Embed Size (px)
Citation preview


MlNEX l with no no stora - -. . . -- - -
S: Non-hazardous under ( JS Department of Labour Definitic free silicaor quartz. Mine toxic, low-dusting and presents Ige or disposal problems. ) low in heavy metal content.
MINEX HAS: High dry brightness, hiah bulking valuc hicle demand, ex. ease of wetting and dispersion. MINEX IS: A free flowing, low oil ~L~UI~L IU I I , white b~ralluol pigment of uniqu chemical composition, available in a ranae of article sizes. For analysis of trace meta 1 or Mate Data Sheet, please contac
(416) 967-I! Corporatio (614) 451-I!
300 el ex: 0 n, P.O. Box 525.
6-22607 U.E 14445. Coh
~ls, physi :t ... .-I- ----A
y: Americar o 43214. Te
e, low ve
.., &..-JAW
365 Bloor St. East. Suite 200. T o r o ~ ~ ~ u , banaua M4W 1 H7 I elttvrior~e;
u Ill i ~ephel ine lephone:
rial Safel 1
treme
e

y.y~~.ln;~?q'?L. .+y74 ,. , ,.;' "? -, w' Ad pfirnisd, Rbhm and Ham is telling things just IIke they om RHOPLar WL4, acrylic ernulsi~n war in tmdud st the Paint Industries' Shawln Octobrn 1877. By April 1978 it was selling in bulk quantities. H e m wlly OPW.8 w&wm.,
Wlde formulating latitude. Good lacquer stability. - &a '
!@ ,YVater, salt spray, gasoline, and solvent resistam. , Quick dry. Rapid hardness development.
, , 1 .-.-\:L%. Stabllitv with reactive pigments, a plus In aormlomsistant orimam. ,4?@ ?$ *A?- I gloss. Excellent itnags clarity.
* Excellent spray character'-"-- - & utility for a braad mi * , L *,
%! I..,

Make the most of it withASpencer K6llogg. Now you can offer coatings that provide And our urethanes are easy to work with - the high performance of "baked on" finishes both for you and the people who use the without baking. Spencer Kellogg's urethane paints you make. resins cure at room temperature. SO your For more information and samples, call your can reduce the they use local SK man or contact us. Spencer Kellogg today's production, or increase their pro- duction without increasing fuel costs. Division of Textron Inc., P.O. Box 807, Buffalo,
N.Y. 14240. Your customers can't depend on a steady supply of low cost fuel any more, but they can depend on our urethane resins to deliver the performance they stil l need: excellent durability with resistance to chemicals, corrosion, marring and abrasion.
Spencer Kellogg Division of Textron Inc.

o n OCTOBER 1978
v Volume 50 Number 645
F eatures
29 HIGH PERFORMANCE TRAFFIC PAINT BASED ON ISOPHTHALIC ACID AND POLY-ALPHA-METHYLSTYRENE-M.A. Lerrnan
36 ROLE OF SURFACE MORPHOLOGY AND COMPOSITION IN THE PAINTING OF SHEET MOLDING COMPOUND (SMC) PLASTICS-G.D. Cheever
50 WATER VAPOR PERMEATION THROUGH CLEAR COATINGS-M. Yaseen and H.E. Ashton
60 LIMIT OF PROTECTABILITY OF VINYL-CUPROUS OXIDE-BASED ANTI-FOULING COATINGS IN FOULING-RICH REGIONS--N.A. Ghanern and M.M. Abd El Malek
70 SURVEY OF THE APPLICATIONS, PROPERTIES, AND TECHNOLOGY OF CROSSLINKING EMULSIONS. PART IV-J.R. Grawe and B.G. Bufkin
Departments
7 Comment 103 Elections 110 Literature
11 Abstracts 104 Technical Articles In Other Publications 112 Letters to
the Editor 19 Government 105 MeetingsIEducation
and Industry 114 Book Review
107 People 101 Future Society
Meetings 109 Obituary 115 Coming Events
@ 1978 by FEDERATION OF SOCIETIES FOR COATINGS TECHNOLOGY

b
Learns About Suppliers I I
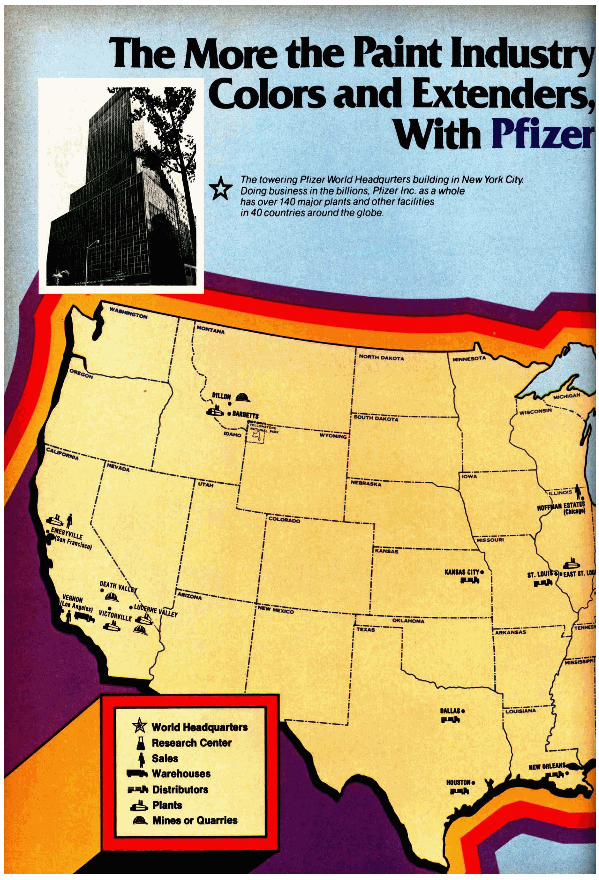
the More It's Impresset Products and Services
Beyond the convenience and economy advantages to paint industry customers of our vast nation wide in-ground resources and abwe- ground facilities, Pfizer provides unequalled product values and technical services-plus a genuine dedication to our largest market.
1 developed during the coating industry growth. Also by our close involvement industry's technical bodies.
micron particle size. Pfizer has developed numerous grades of
ground limestone, differing in whiteness, brig and controlled particle sizes. Exceptionally pure uniform, they are also outstanding in dispersion pension, and properties imparted to paint and coa
G METALS DIVISION ' c Dept. 8CX-6 235 E. 42nd Street Nsw York, N.Y. 10017 >

E.I.
BOARD OF DIRECTORS
PRESIDENT
JOHN J. OATES Troy Chemi~al Corp.. Newark, N.J
PRESIDENT-ELECT
JAMES McCORMlCK Inland Leidy, Baltimore. Md.
TREASURER
HARRY POTH Dean 8 Barrv Co., Columbus. Ohio
JAMES A. BOHLEN Sherwin-Williams Co.. Greensboro. N.C
A. CLARKE BOYCE Nacan Products Ltd . Toronto. Ont.
WlLLY C.P. BUSCH PPG Industries. Inc . Houston. Tex.
NEIL S. ESTRADA Reichhold Chemicals, Inc.. S San Franc~sco, Calif.
JOHN A J FILCHAK General Services Administration, Auburn. Wash.
DONALD J. FRITZ Superior Varnish & Lacquer Co., Merchantville. N.J.
PHILIP HEIBERGER du Pont de Nemours & Co.. Inc.. Philadelphia, Pa.
HOWARD JEROME Vane-Calvert Paint Co.. St. Louis, Mo.
TERRYL F. JOHNSON Cook Paint & Varnish Co., Kansas City, Mo.
ELDER C. LARSON Shell Development Co.. Houston. Tex.
HORACE S. PHlLlPP ~erwin-Wllliams Co. of Canada Ltd.. Montreal. Que
HOWARD G. SHOLL Baltimore. Md.
WILLARD W. VASTERLING Morton-Myers Co.. Kansas City, Kan.
EXECUTIVE VICE-PRESIDENT
FRANK J. BORRELLE Philadelphia. Pa.
, j - ) . , I
6 ,) l> > - 3 * l a d ?? 11612522 Journal of Coatings Technology


latex paints. Rohm and Haas now makes available a series of acrylic resins which perform as valuable rheology modifiers for latex paints. Users can achieve levels of gloss, flow, leveling, and film build that were not attainable previously . . . in a variety of aqueous coatings including low-RMC paints.
Take a minute . . . contact your local Rohm and Haas representative for the complete story on these useful modifiers.
%HFIAS RoHMM P H L a m s L P H 4 p a 19105
8 Journal of Coatings Technology

Put Micro-Cel" functional extender to the test. And lower the cost of latex flat paint two ways. Now you can extend Ti02 and control J-M Micro-Cel efficiently controls For information on J-M Micro-Cel, gloss and sheen with just one func- gloss and sheen. It acts as a true J-M filter cartridges and other J-M tional extender. J-M Micro-Cel can flatting agent, reducing side and flatting agents, write Johns-Manville, replace up to 25% of the Tion in vinyl angle gloss and sheen to required P.O. Box 5107-FIM, Denver, CO 80217. acetate emulsion or latex flat paint levels. Or contact one of the Regional Of- formulation. fices below.
Normally this extra performance Because of its locked-in air voids, i t would cost you extra money. Not extends Ti02 particles giving you with Micro-Cel. It is competitively lower costs and higher opacity. And priced with those ~ roduc ts that iust i t disperses quicklfand easilyin any extend TiOn. You get the same effi- formulation. But that's only half of ciency as an extender, with gloss the M ~ C ~ O - C ~ I story. and sheen control at no extracost. Johns-ManviIIe
San Mateo, CA (415) 349-9500 Englewood Cliffs, NJ (201) 894-1111 Atlanta, GA (404) 449-3300 Toledo, OH (419) 878-8111 Houston, TX (713) 869-4881 Oak Brook, IL (312) 887-7400 Ontario, Canada (416) 278-7211
Vol. 50. No. 645. October 1978 9

"."I.
and water gman readin t one minui
(Ir;TJoz CHEMICAL SALES w Z IN C C 0 M PA N Y Two Oliver Plaza, Pittsburgh, Pa. 15222 Tel. (412) 227-3721
Dvtbtao of St Joe M r i r r a l i C o r ~ o r a l o n
A BASIC SOURCE Zn0-913
Journal of Coatings Technology

HIGH PERFORMANCE TRAFFIC PAINT BASED ON ISOPHTHALIC ACID AND POLY-ALPHA-METHYL- STYRENE-M.A. Lerman
Journal of Coatings Technology, 50. No. 645, 29 (Oct. 1978)
The design of a reasonably priced, high performance traf- fic marking paint is possible with an alkyd which can be either fusion or solvent reflux processed and is easily formulated. The use of poly-alpha-methylstyrene (PAMS) as a modifier in this alkyd is especially helpful in improv- ing drytimesand durabilitywhen used in conjunction with isophthalic acid (IPA).
ROLE OF SURFACE MORPHOLOGY AND COMPOSITION IN THE PAINTING OF SHEET MOLDING COMPOUND (SMC) PLASTICS-G.D. Cheever
Journal of Coatings Technology, 50, No. 645, 36 (Oct. 1978)
Low profile glass filled SMC plastics are finding many applications where the material is painted. This is partic- ularly true i n the transportation industry. Painting problems caused by loss of primer adhesion (chipping) and cratering or popping in the topcoat have been impor- tant factors in minimizing even greater usage of this engi- neering polymer composite. A basic study of the SMC surface and underlying layers was made so that the de- crease or elimination of these paint problems could be made systematically. It was found that an in situ formed caoillarv bed exists on the surface of SMC. The ca~i l larv beb is aitached to a strata of resin-CaCO3 aggregate's. ~ h 6 surface is considerablv richer in the low orofile aoent and CaC03 filler compared to the interior. he reversk is true forglass. Most of theseriousdefectsthataffect painting of SMC originate either at the surface or within several hundred microns of the surface. The application of a thin thermoplastic acrylic primer film or mist coat prior to conventional finishing made significant improvements in paint popping and chipping. This occurred through the formation of a new uniform and defect-free interface.
WATER VAPOR PERMEATION THROUGH CLEAR COATINGS--M. Yaseen and H.E. Ashton
Journal of Coatings Technology. 50, No. 645, 50 (Oct. 1978)
Permeability of exterior coatings to water vapor is one of the more important properties affecting their perform- ance. Changes in permeability with increasing relative humidity or temperature are also important, not only be-
cause they indicate how a coating may behave in practice but also because they give an insight into the molecular structure.
The effects of relative humidity and temperature upon permeation through and the permeability coefficients of clear phenolic and alkyd finishes are studied.
LIMIT OF PROTECTABILITY OF VINYL-CUPROUS OXIDE-BASED ANTI-FOULING COATINGS IN FOULING- RICH REGIONS-N.A. Ghanem and M.M. Abd El Malek
Journal of Coatings Technology, 50, No. 645.60 (Oct. 1978)
Three sets of a total of 20 individual well-designed anti- fouling paints were tested in the fouling-rich Alexandria (Egypt) eastern harbor waters. More or less the same con- stituents were used in all paints with Cu,O as main toxin. In the first set, the content of Cu,O ranged from 76.1 - 59.7% by weight based on dry paint film; in the second, 42.8 - 28.5%; and in the third, 38.5- 18.9%. Members of the first set, which may be classified as contact-leaching, resisted fouling for a period not exceeding 13 continued months, while members of the third set, which may be categorized as soluble-matrix, were efficient for 4-7 months only. Members of the second set, named here as combined- mechanism type, exerted an intermediate efficiency be- tween the contact-leaching and soluble-matrix types, yet were nearer to those of the first set. A longer protectian period could not be obtained in thistypeof compositions.
SURVEY OF THE APPLICATIONS, PROPERTIES, AND TECHNOLOGY OF CROSSLINKING EMULSIONS. PART I V 4 . R . Grawe and B.G. Bufkin
Journal of Coatings Technology, 50. No. 645. 70 (Oct. 1978)
This review summarizes most of the principal concepts which have been employed over the last ten years to de- velop thermosetting or crosslinking emulsions. The con- ceptual elements which have formed the foundation for this new generation of coatings systems are discussed in terms of the science, technology, properties, and applica- tions of the emulsion systems which have been reported in the literature. This survey presents the advantages and limitations afforded by each of the functional monomers or polymer classes which have been investigated for the development of crosslinking emulsions. This paper con- cludes the topic of conventional emulsions which pro- duce interfacially crosslinked coatings with a discussion of externally-cured, hydroxyl, epoxy, aziridine, thiirane, aldehyde, keto, and halogen-functional emulsions.
Vol. 50, No. 645, October 1978

Now- excellent water and humidity *resistance with NEOCRY L A-622 fast dry water-borne coatings. Don't just take our word for it. NEOCRYL A-622 is a fast drying coatings by conventional techniques. Test it yourself. Our results show polymer offering high gloss Either way, it has excellent application NEOCRYL A-622 has superior properties. It is precoalesced to properties and is recommended for water and humidity resistance for allow immediate use in airless or use on automotive, implement or coating metal and plastic. conventional air spray equipment. other metal or plastic parts.
We placed metal and plastic panels Because of its versatility, NEOCRYL If you'd like more data, write or call in the Cleveland Condensation A-622 can be used clear or us. We would be happy to supply Cabinet and after 100 hours of formulated as high gloss pigmented samples and technical assistance. exposure to humidity at 100°F, film appearance was unaffected. Water immersion testing at IOOOF for Polyvinyl Chemical Industries 100 hours alsoshowed no rusting, Dept. A-3, 730 Ma~n Street, W~lmington, Mass. 01887 (617) 658-6600 blistering, whitening or loss of adhesion. Ej A Beatrice Chemical CoiA D~vis~on of Beatrice Foods Co.
12 Journal of Coatings Technology

- *
TIO, production plants strategically located through- speclallsts and the ~ndustry's most & m e lesr rdcll- out the world all effectively coordinated to meet cus- ~tles-lncludlng 3% mlles cf test fences at the woiiMdd tomer needs everywhere renowned Hlghtstown N J Exposure Statlon F$,;w:r d :*dt
* A bllllon and a half tons of proven ore reserves NL- The customer beneflts that come from thls unlque owned or controlled.thereby assuring customers of a combination of strengths are present in every bag and dependable source of supply to meet today's require- every slurry car of Titanox" T~tanlum Dioxide. We sug- ments and those of the future. gest you evaluate them carefully when conslder~ng a
* Techn~cal Servlce operations that provide NCs cus- source for your TiO, requirements. t0merS with the NLTII,II~IIIIII P~q~rleiiIs'NL lndustr~es lnc 100 ~licval~er ~ v e ~o i r t l l Arr~boy N J 08879
Titanium 11111111 Pigments

a re you mlxlng 9 with the right people.
and ourcost performance additives.
Our expertise, experience, innovation and service can help you prepare for the future.
Come and visit us on Booth 515 and let us keep you up to date.
If you miss us at Chicago, call Murray Camp bell 201-391 -8600 for product data, or write to him at:
Manchem Limited, 60 Craig Road, Montvale, N.J. 07645.
Manufacturers of cost performance additives.
@ Manchem RTZ Chemicals
Journal of Coatings Technology


Shining Examples: Reynolds Aluminum pigments put more glow
into your metallics. If the new cars look especially rich in their finishes, add depth and eye appeal by maintaining maximum with a higher gloss and a softer-glowing color, gloss in both straight metallic and polychromatic there's a good reason. So many of them are finished coatings. They don't mask the colors; they enhance in metallics made with Reynolds Stain There's a big family of these Reynolds Resistant Aluminum Pigments. Stain Resistant Pigments, including
Reynolds has extremely rigid con- The Finest Paints coarse, fine, and medium particle trols on particle size and uniformity sizes. And any one of them might be for its non-leafing pastes. And these the answer to your more perfect controls give you lower seed levels, finish. For details and technical data, better reflectivity and brightness. write Reynolds Metals Company,
In effect, the Reynolds Pigments P.O. Box PD, Richmond, VA 23261.
16 Journal of Coatings Technology
Low cratering is just one reason why Pol ywetBdispersants
Whether they are applied with big rollers or small rollers,
paints with Polywet are low cratering, low-foaming, have excellent adhesion, and
excellent scrub resistance. It takes less Polywet than most other dispersants to get
these benefits, too. Polywet dispersants will give you all these advantages
without the usual disadvantages of conventional dispersants. That's why over 50% of all T i 0 2 slurry man-
ufacturers use Polywet. It maintains product performance both on the wall and on the shelf.
Polywet dispersants are low-foaming anionic polyelectro- lytes for dispersing pigments in water in a variety of applica-
tions, including: latex paint, slurry shipment, specialty coatings and water treatment systems. They are resis- tant to hydrolysis, are effective over a wide pH range,
and remain stable over a wide temperature range. Polywet ND-1 for exterior paints and paints containing
reactive pigments and biocides provides excellent stability and imparts thixotropy. Polywet ND-2 is recommended for
slurry shipment and storage and may be used in all types of latex paints.
There are also Polywet Surfactants that provide high surface tension latexes with low foam, excellent stability and
offer other special advantages for both hydrophobic and hydrophilic monomers.
r complete information on Polywet and a comparative study other dispersants call or write Joseph Hochheiser, Uniroyal
Chemical, Naugatuck, CT. 06770; (203) 723-3445. - UNIROYAL -

Three ways to assist coating quality.
1. Witco@ driers. Our metallic carboxylates are manufactured to insure controlled metal concentration, low viscosity and light color. Their high quality is the result of long experience, continuous research and rigid laboratory control. Let us suggest which of our many grades are best for your needs.
2. Witco metallic stearates. Our stearates are noted for their uniformity of composition, color and particle size. Try our recommended aluminums or calciums in oleoresinous coatings for improvement of pigment suspension and modification of flow properties. Special zinc grades are available to enhance lacquer sanda bility. Only Witco operates four metallic stearate plants in North America to serve you better. Only Witco offers you such a broad selection.
3. KeycideO X-10. A stabilized form of tributyltin oxide, Keycide X-10 is an effective antimildew additive especially useful in polyvinyl acetate latex paints.
For further information, please contact us at (312) 458-0765, or send the coupon below.
' Witco Chemical Corporation I Organics Division, Dept. H2 I 6200 West 51st Street I Chicago, Illinois 60638 I
Witco 1 Chemical I
I I
I I I Please send me information on the following materials for coatings: I I Witco driers Witco metallic stearates Keycide X-10 I I I I Name 1 I 1 Title Phone
I I
Company I I 1 Address
I I
I city I
State Zip I

Government and Industry
Shell's ECH Exposure Study Brings inconclusive Results
Shell Chemical has announced the re- sults of a follow-up epidemiology study of people who have worked in the pro- duction and handling of the chemical epichlorohydrin (ECH) at its plants in Deer Park, Tex. and Norco, La.
Both the original study and the current follow-up, which were con- ducted for Shell by Dr. Philip E. Enter- line, of the University of Pittsburgh, compared mortality rates of employees against the rates in their respective states.
The original study covered 864 people who worked with ECH for at least three months, from 1948 to 1955 and traced them up to January 1, 1976. Dr. Enter- line concluded that this original study was "suggestive" of ECH being a car- cinogen in humans. As a result, Shell felt further study was required. The follow-up study took the samegroup but traced them two years further to January 1, 1978.
The follow-up study tends to confirm the original work. Dr. Enterline con- cluded that the results of his study are "highly suggestive" that exposure to ECH is a cancer risk to humans. Spe- cific results of the studies are:
When taken in total, employee death rates were less than those that would be expected-52 rather than the expected 97.33.
MCA to Sponsor Health Study on
The Manufacturing Chemists' Asso- ciation will carry out an historial pros- pective mortality study on chemical workers who have been exposed to ben- zene.
This type of epidemiological study, comparing the actual occupational ex- posure and health history of workers over a period of time, attempts to meas- ure the risk of illness or death in the exposed population compared with the same risks in an unexposed population identical in all other respects.
The study, to be performed by Taber- shaw Occupational Medicine Associ- ates, will focus on 10 plants chosen during a feasibility study, diversified in facilities and representative of the oper- ations of producers and users of ben- zene. Identified in these plants will be petrochemical workers who have had
Deaths from all types of cancer were slightly less than would be expected-14 rather than the expected 17.51.
Respiratory cancer was higher than expected-9 rather than the expected 6.84. When deaths are compared within the group rather than the general popu- lation, however, 17% of the deaths (9 out of.52) are attributable to respiratory cancer. Ordinarily about 6-7% would be expected.
Both epidemiology studies have cer- tain deficiencies:
(1) Poorly-defined exposure levels to ECH in the period under study, 1948-65;
(2) Lack of information on other ex- posures in the same period; and
(3) Absence of information regarding cigarette smoking andlor alcohol use.
The studies, according to Dr. Roy Joyner, Shell's Corporate Medical Di- rector, deal with individuals exposed to ECH up to 30 years ago. This past expo- sure to ECH was probably substantially higher than would be encountered in to- day's modern operations. He noted that current production is within closed equipment that limits exposure in nor- mal operations to levels below I part per million.
"In our opinion, neither this study nor the previous one establishes that a carcinogenic risk exists at such low
Workers Exposed to Benzene
definite exposure to benzene, mainte- nance workers who have had probable exposure to the chemical, and a com- parison group of approximately equal numbers without any exposure.
The study, which will take 18 months to complete, will cost $167,300 and is being funded by 15 producers andlor users of the chemical. They are: Amoco Chemicals Corp., ARC0 Chemical Co., Ashland Oil, Inc., Cosden Oil &Chemi- cal Co., Dow Chemical U.S.A., duPont Company, and Exxon Chemical Co.
Other companies sponsoring the re- search are Gulf Oil Chemicals Co., Mobil Chemical Co., Monsanto Co., Phillips Petroleum Co., Shell Chemical Co., Texaco, Inc., Union Carbide Corp., and USS Chemicals Div. of United States Steel Corp.
levels," he said, "or that our workforce or the adjacent public are at risk as a result of our ECH operations," said Dr. Joyner.
Shell plans to continue to follow up on the original 864-man group and will continue its present program of annual medical surveillance examinations of all employees involved in the manufacture and handling of ECH.
As with previous studies, Shell is sharing this new research data with ap- propriate regulatory agencies, employ- ees, customers. and other ECH manu- facturers.
ECH is a chemical raw material used in the manufacture of specialty products and of epoxy resins whose applications include paints, fiberglass-reinforced ar- ticles such as pipe and pressure vessels, adhesives and electrical circuit boards.
"If you're redly minding your own business, you're givrng more to higher education!'
John T. Connor Chairman and Chief Executive Otficer
Allied Chemical Corpbration
Make A ~ k a #narkr. Give to the college
of your choke. ~ c m ~ ~ ~ i ~ ~ t o ~ w a t r m ~ m A 6BOFlhAvsnue.NewYOn.NY lm19
&The A M n g Counul.
Vol. 50, No. 645, October 1978

Make a brilliant move at the paint industries show. Check the new line of aluminum pigments at the Alcoa booth.
We can't wait for tomorrow. BALCOA Journal of Coatings Technology

Alcoa Pigment Distributors Atbnta Kansas City KennesawWilcox, Inc. Unron Chemicals, Division Atlanta. GA 30366 ot Union Oil Co. 404-446-7487 Kansas City, MO 641 11
Baltimore 816-513-8640
Van Horn. Metz & Co.. Inc. Balt~more, MD 21204 301-826-9595
Benendorl (Iowa) Barton Solvents, Inc. Benendorf. IA 52722 319-355-0203
Boise Unrvar Corporation
VWR Drvision Bo~se, ID 83705 208-376-3922 Boston The D. H. Litter Co. Ballardvale. MA 01810 617-475-5315
Buflalo Butlalo Solvents &
Chemrcals Corp. Buflalo, NY 14207 716-874-1600
~ent r i l Solvents and Chem~cals Co
Ch~cago. lL 60638 312-594-7000
Chicago The Cary Co. Addlson. IL 60101 312-629-6600
Cincinnati Amsco Solvents &
Chemrcals Co. C~nc~nnat~, OH 45217 513-242-7700
Cleveland Thomas L Sullfvan, Inc. Cleveland. OH 44122 216-464-3377
Council Bluffs (Iowa) Barton Solvents, Inc. Counc~l Bluffs. 1A 51501 712-322-2509
Dallas Texas Solvents &
Chemicals Co. Dallas, TX 75211 214-637-3450
Denver Unron Chemicals, Drvision
of Unron Oil Co. Denver. CO 80204 3034246667
Des Moines
Los Angeles Conroy-McKfbben
Chem~cal Co. Los Angeles. CA 90058 213-5845041
Louisville Dixie Solvents & Chemicals Co. Louisv~lle. KY 40216 502-448-51 11
Memphis The Lrlly Co. Memphis, TN 381 16 901-332-5440
Milwaukee Wisconsrn Solvents &
Chemrcals Corp. New Berlin. WI 53151 414-784-2400
New Orleans Mehaftey and Daigle. Inc. New Orleans, LA 70183 504-733-7831 New York The D. H. Litter Co. New York. NY 10003 212-777-4410
Oklahoma City Oklahoma Solvents &
Chemicals Co. Oklahoma City, OK 731 19 405-745-2777
Philadelphia Van Horn. Metz & Co., Inc. Conshohocken, PA 19428 215-828-4500
Pittsburgh Allegheny Solvents &
Chemrcals Co. Pittsburgh. PA 15244 412-923-2570
Portland Univar Corooration.
VWR Divisfon Portland. OR 97210 503-222-1721
San Antonio Texas Solvents & Chemicals Co San Antonlo. TX 78223 512-533-0123
San Francisco Carmona Chemical Co. San Franc~sco. CA 94107 415-626-9241
Barton Solvents, Inc. Des Mo~nes, IA 50301
Seattle 515-284-7900
Unrvar Corporation. VWR Dfvision
Detroit Kent. WA 98031 Western Eaton Solvents & 206-872-5000
Chemrcals Co. Romulus. MI 48174 St. Louis 313-941-4800 Walsh and Associates. Inc.
St. Louis. MO 83143 Fort Wayne 314-781-2520 Hoosrer Solvents &
Chem~cals Corp. St. Paul Worum Chemical Co. New Haven' I N 46774 St. Paul, MN 55108 219-7445153 61 2-645-9224
Grand Rapids Wolverrne Solvents & Tampa
Chemicals Co. Maiemac Enterprises. Inc. Grand Rap~ds. MI 49508 Clearwater, FL 33518 616-245-91 11 813-822-0998 Ho~lctnn Toledo . . - -- . Texas Solvents & Toledo Solvents 8
Chemrcab Co. Chemfcals Co. Houston. TX 77029 Toledo, OH 43615 713-675-5241 414536-3771
Indianapolis Tulsa Hoosrer Solvents & Oklahoma Solvents &
Chemrcals Corp. Chemaals Co. Ind~anapol~s. IN 46222 Tulsa. OK 74106 317-638-1361 918425-1306
Government / lndustry (atinMl
Lehigh Research Project Is Chosen For NASA Spacelab Program in 1983
A project currently in progress at Lehigh University's Center for Surface and Coatings Research was chosen by the National Aeronautics and Space Administration (NASA) from among the more than 120 projects proposedfor inclusion in NASA's Space ShuttleISpacelab program.
The research project, headed by Dr. John W. Vanderhoff. Professor of Chemistry and Associate Director-Coatings. concerns the production of large-particle-size (above 2 mi- crons diameter), monodisperse latex spheres. The spheres, currently available only in limited quantities because of pro- duction problems caused by Earth's gravity, are used as stan- dards of calibration in electron microscopy, as well as in some medical applications. Once made available to the scientific community in quantity due to the microgravity environment of space, they could find many other applications.
Lehigh recently received the first $150,000 installment of a 3-year grant of more than $400,000 from NASA to develop and test, in cooperation with the General Electric Space Sci- ences Laboratory in Valley Forge, Pa.. the production unit in which the latex particles will be produced aboard Spacelab 3, during 1983.
While the first monodisperse particles were produced by accident in 1947, particles from 1110th of a micron up to 2 microns have been produced in quantity and are readily avail- able for scientific use. But thus far it has proven impossible to produce, in a gravity environment, spheres above 2 microns to meet the increasing demand for them.
During the coming year, the Lehigh and GE scientists a ~ d engineers will build a prototype production unit in which kinetic experiments will be conducted to measure rates of reaction. Other preliminary data will be gathered during or- bitalflightsofthe SpaceShuttlescheduled tostart during 1979 in preparation for Spacelab.
The final production unit will be a two-liter reactor of stainless steel equipped with a special agitator, or stirrer. It will contain a uniform-particle-size seed initiator. The unit will be operated by a scientist known as a Payload Specialist in the materials processing facility aboard Spacelab.
Dr. Vanderhoff expects the unit to produce four batches of latex particles. Each batch will be about 1500cc. or about one pound of particles. The minimum value of a pound of such latex particles is estimated at $30,000.
The particles will be hard, transparent, perfectly spherical, about 100,000th of an inch in diameter, and physiologically inert so that their shape and dimensions will remain constant under normal conditions.
Members of the Lehigh team involved in this project are: Dr. Fortunato J . Micale, Associate Professor of chemistry; Dr. Mohamed S. El-Aasser, Assistant Professor of chemical engineering; Edward D. Sudol, Ph.D. graduate student in chemical engineering; and Chih-Ming Tseng, Ph.D. graduate student in polymer science.
Vol. 50, No. 645, October 1978

Asarco zinc oxides for paint have less than .01% lead. Because Asarco zinc oxides contain only a fine particles. Round or acicular. For latex minute amount of lead, they can help you or oil bases. We also have the technical comply with the legal limitation of lead people who can help with the application content in paint. of zinc oxide in your formulations. For de-
Asarco zinc oxides help colors stay fresh tails write ASARCO Incorporated, P.O. Box for many seasons. Films resist ultraviolet 327, Columbus,Ohio43216. rays, yellowing, stains and dirt. Mildew is stymied. These benefits will keep your cus- tomers coming back for more.
Asarco is ready now with a full line of low-lead zinc oxides. Large, medium or
22 Journal of Coatings Technology

'Isocyanate Curing Agent for - Compatible with mineral thinners Weat her-resistant
Higher NCO content dC4 0, Cold-hardening
0-C- f.3 N C - 0
lsocyanurate T 1 890
Vonomer content ~0.7% and stablc T-mperature-resistani -
We have developed a wide range of adducts and systems based on Iso- phorone -Diisocyanate (IPDI). One of these is presented here, VEBA- IPDI-T 1890. Its good compatibility with, and solubility in, all normal paint solvents enable 2-component PUR systems to be formulated with acry- lates, polyesters and alkyd resins. Further information, product samples and technical advice on applications is available upon request.
Abteilung2K 103 Postfach 45. D-4660 Gelsenkirchen-Buer . Phone (209) 366-3916. Telex 824647 vebc d
Compatible with mineral thinners Weather-resistant:
Cold-hardening :
Temperature- resistant : Monomer content <0.7% and stable:
Higher NCO content:
Our representative for USA and Canada: Thorson Chemical Corporation. Dept.2K 103~01ympicTowers~645FifthAvenue P.O.B.618.NewYork. NY 10022. Phone (21 2) 421-0800. Telex 233276 RCA, 424 151 ITT, 148326 WU
Reactive diluent for vehicle repair and machine coatings Vehicle and building exterior coatings
Coatings for large vehicles
Coatings for lighting and heating appliances Safety
Economy
Vol. 50, No. 645, October 1978

The kev to better quality lbtex paints at no increase in cost,
AquaThixTM thickener, Tenneco Chemicals' new, modified polysaccharide thixotropic thickening agent, is the key to better quality latex paints- at no increase in manufacturing costs. AquaThixTM thickener is unique AquaThixTM thixotrope is a unique water-soluble polymer that forms a viscous, thick, tough colloidal dispersion in water. Rheology tests have shown that all types of latex-flat, semi-gloss. and full-gloss paints - perForm better wich - AquaThixTM thixotrope. It improves flow and leveling, reduces roll spattering, running and sagging. It increases hiding power, mud crack resistance, and enamel holdout. It's e a s m AquaThixTM thixotrope is easy to use, and requires no changes in your current handling procedures. Simply add dry AquaThixTM thickening agent during the normal pigment dis- persion cycle, or post-add it in solution for more precisely controlled viscosity. Levels of AquaThixTM thixotrope will naturally vary from one formu- lation to another. But, generally it requires less AquaThixTM thickener on a pound-for-pound basis than cellulosics to achieve the same rheological properties.
Want Proof? Here's an actual brush-out of two comparable latex formulae- one thickened with AquaThixTM thickener, the other with a leading cellulosic. Look at the difference in hiding power, and leveling. Want More Proof? Send for your FREE sample, and Technical Data Sheet on AquaThixTM thixotrope, the new high-quality modified polysaccharide from Tenneco Chemicals.
BrandX m T H I X " THICKENER TO: AquaThixTw thickener
Tenneco Chemicals Coatings and Colorants PO. Box 365, Turner Place Piscataway, NJ 08854
NAME
TITLE
COMPANY
PHONE #
ADDRESS
CITY
STATE ZIP 111111111111111111111-1-II
AQuATHIX' THICKENER
the proof is in the spreading! TENNECO Tenneco Chemicals Coatings and Colorants 0 ATenneco Company
'* Krs. U.S. 'Tradrm:rk. Tmnrro Chcn~icals. Inc. ' Km. U.S. Tradmlark, Tennen, Inc.

I Gentlemen: Please send more information about REACTOMER ACRYLIC MONOMERS and UYITHANE URETHANE OLIGOMERS.
D,VIS,oN ] Thiokol/Chemical Division, Marketing Communicstions. Dept. JCT P.O. Box 8296, Trenton, N.J. 08650
P.O. Box 8296, Trenton, N.J. 08650 I Name thermoplastic urethanes urethane oligomers, prepolymers and rubbers Title acrylic monomers polysulfide polymers and rubbers I plasticizers epoxy modifiers and curing agents I company
I I Address I I ci ty State Zip I

• It's not just a bodying agent It's not just a sag control agent It's not just an anti-settling agent. It's not just a film builder It's not just an anti-floating agent
VP 535 is all of these in ' one easy-to-use liquid!
VP 535 is the product of two years of Henkel develop- ment and field testing in a wide range of alkyd, epoxy, acrylic and other water-reduci ble systems.
We expected positive results, but we were surprised at the wide range of performance proper- ties VP 535 revealed in a single additive. All without any negative effects on gloss, water- or chemical- resistance of the coatings.
The results were enough to convince us-and our customers-that we really had something in a truly extra-performance ingredient that would help the paint formulating dollar go a lot further.
VP 535 is now available for prompt delivery. The sooner you sample its advantages in your water reducible coatings, the sooner you will want to make it a permanent part of your paint systems.
We suggest you take an early look at VP 535. It will prove to be an eye opener.
Henkel lnc. 185Cross St.. Fort Lee, N.J 07024
Salesand Technical Services: EAST:1301 Jeflerson St.. Hoboken. N.J.07030.WEST: 12607 Cerise Ave.. Hawthome,Ca90250
Journal of Coatings Technology

How to Select the Right Antifoam for
Water-Based Paints Results are What Count Below is just one example of the results you get when Nalco tackles a foam problem. Take a good look. Results are what count and what Nalco is committed to.
"Vinyl Acrylic Terpolymer in an Interior Semi-gloss Paint"
Nalco has a unique approach to the selection of antifoams. And the results we achieve are proof of its effectiveness.
The Starting Point Nalco starts from these basic premises. What an Antifoam Should Do
1. It should prevent and destroy foam.
A Systematic Approach Nalco uses a systematic screening procedure to determine antifoam performance. And before Nalco recommends an antifoam for your coating, we thoroughly analyze its effect in your total system. We:
Analyze Your Formulation The surfactants, co-solvents, flow control additives, pH, pigments, and resin type in your formula are studied since they affect foam stability and antifoam performance. Analyze Your Manufacturing Procedures High sheer dispersion phases, transfer, and filling operations cause foam and may require several antifoams for effectiveness.
I Analyze Your Application Procedures ~ e c h h i ~ u e s invol;ing recirculation and high shear, such as spray and flow, can cause persistency problems and are considered when solving the foam problem.
there probably is not a foam problem in manufacturing or application we have not seen before. We are old hands at licking foam problems. You gain the advantage of our experience.
A Broad Line of Products
From a broad selection of non-silicone and silicone types, you can choose the right defoamer for use in the grind and the let-down, for your trade sales coatings or industrial finishes. When used properly, it will give you effective foam control and minimize risk to film quality, color acceptance, and persistency. How to Get Started If you are reformulating or developing a new water-based paint, give Nalco a call. Our paint experts will work with you from the start to develop the best foam control program possible. Just use our "hotline" number (312) 887-7500 ext. 1214. Or consult our literature. Write for bulletins K-8 and K-10.
4. It should not cause surface defects such as crawling, pinholes, or fisheyes.
2. It should be persistent.
3. It should not adversely affect color acceptance, gloss, water sensitivity, or intercoat adhesion.
Nalco is not satisfied with an antifoam selection until it meets all four requirements and achieves the results you are looking for.
recommendation is right, Nalco checks results with the actual lab manufacture of your paint whenever possible.
Nalcok tests are designed to be as similar to actual usage as possible. Our recommendations may include products for the grind and others for the let-down. And to make sure the
A Bank of Knowledge Nalco works directly with new resin technology and may have already screened the resin you are using. And
Company 2901 Butterfield Road Oak Brook. IL 60521 (312) 887-7500
Nalco Achieves Results
50 Years of Leadership in Chnnical Trrhnoloyy 1928 - I9 78
Vol. 50, No. 645, October 1978 27

If you want to improve your paint and your profit margins, ask your Union Carbide representative about new UCAR Acrylic 503.
PEOPLE PLANNING THE FUTURE. UNION
UCAR 8s a Regtrtered Trademark of Unron Carbide Colporat~on. Coating Materials

High Performance Traffic Paint Based on lsophthalic Acid
And Poly-Alpha-Methylstyrene
Michael A. Lerman Amoco Chemicals Corporation'
The design of a reasonably priced, high performance traf- fic marking paint is possible with an alkyd which can be either fusion or solvent reflux processed and is easily formulated. The use of poly-alpha-methylstyrene (PAMS) as a modifier in this alkyd is especially helpful in improv- ingdrytimesand durabilitywhen used in conjunction with isophthalic acid (IPA).
INTRODUCTION
By the end of 1976 it was estimated that approximately 320,000 tons of traffic marking paint were used on the roads of the world with about 85,000 tons in Western Europe and 150,000 tons in the United States. Typical- ly, the formulations used are short oil or medium oil lkngth phthalic anhydride (PA) based alkyds which may or may not be modified with chlorinated rubber.
~uropean as well as United States specifications for traffic paints, where they exist, differ from country to country and from state to state. These specifications usually include a composition specification dealing with the pigment, nonvolatile vehicles and sometimes solvents.
On the other hand, the National Institute of Gov- ernmental Purchasing (Washington, D.C.) on July I, 1977. vresented a Procurement Document for Traffic ~ a i n t . ' ~ h i s document deals strictly with performance specifics tions.
This document does not tell the resin or paint manu- facturer how to make the paint. It simply dictates how the paint should perform (based on laboratory and ac- tual road service testing) and leaves the composition of the polymer and paint to the manufacturer.
Road marking paints, according to the British Road Research Laboratory, have an average service life on heavily driven roads of four to five months, but can be extended to one year on lightly traveled rural roads.
It has also been established that the performance properties of any given phthalic anhydride based traffic
'Chemicals Technical Service. P.O. Box 4W. Naperville. Ill. 60540
paint can be improved by adding chlorinated rubber to the formulation. However, Amoco's program has shown that a much simpler and cheaper technique to upgrade performance is to replace the conventional phthalic anhydride based alkyd with an isophthalic acid version and to add poly-alpha-methylstyrene as an alkyd modifier.
Based on these studies, results show a considerable potential for this new concept in Europe as wellas in the United States. It is considered that, although unproved, these formulations should be suitable for runway mark- ings, concrete coatings, and any other applications where fast dry, hardness, weather resistance, and ex- cellent abrasion resistance are required.
WORK PLAN
Having obtained the above information, a program was initiated to develop a low cost, high performing traffic alkyd based on isophthalic acid and poly- alpha-methylstyrene.
A commercially available short oil length phthalic anhydride based alkyd was acquired and used through- out this study as the "control." The type of oil, polyol, and additives were unknown. It was revealed, however, that this alkyd contained 34% phthalic anhy- dride and, when reduced to 50% NVM in toluene, it had a Gardner-Holdt viscosity of "T" to "V".
The resin approach taken was to produce a short oil length alkyd utilizing a fatty acid such as soya oil fatty acid, a polyol such as trimethylolethane (TME), a di- basic acid such as isophthalic acid (IPA), and a "chain stopper" such as benzoic acid (BA).
POLY-ALPHA-METHYLSTYRENE
Poly-alpha-methylstyrene (PAMS) is a linear homopolymer (see Table 1) noted for having very light color; color stability; and resistance to acid, alkali,
Vol. 50, No. 645, October 1978 29

M.A. LERMAN
Table 1--Properties of Poly-Alpha-Methylstyrene
18-290 18-240 18-210
Softening point, OF (ring and ball) ........................... 290
Viscosity, Gardner-Holdt (60% in toluene). .................... Z-Z,
... Color, Gardner (50% in toluene). 2 .............. Iodine number, Wijs Nil
..................... Acid number Nil ............ Saponification number Nil
Ash ............................. 0.001 ............ Powers cloud point. "F 251
.......... Specific gravity, 60160°F. 1.05 ...... Molecular weight, Mechrolab 950
.................. Flash point, OF. 475 ........... Refractive index (20°C). 1.61
....... Dielectric constant (900 KC) 2.5785 Dissipation factor (900 KC,
25°C) .......................... 0.00014 DC volume resistivity, ohm-cm
(500 volts, 23°C) ................ 1016-1017
240
U-v 2
Nil Nil Nil
0.001 212 1.05 750 435 1.61 -
-
-
(a) hly-alpha-methylayrene (Resin 18). Amaco Chemicals Corp.
Table 3-Clear Formulations
Material Pam by Weight
210
G-H 2
Nil Nil Nil
0.001 170 1.05 650 410 1.61 - - -
ALKYD # I (ISOPHTHALIC ACID BASED ALKYD) @ 50% NVM I N TOLUENE 100.0 V Gardner-Holdt
Viscosity ..... PAMS @ 50% NYM in toluene 5.0
............ Cobalt naphthenate 6% 0.8 ........ Manganese naphthenate 6% 0.4
................. Drier acceleratop 0.2
................. Anti-skin agent?. 0.2
CONTROL (PHTHALIC BASED ALKYD) @ 50% NVM 100.0 V Gardner-Holdt
Viscosity ............ Cobalt naphthenate 6% 0.8
Manganese naphthenate 6% ........ 0.4 ................. DrieracceleratoP 0.2
.................. Anti-skin agent". 0.2
Physical Performance?
Alkyd H Control Phthallc 3 MI1 Drawdowns IPA Based Alkyd Baaed Alkyd
Table 2-4sophthallc Acid Based Alkyd for Tmfflc Appllcatlons
Alkyd #1 Resln Formulation
Materials Gnms
Soya oil fatty acid ................................ 285 Trimethylolethane.. ............................... 321 lsophthalic acid ................................... 363 Benzoic acid ..................................... 15 1
Resin Properties
........................................ % NVM.. 66.7 .......................................... Solvent toluene
Viscosity-Gardner Holdt ........................... 26 ...................................... Cure, 200°C 16 sec ..................................... Acid number 14.3
............................................ Color 12 ....................................... Excess OH 20%
Flnal Redn PropeMes a50% NVM
Alkyds -
IPA Based Alkyd 5% PAMS* "Control"
% NVM ...................... 50.0 50.0 Solvent ....................... toluene toluene Viscosity-Gardner Holdt ....... V V Cure, 200°C.. ................. 16 sec 50 sec Acid number.. ................ 12 10.0 Color. ........................ 12 5-8
(a) Amoco's Resin IS240 Pdy-alpha-methylstyrene.
Tack free time, ASTM D3003 ................ 10min 10 min
24 hr Sward hardness, ASTM Dl474 ......... 8 8
24 hr pencil hardness. ASTM D3363 ......... 48 5B
24 hr conical bend, ASTM Dl737 ......... 100% 100%
24 hr cross hatch. ......... ASTM D2197 100% 75%
24 hr direct impact. ASTM Dl709 ......... 10 10
Water Resistance Six Hour Water Resistance
(3 mil [75 microns wet] drawdown on cold rolled steel) Alkyd # l - IPA Based Alkyd Control - Phthallc BssedAIkyd
(1) Did not lift Did not lift (2) Slight haze Haze (3) Recovered after No recovery
M hour
(a) Acriv.8". R.T. Vanderbilt Co. (b) Tenneco Chemicals. Inc. (c) Substrate was cold rolled steel
water, grease, and oxidation, and is used in asbestos floor tile, molded rubber, shoe soles, electrical wire insulation, hot-melts, and pressure sensitive adhesives.
As an alkyd modifier, PAMS was dissolved in to- luene at a 50% NVM level and added to the short oil length alkyd at a 5% level (based on vehicle solids) in order to lower cost, improve water resistance, and permit faster drying. Previous work with overprint var- nishes has shown that, as the paint cured, the PAMS migrated to the surface and acted as a barrier coat while forcing the toluene to evaporate more quickly from the film. Table 2 shows the short oil length soya oil fatty acid alkyd which was fusion processed and reduced to 65% NVM in toluene together with the properties of the PAMS modified alkyd compared with the control sys- tem.
Journal of Coatings Technology
HIGH PERFORMANCE TRAFFIC PAINT
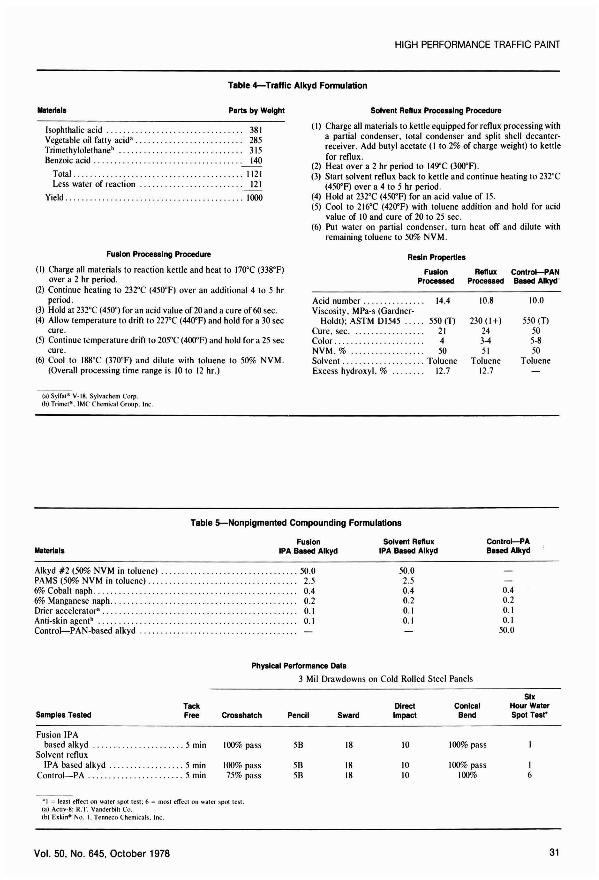
Table 4 - T f l c Alkyd Fortnulation
Werials Pans by Welght Solvent Reflux Pmcesslng Procedure
Isophthalic acid ................................. 38 1 Vegetable oil fatty acids .......................... 285 Trimethylolethane". .................. .. ........ 3 15 Benzoic acid .................................... 140
Total ......................................... 1121 Less water of reaction ......................... 121
Yield ........................................... 1000
FuJon Proceulng Procedure
(1) Charge all materials to reaction kettle and heat to 170°C (338°F) over a 2 hr period.
(2) Continue heating to 232°C (450°F) over an additional 4 to 5 hr period.
(3) Hold at 232°C (450") for an acid value of 20 and a cure of 60 sec. (4) Allow temperature to drift to 227T (440°F) and hold for a 30 sec
cure. (5) Continue temperature drift to 205°C (400°F) and hold for a 25 sec
cure. (6) Cool to 188°C (370°F) and dilute with toluene to 50% NVM.
(Overall processing time range is 10 to 12 hr.)
(a) Sylfalm V-18. Sylvachem Carp. (b)Trimetm. IMC Chemical Group. Inc
( I ) Charge all materials to kettle equipped for reflux processing with a partial condenser, total condenser and split shell decanter- receiver. Add butyl acetate ( I to 2% of charge weight) to kettle for reflux.
(2) Heat over a 2 hr period to 149°C (300°F). (3) Start solvent reflux back to kettle and continue heating to 232'C
(450°F) over a 4 to 5 hr period. (4) Hold at 232°C (450°F) for an acid value of 15. (5) Cool to 216°C (420°F) with toluene addition and hold for acid
value of 10 and cure of 20 to 25 sec. (6) Put water on partial condenser. turn heat off and dilute with
remaining toluene to 50% NVM.
Rerin Properties
FuJon Processed
Acid number ............... 14.4 Viscosity. MPa-s (Gardner-
Holdt): ASTM Dl545 . . . . . 550 (T) Cure, sec. ................. 21 Color ...................... 4 NVM. % .................. 50 Solvent .................... Toluene Excess hydroxyl, % ........ 12.7
Reflux CmtmCPAN Processed Based Alkyd'
10.8 10.0
230 ( 1 +) 550 (T) 24 50 3-4 5-8 5 1 50
Toluene Toluene 12.7 -
Table CNonplgmented Compounding Formulations
Fudon Solvent RefIux ControCPA IPA Based Alkyd IPA Based Alkyd Baaed Alkyd '
Alkyd #2 (50% NVM in toluene) ................................. 50.0 PAMS (50% NVM in toluene). ................................... 2.5 6% Cobalt naph. ................................................ 0.4 6% Manganese naph.. ........................................... 0.2 Drier accelerators ........ .. .................................... 0.1 Anti-skin agenth ................................................ 0.1 Control-PAN-based alkyd ...................................... -
Physical Performance Data
3 Mi l Drawdowns on Cold Rolled Steel Panels
Slx Tack Dlrect Conical Hour Water
Samples Tested Free Crosshatch Pencll Sward Impact Bend Spot Test'
Fusion IPA based alkyd ...................... 5 min 100% pass 5B 18 10 100% pass I
Solvent reflux IPA based alkyd .................. 5 min 100% pass 5B 18 10 100% pass I
Control-PA ....................... 5 min 75% pass 5B 18 10 100% 6
'I = leas1 effect on water spa1 lesl: 6 = mas1 FRCCI an water spa test. (a) Activ-I: R.T. Vanderbill Co. (b) Exkins No. I. Tenneca Chemicals. Inc.
Vol. 50, No. 645, October 1978

M.A. LERMAN
Table GCook County Traffic Marking White Paint
Materials ControC
IPA Based Alkyd PA Based Alkyd
Alkyd #2 @ 50% NVM in toluene . . 333.3 PAMS @ 50% NVM in toluene ..... 16.7 C0baltnaph.(6%)~ ................ 2.8 Manganese naph. (6%)a ............ 1.4 Drier acceleratorb ................. 0.7 Anti-skin agente ................... 0.7 Titanium dioxided ................. 145.0 Calcium carbonatee ................ 335.0 Magnesium silicatef. ............... 170.0 Toluene .......................... 150.0 Control-PAN based alkyd
50% NVM in toluene ........... - Paint Properties Hegman Grind .................... 3 Viscosity; Krebb Units . . . . . . . . . . . . 92 KU
ComposiWon % Pigment.. ...................... 56 % Vehicle ........................ 44
Pigment TiO, ............................. 22.4 Magnesium silicate ................ 26.1 Calcium carbonate ................ 5 1.5
(a) Tenneco Chemicals. Inc. (b) Actiu-8. R.T. Vanderbill Co. (c) Exkin No. I . Tenneeo Chemicals. Inc. (d) Ti Pure" R-900. E.I. DuPonl de Ncmours & Co.. Inc. (e) Duramile'. Thompson. Weinman & Co. (0 Nytal@300. R.T. Vanderbill Co.
Table 7-Phthalic Anhydride Versions
Resin Formulations
Grams
Materials System A System B
Vegetable oil fatty acida.. .......... 285 285 Phthalic anhydride.. ............... 454 395 Trimethylolpropane ................ 334 324 Benzoic acid ...................... - 72
Grams
Resin Properties System A System B
Acid number ...................... 16.9 13.1 Viscosity, Gardner-Holdt ........... Y + D Cure, 200°C.. . . . . . . . . . . . . . . . . . . . . . 21 sec 80 sec Color ............................. 4 4 % NVM .......................... 50 50 Solvent ........................... Toluene Toluene Excess OH . . . . . . . . . . . . . . . . . . . . . . . 15% 15%
Table 3 illustrates the clear formulation used and the initial physical performance data of the IPAIPAMS alkyd (Alkyd #I) as compared to the control.
POLYMER MODIFICATION AND PROCESSING CONSIDERATIONS
As these data indicate, the first approach showed physical properties equal to, if not better than, the control. The second phase of this program was to re- duce the raw material cost of the alkyd, yet maintain equivalent dry time and improved physical perform- ance properties as compared to the control.
It was felt that, in this instance, solvent reflux proc- essing might have certain advantages over fusion methods, such as (a) better control of resin processing, (b) shorter processing time, and (c) meeting of pollution regulations. Table 4 shows the alkyd formulation, proc- essing procedures and resin properties of a reformu- lated lower cost tr&c alkyd processed both by fusion and solvent reflux methods.
Table 5 describes the compounding formulation and physical testing comparisons of both the fusion and solvent reflux IPAPAMS alkyds when evaluated in nonpigmented films against the control. As the data indicates, the IPAIPAMS alkyds appear to have much better physical performance properties, especially from the standpoint of flexibility and water resistance.
Traffic paints were made up utilizing Cook County (Chicago and outlying suburbs within the State of Il- linois) Traffic Marking Paint Specifications. These paints were made up on a high speed disperser until a 3 Hegman Grind was reached. All films were drawn- down at a 20 mil (wet) thickness. The IPA based traffic paint and the PAN based traffic paint showed a "non- tracking time" after one minute, and also showed "no-pickup" after 15 min (ASTM procedure D-711). But, the IPAPAMS paint showed much greater water resistant properties as well as flexibility when com- pared against the control. Table 6 illustrates the Cook County Traffic Paint Formulation used.
In order to complete this study, the next question which had to be answered was whether or not the PAMS would act as a "barrier coat" for phthalic anhydride based traffic alkyds and also upgrade their overall per- formance.
A series of phthalic anhydride alkyds (modifications of the IPA based alkyds) were therefore formulated and PAMS was incorporated into these systems as a 5% level. The phthalic anhydride control alkyd was mod- ified by blending in 5% PAMS to see if this would upgrade the performance properties.
These modified alkyds were then made up into white traftic paints and tested against Amoco's IPAPAMS based traffic paint. As the results indicate, the IPA based system, as compared against the phthalic sys- tems modified with PAMS showed better overall physi- cal performance. Tables 7 and 8 describe two of the phthalic based alkyds used and the performance data.
Journal of Coatings Technology

HIGH PERFORMANCE TRAFFIC PAINT
Table &Cook County Traffic Marking Whlte Paint*
Ha0 W Conlcal Tack Fra Dly Hard Realatancob Bend, % Pam
IPA based alkyd .......................................... I min Control PA based alkyd ................................... 1 min Control PA based alkyd
with 5% PAMS ......................................... I min System A with 5% AR18-240.. ............................. I min System B with 5% AR18-240 ............................... I min
fa) All paints were made upaccording tothe Cwk County TraRic Paint specilications as seen in Tablr 6.
(b) All paints were air dried for IS min then immersed in water for 2 hr.
2 min No change 55 2 min Softening 0
2 min Softening 0 3 min Softening 0 3 min Softening 0
Table S T r a f f l c Paint Compounding
Patio by Weight
Fusion Processed Reflux Processed Commercial IPAlRedn 18 IPNRedn 18 PA
Coaling Coaling Control
Fusion processed IPA alkyd @ 50% NVM in toluene ..................................... 284.7
Reflux processed IPA alkyd @ 50% NVM in toluene ..................................... -
Commercial PA alkyd @ 50% NVM in toluene ..................................... -
PAMS @ 50% NVM in toluene .................................................... 14.3
Cobalt naphthenate (6%)=. ..................................... 2.4 Manganese naphthenate (6%)". ................................. 1.2 Drier acceleratorh.. ........................................... 0.6 Anti-skin agentc .............................................. 0.6 Titaniumdioxided ............................................. 123.9 Calcium carbonatee ............................................ 286.2 Magnesium silicatef . . . . . . . . . . . . . . . . . . . . . .. .................. 145.2 Toluene ...................... .. ............................ 42.7
Grind base ................................................. 901.8 Toluene for application
viscosity ................................................. 98.2
Yield ........................................................ 1000.0
A yellow traffic paint was also compounded for road testing using a standard yellow ~ igmen t .~
Solutlon Prop8rHes Stormer viscosity, KU .............................................. 9094 90-94 85 NVM, % .......................................................... 70.5 74.6 74.6 Grind. Hegman,. ................... .. .. . . . . . . . . . . . . . . . . . . . . . . . . 3 3 3 Pigment: binder.. ................................................... 3.7:l.O
. .~.~. - fa) Tennrcu Chemicals. Inc. (bl Activd. R.T. Vanderbill Ca. Ic) Exkin No. I . Tenneca Chemicals. Inc. (d) Tri Pure R-WO. E.I. DuPonl de Nemuurs & Co le) Duramile. Thompson. Weinman & Co. in Nytal 300. R.T. Vanderbilt Co. fgl Oncor Y-47A. N L Industries. Inc.
Vol. 50, No. 645, October 1978

M.A. LERMAN
Table 10-Laboratory Performance of Trafflc Paints
Fusion Processed Reflux ~rocessed IPNResln 18 IPNResln 18 Commercial
Coating Coalng PA "Control"
Substrate cold rolled steel Film Thickness, pm (mil) 75 (3) Tack Free Time, min. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 5 6 Hardness
Sward . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 14 10 Pencil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5B 38 5B
Water Resistance, ASTM 870-54 1 hr dry, 4 hr immersion14 hr dry, 24 hr immersion Blistering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Nonelnone Wrinkling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Nonelnone
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Color change.. V. sl.lnone Softening . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Nonelsl. Loss of adhesion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Nonel- I hr Recovery
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Color.. V. sl. difference . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Softening Good recovery
24 hr Recovery . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Color.. V. sl. difference
Hardness . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2B
Solvent and Fuel Resistance. ASTM D 2792-69. low lead gasoline 4 hr immersion/l8 hr immersion
Blistering. ASTM D 714-56 . . . . . . . . . . . . . . . . . . . . . . . . . . . Nonel8M Wrinkling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Nonelnone Loss of adhesion . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. .... . Yeslyes 24 hr Recovery . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Yes
Nonelnone Nonelnone Nonelnone Nonelnone V. sl.1~. sl. Mod.1~1.
Nonelsl. Mod./ext. None/- Nonel-
Excellent SI. difference Good recovery Good recovery
Excellent SI, difference 2B 3B
None14M Nonelnone Nonelnone Nonelsl.
Yeslyes Yeslyes Yes SI. wrinkling
and blistering (6F-6M) after
18 hr immersion
V. sl. = very slight: SI. = shghl. Mod. = m<derirte: Ext. = exlensiue.
Table 11-Coatings Manufacturer's Evaluation
Fusion Processed IPNResin 18 Coating
. . . . . . . . Hiding power, 130 pm (5 mil) film 0.967 contrast ratio Reflectance. 380 pm (I5 mil) film.. . . . . . . . 0.9121 .Tar paper bleed, 380 pm (I5 mil) film,
18 air dry ........................... .0.966 Taber, 380 pm (15 mil) film. 18 hr dry
@ 104°C (220°F). CS-I0 wheel at . . . . . . . . . . . . . . . . . . . . . I000 revolutions .41.8 mg weight loss
Flexibility. 130 pm (5 mil) film, 13 mm (M in.) mandrel 18 hr air dry . . . . . . . . . . . . . . . . . . . . . . . . . Pass 2 hr dry @ 550°C (122°F) . . . . . . . . . . . . . . . Pass 5 hr dry GI' IWDC (220°F) . . . . . . . . . . . . . . Pass
Water immersion. 150 pm (6 mil) film on glass substrate. air dry % hr. 24 hr immersion. 2 hr recovery . . . . . . . . . . . . . . . . . . . . . . . . No effect
Table 12-Results of Paint System Comparison
Phthallc Anhydrlde Based Systems
IPA Type Type Type Type Type Test Paint A B C D E
Durability ............. 4 4 1 3 3 2
Drying time . . . . . . . . . . . 4 4 1 2 2 1
. . . . . Ease of application 4 4 2 2 2 3
Bead absorption .......... reflectivity 3 3 2 2 2 2
..... Stability (shelf life) 4 4 1 1 2 1
Ease of equipment . . . . clean-up after use 4 4 2 2 2 2
. - - ~
Legend: 1 -Poor: 2 - Far: 3 -Good: 4 - V e r y Good
Journal of Coatings Technology

HIGH PERFORMANCE TRAFFIC PAINT
LABORATORY TESTING
The IPAIPAMS alkyds were once again made up according to Cook County Traffic Paint Specifications and compared against the control. Table 9 describes the traftic paint compounding procedures and Table 10 shows the physical performance data.
Samples of the finished traffic paint were also sent out to an independent traffic paint manufacturer for evaluations. All tests were run according to ASTM procedures for testing traffic paints. Table 11 describes their findings.
ACTUAL ROAD SERVICE TESTING
White and yellow IPAIPAMS based traffic paints (Table 9) were made up and applied in highly driven traffic areas utilizing a conventional striping machine. This road test was done in a suburban Midwest city. It should also be noted, that the city's currently pur- chased phthalic anhydride based traffic paint was applied at the same time for a side-by-side comparison.
The IPAIPAMS system dried in about one-third of the time required by the phthalic system. Clean-up was easily accomplished. Reflectivity, color, brightness, and resistance to tracking were rated superior. Four- teen weeks after application the IPAIPAMS system was rated "still very visible" and much better than the phthalic anhydride system. The city's Superintendent of Traffic Operations gave it an overall rating of "above average," and was of the opinion that the coating's high durability should lead to less frequent repainting and, therefore, a savings of materials, energy, and labor.
The superintendent also rated the IPAIPAMS system against five commercially available phthalic anhydride traffic paints which the city had used over the last five years. Table 12 illustrates the findings.
CONCLUSION
As this study indicates, the isophthalic acidlpoly- alpha-methylstyrene alkyd appears to be an excellent starting point formulation on the basis of cost and phys- ical performance.
Laboratory and actual road service testing show that this system meets all of the ASTM requirements for traffic marking paints based on performance.
Since the system shows fast dry times to "non- tracking time" and forms a hard, long lasting visible paint, the economy of applying more miles (kilometers) of paint per day with less labor involved should be given serious consideration.
Bibliography Lerman. M.A.. "Development of Water-Soluble Alkyd Coatings."
JOURNAL OF COATINGS T E C H N O L O G Y . ~ ~ . NO. 623.37 (1976). Bulletin IP-61, Long Lasting Traffic Paints. Amoco Chemicals Corp. Bulletin R-15b. Poly-Alpha-Mc,thylstyrenv in Ovc~rprint Varnish,
Amoco Chemicals Corp. Patton. T.C., "Alkyd Resin Technology." Interscience Publishers.
New York-London, 1%2. Solomon, D.H.. "The Chemistry of Organic Film Formers," John
Wiley & Sons, Inc., New York, 1967. Golding. B. , "Polymers and Resins." D. Van Nostrand Company.
Inc.. Princeton. N.J., 1959.
Vol. 50, No. 645, October 1978

Role of Surface Morphology And Composition in-the painting of Sheet Molding Compound (SMC) Plastics
G. Dale Cheever General Motors Research Laboratories*
Low profile glass filled SMC plastics are finding many applications where the material is painted. This is partic- ularly true in the transportation industry. Painting problems caused by loss of primer adhesion (chipping) and cratering or popping in the topcoat have been impor- tant factors in minimizing even greater usage of this engi- neering polymer composite. A basic study of the SMC surface and underlying layers was made so that the de- crease or elimination of these paint problems could be made systematically. It was found that an in situ formed capillary bed exists on the surface of SMC. The ca~illarv beb is aitached to a strata of resin-CaCO3 aggregates. he surface is considerably richer in the low profile agent and CaC03 filler compared to the interior. The reverse is true forglass. Most of theseriousdefectsthataffect painting of SMC originate either at the surface or within several hundred microns of the surface. The application of a thin thermoplastic acrylic primer film or mist coat prior to conventional finishing made significant improvements in paint popping and chipping. This occurred through the formation of a new uniform and defect-free interface.
INTRODUCTION
Plastics are finding ever increasing uses for the exteri- ors of automobiles because of weight savings and lack of corrosion. Prior to final assembly, the parts are painted and must have a surface coating which is both durable and attractive. Extensive review articles for the coating of plastics have been given by Abu-Isal and Br~shwell .~ These two articles deal with the eight presently used ways of coating plastics which are: painting, hot stamping, vacuum metallizing, composite decorating, lettering, electroplating, two-color mold- ing, and a special technique for thermoset materials such as melamine. Abu-Isa' discussed many of the fun- damental properties of plastic surfaces which affect coating properties, and Brushwel12 discussed the prac- tical aspects of coating plastics.
The plastic of immediate interest, SMC, is a filled, - .. 'Polymers Dept.. Warren. Mich. 48090
glass reinforced thermoset polyester sheet molding compound. In general, these compounds contain an unsaturated polyester (UPE) and low profile agent (LPA) dissolved in a reactive monomer, such as styrene, with glass fibers, and afiller such as CaC03. In addition to these major ingredients, the basic mix con- tains a peroxide catalyst, thickener, and an internal lubricant or release agent.3 The monomer crosslinks the polyester under heat and pressure to give a thermoset product. The basic advantages of the reinforced SMC polyester products are?
(I) Product design freedom; (2) High heat resistance; (3) Excellent chemical resistance; and (4) High strength to weight ratio. Without the LPA, the polyesters shrinkfrom7 to 10%
by v o l ~ m e . ~ Shrinkage of the resin results in glass fiber patterns at the surface with the resulting rippling and roughness. With the addition of the LPA, the part shrinkage decreased markedl~ .~ The mechanism of low profile action in UPE systems has received attention in the literat~re.~. 5-11
The SMC is prepared by premixing the liquid and dry components and forming the sheets on a machine shown in Figure 1. Typical molding conditions are given in Table 1.
During the molding of parts, defects can be formed which lead to problems when the parts are painted. The most serious of these problems are in paint popping (cratering) and chipping. The purpose of the research described in this paper was to obtain a basic under- standing of the SMC surface and the immediately un- derlying areas within the plastic. These studies were made using adhesion analyses and surface abrasion techniques. These results were supplemented with in- frared spectroscopy, light, scanning electron, and transmission electron microscopy. From this research, a new, improved method for painting SMC surfaces was developed.
36 Journal of Coatings Technology

SURFACE MORPHOLOGY AND COMPOSITION IN PAINTING SMC PLASTICS
EXPERIMENTAL
Infrared Spectroscopy-Constituents of SMC
The UPE and LPA resins were analyzed with NMR and GPC. The UPE was a highly reactive polyester formed from the reaction of maleic anhydride and a glycol. The LPA was a thermoplastic acrylic co- polymer. Samples of the UPE and LPA resins dis- solved in styrene were baked in air between salt plates 45 min at 177°C which resulted in crosslinking of the UPE with styrene. There was no reaction of the LPA with styrene. The infrared (IR) spectra were obtained in a Perkin-Elmer 621 grating spectrophotometer and are shown in Figures 2 and 3. KBr pellets of the CaC03 filler and glass rovings were prepared, examined in IR, and are shown in Figures 4 and 5. The spectra in Figures 2-5 serve as references for each of the major constitu- ents found in SMC.
lnfrared Spectroscopy-Surface Abrasion Analyses of SMC
Molded sheets of SMC 0.3 by 30 x 45 cm were used for this study. These sheets were cut into samples 10 x 30 cm which were abraded in the GMR surface abrader (shown in Figure 6). The machine gives uniform abra- sions from the surfaces of samples and also permits examination of the interior of samples. One gram of infrared quality KBr was sprinkled on the panel of SMC to be abraded and a circle of silicon carbide paper was attached to the abrader head with two-way tape. The abrading head force, rotational speed, and transverse speed were 700 g, 100 rpm, and 0.3 cmlsec, respec- tively. A run consisted of one pass from one end of the panel to the other and then back, resulting in two passes. The abraded sample plus KBr was collected, and a new Sic sheet then attached. After about 10 runs, a coarser grit of Sic paper was used. The abrasion was continued, and each abraded sample was collected until 44 runs or 88 passes had been made on the same area of the panel. The abrasion conditions of the SMC sample are given in Table 2. Each abraded sample was diluted with KBr, shaken, sieved twice through a 100 mesh screen, vacuum pressed, and examined in the Perkin- Elmer 621. The dilutions are given also in Table 2. The area of the SMC panel abraded was 8 x 25 cm which was the area of the panel in contact with the abrading head.
RESIN PASTE POLYETHYLENE Fl lM
POLYETHYLENE Fl lM
Figure 1-SMC compounding machine
Table I-Typical Molding Conditions for SMC
Molding temperature, O C .................. 127 - 160 Molding pressure, kilopascals .............. (5.5 - 10.3) x i03 Cure time, sec (2.5 mm thick) ............ .60 - 90
-
Table 2-Summary of Abrasion Conditions for SMC
Run No." KBr Dilutions
Paper Grit for IRh
--
la) 700g load: 100 rpm head rotational speed: 0.3 cmlsec head traverse speed. (b) 400 mg Total sample.
Table 3-Useful Ranges of Magnification And Resolution for Microscopy Techniques
Resolution Microscopy Type Magnification Range P
Light (LM) IOX to 1,OOOX I Scanning (SEM) 50X to IO.OOOX 0.01 Transmission (TEM) 5.OOOX to IOO.00OX 0.001
Microscopy
Three microscoov techniaues often used to examine surface m ~ r ~ h o l & ~ of soiids are light microscopy (LM), scanning electron microscopy (SEM), and transmission electron microscopy (TEM). The usual Table 4--Microscopy Techniques Utilized
ranges of magnifications and resolutions for each of Technique lnstmment Sample Preparation these tools are given in Table 3. Literature references - for microscopy techniques are: General,I2 Light,13 Light (LM) Leitz Ortholux" None or Stained
Scanning,14. and T r a n s r n i s s i ~ n . ~ ~ - ~ ~ Scanning (SEM) JSM U-3 Vacuum Gold Coated Transmission (TEM) Siemens Elmiskop" I Two-Step
The microscopy techniques used in this study are lnol~hle Renlica) \ - ........ . .~,
given in Table 4 . ~ i ~ u r e jgives the schematic repre-
Vol. 50, No. 645, October 1978 37

G.D. CHEEVER
XK)
H g60 tfl
t 40 I 2 20
-0 4d00 3100 2dcl 2d00 18b0 w*m"M~$,l 1100 lob0 860 660 460 260
Figure U R spectra of styrene crossllnked polyester resin
WAVELENGTH (MIISON0
di 35b0 3d00 25b0 2 d 0 0 1 8 b 0 1 ~ l d O O l h ~ 8 d 0 6 6 0 4 6 0 2 6 0 WAVENUMBER (OVO)
Figure 3-43 spectra of low profile agent
sentations used in preparing TEM double replicas of Table 5--Painting System Used for SMC SMC surfaces.lg There are five steps in this technique
Step I: Wipe with V M and P naphtha, followed with isopropyl al- shown in Figure 7. The TEM plastic replica was made
C O ~ O I . with 10 gI100 ml Hz0 polyvinyl alcohol - duPont 51-05 grade Elvanolm. The revlicas were shadowed with WOs and supported with ~ a r b o n . ' ~ - ~ ' PVA was dissolved
Step 2: Blow off samples with ionized compressedair. Wipe samples with tack rag. with water.
Painting SMC Step 3: Spray primer surfacer. Bake 35 min at 163°C with afilm build
of 3lp. The SMC samples were spray cleaned with a slightly acidic cleaner and were painted with the standard Gen-
Step 4: Scuff sand with 320-grit alumina or silicon carbide paper. era1 Motors lacquer paint systems using a suction feed
Blow off samples with ionized air. Wipe samples air atomization Spray gun. The paint system is outlined with tack rae. ~n Table 5. Subsequent work has shown that the extra --.=
cleaning step withmnaphtha and alcohol is not needed. Step 5: Spray sealer with a film build of 8p.
Adhesion Measurements Step 6: Topcoat with white thermoplastic lacquer. Bake 35 min at
1 % " ~ with a film build of 5 6 ~ . To obtain the mechanism by which paint was re. moved from SMC, a device similar to the hesiomete~
38 Journal of Coatings Technology

SURFACE MORPHOLOGY AND COMPOSITION IN PAINTING SMC PLASTICS
WAVELENGTH (MICFONS)
Figure 4--IR spectra of CaCO3 in KBr pellet
WAVELENGTH (MICFONO
WAVENUMBER (WI)
Figure S I R spectra of glass rovings in KBr pellet
described by Asbeck2' was used to measure the force required to cut coatings from substrates. From an in- terpretation of the cutting force curves and from the chips, among other information, it is possible to estab- lish whether the coating failed adhesively or cohe- sively.
RESULTS AND DISCUSSION
Infrared and Abrasion Analyses
The infrared spectra of a SMC abraded sample in the original condition is given in Figure 8. It is seen that the fingerprint regions of the infrared spectra are domi- nated by the large bands of glass and CaC03 at 1000 and 1400 cm-'. In order to examine this region, these inor- ganic materials must be removed. A portion of an abra- sion run was taken, and distilled reagent acetone was added. The mixture was shaken I5 min in a
paint shaker, centrifuged, the supernatant taken to dryness, 400 mg KBr added, mixed, sieved twice, pressed into a pellet, dried overnight in an air oven at 120°C, repressed and examined in the Perkin- Elmer 621. The spectra of the supernatant is given in Figure 9. The residue from the treatment with acetone was treated consecutively with 3N HC1, concentrated HF, and in NaOH to dissolve the CaC03 filler, the glass roving reinforcement, and any residual acid. Between each step, the sample was washed with distilled Hz0 and centrifuged. The final residue was dried, KBr added, and handled as was the supernatant. The in- frared spectra of the residue is given in Figure 10. Figures 3.4, and 5 show that the acetone soluble mate- rial in Figure 9 is the LPA and that no CaC03 or glass is present. The small sharp band at 700 cm-' in Figure 9 shows that an aromatic is present which could be either styrene or polystyrene. There are not enough bands to distinguish between these materials. Figure 10 gives a spectra of the crosslinked styrenated resin (CLSR).
Vol. 50. No. 645. October 1978 39

G.D. CHEEVER
Figure Whotograph of GMR surface abrasion unit
From each of the 44 runs, IR spectra were taken of 400 mg KBr pellets of the original sample, of the LPA, and'of the CLSR. Calibration curves were made from known amounts of CaC03, glass, LPA, and CLSR. The LPA and CLSR resins were obtained from a large amount of powdered SMC produced by sanding a panel on edge by hand, treated with acetone, and followed by HC1 and HF treatments. The IR bands used, the IR absorbance, amount in mg, and absorbance per mg for the various SMC constituents are given in Table 6. The weight percentage of the LPA fraction of the resins is
Figure 7-Double replication method of SMC surfaces
plotted in Figure I1 as a function of depth of the plastic beginning at the surface and proceeding inward. The weight of LPA was obtained from the acetone-soluble resin portions in KBr (1730 cm-') and the calibration data means from Table 6. The weight of CLSR was obtained from the acetone-HCI-HF-insoluble resin portions in KBr (700 cm-I) and the calibration data means from Table 6. The bulk value of LPA present in the mix was 12% and is noted in Figure 11. There was approximately three times the amount of LPA at the surface (22%) compared to the interior (7%). The film depth of each run was calculated assuming that the total absorbance was proportional to the total depth of the abrasion runs which was measured with a micrometer. For this calculation, the sum of the absorbances of the CH band, 2920cm-I, theglass band, 1000 cm-I, and the CaC03 band, 870 cm-l, were used. Then, each run absorbance and depth were assumed to be proportional to the total sample absorbance and depth.
The composition of SMC as a function of depth for CaC03, resin, and glass components is given in Figure 12. The bulk compositions of the mix were 45% CaCOs, 28% resin (both LPA and CLSR), and 25% glass and are noted in Figure 12. Examining Figures 11 and 12 show that the surface was rich in LPA and CaC03 compared to the interior and low in glass. In fact, there was about 6-8 times more glass in the interior than at the surface. The composition curves in Figure 12 were drawn through the data points rather than drawing smooth
A. Plastic Replica B Carbon Rwl8cs
1 1 1 0 (41
Surface
121
PVA
Repltca wllh Cu Grldr Repl~ca
WOg (see below1
,31 \-.--- "I- Carbon-W03 Replle
Shadows (Free of WOg
,311 /\ 12 Top Vterv of Pointed W Wire
Coated w!th W03
Journal of Coatings Technology

SURFACE MORPHOLOGY AND COMPOSITION IN PAINTING SMC PLASTICS
Figure 8 - 4 spectra of original abraded sample
WAVELENGTH IMKRONSI
Figure 9 4 R spectra of abrasion sample, soluble in acetone (low profile agent)
WAVELENGTH (MKRONSI
boo 35ao 3000 W)O m m WyB(UM~g,, 1m m 800 600 m m
Figure 1 M R spectra of abrasion sample, insoluble in acetone, HCI, and HF (crosslinked syrenated resin)
Vol. 50, No. 645, October 1978

G.D. CHEEVER
Table 6--IR Calibration of Cured SMC Components i n 400 mg KBr Pellets
WEIGHT, X LPA
Figure 11--Composition of surface and interior of SMC--low profile agent
curves. Additional work is needed to confirm if the indicated periodic nature of the composition is real.
Surface and Internal Composition and Structure
ADHESION RESULTS: SEM examinations of the paint chips removed from a SMC panel are shown in Figure 13. The low magnification ( 1 0 0 ~ ) area in Figure 13A shows both the top and bottom sides of the paint chips.
Two chips are examined on the underside at 3 0 0 ~ , Figure 13B and C. It is seen that the failure was cohe- sive within the SMC and that a thin layer was removed from the SMC with the primer. This thin layer generally was 30-20p in thickness and was fairly uniform. This same thin layer was removed, independent of the primer system. The layer was quite shiny in the LM. We have shown that the surface of SMC is rich in CaC03
Band Used, KBr PeWett Component cm-' Absorbance Weight, mg Absorbsncelmg
CaC03 870 0.390 0.62 0.629 1.082 1.46 0.741 1.312 2.12 0.619
Mean 0.663
Glass loo0 0.045 0.29 0.155 0.109 0.66 0.165 0.169 1.06 0.159
Mean 0.160
LPA 1730 0.279 0.20 1.395 0.613 0.47 1.304 1.000 0.82 1.220
Mean 1.306
CLSR 700 0.166 0.54 0.306 0.315 1 .09 0.290 0.626 2.21 0.283
Mean 0.29)
1730 0.306 0.54 0.564 0.575 1.09 0.529 1.061 2.21 0.480
Mean 0.523
and acrylic low profile agent and low in glass. The appearance of the removed layer is consistent with these results.
MICROSCOPY EXAMINATIONS-SURFACE AND INTE- RIOR: Figure 14 presents four light micrographs of sur- face cratered areas on aflat SMC panel that were visible priorto painting. It is seen that the surface is in the form of a film that has pulled away or was torn from the
Journal of Coatings Technology

SURFACE MORPHOLOGY AND COMPOSITION IN PAINTING SMC PLASTICS
SAMPLE ORIENTATION 30'
A 8 C
CI - l O O p m 100pm
Figure 13--SEM micrographs of paint chips removedfrom SMC. (A) both top and bottom of paint chips- SOX; (0 and C) bottom and top paint chips - 3 0 0 X
C D Figure 14--Light micrographs of four cratered areas on an unpainted SMC area
Vol. 50, No. 645, October 1978 43

G.D. CHEEVER
SAMPLE OR1 ENTATI ON 0'
A OR1 GINAL MAGNIFICATION lOOX
B OR1 GI NAL MAGNIFI CATION 300X
C D OR1 GINAL MAGNIFI CAT1 ON lOOOX OR1 GINAL MAGNl Fl CATION 3000X
H ---1 I 0 Lrn lOum
Figure 15--SEM micrographs of a cratered area at four different magnifications on an unpainted area
Journal of Coatings Technology

SURFACE MORPHOLOGY AND COMPOSITION IN PAINTING SMC PLASTICS
AREA NO. 1 AREA NO, 2
A R E 4 NO. 3
H 100 u
AREA NO. 4
Figure 16L ight micrographs of cross-sections of polished SMC treated with aniline violet in 3N HCI (original magnification 135X)
underlying layers. In Figure 14B and C, some of the surface film can be seen clinging to glass fibers. In Figure 14A, the surface film has flowed into a thicker lip 0.5 mm wide. The thinner films were measured and found to be 25p in thickness which is approximately the same thickness found with theadhesion measurements. These defects are consistent with the surface layer de- wetting from the underlying layer and by shrinkage of the upper layer from large voids. The cratered areas shown in Figure 14 were examined in the SEM and are presented in Figure I5 in four micrographs. A single area was examined respectively at magnifications of 100,300,1000, and 3,000 times. Both the upper film and the substrate area from which it was dewetted or torn are shown. The particles of CaCO, in the skin were found to be of the order of IF. The underlying layer was
composed of clumps rich in CaCO, lop in diameter. This underlying layer is seen well in the void in Figure 15B, C, and D.
To obtain additional information of the internal com- position and structure of SMC, samples were polished on edge using metallurgical techniques and examined in the light microscope and in the SEM. In Figure 16, the cross section of SMC was photographed in a light mi- croscope at 1 3 5 ~ . The sample had been stained with aniline violet in 3N HCI togive high contrast in the light microscope. Also, in Figure 16, the glass bundles vary in depth below the surface from a few microns in area 4 but to 250p in area 1. Some of the glass in areas 2 and 3 are 80 to 100p below the surface. These micrographs confirm the infrared analyses which showed that the glass content was lower at the surface than in the inte-
Vol. 50. No. 645. October 1978 45

G.D. CHEEVER
AE4 NO. 5
ORIGINAL 'llhNIFIC4TIOY 33nx
i I I I I 1 1 I I I 1 I I 2q1 901 MO 8 4 liM0 1700
DEPTH,
Figure 17--SEM micrographs of polished cross-section of as received SMC
SAMPLE ORIENTATION O' rior. In area 4 there is a surface hole where part of a
EWE-, glass bundle has been removed, and a crack is beginning at the glass bundles near the surface proceeding into the interior. Also, there are great differences in the disper- sion of the glass. From area 2, it is observed that the glass fibers are well dispersed. In areas 1 and 3, there are both poor and well dispersed fibers. In area 4, the fibers are tightly held in the bundles.
Figure 17 gives a SEM micrograph composite start- ing at the edge and proceeding inward of another polished, untreated SMC sample. The original magnifi- cation was 300x, a depth scale is given, and various features are identified on the five micrographs making up the composite photograph. In Figure 17, a single glass fiber is a few microns below the surface, but the .. ...- - main bundle is found at 4 0 0 ~ depth, Glass Bundle No.
lob I . All the glass bundles lie in the plane of the SMC sheet and are oriented all directions relative to the polished edge. Most of the fibers in Bundle I are very tightly bound together. Bundles 2 and 3 are more open, and Bundle4 is the most open of all. A few scattered fibers
DEFECT I N Y? also are seen in areas 2 through 4. A crack is running CENTER OF SANPLE-" along the matrix-glass bundleinterface in area4. In area
5, the matrix has penetrated about one-half the bundle. Examination of the sample shown in Figure 17 at high magnification (3-10,000~) in the SEM revealed that there was finely divided CaC03 along with considerable resin absorbed in some bundles. When this occurs, the
B glass bundles have a resin-poor, CaCO3-rich region in Figure 18-Cross-sectional SEM micrographs showing (A) no contact with the glass bundles. These appear to be weak
defectonear surface; (B) defects - center of sample areas mechanically and develop microcracks. In other
46 Journal of Coatings Technology

SURFACE MORPl iOLOGY AND COMPOSITION IN PAINTING SMC PLASTICS
words, if the matrix penetrates the glass bundles uni- formly, no weak areas are formed. When there is pref- erential absorption of matrix components, concentra- tion gradients are formed which can be sites for micro defects.
Somecharacteristic voids, both near the SMC surface and deep in the interior, are shown inFigures 18 and 19 from painted and metallurgically polished samples. Although there was no evidence of craters at the painted surface (Figure 18A), a large defect was found in the interior as shown in Figure 18B. The 5Op diame- ter clumps in the glass matrix are CaC03 particles. This defect was visible to the unaided eye on edge as a black string about 5 cm in length in the center of the sample.
The polished cross section of a severely cratered region is shown in Figure 19. Voids are seen at the paint-SMC interface and at a depth of 100p. Figures 19B and C show acavity 750p wide and 1 5 0 0 ~ below the surface.
MICROSTRUCTURE OF SMC SURFACES-TEM STUDIES: A micrograph from TEM replicas of SMC surfacesis shown inFigure 20. A number offeatures are evident. The SMC surface has a microstructure or capillary matrix made of pores 2-6p in diameter and 2-3p deep. These capillaries have substructures ap- proximately 0.5p in diameter. The origin and effect of these capillaries on paint properties are being investi- gated in these laboratories.
Models for SMC and the Mist Coat Process
Examination of the micrographs given in this paper, in addition to many others, plus observations during painting of SMC, developed two basic mechanisms for crater formation. First, the upper layer or skin is often torn during processing which exposes the interior to attack of the cleaners and solvents, which later can be expelled during baking of the topcoat. Second, large craters or voids in the SMC itself, which are formed during processing. can be covered with a thin surface layer which is dissolved or removed by cleaners and solvents. These exposed voids act similarly to trap gases or solvents for later expulsion.
A cross-sectional model of SMC is presented in Fig- ure 21. The capillary surface layer consists of 2-3p deep
DR. G. DALE CHEEVER is a Senior Re- search Scientist i n the Polymers Dept. of the General Motors Research Lab- oratories. At present, he is concerned with the development of coatings for plas- tics. Prior to employment with General Motors, he was with the Glidden Co., Pig- ments and Color Laboratories, in Balti- more, Md. Dr. Cheever received the A.B. and M.A. Degrees from the Johns Hopkins University and the Ph.D. Degree from Case Institute of Technology where he was a Paint Research lnstitute Fellow. Dr. Cheever received a 1966 Roon Award for research in phosphate coatings.
Vol. 50, No. 645, October 1978
SAMPLE OR1 ENTATION $' EDGE-
PAIMT -
A
OR1 GI NAL MAGNl Fl CAT1 ON 3M)X
B
O R I G I N A L MAGNIFICATION SOX
OR1 GI NAL MAGNlFl CATION UXIX
H lOO ~ r n
Figure l%Cross-sectional SEM micrograph of badly cratered SMC regions
47

G.D. CHEEVER
M l u m
Figure 20-TEM micrograph of PVA replica of SMC surface
pores, contains 1p diameter CaC03 particles, and is 25p in thickness. The substrata is composed of aggre- gates of resin-CaCO3 particles lop in diameter and is lOOp in thickness. In the upper layer and in the sub- strata there is considerably less glass than in the inte- rior. The interior is composed of lOOp thick strata of alternating glass bundles and aggregates the resin- CaC03 particles. It was found that the interface be- tween some glass bundles and the resin-CaCOs matrix avvears to be the source of micro cracks within the piistic.
A schematic model representing SMC surface de- fects and other heterogeneities observed in this investi-
Porouf Surface Layer
Sublayer
Bundle of
Glarr Fibers
Alternating Glass
and Sublayer Parttcler
Figure 21-Cross-sectional model of SE
48
gation is shown in Figure 22. This is a representation of a typical SMC surface which is to be painted. The defects are in the form of tears, open areas, and thin coverings or shells over holes below the surface. In addition, SMC surfaces may or may not be sanded with the result that both smooth and rough areas can exist.
The models presented in Figures 21 and 22 lead to the development of what became known as the GMR Mist Coat Process. From basic surface science, the surface in Figure 22 is not only extremely heterogeneous structurally, but also energetically. This effect has been discussed in many systemsz2~ z3 and its ramifications in interface phenomena. A more energetically uniform surface for SMC was obtained by applying a thin layer or mist coat of a thermoplastic acrylic primer followed by a primer surfacer, sealer, and topcoat. The effect that this thin (2-5p) mist coat had on paint chipping (gravelometer testingz4) and topcoat popping or crater- ing is shown in Table 7. It can be seen that there is a significant decrease in paint chipping and cratering by the application of the thin mist coat. Also, of impor- tance is the pronounced decrease in the spread of the results as measured by standard deviations.
The mist coat used in Table 7 is preferred. Other polymer-pigment primers, either thermoplastic or thermoset compositions, have also given improved re- sults when applied as mist coats. It has been possible to improve specific paint properties in the system on SMC by applying the proper mist coat; therefore, the mist coat approach seems to be of value in improving the paintability of SMC.
Concerning the mechanisms through which the mist coat provides improvements in paint properties, the following phenomenological effects have been ob- sewed. First, as mentioned, the mist coat forms a uni- form and continuous interface on which to apply the rest of the paint system. Eliminating surface het- erogeneities has been well established as one meth- od of improving adhesion to an interface.zz* 23 Second, during application of the mist coat, in some way, con- siderable softening and attack of the upper layers oc-
Figure 22-Model of a typical SMC surface prior to painting: Legend - (1) Tears; (2) Open areas; (3) Thin shells over holes
Journal of Coatings Technology

SURFACE MORPHOLOGY AND COMPOSITION IN PAINTING SMC PLASTICS
Table 7-Effect of a Mist Coat System On Paint Chipping and Craterlng of SMC Surfaces
Material
Baked Film Thickneu,
P
Crater Density, G n w b m ~ a r Number Per 1M)O
Rating (a) em?'
(I) Control Gray Primer Surfacer
(2) Mist Coat Thermoplastic No. I Acrylic Mist
Coat + Gray Primer Surfacer
(a)! = number of samples. each approximately 300 cm' in area x = mean of gravelometer ratings and of crater density o = standard deviation
curs. This process releases gases from the surface and underlying voids. A new interface is formed (the mist coat) which has much fewer defects. Finally, extensive microscopy studies have shown that the defects are coated or filled quite effectively by the mist coat. This usually enlarges the voids which results in improved filling and retention of the rest of the paint system. The mist coat process has made SMC a more viable engi- neering material by reducing paint cratering and chip- ping.
SUMMARY In order to understand the roles that the surface and
interior of sheet molding compound plastics (SMC) play in paint cratering and chipping, light, scanning electron beam, transmission electron microscopy, and infrared studies were made. From this work, models of the surface and interior of SMC were developed. It was found that an in situ capillary bed exists on the surface of SMC. The capillary bed is attached to a strata of resin-CaCO3 aggregates which is followed by alternat- ing layers or groups of glass bundles and resin-CaCOs aggregates. The surface is considerably richer in the low profile agent and CaC03 filler compared to the interior. The reverse is true for glass. Most of the seri- ous defects that affect painting of SMC appear to origi- nate either at the surface or within several hundred microns of the surface. The application of a thin ther- moplastic acrylic primer film or mist coat prior to con- ventional finishing made significant improvements in paint popping and chipping. This occurred through the formation of a new uniform and defect-free interface.
ACKNOWLEDGMENTS
It is a pleasure to acknowledge a number of col- leagues for their contributions to this work; to E. Eusebi and Dr. H. S. Bender for helpful discussions; to R. W. Lietz for design of the GMR Abrasion Unit; to W. A. Florance for the infrared data; to R. A. Rogers and Dr. N. M. Potter for the SEM data.
References (1) Abu-Isa, I. A., Polymer-Plastic Technol. Eng.. 2. No. 1. 29
(1973).
(2) Brushwell, W., Paintindia, 30. Nov. (1973). (3) Bartkus. E. J. and Kroekel. C. H..Appl. Polymer Symp. IS. 113
(1970). Edited by P. F. Bruins. Interscience Publishers. New York. 1970.
(4) Rohm and Haas Co., P-Series Polyester Resins Technical Data. PL-751a. February. 1971, Philadelphia. Pa., p 13.
(5) Schwartz, W. T.. 3 1st Annual Technical Conference, Society of Plastics Engineers, May 7-10, 1973.
(6) Kroekel, C. H. and Bartkus. E. J.. 23rd SPI RP Antec. February 9, 1%8.
(7) Kroekel. C. H.. SAE Trans.. 77, 195 (1%8). (8) Walker, A. C.. SPE Technical Paper, 17. 454 (1971). (9) Rabenold, R., SPI. I5E. 1 (1972).
(10) Espenshade. D. T. and Lowry, J. R.. 26th Annual Technical Conference. Reinforced PlasticslComposites Division, SPI. 1971.
(11) Demmler, K. and Lowohn. H.. Kunstq,p. 60, 954 (1970): (12) "Index to Microscopy in ASTM Literature. Part 1: 1916-1%5."
ASTM Committee E-25. ASTM. Philadelphia. Pa.. 1970. (13) "Symposium on Light Microscopy." ASTM. New York. N.Y..
1952. (14) Wells, 0. C.. "Scanning Electron Microscopy," McGraw-Hill
Co.. New York, N.Y.. 1974. (15) Thornton. P.. "Scanning Electron Microscopy." Chapman and
Hall, London, England, 1968. (16) "Techniques for Electron Microscopy." edited by D. H. Kay.
F. A. Davis, Philadelphia, Pa., 1%5. (17) Ladd. M. W., "The Electron Microscope Handbook." Ladd
Research Industries. Burlington. Vt., 1973. (18) Mokotoff. G. F., "Electron Microscopy Laboratory Tech-
niques," Library Research, Assoc.. Monroe. N.Y., 1973. (19) Ladd, M. W., "The Electron Microscope Handbook," Ladd
Research Laboratories, Burlington, Vt., 1973, p 23. (20) E. F. Fullam, Inc., No. 1201 Carbon Evaporation Kit and In-
struction Brochure, October 17. 1973. (21) Asbeck, W. K., "Adhesionand Cohesion,"edited by P. Weiss.
Elsevier. Amsterdam, The Netherlands, 1%2. p 101. (22) "Adhesion and Cohesion," edited by P. Weiss, Elsevier,
Amsterdam, The Netherlands. I%2, pp 65, 121, 176, and 240. (23) "Interface Conversion for Polymer Coatings," edited by P.
Weiss and G. D. Cheever, Elsevier. New York, N.Y., 1968, pp 150,208,289, and 350.
(24) SAE 5400, Test Method 4, "Gravelometer."
Vol. 50, No. 645, October 1978

Water Vapor Permeation Through clear Coatings
M. Yaseen Regional Research Laboratory*
and H.E. Ashton
National Research Council of Canadai
Permeability of exterior coatings to water vapor is one of the more important properties affecting their perform- ance. Changes in permeability with increasing relative humidity or temperature are also important, not only be- cause they indicate how a coating may behave in practice but also because they give an insight into the molecular structure.
The effects of relative humidity and temperature upon permeation through and the permeability coefficients of clear phenolic and alkyd finishes are studied. Changes caused by each variable are related to the composition of the coatings and the characteristics of the components.
INTRODUCTION
The protection provided by an organic coating depends on many factors, one being its resistance to permeation by gases, vapors, liquids,8nd ions.' The phenomenon of permeation begins when a diffusant in contact with the coating gets imbibed in it. Depending on the forces of interaction between the diffusing molecules and the components of the coating, the diffusant moves within the coating in the sorbed state. This process results in gradual absorption of vapor until a state of dynamic equilibrium is reached. At this stage the difference in vapor pressure between the two sides of the coating causes the permeation of vapor through it. Hence, per- meation through a coating occurs in three steps: ab- sorption of vapor on the surface, followed by its diffu- sion through the film, and then desorption or evapora- tion at the lower vapor pressure side.=
Generally, protective coatings are used because they act as barriers to the free access of gases, vapors, and liquids to surfaces and of ions to metal surfaces. While it is believed that no organic coating is completely imper- vious, coatings provide the substrate with considerable protection from corrosive agent^.^,^ Hence, the perme- ability characteristics of coatings are important in as- sessing their performance in practical use. Permeability properties of coatings also affect their adhesion to
'Hyderabad. India. 'Materials Scclion, Dlvls~on of Building Research. Otlawa, Canada
metallic substrates by controlling the changes in os- motic pressure at the in t e r f a~e .~
Permeation is basically governed by the vapor pres- sure and temperature of the surroundings while perme- ability of a material depends chiefly upon the molecular structure and nature of chemical groups present in the material and their affinity towards the diffusant. Change in permeability with increasing relative hu- midity or temperature, as well as being a practical im- portance, provides evidence of the molecular structure of the material.
Although the permeability of plastic films has been studied in great detail because of their use as vapor barriers, the permeability of organic coatings, and its change with temperature and relative humidity, has not received as much attention. This paper describes per- meability studies made with clear finishes intended for exterior wood. The effects of the two variables on per- meation and on the permeability coefficient are re- ported.
THEORETICAL
Equations for Permeation
At a steady rate of permeation the quantity of vapor (Q) transmitted through a coating of thickness (I) and area (a) in time (t) at vapor pressure differential (Ap) is expressed by:
where P is a proportionality constant known as the permeability coefficient.
Effect of Temperature and Vapor Pressure On the Permeability Coefficient
Rate dependent phenomena are naturally affected by changes in temperature. A rise in the temperature acti- vates the molecules and creates voids by the movement of polymer segments which in turn are occupied by
50 Journal of Coatings Technology ,

WATER VAPOR PERMEATION THROUGH CLEAR COATINGS
Table I-Cornpositlon of Clear Finishes
Oil Content %Volatile Content Varnish Properties NRP
Formula Approx. Aromatlc Mlneral G - H No. Type Length % on Solids Solvent Spirits % Solids Vlscoelty
Para-Phenylphenollc Varnishes
1020 Tung 893 Tung 894 Tung 901 Tung
1021 Linseed 902 Linseed 903 Linseed 905 Linseed
1022 Soya 1023 Soya 1024 DH Castor 1025 DH Castor
51 A-B 50 C 50 D 50 B-C 49.5 D 51 9-C 49.5 D 50 C-D 50 B 50 C-D 50 C 49 E
NRP Formula
NO.
Oil Content % Phthallc Content Solution Characterlatlcs
G - H TYPe % on Sollda isomer % on SolIda 96 Solids Viscosity
Alkyds
912 913 914 915 916
1055" 1056h E l E2 E3 E4 E5 E6
Soya Soya Soya Soya Soya
Linseed Soya
Saflower Safflower
Linseed-Soya Soya Soya Soya
Ortho Ortho Ortho Ortho Ortho Ortho Ortho Ortho
I so Is0 Is0 Is0 Is0
-
(a) Percent oil content calculated from reported fatty acid content. Other commercial alkyds are reported as oil content lbl Prepared in laboratay.
A-B A-B D- F E
G-H A-B A-B A, A, A,
C-D C-D C-D
diffusant in the vicinity, thus providing the vapor with an easy means of movemem6 Permeation of vapors through polymers is a thermally activated process and the temperature dependence over small changes can be given by an Arrhenius type equation.?
P,,. the pre-exponential factor, can be related to the openness of the polymer structure and the appearing- disappearing and reforming of voids due to movements of segmental chains in the activated state. E, is the apparent energy of activation for permeation.
The concentration dependence of the permeability coefficient of a polymer for a vapor is governed basi- cally by the size and shape of the penetrating molecule and also by its activity and solvent power. Ideal gases, because of their low activity and solvent power, do not cause swelling, strain, or other rearrangements in the structure of polymers. Consequently, permeability coefficients of polymers for such gases are not affected by concentration at a constant temperature. This is not the case with water vapor. Although water is not agood
solvent for most organic polymers, it does interact physically with polar groups present in the polymer and is absorbed. The activity of the sorbed water increases with concentration, thus affecting permeation. Hence, water permeation through polymers departs from Fic- kean behavior with changes in concentration or vapor pressure. The effect, however, is not large, as shown by the small change in permeability coefficients of poly- mers with increasing relative h ~ m i d i t y . ~
EXPERIMENTAL
Materials
Twelve paraphenylphenolic resin varnishes previ- ously describedg were used. The proportion of oil, resin, and solvents in each varnish is summarized in Table 1. Five commercial short, medium, and long or- thophthalic alkyds, plus two laboratory-prepared me- dium ones, and six isophthalic long and very long al- kyds were also tested. The compositions of the com- mercial alkyds listed in the Table are based upon infor-
Vol. 50, No. 645, October 1978

M. YASEEN and H.E. ASHTON
Table 2--Composltlon of Modlfled Phenolics, Oils and Alkyds
Content ol Varnish 011 or Alkyd
NRP Formula %
No. Type on Solids
Phenollc Varnishes 1057 20-gal D.H. Castor (1024) 60.0 1058 20-gal D.H. Castor (1024) 60.0 1059 20-gal Soya (1022) 60.0 1060 20-gal Soya (1022) 60.0 1061 40-gal D.H. Castor (1025) 50.0 1062 40-gal Sova (1023) 50.0 - .
Oils Dehydrated Castor Oil - Soybean Oil -
Alkyds 67% Soya Isophthalic (E6) 83% Safflower Isophthalic
(E2) 62.5% Soya Orthophthalic
(913) 39.6% Soya Orthophthalic
(916)
Content ol Hexamlne Condensate Solution Characterirtlca
Gardnar-Holdt % Solids VIacosity
Cardanol 40.0 CNSL 40.0
Cardanol 40.0 CNSL 40.0
Cardanol 60.0 Cardanol 60.0
Cardanol Cardanol
CNSL
Cardanol
CNSL
Cardanol
50 B 50 B 50 A-B 50 A-B 50 C-D 50 B-C
A-B A-B
B-C
A
A-B
D
mation given by the manufacturers in the technical lit- Permeability Measurements erature.
Some of the materials were modified as follows. Commercial cardanol and cashew nut shell liquid (CNSL) were first condensed, individually, with hexamine. One of the reaction products, cardanol- hexamine condensate or CNSL-hexamine condensate, was incorporated in some of the oils, phenolic resin varnishes, and commercial alkyds. The compositions of the modified coatings are described in Table 2.
Free Films
Coatings of uniform thicknesses were drawn down by a machine-driven film applicator on tin foil and air dried for three weeks in a dust-free room, controlled at 50 +
,5% RH, and 73.5 + 3.5"F (23 a 2°C). The free films obtained by amalgamation of the tin were dried in the same room for at least another three weeks before use.
The steady rate of permeation of water vapor through free films of the clear finishes was determined using a modification of the well-known cup method. Film sam- ples cut to the size of the cup were placed carefully on thin cardboard rings soaked in molten wax. They were first equilibrated with vapor at the desired RH and temperature and then placed over the cup which had been filled to the top with anhydrous magnesium per- chlorate, taking care that the granules did not touch the film. The cup was sealed with wax in such a way that a known area of film covering the desiccant in the cup was exposed for the transmission of vapor.1° Sealing of the cups with the films was carried out at the temper- ature of the experiment so that the films would not bulge or contract due to changes in the temperature of the surroundings. Triplicate specimens were prepared for each type of film and separate sets were used for the variation of temperature and of RH.
Table %Effect of Relative Humldlty on Rate of Permeation Through Phenollc Varnish Films at 73°F
Rate of Permeation of Water Vapor - glmYhlmll(25 pm)l
15gal. Varnishes
30-gal. 20gai. Varnishes Varnishes 40-gal. Vsrnlshea
% 1020 1021 893 902 1022 1024 894 903 901 905 1023 1025 RH Tung Linseed Tung Linseed Soya DH Castor Tung Linseed Tung Llnseed Soya DH Castor
--
(a) Thickness of film.
Journal of Coatings Technology

WATER VAPOR PERMEATION THROUGH CLEAR COATINGS
0 ,020 I 5 GAL rUNG
B P I 20 GAL TUNG
n Ber 10 G A L TUNG
1 POI 40 GAL lUNG 1 1
'40 1 0 6 0 7 0 80 9 0 LOO
R E L A T I V E H U M I D I T Y I A T 73'FI . 5
Figure 1-Relative humidity vs. permeation rate through phenolics with different oil contents
The sealed cups were placed in a specially designed humidity cabinet which can be adjusted to any desired RH at temperatures between 30 and 160°F (-1 and 71°C). The transmission of water vapor was determined by weighing the cup inside the humidity cabinet, the gain in the weight being followed as a function of time. In most cases a steady rate of vapor transfer was at- tained in 48 hr.
The rate of water vapor permeation through the free film was determined under steady flow conditions at different relative humidities with a constant temper- ature of 73°F (23°C) and at different temperatures with a constant humidity of 50%. Rates were calculated in terms of the quantity of vapor (g) permeating in one hour (h) through a film of unit area (m2) and unit thick- ness, 1 mil (25 pm).
0 BPI 10 GAL TUNG
0 POI 20 GAL L l N S t l D
1 1021 10 GAL IOYA
1024 10 GAL OH C I I T O l
R E L A T I V E H U M I D I T Y I A T 73'FI . %
Figure 2-Relative humidity vs. permeation rate through phenolics with different oil types
RESULTS
Treatment of Results
The space in the cup under the film was filled with the desiccant to the extent that only a small volume be- tween the film and desiccant was left. In such a system the vapor permeating through the film is mostly ab- sorbed by the desiccant thus having negligible pressure in the cup. For the purpose of calculating the coefficient of permeation, the vapor pressure inside the cup was considered to be zero and the pressure differential, Ap, across the film equal to the vapor pressure corre- sponding to the RH of the experiment.
The permeability coefficient of each coating formu-
Table 4--Effect of Relative Humidity on Rate of Permeation Through Alkyd Films at 73°F
Rate of Permeation ol Water Vapor - g/m2/h/mil
Ortho-phthalic Alkyds
Commercial Lab Prepared Iso-phthalic Alkyds - Commercial
E3 El 1055 E2 Lin-
912 913 914 915 916 Sat- Lin- 1056 Sat- Seed E4 E5 E6 %RH Soya Soya Soya Soya Soya flower seed Soya flower Soya Soya Soya Soya
50 0.99 1.42 1.03 0.86 0.73 1.46 0.52 1.07 2.05 1.82 1.87 1.55 1.30 65 1.38 2.00 1.41 1.19 1.01 2.04 0.73 1.46 2.94 2.49 2.52 2.12 1.76 80 2.10 3.11 2.17 1.85 1.57 3.19 1.17 2.19 4.21 3.72 3.75 3.20 2.40 90 2.47 3.67 2.54 2.21 1.85 3.81 1.40 2.51 5.05 4.33 4.36 3.72 2.88 97 2.86 4.26 2.97 2.55 2.13 4.43 1.66 2.90 5.74 4.91 4.96 4.17 3.31
Vol. 50, No. 645, October 1978 53

M. YASEEN and H.E. ASHTON
0 E l 85% LINSEED-SOYA I S 0
I E2 83% SAFFLOWER IS0
A I 5 72% SOYA I S 0 7'1 5 , 0 t A t l 70% SAFFLOWER O I l H 0
7 915 48% SOYA ORTHO
0 1055 54% LINSEED ORTWO
1021 5 8 . 3 % LINSEED PHENOLIC
R E L A T I V E H U M I D I T Y ( A T 73'FI. %
Figure 3--Relative humidity vs. permeation rate through alkyds
lation for water vapor was calculated using equation ( 1 ) and expressed in the following units:
Q X l p=- gm cm (3) a x t x Ap cm2secmmHg
Effect of RH on Permeation
The permeation rates through phenolic varnishes are given in Table 3 with representative curves plotted in Figure 1 for different oil contents and in Figure 2 for different oils types. It can be seen that at lower RH the rates increase linearly with vapor pressure but at higher RH the increase is somewhat more than linear.
Permeation rates through alkyds (Table 4) are more affected by water vapor pressure than through phenolics. For example, at 50% RH and 73°F the per- meation of water vapor through a medium linseed alkyd (NRP 1055) is 10% lower than through a linseed phenolic (1021). whereas at 97% RH it is 31% more. It is evident in Fipure 3 that in the one comparable case the permeation rate through an orthophthalic alkyd is af- fected more by higher RH than an isophthalic alkyd (El vs. ES). ~ecause-in the case of alkyds the permeation rates increase markedly with RH, it is concluded that the sorbed vapor has a greater plasticizing action on the internal structure of alkyds than phenolics.
54
Of the phenolic varnishes, those prepared from semi-drying soya oil are, relatively, the most permeable to water vapor. Upon modification with the condensate of either cardanol or CNSL this property is changed considerably (Figure 4). Modified dehydrated castor oil phenolics also show lower permeation than the unmod- ified ones. The results also indicate that the CNSL condensate with hexamine reduces the permeability of phenolics more than the cardanol condensate.
It is evident from Table 5 that modification of the long and very long oil alkyds reduced their permeability significantly (E2 vs. 1066, E6 vs. 1065, and 913 vs. 1067). With ashort alkyd there is notthe same degree of change in permeability (916 vs. 1068) (Figure 5). This is considered to be confirmation that in long and very long alkyds, the oil is not fully reacted with the resin" so the cardanol or CNSL hexamine condensate forms crosslinks with the partially reacted oil and improves the properties of the composition. In a short alkyd the degree of reaction is limited hence the modification can have less effect.
Effect of Temperature on Permeation
A certain amount of energy is needed to generate thermal motion in coating molecules so that they are separated sufficiently to allow the diffusant molecules to move through the spaces created. The fairly low permeation rates of some varnishes at 63'F (17°C) show that the movement of water vapor through the coatings is very low due to the low state of molecular activity. On the other hand, a temperature increase of 40°F (22°C) activates the coating molecules so that the permeation rates of some phenolics are found to be more than seven times faster (Table 6) . These results indicate that a
- 0 893 20 GAL l U N G
Q 1022 20 GAL SOYA
A I 0 5 9 CARD-MODIFIED 1022
V 1060 CNSL-MODIFIED 1022
0 1025 40 GAL D . H , CASTOR
I 1061 CARD-MODIFIED 1025
0 I I I I I I 1 4 0 50 6 0 70 80 90 100
R E L A T I V E H U M I D I T Y ( A T 73 'F I . %
Figure &Relative humidity vs. permeation rate through phenolics and modified phenolics
Journal of Coatings Technology

WATER VAPOR PERMEATION THROUGH CLEAR COATINGS
Table &Effect of Relative Humidity on Rate of Permeation Through Modified Phenolic, Oil, and Alkyd Films at 73°F
Rate of Permeation of Water Vapor - glm2/h/mil
Modified Phenolics Modified Modified Oil iao-phthalic
20-gal. 4Sgal. ~ l k y d s
1066 Card.
1057 1958 1061 1063 1065 Very Per- Card.& CNSLb 1059 1060 Card. 1062 Card. 1064 CNSL Long Cent DH DH Card. CNSL DH Card. OH Card. Long Saf- R.H. Castor Castor Soya Soya Castor Soya Castor Soya Soya flower
Modified o-phthallc
Alkyds -
1067 1068 CNSL Card. Long Short Soya Soya
-- -- (a1 Card. = Cardanol Ihl CNSL = Cashew Nu1 Shcll Liquid
change in the environmental temperature has a marked influence on permeation rates of vapors through certain coatings. It is useful, therefore, to know the temper- ature dependence of permeation rates if the selection of coatings is to be made on the basis of permeability properties.
The results show that with phenolic varnishes the increase in permeation rates with temperature depends on the type of oil used because the increase is not
40 5 0 60 70 80 PO 100
RELATIVE H U M l O l l Y ( A T 73"FI. %
Figure 5-Relative humidity vs. permeation rate through alkyds and modified alkyds
proportional in all cases (Table 6). For example, at h3OF and 50% RH. the rate through 20-gal sova phenolic (0.61 g/m2/h/mil) is one and one-halftimes that of the same oil length tung phenolic (0.405 g/m2/h/mil), whereas at 103.6"F (39.8"C) it is double (soya - 4.64; tung - 2.36). In the case of varnishes with the same oil but different oil contents, the permeation rates of coatings with high oil content increase relatively fast with temperature [lin- seed oil: 102 1 vs. 903; soya: 1022 vs. 1023 (Figure 611.
In the same Figure, comparison of plots for alkyds and phenolics (1055 vs. 1021, 1056 vs. 1022, and E4 vs. 1023) shows that the temperature dependence of per- meation rates of alkyds is more than for phenolics even though the latter contain somewhat more oil. Among alkyds the increase in rates with temperature is greater in the case of orthophthalic alkyds than in the isophthalic ones (913 vs. E5 in Table 7). It is thought that the effect of temperature on permeation properties of alkyds is dependent upon the degree of crosslinking, the inter-molecular spacings, and the total free energy levels in their molecular structures.
The effect of temperature on permeation rates through modified alkyds and phenolics is presented in Table 8. After modification there is less difference be- tween dehydrated castor and soya (1058 vs. 1060) than with the original varnishes. The large difference be- tween a modified coating and its original counterpart shows the improvement in temperature resistance prop- erties due to the reaction. Modification of the 40-gal soya phenolic results in lower permeability for 1062 than the unmodified 20-gal varnish, 1022. Even soya oil modified by cardanol condensate (1064) transmits less water vapor than unmodified very long oil alkyds at higher temperatures. The difference in temperature de- pendence between unmodified and modified alkyds is small for short oil lengths (916 vs. 1068) but increases with increasing oil content (913 vs. 1067 and E2 vs. 1066).
Vol. 50, No. 645, October 1978 55

M. YASEEN and H.E. ASHTON
Table &Effect of Temperature on Rate of Permeation Through Phenolic Varnish Films at 50% RH
Rate ot Permeation of Water Vapor - g/m21hlmil
15gai. 30-gal. Varnishes 20gal. Varnishes Varnishes 40gal. Varnishes
1021 902 1624 903 905 1025 Temperature 1020 Lin- 893 Lln- 1022 DH 894 Lin- 901 Lin- 1023 DH
"F Tung seed Tung seed Soya Castor Tung seed Tung seed Soya Castor
63.0 - - 0.40 0.41 0.61 0.50 - - 0.61 0.68 - - 73.0 0.54 0.58 0.67 0.75 1.15 0.93 0.80 0.79 1.13 1.22 1.46 1.20 84.0 0.88 0.84 1.01 1.15 1.91 1.46 1.39 1.38 1.76 1.92 2.28 2.10 94.6 1.41 1.36 1.59 1.89 3.04 2.33 2.28 2.14 2.83 3.04 3.84 3.52
103.6 2.26 2.28 2.38 2.91 4.70 3.56 3.35 3.41 4.36 4.75 6.27 5.46
Effect of RH on Permeability Coefficient
Permeability coefficients at different RH are illus- trated,in Figure 7. While higher humidities had a rela- tively large effect on permeation rates (Figures I and 2) the phenolic permeability coefficient plots are almost flat with respect to the RH axis except at humidities above 85% or for varnishes containing large pro- portions of semi-drying oils. Although the deviation
O 1021 5 8 . 3 % L l N I i E D
I PO3 75% L l N I t l D
A 1 0 2 1 66 7% SOYA
0 1023 80% SOYA
- o ,062 cARo-Moolrtro 1023
A L X Y O S
l o r 5 r r m r l ~ r r r o O I ~ H O
8 1056 I b 5% S O Y A ORTHO
T I 4 75% SOYA 1 5 0
TEMPERATURE, 'f I A T 50% R . H . 1
Figure &Temperature vs. permeation rate through phenolics and alkyds
away from the axis indicates some dependence on moisture content, it is concluded that the permeability coefficients of phenolics for water vapor are little af- fected by an increase in moisture content. Modification of the longer oil varnishes reduced the effect of RH on the permeability coefficient to close to that of the short oil varnishes.
The permeability coefficients of alkyds increase with RH rather more than phenolics, with the isophthalic alkyd being less affected than an ortho alkyd of slightly lower oil content. A remarkable decrease in the RH dependence of the permeability coefficient of very long isophthalic alkyd E2 can be seen after its modification (1 066).
Effect of Temperature on Permeability Coefficient
The change in permeability coefficient with ternper- ature vrovides an insight into the mechanism of verrne- ation ind the nature :f the coating. Owing to ihe low activity of idealgases towards polymers, log P is a linear function of 1/T over a wide temperature range above the glass transition temperature. By contrast, the permea- tion of water vapor through any amorphous polymer, such as a coating, is affected by temperature because of the increased activity of water. Nevertheless, the logarithmic values of permeability coefficients of coat- ings for water vapor are linearly related to the inverse of temperature over small temperature changes.
While the permeability coefficients of phenolics were almost independent of RH at lower relative humidities, Figure 8 shows that they increase with temperature. As before, the increase is greater with varnishes containing soya oil or larger amounts of tung and linseed.
The increase in permeability coefficients of alkyds with temperature is relatively higher than phenolics unless the alkyd contains much less oil (916 vs. 1022). The temperature dependence of orthophthalic alkyds is greater than that of iso alkyds at comparable oil lengths.
Modification of phenolics reduces both the mag- nitude of the permeability coefficient and its change with temperature. The coefficient of the short oil alkyd is affected more by temperature than is its modification (916 vs. 1068).
Journal of Coatings Technology

WATER VAPOR PERMEATION THROUGH CLEAR COATINGS
Table 7-Effect of Temperature on Rate of Permeatlon Through Alkyd Fllms at 50% RH
Rate of Permeation of Water Vapor - gl&/hlmll
Ortho-phthallc Alkyds
Commercial Lab. Prepared 160-phthallc Alkyds-Commerclal -
E3 Tempen- El 1055 E2 Llm
tUre 912 913 914 915 916 Sal- Llrr 1056 Sol- seed E4 E5 E6 "F Soya Soya Soya Soya Soya flower seed Soya flower Soya Soya Soya Soya
Effect of Composltlon of Permeation Of Water Vapor
From the results presented, it can be seen that, in general, the higher the oil content in either phenolic varnishes or alkyds the greater the permeability and the more permeation rates and coefficients are affected by temperature and RH.
In phenolic varnishes, the rate of permeation de- creases with increasing resin content in all four oils studied. Also the changes in permeability and perme- ability coefficient with both increasing RH and temper- ature are smaller with varnishes containing less oil (Figures I, 4, 6, and 8). It is also evident that tung oil varnishes are less permeable to water vapor than those containing linseed oil. Dehydrated castor and soya var- nishesare, in turn, more permeable. Again, the effect of RH and temperature on permeation rate and perme- ability coefficient is in the same order.
Alkyds are more permeable to water vapor than phenolics. To obtain the same permeation rate at 73'F as the 20-gal soya varnish which contains 67% oil, it is necessary to use a soya alkyd with an oil content of less
than 60%. Within the alkyd group there is the same relationship between oil content and permeability, al- though NRP 914 appears to be cut of line. There are not enough resins containing the same amount but different types of oil to reach firm conclusions about the effect of oil type. It appears, however, that as with the phenolics, linseed alkyds are less permeable than soya or safflower alkyds. Isophthalic alkyds are less perme- able than orthophthalic resins of comparable oil con- tent; e.g., E6 with 67% soya transmits 1.3 g/m2/hr/mil while 913 with 62.5% oil transmits 1.4 g at 73°F.
The effect of modification with cardanol or CNSL hexamine condensate is to reduce the permeation rate at a given set of conditions and the effect of RH and temperature on permeation and permeability coeffi- cients. CNSL causes a greater change in permeability characteristics than cardanol.
Permeability and Its Relation to Durability
In na t~ ra l '~ . ' ~ and accelerated weathering studies of many of these phenolics and alkyds applied to red cedar, the phenolics have generally performed better
Table &Effect of Temperature on Rate of Permeatlon Through Modified Phenolic, Oil, and Alkyd Fllms at 50% RH
Rate of Permeation of Water Va~or - alm21hlmil
Modlfled Phenollca Modlfied Modifled lll~phthalic o-phthallc
20gal. 4Sgal. Modlfled Oil Alkyds Alkyds
1066 Card.
1057 1056 1061 1063 1065 Very 1067 1068 Temper* Card? CNSLb 1059 1060 Card. 1062 Card. 1064 CNSL Long CNSL Card.
ture DH DH Card. CNSL DH Card. DH Card Long Sat- Long Short "F Castor Castor Soya Soya Castor Soya Castor Soya Soya flower Soya Soya
-
(a1 Card. = Cardanol (bl CNSL = Ca~hew Nu1 Shell Liquid
Vol. 50, No. 645, October 1978 57

M. YASEEN and H.E. ASHTON
I I I I I ))IINOLICI
0 1020 58.3% l U N G - A PO1 66.7% L lNSt fD
0 1021 8 0 % D . H . CASTOR
-0 1061 c * l o - m o o l r l r o 1025
ALKYOS T 913 ~ ~ Z T Y A O R T W O
- A I 6 67% SOYA I S 0 . E l 83% SA?TLOWEI I S 0
0 1 0 6 6 CARD-M00111ID E l -
R E L A T I V E H U M I D I T Y [ A T 73'FL. %
Figure 7-Relative humidity vs. perttieability coefficient
than the alkyds. This difference in durability is related, in part, to the lower permeability of the phenolics. For example, both the 20-gal tung and linseed varnishes, which contain 67% oil, were superior to all the soya ortho alkyds, which vary in oil content from 39.5 to 62.5%. Only the short soya alkyd had a lower perme- ability at 50% RH and 73°F than the linseed phenolic, but permeability of the alkyd increased more rapidly with increasing temperature or humidity.
Within the phenolic group of coatings, for varnishes with the same oil type, the two shorter varnishes are the most durable, followed by the 30-gal varnish; the 40-gal is least durable. Thus, high durability correlates with the decreasing permeability shown in Figure 1. If oil content is decreased to 10 gal (50% oil), however, dura- bility falls off while permeability should be similar to that of the 15-gal varnish. For varnishes containing the same quantity of different oils, durability is in the de- creasing order of tung, linseed, DH castor, and soya, which corresponds exactly to the decrease in perme- ability and the effects of RH (Figure 2) and temperature (Figure 6).
For alkyds, only the ortho soya series and one iso alkyd were exposed in the exterior weathering studies. The durability results correlate with decreasing perme- ability only at the high oil content end because there is a peak in durability at 56 to 60% oil, while permeability decreases continuously with decreasing oil content.
The modified alkyds also illustrate that low perme- ability is not the only factor involved in durability of clear finishes. Cardanol and CNSL-hexamine modifi- cation reduced the permeability of all alkyds except 916, as well as the effect of RH or temperature on
permeability. It has not, however, been shown to im- prove durability of the alkyds.
DISCUSSION The water molecule is relatively small and has a ten-
dency to form hydrogen bonds with other water molecules in either the liquid or solid state, as well as with polar groups present in the material of contact. Hence, water vapor sorbed in a coating forms hydrogen bonds with hydrophilic or polar groups of the polymer, and permeation is followed by the spatial movement of the vapor from high to low pressure levels. Apart from the heat of solution the sorbed vapor needs energy for moving from one position to the other. This energy is principally supplied by the thermal motion of the polymer molecules. Structural configuration and inter-molecular forces contribute to a polymer's total free energy which, consequently, is of a different value for each polymer. Since a change in temperature gen- erates different thermal motions in different polymers, a vapor with a definite amount of free energy faces different degrees of resistance in permeating through them.
This difference in energy requirement for the perme- ation of vapor is related to the degree of crosslinking in the polymer as well as to the size of the penetrating molecule. In a highly crosslinked product the random- ness due to the movement of segmental chains and formation of spacings is restricted. In such a system the movement of the penetrant is impeded and the rate of diffusion and, consequently, the permeation is depen- dent upon the degree of crosslinking.14 The energy of
1 0
8 9 3 6 6 . 7 % TUN.
22 0 I 022 66.7% SOYA
A 901 80% I U N G
ALKYDS "-. ?I=% SOYA O l l H O
A II 70% SIIFLOWER o n l n o
I8 - 7 r4 75% S O Y A ISO
l 1061 CARD-MODIPl60 916
E 14 -
rn
X P
4 - 0 -
60 70 - 8 0 9 0 100 110
TEMPERATURE. 'F [ A T 50% R . H . 1
Figure 8-Temperature vs. permeability coefficient
Journal of Coatings Technology

WATER VAPOR PERMEATION THROUGH CLEAR COATINGS
activation required for the permeation of vapor through a coating can be correlated with the degree of crosslinking.
The results obtained on the permeation of water vapor through coatings containing semi-drying and drying oils qualitatively support the relation between permeation and the degree of crosslinking observed in polymers. Resin in the composition not only forms crosslinks with the oil but also physically reinforces the coating. This is illustrated by the differences between phenolics and alkyd coatings: phenolics have a more highly condensed structure which is reflected in the lower permeability and higher tensile strength of var- nishes made with them.
Conversely, the oil portion of coatings has a much more open structure resulting in relatively low resis- tance to water transmission and low tensile properties. Tung oil, because of its high degree of conju'gated un- saturation, forms more crosslinks with resins and with itself than do the other oils. Consequently, tung-based varnishes are not only less permeable to water but also stronger mechanically than varnishes made with other oils.
CONCLUSIONS
Permeability measurements correlate well with the durability ratings of phenolic varnishes containing 58 to 80% oil. The low oil content tungand linseed varnishes, which have lower permeabilities than soya or DH cas- tor varnishes of the same oil content or tung and linseed varnishes of higher oil content, are the most durable on exterior wood. With alkyds, permeability is only a fac- tor at higher oil contents because the shorter alkyds with lower permeabilities are also less durable than those containing intermediate quantities of oil.
Permeation rates and permeability coefficients of coatings for water vapor reported here differ greatly from each other in value. This feature of the perme- ability properties of coatings can be explained on the basis of the general characteristics of the materials used in the formulation and also their structural arrange- ment. Molecules with little or no regularity of structure do not pack closely together. Consequently, between such molecules there are openings with sufficient space for the permeating molecules to diffuse through easily, which results in high permeability. For this reason, amorphous polymers generally have higher permeation rates than crystalline ones."
The low permeation rates and permeability coeffi- cients that are less affected by RH and temperature of the lower oil content phenolic varnishes are related to the symmetry and greater crosslinking conferred by the phenolic resin. The decrease in permeability coeffi-
cients of the modified formulations is also due to molecular changes. The study of the RH and temper- ature dependence of permeability coefficients of coat- ing materials for water vapor can be used as an index of the degree of crosslinking in their molecular structures when they are prepared from known components.
The results given here show that this type of study allows formulation of coatings on an engineering basis instead of on empirical relationships to generic classes. Where low permeability of the final product is impor- tant, the formulator should not select a resin the perme- ability of which is high or which increases markedly with temperature of RH. Conversely, for coatings in- tended to be permeable, selection of an impermeable resin or one relatively unaffected by temperature or humidity would necessitate greater pigmentation to obtain the desired permeability. This might adversely affect other properties such as weatherability.
ACKNOWLEDGMENTS
The authors acknowledge with thanks the prepara- tion of the varnishes by G.A. O'Doherty and their films by L.R. Dubois and R.C. Seeley and appreciate the work of H. Schultz who made the permeation readings.
This oaoer is a contribution from the Division of ~ u i l d i n i kesearch. National Research Council of Canada, and is published with the approval of the Di- rector of the Division.
References (I) Funke. W.. Farbe Lack. 73. No. 8. 707 (1%7). (2) Bixler. H.J. and Sweeting. O.J.. "Barrier Propertiesof Films."
in "The Science and Technology of Polymer Films." O.J. Sweeting. ed. . Vol. 2, Interscience. New York. 1968. p 5.
(3) Sweeting. O.J. ibid. Vol. I , p 5%. (4) Yaseen. M.. Drrtt. Farb1.11-Z.. 27. No. 5 . 213 (1973). (5) Rogers, C.E. , "Permeability and Chemical Resistance." in
"Engineering Design for Plastics." E. Baer. ed., Reinhold Pub. Corp.. New York. 1964, p 609.
(6) Van Amerongen, G.J.. J. Pobntc,r Sci. 2 . No. 4. 381 (1947). (7) Meares. P.. "Polymers: Structures and Bulk Properties.'' D.
Van Nostrand Co. Ltd.. London. 1%7. p 324. (8) Long. F.A. and Thompson, L.J.. J. Pokrnrr Sci., 15. No. 80.
413 (1955). (9) Yaseen. M. and Ashton. H.E. . J. Oil & Colonr Chc,nrists'
Assoc.. 53. No. I I. Y77 (1970). (10) Joy. F.A. and Wilson, A.G.. "Standardization of the Dish
Method for Measuring Water Vapor Transmission." in "Hu- midity and Moisture.'' Vol. 4 . P.N. Winn. ed.. Reinhold Pub. Corp.. New York, 1%5. p 263.
(11) Payne. H.F. , "Organic Coating Technology." Vol. I. J. Wiley and Sons, New York. 1954 p 279.
(12) Ashton. H.E., JOURNAL P A I N T T E C H N O L ~ G Y . ~ ~ . No. 507. 212 (1967).
(13) kshton. H.E.. Can. Paint & Finishing. 48. No. 2. 13 (1974). (14) Sobolev. I . , Meyer. J.A.. Stannett. V. . and Szwarc. M., J.
Polj,rner Sci.. 17. No. 85.417 (1955).
Vol. 50, No. 645, October 1978
Limit of Protectability Of Vinyl-Cuprous oxide-Based
Anti-Fouling Coatings In Fouling-Rich Regions
N.A. Ghanem and M.M. Abd El Malek National Research Center (Egypt)'
Three sets of a total of 20 individual well-designed anti- fouling paints were tested in the fouling-rich Alexandria (Egypt) eastern harbor waters. More or less the same con- stituentswere used in all paints with Cu,Oas main toxin. In the first set, the content of Cu,O ranged from 76.1 - 59.7% by weight based on dry paint film; in the second, 42.8 - 28.5%; and in the third, 38.5 - 18.9%. Members of the first set, which may be classified as contact-leaching, resisted fouling for a period not exceeding 13 continued months, while members of the third set, which may be categorized as soluble-matrix, were efficient for 4-7 months only. Members of the second set, named here as combined- mechanism type, exerted an intermediate efficiency be- tween the contact-leaching and soluble-matrix types, yet were nearer to those of the first set. A longer protection period could not be obtained in thistypeof compositions.
The application of each class depends on many factors including economy, the physical and chemical properties of the encountered waters, and the desired frequency of recoating.
INTRODUCTION
Applied research in the field of anti-fouling (AF) coat- ings is challenging. An anti-fouling coating has to satisfy in a protective film two contradicting factors: it has to give away certain ingredients to kill or repel fouling larvae, which means consumption; and yet, it has to maintain cleanliness and physical integrity for long im- mersion periods, which means permanency.
In an environment where all conditions favor attack by fouling organisms1 as well as physical and chemical e r o s i ~ n ~ - ~ and rusting: the challenge of achieving ef- fective durability becomes greater. This situation can only be met by intensive work in two vastly different directions. The first is to try to determine the mecha- nism of fouling attachment on submerged structures, the stages undergone by a macro-organism from pre-
.Laboratory of Polymers and Pigments. Dokk,. Cairo. Egypt. Presented by Dr. Ghanem at the Symposium of Marine and Anti-Fouling Paints at the
American Chemical Society Meeting in Miami Beach. Fla.. Sepl. Ill-15. 1978.
liminary swimming form to adult adherent productive form, and the conditions which favor or retard the suc- cession of de~elopment."~ The second is to acquire knowledge on the mechanism offunction of anti-fouling fi lm~"~l '3~~ which requires thorough knowledge of the nature of the individual ingredients of the film, their interaction with each other and with the constituentsof the environment;and how they are influenced by gov- erning parameters4 in the surrounding nature.
In a team of specialists in marine ecology, hydrog- raphy, anti-corrosive and anti-fouling coatings, the field and laboratory investigations on the various disciplines can be integrated to ultimately solve problems of great technological importance in the protection of ship and submerged installations.
Selected background for the ecological side of the present work can be found in articles on the succession and settling behavior of fouling organisms in Alexandria harbor,' and the physical and chemical characteristics of Alexandria western harbor relevant to fouling and anti-fouling pa in t~ . l -~ Selected investigations of direct relevance to the present work are found in an article on the effect of rosin on the efficiency of anti-fouling paints,12 and another on the role of plasticizer type and content in the long term efficiency of anti-fouling coat- ings.'"
In the present work, which was performed prior to the last two investigation^'^.'^ but not hitherto pub- lished, the value of employing high toxin content in cuprous oxide-based anti-fouling coatings for prolong- ing the protection period is demonstrated by tests in the laboratory, and in natural environment where severe fouling conditions cannot be matched probably any- where else in the world.14
Until the present time, cuprous oxide dominates the field of toxins in commercial anti-fouling paints for rea- sons already well established, such as its widest toxic effect on the majority offouling organisms, its moderate solubility in sea water (being neither too high nor too
60 Journal of Coatings Technology

VINYL-CUPROUS OXIDE-BASED ANTI-FOULING COATINGS
- - - -- - - --
Table I--Contact-Leaching Anti-fouling Compositions (Dry film)
Constituent 1 2 3 4 5 6 7
Vinyl copolymer.. ......................... 10.5 10.5 10.5 11.5 11.5 12.8 12.8 Plasticizer ................................ 3.2 3.2 3.2 3.5 3.5 3.9 3.9 Rosin .................................... 2.7 2.7 2.7 3.0 3.0 3.3 3.3 Rosin mod. phenolic resin .................. 1.8 1.8 1.8 2.0 2.0 2.2 2.2 Cuprous oxide ............................ 76.1 67.9 59.7 74.4 66.4 72.4 64.6 Zincoxide ................................ 1.3 1.8 2.3 1.3 1.8 1.3 1.6 Iron oxide red.. ........................... 2.7 10.4 18.1 2.6 10.1 2.4 9.9 China clay & additives ..................... 1.7 1.7 1.7 1.7 1.7 1.7 1.7 % Cu,O by volume ........................ 42.8 37.8 31.3 40.1 33.4 37.2 34.5 Pigment volume conc. ...................... 47.3 47.8 47.9 44.5 42.4 41.2 39.0 PigmentlBinder ratio ....................... 4.5 4.5 4.5 4.0 4.0 3.5 3.5
low in comparison with other copper compounds), its being agood pigment which fulfills all the requirements of a good paint pigment, and its moderate cost in com- parison with heavy toxic counterparts, such as mer- cury, tin, and silver.
However, the position of cuprous oxide in this field .has been challenged in recent years by competitors which claim the same wide toxic coverage with much less environmental impact such as provided by organo- tin compound^^^-^^ and polymers,1E19 and purely or- ganic toxic compounds which degrade to harmless products after being released in the seaeZ0
Effective formulations containing both cuprous oxide and organotin compounds, and organotin com- pounds only, will be described in the next articles. Work on anti-fouling coatings which contain no toxic ingredients at all is in progress after some positive sig- nals were ~btained.~'
METHODS
Materials used in this investigation are described in detail in the Appendix.
Testing the efficiency of the composition was per- formed in three manners:
(1) Accelerated testing in glycine, and after immer- sion in acid and alkali6sz3 for determining in a short time whether or not the composition would be worthy of further testing, and whether or not the toxic element is released independent of the solubility of the matrix ingredient in sea water.
(2) Normal laboratory leaching rate experiment^^.^^ for determining the continued leaching of copper from the composition for long periods of immersion in sea water. The effective leaching rate of straight cuprous oxide formulations for fouling prevention was estab- lished at 10 p&cm2*day.6*23 This limit acts as a second sieve for proposed and experimental formulations.
(3) Raft testing for determining, preultimately, both the physical durability and the anti-fouling efficiency of the coating in a natural environment. This simple sub- merging device was used prior to building the testing station in the fouling-rich Alexandria harbor."
Ultimate testing should be carried out on represen-
tative areas on ship hulls; the ship should be of known schedule and the areas should be periodically exam- ined.
RESULTS AND DISCUSSION
Three sets of formulations, each set representing a class of anti-fouling paints, were prepared and checked in the laboratory according to the 'conventional tech- niques employed in industrial research laboratories. Each set comprised compositions belonging, re- spectively, to the so-called contact-leaching, com- bined-mechanism, and soluble-matrix class. Hence, the distinctive feature in each set is the cuprous ox- ide content; the rest of the constituents were kept the same except where compositional factors call as shown in the following tables.
Contact-Leaching Compositions
This set of seven compositions is given in Table 1. It can be observed that a small amount of zinc oxide is always present. This small addition was meant for im- proving the paint film physical properties and not for its toxicity which is estimated at one-fifth that of Cu,O. The pigmentation ratio was kept at three levels, namely, 4.5, 4, and 3.5 pigment to 1 binder by weight. The CuzO contents in the pigment mixtures used were 93,83
Table %Amounts of Copper Leached Out From Contact-Leaching Antl-fouling Compositions
In the Glycine and Acid-Alkali Tests
Lwchlng Rates pglcnf-day
Glyclne Tea Cu,O Content mg Culcnf. Atter Atter
Cornpoaltlon by Weight 3 days Acid Alkali
Vol. 50, No. 645, October 1978

N.A. GHANEM and M.M. ABD EL MALEK
Figure 1(A)-Contact-type copper formulations. Behavior of Composition 2 during 362 days of immersion in the sea. Days immersed: 1-30; 2-60; 3-91; 4-121; 5-212; 6-242; 7-333; and 8-362
62 Journal of Coatings Technology
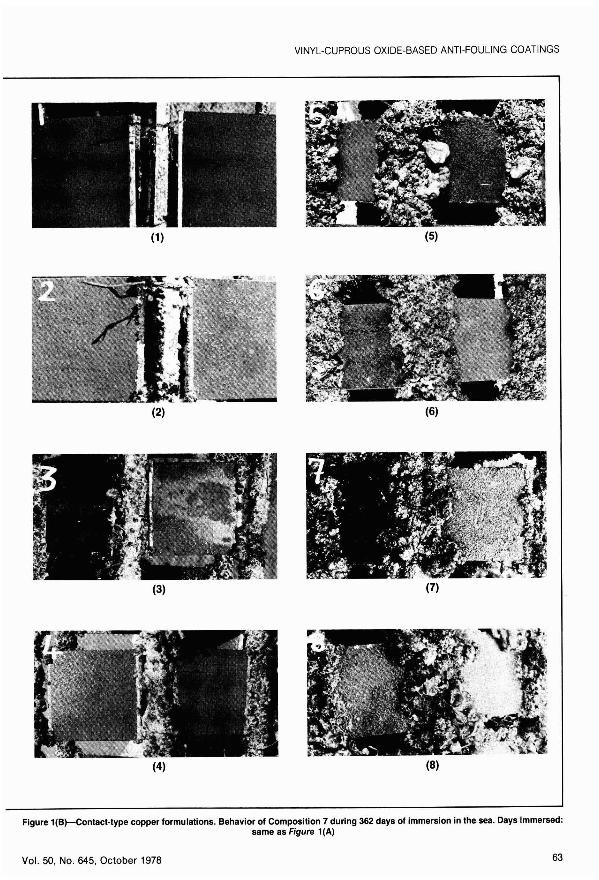
VINYL-CUPROUS OXIDE-BASED ANTI-FOULING COATINGS
Figure I@)-Contact-type copper formulations. Behavior of Composition 7 during 362 days of immersion in the sea. Days immersed: same as Figure 1 (A)
Vol. 50, No. 645, October 1978 63
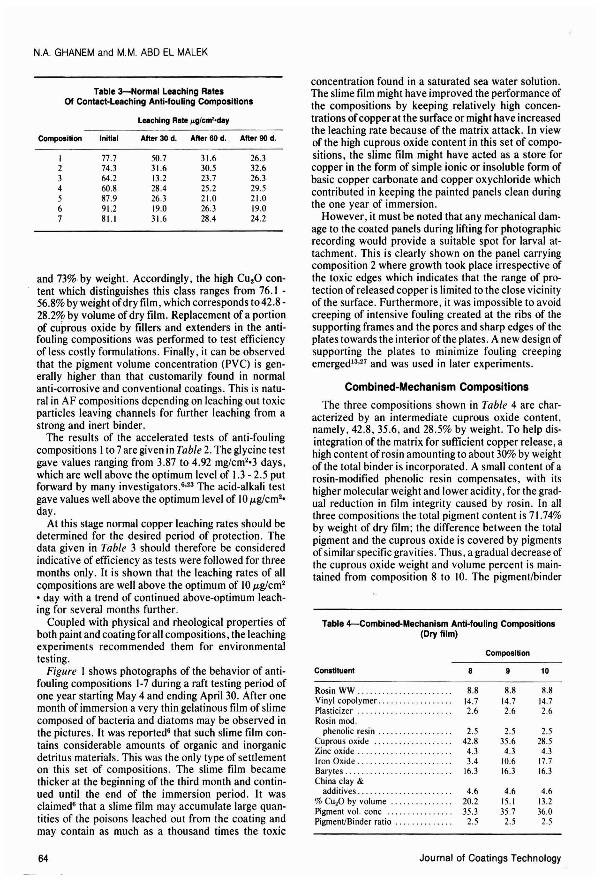
N.A. GHANEM and M.M. ABD EL MALEK
Table 3--Normal Leaching Rates 01 Contact-Leaching Anti-fouling Compoalllons
Leaching Rate ryll&day
ComposlBon lni8ai After 30 d. After 60 d. After SO d.
and 73% by weight. Accordingly, the high CuzO con- tent which distinguishes this class ranges from 76.1 - 56.8% by weight ofdry film, which corresponds to42.8 - 28.2% by volume of dry film. Replacement of a portion of cuprous oxide by fillers and extenders in the anti- fouling compositions was performed to test efficiency of less costly formulations. Finally, it can be observed that the pigment volume concentration (PVC) is gen- erally higher than that customarily found in normal anti-corrosive and conventional coatings. This is natu- ral in AF compositions depending on leaching out toxic particles leaving channels for further leaching from a strong and inert binder.
The results of the accelerated tests of anti-fouling compositions 1 to7 are given inTable 2. Theglycine test gave values ranging from 3.87 to 4.92 mg/cmz*3 days, which are well above the optimum level of 1.3 - 2.5 put forward by many investigator^.^.^^ The acid-alkali test gave values well above the optimum level of 10 pg/cm2* day.
At this stage normal copper leaching rates should be determined for the desired period of protection. The data given in Table 3 should therefore be considered indicative of efficiency as tests were followed for three months only. It is shown that the leaching rates of all c~mpositions are well above the optimum of 10 pg/cm2
day with a trend of continued above-optimum leach- ine for several months further. -
Coupled with physical and rheological properties of both paint and coating for all compositions, the leaching expefiments recommended them for environmental testing.
Figure 1 shows photographs of the behavior of anti- fouling compositions 1-7 during a raft testing period of one year starting May 4 and ending April 30. After one month of immersion a very thin gelatinous film of slime composed of bacteria and diatoms may be observed in the pictures. It was reported6 that such slime film con- tains considerable amounts of organic and inorganic detritus materials. This was the only type of settlement on this set of compositions. The slime film became thicker at the beginning of the third month and contin- ued until the end of the immersion period. It was claimed6 that a slime film may accumulate large quan- tities of the poisons leached out from the coating and may contain as much as a thousand times the toxic
concentration found in a saturated sea water solution. The slime film might have improved the performance of the compositions by keeping relatively high concen- trations of copper at the surface or might have increased the leaching rate because of the matrix attack. In view of the high cuprous oxide content in this set of compo- sitions, the slime film might have acted as a store for copper in the form of simple ionic or insoluble form of basic copper carbonate and copper oxychloride which contributed in keeping the painted panels clean during the one year of immersion.
However, it must be noted that any mechanical dam- age to the coated panels during lifting for photographic recording would provide a suitable spot for larval at- tachment. This is clearly shown on the panel carrying composition 2 where growth took place irrespective of the toxic edges which indicates that the range of pro- tection of released copper is limited to the close vicinity of the surface. Furthermore, it was impossible to avoid creeping of intensive fouling created at the ribs of the supporting frames and the pores and sharp edges of the plates towards the interior of the plates. A new design of supporting the plates to minimize fouling creeping emerged13.27 and was used in later experiments.
Combined-Mechanism Compositions The three compositions shown in Table 4 are char-
acterized by an intermediate cuprous oxide content, namely, 42.8, 35.6, and 28.5% by weight. To help dis- integration of the matrix for sufficient copper release, a high content of rosin amounting toabout 30% by weight of the total binder is incorporated. A small content of a rosin-modified phenolic resin compensates, with its higher molecular weight and lower acidity, for the grad- ual reduction in film integrity caused by rosin. In all three compositions the total pigment content is 71.74% by weight of dry film; the difference between the total pigment and the cuprous oxide is covered by pigments of similar specific gravities. Thus, agradual decrease of the cuprous oxide weight and volume percent is main- tained from composition 8 to 10. The pigmentibinder
Table 4-Comblned-Mechanism Anti-fouling Compositions (Dry film)
Constituent 8 9 10
....................... Rosin WW 8.8 8.8 8.8 Vinyl copolymer ...... .... ...... 14.7 14.7 14.7 Plasticizer ....................... 2.6 2.6 2.6 Rosin mod.
phenolic resin .................. 2.5 2.5 2.5 Cuprous oxide ................... 42.8 35.6 28.5 Zinc oxide ....................... 4.3 4.3 4.3 Iron Oxide ....................... 3.4 10.6 17.7 Barytes.. ........................ 16.3 16.3 16.3 China clay &
additives ....................... 4.6 4.6 4.6 %Cu,Obyvolume . . . . . . . . . . . . . . . 20.2 15.1 13.2 Pigment vol. conc . . . . . . . . . . . . . . . . 35.3 35.7 36.0 PigmentIBinder ratio .............. 2.5 2.5 2.5
Journal of Coatings Technology

VINYL-CUPROUS OXIDE-BASED ANTI-FOULING COATINGS
Table 5-Amounts of Copper Leached out From Combined-Mechanism Compositions in the Glycine Test
Cu,O Content rng Culcm2. Composition by Weight 3 days
8 42.80 3.43 9 35.60 3.20
10 28. SO 3.00
ratioin the three compositions is down toabout 2.5: 1 by weight.
The results of theglycine accelerated test aregiven in Table 5. It is shown that comer is released in amounts above the acceptable limits ind is proportional to the cuprous oxide content in the film thus entitling the compositions for further testing.
A photographic record of fouling resistance of these compositions is shown in Figure 2. Except for a few localized fouled areas attributed to mechanical damage of the panels during lifting and reimmersion for photo- graphic recording, all three compositions showed good anti-fouling properties for a period of about 10 months; at the end of one year the panels were completely fouled and looked like blanks with only small unfouled areas.
(B)
SolubleMatrix Compositions
The compositions belonging to this class are given in Table 6. The mechanism of release depends on the gradual dissolution of certain constituents of the binder mixture in sea water thus exposing fresh toxin. In spite of its brittleness and low film properties, rosin is so far the most widely used cobinder to provide the desired sacrifice; it is employed in these compositions in about 46% by weight of the total binders. The vinyl copolymer compensates for the lost stability, and ester gum and an alkyd resin enhance the required elasticity.
The content of cuprous oxide ranges from 38.5 to 18.9% by weight of the dry film. An overlap may seem tooccur between the compositions of the previous class and certain compositions in this class (compositions 10, 11, 12, 13, and 15), but the total pigment to binder ratios in the oresent class are much lower. being 1.8-0.9: 1 . . -
The results of glycine and acid-alkali accelerated tests are given in Table 7. From the glycine test it is possible to exclude directly compositions 16 and 18 - 20 from further testing as their leaching rates are 0.63 mg cu/cm2*3 days and lower, which are well below a limit of 0.9 mgIcm"3 days put forward by other investigators. All these compositions belong to a pigmentation ratio of 0.9 to 1.2:l (or a pigment volume concentration of 15.8-20).
All leaching rates after alkali extraction were quite acceptable, being well above the optimum rate of 10 pg/cm2.day. This was not surprising since a good part of the matrix is rosin which would have dissolved in the alkali exposing Cu20 to sea water. After acid extrac- tion, all compositions gave values very near the margin of efficiency which indicates that after removal of cop- per from its surface, the compositions release Cu20 at a
Figure 2-Combined mechanism formulations. Behavior of Compositions 8,9, and 10 during 239 days of immersion in the
sea. Days immersed: A-60; B-90; C-182; and D-239
Vol. 50, No. 645, October 1978 65

N.A. GHANEM and M.M. ABD EL MALEK
Table 6-SolubleMatrix Anti-fouling Compositions (Dry fllm)
Composition
Constituent 11 12 13 14 15 16 17 I8 19 20
RosinWW .......................... 16.9 16.9 18.0 18.0 18.0 20.4 20.4 23.7 23.7 23.7 Estergum . . . . . . . . . . . . . . . . . . . . . . . . . . 6.1 6.1 6.8 6.8 6.8 7.7 7.7 8.9 8.9 8.9 Alkydresin ......................... 7.1 7.1 8.0 8.0 8.0 9.1 9.1 10.5 10.5 10.5 Vinylcopolymer ..................... 5.6 5.6 7.2 7.2 7.2 8.2 8.2 10.5 10.5 10.5 Cuprous oxide ...................... 38.5 32.2 36.0 30.0 24.0 32.7 27.3 28.4 23.7 18.9 Zincoxide .......................... 3.8 4.0 8.0 8.0 12.0 2.9 5.0 6.3 7.0 9.5 Ironoxide .......................... 12.5 10.5 14.6 12.5 14.5 9.5 4.5 11.5 7.2 9.5 Barytes ............................. 7.4 7.4 7.4 7.4 7.4 7.4 7.4 7.4 7.4 7.4 China clay & additives . . . . . . . . . . . . . . . 2.1 2.1 2.1 2.1 2.1 2.1 2.1 2.1 2.1 2.1 %Cu,O BY VOLUME.. . . . .......... 14.5 12.5 12.3 10.5 8.4 10.6 9.2 8.1 6.9 5.5 PIGMENT VOL. CONCN. ........... 26.9 24.5 26.0 23.7 24.0 20.0 17.5 17.5 15.7 15.8
rate governed by the relative contents of rosin to cu- prous oxide. For example, where the ratio of rosin to copper was too low, as in compositions I I and 13 to 15, the leaching rate after acid extraction was also rela- tively low. On the other hand, too high a rosin ratio would not produce the desired long term efficacy for its objectionable effect on pot stability, film properties, and its enhanced dissolution in warm waters.
Photographic recordings of raft exposure are given in Figures 3 and 4 . Although this test started in Sep- tember, the condition of the blanks indicates intensive fouling activity. Water temperature of 27°C was recorded on October 27. The temperature went below 20°C only after the first half of December.
The formation of slime was general on all the plates from the early weeks of immersion and became thicker with time. In contrast to slime formed on contact- leaching compositions, this slime does not seem to ac- cumulate toxic concentrations high enough to repel fouling larvae; settlement of individuals of serious fouling organisms like barnacles and tube worms was observed on some plates in the early months.
From the condition of the plates along the immersion period, one could classify this set of compositions in two groups; the first group comprises compositions 1 I
to 15 which have pigmentlbinder ratios of 1.8:1 and 1.5: 1. These compositions are characterized by lower slime film formation and longer anti-fouling capacity than the rest of the compositions. If fouling initiated at mechanically damaged areas is neglected, the overall protection period can be estimated at not more than eight months. The second group comprises composi- tions 16 to 20 which have pigmenthinder ratios of 1.2: 1 and 0.9:l. It is clear from the pictures that these com- positions are hardly suitable for temperate fouling-rich waters. As soon as surface copper is removed, the normal leaching rate of these compositions is too low to protect from attachment and growth of fouling organ- isms; protection lasted three months only.
CONCLUSIONS
There seems to be an upper limit of the period for fouling prevention by coatings mainly depending for their toxicity on cuprous oxide. The curve in Figure 5 is drawn from most of the compositions prepared and tested as described above, where the insoluble binder is avinyl copolymer and the soluble one is mainly rosin; it shows that the maximum protection period likely to be
Table 7-Soluble-Matrix Anti-fouling Compositions; Amounts of Copper Leached in Glycine Solution And Sea Water after Acid and Alkali Extractions
Leaching Rates mg Culcm2.3 days pg Culcmz.day
Ou,O Content in Glydne Composition by Weight Solution After Acid Alter Alkali
66 Journa l o f Coat ings Technology

VINYL-CUPROUS OXIDE-BASED ANTI-FOULING COATINGS
Figure 3--Solublematrix formulations. Behavior of Composi- tions 11 to 15 during 239 days of immersion in the sea. Days
immersed: same as Figure 2
Figure 4--Solublematrix formulations of low-pigment-binder ratio. Behavior of Compositions 16 to 20 during 239 days of
immersion in the sea. Days immersed: same as Figure 2
Vol. 50, No. 645, October 1978 67

N.A. GHANEM and M.M. ABD EL MALEK
E f : ; ", 0-0-0-
a n d cuprous oxide % in t h e composi t ion by 9
volume
I 5 10 15 20 25 30 35 40 45
Rried Cupm~s OX(& In Compsltlon (by volume ~n Ihe dry film I
achieved by such compositions in temperate, fouling- rich waters is 13 months.
For extended periods of protection, research should be directed to areas where other binder systems are used or, higher efficiency toxics may supplement or replace cuprous oxide. These and other non-toxic trends are being investigated.
ACKNOWLEDGMENT
This work was performed prior to and during re- search contract N00014-75-C-1112 between the Na- tional Research Centre of Egypt and the Office of Naval Research of the Department of the United Staes Navy.
We are also grateful to BASF, AG Ludwigshafen, for supply of starting materials of their own and other com- panies' products, and for many fruitful discussions with
.Dr. Neubert, Dr. Brussmann, and Dr. Morcos of AWETA (Applied Research Dept.), of BASF, AG.
References ( I ) Ghobashy. A.A., "Proceedings of the 4th International Con-
gress on Marine Corrosion and Fouling," held at Juan-les-Pins. France. June. 14-18, 1976. Published by C.R.E.O.. 73. Rue d e Sevres. 92100 Boulogne, France.
(2) Ghanem. N.A. and El-Awady, M.M.. Marine Tech. Soc. J . , 9. No. 5.41 (1975).
(3) El-Awady, M.M. and Ghanem. N.A., ibid., 9, No. 6, (1975). (4) El-Awady. M.M. and Ghanem. N.A., ibid., 9, No. 6. 13 (1975).
(5) Abou-Khalil. M.A. andGhanem. N.A.. "Proceedings of the4th International Congress on Marine Corrosion and Fouling.'.
(6) Woods Hole Oceanographic Institution. "Marine Fouling and its Prevention." U.S. Naval Institute. Annapolis, Md.. 1952.
(7) Wolf. P. De. J. Oil & Colour Chemists' Assoc.. 51. 944 (1968). (8) Crisp. D.J.. Sci. J.. 3. 69 (1967). (9) Houghton. D.R.. Underwater Sci. Technol. J . . 100 (1970).
(10) Partington, A,. Pain! Technol.. 28. No. 3, 24 (1964). (I I ) DelaCourt. F.H.and H.H.. DeVries.J. Oi l& Color~rChemisrs'
Assoc.. 56. 388 (1973). (12) Abd El-Malek, M.M. and Ghanem N.A.. "Procedings ofthe4th
International Congress on Marine Corrosion and Fouling." (13) Ghanem. N.A.. Abd El-Malek, M.M.. Abou-Khalil. M.A.. and
El-Awady. M.A. , Ind . Eng. Chem. Prod. Res. D e ~ ~ ~ ~ I o p . . 17. NO. 1.44 (1978).
(14) Abd El-Malek, M.M. and Ghanem. M.A.. JOURNAL OF PAINT T E C H N O L O G Y . ~ ~ , NO. 608, 75 (1975).
(15) Lorenz. J.. J. Oil & Colorrr Chemists' Assoc.. 56, 369 (1973). (16) Mearns. R.D., ibid.. 56, 353 (1973). (17) Evans, C.J. and Smith, P.J., ibid., 58, 160 (1975). (18) Takata "LLL" Anti-fouling Paint. Nippon Oils and Fats Co.,
Marine Paint Div.. Tokyo, Japan (1972). (19) Dyckman. E.J . and Montemarano, J .A. . "Antifouling Or-
ganometallic Polymers; Environmentally Compatible Materi- als." DTNSRDC Report 4186, February 1974.
(20) Alec Williams. "Antifouling Marine Coatings." NDC. 1973. (21) Ghanem, N.A. and Gerhard, H.L.. Work in Progress. (22) Ghanem, N.A., Abd El-Malek, M.M.. and Rizk. N.A.. Work in
Progress. (23) Ketchum. B.H.. Ind. Eng. Chc,m.. 40, 249 (1948). (24) Partington. A. and Dunn. D., J . Oil & Coloirr Chemists' Assoc..
44, 869 (1961). (25) Hippe. Z.. Jedlsnki. Z.. Kokot. J . . and Vhacz, K..ibid., 45.653
(1962). (26) Harris, J.E., J . Iron Steel Ins!.. 154, 297 (1946). (27) Abou-Khalil. M.A. and Ghanem. N.A.. Paint Manuf.. 11. 34
(1977).
Journal of Coatings Technology

VINYL-CUPROUS OXIDE-BASED ANTI-FOULING COATINGS
APPENDIX
MATERIALS
RESINS: Vinyl Copolymer: Laroflex MP 35, previously known as
Vinoflex MP400, wasobtainedfrom BASF, West Germany. It is a non-hydrolyzable, internally plasticized film-former de- rivedfrom vinyl chlorideand vinyl isobutyl ether. It is readily soluble in a large number of solvents yielding high-bodied paints with comparatively low viscosity. It is alsocompatible with a wide range of resins.
External Plasticizer: Lutonal M 40. It is a medium viscosity polyvinyl methyl etheralso obtained from BASF. It is used as a plasticizing agent for Laroflex MP 35. Polyvinyl ethers are generally light-stable, non-hydrolyzable plasticizing resins. Lutonal M 40 is soluble in water but in the presence of vinyl copolymers its solubility is much reduced and would impart controlled swellability to the composition which turns to a reservoir for copper-sea-water-constituents reaction prod- UCtS,13."Y
Rosin Modified Phenolic Resin: Ennesin G.H. 103. It is a product of Leon Frenkel Ltd., England. Glycerol is the es- terifying alcohol. Its acid value (in mg KOHIg) is 5-10; its specific gravity is 1.12.
Alkyd Resin: Ennelkyd 609175 is a long oil pentaerithritol alkyd resin obtained from Leon Frenkel Ltd., England. The modifying alcohol is segregated marine oil, its acid value (in mgKOHig) is 5-10; its specific gravity is 1.05.
Rosin WW: Aquantity wasobtainedfrom theimportlexport General Company for Trading and Chemicals, Cairo, Egypt.
TOXIC A N D NONTOXIC PIGMENTS: Cuprous Oxide: A micronized, highly dispersable quality
Cu,O wasobtainedfrom Nordox A S . , Bryn, Norway. In this fine form, 95% of the material has a particular size under 4 microns. Its total copper is approximately 86%; Cu,O about %%; free copper maximum 0.5%; and a specific gravity of about 6.
Iron Oxide Red: A product imported from China by the General Co. for Tradingand Chemicals, Cairo, Egypt. It is of a micronized grade, specific gravity 5.10.
Zinc Oxide: Pure, chemical reagent was obtained from Veb Laborchemie, Apolda, East Germany.
China Clay: 35 BMM grade. It was obtained from the En- glish China Clays Co. Ltd., the specific gravity is 2.6.
Baryte: A micronized grade, imported from China; its spe- cific gravity is 4.49.
SOLVENTS. THINNERS A N D DILUENTS: Were of the grades conventionally used in the industry.
Blends composed ofethyleneglycol monoethyl etheracetate, white spirit, xylene and butyl acetate were suitable for all compositions.
Vol. 50, No. 645, October 1978

TECHNOLOGICAL REVIEW
Survey of the Applications, Properties, and Technology Of Crosslinking Emulsions
Part IV
John R. Grawe and B. George Bufkin University of Southern Mississippi*
This review summarizes most of the principal concepts which have been employed over the last ten years to de-
' velop thermosetting or crosslinking emulsions. The con- ceptual elements which have formed the foundation for this new generation of coatings systems are discussed in terms of the science, technology, properties, and applica- tions of theemulsion systems which have been reported in the literature. This survey presents the advantages and limitations afforded by each of the functional monomers or polymer classes which have been investigated for the development of crosslinking emulsions. Parts I and II of this review presented a state of the art introduction into crosslinking emulsionsand discussed thedevelopment of conventional emulsions which produce homogeneously crosslinked coatings through the utilization of methylol- functional monomers, acryloxysilanes, and autooxidiza- ble monomers. Part Ill concluded the topic of con- ventional emulsions which produce homogeneously crosslinked coatings with a discussion of peroxide- functional monomers and introduced the topic of con- ventional emulsions which produce interfacially crosslinked coatings with a discussion of externally- cured, carboxyl-functional emulsions. This paper con- cludes the topic of conventional emulsions which pro- duce interfacially crosslinked coatings with a discussion of externally-cured, hydroxyl, epoxy, aziridine, thiirane, aldehyde, keto, and halogen-functional emulsions. This six-part review serves as an introduction to a series of publications from these laboratories describing the re- search and development of crosslinking emulsions which are new and novel or which have not been adequately de- scribed in the present literature.
*Dcpt. of Polymer Saence. Hatl~c\hur~. Miss. 39401.
70
CONVENTIONAL EMULSIONS WHICH PRODUCE INTERFACIALLY CROSSLINKED COATINGS
Systems which do not self-condense or autooxidize are normally crosslinked by the addition o f an external curing agent such as an aminoplast, an epoxide resin, or a polyamine compound. If the latex is supplied pre- catalyzed with a water-soluble melamine resin, the pro- duct is marketed as being a self-contained, thermo- setting emulsion.
Since the external crosslinking agent reacts prefer- entially with the functional groups located at or near the surfack o f the particle, films o f the cured mixture dis- play a preponderant degree o f crosslinking on and be- tween the particle surfaces. Such systems are classified as interfacially crosslinked coatings since the micro- scopic crosslink density is heterogeneously dispersed and increases i n an outward direction from the particle core to the shell area.
Examples o f functional monomers which require the addition o f an external curing agent to effect cross- l inking include (meth)acrylic acid; hydroxyalkyl (meth)acrylates; epoxy, aziridine, and thiirane- containing acrylates; and aldehyde, keto, and halogen- containing monomers. While most emulsion systems utilize a synergistic combination o f both hydroxyalkyl acrylate and (meth)acrylic acid to achieve optimal coating properties, the synthesis, applications, and technology o f systems containing hydroxyl functional- i t y wil l be discussed separately.
Journal of Coatings Technology

SURVEY OF CROSSLINKING EMULSIONS - IV
HEA Content In Copolymerb
(W.%)
7.2 10.4 13.6 16.8
Table 1-Effect of increasing Concentrations of Hydroxyl Functionality On the Physical and Dynamic Properties of Melamine Crosslinked Coatlngsa
Mandrel Rev- ImpacP Elattlc Max Flexlblllty Psncll MEK 10 40 Modulu8' Tan 8
(In.) Hardness Rwlttan& ( n b ) ( n b (dyneJcm7 Valw'
Pass % 2H Slight attack N C VSC 2 . 3 ~ 108 0.65 at 112°C Pass 1/4 3H Slight attack N C VSC 6 . 5 ~ 108 0.57 at 120°C Pass % H Slight attack NC VSC 1 . 0 ~ 1O1O 0.50 at 122'C Pass '11s 3H No attack SC PFD 1 . 2 ~ loi0 0.44 at 131°C
(a)Coatingscontaincd2mby wt. resin HMMand werepigmcntedat20%PVC withTi0,. (b) Copolymers were prepared at a I : I ratio styrene to ethyl acrylate. (c) Appearance aner 30 MEK rubs with a cotton cloth. Id) NC=no cracking. SC=rlight cracking. VSC=very rlighl cracking. PFD=panial film
detachment. (el Values estimated from original graphic plats. (0 Values estimated from original graphic plots. Measurements taken on Rheovibron.
Hydroxyl-Functional Emulsions
The numerous advantages and versatility which hydroxyl-functional systems offer in various industrial applications have helped supply the impetus for the commercialization of a variety of products containing hydroxyalkyl acrylate comonomer units. Some of the more unique applications for which hydroxyl- functional copolymers have been developed include low-friction coatings for boat hulls;' fog-resistant glass coating^;^ fungicidal3 and algicida14 coatings; coatings for fruits and vegetable$ compositions for permselec- t i ~ e , ~ desalination,' and reverse osmosiss membranes; dispersing aids in aviation fuels;s components for con- tact l e n ~ e s ; l ~ . ~ l coatings and linings for den t~ res ; '~ . ' ~ coatings for surgical sutures;14 adhesives for surgical tapes1= and dressing^;'^.'^ grafting agents for blood components;18 carrier agents in blood purification;lg prosthetic materials for bonez0 and implants;21 strengtheners for hair;22-25 carriers for pharmaceuti- c a l ~ ; ~ ~ and components for cosmetics27 and I o t i ~ n s . ~ ~ . ~ ~
When employed as a means of developing thermo- setting coatings, hydroxyl-functional systems have been found to provide the balance of properties re- quired in many industrial applications. The perform- ance characteristics of these systems as a function of hydroxyl content, curing agent concentration, and de- gree of pigmentation have been discussed in terms of the flexibility, hardness, impact resistance, solvent re- sistance, and viscoelastic properties of the coatings. Table I illustrates the properties of a series of hydroxyl-functional copolymers prepared from a 50150 mixture of styrene and ethyl acrylate in combination with varying concentrations of hydroxyethyl acrylate (HEA). The coatings used in this compositional ladder all contained 20%, based on weight of resin solids, of hexakis(methoxymethy1)melamine (HMM) and were catalyzed with 0.5% p-toluenesulfonic acid.
These data indicate that, upon exceeding a hydroxyl content of 13.6%, the flexibility and impact resistance decreased and the solvent resistance increased while the hardness of the coatings remained practically con- stant. At 100°C, the modulus increased from 2.3 x lo9 dynes/cm2 to 1.2 x 1010 dyneslcm2 as the HEA content
Table 2-Effect of Meiarnlne Content and Curing Conditions On the Properties of Hydroxyl-Functional Emulsion Coatingse
% p-toluenesulfonic Acid 0 0.2 0 0.2 0.2
A. Optimum Cure 10' at 350°F (1TPC); PMTC = 350°F (1TPC)
Tukon hardness (KHN) 12.4 13.1 13.8 14.0 15.0 Pencil hardness F H F H H Pencil hardness after
16 hr immersion in 100°F (38°C) water B B B B B
Impact resistance (in.-lbs)
Reverse 16 16 14 12 6 Direct 36 34 30 30 18
T-Bend 2 3 3 3 4 Mar resistance V.Good V.Good V.Good V.Good V.Good Gloss
20" 50 48 48 46 48 60" 85 82 84 83 82
8. Dellberate Overbake 5' rt 450°F (232'C); PMTC = 450°F (232°C)
Tukon hardness (KHN) Pencil hardness Pencil hardness after
16 hr immersion in 100°F (38°C) water
Impact resistance (in.-lbs)
Reverse Direct
T-Bend Mar resistance Gloss
20" 60"
12.0 11.9 14.0 14.5 14.5 H H H H H
(a) Coatings were formulated at 4WtQ pigmentbinder ratio and coated 1.0 mils dry an Alodine 12Ws aluminum.
(b) Resin blend based on latex solids. Ic) PMT=peak metal temperature.
Vol. 50, No. 645, October 1978
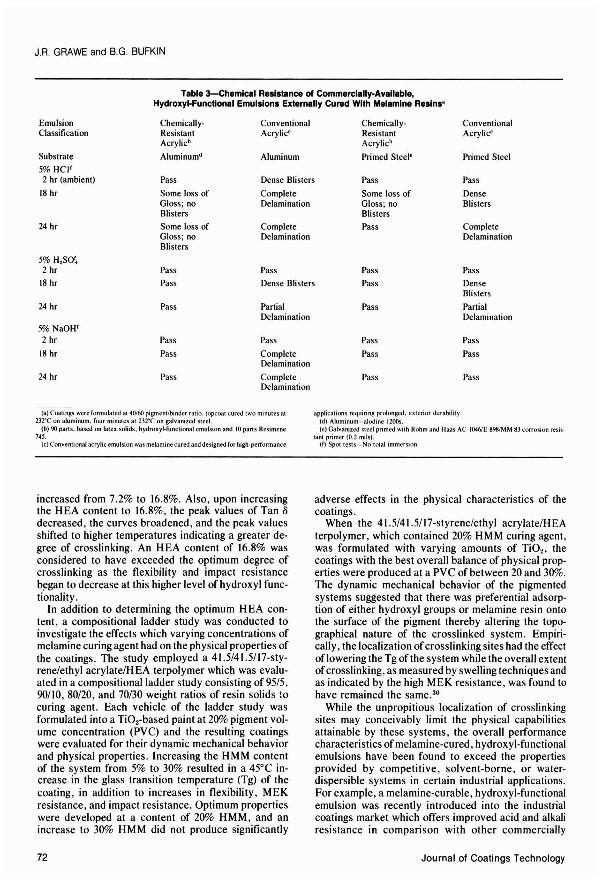
J.R. GRAWE and B.G. BUFKIN
Table 3-Chemlcel Resistance of Commercially-Avallllble, Hydroxyl-Functional Ernulslons Externally Cured With Melamine Resinsa
Emulsion Classification
Chemically- Resistant Acrylicb
Conventional Acrylicc
Chemically- Resistant Acrylicb
Primed Steele
Conventional Acrylicc
Substrate 5% HCIf 2 hr (ambient)
18 hr
Aluminum Primed Steel
Pass
Some loss of Gloss; no Blisters Some loss of Gloss; no Blisters
Dense Blisters
Complete Delamination
Pass
Some loss of Gloss; no Blisters Pass
Pass
Dense Blisters
Complete Delamination
Complete Delamination
Pass Pass
Pass Dense Blisters
Pass Pass
Pass Dense Blisters
Partial Delamination
Pass Partial Delamination
Pass
Pass
Pass
Pass
Complete Delamination
Complete Delamination
Pass
Pass
Pass
Pass
Pass Pass Pass
-- la) Coatings were formulated at 401ML pigmenlhinder ratio, tupcoal cured two minutes at applications requiring prolonged. exterior durability.
232'C on aluminum. four minuter at 232'C on galvanized steel. (dl Aluminum=alodine 12CXk. (h) 90 pans. based on latex solids. hydroxyl-functional emulsion and 10 pans Resimene (e) Galvanized steel pr im4 with Rohm and Haas AT-IOIOIE-8YKiMM 83 corrosion resir-
745. tan1 primer (0.2 m~ls). (c) Conventional acrylic emulsion was melamine cured and designed for high-performance (0 Spot tests-No total immersion
increased from 7.2% to 16.8%. Also, upon increasing the HEA content to 16.8%, the peak values of Tan 6 decreased, the curves broadened, and the peak values shifted to higher temperatures indicating a greater de- gree of crosslinking. An HEA content of 16.8% was considered to have exceeded the optimum degree of crosslinking as the flexibility and impact resistance began to decrease at this higher level of hydroxyl func- tionality.
In addition to determining the optimum HEA con- tent, a compositional ladder study was conducted to investigate the effects which varying concentrations of melamine curing agent had on the physical properties of the coatings. The study employed a 41.5/41.5/17-sty- renetethyl acrylate1HEA terpolymer which was evalu- ated in a compositional ladder study consisting of 9515, 90110, 80120, and 70130 weight ratios of resin solids !o curing agent. Each vehicle of the ladder study was formulated into a Ti0,-based paint at 20% pigment vol- ume concentration (PVC) and the resulting coatings were evaluated for their dynamic mechanical behavior and physical properties. Increasing the HMM content of the system from 5% to 30% resulted in a 45°C in- crease in the glass transition temperature (Tg) of the coating, in addition to increases in flexibility, MEK resistance, and impact resistance. Optimum properties were developed at a content of 20% HMM, and an increase to 30% HMM did not produce significantly
adverse effects in the physical characteristics of the coatings.
When the 41.5/41.5/17-styrenelethyl acrylate1HEA terpolymer, which contained 20% HMM curing agent, was formulated with varvincr amounts of TiO,. the coatings with the best overall lbalance of physicalprop- erties were produced at a PVC of between 20 and 30%. The dynamic mechanical behavior of the pigmented systems suggested that there was preferential adsorp- tion of either hydroxyl groups or melamine resin onto the surface of the pigment thereby altering the topo- graphical nature of the crosslinked system. Empiri- cally, the localization of crosslinking sites had the effect of lowering the Tg of the system while the overall extent of crosslinking, as measured by swelling techniques and as indicated by the high MEK resistance, was found to have remained the same.30
While the unpropitious localization of crosslinking sites may conceivably limit the physical capabilities attainable by these systems, the overall performance characteristics of melamine-cured, hydroxyl-functional emulsions have been found to exceed the properties provided by competitive, solvent-borne, or water- dispersible systems in certain industrial applications. For example, a melamine-curable, hydroxyl-functional emulsion was recently introduced into the industrial coatings market which offers improved acid and alkali resistance in comparison with other commercially
72 Journal of Coatings Technology

SURVEY OF CROSSLINKING EMULSIONS - IV
available, thermosetting emulsions and certain intermediate-performance solvent-borne systems. The general coatings properties of this emulsion as a func- tion of the melamine curing agent content and cure schedule are given in Table 2, while the acid and alkali resistance properties as compared to an established, high-performance thermosetting emulsion are presented in Table 3.
The results of the curing agent ladder study presented in Table 2 suggest that emulsion coatings containing 10% to 15% melamine curing agent and catalyzed with 0.2% p-toluenesulfonic acid achieved a reasonable bal- ance of physical properties while coatings containing 20% melamine resin demonstrated reduced flexibility and impact resistance. Increasing the concentration of curing agent above 10% provided little or no increases in hardness, gloss, mar resistance, or water resistance.
The degree of crosslinking provided by the 10% level of melamine curing agent, as indicated by the data presented in Table 3, was also sufficient to produce coatings with improved acid and alkali resistance. When evaluated as an interior can or drum coating, the melamine-cured, hydroxyl-functional emulsion was found to be equal in acid resistance and decisively supe- rior in alkali and solvent resistance (seven day immer- sion tests) to a conventional, solvent-based epoxy/ phenoliccomposition. In fact, after IOOOhrof salt spray testing, the melamine-cured emulsion was found to provide better overall resistance properties than coat- ings of a solvent-borne alkyd cured with a melamine resin and was judged to be equal in resistance prop- erties to coatings of a solvent-borne polyester resin.
While emulsion systems rarely develop good hu- midity resistance and wet adhesion due to the presence of hydrophilic crosslinking groups and contaminating surfactants, the humidity resistance of this recently developed product was rated as quitegood after 1000 hr exposure, while the wet adhesion to various types of metal substrates was judged to be excellent as indicated by the results presented in Table 4.$'
Table 4--Wet Adhesion ot a Melamine Cured, Hydroxyl- Functional Acryllc Emulsiona
% CoaUng Remwed at Scdbe
After Metnl Submate Teated Dry Immen(onb
Bonderite 100 ........................ 0 5 ....................... Bonderite IOOO 0 0
Cold-rolled steel ...................... 0 0 . . . . . . . . . . . . . . . . . . . . Alodine aluminum 0 0
.................. Untreated aluminum 0 0
-- (a) Coatings were cured 10 mtn at I l P C (35WF). (b) Tape adhesiun test after 45 min immersion in water at 6RC.
melamine-cured. hvdroxvl-functional emulsions. as , . . compared to emulsions possessing other functionality, has been corroborated in other studies which compared the physical and resistance characteristics of systems containing hydroxyethyl methacrylate (HEM) with systems containing hydroxypropyl methacrylate (HPM), N-methylolacrylamide (N-MA), acrylamide (AM), N-isopropylacrylamide (IPAM), and acrylic acid (AA) comonomer units. The emulsions were prepared at astyrene toethyl acrylateratioof0.73 wt %, and each emulsion contained 6.8 mole % of the respective func- tional monomer. The emulsions were combined with 12 phr Cymel" 301 curing agent and 0.24 phr p-toluene- sulfonic acid catalyst, and films of each emulsion were cured 30 min at 149°C. The results of the evaluation are presented in Table 5.
These data indicate that hydroxyl-functional emul- sions provided good impact resistance, but displayed somewhat reduced water and acid resistance, in com- parison to acrylic acid functional emulsions. Emulsions containing HPM provided equally good impact resis- tance but demonstrated afurther reduction in water and acid resistance as compared to HEM-based emulsions. The three amide-based monomers produced coatings with aenerallv Door characteristics except for alkali
Comparison of Emulsions resistance. he high degree of chemical resistance and
With Other Functionality somewhat reduced impact resistance demonstrated by acrylic acid-containing emulsions suggest that systems
The excellent water and acid resistance provided by with carboxyl functionality possess greater reactivity
- - - - - - -
Table CEffect of Monomer Functionality on the Physical and Resistance Properties Of Melamine Cured Emulsions
Redstance to Hardness
Functional MonomeP Reverse Impact 50% Acetlc 5% (w. %) Sward Pendl (In.-lbs) Acid (min) NaOH (hr)
1% AA + 6.8% H E M ......................... 54 H 60 20 48 I% A A + 7.4% H P M . . . . . . . . . . . . . . . . . . . . . . . . . 56 F 55 10 48 6% N - M A . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46 F 15 3 48 I% AA + 3.9% A M . . . . . . . . . . . . . . . . . . . . . . . . . . . 58 H 0 10 60 I % A A + 5.8% ]PAM ......................... 60 F 5 5 72 5% A A . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58 H 25 30 40 5% AA (with no H M M ) ....................... 60 F 0 0 5
(a) All compositions correspond 106.8 mde % functional munomer. Acrylic acid was used along with the hydmxyl-functional monomer to enhance emulsion slab~l~ty.
Water (days)
5
Vol. 50, No. 645, October 1978 73

J.R. GRAWE and B.G. BUFKIN
Table &Effect of Increasing Concentralona of HEM On the Physlcal Propertles of Melamine Cured Emulslons
Functional Monomer (W %)
Redstmce to Hardness
Reverse Impact 50% Acetlc 5% NaOH Water Sward Pencil (In.-lbs) Acld (mln) (hr) (days)
......................... 1% AA + 3.4% HEM 58 H 2.7% AA + 4.0% HEM ........................ 60 H 1.0% AA +6.8% HEM ........................ 54 H 1.0% AA + 6.8% HEMa. . ..................... 48 H 1.0% AA + 13.6% HEM ....................... 58 H 5% AA ...................................... 58 H
la) In this emulsion styrene was replaced by methyl methacrylate.
with melamine resins and develop higher crosslink den- sities than systems employing monomers of other func- tionality. Judged for their overall performance charac- teristics, the order for increasing effectiveness for the reaction of these functional monomers with melamine resins was N-MA - IPAM <AM <HPM <HEM <AA.
In order to evaluate the effects of increasing concen- trations of hydroxyl functionality on the coatings prop- erties of melamine-cured emulsions, a compositional ladder of copolymers was prepared whereby the HEM content varied from 3.4 to 13.6%. The emulsions were catalyzed with 12 phr, based on total resin, of Cymel 301, and the coatings were cured 30 min at 149°C. The results of this evaluation are presented in Table 6.
While the nature of these data may preclude deducing specific correlations, increasing the HEM content from 3.4% to 13.6% generally caused an increase in physical and resistance properties of the coatings. These data indicate that the crosslink density of the system reached an optimum level at 6.8% HEM and that further in- creases in HEM content provided no additional prop- erty benefits when formulated at the 12 phr level of HMM. Another salient feature of these data can be seen by comparing the impact and resistance properties of the copolymer containing 1.0% AA + 3.4% HEM with those properties of the copolymer containing 2.7% AA and 4.0% HEM. This comparison indicates that a small increase in acrylic acid can markedly improve the im- pact, acid, alkali, and water resistance properties of the coating.
In order to determine the optimum concentration of melamine curing agent for these systems, the 1.0% AA
+ 6.8% HEM copolymer emulsion was used in a com- positional ladder study whereby the ratio of latex sol- ids to Cymel 301 was varied from 10010 to 70130. The results of this study are presented in Table 7.
These data indicate that the optimum ratio of latex solids to melamine curing agent lies between 9416 and 88/12 and that further increases in melamine resin con- centration may result in a loss in physical properties. The loss in properties at higher concentrations may be related to the slow rate at which hexakis(methoxy- methy1)melamine condenses with itself.32
In addition to the compositional variables of func- tional monomer type, functional monomer concentra- tion, and curing agent concentration discussed above, some of the other parameters influencing the polymeri- zation and rheology of hydroxyl-functional emulsions have also been examined. This investigation utilized five emulsions, each containing 15% hydroxypropyl methacrylate (HPM), 1.5% acrylic acid, and varying amounts of styrene, methyl methacrylate, and butyl acrylate such that the glass transition (Tg) of the five- membered series increased semi-incrementally from - 1 to 24OC. This range of glass transition temperatures was employed to establish the empirical relationships which may exist between the physical properties, coalescence,ability, and Tg of the copolymer.
The polymerizations were conducted at extremely low anionic surfactant levels (0.2% tetrasodium dicar- boxyethyloctadecyl sulfosuccinamate, based on total monomer concentration) in order to produce emulsions with a narrower distribution of particle sizes. However, since the emulsions were found to coagulate at this low
Curing Agent Concentration (Latex Solids/HMM)
Table 7-Effect of Increasing Concentrations of HMM on Film Propertles Of a 1.0% AA + 6.8% HEM Functional Emulsion
Sward Pencll
Rednence to
Revene Impact (In.-lbs)
50% ~cetlc 5% NaOH Water Acld (mln) (hr) (days)
74 Journal of Coatings Technology

SURVEY OF CROSSLINKING EMULSIONS - IV
Table &Effect of TDM Concentration on Coagulum Formation 01 a 50/33.5/15/1.5Butyl AcrylatelStyrenelHPM/
Acrylic Acid Emulsion
% TDM ConMmtraUon (Baaed on Total Monomen) Amount ol Wet Colgulum
None ...................... Complete Coagulation 0.50. ..................................... 15.0% 0.75 ....................................... 1.2% 1.00 ..................................... <0.2%
level of surfactant, tert-dodecyl mercaptan (TDM) was added to the polymerization mixture as a colloidal sta- bilizing aid. The effect which TDM had on the colloidal stability of HPM emulsions is presented in Table 8.
Since adequate stability was desired, the I% level of TDM was used in the preparation of each emulsion. However, since TDM also serves as a chain transfer agent, the resulting polymers displayed low molecular weights (intrinsic viscosity of about 0.25) and, there- fore, were more susceptible to the effects of plasticizers or coalescing solvents.
The emulsion series containing copolymers of vary- ing Tg was catalyzed at a 70130-ratio of latex solids to Uformitem MM-83, and 15% isopropanol and 15% Dowanolm EB were added as coalescing aids. The pot- life of the emulsionlmelamine resin blend was found to be a function of the copolymer composition with emul- sions containing the greater concentrations of butyl acrylate providing the longest stabilities. The stability data are presented in Table 9.
The stability of these systems could be extended by neutralizing the emulsion with ammonia, by adding water-soluble alcohols such as isopropanol and Dow- anol EB, or by adding up to 2% of a nonionic surfactant such as Tritonm X-405. The effects that these additives have on the storage stability of a mixture consisting of 70 parts of a 50/33.5115/1.5-butyl acrylatelstyrenel HPMIacrylic acid copolymer emulsion blended with 30 parts Uformite MM-83 curing agent are presented in Table 10.
The effect that varying concentrations of coalescing aid had on the film forming ability of these systems was investigated using the melamine catalyzed emulsion containing the copolymer with a Tg of - 1°C. Photo- micrographs of the coalesced emulsion films containing 0,33, and 57% isopropanol, respectively, indicated that the particle contours became less distinct as the con- centration of isopropanol increased.
The influence of polymer glass transition and coalescing agent on film forming ability was further characterized by adding 30% isopropanol to each emul- sion of the glass transition series and observing the degree of film coalescence after aging seven days at room temperature. The films containing the coalescing aid were found to be completely coalesced and remnant outlines of particle boundaries were not observable regardless of the Tg of the polymer. In the absence of a coalescing solvent, films derived from the copolymers with Tg's of - 1,7, and 15.7"C were found to be com-
Table +Effect of Polymer Composition On Stability of HMM Catalyzed Emulsionsa
% Bulyl Acrylate In Tg Copolymer, pH Stablllty Copolymer Composition "C Emulsion (days)
(a) Uformite MM-83 is a methoxymelhyl melamine resm recommended for crosslinking both solvent and water-borne vehicles such as alkyds, epoxides. oil-free polyesters. and thermosetting acrylic resins. When combined w ~ t h there types of polymers. Uformite MM-83 is claimed to over fast uncatalyred cure and efficiency. high gloss, resistance to embrittlcment on overbake or aging, end excellent chemical resistance.
pletely coalesced, while films based upon polymers with Tg's of 18.6 and 24°C still showed slight contours of particles which had not completely coalesced.
The effect of post-thermal treatment on the degree of coalescence of both cured and room temperature dried films was investigated on films of the emulsion derived from the copolymer with a Tg of 18.6"C. Photomicro- graphs of coatings which were post-heated 30 min at 121°C indicated that further thermal treatment provided little benefit in improving the film continuity of room temperature dried or thermally cured films. The resis- tance to additional coalescence was attributed to the crosslinking reaction between the melamine resin and the hydroxyl-functionality on the surface which occurred before the particles had a chance to com- pletely coalesce, thereby freezing the system in the interfacial structure.
The physical and resistance properties of these sys- tems with and without coalescing agents are presented, respectively, in Tables l l and 12.
These data illustrate the obvious benefits associated with the complete coalescence of latex films. In the absence of coalescing agent, the copolymer with aTg of 18.6"C experienced a decrease in all properties except mandrel flexibility, MEK resistance, and water resis- tance. The addition of coalescing agent even improved the film properties of the copolymer with a Tg of - 1°C which was previously shown to be completely coalesced without the addition of coalescing agent. Ob-
Table 10-Effect of Additives on the Stability Of Melamine Catalyzed, HPM-Functional Emulsions
pH of Stablllty Addltive(8) Mixture (days)
None . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.4 I Isopropanol and
Dowanol EB . . . . . . . . . . . . . . . . . . . . 3.4 30 Isopropanol, Dowanol EB,
and Ammonia ................... 7.0 >90 isopropanol. Dowanol EB,
Ammonia, Triton X-40ja . . . . . . . . . 7.0 -120
la)2% basedon total solids;Triton X-405isanoctylphenoxy polyethory ethanol nonionic surfactant with an HLB of 17.9.
Vol. 50, No. 645, October 1978

J.R. GRAWE and B.G. BUFKIN
Table 11-Relationship Between Tg of Copolymer and Physical Properties Of Films With Coalescing Agentsa
Polymer glass transition ("C) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . -1.0 7.0 Sward hardness . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24 38 Gloss .................... .. .... . . . . . ... .. . . . . . . . . . . . . . . . . 95 96 Mar resistanceb. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 8 Mandrel flexibilityh
1% to % in. dia. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 10 Impact resistance
Direct . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 130 50 Reverse . . . . . . . . . . . . . . . . . . . . . .. ..... . . . . . . . . . . . . . . . . . . 100 40
Adhesion ".... . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 10 MEK Rub resistanceh . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 10 Water resistanceb . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 7
(a) 70130 ratio of emulsion solidslUformite MM-83; films were cured 30 mnn at 121°C. (b) Subjective rating: 10 = no effect; 0 = complete failure.
viously, optimal film properties are not obtained from these systems unless complete particle-to-particle in- teraction is achieved.
These data also indicate that the best overall balance of properties is achieved by copolymers with the lower range of glass transition temperatures. While the copolymer with a Tg of - 1°C produced films with out- standing flexibility and impact resistance, the copolymer with a Tg of 7°C provided better hardness and mar resistance without sacrificing the impact re- sistance required for most appl icat ion~.~~
Examples of Other Melaminecured Emulsions
The following examples describe some of the appli- cations, performance characteristics, and properties of melamine-cured emulsions containing somewhat higher than normal levels of hydroxyl-functional monomer. In most cases a lesser concentration of car- boxylic acid monomer is also present in order to aid colloidal stability and to promote the crosslinking reac-
' tion.
Coatings useful for automotive applications were prepared from a 54.2133.118.414.3-methyl meth- acrylatehutyl acrylatel2-hydroxyethyl acrylatelacrylic acid copolymer emulsion possessing a relative viscosity of 1.16, a particle size of 0.02 to 0.06p, an acid number of 33-35, and a uniformity index of 75% to 85%. The dual-functional emulsion (272 parts) was compounded with 18.8 parts pigment, 0.34 parts silicone dispersion, 2.6 parts of a 85115-butyl acrylatelacrylic acid water- soluble c o ~ o l v m e r . and 20.4 Darts hexakis- (methoxymeihylj melamine (HMM) &ring agent. The catalvzed mixture was svraved onto alkyd-primed steel and cured 15 min at 9o06and 30 min at IJOOC to yield 2.0 mil coatings with good gloss and hardness, and resis- tance to weathering, blistering, chipping, and water- spotting.34
Coatings useful in industrial applications requiring good chemical resistance were prepared from a 49.21 32.8116.311.7-ethyl acrylatelmethyl methacrylatel2- hydroxyethyl methacrylatelmethacrylic acid co- polymer emulsion which was neutralized to a pH of 9.0 with NH,OH and catalyzed with 20%, based on latex
Table 12-Relationship Between Tg of Copolymer and Physical Properties Of Films Without Coalescing Agentsa
Polymer glass transition ("C) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . -1.0 Sward hardness . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 Gloss . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95 Mar resistanceh, . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 Mandrel flexibilityh
% to % in. dia. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 Impact resistance
Direct . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 110 Reverse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120
Adhesionh . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 MEK Rub resistanceh . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 Water resistanceh.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
(a) 7W30 ratio of emulsion solidslUform~te MM-83; films cured 30 min at 2 W F : all lilms appeared wrinkled. (b) Subjeclive rating: 10 = no effect: 0 = complete failure
Journal of Coatings Technology

SURVEY OF CROSSLINKING EMULSIONS - IV
b x Cornposltlar
421401101513 MMAIBAIStylHPMIMA 40/30/ 151 15 BAIEHAIVTIH EM 5213511013 EHMlStylAClHEM 5811511511012 StylMSIHEAIBDIAA 701201 10 BAIStylHEM
86.61515/3/0.4 BAIANIHEAIMAIEDM
Table 13-Composltlon, Appllcatlons, and Properties of Melamine-Cured, Hydroxyl-Functional Emulsions
Appllcatlon
Automotive Coatings Industrial Coatings Protective Coatings Protective Coatings Protective Coatings Binder for Nonwovens Foamed Textile Backings Adhesive for Flock
Propertlee
Improved Blister Resis- tance; Good Gloss Alkali & Hot Water Resis- tance; Good Peel Strength Solvent & Alkali Resis- tance; Good Weatherability Improved Coating Integrity & Chemical Resistance Improved Hardness, Elas- ticity & Water Resistance Good Laundering & Dry- Cleaning Resistance Good Abrasion & Dry- Cleaning Resistance
Improved Water & Abrasion Resistance
la) AA = acrylic acid. A C = aerdein. A N = aerylontttile. E A = butyl acrylate. E D =
butadiene. E D M = ethylene dimethacrylatc. E H A = 2-ahylhexyl acrylate. E H M = 2- rthylhexyl methacrylale. H E A = 2-hydruxyethyl aerylate. H E M = hydroxycthyl metha- crylate. H P M = hydroxypropyl methacrylatc. M A = methacrylic acid. M M A = methyl methacrylate. MS = alphamethylrtyrenc.Sty =styrene. V C = vinylchloride. VT= vinyl tc~luene.
Reference
solids, of a methoxymethylated melamine curing agent. The catalyzed, dual-functional latex was applied to steel sheets and cured 30 min at 160°C to give 40 p coatings demonstrating good impact, solvent, and alkali r e s i ~ t a n c e . ~ ~
Hydroxyl-functional emulsions, which were curable at relatively low temperatures, were synthesized from a 561341812-styrenel2-ethylhex yl acrylatel2-hydroxyeth yl methacrylatell,3-butylene glycol dimethacrylate copolymer which employed a 1.3% octylphenol polyoxyethylene ethanol and 0.9% nonylphenol polyoxyethylene ethanol blend as the emulsifier mix- ture. The latex was formulated with TiO, at a pigment to binderratio of461100and catalyzed with 5.6%, based on latex solids, HMM curing agent. The catalyzed latex was coated onto aluminum sheets and cured 1 hr at 121°C to give a glossy coating with good hardness, flexibility, and adhesion to metal. When applied to ex- terior primed siding, the formulation also provided good adhesion and exterior d ~ r a b i l i t y . ~ ~
Catalyzed emulsions with improved storage stability were formulated from a 40140/15/5-methyl meth- acrylatelbutyl acrylatelhydroxyethyl methacrylatel acrylic acid copolymer emulsion which employed 2% octylphenol polyoxyethylene ethanol as the emulsify- ingagent. The dual-functional emulsion (80 parts, based on resin solids) was blended with 100 parts TiO,, 37.5 parts of a 35/35/15/10/5-styrenenauryl methacrylatel hydroxypropyl methacrylatelacrylic acid/N,N- dimethylaminoethyl methacrylate water-soluble copolymer solution, and 20 parts of a water-soluble melamine resin. The catalyzed mixture was applied to galvanized steel sheets and cured 1 min at 280°C to yield
coatings with good appearance and improved resis- tance to hot water.37
Protective coatings useful in industrial applications requiring high gloss were prepared from a 5713218.71 2.3-styrenelisobutyl acrylatelhydroxyethyl meth- acrylatelmethacrylic acid copolymer emulsion which employed sodium dodecylbenzene sulfonate as the emulsifying agent and which was polymerized in the presence of a water-dispersible, unsaturated polyester. The emulsion was neutralized with N,N-dimethyleth- anolamine and catalyzed with HMM at a weight ratio of 100166.4-latex solidslmelamine resin. The emulsion was formulated into a paint, coated onto steel, and cured 17 min at 190°C to yield a product with a60°gloss of 94 and outstanding scratch r e s i ~ t a n c e . ~ ~
Protective coatings with improved coalescence and flexibility were formulated from a 801121414-styrenel2- ethylhexyl acrylatel2-hydroxyethyl methacrylatel methacrylic acid copolymer emulsion possessing a vis- cosity of 770 cps, a Tg of 59.7"C, and a particle size of 0.13 p. The dual-functional emulsion (230 parts, based on latex solids) was combined with 330 parts TiO,, 4 parts N,N-dimethylethanolamine, 50 parts of a plas- ticizer consisting of the diether of 1,2 propanediol and polyoxypropylene glycol, and 50 parts HMM curing agent. The paint was sprayed onto steel plates and cured 20 rnin at 177°C to yield a product with a pencil hardness of 2H, forward and reverse impact strengths of > 80 in. Ibs, respectively, mandrel flexibility of 96 in., 60"gloss of85, and demonstrating excellent flow on baking.39
High gloss coatings with improved impact strength were formulated by blending 100 parts of a 54.2139.21
Vol. 50, No. 645, October 1978

J.R. GRAWE and B.G. BUFKIN
Table 14--Effect of Varying Concentrations of Urea-Formaldehyde Resln On the Curing Ability of a Hydroxyl-Functional Emulsiona
Composltlonb Latex SolidslBeetle 60
Knoop Hardness After Curing Fof (mln) Final Pencil
10 20 30 40 50 Hardness
83.3116.7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 9 9 9 9 F-H 71.5128.5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 11.5 11.8 12 12.3 H-2H 62.5137.5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 10.6 11.8 12.6 13.5 2H-3H 50150 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 7 9.6 12 14.4 2H-3H
(a) Coatings were cured at YI'C (2MPF). (b) C<>mpositiunr contained I% ammonium chloride (e) Data were eslimaled from ongtnal graphic plols
3.613.1-ethyl acrylatelstyrenelhydroxyethyl meth- nations and infrared absorption measurements indi- acrylatelacrylic acid copolymer emulsion with 5.5 parts cated that the crosslinking rate of hexakis(meth0xy- hexakis(methoxymethyI)melamine curing agent and 10 methy1)melamine with a hydroxyl-functional butyl parts of an ammoniated copolymer consisting of 85% acrylatelstyrene copolymer decreased in the order 2- butyl acrylate and 15% acrylic acid. The catalyzed resin hydroxyethyl acrylate > 2-hydroxypropyl acrylate - mixture was compounded with TiO, at a pigment to 2-hydroxyethyl methacrylate > 2-hydroxypropyl latex ratio of 641100, sprayed onto Bonderitea 100 steel, me tha~ry la t e .~~ and cured 30 min at 149°C to yield coatings with a 60" gloss of 94, a sward hardness of 46, and forward impact of 152 in. Ibs.'O
The applications, properties, and compositions of other melamine-cured, hydroxyl-functional emulsions are summarized in Table 13.
It is obvious from the preceding examples that the majority of systems which meet the needs required in high-performance applications are dual-functional, containing both hydroxyl and carboxyl groups. The synergistic interaction provided by a combination of hydroxyl and carboxyl functionality ensures the devel- opment of optimal performance characteristics by promoting the maximum degree of crosslinking. The data provided in Table 6 also illustrate this effect.
The preceding examples further serve to illustrate the preponderant use of hydroxyethyl methacrylate as the principal monomeric derivative for the development of hydroxyl-containing thermosetting emulsions. This preferential use of hydroxyethyl methacrylate some- what contrasts the findings of a study conducted on the crosslinking abilities of homologs of hydroxyalkyl methacrylates. The results from extraction determi-
Urea-Formaldehyde Curing Agents
Besides employing such techniques as preferred hy- droxyl functionality or synergistic interaction function- ality to enhance the curing efficiency, the degree of crosslinking and, therefore, the performance charac- teristics of hydroxyl-functional emulsions are also greatly affected by the curing agent used to crosslink the system. For example, the effect of crosslinking a 46/42/10/2-butyl acrylatelacrylonitrilel2-hydroxyethyl acrylatelacrylic acid copolymer emulsion with varying amounts of methylated, urea-formaldehyde cross- linking agent (Beetlea 60) is presented in Table 14.
These data indicate that hydroxyl-functional emul- sionsformulated with amethylated, urea-formaldehyde resin may be cured as low as 30 min at 93°C if the system is formulated at a level of 28% curing agent. Increasing the concentration of urea-formaldehyde resin to 37.5% provided no discernible property increases while con- centrations of 50% resulted in a loss of properties at lower cure times.
However, in applications requiring low temperature
Table 15-Effect of Low Temperature Curing on the Properties Of Melamine and Urea-Formaldehyde Catalyzed Emulsionsa
Curing Agentb
Knoop Hardness After Curing Foe (Min) Final Pencll
catalyst^ 10 20 30 40 50 Hardness
Beetle 60 . . . . . . . . . . . . . . . . . . . . . . 2% FTSA 0.5 4.0 9.6 10.4 11.0 H-2H Cymel 300 . . . . . . . . . . . . . . . . . . . . . 2% ' 0 S A 0.5 2.0 4.1 6.2 8 B-HB
Beetle 60.. . . . . . . . . . . . . . . . . . . . I% NHH,L 8.2 11.6 12.5 12.8 13.0 H-2H Cymel 3 0 . . . . . . . . . . . . . . . . . . . . I% NHH,CL 0.5 1 .0 I .8 4.0 6.2 F- H
- -
(a1 Coaling, were cured at 93°C (2IUPFI. (bl 71.5128.5 ratio of latex solidalcur~ng agent. (c) PTSA = p-loluencsulf~,n!c acid. (d) Data were cslimated from ung~nal graphic plots.
78 Journal of Coatings Technology .- .-

SURVEY OF CROSSLINKING EMULSIONS - IV
curing, hydroxyl-functional emulsion coatings cured with methylated, urea-formaldehyde resins were found to provide superior film properties as compared to sys- tems cured with HMM resins. These data are presented in Table 15.
These data indicate that the urea-formaldehyde resin is much more effective in promoting low temperature curing in comparison to HMM resins. The most graphic differences were obtained from the systems catalyzed with ammonium chloride in which the emulsion con- taining Beetle 60 displayed a hardness of 12.5 while the emulsion containing Cyme1300 displayed a hardness of only 1.8 after curing 30 min at 93°C.
The enhanced reactivity of the methylated urea- formaldehyde resin was also found to translate to am- bient conditions as the shelf stability of emulsions catalyzed with Beetle 60 was found to be limited to four or five days.50
Miscellaneous Methylol-Containing Curing Agents
Hydroxyl-functional emulsions have been cross- linked with a variety of less conventional curing agents, and the applications, performance characteristics, and properties of these systems are briefly discussed in the following examples.
Binders for nonwoven fabrics providing crease- resistant finishes were prepared from a 82181812-ethyl acrylatelacrylonitrile/methylated urea-acrylate condensatelmethacrylic acid copolymer emulsion which utilized a blend consisting of 1.5% sodium dodecylbenzene sulfonate, 0.5% fatty alcohol con- densed with 25 moles ethylene oxide, and 0.5% alkyl- phenol condensed with 40 moles ethylene oxide as the emulsifier mixture. The crosslinking monomer was prepared by condensing N-(2,3-dihydroxy- propy1)methacrylamide with 2 moles of urea and 4 moles formaldehyde. An 80120-viscoselpolyamide fleece was impregnated with the self-crosslinking emul- sion and cured 4 min at 150°C to give a product with an initial breaking length of 1150 meters, a wet breaking length of 450 meters after immersion in perchloro- ethylene, and a wet breaking length of 270 meters after immersion in trichloroethylene. A control sample pre- pared without the crosslinking agent demonstrated breaking lengths of 740,60, and 0 meters, respectively, after equivalent treatment^.^^
Fire-retardant finishes for polyester nonwoven tex- tiles were prepared from a 66.5128.512.512.5-ethyl acrylatelvinylidene chloridelglycidyl methacrylatel2- hydroxyethyl methacrylate copolymer emulsion which was catalyzed with a thiourea-formaldehyde precon- densate at a ratio of 100127.5-latex solids to curing agent. The catalyzed emulsion was sprayed onto a polyester web and cured for 5 min at 170°C to yield a nonflammable product having a char length of4.5 cm.52
Binders useful for laminating or impregnating non- woven fabrics or serving as carpet backings were pre- pared from a 9515-ethyl acrylatel2-hydroxyethyl methacrylate copolymer~emulsion containing "reido, thioureido, or carboxamide-based crosslinking agents. For example, a nonwoven viscose fabric was impreg-
Vol. 50, No. 645, October 1978
nated with 100 parts of the above emulsion, 5 parts of a 37.5% solution of dimethylolisophthalamide, and 1 part NH,Cl catalyst. The impregnate was cured for 5 min at 150°C to yield a product which acceptably passed 30 detergent wash cycles without de t e r i~ ra t ion .~~
High bond strength adhesives were prepared from a 69.9/26.8/2.810.4/0.1-styrenehutyl acrylatel2-hydroxy- ethyl methacrylatelacrylic acidldivinyl benzene copolymer emulsion which was cured with a benzoguanamine resin. The curing agent was syn- thesized from 43% benzoguanamine, 11% melamine, and 46% formalin, and yielded products with improved electrical resistance, metal-insert resistance, punch- ability, and adhesive strength in comparison with phenolic resin plywood adhesives."
Adhesives for plywood, particle board, and curtain wall panels were formulated from a 90110-vinyl acetatel2-hydroxyethyl acrylate copolymer emulsion which was blended with 40% of a B-staged phenolic resin and catalyzed with 0.04 gram-equivalents of Cr(NO,),. Six wet-mils of the adhesive were applied to '116 in. birchwood veneers to form a three-plied lami- nate which was cured for 3 hr at 24OC and 75 psi pres- sure. After aging seven days at room temperature, the laminate was soaked in water for 48 hr at 22'C. The product containing the hydroxyl-functional emulsion cured with phenolic resin demonstrated a wet strength of 280 psi and an average percent wood tear of 25%, while products based on adhesives of 100% vinyl ace- tate or a 9812-vinyl acetatelacrylic acid copolymer emulsion cured with the B-staged phenolic were found to delaminate upon immersion in water.55
Polyamine Curing Agents
Self-curing latex foam compositions useful as drap- ery backings were prepared from a 86.615151310.4-ethyl acrylatelacrylonitrilelethylene dimethacrylatelmeth- acrylic acidl2-hydroxyethyl acrylate copolymer emul- sion which was post-reacted with ethylenimine.such that 40 to 60% of the carboxyl groups were consumed. The self-curing, dual-functional emulsion was me- chanically frothed and applied to muslin to yield afabric with good hand and intercoat adhesion after curing 15 min at 160°C.56
Epoxy Curing Agents
Coatings useful as water-swellable articles were pre- pared from a 82191712-ethyl acrylatel2-hydroxyethyl acrylatelmethacrylic acidlacrylic acid copolymer emul- sion which was catalyzed with a glycerol diglycidyl ether curing agent. The catalyzed emulsion was applied to chrome sheets and cured 15.5 hr at 70°C and 0.5 hr at 90°C to yield a product which imbibed 23 times its own weight of saline solution (0.27 N NaC1).57
Isocyanate Curing Agents
Binders for nonwoven fabrics were formulated from a self-curing emulsion synthesized from 94% ethyl acrylate and 6% of an oxime-blocked isocyanate con- densate of 2-hydroxyethyl methacrylate, i.e.,

J.R. GRAWE and B.G. BUFKIN
Table 1GSelf-Condensation Reactions and Their Respective Monomers
The blocked isocyanate monomer was polymerized R-donT~pa Crosslinking Scheme 'Monomer (5)
using conventional emulsion techniques and was found Bis-Amide nc? + H O C ~ ~ P ~ ~ ~ ~ 4 o+~, Acrylamide to resist hydrolysis yielding self-crosslinking emulsions Formation N H Z 6/ >Cii2r/ (AM) plus
with good storage s t a b i l i t ~ . ~ ~ N-MA self-curing emulsions with urouerties suitable for a
variety of industrial applications were prepared from a ,o b40clg cc3 o , c Hydroxyethyl 5013011 11811-ethyl acrylatelstyrenelblocked-isocyanate T::zte"" " - l $ ~ ; o ~ ~ @ ' ~ "
+ Methacrylate adduct of hydroxyethyl methacrylatel2-hydroxyethyl (HEM)
HOC142CIIIOII . .
methacrylatelmethacrylic acid copolymer emulsion which utilized conventional anionic surfactants to ef-
Formal ,,+O H O C ~ ~ , ~ C " I C H I \ fect polymerization. The blocked isocyanate monomer Formation ~OCH2C,,20C,,20,, pCt n c < C H 2 C I , ~ ~ ' ' ' > n ~ Hemiformal
+ of HEM was synthesized from 74.9 parts 2-hydroxyethyl meth- ,, I,) lllil CI,2L, (HFHEM) acrylate which was condensed with an adduct consist- ing of 100 parts 2,4-tolylene diisocyanate and 54 parts phenol. The blocked isocyanate emulsion was applied to primed substrates and cured for 20 min at 175°C to yield luster-rich coatings with improved integrity and chemical r e s i ~ t a n c e . ~ ~
Protective coatings with improved chemical resis- tance were formulated from a 40134126-styrenelethyl acrylatehydroxyethyl methacrylate copolymer emul- sion which utilized 1% sodium dodecylbenzene sulfo- nate and 1% poly(sodium acrylate) as the emulsifying mixture. The emulsion was catalyzed with 34.2%, based on latex solids, of a blocked isocyanate curing agent prepared by condensing 168parts hexamethylene diisocyanate with 174 parts methyl ethyl ketoxime. The catalyzed mixture was applied to steel plates and cured 30 min at 160°C to yield clear, crosslinked coatings which were insoluble in common solvents.60
It is obvious from the preceding examples that hydroxyl-functional emulsions can be formulated with several types of external curing agents to yield products which display a broad range of performance charac- teristics. While utilization of an external curing agent is the most propitious method for attaining the perform- ance properties inherent in these systems, hydroxyl- functional emulsions can also be self-condensed by means of transesterification producing crosslinked coatings which do not contain an external curing agent.
F"' Transfor- ,@ CH~oC">oC" 2 1' , K:~knqR, Methoxymeth- malation ' 4 8 oxypropyl
+ Methacrylate CII,"CIII"C'I, (MMPMA)
The efficiency of the transesterification reaction was compared to the efficiency of other self-condensing reactions such as bis-amide formation, formal forma- tion, and transformalation by means of gravimetric and volumetric swelling ratio determinations. Table 16 il- lustrates each of these reactions and the monomers used to effect each reaction.
Using conventional procedures, 5% of each func- tional monomer was copolymerized with 95% ethyl ac- rylate, and films of the resulting emulsions were utilized in volumetric and gravimetric swelling ratio determi- nations. Volumetric swelling ratios were obtained by measuring the unidimensional increase in thickness or diameter of a film immersed in a solvent and cubing the ratio of the swollen to unswollen dimension. Gravi- metric swelling ratios were obtained by measuring the increase in weight of a solvent swollenfilm. The results of the swelling ratio studies are presented in Table 17 for the self-reactive systems which were cured for 30 min at 149°C (300°F).
Emulsion compOlliti0n
9512.512.5 EAIAMIN-MA
9515 EARIEM
9515 EARIFHEM
9515 EAIMMPMA
catalyst
Table 174well ing Ratio Results for Self-condensed Emulslonsa
Volumetric Swelling Ratio
(a) All swelling ratios were conducted in pxylene; immersion time was 48 hr
Diameter Thickness
80 Journal of Coatings Technology

SURVEY OF CROSSLINKING EMULSIONS - IV
These data indicate that for uncatalyzed films, the functional group order for increased crosslinking effi- ciency was HEM < AM-NMA < MMPMA < HFHEM while the order for catalyzed films was MMPMA < AM-NMA < HFHEA = HEM. The high order of effectiveness for the HEM-based emulsion would indi- cate that the transesterification reaction can be suffi- ciently activated by means of catalysis to afford rea- sonably efficient crosslinking. However, in the un- catalyzed state emulsions containing HEM would only achieve moderate crosslink densities (swelling ratio of 8) when cured 30 min at 149"C.61
In addition to such techniques as copolymerization with hydroxyl-functional monomers, thermosetting, hydroxyl-functional latexes have also been prepared through the acid or base hydrolysis of poly(viny1 ace- tate) emulsions. For example, binders for nonwoven fabrics with improved cold-flow and water resistance were prepared from 727g of a poly(viny1 acetate) emul- sion (Gelvaa TS-85) which was hydrolyzed at 50°C for 47 hrusing 18 ml of 6 N NCI. The hydrolyzed latex was neutralized with 26 ml of 6 N NaOH, and subsequent infrared analysis indicated that 12% of the acetate groups had been converted into free hydroxyl groups. The partially hydrolyzed latex (80g) was blended with 16g of a dimethylolethyleneurea resin, applied to a 85115-viscose1cotton web, squeezed to a wet pickup of 500%, and cured 5 min at 150°C to yield a product which remained undamaged after 10 washings in a commercial detergent solution at 60°C. A similar fabric prepared without the emulsion binder completely disintegrated in one to three washings.@
EPOXY-FUNCTIONAL VINYL EMULSIONS
Even though bisphenol A-based epoxy resins can be designed to satisfy the prominent needs required in many high-performance industrial and marine applica- tions, the industry has sought to develop a second gen- eration of epoxy systems which afford such advantages as greater resistance to acid environments and constant water immersion and improved exterior weather- ability." Of the epoxy compounds which have been investigated, glycidyl methacrylate (GMA) offers the unique potential of providing high molecular weight, linear acrylate-type polymers capable of being cross- linked through the pendent epoxide groups." Systems containing GMA have been claimed to provide such advantages as improved adhesion to primed surfaces," coating^,"^ and fiber^;^^.^^ enhanced resis- tance to oil,71 acids and alkali;?".73 greater corrosion r e ~ i s t a n c e ; ~ ~ improved stain r e s i ~ t a n c e ; ~ ~ greater flexural strength,76 tensile ~ t r e n g t h , ' ~ - ~ ~ and impact resistance;8w83 improved hardnessa4 and blocking re- s i s t a n ~ e ; ~ ~ and longer weatheFng and light resistance."
While GMA-based systems have demonstrated their usefulness when applied in solvent-borne, nonaqueous dispersion, or powder coating forms, the utilization of GMA-containing emulsions in industrial applications has not achieved significant importance. Moreover, only a modicum of theoretical or empirical information isavailable on the synthesis, reactions, and formulation
variables associated with GMA-based emulsions. Some of the applications, compositional variations, and per- formance characteristics of GMA-containing emulsions are summarized in the following examples.
Spontaneously crosslinking coatings capable of room temperature curing were prepared from a 92.314.812.9- vinil acetatelglyc~dyl a ~ ~ ~ l ~ t e l a c r ~ l i c acid emulsion which was neutralized to a pH of 5.4 and contained 0.054 gram atoms K + / K ~ emulsion. The dual-functional emulsion was found to be storage stable up to 3.5 months; however, coalesced films aged for four days and one month, respectively, self-crosslinked and be- came 84.8 and 95% soluble in a 311 mixture of acetone and water.g1
High-performance coatings which demonstrated good resistance to acids, alkalis, water, salt, and corro- sion were prepared from a 581301814-styrenelbutyl acrylatelacrylic acid1GMA emulsion which utilized 2% sodium dioctyl sulfosuccinate and 2% nonylphenol polyethylene oxide as the surfactant mixture. The emulsion was catalvzed with 0.9% CrO? and 8.8% hexakis(methoxym~thyl)melamine, applied to gal- vanized or phosphate-treated steel, and cured 30 min at 250°C to Geld coatings with improved integrity and increased resistance characteristic^.^^
Stain and solvent resistant coatings were formulated from a 90110-vinyl propionate1GMA copolymer emul- sion which employed 2% sodium dodecyl sulfate as the polymerization emulsifier. The emulsion was catalyzed with 150 mole % hexakis(methoxymethyl)melamine, based upon mole % GMA in the copolymer, and coat- ings of the blend were cured 20 min at 120°C. Coatings of the melamine-cured emulsion displayed a 1% weight loss after a 24 hr immersion in 5% NaOH at 30°C and a 45% weight gain after a 24 hr immersion in acetone at 30°C while a control coating which omitted the mela- mine curing agent displayed a weight loss of 65% in 5% NaOH and a weight gain of 150% in acetone under the same condition^.^"
Coatings suitable for higher-performance industrial applications were prepared from a 70.5123.51412-vinyli- dene chloridelvinyl chloridelglycidyl methacrylate1 acrylic acid copolymer emulsion which employed a programmed addition of vinyl chloride monomer ex- tending over a reaction period of 3.5 hr in order to obtain copolymers with a more uniform composition. Films of the self-crosslinkable latex were cured at 120°C and displayed a tensile strength of 129 Kglcm" an elongation of 123%, and a Young's modulus of 4.3 x loa d y n e ~ l c m ~ . ~
Coatings with improved tensile strength and hard- ness were formulated from a 80120-vinyl propionatel GMA covolvmer emulsion which emvloved 2% al- kylaryl p~ly(oxyethylene) sulfonate as t'he polymeriza- tion emulsifier. The emulsion produced self-curing films with a tensile strength of 110 Kg/cm2 and a Sward hardness of 43, while a control film of 100% poly(viny1 propionate) demonstrated a tensile strength of 1 to 5 Kg/cm2 and a Sward hardness of 8.95
Coatings with increased wet-abrasion resistance were derived from a 77/18/4/1-vinyl acetatel2- ethylhexyl acrylate1GMAlacrylic acid copolymer
Vol. 50, No. 645, October 1978

J.R. GRAWE and B.G. BUFKIN
emulsion which used 1.8% of a nonylphenol nonionic surfactant containing 20 moles of ethylene oxide and 1.02% of the ammonium salt of a nonylphenol poly- (oxyethylene) ether sulfate as the emulsifier mixture. Coatings of the dual-functional emulsion were self- curing and yielded films which were insoluble in ethyl acetate after air-drying for seven days.%
Coatings with improved chemical resistance and in- creased strength were prepared from a vinyl propionatelGMAlmethacrylic acid copolymer which utilized sodium lauryl sulfonate as the polymerization surfactant and a mixture of L-ascorbic acid and hydro- gen peroxide as the redox initiator. Coatings of the dual-functional emulsion were cured 30 rnin at 150°C and yielded a product with a tensile strength of 80 Kg/cm2, an elongation of 1 lo%, a Sward hardness of 21, complete insolubility in MEK, and 1% solubility in 5% aqueous NaOHSg7
Coatings with increased resistance to water were formulated from a 66.5128.515-vinyl acetatelbutyl acrylate1GMA copolymer emulsion which utilized 5% poly(viny1 alcohol) and 1.5% C16H33(OCH2CH2)NOH as the nonionic surfactant system. The latex was com- bined with 0.6% SnCl, to give a catalyzed mixture which was stable for greater than one month at 35'C. Coatings of the cured emulsion demonstrated good re- sistance to water and common s o l v e n t ~ . ~ ~
Self-curing emulsions useful as copper wire coatings with improved scratch and cut-through temperature re- sistance were prepared from a 50/20/20/5/5-acrylo- nitrilelstyrenelethyl acrylate1GMAlmethacrylic acid copolymer which employed 1% C,2H2,0S03Na as the polymerization surfactant. The emulsion was applied electrophoretically onto copper wire and cured 3 hr at 180°C to give a product with a scratch resistance of 45 cycles, a cut-through temperature of 210°C, and an electrical breakdown of 3.5 KV in glycerol compared to a scratch resistance of 30 cycles, a cut-through temper- ature of 160°C, and an electrical breakdown of 3 KV for coatings derived from a 45/20/2515/5-styrenelacrylo- nitrilelethyl acrylatelGMAlmethacrylic acid copolymer emulsion.99
Other Applications
In addition t o fulfilling the requirements for industrial-type protective coatings, GMA-based emul- sions have also provided the properties required for various wood, paper, and textile applications. For example, an adhesive for plywood was formulated from a 931512-vinyl acetatelGMA1methacrylamide co- polymer emulsion which incorporated 5% Triton" X-405 as the polymerization surfactant and 2.8% poly(viny1 alcohol) as a post-added, secondary stabi- lizer. The adhesive was applied to wood veneers which were laminated under pressure at 150°C for 3 min. The laminate containing the GMA-based emulsion was found to withstand 10 cycles consisting of 15 rnin im- mersions in boiling water followed by a 40 rnin drying time in air at 105"C, while a control system of identical composition but omitting methacrylamide was found to fail after five immersion-drying cycles.100
Weather-resistant coatings for fiberboard with im- proved hardness and impact resistance were formu- lated by combining an elastomeric, acrylic acid-based emulsion with a rigid, GMA-based emulsion which also contained an internal curing agent. The coating was prepared by combining 20 parts of a 94.315.310.4-methyl acrylatelacrylic acidlbutanediol dimethacrylate copolymer emulsion curing agent with 80 parts of a 84.718.516.410.4-methyl methacrylatelGMA1acrylic acidlvinylpyridine copolymer emulsion. Coatings of the emulsion blend were found to provide an impact tensile strength of 77 Kg cmlcm2 and a Koenig hardness of 41 sec after curing for I5 rnin at 145"C, while coatings of the uncured blend displayed an impact tensile strength of 54 Kg cmlcm2 and Koenig hardness of 50 sec.'O1
Self-crosslinking coatings for paper which provided improvements in high speed printing were formulated from 10 parts of a 54140131211-styrenelbutadienel GMAIitaconic acidlglycidyl acrylate copolymer emul- sion, 0.3 parts sodium tripolyphosphate, 8 parts starch, 0.4 parts Epinox-P9007Y, and 100 parts clay. Paper coated with the self-curing, GMA-based emulsion demonstrated agloss of 66.5, an ink gloss of 82.0, and a dry pickup of 7.2 cm compared toagloss of 64.4, an ink gloss of 76.5, and a dry pickup of 3.2 cm for a control latex which did not contain GMA.Io2
Chemically-resistant finishes for wood products were prepared by impregnating a decorative paper with a melamine resin and coating the impregnate with a mixture consisting of a butylated melamine resin and a methyl methacrylate/butyl methacrylatelbutyl ac- rylatelGMAlacrylic acid dual-functional copolymer emulsion. The coated paper was overlaid on chip- board and cured 8 rnin at 145°C and 20 Kglcm2 of pres- sure to give a chemically resistant finish with a pendulum hardness of 129, a luster grade of 75%, and an impact strength of 28 Kg ~ m l c m ~ . ' ~ ~
Finishes for fabrics which provided enhanced creaseproofing and increased retention of tensile strength were formulated from 5 parts of a 77.8117.81 2.212.2-ethylhexyl acrylatelGMA1itaconic acidlmeth- acrylic acid self-crosslinking emulsion, 3 parts dimethylglyoxalmonourein, 4.5 parts of a catalyst solu- tion, and 3 parts polyethylene emulsion. The mixture containing the GMA-based emulsion was applied to a cotton fabric and cured 3.5 rnin at 150°C to yield an impregnate with a tear strength of 500g (warp) and a wash and wear rating of 3 to 3.5, while a fabric impreg- nated with a control formulation which omitted the GMA emulsion demonstrated a tear strength of 450g and a wash and wear rating of 1.5 to 2.O.Io4
Finishes for cotton fabrics which provided improved creaseproofing were formulated from a 77.8117.812.21 2.2-ethylhexyl acrylatelGMA/itaconic acidlmeth- acrylic acid copolymer emulsion which was combined with an ethylene glycol diglycidyl ether curing agent. The resin blend was applied to a cotton poplin fabric and cured 7.5 min at 150°C to yield an impregnate with a wrinkle recovery angle of 252" dry and 239" wet after washing as compared to a wrinkle recovery angle of 167" dry and 165" wet for a control fabric which was not coated with the emulsion f~ rmula t ion . ' ~~
Journal of Coatings Technology

SURVEY OF CROSSLINKING EMULSIONS - IV
A shrinkproof coating for cotton or rayon fabrics was prepared from a mixture consisting of 2 parts poly- ethylene emulsion and 5 parts of a 77117.615.4-ethyl- hexyl acrylate/GMA/2-hydroxyethyl methacrylate copolymer emulsion. The mixture containing the dual-functional emulsion was applied to a cotton fabric and dried 3.5 min at 150°C to yield a product with a shrinkage of -0.7% warp and 5.0%filling after washing at 28°C. while an untreated fabric demonstrated a shrinkage of 4.8% warp and 13.2% filling.lo6
Coatings for fabrics which provided increased tear strength were formulated from 5 parts dimethyloloxal- monourein, 1.5 parts acid catalyst, 2 parts polyethylene emulsion, and 50 wt % of a 77.8122.2-ethylhexyl acrylate/GMA copolymer emulsion. Cotton poplin im- pregnated with the GMA-based formulation was dried 3.5 min at 150°C and gave a fabric with a wrinkle recov- ery angle of 264" and a tear strength of 450 g (filling) compared with a wrinkle recovery angle of 259" and a tear strength of 380 g for a fabric finished with a com- position without the GMA-based emulsion.107
An enzyme-degradable binder useful in disposable fabric applications was prepared by blending 50 parts of a 90/10-ethyl acrylate/GMA copolymer emulsion with 50 parts collagen. The emulsion mixture was sprayed onto 6 mm viscose-rayon fibers and cured 2 hr at 70°C to yield a web with a tensile strength of 263 Kg/cm2 and a wet strength of 4.7 Kg/cm2. The web was found to completely disperse in 10 to 15 rnin in an agitated, 0.1% solution of Protease 62 buffered to pH 8.'08
Fabric coatings with improved heat perforation resistance were formulated from 10 parts methyl- dimethylolcarbamate, I part tartaric acid, 2 parts nonionic softening agent, and 15 parts of a 67.51251 3.7513.75-ethyl acrylatelbutyl acrylate/N-methylol- acrylamide/GMA copolymer emulsion. A polyester fabric was impregnated with the emulsion blend and cured I rnin at I5O"C. The heat resistance was deter- mined by dropping heated 1.5g glass balls onto the fabric. The fabric treated with the dual-functional emul- sion required a minimum temperature of 370°C before holes were formed while the untreated fabric failed at temperatures above 27O0C.loS
Coatings for fabrics with good hand, wash fastness, and resistance to dry cleaning and discoloration were prepared from a 75/21/2/2-ethyl acrylatelvinyl acetate/ itaconic acid/GMA copolymer emulsion which em- ployed 5% Igepal" CO-970 as the polymerization sur- factant. The resulting emulsion was catalyzed with 5% ammonium chloride, applied to a rayon fabric, and cured 10 rnin at 149°C to yield a product which was flexible, tough, and resistant to abrasion, heat, and pe rch l~ roe thy lene .~~~
Sizing agents for glass fibers were formulated from 93.1 parts of a 70/15/10/5-vinyl acetate/GMA/ethyl acrylatelmethacrylic acid copolymer emulsion, 2.3 parts cationic lubricant, and 4.6% gamma-meth- acryloxypropyltrimethoxysilane coupling agent. The formulation was applied to a glass fabric, cured 90 rnin at 140"C, and laminated onto an unsaturated poly- ester (Epolac G 153 L) textile to yield a product with a tensile strength of 80 Kg/cm2 and a flexural strength of
142 Kg/cmZ compared to a tensile strength of 65 Kg/cm2 and a flexural strength of 105 Kg/cm2 for a laminate containing a fabric finished with a latex which did not contain GMA or methacrylic a~id.ll ' .l '~
Fabric sealants for foam-filled products were formu- lated from 160 parts of a styrenelethyl acrylate/GMA/ itaconic acid copolymer emulsion (Ucarm 891), 4 parts trifluoroacetic acid, 29 parts water, and 0.8 parts ben- tonite. The sealant was applied to a fabric composed of acrylonitrile/vinyl chloride copolymer fibers, dried at room temperature for 16 hr, and molded into a cushion form. The cushion was filled with a foamable mixture consisting of 100 parts polyoxypropylene-glycerol adduct, 48 parts tolylene diisocyanate (TDI), 1.5 parts silicone oil, 0.4 parts catalyst, and 4 parts water. After drying 16 hr at room temperature, theadhesive strength between the fabric and filling was 2.7 Kg, and the foam- able mixture did not surface penetrate the molded fab- . ric. A similar fabric which was not treated with Ucar 891 demonstrated poor bond strength between the fab- ric and filling, and the foamable mixture penetrated the
Thermosetting emulsions useful as nonwoven textile binders, paint vehicles, paper and leather finishes, or adhesives for tape and laminates were formulated from a blend consisting of 50 parts of a 9515-ethyl acrylatel GMA copolymer emulsion and 50 parts of a %/4-ethyl acrylatel2-(dimethy1amino)ethyl methacrylate co- polymer emulsion. The emulsion blend was found to be stable for over one month and produced coatings with an elongation of 420% and a tensile strength of 14 Kg/ cm2. A single-component emulsion consisting of 91/51 4-ethyl acrylate/GMA/Z-(dimethylamino)ethyl meth- acrylate, which served asa control, produced films with an elongation of 20% and a tensile strength of 0.5 Kg1 cm2 114
Other suggested applications for GMA-containing emulsions include heat resistant finishes for textiles;l15 high wet-strength coatings for fabrics116 and paper;"' ink receptive coatings for paper;n8 adhesives for tape applications;11s adhesives for exterior plywood;120 heat-sensitive adhesives for film121 and tire cords;122 coatings with improved adhesion to aluminum;123 room temperature curing coatings with improved adhesion to painted surfaces;124 and as impact resistant resins.lZ5
Other Methods Of Curing GMA-Containing Systems
While the preceding examples serve to illustrate some of the compositional variations, applications, and performance characteristics of GMA-containing emul- sions, these examples also indicate that the condensa- tion reaction between the pendant epoxide groups of GMA and the carboxyl groups of copolymerized acid monomers is ~ e r h a ~ s the most common method of . . crosslinking investigated in potential commercial appli- cations. While single-component, self-curing emulsions surely offer a variety of marketing advantages, the performance characteristics of GMA-containing emul- sions may also be optimized for other applications by use of other modes of crosslinking. For example, GMA-
Vol. 50, No. 645, October 1978

J.R. GRAWE and B.G. BUFKIN
Table 18-Effect of Increasing GMA Content on the Propeltles Of Crosslinked and Uncrosslinked Filmsa
GMA Content (mole %) 2.6 6.6 12.0 2.6 6.6 12.0 Ultimate stress
(Kp/cm2) 2.2 5.6 8.2 5.6 7.1 9.4 Ultimate strain (%) 600 700 600 400 325 300 Water absorption
(% swelling) 295 275 255 20 12 6-7
(a) Data were estimated from original graphic plots.
based emulsions not containing copolymerized car- boxyl groups may be self-cured by thermal treatment since the glycidyl group is capable of condensing with itself forming substituted poly(ethylene oxide) poly- mers.lZ6
The physicomechanical properties of thermally cured, GMA-based emulsions have been determined for three ethyl acrylate copolymer emulsions contain- ing 2.6,6.6, and 12.0 mole % GMA, respectively. Films of the three emulsions were allowed to dry at room temperature, and each system was characterized for its thermomechanical behavior, stress-strain properties, and water absorption. The results of these determi- nations indicated that GMA emulsions remained uncrosslinked at room temperature and that increasing concentrations of GMA had little effect on the overt properties of the system.
Coatings of the GMA compositional ladder were then cured 60 min at 180°C and tested for thermomechanical behavior. While all three compositional levels of GMA demonstrated thermomechanical properties charac- teristic of a crosslinked polymer, the percent deforma- tion data at 300°C provided the best indication of a direct relationship between the GMA content and crosslink density. This relationship was further cor- roborated by crosslink density determinations using gel fraction and network chain length measurements. For example, plots of functional group concentration against gel content or network chain length indicated
Table 1SEffect of Increasing Concentmtlons of Csrboxyl Monomer On the Gelation of GMA Polymersa
Rwctlon Monomer Charge, Wt.%O Time,
MMA GMA MA* (Hrs.).
90.9 5.5 3.6 5 64.5 29.0 6.5 2
Solublllty Solution of
App&3mn~ CopolymMd
Normal Soluble Viscous Swells
Soln. Viscous Insoluble Soln.
Gelled Insoluble
-- (a) Solution polymerization using 50% MEK by wl. of monomers (bl MMA = methyl methacrylate: MAA = methacrylic acid. (c) Temperature - MPC. (d) Solubility was determined in dimethyl sulfoiide.
Table PO-StabIllty of GMA Copolymers Contalnlng Carboxyl Groups to Crossllnking Durlng Polymerlzatlon st 60"Ca
Rwctlon Time Oxlmne Content Wn.1 ~ c l d Value (WlW e)
0 ...................... 23.7 0.61 (Theoretical Content)
1 . . . . . . . . . . . . . . . . . . . . . . 23.7 0.72 3 ...................... 22.2 0.62 5 . . .................... 22.2 0.59
(a) Polymerization was carried out in 50% M E K by wt. of monomers
that a four-fold increase in GMA content (from 2.6 to 12 mole %) produced a four-fold increase in the degree of crosslinking. Collectively, these results also suggest that GMA is uniformly distributed throughout the polymer particle.
The effect of increasing concentrations of GMA on the film properties of cured and uncured coatings is illustrated in Table 18.
The marked reduction in water absorption of the crosslinked films indicates that the additional crosslink density provided by higher concentrations of GMA more than compensates for the increased hydrophilicity resulting from greater concentrations of substituted poly(ethy1ene oxide) molecules. However, the tensile strength data indicate that thermal curing of GMA sys- tems is not an effective method for developing the full potentialities of the system.lZ7
A more auspicious method for obtaining the prop- erties normally associated with epoxy systems is to crosslink the GMA-containing emulsion with an exter- nal curing agent which provides the balance of prop- erties required by the end application.lZ8 While a plethora of curing agent types are available for cross- linking conventional epoxy systems, the reduced sus- ceptibility of the glycidyl functionality toward nu- cleophilic addition reactions somewhat limits the choice of curing agents to those compounds with high crosslinking efficiency as opposed to compounds which furnish such properties as flexibility, water resistance, or exterior durability. The somewhat fastidious nature of GMA-based systems with respect to the charac- teristics of the curing agent and the environment of the polymerization is disclosed in the following examples which illustrate some of the formulation parameters associated with the synthesis and performance charac- teristics of GMA-based emulsions.
Formulation Variables
The glycidyl group of GMA has been found to be stable to conventional polymerization conditions pro- ducing uncrosslinked polymer which retained most of its theoretical oxirane content. However, if methacrylic acid is included in the polymer composition, cross- linked polymer is produced at fairly low concentrations of methacrylic acid. Table 19 illustrates the effect of increasing methacrylic acid comonomer concentrations
Journal of Coatings Technology

SURVEY OF CROSSLINKING EMULSIONS - IV
Table 21-Effect of Nonionic Surfactants on the Oxirane Content Of GMA-Based Emulsions
Experiments1 RIwretIcaI Polymerlzstlon Conversion Epoxy Value Epoxy Value Surf6CbIlt~ % % %
9515.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5% P O ~ Y (vinyl alcohol) plus 99.5 0.22 0.22 VNGMA .... . . . . . . . . . . . . . . . . . . . . . . . . 1.5% oleyl alcohol condensed
with 30 moles ethylene oxide
47.5147.515 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5% P O ~ Y (vinyl alcohol) plus 97.1 0.22 0.22 VAIBAIGMA . . . . . . . . . . . . . . . . . . . . . . . . . 1.5% oleyl alcohol condensed
with 30 moles ethylene oxide
56.4137.516.1 . . . . . . . . . . . . . . . . . . . . . . . . . . 2.2% nonylphenol condensed - 0.30 0.30 EAlMMAMjMA ... . . . . . . . . . . . . . . . . . . . . with 30 moles ethylene oxide
plus 2.2% nonylphenol condensed with 40 moles ethylene oxide
(a) VA = vinyl acetate. BA = butyl acrylate. EA = ethyl acrylare. M M A = methyl methacrylate.
on the stability of GMA-based systems during polymerization.
These data indicate that GMA may be copolymerized with a carboxyl monomer producing self-curing sys- tems as long as the concentration of carboxyl monomer is maintained below a critical level. The stability of the 90.915.513.6-methyl methacrylatelGMA1methacrylic acid copolymer to self-crosslinking during polymeriza- tion was also substantiated by oxirane and acid value
determinations as a function of reaction time. These results are presented in Table 20.
The stability of the oxirane group toward the nucleo- philic agents present in an emulsion environment was investigated for vinyl and acrylate systems by compar- ing the oxirane content of copolymers prepared in the presence of various types of anionic and nonionic sur- factants. The effect of polymerizing GMA in the pres- ence of nonionic surfactants is presented in Table 21,
Table 2SE f fec t of Anionic Surfactants on the Oxirane Content Of GMA-Based Emulsionsa
Latex Polymerization Remaining Epoxy Composltlonb Surhctants ContenF, %
NONIONIC SURFACTANTS 56.4137.616.0. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.7% dodecyl alcohol condensed 89 BAIMMAIGMA with 20 moles ethylene oxide
56.4137.616.0.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.35% nonylphenol condensed with 93 EAIMMAIGMA 30 moles ethylene oxide plus 2.35%
nonylphenol condensed with 40 moles ethylene oxide
ANIONIC-NONIONIC SURFACTANT BLENDS 56.3137.616.1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.4% dodecyl sulfate plus 1.6% EAlMMAMjMA dcdecyl alcohol condensed with
20 moles ethylene oxide
56.3137.616.1.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0.8% dodecyl sulfate plus 3.2% EAIMMAIGMA dodecyl alcohol condensed with
20 moles ethylene oxide
56.4137.516.1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.67% sodium dodecylbenzene sul- EAIMMAIGMA fonate plus 1.77% dodecyl alcohol
condensed with 20 moles ethylene oxide
56.4137.516.1.. . . . . .. .................................... 2.67% potassium oleate plus 1.77% EAIMMAIGMA dcdecyl alcohol condensed with 20
moles ethylene oxide
(a) The polymerizatirms were conducted at 707fC over a two to three hour reaction pen&.
(b) BA = butyl acrylate: EA = ethyl acrylate: M M A = methyl methacrylate. (c) Remaining epoxy content =
IW theoretical epaxy content -actual epoxy content
thewetical epoxy content
Vol. 50, No. 645, October 1978

J.R. GRAWE and B.G. BUFKIN
Table 23-Effect of Catalyst Type on the Water Resistance Properties of GMA-Containing Emulsions
Percent ol Water-Soluble EXtracbbleP
Latex Cured at Cured at Cured at Comporitlona Curing Agent Arnblent 80°C 130°C
50150 None 5.8 5.8 2.1 VAIBA 4914912 None 6.2 4.6 1.4 VAIBAIGMA
4914912 0.5% TEBAC 9.7 8.0 2.9 VAIBAIGMA
4914912 0.5% BTFE 3.0 2.1 1.2 VAIBAEMA 4914912 Cr(NO,),tri- 14.3 2.3 0 VAIBAIGMA methylol
phenol complex
(a) C~~mpas~l ionr inferred from i n f i ~ n a t i u n ciled in reference fbl Test mcthtd JIS K-6828
while the effect of anionic surfactants on the stability of GMA-containing emulsions is presented in Table 22.
As expected, these data indicate that nonionic surfactants have a less pernicious effect on the stability of GMA-based emulsions than do the more nucleophilic anionic surfactants. Emulsions prepared with mixtures of nonylphenol condensates containing 30 and 40 moles of ethylene oxide, respectively, displayed either no oxi- rane loss or a loss of only 7%, while emulsions prepared with anionic surfactants experienced oxirane losses over 25%. When the amount of dodecyl sulfate was reduced from 2.4 to 0.8%, the oxirane content increased I I% even though the reduction in anionic surfactant was accompanied by a 100% increase in the amount of nonionic surfactant. Since many of the emulsions de- scribed in the preceding examples employed anionic surfactants for their preparation, the properties re- ported for these systems may not completely reflect the potentialities which such systems may be capable of demonstrating.
The reactivity of GMA-containing emulsions with such compounds as boron trifluoride etherate (BTFE), triethylbenzyl ammonium chloride (TEBAC), and a mixture of Cr(N03), and trimethylol phenol was inves- tigated at 60°C using the 47.5147.515-vinyl acetate/butyl acrylate1GMA copolymer emulsion with an experi- mental epoxy value of 0.22. Determinations of oxirane content as a function of time indicated that the order of crosslinking reactivity increased according to the series TEBAC < BTFE < Cr(N03)3-trimethylol phenol. The Cr(NO,),-trimethylol phenol complex reduced the epoxy content to 70% in 1 hr of reaction time, while BTFE required 3.25 hr at 60°C to achieve the same reduction in epoxy content. After 4.5 hr at 60°C, TEBAC was successful in reducing the epoxy content by only a few percent.
The effect that each of these curing agents had on the
water resistance properties of GMA-containing coat- ings was investigated at several curing temperatures, and the results of the investigation are summarized in Table 23.
While measurement of the amounts of water-soluble extractables may not provide the type of results nor- mally associated with varying degrees of crosslink den- sity, the relative effect that each curing agent had on reducing the amount of water-soluble polymer after curing at 130°C wasinagreement with the catalyst order obtained from residual oxirane content determinations. The catalyst which provided the greatest degree of crosslinking at 130°C was Cr(N03),-trimethylol phenol, while BTFE provided the greatest degree of cross- linking at room temperature.
BTFE was also found to be effective in providing high degrees of crosslinking at temperatures of 60°C. The solvent resistance data for GMA-containing emulsions which were self-cured or cured with BTFE are presented in Table 24.
While these results suggest that GMA systems can achieve relatively high crosslink densities upon self- condensation at 60°C, it is also obvious that an external curing agent is desirable in applications requiring opti- mal resistance properties.lZ9
Polyamine Curing Agents
In addition to the types of curing agents described above, GMA-based systems have also been crosslinked with conventional polyamine curingagentsalthough, as shown in Table 25, some incompatibility may result.130
In comparison with conventional epoxy resins such as the diglycidyl ether of bisphenol A, the oxirane ring of GMA is considered to be less reactive toward certain curing agents. For example, the reactivity of various types of epoxides with acetic acid or phenol (both catalyzed with pyridine) was found to increase accord- ing to the following order.
Table 24--Effect of BTFE on Crosslinking Efficiency Of GMA-Contalnlng Emulsionsa
Amount ol Trlchloroethylene Latex Cornpositlonh BTFE Extractable*, %
55.8137.21611 EAIMMAIGMAIIA ............. None 12.1 55.8137.21611 EAIMMAIGMAIIA ............. 0.5% 3.0 56.4137.616 EAIMMAIGMA.. .............. None 12.7 56.4137.616 EAIMMAIGMA . . . . . . . . . . . . . . . . 0.5% 1.7
--
(a) Curing temperalure = 6VC. fb) EA = ethyl acrylale. M M A = methyl melhacrylale. I A = laconic acid. (c) Samples were immersed 0 5 hr in Inohloroclhylcnc.
Journal of Coatings Technology

SURVEY OF CROSSLINKING EMULSIONS - IV
Table 25-Compatlblllty of Various Amine Curing Agents With a 70130-Methyl MethacrylatelGMA CopolymeP
Amlne Type Curlng Agent Cornpatlblllty
Straight-chain aliphatic
Polyfunctional aliphatic
Hindered aliphatic
Aromatic
n-hexylamine n-decylamine
Ethylenediamine Hexamethylenediamine Dierhylenetriamine
Methanediamine Bis (aminomethyl) - mesitylene
p.p1-diaminodiphenyl- methane
--
la) All films were aged one week at room temperature. Fwc minuter immersion in 511-toluendbutanol did no1 sohen any of the films.
Compatible Slight surface haze
Slight surface haze Hazy film Slight surface haze
Compatible Hazy film
Compatible
When the amine, piperidine, was evaluated under the same conditions, the order of reactivity for these epoxides remained the same except that 4-vinyl- 1.2- epoxycyclohexane and cyclohexene oxide dem- onstrated no measurable reaction.131
The selective nature of GMA-based systems toward the type of amine used to effect crosslinking has been investigated using a GMA emulsion prepared without carboxyl functionality. The study employed a 70130 blend of methyl acrylate to GMA since this composition produced a copolymer with a theoretical glass transi- tion of 14.6"C and since copolymers containing higher levels of GMA provide increased potential for cross- linking (see reference 95).
The initial attempts to prepare the 70130-methyl acrylatelGMA copolymer emulsion employed 2% Tri- ton X-405 as the sole surfactant since an all nonionic emulsifier system would ensure a minimum loss in oxi- rane content. However, Triton X-405 would not sta- bilize the 70130-methyl acrylate1GMA composition, and the incipient latex completely coagulated before all the monomer feed could be added to the reaction mixture.
The next series of attempts utilized 2% Triton X-200 as the sole emulsifier and produced stable emulsions with conversions of %% and 4% coagulum. Epoxide- content determinations indicated that the emulsions prepared with the anionic surfactant had lost 19% of the theoretical amount of oxirane content. The GMA copolymer was found to be insoluble in common sol- vents and displayed a swelling ratio of about 7, indicat- ing a moderate degree of crosslinking.
Subsequent polymerization attempts utilized a nonionic-anionic mixture of surfactants consisting of 3.0% Triton X-405 and 0.5% Triton X-200 and yielded shear stable emulsions with 95% conversion and about 8% coagulum. The GMA copolymer was soluble in ketone solvents and produced high viscosity, slightly opalescent solutions at IS% solids in MEK. Portions of the GMA-based emulsion were catalyzed with stoichiometric amounts of conventional, water-soluble aliphatic polyamines, and films of each system were evaluated after aging 15 days at ambient conditions. The results of the curing agent study are presented in Table 26.
Table 26-Effect of Polyamlne Curing Agents on the Film Properties Of a 70130-Methyl AcrylatelGMA Copolymer Emulsion
Impact Reslstance Water MEK Pencil Hardness Tensile Elon- Blush lnsoC Hardness
Curing Glossb Forward Reverse Strength gatlon Time ubles Atter 100 AgenP Pencil Sward 60" (In.-lbs) (Kglcmy (%) (%) MEK Rubs
None HB I I 67 160 30
DETA H 10 I5 <I0 < 10 TETA H 12 65 < I0 < 10 TEPA H 12 37 <I0 < 10 Polyoxypro- pylene amine D-?3@ 2H 16 70 30 < 10
(a1 D E T A = diethytenetriamine. T E T A = lriethylenrletram~nr. T E P A = let- raethylenepenvam~nr. D 2 3 0 = Jeffamine D230.
Ib) Gloss pmvidcs an indication of amine compalihiltly. Icl Jeffamtnu D 2 3 0 0s a mlxturr cd isomers consisting offrom 44(M to 5 5 1 tripropylcne
glycol diamine. 35% 1045% telrapropylrne plycul dlam~ne. and with approximately lG-2 to
36.6 2790 300 13-17 Failed after 20
98.6 140 30 93 H 66.3 45 30 9 1 F 78.7 1425 45 92 HB
I 0 1 ooent- and hexaoruovlene mlvctd diamines. Thc mixlure Dorrrrses a ~ r i m a r v amine . , , " . . . valuc o f X 311 mcq p. .+ total amtnr. trluc cfd 45 mcqp. a lhsh paunt 0 1 2 W C . a bIridnl) of 14 4zSa1 2%1'.a \prrtfic sravlt) of 0 Y4UtIsl ?(rC, a .olor ~ndck(plrlln~m-cobalt *calclof 311. and a bapor prr\\urr. uf Ittmm of mcr.ur) at I??'('
Vol. 50, No. 645, October 1978
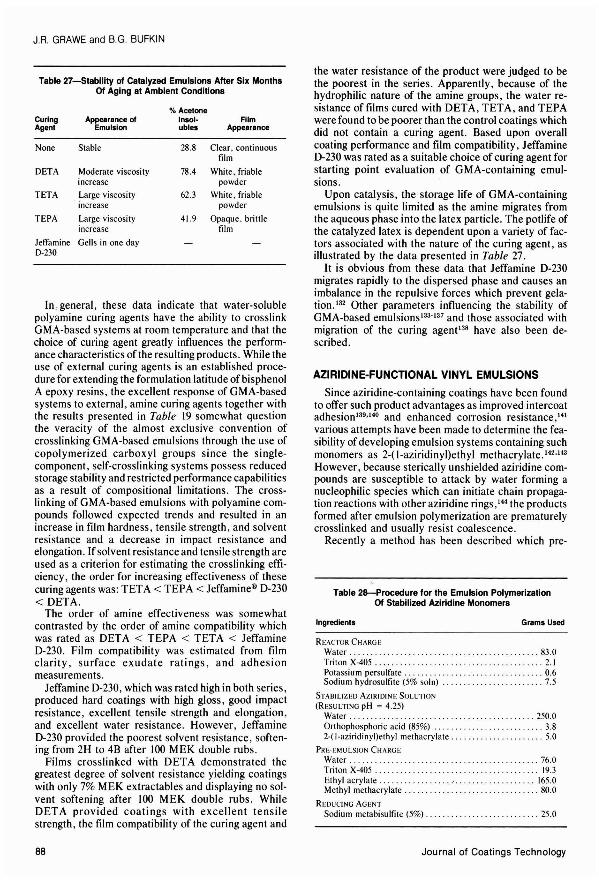
J.R. GRAWE and B.G. BUFKIN
Table 27--Stability of Catalyzed Emulsions After Six Months Of Aging at Ambient Conditlons
Curing Agent
None
DETA
TETA
TEPA
Jeffamine D-230
Appearance of Emulslon
Stable
Moderate viscosity increase Large viscosity increase Large viscosity increase Cells in one day
% Acetone Insol- Fllm ubles Appearance
28.8 Clear, continuous film
78.4 White, friable powder
62.3 White. friable powder
41.9 Opaque, brittle film
- -
In.general, these data indicate that water-soluble polyamine curing agents have the ability to crosslink GMA-based systems at room temperature and that the choice of curing agent greatly influences the perform- ance characteristics of the resulting products. While the use of external curing agents is an established proce- dure for extending the formulation latitude of bisphenol A epoxy resins, the excellent response of GMA-based systems to external, amine curing agents together with the results presented in Table 19 somewhat question the veracity of the almost exclusive convention of crosslinking GMA-based emulsions through the use of copolymerized carboxyl groups since the single- component, self-crosslinking systems possess reduced storage stability and restricted performance capabilities as a result of compositional limitations. The cross- linking of GMA-based emulsions with polyamine com- pounds followed expected trends and resulted in an increase in film hardness, tensile strength, and solvent resistance and a decrease in impact resistance and elongation. If solvent resistanceand tensile strength are used as a criterion for estimating the crosslinking effi- ciency, the order for increasing effectiveness of these curing agents was: TETA < TEPA < Jeffaminem D-230 < DETA.
The order of amine effectiveness was somewhat contrasted by the order of amine compatibility which was rated as DETA < TEPA < TETA < Jeffamine D-230. Film compatibility was estimated from film clarity, surface exudate ratings, and adhesion measurements.
Jeffamine D-230, which was rated high in both series, produced hard coatings with high gloss, good impact resistance, excellent tensile strength and elongation, and excellent water resistance. However, Jeffamine D-230 provided the poorest solvent resistance, soften- ing from 2H to 4B after 100 MEK double rubs.
Films crosslinked with DETA demonstrated the greatest degree of solvent resistance yielding coatings with only 7% MEK extractables and displaying no sol- vent softening after 100 MEK double rubs. While DETA provided coatings with excellent tensile strength, the film compatibility of the curing agent and
the water resistance of the product were judged to be the poorest in the series. Apparently, because of the hydrophilic nature of the amine groups, the water re- sistance of films cured with DETA, TETA, and TEPA were found to be poorer than the control coatings which did not contain a curing agent. Based upon overall coating performance and film compatibility, Jeffamine D-230 was rated as a suitable choice of curing agent for starting point evaluation of GMA-containing emul- sions.
Upon catalysis, the storage life of GMA-containing emulsions is quite limited as the amine migrates from the aqueous phase into the latex particle. The potlife of the catalyzed latex is dependent upon a variety of fac- tors associated with the nature of the curing agent, as illustrated by the data presented in Table 27.
It is obvious from these data that Jeffamine D-230 migrates rapidly to the dispersed phase and causes an imbalance in the repulsive forces which prevent gela- ti011.I~~ Other parameters influencing the stability of GMA-based e m u l s i o r ~ s l ~ ~ - ~ ~ ~ and those associated with migration of the curing agent1" have also been de- scribed.
AZIRIDINE-FUNCTIONAL VINYL EMULSIONS
Since aziridine-containing coatings have been found to offer such product advantages as improved intercoat a d h e s i ~ n l ~ ~ , ~ ~ ~ and enhanced corrosion resistance,141 various attempts have been made to determine the fea- sibility of developing emulsion systems containing such monomers as 2-(I-aziridiny1)ethyl metha~ry la te . l~~*l~~ However, because sterically unshielded aziridine com- pounds are susceptible to attack by water forming a nucleophilic species which can initiate chain propaga- tion reactions with other aziridine rings,144 the products formed after emulsion polymerization are prematurely crosslinked and usually resist coalescence.
Recently a method has been described which pre-
Table 28-Procedure for the Emulsion Polymerization Of Stabilized Azlrldine Monomers
lngredlents Grams Used
REACTOR CHARGE Water.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83.0 Triton X-405 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.1 Potassium persulfate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0.6 Sodium hydrosulfite (5% soln) ........................ 7.5
STABILIZED AZIRIDINE SOLUTION (RESULTING pH = 4.25)
Water.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 250.0 Orthophosphoric acid (85%) .......................... 3.8 2-(I-aziridiny1)ethyI methacrylate.. . . . . . . . . . . . . . . . . . . . . 5.0
PRE-EMULSION CHARGE Water.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76.0 Triton X-405 ....................................... 19.3 Ethyl acrylate.. .................................... 165.0 Methyl methacrylate.. .............................. 80.0
REDUCING AGENT Sodium rnetabisulfite (5%). .......................... 25.0
Journal of Coatings Technology

SURVEY OF CROSSLINKING EMULSIONS - IV
Table 29-Effect of Type of Acid Stabilizer On the Crosslinking Ability of AEM-Containing Emulsions
pH of Wt. % Equilibrium AEM AEM in Swelling
Acid Stabilizer Solution Copolymer Ratios
None - I 5.7 None - 2 3.5 Orthophosphoric
acid 4.25 2 30.0 Sulfuric acid 4.7 2 28.0 Methacrylic acid 6.75 2 9.0 Phosphoric acid 4.45 2 19.7
Table 3GEffect of Acid Stabilizalon On the Wet Adhesion of AEM Latex Paints
Acid Stabilizer
None None Onhophosphori~
acid Sulfuric acid Methacrylic acid Phosphoric acid
pKa of Wt. % AEM We1 Adhesion Acid In Copolymer Rating
- I Poor - 2 Fair
2.12 2 Excellent <l.O 2 Excellent
4.5 2 Fair 2.12 2 Good
sumably protects aziridine compounds from ring opening in the emulsion environment. The technique involves forming an azirinyl complex with an acid which has a pKa in the range of 1.5 to 3.0. For example, a 6613212-ethyl acrylatelmethyl methacrylateI2-(I-aziri- dinyl)ethyl methacrylate (AEM) copolymer emulsion was prepared using the procedure outlined in Table 28.
One-third of the pre-emulsion and stabilized aziridine solution was added to the reactor charge, and the mix- ture was allowed to polymerize exothermically up to a temperature of 47 to 49°C. After the exotherm sub- sided, the remaining pre-emulsion mixture and aziri- dine solution were added simultaneously with the re- ducing agent such that the reaction temperature was maintained at 47 to 49°C. The resulting latex possessed a pH of 3.15 and a solids content of 37%.
This technique was used to produce emulsions con- taining varying amounts of AEM stabilized by various acid moieties. The effect which several types of acids have in preventing the crosslinking reaction of AEM is presented in Table 29.
In general, these data indicate that emulsion systems containing AEM stabilized with sulfuric or ortho- phosphoric acids underwent relatively no premature crosslinking in comparison to emulsions which did not employ acid stabilization. Weaker acids such as meth- acrylic acid, which do not readily form an intimate ion pair with AEM, are less effective in reducing the degree of premature crosslinking than are the stronger acids. As expected. these data also indicate that the deeree of crossiinking Is directly related to the concentrGion of AEM in the system.
The prevention of premature crosslinking through acid stabilization was also reflected in the degree of wet adhesion that these systems provide to an alkyd sur- face. This effect is illustrated by the results presented in Table 30.
While the physicomechanical or resistance prop- erties of the crosslinked products were not described, the acid-stabilized aziridine complex was presumed to be reactive to conventional curing agents or thermal c ~ r i n e . ' ~ ~ - - - - - a-
In other investigations, AEM-containing systems have been crosslinked with tetrahvdro~hthalic anhv- dride by thermal curing at 8 0 ° ~ , 1 4 6 y thkrmal condgn- sation with the hydroxyl groups of cellulose,147 by
catalysis with tertiary amine salts of polycarboxylic or by self-condensation at 190"C.149
AEM has also been used to prepare nonaqueous emulsions for various coatings application^.'^^
SYSTEMS CONTAINING 2,&EPITHIOPROPYL METHACRYLATE
Even though adhesives and coatings containing 2,3- epithiopropyl methacrylate (ETPM) have been under investigation since the late 1950's. the utilization of ETPM for the development of thermosetting emulsions has not been reported. However, the following exam- ples briefly summarize a few of the variables associated with preparation and reactivity of ETPM-based sys- tems.
A 50150-butyl methacrylate1ETPM copolymer was prepared using conventional, free radical polymeriza- tion techniques in benzene. The reaction mixture was held at 60°C for 18 hr, and infraredanalysis showed that the thiirane ring was not open+ by thermal or free radical processes.151
ETPM has also been polymerized using anionic in- itiators such as BuLi, LiALH,, i-BuMgBr and cyclo- hexylmagnesium bromide. The polymerizations took place predominantly through the vinyl unsaturation and yielded isotactic polymer when toluene was used as the solvent and syndiotatic polymer when tetrahydrofuran was used as the solvent. Viscosity measurements in either solvent were not conducted since the polymers gradually became insoluble when allowed to stand at room t empera t~ re . ' ~~
Dioxane solutions of a 50150-butyl methacrylate1 ETPM copolymer could be gelled by heating the polymer solution to 100°C or by adding amines, am- monia, or hydrogen sulfide and air. However, polymers prepared free radically in propyl alcohol, benzyl al- cohol or 2-ethyl-l-hexanol could be stored at ambient temperatures for several months without ge1ati0n.I~~
Products which were useful as foams or sheet materi- als were obtained by polymerizing 29g 2,3-epithio- propyl acrylate in 50 ml benzene using 0.225g t-butyl peroxypivalate as the free radical initiator. The re- actants were heated for 2 hr at 60-65"C, and a gel-like product was formed. After washing with methanol and vacuum drying at 4OoC, 10.0g of homopolymer and
Vol. 50, No. 645, October 1978 89

J.R. GRAWE and B.G. BUFKIN
0. l g cadmium hydroxide curing agent were milled for 16 hr at 110°C. The crosslinked product demonstrated no weight loss after 16 hr of soxhlet extraction with chlorofoam. Before crosslinking with cadmium hy- droxide, the homopolymer was soluble in chloro- foam
CARBONYL-FUNCTIONAL EMULSIONS
While carbonyl-functional systems have received considerable attention over the past two d e c a d e ~ , l ~ ~ - l ~ ~ much of the science and technology established for carbonyl addition reactions onto polymeric substrates was performed on systems employing acrolein(2- propenal) or methyl vinyl ketone comonomer units.
ALDEHYDE-BASED SYSTEMS
Monomeric acrolein is a highly versatile compound and may undergo reactions characteristic of the vinyl double bond (Michael additions, Diels-Alder reactions, polymerizations) or addition reactions at the carbonyl group. Some of the more common reactions which leave the vinyl moiety intact but involve the carbonyl group include acetal formation in the presence of Lewis acids,159 mercaptal formation,160 Schiff base formation with amines,I6l hydrazone f o r m a t i ~ n , ~ ~ ~ . ' ~ ~ addition of urea,lM addition of alkyl phosphate^,^^ and such proc- esses as the T i ~ c h e n k o ' ~ ~ and Cannizzaro reactions.
When acrolein is polymerized free radically, the car- bonyl groups of the resulting polymer are not free but are present as acetal groups which form tetra- hydropyran structures.167 However, these cyclic ether structures, which are usually referred to as aldehyde- hydrate-ether links, are susceptible to such varied re- actions as bisulfite addition,168 acetaP9 and hemi-acetal formation with alcohols,17o mercaptal formation,171 conversion to o x i m e ~ , l ~ ~ . l ~ conversion to Schiff bases with a m i n e ~ , ' ~ ~ . ' ~ ~ condensation with cyclic amides,17? .reduction with potassium bor~hydride,"~ together with such classical reactions as the aldol conden~at ion, '~~ the Cannizzaro reaction,lsO and the Wittig re- a ~ t i o n . ~ ~ ~ ~ ~ ~ ~
Several of these addition reactions have been investi- gated as a means of preparing crosslinked resin prod- ucts either through the use of difunctional compounds capable of carbonyl addition or through the condensa- tion of compounds which are amenable to post-curing techniques. For example, a 90.510.5-styrene1 methacrolein copolymer was blended with 10% by weight hexamethylenediamine and cured for 45 min at 140°C. The crosslinked product displayed an increased softening point, being a solid at 100°C and showing elasticity up to 140°C, in addition to improved solvent resistance as demonstrated by a 20% by weight increase after a 20 hr immersion in benzene.ls3
Thermosetting resins with reduced curing- temperature requirements were prepared by condens- ing 60g urea with 56g acrolein at a pH of 8. The urea- acrolein adduct was polymerized at 60°C with a free
radical initiator and yielded an alcohol-soluble polymer with a molecular weight of 2300. The adduct polymer was catalyzed with ammonium chloride and cured 30 min at 120°C to yield hard, self-curing films with good solvent resistance.ls4 In general, urea is a more effec- tive crosslinking agent for acrolein resins than are polyols or diamines and yields products with better heat stability than polymers which are self-crosslinked by means of the aldehyde groups.lffi
Room temperature curable coatings with improved chemical resistance were formulated from a resin con- sisting of 500 parts acrolein, 50 parts ethylene glycol, and 150 parts bisphenol A epoxy resin which was catalyzed with 3.75% phosphoric acid. The acrolein- acetal resin was dried at room temperature for 24 hr to yield clear coatings which were resistant to immersion in 2% acetic acid and 5% sodium hydroxide.Is6
Epoxy-modified acrolein resins which cured rapidly even in cold conditions were synthesized from 70 parts acrolein and 10 parts allyl glycidyl ether. Low temper- ature curing was obtained, presumably through both epoxide and carbonyl groups, with such compounds as 2-ethylhexylamine, iminobis(propylamine), ethylene- diamine, diethylenetriamine, and cyclohexylamine, while VersamideB-type curing agents required curing temperatures of up to 120°C. Coatings cured with 4 parts 2-ethylhexylamine yielded a product with a pendulum value of 100 sec after 24 hr of drying and demonstrating good resistance to dilute NaOH.lB7
Acetalized acrolein resins containing vinyl unsatura- tion, which provided a means for post-curing, were prepared from 744g polyacrolein (molecular weight 30,000) which was condensed with 600g allyl alcohol using 0.6g p-toluenesulfonic acid as a catalyst. The unsaturated, acetalized resin could be cured by heating for 1 hr at 100°C or by using a redox catalyst such as benzoyl peroxide and piperidine.lS8
Thermosetting coatings crosslinked through residual unsaturation were prepared by condensing 1420 parts acrolein with 490 parts dipentaerythritol using 5 parts p-toluenesulfonic acid as the catalyst. The acetalized resin was soluble in aromatic solvents and dem- onstrated a flow range of 80 to 100°C. The system could be self-crosslinked to a tough, hard product by thermal curing between 140 and 170°C; however, lower cure temperatures could be achieved by blending the acetalized resin with a hydroxyl functional resin such as cellulose derivatives.ls9
Room temperature curable coatings with increased chemical resistance and good elongation were prepared from a sulfurous acid adduct of polyacrolein which was crosslinked with poly(viny1 alcohol). Coatings and fi- bers of the system demonstrated good water resistance after drying at room temperature.lgO
Other methods of crosslinking acrolein-containing polymers include the condensation of the acrolein- bisulfite adduct with xanthates of starchIgl or other dialdehydes (glutaraldehyde),lg2 oxidization of the aldehyde groups to peracid groups which may undergo free radical coupling reactions,193 formation of Schiff bases useful for curing epoxy resins,lg4 step-growth polymerization with p-phenylenediamine by means of
Journal of Coatings Technology
SURVEY OF CROSSLINKING EMULSIONS - IV
the Michael addition reaction and subsequent reaction of the free, aldehyde group^,^^^ reaction with aluminum isopropoxide with the formation or organometalic crosslinks (analogous to the Meerwin-Pondorf-Verley product),lW conventional vulcanization with aromatic diamines,lg7 anionic polymerization through the car- bonyl group followed by conventional vulcanization of the vinyl u n s a t u r a t i ~ n , ~ ~ ~ and self-condensation of the aldehyde groups by means of irradiationIg9 or thermal treatment.2"-204
Thermal treatment of polyacrolein results in the for- mation of fused tetrahydropyran structures with ap- proximately four branches for each 100 monomeric units. The thermal treatment of a 90.719.3-styrene1 acrolein copolymer for 24 hr at 120, 140, and 160°C produced 60, 87.5, and 100% insoluble gel, re- spectively, as a result of self-conden~ation.*~~
Acrolein-containing systems have been recom- mended for such applications as adhesives for plas- tics,206 rayon textiles,207 and gIass;208-210 as finishes for t e ~ t i l e s , 2 ~ ~ - ~ ~ ~ and as carpet backings;213 as coatings for pa~er ,2 l~ -"~ as vehicles for ink,"' and in photoduplica- t i ~ n ; " ~ as finishes for leather;,I9 as b i~degradable~ '~ or photodegradable in cosmetic^;^"' and as a means of developing thermosetting emulsions.
Acrolein-Based Emulsions
Even though acrolein is solcble in water up to 21% by weight at room temperature, various copolymers of acrolein and even 100% polyacrolein have been pre- pared by means of emulsion polymerization tech- niques. For example, a 100% polyacrolein latex was prepared in the presence of a Ce4+ complex (Ce(NO,), 2NH4N0,) and using poly(viny1 alcohol) as the emul- sifying agent. The latex particles were nearly spherical and frequently formed multi-particle aggregates. The homopolymer demonstrated good reactivity due to the availability of 2 1% free aldehyde groups. The free alde- hyde content did not diminish after several months of storage indicating the compatible environment pro- vided by the emulsion system.'Y3 Some of the composi- tional variations, properties, performance charac- teristics, and applications of acrolein-based, ther- mosetting emulsions are presented in the following examples.
Acetyl-crosslinked emulsions providing improved chemical resistance were prepared from 69.5117.41 13.1-ethyl acrylate/styrene/acrolein copolymer emul- sion which utilized 2.2% sodium lauryl sulfate as the polymerization emulsifier. The acrolein-based latex was catalyzed with 4%, based on latex solids, pen- taerythritol in combination with 2% dioctyl sulfo- succinate, applied toglass plates, and allowed to cure at room temperature to yield clear coatings which dis- played swelling ratios of 0.55 and 0.21 after 48 hr im- mersion in MEK and 1 N NaOH, respect i~ely . '~~
Chemically-resistant coatings which could be crosslinked with such polyols as glycerol, glucose, cel- lulose ethers, or poly(viny1 alcohol) were formulated from a 100% polyacrolein emulsion which did not con- tain SO, stabilizers. A blend consisting of 80% poly(viny1 alcohol) and 20% polyacrolein emulsion
yielded homogeneous, clear films which swelled in water and absorbed 17.3 mg H,0/cm2 in 24 hr, while a 50150-poly(viny1 alcohol)/polyacrolein emulsion blend absorbed only 5.4 mg H,0/cm2 after an equivalent treatment. Films of blends which exceeded 50% polyacrolein became increasingly brittle.22s
High-performance emulsion coatings based upon dialkyl acetals of methacrolein or acrolein were pre- pared from a 50.8132.6112.514.I-ethyl acrylatelstyrenel acrolein diethoxy acetallmethacrylic acid copolymer emulsion which employed an alkylaryl polyether sul- fate (Rebenol WZ) as the polymerization surfactant. The emulsion was formulated into an enamel paint at a Ti0,Ilatex solids ratioof 681100, sprayed onto mild steel sheets, and cured 20 min at 150°C to yield coatings with good direct-to-metal adhesion and pencil hardness of 3H.226
Weather-resistant coatings with low-temperature ' curing abilities were derived from a 52.2134.811013- ethylhexyl acrylate/styrenelacrolein/methacrylic acid copolymer emulsion which employed 2.0% alkylaryl poly(ethylene oxide) sulfonate and 1.0% poly(ethylene oxide) cetyl ether as the polymerization surfactants. The emulsion was neutralized to a pH of 8.5 with dimethylethanolamine and catalyzed with 18.8% hexa- kis(methoxymethy1)melamine curing agent. The catalyzed mixture was applied to glass plates and cured to give transparent coatings which lost only 7.8% of their initial weight after 300 hr exposure in a Weather- Ometern as compared to a weight loss of 73.2% for a control film which did not contain the melamine curing agent .T27.228
Low-temperature curable emulsions which were suitable for a variety of industrial applications were prepared from compositions containing up to 20% ac- rolein in combination with such comonomers as ethyl acrylate, butyl acrylate, methacrylonitrile, or mixtures of vinyl toluene and vinyl propionate. The emulsions were catalyzed with up to 20% by weight urea or thio- urea curing agent and produced clear, colorless coat- ings which when cured at 100°C yielded products with improved solvent and alkali resistance.229
Crosslinkable emulsions useful in heat-sealed pack- aging applications were formulated from a 90161212- vinylidene chloridelmethyl methacrylatelmethyl acrylatelacrolein copolymer emulsion which was catalyzed with a bis(methoxymethyl)ethyleneurea curing agent. The catalyzed emulsion was applied to corona-treated polypropylene sheets and yielded a product with improved adhesion and good heat-sealing characteristic^.^^^
Latex coatings which were useful as finishes for leather were derived from a 82.5115.512-ethyl acrylatel acrylonitrilelacrolein copolymer emulsion which utilized a compound consisting of hydroabietyl alcohol condensed with 30 moles of ethylene oxide as the emul- sifier. The emulsion was catalyzed with a hydrazine hydrate curing agent and applied to leather to yield a product with improved adhesion, surface charac- teristics, and receptibility to dyeing.231
Self-curing emulsions which were useful in paper, textile, and leather applications were prepared by
Vol. 50, No. 645, October 1978

J.R. GRAWE and B.G. BUFKIN
polymerizing a monomer mixture consisting of 74% ethyl acrylate, 22.8% acrylonitrile, and 3.2% acrolein onto a pre-formed seed latex consisting of 65% buta- diene and 35% styrene. The grafted latex was neu- tralized with triethanolamine, applied to leather, and cured at 80°C to yield a product with good ironing and crease resistance at 200°C and excellent resistance to boiling t r i~hloroethylene.~~~
Thermosetting binders for nonwoven fabrics which provided improved integrity and solvent resistance were formulated from a 9515-ethyl acrylatelacrolein co- polymer emulsion which employed sodium lauryl sul- fate as the polymerization surfactant. The acrolein- containing emulsion was catalyzed with a stoichiomet- ric amount of an 80120-ethyl acrylatelpropylene glycol monoacrylate copolymer emulsion, and films of the blend were allowed to dry at 20, 100, and 150°C. The resin blend provided films which swelled 98, 67, and 33% upon immersion in acetone after curing at 20, 100, and ISWC, respectively, while the uncatalyzed 9515- ethyl acrylatelacrolein latex displayed films which swelled 11 1, 118, and 136% after an equivalent treat- ment.233
Thermosetting emulsions suitable as industrial paints have also been prepared from vinyl acetatelvinyl al- cohol copolymer emulsions which were acetalized with such dialdehydes as glyoxal, succinaldehyde, orglutar- aldehyde in the presence of acid catalysts such as sul- furic, formic, or tartaric acids. These products dem- onstrated good flexibility, adhesion, and water- resistance.234
KETONE-BASED SYSTEMS
Because compounds containing both polymerizable unsaturation and keto functionality are not commonly acce~sible,~" much of the science and technology of keto-based systems has been developed from polymeric substrates containing methyl vinyl ketone comonomer units. Typically, nucleophilic addition re- actions onto monomeric methyl vinyl ketone more often involve the vinyl group than the carbonyl group since the latter is much less reactive (due to steric and inductive factors) than the carbonyl group of an alde- hyde such as acrolein. However, some of the more common addition reactions which leave the vinyl group intact but which involve the carbonyl group include formation of tertiary alcohols by reaction with Grignard reagents:?'" formation of mercapta l~ ,2~~ and formation of hydra zone^.^^^
Addition reactions involving the carbonyl groups of poly(methy1 vinyl ketone) have also been successful, and the more common reactions include Mannich-base formation for use as ion-exchange ketoxime formation to increase polymer flexibility and adhe- ~ion,'~O and hydrazone formation to effect cross- linking.241
While solvent-borne polymers containing methyl vinyl ketone have been crosslinked using h y d r a ~ i n e ~ ~ ~ or electron beam irradiationZ45n order to improve sol- vent resistance and environmental aging charac- teristics, the crosslinking of ketone-containing emul-
sion systems has not been commonly employed as a means of producing crosslinkable emulsions even though emulsions containing methyl vinyl ketone have been prepared using conventional technique^.'^^.^^^
HALOGEN-CONTAINING SYSTEMS
As a result of the increasing utilization and preemi- nent commercial success of poly(viny1 chloride)-based products, the polymer industry has devoted considera- ble time and effort to the investigation of various halogen-containing compounds which might offer per- formance characteristics and property advantages not provided by products based upon poly(viny1 chloride). Some of the halogen containing monomers which have resulted from this effort include 2-chloroethyl acry- late,"'" 4-chlorobutyl a~ryla te ,"~ 3-chloro-2-hydroxy- propyl m e t h a ~ r y l a t e , ~ ~ ~ methyl-2-(ch1oromethyl)- a ~ r y l a t e , 2 ~ ~ 2-(bromomethyl)acrylonitrile,250 2-(chloro- methyl)a~rylamide,~~~ 6-bromo-2-naphthalenyl acry- late,z52 2-(4-chloro-2-nitroanilino)ethyl a ~ r y l a t e , 2 ~ ~ 6- chloro-5-(trichloromethyl)-2-norbornyl a ~ r y l a t e , 2 ~ ~ 3- chloro-2-[(dimethylphosphinyl)oxy]propyl a ~ r y l a t e , ' ~ ~ 3-chloro-2-[(1-oxo-3-phenyl-2-propenyl)oxy]propyl m e t h a ~ r y l a t e ~ ~ ~ ~ p h e n y l a l l y l bromide,257 p-chloro- methyl styrene,258 and vinyl monochloroacetate.259
Halogen-functional polymers have been found to be quite useful for the development of thermosetting sys- tems and may be reacted or crosslinked with a consid- erably large variety of compounds. For example, the secondary halogen atoms of poly(viny1 chloride) have been reacted or crosslinked with such compounds or curing agents as amines,'" diamines,'" ~ r e a , 2 ~ ' and Schiff-base compounds;263 I ,2-disubstituted 2- i m i d a z ~ l i n e s , ~ ~ ~ p ~ l y i m i d a z o l i n e , ~ ~ and bismalei- mideS;266,267 pendant azide gr0ups,2~ azidoformate~,2~~ aromatic dia~ides,2~O and aromatic d i su l f~naz ides ;~~~ peroxides;272 o r g a n o ~ i l a n e s ; ~ ~ ~ sulfides,274 xanthate~,2'~ and d i t h i ~ l s . ~ ~ ~ ; ' ~ ~
Formulation Variables
Dithiol compounds have been used to investigate several of the crosslinking variables which influence the physicomechanical properties of cured, poly(viny1 chloride) resins. The parameters investigated included the effects of varying crosslink densities as governed by the average molecular weight of the chain segments between crosslinks (M,), the chemical and physical structure of the crosslinking agent, the chain length of the crosslinking segment as governed by the molecular length of the curing agent (L,), and the structure of the polymerchain as affected by the polymer molecular weight (DP).
The effects of these variables on the physical char- acteristics of the polymer were determined in terms of the tensile strength, Young's modulus, elongation at break, breaking energy which reflects impact strength, and heat distortion temperature. M,. was determined from values of V, in accord with the Flory-Rehner treatment.
Journal of Coatings Technology
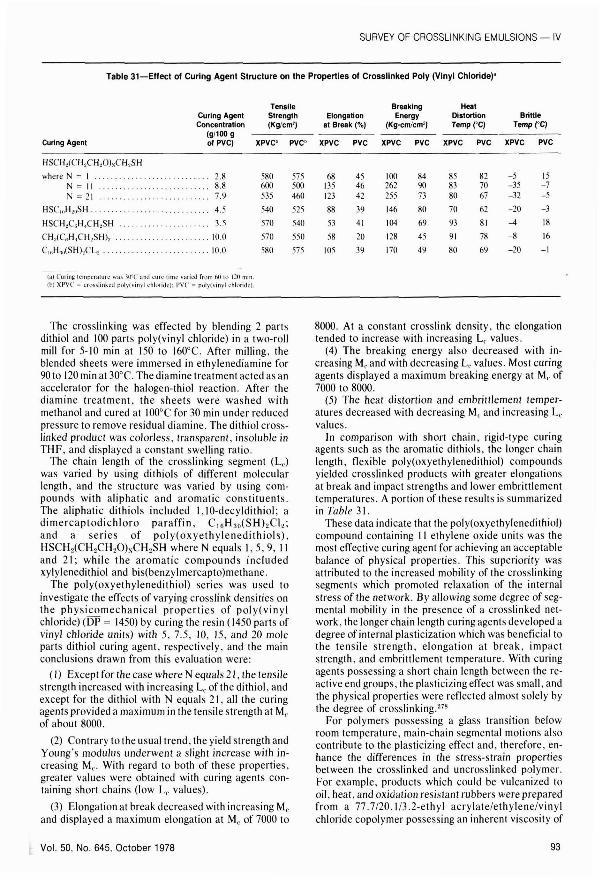
SURVEY OF CROSSLINKING EMULSIONS - IV
- - -- -- - -
Table 31-Effect of Curing Agent Structure on the Propelties of Crosslinked Poly (Vinyl Chloride)'
Curing Agent
Tensile Breaking Heat Curlng Agent Strength Elongatlon Energy Dlstwtion Blinle Concentration (Kg/crn2) at Break (%) (Kg-crnlcm2) Temp ("C) Temp CC)
(sfloo 9 OfPVC) XPVC PVCO XPVC PVC XPVC PVC XPVC PVC XPVC PVC
where N = I . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.8 580 575 68 45 100 84 85 82 -5 15 N = l l . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.8 600 500 135 46 262 90 83 70 -35 -7 N = 21 . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.9 535 460 123 42 255 73 80 67 -32 -5
Val Curing lrmprralurr wa, 10°C and LUTC timc varncd irom hll lo 1211 mln rh) XPVC = cro\\linkrd palylv~nyl chlrrridr): PVC = poly(vinyl vhlondcl.
The crosslinking was effected by blending 2 parts dithiol and 100 parts poly(viny1 chloride) in a two-roll mill for 5-10 min at 150 to 160°C. After milling, the blended sheets were immersed in ethylenediamine for 90 to 120min at 30°C. Thediamine treatment acted as an accelerator for the halogen-thiol reaction. After the diamine treatment, the sheets were washed with methanol and cured at 100°C for 30 min under reduced pressure to remove residual diamine. The dithiol cross- linked product was colorless, transparent, insoluble in THF, and displayed a constant swelling ratio.
The chain length of the crosslinking segment (LC) was varied by using dithiols of different molecular length, and the structure was varied by using com- pounds with aliphatic and aromatic constituents. The aliphatic dithiols included I,lO-decyldithiol; a dimercaptodichloro paraffin, C,tiH,,,(SH),CI,; and a series of poly(oxyethylenedithiols), HSCH2(CH2CH,0)NCH2SH where N equals 1 ,5 ,9 , 11 and 21; while the aromatic compounds included xylylenedithiol and bis(benzylmercapto)methane.
The poly(oxyethylenedithiol) series was used to investigate the effects of varying crosslink densities on the p h y s i ~ m e c h a n i c a l properties of poly(viny1 chloride) (DP = 1450) by curing the resin (1450 parts of vinyl chloride units) with 5, 7.5, 10, 15, and 20 mole parts dithiol curing agent, respectively, and the main conclusions drawn from this evaluation were:
(I) Except for the case where N equals 21, the tensile strength increased with increasing LC of the dithiol, and except for the dithiol with N equals 21, all the curing agentsprovided a maximum in the tensile strength at M,. of about 8000.
(2) Contrary to the usual trend, the yield strength and Young's modulus underwent a slight increase with in- creasing M,. With regard to both of these properties, greater values were obtained with curing agents con- taining short chains (low L,. values).
(3) Elongation at break decreased with increasing M,. and displayed a maximum elongation at M, of 7000 to
8000. At a constant crosslink density, the elongation tended to increase with increasing L, values.
(4) The breaking energy also decreased with in- creasing M,. and with decreasing L,. values. Most curing agents displayed a maximum breaking energy at M, of 7000 to 8000.
(5) The heat distortion and embrittlement temper- atures decreased with decreasing M, and increasing L, values.
In comparison with short chain, rigid-type curing agents such as the aromatic dithiols, the longer chain length, flexible poly(oxyethylenedithiol) compounds yielded crosslinked products with greater elongations at break and impact strengths and lower embrittlement temperatures. A portion of these results is summarized in Table 3 1.
These data indicate that the poly(oxyethylenedithiol) compound containing 1 1 ethylene oxide units was the most effective curing agent for achieving an acceptable balance of physical properties. This superiority was attributed to the increased mobility of the crosslinking segments which promoted relaxation of the internal stress of the network. By allowing some degree of seg- mental mobility in the presence of a crosslinked net- work, the longer chain length curing agents developed a degree ofinternal plasticization which was beneficial to the tensile strength, elongation at break, impact strength, and embrittlement temperature. With curing agents possessing a short chain length between the re- active end groups, the plasticizingeffect was small, and the physical properties were reflected almost solely by the degree of cro~slinking.~'~
For polymers possessing a glass transition below room temperature, main-chain segmental motions also contribute to the plasticizing effect and, therefore, en- hance the differences in the stress-strain properties between the crosslinked and uncrosslinked pnlymer. For example, products which could be vulcanized to oil, heat, and oxidation resistant rubbers were prepared from a 77.7/20.1/3.2-ethyl acrylate/ethylene/vinyl chloride copolymer possessing an inherent viscosity of
Vol. 50, No. 645, October 1978

J.R. GRAWE and B.G. BUFKlN
3.10 and a Tg of less than -35°C. The copolymer ( 100 parts) was compounded with 40 parts carbon black, 3.35 parts MgO, 6.6 parts Ca(OH),, 0.33 parts methyl- trioctylammonium chloride, and 0.33 parts of the monocarbamate of 1,6 hexamethylenediamine, and cured 30 min at 160°C and 13,000 Kg pressure to yield a rubber with a tensile strength of 141 Kg/cm2, a 300% modulus of 105 Kg/cm2, an elongation at break of400%, apermanent set at break of 8%, and a Shore A hardness of 58 after aging 24 hr at 150°C. An equivalent sample, which was not aged at 150°C, demonstrated a tensile strength of45 Kg/cm2, a 300% modulus of 3 I Kg/cm2, an elongation at break of 605%. a permanent set at break of 18%. and a Shore A hardness of 56.279
Poly(viny1 chloride) resins have also been cross- linked by means of thermal c ~ r i n g , ~ ~ ~ ~ ~ ~ ' electron beam,28228%nd y-ray irradiati~n:~ and further discus- sions of the crosslinking mechanism are available in the review l i tera t~re . '~~
As nucleophilic substitution reactions are generally more efficient at primary halogen sites than at the sec- ondary sites afforded by such substrates as poly(viny1 chloride), many of the reactions which have been applied to poly(viny1 chloride) have also been used to crosslink systems containing such monomers as 2.3- dibromopropyl acrylate, 3-chloro-2-hydroxypropyl ac- rylate, and 2-chloroethyl acrylate. For example, amine-vulcanized olefin-acrylate rubber products were derived from a 48,1147.414.5-isobutylene/ethyl acrylatel2-chloroethyl acrylate copolymer which was prepared in solution by means of a Lewis acid initiator, The halogen-functional copolymer (100 parts) was compounded with 50 parts carbon black, I part mono- carbamate of hexamethylenediamine, and 5 parts di- hydric lead phosphite to yield a crosslinked rubber with a tensile strength of 112 Kg/cm2 and an elongation at rupture of 280% after curing 30 min at 150"C.2R6
Acrylate copolymers possessing primary halogen functionality have also been reacted with such nucleo- philes as tertiary pho~phi tes , '~~ tertiary alkali metal hydro sulfide^,^^^ sodium thio~yanate ,~~ ' .and alkali metal salts of 2-mercaptobenz~thiazole;~~~ while crosslinking has been effected by reaction with p o l y a m i n e ~ , " ~ - ~ ~ ~ polyamide resins,29% mixture of sulfur and potassium teara ate,'^^ sodium polysul- fides,29R.299 and by exposure to cobalt-60 radiolysis,JoO or electron beam?O1 and x-ray i r r a d i a t i ~ n . ~
Halogen-Containing Systems Other Than Poly(viny1 Chloride)
The primary halogen functionality of vinyl-type co- polymers containing vinyl monochloroacetate has been reacted with nucleophiles in an analogous manner, and some of the more common curing agents for sys- tems of this type include aliphatic amines and diamines which form reactive carbene intermediate^,^^^ the monocarbamate of h e ~ a m e t h y l e n e d i a r n i n e , ~ ~ ~ maleimide compounds,305 a mixture of copper dimethyldithiocarbamate and trithiocyanuric acid," a mixture of sulfur and alkali metal saIts,Jo7 ammonium benzoate combined with metal oxides such as MgO,
BaO, or CaO,JoR and alkali metal organic sulfonates in combination with conventional vulcanizing com- p o u n d ~ . ~ ~ ' ~
While polymers containing primary or secondary halogen functionality may be crosslinked as low as room temperature with certain diamines or dithiols, the crosslinking efficiency at lower temperatures and the suscevtabilitv to weaker nucleovhiles mav be increased by uskg monomers with halogen functionality in allylic or benzylic positions such as alpha-chloroacrylonitrile or vinylbenzyl chloride.
For example, fibers which crosslinked at low tem- peratures were prepared from a copolymer containing 70% styrene and 30% of a mixture consisting of o- chloromethylstyrene and p-chloromethylstyrene. The halogen-functional copolymer was melt-spun into a 75 denier fiber and immersed intoa bath at 20°C containing a piperazine curing agent. After immersion, the fiber was cured for 2 hr at 60°C and 5 hr at 63°C to give an acetone insoluble product which was discoloration re- sistant after 3 hr exposure to 200°C and which dem- onstrated a tenacity of 3.25 gldenier, an elongation of 72%, and aflexural strength (bending cycles to break) of 7500 cycles. An identical fiber which was not cross- linked with piperazine demonstrated a tenacity of 0.35 gldenier, an elongation of 6.5%. and a flexural strength of 600 cycles.31o
In addition to amine curing agent~,J"*~ '~ polymers containing vinylbenzyl chloride units have also been reacted or crosslinked with such nucleophilic agents as alkali metal salts of acids to form e ~ t e r s , J ~ ~ * " ~ metal alcoholates to form ethers,3l5 and metal cyanides to form nit rile^.^'"
Certain nucleophiles are also active enough to pro- mote substitution reactions of halogen atoms located at vinyl positions such as the chloride sites located along the backbone of polychloroprene. However, since the chloroprene monomer may undergo 1,4 addition, 1,2 addition and 3.4 addition during polymerization, many of the chloride atoms are not attached to the unreactive vinyl position, and polychloroprene can be crosslinked through conventional nucleophilic substitution of chloride atoms. Some of the more common nucleophilic compounds which have been use to crosslink polychloroprene include aliphatic diamines, hydrazine hydrate, alkali metal salts of polycarboxylic acids, am- monium salts of aromatic dialkylxanthogen di~ulf ides ,~ '~ a mixture of mercaptobenzimidazole and an azomethine compound of cyclohexanone and hexa- methylenediamine,Ng and a mixture of sulfur, dimethylammonium dimethyldithiocarbamate, and tetraethylthiuram d i s ~ l f i d e . ~ ~
Applications
Besides demonstrating reactivity with a broad spec- trum of chemical types of crosslinking agents, haloeen-functional svstems have been found to brovide - the properties required of surface coatings for a variety of industrial avvlications. For exam~le. halonen- functional systems based upon monomers other Than vinyl chloride have been considered for such applica-
Journal of Coatings Technology

SURVEY OF CROSSLINKING EMULSIONS - IV
tions as appliance coating^,^" anti-effluorescence coatings for weather-resistant coatings for c0ncrete,3~~ textile impregnates324 and finishes,325 adhe- sives for laminates326 and tape ,327 flocculating agents for water treatment,32%nd as anionic exchange resins.3L9
Halogen-based Thermosetting Emulsions
Halogen-functional monomers have not been widely employed for the development of thermosetting emul- sions as other types of crosslinking methods seem to be more practical in commercial applications. However, some of the compositional variations, physical charac- teristics, properties, and applications of these systems are briefly discussed in the following examples.
Thermosetting emulsions useful in textile, paper, and leather applications were prepared from a 50/40/10- ethyl acrylatelbutyl acrylatel3-chloro-2-oxypropyl methacrylate copolymer emulsion which utilized a mixture of 0.075% sodium alginate and 0.05% tert- octylphenol condensed with 10 moles ethylene oxide as the surfactant combination. The emulsion was neu- tralized with 0.20% 2-methyl-2-aminopropanol and catalyzed with 0.11% ammonium hydroxide. A cotton cloth immersed in the latex and cured for 10 min at ISWC yielded an impregnate with good flexibility, good resistance to a 40 rnin immersion in a 0.1% solution of sodium stearate at 82"C, excellent resistance to fading after 50 hr exposure to UV light, and insolubility in perchloroethylene dry cleaning fluid.330
Sulfur-vulcanizable rubber products were formu- lated from latex compositions consisting of up to 95% ethyl acrylate and 5% 2-chloroethyl acrylate o r 2- chloroethyl vinyl ether. The latex was prepared using conventional polymerization techniques with anionic surfactants such as sodium lauryl sulfate. The sulfur vulcanization was enhanced by immersing the blend of sulfur and halogen-functional copolymer in a 0.5% aqueous NaOH solution for 30 rnin at 700C. The alkali- treated, halogen-based rubber was cured thermally for 45 rnin at 145°C and yielded a product with a tensile strength of 159 Kg/cm2 while an identical sample which was cured but not alkali treated demonstrated a tensile strength of 114 K g l ~ m ' . ~ ~ '
Self-crosslinking emulsions useful as binders for nonwoven fabrics were derived from a 42.3142.319.41 4.012-ethyl acrylate/butyl acrylate/acrylonitrile/acrylic acid/chloromethyl acrylate copolymer emulsion which employed 5% sodium C,4-,6-alkanesulfonate as the polymerization surfactant. Films of the emulsion would spontaneously crosslink through nucleophilic dis- placement of the halogen by the carboxyl group upon curing 15 rnin at I500C to yield coatings which swelled to 325% after 24 hr immersion in dimethylformamide (DMF).3m
Room temperature curable emulsions suitable for a variety of industrial applications were prepared from an ethylenelvinyl acetatelvinyl chloroacetate copolymer emulsion which contained up to 15% by weight of the halogen-functional monomer. Films of the emulsion which were catalyzed with hexamethylenetetramine and dried at room temperature became insoluble in
Table 32-Tensile Properties of Polychloroprene Emulsions Post-Cured With Diamines
Tensile 600% Elongation Strength Modulus a1 Break
Curing Agent Composition (Psi) (psi) (%)
5 parts 1.6 hexanediarnine plus 2.5 parts piperidine
Initial properties 3125 730 960 Properties after aging" 2850 725 930
5 parts 1.6 hexanediarnine Initial properties 3100 650 970 Properties after aging" 2100 1100 755
(a) Aging was carried out hy storing the catnlyzed lalux at >(PC for five days.
common organic solvents and displayed a melt index of less than 0.1 g/IO min, while an identical film which did not contain the amine curing agent remained soluble in solvents and displayed a melt index of 100 g/10 mi^^."^
Ionically crosslinked coatings were formulated from a polychloroprene emulsion which employed benzyl- trimethylammonium chloride and poly [(2-meth- acryloyloxyethyl)diethylmethylammonium] methyl sulfate as the surfactant mixture. The polychloroprene emulsion was catalyzed with a solution of sodium polyacrylate and cured at room temperature to yield a product which was tough, rubbery, and resistant to water.3M
Thermosetting emulsions which produced coatings that combined high tear strength with improved elongation were prepared from a 911514-chloroprenel butadiene/methacrvlic acid cooolvmer emulsion which utilized 5% sodium paraffin s;lfo;late as the polymeri- zation surfactant. The chloroprene copolymer emul- sion was catalyzed with 5% by weight ZnO and vul- canized for 60 min at IO00C to yield an elastomer with a tear strength of 210 Kglcm2 and an elongation.of 850%.335
Crosslinked rubber products with increased tensile strength and improved elongation were derived from a polychloroprene latex which was cured with a diamine crosslinking agent. Films of the emulsions which con- tained 1.73% hexamethylenediamine and 2% NaOH demonstrated a tensile strength of 220 Kg/cm2, an elon- gation of 1600% to 1800%. and were insoluble in xylene after curing for I hr at 160°C while films of the uncross- linked rubber demonstrated a tensile strength of 107 Kg/cm2, an elongation of 1100%, and were soluble in ~ y l e n e . ~ ~ ~
Similar products also resulted when polychloroprene latex (100 parts resin) was crosslinked with concen- trations exceeding 0.02 moles of hydrazine, primary amines, or polyamines in combination with 2 phr of a dialkyl xanthogen disulfide vulcanizing agent.337
Post-Vulcanized Emulsions
Polychloroprene latexes may also be partially post- vulcanized while in the emulsion form to produce sys- tems which cure rapidly and possess improved tensile
Vol. 50, No. 645, October 1978

J.R. GRAWE and B.G. BUFKIN
properties. The post-vulcanized emulsions are espe- cially suited for preparing dipped products such as rub- ber gloves or rubber threads. For example, a pre-gelled latex was prepared by polymerizing 100 parts chloro- prene monomer in the presence of 0.7 parts diisopropyl xanthogen disulfide and using 4 parts neutralized, dis- proportionated rosin and I part oleic acid as the surfac- tant mixture. The post-vulcanization was carried out by blending 100 parts of polychloroprene latex with a solu- tion consisting of 5 parts (0.043 moles) of 1,6- hexanediamine and 2.5 parts (0.029 moles) of piperidine and heating the mixture for 30 rnin at 90°C. The post- vulcanized latex (100 parts resin) was compounded with 5 parts zinc oxide, 10 parts clay, 2 parts N-phenyl-2- naphthylamine, and I part of the sodium salt of sulfated methyl oleate to yield a formulation suitable for dip- ping. A form was immersed in the compounded latex for 5 min after which the form was withdrawn and im- mersed in a coagulant mixture for 10 sec. The coagu- lated film was leached in water for 4 hr and dried for 2 hr at 70°C and 15 min at 100°C. The tensile properties of the cured product as compared to an identical product which was crosslinked with 5 parts of 1.6-hexanedia- mine but which omitted piperidine are presented in Table 32.
These data indicate that the sample which was cured without piperizine underwent a significant deteriora- tion in physical integrity upon aging. Compounds which could be used in place of pipirizine included such sec- ondary amines a s morpholine, diethanolamine, diethylamine and 2,2-diethoxydiethylamine. At least 1 mole of the secondary amine for each 5 moles of pri- mary amine is required to prevent a decrease in tensile properties as the latex ages.338
Polychloroprene latexes have also been post- vulcanized in emulsion form with peroxide compounds and a reducing agent to yield products with improved processing characteristic^.^^^ However, similar cross- linking techniques may also be used on latexes not containing halogen functionality to generate products with improved physical characteristic^.^^^
Trademark References ........................ Beetle. Cyme1 American Cyanamid Co.
Bonderite.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Hooker Chemical Co. Dowanol .................................. Dow Chemical Co.
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Gelva Shawinigan Resins Corp. lgepal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . GAF Corp. Jeffamine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Jefferson Chemical Co.
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Triton Rohm and Haas Co. ............................... Tritox Oliver Reed & Son. Inc.
Ucar.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Union Carbide Corp. Uformite . . . . . . . . . . . . . . . . . . . . . . . . . . . Reichhold Chemicals. Inc. Versamide.. .............................. General Mills Corp. Weather-Ometer . . . . . . . . . . . . . . . . . . . . Atlas Electric Devices Co.
References (I) Shepherd. T.H. and Gould. F.E.. German Patent 2.161.630:
Ch1.m. Ahsrr. 77: 128200~. (2) Shepherd. T.H. and Gould. F.E.. U.S. Patent 3.635.756;
Chetii. Abstr. 77:21757g. (3) Sukuri, K. and Aoyanagi. S.. Japanese Patent 7433.328;Chetii.
Ahsrr. 82: 100345~.
(4) Guttag. A., U.S. Patent 3.633.546; Chem. Absrr. 77:7497r. (5) DeLong. C.F. and Shepherd, T.H.. U.S. Patent 3.669.691;
Chem. Absrr. 77:99923c. (6) Chiolle. A.. et al. German Patent 2,233,139; Chem. Absrr.
78:112145t. (7) Kopecek, J., et al.. J . Polymer Sci.. Part A-1.9. No. 10. 2801
(1971); Chtm. Absrr. 76:6697w. (8) Lim. D.. et al., German Patent 2.051.631; Chem. Absrr. 75:
52662k. (9) Imperial Chemical Industries Ltd.. French Patent 2.!37.866;
Chrm. Absrr. 7955697~. (10) Ewell, D.G., U.S. Patent 3.647.736;Chem. Ahsir. 76:154737b. (11) Seiderman, M., U.S. Patent 3.639324; Chem. Absir.
76:141762f. (12) O'Brien. W.J.. et al., J . Biomed. Marer. Res,. 6 (PI. I). I5
(1972); Chem. Abstr. 76:9M)17g. (13) Tauman, H., et al., U.S. Patent 3.808.686; Chem. Absrr. 81:
68593~. (14) Shepherd. T.H. and Gould, F.E.. U.S. Patent 3.674.901;
Chem. Absrr. 77:79566k. (15) Salve. S.A., French Patent 2.178.760,Chem.Ahstr. 81368589b. (16) Stoy, V.. et al., Czech. Patent 138.497; Chem. Absrr.
76: 17824~. (17) Gould, R., French Patent 2.181.756; Chem. Abstr. 81: 1 1 1486e. (18) Kojima, K.. etal.,J. PulymerSci.. Part B.9, No. 6,453(1971);
Chem. Absrr. 75:64562r. (19) Andrade. J.D.. el al.. Trans.. Amer. Sot. Artif. Intern. Organs,
17. D 222 (19711: C h e i . Abstr. 76:150627t. . . . . . (20) Taylor,G.R..etal..J.Surg.Res.. 11. No.8.401 (1971);Chem.
Abstr: 76: 10764k. (21) Bawic. M., et al..J. Biomed. Marer. Res.. 5. No. 3,225 (1971);
Chem. Absrr. 75:40389p. (22) Anzuino, G. and Robbins. C.R.. U.S. Patent 3.619.1 14; Chem.
Ahstr. 76: 17730e. (23) Nowak. F.A.. et al., U.S. Patent 3.726.288; Cheni. Absir.
79977 Ir. (24) Shepherd. T.H. and Gould. F.E., U.S. Patent 3.577.518;
Chrm. Ahsrr. 75:25243t. (25) Micchelli. A.L.. et al.. German Patent 2.317.484; Chem. Absrr.
80:40930m. (26) Gould. F.E. and Shepherd. T.H.. U.S. Patent 3.641.237;
Chem. Absrr. 77:39234u. (27) Kliment, K.. el a]., Czech. Patent 137.383; Chetii. Absrr.
75:91258c. (28) Skoultchi. M. and Meier, E.A.. U.S. Patent 3.836.571; Chcwi.
Absrr. 82: 178291. (29) Skoultchi. M. and Meier. E.A.. U.S. Patent 3.795.733; Chmi.
Ahsrr. 81:68554rn. (30) Akay. M.. et al.. J . Oil & Colorrr Chi,niisrs' Assti.. 56. p 86
(1973). (31) Rohm and Haas Co.. Industrial Coatings Div., personal com-
munication. 1976. (32) Koral. J.N. and Petropoulos. J.C..Am. Ch~ni . &1c.. Div. Org.
Coatings. Plaslics. Chctii.. Prepritiis 25. No. I . p 34 (1965); Chrni. Abstr. 65: 18845f.
(33) Klein. D.H. and Elms. W.J.. J ~ U R N A ~ . O F P A I N I . T E C H N ~ L ~ G Y . 45. No. 576.68 (1973). Gregorovich. B.V. and Sanderson. J.J.. German Patent 2.357.152; Chrrti. Ahsrr. 82:74608u. Higashimura. E. and Kishita. K.. Japanese Patent 71 29.273; Chizm. Absrr. 77:36541f.
(36) Bolgiano, N.C. and Spang. A.R.. U.S. Patent 3.361.696;Chem. Abstr. 68405 10b.
(37) Matsudaira. T.. el al.. Japanese Patent 75 114.440: Chem. Ahstr. 84: 19290a.
(38) Berenschot. D.F.. et al.. German Patent 2.252.065; Chenl. Abstr. 79:20419c.
(39) Berenschot. D.F.. et al.. German Patent 2.505.829; Chem. Abstr. 85:7372m.
(40) Koral. J.N.. el al.. U.S. Patent 3.218.280: Chmi. Abslr. 64:3849g.
(41) Heppolette. R.L.. et al.. German Patent 2.531.802; Chem. Absrr. 84: 1523631.
(42) Aida. K.. et al.. Japanese Patent 75 123.731; Chmi. Ahstr. 84:91761x.
Journal of Coatings Technology

SURVEY OF CROSSLINKING EMULSIONS - IV
(43) Ide. F, and Kishida, K.. Japanese Patent 72 19,610; Chem. Absfr. 77: 166302q.
(44) Okoshi. N. and Watanabe. S.. Japanese Patent 75 115,236; Chem. Absfr. 84:46210f.
(45) Kiessling. H.J. and Herbst, D., German Patent 2,046.458: Chem. Absfr. 75:22661s.
(46) Vinches, G. and Suarez de Moreno. P., German Patent 2,247,415; Chem. Abstr. 79:6722q.
(47) Moore, C. and Parrish, D.B., U.S. Patent 3.598.770; Chem. Absfr. 75: 14189 Ib.
(48) Terada, S. and Yamada. K., Japanese Patent 71 04.833; Chem. Abstr. 76:4536w.
(49) Snuparek, J . and Krejcar, E., Farbe Lack. 81. No. 7, 597 (1975); Chem. Absfr. 83: 165888~.
(50) Calbo. L.J., Nonpolluting Coatings Coating Processes. Proc. ACS Symp., p 25 (1972); Chrm. Absfr. 79:54934g.
(51) Hirschmann. A.. German Patent 2.258.041; Chem. Abstr. 79:802Wp.
(52) Watanabe. T. and Kosaka, Y., Japanese Patent 71 41.422: Chem. Absfr. 77:899Y4n.
(53) Rohm and Haas Co., Netherlands Patent 6,609,724: Chem. Abstr. 67:44816h.
(54) Tsubaki. T. and Minami. K.. Japanese Patent 7371.452; Chem. Abstr. 80:I217Wx.
(55) Armour, W.B., U.S. Patent 3,433,701; Chem. A b s f r . 70:9771 Ip.
(56) Parrish. D. and McDuff. J.M.. U.S. Patent 3,577,554: Chem. Abstr. 75:37626h.
(57) Gross. J.R. and McFadden, R.T., U.S. Patent 3.926.891; Chem. Abstr. 84:91048v.
(58) Tucker. H.A.. German Patent 2,454,253: Chrm. Abstr. 85:94WSd.
(59) Chikazoe. Y. and Yamamoto, Y.. Japanese Patent 75 113,593; Chem. Abstr. 84:31WIw.
(60) Matsuda. H. and Kano. Y.. Japanese Patent 73 23.881; Chem. Abstr. 79354287~.
(61) Lewis. S.N.. JOURNALOFPAINTTECHNOL(~~~Y.~~. NO. 502.667 (1966); Chem. Absrr. 66: l lW6p.
(62) Collins. D.V.. British Patent 1.030.195;Chem.Absfr. 65: 405%. (63) Hercules Incorporated. Technical Bulletin Entitled. "Mainte-
nance with Parlon." Chemical resistance tests. (64) May. C.A. and Tanaka. Y.. "Epoxy Resins Chemistry and
Technology." Marcel Dekker Inc.. New York. N.Y. 1973, p421.
(6.0 Kimura. T., et al.. Japanese Patent 73 14.414; Che~n. Abstr. 80:4940%.
(66) Ozawa. H., et al.. Japanese Patent 74 34.546; Ch1.m. Ahstr. 81: 107547h.
(67) Connelly. W.. el al.. U.S. Patent 3,758,428: Chrm. Abstr. 80:61140u.
(68) Cargagna. P.D.. U.S. Patent 3.819.562; Ch1.m. Abstr. 81: 171514~.
(69) Ryabchikova.G.G..etaI.. K a ~ ~ c h . , Rozina. No. 1 . p37.(1975); Ch1.m. Absfr. 82:126127f.
(70) Shirono. K. and Yoshitake. T.. Japanese Patent 74 29,886: Chc,m. Ahsfr. 82: 126526n.
(71) Ohta. T.. et al.. Japanese Patent 73 17.453; Chmr. Absfr. 80:4Y422e.
(72) Yoshikawa. K..et al.. Japanese Patent 73 34,234;Chrm. Abstr. 79380469d.
(73) Ide, F.. et al.. Japanese Patent 74 34,533; Chem. Ahstr. 82:60092j.
(74) Takahashi. M., et al.. Japanese Patent 73 29.531; Cham. Ahsfr. 80:8485 Ir.
(75) Negishi. M., et al., Japanese Patent 74 01,279; Chem. Abstr. 81 :92997d.
(76) Labana. S.S. and Theodore. A.N.. German Patent 2,261,330: Chem. Ahstr. 79393001~.
(77) Fock. J . and Lagua. A,. German Patent 2,226.399; Chrm. Abstr. 80:%971t.
(78) Kosaka. Y., et al.. Japanese Patent 74 13.291; Chem. Absfr. 81: 136Y40m.
(79) Honma. K. and Ueda. Y., Japanese Patent 74 76.989; Chem. Absfr. 82:44416n.
(80) Kawahara. T.. Japanese Patent 74 21,109; Chrm. Ahsfr. 82:73847j.
(81) Nozue, J., et al., Japanese Patent 74 116, 134; Chem. Absfr. 82: 157882e.
(82) ~ a s u d a . ~ . . Japanese Patent 73 68.690; Chom. Absfr. 81: 383292.
(83) Kato, Y., et al., Japanese Patent 73 94.791; Chem. Absfr. 81:14216j.
(84) Kimura. T.. et al.. Japanese Patent 74 13,852; Chrm. Abstr. 82:45261v.
(85) Tugukuni. H. and Kano. M.. German Patent 2.348.153; Chem. Absfr. 8 1 : l 3 n n n ~
~ .. .. .
(86) Isobe, Y., et al., Japanese Patent 74 89.743; Chcm. Ahsfr. 82: 112604~. - - -
(87) Nagata. N., et al.. Japanese Patent 74 10.528; Chcm. Ahsfr. 81:9321%.
(88) ~ inemaisu . H.. et al.. Japanese Patent7388. I90:Chem. Absfr. 81:38149r.
(89) Tazaki, Y., et al., Japanese Patent 74 20,628; Chcm. Absfr. 82:594Wk.
(90) Nagata. N. and Mizuguchi. R.. Japanese Patent 74 10.529;. Chem. Abstr. 81:93187b.
(91) Lanthier, R.. Canadian Patent 863.406; Chem. Absfr. 74: 126741~.
(92) Fujii, M., et al., French Patent 1,460.751; Chrm. Absfr. 67: 12644j.
(93) Ide. F., et al.. Japanese Patent 71 27.149; Chrm. Absfr. 77:21733w.
(94) Burgess. A.J. and Shuttleworth. A.J.. German Patent 2,340,147: Chem. Absfr. 81: 122986~.
(95) Ide. F.. et al., Japanese Patent 71 03,868; Chem. Ahsfr. 76: 15832r.
(%) Malhotra. M.L. and Barrett. K.E.J.,German Patent 2,158,038; Chem. Abstr. 77: 12824811.
(97) Ide. F., et al., Japanese Patent 70 11,708; Ch1.m. Abstr. 73:4679 I U .
(98) Sakai. M. and Matsukawa. Y.. Japanese Patent 74 35.053; Chem. Absfr. 82:126731a.
(99) Jidai, E. and Ono, H.. German Patent 2,519,589;Chr~m. Absfr. 84:61376h.
(100) Ptluger, H.L. and Gebelein, C.G., U.S. Patent 3,252,931; ~ h v m . Absfr. 65:2433h.
(101) Goldschmidt. Th., French Patent 2.072.888; Chc~m. Ahstr. 77:35514n. ~~- ~
(102) Futatsugi, Y., et al., Japanese Patent 74 41.612; Chrm. Absfr. 81:137798h.
(103) Fock, J . and Holtschmidt. U., German Patent 2,352.243; Chem. Abstr. 83:30245q.
(104) Yamamoto, K. and Matsui, I., Japanese Patent 75 94,297; Chrm. Ahsfr. 84: 191 172.
(105) Yamamoto. K.. Japanese Patent 75 40,896; Ch1.m. Ahsfr. 83: 116855a.
(106) Yamamoto. K.. Japanese Patent 75 40,897; Chrm. Abstr. 83: 1168542.
(107) Yamamoto, K.. Japanese Patent 75 36,793; Chrm. Ahsfr. 83:116844w.
(108) Crawford. G.H., et al.. S. African Patent 73 09.217; Chrm. Absrr. 833165784k.
(109) Mitsuda, S.. Japanese Patent 74 01,780; Chem. Absfr. 81: 122620~.
(110) Cantor, H.A., et al.. U.S. Patent 3,223.670; Chem. Ahsfr. 61:8377e.
( I 11) Sugito. S, and Yamagata. A.. JapanesePatent 75 59,587;Chcm. Abstr. 83: 181014q.
(I 12) Sugito, S. and Yamagata, A.. Japanese Patent 75 69,570; Chem. Absfr. 83:18101Sr.
(1 13) Posten. D.J., French Patent 1,571,123; Chrm. Absfr. 72: 44959k.
(114) Yamanouchi, T., el al.. Japanese Patent 73 42.708; Chcm. Absfr. 81:153667v.
(115) Hikarida, S., Japanese Patent 71 37,434; Chem. Absrr. 77: 7655 Ir.
(116) Adelman. R.L.. U.S. Patent 3.081,197; Chem. Absfr. 58: 14184f.
Vol. 50. No. 645. October 1978


SURVEY OF CROSSLINKING EMULSIONS - IV
(197) Shim, J.S. and Jun, Y.S. , Hwahak Konghak, 10. No. 6, 317 (1972); Chem. Abstr. 82:44121n.
(1%) Mark, H.F. and Atlas. S.M.. French Patent 1,438,201; Chem. Absfr. 66:29874m.
(199) Gole. J . and Calvayrac. H..J. PolymerSci., Part C , No. 16(Pt 7). 3765 (1%5); Chem. Absfr. 70:2951 Iy.
(200) Kalal. J . and Klimova. M., Cullecf. Czech. Chem. Common.. 38. NO. 10.31 16 (1973); Chem. Absfr. 81:92165f.
(201) Klein. R. German Patent 2,404,743; Chem. Absfr. 84: 184 1511. (202) Tsga, T., Yamagafa Daigaku Kogakubu Sen'i Seizo Kenkyu
Shisetsu Hokoku. 7. p 13 (1971); Chem. Absfr. 79:6075f. (203) Eskamani. A . . U.S. Patent 4,007,162: Chem. Abstr.
86: 140921b. (204) Annenkova, V.A.. el al.. Vysokomol. Soedin.. Ser. B. 17. No.
4, 300 (1975); Chem. Absfr. 83:98053f. (205) Kalal, J., el al.. Czech. Patent 164.481, Chem. Absfr.
86: 122372~. (206) Schneider. R.. German Patent 1,422,819: Chem. Absfr. 7 9
151605h. (207) Sabirova, D.N., et al., Khim. Volokna, 15, No. I, 26 (1973);
Chem. Absfr. 796580s. (208) Miyauchi, S. and Ohnishi. T.. Japanese Patent 74 48,347;
Chem. Abstr. 84: 1655%~. (209) Mateo. L.J. and Saslre, M.R., Spanish Patent 403,715; Chem.
Abstr. 84:7487 1 r. (210) Tatsukami. Y . . Nippun Setchaku Kyokaishi. 11, No. 4. 186
(1975); Chem. Absfr. 845726111. (21 1 ) Gellen. B.E., el al.. Izv. Vyssh. Ucheb. Zavtd.. Tekhnol. Legk.
Pn~m.. No. 1, 36 (1974); Chem. Abstr. 81:92852e. (212) Taga. T., Yamagata Daigaku Kugakubv Sen'i Seizo Kenkyu
Shisersu Hokoku. 7 , p 19 (1971); Chem. Abstr. 7920096~. (213) MacLeod. A.C.. German Patent 2.161.408. Chrtn. Absfr.
77: 103454~. (214) Holly. D.W. and Kekish, G.T.. U.S. Patent 3.733.286: Chem.
Abstr. 7920578d. (215) Chick, N. and Means. G.N.. German Patent 2,257,458; Chem.
Absfr. 7955 188d. (216) Holly. D.W. and Kekish. G.T.. U.S. Patent 3,772,073: Chem.
Abstr. 80:61322e. (217) Epple D.W.. U.S. Patent 3,776.758; Chem. Abstr. 81:27368k. (218) Khun. M. and Harris. M., German Patent 2,536,629; Chem.
Abstr. 84: 181 182p. (219) Larsson, B.F. and LeSota, S . , U.S. Patent 4,016,127: Chem.
Absfr. 86: 173 105s. (220) Haschke, H., et al.. German Patent 2.330.260: Chem. Absfr.
84:5651g. (221) Ide. F., et al.. Japanese Patent 74,114,660; Chum. Abstr.
83: 11481~. (222) Osberghaus. R.. German Patent 2.419.046; Chrm. Absfr.
84:7%03q. (223) Sabirova, D.N., et al., Izv. Vyssh. Ucheb. Zaved.. Khim.
Khim. Tekhnol.. 16, No. 12. 1889 (1973); Chem. Abstr. 81350423h.
(224) Nakatsuka. K., el a].. Japanese Patent 5033,418; Chem. Absfr. 74:65667v.
(225) Deutsche Gold-und Silber-Scheideanstalt vorm. Roessler, British Patent 956,646; Chem. Absfr. 61:3274g.
(226) Higashimura. E.. et al.. Japanese Patent 70 37,031; Chem. Abstr. 74:77470p.
(227) Ide. F. and Kobayashi. S., Japanese Patent 71 04.898; Chem. Absfr. 76: 114984~.
(228) Nakatsuka. K.. el al., Japanese Patent 71 04.897; Chem. Abstr. 76: 114983~.
(229) Nakatsuka. K.. el al., Japanese Patent 7028,502; Chem. Absfr. 75:75 13b.
(230) Ohyama, T . and Suzuki. F., Japanese Patent 74 10,971; Chem. Absfr. 83:62004b.
(231) CIBA Ltd.. Netherlands Patent 6,603.821; Chem. Absfr. 67: 11975f.
(232) CIBA Ltd., French Patent 1.534.628; Chem. Abstr. 71: 13735j. (233) Spaulding. D.C., Belgian Patent 630.641; Chem. Abstr. 61;
4572a. (234) Kanzaki, T . , Japanese Patent 72 45.412; Chem. Absfr.
80:135011b. (235) Braun, D., Makromol. Chem. 44/46, p 269 (1%1).
(236) Kurihara, Y . , el a].. Bull. Chem. Sot. Japan. 38. No. 1, 29 (1%5); Chem. Abstr. 62: 10326h.
(237) Yamagishi. K. , Nippon Kagaku Zasshi. 80, p 764 (1959); Chem. Abstr. 55334930.
(238) Ioffe. B.V. and Zelenin, K.N.,Dokl. Akad. Nauk SSSR, 141, p 1369 ( [ % I ) ; Chem. Absfr. 56: 14038b.
(239) Suda. H.. et al.. Kogyo Kagahu Zasshi. 60, p 508 (1957); Chem. Absfr. 53: 7462e.
(240) Blanchette, J.A., U.S. Patent 2.962.477; Chem. Abstr. 55: 8945d.
(241) CIBA. Ltd., British Patent 839,377; Chem. Abstr. 55:2181h. (242) Naarmann, H., el al., German Patent 1,915,576; Chem. Absfr.
74:55297k. (243) ~ o o d a r d . D.G.. French Patent 2.064.286; Chem. Absfr.
76: 15575011. (244) Mironova. N.M.. et al., Nauch. Konf. Yan)slav. Tekhnol.
Inst.. 22nd. p 136 (1971); Chem. Abstr. 77:75552e. (245) Barabas. E.S. and Fein. M.M.. U.S. Patent 3.635.868; Chcm.
Absfr. 76: 128208k. (246) B.F. Goodrich. British Patent 654.243; Chenr. Abstr. 46; 2567h. (247) Askarov. M.A. and Pinkhasov. S.R.. Uzb. Khim. Zh..8. No. 6 ,
45 (1964); Chem. Absfr. 62: 10522d. (248) Roehm and Haas G.m.b.H.. Belgian Patent 669.781; Chcjm.
Abstr. 65: 168681. (249) Hoffenberg, D.S. and Zaccardo, L.M.. U.S. Patent 3,213.072. (250) N.V. de Bataafsche Petroleum Maatschappij. British Patent
672,757; Chcm. Abstr. 47:8087f. (251) Berthet, M., Bull. Classu Sci. Acad. Roy. Brlgi,.. 27, p 212
(1941); Chem. Abstr. 37:3400(5). (252) Maksudov. N.Kh.. Enileeva, Z.Sh., Vsb.. Sitrfcz iPrimcnc,nic,
Novykh Khim., Preparafov Pmfiv Villa Khlopchotnika, p 68 ( 1975); Chem. Abstr. 85:46243q.
(253) Badische Anilin-und Soda-Fabrik A.-G.. French Patent 1,538,929; Chem. Absfr. 71:9263 Iy.
(254) Caldwell. J.R.. et al., U.S. Patent 3,312,675; Ch6.m. Absfr. 67:22406x.
(255) Duersch, W . . German Patent 2.449.733; Chem. Absfr. 85: 125736f.
(256) Donnavant, W.R., et al., U.S. Publ. Pat. Appl. B 385.483; Chem. Abstr. 84:151474t.
(257) Reed. S.F.. J . Org. Chem.. 30, p 3258 (1%5). (258) Arcus,C.L. and Salomons. N.J..J. Chizm. Soc.. p 1515 (1962);
Chem. Abstr. 57:2105f. (259) Kuchkov. B.P., Matu. Nauch. Konf. Savnarkhoz. Nizhne-
volzh Ekun Raiona Volgograd. Polittkh. Insf .. Volgograd. No 2 , p 28 (1%5); Chem. Abstr. 669467 Ig.
(260) DeutscheGold-und Silber-Scheideanstalt vorm. Roessler. Bel- gian Patent 644,459; Chem. Absfr. 63:5845a.
(261) Pozdnyakov, E.,etal.,Tr. Mosh. Khim.-Tekhnol. Insf. No.61. p 237 (I%9); Chrm. Abstr. 73326160~.
(262) Kanaya, Y . and Inami. T . . Japanese Patent 13.262('67); Chem. Absfr. 68:22476r.
(263) Geocke, M. and Nagelschmidt. R.. German Patent 1,291,509; Chem. Absfr. 70: 107336111,
(264) Isaacs. P.K. and Dearborn, E.C., Am. Chem. Sot. . Div. PulymerChem.. Preprints2. No. 2. p 123(196l);Chem. Absfr. 591801~.
(265) Isaacs, P.K. and Dearborn, E.C., German Patent 1.253.454; Chem. Abstr. 68322475q.
(266) Sumitomo Chemical Co.. Ltd. French Patent 2.026.240; Chcm. Absfr. 74: 126735q.
(267) Yamanouchi, S. , et al., German Patent 1,962,848; Chrm. Absfr. 73:78164h.
(268) Mori, K., el al., Kobunshi Kagaku, 25, No. 284. 775 (I%@; Chem. Absfr. 70: 115804~.
(269) Breslow, D.S., U.S. Patent 3,284.42I;Chem.Abstr. 66:29878r. (270) Hercules Powder Co., British Patent 1.009,771; Chenr. Absfr.
64:8399h. (271) Breslow, D.S., U.S. Patent3.261.786;Chem.Abstr. 65:20317a. (272) Ysunoda, Y . , Kogyo KagakuZasshi, 63, p 1670(1960); Chem.
Absfr. 58: 13077~. (273) Lewis. J.T. and Malani. C., French Patent 1.577.875; Chcw.
Abstr. 72:91200r. (274) Mori. K. and Nakamura, Y.,J. PolymerSci.. ParfB.8. No. 1.7
(1970); Chem. Abstr. 72: 1 I2l%m.
Vol. 50, No. 645, October 1978

J.R. GRAWE and B.G. BUFKIN
(275) Mori, K . and Nakamura. Y . . Kobrrnshi Kngokrr. 26. No. 291. 491 (1%9); Chem. Abstr. 71:92180a.
(276) Mori, K. and Nakamura. Y .. Kogyo Kagnhrr Zosshi. 72. No. 8. 1652 (1%9); Chrm. Abstr. 72:2211 la.
(277) Nakamura. Y . and Saito. M.. Kohrtrlshi Kagrrhrr. 22. No. 246. 646 (1%5); Chrm. Absrr. 64: 16063~.
(278) Mori. K. and Nakamura, Y . . J . Polymer Sc,i.. Port A-I. 9. No. 3. 639 (1971): Chrm. Abstr. 74:142384a.
(279) Logothetis. A.L.. German Patent 2.216.5430; Chem. Ahstr. 78:855430a.
(280) Stamicarbon. N.V.. Netherlands Patent 6,503,709; Chcwr. Ahstr. 66:29566n.
(281) Sobue. H.. et al.. Kogyo Kogrtkrr Zosshi. 61, p 1328 (1958); Chem. Abstr. 56:6158d.
(282) Suzuki. F., Enko Biniirrr To Porimn. 11. No. 6. 27 (1971); Chrm. Absrr. 75: 141446k.
(283) Cook,P.M.. British Patent 1.161.259;Chrm.Abstr. 71: 9238311. (284) Sobue. H.. et al.. Kogyo Krrgrrkrr Zrrsshi. 62, p 1764 (1959);
Chrm. Absrr. 57: 13985b. (285) Gerard. M.H..Soc. Plrrsr. Eng.. Tech. Pap. . 17, p480 (1971);
Chum. Abstr. 75377542~. (286) Hirooka. M.. et al., German Patent 2.110.1430; Chc,m. Ahsrr.
76:26192h. (287) Bobyrev, V.G.. F~mhrs. Org. Soc~clin. Polim.. p 62 (1972);
Chem. Abstr. 81:4338m. (288) Guenthner. R.A.. U.S. Patent 3.207.730; Chc,m. Abstr.
64:3363f (289) Huana. C . Y . , et al.. German Patent 2.125.047; Chetn. Abstr.
76: 1 lG03r. (290) Zima. H.. German Patent 1.041.250: Chrrn. Absrr. 54:20015d. (291) Solodkin, V.E.. Vysokomol. Soedin., Ser. B . , 14, No. 9, 712
(1972); Chc~m. Absrr. 78:4725y. (292) Saidov. B.D.. et al.. U.S.S.R. Patent 349.693; Chrm. Absrr.
78 :29760u. (293) Ina. T., et al.. Nippon Kagrrhrr Knishi. 2, p 407 (1973); Chrm.
Absrr. 78:137629s. (294) Gobran, R.H., et al., French Patent 1,399,222; Chrm. Ahsrr.
64:2259c. (295) Egawa. H.. Japanese Patent 74 04,782; C h r m . Ahstr.
81:26235c. (2%) Baba, Y . and Kodama, H., Japanese Patent 72 46,769; Chrm.
Absrr. 80: 15847g. (297) Suvorova, E.A., et al., Kauch. Rezinu. 32. No. 10. 4 (1973);
Chc,m. Ahstr. 80:60762m. (298) Naarmann, H. and Willersinn, H., German Patent 2.062.736;
Chem. Absrr. 77: 127415j. (299) Berlin, A.A. and Rabia. A.M., Vysokomol. Soedin.. Srr . B . .
IS, No. 6.416 (1973); Chrm. Abstr. 79:115906y. (300) Rosenberg, A. and Heusinger, H., Eur. Polymer J.. 9. No. 7.
567 (1973); Chem. Abstr. 79: 126881n. (301) Marx, M.. et al.. U.S. Patent 3.627.659; Chc,m. Ahstr.
77:7452x. (302) Badische Anilin-und Soda-Fabrik A.-G.. French Patent
1.57 1,848, Chem. Abstr. 72:80472e. (303) Rostovskii, E.N.,et al., Vysokomol. Sordin.. Srr . B, 11, No. 8,
61 1 (1969); Chern. Absrr. 71: 125342k. (304) Gobran, R.H. and Bernstein, P.. U.S. Patent 3,450,68 I; Chrm.
Absrr. 71362175k. (305) Behrens, R.A., U.S. Patent 3,506,624; C h r m . Absrr.
72: 122663a. (306) Ermidis, N.P., German Patent 2,053,209; C h r m . Absrr.
75:37636m. (307) American Cyanamid Co.. Netherlands Patent 6,612,143;
Chem. Absrr. 67:54973w. (308) Thelin. J.H.. U.S. Patent 3,441,548; Chem. Abstr. 71 :4357k. (309) American Cyanamid Co., Netherlands Patent 6,607,047;
Chem. Abstr. 67:3541w.
(310) Isao. K.. et al.. Japanese Patent 74 00.524: Chem. Abstr. 81: 145941.
(31 1) Ohtomo. K. and Murata. T.. Japanese Patent 74 16.691;Chc,m. Ahstr. 8I:50960f.
(312) Shirane. K . . Japanese Patent 74 14.729; Chrtn. Abstr. 81 :50935b.
(313) Bamford. C.H. and Lindsay. H.. P~~lyrrrc~r. 14. No. 7. 330 (1973); Chrm. Ahsrr. 80:3WYv.
(3 14) Morris, R.E. and Tucker. H.. German Patent 2.336.257: Chrrn. Absrr. 81:92767d.
(315) Evani. S.. et al.. German Patent 2.333.301; Chc,trr. Abstr. 81:92212u.
(3 16) Tahan M., et al.. Isr. J. Chcvn.. 10. No. 44.835 (1972); Chcjrn. Absrr. 78:84854c.
(317) Waldron. T.F.. Belgian Patent 647,926; Ch<,rrr. Absrr. 63: 1012Yd.
(318) Collette. J.W. and Keown. R.W.. French Patent 1.426.602; Chrm. Ahstr. 65:12388a.
(319) Goecke. M. and Nagelschmidt. R.. German Patent 1.258.596; Cham. Abstr. 68:5164k.
(320) Farbenfabriken Bayer A,-G.. French Patent 2.000.1Y6; Chorn. Ahstr. 72344819q.
(321) Fukuda. T.. et al., Japanese Patent 74 93,428; Cltc,ttr. Abstr. 82: 113286j.
(322) Rohm and Haas Co.. British Patent 926.283; C/rc,rrr. Ahsfr. 59:5368a.
(323) Badische Aniln-und Soda-Fabrik A,-G.. French Patent 2.018.843; Chcvn. Absrr. 74:127689q.
(324) Sanner. A. and Krauch. C.H.. S. African Patent 69 06.643; Chrrn. Abstr. 73:8Y039x.
(325) Pittman. A.G. and Wasley, W.L.. U.S. Patent 3,518.1 14: Chrm. Absrr. 73:78502s.
(326) Spivey. B.E.. Brit ish Patent 1.168.396; C h ~ n r . Ahsrr. 72: 13420~.
(327) Reinhard. H.. et al.. German Patent l.9t4.743; Chon. Ahsrr. 73:99733h.
(328) Huang. C . Y . . et al., German Patent 2,345.999; Cltc,tn. Ahsrr. 81:16519j.
(329) Askarov. M.A.. et al.. Uzh. Khini. Zh . . 16. No. 4. 58 (1972); Chrm. Absrr. 77: 122669~.
(330) Kine, B.B. and Kucsan, J., German Patent 1.209.685; Clrc,rn. Abstr. 64: 12967h.
(331) Shiratuchi. E. and Terashima. T.. Japanese Patent 71 18.141; Chum. Ahsrr. 75:77946u.
(332) Balle. G. and Kolbe. G.. German Patent l.938.038; Clrrrtr. Abstr. 74: 1 I2662b.
(333) Becker. K.H.. et al., German Patent 2.364.364; Chc,rn. Absrr. 83: 194489~.
(334) Jackson. H.L. . U.S. Patent 2,832.746; ('hc,r~r. Ahstr . 52: I5129d.
(335) Gustav. S.. et al.. German Patent 1.103.569; Cftcv~r. Ahstr. 55:27940g.
(336) Monastyrskaya. M.S.andTmbka. L. l . . l zv . Vysshihh Uc,hc,bn. Znvc~drnii. Tc.hhno1. Lc,gkoiProrn.. I , p 5 1 (I')hh); Chcm. Ahsrr. 64: 17830h.
(337) E.I. du Pont de Nemours and Co.. British Patent 1,023.248; Chtrn. Absrr. 64: 17837a.
(338) Apotheker, D.. U.S. Patent 3.317.451; C h r m . Ahstr . 67:227 10s.
(339) Jungk. H., U.S. Patent 3.147.318; Chetti. Ahstr. 62:719b. (340) Spektor, E.M. and Gutman. A.M.. Lokohrosoch. Mnrer. Ihh
Primcw., 4 , p 33 (1968); Chern. Ahsrr. 69:8803 Iu. (341) Shteinberg. S.A.. et al., Polim.. Sinrp.. I , p 259 (1971); Chorr.
Abstr. 81: 170901~. (342) Tarasova, Z.. et al.. Lrrrc,hsy. P 89 (1973); C'hrm. Abstr.
81:154246u.
Journal of Coatings Technology

Future Society Meetings
Chicaao (Jan. 15) - "SURFYNOL NONIONIC Los Angeles - (Nov. 13) - "PRACTICAL FILM
B~OC~DE TESTING" - Robert Smith, of Abbott Laboratories; and "SOLVENT RESTR~CT~ON - LIMITATION OR OPPOR- TUNITY" - John Gordon, Jr., of Uni- versity of Missouri - Rolla.
(Jan. 8)- "HIGH SOLIDS RESINS A N D COATINGS" - Speaker to be an- nounced; and "MICROBIAL PROBLEMS IN PLANTS" - William Machemer, of Troy Chemical Corp.
(Feb. 5) - "FSCT SLIDE PRESENTA- TION" - Federation Officers; and "SURFACTANTS AS RELATED TO THE PAINT~NDUSTRY" - Julius Deutsch, of Stepan Chemical Co.
(Mar. 5) - "AMINE SOLUBILIZERS FOR WATER-SOLUBLE 1NDUSTRlAL COATINGS" - Dr. Zeno W. Wicks, Jr., of North Dakota State University; and "MARKETING - RESEARCH INTERAC- TIONS" - Dr. Robert Bumb, of Dow Chemical Co.
(Apr. 2) - "ACCELERATED WEATH- ERING" - George Grossman, of Q- Panel Co.; and "YOU CAN'T AFFORDTO BE WITHOUT SAFETY" - Gilbert Cain, of Hercules Incorporated.
Cleveland
(Nov. 9) - "MANAGEMENT A N D BEING MANAGED" - Dr. Benjamin Luberoff, of Chemtech Magazine.
(Jan. 23)-Annual joint meeting with Cleveland Paint & Coatings Associa- tion. "LIVING WITH GOVERNMENT REGULATIONS" - Panel Discussion.
(Feb. 21) - Joint meeting with Cleveland Section of American Chemi- cal Society. "METAL CLUSTERS;" "SURVEY OF COATINGS A N D POLYMER CHARACTERIZATION TECHNIQUES;" "WHAT DOES A (PAINT) CHEMIST DO? WHAT A R E T H E CAREER OPPORTUNITIES I N (PAINT) CHEMISTRY?;" and "WOMEN I N CHEMISTRY."
(Apr. 12) - Meeting to be held at Ohio Edison Nuclear Power Plant. Perry, Ohio.
(May 17) - "ART OPENS WAY FOR SCIENCE" - Dr. Jon B. Eklund, of Smithsonian Institution.
SURFACTANTS" - Noshir F. Chinoy, of Air Products & Chemicals, Inc.
(Mar. 19) - "NEW DEVELOPMENTS I N THE F I E L D OF GLOSS EMULSION PAINTS" -John Bax, of Scott-Bader.
(Apr. 16) - "ACCELERATED WEATH- ERING ANDFADING"- R. Metzinger, of Atlas Electric Devices Co.
(May 14) - "USE OF ORGANO TITA- NATES IN COATINGS" - Salvatore J. Monte, of Kenrich Petrochemicals. Inc.
(Nov. 8) - "COLOR COMMUNICA- TIONS" - George Lorditch, of Mac- beth, Div. of Kollmorgen.
(Jan. 10) - "SURFYNOL NONIONIC SURFACTANTS"- Noshir F. Chinoy, of Air Products and Chemicals, Inc.
(Feb. 14) - "SLEUTHING WITH A MICROSCOPE" - Dr. Walter C. McCrone, of Walter C. McCrone Asso- ciates.
dd quality to your paint
substrate and exposed paint surface.
RESULT: a reinforced paint film with in- creased durability, weatherability, and re- sistance to chalking, checking, heat, light, chemicals and moisture penetration.
Write for test data and formulations today!
I MICA'S "protective shield" helps paint last longer.
Vol. 50, No. 645, October 1978 101
Golden Gate
(Nov. 8) - "COLOR COMMUNICA- TIONS" - George Lorditch, of Mac- beth, Div. of Kollmorgen.
INCORPORATED 1908
RIDGEWAY CENTER BUILDING STAMFORD, CONNECTICUT 06905 Phone 2 0 3 - 324-9531

(Mar. 14) - "NEW DEVELOPMENTS I N THE F I E L D OF GLOSS EMULSION PAINTS" -John Bax, of Scott-Bader.
(Apr. I I)- "ACCELERATED WEATH- ERING ANDFADING"- R. Metzinger, of Atlas Electric Devices Co.
(May 9) - "USE OF ORGANO TITA- NATES IN COATINGS" - Salvatore J. Monte, of Kenrich Petrochemicals, Inc.
(June 13)- Annual business meeting and election of officers. "SPACE RE- SEARCH AT JPL" - Speaker from the' Jet Propulsion Laboratory, Calif. In- stitute of Technology.
ituent Sc
BALTIMORE (Third Thursday-Eudowood Gardens, Towson). GORDON ALLISON. McCormick Palnt Works, 2355 Lewis Ave., Rockville, Md. 20851.
BIRMINGHAM (First Thursday-Warwickshire County Cricket Ground). R.G. SMITH. Arthur Holden & Sons Ltd., Bordesley Green Rd., D:-:-~L- m, England.
AGO (First M rious suburban locations). d. HILLE, Un I . Rockwell, Chicago, Ill.
.C (Second M , ..,.., ., ..., Mar., May in Columbus; , Feb., Apr. ... L...u...,,,., Kings Island Inn). WILLIAM J. FROST. hemical Co., P.O. Box 2219, Columbus, Ohio 43216. 'ELAND (Second Tuesday-meeting sites vary). JACK hers, Inc., 214 Northfield Rd., Bedford, Ohlo 44146. ,AS (Thursday following second Tuesday-Vic's Gallery Restau- IARD WILLIAMSON. Tnn~ty Coatings Co., P.O. Box 721, Fort Worth,
onday-meet) ited Coatings
ing sites in val , Inc., 3050 h
"L,., YCC.
Ashland C CLE'V
Body Brot DALI
.."-*\ D.,.>
Montreal
(Nov. 8) - "SAFETY IN THE PAINT PLANT" - G.E. Cain, of Hercules In- corporated.
(Dec. 6) - Technical Committee re- port "FREEZE-THAW AND ADHESION OF LATEX PAINTS."
(Jan. 10) - "UPDATE ON WATER- BORNE FINISHES": Latex Stains - M . Belanger, of Union Carbide Canada Ltd.; Interior Gloss Paints - A. Mar- chetti, of Nacan Products Ltd.; and Air Dry Maintenance - R. Fraser , of C.N.R. Research Centre.
(Feb. 7) - "FLOW IMPROVEMENT IN LATEX GLOSS AND SEMI-GLOSS PAINTS" - Panel discussion.
(Mar. 7) -Annual joint meeting with Quebec Paint Industry Association. "MARKETING OF CONSUMER PAINT PRODUCTS" - B. Wayne, of Interna- tional Paints (Canada) Ltd.; and "THE PROFESS~ONAL CHEMIST IN THE COAT- INGS INDUSTRY" - F. Bonnier, of Car- ter White Lead.
(Apr. 11) - "FSCT SLIDE PRESENTATION"- Federation Officers.
(May 2) - WORKSHOP NIGHT: Color Matching, Metr$cation, Quality Con- trol, and Technical Service.
,P#,.,. n.1c.r
Tex. 76101 DETR
STREEK, N 48192.
cnr T
I. :OIT (Fourth 'yandotte Pail
Tuesday-Ra ~t Products, I
ckham Mema nc., 1430 Syc
rial Bldg.). G amore, Wyan
,,,3EN GATE (Monday before third Wednesday-SabelIa's Restau- rant, San Francisco). SHARON VADNAIS. E.T. Horn Co., 7700 Edgewater Dr., Oakland, Calif. 94621.
HOUSTON (Second Wednesday-Maniott Hotel, Astrodome). SAMUEL L. LOE, JR Samuel Loe Co., Inc., 4715 S. Main St., Houston, Tex. 77002.
KANSAS CITY (Second Thursday-Washington Street Station). WILLIAM SMITH IV, Conchemco, Inc., P.O. Box 37, Kansas City, Mo. 64141.
LOS ANGELES (Second Wednesday-Steven's Steak House). JAN P. VAN ZELM, McCloskey Varrush Co., 5501 E. Slauson Ave., Los Angeles, Calif. 90040.
LOUISVILLE (Third Wednesday-Essex House). P.W. HARBAUGH. Re- liance Universal, Inc., 4730 Crittenden Dr., Louisville, Ky. 40221.
MEXICO (Fourth Thursday-meeting sites vary). EMILIO SANT dustrias Resistol, S.A., Apartado Postal 44-997, Mexico 12, D.F.
MONTREAL (First Wednesday-Bill Wong's Restaurant). B. wnhl Rinlsh (Canada) Ltd., 380 Des Lauriers St., Montreal, Que.,
ENGLAND (Thlrd Thursday-Fantasia Restaurant, ~amb;idge). . MODRAK. Benjamin Moore & Co., P.O. Box 416, Milford, Mass.
YORK (Second Tuesday-Landmark 11, East Rutherford, N.J.). .... .. SCHNALL.T~OY Chemlcal Corp., One Ave. L, Newark, N.J. 07105. NORTHWESTERN (Tuesday after first Monday-Jax Cafe). ROGER AN- CON, 3M Company, 3M Center, St. Paul, Minn. 55101. PACIFIC NORTHWEST (Portland Sectron-Tuesday folla nesday; Seattle Section-the day after Portland; Britic
---.ion-the day after Seattle). C u ~ ~ r s B ~ l ~ ~ ~ . P a r k e r P a ~ n t Co., 33u~ 3. Junett
ILLAN, In-
MCWADE. P.O.
NEW ROBERT G 01151.
NEW M A P V ~ N 1
DERS
Wed 9ppt
)wing second ;h Columbia .---- *
St., Tacoma, Wash. 98409. PHILADELPHIA (Second Thursday-VaIle's Steak House
PENHEIM. McCloskey Varnish Co., 7600 State Rd., Philadelphia, ). BARRY OP- Pa. 19136. - ; Coliseum, - - - PIEDMONT (Thud Wednesday-Howard Johnson's
Greensboro, N.C.). WILLIAM J. CUNANE. Sherwin-Willlams Co.. r.u. Box 4528, High Point, N.C. 27263.
PITTSBURGH (First Monday- New York Skibo Ball, C ical Coatings
'arnegie-Mellc Co., 1085 All1
m University :gheny Ave., Campus). RAYMOND C. UHLIG. Techn
Oakmont, Pa. 15138. ROCKY MOUNTAIN (Mondav arlor to secona weanesaav,. r.n.
MEYERS. Kwal Paints, Inc., P.O. Bo) ST. LOUIS (Third Tuesday-Sal
Thomas & English, Inc., 108 Mullan] SOUTHERN (Gulf Coast Sect
Section-Thursday after third Monaav: Atlanta sectlon-lmro ~nursaavr. FRANKLIN D. RECTOR, Indurall Coati
(Nov. 14) - "UNUSUAL RESINS FOR COATING APPLICATIONS" - Dr. R.W. Lenz, of Cargill, Inc.
(Jan. 9) - "PAINT ADDITIVES AND THE CHANGING PAINT TECHNOLOGY" -John Oates, of Troy Chemical Corp.
(Feb. 8) - Joint meeting with New York Paint and Coatings Association. "LEGISLATIVE UPDATE" (Tentative).
(Mar. 13) - MINIWORKSHOPS - Speakers t o be announced.
(Apr. 10) - "CLASSES OF WATER D~SPERS~BLE BAKING FINISHES" - Nicholas Roman, of Rohm and Haas Co.
(May 8) -PAVAC AWARD NIGHT.
~'5i31 T.A., I ad Bowl Resta phy St., St. L ion-Second . . . .
Ienver, Colo urant). FLOYL ouis, Mo. 631 Tuesday; Ce . . "...
802 17. )THOMAS.JR. 02. ntral Florida
9 - 9 , ,
ngs, lnc., 333: 3 Tenth Ave., . .
N., Birming- ham, Ala. 35234.
TORONTO (Second Monday--( L.V. Lomas Chemical Co., 6365 No
?reat Canadia rthwest Dr., I
n Beef Co.). I
kiississauga, ( . .
4.G. MORRIS. In!.. Canada. .. .
WFQTERN NEW YORK (Second Tuesday-Hollday Inn. Cheektowaga. JORGE C. REID. Spencer Kellogg Div., P.O. Box 210. Buffalo. N.Y.
Journal of Coatings Technology

BIRMINGHAM
Active
GREGORY. DAVID K. - Burrell Colours. Northenden, Manchester. Lancashire. England
CHICAGO
Active
ALEXANDER. CYRIAC P.-The Sherwin- Williams Co.. Chicago, Ill.
ARNOLD. MILTON E., JR.-DeSoto, lnc., Des Plaines, Ill.
Active
ROBINSON. ATLEE W. - Dean & Barry Co. Columbus, Ohio.
SHARP. LOUIS J. - Lilly Industrial Coatings, Inc. Indianapolis. Ind.
Associate
KIRKWOOD.JAMES E. -Spencer Kellogg Di- vision of Textron Inc. Cincinnati. Ohio.
NAAB. THOMAS A. - National Can Corp. Obetz. Ohio.
WILSON. ROBERTC. - IMC Chemical Group Inc. Westerville. Ohio.
NEW YORK
Active
PETERS. JEFFREY R.-Cargill, Inc.. Minneapolis.
PRENOSIL. MICHAEL B.-Champion Inter- national, St. Paul, Minn.
RICHARDS. THOMAS M.-IBM Corp.. Rochester. Minn.
KENEFICK. EMMETT-Thompson Hayward Chemical Co.. Minneapolis. Minn.
SWANSON. WILLARD N., JR.-ChemQuip Corp.. Minneapolis.
Associate
ALTER. LEONARD%-NPDiv. - IMC Chem- ical Group. Inc.. Edison. N.Y.
BLACEER. ROCER P. - Whittaker. Clark & Daniels, Inc., S. Plaintield. N.J.
HOCHHEISER, JOSEPH M. - Uniroyal Chemi- cal. Div. of Uniroyal, Inc. Naugatuck. Conn.
JENE, ERWIN E. - Amsco Div.. Union Oil Co. of Calif., Clark. N.J.
SPIEGEL, MORTIMER J. - Diamond Sham- rock Corp., Morristown, N.J.
YOUNG, VERE- Wexler Contracting Cop., New York. N.Y.
NORTHWESTERN
Active
BARTLETT. JOHN F. - Beadex Mfg. Co., Renton, Wash.
BEAUDET. H . NELSON - Sinclair and Valen- tine. W. St. Paul. Minn.
LUNDEEN. RICHARDH.- Sinclairand Valen- tine. W. St. Paul.
PROSE. CRAIG S. - Contech Inc.. Edina. Minn.
REGAN. JOHN F. - Contech. Inc.. Edina. SAMUDRALA. SUNDARI S. - Farewell. Oz-
mun. Kirk & Co., Golden Valley. Minn.
PACIFIC NORTHWEST
Active
LANTZ. RICHARD G. - Boeing Co., Seattle. Wash.
PHILADELPHIA
Active
BURKE. BERNARD J. - Finnaren & Haley. Inc., Conshohocken. Pa.
FREEDMAN. MARTIN B. - Rohm and Haas Co.. Southampton. Pa.
FRITZ. DONALD J. - Superior Varnish & Drier Co.. Merchantville. N.J.
HOFMANN. BRUCE R.. JR.- McCloskey Var- nish Co., Philadelphia. Pa.
KOSZAREK. EDWARD R.-Finneran & Haley. Inc., Conshohocken.
Associate
Fox. ROY A. - Amoco Chemical Corp.. New York, N.Y.
MEYER. WILLIAM F. - Inland-Leidy Chem. Co.. Baltimore. Md.
PARRELL. JAMES V. - McCloskey Varnish Co.. Philadelphia. Pa.
PITTSBURGH
Active
OTTEMAN, RONALD R. - PPG Industries, Inc., Springdale, Pa.
RATAJEZAK. ERWIN M. - Mobay Chemical, Pittsburgh. Pa.
STIMEL, JOHN E. - PPG Industries. Inc., Springdale.
Associate
DEELO. MICHAEL L. - St. Joe Zinc Co., Pittsburgh. Pa.
melarnlne resrn IS m try stand agents.
hylated . I
The reasons aren r - - -- find. Broad compatibility, high sollds at low viscosity, good adhesion and hard- ness, shar~er gloss, higher
cross linl
Get all t write: A ,.
Vol. 50, No. 645, October 1978

Technical Articles in Other Publications Complied by the Technical Information Systems C o m m i t t ~ . Skowronska, Chairman
Farbe und Lack (In German)
Published by Curt R. Vincentz Verlag, 3 Hannover, Postfach 6247, Schiffgraben 43, Germany
VOI. &4 NO. 8 August 1978
Roland, R. A. - "The Effect of New Environmental Laws upon the U.S. Coatings Industry;" 569-572.
Selier, P.. Hoeflaak. M., and Friele, L. F. C. - "Testing of Some Colour Difference Formulae;" 573-578.
Glaser, F.-"Problems of Colour Measurement of 'Brightened Black Inks';" 579-588.
Kiichler. M. - "Solvents. Determination Methods and Minimum Requirements According to DIN Specifications;" 589-590.
Funke, W. and Zatloukal. H. - "Assessment of the Corrosion Protec- tion Characteristics of Paint Films and Other Organic Coatings (3). Adhesion at High Humidity as a Criterion of Corrosion Protection Behavior;" 591-593.
van Neerbos. A. - "Parameters in UV Curable Materials Which Influe'nce Cure Speed;" 241-250.
Evans, A. C., Armstrong. C. and Tolman, R. J. - "The Use of Differential Scanning Colorimetry in Photocuring Studies;" 251- 255.
Davis, M. J.. Doherty. J..Godfrey, A. A., Green, P. N.. Young, J. R. A. and Panish, M. A. -"The UV Curing Behavior of Some Photo- initiators and Photoactivators;" 256-263.
Methven, SirJohn - "The Place of Business in Our Society;" 264-266.
Plaste und Kautschuk mit Fachteil Anstrichstofte (In German)
Published by VEB Deutscher Verlag for Grundstoffindustrie. 27 Karl-Heine Strasse, 7031 Leipzig, E. Germany DDR
Vol. 25 No. 6 June 1978
Peter I. and Wacha, H. - "Study of Processes of Decomposition of Weathered Paint Films in the Electron Microscope;" 361-365.
Journal of the Oil and Colour Chemists' Association Published by Oil and Colour Chemists' Association, Priory Skandlnavisk Tidsskrift f6r Farg och Lack
House. %7 Harrow Road, Wembley, Middlesex. HA0 ZSF, Published by Dansk Bladforlag KIS. Holbersgade 20, 1057 England Copenhagen, Denmark
Vol. 61 No. 7 July 1978 Vol. 24 No. 6 June 1978
Phillips, R. - "The UV Curing of Acrylate Materials with High Inten- Lundberg. B. - "Modern Application Methods - 11, Electrostatic sity Flash;" 233-240. Spray Equipment;" 165-178 (10 pages).
104 Journal of Coatings Technology

meetings /Education
WSC Show Expected to be Largest in Its History; Symposium to Look at Government Regulations
Exhibit space for the Western Coat- Exhibit information is available from Registration and housing information ings Societies' Symposium and Show, Tom Rasmussen, S. Titanium Pigments is available from Thomas M. Dowd. to beheld February 28 to March 2 , 1979 Div., NL Industries, Inc., 4825 San E.T. HornCo.,54I 66thAve.. Oakland, at the Fairmont Hotel. San Francisco, Leandro St., Oakland. Calif. 94601. Calif. 94621. Calif.. is beine filled on schedule ac- I
cording to ~ i h i b i t s Chairman Tom Rasmussen. of the Golden Gate Society for Coatings Technology.
Over 2500 registrants are expected to attend the biennial event and. at the present rate of request for exhibit space, the committee anticipates this t o be one of the largest shows in Western Sym- posium history.
The following companies have re- served exhibit space: Air Product & Chemical. Inc.; Applied Color Systems. Inc.; Ashland Chemical Co.; Eastman Chemical Products; Engelhard Minerals &Chemical Corp; Gardner Laboratory. Inc.; Harrison B Crossfield; E.T. Horn Co.; Hunter Associates Laboratory, Inc.; Johns-Manville Corp.; Manchem Ltd.; Myers Engineering, Inc.; N L In- dustries. Inc.. Titanium Pigments Div.; N L Industries, Inc., Industrial Chemi- cals Div.; Pfizer. Inc.. MPM Div.; Q- Panel Co.; Reichhold Chemicals. Inc.; Rohm and Haas Co.; Spencer Kellogg Div., Textron, Inc.; Tammsco, Inc.; Tenneco Chemicals, Inc.; Troy Chemi- cal Corp.; and Union Carbide Corp.
The theme for the symposium, "A Bold Look into the 80's." reflects the changes forced upon the coatings in- dustry by present and future govern- ment regulations. Both a panel discus- sion and selected technical papers will deal with these regulations and the in- dustry's responses to them.
Symposium Keynote Speaker, Con- gressman Leo J . Ryan (D-Calif.), presently chairs the House Subcom- mittee on Environment. Energy, and Natural Resources which is currently conducting hearings on the Association of (San Francisco) Bay Area Gov- ernments (ABAG) Environmental Management Plan.
The ABAG Plan would require new industries to pay for environmental controls on existing industries in the Bay area. The direct cost of the Plan to existing industries is estimated to be about $45 million per year. Represen- tative Ryan has expressed concern over the Plan and its consequences which he described as "a wet blanket on further development'' in the Bay area.
.vrNe. Georgfa I SANOERSVIUE G
LTE PIGMENTS.KAOU
Vlslt US at Conrad H~lton Hotel durlng t h e Paint Industries Show
Vol. 50, No. 645, October 1978 105

ITIW~~QS / Education (Continued)
Adhesion Society Is Formed to Promote Study of Topic ~ ~ ~ ~ ~ ~ ; ' , ~ ~ ~ , B ~ The formation of The Adhesion Soci-
ety, an interdisciplinary group con- cerned with the science and mechanics of adhesion, has been announced.
The group was formed on March 21, 1978 at its inaugural meeting at the Uni- versity of Akron (Ohio) to promote the study of adhesion and to provide forums and media for increasing and dissemina- tion pertinent knowledge.
Officers elected for two-year terns at the meeting included: President-A.N. Gent, of Institute of Polymer Science, The University of Akron, Akron, Ohio; Vice-President-H.R. Anderson, of IBM, Hopewell Junction, N.Y.; Sec- retary-F.B. Jones, of Phillips Pe- troleum Co., Bartlesville, Okla.; and Treasurer-G.F. Hardy, of Celanese Research Co., Summit, N.J.
The society has planned an annual meeting, to be held during three days in late January or early February in east- ern or southern United States.
The society also publishes a semi- annual newsletter Adhesion covering society activities, announcements, re- lated meetings, and abstracts of papers, and is received by members only.
The regular membership of The Adhesion Society includes scientists whose work and interests lie within the field and includes biologists, chemists, engineers, mathematicians, physicians, physicists, and many from the materials sciences. The annual dues are $15.
Sustaining Members include indus- trial firms, and other organizations or individuals who wish to foster the work of the society.
Correspondence concerning mem- bership should be addressed to the Chairman of the Membership Commit- tee, James R. Huntsberger, E. I. du Pont de Nemours and Co., Plastic Products and Resins Dept., du Pont Experimental Station, Wilmington, Del. 19898.
test surface wear with the
The Ninth Congress of the Skan- dinaviska Lackteknikers Forbund (Federation of Scandinavian Paint and Varnish Technologists) will be held in Stockholm, Sweden, October 15-17, 1979.
The Congress will mark the 25th an- niversary of the founding of SLF and a complete program of papers and social events is planned to commemorate the occasion.
The technical presentations will be aimed at the following subjects: raw ma- terials; paint formulation; physical properties; chemical analysis; applica- tion methods; curing methods; produc- tion technology; industrial hygiene; economy; and future trends. Lectures in one of the Scandinavian languages will be simultaneously translated into English.
Time will also be set aside for visits to local paint production facilities.
Further information about the Con- gress is available from the President of SLF: Borje Andersson, AB Wilh. Beck- er, S. 102-70, Stockholm 9, Sweden.
AFPISME to Host 'Powder Coating V' In Cincinnati, November 8-9
The Association for Finishing Proc-
ABRASER I esses of SME will sponsor the Powder Coatings V Conference and Exhibition
455 Bryant Street, No. Tonawanda, N. Y. 14120/Tel. 716-694-4000/TWX 710-262-1264
in ~incinnati , Ohio, November 8-9, 1978. Sessions will focus on the theme, "Increasing Commitment to Powder Coating through Education."
Sessions will feature the envi- ronmental, materials, equipment and energyleconomics aspects of powder coating during the two-day conference. The various sessions include: (Envi- ronmental) "How America's Air Quality May Affect Your Coating Ap- plications;" (Materials) "Powder: The Highest Solids Coating;" (Equipment) "Practical Systems Design and Appli- cation;" and (Energy and Economics) "Comparative Operating Costs of Finishing Systems."
Preceding the conference, Richard K. Anderson, of 3M Company, St. Paul, Minn., will be installed as President of AFPISME for 1978-79 during its annual meeting, November 6.
For details and registration and housing forms, contact Ed Cher- ryholmes, AFPISME, One SME Dr., P.O. Box 930, Dearborn, Mich. 48128
106 Journal of Coatings Technolog)

People
Harold M. Werner, Manager of Proc- ess and Quality Engineering Depart- ment for the Glidden Coatings and Re- sins Div. of SCM Corp., Cleveland, Ohio, was named the first recipient of the Henry A. Gardner Award by the American Society for Testing and Mate- rials (ASTM).
Mr. Werner, a member of the Cleve- land Society for Coatings Technology, received the honor during special cer- emonies held on June 27, in Boston, sponsored by ASTM Committee D-l on Paint and Related Coatings and Materi- als. Werner was cited for his outstand- ing leadership in the committee and for his contributions to standards for this field.
The Henry A. Gardner Award was established in 1977 in honor of Dr. Henry A. Gardner, an honorary member of ASTM Committee D-I. The award recognizes a member of the committee who has demonstrated sus- tained outstanding competence in man- aginga unit of Committee D-l so that its productivity of standards for the field is high.
Dr. Gardner (1882-1973) attained world-wide fame throueh ~ublication of 12 successive editions :f ' '~h~s ica l and Chemical Examination of Paint. Var- nishes, Lacquers, and Colors," known as the "Paint Testing Manual," and do- nated its copyright to ASTM.
Mr. Werner has been a member of ASTM since 1971. Since that time he served as Secretary of D-l for seven years and is currently Administrative Vice-Chairman.
A native of Reading, Pa., he received his B.S. Degree in Chemistry from Al- bright College in 1942. He has been as- sociated with Glidden since 1942 when he joined the staff as a varnish chemist at the eastern region office in Reading.
Harold M. Werner (left), of Glidden Coatings and Resins Div., was the initial recipient of the Henry A. Gardner Award, of ASTM Committee D-1. Shown with Mr. Werner are Henry
A. Gardner, Jr. (center) and Henry A. Gardner Ill, both of Gardner Laboratory
J. Nelson Hoffman has been named Vice-President, Marketing for Ameron, Inc. Prior to joining Ameron, he sewed as Vice-President of Marketing and Sales for R & G Sloane Mfg. Co. Mr. Hoffman will be headquartered at the company's offices in Monterey Park, Calif.
Augie Ingoglia has been appointed Eastern District Sales Manager for Uni- versal Color Dispersions. He will repre- sent the company across the eastern half of the U.S. and Canada. Mr. Ingog- lia is a member of the National Paint & Coatings Association.
The new officers of the National As- sociation of Printing Ink Makers are: President-Claude Geffken, of J.M. Huber Corp., Edison, N.J.; First Vice-President-Gerald Braznell, of the Braznell Co., St. Louis, Mo.; Second Vice-President-Gordon MacQuaker, ofGeneral Printing Ink Div., Sun Chem- ical Corp., Northlake, Ill.; and Treak surer-mar Flint, of Flint Ink Corp., Detroit.
Indurall Coatings, Inc. has promoted David D. Hood from General Manager and Treasurer to President and Trea- surer.
Prior to assuming his present position as .
Manager of the process and duality En- Union Chemicals Div.9 Union Oil D ~ . ~ ~ ~ ~ ~ t h ~ b ~ t ~ , of H.H. ~ ~ b - gineering Department in 1972, he was Company of California, has promoted ertson co., has been promoted to the group lader of Resins and Polyester, Robert K. Littleton to Senior Sales position of Manager of Chemical Re- acting chief chemist of the Eastern Re- Manager in the Louisville area, which search and ~ ~ ~ ~ l ~ ~ ~ ~ ~ t , pittsburgh, gion, technical director of the Eastern includes . Kentucky, -... . southern Indiana, pn - -, Region. and manager of Laborator" southern Illinois, and St. Louis. ~dkinistration for t i e Glidden coatings and Resins Group, respectively. In 1975, Mr. Werner wasgiven the tempo- rary assignment as operations manager of Lackwerke Wulfing. a subsidiarv of
McCloskey Varnish Co. has ap- pointed Sal Balsamo Sales Representa- tive for the Louisiana area. He will be headquartered in New Orleans.
the Glidden-Durkee biv., wuppe;tal, Germany. Robert Jerabek, of PPG Industries'
Coatings and Resins Div. has been pro- Stephen L. Schmidt has been pro- moted to the position of Scientist at the
moted to Coatings Specialist for the Research and Development Laboratp- Porter Coatings Div., Porter Paint Co. ry, Allison Park, Pa. He has been with He will be based in Louisville, Ky. the company since 1%4.
Jensen-Souders & Associates, Inc. has appointed Jeffery S. Chiu to the po- sition of Sales Representative for II- linois and northern Indiana.
Kevin Kearney has joined the techni- cal sales force of New England Resins & Pigments Corp., Woburn, Mass. He will be responsible for the Connecticut, western Massachusetts, and Vermont territories.
Vol. 50, No. 645, October 1978
John A. Gordon, Jr. has been ap- pointed as a Lecturer in chemistry at the University of Missouri-Rolla. Mr. Gor- don, who recently retired as Manager of Polymer Technical Services, AMSCO Div. of Union Oil CO. of Calif., will di- rect the continuing education activities of the chemistry department, with par- ticular attention to short courses and conferences for the paint industry. He will also teach an introductory course in coatings technology for undergraduate students.
Mr. Gordon has more than 40 vears experience in several areas of the coat- ings industry. He has worked with Na- tional Lead Co., Monsanto, and Benja- min Moore. A co-director and instructor of paint short courses at UMR for the past three years, he has also taught in the evening adult education program in the San Francisco and San Jose, Calif., public schools.
Mr. Gordon is a member of the American Chemical Society and the Los Angeles Society for Coatings Technol- ogy, as well as chairman of the Educa- tion Committee for the Federation of Societies for Coatings Technology.
Lewis P. Larson. Director of paint short courses at UMR since 1971; and originator of several new programs in the series, will continue his participa- tion in the programs. Mr. Larson will work with Mr. Gordon as co-director and instructor of paint short courses.
In a series of appointments, Diano Corp., Woburn, Mass., has named Donald L. Walker North American Sales Manager; Dennis M. Tompkins Associate Product Manager, Color Matching Systems Div.; and Neal Ber- tolone Manager, International Market- ing.
J.M. Huber Corp., Clay Div., in a number of appointments. has named William R. S~V; Manager of Marketing Development. He will be responsible for the-identification, evaluation, and direction of market development ac- tivities. James C. Marvin has been ap- pointed Manager, Industrial Sales. Mr. Mawin has been with the company for 15 years. In his new position, he will be responsible for sales in the U.S. and Canada. Meanwhile, Gary C. Schultz has been promoted to the position of Manager, Technical Services for the di- vision. He most recently served as Technical Sales Representative.
J.A. Gordon, Jr. S.E. Firestone R.G. Trudeau C.R. Huntington
In a series of elections the McCloskey Varnish Co. has named the following new presidents. Samuel E. Firestone has been elected President of McCloskey Varnish Co., headquartered in Phil- adelphia. Pa. Robert G. Tmdeau has been elected President of McCloskey of the West, located in Los Angeles. Carlton R. Huntington has been elected President of McCloskey of the North- west, based in Portland, Oregon.
Mr. Firestone has been associated with the coatings and printing ink in- dustry for over 25 years. He joined McCloskey in 1976 as Industrial Sales Manager and became Executive Vice- President in 1977. Mr. Firestone is ac- tive in the Ink and Paint Association, has been President of the Philadelphia Printing Ink Makers Production Club, and is a member of the Philadelphia So- ciety for Coatings Technology.
Mr. Trudeau has worked for the com- pany as Chemical Salesman, Sales Manager, and most recently as Execu- tive Vice-President and Resident Man- ager. He is President of the Southern California Paint and Coatings Associa- tion and is active in the Los Angeles Society for Coatings Technology.
Mr. Huntington has been with the company since 1950 and has sewed as a Chemist, Technical Representative, and Technical Service Manager. He was named Vice-President in 1%7 and Ex- ecutive Vice-President and Resident Manager in 1975. Mr. Huntington, a member of the Pacific Northwest Soci- ety for Coatings Technology, has sewed on the Board of Directors of the Fed- eration of Societies for Coatings Technology. He is currently President of the Portland, Oregon Paint and Coatings Association.
Hugh W. Haseltine, Jr. has been ap- pointed Marketing Manager for the newly formed Resins Products Dept. of American Cyanamid Co., Wayne, N.J.
Parke Schaffer, Jr. has been named Western Regional Sales Managerfor the Organic Chemicals Div., W.R. Grace & Co. Mr. Schaffer will be headquartered in the division's Chicago, Illinois sales offices and will be responsible for west- ern and southwestern sales territories.
Union Camp Corp. has announced the establishment of a west coast chem- ical sales office to serve Arizona, California, Idaho, Nevada, Oregon, Utah, and Washington. Stephen G. Hawes will serve as Sales Representa- tivefor the Chemical Products Div., and will be based in San Francisco.
In a series of appointments, Diamond Shamrock Corp. has named Jon A. de- Ridder Marketing Manager and George A. McIntosh Technical Manager, both for the Metal Coatings Div.
Tom Gehlhausen has been named Sales Representative for the Paint Div. of United States Gypsum Co., central sales region. He had previously sewed in sales with Pratt & Lambert.
Daniel C. Rosiak has been promoted to the position of General Manager, western region, of the Drew Chemical Co., Specialty Chemicals Div. Hisareas of responsibility will include Idaho and Arizona as well as the Pacific seaboard. Mr. Rosiak will relocate to the San Francisco area.
C. Herbert Pund has been appointed to the position of Technical Director for the Haskell Chemical Co., Richmond, Va. Prior to joining Haskell, Mr. Pund was with Conchemco, Inc. for 10 years. He is a member of both the Vir- ginia and Baltimore Coatings Associ- ations and is immediate Past-President of the Baltimore Society for Coatings Technology.
Journal of Coatings Technology

Bee Chemical Co., Central Coatings Div., has named Gordon Ferron Di- rector of Research. Dr. Fearon has been connected with chemical and coatings research for 17 years. He is a member of the American Chemical Society, the British Chemical Society, and the Soci- ety of Plastics Engineers.
Benjamin Moore & Co., in a series of appointmentsfor the Eastern District of the Technical Coatings Co., Nutley, N.J., has named Courtland Herbert Manager and Joseph B. Calise Sales Supervisor. Mr. Herbert served most recently as Supervisor of the Richmond plant. Mr. Calise was previously a Sales Representative for the Technical Coat- ings Co.
Berger G. Justen heads a new manu- facturers' representative firm, Justen and Associates, Tampa, Fla. Mr. Jus- ten, formerly with Tropco Paint Inc., is a Past-President of the Southern Society for Coatings Technology.
The following appointments in the Chemicals Field Marketing Division of Eastman Chemical Products, Inc. have been announced. G.H. Doerfert, North- east Marketing Manager, W.W. Isbell, Southwest Marketing Manager, J.R. Langston, Midwest Marketing Man- ager, and F.F. Schrum, Jr., Mid- Atlantic Marketing Manager.
Kennard A. Kinzler has been elected Vice-President of the Cook Paint and Varnish Co. Mr. Kinzler will continue his responsibility as Director of the De- troit Automotive and Coil Coatings Di- vision.
Samuel Cabot, 111 has been appointed President of Samuel Cabot, Inc., Bos- ton, Mass. He is the fourth generation Samuel Cabot to hold this position.
Bennett's Glass & Colorizer Paints, Salt Lake City, Utah, has announced the appointments of A. Don MacEwen, to Marketing and Development Man- ager, and Dave Haran, to Sales and Merchandising Coordinator.
Indurall Coatings, Inc., in a series of promotions, has named James Thomas Kilgore, Jr., Corporate Sales Director, Donald Ray Matthews, Director of Sales Administration, and Kenneth Burns, Superintendent - Production and Maintenance.
Michael Plsetzner, of Pigments Div., Sun Chemical Cow, was elected Presi- dent of the Dry Color Manufacturers' Association at the group's annual meeting in White Sulphur Springs, W.Va. recently.
Obituary Gerould Allyn, retired from Rohm and
Haas Co., Philadelphia, Pa., and a 33- year member of the Federation and the Philadelphia Society for Coatings Technology, died September 21, 1978 at his home in Moorestown, N.J.
Mr. Allyn was employed for 30 years with Rohm and Haas Co., joining the firm in 1945 as a Technical Corre- spondent and Sales Promotion Coor- dinator and retiring in 1975 as Sales Promotion Manager.
In 1959, he won first prizein the Roon Awards competition and, in 1975, he was the recipient of the George Baugh Heckel Award for his contributions to the Federation and the Coatings Indus- try.
While at Rohm and Haas, he also helped produce trade show exhibits for the company's Coatings Dept. that won three C. Homer Flynn Memorial Awards in 1%5.
In the Federation, Mr. Allyn was Chairman of the Public Relations Com- mittee for nine years and, following his retirement, served as AudioIVisual Coordinator. He also prepared the booklet "Acrylic Resin," Unit 17 in the Federation Series on Coatings Technol- ogy.
He is survived by his wife, Linda, and one son.
George C. Melvin, of Pacific North- west Society, died on August 3, 1978. He was President of the Pacific North- west Society (1961) and served as Council Representative from 1%6-1968. Mr. Melvin was retired from Walker Bros., Burnaby, B.C., Canada.
Jobn Williams, Jr., retired Technical Director of United Gilsonite Lab- oratories, Scranton, Pa., and Vis- alia, Calif., died August 30 at Hyannis, Mass., following an illness. Mr. Williams, who retired to Cape Cod in 1975, was Technical Director for UGL for 20 years and was an active member of the Philadelphia Society for Coatings Technology. He is survived by his wife, Virginia, a son, and two daughters.
( 3 , 3 ' , 4 , 4 * % m e tetracarboxylic dianhydride)
BTDA is Gulf's unique way to aet more wrformance from vour powder coating materials. - BTDA mlinksewxiesto
produce durable finishes which bill withstand temperaturesup to 350°F and will provide superior physical properties, dielectrics. and resistance to chemicalshd solvents. BTDA asamonomerin
polyimides significantly improves processability and contributes exce~tional thermal stability, mechanical strength, and '
dielectric hc te r i s t i cs . What's more, BTDAcan be .
used to upgrade many other .
polymer wtingsas well. BTDA is a high melting solid
supplied as a fine powder. Ifs available now in p l e n w
supply, exclusively from GuK Formore information and a
free one-pound sample of BTDA toevaluate, call Tommy Thompsonat713/7503235. Or write Specialty Chemicals,
Gulf Oil Chemicals Company, P.O. Box 3766, Houston, Texas 77001.
@ S 'alty Chemicals
~ u l f Ehenncals company
A division of Gulf Oil Corpnation
Vol. 50, No. 645, October 1978

Literature
Aromatic Diamines
The properties and applications of two nitration products, ortho- and meta-toluenediamine (OTD and MTD), are described in data sheets now avail- able. For copies, write to lndustrial Chemicals Dept. Air Products and Chemicals, Inc.. Box 538. Allentown. Pa. 18105.
Rotary Pumps A 16-page illustrated pump catalog.
containing specifications, drive ar- rangements, pump size selection di- agrams, performance curves, and re- vised pump features, is now available. Bulletin 78-S can be obtained by writing to Viking Pump Div., Houdaille Indus- tries, Inc. Cedar Falls, Iowa 50613.
A NEW Series of POLYURETHANES !
HIGH GLOSS FINISH . . . . . WOODEN FLOORS SATIN FINISH
WALL PANELING SATIN FINISH
FOR FURNITURE
Research utilizing the ever-w~den~ng pool of hydroxyl reactants has resulted ~n a serles of new MIRASOL Polyurethanes. Bulletins will soon be available and future advertisements will feature the individual products and their applications for the uses indicated above. We pledge our usual quality control, service and dependab~lity in launching the MIRASOL polyurethanes.
C. J. OSBORN CHEMICALS, Inc. 820 SHERMAN AVENUE, PENNSAUKEN, N. J. 08109
Y N T H E T ~ C
Press Cakes
A new 12-page brochure, "High Sol- ids Press Cakes for Coatings," de- scribes how eliminating the drying stage facilities suspension of organic pig- ments in aqueous systems. Dispersion formulation and detailed information about selection of surfactants are also provided. Copies may be obtained from Sun Chemical Corp.. Pigments Div., 41 1 Sun Ave.. Cincinnati. Ohio 45232.
Electron Beam Processing
A 20-page brochure. providing de- tailed information on technical and economic factors to be considered in applying electron beams to industrial processes. is now available. Sections include available systems, and data on production parameters such as dose, ef- ficiency, and capacity. For additional information, write High Voltage Engi- neering Corp., Burlington. Mass. 01813.
UV Screening
Literature is available which de- scribes a new device for exposing mate- rials to alternate cycles of fluorescent ultraviolet light and condensation. While not intended as a replacement for more complete accelerated weathering systems. i t can be used as a supplement where rapid UV screening is desired. Bulletin No. 1340 can be obtained by writing to Atlas Electric Devices Co.. 41 14 N. Ravenswood Ave.. Chicago. 111. 60613.
Flash Point Tester
A 16-page brochure now available de- scribes semi-automatic and automatic flash point testersfor ASTM D-56. D92. and D93 testing. The brochure includes a reference chart that summarizes those flash point methods. For copies. write to Utopia Instrument Co., P.O. Box 863. Caton Farm Rd.. Joliet, 111. 60434.
Flow Control A 12-page, four-color brochure, de-
scribing a line of automated on-off flow control packages designed for pet- rochemical, pulp and paper, powergen- erating, food and beverage, and special service applications, is now available. Included are the design features and operating characteristics of ball valves in sizes from !4 through 2 in. To obtain a copy, write Worcester Controls, Dis- tributor Products Div.. West Boylston, Mass. 01583.
Journal of Coatings Technology

CIE Publications A report in German, English, and
French of radiometric and photometric characteristics on materials and their measurement has been published. The report. by Commission Internationale de I'Eclairage, is a survey of the proc- esses which occur if a material is ir- radiated, and of the characteristics of the material which are important in de- termining its behavior in general and ina few special cases. The processes and characteristics of optical radiation are described. Copies of this document. CIE Publication No. 38, may be ob- tained postpaid at $20 each from Dr. Jack L. Tech, Secretary, U.S. National Committee, CIE, National Bureau of Standards. Washington. D.C. 20234.
Chromatography Newsletters The latest two issues of a new series
of chromatography newsletters are now available. These publications featurear- ticles on advanced technology applica- tions in both liquid and gas chromatog- raphy. To obtain copies of newsletters CHN-9 and CHN-10, write Perkin- Elmer Corp., Instument Div., Main Ave., Mail Station 12, Norwalk, Conn. 06856.
Thickeners A 28-page technical booklet is now
available which describes a latex paint thickener which not only imparts mechanical and chemical stability to the paint system, but also plays a role in controllingrheology before, during, and after application. A bibliography of trade name products, description and source, is included. To obtain copies of "Natrosol Hydroxyethyl Cellulose Controls Flow Properties of Latex Paints," write Inquiry Section, Adver- tising and Public Relations Dept., Her- cules Incorporated, 910 Market St., Wilmington, Del. 19899.
Product Guide A new 12-page. full color brochure,
which includes properties and end-use applications of a number of products such as thermoplastic urethanes. liquid polysulfide polymers, urethane pre- polymers, and acrylic monomers, is now available. Copies of this guide can be obtained by writing to the Marketing Communications Dept., Thiokoll Chemical Div.. P.O. Box 8296. Tren- ton, N.J. 08650.
Dust Collector A line of self-contained dust collec-
tors is described in a new 20-page bulle- tin. The brochure provides complete specifications and performance and siz- ing information for each of the seven sizes available. For a copy of bulletin SCCS-1-1 IS. write American Air Filter Co., 215 Central Ave., Louisville, Ky. 40277.
HPLC Detectors Data sheets, with schematics, de-
scribe three detectors for HPLC able to measure the majority of chemical com- pounds utilizing UVlvis light absorption and refractive index ratings of HPLC solutes. For further information, write to Patrick Y. Howard, Ph.D., Micro- meritics Instrument Corp., 5680 GO- shen Springs Rd., Norcross, Ga. 30093.
Now from Silberline-
. . . EternaBriteTM with leaf- ing values almost double the Federal specification re- quirements. Result: unsur- passed stability to provide longer life for ready-mix paints
values impart higher total reflectivity and metallic radiance to leafing finishes upon original application.
For more information on EternaBriteTM 301-1 (standard lining), 601-1 (extra fine lining), and 651-1 (extra fine llnlng polished), call u s today and discover the bright new world of ready- mix aluminum paints.
See us at the Paint Industries Show, Chicago, November 1-2-3, Booths E 509-511
Specialists in Aluminum Pigments
SILBERLINE MANUFACTURING C O . , INC. Lansford, Pennsylvania 18232 . Phone (717) 645-3161
Vol. 50, No. 645, October 1978 111

Letters to the Editor
Reader Suggests Value of Vesiculated Beads "Exaggerated"
TO THE EDITOR:
The recent article by Messrs. Hislop beads are similarly detrimental, the same total Ti01 content at a lower cost and McGinley (JCT, July 1978, pp choice of such an extender effectively and with a lower oil absorption. Then, 69-77) provided an excellent discussion conceals a deficiency of the un- the removed volume of titanium pig- of both the advantages and disadvan- avoidably large beads by off-setting it ment surface treatment and all of the tages of pigmented, vesiculated (mi- with a similar, but unnecessary, defi- coarseextendershould bereplaced with crovoid-containine) ~olvmeric beads. ciencv in the control. an eaual volume of a fine- article-size -. . . The noted disadvantages-relatively large particle size and low scattering coefficient per unit volume-are, of course, precisely those characteristics. that restrict the possible use of such "microvoid pigments" to highly pig- mented flat finishes. To my knowledge, Hislop and McGinley are the first au-
Due to the several inefficiencies that have been built into the control formu- lation, there are a number of con- ventional reformulation changes that should be made before any meaningful conclusions can be drawn about the ac- tual economy of pigmented, vesiculated
2- L - - A -
exten'der which possesses ihe ability to increase the scattering efficiency of titanium dioxide, instead of decreasing it. Finally, because of the big drop in binder-demand which accompanied the replacement of a latex-grade titanium pigment with an enamel-grade, the PVC may be substantially increased by re-
tho& with a vested interest in such pulY'l'cll" uc*u" placing latex solids with still more fine- products to have openly admitted their more obvious shortcomings, and they are to be commended for their frank- ness.
It wasdisappointing, however, tonote what can only be construed as an exag- geration of the potential value of such pigments provided by their description of a highly inefficient control as a "con- ventional formulation" (Table I).
The Tioxide R-XL which appears in this formulation as the "external TiOz" is a highly extended latex-grade pigment containing only 81% actual Ti02 and possessing a high oil-absorption. The use of such a pigment not only exagger- ates the difference in actual Ti02 be- tween the control and the beaded for- mulation, but its excessively high oil- absorption and minimal pigment- packing characteristics are instrumental in lowering the CPVC of the control pigmentation to an impractically low level-hence the unusual offering of a "conventional" flat wall paint pig- mented at only 43 PVC!
This low PVC is extremely favorable, however, to the subsequent formulation of the beaded product, since it provides enough latex binder to tolerate the addi- tion of a larger volume of non-film- forming polymeric beads than could be tolerated had the control been formu- lated at a more normal PVC level.
In addition, the choice of a large- particle-size mineral extender-while possibly quite honestly described as having been done to match the particle- size distribution of the polymeric beads-has the inevitable effect (quite familiar to the authors) of reducing the scattering effectiveness of the control pigmentation. Since the polymeric
First, the 2.58 Iblgal of Tioxide R-XL barti&-size extender. The lower the oil should be replaced with 2.20 Ib of an absorption of the extender, the higher enamel-grade pigment to provide the the PVC may be raised before reaching
Authors Respond; Provided Simple
TO THE EDITOR:
The principal purpose of our article, "Microvoid Coatings: Pigmented Ves- iculated Beads in Flat Latex Paints." was to provide sufficient information to assist the understanding of the be- haviour of Spindrift beads in latex paints. As such we restricted the com- mercial comparison to simple examples rather than provide a detailed guide to the many possible formulating options available when using these beads.
The formulation of our control paint (Table I) was selected from a survey of U.S. paints as being a typical premium quality flat latex paint in terms of PVC. TiO, level, optical and physical prop- erties and was in fact, similar to one well-known premium product. In claiming that the PVC is low, Mr. Stieg may have in mind more TiO, efficient formulations which have PVC's higher than 43 but usually poorer film prop- erties than those listed for both paints in Table 2.
The large particle size extender used in the "Properties of Beaded Paints" section, was not, as Mr. Stieg has as- sumed, used in the "Practical Formula- tions" section (Tables I and 2). The ex- tender used in the control paint was given in Table I as "silica/silicates" and was a combination of a fine particle size
silicate and a coarser grade of silica, giving a size range from 0.5 to 10 pm.
On the question of reformulation of thecontrol paint, it should be noted that the coated grade of TiO,, was used in both the control and the beaded paint. If there are any gains to be made from Mr. Stieg's suggestions, then similar results could be expected from reformulation of the beaded paint. It may be of interest to note that one of a series of current rec- ommended formulating procedures with beads is to use an enamel grade of TiO, with a fine particle extender.
Mr. Stieg claims that the beads have the disadvantage of relatively large par- ticle size. Indeed the 12 pm diameter bead used in the examples may be too large if higher gloss levels in a well- bound film are required. In such cases the mean bead diameter can be reduced to as low as 3 pm, producing a gloss up to 30 units at 85" while maintaining a similar level of volumetric scattering ef- ficiency.
Whilst it is fair to say that microvoids have a low volumetric scattering effi- ciency, pigmented vesiculated beads have additional scattering from the internal TiO, and produce enhanced scattering from the external TiO,. The result is that pigmented, vesiculated beads in the formulation shown in Fig- ure 6 have a scattering of approximately
112 Journal of Coatings Technology

the porosity level of the original control-making a fine-particle-size natural carbonate, for example, a better choice than a silica or calcined clay of similar particle-size.
A demonstration of the effectiveness of pigmented, vesiculated polymeric beads as a replacement for the mineral extender of such a revised control would be much more convincing, al- though it might very well result in quite different conclusions.
There are also a number of questions that occur to the reader of this paper, the answers to which have either been omitted or avoided.
For example, the claim has been made for superior burnishing resistance
of pigmented, solid polymeric beads in respect to some unspecified mineral extender, due to the former's superior mechanical strength. Does a vesiculated bead retain the mechanic strength of a solid bead (it seems unlikely), and against what type of mineral extender has it actually been compared (some are notoriously poor)?
The slumed, pigmented, vesiculated polymeric beads proposed for use in latex paints possess an internal water content of 65% of the total beadvolume. What is the mechanism of escape for this liquid water, which would obvi- ously still be present at the timeof initial film-formation by the latex component? What is its effect upon the drying and
Example-Not Detailed Guide
82 mm-'. In simple terms, with this for- mulation at 50 BVC, the bead phase would have to be replaced with Ti0,- latex at approximately 15 PVC to retain the same scattering level. That this is achieved with a TiO, concentration of only 6.7 PVC in the beads indicates a high level of scattering efficiency.
Mr. Stieg wants to reserve the term "synergistic" for unaccountable ef- fects. We maintain that when the com- bined scattering of TiO, and microvoids is greater than the sum of the two meas- ured separately, there is sufficient jus- tification to use the term synergism ir- respective of whether the effect is pre- dictable or not.
The authors were well aware of Mr. Stieg's article "Air as a Dispersion Me- dium," which contains a useful sum- mary of his earlier work on prediction of the hiding power of under-bound paint. Claiming a similarity between this paper and ours, in that both discuss enhanced TiO, scattering due to the presence of microvoids, ignores the important dif- ference in the relationship between the TiO, and the microvoids in under-bound and well-bound films.
In under-bound films, it is known that there are Ti0,-air interfaces which in- creasein number with film porosity. It is then reasonable to treat the refractive index of the medium surrounding the
TiO, as an average of that of the binder and the air weighted according to the film porosity. The empirical equations derived from this treatment include the primary microvoid scattering, if any, in the enhanced TiO, scattering which thus precludes examination of any synergis- tic effects.
In our well-bound films the air is in- corporated in a closed-cell structure which makes it impossible for external Ti0,air interfaces to exist. Thus the significant, and unique, result from our experiment is that it is not necessary for an actual Ti0,-air interface to exist in order that the TiO, scattering be en- hanced by the presence of microvoids.
Mr. Stieg is correct to assume that the solid beads have higher mechanical strength than vesiculated beads. That paints based on vesiculated beads have satisfactory burnish resistance is shown by the test results for that property given in Table 2 of the article.
The vesicles in the pigmented, ve- siculated beads are thin-walled closed cells. The diffusion rate of water from the vesicles in a dryingfilm is such as to allow re-coat within two hours.
R.W. HISLOP P.L. MCGINLEY
Dulux Australia Ltd.
curing of the paint film? If discrete mi- crovoids filled with water were actually present within the polymeric bead, one might expect its diffusion through the encapsulating polymeric film to be rela- tively slow--or, in fact, are the ves- icules open-ended?
Why do the authors of this paper refer to the predictable effect of air in a paint film on the optical efficiency of titanium , dioxideas "synergistic"?This term was applied by the original promoters of microvoids, who were obviously unfa- miliar with the mechanism involved, but while the authors of the present paper have referenced some of this earlier work, as published in Ind. Eng. Chem.. Prod. Res. Develop. 13, No. 1, pp 30, 33, and 37 (1974). they have omitted any reference to the article "Air as a Disper- sion Medium," which appeared on p 41 of the same publication--and which de- scribed in detail the method employed to accurately predict the dry hiding of a series of 13 flat wall paints of varying degrees of film porosity and titanium pigment content. That method involved the calculation of the average refractive index of the medium surrounding the pigment particles, which the present authors offer as a surprising new dis- covery related only to their work with pigmented, vesiculated polymeric beads. Is it possible that the predictable performance of such products would have less sales-appeal than the less defi- nite claim of a "synergistic" effect?
FRED B. SnEG Pigmentech Consulting
Jekyll Island, Ga.
TO OUR READERS: The JOURNAL OF COATINGS TECHNOL-
oov welcomes any responsible views pertaining to the Coatings In- dustry, Federation activities, and the editorial content of the JCT. Letters should be brief and signed with the writer's address and com- pany affiliation. Effort will be made to publish JCT author's responses to correspondence in the same issue.
Correspondence should be ad- dressed to:
Letters to the Editor JOURNAL OF COATINGS TECHNOLOGY
1315 Walnut Street Philadelphia. Pa. 19107
Vol. 50, No. 645, October 1978

Book Review
SOLAR HEATING AND COOLING Recent Advances
Edited by J.K. Paul Noyes Data Corp. Park Ridge, N.J. 1977 (485 pages) $48.00
Reviewed by Edwin H. Frohbieter Whirlpool Corp. en ton Harbor, Mich.
This book was compiled from U.S. Patents, issued between May 1970 and May 1977, dealing with solar heating and cooling, and provides detailed de- scriptions of a large number of techni- cally possible solar thermal systems and components.
The work contains details of 178 pat- ents providing a current technically oriented review of solar heating and cooling. It is a good guide to the U.S. Patent literature on solar thermal use during the stated period, but would re- quire updating at least yearly to remain current.
The contents are grouped into nine chapters. The first four chapters cover collectors and collector systems. Ab- sorber coatings are covered in chapter 5, and storage devices in chapter 6. Chapters 7 and 8 deal with heating, cool- ing, and domestic water systems. A final chapter is devoted to swimming pool applications.
The table of contents serves as a sub- ject index. Other indexes by company, inventor, and patent numbers allow easy access to the information in this review.
CLASSIFIED ADVERTISING
CAN LABELLER Burt labelling machine for sale. Model AU labels cans from gallons to half-pints. Running condi- tion. Best offer. TURCO COATINGS, INC.. Phoenixville. Pa. Call Mrs. Lucas at (215) 242- 9060.
Experienced sales and technical representa- tives are formlna a dlstrlbutlon system for the Canadian msrke~dcheml~al~rod~ctsfor~alnt . Dawr. Dlastlcs, rubber, ink and similarly related industries.
We are seeking prlnclpals with lines of raw ma- terials with good potential in these areas.
Please reply In confidence to: P.O. Box 773
Postal Statlon: "Tour de la Bourse" Montreal, Quebec, Canada
H4Z 1K1
PAINTS &COATINGS CALKS & SEALANTS ALLIED PRODUCTS
a Certification
easily converts lor Best T i m e 4 L P M .. use as a standard
Title
S t a t e z i p -
114 Journal of Coatings Technology

Coming Events
FEDERATION MEETINGS (Nov. 1-3)-56th Annual Meeting and 43rd Paint Industries'
Show. Conrad Hilton Hotel, Chicago. Ill. (FSCT, Suite 830, 1315 Walnut St., Philadelphia, Pa. 19107).
SPECIAL SOCIETY MEETINGS
(Feb. 12-14)-Sixth Annual Water-Borne and Higher-Solids Coatings Symposium. Hyatt Regency Hotel, New Orleans, La. Sponsored by Southern Society and University of Southern Mis- sissippi. (Dr. B. George Bufkin. Dept. of Polymer Science. Univer- sity of Southern Mississippi. Southern Station. Box 276. Hatties- burg. Miss. 39401).
(Feb. 28-Mar. 2)-Western Coatings Societies: Symposium and Show. Fairmont Hotel, San Francisco. Calif. (Ed Kevin. The O'Brien Corp., 450 E. Grand Ave., South San Francisco. Calif. 94080).
(Mar. 20-21)-22nd Symposium of the Cleveland Society, "Advances in Coatings Technology." Baldwin-Wallace College, Berea. Ohio. (Sid Lauren, Coatings Research Group, Inc. 2340 Hamilton Ave.. Cleveland, Ohio 44114).
OTHER ORGANIZATIONS (Oct. 2SNov. 3)-Fifth Annual Meeting of Federation of Ana-
lytical Chemistry and Spectroscopy Societies. Hynes Memorial Auditorium, Boston, Mass. (P. Lublin, GTE Labs. 40 Sylvan Rd.. Waltham. Mass. 02154).
(Oct. 30-Nov. 1)-National Paint and Coatings Association Annual Meeting. Palmer House, Chicago, Ill. (Georgene Savickas, NPCA, 1500 Rhode Island Ave., N.W., Washington, D.C. 20005).
(Nov. 8-9)--Powder Coating Conference. Convention Center, Cincinnati. Ohio. (Association for Finishing Processes of SME, 20501 Ford Rd.. Dearborn. Mich. 48128).
(Nov. 13-15)-Society of Plastics Engineers National Techni- cal Conference. "Plastics in Packaging." Hyatt Regency O'Hare. Chicago. (Eugene E. Wilson. SPE, 656 W. Putnam Ave.. Green- wich, Conn. 06830).
(Nov. 17-19)-Annual National Decorating Products Associ- ation Convention and Show. Alfonso J. Cewantes Convention and Exhibition Center, St. Louis, Mo. (National Decorating Prod- ucts Association. 9334 Dielman Industrial Drive. St. Louis, Mo. 63132).
(Jan. 7-12)-National Association of Corrosion Engineers Courses, "Basic Corrosion" and "Corrosion Prevention by Cathodic Protection," Charlotte, N.C. (NACE, P.O. Box 986. Katy, Tex. 77450).
(Jan. 21-24)-ASTM Committee D-1 on Paints and Related Coatings and Materials, Shoreham Hotel. Washington, D.C. (J.H. Bystrom, ASTM, 1916 Race St., Philadelphia, Pa. 19103.)
(Jan. 21-Feb.2)-National Association of Corrosion Engi- neers Courses, "Basic Corrosion," "Corrosion Prevention by Cathodic Protection," and "Corrosion Prevention by Coatings."-Jan. 21-26, Amarillo, Tex.-Jan. 28-Feb. 2, Chicago. Ill. (NACE, P.O. Box 986, Katy, Tex. 77450).
(Jan. 31-Feb. 2)-Society of Plastics Engineers, Western Sections RETEC. "Plastics Technology-Recent Developments and Trends." South Coast Plaza Hotel, Costa Mesa, Calif. (John C. Moricoli, West Coast Plastics Equipment. Inc.. 7571 Alpine Way, Tujunga. Calif. 91042).
(Feb. 5-9)-Third Annual Gulf Coast Corrosion Seminar. Dunfey's Royal Coach Inn, Houston. Tex. (NACE. 1440 South Creek, Houston, Tex. 77084).
I Dayby Day, I Pound by Pound 1 Inventory Control
When we know we've got it, you can be certain you'll have it ... when you want it. Thars why every morning we run a full computer print-out on our extensive inventory of minerals, colors and chem- icals for the paint and coatings industries sup- plied from extensive stocks in principal cities. At Whittaker, Clark &Daniels we give you the answers you need ... on-the-spot. We deliver ! 39940 Mlcron Magnesium Sllicate S.F. Engineered for Versatility Sheen control
. Viscosity modifier Promotes film integrity
290-Lo Mlcron Barlum Sulfate (BalyteS) Controlled micron size Intermediate brightness Low oil demand
Ultmmarlne Blue RecMtt's (Colours) Ltd. Consistent uniformity o f Color value Ease of dispersion Maximum tinting strength
Clay-Air floated calcined and water washed
I IHITTAKER, CLARB C UANIELS, INC. 1000 Coolidge St.,
South Plainfield, NJ. 07080 (201) 561 -61 00. Telex 138248
Vol. 50, No. 645, October 1978 115

Cornin9 Events (Feb. 11-14)-"Judd Memorial Conference on Color Met-
r i c~ , " sponsored by Inter-Society Color Council. Williamsburg Lodge. Williamsburg. Va. (S. Leonard Davidson, c/o N L Indus- tries, P.O. Box 700. Hightstown. N.J. 08520).
(Mar. 5-9)-30th Pittsburgh Conference on "Analytical Chemistry and Applied Spectroscopy," Pittsburgh Section, Ana- lytical Group, et al.. Convention Center, Cleveland. Ohio, (PCAC& AS, P.O. Box 2128, Lower Barrell, Pa. 15068).
(Mar. 12-16)-National Association of Corrosion Engineers Annual Conference and Materials Performance and Corrosion Show. CORROSIONl79. Atlanta Hilton, Atlanta, Ga. (NACE. P.O. Box 986. Katy. Tex. 77450).
(Mar. 22-23)-Coatings - 79: International Symposium on Coatings. Carillon Hotel, Miami Beach. Fla. (V.M. Bhatnagar. Alena Enterprises of Canada, P.O. Box 1779, Cornwall, Ont., K6H 5V7. Canada).
(Mar. 27-29)-1979 Industrial Pollution Conference. Philadelphia, Pa. (Alan Krigman, ICON Inc., 211 S. 45th St., Philadelphia, Pa. 19104).
(Mar. 2430)-International Conference on Spectroscopy. on over Hotel, Miami Beach, Fla. (V.M. Bhatnagar. Alena Enter- prises of Canada, P.O. Box 1779, Cornwall, Ont. K6H 5V7, Canada).
(Apr. 1-6)-Pacific Chemical Conference: 1979. Honolulu, Hawail. (A.T. Winstead, ACS, 1155 - 16th St., N.W., Washington, D.C. 20036).
(Apr. 3-6)-OCCA-31. Oil and Colour Chemists' Association 31st Annual Technical Exhibition. Alexandra Palace. London, England. (The Director & Secretary, Oil and Colour Chemists' Assoc~ation, Priory House, 967 Harrow Rd., Wembley, Middlesex. HA0 2SF. England).
(Apr. 19-20)-Second Canadian Chromatography Confer- ence. Hampton Court Hotel, Toronto. Canada. (V.M. Bhatnagar, Alena Enterprises of Canada, P.O. Box 1779, Cornwall. Ont. K6H 5V7, Canada).
(Apr. 23-24)-Inter-Society Color Council. Annual meeting. Roosevelt Hotel, New York. N.Y.
(Apr. 25May 3)-70th Annual Meeting of the American Oil Chemists' Society. Fairmont Hotel. San Francisco, Calif.
Advertisers Index
...................................................... ALCOA .20-21 ..................................... AMERICAN CYANAMID CO. . I 0 3
.................................................. ASARCO, INC. .22
BROOKFIELD ENGINEERING LABORATORIES, INC. ............. . I 1 4 ........................................ BURGESS PIGMENT CO. 105
........................................... D/L LABORATORIES 1 1 4
............................................ ENGLISH MICA CO. . I 0 1
............................... GLIDDEN PIGMENTS, SCM CORP. .15 ..................................... GULF OIL CHEMICALS CO. 109
.................................................. HENKEL, INC. . 26
............................................. INWSMIN LlD. Cover 2
JOHNS-MANVILLE PRODUCTS CORP., FILT. & MIN. DIV. ........... 9
................................................ MANCHEM LTD. .14 ........................................... MINIFIBERS, INC. Cover 4
......................................... NALCO CHEMICAL CO. .27 N L INDUSTRIES, INC., TITANIUM PIGMENTS DIV. ................ .13
(May 7-10)-Society of Plastics Engineers. 37th Annual Technical Conference, "Plastics-Efficient Use of Resources." Hyatt Regency Hotel, New Orleans, La. (SPE. Eugene E. Wilson, 656 W. Putnam Ave., Greenwich. Conn. 06830).
(May 1517)-Powder and Bulk Solids Conference and Ex- hibition. The Civic Center, Philadelphia, Pa. (Industrial & Scien- tific Conference Management, Inc., 222 W. Adams St., Chicago, Ill. 60606).
(May 18-19)-International Symposium on "Flammability and Fire Retardants." Maria Isabel Sheraton Hotel. Mexico City, Mexico. (V.M. Bhatnagar, Alena Enterprises of Canada, P.O. Box 1779. Cornwall. Ont. K6H 5V7. Canada).
(May 21-25)-"Colloids and Surfaces." Carnegie-Mellon University. (Mrs. Gerry Cohen, Course Coordinator, Post College Professional Education, Carnegie Institute of Technology. Carnegie-Mellon University. Schenley Park, Pittsburgh, Pa. 15213).
(June 10-13)-ASTM Committee D-1 on Paints and Related Coatings and Materials, Shoreham Hotel, Washington. D.C. (J.H. Bystrom. ASTM. 1916 Race St.. Philadelphia, Pa. 19103.)
(June 14-1 5)--Society of Plastics Engineers, European Sec- tions RETEC, "Lastest Improvements in the Development and Processing of Polyolefins." Ghent, Belgium, (Jacques de Craene, RIG1 p.v.b.a. Noorderlaan 98136 2030-Antwerpen-Belgium).
(June 17-20)-Dry Colors Manufacturers Association. Annual Meeting. The Greenbrier. White Sulpher Springs, W. Va. (J.L. Robinson. DCMA. Suite 100, 1117 N. 19th St., Arlington, Va. 22209).
(June 20-233-011 and Colour Chemists' Association Confer- ence. "The Challenge to Coatings in a Changing World." Strat- ford Hilton Hotel, Stratford-on-Avon. England. (The Director and Secretary. OCCA. Priory House. 967 Harrow Rd.. Wembley, Middlesex HA0 2SF. England).
(June 2526 and 28-29)-European Conference on Paints and Coatings, "Eurocoatings-79." Excelsior Hotel. Rome. Italy. (V.M. Bhatnagar, Alena Enterprises of Canada, P.O. Box 1779, Cornwall. Ont. K6H 5V7, Canada).
(July 2-3)-World Spectroscopy Conference. Sheraton Hotel, Lisbon. Portugal. (V.M. Bhatnagar, Alena Enterprises of Canada, P.O. Box 1779, Cornwall. Ont. K6H 5V7. Canada).
................................ C.J. OSBORN CHEMICALS, INC. . I 10
POLYVINYL CHEMICAL INDUSTRIES ............................ .12 PAZER, INC., MINERALS, PIGMENTS & METALS DIV. ............ .4-5
........................................ REYNOLDS METALS CO. 1 6 ......................................... ROHM AND HAAS CO. 1 , 8
..................................... SCHOLD MACHINE CORP. .1M SHELL INTERNATIONAL .................................... Cover 3 SILBERUNE MANUFACTURING CO. ............................. 111 SPENCER KELLOGG DIV., TEXTRON, INC. ........................ 2 ST. JOE ZINC CO. ............................................... 10
....................... TELEDYNE TABER, PHYSICAL TEST MV. ,106 TENNECO CHEMICALS, INC. .................................... .24
....................................... THIOKOUCHEMICAL DIV. .25
.......................................... UNION CARBIDE CORP. 28 ........................................... UNIROYAL CHEMICAL 17
............................................... VEBA-CHEMIE AG 23
........................... WHITTAKER, CLARK & DANIELS, INC. 115 WlTCO CHEMICAL CO. ........................................... 18
Journal of Coatings Technology

COATINGS I
ONE THINC High quality paints demand high
quality resins. That's why Shell Chem- icals are the l e a d n g suppliers of epoxy resins to the world's paint industry.
Our Epikote epoxy resins are helping to produce tough primers, marine paints and protective coatings to stand up to every environment.
We don't stop with epoxy resins. Cardura resins are being used to I
TECTIVE ? OULD HAVE COMMON.
make tough industrial finishes, and VeoVa forms the basis of latices for the best emulsion paints.
Shell Chemicals quality of manu- facture is backed by the research and technical support groups based at our ~olvrners centre in Amsterdam. A a
Your Shell company will be happy to tell you how the quality of Shell resinscan help youmake a quality paint.
EPIKOTE: ETTER PAINTS.

SHEAR PERFORMANCE From the #1 Fiber Specialists . . . MiFIBERS, Inc.
#1 in "SHORT STUFFTM"* . . . A pure white synthetic . . . fibrillated polyethylene
#1 in FORMULATIONS . . . Thickening, reinforcing and texturing #1 in DEVELOPMENT. . . We stick with you #1 in PERFORMANCE . . . Our fiber produces first quality
coatings - #1 in SERVICE . . . Our trucks, your schedules #1 in WARRANTY . . . Guaranteed to perform MiniFIBERS will make YOU #1
"MiFIBERS' "SHORT STUFFTM" polyethylene is manufactured from Crown Zellerbach's EYBRELTM SYNTHETIC FIBER
VISIT US AT BOOTHS W 504-506 1978 PAINT INDUSTRIES' SHOW - Chicago
W!JI BE RS, IIC. P. 0. Box 186
Weber City, VA 24251
Telephone: 7031386-3031 or 7031452-4205



![Fotoamator: Piotr Śpiewla (1905–1978) [Photo amateur: Piotr Śpiewla (1905–1978)]](https://img.pdfslide.net/doc/110x75/631b31d4665120b3330b403d/fotoamator-piotr-spiewla-19051978-photo-amateur-piotr-spiewla-19051978.jpg)

![Agnes Scott Alumnae Quarterly [1978-1979]](https://img.pdfslide.net/doc/110x75/6318d7cd1a1adcf65a0e68d2/agnes-scott-alumnae-quarterly-1978-1979.jpg)























