Embed Size (px)
Citation preview

ESTUDI
O DEL
TRABAJ
O
I NG E
N IE R
Í A I
N DU S
T RI A
L
TEMARIOI.Generalidades del Estudio del Trabajo
y Diagramas de Proceso
II.Análisis de Operaciones
III.Estudio de Movimientos
IV.Estudio de Tiempos con cronómetro
TEMA IGeneralidades del Estudio del Trabajo y Diagramas de Proceso
1.1. Introducción a la Ingeniería Industrial y conceptos generales
1.2. Diagrama de proceso de operaciones1.3. Diagrama de proceso de flujo1.4. Diagrama de proceso de recorrido1.5. Diagrama hombre-maquina1.6. Diagrama de proceso de grupo
TEMA I ¿Qué significa para ti la Ingeniería Industrial?
¿Qué hace un Ingeniero Industrial?
¿Qué habilidades necesita tener un Ingeniero Industrial?
¿Cuáles son mis motivos para estudiar Ingeniería?
TEMA I
Ingeniería
Industrial
Ingenierías
Humanidades
Economía
TEMA IIngeniería
HumanidadesEconomía

DEFINICIÓN
INGENIERÍA INDUSTRIAL es la rama de la Ingeniería que se ocupa del diseño, la planeación, implementación, construcción, control, evaluación, mejora y mantenimiento de los sistemas involucrados en cualquier cadena de suministro.
Historia del estudio del trabajoo Adam Smitho Frederick Winslow Tayloro Frank Bunker Gilbretho Charles Bedauxo Henry Gantto Organización Internacional del
trabajoo MTM (1940)o PERT (Program evaluation and Review
Technique) 1957o MRP (1940)o MRP I (1970)
o ERP (1990) Enterprise resource planning
o Ergonomíao JIT 1970o Lean Manufacturingo SMED (1990)
Adam Smith (1723-1790)
Considerado el padre de la Economía.
Escribió “La teoría de los sentimientos morales ” y “La riqueza de las naciones”.
Héctor Manuel Luna Verde. CESTEC CL
TEORÍA DEL VALOR. Adam Smith distingue dos clases de valor en los bienes, un valor de uso y un valor de cambio. El valor de uso consiste en la utilidad de un bien para satisfacer una necesidad. El valor de cambio en la posibilidad de cambiar un bien por otro bien.
Héctor Manuel Luna Verde. CESTEC CL
Según la tesis central de «La riqueza de las naciones», la clave del bienestar social está en el crecimiento económico, que se potencia a través de la división del trabajo. La división del trabajo, a su vez, se profundiza a medida que se amplia la extensión de los mercados y por ende la especialización.
Héctor Manuel Luna Verde. CESTEC CL
Fue un ingeniero mecánico y economista estadounidense, promotor de la organización científica del trabajo y es considerado el padre de la administración científica.
FREDERICK WINSLOW TAYLOR (1856 - 1915)
Berenice Ramos Tablada CESTEC TX
En 1878 efectuó sus primeras observaciones sobre del trabajo en la industria del acero.
Berenice Ramos Tablada CESTEC TX
En ellas siguieron una serie de estudios analíticos sobre tiempos de ejecución y remuneración del trabajoLos principales puntos que tomo en cuenta fueron determinar científicamente trabajo estándar, crear una revolución mental y un trabajador funcional.
Berenice Ramos Tablada CESTEC TX
El análisis del trabajo permitía, además, organizar las tareas de tal manera que se redujeran al mínimo los tiempos muertos por desplazamientos del trabajador
por cambios de actividad o de herramientas; y establecer un salario a destajo (por pieza producida) en función del tiempo de producción estimado, salario que debía actuar como incentivo para la intensificación del ritmo de trabajo.
Berenice Ramos Tablada CESTEC TX
La organización científica del trabajo o taylorismo se expandió por los estados unidos desde finales del siglo XIX, auspiciada por los empresarios industriales, que veían en ella la posibilidad de acrecentar su control sobre el proceso de trabajo.
Al tiempo que elevaban la productividad y podían emplear a trabajadores no cualificados (inmigrantes no sindicados) en tareas manuales cada ves mas simplificadas, mecánicas y repetitivas.
Berenice Ramos Tablada CESTEC TX
FRANK BUNKER GILBRETH(1868 - 1924)Sus obras
Estudio de desplazamientos
Estudio aplicado de desplazamientos
Su esposa Evelyn Moller fue la
primera en publicar un libro de Psicología Industrial.
(Psicología de la dirección) Lourdes Martínez Barrera
CESTEC CL
ESTUDIO DE TIEMPO Y MOVIMIENTO Se define como el estudio de los movimientos del cuerpo humano que se utilizan para realizar una labor; eliminando los movimientos innecesarios, simplificando los necesarios, y estableciendo luego la secuencia o sucesión de movimientos más favorables para lograr una eficiencia máxima.
Lourdes Martínez Barrera CESTEC CL
MOVIMIENTOS BÁSICOS DEL CUERPO
BuscarCoger Seleccionar Trasporte vacióTrasporte c / carga Sostener Dejar cargaPoner en posición
Colocación previa Inspeccionar Montar Desmontar Utilizar Espera Inevitable Espera evitable Plan Descanso
Gilbreth nos dice que existen 17 movimientos básicos de cuerpo que son los siguientes:
Lourdes Martínez Barrera CESTEC CL
Charles Eugene Bedaux (1887 – 1944)
APORTACIÓN Charles Eugene Bedaux estableció “El método de Bedaux”, que consiste en la medición de tiempos vinculada a una apreciación de la actividad o desempeño del operario.
La escala de actividad Bedaux es la 60-80 , donde el valor de 60 es la actividad normal y el 80 es la actividad óptima.
A partir del mismo método se puede medir la productividad de los operarios comparando el trabajo realizado con el tiempo normal.
El método Bedaux es un procedimiento que tiene por objeto la medida del trabajo humano por medio de la determinación del tiempo de ejecución de una tarea.
Este tiempo incluye el descanso necesario para que el trabajo se pueda repetir cuantas veces se desee sin detrimento de la salud o facultades del trabajador.
HENRY GANTT (1861 – 1919)
Ingeniero mecánico y consultor famoso por el desarrollo del diagrama de Gantt en 1910.
En 1887, se incorporó a Frederick W. Taylor en la aplicación de los principios de la Administración Científica con su trabajo en Midvale Steel y Bethlehem Steel (Donde trabajo con Taylor hasta 1893).
En su carrera como consultor (después de la invención del diagrama de Gantt) diseñó el sistema de bonos de tareas y sistema de pago de salarios y otros métodos de medición de la eficiencia y productividad de los trabajadores
MARÍA DEL PUEBLITO VEGA AGUILAR CESTEC CL
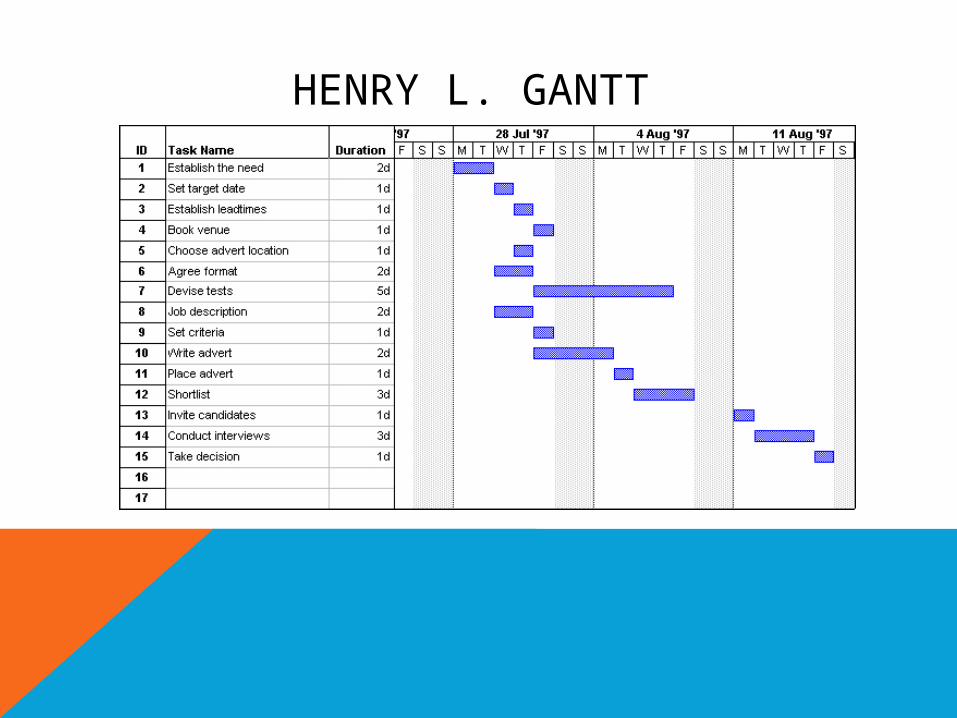
HENRY L. GANTT
ORGANIZACIÓN INTERNACIONAL DEL TRABAJO
Creada en 1919 en el tratado de Versalles; la OIT ha sido la fuente de las conquistas sociales que caracterizan a la sociedad Industrial, como:
La jornada de trabajo de ocho horas
La protección de la maternidad
La legislación sobre el trabajo infantil
La seguridad en el lugar de trabajo
Las relaciones laborales armoniosas
Josué Eduardo Ferruzca Gómez CESTEC CL
En 1940 los ingenieros americanos H. B. Maynard, J. L. Schwab y G. J. Stegemerten en colaboración con la Westinghouse Electric Corporation y el Comité de Ingeniería de Métodos (Methods Engineering Council) de Pittsburgh, Pennsylvania (EEUU), trabajaron en el desarrollo de los datos en los se basa el método básico MTM.
Es un procedimiento para el análisis de cualquier operación o método manual mediante su descomposición en los movimientos básicos requeridos para su realización a los cuales se asigna un tiempo predeterminado basado en su naturaleza y las condiciones bajo las cuales es ejecutado.
En 1940 los ingenieros americanos H. B. Maynard, J. L. Schwab y G. J. Stegemerten en colaboración con la Westinghouse Electric Corporation y el Comité de Ingeniería de Métodos (Methods Engineering Council) de Pittsburgh, Pennsylvania (EEUU), trabajaron en el desarrollo de los datos en los se basa el método básico MTM.
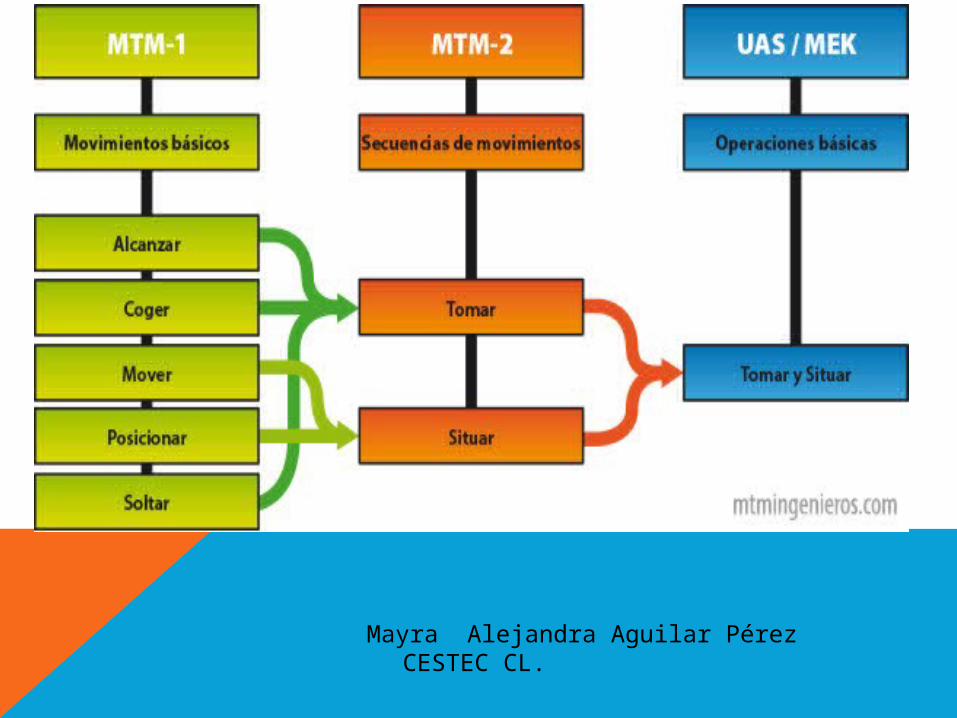
Methods Time Measurement MTM
Mayra Alejandra Aguilar Pérez CESTEC CL.
Mayra Alejandra Aguilar Pérez CESTEC CL.
EL PERT ES UNA HERRAMIENTA QUE NOS PERMITE PLANIFICAR LAS DIFERENTES ACTIVIDADES QUE SON NECESARIAS PARA EL ÉXITO DE UN PROYECTO. UTILIZAREMOS EL PERT PARA ENCONTRAR RESPUESTA A UNA SERIE DE PREGUNTAS, COMO:
¿ C U Á N D O D E B E M O S E M P E Z A R A P L A N I F I C A R E L V I A J E ?
¿ Q U É T A R E A S T E N E M O S Q U E R E A L I Z A R ?
¿ E N Q U É O R D E N ? ¿ Q U É T A R E A S S O N
M Á S I M P O R T A N T E S S I Q U E R E M O S E V I T A R R E T R A S O S ?
¿ Q U É R E T R A S O N O S P O D E M O S P E R M I T I R E N C A D A T A R E A ?
¿ Q U É O C U R R I R Á C O N E L P R O Y E C T O S I T E R M I N A M O S U N A T A R E A A N T E S O D E S P U É S D E L O P R E V I S T O ?
Método PERT
Marco Antonio Bollás Vanegas. CESTEC CL
EL MÉTODO PERT NOS PERMITE REPRESENTAR GRÁFICAMENTE LAS DIFERENTES ACTIVIDADES QUE COMPONEN EL PROYECTO Y CALCULAR LOS TIEMPOS DE EJECUCIÓN DE FORMA QUE PODAMOS CONTESTAR A ESAS PREGUNTAS.
Para ello debemos seguir 4 pasos: 1.Hacer una lista de
actividades o tareas. 2.Hacer una “tabla de
precedencias”.3.Dibujar el grafo.4.Calcular las
duraciones .
Método PERT
Marco Antonio Bollás Vanegas. CESTEC CL
Hay 3 reglas: para dibujar un Grafo: Un nudo sólo puede numerarse una vez que se han
numerado todos los nudos que le preceden (que tienen flechas que llegan hasta él)
Debe haber un único nudo de comienzo y un único nudo de final.
Dos flechas que parten del mismo nudo no pueden tener el mismo nudo de destino.
Esta última regla es la menos intuitiva. Puede suceder perfectamente que, para pasar de una fase del proyecto a la siguiente, sean necesarias varias actividades distintas.
Método PERT
Marco Antonio Bollás Vanegas. CESTEC CL
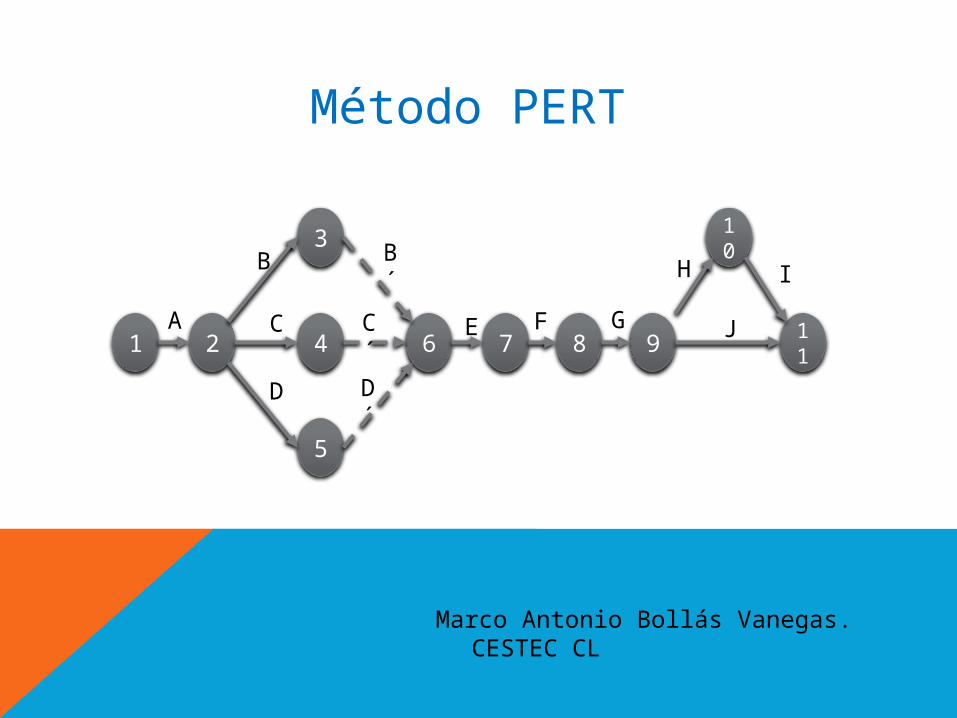
1 2 4
3
5
6 7 8 9 11
10
A
B
C
D
E F G
H I
J
B´
C´D´
Método PERT
Marco Antonio Bollás Vanegas. CESTEC CL

PLANIFICACIÓN DE LOS REQUERIMIENTOS DE MATERIAL.
MPR (1940)
O rdenes de ventaPronóstico de m ercadeo
Program a m aestroListas de m aterialesTiem pos de entrega
Tam año de lotes
M RP
Cancela
r
Reprogram ar
Reordenar
Producción en procesoInventario
O rdenes de com pra
Sistem a de fabricación
Hacer o com prar – Rem itir o alm acenar
O rdenes de ventaPronóstico de m ercadeo
Program a m aestroListas de m aterialesTiem pos de entrega
Tam año de lotes
M RP
Cancela
r
Reprogram ar
Reordenar
Producción en procesoInventario
O rdenes de com pra
Sistem a de fabricación
Hacer o com prar – Rem itir o alm acenar
KARINA ISIDRO HIPÓLITO CESTEC CL
El MRP, es un sistema de planificación de la producción y de gestión de stocks (o inventarios) que responde a las preguntas: ¿qué? ¿cuánto? y ¿cuándo?, se debe fabricar y/o aprovisionar material.
La demanda de la mayoría de los artículos no es independiente, únicamente lo es la de los productos terminados.El MRP consiste esencialmente en el cálculo de necesidades netas de los artículos necesarios, introduciendo un factor nuevo, no considerado en los métodos tradicionales, como es el plazo de fabricación o entrega de cada uno de los artículos, indicando la oportunidad de fabricar.
KARINA ISIDRO HIPÓLITO CESTEC CL
La planeación de requerimiento de materiales (MRP) considera el control de inventarios y la planeación de la producción.
Tiene el propósito de que se tengan los materiales requeridos, en el momento oportuno para cumplir con las demandas de los clientes
KARINA ISIDRO HIPÓLITO CESTEC CL
ES UN SISTEMA CON TRES OBJETIVOS
PRIMORDIALES:
Asegurar materiales y productos que estén disponibles para la producción y entrega a los clientes.
Mantener los niveles de inventario adecuados para la operación.
Planear las actividades de manufactura, horarios de entrega y actividades de compra.
KARINA ISIDRO HIPÓLITO CESTEC CL
MRP II (MANUFACTURING RESOURCE PLANNING)
Es una metodología de planeación de los recursos de producción que va de lo general a lo específico, se asocia con estrategias de recursos humanos para que una empresa alcance grandes resultados. OBJETIVO conseguir los insumos de la producción de la manera más eficiente, ajustando las capacidades, la mano de obra, los inventarios, los costos y los plazos de producción.
ADRIAN GONZALEZ LUCAS CESTEC CL
El MRP II implica la planificación de todos los elementos que se necesitan para llevar a cabo el plan maestro de producción, no sólo de los materiales a fabricar y vender, sino de las capacidades de fábrica en mano de obra y máquinas.
Responde a las preguntas:¿Cuánto se va a producir?¿Cuándo se va a producir?¿Cuáles son los recursos disponibles?
ADRIAN GONZALEZ LUCAS CESTEC CL
Los sistemas MRP II han sido orientados principalmente hacia la identificación de los problemas de capacidad del plan de producción (disponibilidad de recursos frente al consumo planificado), facilitando la evaluación y ejecución de las modificaciones oportunas en el planificador. Reducir significativamente los costos de producción y de mejorar la calidad. El MRP II es más que un programa de software; es una manera de conducir negocios.Como en todos los sistemas basados en computadoras, el MRP II descansa en datos precisos y actualizados al día.
ADRIAN GONZALEZ LUCAS CESTEC CL
CARACTERÍSTICAS.
Realiza la planeación con base en el plan agregado.Incluye la programación de toda la empresa, para varios
períodos de tiempo.Toma en forma integrada toda la información.Lo que efectúa lo hace en tiempo real.Puede predecir lo que sucederá si se hicieran cambios.Participa en la planeación estratégica.Convierte unidades físicas en unidades monetarias.Proporciona la opción de planificar, programar,
gestionar y controlar los recursos.Abarca mas departamentos, no sólo producción si no
también el de compras, calidad, finanzas, etc.
ADRIAN GONZALEZ LUCAS CESTEC CL
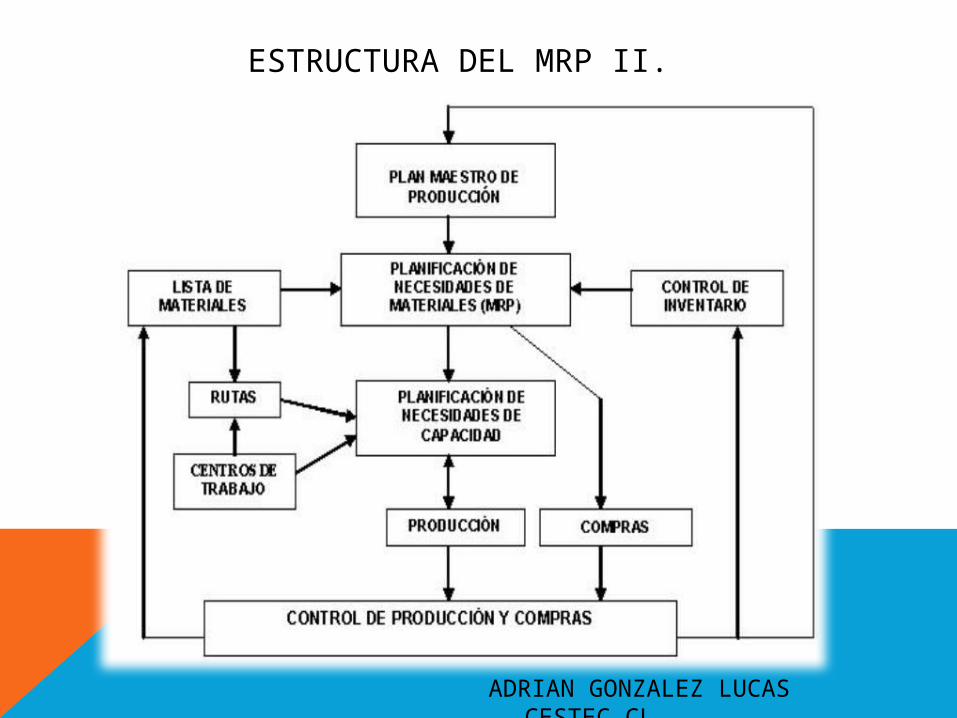
ESTRUCTURA DEL MRP II.
ADRIAN GONZALEZ LUCAS CESTEC CL
Siste
ma ERP
Producción .Ventas.Compras. Inventarios.
Control de almacenes.
Pedidos. Nóminas.
ERP(1990) ETERPRISE RESOURCE PLANNING. (PLANIFICACIÓN DE RECURSOS EMPRESARIALES)
OBJETIVOEs otorgar apoyo a los clientes del negocio, tiempos rápidos de respuesta a sus problemas, así como un eficiente manejo de información que permita la toma oportuna de decisiones y disminución de los costos totales de operación.
BENEFICIOS NO TANGIBLES
Producción y Manejo de Materiales.Ventas. Contabilidad.Como cada evento económico de la empresa se registra al momento la información está más al día y más disponible, lo que provoca que el tiempo de cierre mensual se reduzca en gran medida.
Reducción en costo de materiales.
Reducción en costos de mano de obra.
Mejorar el nivel de atención al cliente y las ventas.
Beneficios tangibles
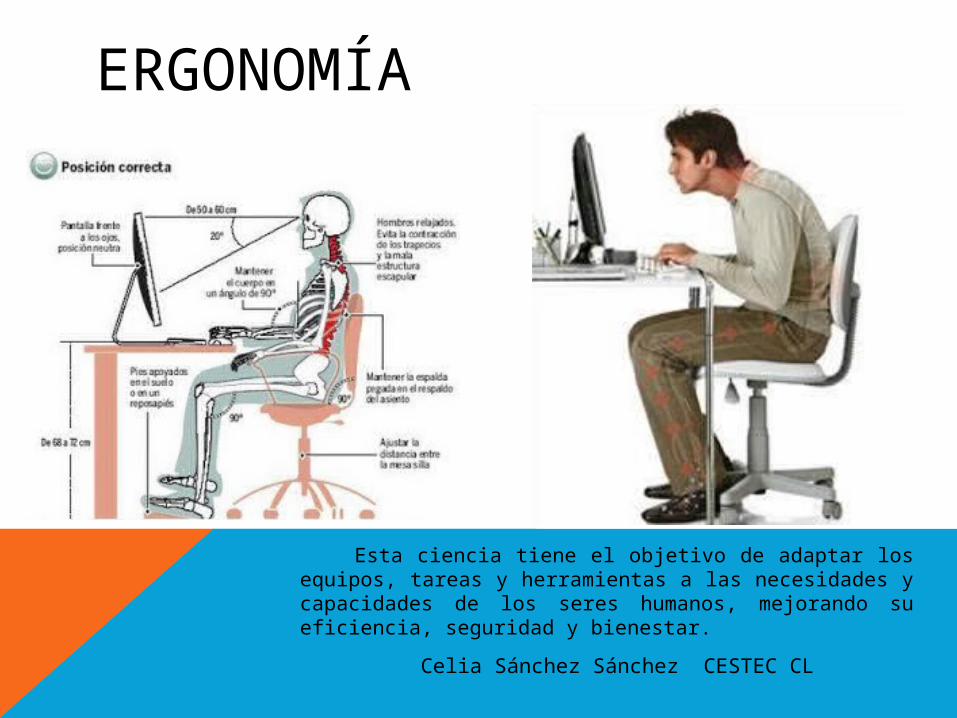
ERGONOMÍA
Esta ciencia tiene el objetivo de adaptar los equipos, tareas y herramientas a las necesidades y capacidades de los seres humanos, mejorando su eficiencia, seguridad y bienestar.
Celia Sánchez Sánchez CESTEC CL
OBJETIVOSReducir lesiones y enfermedades.Disminuir costos por incapacidades e indemnizaciones.Aumentar la productividad, calidad, seguridad.Mejorar las condiciones y la calidad de vida en el
trabajo.
POSTURA: Es la posición que el cuerpo adopta al desempeñar un trabajo. FUERZA: Es el efecto que provoca en el cuerpo el peso de un objeto al realizar la tarea.
DURACION: Es la cantidad de tiempo que se está expuesto a un factor de riesgo
RIESGOS
Celia Sánchez Sánchez CESTEC CL
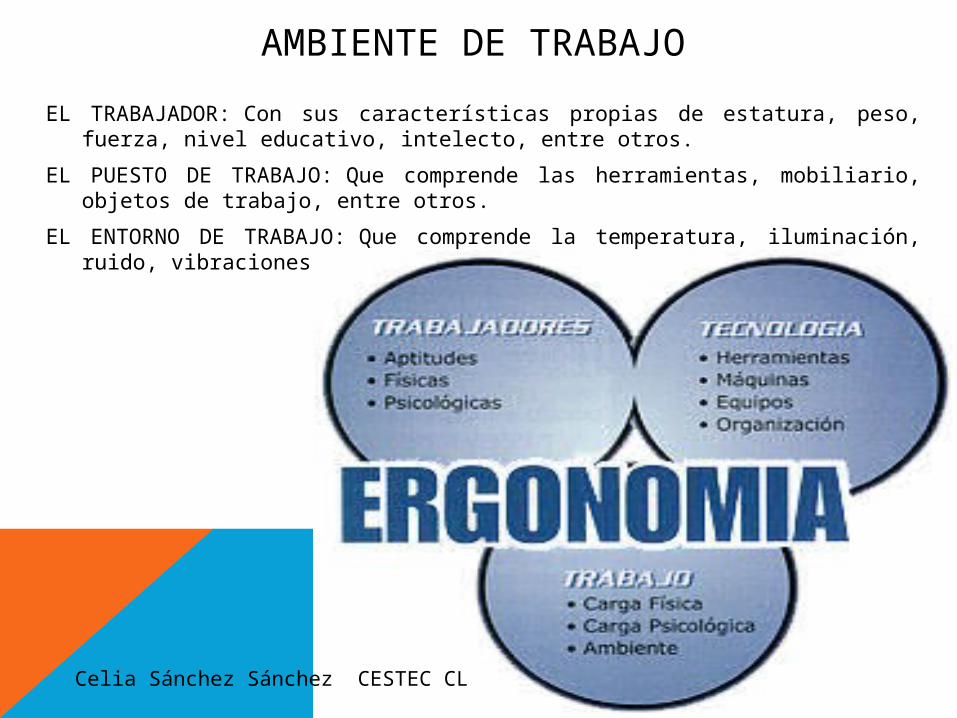
AMBIENTE DE TRABAJOEL TRABAJADOR: Con sus características propias de estatura, peso,
fuerza, nivel educativo, intelecto, entre otros.EL PUESTO DE TRABAJO: Que comprende las herramientas, mobiliario,
objetos de trabajo, entre otros.EL ENTORNO DE TRABAJO: Que comprende la temperatura, iluminación,
ruido, vibraciones, entre otros.
Celia Sánchez Sánchez CESTEC CL
JUST IN TIME (JIT)UNA HERRAMIENTA PARA MEJORAR
EFICIENCIA EN INVERSION DE INVENTARIOS
OLVERA RESENDIZ MARIANO
Taiichi Ohno
Es un termino pensado usualmente para describir llegadas de inventarios o por ser producido justo a tiempo para el embarque o para el siguiente proceso. JIT es un proceso para optimizar los procesos de manufactura eliminando toda la perdida de proceso incluyendo desperdicio de pasos., material desperdiciado y exceso de inventarios
JUST IN TIME (JIT)UNA HERRAMIENTA PARA MEJORAR EFICIENCIA EN INVERSION DE INVENTARIOS
Taiichi Ohno
OLVERA RESENDIZ MARIANO CESTEC TX
Los sistemas JIT de Taiichi Ohno fue derivado de sus observaciones de los supermercados en América en la era de 1956. Los sistemas de producción de Toyota (TPS) son extensamente acreditados a Taiichi Ohno, el vicepresidente de Toyota quien viajo a los Estados Unidos en 1956 para visitar las plantas de automóviles.
Interesantemente,, sus más importante descubrimiento durante su viaje fueron los supermercados Americanos. Onho estaba impresionado en como los consumidores seleccionaban que y cuanto ellos querían. El supermercado dio a Ohno la idea poner un sistema de partida, en el cuál cada línea de producción se convierte en supermercado para la línea sucesiva. Cada línea remplazaría sólo los puntos que la siguiente línea seleccionara.
JUST IN TIME (JIT)
OLVERA RESENDIZ MARIANO CESTEC TX
JIT es comúnmente referido a el concepto de Taiichi Ohno de Toyota Motor Company en Japón relativo a producción. Los sistemas de inventarios justo a tiempo dependen sobre logística que incluye: transportación, almacenamiento y varias estrategias para asegurar la incertidumbre del potencial de la cadena de abastecimiento. Just-In time es fácil de entender conceptualmente, todo pasa en Just-in-time. Conceptualmente no hay problema acerca de esto; sin embargo llevarlo a la practica es probablemente difícil.
OLVERA RESENDIZ MARIANO CESTEC TX
LEAN MANUFACTURING
Lean manufacturing se conoce como:
‘producción ajustada’ ‘manufactura esbelta’ ‘producción limpia’ o
‘producción sin desperdicios’
Es un modelo de gestión enfocado a la creación de flujo.
Es una metodología de trabajo simple, profunda y efectiva.
Tiene su origen en Japón.
ESMERALDA, YESENIA, MARICRUZ, ALEJANDRA Y ALMA ROSA CESTEC KD
Fue concebida en Japón por Taiicho Ohno director y consultor de la empresa Toyota.Ohno observó que antes de la guerra, la productividad japonesa era muy inferior a la estadounidense.Ohno visitó Estados Unidos, donde estudió los principales pioneros de productividad y reducción de desperdicio del país como Frederick Taylor y Henry Ford.
ESMERALDA, YESENIA, MARICRUZ, ALEJANDRA Y ALMA ROSA CESTEC KD
PRINCIPIOS
Calidad perfecta a la primera
Minimización del despilfarro
Mejora continua
Procesos “pull”
Flexibilidad.
Construcción y mantenimiento de una relación,
ESMERALDA, YESENIA, MARICRUZ, ALEJANDRA Y ALMA ROSA CESTEC KD
TECNICAS
Son tres:
1. Empresa producto sector.
o 5s.
o SMED.
o Estandarización.
o TPM.
o Control visual.
2. Todos los mandos.
o Técnicas de calidad.
o Sistemas de participación del personal.
3. Sistema productivo.
ESMERALDA, YESENIA, MARICRUZ, ALEJANDRA Y ALMA ROSA CESTEC KD
TIPOS DE DESPERDICIOMovimiento
Sobreproducción
Espera
Transporte
Procesado extra
Corrección
Inventario
ESMERALDA, YESENIA, MARICRUZ, ALEJANDRA Y ALMA ROSA CESTEC KD
LOS SEIS TIPOS DE DESPERDICIOS SEGÚN OHNO
Errores que requieren rectificación
La producción de inventario
Las etapas inútiles en los procesos
Desperdicio es cualquier movimiento de gente o inventario que no crea valor.
Las personas ociosas
Los bienes producidos para los que no existe demanda son desperdicio.
ESMERALDA, YESENIA, MARICRUZ, ALEJANDRA Y ALMA ROSA CESTEC KD
El SMED es un acrónimo en lengua inglesa Single Minute Exchange of Die, que significa cambio de troqueles en menos de diez minutos.
El SMED se desarrolló originalmente para mejorar los cambios de troquel de las prensas, pero sus principios y metodología se aplican a las preparaciones de toda clase de máquinas.
SMED
JUAN JESUS BARRÓN CESTEC KD
REDUCCIÓN DEL TIEMPO PREPARACIÓN SMED reduce drásticamente los tiempos de cambio en
los medios de producción, haciendo al tiempo que la preparación sea más simple, segura y fiable.
¿Para qué sirve el SMED?El tiempo de cambio es improductivo, cuanto más
corto mejor.Aumentar la fiabilidad del cambio reduce el riesgo de defectos y averías.
La reducción del tiempo de cambio puede aprovecharse de dos maneras:
Para incrementar OEE y Productividad (mantenemos frecuencia de cambio y tamaño de lotes)
Para reducir el stock en proceso (incrementamos la frecuencia de cambio y reducimos el tamaño de lotes)
JUAN JESUS BARRÓN CESTEC KD
COMO APLICACIÓN REAL.
El tiempo de cambio de una serie u orden de fabricación comienza cuando se acaba la última pieza de una serie y termina cuando se obtiene una pieza libre de defectos de la siguiente serie.
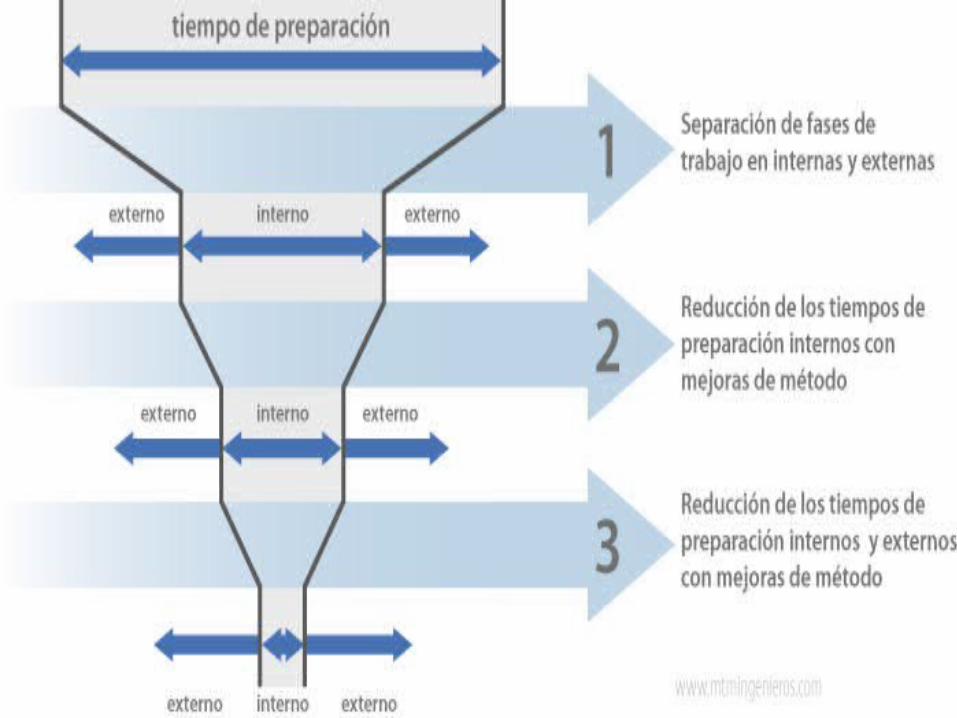
Se deduce de la siguiente manera : Tiempo de preparación = tiempo de preparación interna +
tiempo de preparación externa
JUAN JESUS BARRÓN CESTEC KD
Esta metodología consta de las siguientes etapas.
1ª Etapa: No están diferenciadas las preparaciones interna (trabajos realizados mientras la máquina está detenida) y externa (trabajos que pueden hacerse mientras la máquina está en funcionamiento).
2ª Etapa: Separación de la preparación interna y externa.
3ª Etapa: Convertir la preparación interna en externa.
4ª Etapa: Perfeccionar todos los aspectos de la operación de preparación.
JUAN JESUS BARRÓN CESTEC KD
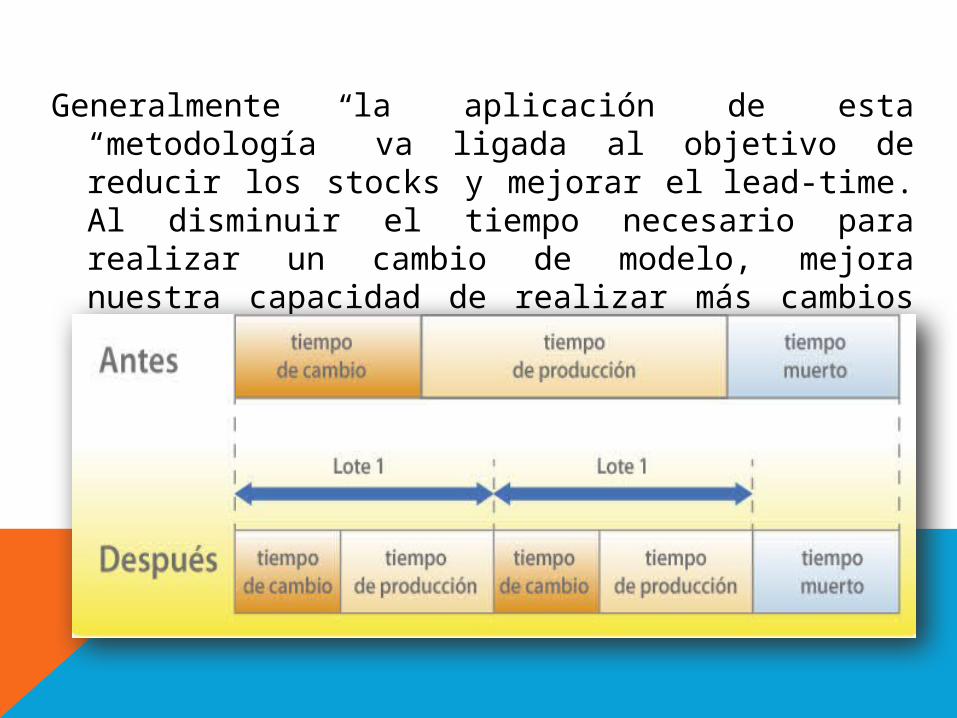
Generalmente la aplicación de esta “metodología” va ligada al objetivo de reducir los stocks y mejorar el lead-time. Al disminuir el tiempo necesario para realizar un cambio de modelo, mejora nuestra capacidad de realizar más cambios de modelo
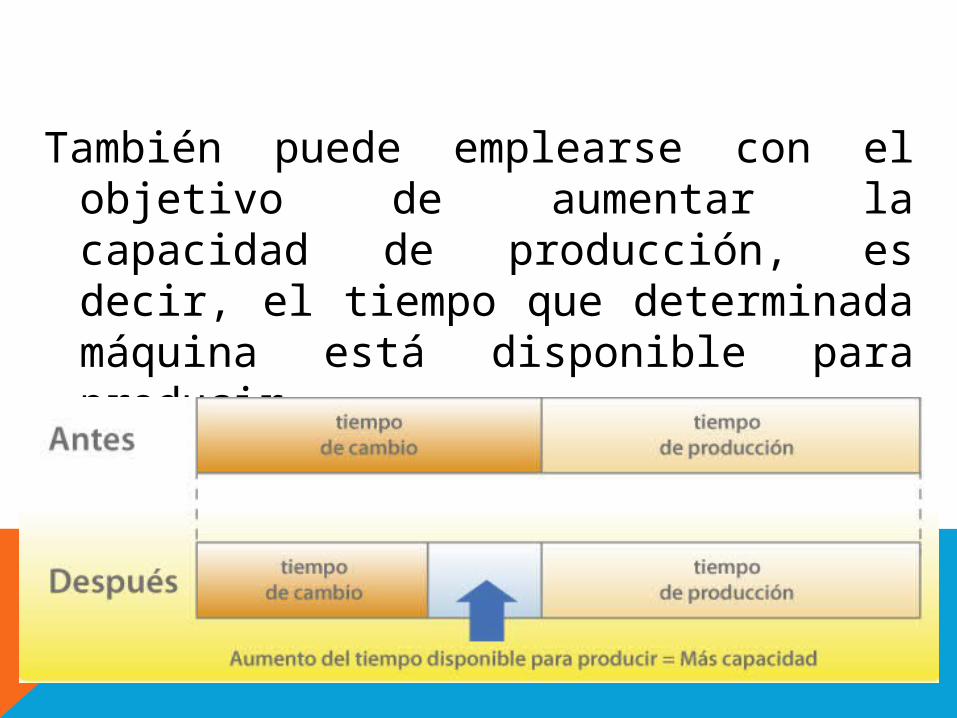
También puede emplearse con el objetivo de aumentar la capacidad de producción, es decir, el tiempo que determinada máquina está disponible para producir.
Disminución de tiempo de cambio = Aumento de tiempo disponible para producir
Es una Herramienta Japonesa que puede ser implementada en todo tipo de Organización o área de trabajo.
Su objetivo es mejorar y mantener la cultura de Orden y Limpieza en el lugar de trabajo, MEJORA las condiciones de Seguridad, Calidad, Ambiente Laboral y la Productividad.
Metodología 5 S’S
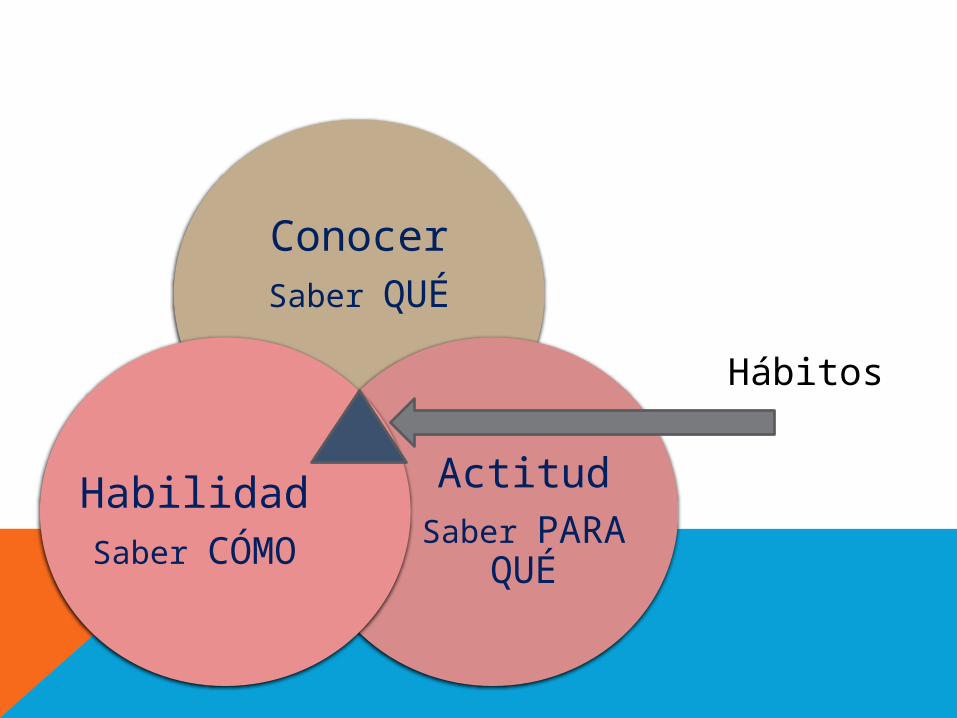
ConocerSaber QUÉ
ActitudSaber PARA
QUÉHabilidadSaber CÓMO
Hábitos
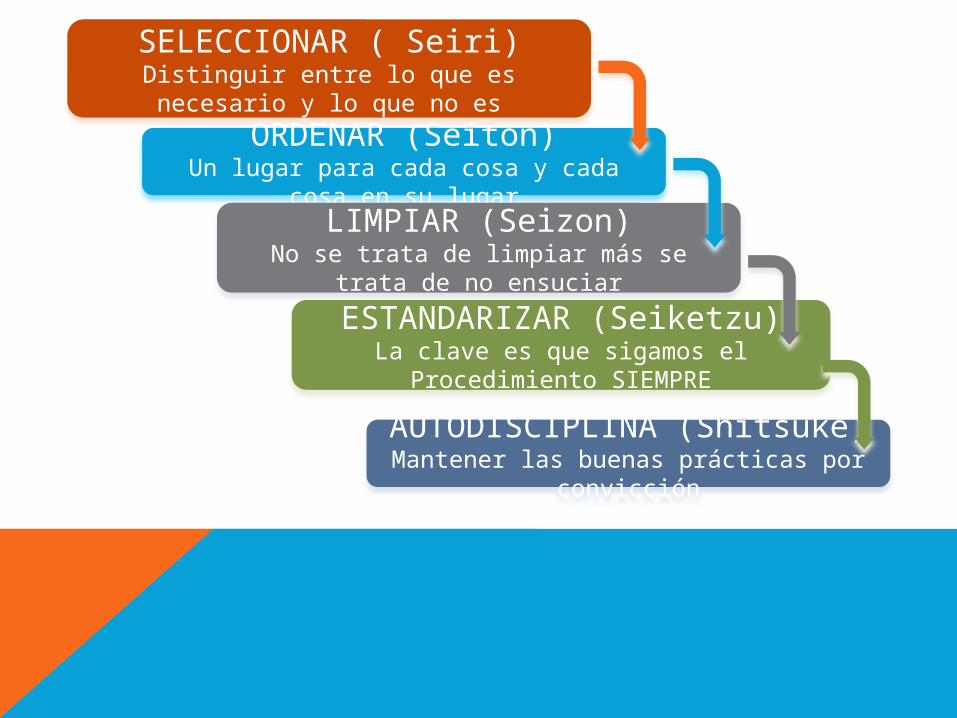
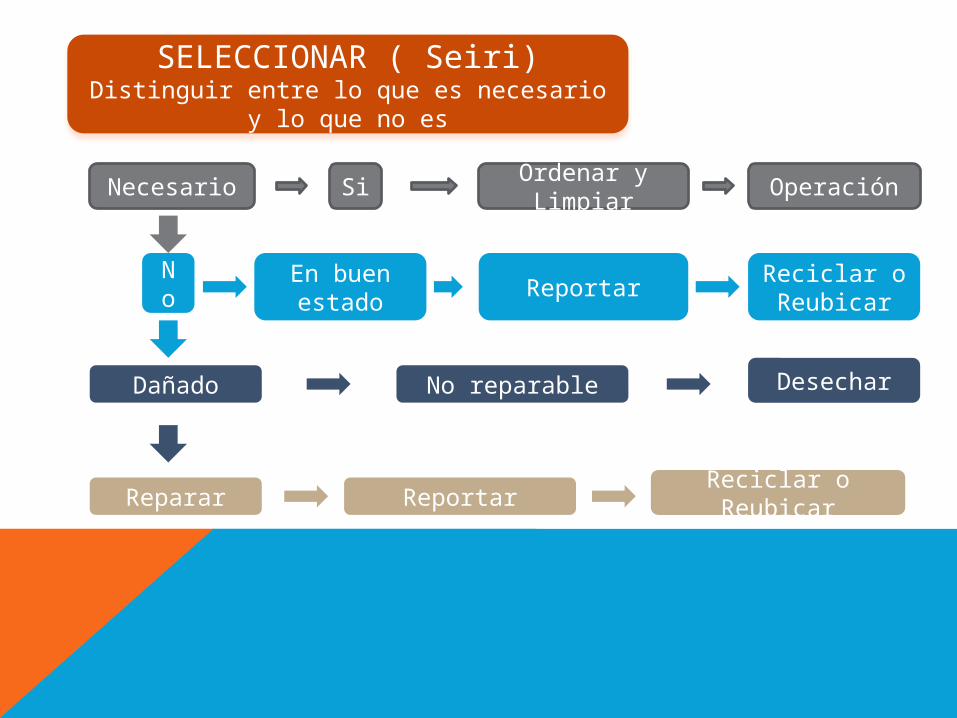
SELECCIONAR ( Seiri)Distinguir entre lo que es necesario y lo que no es
ORDENAR (Seiton)Un lugar para cada cosa y cada
cosa en su lugarLIMPIAR (Seizon)
No se trata de limpiar más se trata de no ensuciarESTANDARIZAR (Seiketzu)
La clave es que sigamos el Procedimiento SIEMPRE
AUTODISCIPLINA (Shitsuke)Mantener las buenas prácticas por
convicción
SELECCIONAR ( Seiri)Distinguir entre lo que es necesario
y lo que no es
El “A, B, C de Seleccionar”
A.- ¿Este objeto es Necesario? B.- ¿Cuántos necesito tener?
C.- ¿Dónde debe estar, Cuál es su lugar?
Mira a tu alrededor e intenta distinguir que pertenece y que no
SELECCIONAR ( Seiri)Distinguir entre lo que es necesario
y lo que no es
Un aspecto vital en este paso es que exista una proceso definido de que habrá que hacer con los desechos tanto utilizables como no utilizables y que exista un espacio destinado para su colocación.
SELECCIONAR ( Seiri)Distinguir entre lo que es necesario
y lo que no es
Necesario Si Ordenar y Limpiar
No
Dañado No reparable Desechar
Reciclar o Reubicar
En buen estado
Reparar
Reportar
Reportar Reciclar o Reubicar
Operación
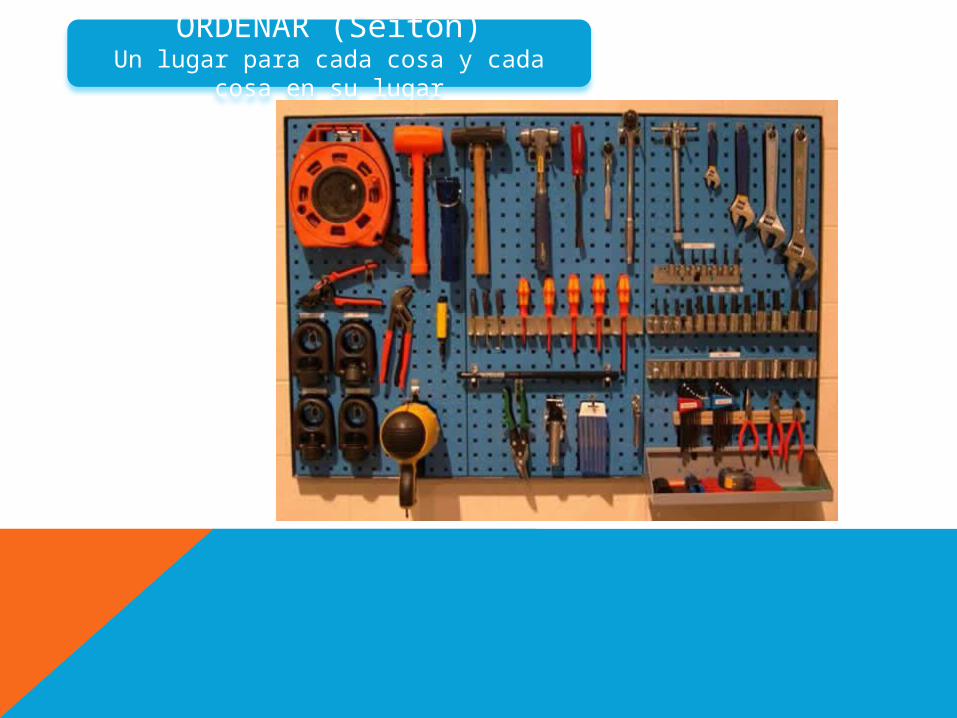
ORDENAR (Seiton)Un lugar para cada cosa y cada
cosa en su lugar
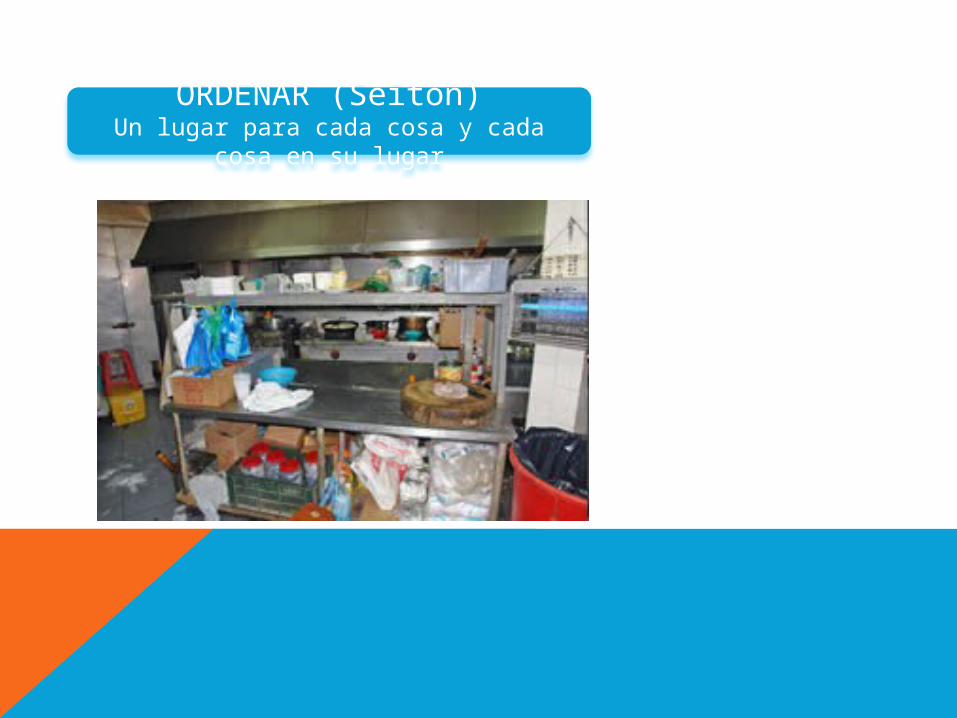
ORDENAR (Seiton)Un lugar para cada cosa y cada
cosa en su lugar
ORDENAR (Seiton)Un lugar para cada cosa y cada
cosa en su lugar
¿Cómo son los productos de tu trabajo? son documentos, de cuantos tipos, para cuantos destinos, son piezas pequeñas, grandes, son cajas, pesan no pesan …
Observa tu puesto de trabajo; ¿Tienes lo necesario para mantener el orden?
¿Tienes los recursos adecuados para manejarlos de una forma segura? Contenedores, Grúas, Gavetas, Papeleras, Montacargas, …
ORDENAR (Seiton)Un lugar para cada cosa y cada
cosa en su lugar
¿Necesitas implementar alguna estrategia para mantener el orden?
¿Qué necesitas para mantener en orden tu lugar de trabajo?
Tal vez requieres de implementar algunos recursos de clasificación, ordenamiento, delimitar áreas, señales, instructivos, que más se te ocurre.
ORDENAR (Seiton)Un lugar para cada cosa y cada
cosa en su lugar
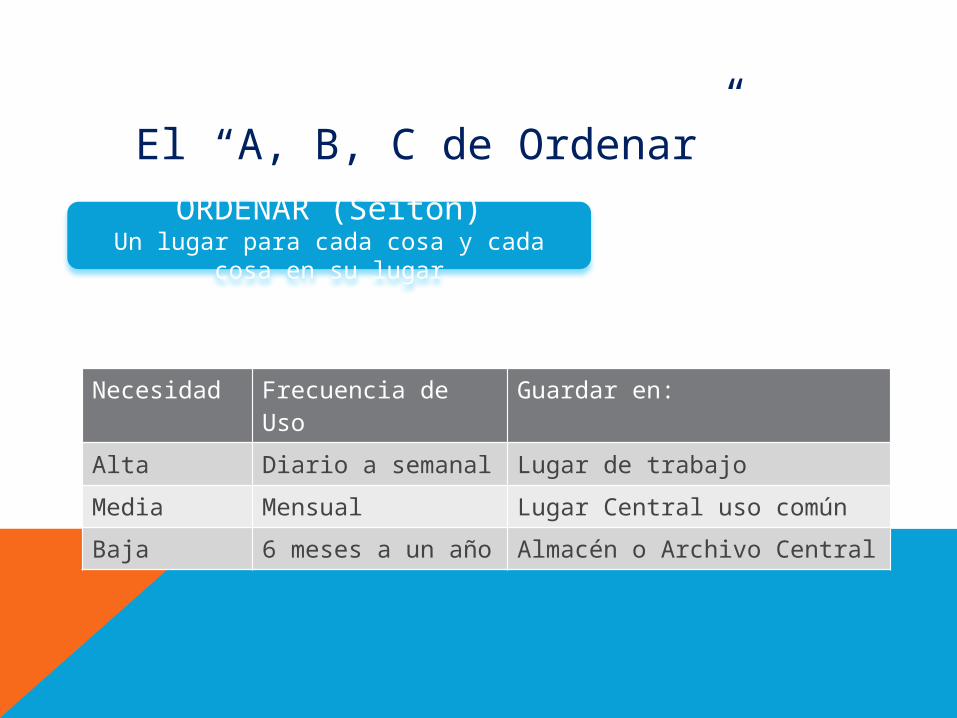
Necesidad Frecuencia de Uso
Guardar en:
Alta Diario a semanal Lugar de trabajoMedia Mensual Lugar Central uso comúnBaja 6 meses a un año Almacén o Archivo Central
El “A, B, C de Ordenar”
LIMPIAR (Seizon)No se trata de limpiar más se trata
de no ensuciar
El “A, B, C de Limpiar”
A.- ¿Se percibe limpio este ambiente? B.- ¿Cuándo se realizó la limpieza? C.- ¿Cómo se debe limpiar este ambiente?
LIMPIAR (Seizon)No se trata de limpiar más se trata
de no ensuciar
¿Necesitas implementar alguna estrategia para mantener el orden? Tal vez diseñar una barrera para evitar que el polvo o la suciedad entre…
¿Qué necesitas para mantener limpio tu lugar de trabajo?
¿Existe alguna zona que esta sucia por que no se sabe de quien es?
El “A, B, C de Limpiar”
LIMPIAR (Seizon)No se trata de limpiar más se trata
de no ensuciar
¿Los materiales e instrumentos de limpieza son suficientes, adecuados, están cerca de tu lugar de trabajo?
¿Los instrumentos de limpieza están en buen estado?
¿Existe algún control que permita saber cuando se limpió y quién lo hizo?
ESTANDARIZAR (Seiketzu)La clave es que sigamos el
Procedimiento SIEMPRE
El “A, B, C de Estandarizar”
A.- ¿Cómo se hace?
B.- ¿Cuándo se hace?
C.- ¿Quién lo hace?
ESTANDARIZAR (Seiketzu)La clave es que sigamos el
Procedimiento SIEMPRE
¿Existe algún orden establecido para tu lugar de trabajo? ¿El orden está definido por cada persona?
¿Esta establecida la frecuencia con que se realiza la limpieza en tu lugar de trabajo?
¿Hay algún documento instructivo de operación donde indique el EPP y la forma en que se operan los equipos?
AUTODISCIPLINA (Shitsuke)Mantener las buenas prácticas por
convicción
La disciplina no es visible, no puede medirse, sólo se detecta si existe o no, la disciplina sólo existe en la mente y la voluntad de LAS PERSONAS.
Sin la implementación de la 5ª S la implementación de las otras cuatro se deterioran rápidamente.
Se requiere la conciencia del impacto de mis decisiones y mis acciones para lograr hábitos de respeto orden y limpieza.
AUTODISCIPLINA (Shitsuke)Mantener las buenas prácticas por
convicción
Para sostener un sistema de orden y limpieza 5S´S se requiere la participación de TODAS LAS PERSONAS.
Se requiere respetar A LAS PERSONAS, los acuerdos, instrumentos, instructivos, procedimientos y estándares establecidos
Para mantener las buenas prácticas se requieren Personas Convencidas para hacerlo.
AUTODISCIPLINA (Shitsuke)Mantener las buenas prácticas por
convicción
Podemos ayudar a generar disciplina con Señales, Muros de Información, Fotos de Antes y Después.
Con auditorias cruzadas, con recorridos periódicos de superintendentes, con campañas como “Los 5 minutos diarios de 5 S’S” respetar A LAS PERSONAS, los acuerdos, instrumentos, instructivos, procedimientos y estándares establecidosDando seguimiento a los hallazgos por resolver y establecer una evaluación periódica.
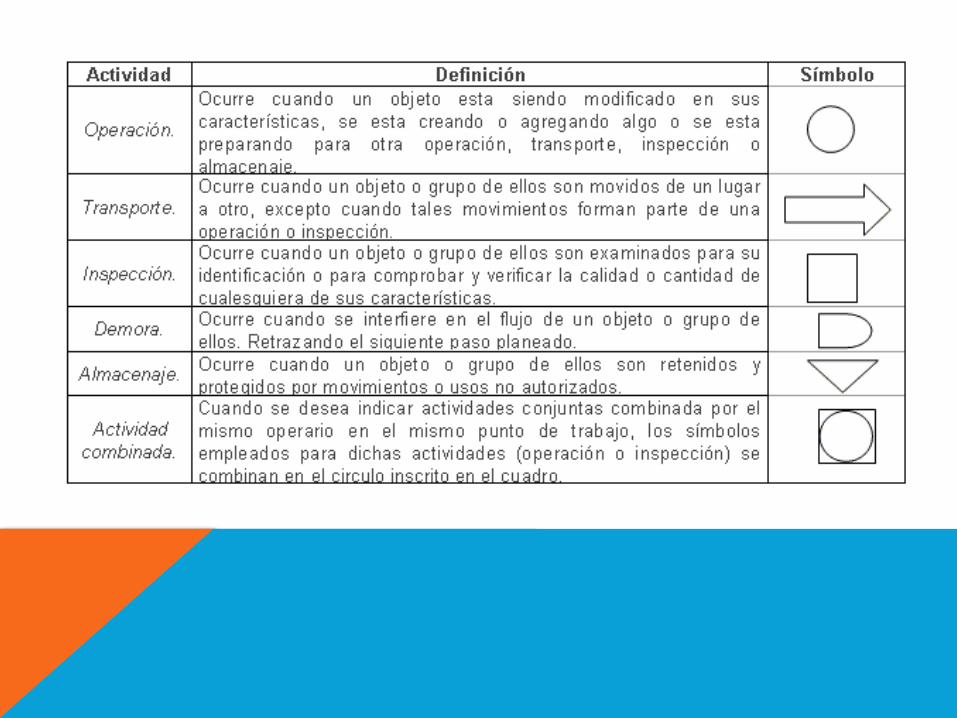
DIAGRAMA DE PROCESO DE OPERACIONES
ES UNA REPRESENTACIÓN GRÁFICA DETALLADA, CLARA, CONCISA Y ORDENADA DE LAS ACTIVIDADES NECESARIAS EN UN PROCESO DE FABRICACIÓN DE UN BIEN O SERVICIO.
Ayuda a comprender el trabajo como un proceso y a identificar en qué parte del proceso está el problema.
Es muy importante comprender que cada paso en el proceso crea relaciones o dependencias entre unos y otros para lograr la realización del trabajo.Cada paso del proceso depende en uno o varios proveedores de materiales o servicios y en algunos casos de información o recursos.
CONCEPTOS BÁSICOS
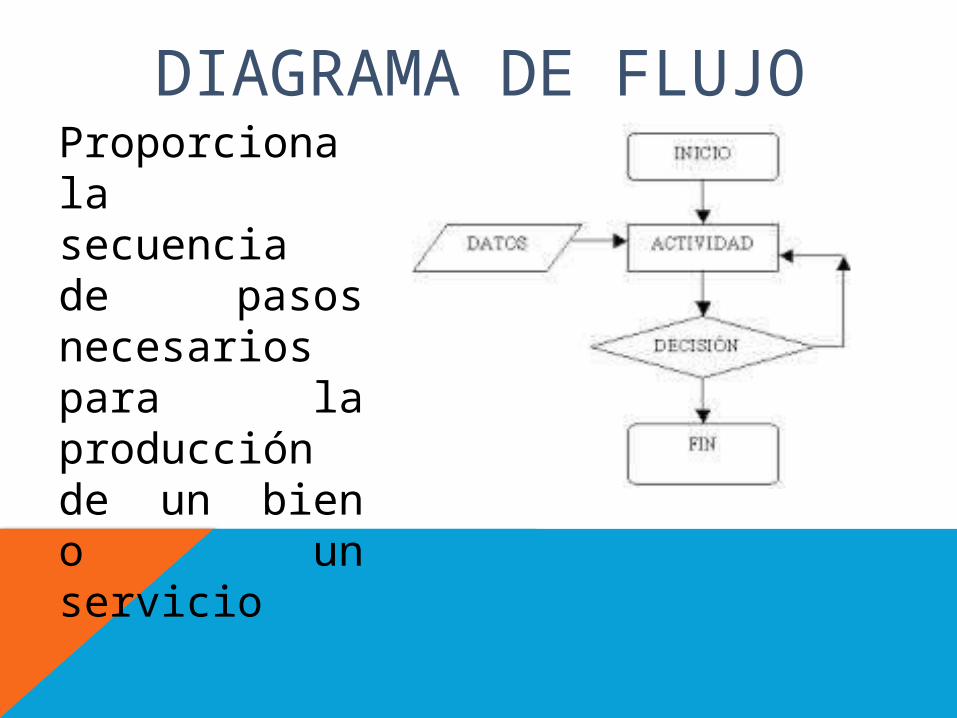
Proporciona la secuencia de pasos necesarios para la producción de un bien o un servicio
DIAGRAMA DE FLUJO
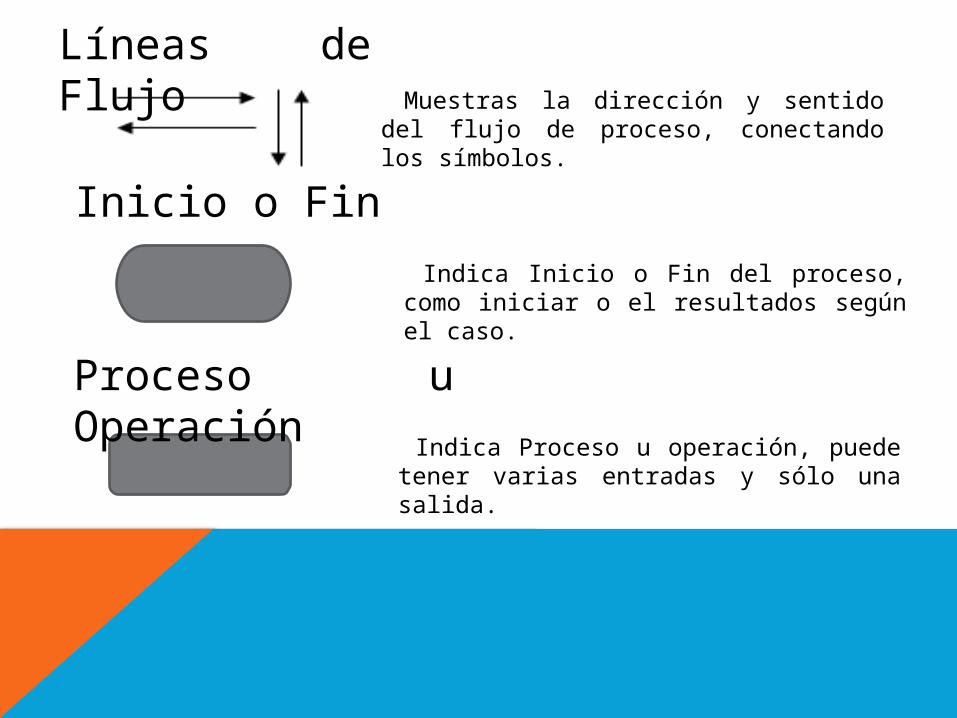
Líneas de Flujo Muestras la dirección y sentido
del flujo de proceso, conectando los símbolos.
Inicio o Fin
Proceso u Operación
Indica Inicio o Fin del proceso, como iniciar o el resultados según el caso.
Indica Proceso u operación, puede tener varias entradas y sólo una salida.
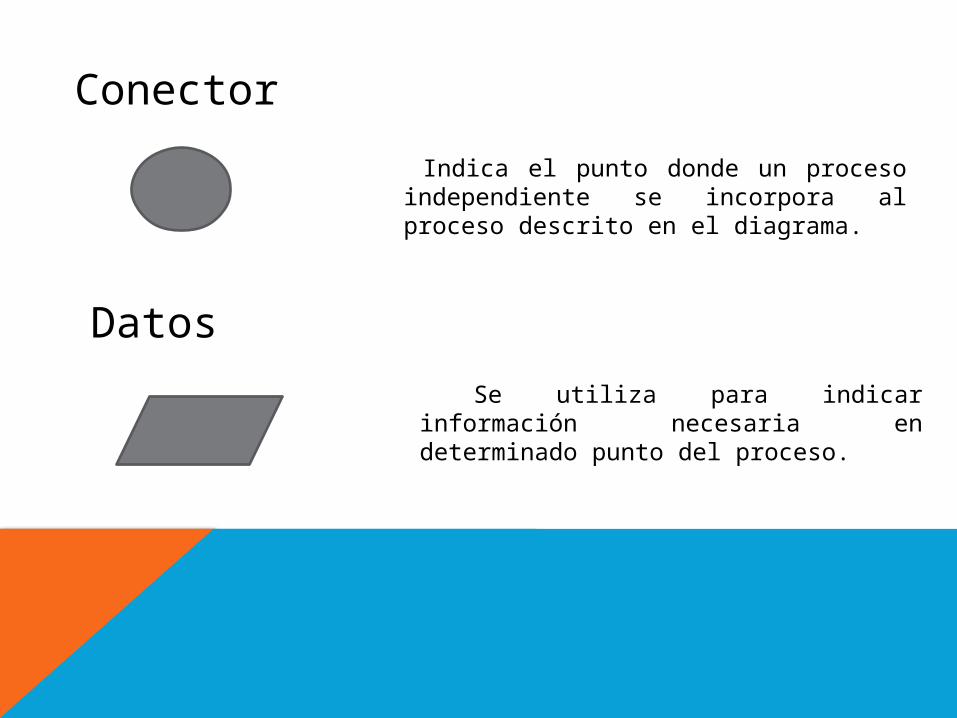
Conector Indica el punto donde un proceso independiente se incorpora al proceso descrito en el diagrama.
Datos Se utiliza para indicar información necesaria en determinado punto del proceso.
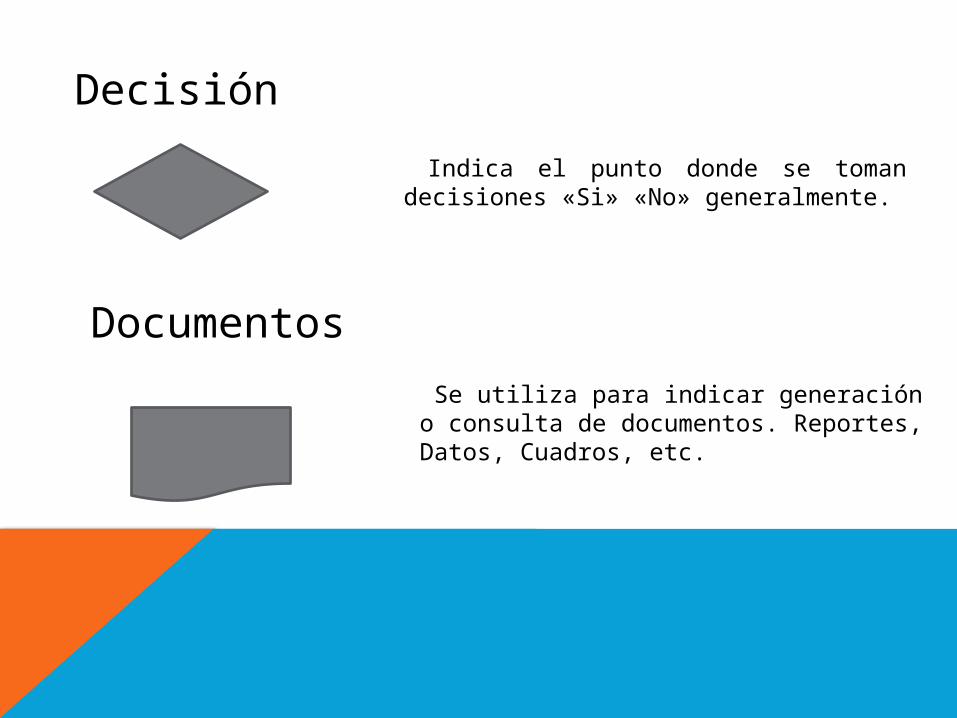
Decisión Indica el punto donde se toman decisiones «Si» «No» generalmente.
Documentos Se utiliza para indicar generación o consulta de documentos. Reportes, Datos, Cuadros, etc.





























