Embed Size (px)
Citation preview

Experiencias con mezclas “fibroasfálticas” en Argentina
Autores: Hugo D. Bianchetto *
R. Adrián Nosetti **
* Universidad Tecnológica Nacional – Facultad Regional Avellaneda
Av. Mitre 750 – Avellaneda, Argentina; e-mail: [email protected]
** Consultoría Integral de Obras Civiles (CONINOC S.A.)
San Martín 424 – C.A.B.A., Argentina; e-mail: [email protected]
Resumen
La Tecnología del Asfalto ha procurado, en los últimos tiempos, ofrecer alternativas que conduzcan a lograr pavimentos bituminosos más confortables, seguros y durables. Ejemplos de ello lo constituyen los microaglomerados de granulometría discontinua y las mezclas drenantes, que aseguran una mayor adherencia neumático-calzada y que además poseen características fonoabsorbentes, reduciendo el ruido de circulación.
En los últimos años han tomado auge los denominados “Pavimentos Perpetuos”, diseñados para una vida de servicio de hasta 50 años, en los cuales se supone que su estructura no debe presentar fallas relevantes durante todo ese tiempo, previéndose solamente la rehabilitación periódica y parcial de la capa superior. Tal inadmisibilidad de deterioros estructurales requiere del uso de mezclas de tipo superior para carpeta de rodamiento a fin de minimizar los perjuicios superficiales que puedan incidir en el comportamiento de las capas subyacentes. En tal sentido, el diseño de mezclas Stone Mastic Asphalt (SMA), con un fuerte esqueleto granular y elevada dotación de asfalto sin riesgos de escurrimiento gracias a la adición de fibras, ha permitido disponer de capas con gran resistencia mecánica y menor susceptibilidad al envejecimiento.
Concebidas en Alemania a mediados de la década de los `60, las SMA se vienen utilizando en Argentina desde el año 2000, cuando se ejecutaron como capas de rodadura dentro de la estrategia de repavimentación de la Autopista Ricchieri, que une la ciudad de Buenos Aires con el Aeropuerto Internacional de Ezeiza. A partir de entonces, muchos kilómetros de autopistas y avenidas, especialmente en el área metropolitana, se han construido con este tipo de aglomerado bituminoso.
El empleo a gran escala de estas mezclas originó la necesidad de llevar adelante nuevos estudios y de proponer normativas y especificaciones en Argentina que las incluyesen. La Comisión Permanente del Asfalto ha redactado prescripciones técnicas para las SMA y también para mezclas drenantes con adición de fibras. Además, se han realizado investigaciones en aras de perfeccionar estas tecnologías; así, se desarrollaron en laboratorio mezclas de características especiales para elevadas prestaciones, como las “SMA tibias y con ligante multigrado” y las “drenantes de elevada durabilidad” elaboradas con fibras.
En este artículo se reseñan las experiencias mencionadas y se efectúan comentarios acerca de los beneficios, las limitaciones y las perspectivas a futuro de las mezclas fibroasfálticas.

Las mezclas fibroasfálticas
Se define como “mezclas fibroasfálticas” a los aglomerados bituminosos que, además de estar conformados por áridos pétreos y ligante asfáltico, incluyen a las fibras como material componente en su formulación.
La adición de fibras a las mezclas asfálticas posibilita elevar la dotación de asfalto sin riesgos de escurrimiento y obedece a la estrategia de lograr un mayor espesor de la película de ligante que envuelve a los agregados a fin de minimizar los efectos del envejecimiento y aumentar la cohesión del conjunto.
Si bien es factible diseñar mezclas “fibroasfálticas” drenantes e, incluso, de granulometría continua, en la actualidad esta tecnología se asocia con las Stone Mastic Asphalt (SMA) [1].
Las SMA se desarrollaron hacia finales de la década de 1970 en Alemania. Son mezclas bituminosas en caliente de granulometría discontinua, compuestas por una fuerte matriz de agregados de trituración, en su mayoría gruesos, y una abundante dotación de filleres de aportación y de asfalto, más la incorporación de fibras para evitar el escurrimiento del ligante bituminoso libre. Como resultado de tal combinación de materiales, su contenido de vacíos es bajo y la capa terminada presenta una elevada macrotextura superficial.
Estas mezclas son empleadas en las capas superiores de carreteras de alto tránsito en muchos países del mundo [2], incluyendo América Latina. En Argentina se utilizan a gran escala desde el año 2000.
En sus comienzos, estas mezclas fueron productos comerciales desarrollados por varias empresas aunque con concepciones similares. La primera regulación formal fue la Norma ZTVbit-StB 84, publicada por los comités de especificaciones del Instituto de Investigación sobre Carreteras y Tráfico de Alemania, en la cual, por otra parte, se designó a este tipo de material por primera vez y de manera oficial con el nombre de “Splittmatrixasphalt, SMA”, traducido posteriormente al inglés como “Stone-Mastic-Asphalt” y manteniendo sus siglas.
Como característica distintiva, las SMA suelen presentar una vida útil prolongada. Si bien fueron concebidas originalmente para ser elaboradas con asfaltos convencionales, actualmente en Argentina se utilizan preferentemente ligantes modificados con polímeros. Su esqueleto pétreo posibilita transferir las cargas del tránsito al sustrato de apoyo y resistir las deformaciones plásticas, en particular los ahuellamientos o roderas; también son resistentes al envejecimiento y tienen buen comportamiento a fatiga [3]. La sumatoria de tales cualidades se traduce generalmente en el incremento de su periodo de servicio y en menores intervenciones de mantenimiento respecto de los pavimentos asfálticos tradicionales [4]. Por las numerosas ventajas mencionadas, son utilizadas como estratos superiores de los llamados “Pavimentos Perpetuos”, denominación otorgada a las soluciones estructurales que contemplan dos o más capas de SMA en su parte superior [5]. De hecho, las SMA pueden definirse como “la re- ingeniería de las mezclas asfálticas en caliente” [6].
Sin dudas, el empleo obligatorio de fibras en la dosificación constituye una singularidad de esta tipología. Inicialmente se usaron fibras de amianto, pero prontamente fueron desechadas por sus efectos nocivos para la salud; la alternativa elegida fue la utilización de fibras de celulosa de origen vegetal, las que además de ser sanitariamente seguras han demostrado una mayor eficiencia para la retención del asfalto, permitiendo así la envuelta de las partículas pétreas con una lámina bituminosa más gruesa que la existente en las mezclas convencionales. En un principio se solía clasificar a las fibras como “agentes estabilizantes”, pero es más apropiado definirlas como “agentes retentores de ligante”; su dosificación se efectúa mediante el “ensayo de escurrimiento” o “Test de Schellemberg”, siendo en general suficiente una dotación de fibras entre 0.3 y 0.5 % en peso de la mezcla.
La exigencia de disponer de áridos gruesos de calidad en las SMA se basa en la necesidad de asegurar la estructura pétrea autosoportante responsable de la alta resistencia a las deformaciones. Como los bordes de las partículas están expuestos a una gran concentración de tensiones, deben emplearse únicamente agregados duros, resistentes al impacto y al pulimento e insensibles al agua. La relación

entre áridos gruesos y finos suele ser de 70% - 30%, procurándose además una discontinuidad que se materializa habitualmente con un déficit en la fracción gruesa de las arenas, por ejemplo, con faltante de material entre los tamices Nº4 (4,75 mm) y Nº8 (2,3 mm).
Si bien las SMA poseen elevada macrotextura superficial, cualidad responsable de la excelente adherencia neumático-calzada y, por ende, de las características optimizadas en cuanto a confort y seguridad de los pavimentos ejecutados con esta tecnología, su contenido de vacíos debe ser bajo para asegurar su impermeabilidad. Es usual que las especificaciones establezcan, para las probetas Marshall de laboratorio, valores encuadrados entre 2 % y 4 %, admitiéndose en el pavimento terminado vacíos inferiores a 6 % o a lo sumo 7% con el fin de evitar fallas prematuras. Para lograr estos objetivos volumétricos es menester dotar a estos aglomerados con altos tenores de asfalto y de fíller. En las especificaciones argentinas se exige un porcentual de ligante en peso de la mezcla que sobrepase 6,5%, aunque se han fabricado con éxito mezclas SMA con contenidos de entre 6,0 y 6,5%. Por su parte, la adición de fíller comercial, condicionada por los límites granulométricos en el pasante del tamiz Nº200 (75 µm), impuestos de modo tal de lograr abundante material de relleno, y por la contribución natural de los finos provenientes de los áridos pétreos, debe formularse de modo tal de no exceder una concentración que derive en una indeseada rigidización de la mezcla; por ello, si bien se ha demostrado que la cal hidratada es el fíller de mejores propiedades para cualquier mezcla bituminosa [7], su aporte debe acotarse debido a su excesivo poder espesante y por ello es común incorporar fíller calizo para complementar el porcentaje deseado de polvo mineral. La Figura 1 muestra el huso granulométrico y la curva resultante una composición de áridos típica de una mezcla SMA-19 [8].
Figura 1. Huso granulométrico típico y curva resultante de una SMA-19
Los procesos de fabricación en planta y constructivos en obra son relativamente simples. En la usina hace falta una pequeña tolva adicional para las fibras y durante el mezclado se debe respetar una secuencia de incorporación de materiales tal que las fibras ingresen después de los áridos, se mezclen con ellos (operación que suele demandar entre 5 y 15 segundos) y por último ingrese el asfalto. En el frente de obra, la Stone Mastic Asphalt es un tipo de mezcla sencilla de compactar; no obstante, la extensión y la compactación deben realizarse tomando todos los recaudos usuales para cualquier mezcla en caliente. Al igual que en las otras mezclas abiertas, en las SMA se usan sólo rodillos lisos metálicos para lograr la densificación deseada.
El control de calidad se centra en la determinación en laboratorio del porcentaje de vacíos de la mezcla (moldeo de probetas), del porcentaje de asfalto y la granulometría resultante; y en el pavimento terminado, de los vacíos y del espesor de la capa mediante la extracción y ensayo de testigos. También es usual que las especificaciones exijan valores de resistencia mecánica y de resistencia a la acción del agua, comúnmente empleando ensayos de tracción indirecta en seco y
0
10
20
30
40
50
60
70
80
90
100
Curva resultante Límite Inferior Límite superior
Nº200 Nº100 Nº50 Nº30 Nº16 Nº8 Nº4 1/4" 3/8" 1/2" 5/8" 3/4" 1"
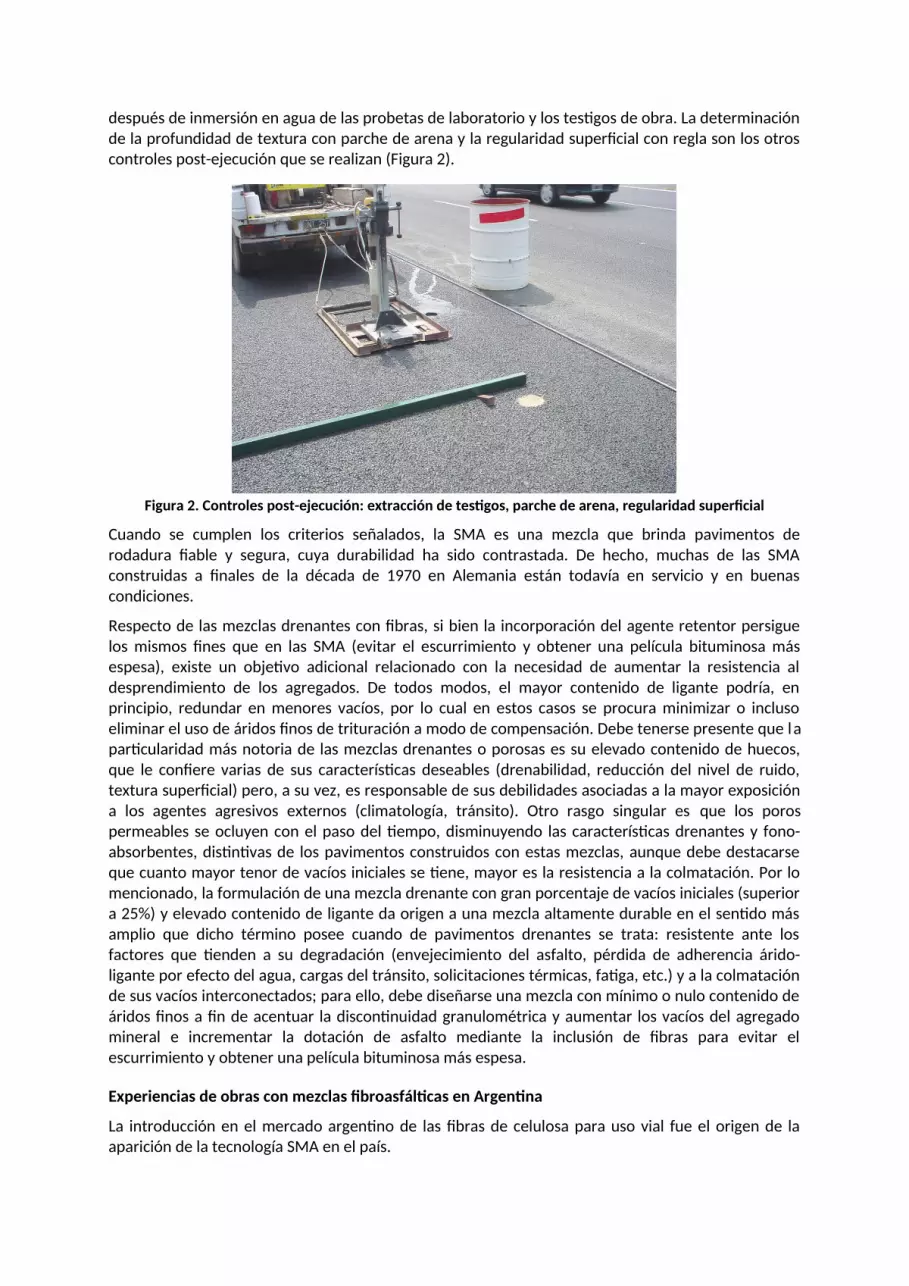
después de inmersión en agua de las probetas de laboratorio y los testigos de obra. La determinación de la profundidad de textura con parche de arena y la regularidad superficial con regla son los otros controles post-ejecución que se realizan (Figura 2).
Figura 2. Controles post-ejecución: extracción de testigos, parche de arena, regularidad superficial
Cuando se cumplen los criterios señalados, la SMA es una mezcla que brinda pavimentos de rodadura fiable y segura, cuya durabilidad ha sido contrastada. De hecho, muchas de las SMA construidas a finales de la década de 1970 en Alemania están todavía en servicio y en buenas condiciones.
Respecto de las mezclas drenantes con fibras, si bien la incorporación del agente retentor persigue los mismos fines que en las SMA (evitar el escurrimiento y obtener una película bituminosa más espesa), existe un objetivo adicional relacionado con la necesidad de aumentar la resistencia al desprendimiento de los agregados. De todos modos, el mayor contenido de ligante podría, en principio, redundar en menores vacíos, por lo cual en estos casos se procura minimizar o incluso eliminar el uso de áridos finos de trituración a modo de compensación. Debe tenerse presente que la particularidad más notoria de las mezclas drenantes o porosas es su elevado contenido de huecos, que le confiere varias de sus características deseables (drenabilidad, reducción del nivel de ruido, textura superficial) pero, a su vez, es responsable de sus debilidades asociadas a la mayor exposición a los agentes agresivos externos (climatología, tránsito). Otro rasgo singular es que los poros permeables se ocluyen con el paso del tiempo, disminuyendo las características drenantes y fono-absorbentes, distintivas de los pavimentos construidos con estas mezclas, aunque debe destacarse que cuanto mayor tenor de vacíos iniciales se tiene, mayor es la resistencia a la colmatación. Por lo mencionado, la formulación de una mezcla drenante con gran porcentaje de vacíos iniciales (superior a 25%) y elevado contenido de ligante da origen a una mezcla altamente durable en el sentido más amplio que dicho término posee cuando de pavimentos drenantes se trata: resistente ante los factores que tienden a su degradación (envejecimiento del asfalto, pérdida de adherencia árido-ligante por efecto del agua, cargas del tránsito, solicitaciones térmicas, fatiga, etc.) y a la colmatación de sus vacíos interconectados; para ello, debe diseñarse una mezcla con mínimo o nulo contenido de áridos finos a fin de acentuar la discontinuidad granulométrica y aumentar los vacíos del agregado mineral e incrementar la dotación de asfalto mediante la inclusión de fibras para evitar el escurrimiento y obtener una película bituminosa más espesa.
Experiencias de obras con mezclas fibroasfálticas en Argentina
La introducción en el mercado argentino de las fibras de celulosa para uso vial fue el origen de la aparición de la tecnología SMA en el país.

En primera instancia se planteó como una alternativa a los microaglomerados asfálticos en caliente. Las diferencias existentes entre ambas variedades comenzaron a definir cada campo de acción, aunque todavía hay “zonas grises” o superpuestas. De todos modos, la mayor versatilidad de tamaños máximos de agregados y, por ende, de espesores, de las mezclas SMA, y la cualidad de poder incorporar más cantidad de ligante, han decidido el uso de SMA en pavimentos con elevadas solicitaciones de cargas y potenciales riesgos de envejecimiento y/o de pérdida de adherencia neumático-pavimento con calzada mojada.
En Argentina hay varios ejemplos de uso de esta tecnología, empleándose diferentes variantes:
- Sistema monocapa, para revestimiento de superficies deterioradas y/o mejora de la textura de la capa de rodamiento.
- Sistema bicapa yuxtapuesto (SMA-BY), para rehabilitación superficial, diseñado para avenidas y carreteras donde se distinguen carriles para vehículos livianos y carriles para buses y vehículos pesados, en algunos casos separados por una barrera física.
- Sistema bicapa superpuesto (SMA-BS), que se aplica en dos capas de igual o dlferente formulación para reforzar estructuras flexibles, flexible-compuestas (asfáltica sobre bases estabilizadas con cemento) y rígidas-compuestas (asfáltica sobre hormigón). Puede ser sistema directo (SMA-BDS) o inverso (SMA-BIS) según la progresión vertical de tamaños máximos de los áridos, o bien “enriquecido” (SMA-BES) si ambas capas tienen igual granulometría pero distinto % de ligante.
Si bien en 1998 ya se habían realizado algunas pruebas preliminares, como la pavimentación de un tramo de la Ruta Nacional Nº36 en la provincia de Córdoba, la primera ejecución a gran escala con SMA fue la pavimentación de la Autopista Ricchieri, en Buenos Aires, en 2000 (Figura 3). Reconociéndose la falta de experiencia en estas mezclas, se tomaron recaudos extremos aplicándose un estricto control de calidad en las diferentes etapas: selección de materiales, dosificación de la mezcla, elaboración en planta, procesos constructivos en el frente de la obra y fase de servicio. Consistió en un SMA-BY, con trochas de SMA-12 y de SMA-19, empleándose asfalto modificado con polímeros SBS [9]. Se cuidaron especialmente los aspectos relacionados con el acondicionamiento de la capa receptora. A posteriori comenzó la pavimentación de la Autopista Jorge Newbery (Ezeiza-Cañuelas), que conecta con la anterior y deriva el tránsito hacia la zona sur del Gran Buenos Aires, con SMA-19 y asfalto polimerizado AM3, la cual fue concluida en una segunda etapa en 2005 con una capa de SMA-10, también con ligante AM3. Algunas secciones de las vías mencionadas superan en la actualidad los 200.000 vehículos de TMDA.
Figura 3. Carpeta con SMA en la Autopista Jorge Newbery, año 2000

En 2001 se construyó carpeta de rodamiento con SMA-19 y ligante AM3 en un tramo de la Ruta Nacional Nº8, en la Provincia de Buenos Aires. Y en 2003 se hizo lo propio con un tramo de la Ruta Nacional Nº5.
La positiva experiencia acumulada en aquellas obras iniciáticas alentó la realización de tramos en vías urbanas. En 2002 se rehabilitaron varios trechos de calzadas en el barrio de Constitución de la ciudad de Buenos Aires; aunque fueron considerados como experimentales, se habilitaron con éxito al tránsito durante algún tiempo para luego ser recapados con mezcla densa. Se trató de variantes monocapa de SMA-12 y SMA-19 (Figura 4).
Figura 4. Primera experiencia de pavimento urbano con SMA en Buenos Aires, año 2002
En 2003 se efectuó una prueba con SMA con asfalto anticarburante en otros sectores de Plaza Constitución [10].
Las obras precitadas configuraron una base experimental altamente valiosa, preparatoria de trabajos de mayor envergadura que se efectuaron a posteriori, especialmente en la capital del país y sus alrededores.
Tal fue el caso de la readecuación de la capa de rodamiento del eje viario constituido por las Avenidas Huergo-Madero en la zona portuaria de Buenos Aires, en 2005; Figura 5. Se trata de una arteria con intenso tráfico pesado, que incluye camiones portacontenedores. La solución adoptada fue un sistema bicapa inverso superpuesto (SMA-BIS) [11]: una estructura rígida-compuesta, formada por pavimento de hormigón como subbase de capas asfálticas, y la tecnología SMA aplicada en dos capas: SMA-19 en superficie y SMA-12 subyacente especialmente diseñada para tránsito pesado.

Figura 5. Rehabilitación y refuerzo de las Avenidas Huergo-Madero, Buenos Aires, 2005
El objetivo perseguido en el proyecto de rehabilitación y refuerzo de las Avenidas Huergo-Madero fue multipropósito: proveer una nueva calzada que brinde seguridad y confort al usuario e incrementar la durabilidad del servicio para llevar al mínimo la frecuencia de tareas de mantenimiento y extender el plazo para la próxima rehabilitación. Varios años después de su puesta en servicio el pavimento continuaba en buenas condiciones generales, con deterioros mayormente leves y aislados. Recién en el corriente año se efectuaron trabajos de rehabilitación parcial, consistentes en fresado superficial y posterior recapado con SMA.
Entre 2005 y 2006 proliferaron las obras con esta metodología en la capital argentina. Las Avenidas Córdoba, J. M. Moreno y La Plata y las Autopistas Perito Moreno y Dellepiane fueron repavimentadas con el sistema SMA-BY, utilizando SMA-19 en los carriles para tránsito pesado (ómnibus, camiones) y SMA-12 en los carriles transitados por vehículos livianos; Figura 6. Resulta interesante, además del comportamiento diferenciado desde el punto de vista estructural y funcional, la distinción de carriles que se obtiene por efecto de las dos macrotexturas expuestas: se produce una clara división visual entre carriles, además de la que ejerce la pintura de demarcación horizontal. Cada carril tiene las propiedades optimizadas de acuerdo con el tipo de tránsito predominante.
SMA 0-12
Figura 6. Sistema bicapa yuxtapuesto con SMA-19 y SMA-12
SMA-19
SMA-12

También en 2006 se amplió y repavimentó el Acceso Oeste a la ciudad de Buenos Aires (Figura 7), utilizándose el sistema SMA-BDS, aplicando una capa SMA-12 en superficie y una capa SMA-19 subyacente, empleándose ligantes modificados con polímeros del tipo SBS (AM3 según la normativa argentina). Además se pavimentó la Avenida Cantilo, arteria troncal de ingreso ubicada al norte de la ciudad, donde se diseñó una estrategia de rehabilitación empleando el sistema Bicapa Enriquecida Superpuesta (SMA-BES) con dos aplicaciones de SMA-12 con el mismo tamaño máximo de agregado y distinto contenido de ligante modificado sobre pavimento de hormigón, ambas de similar espesor delgado; la primera capa, apoyada sobre las losas de hormigón, es la de mayor contenido de ligante.
En ese mismo año se efectuaron trabajos de rehabilitación superficial en pavimento urbano en la Avenida de Mayo, en el centro porteño. Se recurrió a un sistema monocapa SMA-12, elaborado con ligante polimerizado y fue necesario efectuar numerosas tareas de acondicionamiento del pavimento existente: fresado, sellado de fisuras, parches de geotextil impregnado con asfalto modificado y reconstituciones de gálibo con arena-asfalto, debiéndose ejecutar los procesos constructivos exclusivamente de noche por razones de transitabilidad (Figura 8). En la actualidad, a más de nueve años de su puesta en servicio, la citada arteria muestra un buen estado de conservación.
Figura 7. Acceso Oeste a la ciudad de Buenos Aires, año 2006
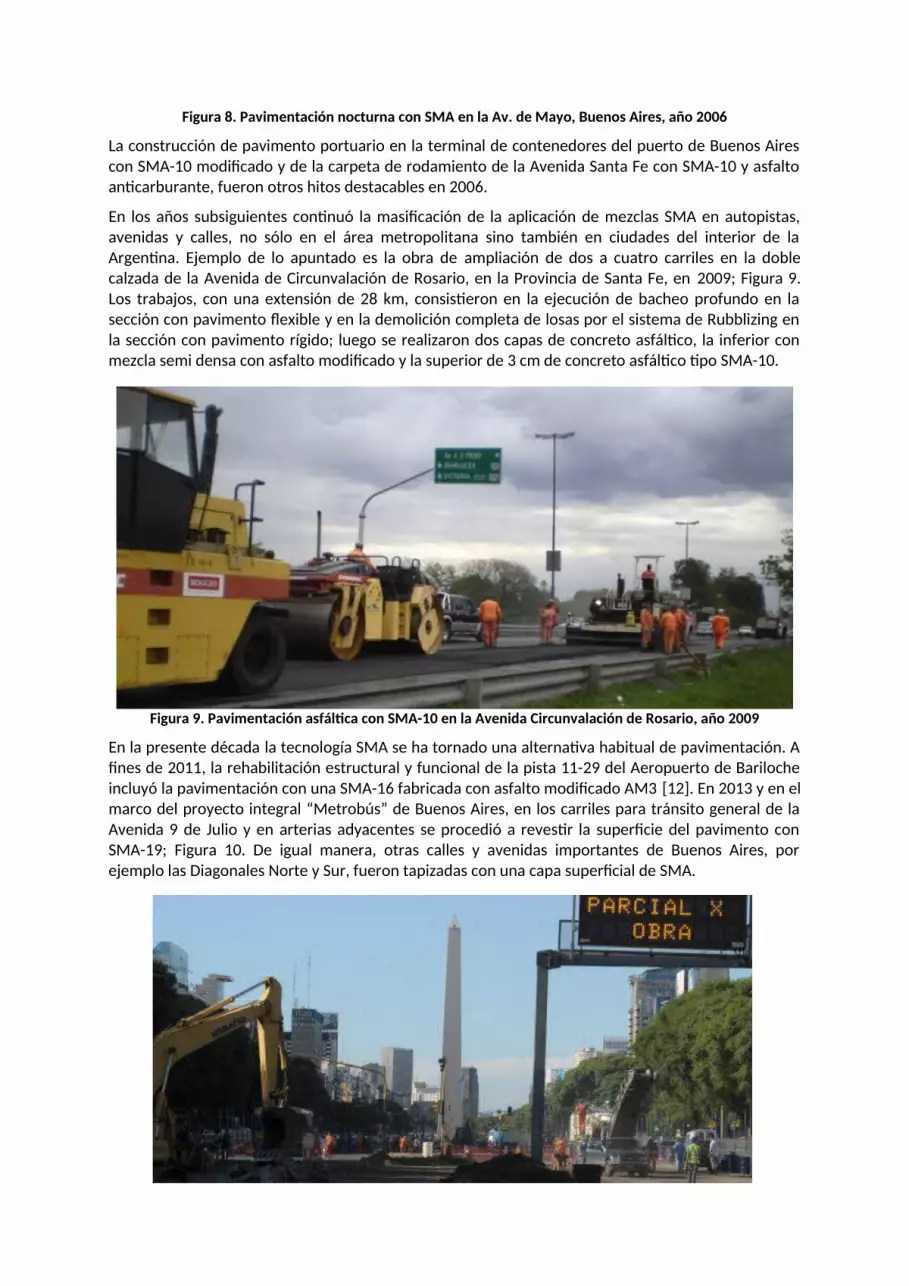
Figura 8. Pavimentación nocturna con SMA en la Av. de Mayo, Buenos Aires, año 2006
La construcción de pavimento portuario en la terminal de contenedores del puerto de Buenos Aires con SMA-10 modificado y de la carpeta de rodamiento de la Avenida Santa Fe con SMA-10 y asfalto anticarburante, fueron otros hitos destacables en 2006.
En los años subsiguientes continuó la masificación de la aplicación de mezclas SMA en autopistas, avenidas y calles, no sólo en el área metropolitana sino también en ciudades del interior de la Argentina. Ejemplo de lo apuntado es la obra de ampliación de dos a cuatro carriles en la doble calzada de la Avenida de Circunvalación de Rosario, en la Provincia de Santa Fe, en 2009; Figura 9. Los trabajos, con una extensión de 28 km, consistieron en la ejecución de bacheo profundo en la sección con pavimento flexible y en la demolición completa de losas por el sistema de Rubblizing en la sección con pavimento rígido; luego se realizaron dos capas de concreto asfáltico, la inferior con mezcla semi densa con asfalto modificado y la superior de 3 cm de concreto asfáltico tipo SMA-10.
Figura 9. Pavimentación asfáltica con SMA-10 en la Avenida Circunvalación de Rosario, año 2009
En la presente década la tecnología SMA se ha tornado una alternativa habitual de pavimentación. A fines de 2011, la rehabilitación estructural y funcional de la pista 11-29 del Aeropuerto de Bariloche incluyó la pavimentación con una SMA-16 fabricada con asfalto modificado AM3 [12]. En 2013 y en el marco del proyecto integral “Metrobús” de Buenos Aires, en los carriles para tránsito general de la Avenida 9 de Julio y en arterias adyacentes se procedió a revestir la superficie del pavimento con SMA-19; Figura 10. De igual manera, otras calles y avenidas importantes de Buenos Aires, por ejemplo las Diagonales Norte y Sur, fueron tapizadas con una capa superficial de SMA.

Figura 10. Obras en Av. 9 de Julio de Buenos Aires para el proyecto “Metrobús”, año 2013
En 2012 se realizó un tramo con SMA en la Autopista Ezeiza-Cañuelas, empleando fibras aditivadas con ceras para disminuir las temperaturas de fabricación y compactación [13].
Como proyecto destacable en ejecución merece mencionarse la Autopista “Camino Parque del Buen Ayre”, ubicada en la zona norte del Gran Buenos Aires; el mismo contempla una superestructura tipo “full-depth” con 18 cm de mezcla bituminosa reciclada, 9 cm de concreto asfáltico denso modificado y una carpeta superior de 5 cm de SMA-19 con AM3; Figura 11.
Figura 11. Camino del Buen Ayre: trabajos de pavimentación previos a la ejecución de la carpeta de rodamiento con SMA, año 2014.
Normativa sobre mezclas fibroasfálticas en Argentina
La Comisión Permanente del Asfalto de Argentina propuso sendas especificaciones para mezclas SMA: la primera, incluida en las prescripciones para mezclas de bajo espesor (<40 mm) corresponde a las SMA-10 y SMA-12; y la restante para SMA-19 a colocar en capas de espesor >50 mm [14] [15].
Además de las obvias diferencias de tamaño máximo de agregados y, consecuentemente, de los husos granulométricos (Tabla 1), se enfatiza ya desde las definiciones semánticas de estos aglomerados una diferenciación en cuanto al contenido de vacíos totales permitidos: entre 2% y 4% para las mezclas SMA-10 y 12, y entre 3% y 5% para las SMA-19.
Tabla 1. Husos granulométricos de las SMA especificadas

Las exigencias sobre los áridos pétreos y los fílleres a utilizar son comunes en ambas especificaciones. Se destacan algunas indicaciones para los agregados gruesos (Tabla 2), en particular los valores máximos admisibles de Índice de Lajas y de Desgaste Los Ángeles y la inclusión del ensayo de Polvo Adherido para cuantificar la limpieza. En los agregados finos y en los fílleres se indican requerimientos habituales para mezclas bituminosas de tipo superior. Está contemplado el uso tanto de asfalto convencional como modificado con polímeros, aclarando que el tipo de ligante “se seleccionará de acuerdo a las condiciones de clima, tránsito y estructurales del proyecto” y que debe cumplir las exigencias de las normas argentinas IRAM. Para los riegos de adherencia establece que debe emplearse una emulsión asfáltica catiónica de rotura rápida modificada con polímeros del tipo CRRm, de acuerdo a la Norma IRAM-IAPG 6698 (2005), aunque admite la posibilidad de aplicar una emulsión catiónica convencional de corte rápido CRR (IRAM-IAPG 6691-200) en cuyo caso debe dejarse expresa constancia de este permiso en las Especificaciones Técnicas Particulares de la obra.
Tabla 2. Algunos requisitos para áridos gruesos
Para las fibras a incorporar, si bien no se explicita que tengan que ser de celulosa, se deja en claro que deben ser capaces de inhibir el escurrimiento de ligante y no ser nocivas para la salud y el medio ambiente ni interactuar negativamente con el ligante ni con los áridos. Podrán ser suministradas en pellets o sueltas; en ambos casos se deberán asegurar las condiciones de almacenamiento de las fibras y de dispersión y mezclado en la planta asfáltica. Se exige asimismo que el proveedor de fibras suministre un certificado de calidad detallando descripción, características y recomendaciones de uso y que, en el caso de proveerse en forma de pellets, el fabricante debe indicar los porcentajes relativos de fibra y de ligante empleados.
En los “criterios de dosificación”, más allá de las mencionadas diferencias en cuanto a los límites de los porcentajes de vacíos totales y también del tenor mínimo de Vacíos del Agregado Mineral, VAM (18% para SMA 10 y 12; 17% para SMA 19), no existen variaciones de los otros parámetros para las distintas SMA abarcadas por las especificaciones. El porcentaje de Resistencia Conservada en Tracción Indirecta debe ser mayor a 80, en tanto que el Escurrimiento de ligante no debe superar 0,35%. Se incluyen también otros requisitos relacionados con los contenidos de ligante (>6,5%), de cal hidratada (<3%) y de fibras (>0,35%), pero tales valores deberían tomarse como indicativos y no como prescripciones, porque se han tenido experiencias positivas con mezclas que poseían dosis inferiores de ligante y/o de fibras, en tanto que el máximo de cal hidratada podría variar en función de la concentración crítica de dicho fíller y del porcentaje de asfalto en la mezcla.
Los requisitos para la usina asfáltica, los camiones de transporte, la extendedora y los equipos de compactación no difieren de los usualmente indicados para cualquier mezcla de tipo superior, a

excepción de la prohibición de empleo de rodillos mixtos o neumáticos, habitual para cualquier mezcla de granulometría discontinua.
Las condiciones del estado del sustrato de apoyo previo a la extensión de la mezcla (regularidad, ausencia de deterioros, limpieza) como así también las operaciones de compactación y formación de juntas, son similares a las de cualquier mezcla para carpeta de rodamiento. La dotación de r iego de liga (entre 0,15 l/m2 y 0,30 l/m2) debería considerarse como orientativa.
Para la unidad terminada se precisa un valor medio de vacíos totales de los testigos extraídos entre 3% y 6%. Se incluyen exigencias de rugosidad (IRI) y la obligatoriedad de determinar la adherencia neumático-pavimento (F60), aunque en este caso sin especificar valores exigibles. También se imponen requisitos de textura superficial según lo indicado en Tabla 3.
Tabla 3. Requisitos de textura superficial para la carpeta terminada
CARACTERISTICA Norma SMA 10 SMA 12 SMA 19
Macrotextura (Altura de círculo de arena) [mm] IRAM 1850 Promedio lote > 1.0
Desvío St. < 0,5mmPromedio lote > 1.2Desvío St. < 0,5mm
Promedio lote > 1.5Desvío St. < 0,5mm
Investigación, desarrollo e innovación con mezclas fibroasfálticas
El concepto tradicional de “durabilidad” en las mezclas asfálticas se asocia a dos factores que tienden a su degradación: el envejecimiento del asfalto y la pérdida de adherencia árido-ligante por efecto del agua. Puede, incluso, admitirse una acepción ampliada del significado del término “durabilidad” que incluye otras variables intervinientes que atentan contra la vida útil de los pavimentos: fatiga y deformaciones permanentes (por cargas del tránsito y solicitaciones térmicas), que se traducen mayormente en fisuras y en ahuellamientos; pérdida de la resistencia al deslizamiento superficial por exudaciones de ligante o por pulimento de los áridos; desprendimientos de partículas por excesiva textura superficial debido a subcompactación, a segregaciones térmicas y granulométricas o a la incidencia de clavos y cadenas de neumáticos en vialidad invernal; etc.
La Tecnología del Asfalto ha procurado, en los últimos tiempos, ofrecer alternativas que conduzcan a lograr mezclas bituminosas más durables. Ejemplo de ello es el auge de los denominados “Pavimentos Perpetuos”, diseñados para una vida útil extendida (se habla de, cuanto menos, el doble respecto de un pavimento convencional), cuya estructura no debería presentar fallas que atenten contra su serviciabilidad durante todo el tiempo de servicio, previéndose solamente tareas mínimas de mantenimiento. De todos modos, tal inadmisibilidad de deterioros requiere del uso de mezclas de tipo superior a fin de minimizar los perjuicios superficiales y estructurales que pueden incidir en el comportamiento pavimento. En tal sentido, el diseño de mezclas con fuerte esqueleto pétreo y la adición de fibras para permitir el incremento de la dotación de asfalto sin riesgos de escurrimiento (y, por ende, lograr un mayor espesor de película de ligante) ha significado un “salto de calidad tecnológico”, pues a la elevada resistencia mecánica provista por la trabazón granular se suma una notoria atenuación de los efectos del envejecimiento, una mejor adherencia árido-ligante y una mayor cohesión en el aglomerado. A continuación se exponen algunos proyectos de investigación, desarrollo e innovación, con participación activa de los autores de este trabajo, relacionados con mezclas fibroasfálticas.
Nosetti et al. [3] [16] efectuaron comparaciones de comportamiento entre un microaglomerado sin fibras con 5,4% de ligante y una SMA de granulometría similar (Tabla 4) pero con 6,4% gracias a la adición de fibras (con los mismos áridos, fílleres y ligante polimerizado). Hallaron cuantitativamente una mayor resistencia de la SMA a la fatiga, a las deformaciones plásticas y al envejecimiento. Los ensayos de fatiga consistieron en someter a probetas prismáticas, apoyadas en sus extremos y sujetas en su centro (“viga de tres puntos”) a un desplazamiento que varía en el tiempo según una función sinusoidal; estas pruebas se realizaron a una temperatura de 20 ºC y con una frecuencia de onda de 10 Hz. Las experiencias, efectuadas bajo la modalidad de “deformación controlada”,
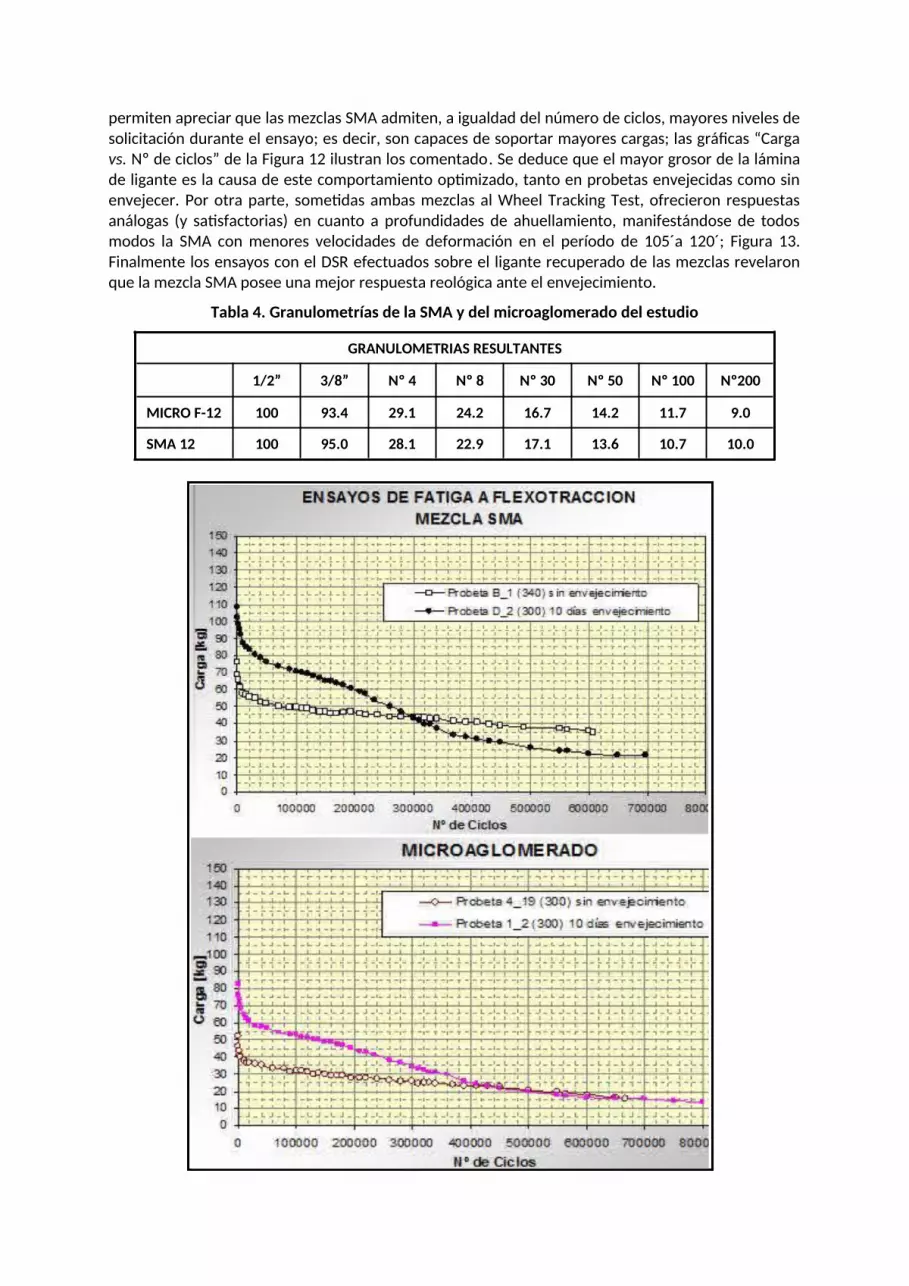
permiten apreciar que las mezclas SMA admiten, a igualdad del número de ciclos, mayores niveles de solicitación durante el ensayo; es decir, son capaces de soportar mayores cargas; las gráficas “Carga vs. Nº de ciclos” de la Figura 12 ilustran los comentado. Se deduce que el mayor grosor de la lámina de ligante es la causa de este comportamiento optimizado, tanto en probetas envejecidas como sin envejecer. Por otra parte, sometidas ambas mezclas al Wheel Tracking Test, ofrecieron respuestas análogas (y satisfactorias) en cuanto a profundidades de ahuellamiento, manifestándose de todos modos la SMA con menores velocidades de deformación en el período de 105´a 120´; Figura 13. Finalmente los ensayos con el DSR efectuados sobre el ligante recuperado de las mezclas revelaron que la mezcla SMA posee una mejor respuesta reológica ante el envejecimiento.
Tabla 4. Granulometrías de la SMA y del microaglomerado del estudio
GRANULOMETRIAS RESULTANTES
1/2” 3/8” Nº 4 Nº 8 Nº 30 Nº 50 Nº 100 Nº200
MICRO F-12 100 93.4 29.1 24.2 16.7 14.2 11.7 9.0
SMA 12 100 95.0 28.1 22.9 17.1 13.6 10.7 10.0

Figura 12. Ensayos de fatiga a flexotracción en viga de tres puntos, modalidad “deformación controlada”, mezclas envejecidas y sin envejecer, a 20 ºC y frecuencia de 10 Hz
Figura 13. Ensayos Wheel Tracking Test
Bianchetto y Asurmendi [17] desarrollaron mezclas drenantes con elevado contenido de vacíos, disminuyendo drásticamente el contenido de áridos finos pero aumentando la dotación de ligante, para lo cual se incorporaron fibras para evitar el escurrimiento y se adicionó cal como fíller en la mayor proporción posible dentro de lo recomendable, generándose un mayor grosor de la película de ligante a fin de otorgar adecuada resistencia a la disgregación y al envejecimiento. La Figura 14 compendia algunos resultados de espectroscopia IR del asfalto virgen y de muestras de ligantes recuperados de mezclas con 4,5% de asfalto, de espesor medio teórico de película ep= 17,7 µm según el método de Saskatchewan [18], y con 6,0% de asfalto (ep= 25,1 µm), envejecidas en laboratorio.
1690 cm-1 1030 cm-1
Ensayo Wheel Tracking TestCarga equivalente 8.2 toneladas
0,00,10,20,30,40,50,60,70,80,91,01,11,21,31,4
0 20 40 60 80 100 120 140Tiempo [minutos]
Defo
rmac
ión
[mm
]
SMA Micro

Figura 14. Espectrografía infrarroja (IRS), asfalto virgen y muestras recuperadas de mezclas envejecidas
Los espectrogramas muestran el efecto del envejecimiento y también la acción paliativa del incremento del grosor de la película bituminosa. Los detalles ampliados en la figura ayudan a una mejor observación; en la longitud de onda 1690 cm -1 se ve cómo se acentúa la irregularidad de la curva que aparece en el ligante virgen, a medida que el asfalto envejece: hay un realce del “hombro” más marcado en la mezcla con 4,5% de ligante respecto de la mezcla con 6,0% de ligante. Similares consideraciones merecen las irregularidades que aparecen en 1030 cm -1.
La Figura 15 exhibe la relación existente entre el porcentaje de asfalto, el espesor estimado de la lámina de ligante que envuelve a los áridos (en µm) y el porcentaje de vacíos de las diferentes mezclas en estudio; también muestra cómo evoluciona el deterioro, cuantificado en la pérdida por disgregación en el ensayo Cántabro ante la situación más desfavorable de la simulación efectuada, que es la correspondiente a probetas envejecidas y ensayadas tras inmersión. En el caso presentado, tomado de una dosificación con la adición de fibras de celulosa que arrojó un tenor óptimo de asfalto de 5,5%, se obtuvieron vacíos considerables (superiores a 26%), pero a la vez un importante grosor de película bituminosa (cercano a 23 µm) lo cual derivó en pérdidas apenas moderadas en el ensayo Cántabro (del orden de 25%) teniendo en cuenta el grado de agresión a que fueron sometidas las probetas previamente, pudiendo predecirse una buena durabilidad integral de la mezcla drenante.
Figura 15. Mezclas drenantes. Relaciones entre % de ligante, % de vacíos, espesores de película bituminosa y pérdidas Cántabro de probetas tras envejecimiento e inmersión
Bianchetto et al. [19] están llevando adelante desde 2013 experiencias con una SMA “tibia” y con asfalto multigrado; el aditivo reductor de temperaturas (ceras Fischer-Tropsch) está incorporado en las fibras. En la Tabla 5 se muestra una comparativa de temperaturas de trabajo de mezclas SMA de iguales características granulométricas y fabricadas con los mismos áridos y fílleres pero con diferentes ligantes y/o fibras, destacándose que con la variante “ligante multigrado y fibras de celulosa con cera” se diseñó la mezcla “SMA tibia multigrado” que es el objeto del desarrollo, la cual, como puede apreciarse, necesitó unos 20ºC menos para su elaboración y compactación.
Tabla 5: Temperaturas de mezclado y compactación, mezclas en estudio
Temperaturas (ºC)
22
24
26
28
30
15 17,55 20,1 22,65 25,2Espesores de película de ligante [micras]
Vací
os [%
]
15
20
25
30
35
40
45
50
554 4,5 5 5,5 6
Porcentaje de ligante
Pérd
idas
tras
env
ejec
mie
nto
e in
mer
sión
[%]
P orcentaje de vacíos
P érdida tras envejecimiento e inmersión
P olinómica (P érdida trasenvejecimiento e inmersión)P olinómica (P orcentaje de vacíos)
17,7 20,4 22,9 25,1
Asfalto Fibras Mezclado Compactación ObservacionesCA - 30 Celulosa 160 155 SMA con asfalto convencional
Multigrado Celulosa 162 156 SMA con asfalto multigradoMultigrado Celulosa+cera 142 135 “SMA multigrado tibia”
La Tabla 6 presenta datos de envejecimiento del asfalto durante las operaciones de fabricación y puesta en obra de mezclas SMA multigrado con fibras sin y con la adición de agentes reductores de temperatura: el índice de envejecimiento es menor en ésta última, lo que en la práctica significa una mayor vida útil del pavimento construido. Nótese, empero, que la disminución del IE no es drástica, lo cual obedece a la simple razón que la SMA “caliente” ya es de por sí poco susceptible al envejecimiento debido al grosor de película de ligante.
Tabla 6: Indices de Envejecimiento a corto plazo, SMA multigrado “caliente” y “tibio”
Ligante Viscosidad 150ºC (Poise)
Indice de Envejecim.
Ligante multigrado virgen 4,0 - -Ligante recuperado, SMA multigrado 7,4 1,9
Ligante recuperado, SMA multigrado “tibio” 6,0 1,5
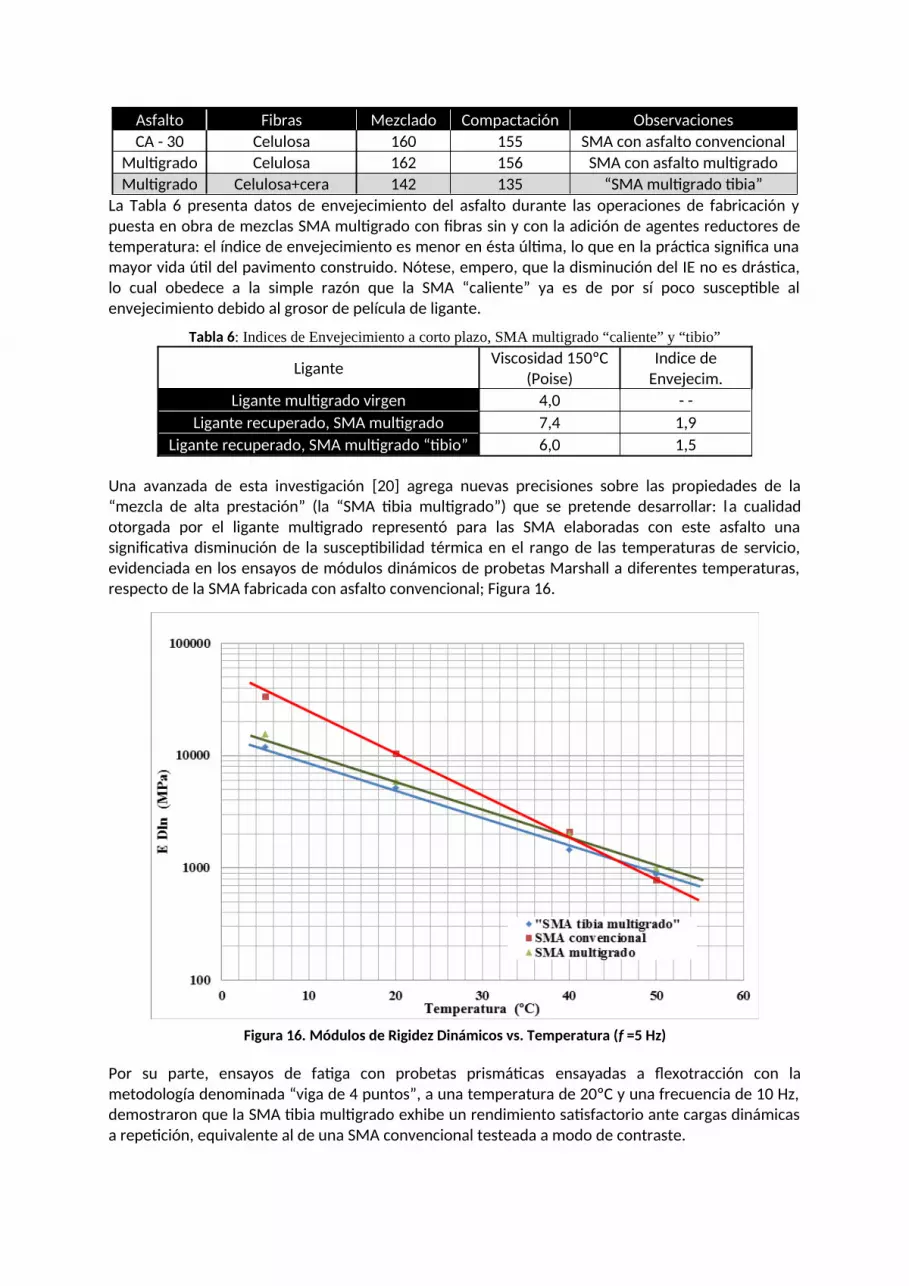
Una avanzada de esta investigación [20] agrega nuevas precisiones sobre las propiedades de la “mezcla de alta prestación” (la “SMA tibia multigrado”) que se pretende desarrollar: la cualidad otorgada por el ligante multigrado representó para las SMA elaboradas con este asfalto una significativa disminución de la susceptibilidad térmica en el rango de las temperaturas de servicio, evidenciada en los ensayos de módulos dinámicos de probetas Marshall a diferentes temperaturas, respecto de la SMA fabricada con asfalto convencional; Figura 16.
Figura 16. Módulos de Rigidez Dinámicos vs. Temperatura (f =5 Hz)
Por su parte, ensayos de fatiga con probetas prismáticas ensayadas a flexotracción con la metodología denominada “viga de 4 puntos”, a una temperatura de 20ºC y una frecuencia de 10 Hz, demostraron que la SMA tibia multigrado exhibe un rendimiento satisfactorio ante cargas dinámicas a repetición, equivalente al de una SMA convencional testeada a modo de contraste.

En síntesis, los resultados de laboratorio manifiestan que el comportamiento de la mezcla SMA tibia multigrado en desarrollo es similar o superior en comparación a una SMA convencional e incluso a una SMA multigrado caliente.
Comentarios finales
Han pasado 17 años de la primera experiencia con SMA en Argentina. Desde entonces, el empleo de estas mezclas fibroasfálticas se ha incrementado de manera notable, abarcando indistintamente obras de pavimentación en autopistas, autovías, rutas convencionales, avenidas y calles urbanas e incluso en puertos y aeropuertos. Sus condiciones optimizadas respecto de las mezclas convencionales e incluso sobre otras mezclas de características especiales las han transformado en una alternativa válida a la hora de decidir el tipo de material a utilizar como carpeta de rodamiento y, en ocasiones, también como capa subyacente, tal y como se corrobora en las numerosas obras ejecutadas a las cuales se alude en este trabajo.
Atento a la creciente producción de SMA en el país, la Comisión Permanente del Asfalto ha publicado sendos proyectos de especificaciones para SMA “finas” (SMA-10 y SMA-12) y “gruesas” (SMA-19), empleados habitualmente por las reparticiones como guía o, directamente, como prescripciones para las obras a ejecutar.
Las actividades de investigación sobre mezclas fibroasfálticas se orientan a demostrar cuali-cuantitativa sus parámetros mejorados respecto de otras mezclas bituminosas en caliente, mientras que las tareas de desarrollo e innovación persiguen como finalidad la optimización de sus cualidades intrínsecas y la adición de otras nuevas propiedades deseables; dos de los ejemplos aquí exhibidos se encaminaron en tal sentido y muestran no sólo los beneficios que se obtienen con el empleo de las SMA “tradicionales” sino también las múltiples ventajas potenciales, tanto técnicas como medioambientales, que surgen de combinar esta tipología con otros avances tecnológicos (como los asfaltos multigrado y los agentes reductores de temperaturas operativas). A su vez, la restante experiencia de laboratorio que se presenta muestra cómo la incorporación de fibras en la formulación de una mezcla drenante permite incrementar su durabilidad.
Referencias bibliográficas
[1] Bolzán, P. “Mezclas fibroasfálticas de múltiple función”. XXXVI Reunión del Asfalto “Bicentenario de Los Andes”, Buenos Aires, Argentina, 2010. [2] Rodriguez Landa, O. “Mezclas Sin Mantenimiento Anticipado Stone Mastic Asphalt (SMA)”. Universidad Veracruzana, Facultad de Ingeniería Civil, Región Xalapa, México, 2011.[3] Nosetti, R.A.; Bianchetto, H.; Pérez Jiménez, F.; Miró Recasens, R. “Estudios comparativos de Microaglomerados Discontinuos y Stone Mastic Asphalt (SMA): 2ª parte: Estudios dinámicos”. 13º CILA, San José, Costa Rica, 2005.[4] Voskuilen, J. y van de Ven, M. “Rutting resistance of SMA determined with triaxial and wheel-tracking tests. Advanced Testing and Characterization of Bituminous Materials”, Taylor & Francis Group, London, pp. 1029-1038, 2009.[5] Bolzán, P. y Fitts, G. “Pavimentos perpetuos: conceptos y aplicaciones”. XIII Congreso Argentino de Vialidad y Tránsito, Buenos Aires, Argentina, 2001.[6] CONACYT Consejo Nacional de Ciencia y Tecnología. “México, ciencia y tecnología en el umbral del siglo XXI”, México, Porrúa, 2004.[7] Bianchetto, H. “Criterios de diseño de mezclas bituminosas para pavimentos tendentes a optimizar su resistencia al envejecimiento. Influencia del tipo de ligante y del relleno mineral”. Tesis doctoral. Univ. Politécnica de Cataluña, España, 2005.[8] Bianchetto, H. “Stone Mastic Asphalt: una tecnología del mundo adaptada en Argentina”. Conferencia, I Seminario Internacional del Asfalto, Guatemala, 2009.
[9] Bolzán P. “Mezcla Stone-Mastic Asphalt en la repavimentación de la AU Ricchieri”, XXXI Reunión del Asfalto, Villa Carlos Paz, Argentina, 2000. [10] Nougues, F.; Arancibia, M.; Daguerre, L-; Nosetti, R.A.; Schvartzer, F. “Tramos experimentales en la ciudad de Buenos Aires. Evaluación del comportamiento a tres años de su ejecución”. XXXIV Reunión del Asfalto, Mar del Plata, Argentina, 2006.[11] Bolzán, P; Mandolesi, R.; Verdondoni, S. “Repavimentación de las avenidas Huergo - Madero con sistema SMA bicapa inverso superpuesto (SMA-BIS)”. Carreteras, Nº 186, Buenos Aires, Argentina, 2007.[12] Fernández Favarón, G. “Utilización de mezcla SMA en aeropuertos. Repavimentación de pista 11–29 en el Aeropuerto Internacional San Carlos de Bariloche - Argentina”. IX Seminario ALAPCA de Pavimentos Aeroportuarios, Panamá, 2012.[13] Bolzán P. “La visión local Siglo 21. Mezclas asfálticas especiales”. XVI Congreso Argentino de Vialidad y Tránsito, Córdoba, Argentina, 2012.[14] Comisión Permanente del Asfalto de Argentina, CPA. “Proyecto de Pliego de Especificaciones Técnicas Generales para Concreto Asfáltico Stone Mastic Asphalt SMA de bajo espesor para Carpetas de Rodamiento”. Buenos Aires, Argentina, 2005 (modificado en 2008).[15] Comisión Permanente del Asfalto de Argentina, CPA. “Proyecto de Pliego de Especificaciones Técnicas Generales para Mezclas Asfálticas en Caliente Gruesas”. Buenos Aires, Argentina, 2010[16] Nosetti, R.A. y Bianchetto, H. “Estudios comparativos de Microaglomerados Discontinuos y Stone Mastic Asphalt (SMA): 1ª parte: Resistencia al ahuellamiento”. 13º CILA, San José, Costa Rica, 2005.[17] Bianchetto, H. y Asurmendi, A. “Experiencias en laboratorio con mezclas drenantes de elevada durabilidad”. XXXV Reunión del Asfalto, Rosario, Argentina, 2008.[18] “Asphalt Film Thickness Determination”, Standard Test Procedures Manual, Saskatchewan Highways and Transportation, 2001[19] Bianchetto, H.; Hacker, E.; Fretes, N. “Desarrollo en laboratorio de una mezcla tibia SMA multigrado: consideraciones tecnológicas, ambientales y de seguridad vial”. 17º CILA, Antigua, Guatemala, 2013.[20] Bianchetto, H.; Amorós, J.; Hacker, E.; Fretes, N. “Mezcla SMA elaborada con asfalto multigrado y fibras aditivadas con ceras reductoras de las temperaturas operativas: características y beneficios funcionales y medioambientales”. Trabajo presentado al 18º CILA, Bariloche, Argentina, 2015.





























