Embed Size (px)
Citation preview
ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
1
Estimación de la incertidumbre de medida
Objetivos:
1. Conocer los conceptos básicos relacionados con la estimación de las incertidumbres. 2. Definir los tipos de incertidumbre más comunes. 3. Identificar los conceptos de grados efectivos de libertad, nivel de confianza, factor de
cobertura. 4. Conocer la forma en que se expresan los resultados de medición con la asociación de
las incertidumbres estimadas. 5. Comprender la importancia de la estimación de las incertidumbres.
Temario: ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
1. Incertidumbre de medida. a. ¿Qué es la incertidumbre de medida? b. La importancia de la incertidumbre de medida. c. Estadística básica de un conjunto de números. d. Tipos de errores. e. ¿Cómo calcular la incertidumbre de medida (de acuerdo a la GUM)? f. Expresión de resultados.
2. Tipos de incertidumbres de medición.
a. Incertidumbre de calibración del patrón. b. Incertidumbre del modelo de medición. c. Incertidumbre debido a la deriva. d. Incertidumbre por estabilidad del cero. e. Incertidumbre por resolución. f. Incertidumbre por repetibilidad. g. Incertidumbre del método. h. Grados efectivos de libertad. i. Nivel de confianza. j. Factor de cobertura.

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
2
Parte 1. INCERTIDUMBRE DE MEDIDA Introducción.
La más completa referencia internacional sobre incertidumbre de medida es la “Guía para la evaluación y expresión de la incertidumbre de medida1, elaborada por el Bureau Internacional des Poids et Measures (BIPM), la International Electrotechnical Commission (IEC) y la International Organization for Standarization (ISO), editada por esta última y patrocinada por el BIPM, IEC, International Federation of Clinical Chemistry (IFCC), ISO, International Union of Pure and Applied Physics (IUPAP), International Organization of Legal Metrology (OIML). A partir de la publicación de la Guía en 1993, se editaron otros documentos sobre el tema, dirigidos específicamente a las actividades de calibración y verificación2de instrumentos de medición, entre los que se puede mencionar:
Lineamientos para evaluar y expresar la incertidumbre de los resultados de
las mediciones en el NIST, Milwaukee, 1993. Guía para considerar la incertidumbre de medida en la Metrología Legal,
París, 1996. Expresión de la incertidumbre de la medición en calibración, referencia EAL-
R2, Bélgica, por la Cooperación Europea de Laboratorios Acreditados, 1997. Incertidumbre y confiabilidad en las mediciones, NAMAS, Londres, 1997.
Los términos estadísticos que han sido empleados en las referencias mencionadas se definen en la norma ISO 3534-1: Estadística. Vocabulario y Símbolos. Parte I. Términos Generales de Estadística y probabilidades, editada por la ISO en Suiza en 1993. El concepto “Capacidad de medición y calibración” empleado para conocer la incertidumbre mínima de calibración de un laboratorio metrológico acreditado o en proceso de acreditación (Artículo 3°, 1), ha encontrado un amplio uso en los últimos años debido al desarrollo alcanzado por el proceso cada vez más acelerado de la acreditación de los laboratorios de calibración. El
término se utiliza en recientes referencias, de conformidad con la definición dada en la recomendación No. 2 de la European Acredited Laboratories (EALR-2) y asumida por la norma
internacional ISO 170252. En la evaluación de la incertidumbre se utilizan conceptos de Probabilidad, Estadística y Metrología por lo que se considera importante repasar de manera rápida algunos de los
1En México la “Guía para expresión de la incertidumbre en las mediciones es la norma NMX-CH-140-IMNC” 2 Verificación: Confirmación mediante la aportación de evidencia objetiva de que se han cumplido los requisitos especificados.
a. El término “verificado” se utiliza para designar el estado correspondiente. b. La confirmación puede comprender acciones tales como:
La elaboración de cálculos alternativos;
La comparación de una especificación de un diseño nuevo con una especificación de un diseño similar probado;
La realización de ensayos y demostraciones; y
La revisión de los documentos antes de su liberación.

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
3
conceptos fundamentales de las dos primeras materias para el mejor desarrollo y comprensión del tema que nos interesa, el cálculo de la incertidumbre de las mediciones.
a. ¿Qué es la incertidumbre de medida? Cuando se reporta el resultado de una medición de una cantidad física (magnitud) es obligatorio dar un valor cuantitativo de la calidad de dicho resultado. Sin este valor, no es posible realizar una comparación entre éstas y/o el valor de referencia, por lo que se hace necesario implementar y entender un procedimiento para caracterizar la calidad de del resultado de medición. El concepto de incertidumbre es un atributo cuantificable y relativamente nuevo en las mediciones análisis de error o la teoría de errores, había sido practicado en la ciencia de la metrología hasta hace algunos años). Hoy día se sabe que, aún y cuando se hayan calculado todas las componentes que intervienen en el error y se hayan realizado las correcciones apropiadas, la incertidumbre del resultado de medición existe; sin embargo, al mismo tiempo permite saber qué tan bien representa el resultado medido al valor verdadero de la cantidad que se requiere medir. Así como el Sistema Internacional de Unidades (SI) es mundialmente reconocido y utilizado de manera coherente en todas las prácticas científicas y tecnológicas, la aplicación de la evaluación y expresión de la incertidumbre en las mediciones permitirá que ésta (la incertidumbre) - en un gran espectro de resultados de mediciones -, sea comprendida, interpretada y utilizada apropiadamente en la ciencia, la ingeniería, la industria y el comercio. En esta época de la globalización del mercado es de suma importancia que el método de evaluación y expresión de la incertidumbre sea uniforme a nivel mundial, aunque las mediciones se lleven a cabo en diferentes países, para que puedan, además, ser comparadas fácilmente. Incertidumbre (de medida) (NMX-Z-055-IMNC-2009): Parámetro no negativo que caracteriza la dispersión de los valores atribuidos a un mensurando, a partir de la información que se utiliza.
Nota 1: La incertidumbre de media incluye componentes procedentes de efectos sistemáticos, tales como componentes asociados a correcciones y a valores asignados a patrones, así como la incertidumbre debida a la definición. Algunas veces no se corrigen los efectos sistemáticos estimados y en su lugar se tratan como componentes de incertidumbre.
Nota 2: El parámetro puede ser, por ejemplo, una desviación típica, en cuyo caso se denomina incertidumbre típica de medida (o un múltiplo de ella), o una semiamplitud conuna probabilidad de cobertura determinada.
Nota 3: En general, la incertidumbre de medida incluye numerosas componentes. Algunas pueden calcularse mediante una evaluación tipo A de la incertidumbre de medida, a partir de la distribución estadística de los valores que proceden de las series de mediciones y pueden caracterizarse por desviaciones típicas. Las otras componentes, que pueden calcularse mediante una evaluación tipo B de la incertidumbre de medida, pueden caracterizarse también por desviaciones típicas, evaluadas a partir de funciones de densidad de probabilidad basadas en la experiencia u otra información.
Nota 4: En general, para una información dada, se sobrentiende que la incertidumbre de media está asociada a un valor determinado atribuido al mensurando. Por tanto, una modificación de este valor supone una modificación de la incertidumbre asociada.

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
4
El método ideal para evaluar y expresar la incertidumbre debe cumplir las siguientes condiciones:
a. Universal, es decir, que sea aplicable a todo tipo de mediciones y a cualquier clase de datos tomados en las mediciones.
b. Consistente, esto es, que se pueda derivar directamente a partir de las componentes
que la contienen, que sea independiente de cómo se agruparon estas componentes y de la descomposición en subcomponentes.
c. Transferible, lo que significa, que se pueda utilizar directamente el valor de la
incertidumbre estimada para un resultado. Como por ejemplo, la evaluación de una componente en la valoración de la incertidumbre de otra medición, en la cual se utiliza como primer resultado.
Así, el método para la evaluación y expresión de la incertidumbre en las mediciones deberá ser capaz de proporcionar rápidamente un intervalo de valores, en particular con una cierta probabilidad de cobertura o nivel de confianza, que corresponda de manera realista con lo requerido. La palabra incertidumbre por sí sola significa duda, entonces el término “incertidumbre de medida” significa duda de la validez del resultado de la medición. Debido al doble significado de dicha palabra, en este curso cuando se refiera a la palabra incertidumbre se pensará en el concepto de cuantificación (parámetro) de la dispersión de los posibles valores atribuidos al mensurando. El parámetro puede ser, por ejemplo, la desviación estándar o la mitad de un intervalo de valores con un nivel de confianza establecido. La incertidumbre de medida está formada por varias componentes (contribuciones a la incertidumbre de medida, muchas veces llamadas “fuentes de incertidumbre”), de las cuales algunas se pueden evaluar mediante el análisis estadístico de los resultados de las mediciones directamente, mientras que otras se pueden estimar por evaluaciones previas, con cierta probabilidad, por caracterizaciones o por la experiencia en el método de medición. La definición de la incertidumbre de medida, se enfoca al resultado de la medición. Sin embargo, ésta se puede interpretar ya sea como una medida del posible error en el valor estimado del mensurando ofrecido por el resultado de medición o como la estimación que caracteriza el intervalo de valores dentro de los cuales se encuentra el valor verdadero del mensurando. En general, como ya se ha visto, una medición siempre tiene imperfecciones en su proceso las que dan origen a los errores en el resultado de la medición. Dichos errores se clasifican básicamente en dos categorías, tipo o clases:
la aleatoria (tipo A), que tienen que ver con las variaciones impredecibles o estocásticas, espaciales y temporales, que tienen su efecto en las observaciones repetidas; y
el error de tipo sistemático (tipo B), que está relacionado con un error cuantificado previamente y que puede relacionarse en forma directa con el factor de corrección.

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
5
Los términos error e incertidumbre deben distinguirse correctamente y utilizarse de manera apropiada. La figura 1 da un enfoque gráfico de la situación. Es decir, como los errores no son cuantificables en su totalidad poseen un cierto desconocimiento. Por lo que, finalmente, la determinación del valor verdadero posee un desconocimiento que hereda de los errores.
Figura 1: Enfoque gráfico de error e incertidumbre
Con frecuencia, los instrumentos y sistemas de medición son ajustados y calibrados utilizando patrones o materiales de referencia para disminuir al máximo los errores sistemáticos. Sin embargo, la incertidumbre asociada a dichos patrones y materiales se debe tomar en cuenta cuando se estima la incertidumbre de medida del mensurando.
b. Importancia de la incertidumbre de medida Sabemos que la incertidumbre de medida nos dice “algo” acerca de la calidad de la medición, también ya hemos dicho que la incertidumbre de medida es la duda que existe a cerca del resultado de una medición. Debido a que siempre hay un margen de duda en cualquier medición, debemos de saber:
¿Qué tan grande es ese margen?
¿Qué tanta duda tengo en la medición?
Por eso es que son necesarios dos parámetros para cuantificar la incertidumbre, que son:
El ancho del margen o duda; por ejemplo: ± 5 µL
El nivel de confianza con que está declarado, por ejemplo: k=2, para un 95.45% La estimación de la incertidumbre reviste vital importancia en procesos tales como:
Decisión de cumplimiento de algún producto, pieza o medición con las respectivas especificaciones,
Decisión de cumplimiento con especificaciones técnicas de los equipos de medición,
Definición de uso de un determinado instrumento de medición en un proceso de medición definido, etc.

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
6
Figura 2. Uso de la incertidumbre
Podemos decir que la incertidumbre es el desconocimiento que tenemos en los resultados que obtenemos en las mediciones. Por tal motivo es ese valor de incertidumbre lo tenemos que tener presente a la hora de analizar el resultado de las mediciones y sus implicaciones. Veamos el siguiente ejemplo: Ejemplo 1: Sea una pesa de acero inoxidable que es rutinariamente utilizada en el proceso para determinar el balanceo de un rotor de pruebas. Las especificaciones de la masa son las siguientes:
Masa nominal: 200 g
Material: acero inoxidable El criterio de aceptación para que la pesa pueda ser utilizada en la calibración del rotor es:
Ca=± 0.1 g = ±100 mg La pesa se ha calibrado en dos años consecutivos. Del certificado de calibración obtenemos los siguientes datos:
Valor calibrado de la masa de la pesa en el año 2009: 199.91 g; error de medida: -0.09 g = -90 mg
Valor calibrado de la masa de la pesa en el año 2010: 200.06 g; error de medida: 0.06 g = 60 mg
Incertidumbre de calibración: ± 0.03 g= ± 30 mg, en los dos años Si observamos los datos fríamente, al revisar el cumplimiento de la pesa solo analizando los errores obtenidos en las dos calibraciones, podemos decir que la pesa cumple:

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
7
Año 2009; error -0.09 g < criterio de aceptación - 0.1 g Año 2010; error 0.06 g < criterio de aceptación + 0.1 g Sin embargo, al adicionarle la incertidumbre se obtiene que para el año 2009 la pesa no cumple con las especificaciones. Graficando todo esto tenemos:
Figura. 3. Gráfico de errores con sus incertidumbres asociadas, producto de la calibración de una pesa.
De la figura 3 se puede apreciar en líneas color rojo los límites inferiores y superiores de la especificación. Señalados con un rombo color azul con barras errores (incertidumbres) simétricas encontramos a los errores de la pesa en los años 2009 y 2010. Nótese que considerando solo los errores, para ambos años la pesa cumple. Ahora bien al asociarle a cada uno de ellos las incertidumbres de calibración, para la calibración efectuada en el año 2009, hay un margen de duda (enmarcado con el óvalo color rojo) de que la pesa esté fuera de especificación.
c. Estadística básica de un conjunto de números (valores).
Anteriormente se pensaba que la estadística era un conjunto de datos demográficos o económicos de importancia para el gobierno. Quizá ese fue el comienzo de esta herramienta, que con el paso del tiempo se ha ido convirtiendo en un método de análisis de datos utilizado en casi todas las ciencias para poder obtener conclusiones. Hoy en día se conoce a la estadística como el arte de tomar decisiones acerca de un evento en base a un análisis de la información contenida en una muestra tomada de una población del espacio muestral de dicho evento. Los métodos estadísticos desempeñan un papel fundamental en el aseguramiento de la calidad. La estadística es el lenguaje que se emplea en la ingeniería de desarrollo, en la manufactura, en las compras, en la administración de los negocios y en la ciencia. Para la metrología es de suma importancia, ya que en ésta se fundamenta el cálculo de la incertidumbre en las mediciones.

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
8
Se cuenta con tres tipos de estadística, a saber:
a. Estadística Descriptiva: Es aquella que mediante gráficas o arreglos de datos se pueden relacionar los resultados y los datos numéricos.
Ejemplo 2. Para saber si un producto ha tenido buena aceptación en el mercado, con una gráfica de barras de las ventas de dicho producto por mes o una gráfica lineal es suficiente.
b. Estadística inferencial: Conjunto de técnicas mediante las cuales se toman decisiones
sobre un evento basadas en los resultados de una muestra de la población. Debido a que las decisiones se toman en un ambiente incierto, se hace necesario utilizar la probabilidad.
Ejemplo 3. Una empresa está por ofrecer al público su nuevo producto eléctrico y desea comunicarle el tiempo de vida. Toman una muestra de un lote y la someten al experimento de encendido y apagado hasta que falla. En base a los resultados de la muestra se infiere la vida útil del producto, calculada a través de la probabilidad de tiempo de vida del nuevo producto y se coloca en la etiqueta de éste.
c. Estadística clásica: Es el análisis de datos muestreados con el propósito de hacer inferencias excluyendo todo tipo de juicio y opinión personal.
Ejemplo 4. Mediante este enfoque se puede determinar el nivel incierto de ventas de un nuevo producto basado solamente en los estudios de mercado, los cuales fueron llevados a cabo en un conjunto de lugares seleccionados de acuerdo con el muestreo científico.
c.1 Medidas de tendencia central. Media.
a. Media aritmética muestral: Supóngase que se tiene una muestra de n observaciones
designadas por {x1, x2, x3, ..., xn}, entonces la media aritmética se determina por:
n
x
x
n
i
i 1
b. Media aritmética poblacional: Sea una población de N elementos u observaciones,
entonces la media aritmética poblacional se puede calcular mediante:
N
xN
i
i 1
c. Media para una distribución de probabilidad: Al igual que las observaciones (grupo
de datos), en las distribuciones también se calcula la media y la desviación estándar.
)( iXi xpx , para una variable discreta.

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
9
x
x
X dxxxf )(
, para una variable continua.
c.2 Medidas de dispersión.
a. Varianza muestral: Una de las medidas de dispersión más importante es la varianza. Sea {x1, x2, x3, ....., xn}, una muestra de n observaciones, entonces la varianza de dichos datos u observaciones se puede determinar por:
1
)(1
2
2
n
xx
s
n
i
i
La varianza muestra la variabilidad de los datos. Si no hubiera variabilidad, entonces
02 syxxi .
b. Varianza poblacional: Al igual que hay variabilidad en una muestra, la hay también en
una población, por lo que la varianza poblacional se puede determinar por:
N
xN
i
i
1
2
2
)(
Ejemplo 5. En una empresa se fabrican anillos forjados para los pistones que usan los motores de automóvil. Se requiere saber cuál es la variabilidad del diámetro interior de dichos anillos. Se toma una muestra de 25 piezas de un lote de producción, se miden los diámetros con el instrumento adecuado resultando los siguientes datos:
No. de pieza Diámetro medido
(mm) No. de pieza
Diámetro medido (mm)
1 74,03 14 73,99
2 74,00 15 74,02
3 73,99 16 74,00
4 74,00 17 74,01
5 73,99 18 73,99
6 74,01 19 74,01
7 74,00 20 74,00
8 73,99 21 74,00
9 74,01 22 74,00
10 74,00 23 74,00
11 73,99 24 74,00
12 74,00 25 74,02
13 74,00
Tabla 1: Mediciones del diámetro interior de anillos forjados

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
10
Figura 4: Histograma de los datos del diámetro medido a los anillos
Obteniendo la media aritmética y la varianza se tiene:
002,74x m
00012,02 s mm2
Figura 5. Gráfica de los datos con su valor promedio.
De una gráfica como la que se muestra en la figura 5 se puede ver fácilmente la variabilidad de los datos al compararlos con el valor promedio de los mismos. Debido a que las unidades de la varianza son el cuadrado de la unidad en se reportan los datos de la medición se hace difícil su manejo, por lo que se utiliza la desviación estándar, cuya unidad es la misma que la de los datos.
c. Desviación estándar muestral y poblacional.
0
2
4
6
8
10
12
14
73,99 74 74,01 74,02 74,03
73,97
73,98
73,99
74
74,01
74,02
74,03
74,04
1 3 5 7 9 11 13 15 17 19 21 23 25
No. de piezas
Diá
me
tro
, e
n m
m

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
11
La desviación estándar es la raíz cuadrada de la varianza y se utiliza con el objetivo de facilitar la interpretación de la tendencia central de los datos. La desviación estándar muestral se determina por:
1
)(1
2
n
xx
s
n
i
i
Mientras que la desviación estándar poblacional se tiene:
N
xN
i
i
1
2)(
Dando los resultados en las mismas unidades que los datos procesados. Ejemplo 6. Terminando el ejemplo 5. Al calcular la desviación estándar se tiene:
s = 0,01 mm Ejercicio 1. Tomando los datos del ejemplo 5 de la sección de probabilidad, calcular:
a. la media,
b. la varianza poblacional, 2
c. la desviación estándar poblacional, Resultados:
a) 2
3
b) 4
32
c) 87,0
d. Errores en las mediciones. Tipos de errores
d.1. Aspectos generales. La medición es la base de prácticamente toda actividad científica, técnica y económica, y puede definirse como la asignación de un valor numérico a un determinado aspecto del ente que se quiera cuantificar, de acuerdo con determinadas reglas previamente establecidas. Para referirse al ente se utiliza el término mensurando. La norma NMX-Z-55-IMNC define a la medición (medida) como el proceso que consiste en obtener experimentalmente uno o varios valores que pueden atribuirse razonablemente a una magnitud. En la Metrología las mediciones fundamentales son las que se realizan durante la calibración de los instrumentos de medición.

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
12
Al concebir la medición, también es necesario especificar el métodoy el procedimiento de medida que debe emplearse. El método de medida es la descripción genérica de la secuencia lógica de operaciones utilizadas en una medición. Estas operaciones generales están basadas en un principio físico de medición (entre otros, efecto termoeléctrico y efecto Doppler), la cual tiene que ser respetada durante la realización de las mediciones. Entre los métodos de medición que más se utilizan en la calibración de instrumentos se encuentran: el método de medición de comparación directa, el método de sustitución, el método diferencial y el método de transposición. Por ejemplo, la aplicación del método de sustitución en la calibración de termómetros clínicos es diferente al de la aplicación del mismo método en la calibración de medidas de resistencia. El procedimiento de medida es la descripción detallada de una medición conforme a uno o
más principios de medida y a un método de medida dado, basado en un modelo de medida y que incluye los cálculos necesarios para obtener el resultado de medida. El valor de una magnitud que es compatible con la definición de la magnitud, o sea la cantidad de magnitud que se pretende determinar a través de una medición se denomina, valor verdadero de la magnitud. Como la medición lleva implícita una imperfección asociada a diversos factores, se puede afirmar que el valor verdadero de una magnitud es una cantidad indeterminable. El valor verdadero de una magnitud es, por lo tanto, un concepto ideal que sólo podría ser el resultado de una medición perfecta o ideal. Para fines prácticos, en lugar del valor verdadero se utiliza el valor convencional de una magnitud, que es el valor asignado a una magnitud,
mediante un acuerdo, para un determinado propósito. Por ejemplo, el valor asignado a la magnitud representada por un patrón de referencia. El conjunto de valores de una magnitud atribuidos a un mensurando, acompañados de cualquier otra información relevante disponible es lo que conocemos como resultadode medida. Este conjunto de valores es solamente una aproximación o estimado del valor nominal de un mensurado. Al resultado de la medición siempre va a estar asociada una variabilidad, o sea, un intervalo de valores asignables a la magnitud medida que se debe, entre otras, a las imperfecciones en la definición del mensurado, al procedimiento de medición y a todos los factores influyentes que intervienen en la medición. Por lo tanto, se puede concluir que:
“Un resultado de medición se considera completo sólo si se acompaña de una debida estimación de su variabilidad”.
Cuando se realiza la medición del mensurando, se maneja como resultado el promedio de dichas mediciones. Si se compara este valor con el declarado por el fabricante se tendrá una diferencia, ya sea positiva o negativa. A este valor se le conoce como error(en algunas magnitudes físicas se utiliza el término desviación) y va depender de muchas condiciones bajo las cuales se haya realizado la medición.

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
13
La NMX-Z-055 establece que el error de medida es la diferencia entre un valor medido de una
magnitud y un valor de referencia.
Error = Valor medido – Valor de referencia
Podemos expresar el error como:
AlSis EEE
Error = (Componentes sistematicas + componentes aleatorias) – Valor convencionalmente verdadero
O sea el error está compuesto por dos componentes:
la primera está compuesta por los errores descritos y declarados por ejemplo, en los informes de calibración de los patrones de referencia, los errores del instrumento utilizado en la medición que han sido declarados por el fabricante o en los informes de calibración), a los que se les denomina error sistemático.
La segunda fuente está compuesta por un tipo de error (producido por un número enorme de causas aisladas), al cual se le conoce como erroraleatorio.
El error sistemático de medida es lacomponente del error de medida que, en mediciones repetidas, permanece constante o varía de manera predecible.Este tipo de error se debe a causas que actúan de manera bastante conocida y que pueden corregirse o, de alguna manera, se les puede tener en cuenta con cierta precisión, porque siempre se presentan de la misma forma en todas las mediciones individuales. Los errores sistemáticos no se pueden determinar en su totalidad, ya que también pueden entenderse como la diferencia entre la media de “infinitas” mediciones en condiciones de repetibilidad y el valor verdadero del mensurando. Algunos aspectos a considerar sobre el error sistemático:
Se dice que un error es sistemático si se mantiene constante o cambia en forma regular en mediciones repetidas.
El error sistemático se puede minimizar introduciendo correcciones.
Debido a que las correcciones no son perfectas se mantienen algunos errores residuales, los cuales formaran el sesgo de la medición.
Los error sistemáticos se pueden determinar por comparación con otro método o utilizando un instrumento de mejor exactitud.
Típicamente los errores sistemáticos son estimados por el análisis teórico de medición, basándose en las propiedades del mensurando y los instrumentos de medición.
Componente del error de medición que en mediciones repetidas se mantiene constante o varia de manera predecible
El error sistemático de medición y sus causas pueden ser conocidas o desconocidas y una corrección puede ser aplicada para compensar un error de medición sistemático conocido.
El error sistemático de medición es igual al error de medición menos el error de medición aleatorio.
AAE ~
ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
14
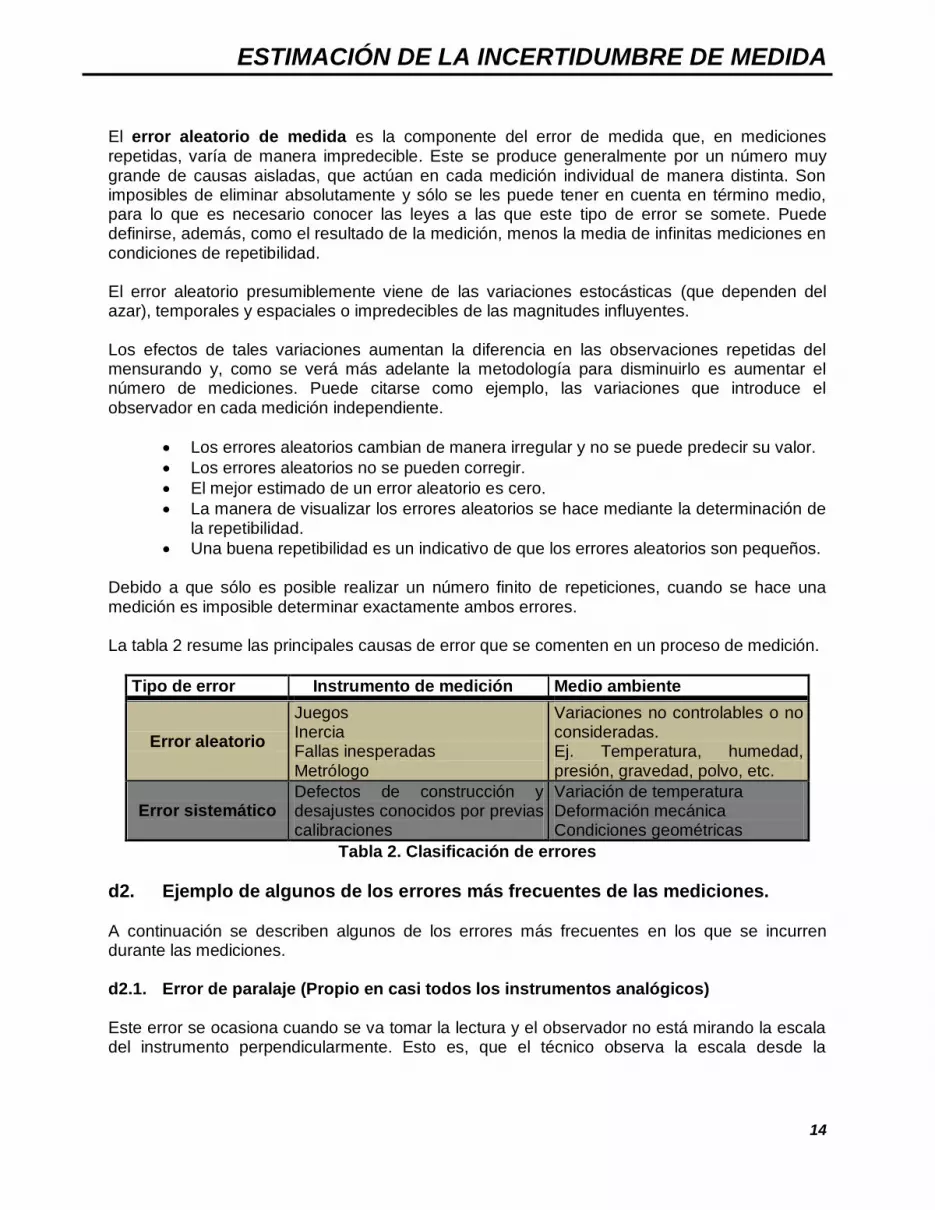
El error aleatorio de medida es la componente del error de medida que, en mediciones repetidas, varía de manera impredecible. Este se produce generalmente por un número muy grande de causas aisladas, que actúan en cada medición individual de manera distinta. Son imposibles de eliminar absolutamente y sólo se les puede tener en cuenta en término medio, para lo que es necesario conocer las leyes a las que este tipo de error se somete. Puede definirse, además, como el resultado de la medición, menos la media de infinitas mediciones en condiciones de repetibilidad. El error aleatorio presumiblemente viene de las variaciones estocásticas (que dependen del azar), temporales y espaciales o impredecibles de las magnitudes influyentes. Los efectos de tales variaciones aumentan la diferencia en las observaciones repetidas del mensurando y, como se verá más adelante la metodología para disminuirlo es aumentar el número de mediciones. Puede citarse como ejemplo, las variaciones que introduce el observador en cada medición independiente.
Los errores aleatorios cambian de manera irregular y no se puede predecir su valor.
Los errores aleatorios no se pueden corregir.
El mejor estimado de un error aleatorio es cero.
La manera de visualizar los errores aleatorios se hace mediante la determinación de la repetibilidad.
Una buena repetibilidad es un indicativo de que los errores aleatorios son pequeños. Debido a que sólo es posible realizar un número finito de repeticiones, cuando se hace una medición es imposible determinar exactamente ambos errores. La tabla 2 resume las principales causas de error que se comenten en un proceso de medición.
Tipo de error Instrumento de medición Medio ambiente
Error aleatorio
Juegos Inercia Fallas inesperadas Metrólogo
Variaciones no controlables o no consideradas. Ej. Temperatura, humedad, presión, gravedad, polvo, etc.
Error sistemático Defectos de construcción y desajustes conocidos por previas calibraciones
Variación de temperatura Deformación mecánica Condiciones geométricas
Tabla 2. Clasificación de errores
d2. Ejemplo de algunos de los errores más frecuentes de las mediciones. A continuación se describen algunos de los errores más frecuentes en los que se incurren durante las mediciones. d2.1. Error de paralaje (Propio en casi todos los instrumentos analógicos) Este error se ocasiona cuando se va tomar la lectura y el observador no está mirando la escala del instrumento perpendicularmente. Esto es, que el técnico observa la escala desde la

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
15
derecha, la izquierda, de arriba o de abajo con un cierto ángulo, a partir de la perpendicular a la escala. Este error puede disminuirse mirando lo más perpendicularmente posible al plano de observación.
Figura 6: Errores de paralaje en diferentes instrumentos: en un micrómetro analógico, en
una medida volumétrica de vidrio, en una escala de un termómetro.
d1.2. Error de posición. Este error se comete cuando la colocación del instrumento de medición a utilizar es incorrecta. Un ejemplo típico es cuando se colocan de forma incorrecta (en una de las esquinas o en los laterales) las pesas en el plato de la balanza. Otro ejemplo verse al utilizar un indicador de cuadrante (fig. 7). En este caso la posición correcta sería que el eje de medición sea paralelo a la perpendicular del plano de la pieza que se quiere medir. Otro ejemplo es el caso de una pipeta graduada, el plano formado por el líquido de referencia debe ser perpendicular al eje, ya que de esta manera se asegura que la escala de la misma y el plano del líquido son paralelos. Cuando se trata de calibrar una balanza es necesario colocar lo
√
X
X
√ X

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
16
más centradamente posible la pesa en el plato, ya que de lo contrario habrá un error en el resultado que otorga el instrumento.
Figura 7. Error de posición al utilizar instrumentos: tipo indicadores de carátula y por
posición del menisco en una medida volumétrica de vidrio.
d1.3. Error por mala elección del instrumento de medición. Este error se presenta cuando el instrumento de medición se elige sin tener en cuenta aspectos tales como:
exactitud requerida (la cual se determina por las tolerancias a manejar);
cantidad de piezas a medir;
alcance o capacidad de medición, etc. Por ejemplo, para medir el diámetro exterior de un producto de hierro fundido, es suficiente un calibrador con Vernier. Sin embargo, si se va a medir un perno (diámetro) patrón, aunque tenga el mismo diámetro nominal, ni siquiera un micrómetro para exteriores tendría la exactitud suficiente para este tipo de aplicación; deberá usarse un equipo de mayor exactitud. En el caso de la magnitud de temperatura, si se requiere medir la temperatura de un ser humano con un termómetro de líquido en vidrio o digital con resolución de 1°C y alcance de medición de 35°Ca 40°Ces suficiente, pero si se desea determinar la variación de temperatura que sufre un bloque patrón de longitud durante su calibración, será necesario utilizar un termómetro de mayor exactitud, tipo termopar y con resolución de 0,01°C. Se ha recomendado que la razón de tolerancia de una pieza de trabajo a la resolución de un instrumento sea de 10 a 1 para un caso ideal y de 5 a 1 en el peor de los casos. De otra forma, la tolerancia se combina con el error de medición y así un elemento bueno puede diagnosticarse como defectuoso y viceversa. Cuando la razón antes mencionada no sea satisfactoria, se requiere repetir las mediciones para asegurar confiabilidad de las mismas.
d1.5. Error por usar instrumentos no calibrados.
Forma correcta de tomar la
lectura: tangente al menisco
X
√

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
17
Instrumentos no calibrados o cuya fecha de calibración esté vencida, así como instrumentos sobre los que se sospecha alguna anormalidad en su funcionamiento, no deben ser utilizados para realizar mediciones, sino hasta que éstos sean calibrados y autorizados para su uso. Para efectuar mediciones de gran exactitud, es necesario corregir las lecturas obtenidas con un instrumento o equipo de medición en función del error instrumental determinado mediante la calibración, como es el caso de los bloques patrón.
d1.6. Errores por el instrumento o equipo de medición. Los casos que provocan errores atribuibles al instrumento pueden deberse a defectos de fabricación (dado que es imposible construir instrumentos perfectos). Estos defectos pueden ser deformaciones, falta de linealidad, imperfecciones mecánicas, falta de paralelismo, etc. Los instrumentos de medición llegan a las manos del usuario con un cierto error; al usarse el instrumento debe corregirse la lectura obtenida durante la medición realizada mediante un factor de corrección que proporciona, muchas veces, el mismo fabricante o con el factor de corrección que podemos encontrar en los informes o certificados de calibración. El factor se logra a través de ensayos y éste debe ser usado por el operario en cada una de sus mediciones. d1.7. Error por condiciones ambientales. Estos errores se generan por las diferencias entre la definición del mensurando y ambiente, así como un producto de las fluctuaciones del mismo. Así, tenemos:
La variación de la humedad relativa, que pudiera producir condensaciones en determinadas regiones espaciales del recorrido óptico de un instrumento, puede provocar aberraciones que deformen la imagen (ejemplo, en proyectores) u otros errores por ejemplo en calibración de pesas finas y de alta exactitud, mediciones de densidad, etc.
La diferencia de temperatura espacial entre el patrón y la pieza a calibrar, que producto de la ley de dilatación genera una diferencia de longitudes, así como las variaciones temporales de temperatura que producen elongaciones o contracciones de la pieza a medir, teniendo en cuenta que ellas implican una desviación de la definición del mensurando.
No controlar el número ni el tamaño de partículas en el aire, lo que podría generar errores no corregibles y orden importante de exactitud (para el caso de calibración de pesas e instrumentos de dimensional).
Todos estos errores se pueden disminuir controlando de manera voluntaria el ambiente, tal como limpiar perfectamente las superficies a medir, filtrar el aire que ingresa al laboratorio, establecer flujo laminar, y controlar la temperatura y la humedad con la exactitud requerida por las normas.
e. ¿Cómo calcular la incertidumbre de medida (de acuerdo a la GUM).

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
18
Los pasos específicos para la determinación de la incertidumbre son varios. En este apartado se verán de forma específica cada uno de ellos. El procedimiento para la estimación de la incertidumbre de medida en forma resumida es:
1. Expresar matemáticamente la relación existente entre el mensurando Y y las magnitudes de entrada Xi de las que depende Y según
𝒀 = 𝒇{𝑿𝟏;𝑿𝟐; 𝑿𝟑; … 𝑿𝒏
La función debe contener todas las magnitudes, incluyendo correcciones y factores de corrección que pueden contribuir significativamente a la incertidumbre del resultado de la medición.
2. Determinar xi valor estimado de la magnitud de entrada Xi, bien a partir del análisis estadístico de una serie de observaciones, bien por otros métodos.
3. Evaluar la incertidumbre típica u(xi) de cada valor estimado xi. Para una estimación de entrada obtenida por análisis estadístico de series de observaciones, la incertidumbre típica. Para una estimación de entrada obtenida por otros medios, la incertidumbre típica u(xi).
4. Evaluar las covarianzas asociadas a todas las estimaciones de entrada que estén correlacionadas.
5. Calcular el resultado de medición, esto es: la estimación y del mensurando Y, a partir de la relación funcional f utilizando para las magnitudes de entrada Xi las estimaciones xi obtenidas en el paso 2.
6. Determinar la incertidumbre típica combinada uc(y) del resultado de medida y, a partir de las incertidumbres típicas y covarianzas asociadas a las estimaciones de entrada.
7. Si es necesario expresar una incertidumbre expandida U, cuyo propósito es proporcionar un intervalo [y - U, y + U] en el que se espera encontrar la mayor parte de la distribución de valores que podrían, razonablemente, ser atribuidos al mensurando Y, se multiplicará la incertidumbre típica combinada uc(y) por un factor de cobertura k, normalmente comprendido entre los valores 2 y 3, para obtener U = kuc(y), para este caso se debe seleccionar k considerando el nivel de confianza requerido para el intervalo
8. Documentar el resultado de medida y, junto con su incertidumbre típica combinada uc(y), o su incertidumbre expandida U, describir cómo han sido obtenidos los valores de y y de uc(y) o U,
La evaluación de la incertidumbre de medida se considera que está comprendida por la incertidumbre tipos A y B. El objetivo principal de la clasificación es básicamente para indicar el método de evaluar los dos tipos de incertidumbre y por simplicidad. Ambas clases de incertidumbre basan su evaluación en distribuciones de probabilidad, sólo que en la incertidumbre de tipo A se tienen directamente los resultados de medición, mientras que en la de tipo B se dispone de distribuciones de probabilidad previamente establecidas, ya sea por otros laboratorios o por el fabricante, y dichos valores están dados como varianzas o desviaciones estándar.
La varianza estimada s22 caracteriza a la componente de la incertidumbre obtenida a través de
una evaluación de tipo A y queda representada por 2
Au de una serie de observaciones
repetidas.
ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
19
La desviación estándar es la raíz cuadrada de la varianza, por lo que u=s y es por esta razón
que se le conoce como desviación estándar de tipo A. La evaluación de la desviación estándar de la incertidumbre de tipo B, también es una varianza
2
Bu o desviación estándar y es el resultado de utilizar información disponible, como por ejemplo,
especificaciones del fabricante, datos provenientes de certificados de calibración, conocimiento del comportamiento y propiedades del instrumento, patrones o materiales de referencia, etcétera.
Se puede decir entonces que, la incertidumbre de tipo A, Au se obtiene a partir de funciones de
distribución de probabilidad, mientras que la incertidumbre de tipo B; Bu se obtiene a partir de
información disponible, por lo que también es conocida como incertidumbre subjetiva. La incertidumbre de medida es el resultado de una combinación de las incertidumbres tipos A y
B y se denota por cu . La incertidumbre total o expandida es un intervalo de valores, que resulta
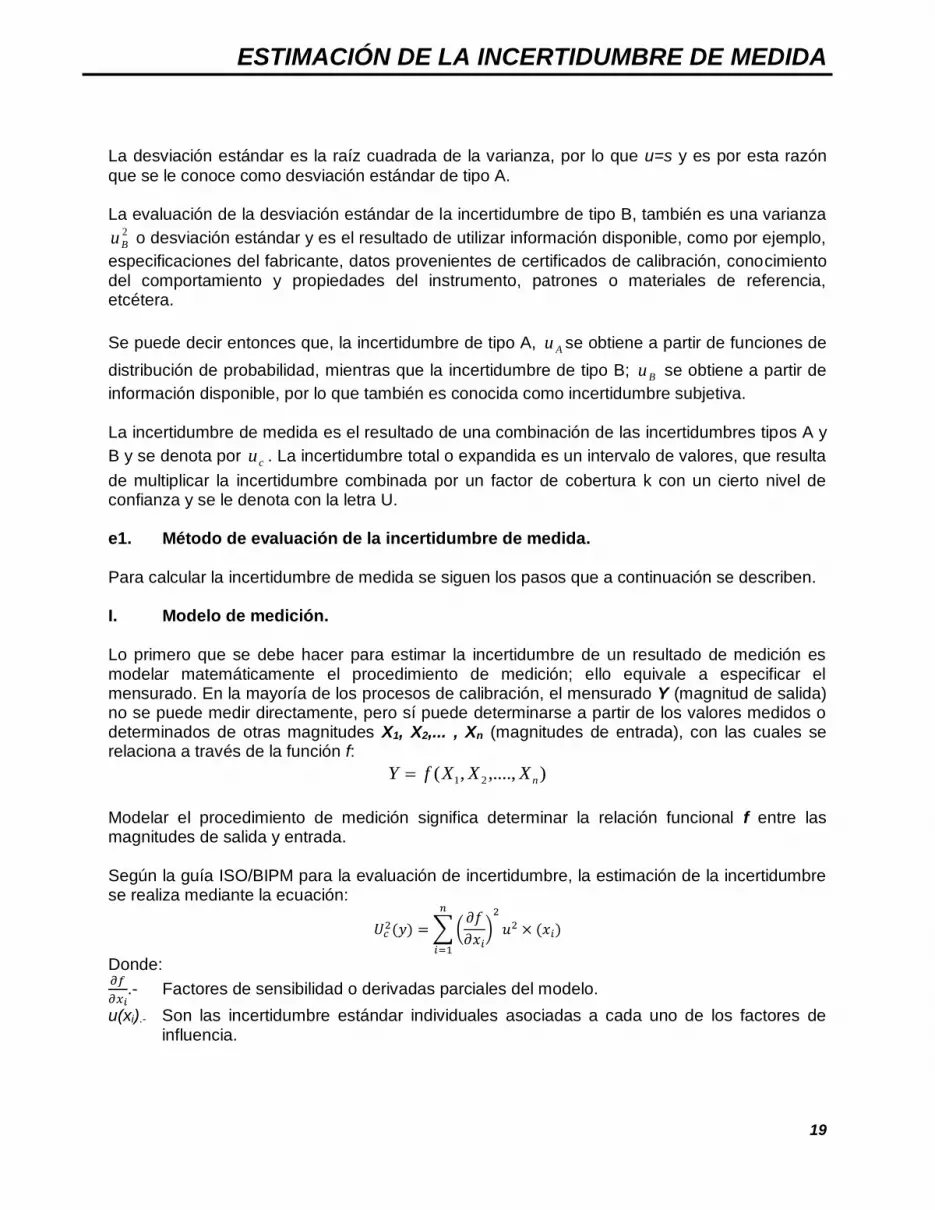
de multiplicar la incertidumbre combinada por un factor de cobertura k con un cierto nivel de confianza y se le denota con la letra U. e1. Método de evaluación de la incertidumbre de medida. Para calcular la incertidumbre de medida se siguen los pasos que a continuación se describen. I. Modelo de medición. Lo primero que se debe hacer para estimar la incertidumbre de un resultado de medición es modelar matemáticamente el procedimiento de medición; ello equivale a especificar el mensurado. En la mayoría de los procesos de calibración, el mensurado Y (magnitud de salida) no se puede medir directamente, pero sí puede determinarse a partir de los valores medidos o determinados de otras magnitudes X1, X2,... , Xn (magnitudes de entrada), con las cuales se relaciona a través de la función f:
),....,,( 21 nXXXfY
Modelar el procedimiento de medición significa determinar la relación funcional f entre las magnitudes de salida y entrada. Según la guía ISO/BIPM para la evaluación de incertidumbre, la estimación de la incertidumbre se realiza mediante la ecuación:
𝑈𝑐2(𝑦) = ∑ (
𝜕𝑓
𝜕𝑥𝑖)
2
𝑢2 × (𝑥𝑖)
𝑛
𝑖=1
Donde: 𝜕𝑓
𝜕𝑥𝑖.- Factores de sensibilidad o derivadas parciales del modelo.
u(xi).- Son las incertidumbre estándar individuales asociadas a cada uno de los factores de influencia.

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
20
Ejemplo 7: La resistencia, reactancia e impedancia de un circuito electrónico. Respectivamente, el modelo matemático es:
I
V
I
V
I
VIVfZXR ,sen,cos),,(,, ,
En este caso, las variables de influencia son:
la diferencia de potencial (V) en las terminales del circuito;
la corriente (I) que pasa por éste, y
la el ángulo () de corriente de fase de la diferencia de potencial y la corriente. En lo referente a calibraciones, obsérvese que una calibración no es más que una medición; generalmente lo que se hace es una comparación del mensurando con un patrón, ya sea por método directo, de sustitución, de transposición u otro cualquiera. De donde el modelo matemático se puede generalizar mediante:
totEYM
Donde: M es el mensurando, Y es la estimación del mensurando, y Etot son todos los errores o variaciones del mensurando M, como función de las diferentes
magnitudes de las cuales dependan. Una vez expresado el mensurando como función matemática de todas las variables de influencia que se quieran considerar, entonces lo que se debe hacer es estudiar o controlar dichas magnitudes físicas. Con el objetivo de determinar su variabilidad o la incertidumbre asociada a cada una de ellas. II. Fuentes de incertidumbre (contribuyentes de incertidumbre) Una vez que se tiene claro cuál es el procedimiento de medición, el principio o ley física por el cual se rige y por supuesto el mensurando, se procede a identificar a las fuentes de incertidumbre también conocidas como variables de influencia que intervienen directa o indirectamente en el proceso de medición. La siguiente es una posible lista breve de las variables de influencia:
La incertidumbre del patrón o material de referencia.
La repetibilidad de las lecturas.
Variación de las condiciones ambientales.
La reproducibilidad de las mediciones.
La definición del mensurando.
Histérisis, deriva, errores del instrumento de medición.
El proceso de medición.
Muestra no representativa a la hora de realizar la medición.
Resolución o umbral de discriminación finito de los instrumentos.

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
21
Valores inexactos de constantes u otros parámetros externos utilizados en el algoritmo de reducción de los datos.
Aproximaciones y consideraciones incorporadas en el método o procedimiento de medición, entre otras.
Es recomendable hacer una lista lo más completa posible y no desechar alguna de las fuentes de incertidumbre sin cuantificarla y ver su contribución comparada con las otras. e1.1. Incertidumbre de Tipo A. Se conoce como incertidumbre de Tipo A, a aquel valor de variabilidad que se obtiene de realizar un conjunto de mediciones repetidas al mensurando en cuestión, o a alguna de las magnitudes influyentes en el mismo. El método de obtención que da lugar a la incertidumbre de tipo A, es asociar ésta a la desviación estándar de una serie de observaciones repetidas. De ahí que, como la misma depende inversamente de “n” (número de mediciones), se interprete mal como la componente
aleatoria. Se puede, entonces, a través del estimador insesgado (desviación estándar) de cuantificar la incertidumbre; recordando que se empleará como resultado la media del conjunto de mediciones realizadas, lo apropiado sería considerar la desviación estándar insesgada de la media. Es por ello, que la desviación estándar de la media de una serie de mediciones, no se entiende como la dispersión de la media, sino como la componente de incertidumbre de tipo A, ya que el error aleatorio no puede ser conocido exactamente. La estimación de una componente de incertidumbre como tipo A, de cierta forma presupone que consideremos que la función de distribución de la variable es normal, ya que, como regla general, se emplea la fórmula de la desviación estándar de la media obtenida de la función de la distribución mencionada; aspecto que no se aleja mucho de la realidad. Es común que si se realiza un histograma con las frecuencias obtenidas de estudiar una variable aleatoria se obtenga que éste es simétrico, que declina con bastante rapidez por sus extremos y que tiene una forma parecida a una campana. Este modelo matemático ha probado ser de gran utilidad, puesto que cumple con los tres requisitos indispensables para distribuciones del estilo mencionado y que son:
Ser una función par, lo que se traduce en que los errores de signos opuestos e igual magnitud sean igualmente probables.
Ser monótona decreciente la rama positiva, es decir, los errores mayores en valor absoluto son menos probables.
Ser finita la esperanza matemática del valor absoluto de un error. Ejercicio 2:Calcular la incertidumbre debido a la variabilidad de una serie de mediciones a un mensurando determinado, cuyos datos se presentan en la siguiente tabla:

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
22
No. de medición
Valor medido
1 8,41
2 8,43 3 8,39
4 8,42
5 8,44
6 8,41 7 8,43
8 8,42
9 8,44
10 8,41
Tabla 3: Tabla de datos medidos
Solución: En este caso se trata de una incertidumbre de tipo A y para determinarla se utiliza la siguiente expresión:
n
i
i
x
A xxnnn
su
1
2)(1
11
Primero se determina la media aritmética de los valores medidos, mediante la ecuación:
42,8
42,810
2,84
10
44,844,842,843,841,884442,839,843,841,81
x
n
x
x
n
i
i
Posteriormentese determina la desviación estándar y tiene como valor:
02,0
02,0017,09
)42,844,8(.....)42,839,8()42,843,8()42,841,8(
1
)(2222
1
2
x
n
i
i
x
s
n
xx
s
Finalmente, la incertidumbre estándar de tipo A tiene un valor de:
006,010
02,0
n
su x
A

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
23
Por lo tanto, la incertidumbre tipo A es 006,0Au y las unidades son las mismas que las de los
datos. Ejercicio 3.
1. Se está realizando una medición y los datos son los siguientes:
Valor nominal
Medición 1
Medición 2
Medición 3
Medición 4
Medición 5
�̅� 𝑺�̅�
𝑼𝑺
0,00 0,00 -0,01 0,00 -0,01 0,01
10,00 9,99 9,98 10,00 10,01 10,00
20,00 19,98 19,99 19,98 19,98 20,00
30,00 30,05 30,04 30,05 30,04 30,04
50,00 50,01 50,00 50,00 50,01 50,00
60,00 59,97 59,98 59,98 59,98 59,99
70,00 70,00 70,00 70,00 70,01 70,00
80,00 80,01 80,01 80,02 80,01 80,02
90,00 90,00 90,01 90,00 90,00 90,01
100,00 100,00 100,00 100,00 100,00 100,01
110,00 109,99 109,98 109,97 109,99 109,99
120,00 119,97 119,98 119,98 119,99 119,99
130,00 130,02 130,01 130,02 130,00 130,01
140,00 140,03 140,02 140,03 140,02 140,02
150,00 150,00 150,00 150,01 150,01 150,01
Tabla 4: Valores de calibración, determinación de la media, la desviación estándar y la incertidumbre por mediciones repetidas
Determinar:
a. La media de los datos obtenidos para cada valor nominal. b. La desviación estándar de los datos para cada valor nominal. c. La incertidumbre estándar tipo A, para cada valor nominal. d. Determinar el error (desviación) para cada valor nominal (el error es igual al valor
promedio (medido), menos el valor nominal). e1.2. Incertidumbre de Tipo B. Esta incertidumbre se cuantifica utilizando fuentes externas u obtenidas debido a la experiencia (magnitudes de la categoría B). Dichas fuentes pueden ser, entre otras:
certificados de calibración;
normas o literatura;
valores de mediciones anteriores;
comportamiento o propiedades de los instrumentos de medición. La necesidad de evaluar la incertidumbre como tipo B nace del hecho de que, para llevar a cabo una investigación estadística de todas las causas posibles de incertidumbre, a través de

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
24
largas series de mediciones se requeriría de tiempo y recursos ilimitados, lo cual no es económico ni práctico. Por lo tanto, se emplea el previo conocimiento de la variable. En este caso se utiliza el cálculo de la desviación estándar de distribuciones de probabilidad y, entre las más utilizadas, se encuentran la distribución normal, la rectangular y la triangular. e1.3. Distribuciones de probabilidad.
i. Normal La distribución normal de probabilidad es una distribución continua simétrica. La importancia de esta distribución en la estadística inferente se debe a las siguientes razones:
Las mediciones que se obtienen en muchos procesos aleatorios tienen este comportamiento.
Frecuentemente se utilizan probabilidades normales para aproximar otras distribuciones de probabilidad, por ejemplo, Poisson, Binomial.
Las distribuciones de estadística como la media muestral y la proporción muestral tienen una distribución normal, cuando la muestra es grande, sin importar la forma de la distribución de la población de origen.
Figura 8: Gráfica de la función de distribución normal
f(t)
t

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
25
ii. Distribución rectangular. En este tipo de distribución, el valor para cada variable aleatoria es el mismo. Con una incertidumbre estándar expresada por:
3)(
axu i
Figura 9: Gráfica de la función de distribución rectangular. La función de distribución rectangular se emplea, generalmente, cuando no se conoce el comportamiento de la variable aleatoria Ejemplo 8. Un manual establece que el valor del coeficiente de expansión térmica del cobre
puro a 20 C, 20°C(Cu) es 16,51x10-6C-1 y declara que el error no debe exceder de 0,10x10-6C-
1. Cuando se requiere utilizar este valor para calcular la incertidumbre estándar se piensa que el
valor del coeficiente de expansión térmica se encuentra dentro del intervalo de 16,41x10 -6C-1 a
16,61x10-6C-1 con igual probabilidad (distribución rectangular) y que es muy poco probable que el valor se encuentre fuera de dicho intervalo. Graficando:
Figura 10: Distribución rectangular para el coeficiente de expansión térmica del cobre La desviación estándar de la función de distribución rectangular se determina mediante la
siguiente ecuación e identificando se tiene que 1061010,0 Ca :
= 16,51 x 10 -6 C -1
f(x)
x -a= 16,41 x 10 -6 C -1 a= 16,61 x 10 -6 C -1
f(x)
x-a a

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
26
106106
20 1006,03
1010,0)(
CC
uB
iii. Distribución triangular.
En esta distribución, el valor de la probabilidad para algunas variables aleatorias es más grande que para otras.
Con una incertidumbre estándar de:
6)(
axu i
Figura 11: Gráfica de la función de distribución triangular La función de distribución triangular se emplea cuando se conoce que es más probable obtener valores al centro que en los extremos. Existen otras funciones de distribución, como la función U o senoidal, la cual se emplea cuando se trata de procesos cíclicos u oscilatorios. Como por ejemplo, la temperatura controlada en el tiempo, la oscilación de un dígito de un instrumento digital, la función de distribución exponencial, la función Gamma, etcétera. Todas las funciones que se han mencionado son funciones para variables continuas. Ejemplo 9: Si para el ejemplo 10 informan que el valor más pequeño que puede tomar el
coeficiente de expansión térmica es 16,40 X 10-6C-1, mientras que el valor más grande es
16,92 X 10-6C-1 para un valor de 16,52 X 10-6C-1 . En este caso se trata de un intervalo de valores que no es simétrico respecto al valor del coeficiente, por lo que la incertidumbre estándar se calcula mediante la expresión:
12
)(
12)(
aabb
xu i
f(x)
x

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
27
= 16,52 X 10-6 C-1
f(x)
xb-=16,40 X 10-6 C-1
b+= 16,92 X 10-6 C-1
Identificando:
106106 1040,01012,0
CbyCb Calculando:
1066-6
1015,012
)1040,0100,12 (
12)(
Cbb
xu iB
Figura 12: Distribución rectangular asimétrica para el coeficiente de expansión térmica Como puede compararse en las figuras 10 y 12, aunque se trata de una función de distribución rectangular, la primera está centrada al valor del coeficiente (simétrica), mientras que en la segunda dicho valor se encuentra hacia la izquierda (asimétrica). Ejemplo 10: En un certificado de calibración de una pesa patrón se indica que el valor nominal es de:
M = 1 000,000 672 g
y que la incertidumbre expandida es de:
U = 241 225 g, con k=3 Se sabe que la incertidumbre expandida se determina por U=k uc Para poder utilizar esta información en el cálculo de incertidumbre del resultado de una medición utilizando dicha pesa patrón, se procede de la siguiente forma: Primeramente se determina la incertidumbre de la masa patrón como:
𝑢 =𝑈
𝑘
Calculando para el ejemplo tenemos que:
𝑢 =𝑈
𝑘=
225 µ𝑔
3= 75µ𝑔

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
28
Este valor de 75 µg es el que se utiliza en la determinación de la incertidumbre de medida cuando se usa esta pesa. e1.4. Incertidumbre combinada. Hasta aquí lo que se tiene es el modelo y las componentes de incertidumbre de cada fenómeno que influye en la medición, pero en realidad lo que se necesita es la incertidumbre del resultado de medición. Es decir, conocer cómo afecta al resultado las pequeñas variaciones de cada una de las magnitudes influyentes. Para ello, se emplea la incertidumbre combinada que, como su nombre lo indica, es una combinación de las incertidumbres tipo A y B. Cuando se reporta el resultado de una medición, el valor del mensurando se expresa de la siguiente manera:
UyY
Donde: y es el mejor estimado del mensurando, U es la incertidumbre total o expandida de medición y se determina mediante:
)(ykuU c
Donde: k es un factor multiplicativo (de cobertura) que toma valores de 1 a 3;
)(yuc es la incertidumbre combinada del mensurando, cuya expresión matemática es la raíz
cuadrada de la varianza combinada (Ley de propagación de errores):
2
1
)()(
N
i
i
i
c xux
fyu
Donde
cada )( ic xu es la incertidumbre estándar para cada Xi evaluada para cada variable, ya sea
del tipo A o B. Las derivadas parciales:
ixi
N
i
cX
XXXf
x
f
i
),...,,( 21
Se les conoce como los coeficientes de sensibilidad y permiten saber cuál es la variación de la magnitud de salida (mensurando), en función de las variaciones de las diferentes magnitudes de entrada. Es aquí donde se ve la importancia de modelar matemáticamente el proceso, ya que de forma contraria, no se podrían conocer las derivadas. El diseñar experimentos de variaciones, con el objetivo de hacer una determinación experimental, tiene la desventaja de que al tratar de determinar un coeficiente de sensibilidad, por mucho que se intente, no se puede tener a las otras variables de influencia totalmente como constantes.

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
29
Rescribiendo la ecuación
2
1
)()(
N
i
i
i
c xux
fyu como:
2
1
)()(
N
i
iic xucyu
Si generalizamos, cada una de las incertidumbres asociadas a los diferentes parámetros de influencia se puede estimar a través de cualquiera de los dos tipos de evaluaciones (A y B) descritos anteriormente. Y, una vez teniendo el modelo simplemente derivando, se puede entonces estimar la incertidumbre de la magnitud medida. Un aspecto interesante de esta Ley es que puede aplicarse si se requiere determinar la incertidumbre de medida de una variable (z) que depende de otra (y), que a su vez es función de otros parámetros (y = f(xi)), entonces se puede determinar, primeramente, la incertidumbre de y empleando la ley de propagación y luego volverla a emplear para determinar la incertidumbre de z. Nótese que el resultado de la aplicación de la Ley de propagación de errores, no es más que la desviación estándar del mensurando, es decir, es una medida de la variabilidad de éste. Ejemplo 11: La medición de potencial eléctrico tiene el siguiente modelo matemático
1
0
0
2
0 )(1),,,(
ttR
VtRVfP
Solución. Se observa que las magnitudes de influencia (entrada) en este caso son:
la diferencia de potencial en los extremos del elemento (V);
la resistencia inicial (R0);
el coeficiente de expansión térmica (), y
la temperatura (t) a la cual el resistor disipa la potencia (P). La incertidumbre combinada se calcula mediante la ecuación.
2
1
)()(
N
i
iic xucyu
Donde:
ixi
N
i
cX
XXXf
x
f
x
),...,,( 21

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
30
Entonces:
1
0
0
1
0
0
2
,0
1 12
1),,(
tt
R
V
V
ttR
V
V
tRVfc
1
02
0
2
0
1
0
0
2
0
,0
2 1
1),,(
tt
R
V
R
ttR
V
R
tRVfc
200
0
2
1
0
0
2
,0
31
1),,(
ttR
ttVtt
R
V
tRVfc
y
tttR
V
t
ttR
V
t
tRVfc
1
1),,(
0
2
1
0
0
2
,0
4
Sustituyendo se tiene:
)(
1)(
1)(
1)(
1
2)( 2
2
0
22
2
2
00
0
2
0
2
2
0
2
0
22
2
00
2 tuttR
Vu
ttR
ttVRu
ttR
VVu
ttR
Vyu
t
c
e1.6 Incertidumbre expandida.
La manera de expresar la incertidumbre como parte de los resultados de medición depende de sus aplicaciones, que pueden ser comerciales, industriales, de salud, etc. Por lo tanto, es necesario ofrecer una medida representada mediante un intervalo alrededor del resultado de la medición, dentro del cual puedan encontrarse los valores que, razonablemente, pueden ser atribuidos al mensurado con un determinado nivel de confianza. Como ya se mencionó, el resultado de una medición se puede representar convenientemente como:
𝑌 = 𝑦 ± 𝑈 que se interpreta como que “y” es el mejor estimado del valor atribuible al mensurado Y, en el que el intervalo definido por y - U; y + U contiene a los valores que pueden atribuirse razonablemente a Y con un determinado nivel de confianza P.

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
31
f. Expresión de resultados
Antes de todo comenzaremos con definir algunos términos relevantes en este capítulo. Resultado de medida (NMX-Z-55-IMNC-2009): es el conjunto de valores de una magnitud atribuidos a un mensurando, acompañados de cualquier otra información relevante disponible. Un resultado de medida contiene generalmente información relevante sobre el conjunto de valores de una magnitud. Algunos de ellos representan el mensurando mejor que otros. Esto puede representarse como una función de densidad de probabilidad. El resultado de una medición se expresa generalmente como un valor medido único y una incertidumbre de medida. Si la incertidumbre de medida se considera despreciable para n determinado fin el resultado de medida puede expresarse como un único valor medido de la magnitud. En muchos campos esta es la forma habitual de expresar el resultado de medida. Un valor(NMX-Z-55-IMNC-2009) de una magnitud es el conjunto formado por un número y una referencia, que constituye la expresión cuantitativa de una magnitud. Por ejemplo la Longitud de una varilla determinada: 5.34 m La indicación(NMX-Z-55-IMNC-2009)de un dispositivo de medida es el valor proporcionado por un instrumento o sistema de medida. La indicación puede presentarse en forma visual o acústica, o puede transferirse a otro dispositivo. Frecuentemente viene dada por la posición de una aguja en un cuadrante, como una salida analógica, por un número visualizado o impreso, como una salida digital, por un código como salidas codificadas, o por el valor asignado, en el caso de medidas materializadas. Resultado no corregido es el resultado de una medición antes de la corrección por error sistemático. Resultado corregido es el resultado de una medición después de la corrección por error
sistemático. Una vez que los resultados de la medición han sido sometidos a un tratamiento de corrección porerrores y efectos sistemáticos y análisis estadístico de datos, obtenemos el valor medido,
que se define a continuación. Valor medido de una magnitud (NMX-Z-55-IMNC-2009) es el valor de una magnitud que representa un resultado de medida. En una medición que incluya indicaciones repetidas, cada una de éstas puede utilizarse para obtener el correspondiente valor medido de la magnitud. Este conjunto de valores medidos individuales de la magnitud, puede utilizarse para calcular un valor resultante de la magnitud medida, mediante una media o una mediana, con una incertidumbre de medida asociada y generalmente menor. Cuando la amplitud del intervalo de valores verdaderos de la magnitud considerados representativos del mensurando es pequeña comparada con la incertidumbre de medida, puede considerarse como el mejor estimador del valor verdadero, prácticamente único, cualquiera de

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
32
los valores medidos, siendo habitual utilizar la media o la mediana de los valores medidos individuales obtenidos mediante la repetición de medidas. f.1. Expresión de los resultados en informes de calibración La elaboración de informes de calibración es el complemento documental de un experimento decalibración. En el informe de calibración se deben verter las competencias del técnico, respecto a los diferentes procedimientos y métodos del laboratorio, relacionados con:
Muestreo, al seleccionar la cantidad de puntos a lo largo del intervalo de calibración así como lacantidad de repeticiones necesarias.
Física, al corregir los diferentes fenómenos físicos que afectan las mediciones del patrón y del instrumentode medición o medida materializada.
Propagación de errores, al calcular la componente sistemática de error del instrumento sujeto acalibración.
Propagación de incertidumbres, al evaluar la incertidumbre instrumental del instrumento calibrado, que representa las diferentes magnitudes de entrada de su modelo o función de medición y magnitudesde influencia que afectan la indicación, ya sean tanto aleatorias como sistemáticas que provocanfenómenos de dispersión.
Validación, al determinar mediante criterios objetivos si los datos, cálculos y resultados son correctosy consistentes.
f.2. Dígitos o cifras significativas Los dígitos o cifras significativas de un número, son todos aquellos que se obtienen directamentedel proceso de medición después de eliminar todos los ceros que se ponen con el único propósito de colocarel signo o la coma decimal. Es importante no confundir los dígitos significativos con el número de lugaresdecimales, para lo cual se presentan las siguientes definiciones, ejemplos y criterios de expresión de losresultados de mediciones en informes o certificados de calibración o ensayo. Ejemplos y definiciones: Dígito, término utilizado como sinónimo de la palabra “cifra” y que puede interpretarse como el símboloque representa al cero y a los nueve primeros números. Número de cifras (dígitos) significativos, para un determinado valor, es el número de (cifras) dígitos que se obtienen contando de izquierda aderecha del valor, a partir del primer dígito que no sea cero. El cero es considerado como un dígito, exceptocuando se utiliza para localizar el signo o la coma decimal como en 0,08 (un dígito significativo). Número de lugares decimales, para un determinado valor, es el número de lugares contados a partir del signo o la coma decimal yhacia la derecha, hasta el último dígito proporcionado, como en 0,08 (dos lugares decimales).

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
33
Ejemplos de dígitos significativos y lugares decimales
Dato Dígitos
significativos en el dato
Lugares decimales en el dato
Observaciones
1 1 0
1.0 2 1
1.00 3 2
0.347 3 3 El cero antes de la coma o punto decimal no es necesario, pero indica la posición de este
8.957 4 3
3.487x103 4 3
680 3 0
6.80x102 3 2
6.8x102 2 1 Tabla 5. Ejemplo de dígitos significativos y lugares decimales.
Es importante expresar el resultado, para que los usuarios puedan usar la información. Las principales cosas que debe mencionar son:
El resultado de medición y su incertidumbre.
l = 100,021 mm l = 250,036 mm l = 500,100 mm
con una incertidumbre de ± (0.8 + 0.002L); µm
La declaración del factor de cobertura y/o el nivel de confianza.
La incertidumbre anterior es reportada con k=2 para un nivel de confianza del 95.45 %
Una declaración de cómo se estimó la incertidumbre. La incertidumbre de medición fue calculada según la NMX-CH-140-IMNC:2002. En la ecuación para la expresión de la incertidumbre de medición “L” es la longitud para la cual se desee calcularla, dentro del intervalo de medición del instrumento, expresada en mm.
ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
34
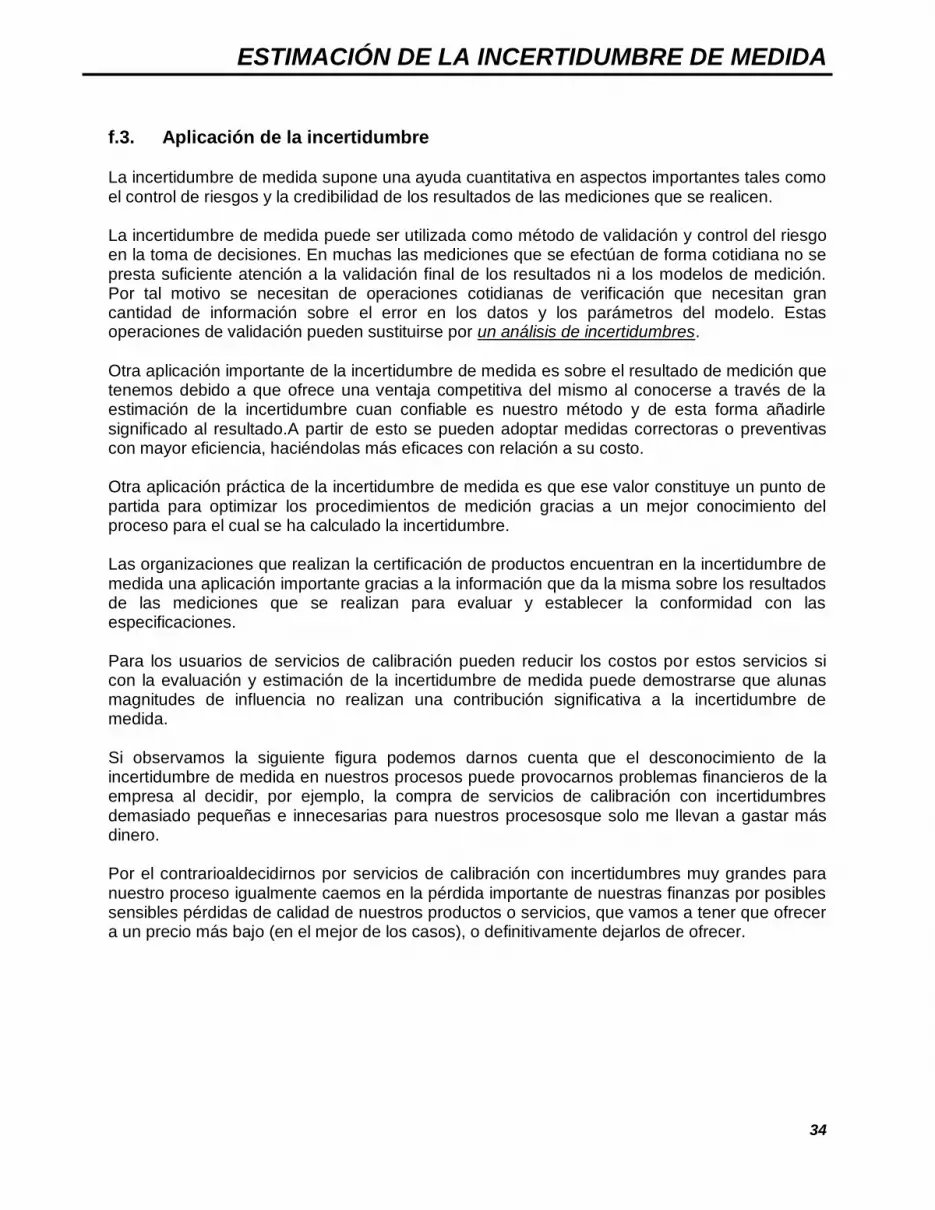
f.3. Aplicación de la incertidumbre La incertidumbre de medida supone una ayuda cuantitativa en aspectos importantes tales como el control de riesgos y la credibilidad de los resultados de las mediciones que se realicen. La incertidumbre de medida puede ser utilizada como método de validación y control del riesgo en la toma de decisiones. En muchas las mediciones que se efectúan de forma cotidiana no se presta suficiente atención a la validación final de los resultados ni a los modelos de medición. Por tal motivo se necesitan de operaciones cotidianas de verificación que necesitan gran cantidad de información sobre el error en los datos y los parámetros del modelo. Estas operaciones de validación pueden sustituirse por un análisis de incertidumbres.
Otra aplicación importante de la incertidumbre de medida es sobre el resultado de medición que tenemos debido a que ofrece una ventaja competitiva del mismo al conocerse a través de la estimación de la incertidumbre cuan confiable es nuestro método y de esta forma añadirle significado al resultado.A partir de esto se pueden adoptar medidas correctoras o preventivas con mayor eficiencia, haciéndolas más eficaces con relación a su costo. Otra aplicación práctica de la incertidumbre de medida es que ese valor constituye un punto de partida para optimizar los procedimientos de medición gracias a un mejor conocimiento del proceso para el cual se ha calculado la incertidumbre. Las organizaciones que realizan la certificación de productos encuentran en la incertidumbre de medida una aplicación importante gracias a la información que da la misma sobre los resultados de las mediciones que se realizan para evaluar y establecer la conformidad con las especificaciones. Para los usuarios de servicios de calibración pueden reducir los costos por estos servicios si con la evaluación y estimación de la incertidumbre de medida puede demostrarse que alunas magnitudes de influencia no realizan una contribución significativa a la incertidumbre de medida. Si observamos la siguiente figura podemos darnos cuenta que el desconocimiento de la incertidumbre de medida en nuestros procesos puede provocarnos problemas financieros de la empresa al decidir, por ejemplo, la compra de servicios de calibración con incertidumbres demasiado pequeñas e innecesarias para nuestros procesosque solo me llevan a gastar más dinero. Por el contrarioaldecidirnos por servicios de calibración con incertidumbres muy grandes para nuestro proceso igualmente caemos en la pérdida importante de nuestras finanzas por posibles sensibles pérdidas de calidad de nuestros productos o servicios, que vamos a tener que ofrecer a un precio más bajo (en el mejor de los casos), o definitivamente dejarlos de ofrecer.

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
35
Figura 13 . Aplicación práctica de la incertidumbre de medida.

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
36
TIPOS DE INCERTIDUMBRES DE MEDIDA O MEDICIÓN a. Incertidumbre de calibración del patrón. Todos tenemos la necesidad de contar con equipos patrones de medida calibrados, con trazabilidad a patrones que definan las unidades del SI (SGUM) para trazar nuestras mediciones.Una de las contribuciones que siempre vamos a tener en nuestros presupuestos de incertidumbre es la incertidumbre del patrón. La incertidumbre de calibración del patrón viene reflejada en su certificado (informe) de calibración.En los certificados se indican las incertidumbres expandidas, por lo que será necesario dividir el valor indicado por el kcorrespondiente.
𝑈 =𝑢𝑐𝑎𝑙
𝑘
Normalmente puede no coincidir el punto de calibración con el valor reportado en el certificado. Existen diversas formas posibles de entregar el valor de incertidumbre en el certificado. Estas son:
De forma puntual para el punto específico que se calibra o mide, Punto de
calibración Error E
Incertidumbre de medida expandida
kPa kPa %ET kPa %ET
60.626 -0.087 -0.079 ± 0.038 ± 0.034
79.130 -0.083 -0.075 ± 0.036 ± 0.033
87.827 -0.073 -0.066 ± 0.036 ± 0.032
En forma de ecuación lineal que abarque todo el intervalo de calibración,
± (𝟎. 𝟒𝟓 + 𝟎. 𝟎𝟔𝑳); µ𝒎
En forma de matriz, Punto de
calibración
Incertidumbre expandida de calibración, 95.45%
10 Hz 40 Hz 50 Hz 60 Hz 100 Hz 500 Hz
2 mV 2796 2796 2397 2397 2397 2397
5 mV 1118 1118 959 959 959 959
10 mV 559 559 479 479 479 479
20 mV 234 234 233 233 233 233
50 mV 124 124 124 124 124 124
100 mV 75 75 65 65 65 65
1 V 57 62 51 51 51 51
10 V 65 62 51 51 51 51
100 V - - 44 26 26 26
120 V - - 344 172 172 172
En forma de intervalos, etc. Servicio de calibración o magnitud
Alcance o punto de medición
Incertidumbre expandida
Magnitud Valor Unidades
Masa
1 g 0.01 mg
5 g 0.016 mg
100 g 5.00E-10 mg

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
37
En caso de que la incertidumbre del punto de medición o calibración que necesitamos conocer venga expresada en forma puntual no existe mayor problema, se realiza el cálculo según la ecuación:
𝑢 =𝑈
𝑘
Los casos problemáticos son aquellos en los que el punto de calibración o medición no tengan de forma puntual declarada su incertidumbre. En estos casos el usuario del informe o certificado de calibración tiene que conocer muy bien el contenido del informe o certificado y saber utilizar la información que en él se nos ofrece. Por ejemplo, si la incertidumbre viene expresada en forma de la siguiente ecuación:
𝑢 = (0.048 + 0.5𝐿); y el instrumento que se calibró tiene un alcance de 0 mm a 1106 mm, se deberá sustituir la longitud que se desea conocer en la ecuación y como resultado se tendrá la incertidumbre para el punto en cuestión.
b. Incertidumbre del modelo de medición. Un modelo de medición es una descripción del método de medida en términos de ecuaciones y debe describir la relación entre las señales de entrada y de salida. El modelo es la descripción concisa de la variación en una magnitud y, considerando el componente determinístico dado por una relación matemática de una o más magnitudes (x1, x2,…xn) y el componente aleatorio que sigue una distribución de probabilidad particular. Para el desarrollo de un modelo de medición recomendamos seguir los siguientes pasos:
Determinación de las variables de entrada, salida y perturbaciones: intervalo de variación de las variables de entada y salida, caracterización de las perturbaciones.
Determinación de una estructura paramétrica que relaciones las entradas y las perturbaciones con las salidas,
Determinación de los parámetros,
Validación del modelo, La incertidumbre del modelo de medición se determina aplicando la ley de propagación de incertidumbres al modelo que describa la medición del instrumento
c. Incertidumbre debido a la deriva. La deriva en los instrumentos de medición se debe al cambio de sus características metrológicas a través del tiempo.
jixx
ji ji
x
n
i i
xxruux
y
x
yu
x
yu
jii,2
,
2
1
2
2

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
38
Figura 14. Ejemplo de cálculo de la deriva del error del instrumento.
Este tipo de incertidumbre es de tipo B. Para su tratamiento consideramos una distribución rectangular y su valor viene dado por:
d. Incertidumbre por estabilidad del cero. Cuando nos referimos a estabilidad del cero o, más bien, la inestabilidad del cero estamos hablando de los cambios que tiene el cero en un ciclo completo de medición.
Ascenso Descenso
-3 2
Figura 15. Representación de la inestabilidad del cero en forma de tabla y gráfica
Para el cálculo de la incertidumbre por inestabilidad del cero tomamos en consideración la inestabilidad del cero encontrada y la asociamos con una distribución rectangular, como se indica a continuación:
e. Incertidumbre por resolución.
100
2 -3
98
103
32
Derivauder
32
finalinicial
cero
cerocerou

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
39
La resolución es la mínima variación de la magnitud medida que da lugar a una variación perceptible de la indicación correspondiente.
Figura 16. Representación de la resolución
La resolución de un instrumento es una de las fuentes más significativas de incertidumbre, para determinar la incertidumbre de resolución se utiliza la siguiente ecuación:
f. Incertidumbre por repetibilidad. La repetibilidad, hablando de instrumentos de medición, es la propiedad que tienen los instrumentos de medición de repetir las lecturas en un mismo punto de su alcance con cierto error o sin el mismo. La incertidumbre por repetibilidad se determina sobre la base de una serie de mediciones repetidas, calculando la desviación estándar, es decir se evalúa con el estimador estadístico de la desviación estándar de la media a partir de mediciones repetidas en un punto, considerando que la distribución es normal. La ecuación para determinar la incertidumbre por repetibilidad es:
Si el número de repeticiones es bajo entonces se debe dar un tratamiento estadístico apropiado, por ejemplo, utilizando el estadígrafo t-student.
g. Incertidumbre del método. La incertidumbre del método de medición puede ser determinada mediante ensayos de aptitud, pruebas de r&R, análisis de varianzas o cualquier otro método que asegure la confiabilidad en las mediciones derivadas de factores humanos.
h. Grados efectivos de libertad.
)1(
1
2
nn
xx
n
su
n
i
i
xr
32
resoluciónures
t
nn
xx
n
su
n
i
i
xr
)1(
1
2

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
40
Para la incertidumbre estándar combinada uC(y), la medida de la incertidumbre es el número de grados
de libertad efectivos (ef) del estimado de salida y que, en buena aproximación, se obtiene combinando los grados de libertad de los estimados xi, de las Xi magnitudes de entrada. Esta combinación se obtiene a través de la siguiente expresión:
n
i i
ii
Cef
xuc
yU
1
44
4
)(
)(
Cuando los valores de una magnitud de entrada siguen una distribución normal, la medida de la incertidumbre Tipo A, es el número de grados de libertad del estimado cuando se determina una sola
magnitud de salida = n – 1. Los grados de libertad asociados a una incertidumbre de tipo B son mucho más difíciles de estimar; se propone un método de estimación para los casos generales de evaluación tipo B que se basa en el empleo de la expresión siguiente:
2
)(
)(
2
1
i
ii
xU
xU
La magnitud entre corchetes es una medida de la incertidumbre de u(xi), cuyo valor se puede obtener a partir de la experiencia o el conocimiento que se tenga del procedimiento de medición. No obstante, cuando se establecen fronteras - que es un caso típico en la actividad de calibración - los límites se eligen de modo tal, que la probabilidad de que los valores de la magnitud puedan ser encontrados fuera de ellos es extremadamente pequeña, y en ese caso los grados de libertad pueden considerarse infinitos. La relación entre los valores del coeficiente de Student, el número de grados de libertad efectivos y el nivel de confianza deseado se muestra en la tabla siguiente:

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
41
Grados de libertad () Fracción p en %
68,27(a) 90 95 95,45(a) 99 99,73(a)
1 2 3 4 5
1,84 1,32 1,20 1,14 1,11
6,31 2,92 2,35 2,13 2,02
12,71 4,30 3,18 2,78 2,57
13,97 4,53 3,31 2,87 2,65
63,66 9,92 5,84 4,60 4,03
235,8 19,21 9,22 6,62 5,51
6 7 8 9 10
1,09 1,08 1,07 1,06 1,05
1,94 1,89 1,86 1,83 1,81
2,45 2,36 2,31 2,26 2,23
2,52 2,43 2,37 2,32 2,28
3,71 3,50 3,36 3,25 3,17
4,90 4,53 4,28 4,09 3,96
11 12 13 14 15
1,05 1,04 1,04 1,04 1,03
1,80 1,78 1,77 1,76 1,75
2,20 2,18 2,16 2,14 2,13
2,25 2,23 2,21 2,20 2,18
3,11 3,05 3,01 2,98 2,95
3,85 3,76 3,69 3,64 3,59
16 17 18 19 20
1,03 1,03 1,03 1,03 1,03
1,75 1,74 1,73 1,73 1,72
2,12 2,11 2,10 2,09 2,09
2,17 2,16 2,15 2,14 2,13
2,92 2,90 2,88 2,86 2,85
3,54 3,51 3,48 3,45 3,42
25 30 35 40 45
1,02 1,02 1,01 1,01 1,01
1,71 1,70 1,70 1,68 1,68
2,06 2,04 2,03 2,02 2,01
2,11 2,09 2,07 2,06 2,06
2,79 2,75 2,72 2,70 2,69
3,33 3,27 3,23 3,20 3,18
50 100
1,01 1,005 1,000
1,68 1,660 1,645
2,01 1,984 1,960
2,05 2,025 2,000
2,68 2,626 2,576
3,16 3,077 3,000
Tabla 6. Valores de tp () de la distribución t para grados de libertad que define un intervalo – tp
() a + tp () y le corresponde la fracción p de la distribución n
i. Nivel de confianza. La incertidumbre expandida U indica un intervalo que representa una fracción p de los valores que puede probablemente tomar el mensurando. El valor de p es llamado el nivel de confianza y puede ser elegido a conveniencia. En el medio industrial, a menudo se elige el nivel de confianza de manera tal que corresponda a un factor de cobertura como un número entero de desviaciones estándar en una distribución normal. Por ejemplo, en una distribución normal, k=1 corresponde a p=68.27% y k=2 a p=95.45%. El nivel de confianza es la probabilidad a priori de que el intervalo de confianza a calcular contenga al
verdadero valor del parámetro. Se indica por 1-α y habitualmente se da en porcentaje (1-α)%. Hablamos de nivel de confianza y no de probabilidad ya que una vez extraída la muestra, el intervalo de confianza contendrá al verdadero valor del parámetro o no, lo que sabemos es que si repitiésemos el proceso con muchas muestras podríamos afirmar que el (1-α)% de los intervalos así construidos contendría al verdadero valor del parámetro. Los valores que se suelen utilizar para el nivel de confianza son el 95.45%, 99% y 99,9%

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
42
j. Factor de cobertura. A priori podemos establecer que el factor de cobertura es un factor numérico usado como multiplicador de la incertidumbre estándar combinada con el propósito de obtener una incertidumbre expandida Se debe decidir el “grado de confianza” que se busca en la corrección del valor estimado del intervalo; por supuesto se espera que el valor de la media poblacional se encuentre dentro de dicho valor del intervalo. Generalmente, se elige un intervalo de confianza del 95 %. Para alcanzar un nivel de confianza del 95 % se selecciona la amplitud más pequeña que se encuentre bajo la distribución normal de la media muestral que encierra el 95 % de la probabilidad. Por supuesto se trata del sector medio del área bajo la curva excluyendo el 2,5 %, es decir:
(100 % -95 % = 5 %/2 = 2,5 %) a ambos lados de los extremos de dicha curva (Véase figura 17).
Figura 17. Distribución normal de la media muestral en torno de (media poblacional) Puesto que se está hablando de probabilidades, matemáticamente lo anterior se escribe como:
P - error de muestreo x +error de muestreo = 95 % Por supuesto que se puede elegir el 68 %, el 90 %, etc., de acuerdo con las especificaciones, con el control de calidad, con las tolerancias que se manejan, etc.
Ejemplo 12: Suponga que la media poblacional es = 1,73 m y que la desviación estándar poblacional
es = 0,18 m. Determinar el intervalo de confianza para un nivel de confianza del 95 %. Solución: en este caso se tienen:
04,0100
)18,0)(96,1()96,1(
m
nmuestreodeerror
m
Sustituyendo:
m69,1
m77,1m04,0m73,1muestreodeerror
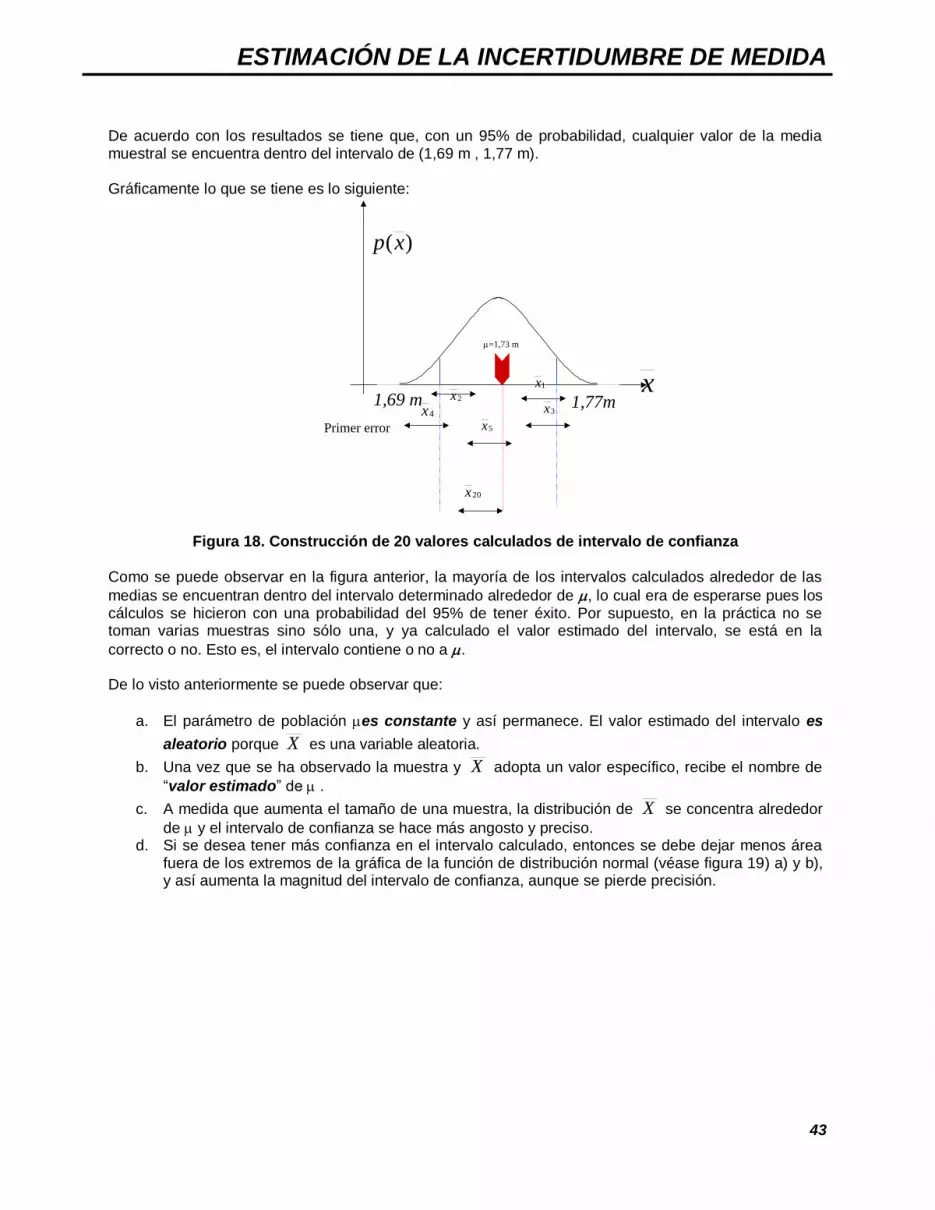
ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
43
De acuerdo con los resultados se tiene que, con un 95% de probabilidad, cualquier valor de la media muestral se encuentra dentro del intervalo de (1,69 m , 1,77 m). Gráficamente lo que se tiene es lo siguiente:
Figura 18. Construcción de 20 valores calculados de intervalo de confianza
Como se puede observar en la figura anterior, la mayoría de los intervalos calculados alrededor de las
medias se encuentran dentro del intervalo determinado alrededor de , lo cual era de esperarse pues los cálculos se hicieron con una probabilidad del 95% de tener éxito. Por supuesto, en la práctica no se toman varias muestras sino sólo una, y ya calculado el valor estimado del intervalo, se está en la
correcto o no. Esto es, el intervalo contiene o no a . De lo visto anteriormente se puede observar que:
a. El parámetro de población es constante y así permanece. El valor estimado del intervalo es
aleatorio porque X es una variable aleatoria.
b. Una vez que se ha observado la muestra y X adopta un valor específico, recibe el nombre de
“valor estimado” de .
c. A medida que aumenta el tamaño de una muestra, la distribución de X se concentra alrededor
de y el intervalo de confianza se hace más angosto y preciso. d. Si se desea tener más confianza en el intervalo calculado, entonces se debe dejar menos área
fuera de los extremos de la gráfica de la función de distribución normal (véase figura 19) a) y b), y así aumenta la magnitud del intervalo de confianza, aunque se pierde precisión.
=1,73 m
1,69 m 1,77m
5x
3x2x
1x
4xPrimer error
20x
x
)(xp

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
44
Figura 19 a) Mayor área bajo la curva = menor precisión; b) Menor área bajo la curva = mayor precisión. Pero lo que interesa es el cálculo de la incertidumbre expandida, la cual se puede determinar mediante la ecuación.
)(ykuU c
Donde: k: factor de cobertura, que no es otra cosa más que el grado o nivel de confianza que desea asociar al intervalo de confianza. En la calibración de los instrumentos de medición, generalmente se recomienda el valor convencional k = 2, que corresponde a un nivel de confianza aproximado del 95.45% para una distribución normal. Estimar el factor de cobertura significa considerar la incertidumbre de uc (y), es decir, qué tan bien Uc (y) estima la variabilidad asociada al resultado de la medición. Para ello, debemos de partir del conocimiento que se tenga de la distribución de probabilidades que describe la magnitud de salida. Si las distribuciones de probabilidad de las magnitudes de entrada -de las cuales depende la magnitud de salida-, son conocidas y, si la función que las relaciona es una función lineal, la distribución de probabilidades de la magnitud de salida se puede obtener mediante la convolusión (relacionar dos funciones en una tercera) de las distribuciones de probabilidad de las magnitudes de entrada. El valor del factor de cobertura se determina entonces a partir de la distribución convolusionada resultante. Como lo anterior generalmente no se cumple, en la práctica se aplica el teorema del límite central, el
cual establece que: “La distribución de los valores de la magnitud de salida puede ser considerada
aproximadamente como una distribución normal,si su varianza 2(y) es mucho mayor que
cualquiera de las contribuciones individuales Ci22(xi) de las magnitudes de entrada.” Una consecuencia práctica inmediata del teorema del límite central es que, cuando la incertidumbre combinada de un resultado de medición no está dominada por una de las componentes de incertidumbre estándar de las magnitudes de entrada, una buena aproximación para calcular la incertidumbre expandida Up = k*uC(y) que define un intervalo de confianza con un nivel de confianza P, es asignar a k el valor que corresponde asumiendo una distribución normal. En la tabla siguiente se dan los valores que toma el factor de cobertura para los diferentes niveles de confianza del factor de cobertura.
+error-error
)(xp
x +erro-
)(xp
x

ESTIMACIÓN DE LA INCERTIDUMBRE DE MEDIDA
45
Nivel de confianza P (%) Factor de cobertura k
68,27 1
90 1,654
95 1,960
95,45 2
99 2,576
99,73 3
Tabla 6. Valor del factor de cobertura con un nivel de confianza
Para obtener una mejor aproximación en la definición de los intervalos de confianza, se requiere emplear la distribución “t” de Student y el factor de cobertura k:
eftk





























