifricción del eslabón
de primer orden, por debajo de la mesa de trabajo
Figura Nº 114: Configuraciones posibles en los cuatro tipos de montaje usando un perfil tipo L

º
368
UPB © 2013
En las anteriores figuras, se conoce que los rieles del mecanismo de deslizamiento del
eslabón de primer orden deben ir montados al eslabón de orden cero, y los deslizadores al
carril del eslabón de primer orden, pero como todo el mecanismo de deslizamiento está
por debajo de la mesa de trabajo es difícil saber cuál de las cuatro posibilidades es la
mejor; especialmente si se usan criterios semejantes a los que se usaron en la selección de
la mejor alternativa en de la Figura Nº 109 en el eslabón de segundo orden. Por lo tanto, se
usa un criterio diferente que es expone a continuación.
El criterio se basa en elegir la posibilidad de montaje que mejor proteja a los rieles del
mecanismo de deslizamiento del eslabón de primer orden. En la Figura Nº 114 se presenta
un cuadro de posibilidades de montaje, basado en la Figura Nº 113, suponiendo que se
usa un perfil tipo “L” como carril del eslabón de orden cero. Al igual que en el caso del
eslabón de segundo orden, se prefiere usar un perfil estructural diferente al perfil plano,
pues mientras más dobleces tenga, es más resistente a la torsoflexión; pero como no
pueden implementarse perfiles cerrados, se usan los de tipo “L”; nótese que si se hubiera
usado un perfil tipo “C” o “U”, que posee más dobleces, solamente se generarían cuatro
posibilidades de montaje. En la misma figura, los tres puntos entre cada par de carriles
antifricción representan al volumen de trabajo, o sea el lugar donde se genera todo el
material de desecho o de corte; claramente, aquellas configuraciones que no posean
una “pared” que las proteja de las virutas o material de remoción en el corte, deben ser
posibilidades desechadas; aún más estrictamente, se puede plantear, que las
configuraciones que no posean una “pared” superior o “techo” que proteja a las rieles,
también deben ser desechadas. Restan las configuraciones mostradas en la Figura Nº 115.
Figura Nº 115: Configuraciones aplicables de montaje usando un perfil tipo L, que protegen los rieles
de los carriles antifricción
En la Figura Nº 115 presentada anteriormente, se muestran las dos únicas posibilidades de
montaje que cubren eficientemente los rieles de los carriles antifricción; nótese que las
posibilidades de montaje con el deslizador hacia arriba y con el deslizador hacia adentro
fueron completamente desechadas.
º
369
UPB © 2013
En la Figura Nº 115 se representa al carril del eslabón de orden cero con la pieza de perfil
en forma de “L”, que tranquilamente podría ser también uno tipo “C” o “U”; la pieza de
sujeción del carril del eslabón de segundo orden se representa por el perfil de achurado
más oscuro. Ambas configuraciones de la Figura Nº 115, poseen exactamente los mismos
tipos de rieles y deslizadores, la misma protección a los rieles y casi la misma resistencia a
la torsoflexión. Para poder diferenciarlas, para escoger la más aplicable, se toman en
cuenta en cuenta otros dos criterios importantes: la complejidad de las piezas y la
complejidad del montaje de las piezas.
Según el primer criterio, la segunda configuración de la Figura Nº 115 (la de la derecha)
posee una pieza de sujeción (del carril del eslabón de segundo orden) de perfil mucho
más complicado que en la otra posibilidad, mismo éste se pueda descomponer en
perfiles más sencillos, el ensamblaje resulta más complicado; según el criterio de montaje,
la primera posibilidad (la de la izquierda de la Figura Nº 115) consta de un montaje más
sencillo, pues los elementos de sujeción (como pernos y semejantes) pueden ser
manipulados desde la cara exterior del mecanismo, en cambio en la otra opción, la
manipulación de los elementos de fijación se complica porque por debajo (a
aproximadamente 25 [𝑚𝑚]) se encuentra la mesa de trabajo. Por estas razones se elige la
primera opción de la Figura Nº 115; la fijación del riel podría ser diferente a lo establecido.
Hasta este punto se concluye el desarrollo de este subtítulo y también de esta sección,
recalcando que solamente el eslabón de primer orden es que depende de las
alternativas presentadas en la Figura Nº 14. Todos los detalles inconclusos se terminan de
desarrollar en el capítulo octavo, en la sección respectiva donde se originó la necesidad
de la tercera sección del presente anexo.
19.4 Diseño de Ingeniería – Mecanismos de tracción
Al igual que la anterior sección, que refiere a la selección de alternativas específicas de
los mecanismos de deslizamiento, ésta se destina a los mecanismos de tracción.
En el capítulo octavo, en la sección donde se origina este anexo, se plantean tres factores
discriminativos que permiten una veloz convergencia en el discernimiento del mejor y más
aplicable mecanismo de tracción: las necesidades constructivas y geométricas de la
máquina hasta esta etapa, el criterio de uniformización de componentes, y las
características específicas del entorno o medio del diseñista.

º
370
UPB © 2013
Las necesidades constructivas y geométricas no son las mismas para los tres eslabones de
la máquina; especialmente entre los eslabones de primer y segundo orden frente al
eslabón de tercer orden, cuya diferencia más resaltante es la carrera del eslabón. En
realidad, dichas necesidades no son muy exigentes para el eslabón de tercer orden, pues
al poseer una carrera tan corta, las cuatro alternativas de mecanismos de tracción son
casi indiferentemente aplicables; por el contrario, para los otros dos eslabones, las
necesidades son mucho más exigentes, pues constructivamente algunas de las
alternativas son menos aplicables a medida que la carrera del eslabón es mayor:
- El ejemplo más cabal refiere al uso de correas como mecanismos de tracción en
eslabones de carrera larga como el eslabón de primer orden; por un lado porque a mayor
distancia de recorrido, el pandeo (flecha) de las correas se hace mayor, haciendo perder
precisión al mecanismo, y por otro lado porque se necesitaría una correa de más o menos
6 [𝑚] de largo para mover un objetivo en una carrera de aproximadamente 3 [𝑚]. Una
correa de 6 [𝑚] es casi imposible de conseguir en el mercado local (o es carísima).
- Otro ejemplo representativo de incapacidad de satisfacer las necesidades constructivas
o geométricas de la máquina, y al mismo tiempo ejemplo de las limitaciones del medio
proveedor que envuelve al diseñista es el siguiente: los ejes husillos normales, más
conocidos como varillas roscadas, no son provistos en formatos mayores a 1.5 [𝑚];
imposibilitando el implementar dicho componente como mecanismo de tracción en los
eslabones de segundo y primer orden; además de que estas varillas no son nada precisas.
Por lo tanto, según el criterio discriminativo de uniformización de componentes, si no es
posible implementar a las correas y a las varillas roscadas normales en todos eslabones,
entonces estas alternativas deben ser simplemente desechadas. Contrastadamente,
usando este mismo criterio, junto con los otros dos anteriores, se puede discernir que las
alternativas vigentes son el conjunto cremallera – piñón y el eje husillo antifricción.
Entre ambas alternativas vigentes (cremallera – piñón o eje husillo antifricción), podría
plantearse que la característica que las diferencia, como para preferir una o la otra, es el
precio; pero se estaría tomando en cuenta una diferencia variable en el tiempo, pues es
muy posible que ésta cambie según transcurran los días, meses o años, invalidando las
decisiones y criterios de diseño basados en dicha diferencia. Profundizando en el análisis,
se puede resaltar una diferencia mucho más discriminativa que las anteriores tratadas,
que muchos autores hallan decisiva en la depuración pues refiere a una diferencia

º
371
UPB © 2013
netamente mecánica, conocida como el autofreno: normalmente, un mecanismo de
tracción transforma el movimiento giratorio de un motor, a un movimiento lineal
teóricamente de semejante potencia; pero una transformación invertida (mismo
mecanismo, pero transformando el movimiento lineal al movimiento rotativo, haciendo
girar al motor) no es necesariamente posible en todos los casos, un eje husillo puede o no
convertir un movimiento lineal a un movimiento rotativo, dependiendo del ángulo de la
rosca. Cuando dicho ángulo es muy pequeño, la transformación bilateral es imposible;
pero a medida que éste se incrementa y especialmente para valores mayores a 45 [º], la
transformación es bilateral. La no bilateralidad de la transformación de movimiento se
conoce como autofreno, ésta se aprovecha en el movimiento de la máquina router CNC.
Para poder resaltar la importancia del autofreno, y al mismo tiempo poder explicar por
qué se usa éste como una diferencia discriminativa, se ve conveniente generar un
ejemplo real y práctico que compara dos mecanismos de tracción:
Dos bloques idénticos se mueven a velocidad constante a través de dos mecanismos de
deslizamiento también idénticos, uno para cada uno. Uno de los bloques está siendo
impulsado por un mecanismo de tracción tipo cremallera – piñón (o puede ser también
un conjunto polea – correa); mientras que el otro está siendo impulsado por una varilla
roscada ACME, de ángulo de rosca pequeño; los actuadores eléctricos que proveen la
energía de empuje son también equivalentes. En un mismo instante, los actuadores
eléctricos son desacoplados de los mecanismos de tracción, eliminando toda fuerza de
empuje; permitiendo que los bloques desaceleren no instantáneamente por motivos de
inercia. Instintivamente, y en la práctica, se intuye que el bloque acoplado al eje husillo se
detendrá primero por cuestiones de mayor fricción y el efecto de autofreno. Sin importar
mucho este hecho, el operador desea volver los bloques a su origen empujándolos
manualmente, pero se da cuenta que el bloque acoplado al eje husillo no puede ser
movido de su posición; mientras que el otro bloque puede ser empujado fácilmente.
En la primera etapa del ejemplo anterior, justo después de que los actuadores son
desacoplados, se intenta expresar que los mecanismos de tracción que usan roscas
ACME o semejantes, poseen mucha mayor fricción entre sus componentes frente a
mecanismos de tracción como los conjuntos cremalleras – piñón o correas – polea.
Por otro lado, según la segunda etapa del mismo ejemplo anterior, cuando el operador
desea volver los bloques al origen, se intenta expresar que el autofreno en mecanismos de

º
372
UPB © 2013
tracción como las varillas roscadas, permite que el equipo de traslación sea en gran
manera insensible a las fuerzas de maquinado (análogo al empuje del operador en el
ejemplo anterior) que intentan hacer cambiar o desplazar la posición necesaria de la
herramienta (una coordenada definida); permitiendo entre algunas otras ventajas que el
equipo de control de la máquina sea menos robusto y mucho más favorable en cuanto a
precisión de posicionamiento se refiere (inclusive se puede diseñar un ciclo abierto de
control). Pero, dichas ventajas relacionadas al autofreno, solamente son reales cuando se
trata de varillas roscadas comunes, diferenciadas de los husillos antifricción, pues éstos
últimos son diseñados y construidos con tal precisión, y son tan eficientes mecánicamente,
que no poseen fricción suficiente como para experimentar el autofreno.
Por lo tanto, por una parte se retoma como alternativa el uso de husillos como
mecanismos de tracción, con la obligación de ser varillas roscadas especiales (pues las
comunes no pueden ser aplicadas por su incompatibilidad constructiva y su carente
precisión); y por otro lado se desechan los mecanismos de tracción tipo husillo antifricción,
pues aunque sean de muchísima mejor calidad, no poseen las características necesarias
para ser eficientemente implementadas. Además, los husillos antifricción, son equipos que
poseen capacidades mecánicas demasiado sobre dimensionadas para las necesidades
de la máquina a diseñar, son equipos que requieren de mucha precisión para su montaje
por ser complejos y muy delicados si no son montados correctamente; son también
equipos carísimos y no muy accesibles en el medio local.
Entre los mecanismos de tracción de varilla roscada y el conjunto cremallera – piñón, el
segundo resulta ser muchísimo más caro y muy poco accesible según el medio local.
Además, el conjunto cremallera – piñón, no tiene la capacidad de simplificar (o hacer
menos sensible) al quipo de control de la máquina, pues no posee las ventajas del
autofreno; por estas razones, se prefiere implementar a las varillas roscadas especiales
como mecanismo de tracción. Las varillas roscadas pueden ser implementadas en los tres
eslabones cinemáticos de la máquina sin ninguna complicación.
Las varillas roscadas que fueron desechadas anteriormente, fueron las varillas de perfil
triangular, sea métrico o Whitworth (existen algunas otras, pero estas dos son las más
comunes), estas varillas roscadas se usan normalmente para ajuste o sujeción de
componentes, y por eso su carencia de precisión (pues no es necesaria para su común
implementación). Por otra parte, existen varillas especiales (pues no son muy comunes)
que poseen otro tipo de aplicaciones; éstas son las que se planean aplicar.

º
373
UPB © 2013
Entre las varillas especiales, los perfiles más comunes son los de perfil cuadrado, diente de
sierra, perfil redondo y perfil trapezoidal; entre éstas se debe seleccionar la idónea. Como
el mecanismo de tracción de la máquina debe operar en dos sentidos opuestos con el
mismo rendimiento, es necesario que el perfil del diente de la rosca sea de geometría
simétrica, para que las fuerzas de rozamiento y de empuje sean semejantes para ambos
sentidos de avance; esto permite deducir que las varillas roscadas especiales con perfil
diente de sierra no son aplicables, pues poseen dientes de perfil asimétrico. Las roscas de
perfil cuadrado no poseen ningún tipo de normalización, hecho que está haciendo que
cada vez sean menos aplicadas, además que éstas no poseen un perfil que distribuya
eficientemente la carga sobre el diente, maximizando la fricción; tampoco se implementa
este tipo de rosca especial. Las roscas redondas, o de dientes redondeados, permiten una
óptima repartición de esfuerzos entre los dientes de la varilla y de su componente tuerca,
minimizando en gran manera la fricción, pero su fabricación es sumamente complicada y
exigente de mucha precisión, permitiendo que el costo final de estas varillas sea uno de
los más altos entre las varillas especiales; por lo tanto, no se la toma en cuenta. Las varillas
roscadas especiales de dientes con perfil trapezoidal, en especial en la norma ACME o la
DIN, son ideales para la aplicación en un mecanismo de tracción, pues son de fácil
fabricación, están internacionalmente normalizadas, y fueron diseñadas específicamente
para la transformación de potencia rotativa en potencia lineal; se implementan roscas
según la norma ACME o según la norma DIN en los mecanismos de tracción de los tres
eslabones de la máquina.
A diferencia de los carriles antifricción del mecanismo de deslizamiento, las varillas
roscadas de perfil trapezoidal normalizadas son mucho más abundantes y comunes; razón
por lo que no se expone un fabricante o proveedor específico, sino solamente los detalles
técnicos de las varillas. Por otro lado, no es necesario estudiar o desarrollar las
propiedades mecánicas de dichas varillas, pues aun en el peor de los casos (diámetro
pequeño y material comparativamente no muy resistente) éstas están bien sobre
dimensionadas para el trabajo necesario, que son los apenas 86 [𝑁] (tracción) medidos
según el capítulo séptimo, frente a valores mayores que 1 [𝐾𝑁] según fabricantes (128).
Solamente resta definir el largo de las varillas roscadas especiales por cada uno de los
eslabones de la máquina, definir las características específicas de la rosca, definir las
características del elemento tuerca, y definir el tipo de sujeción o montaje de cada una
de las varillas a sus respectivos eslabones. Estas tareas se presentan de manera ordenada
en los siguientes subtítulos:

º
374
UPB © 2013
19.4.1 Características específicas de los husillos trapezoidales
Las características específicas de un husillo trapezoidal que se tomarán en cuenta para su
completa definición son las siguientes: largo de la varilla, diámetro nominal de la varilla,
avance y paso de la rosca. Las características se basan en las normas DIN 103 e ISO 2903.
Largo de la varilla: el largo necesario de la varilla roscada se calcula de una manera
semejante al cálculo del largo de los rieles del mecanismo de deslizamiento. El largo
efectivo de la varilla equivale a la suma de la carrera del eslabón más el ancho del
elemento tuerca, más la distancia de seguridad bilateral (± 5 [𝑚𝑚]). El diseño constructivo
del mecanismo de deslizamiento permite que en éste se concentren todas las cargas y
momentos deformantes presentes en el proceso de corte (en teoría la energía de
deformación se canaliza al elemento que mayor resistencia a la deformación presenta,
este elemento es el mecanismo de deslizamiento), permitiendo que el mecanismo de
tracción solamente opere con las fuerzas de empuje y sus colineales (soporta un muy
pequeño porcentaje de la energía de deformación); o sea, en el elemento tuerca
solamente interactúan las fuerzas coaxiales a la varilla, permitiendo que dicho
componente sea compacto, mucho más compacto que el deslizador de su mecanismo
de deslizamiento. Entonces, el largo necesario de la varilla roscada es un poco menor al
largo del riel de su mecanismo de deslizamiento, solamente si el elemento tuerca es más
corto que su bloque deslizador en el mecanismo de deslizamiento. Por razones de
simplicidad en el diseño y construcción de la máquina, se asegura que el largo necesario
de la varilla roscada pueda ser igual al largo de su riel correspondiente.
2 560, 1 900 y 150 [𝑚𝑚] serían los valores del largo de cada varilla roscada trapezoidal
para el eslabón primer, segundo y tercer orden respectivamente (nótese que se está
trabajando con las medidas no ficticias que se desarrollan en la segunda sección del
Anexo-G). A estos valores se les debe sumar una distancia aún no definida posiblemente
diferente para cada uno de sus extremos, pues allí se debe rebajar cilíndricamente la
rosca (usando un torno) para poder montar los componentes de sujeción y montaje de la
varilla (chumaceras, rodamientos, o etc.), junto con los componentes de acople al motor
(acople de la varilla con el actuador); puede darse el caso de una varilla fija, pero de
igual manera se necesita aumentar dicha distancia para poder empotrar la varilla. Como
las tres varillas deben ser de las mismas características, según el criterio de uniformización,
se puede deducir que las varillas roscadas del eslabón de tercer orden (las más largas),
son las que permitirán y limitarán la definición de las demás características de diseño.

º
375
UPB © 2013
Se necesitan varillas más largas que los 2 560 [mm] efectivos que se requieren en el
eslabón de tercer orden. Es posible encontrar fabricantes o proveedores de varillas
roscadas que pueden fabricar varillas de hasta 6.5 [𝑚] de largo (129), pero lo más común
es encontrar fabricantes o proveedores que vendan varillas de 3 [𝑚] como máximo;
inclusive, lo normal es que a recién a partir de los 10 [𝑚𝑚] de diámetro nominal las varillas
pueden ser de 3 [𝑚] de largo. Entonces, se determina usar varillas de más o justo 10 [𝑚𝑚]
de diámetro para asegurar que se puedan encontrar en el mercado, varillas roscadas
trapezoidales como para el tercer eslabón de la máquina (128).
Diámetro nominal de la varilla: Normalmente el diámetro nominal de la varilla permite
tener una idea no solamente del grosor de la varilla, sino también de la resistencia
mecánica de ésta, como ser resistencia a la tracción, a la compresión, a la torsión, etc.
Pero como se mencionó anteriormente, no es necesario realizar cálculos al respecto, pues
varillas roscadas de 8 [𝑚𝑚] ya son sobre dimensionadas como para fuerzas de maquinado
de tan solo 86 [𝑁]. Entonces, se determina usar el menor diámetro nominal de rosca
posible, para no aumentar los costos de los componentes innecesariamente; pero como
no pueden usarse roscas de menos de 10 [𝑚𝑚] de diámetro, se usa directamente esta
medida. Según la norma DIN 103, el avance para este diámetro es 2 [𝑚𝑚/𝑟𝑒𝑣] (130).
Paso de la rosca: El paso de la rosca está estrechamente ligado con la resolución de los
movimientos de la máquina, un paso más fino permite que la máquina posea una mejor
resolución pero a menor velocidad y viceversa. El límite de una fina resolución se ve
reflejada en la peor precisión geométrica del conjunto de componentes que constituyen
al equipo de traslación. Normalmente, los motores Stepper, que son los actuadores en el
equipo de traslación, son equipos muy precisos y de altísima resolución, pero cuya
limitación normalmente es la velocidad rotacional, que posteriormente es transformada
en velocidad lineal a través de la varilla roscada; por lo tanto, la intensión del mecanismo
de tracción no es tanto aumentar la precisión o resolución en los movimientos de la
máquina, más por el contrario, la intensión del mecanismo de tracción de un motor
Stepper es amplificar en lo posible la velocidad de la máquina.
El paso de la rosca es igual al producto del número de envolventes en la rosca (número
de entradas) por el avance de la rosca (2 [𝑚𝑚/𝑟𝑒𝑣]), mientras el paso sea mayor, menor
es la resolución de la máquina y mayor la velocidad de avance; por lo tanto, para
amplificar en lo posible la velocidad de avance de la máquina, conforme al párrafo
anterior, se opta por usar una rosca con la mayor cantidad de envolventes.

º
376
UPB © 2013
19.4.2 Elemento tuerca de los husillos trapezoidales
Al igual que las varillas roscadas, los elementos tuerca pueden ser de materiales rígidos
como el acero, pues normalmente se usan los aceros F114, F111 o F211 para la fabricación
de ambas piezas (131). Pero los elementos tuerca pueden ser también hechos de bronce,
o algunos materiales poliméricos, con el objetivo de minimizar el rozamiento (la resistencia
mecánica del elemento tuerca queda comprometida) entre el elemento tuerca y la
varilla roscada. Normalmente la mejor combinación es usar una varilla roscada de alguna
variante de acero, con un elemento tuerca de bronce, pues estos poseen un bajísimo
coeficiente de fricción, el conjunto es casi exento de mantenimiento y los elementos
tuerca de bronce son fabricados con tal ajuste que son libres de holguras cuando son
montados en la varilla roscada. El conjunto acero – bronce normalmente es más caro que
los conjuntos acero – acero o acero – polímero, pero como la diferencia no es mucha, se
opta por implementar elementos tuerca de bronce, específicamente de bronce 88/12.
19.4.3 Montaje de los husillos trapezoidales
Las varillas roscadas son mecanismos de tracción que transforman el movimiento rotativo
en movimiento lineal, la rotación debe ser relativa entre la varilla roscada y el elemento
tuerca. Normalmente, en casi todas las máquinas router CNC que usan este mecanismo
de tracción, y en todas las máquinas del Anexo-B que usan éste, se puede notar que el
elemento rotante es la varilla roscada, pues ésta está acoplada a eje del actuador por
medio de una caja de reducción mecánica o a veces acoplada directamente; es muy
raro, por no decir que no existe, un máquina router CNC que implemente varillas roscadas
fijas y elementos tuerca rotativos. Esta última alternativa, que no es muy aplicada, es
mecánicamente la mejor, pues el componente rotante posee muchísima menor inercia;
es más fácil hacer girar el elemento tuerca que la varilla roscada, además de que una
varilla roscada fija simplifica muchísimo el ensamblaje y reduce algunos costos.
Una pequeña desventaja de implementar una varilla roscada fija es que los actuadores
deben ser instalados en el eslabón a mover y no en el eslabón base, dificultando la
instalación eléctrica móvil respectiva. Esta implementación innovadora es muy aplicable
a los eslabones de carreras largas, y se vuelve más eficiente mientras los eslabones son
más largos; claro que las varillas roscadas fijas pierden sentido y justificación cuando los
eslabones poseen carreras cortas. Entonces, el mismo mecanismo de tracción será
implementado en los tres eslabones de la máquina, solamente que en los eslabones de
primer y segundo orden, la implementación es usando las varillas roscadas fijas.

º
377
UPB © 2013
A continuación, se presenta el desarrollo del montaje del mecanismo de tracción (husillos
trapezoidales y sus elementos tuerca) para cada eslabón de la máquina:
19.4.3.1 Eslabón de primer orden
El eslabón de primer orden es el eslabón más largo de la máquina, posee una carrera real
de 2 500 [𝑚𝑚], por lo que las varillas roscadas del mecanismo de tracción son un poco
más largas, se estima un largo mayor a 2 560 [𝑚𝑚] semejante al de los rieles del
mecanismo de deslizamiento del mismo eslabón. Para poder definir el montaje de las
varillas roscadas especiales, se genera la Figura Nº 116 a continuación.
Figura Nº 116: Posibilidades de montaje del mecanismo de tracción tipo varilla roscada trapezoidal
Definir la posición de montaje de las varillas roscadas es muy importante, pues están
involucradas muchas características funcionales, constructivas, económicas, etc. En la
Figura Nº 116 se intenta presentar a las posibilidades reales de montaje, cada una posee
ciertas ventajas y desventajas (los círculos con una cruz inscrita representan las líneas de
acción del mecanismo de tracción, los más grandes, son las líneas de acción resultantes).
El caso de las líneas de acción de color gris, de la Figura Nº 116, representa el caso ideal,
pues es en ese punto donde se minimizarían de la mejor manera los momentos
deformantes; pero la disposición constructiva de esta alternativa no permitiría que el
material de trabajo pueda ser ingresado por los laterales de la mesa de trabajo. Al igual
que las alternativas análogas en la Figura Nº 112 (mecanismo de deslizamiento), esta
alternativa es desechada por afectar en la funcionalidad de la mesa de trabajo.
º
378
UPB © 2013
Analizando las líneas de acción de color azul, en la Figura Nº 116, las que están sobre la
línea 𝐴 − 𝐴, se puede deducir que esa zona de posicionamiento no es conveniente pues
amplifica a los momentos deformantes; en realidad, toda línea de acción resultante que
se posicione por debajo de la línea 𝐵 − 𝐵, en la misma figura, empieza a amplificar al
momento deformante generado por la fuerzas de maquinado. Entonces, tomando en
cuenta también al párrafo anterior, se puede concluir que la línea de acción resultante
del mecanismo de tracción del eslabón de primer orden debe estar contenida entre las
líneas 𝐵 − 𝐵 y 𝐷 − 𝐷. Nótese que la zona abarca el espacio formado por la base de la
mesa de trabajo y el plano que contiene a las líneas de acción del mecanismo de
deslizamiento del mismo eslabón.
De una manera semejante al caso de las líneas de acción sobre la línea 𝐸 − 𝐸, las líneas
de acción que reposan en la base de la mesa de trabajo (𝐷 − 𝐷) no pueden ser
implementadas constructivamente. En realidad, no existe una obstrucción total a las caras
laterales de la mesa de trabajo, pero si una obstrucción parcial pues las varillas roscada
no poseen diámetro nulo. Por otro lado, si se montaran a las varillas roscadas en
cualquiera de los puntos 𝐷 − 1, 𝐷 − 2 o 𝐷 − 3 (de la Figura Nº 116), éstas quedarían muy
expuestas a cualquier tipo de daños e inclusive expuestas al material de desecho que
pueda producirse en el proceso de corte; si se piensa en algún tipo de protección a las
varillas, la obstrucción a los laterales de la mesa de trabajo sería aún mayor. Por estas
razones, esta alternativa se desecha, pero se plantea una alternativa semejante que no
posee las limitaciones constructivas mencionadas, las líneas de acción sobre 𝐶 − 𝐶.
Sin tomar en cuenta las líneas aplicables restantes (𝐵 − 𝐵 y 𝐶 − 𝐶), es necesario analizar
también las líneas verticales 1, 2 y 3 de la Figura Nº 116. Las líneas de los extremos, que son
las líneas 1, pueden ser perfectamente aplicables constructivamente, pero implican que
la máquina ocupe un poco más de espacio de lo que debería, o sea, aunque puedan
implementarse varillas roscadas en las posiciones 𝐵 − 1 o 𝐶 − 1 (en la misma figura), no se
estaría diseñando una estructura lo suficientemente compacta. Por otro lado, las varillas
quedarían expuestas a daños o a suciedad; se prefiere una estructura más compacta y
que sobre todo, proteja a las varillas roscadas de los desechos y de posibles daños.
Nótese que en la Figura Nº 116, no puede implementarse ningún tipo de mecanismo de
tracción en los puntos 𝐵 − 2, pues allí reside el mecanismo de deslizamiento. Cabe resaltar
que este punto es ideal cuando el router CNC posee un mecanismo de tracción que
también cumple la función de un mecanismo de deslizamiento (Ej: Husillos antifricción).

º
379
UPB © 2013
Los puntos sobre la línea 𝐶 − 𝐶 de la Figura Nº 116 minimizan de una manera más efectiva,
a los momentos deformantes, que los puntos sobre la línea 𝐵 − 𝐵, pues los primeros están
mucho más cercanos al punto de aplicación de las fuerzas de maquinado; por lo tanto,
en el diseño se prefiere usar dichos puntos. Pero constructivamente, al intentar diseñar una
estructura lo más compacta posible, puede ocurrir que la separación entre las líneas 𝐶 − 𝐶
y 𝐵 − 𝐵 se vuelva tan pequeña que pueda implicar tan sólo un par de milímetros;
entonces, en ese caso no valdría la pena la diferenciación entre ambas líneas. Por otro
lado, las líneas de acción sobre las líneas verticales 2 son difíciles de implementar
constructivamente, pues el elemento tuerca rotante suele poseen un diámetro mayor al
ancho de los deslizadores; razón por la cual se prefiere pensar en un diseño más realista
en un punto como el 𝐶 − 3. Es necesario recalcar que no se puede implementar una sola
línea de acción para el mecanismo de deslizamiento, pues esto provocaría que los
momentos deformantes sobre el eje 𝑍 sean amplificados sobre los deslizadores del
mecanismo de deslizamiento del eslabón de primer orden, de tal manera que no lo
resistirían. La Figura Nº 117 presenta a las líneas de acción mejor aplicables.
Figura Nº 117: Montaje óptimo del mecanismo de tracción tipo varilla roscada trapezoidal
La Figura Nº 117 muestra un montaje que es el resultado de la combinación de las
posibilidades de montaje mejor aplicables de la Figura Nº 116; según las ventajas
funcionales y constructivas de éstas, se puede deducir que el mejor montaje del
mecanismo de tracción en el eslabón de primer orden (mejor en cuanto a lo compacto,
robusto y funcional) obedece al esquema mostrado en la Figura Nº 117, siempre y cuando
las distancias 𝐻𝑇, 𝐻𝐷 y 𝑊𝐷 sean constructivamente minimizadas en la medida de lo posible.

º
380
UPB © 2013
19.4.3.2 Eslabones de segundo y tercer orden
La carrera real de los eslabones de segundo y tercer orden es de 1 840 y 100 [𝑚𝑚]
respectivamente según el Anexo-G y las modificaciones descritas en el desarrollo del
mecanismo de deslizamiento. Según la carrera de cada eslabón, la diferencia entre éstos
es muy grande como para pensar en un mismo montaje del mecanismo de tracción, pero
de acuerdo con la configuración constructiva desarrollada para el mecanismo de
deslizamiento específico de cada eslabón, el mecanismo de tracción en ambos
eslabones poseen un montaje similar, esto se ve en la Figura Nº 118 a continuación.
Figura Nº 118: Montaje del mecanismo de tracción tipo varilla roscada trapezoidal. Izquierda: Vista
lateral, eslabón de segundo orden – Derecha: Vista superior, eslabón de tercer orden
Puede notarse, en la figura anterior, que los montajes para ambos eslabones son muy
similares. La distancia ℎ2 es análoga a la distancia 𝑤3, ambas deberían ser maximizadas
según el diseño respectivo a los mecanismos de deslizamiento, pero en realidad se
minimizan de acuerdo con el criterio planteado en el capítulo octavo referente a los
mecanismos de tracción, pues este da más importancia a la compactes de la máquina.
Las distancias 𝐿𝐸, 𝐿𝐹 y 𝐻𝑄, presentadas en la Figura Nº 118, deben ser constructivamente
minimizadas en lo posible; al mismo tiempo, la línea de acción resultante de ambos
mecanismos deslizamiento debe ser siempre colineal a la línea de acción del mecanismo
de tracción (𝐻𝑄 hace referencia a la superficie superior del volumen de trabajo).
Por otro lado, es necesario recalcar que la varilla roscada del eslabón de segundo orden
es fija y posee un largo un poco mayor a 1 900 [𝑚𝑚] (debido a la fijación); mientras que la
varilla roscada del eslabón de tercer orden es rotativa, pues no vale la pena que sea fija
para una carrera tan corta, que es un poco mayor a 100 [𝑚𝑚] (debido a la fijación).

º
381
UPB © 2013
20. ANEXO-I – MEDICIÓN DEL VECTOR ��
El presente anexo (que en realidad es más un capítulo) está destinado a presentar el
proceso de diseño y la implementación de la máquina dedicada a la simulación del
proceso de corte, para la medición del vector �� , definido en los anteriores capítulos; todas
las decisiones inconclusas hasta aquí, son dependientes de la medición del vector �� , por
esta razón se dedica un capítulo específico para este tema.
El desarrollo del contenido de este capítulo se basa también en los ocho pasos de la
teoría del diseño formal, solamente que el proceso es más informal, pues en realidad, el
objetivo es construir un prototipo de la máquina de medición lo suficientemente capaz de
cumplir con dicha tarea usando la menor cantidad de recursos posibles.
20.1 Problema y Necesidades
El vector �� es una magnitud extremadamente importante a la hora de definir y cuantificar
todas las características y atributos electromecánicos de una máquina herramienta.
Como el vector �� representa las fuerzas de maquinado, su estimación puede ser muy
ambigua o desacertada comparada con su comportamiento real; existen solamente tres
formas de poder obtener la magnitud y comportamiento de este vector:
1. Medición directa de las magnitudes de los componentes del vector �� .
2. Estimación de las magnitudes de los componentes del vector �� usando modelos
matemáticos y recursos computacionales de cálculo.
3. Medición indirecta y estimación de dichos componentes. Combinación de las
anteriores dos formas.
La medición directa de dichos componentes es una técnica extremadamente exacta y
fiel cuando se trata de adquirir datos manipulables que representen el verdadero
comportamiento de las fuerzas de maquinado. En la práctica, se usan costosos y robustos
sensores piezo-eléctricos distribuidos convenientemente cerca del punto de aplicación
de dichas fuerzas. La medición puede ser sincronizada en tiempo real por cada uno de los
tres ejes cartesianos y puede poseer una sensibilidad tan aguda como para poder
identificar oscilaciones en el corte y demás características vibracionales; si el objetivo
fuera este, entonces se justificaría el método.

º
382
UPB © 2013
Las estimaciones matemáticas son las que más abundan, pues son lo suficientemente
asertivas como para poder usarlas en aplicaciones netamente teóricas. Además
presentan la ventaja que no requieren de equipos especializados y son económicas. Si el
presente trabajo final de grado tuviera un carácter netamente teórico, bastaría con elegir
algún modelo matemático ya existente, o plantear uno, para la estimación de las fuerzas
de maquinado, pero ese no es el caso. Por otro lado, la medición directa tampoco tiene
justificativo en el presente proyecto (se deja abierta esta puerta o posibilidad para que
futuros tesistas tengan la oportunidad de poder aportar al tema).
La técnica de medición de las fuerzas de maquinado, resumidas en el vector �� , debe
pertenecer a la correcta combinación de ambos tipos generales de medición. Se
necesita una máquina de medición indirecta (semejante a la medición directa, con la
diferencia que la medición no está en el mismo punto de aplicación de la fuerza) de la
cual se pueda estimar con suficiente certeza el comportamiento del vector �� y así poder
dimensionar correctamente una máquina de acuerdo a las necesidades planteadas.
20.2 Información y cuantificación
Existen infinidad de métodos indirectos para poder medir las fuerzas componentes del
vector �� ; en realidad, todos son mecanismos que transforman la magnitud de las fuerzas
en otro tipo de magnitud fácilmente comparable y/o medible (netamente mecánicos o
combinados con componentes electrónicos). Antes de formalizar cualquier idea de
diseño para el mecanismo de medición, es necesario comprender cabalmente el
problema, para luego simplificarlo:
1. El vector �� posee tres magnitudes ortogonalmente repartidas: 𝑭𝑿 , 𝑭𝒀
y 𝑭𝒁 .
2. Debe medirse el comportamiento de las componentes para conocer cabalmente el
comportamiento del vector �� ; pero, se pueden tomar las siguientes consideraciones:
a. La componente vertical de dicho vector alcanza su valor máximo solamente
cuando el movimiento de maquinado es también vertical.
b. La componente vertical posee una magnitud cambiante durante cualquier
movimiento horizontal, que oscila en valores menores a su valor máximo.
c. Las componentes horizontales del vector �� son nulas cuando no existe
movimiento en la dirección de sus ejes ortogonales. Si el movimiento es
solamente en la dirección de un eje ortogonal horizontal, la componente
respectiva a ese eje posee toda la carga y la otra componente es nula.

º
383
UPB © 2013
d. Las componentes horizontales pueden resumirse en una componente que sea
siempre tangencial a la dirección de movimiento, matemáticamente
equivalente a la suma vectorial de ambos componentes.
3. Con las anteriores consideraciones pueden destacarse las siguientes
simplificaciones:
a. La medición de la componente vertical del vector �� puede ser fácilmente
estimada sobre los valores medidos para cualquiera de las componentes
horizontales. El valor máximo de la componente 𝑭𝒁 es muy semejante o menor a
los valores máximos de cualquiera de las componentes horizontales.
b. Cuando el movimiento es en la misma dirección de un eje ortogonal horizontal,
la respectiva componente adquiere los valores máximos en magnitud;
entonces, medir una resultante horizontal tangencial a la trayectoria es igual
que medir una componente cuando la trayectoria es ortogonal horizontal.
4. Con las anteriores simplificaciones se puede concluir lo siguiente: Solamente se
necesita medir una componente horizontal del vector �� para conocer su
comportamiento, sea 𝑭𝑿 o 𝑭𝒀
. El valor de las componentes horizontales será medido
a valores máximos y ambos componentes serán idénticos. El valor de la
componente vertical puede ser estimado a un valor igual o menor que el valor de
cualquiera de las componentes horizontales. La resultante del vector �� será
simplemente la suma vectorial de sus componentes 𝑭𝑿 , 𝑭𝒀
y 𝑭𝒁 .
El sistema de medición del vector �� , ahora simplificado, pertenece a la clasificación de
una máquina con un solo eslabón y un apoyo empotrado móvil; o sea, un solo grado de
libertad según la nominación hecha para la máquina router CNC de tres ejes.
Aun antes de esbozar cualquier diseño para la máquina medidora, es necesario conocer
los marcos de medición y muestreo propios y suficientemente necesarios para una
correcta medición. Para esto, se recurren las diferencias funcionales según aplicación
(dependientes de los órganos funcionales), expuestos en el Anexo-D en la primera
sección; a partir de estas se determina los límites de medición de la máquina y se
simplifican los órganos funcionales:
1. Equipo de traslación: A pesar de ser una máquina más sencilla, pues solamente
tiene un grado de libertad, la máquina de medición también debe poseer un
equipo de traslación que simule el maquinado de una máquina router CNC real.

º
384
UPB © 2013
Velocidad de traslación en el corte: No es necesario realizar las mediciones
cuando la máquina se mueve y no realiza algún trabajo de maquinado; las
mediciones deben ser tomadas en las condiciones extremas.
Fuerza de traslación en el corte: Es ésta la magnitud que debe medirse
indirectamente; el sistema de medición se enfoca a simular un proceso de
maquinado intentando volver constantes todas las demás magnitudes.
Precisión y restablecimiento de traslación: La máquina de medición no necesita
ser precisa en su traslación, ni siquiera cuando la posición deba ser restablecida;
la máquina solamente debe garantizar un proceso estable en la etapa de
medición, fuera de esta, los movimientos pueden ser bruscos.
2. Pórtico: Para una máquina teóricamente de sólo un grado de libertad, éste órgano
funcional se simplifica a un componente que sostiene el cabezal de conformado; en
la práctica, o sea, en el prototipo de la máquina, es posible aumentar los dos grados
de libertad restantes a dicho componente (pórtico), con el fin de realizar
operaciones netamente de montaje, operaciones que permitan ahorrar material u
operaciones semejantes.
Altura del espacio de trabajo, que es la altura del pórtico: No es necesario que la
máquina de medición posea la misma altura de pórtico que la máquina router
CNC, simplemente se debe asegurar una altura ligeramente mayor al grosor del
material de muestreo más la altura del sistema o equipo de sujeción.
Volumen de la máquina: Esta diferencia funcional carece de sentido para una
máquina de un grado de libertad funcional, por lo tanto no es necesario definir
ningún volumen de trabajo, solamente asegurar que al ancho de la mesa de
trabajo pueda contener al material de muestreo sin problemas.
Peso de la máquina: No tiene importancia, pues la máquina es pequeña y no
tiene carácter comercial o competitivo.
3. Mesa: Debe tomarse ciertas consideraciones en sus dimensiones.
Anchura del espacio de trabajo: Lo suficientemente estrecha como para
contener las piezas de muestreo y poder asegurarlas a la mesa cómodamente.
Largura del espacio de trabajo: Debe tener una longitud suficiente como para
que la etapa de medición pueda ser representativa.
Carga máxima que puede soportar la mesa de trabajo: Las piezas de muestreo
son de peso casi despreciable, no es necesario tomar en cuenta esta diferencia
funcional. Pero la mesa debe ser lo suficientemente rígida como para no
deformarse con la penetración de la herramienta en la pieza de muestreo.

º
385
UPB © 2013
Tipo de mesa: Mesa como para simular un proceso de maquinado, según la
aplicación del router CNC a dimensionar, en este caso es el grabado. En cuanto
a la sujeción, mientras se escoja el método más simple y más económico mejor.
4. Cabezal: Motor de conformado rotativo con juego de herramientas representativas
de la aplicación de grabado.
Potencia de conformado: La potencia del motor debe ser la suficiente para no
presentar cambios influyentes en velocidad o torque, cuando se esté midiendo.
Esta potencia, es independiente de la potencia necesaria para la traslación.
5. Equipo de medición: Este órgano funcional es propio de la máquina de medición,
posee dos partes fundamentales, al menos en concepto:
Sistema de transformación: Es el sistema o mecanismo que transforma la
magnitud de la fuerza en otro tipo de magnitud o señal proporcionalmente
equivalente; debe ser lo más simple y fiable posible.
Sistema de transmisión: Los valores del sistema de transformación deben ser
transmitidos a un sistema de procesamiento de datos. La información recogida
de la medición debe ser comparable, manipulable y almacenable.
20.3 Determinación de especificaciones
Las especificaciones de la máquina de medición deben responder a las necesidades y
también especificaciones de la máquina a dimensionar, este concepto implica una
referencia recurrente. La solución consiste en determinar las especificaciones de la
máquina de medición según las características de las máquinas de referencia
presentadas en el capítulo quinto, especialmente basándose en la máquina modelo. A
continuación se presenta la determinación de especificaciones según las diferencias
funcionales (definición de valores máximos y mínimos; definición de rangos):
1. Equipo de traslación:
Velocidad de traslación en el corte: La máquina modelo hace referencia a una
velocidad de 20 000 [𝑚𝑚/𝑚𝑖𝑛]. Este valor es aparentemente altísimo, pero debe
considerarse que está nominado como velocidad si carga; en el mejor de los
casos, cuando la traslación es con carga, el valor de la velocidad nominal se
reduce a la mitad. Además hay que tomar en cuenta que el material de trabajo
admite una velocidad límite como para asegurar un corte o maquinado de
calidad. Con estas consideraciones de define una velocidad máxima de
medición de 10 000 [𝑚𝑚/𝑚𝑖𝑛] en el proceso de corte.

º
386
UPB © 2013
Fuerza de traslación en el corte: En realidad este valor es desconocido. El estimar
este valor implica estimar también la velocidad de corte (se tiene una
referencia), la profundidad (depende del tipo de herramienta), el número de filos
de la herramienta (también depende del tipo de herramienta) y la velocidad de
rotación del motor de conformado; lo cual es imposible. Debe aclararse que el
objetivo de la medición es determinar solamente los valores máximos funcionales
del vector de maquinado para poder dimensionar la máquina router CNC.
Precisión y restablecimiento de traslación: Sin especificación concreta.
2. Pórtico:
Altura del espacio de trabajo: La máquina modelo posee una altura de trabajo
de 190 [𝑚𝑚], la cual es exagerada para una máquina de medición, de todas
maneras se define este valor como un valor máximo. La profundidad máxima de
una herramienta de grabado a primer corte no excede los 10 [𝑚𝑚], entonces la
altura mínima del espacio de trabajo deberá ser equivalente a este valor.
3. Mesa:
Anchura del espacio de trabajo: El diámetro mayor entre las herramientas de
grabado más representativas no excede los 10 [𝑚𝑚]; se puede considerar
empíricamente una anchura mínima, de la pieza de trabajo, igual al doble de
dicho diámetro. Por lo tanto, se puede definir una anchura del espacio de
trabajo mínima de 20 [𝑚𝑚].
Largura del espacio de trabajo: La dimensión horizontal más pequeña de la mesa
de trabajo de la máquina modelo es de 2 000 [𝑚𝑚], esta distancia más que
suficiente para una medición representativa, por eso será el valor límite.
Carga máxima que puede soportar la mesa de trabajo: No existe un rango bien
definido para este valor, especialmente si debe ser basado en el peso del
material de trabajo. Por otro lado, la mesa de trabajo debe ser capaz de no
deformarse cuando las fuerzas de maquinado sean máximas; entonces, el mismo
rango definido para la fuerza de traslación en el corte es aplicado como carga
máxima para la mesa, solamente que este valor estará distribuido en toda la
mesa y sus correspondientes apoyos.
Tipo de mesa: No se justifica una mesa especial para la máquina de medición,
simplemente se selecciona una mesa de superficie plana con sujeción adhesiva.
4. Cabezal:
Potencia de conformado: Este tipo de componente puede ser diseñado y
manufacturado, pero no tiene mucho sentido en este caso, sobre todo si es que

º
387
UPB © 2013
ya existen productos comerciales garantizados en el mercado. Al igual que la
fuerza necesaria de maquinado, es casi imposible dimensionar o estimar la
potencia de conformado; en realidad, el método más efectivo de dimensionar
dicha potencia es usar las máquinas de referencia como base referencial.
5. Equipo de medición:
Sistema de transformación y transmisión: La mejor forma de manipular los datos
de la medición es almacenarlos en una computadora; para lograr eso, el mejor
método es transformar la magnitud vectorial en una señal eléctrica.
20.4 Diseño conceptual
La máquina está definida, al menos idealmente. En esta etapa se consolidan las
definiciones ideales en sistemas más o menos reales, el orden de desarrollo obedece al
orden inverso al empleado en los anteriores pasos:
20.4.1 Equipo de medición
20.4.1.1 Sistema de transmisión
Existen varios protocolos para comunicar un microprocesador externo con la
computadora, aunque algunos usan métodos más complicados que otros, la
complejidad de la comunicación es netamente dependiente del tipo de procesador
externo. La computadora posee diferentes puertos de comunicación, entre los más
desactualizados (según equipos contemporáneos) se puede mencionar el puerto paralelo
(incluyendo sus generaciones más recientes) y el puerto serie (como unidad física);
mientras que entre los más actuales se puede mencionar el puerto USB (2.0 como la
versión más extendida).
Los dos primeros puertos mencionados se aplicaron extendidamente en el ámbito de las
máquinas CNC, inclusive actualmente son muy usados; pero, la evolución de los equipos
computacionales excluye progresivamente este tipo de puertos, tanto que hoy en día es
muy raro encontrar computadoras portátiles con este tipo de puertos. Por otro lado, el uso
de los puertos USB es cada vez más proliferado, encontrando una gama extensa de
productos y equipos diseñados con este y para este tipo de comunicación; entonces, una
máquina de medición del vector �� (generalizando: una máquina router CNC) capaz de
comunicarse a través del puerto USB de una computadora no es una idea fuera de su
época; es más, hasta podría decirse que es atrasada.

º
388
UPB © 2013
Existen algunos microcontroladores con comunicación USB integrada y abierta para el
usuario; pocos si es que los equipos deben ser económicos y de fácil post-procesamiento
de datos, o sea de fácil manipulación de información luego de la transmisión de
información a la computadora.
La máquina de medición debe poseer un microcontrolador de acuerdo a lo mencionado
anteriormente y además con la capacidad suficiente de gobernar las funciones
principales de la máquina, especialmente la función de medición.
20.4.1.2 Sistema de transformación
Como se mencionó anteriormente, el sistema de medición no es más que un mecanismo,
en este caso híbrido, de transformación de la magnitud a medir en una señal equivalente.
Existen algunos métodos para medir indirectamente la fuerza de maquinado, pero el
método más simple de descomponer una fuerza en cantidades escalares medibles es
usar el modelo de la deformación elástica de un resorte: la fuerza queda expresada por el
producto 𝑭 = 𝒆 ∗ 𝒌𝑹, donde 𝒆 es un desplazamiento proporcional a la fuerza aplicada y 𝒌𝑹
es la constante de proporción entre la fuerza y el desplazamiento. Si la constante 𝒌𝑹 es
conocida, entonces solamente queda medir el desplazamiento 𝒆.
La medición de un desplazamiento lineal se presentó al final de la sección referente al
Controlador general dentro del Anexo-F; según lo expuesto allí, los métodos más comunes
y usados para la medición de un desplazamiento lineal son: métodos resistivos, métodos
inductivos, métodos capacitivos y los métodos ópticos. Alguno de estos métodos deberá
ser seleccionado para la medición indirecta de la fuerza de maquinado.
20.4.2 Cabezal
Existen pequeños taladros manuales conocidos como taladros protesistas o como
rectificadoras manuales que son una buena alternativa de motores de conformado. Estos
equipos tienen la facilidad de poder cambiar su velocidad de trabajo (en realidad
cambian la potencia consumida) a voluntad del usuario; además, los mismos fabricantes
proveen todo tipo de herramientas, como ser de grabado, taladrado, limado, pulido, etc.
20.4.3 Mesa
Para la construcción y diseño de la máquina de medición deben fabricarse piezas y
componentes específicos de la máquina, aunque el método conceptual es este, no es la

º
389
UPB © 2013
forma más eficiente de montar la máquina, especialmente si ésta no es de carácter
comercial o competitivo. El método más eficiente en este tipo de situaciones es realizar el
diseño de acuerdo con aquellos componentes, piezas o equipos que ya existen y pueden
ser copiados, reutilizados o incluso comprados; con el fin de ilustrar lo mencionado
anteriormente se procede con el “diseño conceptual” de la mesa de trabajo. Podría
diseñarse una o varias piezas para la mesa de trabajo requerida, pero esto consumiría
muchos más recursos que simplemente encontrar y usar una pieza o varias ya existentes
en algún otro tipo de máquina o de algún otro de tipo de uso.
La mesa de trabajo debe asegurar una superficie plana de buena calidad, una rigidez
estructural de nivel medio y una geometría simple para minimizar el peso y la inercia de la
misma. El reto es encontrar una pieza ya existente con las características expuestas.
20.4.4 Pórtico
Se mencionó anteriormente que el pórtico es el componente que asegura al cabezal de
conformado, también se mencionó que existiría un desplazamiento 𝒆 entre el punto de
aplicación de la fuerza y el punto de sujeción de la pieza; por lo tanto, el pórtico deberá
ser una pieza que posea un desplazamiento lineal relativo entre la mesa de trabajo (que
sujeta la pieza de trabajo) y el cabezal de conformado (en cuya herramienta está el
punto aplicación de la fuerza), al mismo tiempo de sujetar el motor de conformado. La
Figura Nº 119 a continuación explica el desplazamiento relativo 𝒆 (𝒄 representa una
constante conocida que no interviene en la medición).
Figura Nº 119: Desplazamiento relativo 𝒆 entre el punto de aplicación de la fuerza y el punto de
sujeción de la pieza
Por otro lado, la línea de acción del desplazamiento relativo entre mesa y el pórtico debe
estar lo más cercana posible a la línea virtual paralela que intersecta con el punto de

º
390
UPB © 2013
aplicación de la fuerza en la herramienta, con el fin de minimizar los momentos
deformantes que podrían ser generados por la fuerza de maquinado y amplificados por la
distancia entre estas dos líneas. Al mismo tiempo, el sistema de resorte debe ser instalado
lo más cercano posible a la línea de desplazamiento relativo entre mesa y pórtico, pues se
generan momentos semejantes. La minimización de estas dos distancias asegura la mejor
aproximación de este método indirecto de medición a un método directo de medición.
La Figura Nº 120 que se presenta a continuación expone las distancias que deben
minimizarse para disminuir en lo posible los momentos deformantes.
Figura Nº 120: Distancias que deben minimizarse para reducir los momentos deformantes
El desplazamiento relativo mencionado en los anteriores párrafos puede darse por
cualquiera de los mecanismos de deslizamiento expuestos en el Anexo-E, siempre y
cuando se seleccione la alternativa óptima.
20.4.5 Equipo de Translación
El equipo de traslación debe simular el movimiento de la máquina en el proceso de corte
o grabado. No es necesario que los componentes del equipo de traslación de la máquina
que se pretende diseñar sean idénticos a los componentes de la máquina de medición;
basta con que se cumplan las mismas condiciones dinámicas para que la medición sea
representativa. En realidad, solamente es necesario que se cumplan condiciones
semejantes de velocidad y fuerza.
El hecho de que en la medición el parámetro precisión en el movimiento carezca de
sentido, permite cambiar la selección del conjunto: Actuador – Mecanismo de tracción –
Mecanismo de deslizamiento. En el capítulo sexto se define a los motores Stepper como
los actuadores aplicables al router CNC; en la máquina de medición se podría usar estos
motores, pero se estaría gastando recursos innecesariamente, pues por ejemplo la
º
391
UPB © 2013
precisión de esos motores no es requerida (además el control de este tipo de motores es
más complicado de los necesario para una máquina de medición). Un motor eléctrico
rotativo de bajo costo (los motores eléctricos rotativos son más económicos que los
lineales), control sencillo, accesible en el mercado y con la potencia necesaria (igual o
mayor a la más exigente posible en la máquina a diseñar), es el que se necesita adquirir.
Los motores eléctricos que requieren el más sencillo y efectivo tipo de control son los
motores de corriente continua (en cualquiera de sus tipos de conexión), especialmente
cuando el control es con la técnica PWM. No es accesible encontrar motores de corriente
continua de altas o medianas potencias en el mercado local (pues si son accesibles lo son
a elevados precios), normalmente es posible adquirir motores DC de hasta 50 [𝑊] como
máximo; entonces es más factible y accesible encontrar motores de corriente alterna
cuando se trata de potencias mayores de los 60 [𝑊], y aunque el control sea un poco
más complejo, la alternativa de usar este tipo de motores se compensa con su bajo costo.
NOTA: Es necesario aclarar que el autor hace referencia a las condiciones del mercado
específico de su región, perteneciente al siguiente contexto local: Bolivia, Cochabamba,
Cercado y además de que no se trata de la construcción de una máquina de “diseño
formal”, sino se trata del montaje de sólo un prototipo que en lo posible es construido con
piezas usadas y/o material lo más barato y funcional posible.
Respecto a los mecanismos de tracción y deslizamiento, las mejores alternativas son
aquellas que son las funcionalmente más baratas; o sea, mientras no comprometan
alguna de las características hasta el momento definidas, deben ser las más económicas.
Por ejemplo, en el mecanismo de tracción, no se justifica usar un carril antifricción, o en el
mecanismo de deslizamiento, no se justifica usan una varilla roscada de precisión.
20.5 Selección de alternativas
En esta sección se trata de depurar todas las posibles alternativas planteadas en el diseño
conceptual. La depuración posee el mismo orden en flujo de diseño que en el de la
anterior sección:
20.5.1 Equipo de medición
Existen varios microcontroladores aplicables en el mercado, pero no todos son buenas
alternativas, especialmente si no poseen algún tipo de interfaz para la comunicación USB.

º
392
UPB © 2013
Entre los microcontroladores que poseen comunicación USB con la computadora,
facilidad de post-procesamiento de datos y bajo costo, están las placas de
experimentación que se expusieron brevemente en las conclusiones de la sección
referente al Equipo de control en la Tabla Nº 42. Allí, se mencionaron apenas dos placas
de experimentación, en realidad existe una gran variedad de ellas, pero específicamente
esas son las más aplicadas. Las placas ARDUINO se distinguen por gran capacidad
técnica (velocidad de procesamiento, periféricos listos para usar, software libre, etc.) pero
por sobre todo por su bajo costo. Se selecciona una placa ARDUINO como el
microcontrolador que gobernará sobre la máquina y la comunicará con la computadora.
Para poder aplicar los métodos de medición de desplazamientos RCI (Resistivos,
Capacitivos o Inductivos), con el objetivo de medir el desplazamiento 𝒆, es necesario usar
métodos especiales de transformación de la señal, pues para que sean almacenados en
la computadora, las señales RCI deben ser convertidas a señales digitales escaladas. Las
placas de experimentación ARDUINO poseen puertos especiales para la lectura
analógica de alguna señal y su posterior conversión; aunque esto sea posible, es más
factible usar los métodos ópticos de medición de desplazamiento pues la señal es directa
y netamente digital.
Por otro lado, la conversión de una señal digital a analógica, según los fabricantes de las
placas ARDUINO, tarda más o menos 100 [𝑚𝑠]; esto sugiere lo siguiente (132).
Velocidad máxima de referencia: 𝒗 = 𝟏𝟎 𝟎𝟎𝟎 [𝒎𝒎/𝒎𝒊𝒏]
Distancia en función de la velocidad 𝒗: 𝒅 = 𝒗 · 𝒕 Ecuación Nº 127
Magnitud del retraso 𝒕: 𝒕 = 𝟏𝟎𝟎 [𝒎𝒔]
Cálculo de la distancia 𝒅: 𝒅 = 𝟏𝟎 𝟎𝟎𝟎 [𝒎𝒎/𝒎𝒊𝒏] · 𝟏𝟎𝟎 [𝒎𝒔]
Distancia recorrida en el retraso: 𝒅 = 𝟏𝟔. 𝟕 [𝒎𝒎]
Aunque la máquina no requiera de precisión en el maquinado, necesita precisión en la
medición; por cada tarea de conversión analógico-digital que realice la placa, la
máquina avanzará más de un centímetro, y entre cada conversión existirá un intervalo
muerto de medición. En cambio con un sistema netamente digital, el retraso equivale a
un poco más de 1 [𝜇𝑠], que traducido en distancia es más o menos la mitad de la
millonésima parte de un milímetro. Por estas razones se seleccionan los métodos ópticos
en vez de los métodos RCI, para la medición del desplazamiento 𝒆.

º
393
UPB © 2013
20.5.2 Cabezal
La aplicación específica de la máquina a diseñar es el “grabado múltiple”, éste permite
depurar varias alternativas, pues la mayoría de los motores de conformado accesibles en
el mercado no poseen las condiciones funcionalmente necesarias para esta aplicación
específica. Normalmente, en el grabado, los motores de conformado se distinguen por
alta velocidad angular y herramientas pequeñas (diámetro de más o menos 10 [𝑚𝑚]; los
taladros comunes domésticos, pertenecen a un rango de consumo de 500 a 1 500 [𝑊],
para 6 000 [𝑟𝑝𝑚] en el mejor de los casos, y poseen un alto torque, ambas características
innecesarias; inclusive poseen varias características totalmente innecesarias como
inversión de giro y percusión. Las herramientas tupí, que son totalmente accesibles en el
mercado, poseen características más adaptadas al grabado, como ser alta velocidad de
rotación: en el mejor de los casos 40 000 [𝑟𝑝𝑚], bajo consumo, variación de velocidad
escalada: 6 velocidades en el mejor de los casos. Los tupí DREMEL, son más económicos
que un taladro doméstico; por eso, por el momento se usa uno de éstos (133).
20.5.3 Mesa:
Para poder definir la pieza o ensamblaje que sirva como mesa de trabajo es necesario
analizar los requerimientos hasta ahora planteados: superficie plana, rigidez estructural de
nivel medio, geometría simple y liviano. Unos productos prefabricados que responden
satisfactoriamente a los requerimientos de la mesa de trabajo son los perfiles de aluminio
que se usan en el montaje de marco de ventanas, pues por ser extruidos garantizan una
superficie plana, además por el tipo de perfil poseen alta rigidez estructural, geometría
simple y relativamente más livianos que perfiles de otro material. Además, en las secciones
anteriores se define que las dimensiones de la mesa de trabajo son como mínimo 20 [𝑚𝑚]
de anchura y como máximo 2 000 [𝑚𝑚] de largura; un perfil de aluminio puede cumplir
perfectamente con estas medidas, por esta y las demás razones se usan dichos perfiles.
20.5.4 Pórtico
El requerimiento mecánico del pórtico es simple, basta que sea rígido y que pueda
sostener al motor del conformado de forma que el motor de conformado pueda variar su
posición a voluntad del operador, para poder variar la profundidad de corte. El pórtico
será construido manualmente con pedazos de madera MDF y otras piezas de menor
importancia. En el diseño en detalle se expone el mecanismo destinado para graduar la
profundidad de corte y también el mecanismo para deslizar el pórtico.

º
394
UPB © 2013
20.5.5 Equipo de Translación
Muchos electrodomésticos poseen motores de corriente alterna de más de 60 [𝑊],
característica exigida anteriormente, pero no todos son totalmente accesibles y
económicos. Las licuadoras poseen unos motores que aparentan una buena alternativa,
pues ya poseen un arreglo en su devanado que junto con un juego de pulsadores
pueden hacer rotar al motor a velocidades definidas, además el número de velocidades
puede variar de dos a ocho velocidades en el mejor de los casos, característica que
puede ser muy útil a la hora de realizar mediciones con diferentes velocidades; pero, estos
motores poseen un gran defecto, la mayoría está diseñado para funcionar a lo mucho
dos minutos continuos y diez minutos con pausas por cada dos minutos de
funcionamiento, o sea, su concepción funcional no puede ser adaptada a las
necesidades de la máquina de medición, pues el motor de ésta deberá funcionar mucho
mayor tiempo que diez minutos, trabajar con carga intermitente y además invertir su giro.
Luego de una investigación exhaustiva de un motor adaptable a las exigencias de una
máquina de medición, se puede mencionar al motor eléctrico usado en las máquinas de
coser. Estos motores están diseñados para largos trabajos continuos, operación
intermitente y carga variable; por otro lado, existen varios formatos accesibles y sobre
todo económicos disponibles en el mercado local. El consumo de este tipo de motores
varía entre 50 y 300 [𝑊] para máquinas medianas, poseen velocidades angulares de
hasta 10 000 [𝑟𝑝𝑚] sin carga y poseen también refrigeración forzada. Poseen una
desventaja, pues no implementan ningún tipo de mecanismo o circuito eléctrico que les
permita invertir el giro; de todas maneras es una desventaja que puede subsanarse con
algunas modificaciones en el motor (tanto mecánicas como eléctricas).
Por las razones presentadas anteriormente se eligen a los motores de corriente alterna
usados en máquinas de coser, para que con una simple modificación, puedan adaptarse
como solución a los actuadores en el equipo de control de la máquina de medición. En el
mercado local, la marca representativa de este tipo de motores es SINGER.
20.6 Diseño en detalle
Nótese que el proceso de diseño de la máquina de medición no es completamente
formal, la depuración de alternativas y toma de decisiones corresponde a un nivel muy
empírico que hace que el “diseño” converja en un prototipo estrechamente ligado a las

º
395
UPB © 2013
capacidades y limitaciones del diseñista y su respectivo entorno. Hasta esta sección, el
autor intenta formalizar el proceso de concepción de una máquina capaz de medir el
vector �� , pero en esta sección la formalización es tediosa y complicada; por lo tanto, el
diseño en detalle se presenta más como un informe de los resultados obtenidos por el
diseñista y las etapas de desarrollo involucradas, en su labor de concebir una máquina en
el menor tiempo posible, con carácter de máquina prototipo, usando repuestos y piezas
de otras máquinas (normalmente usadas), y sobre todo una máquina que implique el
menor costo o inversión posible.
El proceso de diseño en detalle posee el orden inverso del flujo de diseño de la anterior
sección, empezando por el equipo de traslación y terminando en el equipo de medición:
20.6.1 Equipo de traslación
Según el mercado local, existen tres opciones de motor eléctrico de corriente alterna
SINGER de más de 60 [𝑊] de consumo: SINGER 100, SINGER 150 y SINGER 200, donde el
número que acompaña al nombre es equivalente a la potencia del motor. La velocidad
angular sin carga de los motores es 6 000, 10 000, 15 000 [𝑟𝑝𝑚] respectivamente. Las
anteriores alternativas no pueden discernirse hasta que no se haya definido el mecanismo
de tracción, pues para los cálculos debe conocerse la ventaja mecánica del mismo.
Es muy posible, que entre el mecanismo de tracción y el actuador deba instalarse alguna
reducción mecánica, con el fin de aprovechar al máximo las revoluciones del motor
SINGER y mantener un torque constante. Aunque, la manera más eficiente de determinar
esta característica es solamente haciendo pruebas físicas en ensayos de prueba y error.
Como se mencionó en las anteriores secciones, el mecanismo de tracción con varilla
roscada antifricción, no es funcionalmente aplicable. El mecanismo cremallera piñón,
tampoco es una opción rentable pues es mucho más costosa que el uso de una correa o
un husillo roscado normal. En las anteriores secciones se definió que el largo del carril de la
máquina de medición podría ser como máximo 2 000 [𝑚𝑚], aún en el caso que sea la
mitad del valor máximo de referencia, la aplicación de correas exigiría correas largas, de
máximo 2 000 [𝑚𝑚] de perímetro efectivo; la misma desventaja se aplica a las cadenas,
aunque en estas es más fácil el alargar el perímetro efectivo. El mecanismo de tracción
más económico es usar una varilla roscada, husillo simple, pues puede encontrarse varillas
roscadas de hasta 2 [𝑚] (en ferreterías locales), junto con la tuerca de su medida. Las
varillas roscadas son muy económicas en relación a las demás opciones.

º
396
UPB © 2013
Se selecciona una varilla roscada pues además de ser más barata que las otras opciones,
reduce el tamaño (que se refiere a disminuir el índice volumétrico) de todo el equipo de
traslación y simplifica sus componentes específicos; estas varillas poseen la desventaja de
no ser nada precisas, pero se tolera porque la máquina de medición no necesita ser
precisa en el movimiento, sino solamente en la medición.
El primer parámetro para poder seleccionar la varilla roscada resulta del criterio
constructivo de poder acoplar el eje del motor SINGER al eje de la varilla roscada, si es
que se adopta el montaje directo sin reducción mecánica intermedia. En este caso, lo
más fácil y práctico es que ambos diámetros sean en lo posible lo más similares; el
diámetro del eje de los motores SINGER (cualquiera de los presentados como alternativa)
es de aproximadamente 5 [𝑚𝑚], y su polea de aproximadamente 10 [𝑚𝑚] efectivos.
Normalmente es más común encontrar husillos con medidas del sistema inglés en las
ferreterías, además de que las varillas de rosca métrica normalmente son más caras;
entonces, se opta por usar las varillas de paso normal de rosca WHITWORTH. A
continuación en la Tabla Nº 47 se exponen los valores característicos de las roscas
WHITWORTH más aplicables según su diámetro.
Tabla Nº 47: Características de las varillas roscadas de diámetro semejante al rango 5 – 10 [𝒎𝒎]
MEDIDA HILOS POR PULGADA DIÁMETRO EXTERIOR (MAX.)
3/16 24 4.76 [𝑚𝑚]
7/32 24 5.56 [𝑚𝑚]
1/4 20 6.35 [𝑚𝑚]
5/16 18 7.94 [𝑚𝑚]
3/8 16 9.52 [𝑚𝑚]
7/16 14 11.11 [𝑚𝑚]
Para poder acoplar el eje del motor SINGER directamente a la varilla roscada es necesario
usar una junta universal, pues forzosamente existirá una desalineación entre ambos ejes
debido a que el montaje es técnicamente manual. Si no se usara una junta universal y se
soldaran directamente los dos ejes, en el mejor de los casos las minúsculas
desalineaciones producirían vibraciones muy altas en la máquina que hasta podrían
destruirla; la junta universal elimina las vibraciones y tolera todo tipo de desalineación. Por
otro lado, comprar una junta universal no es la mejor solución, pues son caras y no existen
pequeñas juntas en el mercado local, lo más práctico es fabricar o adaptar una.

º
397
UPB © 2013
Existen unos cilindros ahuecados de goma que se pueden adaptar como juntas
universales; se los puede encontrar insertados en los ejes de las impresoras de papel, estos
cilindros poseen tales medidas que permiten un correcto acople entre el eje del motor y la
varilla roscada. Las varillas roscadas que mejor se acoplan al este cilindro ahuecado de
goma son las que poseen un diámetro mayor o igual a las varillas de 3/8, cuyo valor es
aproximadamente 9.53 [𝑚𝑚] según la Tabla Nº 47. La Figura Nº 121 presenta una
fotografía del cilindro ahuecado de goma.
Figura Nº 121: Cilindro ahuecado de goma
Por otro lado, independientemente si se monta o no una reducción mecánica entre la
varilla roscada y el actuador, las varillas roscadas de menor diámetro a las varillas de 3/8
normalmente son muy flexibles por ser muy delgadas, y si se adquiere varillas de mayor
grado (grado de resistencia a la tracción, que también rigidiza a las varillas) el costo
aumenta innecesariamente; para varillas mayores o iguales a las de 3/8 basta con varillas
de grado simple y tuercas normales para que la rigidez de éstas sea conveniente.
El acople entre las varillas y la junta universal de goma es simplemente “a rosca”, pues el
diámetro interior de la junta es aproximadamente 8 [𝑚𝑚] y se deforma lo suficiente como
para evitar holguras. Si se monta la reducción mecánica, no es necesaria la junta
universal, pues en la práctica el tren de engranajes se encarga de auto alinear las
diferencias; un engranaje deberá acoplarse a la varilla y el otro al eje del motor.
La Tabla Nº 48 que se presenta más adelante, permite seleccionar el motor SINGER, pues
toma en cuenta la ventaja mecánica de las varillas roscadas 3/8 y 7/16, y la velocidad
angular de cada motor para calcular la velocidad sin carga en [𝑚𝑚/𝑚𝑖𝑛].
Tabla Nº 48: Velocidad sin carga según motores SINGER y varillas roscadas 3/8 y 7/16
MED
IDA
HILOS POR
PULGADA
AVANCE
[𝒎𝒎/𝒓𝒆𝒗]
SINGER
100
SINGER
150
SINGER
200
[𝒉𝒊𝒍𝒐𝒔
𝒑𝒖𝒍𝒈] 𝟏 [𝒉𝒊𝒍𝒐] = 𝟏 [𝒓𝒆𝒗]
6 000
[𝒓𝒑𝒎]
10 000
[𝒓𝒑𝒎]
15 000
[𝒓𝒑𝒎]
3/8 16 1.5875 9 525 [𝑚𝑚/𝑚𝑖𝑛] 15 875 [𝑚𝑚/𝑚𝑖𝑛] 23 812 [𝑚𝑚/𝑚𝑖𝑛]
7/16 14 1.8143 10 886 [𝑚𝑚/𝑚𝑖𝑛] 18 143 [𝑚𝑚/𝑚𝑖𝑛] 27 214 [𝑚𝑚/𝑚𝑖𝑛]

º
398
UPB © 2013
La velocidad sin carga de la máquina de medición fue definida anteriormente con el
valor máximo de referencia de 10 000 [𝑚𝑚/𝑚𝑖𝑛], por lo que el único valor que cumple
esta condición es el referente a la combinación de una varilla de 3/8 con un motor
SINGER de 100 [𝑊] a 6 000 [𝑟𝑝𝑚] sin carga, el valor teórico es 9 525 [𝑚𝑚/𝑚𝑖𝑛]. A
continuación, en la Figura Nº 122, se presenta una fotografía del motor SINGER 100.
Figura Nº 122: Motor SINGER 100 con soporte, polea y bornera
Pero antes de proseguir, es necesario aclarar que la velocidad sin carga definida
anteriormente es netamente teórica. En la práctica, es imposible que el motor pueda
alcanzar los 6 000 [𝑟𝑝𝑚] si es que está acoplado a una varilla roscada y ésta acoplada a
todo un carro que empujar. Además, el mecanismo tendría que ser perfecto para poder
anular todas las desalineaciones mecánicas, los desbalances centrífugos en la rotación y
las pérdidas por fricción; como el mecanismo de acople directo entre actuador y la varilla
roscada no es perfecto y posee un carácter muy ideal, aún se mantiene vigente la
posibilidad de instalar un tren de engranajes entre la varilla y el actuador; así, con la
reducción mecánica adecuada, el motor podrá alcanzar una velocidad rotacional
parecida a la ideal y el torque será prácticamente menos variable. Una posibilidad, es
aumentar la potencia del motor, pero económicamente no es la mejor solución aplicable.
Conocidos el actuador y el mecanismo de tracción queda por definir el mecanismo de
deslizamiento. Como se mencionó anteriormente, éste también debe ser funcionalmente
el más económico de todos; por lo tanto quedan desechadas las alternativas de usar un
carril antifricción, o cualquiera de las opciones que implementan un eje guía con
rodamientos lineales. Las opciones restantes son usar un patín o el sistema rueda y carril.
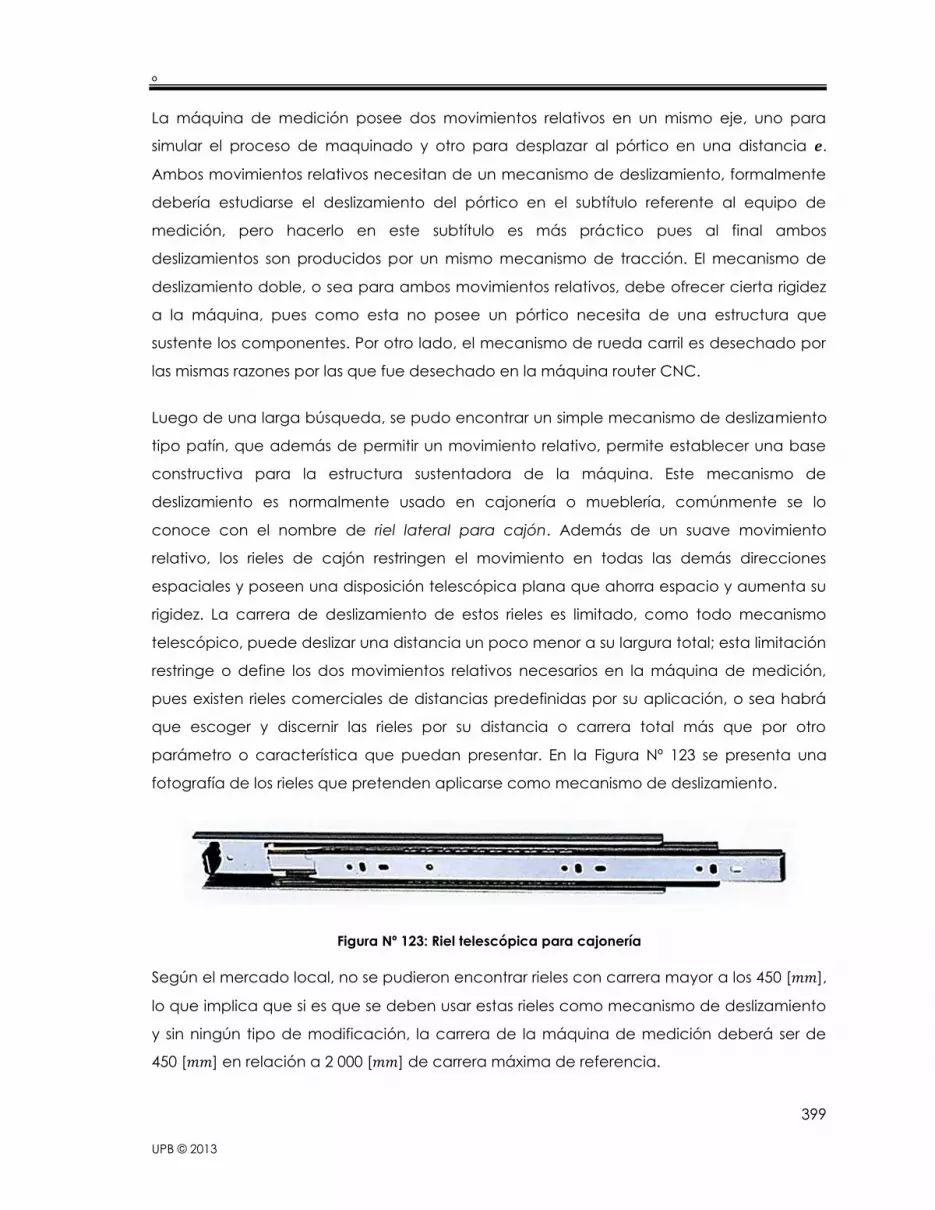
º
399
UPB © 2013
La máquina de medición posee dos movimientos relativos en un mismo eje, uno para
simular el proceso de maquinado y otro para desplazar al pórtico en una distancia 𝒆.
Ambos movimientos relativos necesitan de un mecanismo de deslizamiento, formalmente
debería estudiarse el deslizamiento del pórtico en el subtítulo referente al equipo de
medición, pero hacerlo en este subtítulo es más práctico pues al final ambos
deslizamientos son producidos por un mismo mecanismo de tracción. El mecanismo de
deslizamiento doble, o sea para ambos movimientos relativos, debe ofrecer cierta rigidez
a la máquina, pues como esta no posee un pórtico necesita de una estructura que
sustente los componentes. Por otro lado, el mecanismo de rueda carril es desechado por
las mismas razones por las que fue desechado en la máquina router CNC.
Luego de una larga búsqueda, se pudo encontrar un simple mecanismo de deslizamiento
tipo patín, que además de permitir un movimiento relativo, permite establecer una base
constructiva para la estructura sustentadora de la máquina. Este mecanismo de
deslizamiento es normalmente usado en cajonería o mueblería, comúnmente se lo
conoce con el nombre de riel lateral para cajón. Además de un suave movimiento
relativo, los rieles de cajón restringen el movimiento en todas las demás direcciones
espaciales y poseen una disposición telescópica plana que ahorra espacio y aumenta su
rigidez. La carrera de deslizamiento de estos rieles es limitado, como todo mecanismo
telescópico, puede deslizar una distancia un poco menor a su largura total; esta limitación
restringe o define los dos movimientos relativos necesarios en la máquina de medición,
pues existen rieles comerciales de distancias predefinidas por su aplicación, o sea habrá
que escoger y discernir las rieles por su distancia o carrera total más que por otro
parámetro o característica que puedan presentar. En la Figura Nº 123 se presenta una
fotografía de los rieles que pretenden aplicarse como mecanismo de deslizamiento.
Figura Nº 123: Riel telescópica para cajonería
Según el mercado local, no se pudieron encontrar rieles con carrera mayor a los 450 [𝑚𝑚],
lo que implica que si es que se deben usar estas rieles como mecanismo de deslizamiento
y sin ningún tipo de modificación, la carrera de la máquina de medición deberá ser de
450 [𝑚𝑚] en relación a 2 000 [𝑚𝑚] de carrera máxima de referencia.

º
400
UPB © 2013
Cabe resaltar que la carrera máxima de referencia tiene como función limitar la carrera
de la máquina de medición y no así definirla, o sea, todos los valores que no sobre pasen
el valor de referencia son aceptables; pero, hay que tener en cuenta que debe existir una
carrera mínima de referencia que delimite la carrera de la máquina de medición
asegurando que en todo su valor las mediciones son completamente representativas.
Una manera de comprender cuál es la distancia mínima que la carrera de la máquina de
medición debe poseer es comprendiendo cuáles son las etapas dinámicas de la
medición, y cómo es que estas se relacionan con el avance y/o carrera de la máquina. A
continuación se presenta una gráfica empírica de las etapas dinámicas de medición.
Figura Nº 124: Zonas dinámicas del proceso de medición
La Figura Nº 124 presenta tres curvas empíricas que describen cabalmente la dinámica
del proceso de medición. La primera curva hace referencia al desplazamiento 𝒆 que
debe ser medido, cuya primera zona recibe el nombre de Zona proporcional pues el
crecimiento de este desplazamiento es proporcional al crecimiento de la fuerza de
maquinado, la pendiente de la recta representativa de la zona proporcional se determina
con la constante efectiva del arreglo de resortes.

º
401
UPB © 2013
En la Zona de muestreo existe un equilibrio entre la fuerza de maquinado y la fuerza de
recuperación de los resortes, que es disturbado por otros factores como la discontinuidad
del material o la vibración de la herramienta en el corte, y por eso es un equilibrio de
carácter oscilatorio. Es en esta etapa o zona que se centran las mediciones, pues es la
etapa que representa con mayor exactitud la verdadera fuerza máxima de maquinado.
Luego se puede ver la Zona inestable, que responde a la dinámica de la máquina
cuando el proceso de medición terminó y se está deshabilitando al equipo de traslación.
Esta zona es solamente ilustrativa, pues solamente expresa la parada del eje de la
máquina y no se puede realizar ninguna medición porque los demás parámetros dejan de
ser constantes, por eso se llama zona inestable.
La distancia total recorrida en el transcurso de las tres zonas dinámicas de la medición
debe ser menor o igual a la carrera mínima de medición. La distancia recorrida en la
primera zona es constante y su valor depende de la fuerza del equipo de traslación
suponiendo que esta es siempre mayor a la fuerza necesaria para el maquinado; en el
grabado, esta distancia es muy pequeña y puede estimarse de la siguiente manera. Si el
dimensionamiento del equipo de traslación es el correcto, la distancia proporcional no
excede al par de milímetros, además, si esto no se cumple, lo único que se debe hacer es
aumentar la constante del resorte para que el equilibrio de fuerzas tome menor tiempo, y
por tanto se recorra una menor distancia. Por lo tanto esta distancia puede despreciarse.
La distancia de la zona de muestreo es variable y depende solamente del número
representativo de muestras. Una muestra se ordena en el microprocesador cuando ocurre
un evento, normalmente un evento es un cambio en algún valor interno del
microprocesador; se diseñan los eventos para evitar que el procesador capture muestras
en cualquier momento discontinuamente. Al mismo tiempo, un evento permite sincronizar
la distancia recorrida con el tiempo trascurrido, siempre y cuando los eventos no sean
mutables en el tiempo; un claro ejemplo de equipos “generadores de eventos” son los
dispositivos ópticos para medir las distancias, o sea un simple encoder. Suponiendo que en
el peor de los casos, el generador de eventos posea una señal por cada milímetro de
avance, a una velocidad de referencia de 10 000 [𝑚𝑚/𝑚𝑖𝑛], y si se requerirían 1 000
muestras se necesitaría 1 [𝑚] como distancia mínima de avance o carrera para esta zona.
En la práctica, las señales de los encoders (dispositivos que miden una distancia por
medios ópticos) poseen mayor resolución que 1 [𝑚𝑚] entre señal y señal, la cinta de un
encoder posee normalmente 10 [𝑠𝑒ñ𝑎𝑙/𝑚𝑚], lo que permite reducir la distancia mínima a
valores como 100 [𝑚𝑚] en el mejor de los casos y en el peor a 500 [𝑚𝑚], con 2 [𝑠𝑒ñ𝑎𝑙/𝑚𝑚].

º
402
UPB © 2013
La última etapa, Zona inestable, es también constante, pues depende de la capacidad
de frenar el movimiento, suponiendo que aun todos los demás parámetros continúen
constantes hasta detener totalmente el movimiento. En la práctica, el frenado del carro
puede ser hasta más violento que la aceleración, claro que esta situación no es aplicable
a la máquina de medición; el mecanismo de tracción por husillo posee una propiedad
mecánica de auto-freno, por lo que el carril no se moverá o deslizará apoyado por su
misma inercia, sino que simplemente dependerá de la inercia rotacional del motor. Por
otro lado, la desaceleración angular del motor es alta aun cuando no posee nada
acoplado a su eje; por no decir que la desaceleración es muy rápida, se estima que el
carril de la máquina necesita unos cuantos centímetros para hacerlo; no se da mucho
interés a estos dos últimos valores pues son pequeños en relación con la distancia total
mínima de avance o carrera, y su determinación es netamente experimental.
Resumiendo, la distancia correspondiente a la zona proporcional es despreciable, la
distancia de la zona de medición depende del número de muestras (para mil muestras la
distancia está entre 100 [𝑚𝑚] y 500 [𝑚𝑚]) y la distancia correspondiente a la zona
inestable puede ser entre 2 [𝑚𝑚] a 10 [𝑚𝑚]. Algunos párrafos anteriores, se expuso que el
riel más largo ofrecía 450 [𝑚𝑚] de carrera, distancia que no exige una cinta de encoder
de elevada resolución y además es un valor satisfactoriamente mayor a la distancia
necesaria para poder desacelerar el carril de la máquina. Por otro lado, la elección del
riel telescópico de 450 [𝑚𝑚] de carrera total, evita buscar soluciones más complejas.
Respecto a las cintas de los encoders, los dispositivos de medición de distancias por
medios ópticos, se las puede encontrar fácilmente en impresoras viejas o en desuso.
20.6.2 Pórtico
En la Figura Nº 6, se muestra que toda la estructura del pórtico debe deslizarse respecto al
eslabón de orden cero y consecuentemente respecto a la mesa de trabajo. El
mecanismo de deslizamiento del pórtico debe poder definir una estabilidad simétrica con
el fin de contrarrestar todas las fuerzas resistivas y deformantes manteniendo a la
herramienta en la posición predefinida; además, las líneas virtuales del deslizamiento
deben formar un plano lo más paralelo posible al plano de la mesa de trabajo y también
minimizar en lo posible la distancia entre el mismo plano y la línea virtual del grabado (por
donde se efectúa el corte, la línea imaginaria que dibuja el punto de acción del cabezal
cuando se mueve), esta distancia se define como 𝒅𝒅𝒆𝒔𝒍𝒊𝒛𝒂𝒎𝒊𝒆𝒏𝒕𝒐.

º
403
UPB © 2013
El punto de acción del cabezal es variable, pues debe variarse la profundidad de corte;
entonces, las distancias que deben minimizarse cambiarán su valor siempre que el punto
de acción se desplace hacia arriba o hacia abajo. Las distancias a minimizar, ilustradas en
la Figura Nº 120 (𝒅𝒅𝒆𝒔𝒍𝒊𝒛𝒂𝒎𝒊𝒆𝒏𝒕𝒐, 𝒅𝒓𝒆𝒔𝒐𝒓𝒕𝒆) deben ser fijas; en realidad, no se niega que puedan
ser variables y adaptables al desplazamiento del punto de acción, pero hacerlo implicaría
un mecanismo mucho más complejo y costoso. La verdadera minimización de esas dos
distancias refiere a que sus valores serán fijos constructivamente, y aunque el punto
acción cambie de posición, el rango de cada distancia será siempre el menor posible. Se
puede concluir también que el desplazamiento del punto de acción del cabezal no debe
variar mucho, pues esto aumentaría en la misma proporción lineal las fuerzas y momentos
deformantes en la máquina, permitiendo ganar cierta incertidumbre en la medición.
Anteriormente se definió la altura de pórtico debe estar entre los 10 y 190 [𝑚𝑚], pero claro
está que la altura de pórtico sólo es efectiva cuando el desplazamiento del punto de
acción del cabezal es mayor o igual, y si es menor, la altura de pórtico queda limitada al
máximo desplazamiento del punto de acción (desplazamiento hacia arriba o hacia
abajo). Por lo tanto, si el rango de desplazamiento del punto de acción debe ser
pequeño, con el fin de minimizar los momentos deformantes, entonces la altura de pórtico
queda limitada a ese mismo rango. Por otro lado, la máquina de medición quedaría
limitada a poder realizar pruebas en materiales de calibre mayor a la altura de pórtico.
La aplicación específica de la máquina a diseñar es el grabado, entonces la máquina de
medición debe adaptarse a ese requerimiento específico. Una cantidad muy variada de
tipos de plásticos pueden usarse en el grabado, normalmente los grabados más populares
en materiales poliméricos no exceden los 6 [𝑚𝑚] de calibre; de la misma manera, el
grabado en metales normalmente usa láminas de no más de 2 [𝑚𝑚] de calibre. Cuando
se trata de grabado en vidrio, en realidad no cuenta el calibre, pues todo tipo de
grabado no excede 1 [𝑚𝑚] de profundidad, claro que la moda de calibres en piezas de
vidrio no sobrepasan los 10 [𝑚𝑚]. En cuanto a grabados en madera, normalmente los
calibres son mayores que en los demás materiales, pero al igual que en los anteriores
casos, existe cierta popularidad en el grabado (también corte) de las maderas
aglomeradas o prensadas como el MDF y semejantes; los espesores o calibres de estos
últimos tipos comúnmente no sobre pasan los 16 [𝑚𝑚].
En el párrafo anterior se intenta práctica y empíricamente de definir un universo muestral
lo suficientemente representativo y a la vez adaptable a las limitaciones de la máquina.

º
404
UPB © 2013
Entonces, los calibres más populares en el grabado de plástico, metal, vidrio y madera son
6, 2, 10 y 16 [𝑚𝑚]. Sin necesidad de mayores cálculos o criterios, el rango del
desplazamiento puede ser definido en 20 [𝑚𝑚], que es un poco mayor al “mayor” calibre
popular y representa el doble de la mayor altura de filo en herramientas de grabado
convencionales. Los valores 𝒅𝒅𝒆𝒔𝒑𝒍𝒂𝒛𝒂𝒎𝒊𝒆𝒏𝒕𝒐 y 𝒅𝒓𝒆𝒔𝒐𝒓𝒕𝒆 son naturalmente más pequeños. A
continuación se presenta la Figura Nº 125 donde se ilustra el desplazamiento del punto de
acción de la máquina de medición.
Figura Nº 125: Desplazamiento del punto de acción o altura de pórtico
Una vez definida la altura de pórtico, es mucho más fácil definir correctamente el
mecanismo de deslizamiento y sobre todo la estructura del pórtico. La línea virtual del
mecanismo de deslizamiento debe situarse entre el rango de desplazamiento del punto
de acción, como se muestra en la Figura Nº 125. Anteriormente se expuso que debería
usarse como mecanismo de deslizamiento un riel semejante al riel del equipo de
traslación, con el objetivo de formar una base constructiva para la estructura de la
máquina. Estos rieles poseen una línea virtual de deslizamiento justo en el medio
geométrico de su sección transversal, lo que permite deducir que la mejor forma de
montar este tipo de rieles para el pórtico es de la forma que se muestra en la Figura Nº
126a continuación.
Figura Nº 126: Montaje de los rieles como base de deslizamiento del pórtico

º
405
UPB © 2013
Es necesario que el pórtico sirva también de sujeción al motor de conformado del
cabezal, pero también es necesario que le permita cierto movimiento como para regular
la profundidad de corte, además es muy práctico que exista un movimiento en el sentido
perpendicular a la línea que dibuja el punto de acción del cabezal. Se mencionó que la
máquina de medición es una máquina de un solo eje o un solo carril, o sea de un solo
grado de libertad; pero esta definición es tan solo en concepto, pues en la práctica es
muy útil que se le añadan los dos ejes ortogonales restantes, que son aquellos mismos
movimientos que el pórtico debe permitir. La carrera total de cada uno de estos pseudo
ejes depende de parámetros conocidos o por definir.
El movimiento que el pórtico debe permitir al motor de conformado respecto a la
profundidad de corte, se restringe simplemente por la altura total de pórtico más alguna
distancia que pueda requerirse cuando se necesite cambiar de herramienta o cuando
ésta sea más larga de lo normal. Normalmente una herramienta de grabado, o
herramientas para tupí, tienen un largo de no más de 40 [𝑚𝑚]; entonces, el
desplazamiento total del eje que permite variar la profundidad de corte puede ser
definida como: altura de pórtico, 20 [𝑚𝑚] más largo de herramienta, 40 [𝑚𝑚] más
distancia de tolerancia, 5 [𝑚𝑚]. El desplazamiento del eje vertical es equivalente a 65
[𝑚𝑚]. El desplazamiento horizontal perpendicular al sentido del eje de medición, queda
limitado por el ancho de la mesa de trabajo que se define más adelante. A continuación
se presenta la Figura Nº 127 que expone la disposición de los pseudo ejes vertical y
horizontal y también el eje respectivo al desplazamiento 𝒆.
Figura Nº 127: Disposición de pórtico, dos pseudo ejes y la carrera del desplazamiento 𝒆 en la
máquina de medición

º
406
UPB © 2013
El riel telescópico más corto que pudo encontrarse en el mercado local posee una
carrera de 250 [𝑚𝑚], lo que parece más que suficiente para deslizar el pórtico y medir el
desplazamiento 𝒆. Por otro lado, gracias a que no existen rieles más cortos, debe pensarse
en otro sistema de deslizamiento para los pseudo ejes del pórtico (el mecanismo de
tracción es el mismo); hay que tomar en cuenta que la carrera del pseudo eje vertical es
de 65 [𝑚𝑚] y el horizontal depende del ancho de la mesa de trabajo, esta anchura es
mayor que 20 [𝑚𝑚].
Debido a que no puede aplicarse el mecanismo de deslizamiento rueda carril y el de
patín, se recurre a implementar un mecanismo de deslizamiento semejante al
denominado eje guía y rodamiento lineal. La diferencia es generada a partir del criterio
que no vale la pena comprar un mecanismo de deslizamiento con rodamientos lineales y
aún peor si solamente se trata de algunos pocos centímetros; entonces, se opta por
sustituir los rodamientos lineales por una especie de bujes que se insertan a los ejes guías
cabalmente y sin holguras. Normalmente los bujes se manufacturan de bronce, pero el
costo implicado tampoco se justifica, así que se los sustituye por unos bujes de nylon
hechos manualmente. Los ejes guías son encontrados fácilmente en el mercado local,
pues pertenecen a impresoras de papel y se venden como repuesto o como desecho. A
continuación se intenta representar en la Figura Nº 128 la configuración de los pseudo
ejes.
Figura Nº 128: Configuración básica de los pseudo-ejes del pórtico en la máquina de medición
Para tener una idea completa de cómo es la configuración del pórtico de la máquina de
medición, debe combinarse la Figura Nº 127 y la Figura Nº 128, donde la carrera del
desplazamiento 𝒆 corresponde al eslabón de primer orden, el deslizador horizontal
corresponde al eslabón de segundo orden y el deslizador vertical es al eslabón de tercer
orden. La estructura de la máquina corresponde al eslabón de orden cero.

º
407
UPB © 2013
20.6.3 Mesa
Según el subtítulo anterior, el movimiento relativo del pórtico es referente a la estructura
de la máquina. En realidad, dicho movimiento relativo podría ser referente a la mesa de
trabajo siempre y cuando esta sea estática y el pórtico móvil; el deslizamiento 𝒆 del
pórtico podría haber sido definido como un eslabón gemelo al deslizamiento generado
por el equipo de traslación, suponiendo que la máquina de medición tiene una cadena
cinemática semejante a la de la máquina router CNC, pero no es así. La máquina de
medición posee una cadena cinemática para el deslizamiento 𝒆, que es en el pórtico, y
otra cadena cinemática de un solo eslabón para la mesa de trabajo. Nótese que esta
última definición quedó implícita hasta el momento, mas ahora debe ser manifiesta; la
mesa de trabajo de la máquina de medición posee el deslizamiento aportado por el
equipo de traslación. En términos constructivos, podría decirse que la mesa de trabajo
hace parte el equipo de traslación pues es la parte móvil.
Subtítulos anteriores, definieron que la mejor estructura para una mesa de trabajo es un
perfil de aluminio; luego de una minuciosa búsqueda, se expone el perfil seleccionado en
la Figura Nº 129 que se muestra más adelante. Además se aprovecha para mostrar en la
misma figura la configuración constructiva de los rieles de medición y traslación.
Figura Nº 129: Disposición constructiva de la mesa de trabajo con los rieles de traslación y medición
El perfil de aluminio de la figura anterior, se usa normalmente como base de los marcos de
ventajas y puede ser encontrado en el mercado local con esa misma referencia. Se
pueden encontrar perfiles de hasta 5 [𝑚], solamente que ahora se requiere una distancia
un poco mayor a la carrera total del riel telescópico del equipo de traslación.

º
408
UPB © 2013
El perfil de aluminio puede fijarse a los dos rieles del equipo de traslación usando simples
pernos y tuercas. En los ángulos rectos formados entre los rieles de traslación y medición se
fijan unas pequeñas columnas de madera que permiten sujetar los demás componentes
de la máquina al mismo tiempo de proveer una base constructiva rígida.
La carrera del pseudo eje horizontal correspondiente al pórtico, depende del ancho de la
mesa de trabajo. Este valor es equivalente al ancho del perfil de aluminio, igual a 65 [𝑚𝑚].
20.6.4 Cabezal
Luego de una búsqueda exhaustiva, se pudo encontrar un motor de conformado
económico, identificado como DREMEL de la serie 300. El motor puede ser clasificado
como un motor eléctrico universal de alta eficiencia, funciona directamente a 220 [𝑉] en
una red normal de 50 – 60 [𝐻𝑧] y consume una potencia nominal de 125 [𝑊] generando
una velocidad angular desde 10 000 hasta 33 000 [𝑟𝑝𝑚] con cuatro velocidades
intermedias. Posee un sistema de sujeción de herramientas usando mandriles de presión
(conocidos como collets) que admiten herramientas de máximo 3.5 [𝑚𝑚] de diámetro. A
continuación en la Figura Nº 130 se presenta una fotografía del equipo adquirido.
Figura Nº 130: Motor universal DREMEL 300, motor de conformado para la máquina de medición
Este motor de conformado es fijado al pseudo eje vertical por medio de unas simples y
económicas abrazaderas de 5 [𝑝𝑢𝑙𝑔]. Debe dejarse libre una porción de cable, como
para que cuando el pórtico se mueva el cable no estorbe; además es necesario que el
cambiador de velocidades no sea cubierto por algún otro componente, pues éste debe
estar accesible como par que la mano del operador pueda usarlo libre y fácilmente.
Por otro lado, la selección de la herramienta de trabajo se basa en el criterio de que las
mediciones deben enfocarse a las fuerzas de maquinado más altas (en este caso es
grabado), o sea, no tiene sentido medir las fuerzas de maquinado mínimas pues el
objetivo de la máquina de medición es poder dimensionar correctamente un router CNC
para poder resistir las fuerzas que intervienen en el grabado.

º
409
UPB © 2013
Existen cuatro formas básicas de herramientas para el grabado, esta clasificación toma
en cuenta solamente el perfil de la herramienta. En la Figura Nº 131 que se presenta a
continuación, se exponen las cuatro formas básicas.
Figura Nº 131: Formas básicas de perfil en herramientas de grabado
Dependiendo del tipo de perfil, las herramientas son capaces de remover mayor o menor
cantidad de material. Mientras mayor sea la cantidad de material a remover, mayor es la
energía necesaria, por lo tanto mayor también es la fuerza de avance necesaria. Sin
tomar en cuenta el número de filos de la herramienta de grabado, es sencillo darse
cuenta que la herramienta de perfil plano, expuesta en la Figura Nº 131, es aquella que
remueve la mayor cantidad de material de entre las cuatro herramientas de la figura; por
lo tanto, es la que necesitará una mayor fuerza de avance. La afirmación anterior se basa
en la suposición que cuando se comparan las herramientas, todas poseen el mismo
diámetro mayor, el mismo número de filos, la misma altura de filo y la misma profundidad
de corte. Por otro lado, la herramienta de perfil plano no es exclusiva del grabado, pero sí
la de perfil en V; aun así, el objetivo es medir las fuerzas máximas que puedan producirse
en el proceso de grabado, por esta razón, se elige la herramienta de perfil plano. A
continuación, en la Figura Nº 132, se presenta una fotografía de dicha herramienta.
Figura Nº 132: Herramienta de grabado de perfil plano de dos filos para el motor DREMEL 300
Las especificaciones de la herramienta de perfil plano son las siguientes: diámetro del
mango: 4.8 [𝑚𝑚], diámetro de corte: 6.4 [𝑚𝑚], altura de filo: 10 [𝑚𝑚], número de filos: 2.
diámetro de mango: 3.2 [𝑚𝑚], máxima velocidad angular: 37 000 [𝑟𝑝𝑚].
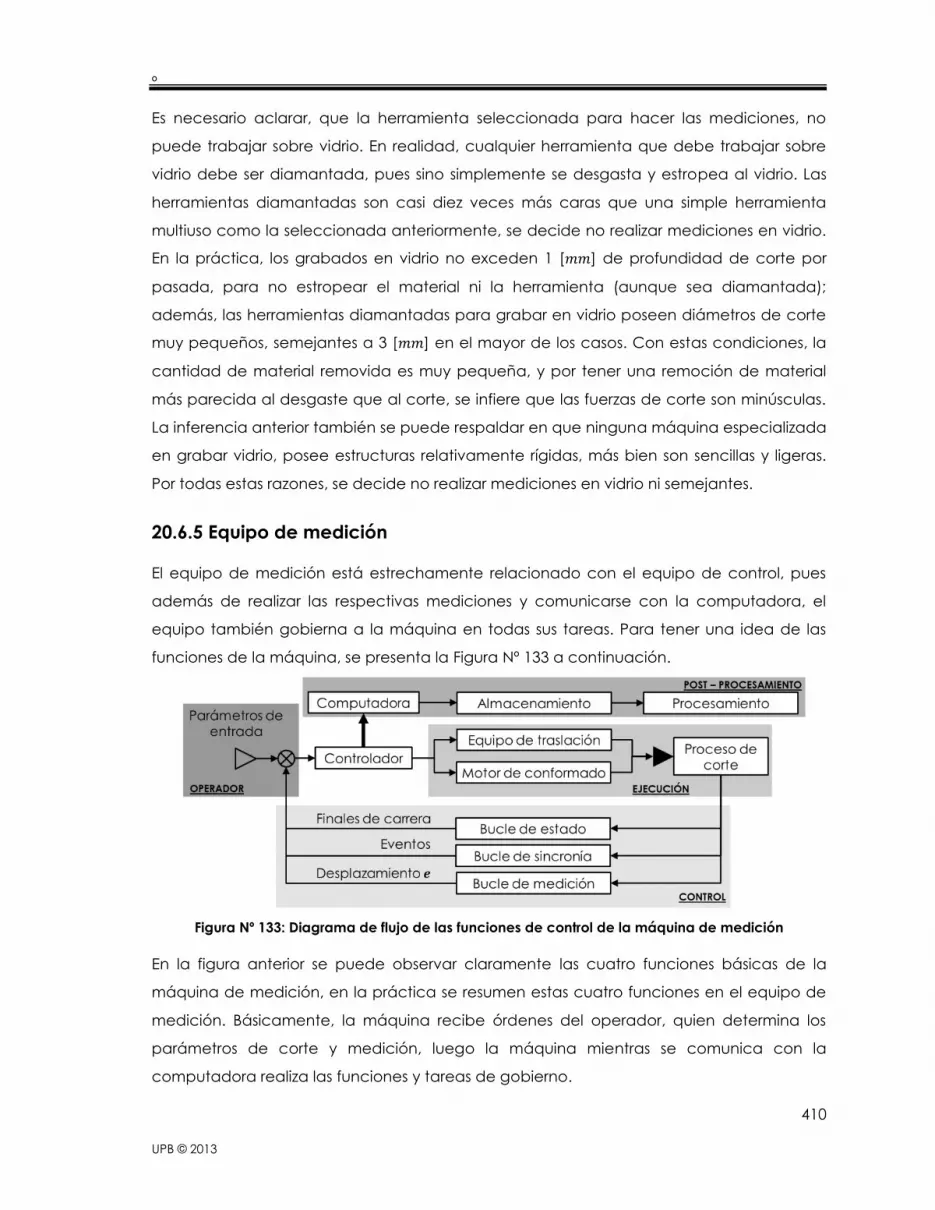
º
410
UPB © 2013
Es necesario aclarar, que la herramienta seleccionada para hacer las mediciones, no
puede trabajar sobre vidrio. En realidad, cualquier herramienta que debe trabajar sobre
vidrio debe ser diamantada, pues sino simplemente se desgasta y estropea al vidrio. Las
herramientas diamantadas son casi diez veces más caras que una simple herramienta
multiuso como la seleccionada anteriormente, se decide no realizar mediciones en vidrio.
En la práctica, los grabados en vidrio no exceden 1 [𝑚𝑚] de profundidad de corte por
pasada, para no estropear el material ni la herramienta (aunque sea diamantada);
además, las herramientas diamantadas para grabar en vidrio poseen diámetros de corte
muy pequeños, semejantes a 3 [𝑚𝑚] en el mayor de los casos. Con estas condiciones, la
cantidad de material removida es muy pequeña, y por tener una remoción de material
más parecida al desgaste que al corte, se infiere que las fuerzas de corte son minúsculas.
La inferencia anterior también se puede respaldar en que ninguna máquina especializada
en grabar vidrio, posee estructuras relativamente rígidas, más bien son sencillas y ligeras.
Por todas estas razones, se decide no realizar mediciones en vidrio ni semejantes.
20.6.5 Equipo de medición
El equipo de medición está estrechamente relacionado con el equipo de control, pues
además de realizar las respectivas mediciones y comunicarse con la computadora, el
equipo también gobierna a la máquina en todas sus tareas. Para tener una idea de las
funciones de la máquina, se presenta la Figura Nº 133 a continuación.
Figura Nº 133: Diagrama de flujo de las funciones de control de la máquina de medición
En la figura anterior se puede observar claramente las cuatro funciones básicas de la
máquina de medición, en la práctica se resumen estas cuatro funciones en el equipo de
medición. Básicamente, la máquina recibe órdenes del operador, quien determina los
parámetros de corte y medición, luego la máquina mientras se comunica con la
computadora realiza las funciones y tareas de gobierno.

º
411
UPB © 2013
A continuación se presenta el desarrollo de las cuatro diferentes funciones de la máquina
de medición y una quinta función relacionada con el microcontrolador, con el objetivo
de detallar y definir todos los componentes específicos:
1.- Operador: En realidad la máquina no es totalmente automática, pues necesita de un
operador que tome ciertas decisiones y valide las mediciones. La tarea del operador es
seleccionar los parámetros de entrada para el proceso de corte, los parámetros son los
siguientes:
Tipo de material
El operador deberá seleccionar el tipo de material a ser grabado, también deberá fijarlo
correctamente para una correcta medición. Los materiales a grabar pertenecen a la
clasificación de maderas, plásticos y metales blandos. Este parámetro influye
directamente en la cantidad de mediciones a realizarse.
Tipo de herramienta
Anteriormente se definió la herramienta a ser utilizada. No se cierra la posibilidad de
realizar mediciones con otro tipo de herramienta, pero por defecto, las mediciones se
realizarán con una herramienta de perfil plano. Este parámetro influye directamente en la
cantidad de mediciones a realizarse, especialmente si se usan diferentes herramientas.
Posición del canal de medición
Esta posición se regula manualmente a través del deslizador horizontal instalado en el
pórtico, su objetivo es ahorrar piezas de muestreo usando una misma para varias
mediciones. Este parámetro no influye en la medición ni en la cantidad de éstas.
Profundidad de corte
La profundidad de corte es variable, la regulación de ésta es manualmente a través del
deslizador vertical instalado en el pórtico; dependiendo de la fracción de vuelta aplicada
al volante del mecanismo de la Figura Nº 128, se puede estimar la profundidad de corte.
La cantidad de diferentes profundidades de corte es directamente proporcional a la
cantidad de mediciones a realizar. Es necesario resaltar, que en las mediciones con
metales blandos, como bronce o aluminio, no se podrá realizar la misma variación de
profundidad de corte que en la medición de maderas o plásticos; por esta razón, este
parámetro tendrá especial tratado cunado se realicen mediciones en metales blandos.

º
412
UPB © 2013
Velocidad de rotación del motor de conformado
El operador deberá realizar la selección de la velocidad de rotación en el motor de
conformado. El motor DREMEL que se usa posee seis diferentes velocidades de rotación,
por lo que este valor es directamente proporcional a la cantidad de mediciones a
realizar; es muy probable que se usen solamente las mayores.
Velocidad de avance
Teóricamente se pueden definir infinitas velocidades de avance diferentes, pero en la
práctica, debido a que los equipos de control son también limitados, es posible realizar
una diferenciación de velocidades en una cantidad finita. El operador deberá
seleccionar una velocidad de avance usando alguna interfaz con la máquina de
medición. La cantidad de velocidades es proporcional a la cantidad de mediciones.
Validez de la medición
En realidad este no es un parámetro que afecte directamente en el número de
mediciones a realizare, simplemente toma en cuenta que existe la probabilidad de que
una medición se realice incorrectamente. El operador deberá tener el correcto criterio
para discernir cuándo una medición es valedera o es pifiada.
2.- Post-procesamiento: La función de post-procesamiento resalta la importancia de la
comunicación máquina – computadora, que en este caso es vía puerto USB. El
controlador ARDUINO envía los resultados de la medición a la computadora, quien se
encarga de leerlos y almacenarlos para que luego puedan ser estudiados. El flujo del
procesamiento de la información se detalla a continuación:
a) Envío de datos
La comunicación entre el ARDUINO, cualquiera que se elija, y la computadora se realiza a
través de un puerto virtual serial usando los puertos físicos USB. El microcontrolador
ARDUINO posee ciertas librerías e instrucciones que facilitan el generar el código
respectivo para enviar datos a la computadora; el código del ARDUINO deberá instruir al
microprocesador para enviar el valor actual de la variable específica que se esté usando
para calcular el desplazamiento del pórtico; en realidad, el microcontrolador envía a la
computadora el número equivalente al desplazamiento y lo escribe un puerto serie virtual.

º
413
UPB © 2013
Cuando la computadora posee instalado un sistema operativo Windows, los puertos
seriales reciben el nombre de “COM X”, donde “X” representa el número del puerto, por
ejemplo es común que un ARDUINO se conecte al puerto “COM 34” o “COM 22”, pero
esto variará para cada computadora. Los valores equivalentes al desplazamiento 𝒆 serán
escritos por el ARDUINO cada 20 [𝜇𝑠] en el peor de los casos (claro que depende también
del código e instrucciones intermedias que el programador pueda insertar).
b) Lectura de datos
Puede existir una comunicación bilateral entre el ARDUINO y la computadora, pero este
no es el caso, pues la comunicación es unilateral donde la computadora actúa como
receptor de datos. Como los datos están escritos en el puerto “COM X” de la
computadora, algún software debe implementarse para que estos valores sean leídos y
almacenados. Existen muchas posibilidades de implementar un software capaz de leer los
valores de un puerto serie virtual y almacenarlos en algún tipo de archivo, pero no todos
tienen las mismas características. Se hizo el intento de usar el paquete MATLAB, para dar
lectura a los valores enviados por el microcontrolador ARDUINO, la ventaja de este
paquete informático es que puede programarse para directamente generar una gráfica
de la medición. Pero resulta que el tiempo mínimo de muestreo virtual es de 1 [𝑚𝑠], lo que
imposibilita una correcta lectura. Con ese tiempo mínimo de muestreo, se dejan de leer
alrededor de 50 valores; o sea, la resolución de muestreo no llega a ser la suficiente como
para una comunicación en tiempo real.
La interfaz de programación de los microcontroladores ARDUINO es basada en una
plataforma llamada PROCESSING. Esta plataforma de programación es de libre uso, o sea,
existen ciertas licencias que restringen su aplicación, pero en general puede ser usada por
cualquier persona y de modo gratuito; se hizo la prueba de generar un código capaz de
leer el puerto virtual donde se escriben los valores proporcionales 𝒆, y se obtuvieron
mejores resultados que con el paquete MATLAB, pues el tiempo de muestreo es mucho
menor que los 20 [𝜇𝑠] de escritura. La desventaja es que para lograr esa resolución, el
código se limita a guardar los valores en un archivo de texto (.txt).
c) Almacenamiento de datos
Se puede variar el protocolo de almacenamiento de datos en el código escrito en
PROCESSING, pero la manera más efectiva es almacenarlos en un archivo de texto.
Posteriormente se puede copiar – pegar los valores a un paquete como EXCEL.

º
414
UPB © 2013
d) Procesamiento de datos
Una vez transcritos los valores al paquete EXCEL se procede a realizar las gráficas e
inferencias respectivas. A partir de esta etapa el análisis es netamente estadístico y posee
el objetivo de encontrar la magnitud representativa del vector �� .
3.- Ejecución: De acuerdo con los parámetros de entrada que el operador logra introducir
en la máquina de medición, ésta debe ejecutar dos tareas principales para simular el
proceso de corte. La primera tarea es la más compleja, pues debe accionar al actuador
del equipo de traslación y todos sus componentes complementarios. La segunda tarea
consiste en simplemente encender y apagar el motor de conformado cuando sea
necesario, este paso no requiere mayor análisis. A continuación se presentan los criterios
de diseño del equipo de control para gobernar al equipo de traslación:
a) Inversión de giro
El motor SINGER 100 no fue diseñado para poder invertir el giro, por defecto gira en un solo
sentido. Pero es posible hacer una modificación en la conexión interna del motor como
para que pueda invertir el giro. A continuación en la Figura Nº 134 se presenta un
esquema didáctico para explicar los detalles de la modificación.
Figura Nº 134: Conexión interna de un motor SINGER 100 para que pueda invertir el giro
En la figura anterior se está asumiendo que el estator del motor posee dos pares de polos,
pero puede que esto sea diferente. Lo importante es notar que el circuito de la corriente
continua entre las dos fases, se cierra a través de las escobillas; cuando se conmutan las
conexiones de las escobillas O y P, con las conexiones de los devanados N y M, se puede
verificar la inversión de giro. Invirtiendo las fases no se puede cambiar el sentido de giro.

º
415
UPB © 2013
La conmutación de la conexión de la escobillas con el estator permite la inversión del
sentido de giro, pero al mismo tiempo posee dos desventajas bien marcadas: la primera
tiene que ver con la refrigeración del motor, pues el fabricante instala un ventilador
diseñado para succionar el aire caliente y refrigerar las bobinas; pero cuando se invierte el
sentido de giro, el ventilador fuerza la corriente de aire en otro sentido, y aunque también
tiende a enfriar las bobinas, el proceso de refrigeración ya no es el mismo. La segunda
desventaja es aún más peligrosa, pues si la conmutación de conexiones en O, P, M y N
falla, entonces se puede crear un corto circuito entre M y N que quemaría
instantáneamente las bobinas del motor; pero, con un correcto diseño el problema puede
prevenirse. En la Figura Nº 135 siguiente, se presenta un esquema electrónico de un
circuito capaz de invertir el giro del motor y prevenir el corto circuito.
Figura Nº 135: Circuito de inversión de giro y protección contra corto circuito en un motor SINGER 100
º
416
UPB © 2013
El circuito de la Figura Nº 135 presentada anteriormente posee dos entradas lógicas (5 [𝑉]
es a un 1 lógico): GIRO 1 y GIRO 2. Cuando la entrada lógica GIRO 1 es activada, ésta
activa el primero y el tercer amplificador operacional, luego estos que están conectados
en forma de un seguidor de voltaje, accionan el primero y el tercer transistor; cuando el
primer transistor es accionado, este permite que los dos primeros relevadores se activen
conectando los terminales M con P y N con O, pues están en paralelo, entonces el motor
gira en un sentido. Cuando la entrada lógica GIRO 2 se activa, son accionados los
amplificadores operacionales segundo y cuarto, activando a su vez a los transistores
respectivos; cuando el segundo transistor es activado éste permite que los dos últimos
relevadores se activen y conecten las terminales M con O y N con P, entonces el motor
gira en el otro sentido. Pero cuando las dos entradas lógicas son activadas, todo es igual,
solamente que cuando se activan los transistores tercero y cuarto al mismo tiempo, estos
permiten que un quinto relevador normalmente cerrado desconecte al motor evitando el
un fatal corto circuito, además una lámpara se enciende para avisar la falla. El arreglo de
diodos para cada conjunto de relevadores evita que la carga retorne y cause daños, los
diodos LED simplemente informan visualmente cuál es el sentido de rotación o si los
relevadores están encendidos o apagados.
El motor de la Figura Nº 134 posee seis terminales, pues después de la modificación hecha,
posee dos terminales para la conexión a 220 [𝑉] y las cuatro terminales M, N, O y P. El
circuito es ligeramente modificado para insertarse y combinarse con el circuito general de
la máquina que se muestra mucho más adelante.
b) Control de velocidad
El control de la velocidad que se aplica para el motor SINGER 100 es conocido como
control por recorte de onda o control con TRIAC. El TRIAC es un dispositivo semiconductor
semejante a un transistor pero aplicado en corriente alterna, pues tiene paso de corriente
en ambos sentidos siempre y cuando una terminal análoga a la base de los transistores, es
accionada con una señal lógica. Esta terminal también se conoce como base y
dependiendo del tiempo que esta fuere accionada, el TRIAC puede dejar de permitir el
paso de corriente (cuando el tiempo es muy corto) o mantenerlo hasta que el sentido se
invierta. Normalmente el TRIAC es acompañado de otro dispositivo llamado DIAC, que
permite el correcto accionamiento del TRIAC, pues cuando la onda es positiva, el DIAC
permite un accionamiento positivo en la base del TRIAC, más cuando la onda es
negativa, el DIAC permite un accionamiento negativo en la base del TRIAC.

º
417
UPB © 2013
A continuación, en la Figura Nº 136, se presenta el circuito de accionamiento del motor
SINGER 100 usando un TRIAC y un opto-DIAC.
Figura Nº 136: Circuito de disparo del TRIAC por medio de un opto-DIAC, para el accionamiento de
un motor SINGER 100 modificado para la inversión de giro
En la anterior figura se muestra al motor universal SINGER 100 y sus terminales modificadas
M, N, O y P, que se conectarán según la Figura Nº 135. El resto de los componentes hacen
al circuito de disparo de un TRIAC, entre todos ellos se pueden distinguir al equipo
MOC3021 que no es más que un opto-DIAC, o sea un DIAC accionado por un
optoacoplador. Si el circuido no es sincronizado con la frecuencia de la onda senoidal de
la conexión a 220 [𝑉] (50 – 60 [𝐻𝑧]), el funcionamiento no difiere de un simple interruptor. O
sea, si no existe ningún tipo de sincronización con la señal de alimentación del motor, al
presionar el pulsador de la izquierda, el motor empezaría a funcionar a velocidad máxima
sin ningún tipo de regulación, y si se soltara, el motor se detendría.
El circuito de disparo del TRIAC como accionador de un motor de corriente alterna debe ir
acompañado de un sistema de sincronía con la frecuencia de la red. Una técnica
eficiente de establecer dicha sincronía es implementando un circuito llamado “detector
de cruce por cero” o ZCD (en inglés: “Zero crossing detector”). La función de este circuito
es avisar al microcontrolador cuándo la señal senoidal está atravesando el voltaje nulo,
así el microcontrolador calcula el respectivo retraso y manda una señal de disparo al
DIAC, quien activa al TRIAC y éste acciona al motor. El resultado de la combinación de un
circuito ZCD y un circuito de disparo TRIAC (ambos gobernados por un microcontrolador)
es poder accionar a voluntad el motor con toda o fracción de la onda senoidal de
alimentación, pudiendo regular la velocidad.

º
418
UPB © 2013
La Figura Nº 137 a continuación muestra un circuito ZCD, con su respectivo circuito de
accionamiento.
Figura Nº 137: Circuito de la detección del cruce por cero de una onda senoidal de 220 [𝑽]
Fuente: Adaptación de (134)
En el circuito presentado anteriormente se pueden distinguir dos partes fundamentales: la
primera es la parte izquierda del circuito, que es la parte de accionamiento. La segunda
parte, que es la parte de la derecha, luego del relevador, es el circuito ZCD. La primera
parte consiste en una entrada lógica que permite el accionamiento del transistor de la
izquierda, quien a su vez activa al relevador. El relevador permite que el circuito ZCD sea
alimentado con la señal senoidal 220 [𝑉]. El arreglo de diodos correspondiente al circuito
ZCD permite que la onda sea rectificada; pero el diodo, que está en paralelo con el
emisor y la base del transistor de la derecha, junto con el mismo transistor y el capacitor de
más arriba, permiten que la señal rectificada pase o active el LED interno del
optoacoplador solamente cuando la señal senoidal atraviesa por el cambio de
polaridad. Cuando el optoacoplador es activado cada cruce por cero, permite que el
transistor interno se active y así la salida caiga a al voltaje de tierra (en realidad la caída
de voltaje se regula con el valor del potenciómetro de 10 [𝐾𝛺] luego del optoacoplador),
pues normalmente esa salida entrega 5 [𝑉]. Esta salida, se identifica como salida ZCD,
pues es la que se envía al microcontrolador para que éste sincronice los retrasos
respectivos. A continuación, en la Figura Nº 138, se exponen las diferentes señales de
potencia (Onda senoidal de alimentación, Onda senoidal recortada) y control (Señal
ZCD, Señal de disparo del TRIAC), en función del tiempo.
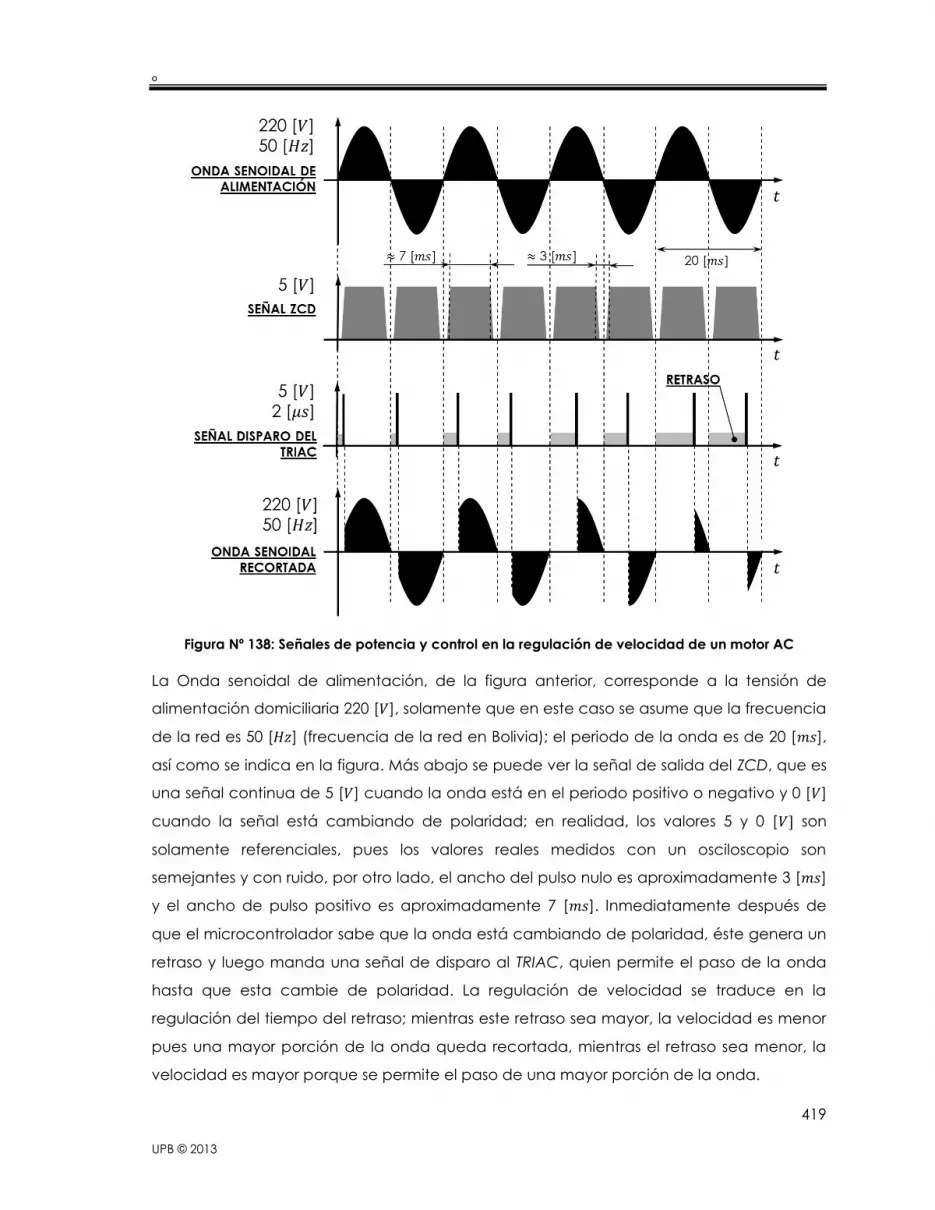
º
419
UPB © 2013
Figura Nº 138: Señales de potencia y control en la regulación de velocidad de un motor AC
La Onda senoidal de alimentación, de la figura anterior, corresponde a la tensión de
alimentación domiciliaria 220 [𝑉], solamente que en este caso se asume que la frecuencia
de la red es 50 [𝐻𝑧] (frecuencia de la red en Bolivia); el periodo de la onda es de 20 [𝑚𝑠],
así como se indica en la figura. Más abajo se puede ver la señal de salida del ZCD, que es
una señal continua de 5 [𝑉] cuando la onda está en el periodo positivo o negativo y 0 [𝑉]
cuando la señal está cambiando de polaridad; en realidad, los valores 5 y 0 [𝑉] son
solamente referenciales, pues los valores reales medidos con un osciloscopio son
semejantes y con ruido, por otro lado, el ancho del pulso nulo es aproximadamente 3 [𝑚𝑠]
y el ancho de pulso positivo es aproximadamente 7 [𝑚𝑠]. Inmediatamente después de
que el microcontrolador sabe que la onda está cambiando de polaridad, éste genera un
retraso y luego manda una señal de disparo al TRIAC, quien permite el paso de la onda
hasta que esta cambie de polaridad. La regulación de velocidad se traduce en la
regulación del tiempo del retraso; mientras este retraso sea mayor, la velocidad es menor
pues una mayor porción de la onda queda recortada, mientras el retraso sea menor, la
velocidad es mayor porque se permite el paso de una mayor porción de la onda.

º
420
UPB © 2013
4.- Control: En la Figura Nº 133 se expone que dentro la función básica de control existen
tres diferentes bloques. En realidad, estos bloques de control son los que representan la
retroalimentación de la máquina, y permiten que el microcontrolador pueda tomar
decisiones que gobiernen todas las funciones de la máquina. El primer bloque,
identificado como Bloque de estado, representa todos los dispositivos que permiten al
microcontrolador saber en qué posición se encuentra la máquina, para poder tomar
decisiones como avanzar, parar, o retroceder; estos dispositivos se resumen en tres
interruptores adaptados como “finales de carrera”. El Bloque de sincronía se utiliza para
generar eventos que permitan al microcontrolador enviar datos a la computadora de una
forma sincronizada con el avance; o sea, sincroniza el avance (velocidad y posición) con
el muestreo de valores 𝒆 usando un generador de eventos identificado como encoder
óptico. El tercer bloque, Bloque de medición, es específico para la medición del
desplazamiento 𝒆; el componente específico es un encoder óptico direccional que
genera una secuencia de números que se envían al microcontrolador, quien los interpreta
y calcula un valor proporcional al desplazamiento 𝒆, ese valor es enviado a la
computadora como se explica anteriormente. A continuación, en la Figura Nº 139 se
presentan a los componentes específicos de cada bloque mencionado.
Figura Nº 139: Componentes específicos de los bloques constitutivos de la tarea de control según las
zonas dinámicas de la medición
En la figura anterior, se exponen los interruptores del Bloque de estado (i1, i2, i3), el
encoder direccional del Bloque de medición y el encoder sincronizador del Bloque de
sincronía, también pueden distinguirse las tres zonas dinámicas de medición: zona
proporcional (ZP), zona de medición (ZM) y la zona inestable (ZI). Nótese que los
dispositivos de control se basan netamente en el comportamiento de la variable 𝒆.

º
421
UPB © 2013
Se instalan tres interruptores a lo largo de toda la carrera de la máquina de medición, el
primero indica al microcontrolador que la mesa móvil se encuentra en la posición inicial,
el tercero indica al microcontrolador que la mesa móvil está en la posición final; el
segundo interruptor indica al microcontrolador que la mesa móvil atraviesa la frontera
entre la zona de medición y la zona inestable, pero en realidad este interruptor solamente
se usa cuando el carro está avanzando y sirve para que el microcontrolador sepa cuándo
debe dejar de realizar el muestreo. A continuación, en la Figura Nº 140, se presenta una
fotografía de uno de los interruptores usados.
Figura Nº 140: Interruptor normalmente cerrado y normalmente abierto
El encoder sincronizador en un simple “generador de eventos”, y a diferencia del encoder
encargado de monitorear el desplazamiento 𝒆, no es direccional. En la práctica,
constructivamente no existe ninguna diferencia entre ambos encoders, la diferencia
consiste en que cada encoder posee dos canales de señal, cuando se requiere que sea
direccional (o sea que pueda percibir un cambio de sentido de movimiento) se usan
ambos canales, pero cuando se desea que solamente genere una señal periódica (señal
sincronizadora), se usa uno de los dos canales indistintamente. Estos encoders se pueden
encontrar en el mercado local como repuestos para impresoras que usan este sistema
para controlar sus movimientos. A continuación se presenta más adelante la Figura Nº 141
que muestra específicamente dichos equipos.
Figura Nº 141: Repuestos para impresora CANON iP1006. Izquierda: Encoder direccional de dos
canales. Derecha: Cinta de para encoder, resolución 1/6 (1 [𝒎𝒎] – 6 [𝑬𝒗𝒆𝒏𝒕𝒐]).

º
422
UPB © 2013
5.- Microcontrolador: El microcontrolador de la máquina de medición deberá poder
gobernar establemente las demás cuatro funciones de la máquina. Anteriormente se
definió que el microcontrolador debería ser un ARDUINO gracias a su facilidad de
comunicarse con la computadora, pero en realidad existen muchas placas ARDUINO con
capacidades específicas que podrían adaptarse a las necesidades de la máquina de
medición; para poder depurar o elegir una placa ARDUINO, se deben definir las
necesidades específicas y las funciones que ésta debe cumplir. A continuación, se
presenta una lista desarrollada de las necesidades específicas del controlador de una
máquina de medición, según sus órganos funcionales:
1. Equipo de traslación:
El equipo de traslación consiste en el actuador el mecanismo de tracción y el mecanismo
de deslizamiento, pero solamente el actuador requiere ser gobernado por el
microcontrolador. Las dos funciones básicas que debe hacer el microcontrolador para
gobernar al actuador, que es el motor SINGER 100, son disparar el TRIAC y recibir la señal
del circuito ZCD; entones se definen los siguientes pines: Puerto digital de entrada Señal:
ZCD; Puerto digital de salida TRIAC – SINGER. Además de estos dos pines, es necesario
accionar el circuito de la Figura Nº 135 con el objetivo de definir el sentido de giro del
motor SINGER 100, para esto se definen los siguientes pines: Puerto digital de salida
Avance; Puerto digital de entrada Retroceso. También, en caso de que ocurra algún
accidente, es necesario implementar una parada de emergencia que pueda detener
todas las funciones de la máquina tan solo con pulsar un botón, por esa razón de define el
siguiente pin: Puerto digital de entrada E – Stop.
2. Pórtico:
El pórtico posee un movimiento relativo con la estructura de la máquina, este movimiento
es el que debe medirse pues es el desplazamiento 𝒆, que es proporcional a la fuerza que
debe determinarse. La medición de este desplazamiento se realiza a través de un
encoder diferencial de dos canales, como se explicó anteriormente. Se definen entonces
los siguientes dos pines: Puerto digital de entrada E1 – a; Puerto digital de entrada E1 – b.
Los pseudo ejes poseen por defecto control manual, pero podría definirse máximo dos
pines como una alternativa secundaria para que el movimiento de estos dos pseudo ejes
sea automático (se está suponiendo que los actuadores son sencillos en cuanto al control,
por ejemplo motores DC): Puerto digital de salida PE – V. Puerto digital de salida PE – H.

º
423
UPB © 2013
3. Mesa de trabajo:
La mesa de trabajo debe moverse accionada por el equipo de traslación, a través de su
movimiento ésta acciona los tres interruptores mencionados en la Figura Nº 139, entonces
se definen los siguientes pines: Puerto digital de entrada i1; Puerto digital de entrada i2;
Puerto digital de entrada i3.
4. Cabezal:
En el cabezal, solamente debe gobernarse el motor DREMEL. Se define el siguiente pin:
Puerto de salida digital DREMEL. El control de la velocidad de rotación es netamente
manual, pero podría definirse un pin adicional planteando la posibilidad de un control
automático de la velocidad: Puerto de salida digital TRIAC – DREMEL.
5. Equipo de medición:
Según la Figura Nº 133, el equipo de medición gobierna al resto de los órganos funcionales
a través de las siguientes tareas básicas o funciones:
a) Operador:
El equipo de medición debe poseer un interfaz con el operador, para que este seleccione
algunos parámetros de entrada. Entre los parámetros de entrada se distinguen los
siguientes: Velocidad del motor de conformado y Velocidad del actuador de equipo de
traslación. Independientemente del número de velocidades para cada tipo de motor, el
operador necesita una interfaz para indicar al microcontrolador cuál de las velocidades
desea seleccionar, el método más sencillo y definido es pulsando un botón o pulsador,
por eso se definen los siguientes pines (uno para cada motor): Puerto de entrada digital
P1; Puerto de entrada digital P2; no cabe duda que la selección de ambas velocidades
puede realizase con un solo botón o pulsador, pero por el momento se usan dos. Por otro
lado, es necesario un botón o pulsador específico para que el usuario pueda confirmar su
petición, o también un botón o pulsador para que el usuario defina proseguir con las
tareas de la máquina, por eso se define el siguiente pin: Puerto de entrada digital OK. Es
necesario también que el operador pueda corroborar visualmente que la máquina está
encendida, por eso se define el siguiente pin: Puerto de salida digital LED – ON. También es
necesario que el operador pueda corroborar de una manera visual (no pasajera) cuál es
la velocidad que seleccionó o está seleccionando por cada uno de los motores, pero no
se define ningún pin pues todavía no se conoce el número de velocidades por motor.

º
424
UPB © 2013
Por otro lado, es también necesario que el operador pueda cerciorarse auditivamente de
los eventos que ocurren en la máquina; por ejemplo, cuando el operador apriete un
botón o pulsador la máquina debería emitir un sonido confirmando que acata la
operación, o cuando la máquina termina de recorrer la carrera de avance, debería emitir
algún sonido para avisar al operador que terminó correctamente de avanzar. Por estas
necesidades se define el siguiente pin: Puerto de salida digital BUZZER.
b) Post-procesamiento:
Para que los datos puedan ser procesados después de la medición y muestreo respectivo,
es necesario que el microcontrolador envíe primero los datos a la computadora. Esta
tarea se realiza a través de un puerto USB sin necesidad de definir ningún pin adicional.
Por otro lado, el microcontrolador debe mandar los datos a la computadora de una
manera sincronizada con el movimiento de la mesa de trabajo y por eso es que se usa el
encoder sincronizador de un canal; entonces, se define el siguiente pin: Puerto de entrada
digital E2 – a, el pin E2 – b no se usa pues el encoder no es direccional.
c) Ejecución:
El sentido de giro, la sincronización con la tensión de alimentación y el disparo del TRIAC
ya fueron definidos anteriormente.
d) Control:
Los finales de carrera, y ambos encoder ya fueron definidos anteriormente en los pines de
los subtítulos mesa de trabajo y post-procesamiento.
Hasta aquí se definen los pines necesarios para gobernar la máquina de medición en
todas sus tareas, aunque algunos no son tan necesarios (PE – V, PE – H, TRIAC – DREMEL y
P2) se los define por si en algún caso llegaren a sobrar pines en el microcontrolador a
definir. Antes de definir al microcontrolador es necesario tomar en cuenta una
consideración muy importante. El proceso de muestreo, que consiste en la escritura (por la
placa ARDUINO), lectura (por la computadora) y almacenamiento (también por la
computadora) de los valores proporcionales al desplazamiento 𝒆, posee una resolución
de aproximadamente 20 [𝜇𝑠]; por otro lado, el rango del retraso que el microprocesador
debe generar para el correcto disparo del TRIAC (DREMEL o SINGER) es de 0 a 7 [𝑚𝑠]. En
este retraso, como el microprocesador no puede ejecutar dos tareas simultáneamente, se
estarían dejando de realizar los debidos muestreos; suponiendo que el retraso es de 2 [𝑚𝑠]
y las muestras son cada 20 [𝜇𝑠], se estarían perdiendo mínimamente 100 muestras.
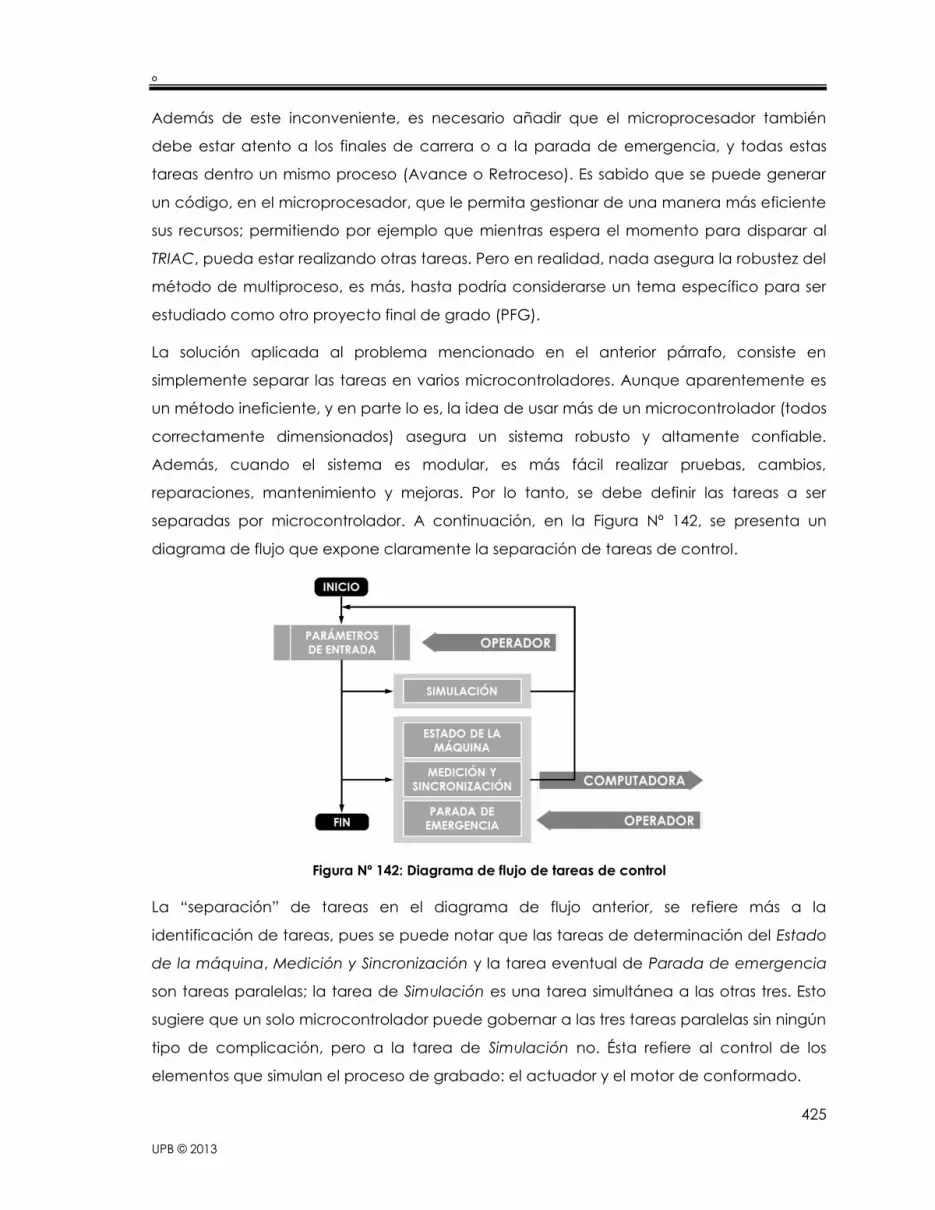
º
425
UPB © 2013
Además de este inconveniente, es necesario añadir que el microprocesador también
debe estar atento a los finales de carrera o a la parada de emergencia, y todas estas
tareas dentro un mismo proceso (Avance o Retroceso). Es sabido que se puede generar
un código, en el microprocesador, que le permita gestionar de una manera más eficiente
sus recursos; permitiendo por ejemplo que mientras espera el momento para disparar al
TRIAC, pueda estar realizando otras tareas. Pero en realidad, nada asegura la robustez del
método de multiproceso, es más, hasta podría considerarse un tema específico para ser
estudiado como otro proyecto final de grado (PFG).
La solución aplicada al problema mencionado en el anterior párrafo, consiste en
simplemente separar las tareas en varios microcontroladores. Aunque aparentemente es
un método ineficiente, y en parte lo es, la idea de usar más de un microcontrolador (todos
correctamente dimensionados) asegura un sistema robusto y altamente confiable.
Además, cuando el sistema es modular, es más fácil realizar pruebas, cambios,
reparaciones, mantenimiento y mejoras. Por lo tanto, se debe definir las tareas a ser
separadas por microcontrolador. A continuación, en la Figura Nº 142, se presenta un
diagrama de flujo que expone claramente la separación de tareas de control.
Figura Nº 142: Diagrama de flujo de tareas de control
La “separación” de tareas en el diagrama de flujo anterior, se refiere más a la
identificación de tareas, pues se puede notar que las tareas de determinación del Estado
de la máquina, Medición y Sincronización y la tarea eventual de Parada de emergencia
son tareas paralelas; la tarea de Simulación es una tarea simultánea a las otras tres. Esto
sugiere que un solo microcontrolador puede gobernar a las tres tareas paralelas sin ningún
tipo de complicación, pero a la tarea de Simulación no. Ésta refiere al control de los
elementos que simulan el proceso de grabado: el actuador y el motor de conformado.

º
426
UPB © 2013
Por lo tanto, se necesita un microcontrolador para cada elemento de la tarea de
simulación y otro para el resto de las tareas paralelas. Estos microcontroladores
adicionales no son necesariamente iguales o semejantes al microcontrolador que debe
comunicarse con la máquina, o sea la placa ARDUINO que todavía debe especificarse y
definirse; los microcontroladores de los elementos de simulación responden a necesidades
completamente diferentes que el microcontrolador destinado al resto de las tareas. La
Figura Nº 143, que se expone a continuación, muestra la implementación de los
microcontroladores adicionales.
Figura Nº 143: Microcontrolador Maestro y microcontroladores Esclavos
La implementación de los microcontroladores adicionales, que en la Figura Nº 143 se
identifican como microcontroladores esclavos, permite que las tareas simultáneas sean
repartidas, pero a su vez crean la necesidad de definir más pines destinados a la
comunicación entre microcontroladores esclavo y maestro. Independientemente del tipo
de los microcontroladores esclavos, un método de comunicación aplicable a esta
máquina de medición, es el método RX – TX (también conocido como protocolo serial)
que usa solamente dos pines por cada microcontrolador esclavo. En realidad, no se usan
los protocolos propios de la comunicación RX – TX, sino un simple sistema de eco, que
significa que el microcontrolador maestro envía una señal para que el microcontrolador
esclavo ejecute una tarea, y cuando está se termina de ejecutar el microcontrolador
esclavo devuelve una señal al microcontrolador maestro indicando que la tarea fue
ejecutada. Los pines que se definen, en el microcontrolador maestro son los siguientes:
Puerto de salida digital RX1; Puerto de salida digital TX1; Puerto de salida digital RX2;
Puerto de salida digital TX2.
Como cada microprocesador esclavo de destina a gobernar la velocidad de los motores
de conformado y del equipo de traslación, la disposición de los pines es idéntica para
cada uno. Ambos poseen una entrada para la señal del ZCD, salidas para el disparo del
TRIAC, y el respectivo par de pines para la comunicación RX – TX.

º
427
UPB © 2013
Con el objetivo de seleccionar los respectivos microcontroladores y la configuración de
sus pines, se define la Figura Nº 144 a continuación.
Figura Nº 144: Disposición previa de los microcontroladores Maestro y Esclavos
Debe destacarse que en la figura anterior no se dispone ningún pin para las señales
visuales que deben implementarse para que el operador sepa cuáles fueron las
velocidades seleccionadas; por lo menos se deben separar dos pines para la
implementación de las señales visuales. También debe resaltarse que los pines Nº 5, 11, 12,
20 y 21 del microcontrolador maestro son solamente alternativos y no son fijos como los
demás; sumando los pines fijos, los alternativos y el par necesario para las señales visuales
se requiere un microcontrolador maestro de por lo menos 23 pines digitales configurables
como entradas o salidas. Además, cada microcontrolador esclavo necesita por lo menos
4 pines también configurables como entradas o salidas.
En la Tabla Nº 49 presentada más adelante, se resumen las placas ARDUINO que pueden
ser aplicadas como microcontrolador maestro para la máquina de medición. Los
parámetros de preselección dependen únicamente de la accesibilidad en el mercado
local (no poseen precios inflados por la importación exclusiva) (123) (132).

º
428
UPB © 2013
Tabla Nº 49: Placas ARDUINO de venta común en la ciudad de Cochabamba – Bolivia
ARDUINO Microprocesador D
𝑰&𝑶
A
𝑰||𝑶
FLASH
[𝑲𝑩]
SRAM
[𝑲𝑩]
EEPROM
[𝑲𝑩]
Reloj
[𝑴𝑯𝒛]
Precio
[𝑼𝑺𝑫]
UNO ATmega328 14 6/0 32 2 1 16 39.0
LEONARDO ATmega32u4 20 12/0 32 2.5 1 16 35.5
DUE AT91SAM3X8E 54 12/2 512 96 - 84 84.0
ADK ATmega2560 54 16/0 256 8 4 16 111.0
Mega 2560 ATmega2560 54 16/0 256 8 4 16 75.0
De acuerdo con los datos de la tabla anterior, se puede observar que hay cierta relación
entre el precio y el número de pines (D, A); además, se puede notar que las placas más
caras poseen un número de pines mucho mayor al necesario, por esa simple razón, son
desechadas. Entre la placa UNO y la placa LEONARDO, se puede notar que las más
barata es la segunda (tampoco es mucha la diferencia), además posee seis pines más
que la primera y un mayor espacio SRAM; entonces, se selecciona la placa ARDUINO
LEONARDO como el microcontrolador maestro de la máquina de medición.
Según la Figura Nº 144 y su explicación debajo, se requieren 23 pines en el
microcontrolador maestro, mientras que la placa ARDUINO LEONARDO solamente posee
20 pines; entonces, es necesario hacer una depuración de pines innecesarios:
P2: Esta entrada digital puede ser fácilmente sustituida por la entrada P1, pues una estaba
designada a seleccionar la velocidad de rotación del motor SINGER y otra para la
velocidad del motor DREMEL, pero con una sola entrada se puede seleccionar ambas
velocidades, es sólo adaptar el código del programa en el microcontrolador.
PE – V: El control aplicado sobre este eje, si es que se aplicara, se justificaría solamente si el
hardware instalado permitiría una gran precisión en el movimiento, como para poder
hacer mediciones variando la profundidad de corte cada 0.1 [𝑚𝑚] por ejemplo. Pero la
“precisión” instalada en el deslizador vertical, no permite precisiones más finas que 1 [𝑚𝑚],
pues el control es netamente manual. Esta falencia se justifica porque el objetivo de la
máquina es medir las magnitudes máximas en el grabado, y no así las intermedias; la
salida digital PE – V no se aplica en esta máquina, pero puede ser una opción para otros
trabajos de investigación o semejantes PFG.
PE – H: Semejante al caso de la salda digital PE – V, el control se limita a un control
netamente manual.

º
429
UPB © 2013
TX2 y RX2: El motor de conformado DREMEL, posee un control manual implementado en el
mismo dispositivo, que le permiten variar su velocidad en seis velocidades diferentes y
estacionarias. Además, según fabricantes, el control interno de motores semejantes al
DREMEL 300 posee una cierta regulación de corriente, o sea, cuando al motor le está
faltando torque, el regulador interno permite el paso de una mayor corriente para
compensar la falta de torque; si se controla externamente el motor, esta regulación
quedaría anulada. Entonces, se elimina la regulación de la velocidad del motor de
conformado externamente, esto también elimina la necesidad de un segundo
microcontrolador esclavo.
Para poder definir los pines correspondientes a las señales visuales que indican la
velocidad seleccionada en el motor del equipo de traslación, es necesario saber primero
cuántas velocidades se pueden seleccionar. Pero no se puede conocer cuántas
velocidades pueden diferenciarse en el motor SINGER 100 hasta no montarlo y hacer las
respectivas pruebas; entonces, todavía no se define ningún pin correspondiente a las
señales visuales, ni se define cuántas velocidades se podrán regular en dicho actuador
hasta esperar a la implementación de la máquina, especialmente hasta la etapa en la
cual se puede hacer las respectivas pruebas con todo el equipo de traslación completo.
Para pasar a la etapa de implementación, es necesario definir todavía el tipo de
microcontrolador esclavo y la disposición de sus pines; para realizar las pruebas
respectivas (del equipo de traslación) se usa un microcontrolador PIC16F84A,
comúnmente usado en una gran variedad de aplicaciones. La Figura Nº 145 que se
presenta a continuación, expone la disposición de pines para un microcontrolador
PIC16F84A como microcontrolador esclavo de experimentación.
Figura Nº 145: Disposición provisional de pines, para un microcontrolador esclavo experimental

º
430
UPB © 2013
De la misma manera se crea una disposición de pines experimental en el
microcontrolador maestro, para poder realizar las pruebas y mediciones respectivas. En la
Figura Nº 146 que se presenta a continuación, se expone la disposición previa de pines.
Figura Nº 146: Disposición provisional de pines, para la placa ARDUINO LEONARDO
20.7 Implementación y Validación
Todos los conceptos y definiciones del diseño en detalle, son en esta sección
implementados y luego validados. Luego de la implementación del prototipo en una
primera etapa, se obtienen resultados no completamente favorables; pero como el
proceso de diseño es un proceso iterativo, se realiza un rediseño en detalle replanteando
los conceptos y definiciones de la primera etapa. La segunda etapa de implementación
ofrece resultados mejorados, pero es necesario recurrir a una tercera etapa de rediseño e
implementación, donde se presentan resultados finales. Todo esto, se puede resumir
conceptualmente en el bucle entre el sexto y séptimo pasos de la teoría de diseño formal,
presentados en la Figura Nº 2 en el capítulo segundo.
Las tres etapas mencionadas anteriormente son expuestas separadamente en esta
sección. Por otro lado, el orden en el cual se presenta el desarrollo de cada órgano
funcional no difiere del orden usado en la anterior sección. La mayoría de los resultados se
muestran con esquemas, figuras, y fotografías de los mecanismos, órganos, sistemas y
componentes de la máquina.

º
431
UPB © 2013
20.7.1 Primera etapa de implementación
20.7.1.1 Equipo de traslación
En la Figura Nº 147, se presenta un esquema de cómo se montan los elementos del equipo
de traslación en la primera etapa (las medidas o proporciones no son reales).
Figura Nº 147: Montaje del equipo de traslación de la máquina de medición – Primera etapa
A continuación se presentan fotografías de los elementos del equipo de traslación de la
máquina de medición (Figura Nº 148, Figura Nº 149 y Figura Nº 150).
Figura Nº 148: Fotografía 001 – Equipo de traslación – Máquina de medición – Primera etapa
Figura Nº 149: Fotografía 002 – Equipo de traslación – Maquina de medición – Primera Etapa

º
432
UPB © 2013
Figura Nº 150: Fotografía 003 – Equipo de traslación – Máquina de medición – Primera etapa
La carrera total de la mesa de trabajo es de 360 [𝑚𝑚] dejando una holgura de 90 [𝑚𝑚]
antes que las rieles detengan el carro de la mesa de trabajo forzosamente.
20.7.1.2 Pórtico
Todos los componentes definidos anteriormente en las secciones de pórtico son los que se
implementan físicamente. No se realiza ninguna modificación en la primera etapa de la
implementación, pero si se añaden algunos componentes que en las secciones anteriores
no fueron definidos. A continuación se presentan los esquemas respectivos a la
implementación del pórtico (Figura Nº 151 y Figura Nº 152).
Figura Nº 151: Esquema simplificado del montaje del pórtico, vista superior – Primera etapa
Figura Nº 152: Esquema simplificado del montaje del pórtico, vista lateral – Primera etapa

º
433
UPB © 2013
En la Figura Nº 151 y en la Figura Nº 152, presentadas anteriormente se muestran algunos
componentes no definidos anteriormente. En realidad, se implementa todo un mecanismo
anteriormente no descrito, este mecanismo intenta simular la constante 𝒌𝑹. La contante
𝒌𝑹 pertenece al modelo matemático (𝑭 = 𝒆 ∗ 𝒌𝑹) para determinar indirectamente el
vector �� . Empíricamente, se implementan dos resortes de tracción instalados en paralelo,
proporcionando un sistema resorte que contrarresta la fuerza de maquinado hasta
equilibrarla, el valor de la constante de todo el sistema equivale a 20 [𝑔/𝑚𝑚], medidos y
calculados en el laboratorio de la Universidad Privada Boliviana. Este mecanismo posee
también la facilidad de ajustar una fuerza base (fuerza de precarga) que permita regular
un correcto equilibrio entre fuerza de maquinado y la fuerza del sistema resorte, por medio
de la Rueda de precarga que se indica en la Figura Nº 151 y Figura Nº 152; la precarga
predeterminada por el operador (sólo si es necesaria), deberá ser sumada a las
mediciones correspondientes. La ecuación que define el sistema de precarga se puede
expresar de la siguiente forma.
𝑭 = (𝒆 + 𝒆𝑷𝒓𝒆𝒄𝒂𝒓𝒈𝒂) ∗ 𝒌𝑹 Ecuación Nº 128
En la Figura Nº 151, se presenta el término 𝒆𝑷𝒓𝒆𝒄𝒂𝒓𝒈𝒂 como una distancia que representa el
mayor recorrido para la precarga. A continuación, se presentan fotografías de los equipos
y componentes implementados (Figura Nº 153 y Figura Nº 154).
Figura Nº 153: Fotografía 004 – Pórtico – Máquina de medición – Primera etapa

º
434
UPB © 2013
Figura Nº 154: Fotografía 005 – Pórtico – Máquina de medición – Primera etapa
En la primera etapa de implementación, el control sobre el deslizador vertical, deslizador
horizontal y el sistema de precarga es netamente manual.
Por otro lado, el encoder que se puede identificar en la Figura Nº 154, es el encoder
direccional del sistema de medición; el desplazamiento máximo que mide este encoder,
que es la carrera de pórtico, equivale a 70 [𝑚𝑚]. La cinta del encoder posee una
resolución de 6 señales en un milímetro, lo que permite 1 680 eventos en toda la carrera
(pues el encoder posee dos receptores por ser bidireccional y toma en cuenta los flancos
de subida y de bajada; si fuera monodireccional serían 840 eventos en toda la carrera).
20.7.1.3 Mesa de trabajo
En la primera etapa de implementación de la mesa de trabajo, al igual que en los
anteriores casos, no se produjo ninguna modificación a los parámetros o elementos ya
definidos. El esquema que mejor representa a la implementación de la mesa de trabajo se
expone en la Figura Nº 147; a continuación, se presentan las fotografías correspondientes
a la mesa de trabajo (Figura Nº 155, Figura Nº 156 y Figura Nº 157).
Figura Nº 155: Fotografía 006 – Mesa de trabajo – Máquina de medición – Primera etapa

º
435
UPB © 2013
Figura Nº 156: Fotografía 007 – Mesa de trabajo – Máquina de medición – Primera etapa
Figura Nº 157: Fotografía 008 – Mesa de trabajo – Máquina de medición – Primera etapa
El encoder sincronizador posee dos receptores, pero solamente uno se conecta al
microcontrolador, por lo tanto, en una carrera de 360 [𝑚𝑚] puede generar una señal
periódica con 2 160 eventos; pues la cinta del encoder es la misma que en el encoder
direccional. Esto significa, que aparentemente se tendrán más de dos mil muestras por
carrera. Por razones constructivas, los interruptores son normalmente abiertos (i1 – NA; i2 –
NA), excepto el último que es normalmente cerrado (i3 – NC).
20.7.1.4 Cabezal
Se utilizan los equipos ya especificados. A continuación una fotografía de la conexión.
Figura Nº 158: Fotografía 009 – Conexión del cabezal – Máquina de medición – Primera etapa

º
436
UPB © 2013
20.7.1.5 Equipo de medición
El equipo de medición coordina los parámetros de los cuatro aspectos de la máquina: los
mecánicos, los eléctricos, los electrónicos y los de software. Para del desarrollo de
cualquier aspecto del equipo de medición, primero se valida todos los sistemas, órganos
y componentes implementados en los anteriores subtítulos: equipo de traslación, pórtico,
mesa de trabajo y cabezal. Pero para poder presentar el desarrollo y resultados del
equipo de medición en esta primera etapa, de una forma ordena y didáctica, se plantea
una secuencia de cinco pasos que integran a los equipos implementados físicamente y su
validación, en base los cuatro aspectos de la máquina:
A. Software para procesamiento de datos
B. Software para recepción y almacenamiento de datos
C. Software para envío de datos y software operativo
D. Sistema electrónico de control y de potencia
E. Sistema mecánico y simulación del proceso de grabado
A. Software para procesamiento de datos
Este paso, a diferencia de los demás, posee una porción de su desarrollo que es
técnicamente manual. Para ilustrar este desarrollo, se expone la Figura Nº 159, que
muestra cómo se procesan los datos de la medición.
Figura Nº 159: Flujo del procesamiento de datos.
Los datos son almacenados en un archivo común de texto, como se ilustra en la figura
anterior, de allí son copiados manualmente a un archivo EXCEL donde también son
ordenados y debidamente procesados. La copia de datos de un archivo de texto a un
archivo EXCEL se realiza una vez por cada medición; es decir, que cada que se guarda
una medición, los datos son inmediatamente copiados para reutilizar el archivo de texto.
Luego, el procesamiento estadístico de los datos se desarrolla enteramente en el archivo
EXCEL; los resultados son valores representativos, tablas y por supuesto gráficas del
comportamiento dinámico de la máquina en la medición.

º
437
UPB © 2013
NOTA: En el CD-ROM que se adjunta al PFG, se pueden encontrar los archivos PRUEBA.txt y
MEDICIONES.xlsx para que el lector pueda tener una mayor y mejor referencia.
B. Software para recepción y almacenamiento de datos
Como se menciona en las anteriores secciones, se genera un código basado en la
plataforma PROCESSING que tenga la capacidad de leer o recibir los datos del puerto
serial “COM X” y luego almacenarlos en un archivo local de la computadora. El lenguaje
de programación se conoce con el mismo nombre de la plataforma y es muy semejante
al lenguaje de alto nivel C. Para poder ilustrar la recepción y almacenamiento de datos
usando PROCESSING, se expone la Figura Nº 160 a continuación.
Figura Nº 160: Flujo de la recepción y almacenamiento de datos.
Existen dos tipos de código generados en la plataforma PROCESSING, uno encargado de
medir la velocidad de avance y sincronizar las mediciones con el avance real, y el otro
encargado de medir el desplazamiento 𝒆. En realidad, la concepción de ambos códigos
fue integrada al principio, pues se pretendía sincronizar el desplazamiento con la
medición para medir también la velocidad, pero las mediciones eran tan lentas y poco
precisas que los códigos tuvieron que ser separados obteniendo resultados más
funcionales. La separación permite que ambos códigos realicen su trabajo eficazmente,
es más, permite al primer código determinar parámetros como la frecuencia máxima real
de muestreo y la curva general de la dinámica de la máquina con o sin carga. El primer
código se identifica como RECEPTOR, y el segundo como VECTOR_F, como se expone en
la Figura Nº 160; el código fuente de ambos es presentado en el subtítulo Software más
adelante con sus respectivos nombres.
El programa RECEPTOR puede usarse para determinar el comportamiento del sistema de
medición y así luego conocer (medir) el comportamiento dinámico de la máquina, en los
siguientes párrafos se indica el procedimiento para determinar la frecuencia de muestreo.

º
438
UPB © 2013
Lo primero que se debe hacer para determinar la frecuencia máxima de muestreo es
generar una señal periódica lo más exacta posible para luego disminuir su periodo hasta
que la máquina de medición ya no pueda distinguirla o medirla correctamente. Se
escoge generar una señal periódica de pulsos, pues es la más fácil de generar y además
porque los retrasos internos del programa son tan pequeños que pueden ser
despreciados; en contraste, generar una señal periódica más compleja como una onda
senoidal, consumiría algunos valiosos microsegundos en el controlador que no permitirían
una medición fiable o limitarían la frecuencia máxima de la señal de muestreo.
La primera prueba de medición se realiza con una señal periódica pulsatoria de 2 [𝑠] de
periodo y amplitud de 5 [𝑉] o 1 lógico y base 0 [𝑉] o 0 lógico. La Figura Nº 161 muestra el
resultado de la medición.
Figura Nº 161: Señal pulsante de 0,5 [𝑯𝒛]
En la figura anterior, los valores de las ordenadas refieren al voltaje (1 es equivalente a 5
[𝑉] y 0 es equivalente a 0 [𝑉]) y el valor de las abscisas refiere al número de medición
sincronizada; o sea, en un segundo se presentan 60 eventos aproximadamente, que
equivalen a aproximadamente 120 mediciones en dos segundos. La generación de la
señal pulsante se realiza usando la misma placa ARDUINO LEONARDO que se implementa
en la máquina de medición, y además se usa el mismo protocolo de comunicación USB
entre la computadora y la placa. El código de la placa que permite generar una señal
periódica cuadrada no se presenta ni expone pues es tan sencillo que no vale la pena
hacerlo.
Por otro lado, puede notarse que existe una minúscula inclinación o pendiente en las
paredes del pulso de la Figura Nº 161, esto se debe al pequeño retraso que aporta el
microcontrolador cuando genera la señal. Este retraso equivale en el peor de los casos a
16 [𝜇𝑠]; probando con una señal senoidal, el retraso asciende a por lo menos 200 [𝜇𝑠].

º
439
UPB © 2013
La segunda señal de muestreo se muestra a continuación en la Figura Nº 162.
Figura Nº 162: Señal pulsante de 5 [𝑯𝒛]
En la figura anterior, se reduce en diez veces el periodo de la señal pulsante, puede
notarse que la medición sigue siendo confiable y no presenta distorsiones notables. La
tercera medición se presenta en la Figura Nº 163 a continuación.
Figura Nº 163: Señal pulsante de 10 [𝑯𝒛]
En la Figura Nº 163 puede notarse unas pequeñas distorsiones. A continuación se
presentan la Figura Nº 164 con la cuarta medición (25 [𝐻𝑧], la Figura Nº 165 con la quinta
medición (33.3 [𝐻𝑧]) y la Figura Nº 166 con la sexta y última medición (500 [𝐻𝑧]).
Figura Nº 164: Señal pulsante de 25 [𝑯𝒛]

º
440
UPB © 2013
Figura Nº 165: Señal pulsatoria de 33.3 [𝑯𝒛]
Figura Nº 166: Señal pulsatoria de 500 [𝑯𝒛]
En la Figura Nº 164 todavía la medición es valedera, pues aunque tiene minúsculos errores,
conserva fielmente la frecuencia de la señal de muestreo. Se puede notar que en la
Figura Nº 165 la medición se distorsiona pues la resolución de la medición queda
superada, de la misma manera en la Figura Nº 166, la medición es completamente
errónea. En realidad, el límite donde la medición se invalida por distorsión es cuando la
señal posee un periodo de 36 [𝑚𝑠] o sea aproximadamente 27.8 [𝐻𝑧].
Se puede concluir entonces, que la frecuencia máxima real de muestreo equivale
aproximadamente a 27.8 [𝐻𝑧]. Esto indica, que la resolución máxima que el software de
recepción y almacenamiento de datos puede ofrecer equivale a la mitad del periodo de
dicha frecuencia; o sea, la resolución máxima de muestreo equivale a aproximadamente
18 [𝑚𝑠] (Nótese que las secciones anteriores se hicieron todos los cálculos respectivos con
una resolución de 20 [𝑚𝑠]).
C. Software para envío de datos y software operativo
Se desarrolla el software para envío de datos propio de la máquina de medición y no así
el software que se usa en la determinación de la frecuencia de muestreo.

º
441
UPB © 2013
Evidentemente, la resolución de muestreo (definida por el software de recepción de
datos) debe ser menor que la resolución de generación de datos; por el contrario, si la
resolución de muestreo fuera mayor, existirían intervalos de medición, entre cada dato
medido, que no serían representativos.
Desafortunadamente, la primera etapa de la implementación de la máquina de
medición imposibilita la correcta determinación de la resolución de generación de datos.
De alguna manera no cabalmente comprendida, parte del problema se debe a razones
netamente mecánicas, eléctricas y electrónicas, que más adelante serán desarrolladas.
Por esta razón, el desarrollo de este subtítulo queda indefectiblemente truncado.
D. Sistema electrónico de control y de potencia
El sistema electrónico de control que permitió el desarrollo de los anteriores pasos, o que
permitió la ejecución del software para envío y recepción de datos presentado
anteriormente, se basa principalmente en los circuitos electrónicos descritos en las
anteriores secciones: Circuito de inversión de giro y protección contra corto circuito en un
motor SINGER 100, Circuito de disparo del TRIAC por medio de un opto-DIAC y el Circuito
de detección de cruce por cero de una onda senoidal de 220 [𝑉] domiciliarios. Estos
circuitos son modificados adaptativamente y se les añade algunos otros componentes
electrónicos complementarios; pero aun así, como se mencionó en el anterior párrafo, el
circuito general de la primera etapa de implementación posee algunos errores que
necesariamente deben ser depurados en la segunda etapa de implementación; los
errores en el sistema electrónico de control y de potencia, en la primera etapa de
implementación, son los siguientes:
El protocolo de comunicación RX – TX es muy sensible a fallas, y cuando falla, uno de
los microcontroladores (maestro o esclavo) se queda colgado esperando la
instrucción o respuesta del otro.
Aleatoriamente, el microcontrolador recibe señales fantasma de los pulsadores de la
máquina; o sea, de vez en cuando los pulsadores se pulsan electrónicamente solos;
especialmente el pulsador de parada de emergencia.
Aleatoriamente, el microcontrolador no lee las señales de los finales de carrera,
cediendo que el carro de la mesa de trabajo se estrelle con los topes mecánicos de
la máquina permitiendo que la máquina se dañe gravemente.
Aleatoriamente, el microcontrolador maestro se cuelga y se desconecta de la PC.

º
442
UPB © 2013
A pesar de las fallas, se facilita al lector el plano del circuito general de la máquina de
medición en su primera etapa de implementación. El plano puede ser hallado en el CD-
ROM adjunto al PFG, con el nombre de CIRCUITO GENERAL V1.dsn (Versión editable ISIS).
En el plano electrónico mencionado anteriormente, se puede observar que la disposición
de pines de los microcontroladores es diferente a la definida en las anteriores secciones. A
continuación, se presenta en la Figura Nº 167, una comparación de los esquemas de pines
previo y de primera etapa de implementación, posteriormente se justifican los cambios.
Figura Nº 167: Izquierda: Disposición previa de pines del microcontrolador Maestro. Derecha:
Disposición en primera etapa de los pines del microcontrolador Maestro.
Los pines definidos previamente que se mantienen sin cambios son los siguientes: DREMEL,
Avance, Retroceso, P1, OK, E – Stop, i1, i2, LED – ON y BUZZER.
Los pines definidos previamente que cambiaron solamente de nombre son los siguientes:
E1 – a por Señal: E2 – a, E1 – b por Señal: E2 – b, E2 – a por Señal: E1 – a, RX1 por RX-MASTER
y TX1 por TX-MASTER.
El pin que se eliminó es el siguiente: i3. Y el pin i2 ahora cumple ambas funciones, finaliza la
medición y finaliza el avance para que el carro de la mesa de trabajo se detenga.
Los pines que se añadieron son los siguientes: LED-A y LED-B, que corresponden al segundo
y primer dígito respectivamente, para las señales visuales de la velocidad seleccionada

º
443
UPB © 2013
por el operador; ENC y ZCD que encienden a los encoders y al circuito de detección de
cruce por cero respectivamente, solamente cuando se los necesita; PIC-RESET, que
reinicia al microcontrolador esclavo cuando es necesario.
A continuación, se presenta en la Figura Nº 168, una comparación de los esquemas de
pines previo y de primera etapa de implementación para el microcontrolador esclavo,
posteriormente se justifican los cambios en los pines.
Figura Nº 168: Izquierda: Disposición previa de pines del microcontrolador Esclavo. Derecha:
Disposición en primera etapa de los pines del microcontrolador Esclavo.
Los pines definidos previamente que se mantienen sin cambios son los siguientes: TRIAC,
Señal: ZCD, RX y TX.
Los pines definidos previamente que cambiaron solamente de nombre son los siguientes:
RX por RX-SLAVE y TX por TX-SLAVE. No existen pines que se eliminaron. Los pines que se
añadieron son los siguientes: A y B cuya combinación binaria representa a la velocidad
primera, segunda, tercera y cuarta. Por el momento se explica detalladamente porqué se
definen cuatro velocidades. VDD significa conexión a 5 [𝑉] (con resistencia).
E. Sistema mecánico y simulación del proceso de grabado
Tampoco vale la pena desarrollar este paso para la primera etapa de implementación de
la máquina, directamente se lo desarrolla y expone en la segunda etapa de
implementación de la máquina de medición.
F. Validación de las mediciones
Este paso también se lo desarrolla en la segunda etapa de implementación.

º
444
UPB © 2013
20.7.2 Segunda etapa de implementación
En realidad, no fueron solamente tres etapas en las cuales la máquina de medición tuvo
que sufrir cambios y adaptaciones, pero por razones de practicidad, todos los resultados y
su desarrollo se presentan solamente en tres etapas bien diferenciadas.
A continuación, de una manera similar a la primera etapa de implementación, se
presentan los resultados mejorados de la construcción de una máquina que simula el
proceso de corte y mide el vector �� :
20.7.2.1 Equipo de traslación
En la Figura Nº 147, se presentó un esquema de cómo se montaron los elementos del
equipo de traslación en la primera etapa de implementación, allí el actuador está
directamente acoplado con la varilla roscada. Esta configuración no permite que el
motor SINGER 100 alcance su velocidad nominal, pues las desalineaciones del montaje y
las vibraciones producidas por el desbalance de los elementos rotantes aportan un torque
freno al torque del motor y permiten que el sistema sea muy inestable. Aun así, el
mecanismo de tracción de la primera etapa, permite al carro de la mesa de trabajo
alcanzar velocidades entre 8 000 y 9 000 [𝑚𝑚/𝑚𝑖𝑛], claro que con un deficiente torque de
empuje y con un carácter altamente vibratorio (tanto que la máquina puede vibrar y
desplazarse sola). La única ventaja relacionada al mecanismo de tracción de la primera
etapa es que la regulación de velocidad puede ser hecha de 0 a 9 000 [𝑚𝑚/𝑚𝑖𝑛].
La falta de torque permite apuntar el rediseño del mecanismo de tracción para la
implementación de una reducción mecánica con engranajes, como se comentó
anteriormente en el subtítulo de Equipo de traslación de la sección Diseño en detalle, el
esquema de este rediseño se muestra en la Figura Nº 169 a continuación.
Figura Nº 169: Montaje del equipo de traslación de la máquina de medición – Segunda etapa

º
445
UPB © 2013
A continuación se presenta una fotografía de los elementos del equipo de traslación de la
máquina de medición en la segunda etapa e implementación (Figura Nº 170).
Figura Nº 170: Fotografía 010 – Equipo de traslación – Máquina de medición – Segunda etapa
EL tren de engranajes que se presenta en la Figura Nº 170, posee cuatro engranajes: el
primario o del motor, el segundario, el terciario y el cuaternario o final. El primer y último
engranaje son ruedas dentadas simples, mientras que los engranajes del medio son ruedas
dentadas compuestas. Esta configuración, es resultado de varios intentos y pruebas con
diferentes tipos, tamaños, configuraciones y posiciones de mecanismos de transmisión
mecánica, que permiten encontrar la más compacta y robusta reducción mecánica. A
continuación, se presenta el cálculo respectivo de la ventaja mecánica de la reducción.
Ventaja mecánica: 𝒏𝒎𝒐𝒕𝒐𝒓/𝒏𝒄𝒂𝒓𝒈𝒂 [𝑫𝒊𝒆𝒏𝒕𝒆𝒔/𝑫𝒊𝒆𝒏𝒕𝒆𝒔] Ecuación Nº 129
Engranaje Piñón: 𝟏/𝟏𝟑
Engranaje Secundario: 𝟐𝟏/𝟏𝟒
Engranaje Terciario: 𝟐𝟔/𝟏𝟔
Engranaje Final: 𝟒𝟑/𝟏
Ventaja mecánica: 𝟏
𝟏𝟑∗𝟐𝟏
𝟏𝟒∗𝟐𝟔
𝟏𝟔∗𝟒𝟑
𝟏= 𝟖. 𝟎𝟔𝟐𝟓 ≈ 𝟖
El valor calculado anteriormente, la ventaja mecánica, expresa que el torque es
amplificado ocho veces, mientras que la velocidad es reducida también en ocho veces;
pero se conoce que la relación fuerza – velocidad no posee un comportamiento
necesariamente lineal, en la práctica, la amplificación del torque y la reducción de la
velocidad son un poco menores que la proporción expresada en la ventaja mecánica
calculada. Pero como se menciona antes, esta configuración es resultado de varias
pruebas y podría afirmarse que es la mejor encontrada.

º
446
UPB © 2013
El resto de las características del equipo de traslación permanecen idénticas.
20.7.2.2 Pórtico
Luego de hacer algunas mediciones y cortes de prueba en la máquina de medición, se
pudo constatar que el arreglo de resortes instalado para la recuperación en el
desplazamiento del pórtico es muy débil; o sea, la constante equivalente del arreglo de
los resortes es más baja de lo que se requiere. El pórtico adquiere rápidamente un
desplazamiento considerable, tan rápido que inclusive el equipo de medición, a través
del encoder direccional, efectúa saltos en la generación de valores equivalentes al
desplazamiento 𝒆; la solución más efectiva consiste en aumentar la pendiente de la zona
proporcional (según la curva de la Figura Nº 124), esto se traduce en que la fuerza de
recuperación del arreglo de resortes debe ser más alta y pueda contrarrestar la fuerza de
maquinado rápidamente, generando un desplazamiento de aceleración-desaceleración
más lentos. Luego de hacer la prueba con varios tipos de resortes, se puede concluir que
la constante 𝒌𝑹 del arreglo de resortes equivale al valor numérico de 50 [𝑔/𝑚𝑚]. Todos los
resortes fueron también medidos en los laboratorios de la Universidad Privada Boliviana.
El resto de los componentes específicos son muy parecidos a los de la primera etapa de
implementación. Surgieron algunos cambios menores (como por ejemplo el cambio de la
geometría de algunas piezas o el uso de más pernos y tuercas para reforzar la máquina)
que no vale la pena que sean tratados o desarrollados.
20.7.2.3 Mesa de trabajo
Los finales de carrera implementados en la primera etapa resultaron ser poco robustos
para la aplicación. Por esta razón se implementan otros finales de carrera, en las mismas
posiciones y con las mismas funciones anteriores, pero mucho más robustos y duraderos.
Además, debido a que una gran parte de las fallas relacionadas a la no detección de la
señal de estos finales de carrera, se debía a fallas netamente mecánicas, se decidió usar
finales de carrera redundantes. A continuación se presentan las figuras respectivas.
Figura Nº 171: Finales de carrera para la máquina de medición, par redundante – Segunda etapa

º
447
UPB © 2013
Figura Nº 172: Fotografía 011 – Finales de carrera redundantes i1 – Segunda etapa
Figura Nº 173: Fotografía 012 - Finales de carrera redundantes i2 - Segunda etapa
Los demás detalles, son iguales que en la primera etapa de implementación.
20.7.2.4 Cabezal
Se pueden citar dos diferencias importantes: control semiautomático del deslizador
vertical, y toma corrientes empotrado para el motor de conformado, la siguiente figura
muestra ambas mejoras (Figura Nº 174).
Figura Nº 174: Izquierda: Fotografía 013-014 – Toma corrientes empotrado para el motor de
conformado. Derecha: Fotografía 015 – Motor del deslizador vertical

º
448
UPB © 2013
En la Figura Nº 174, en la parte izquierda, se muestran dos fotografías de la toma corrientes
empotrado a la cara lateral de la máquina. En la parte derecha, de la misma figura, se
puede observar el motor y el mecanismo correa – polea que permite el accionamiento
semiautomático del deslizador; el control se realiza con un conmutador semejante al que
acciona las ventanas de un automóvil (en realidad, es uno de esos).
20.7.2.5 Equipo de medición
En la segunda etapa de implementación también se plantea la misma secuencia de
pasos que en la primera etapa, solamente que en los dos primeros pasos (A. Software
para procesamiento de datos y B. Software para recepción y almacenamiento de datos)
no se realiza ninguna modificación, por eso no serán desarrollados; los resultados de la
segunda etapa de implementación se presentan a continuación:
C. Software para envío de datos y software operativo
En la primera etapa de implementación de la máquina, no se pudo realizar los ensayos
necesarios, pues las fallas tanto electrónicas y mecánicas imposibilitaron las mediciones
de prueba. Ahora, el segunda etapa de implementación, todas las fallas (o al menos la
gran mayoría) fueron depuradas, permitiendo realizar con la máquina de medición los
respectivos ensayos; la depuración de fallas se expondrá en el siguiente paso.
El objetivo de este paso, es determinar las características técnicas del software para envío
de datos, que a su vez es el software operativo. Conceptualmente, ambos programas no
pueden separarse, pues para que la máquina pueda simular el proceso de maquinado,
ésta debe ser gobernada por un controlador, interactuar con el operador y a la vez debe
medir y enviar los datos, tareas que se ejecutan paralelamente; entonces, ambos
programas se encuentran integrados en uno solo, y físicamente se los separa en dos
microcontroladores (maestro y esclavo) y funcionalmente se los separa en dos: envío de
datos y gobierno de la máquina (operación).
Por otro lado, el código de programación para ambos microcontroladores es semejante,
en el microcontrolador maestro (placa ARDUINO LEONARDO) el código de programación
es el mismo que el usado en la plataforma PROCESSING, y se identifica con el mismo
nombre, en cambio en el microcontrolador esclavo (PIC16F84A) el código de
programación se lo genera con dos posibles lenguajes: lenguaje de alto nivel C (más su
respectivo compilador: PIC C Compiler) y el lenguaje de bajo nivel ASSEMBLER (más su

º
449
UPB © 2013
respectivo compilador: MPLAB IDE), por razones de facilidad y funcionalidad se usa el
lenguaje de alto nivel C. El código de programación para cada microcontrolador se
expone en el subtítulo SOFTWARE más adelante, con los nombres MASTER y SLAVE
respectivamente.
Una vez cargados los programas en sus respectivos microcontroladores, se procede a
realizar las respectivas mediciones. Solamente que en vez de medir el desplazamiento 𝒆,
en este caso se evalúa la resolución de envío de datos, para poder determinar las
características dinámicas de la máquina: desplazamiento, velocidad y aceleración. Cabe
resaltar, que el software en ambos microcontroladores realiza todas la funciones y tareas
como si estuviera realmente realizando una medición real, por ejemplo, la función que
calcula el desplazamiento 𝒆, permanece habilitada durante las pruebas; de esta manera,
la dinámica de la máquina es medida según cómo actuará durante una medición real.
Antes de presentar cualquiera de los resultados de la simulación de la medición, es
necesario recordar que la regulación de la velocidad se realiza como se explicó en otros
capítulos anteriores, usando el método del TRIAC. Para este caso se regula el retraso del
disparo de este equipo variando su valor cada 1 000 [𝜇𝑠] desde la detección del cruce
por cero, con pulsos de 2 [𝜇𝑠] de ancho, desde un retraso nulo hasta un retraso de 9 000
[𝜇𝑠], obteniendo diez velocidades diferentes. Se realizan cuatro mediciones por cada
velocidad, y los valores son almacenados y procesados en el archivo MEDICIONES.xlsx, en
la pestaña DVA, que se encuentra en el CD-ROM adjunto al PFG. La primera parte de los
resultados son expuestos en el siguiente párrafo, pero el resto es expuesto más adelante,
pues el mismo ensayo puede servir para determinar varias características técnicas (como
el desplazamiento, la velocidad y la aceleración) de la máquina de medición.
La placa ARDUINO LEONARDO, en la etapa de medición, está atenta a los dos encoders
instalados en la máquina de medición. La primera y fundamental tarea es captar la señal
de doble canal del encoder direccional para poder calcular el valor proporcional al
desplazamiento 𝒆; aunque el pórtico no se mueva y no exista desplazamiento 𝒆, la placa
ARDUINO LEONARDO calcula constantemente dicho valor (obviamente solo en la etapa
de medición). Por otro lado, la placa debe enviar dicho valor calculado a la PC cada vez
que la señal del encoder sincronizador manifieste un evento. Como la carrera de la mesa
de trabajo posee 360 [𝑚𝑚], y la cinta de los encoders posee 6 señales por milímetro, el
encoder sincronizador debería captar 2 160 eventos en toda la carrera, y la placa
ARDUINO LEONARDO debería mandar 2 160 valores a la PC por cada carrera.

º
450
UPB © 2013
Pero como la resolución de muestreo es mucho menor a la resolución de envío de datos,
el software de recepción de datos solamente capta una parte de los valores enviados a
la PC. La Figura Nº 175 ilustra claramente lo explicado anteriormente.
Figura Nº 175: Envío y recepción de datos, esquema empírico de la dinámica de la medición
Los encoders generan una secuencia de valores lógicos según el código Gray, como los
encoders implementados en la máquina de medición poseen solamente dos canales de
salida, la secuencia generada se conoce como código Gray de dos bits y obedece a la
secuencia 00, 01, 11 y 10, como se muestra en la Figura Nº 175 en la parte inferior. El
encoder sincronizador, como utiliza solamente uno de sus dos canales, genera una señal
periódica como se muestra también en la Figura Nº 175 al pie de la CURVA REAL; esta
señal representa los eventos generados por el encoder sincronizador.
La placa ARDUINO LEONARDO, calcula constantemente el valor de la CURVA REAL de
desplazamiento usando al encoder direccional y envía dicho valor cada que se genera
un evento. Por otro lado, la computadora realiza el muestreo de dichos datos con una
resolución de aproximadamente 50 [𝐻𝑧] (18 [𝑚𝑠]), como se puede ver en la Figura Nº 175
en la CURVA MEDIDA; de los 2 160 valores teóricos de recepción solamente se pueden
recibir entre el 19 % y el 27 %, según las mediciones realizadas. Esto permite conocer y
concluir que la frecuencia de muestreo (dependiente de la PC y el software de recepción
de datos usado) es la única limitante para la resolución la máquina de medición; calcular
o determinar un valor para la frecuencia de muestreo no vale la pena por ahora.

º
451
UPB © 2013
D. Sistema electrónico de control y de potencia
No existen grandes diferencias en el sistema electrónico general entre la primera y la
segunda etapa de implementación, pero si se aplicaron ciertas medidas y criterios que
permitieron alcanzar una máquina de medición con un sistema electrónico más robusto y
estable. A continuación, en los siguientes párrafos, se expone de manera cronológica
todo el desarrollo de la segunda etapa de implementación.
La primera tarea consiste en replantear la configuración de los pines de ambos
microcontroladores, implementando un sistema de comunicación más eficiente, pero
sobre todo, más robusto. Se desecha la comunicación RX – TX, y se definen nuevos pines
de comunicación directa entre la placa ARDUINO LEONARDO y el microcontrolador
PIC16F84A, como se muestra en la siguiente figura (Figura Nº 176).
Figura Nº 176: Disposición final de pines en los microcontroladores maestro y esclavo
En la Figura Nº 176, respecto a la placa ARDUINO LEONARDO, puede notarse que
aparentemente se realiza un gran cambio en la configuración de pines, pero en realidad
solamente de los reordena en una configuración más práctica y fácil de implementar;
además, se cambian los pines VAR-VEL y ENABLE por los pines RX-MASTER y TX-MASTER
respectivamente. EL nuevo pin VAR-VEL está configurado como una salida digital que
según su valor lógico, comunica al microcontrolador PIC16F84A si la velocidad de avance
o retroceso deberá ser una velocidad constante o deberá ser una de las cuatro
velocidades seleccionables; por otro lado, el microcontrolador PIC16F84A es habilitado
para generar una señal de disparo al TRIAC, solamente cuando en pin ENABLE se lo
permite. El pin ENABLE está configurado como una salida digital.

º
452
UPB © 2013
Respecto a la configuración de pines del microcontrolador esclavo, es necesario hacer
notar que el número de pines usados continúa siendo el mismo, solamente que también
son reordenados. Los pines A y B definidos en la primera etapa de implementación, son
cambiados de nombre por LED-A y LED-B respectivamente, como sus análogos en el
microcontrolador maestro.
Como una segunda tarea, luego de replantear las configuraciones de pines en los
microcontroladores, se implementa un módulo de amplificación de señal para cada
salida de la placa ARDUINO LEONARDO, y un módulo de adaptación de señal para cada
entrada a la misma placa. Todas las salidas son amplificadas por transistores individuales
cuya fuente poder es separada de la fuente de poder de los microcontroladores; luego,
estas señales amplificadas son repartidas a sus objetivos usando amplificadores
operacionales en modo de seguidores de voltaje, de esta manera las señales que poseen
más de un objetivo pueden ser distribuidas sin comprometer la información de la señal ni
su potencia de envío. Por otro lado, las señales de entrada a la placa, se filtran con una
red RC mejorada y se les añade una doble negación, usando compuertas Schmitt Trigger,
para añadir un poco de inercia eléctrica y así mitigar aún más los rebotes de señal.
La tercera tarea, consiste en implementar optoacopladores donde sea que dos o más
fuentes de poder puedan mezclarse para evitarlo en lo posible, especialmente cuando se
deba accionar el circuito de un relevador. En otras palabras, se aísla a los
microcontroladores galvánicamente de todos los demás circuitos componentes.
La cuarta y última tarea, que es fundamental, consiste en proveer a la máquina de
fuentes de poder independientes: la primera fuente de poder consiste en un arreglo en
paralelo de tres cargadores de celular LG cada uno de 5.5 [𝑉] y 800 [𝑚𝐴], creando
teóricamente una fuente de 5.5 [𝑉] y 2.4 [𝐴] que es usada específicamente para el
accionamiento de todos los relevadores implementados en la máquina. La segunda
fuente poder es el arreglo de dos fuentes de impresora Canon, cada una de 7.6 [𝑉], pero
alimentando un regulador de voltaje de 5 [𝑉] que puede entregar hasta 1.5 [𝐴] pero que
sólo se lo alimenta con 800 [𝑚𝐴]; esta fuente de poder alimenta a los equipos de
amplificación de señal como los amplificadores operacionales y los optotransistores de los
optoacopladores, además alimenta la mayoría de las señales lumínicas y el parlante. La
tercera fuente de poder es una fuente de impresora HP, con capacidad de entregar 5 [𝑉]
y 600 [𝑚𝐴], esta fuente es implementada solamente para alimentar al microcontrolador
PIC16F84A y a la placa ARDUINO LEONARDO. Todas las fuentes poseen tierra común.

º
453
UPB © 2013
Con todos los cambios mencionados en los anteriores párrafos, todos los problemas que
se presentaron en la primera etapa de la implementación son eficazmente resueltos.
El nuevo plano electrónico del circuito general, puede ser hallado en el CD-ROM adjunto
al PFG con el nombre de CIRCUITO GENERAL V2.dsn (Versión editable ISIS). Además, el
mismo plano se encuentra impreso y adjunto al final del presente PFG.
E. Sistema mecánico y simulación del proceso de grabado
Es necesario determinar y conocer el comportamiento de las características dinámicas de
la máquina antes de realizar cualquier tipo de medición seria, para que de esta manera
se puedan inferir e interpretar correctamente los resultados de las mediciones reales.
A partir de las mediciones experimentales realizadas anteriormente, el experimento de
diez velocidades diferentes del subtítulo referente al software de envío de datos y
operativo, se puede determinar el comportamiento de tres características dinámicas
fundamentales en cualquier proceso de traslación, estás son el desplazamiento, la
velocidad de avance y la aceleración del carro. La acción de éstas tres, junto con el
cabezal de conformado y algunos componentes específicos adicionales, ya permiten
realizar la simulación de un proceso de corte, maquinado o en este caso, de grabado. A
continuación, se presenta una lista desarrollada de estas tres características:
Desplazamiento:
Teniendo una noción del comportamiento de la dinámica de la medición, gracias a los
anteriores párrafos y a la Figura Nº 175, es posible comprender las técnicas y métodos
usados para determinar las características técnicas de la medición relacionadas al
desplazamiento. La plataforma de información es el archivo MEDICIONES.xlsx.
Se mencionó anteriormente que el número de eventos teórico (número de veces que la
placa envía un valor calculado) es equivalente al número 2 160; entonces, si se
implementa en el programa del microcontrolador maestro una porción de código que
cuente cronológicamente los eventos de envío, se puede conocer con certeza cuántos
eventos la placa ARDUINO LEONARDO está tomando en cuenta realmente. La porción de
código usada para la medición de los eventos reales está expuesta en el subtítulo
SOFTWARE más adelante, y resaltado en el programa MASTER; los resultados de ésta
medición se exponen a continuación en la Figura Nº 177.

º
454
UPB © 2013
Figura Nº 177: Número de eventos reales y su error en milímetros, para diez velocidades sin carga
diferentes
Nótese, en la Figura Nº 177, que el número de eventos reales que la placa ARDUINO
LEONARDO toma en cuenta, varía proporcionalmente con la variación de la velocidad;
para una mayor velocidad de avance sin carga el número de eventos es mayor, y esto se
debe simplemente porque a mayor velocidad el carro de la mesa de trabajo avanza una
mayor distancia. En la misma figura, se puede notar que el error en milímetros de dicha
distancia, tomando en cuenta 6 eventos por milímetro, pertenece al rango aproximado
de [−12; 7] [𝑚𝑚] con base en los 2 160 eventos teóricos.
Se puede concluir entonces, que el número de muestras y el respectivo desplazamiento,
variarán según la velocidad de avance que se seleccione; la variación máxima equivale
a 70 eventos (11.667 [𝑚𝑚]) más y 37 eventos (6.167 [𝑚𝑚]) menos que el valor teórico de
eventos 2 160 (360 [𝑚𝑚]). Estas variaciones afectan mínimamente en los resultados de las
mediciones pues en el peor de los casos, que se da cuando disminuye el número de
mediciones programadas, el error solamente representa el 1.71 % del valor teórico. Por
otro lado, que el número de mediciones aumente no altera en nada en la medición.
Velocidad:
El mismo experimento anterior, permite determinar cómo se comporta la velocidad del
sistema. Para esto, hay que tener en cuenta la simple ecuación de la velocidad.

º
455
UPB © 2013
𝒗 = 𝒅/𝒕 Ecuación Nº 130
Cada vez que se toma una muestra, de aquella señal que cuenta cronológicamente los
eventos generados por el encoder sincronizador, indirectamente se está midiendo una
distancia, pues se conoce que para que ocurra un evento, el carro debe recorrer la sexta
parte de un milímetro. Entonces, los valores medidos en el anterior experimento, el del
desplazamiento, son directamente proporcionales a la distancia recorrida; la ecuación es.
𝒅𝒊 [𝒎𝒎] = 𝒎𝒊 [𝒎𝒎
𝑬𝒗𝒆𝒏𝒕𝒐] ∗ 𝟔[𝑬𝒗𝒆𝒏𝒕𝒐] Ecuación Nº 131
Donde el subíndice 𝒊 representa el número de muestra y la variable 𝒎𝒊 representa el valor
de la muestra, que según el anterior experimento pertenece al rango [0 – 2 160]
teóricamente. El número de muestras, según la simulación de la medición, también
depende de la velocidad de avance seleccionada; a continuación se presenta un
gráfico (Figura Nº 178) que cuenta el número de muestras mínimo para cada una de los
diez grupos de cuatro mediciones de las velocidades del experimento.
Figura Nº 178: Gráfica del número de muestras mínimo para cada una de las diez velocidades sin
carga diferentes
La Figura Nº 178, establece que el número de muestras es inversamente proporcional a la
velocidad del carro de la máquina de medición; o sea, mientras mayor sea la velocidad
de avance sin carga, menor es el número de muestras que el software de recepción de
datos puede coger. Esto se debe a que la frecuencia de generación de eventos es más
rápida cuando el carro de la máquina de medición avanza más rápido, y como la
frecuencia de muestreo es casi constante (aproximadamente 55.5 [𝐻𝑧]), existe una mayor
cantidad de eventos generados entre cada tarea de muestreo que no logran rescatarse.
Estos resultados ya fueron parcialmente expuestos anteriormente cuando se habló que de
los 2 160 valores teóricos de recepción solamente se pueden recibir entre el 19 % y el 27 %
equivalentes a 419 y 584 eventos mínimamente rescatados respectivamente. Nótese que
el número de eventos reales es inversamente proporcional al número de muestras.

º
456
UPB © 2013
En la Ecuación Nº 131, el término 𝒕 corresponde al tiempo en que se logra recorrer cierta
distancia. Este tiempo puede estimarse usando la frecuencia de muestreo, pues si esta
aproxima a 55.5 [𝐻𝑧], quiere decir que aproximadamente cada 18 [𝑚𝑠] se realiza una
medición (Nótese que esto ya se definió anteriormente). Se puede calcular el tiempo
transcurrido entre dos mediciones con la siguiente fórmula empírica.
𝒕𝒊 [𝒔] = 𝒊[𝟏] ∗ 𝟏𝟖 · 𝒆−𝟑[𝒔] Ecuación Nº 132
Entonces, combinando la Ecuación Nº 131 y la Ecuación Nº 132, se puede calcular modificar la
Ecuación Nº 133 de la siguiente forma.
𝒗𝒊 =𝒅𝒊
𝒕𝒊
⋯ 𝒗𝒊 [𝒎𝒎
𝒎𝒊𝒏] =
𝒎𝒊 [𝒎𝒎
𝑬𝒗𝒆𝒏𝒕𝒐] ∗ 𝟔[𝑬𝒗𝒆𝒏𝒕𝒐]
𝒊[𝟏] ∗ 𝟏𝟖 · 𝒆−𝟑[𝒔]∗ (
𝟔𝟎 [𝒔]
𝟏 [𝒎𝒊𝒏] ) Ecuación Nº 133
La ecuación anterior, puede ser calculada fácilmente usando el mismo archivo EXCEL
donde se almacenan las mediciones respectivas. La Figura Nº 179 a continuación,
presenta los resultados de la determinación de la velocidad de avance sin carga.
Figura Nº 179: Medición del comportamiento de las velocidades de avance sin carga
En la Figura Nº 179, cada una de las curvas de velocidad pertenece al resultado del
promedio truncado de cuatro mediciones con una misma velocidad, o sea, un mismo
retraso en el disparo del TRIAC. De acuerdo con la misma figura, puede comprobarse que
la velocidad sin carga no es constante y que el carro es acelerado constantemente hasta
antes de empezar a detenerse cuando la etapa de medición termina. También puede
determinarse que la regulación de velocidad puede hacerse desde 2 000 a 3 000
[𝑚𝑚/𝑚𝑖𝑛] aproximadamente en el mejor de los casos.

º
457
UPB © 2013
Aceleración:
Al determinar la velocidad, se pudo constatar que ésta no era constante, por lo tanto, la
aceleración – desaceleración tampoco lo es y debe se debe determinar su
comportamiento, pues esta característica es la que mejor relacionada está con el torque
que el equipo de traslación puede ofrecer.
Se procede de la misma manera que se determinó el comportamiento de la velocidad de
avance sin carga, usando una ecuación que expresa la naturaleza de la magnitud.
𝒂 =(𝒗𝟐 − 𝒗𝟏)
𝒕 Ecuación Nº 134
Pero antes de poder adaptar la Ecuación Nº 134 a los valores de la medición, que son los
mismos que en los anteriores casos, es necesario adaptarlos para poder estimar
correctamente la aceleración. Esta necesidad se genera a partir de los valores calculados
para la velocidad de avance sin carga en el anterior caso, pues estos valores poseen una
disposición netamente discreta típica de un resultado experimental de muestreo, y no
poseen un carácter continuo como un sistema ideal.
Cuando se aplican directamente estos datos a la Ecuación Nº 134, los resultados son difíciles
de interpretar pues la curva generada, que es más una dispersión de puntos, que asemeja
más a una señal de ruido aleatorio, inclusive con valores menores que cero. Además, las
líneas de tendencia que se aplican a los valores de aceleración calculados directamente,
cruzan el eje de las abscisas, infiriendo aceleraciones negativas (desaceleraciones)
creando una incongruencia con la Figura Nº 179 ya definida, que nunca muestra que las
velocidades son específicamente desaceleradas.
El método de adaptar los valores para usar la Ecuación Nº 134, consiste simplemente en
generar datos semejantes a los de la Figura Nº 179, pero con carácter continuo; o sea, se
aplica una línea de tendencia para cada curva de velocidad de dicha figura, luego se
determina la ecuación de la curva de tendencia que mejor se ajuste a la curva de
velocidad, y a partir de ésta se estima con suficiente certeza a la aceleración del sistema.
La ecuación que se usa para determinar la aceleración es la siguiente.
𝒂𝒊 [𝒎𝒎
𝒔𝟐] =
(𝒗𝒊+𝟏 − 𝒗𝒊) [𝒎𝒎
𝒎𝒊𝒏] ∗ [
𝟏 𝒎𝒊𝒏
𝟔𝟎 𝒔]
𝒊[𝟏] ∗ 𝟏𝟖 · 𝒆−𝟑[𝒔] Ecuación Nº 135

º
458
UPB © 2013
A continuación se presenta las ecuaciones de tendencia para cada curva de velocidad
de la Figura Nº 180, posteriormente se presenta la gráfica de estas.
𝑉0000: 𝟑𝟏𝟓. 𝟗𝟎 𝒍𝒏(𝒙) + 𝟏𝟏𝟎𝟕. 𝟖𝟎 ⋯𝑹𝟐 = 𝟎. 𝟗𝟗𝟑𝟔 ⋯ 𝒊𝝐[𝟏; 𝟒𝟏𝟗] Ecuación Nº 136
𝑉1000: 𝟑𝟑𝟒. 𝟔𝟔 𝒍𝒏(𝒙) + 𝟗𝟕𝟒. 𝟕𝟎 ⋯𝑹𝟐 = 𝟎. 𝟗𝟗𝟏𝟏 ⋯ 𝒊𝝐[𝟏; 𝟒𝟐𝟑] Ecuación Nº 137
𝑉2000: 𝟑𝟏𝟕. 𝟗𝟑 𝒍𝒏(𝒙) + 𝟏𝟎𝟐𝟐. 𝟕𝟎 ⋯𝑹𝟐 = 𝟎. 𝟗𝟗𝟑𝟐 ⋯ 𝒊𝝐[𝟏; 𝟒𝟐𝟔] Ecuación Nº 138
𝑉3000: 𝟑𝟐𝟗. 𝟓𝟔 𝒍𝒏(𝒙) + 𝟖𝟕𝟐. 𝟐𝟏 ⋯𝑹𝟐 = 𝟎. 𝟗𝟗𝟏𝟐 ⋯ 𝒊𝝐[𝟏; 𝟒𝟑𝟕] Ecuación Nº 139
𝑉4000: 𝟐𝟗𝟏. 𝟏𝟏 𝒍𝒏(𝒙) + 𝟗𝟒𝟑. 𝟐𝟓 ⋯𝑹𝟐 = 𝟎. 𝟗𝟗𝟑𝟐 ⋯ 𝒊𝝐[𝟏; 𝟒𝟓𝟓] Ecuación Nº 140
𝑉5000: 𝟐𝟕𝟕. 𝟕𝟓 𝒍𝒏(𝒙) + 𝟖𝟗𝟓. 𝟒𝟓 ⋯𝑹𝟐 = 𝟎. 𝟗𝟕𝟕𝟔 ⋯ 𝒊𝝐[𝟏; 𝟒𝟔𝟖] Ecuación Nº 141
𝑉6000: 𝟐𝟔𝟕. 𝟓𝟔 𝒍𝒏(𝒙) + 𝟖𝟐𝟐. 𝟒𝟏 ⋯𝑹𝟐 = 𝟎. 𝟗𝟖𝟒𝟓 ⋯ 𝒊𝝐[𝟏; 𝟒𝟖𝟗] Ecuación Nº 142
𝑉7000: 𝟐𝟖𝟏. 𝟔𝟏 𝒍𝒏(𝒙) + 𝟓𝟕𝟒. 𝟓𝟏 ⋯𝑹𝟐 = 𝟎. 𝟗𝟗𝟒𝟎 ⋯ 𝒊𝝐[𝟏; 𝟓𝟏𝟗] Ecuación Nº 143
𝑉8000: 𝟐𝟓𝟖. 𝟑𝟐 𝒍𝒏(𝒙) + 𝟓𝟔𝟎. 𝟐𝟑 ⋯𝑹𝟐 = 𝟎. 𝟗𝟖𝟒𝟏 ⋯ 𝒊𝝐[𝟏; 𝟓𝟓𝟑] Ecuación Nº 144
𝑉9000: 𝟐𝟑𝟓. 𝟒𝟎 𝒍𝒏(𝒙) + 𝟓𝟒𝟕. 𝟎𝟓 ⋯𝑹𝟐 = 𝟎. 𝟗𝟖𝟏𝟕 ⋯ 𝒊𝝐[𝟏; 𝟓𝟖𝟒] Ecuación Nº 145
Figura Nº 180: Línea de tendencia logarítmica basadas en el comportamiento de las velocidades de
avance sin carga medidas
Puede notarse una gran diferencia entre la Figura Nº 179 y la Figura Nº 180, sobretodo
porque la segunda posee un carácter continuo; a partir de los valores de la Figura Nº 180
se calcula, estima, la aceleración del sistema, la Figura Nº 181 muestra los resultados.
Figura Nº 181: Tiempo de aceleración efectiva para diez diferentes velocidades

º
459
UPB © 2013
Figura Nº 182: Curva de aceleración efectiva para diez velocidades diferentes en solamente treinta
muestras
Las curvas de velocidad de la Figura Nº 180 permiten calcular con mucha exactitud la
aceleración del mecanismo de tracción de la máquina. Según la Figura Nº 181, la
aceleración efectiva se realiza en el peor de los casos en un poco menos que la mitad de
un segundo; o sea, el carro termina de acelerarse efectivamente en menos de la mitad
de un segundo para cualquiera de las velocidades de evaluación. Se puede inferir que el
tiempo de aceleración efectivo es menor cuando la velocidad seleccionada es menor;
en la Figura Nº 182 se calcula sus valores de la siguiente forma: número de muestras hasta
que la aceleración deja de ser efectiva, en producto con el tiempo mínimo de muestreo.
Por otro lado, la Figura Nº 182, presenta las diez curvas respectivas a cada uno de los diez
retrasos diferentes en el disparo del TRIAC. Se puede notar que las curvas son muy
semejantes, pudiendo inferir que prácticamente la aceleración es la misma para
cualquier velocidad de trabajo sin carga. En la Figura Nº 182 se graficaron solamente las
treinta primeras muestras, pues el resto posee valores muy cercanos a cero. La
aceleración del carro de la máquina, impulsado por el equipo traslación, pertenece al
rango 215 – 151 [𝑚𝑚/𝑠2] según la Ecuación Nº 135.
Para concluir el desarrollo de esta etapa, se puede afirmar que la variación en el
desplazamiento real de la máquina no interfiere en la medición a no ser por las cuatro
velocidades más lentas, aun así, el error es minúsculo. Respecto a la velocidad y su tasa
de cambio, se puede afirmar que aunque aparentemente el carro no deja de acelerarse,
éste lo hará cuando no se trate de velocidad sin carga. La aceleración es casi
instantánea al inicio, y esto siguiere un alto torque que difícilmente será contrarrestado.

º
460
UPB © 2013
20.7.3 Tercera etapa de implementación
Los mayores cambios en la máquina de medición tuvieron lugar en las dos primeras
etapas de implementación. En realidad, las mejoras en la tercera etapa de
implementación se suscitan solamente en dos órganos de la máquina. En esta etapa de
implementación final, también vale la pena clasificar los cambios y mejoras por órganos.
Los órganos son el Pórtico y el Cabezal de la máquina de medición y a continuación se
presentan los cambios con sus respectivos justificativos:
20.7.3.1 Pórtico
Cuando se intenta realizar la simulación del proceso de corte con la máquina de
medición, implementada hasta la segunda etapa, sucede que las características de
dicho proceso no son las más adecuadas. Las holguras mecánicas del cabezal y del
pórtico no logran sujetar firmemente la herramienta del motor de conformado,
permitiendo que la profundidad de corte predefinida no sea en ninguna manera
constante; la herramienta no puede ser encajada en el material como se desea, pues en
el peor de los casos, la herramienta rebota y cabecea contra el material dañándolo.
La fuerza de maquinado es directamente proporcional a la energía necesaria para
remover una cierta cantidad de volumen en la pieza de trabajo. Implícitamente, la
concepción del diseño y los esquemas generados, permiten al lector deducir que la
herramienta trabajará sobre el material variando la profundidad de corte de manera
vertical; un claro ejemplo de esta afirmación se puede ver en la Figura Nº 120 donde se
muestra un motor de conformado y su respectiva herramienta trabajando sobre un
material variando la profundidad verticalmente. Además, la altura de pórtico y algunos
otros detalles menores se definieron suponiendo que la variación de profundidad de corte
sería hecha verticalmente.
En la primera etapa de implementación, se pudo verificar que la estructura de pórtico
afirmada en las rieles de deslizamiento para el desplazamiento 𝒆, permiten una holgura
entre la herramienta del motor de conformado y la pieza de trabajo, también se pudo
verificar que dicha holgura es proporcional al desplazamiento 𝒆. Esta holgura intolerable,
que introduce muchísima incertidumbre en la medición, se presenta específicamente
cuando el corte y la variación de su profundidad son verticales. La Figura Nº 183 que se
presenta más adelante, ilustra el caso.

º
461
UPB © 2013
Figura Nº 183: Holgura proporcional al desplazamiento 𝒆 en el mecanismo de deslizamiento de la
estructura de pórtico
Entonces, la solución a este problema consiste en minimizar al máximo las holguras en la
estructura del pórtico y su mecanismo de deslizamiento. Cambiar los rieles del pórtico por
otro mecanismo de deslizamiento más robusto puede suponer una solución complicada,
pues implica el rediseño estructural de la máquina; por otro lado, se puede pensar en
solamente cambiar la disposición de corte (corte horizontal por corte vertical) pero los
resultados de mejora pueden ser nulos o mínimos.
La solución adoptada, por ser más eficiente que las demás, consiste en adaptar un carril
de soporte al motor de conformado para aumentar su rigidez y así poder mantener las
estructuras de pórtico y deslizamiento, tal y como quedaron implementadas en la
segunda etapa. Pero antes de detallar y mostrar al carril de soporte implementado, debe
tratarse la implementación de la tercera etapa en el órgano del cabezal.
20.7.3.2 Cabezal
En este órgano, el motor de conformado no posee la potencia necesaria para poder
realizar las mediciones respectivas, pues cuando se intenta simular el proceso de corte o
grabado, a las velocidades de avance predefinidas, el motor DREMEL 300 pierde
velocidad angular considerablemente, e inclusive llega a detenerse. Podría considerarse
disminuir aún más las velocidad de avance, minimizar las profundidades de corte, o
cambiar los materiales de prueba por materiales menos resistentes, pero no puede
olvidarse que el objetivo de las mediciones es determinar la magnitud y comportamiento
del vector �� en las condiciones extremas de corte o grabado.

º
462
UPB © 2013
Se determina sustituir el motor DREMEL 300 por otro motor de conformado de la misma
naturaleza, pero con mayor potencia. Luego de una búsqueda exhaustiva, tomando en
cuenta precios, calidad y demás características relacionadas, se decide implementar el
motor MAKITA 3709, que es normalmente usado como tupí o rebordeadora en trabajos
con madera. La fotografía de dicho motor de conformado se muestra a continuación.
Figura Nº 184: Motor universal MAKITA 3709, motor de conformado para la máquina de medición
El motor también puede ser clasificado como un motor eléctrico universal de alta
eficiencia, se conecta a 220 [𝑉] en una red normal de 50 – 60 [𝐻𝑧] y consume una
potencia nominal de 530 [𝑊] generando una única velocidad angular de 30 000 [𝑟𝑝𝑚]
Posee un sistema de sujeción de herramientas usando mandriles de presión que admiten
herramientas entre 6 y 6.35 [𝑚𝑚] de diámetro. Por otro lado, la herramienta de corte
también debe ser cambiada, la Figura Nº 185 la muestra a continuación.
Figura Nº 185: Herramienta de grabado de perfil plano de dos filos para el motor MAKITA 3709
Las especificaciones de la nueva herramienta de perfil plano son las siguientes: diámetro
del mango: 6.3 [𝑚𝑚], diámetro de corte: 7.9 [𝑚𝑚], altura de filo: 25.4 [𝑚𝑚], altura de la
herramienta: 58.7 [𝑚𝑚], número de filos: 2, máxima velocidad angular: 30 000 [𝑟𝑝𝑚].
Nótese, que las características son muy similares a las de la antigua herramienta de corte
para el motor DREMEL 300; en realidad, si el motor de conformado MAKITA 3709 hubiera
podido sujetar a la antigua herramienta, ésta no hubiera sido sustituida.

º
463
UPB © 2013
El nuevo motor de conformado puede seguir siendo fijado a la estructura de los
deslizadores vertical y horizontal, pero el problema referente a las holguras del pórtico
requieren que se tomen ciertas medidas de cambio (basadas en la implementación del
carril de soporte definido anteriormente) que se resumen en las siguientes modificaciones:
El carril de soporte elimina necesidad de poseer los deslizadores horizontal y
vertical pues restringe el movimiento del motor de conformado en todas las
direcciones posibles excepto la dirección del movimiento de la mesa de trabajo.
En realidad, podría diseñarse un carril soporte que permita el movimiento del
cabezal de conformado en las direcciones de los deslizadores del pórtico, pero
esto representaría una solución compleja y con la posibilidad de presentar
también ciertas holguras y otros problemas inherentes a ella misma.
La eliminación de los deslizadores implica la eliminación de todos sus
componentes. El control semiautomático del deslizador vertical es ahora inútil.
Es necesario diseñar algún tipo de sujeción entre el motor de conformado, que es
motor MAKITA 3709 y el pórtico. Pero para evitar la construcción o diseño de algún
mecanismo de sujeción se adopta la solución de adaptar el sujetador plástico que
el mismo fabricante provee; éste, permite la regulación del movimiento en la
dirección vertical, o sea, permite la regulación de la profundidad de corte. En la
Figura Nº 184 presentada anteriormente, se puede identificar dicho sujetador.
La Figura Nº 186 que se presenta a continuación se presenta la estructura del soporte
carril, nótese que restringe todos los movimientos del cabezal excepto en la dirección de
corte.
Figura Nº 186: Fotografía 015-016 – Soporte carril implementado en el cabezal y el pórtico

º
464
UPB © 2013
20.7.4 Software
20.7.4.1 PROCESSING – RECEPTOR.pde
PrintWriter e; import processing.serial.*; Serial port;
String d = ""; float D = 0; boolean RECEPTOR = false;
void setup ()
{
e = createWriter("PRUEBA.txt");
port = new Serial(this,"COM28",9600);
port.bufferUntil('\n');
}
void draw()
{
e.print(d);
}
void serialEvent (Serial port)
{
d = port.readStringUntil('\n');
D = float(d);
}
void keyPressed()
{e.flush(); e.close(); exit();}
20.7.4.2 PROCESSING – VECTOR_F.pde
PrintWriter e;
import processing.serial.*;
Serial port;
String d = "";
float D = 0;
boolean RECEPTOR = false;
PFont font;
void setup ()
{
e = createWriter("PRUEBA.txt");
size(1200, 220);
port = new Serial(this,"COM32",9600);
port.bufferUntil('\n');
font = loadFont("ShowcardGothic-Reg-200.vlw");
textFont(font, 200);
}
void draw()
{
background(0,0,0);
fill(10, 100, 200);
text(d, 100, 180);
if (RECEPTOR == true)
{ //La condicional “Si D es igual a cero”
if (D > 0.0) //se active solamente para el caso de
{ //las mediciones de desplazamiento,
e.print(d); //velocidad y aceleración, y no así en
} //el caso del proceso de corte. La
} //expresión “e.print(d)” se mantiene.

º
465
UPB © 2013
if (D == 2001.0)
{
RECEPTOR = true;
}
if (D == 3002.0)
{
RECEPTOR = false;
e.close();
exit();
}
}
void serialEvent (Serial port)
{
d = port.readStringUntil('\n');
D = float(d);
}
void keyPressed()
{
e.flush(); // Writes the remaining data to the file
e.close(); // Finishes the file
exit(); // Stops the program
}
20.7.4.3 ARDUINO LEONARDO – MASTER.pde
//CONFIGURACIÓN DE PUERTOS
const int LED_A = A0;
const int LED_B = A1;
const int VAR_VEL = A2;
const int ENABLE = A3;
const int Avance = A4;
const int Retroceso = A5;
const int S_E1a = 0;
const int S_E2a = 1;
const int S_E2b = 2;
const int i1 = 3;
const int i2 = 4;
const int P1 = 5;
const int OK = 6;
const int E_Stop = 7;
const int PIC_RESET = 8;
const int ENC = 9;
const int DREMEL = 10;
const int ZCD = 11;
const int BUZZER = 12;
const int LED_ON = 13;
//1.- INICIALIZAR VARIABLES, FUNCIONES Y PUERTOS
//CONSTANTES:
const int TONO_1 = 5000;
const int TONO_2 = 4000;
const int TONO_3 = 3000;
const int TONO_4 = 2000;
const int TONO_5 = 1000;

º
466
UPB © 2013
//VARIABLES:
int s = 0; //VELOCIDAD DE TRABAJO
boolean A = 0; //VALOR DE LED_A
boolean B = 0; //VALOR DE LED_B
int d = 0; //[32767 max] d = e()
int v = 0; //SINCRONIZADOR
boolean x = 1; //CALCULA_e(X,y,z)
boolean y = 1; //CALCULA_e(x,Y,z)
boolean z = 1; //CALCULA_e(x,y,Z)
boolean E = 0; //E_STOP(E).
boolean C = true;
void setup ()
{
pinMode (LED_A , OUTPUT);
pinMode (LED_B , OUTPUT);
pinMode (VAR_VEL , OUTPUT);
pinMode (ENABLE , OUTPUT);
pinMode (Avance , OUTPUT);
pinMode (Retroceso , OUTPUT);
pinMode (S_E1a , INPUT);
pinMode (S_E2a , INPUT);
pinMode (S_E2b , INPUT);
pinMode (i1 , INPUT);
pinMode (i2 , INPUT);
pinMode (P1 , INPUT);
pinMode (OK , INPUT);
pinMode (E_Stop , INPUT);
pinMode (PIC_RESET , OUTPUT);
pinMode (ENC , OUTPUT);
pinMode (DREMEL , OUTPUT);
pinMode (ZCD , OUTPUT);
pinMode (BUZZER , OUTPUT);
pinMode (LED_ON , OUTPUT);
Serial.begin(9600);
}
// FUNCIÓN PARADA DE EMERGENCIA
boolean E_STOP ()
{ if(digitalRead(E_Stop) == 1)
{ delay (500);
if(digitalRead(E_Stop) == 1);
{ digitalWrite(DREMEL , LOW);//APAGA EL DREMEL
digitalWrite(Avance , LOW);//DESHABILITA EL AVANCE
digitalWrite(Retroceso , LOW);//DESHABILITA EL RETROCESO
digitalWrite(ENABLE , LOW);//DESHABILITA EL DISPARO DEL TRIAC
digitalWrite(VAR_VEL , LOW);//
digitalWrite(PIC_RESET , LOW);//APAGA EL PIC16F84A
digitalWrite(ZCD , HIGH);//APAGA EL CICUITO ZCD
digitalWrite(ENC , LOW);//APAGA LOS ENCODERS
delay(1000);
// AVISA QUE TERMINÓ DE APAGAR TODO
tone (BUZZER, TONO_4, 100); delay( 200);
tone (BUZZER, TONO_4, 100);

º
467
UPB © 2013
//ESPERA UN OK PARA VOLVER
do{}while(digitalRead(OK) == 1);
tone (BUZZER, TONO_1, 50); delay(200);
tone (BUZZER, TONO_1, 50); delay(500);
return 1;}//1: VUELVE A EMPEZAR TODO
return 0;}//0: VUELVE A DONDE ESTABA
else{return 0;}}
//FUNCIÓN QUE CALCULA EL DESPLAZAMIENTO e
int CALCULA_e (int e)
{ if(z == 1)
{ if(digitalRead(S_E2b) != x)
{e = e - 1; x =! x; z =! z; return e;}
if(digitalRead(S_E2a) != y)
{e = e + 1; y =! y; z =! z; return e;}
return e;}
else
{ if(digitalRead(S_E2b) != x)
{e = e + 1; x =! x; z =! z; return e;}
if(digitalRead(S_E2a) != y)
{e = e - 1; y =! y; z =! z; return e;}
return e;}}
//CUERPO DEL PROGRAMA
void loop ()
{ bucle_E:
digitalWrite(LED_A , HIGH);
digitalWrite(LED_B , HIGH);
digitalWrite(Avance , LOW);
digitalWrite(Retroceso , LOW);
digitalWrite(VAR_VEL , LOW);
digitalWrite(ENABLE , LOW);
digitalWrite(DREMEL , LOW);
digitalWrite(ZCD , LOW);
digitalWrite(BUZZER , LOW);
digitalWrite(ENC , LOW);
digitalWrite(LED_ON , HIGH);
tone(BUZZER, TONO_5, 100); delay( 500);
tone(BUZZER, TONO_4, 50); delay( 200);
tone(BUZZER, TONO_4, 50); delay( 200);
tone(BUZZER, TONO_3, 50);
//2.- SELECCIÓN DE VELOCIDAD DE TRABAJO
nueva_medicion:
digitalWrite(PIC_RESET , LOW);//APAGA EL PIC16F84A
bucle_1:
s = 1;
v = 0;
d = 0;
bucle_2:
switch (s)

º
468
UPB © 2013
{ case 1: // PRIMERA VELOCIDAD
digitalWrite(LED_A , LOW); A = 0;
digitalWrite(LED_B , LOW); B = 0;
goto bucle_4;
case 2: //SEGUNDA VELOCIDAD
digitalWrite(LED_A , LOW); A = 0;
digitalWrite(LED_B , HIGH); B = 1;
goto bucle_4;
case 3: //TERCERA VELOCIDAD
digitalWrite(LED_A , HIGH); A = 1;
digitalWrite(LED_B , LOW); B = 0;
goto bucle_4;
case 4: //CUARTA VELOCIDAD
digitalWrite(LED_A , HIGH); A = 1;
digitalWrite(LED_B , HIGH); B = 1;
goto bucle_4;
default:
goto bucle_1;}
bucle_3:
if (digitalRead(P1) == 1)
{ s = s + 1;
delay( 150);
tone (BUZZER, TONO_3, 100);
goto bucle_2;}
bucle_4:
if (digitalRead(OK) == 0)
{ goto bucle_3;}
tone (BUZZER, TONO_4, 50); delay( 200);
tone (BUZZER, TONO_4, 50); delay( 500);
//3.- PROCESO DE INICIALIZACION
digitalWrite(PIC_RESET , HIGH); delay( 100);
if (digitalRead(i1) == 0)
{
digitalWrite(ZCD , HIGH); delay(1000);
digitalWrite(Retroceso , HIGH); delay( 500);
//(VAR_VEL , LOW);
digitalWrite(ENABLE , HIGH);
//RETROCEDE HASTA ENCONTRAR (i1)
while(digitalRead(i1) == 0)
{E = E_STOP(); if(E == 1){goto bucle_E;}; s = 6;}
digitalWrite(Retroceso , LOW);
digitalWrite(ENABLE , LOW);
}
//AVISA QUE ENCONTRÓ (i1)
tone (BUZZER, TONO_1, 150); delay( 200);
if (s == 6)
{ do{}while(digitalRead(OK) == 0);

º
469
UPB © 2013
tone (BUZZER, TONO_4, 50); delay( 200);
tone (BUZZER, TONO_4, 50);}
//4.- PROCESO DE MEDICIÓN Y FRENADO
digitalWrite(DREMEL , HIGH); delay(2000);
digitalWrite(ENC , HIGH); delay( 100);
//(ZCD , HIGH);
digitalWrite(Avance , HIGH); delay( 500);
digitalWrite(VAR_VEL , HIGH);
digitalWrite(ENABLE , HIGH);
//AVANZA HASTA ENCONTRAR (i2)
Serial.println(2001); delay(100);//INICIO
while(digitalRead(i2) == 0)
{ d = CALCULA_e(d);
if (digitalRead(S_E1a) == 1 && C == true)
{ Serial.println(d); //ENVÍA e //Esta expresión
//se desactiva
//cuando se mide las
//características DVA, y
//solamente se activa en
//en el proceso de corte.
//Serial.println(v); //ENVÍA v //En cambio, esta otra
//v = v + 1; //expresión se activa
//cuando se pretende
//medir el Desplazamiento,
//Velocidad y Aceleración.
C = false;
}
if (digitalRead(S_E1a) == 0)
{
C = true;
}
E = E_STOP();
if(E == 1){goto bucle_E;}}
delay(100);
Serial.println(3002);//FINAL
digitalWrite(Avance , LOW);
digitalWrite(ENABLE , LOW);
digitalWrite(VAR_VEL , LOW);
//AVISA QUE ENCONTRÓ (i2)
tone (BUZZER, TONO_5, 50); delay( 100);
tone (BUZZER, TONO_5, 50);
digitalWrite(ZCD , LOW); delay( 50);
digitalWrite(ENC , LOW); delay(2000);
digitalWrite(DREMEL , LOW); delay( 100);
//5.- PROCESO DE RETROCESO
do{}while(digitalRead(OK) == 0);
tone (BUZZER, TONO_1, 60); delay( 200);
tone (BUZZER, TONO_1, 60); delay(1000);

º
470
UPB © 2013
digitalWrite(ZCD , HIGH); delay(1000);
digitalWrite(Retroceso , HIGH); delay( 500);
//(VAR_VEL , LOW);
digitalWrite(ENABLE , HIGH);
//RETROCEDE HASTA ENCONTRAR (i1)
while(digitalRead(i1) == 0)
{E = E_STOP(); if(E == 1){goto bucle_E;}}
digitalWrite(Retroceso , LOW);
digitalWrite(ENABLE , LOW);
digitalWrite(ZCD , LOW);
//AVISA QUE ENCONTRÓ (i1)
tone (BUZZER, TONO_3, 80); delay( 200);
tone (BUZZER, TONO_3, 80); delay( 200);
tone (BUZZER, TONO_5, 100);
do{}while(digitalRead(OK) == 0);
tone (BUZZER, TONO_4, 70); delay( 200);
tone (BUZZER, TONO_4, 70); delay( 200);
tone (BUZZER, TONO_4, 50);
goto nueva_medicion;}
20.7.4.4 PIC16F84 – SLAVE.pde
#INCLUDE <16F84A.H>
#FUSES HS,NOWDT,NOPUT,NOPROTECT
#USE DELAY(CLOCK=4000000)
#BYTE TRISA = 0X85 #BYTE TRISB = 0X86
#BYTE PORTA = 0X05 #BYTE PORTB = 0X06
VOID MAIN()
{ TRISA = 0X13; // [X X X 1][0 0 1 1]
TRISB = 0X03; // [0 0 0 0][0 0 1 1]
BIT_CLEAR (PORTA, 0); //VDD
BIT_CLEAR (PORTA, 1); //VDD
BIT_CLEAR (PORTA, 2); //VDD
BIT_CLEAR (PORTA, 3); //TRIAC = 0; (SIN SEÑAL DE DISPARO)
// PORTA 4 Señal: ZCD
// PORTB 0 LED_A
// PORTB 1 LED_B
// PORTB 2 VAR_VEL
// PORTB 3 ENABLE
BIT_CLEAR (PORTB, 4); //ENABLE LED
BIT_CLEAR (PORTB, 5); //VAR_VEL LED
BIT_CLEAR (PORTB, 6); //LED-B LED
BIT_CLEAR (PORTB, 7); //LED-A LED
WHILE(1)
{ //RETROCESO
WHILE(BIT_TEST(PORTB, 2) == 0 //VAR_VEL = 0;
&& BIT_TEST(PORTB, 3) == 1)//ENABLE = 1;
//&& BIT_TEST(PORTB, 0) == X //A = X;
//&& BIT_TEST(PORTB, 1) == X)//B = X;
{WHILE(BIT_TEST(PORTA, 4) == 1){};

º
471
UPB © 2013
DELAY_US(3000); //VELOCIDAD 0;
BIT_SET(PORTA, 3);
DELAY_US(2);
BIT_CLEAR (PORTA, 3);}
//AVANCE VELOCIDAD 1
WHILE(BIT_TEST(PORTB, 2) == 1 //VAR_VEL = 1;
&& BIT_TEST(PORTB, 3) == 1 //ENABLE = 1;
&& BIT_TEST(PORTB, 0) == 0 //A = 0;
&& BIT_TEST(PORTB, 1) == 0)//B = 0;
{WHILE(BIT_TEST(PORTA, 4) == 1){};
DELAY_US(8000); //VELOCIDAD 1;
BIT_SET(PORTA, 3);
DELAY_US(2);
BIT_CLEAR (PORTA, 3);}
//AVANCE VELOCIDAD 2
WHILE(BIT_TEST(PORTB, 2) == 1 //VAR_VEL = 1;
&& BIT_TEST(PORTB, 3) == 1 //ENABLE = 1;
&& BIT_TEST(PORTB, 0) == 0 //A = 0;
&& BIT_TEST(PORTB, 1) == 1)//B = 1;
{WHILE(BIT_TEST(PORTA, 4) == 1){};
DELAY_US(6000); //VELOCIDAD 2;
BIT_SET(PORTA, 3);
DELAY_US(2);
BIT_CLEAR (PORTA, 3);}
//AVANCE VELOCIDAD 3
WHILE(BIT_TEST(PORTB, 2) == 1 //VAR_VEL = 1;
&& BIT_TEST(PORTB, 3) == 1 //ENABLE = 1;
&& BIT_TEST(PORTB, 0) == 1 //A = 1;
&& BIT_TEST(PORTB, 1) == 0)//B = 0;
{WHILE(BIT_TEST(PORTA, 4) == 1){};
DELAY_US(4000); //VELOCIDAD 3;
BIT_SET(PORTA, 3);
DELAY_US(2);
BIT_CLEAR (PORTA, 3);}
//AVANCE VELOCIDAD 4
WHILE(BIT_TEST(PORTB, 2) == 1 //VAR_VEL = 1;
&& BIT_TEST(PORTB, 3) == 1 //ENABLE = 1;
&& BIT_TEST(PORTB, 0) == 1 //A = 1;
&& BIT_TEST(PORTB, 1) == 1)//B = 1;
{WHILE(BIT_TEST(PORTA, 4) == 1){};
DELAY_US(1000); //VELOCIDAD 4;
BIT_SET(PORTA, 3);
DELAY_US(2);
BIT_CLEAR (PORTA, 3);}
}
}
Es necesario explicar que pudo haberse usado una función específica para el disparo del
TRIAC, pero cuando se implementó ésta en al código anterior, se presentaba un retraso
adicional que no permitía un correcto control del retraso del disparo.

º
472
UPB © 2013
20.8 Variables de medición y de simulación
Para la medición del Vector �� , es necesario especificar todas las variables de medición,
que fueron expuestas en el diseño conceptual del presente anexo. A continuación se
presentan las variables de medición:
Tipo de material:
Teóricamente la máquina de medición debería realizar ensayos sobre maderas, plásticos,
metales y vidrio, porque la máquina a dimensionar trabajará con esos materiales. Pero
cabe resaltar que el verdadero objetivo de la máquina de medición es determinar las
condiciones dinámicas extremas que la máquina router CNC deberá resistir cuando
trabaje; entonces, se depuran las opciones muestrales para disminuir las variables de
medición descartando algunos materiales de trabajo solamente para la medición.
En capítulos anteriores, se determina no realizar mediciones en vidrios pues no representan
ni en el mejor de los casos, una condición extrema de maquinado. Se mencionó también
que se destinaría especial atención al grabado en metales, pues de una manera
semejante a los vidrios, no son específicamente representativos; en realidad, lo que se
desea, es disminuir en lo posible el número total de mediciones, que resulta del producto
de todas las variables de medición. La medición del vector �� en el grabado en metales se
evita, porque no es una medición necesariamente representativa, y además porque la
herramienta de perfil plano (y también la de perfil V) no está diseñada para realizar ese
tipo trabajo; las herramientas que si lo están, son injustificadamente caras como para
poder ser aplicadas en este PFG. Las mediciones se limitan a trabajar sobre maderas y
plásticos, e inclusive, la selección interna de alternativas dentro de estos materiales,
obedece al criterio de realizar las mediciones en maderas y plásticos usados en el
grabado, que impliquen características dinámicas extremas.
Tipo de herramienta:
Sin mucho preámbulo, ya se determinó la herramienta a ser usada. Es la herramienta de
perfil plano que se usa no el motor MAKITA 3709.
Posición del canal de medición:
No es una variable de medición que afecte en la medición, no se toma en cuenta.
º
473
UPB © 2013
Profundidad de corte:
Gracias a las mejoras en la tercera etapa de implementación, puede regularse la
profundidad de corte eficazmente; pero en realidad, la regulación implica buscar
previamente la profundidad de corte máxima. Como ésta depende estrechamente de la
potencia de traslación y de la potencia de corte, se podrá obtener diferentes
profundidades de corte máximas para diferentes tipos de materiales.
Velocidad de rotación del motor de conformado:
Debe existir una relación entre la velocidad de avance del carro de la máquina y la
velocidad angular del motor de conformado, pues si la segunda es muy baja, limita en
gran manera a la velocidad de avance. En cambio, si la velocidad de avance es muy
baja, simplemente la eficiencia del corte es bajísima desaprovechando la velocidad
angular del motor de conformado.
De todas maneras, como ya no se usa el motor DREMEL 300 y según la tercera etapa de
implementación, el motor de conformado MAKITA 530 no posee regulación de velocidad,
se usa indefectiblemente la única velocidad de rotación de dicho motor.
Velocidad de avance:
Las condiciones dinámicas extremas que deben simularse en la máquina de medición,
lógicamente se cumplen para las mayores velocidades de avance, por lo que se
pretende hacer las mediciones con la mayor velocidad de avance posible, aquella que
represente las condiciones más extremas en el proceso de corte o grabado. Entonces, la
velocidad de avance se varía, hasta encontrar su mayor valor, para poder conocer el
comportamiento del vector �� mientras las demás variables de medición son
prácticamente constantes.
Para esto, es necesario que las velocidades seleccionadas, las que son predeterminadas
en la máquina, puedan cubrir representativamente todos los retrasos en el disparo de
TRIAC. Pero al mismo tiempo el número de velocidades de medición debe ser el menor
posible, pues también se pretende disminuir la cantidad de mediciones totales. En las
anteriores secciones se definió que se usarían cuatro velocidades diferentes, cantidad
que ahora es ideal para cumplir las exigencias planteadas anteriormente. La Figura Nº 187
ilustra ésta afirmación y muestra las velocidades seleccionadas.

º
474
UPB © 2013
Figura Nº 187: Cuatro velocidades seleccionadas para efectuar los ensayos de medición
No se selecciona la velocidad V5000 porque no es constante, en la práctica esta
velocidad se acelera y desacelera oscilatoriamente pues el disparo, que no es
perfectamente exacto, se realiza delante o detrás de los picos mayores positivos o
negativos de la onda sinusoidal de alimentación dependiendo del ciclo. Por otro lado
V9000 no se selecciona porque es la menor de las velocidades, posee el torque más
pequeño y puede comprometer la certidumbre de la medición. V0000, V1000 y V2000 son
muy semejantes, prácticamente indistinguibles; entonces, se elige V1000 por poseer la
mayor aceleración (que se traduce en torque), según la Figura Nº 181. También se eligen
V8000, V6000 y V4000 porque están uniformemente distribuidas en la gráfica de
velocidades de la Figura Nº 180. La nomenclatura de estas velocidades seleccionadas,
cambia de la siguiente manera.
Primera Velocidad: V8000 𝑽𝟏 ≈ 𝟐𝟏𝟎𝟎 [𝒎𝒎/𝒎𝒊𝒏]
Segunda Velocidad: V6000 𝑽𝟐 ≈ 𝟐𝟒𝟎𝟎 [𝒎𝒎/𝒎𝒊𝒏]
Tercera Velocidad: V4000 𝑽𝟑 ≈ 𝟐𝟔𝟎𝟎 [𝒎𝒎/𝒎𝒊𝒏]
Cuarta Velocidad: V1000 𝑽𝟒 ≈ 𝟐𝟗𝟎𝟎 [𝒎𝒎/𝒎𝒊𝒏]
Velocidad de Retroceso: V3000 𝑽𝟎 ≈ 𝟐𝟖𝟎𝟎 [𝒎𝒎/𝒎𝒊𝒏]
Validez de la medición:
El operador deberá discernir cuando una medición es inválida. Las causas pueden
generarse por un mal montaje de la pieza de trabajo, alguna falla en la transmisión de
datos, algún error mecánico de la máquina, algún error electrónico en el control de la
máquina, etc. La medición inválida debe repetirse indefectiblemente hasta ser válida.

º
475
UPB © 2013
20.9 Validación de las mediciones
Antes de realizar cualquier tipo de medición con la máquina desarrollada en este anexo,
es necesario verificar si las mediciones son válidas; pues de nada serviría que la máquina
pueda generar valores asociados a las fuerzas de maquinado, sin la certeza de que exista
una relación proporcional, o por lo menos conocida, entre los valores generados por la
máquina de medición y dichas fuerzas.
El procedimiento de validación de las mediciones de la máquina, consiste en aplicar una
fuerza conocida al pórtico móvil de la máquina, con el objetivo de mover éste generando
un desplazamiento 𝑒 dependiente a la fuerza aplicada; por otro lado, el sistema de
resortes instalado como recuperador del avance del pórtico (última implementación),
corresponde a una constante elástica de aproximadamente 50 [𝑔/𝑚𝑚], según las
mediciones respectivas hechas en el laboratorio de la universidad. El valor de dicha
constante también debe ser confirmado en la validación de las mediciones.
Para realizar dicha validación, se adopta un método simple, que consiste en implementar
un mecanismo sencillo como se muestra en la Figura Nº 188, a continuación.
Figura Nº 188: Mecanismo de polea, para la validación de las mediciones
El mecanismo de la figura anterior, que solamente se lo aplica para la validación de las
mediciones y no así para la medición de las fuerzas de maquinado, permite aplicar una
fuerza conocida �� para generar un desplazamiento en el pórtico. La relación entre dicho
desplazamiento y la fuerza aplicada debería obedecer a la Ecuación Nº 128, donde se toma
en cuenta una precarga de 5 [𝑚𝑚]. Se determina usar pesos diferentes de manera
acumulativa (cada 500 [𝑔]), para generar un desplazamiento progresivo. La Figura Nº 189
presentada a continuación ilustra el resultado de la medición de validación.

º
476
UPB © 2013
Figura Nº 189: Resultados de la medición de validación
Los puntos azules de la figura anterior, son el desplazamiento del pórtico según las
mediciones del encoder respectivo, para el aumento de la fuerza �� en el mecanismo de
la Figura Nº 188 cada 500 [𝑔] progresivamente. Cabe resaltar que la Figura Nº 189 muestra
los valores en estado estable del desplazamiento 𝒆 (en [𝑒𝑣𝑒𝑛𝑡𝑜𝑠]); o sea, el aumento de
cada 500 [𝑔] obedece teóricamente a una función escalón (en la práctica puede ser un
poco diferente pues se realiza manualmente), mientras que el desplazamiento 𝒆, que es la
variable dependiente, obedece a una función con cierta oscilación hasta que se detiene
en un valor de estado estable. En la Figura Nº 189 no se muestra la curva de respuesta
para cada aumento de fuerza, sino simplemente se muestra el valor de estado estable
para cada 500 [𝑔] adicionales. El valor 𝒆 teórico se calcula con la Ecuación Nº 7 (línea roja).
Según secciones anteriores, el avance máximo del pórtico es de 70 [𝑚𝑚], distancia que se
encuentra alcanzada con una fuerza de 3.5 [𝐾𝑔], según las mediciones respectivas de la
constante 𝒌𝑹, en el laboratorio de la universidad; para estas mediciones la precarga fue
nula. En teoría, los valores de respuesta del sensor (encoder bidireccional) en el
desplazamiento del pórtico, deberían obedecer a la recta segmentada de color rojo en
la Figura Nº 189, que se calcula con el valor de la constante 𝒌𝑹 y la Ecuación Nº 7.
Nótese que los resultados de la Figura Nº 189 permiten confirmar la proporcionalidad entre
las fuerzas aplicadas (que posteriormente serán fuerzas generadas por el maquinado) y
las mediciones del encoder respectivo, aunque la proporción no sea precisamente
exacta, se puede garantizar la fidelidad de las mediciones en la simulación del corte.

º
477
UPB © 2013
20.10 Medición del Vector ��
20.10.1 Proceso de medición
El diagrama de flujo que se presenta en la Figura Nº 190 a continuación representa el
proceso que debe seguirse para poder usar la máquina de medición y obtener sus
respectivas mediciones.
Figura Nº 190: Diagrama de flujo del proceso de medición
Cabe aclarar que la flecha más gruesa en la anterior figura corresponde al momento
cuando la máquina de medición simula el proceso de corte.
20.10.2 Resultados de la medición
Los resultados de la medición son almacenados y procesados en el mismo archivo EXCEL
identificado como MEDICIONES.xlsx, solamente que en la pestaña VECTOR_F, que se
encuentra en el CD-ROM adjunto al presente PFG. Estos resultados son analizados y
estudiados directamente en el capítulo séptimo.

º
478
UPB © 2013
21. ANEXO-J – ESPECIFICACIÓN DE COMPONENTES
A continuación se presenta la especificación técnica de los componentes relacionados al
equipo de traslación de la máquina router CNC; en algunos casos se adjunta una breve
depuración de alternativas:
21.1 Mecanismo de deslizamiento
21.1.1 Rieles
Serie: EG – Guía lineal de perfil bajo
Riel intercambiable: R
Ancho de riel: 20 [𝑚𝑚]
Tipo de montaje: T – Montaje inferior, roscas M6
Longitud de riel:
o 2 560 [𝑚𝑚] – 43 orificios roscados (𝑃 = 60 [𝑚𝑚]; 𝐸 = 20 [𝑚𝑚])
o 1 900 [𝑚𝑚] – 32 orificios roscados (𝑃 = 60 [𝑚𝑚]; 𝐸 = 20 [𝑚𝑚])
o 0 160 [𝑚𝑚] – 03 orificios roscados (𝑃 = 60 [𝑚𝑚]; 𝐸 = 20 [𝑚𝑚])
Riel estándar: (vacío)
Precisión: C – Precisión media: 0.01 [𝑚𝑚]
Sin tapones: (vacío)
Se usan las rieles por pares, o sea, dos rieles por eslabón.
21.1.2 Deslizadores
Serie: EG – Guía lineal de perfil bajo
Tipo de patín: H – Tipo de patín cuadrado
Ancho de canal: 20 [𝑚𝑚]
Tipo de carga: S – Carga media
Tipo de sujeción: A – Orificios roscados
Patín estándar: (vacío)
Precarga: Z0 – Sin precarga
Precisión: C – Precisión media: 0.01 [𝑚𝑚]
Protección: (vacío) – Sin protección añadida
Se usan los mismos deslizadores para todas las rieles, o sea, seis deslizadores en total.

º
479
UPB © 2013
21.1.3 Precio de los componentes:
La Tabla Nº 50 resume a los identificadores de los componentes y se tabula también el
precio unitario, precio teórico y precio total.
Tabla Nº 50: Precio total teórico del mecanismo de deslizamiento
ID PRECIO UNITARIO
DE MERCADO
PRECIO UNITARIO
TEÓRICO CANTIDAD
PRECIO
TOTAL
EG R 20 R 2560 C 59 [𝑈𝑆𝐷/𝑚] 100 [𝑈𝑆𝐷/𝑚] 2 x 2.56 [𝑚] 512 [𝑈𝑆𝐷]
EG R 20 R 1900 C 59 [𝑈𝑆𝐷/𝑚] 100 [𝑈𝑆𝐷/𝑚] 2 x 1.90 [𝑚] 380 [𝑈𝑆𝐷]
EG R 20 R 0160 C 59 [𝑈𝑆𝐷/𝑚] 100 [𝑈𝑆𝐷/𝑚] 2 x 0.16 [𝑚] 32 [𝑈𝑆𝐷]
EGH 20 SA Z0 C 49 [𝑈𝑆𝐷] 50 [𝑈𝑆𝐷] 6 300 [𝑈𝑆𝐷]
TOTAL: 1 224 [𝑈𝑆𝐷]
21.2 Mecanismo de tracción
21.2.1 Husillos
Norma: DIN 103 Tr – Rosca trapezoidal métrica
Diámetro nominal: 20 [𝑚𝑚]
Avance: 3/2 – Paso de 3 [𝑚𝑚/𝑟𝑒𝑣] y dos envolventes
Longitud del husillo:
o 2 560 [𝑚𝑚] – Más una distancia de montaje de 40 [𝑚𝑚]
o 1 900 [𝑚𝑚] – Más una distancia de montaje de 40 [𝑚𝑚]
o 0 160 [𝑚𝑚] – Más una distancia de montaje de 30 [𝑚𝑚]
Precisión: El peor de los casos 0.03 [𝑚𝑚]
Se usan 2 husillos en el eslabón más largo, y 1 por cada uno de los eslabones restantes.
21.2.2 Elementos tuerca
Norma: DIN 103 iTr – Rosca trapezoidal métrica
Diámetro nominal: 20 [𝑚𝑚]
Avance: 3/2 – Paso de 3 [𝑚𝑚/𝑟𝑒𝑣] y dos envolventes
Precisión: El peor de los casos 0.03 [𝑚𝑚]
No se usan los mismos elementos tuerca para todas las rieles, para los dos eslabones más
largos se usan eslabone idénticos en pares por cada husillo, o sea, cuatro elementos
tuerca; para el eslabón más corto se usa solamente un elemento tuerca.

º
480
UPB © 2013
21.2.3 Precio de los componentes
La Tabla Nº 51 muestra el precio unitario, precio teórico y precio total de los componentes
del mecanismo de tracción.
Tabla Nº 51: Precio total teórico del mecanismo de deslizamiento
ID PRECIO UNITARIO
DE MERCADO
PRECIO UNITARIO
TEÓRICO CANTIDAD
PRECIO
TOTAL
Tr20x3/2 2300 34.95 [𝑈𝑆𝐷/𝑚] 50 [𝑈𝑆𝐷/𝑚] 2 x 2.30 [𝑚] 230 [𝑈𝑆𝐷]
Tr20x3/2 1940 34.95 [𝑈𝑆𝐷/𝑚] 50 [𝑈𝑆𝐷/𝑚] 1 x 1.94 [𝑚] 97 [𝑈𝑆𝐷]
Tr20x3/2 0190 34.95 [𝑈𝑆𝐷/𝑚] 50 [𝑈𝑆𝐷/𝑚] 1 x 0.19 [𝑚] 9.5 [𝑈𝑆𝐷]
iTr20 3/2 17.85 [𝑈𝑆𝐷] 25 [𝑈𝑆𝐷] 7 175 [𝑈𝑆𝐷]
TOTAL: 511.5 [𝑈𝑆𝐷]
21.3 Mecanismo de reducción
En el capítulo octavo se define que la ventaja mecánica del mecanismo de reducción
entre el actuador y el mecanismo de tracción debe poseer la proporción 1:20. En teoría,
hay muchas posibilidades de poder lograr ésta reducción de velocidad, usando múltiples
e innumerables dispositivos mecánicos; pero en la práctica, las posibilidades son bien
reducidas. Existen mecanismos de reducción diseñados y construidos especialmente para
motores Stepper según su categoría NEMA, por razones de simplicidad, y debido a que las
especificaciones de ésta sección son de carácter solamente referencial, se define usar
éstos equipos; a continuación se presentan sus características técnicas:
Categoría: NEMA 34 – Fabricado para las medidas de motor Stepper seleccionado
Tipo de reducción: P – Reducción con engranajes planetarios
Relación de dientes: 1 000/50 – Proporción de reducción resultante igual 1:20
Torque máximo: 300 [𝑁𝑚] – 10 00 [𝑟𝑝𝑚]
Precisión: 0.225 [º]
A continuación, en la Tabla Nº 52, se presentan los precios relacionados al mecanismo de
reducción.
Tabla Nº 52: Precio total teórico del mecanismo de reducción
ID PRECIO UNITARIO
DE MERCADO
PRECIO UNITARIO
TEÓRICO CANTIDAD
PRECIO
TOTAL
NEMA 34 P1:20 225 120 [𝑈𝑆𝐷] 150 [𝑈𝑆𝐷] 3 450 [𝑈𝑆𝐷]
TOTAL: 450 [𝑈𝑆𝐷]

º
481
UPB © 2013
21.4 Actuadores
A continuación se presentan las características específicas del motor seleccionado como
actuador del mecanismo de traslación:
Categoría: NEMA 34
Volumen: 86 x 86 x 150 [𝑚𝑚3]
Modelo específico: 34HS59 – 5004S
Subtipo: Motor Stepper Bipolar de cuatro cables
Diámetro de eje: 14 [𝑚𝑚]
Holgura axial del eje: 0.08 [𝑚𝑚] (0.45 [𝐾𝑔])
Holgura radial del eje: 0.02 [𝑚𝑚] (0.45 [𝐾𝑔])
Ángulo de paso: 1.8 [º] – Pasos por revolución: 200 [𝑝𝑎𝑠𝑜/𝑟𝑒𝑣]
Precisión del ángulo de paso: ± 5 [%] (a paso completo y sin carga)
Frecuencia de paso máxima: 250 [𝐾𝐻𝑧]
Frecuencia natural: 604.3 [𝐻𝑧]
Resistencia de fase: 1 [Ω]
Precisión de la resistencia de fase: ± 10 [%]
Inductancia: 11 [𝑚𝐻] (1 [𝐾𝐻𝑧])
Precisión de la Inductancia: ± 20 [%]
Temperatura máxima de operación: 80 [º𝐶] – Rango -10 a 50 [º𝐶]
Resistencia del aislamiento en las bobinas: 100 [𝑀Ω] a 500 [𝑉𝐷𝐶]
Rigidez dieléctrica: 500 [𝑉𝐴𝐶] por 1 [𝑚𝑖𝑛]
Corriente nominal por fase: 5 [𝐴]
Voltaje de operación: 5 [𝑉]
Secuencia de cables: A (Negro), B (Rojo), C (Verde) y D (Azúl)
Torque nominal de avance: 13 [𝑁𝑚]
Peso: 5 [𝐾𝑔]
La Tabla Nº 53 presenta a los precios relacionados con el actuador seleccionado.
Tabla Nº 53: Precio total teórico del actuador (motor Stepper)
ID PRECIO UNITARIO
DE MERCADO
PRECIO UNITARIO
TEÓRICO CANTIDAD
PRECIO
TOTAL
34HS59 – 5004S 63.5 [𝑈𝑆𝐷] 100 [𝑈𝑆𝐷] 3 300 [𝑈𝑆𝐷]
TOTAL: 300 [𝑈𝑆𝐷]

º
482
UPB © 2013
21.5 Drivers
Los drivers seleccionados son provistos por el mismo distribuidor de los motores Stepper, y
al mismo tiempo son los controladores recomendados por el fabricante de dichos
motores. Las características específicas de los drivers se presentan a continuación:
Aplicación: Motor Stepper digital
Control 1: Step/Dir
Control 2: CW/CCW
Frecuencia de paso máxima: 200 [𝐾𝐻𝑧]]
Voltaje máximo de entrada: 50 [𝑉]
Corriente de salida:
o 0.5 – 5.6 [𝐴], por configuración externa
o 0.1 – 5.6 [𝐴], por configuración interna vía software
Micropasos: 200 – 25 600 [𝑝𝑎𝑠𝑜/𝑟𝑒𝑣]
Ventajas:
o Antiresonancia
o Identificación del motor automática
o Autoconfiguración
o Ruido extra bajo
o Movimiento extra suave
o Elevada eficiencia de disipación de calor
En la Tabla Nº 54 a continuación, se presentan los precios relacionados al producto.
Tabla Nº 54: Precio total teórico de los drivers
ID PRECIO UNITARIO
DE MERCADO
PRECIO UNITARIO
TEÓRICO CANTIDAD
PRECIO
TOTAL
Leadshine DM556 74.95 [𝑈𝑆𝐷] 100 [𝑈𝑆𝐷] 3 300 [𝑈𝑆𝐷]
TOTAL: 300 [𝑈𝑆𝐷]
En el capítulo octavo, en la sección respectiva al diseño de los motores Stepper, se definió
que los motores posean 200 [𝑝𝑎𝑠𝑜/𝑟𝑒𝑣] planteando la condición más desfavorable, pues
se dedujo que el número de pasos por vuelta debería ser el menor posible. Los drivers
seleccionados anteriormente son aplicables solamente a motores de 200 [𝑝𝑎𝑠𝑜/𝑟𝑒𝑣] y no
menos (pero si pueden controlar motores con mayores valores de 𝑛), o sea, si se cambian
los motores Stepper, debe cambiarse obligatoriamente a los drivers.

º
483
UPB © 2013
21.6 Placa controladora
La placa controladora y su respectivo interpretador, aquellos que gobiernan a los drivers y
los comunican con la computadora, ya fueron definidos en el capítulo sexto. A
continuación se presentan sus características específicas y algunas ventajas añadidas (no
se detalla mucho el producto, pues no es parte del objetivo del presente documento):
21.6.1 Placa
Identificador: MK2/4
Frecuencia de paso máxima: 100 [𝐾𝐻𝑧]
Ancho de pulso mínimo: 12 [𝜇𝑠]
Finales de carrera: 4 puertos para los finales de carrera
Terminales a tornillo para los conectores de los drivers de los motores Stepper
Ventajas:
o Control manual para los tres ejes
o Matriz de transformación
o Sincronización del motor de conformado eléctrico
21.6.2 Interpretador
Identificador: CNC USB Controller
Ventajas:
o Posicionador manual (coordenadas absolutas o relativas)
o Pantalla de vista de ruta de corte en tercera dimensión
o Edición y generación de código G
o Importación y exportación de otros varios formatos
Las especificaciones según precio, para la placa y su interpretador, se exponen a
continuación en la Tabla Nº 55.
Tabla Nº 55: Precio total teórico de la placa controladora y su interpretador tipo software
ID PRECIO UNITARIO
DE MERCADO
PRECIO UNITARIO
TEÓRICO CANTIDAD
PRECIO
TOTAL
MK2/4 130 [𝑈𝑆𝐷] 150 [𝑈𝑆𝐷] 1 150 [𝑈𝑆𝐷]
CNC USB Controller 91 [𝑈𝑆𝐷] 100 [𝑈𝑆𝐷] 1 100 [𝑈𝑆𝐷]
TOTAL: 250 [𝑈𝑆𝐷]

º
484
UPB © 2013
21.7 Software complementario
El software CAD – CAM complementario es el VCarve-Pro de la serie Vectric, como se
especificó en capítulos anteriores. No vale la pena resaltar las características específicas
del software complementario, pues solamente se lo usa como en su nombre se indica,
como un complemento; además, la mayoría de sus características ya fueron expuestas en
el Anexo-F en la última sección.
Por otro lado, es necesario exponer y tomar en cuenta el precio de adquisición de la
licencia del software, que equivale a 600 [𝑈𝑆𝐷] según el proveedor. Aunque este precio
aparente ser elevado, es uno de los menores en relación a programas CAD o CAM de
semejantes aplicaciones.

º
485
UPB © 2013
21.8 Plano del sistema de control de la máquina de medición
Tabla Nº 56: Listado de componentes del sistema de control de la máquina de medición
LISTADO DE COMPONENTES
COMPONENTES CANTIDAD
Resistencias y potenciómetros
100 [Ω] x ¼ [𝑊] 4
220 [Ω] x ¼ [𝑊] 12
1 [𝐾Ω] x ¼ [𝑊] 12
2.2 [𝐾Ω] x ¼ [𝑊] 5
10 [𝐾Ω] x ¼ [𝑊] 20
22 [𝐾Ω] x ½ [𝑊] 2
47 [Ω] x 1 [𝑊] 1
470 [Ω] x 1 [𝑊] 2
220 [𝐾Ω] x 1 [𝑊] 2
0 – 10 [𝐾Ω] x ¼ [𝑊] 2
Capacitores
27 [𝑛𝐹] x 6 [𝑉] 2
100 [𝑛𝐹] x 6 [𝑉] 6
300 [𝑛𝐹] x 6 [𝑉] 1
10 [𝜇𝐹] x 10 [𝑉] 1
1 [𝑛𝐹] x 400 [𝑉] 1
100 [𝑛𝐹] x 600 [𝑉] 1
Transistores, diodos y compuertas lógicas y otros
integrados
TIP 31 6
2N2222A 22
1N4148 10
74HC14 2
74LS32 1
74LS08 1
MOC 3021 1
Opto acoplador 4N35 7
LM324 3
Regulador 7805 1
Triac BT137 1
Leds
Verde alto brillo 4
Verde normal 3
Rojo alto brillo 1
Azul alto brillo 2
Naranja normal 1
Relevadores NA/NO x 6 [𝑉] 7
Osciladores 4 [𝑀𝐻𝑧] 1
Interruptores 220 [𝑉] x 5 [𝐴] 1
Pulsadores
Botón NO x 1 [𝐴] 4
Larguero NO x 1 [𝐴] 2
Larguero NA x 1 [𝐴] 2
Sonoros Parlante 6 [𝑉] x 8 [Ω] 1
Fusibles 1 [𝐴] 2
5 [𝐴] 1
Microcontroladores PIC16F84A 1
ARDUINO LEONARDO 1
A continuación, se presenta el plano electrónico del sistema de control de la máquina
prototipo de medición.






























