Embed Size (px)
Citation preview

KALIBRASI OUTSIDE MICROMETER
MENGGUNAKAN STANDAR GAUGE BLOCK
DI PT ARFINDO BERSINAR
ANNISA NURJANAH
1818062
PROGRAM STUDI DIPLOMA TIGA
ANALISIS KIMIA
KEMENTERIAN PERINDUSTRIAN REPUBLIK INDONESIA
BADAN PENGEMBANGAN SUMBER DAYA MANUSIA INDUSTRI
POLITEKNIK AKA BOGOR
BOGOR
2021


iii
PRAKATA
Alhamdulillah segala puji syukur penulis panjatkan kehadirat Allah SWT
karena atas limpahan rahmat, kasih sayang, dan karunia-Nya penulis dapat
menyelesaikan laporan praktik kerja industri (prakerin) yang berjudul “Kalibrasi
Outside Micrometer Menggunakan Standar Gauge Block di PT Arfindo Bersinar”.
Selesainya laporan prakerin ini tidak luput dari segala masukan yang mendorong,
membimbing, dan menasihati penulis sehingga laporan prakerin ini dapat
terselesaikan. Tidak lupa penulis ucapkan terima kasih kepada semua pihak yang
telah membantu dalam penyusunan laporan prakerin ini, terutama kepada:
1. Ibu Dra. Inda Mapiliandari, M.Si., sebagai pembimbing I atas kesediaan
dan kesabarannya dalam memberikan bimbingan, arahan, dan nasehat
kepada penulis selama penyusunan laporan prakerin.
2. Bapak Irsyan Burhan Wijaya, S.T., sebagai pembimbing II yang telah
memberi bimbingan, arahan, dan waktu selama pelaksanaan prakerin ini
dan membantu dalam penyusunan tugas akhir.
3. Ibu Henny Rochaeny, M.Pd., sebagai direktur Politeknik AKA Bogor
beserta seluruh staf pengajar dan karyawan yang telah memberikan jasa
dan bekal ilmu pengetahuan yang tidak dapat terhitung berharganya
kepada penulis.
4. Ibu Dra. Sri Redjeki Setyawati, M.Si., sebagai dosen wali yang telah
memberikan bimbingan, arahan, dan motivasi kepada penulis selama
berkuliah di Politeknik AKA Bogor.
5. PT Arfindo Bersinar yang telah mengizinkan penulis untuk prakerin,
serta kepada seluruh jajaran staf dan karyawan atas kesempatan,
bimbingan, dan kerjasamanya selama prakerin.
6. Ayah, mama, kakak, adik, dan keluarga atas do’anya selama ini dan
dukungan yang tidak pernah terlupakan sehingga menjadi semangat utama
dalam pengerjaan tugas akhir.
iv
7. Teman-teman Mahasiswa Angkatan 2018, khususnya teman-teman
Biskuat, LDK, dan teman-teman kosan atas dukungan, kasih sayang,
motivasi, serta pengalaman berharga yang tidak pernah terlupakan oleh
penulis dalam menjalani kehidupan di kampus.
8. Tidak lupa semua pihak yang tidak dapat disebutkan satu-persatu,
atas dukungan dan motivasinya selama ini.
Demikian, yang dapat penulis sampaikan pada kesempatan ini. Semoga
dengan terselesainya laporan prakerin ini dan juga atas bantuan yang telah
diterima oleh penulis, menjadi suatu nilai yang bermanfaat bagi perkembangan
dunia pengetahuan.
Bogor, 16 September 2021
Penulis

v
DAFTAR ISI
Halaman
PRAKATA ............................................................................................................ iii
DAFTAR ISI .......................................................................................................... v
DAFTAR TABEL................................................................................................ vii
DAFTAR GAMBAR .......................................................................................... viii
DAFTAR LAMPIRAN ........................................................................................ ix
BAB I PENDAHULUAN ...................................................................................... 1
1.1 Latar Belakang ............................................................................................. 1
1.2 Tujuan .......................................................................................................... 3
1.3 Manfaat ........................................................................................................ 3
BAB II PELAKSANAAN PRAKTIK KERJA INDUSTRI .............................. 4
2.1 Tempat dan Waktu ....................................................................................... 4
2.2 Bahan dan Alat ............................................................................................. 4
2.2.1 Bahan .................................................................................................... 4
2.2.2 Alat........................................................................................................ 4
2.3 Cara Kerja .................................................................................................... 5
2.3.1 Tahap Persiapan .................................................................................... 5
2.3.2 Tahap Pengukuran ................................................................................ 6
2.3.3 Tahap Pengolahan Data ........................................................................ 7
2.3.3.1 Nilai Koreksi Pada Outside Micrometer .............................................. 7
2.3.3.2 Ketidakpastian Repeatability (U1) ....................................................... 7
2.3.3.3 Ketidakpastian Resolusi Alat (U2) ....................................................... 8
2.3.3.4 Ketidakpastian Standar Gauge Block (U3) ........................................... 8
2.3.3.5 Ketidakpastian Selisih Koefisien Muai (U4) ........................................ 9
2.3.3.6 Ketidakpastian Suhu Standar dengan Sampel (U5).............................. 9
2.3.3.7 Ketidakpastian Drift Standard (U6) ................................................... 10
2.3.3.8 Ketidakpastian Kesalahan Geometris (U7) ........................................ 10
2.3.3.9 Ketidakpastian Baku Gabungan ......................................................... 11

vi
2.3.3.10 Ketidakpastian Bentangan (U95) ..................................................... 11
2.3.3.11 Nilai Derajat Kebebasan Efektif, Veff ............................................ 11
BAB III HASIL DAN PEMBAHASAN ............................................................ 12
3.1 Nilai Kerataan Permukaan Outside Micrometer ........................................ 13
3.2 Nilai Koreksi Outside Micrometer ............................................................. 14
3.3 Estimasi Sumber Ketidakpastian Pengukuran Outside Micrometer .......... 15
3.3.1 Ketidakpastian Repeatability (U1) ...................................................... 18
3.3.2 Ketidakpastian Resolusi Alat (U2) ..................................................... 19
3.3.3 Ketidakpastian Standar Gauge Block (U3).......................................... 19
3.3.4 Ketidakpastian Selisih Koefisien Muai (U4) ....................................... 20
3.3.5 Ketidakpastian Suhu Standar dengan Sampel (U5)............................. 21
3.3.6 Ketidakpastian Drift Standard (U6) .................................................... 22
3.3.7 Ketidakpastian Kesalahan Geometris (U7) ......................................... 23
BAB IV SIMPULAN ........................................................................................... 26
DAFTAR PUSTAKA .......................................................................................... 27
LAMPIRAN ......................................................................................................... 29

vii
DAFTAR TABEL
Nomor Halaman
1. Pembacaan Kesesuaian Pengukuran Outside Micrometer menggunakan
Standar Gauge Block ................................................................................. 14
2. Faktor yang Berpengaruh Pada Ketidakpastian Koefisien Muai .............. 17
3. Estimasi Ketidakpastian Outside Micrometer ........................................... 18
4. Pelaporan Hasil Kalibrasi Outside Micrometer ........................................ 25

viii
DAFTAR GAMBAR
Nomor Halaman
1. Faktor Ketidakpastian Outside Micrometer .............................................. 24

ix
DAFTAR LAMPIRAN
Nomor Halaman
1. Ringkasan Kegiatan Praktik Kerja Industri............................................... 30
2. Alat Uji dan Alat Standar .......................................................................... 56
3. Sertifikat Kalibrasi Gauge Block .............................................................. 57
4. Sertifikat Kalibrasi Optical Parallel ......................................................... 59
5. Identitas Alat Outside Micrometer dan Kondisi Ruang Kalibrasi ............ 61
6. Proses Pengukuran Kerataan Permukaan Outside Micrometer
Menggunakan Optical Parallel ................................................................. 62
7. Proses Pembacaan dan Rangkaian Alat Kalibrasi Outside Micrometer
Terhadap Serangkaian Gauge Block ......................................................... 63
8. Diagram Fishbone Ketidakpastian Pengukuran Outside Micrometer ...... 64
9. Perhitungan dan Nilai Kerataan Permukaan Outside Micrometer ............ 65
10. Data Pengukuran Kalibrasi Outside Micrometer ...................................... 66
11. Perhitungan Nilai Standar Gauge Block dan Nilai Koreksi Alat Outside
Micrometer ................................................................................................ 67
12. Perhitungan Drift Standar Gauge Block .................................................... 68
13. Perhitungan Estimasi Ketidakpastian Outside Micrometer ...................... 69
14. Syarat Keberterimaan Outside Micrometer Pada JIS B 7502 : 2016 ........ 72

1
BAB I PENDAHULUAN
1.1 Latar Belakang
Kegiatan pengukuran dari awal sampai akhir dalam suatu proses di
industri dilakukan untuk mendapatkan nilai secara kuantitas sehingga produk yang
dihasilkan akan memenuhi karakteristik sesuai dengan spesifikasi yang
diinginkan. Oleh karena itu, alat ukur yang digunakan harus diperhatikan dengan
sebaik-baiknya mulai dari perawatan dan penggunaannya, sebab memiliki peran
penting dalam menunjang segala kegiatan pengukuran diberbagai parameter di
industri. Alat ukur yang digunakan secara terus-menerus dalam jangka waktu
lama dapat mengakibatkan penyimpangan atau kesalahan pengukuran yang
berdampak pada kualitas suatu produk yang telah ditetapkan. Selain itu, dalam
suatu pengukuran akan ada kesalahan pengukuran yang tidak dapat dihilangkan
sehingga adanya nilai ketidakpastian dalam setiap pengukuran maka suatu alat
ukur sebelum digunakan untuk pengukuran harus dilakukan kalibrasi.
Bertambahnya umur komponen maka alat akan berubah karena
temperatur atau pemakaian terus-menerus yang mengakibatkan degradasi kinerja
dari suatu alat ukur sehingga dilakukan sebuah kalibrasi (KURNIA & ARIEF,
2015). Untuk memastikan alat ukur yang digunakan masih dapat dipercaya
kebenaran penunjukkannya dan ketelitiannya maka setiap alat ukur yang
digunakan harus dikalibrasi secara rutin pada setiap periode tertentu. Hasil
pengukuran tertelusur ke standar nasional dan internasional dilakukan melalui
kegiatan kalibrasi. Melalui proses kalibrasi tersebut dapat ditentukan nilai-nilai
yang berkaitan dengan kinerja suatu alat ukur atau bahan acuan (LEMBAGA
ILMU PENGETAHUAN INDONESIA, 2014). Proses kalibrasi adalah proses
membandingkan suatu hasil pengukuran dengan suatu hasil pengukuran lainnya
yang lebih akurat dengan mencantumkan nilai ketidakpastian (SYAM, 2017).
Ketidakpastian disebabkan oleh kesalahan-kesalahan dalam pengukuran yang
menunjukkan deviasi pengukuran terhadap nilai benar. Jadi, dalam mengukur
kuantitas diperlukan proses pengukuran yang hanya bermakna jika nilai

2
kuantitasnya diukur dan diberikan dengan satuan pengukuran yang tepat dan
disertai dengan ketidakpastian pengukuran (FARADIBA, 2020).
PT Arfindo Bersinar merupakan salah satu perusahaan yang bergerak
pada divisi layanan jasa kalibrasi peralatan industri dan medis yang telah
menerapkan ISO 17025:2017. Adapun, ruang lingkupnya terdapat kalibrasi alat
ukur massa, dimensi, volume, temperatur, tekanan, gaya, dan instrumen analisis.
Salah satu alat ukur yang dapat dikalibrasi, yaitu outside micrometer atau disebut
juga dengan mikrometer luar sebagai alat ukur dimensi panjang.
Micrometer merupakan suatu alat pengukuran panjang berbasis metode
sekrup yang mempunyai dua permukaan datar yang saling paralel pada bagian
pemegang suatu benda yang diukur, adanya mekanisme sekrup pada mikrometer
yang skalanya terdiri dari skala utama dan skala nonius. Prinsip kerja mikrometer
sekrup dengan menggunakan suatu sekrup untuk memperbesar jarak yang terlalu
kecil untuk diukur secara langsung menjadi putaran suatu sekrup lain yang lebih
besar dan dapat dilihat skalanya. Mikrometer luar atau outside micrometer
biasanya digunakan dalam pengukuran benda yang tipis misalnya sehelai rambut,
serta memiliki manfaat mengukur besaran panjang yang lebih presisi, ketebalan
atau diameter luar dari benda-benda yang cukup kecil, seperti lempeng baja,
alumunium, diameter kabel, diameter kawat, lebar suatu kertas, dan masih banyak
lagi. Akurasi micrometer bergantung pada perawatan dan penggunaannya
sehingga keakuratan mikrometer harus dicek secara berkala (CHUSNI, 2012;
KURNIA & ARIEF, 2015; SYAM, 2017; FARADIBA, 2020).
Pengukuran kesalahan penunjukan mikrometer dilakukan dengan
perbandingan terhadap seperangkat balok ukur (gauge block), untuk menjamin
performa mikrometer (BADAN STANDARISASI NASIONAL, 2020). Gauge
block merupakan alat ukur standar yang terdiri dari potongan-potongan metal
yang berbentuk balok dengan tingkat kekasaran permukaan yang sangat rendah
dan memiliki dimensi yang sangat akurat karena kehalusan dan kerataan muka
ukurnya (SYAM, 2017).

3
1.2 Tujuan
Percobaan ini bertujuan melakukan konfirmasi kesesuaian pengukuran
dalam penunjukkan dan ketelitian pembacaan pada alat ukur outside micrometer
dengan cara menentukan nilai koreksi dan nilai ketidakpastian. Pelaksanaan
kalibrasi mikrometer luar ini berdasarkan instruksi kerja perusahaan yang
berlandaskan Japanese Industrial Standard (JIS) B 7502:2016 dan hasil yang
diperoleh akan dibandingkan dengan syarat keberterimaan perusahaan yang
mengacu pada JIS B 7502:2016.
1.3 Manfaat
Manfaat yang dapat diperoleh dari kalibrasi alat ukur outside micrometer
adalah diketahuinya status kalibrasi alat ukur tersebut, yang memberikan
informasi akurasi alat ukur dan memastikan bahwa alat ukur tersebut masih dapat
dipercaya untuk pengukuran sesuai penggunaannya. Selain itu, terdapat manfaat
penulisan laporan ini bagi penulis bahwa dengan adanya percobaan ini dilakukan
akan menambah wawasan pengetahuan dalam mempelajari teknik kalibrasi alat
ukur dimensi panjang terutama pada mikrometer luar, serta untuk memenuhi
syarat pendidikan diploma tiga program studi analisis kimia. Adapun, manfaat
bagi pembaca yaitu menambah pemahaman mengenai kalibrasi outside
micrometer.

4
BAB II PELAKSANAAN PRAKTIK KERJA INDUSTRI
2.1 Tempat dan Waktu
Percobaan ini merupakan bagian dari kegiatan praktik kerja industri
(prakerin) yang dilaksanakan di Laboratorium kalibrasi PT Arfindo Bersinar dan
beralamat tinggal di Perkantoran Kranggan RT 16 No. 25-26, Jalan Alternatif
Cibubur-Jakarta. Pelaksanaan kegiatan ini dimulai dari bulan Maret sampai
September 2021. Adapun, ringkasan kegiatan prakerin dapat dilihat pada
Lampiran 1.
2.2 Bahan dan Alat
2.2.1 Bahan
Bahan yang digunakan pada percobaan ini yaitu etanol 96%. Etanol
digunakan sebagai cairan pembersih permukaan outside micrometer, gauge block,
dan optical parallel.
2.2.2 Alat
Alat yang digunakan pada percobaan ini terdiri dari alat uji atau alat ukur
yang akan dikalibrasi, alat standar, dan alat penunjang. Alat yang dikalibrasi
berupa outside micrometer merek Mitutoyo tipe 103-137 dengan rentang ukur 0-
25 mm yang dapat dilihat pada Lampiran 2. Alat standar yang digunakan dapat
dilihat pada Lampiran 2 yang terdiri dari satu set gauge block kelas 0 dan satu set
optical parallel yang masing-masing sudah terkalibrasi, dengan sertifikat kalibrasi

5
gauge block dapat dilihat pada Lampiran 3 dan sertifikat kalibrasi optical parallel
dapat dilihat pada Lampiran 4. Selain itu, terdapat tisu, sarung tangan, micrometer
stand, dan thermohygrometer digital sebagai alat penunjangnya.
2.3 Cara Kerja
Metode kalibrasi outside micrometer ini berdasarkan instruksi kerja
kalibrasi outside micrometer PT Arfindo Bersinar yang mengacu pada JIS B
7502:2016. Percobaan kalibrasi ini terdiri dari tiga tahap, yaitu tahap persiapan,
tahap pengukuran, dan tahap pengolahan data. Tahap persiapan dimulai dengan
outside micrometer dan alat standarnya dibersihkan menggunakan etanol 96% dan
dilanjutkan dengan mengondisikannya terhadap lingkungan di ruangan kalibrasi
yang sudah diatur suhu dan kelembapan sebelumnya, serta tidak lupa mencatat
identitas alat ukur yang akan dikalibrasi.
Tahap pengukuran dilakukan pengambilan data dengan melakukan
pemeriksaan kerataan muka ukur atau permukaan outside micrometer dengan
optical parallel terlebih dahulu dan dilanjutkan dengan melakukan pemeriksaan
ketepatan dan kesesuaian pembacaan outside micrometer menggunakan gauge
block. Terakhir, tahap pengolahan data dilakukan dengan menentukan sumber-
sumber ketidakpastian kalibrasi outside micrometer dan dilanjutkan dengan
menghitung nilai koreksi dan nilai ketidakpastian dari alat ukur tersebut.
2.3.1 Tahap Persiapan
Kondisi ruangan kalibrasi disiapkan dengan mengatur suhu pada
(20,0±1,0) °C dan kelembapan ruangan pada (55±5) %RH. Outside micrometer
dan alat standarnya dibersihkan dengan cara dilap menggunakan tisu yang sudah
dibasahi etanol 96% sampai kering. Setelah itu, pengkondisian outside
micrometer dan alat standarnya terhadap lingkungan di ruangan kalibrasi yang
telah diatur sebelumnya dengan pengkondisian dilakukan selama minimal 6 jam.

6
Lembar kerja outside micrometer selanjutnya disiapkan dan dicatat identitas dari
alat ukur tersebut yang terdiri dari nama alat, merek, tipe, nomor seri, nomor
identitas, rentang ukur, dan resolusi alat. Identitas dari outside micrometer dan
kondisi ruangan saat proses kalibrasi ini dapat dilihat pada Lampiran 5.
2.3.2 Tahap Pengukuran
Tahap ini dimulai dengan memakai sarung tangan yang bersih dan kering
terlebih dahulu. Kelancaran fungsi komponen-komponen outside micrometer
diperiksa. Suhu dan kelembapan ruangan akan dicatat di awal, tengah, dan akhir
pada proses kalibrasi. Kerataan muka ukur (permukaan) akan diperiksa terlebih
dahulu dengan cara optical parallel ditempatkan diantara muka ukur tetap (anvile)
dan muka ukur bergerak (spindle) sehingga seolah-olah ketebalan optic yang akan
diukur dan dilakukan sebanyak tiga kali pengulangan. Garis interferensi yang
timbul pada saat optical parallel ditempatkan diantara muka ukur diamati dan
dihitung jumlah garis interferensi tersebut baik pada anvile maupun pada spindle.
Proses pengukuran kerataan permukaan mikrometer luar menggunakan optical
parallel dapat dilihat pada Lampiran 6.
Proses pengukuran berikutnya, dilakukan pengukuran kesesuaian
pembacaan outside micrometer. Outside micrometer dipasang pada micrometer
stand untuk zero setting. Pengukuran kesesuaian pembacaan outside micrometer
dilakukan dengan pengukuran dibeberapa titik ukur pada serangkaian gauge block
yang terdiri dari ketebalan (2,5; 5,1; 7,7; 10,3; 12,9; 15,0; 17,6; 20,2; 22,8; 25,0)
mm dan dilakukan juga pengukuran pada titik ukur 0,0 mm. Data pengukuran
dicatat di lembar kerja dan dilakukan lima kali pengulangan pada masing-masing
titik ukur, akan tetapi jika terdapat titik yang memiliki penyimpangan paling besar
maka dilakukan pembacaan ulang sebanyak lima kali pengulangan lagi. Proses
pengukuran kesesuaian pembacaan outside micrometer menggunakan gauge block
dan rangkaian alat kalibrasi ini dapat dilihat pada Lampiran 7.
7
2.3.3 Tahap Pengolahan Data
Data kalibrasi outside micrometer yang sudah diperoleh akan dilakukan
pengolahan data untuk mendapatkan nilai koreksi dan nilai ketidakpastian dari
alat ukur tersebut dengan perhitungan melalui Microsoft Excel. Dalam hal ini,
adanya sumber-sumber ketidakpastian kalibrasi outside micrometer meliputi,
repeatibility, daya baca alat/resolusi, standar gauge block, selisih koefisien muai,
suhu standar dengan sampel, drift standard, dan kesalahan geometris. Sumber
ketidakpastian outside micrometer ini akan tercantum pada diagram fishbone yang
dapat dilihat pada Lampiran 8. Sementara itu, nilai kerataan permukaan diperoleh
melalui perkalian antara jumlah garis interferensi yang didapat dengan ketentuan
JIS B 7502:2016 dan perhitungan kerataan permukaan mikrometer luar terhadap
standar optical parallel dapat dilihat pada Lampiran 9. Berikut ini adalah rumus
untuk menghitung nilai koreksi dan nilai ketidakpastian dari alat ukur outside
micrometer.
2.3.3.1 Nilai Koreksi Pada Outside Micrometer
(PT ARFINDO BERSINAR, 2019)
2.3.3.2 Ketidakpastian Repeatability (U1)
∑ ̅
(PT ARFINDO BERSINAR, 2019)

8
Keterangan:
U1 : Ketidakpastian repeatability (mm)
SD : Standar deviasi dari pengulangan (mm)
n : Jumlah pengulangan
x : Nilai setiap pembacaan ke-i, (i = 0; 2,5;……25 (mm))
: ata-rata pembacaan (mm)
Dengan C1 : Koefisien sensitifitas bernilai = 1
V1 : Derajat kebebasan dengan nilai (n-1) = 5-1 = 4
2.3.3.3 Ketidakpastian Resolusi Alat (U2)
(PT ARFINDO BERSINAR, 2019)
Keterangan :
U2 : Ketidakpastian resolusi alat (mm)
Resolusi : Skala terkecil yang mampu ditunjukkan alat (mm)
Dengan C2 : Koefisien sensitifitas bernilai = 1
V2 : Derajat kebebasan bernilai = 1010
2.3.3.4 Ketidakpastian Standar Gauge Block (U3)
(PT ARFINDO BERSINAR, 2019)
Keterangan:
U3 : Ketidakpastian standar gauge block (mm)
Us : Ketidakpastian standar yang diperoleh dari sertifikat kalibrasi (mm)

9
k : Faktor cakupan alat seperti dalam sertifikat kalibrasi, apabila tidak
dicantumkan diasumsikan = 2
Dengan C3 : Koefisien sensitifitas bernilai = 1
V3: Derajat kebebasan bernilai
2.3.3.5 Ketidakpastian Selisih Koefisien Muai (U4)
(PT ARFINDO BERSINAR, 2019)
Keterangan :
U4 : Ketidakpastian selisih koefisien muai (°C-1
)
α : Koefisien muai bahan (°C-1
)
: Keseragamaan suhu (°C)
L : Rentang terpanjang pada pengukuran kalibrasi alat ukur (mm)
Dengan C₄ : Koefisien sensitivitas (mm °C)
V4 : Derajat kebebasan bernilai = 1010
2.3.3.6 Ketidakpastian Suhu Standar dengan Sampel (U5)
Perbedaan suhu standar dengan suhu alat ukur yang akan dikalibrasi
dapat diestimasi ±0,1 °C sehingga menjadi:
(PT ARFINDO BERSINAR, 2019)

10
Keterangan :
U5 : Ketidakpastian suhu standar dengan sampel (°C)
α : Koefisien muai bahan (°C-1
)
L : Rentang terpanjang pada pengukuran kalibrasi alat ukur (mm)
Dengan C5 : Koefisien sensitivitas (mm °C-1
)
V5 : Derajat kebebasan bernilai = 1010
2.3.3.7 Ketidakpastian Drift Standard (U6)
| |
(PT ARFINDO BERSINAR, 2019)
Keterangan :
U6 : Ketidakpastian drift standar (mm)
KS1 : Koreksi sertifikat lama (mm)
KS2 : Koreksi sertifikat baru (mm)
Dengan C6 : Koefisien sensitifitas bernilai = 1
V6 : Derajat kebebasan bernilai = 1010
2.3.3.8 Ketidakpastian Kesalahan Geometris (U7)
(PT ARFINDO BERSINAR, 2019)
Keterangan :
Estimasi berasal dari ketetapan Laboratorium kalibrasi PT Arfindo Bersinar
U7 : Ketidakpastian kesalahan geometris (mm)
Dengan C7 : Koefisien sensitifitas bernilai = 1
V7 : Derajat kebebasan bernilai = 1010

11
2.3.3.9 Ketidakpastian Baku Gabungan
√
(PT ARFINDO BERSINAR, 2019)
Keterangan : Uc : Ketidakpastian baku gabungan (mm)
2.3.3.10 Ketidakpastian Bentangan (U95)
(PT ARFINDO BERSINAR, 2019)
Keterangan : U95 : Ketidakpastian bentangan (mm)
k : Faktor cakupan, menggunakan selang kepercayaan 95% (α = 0,05)
2.3.3.11 Nilai Derajat Kebebasan Efektif, Veff
∑
(PT ARFINDO BERSINAR, 2019)
12
BAB III HASIL DAN PEMBAHASAN
Peralatan yang digunakan untuk suatu pengukuran harus mampu
mencapai ketepatan pengukuran dan ketidakpastian pengukuran yang diperlukan
untuk memberikan hasil yang valid. Oleh karena itu, suatu alat ukur harus
dilakukan kalibrasi untuk mendapatkan informasi berupa ketelitian pengukuran
atau ketidakpastian pengukuran yang akan mempengaruhi keabsahan suatu hasil
yang dilaporkan. Selain itu, untuk memastikan hasil pengukuran dapat tertelusur
ke satuan internasional (BADAN STANDARISASI NASIONAL, 2017). Suatu
pengukuran di industri akan berpengaruh kepada mutu suatu produk sehingga
semua kegiatan produksi tidak luput dari kegiatan pengukuran. Ada dua alasan
penting alat ukur harus dikalibrasi, yaitu untuk menentukan akurasi alat ukur dan
memastikan bahwa alat ukur tersebut masih dapat dipercaya (LEMBAGA ILMU
PENGETAHUAN INDONESIA, 2014).
Percobaan ini dilakukan di Laboratorium yang kondisi ruangannya sudah
diatur dengan suhu (20,0±1,0) °C dan kelembapan (55±5) %RH untuk
meminimalkan terjadinya pemuaian pada alat uji dan alat standar, serta mencegah
terjadinya karatan yang mengakibatkan akan mengganggu kinerja alat. Menurut
KURNIYATI (2005) pemuaian adalah perubahan sifat fisis dari benda akibat
perubahan temperatur sehingga ukuran benda akan mengalami pertambahan
apabila suhunya naik dan jika suhunya diturunkan maka ukuran benda mengecil.
Menurut ALZAM et al (2021) proses korosi umumnya tidak bisa dihentikan sama
sekali karena merupakan sesuatu proses alami yang terjadi saat suatu logam
kontak dengan lingkungan berupa kelembapan, curah hujan, dan lain sebagainya.
Hal ini tentu akan mengakibatkan berkurangnya nilai material secara teknis dan
terjadi perubahan bentuk material. Kelembapan merupakan jumlah uap air di
udara yang dipengaruhi oleh temperatur dan tekanan tertentu.
Tahap awal kalibrasi ini, outside micrometer dan alat standarnya
dibersihkan dengan cara dilap menggunakan tisu yang sudah dibasahi etanol 96%
untuk menghilangkan kotoran, debu, ataupun lemak yang masih tertinggal di alat.
Setelah itu, pengkondisian outside micrometer dan alat standarnya dilakukan

13
selama minimal 6 jam di ruangan kalibrasi pada suhu standar 20 °C, agar tidak
terjadi perbedaan suhu yang cukup besar antara suhu alat standar dengan suhu alat
yang dikalibrasi.
Kalibrasi outside micrometer dilakukan menggunakan standar gauge
block dan optical parallel dengan spesifikasi kinerja yang diberikan standar harus
berada pada suhu referensi standar 20 °C yang ditentukan JIS B 0680. Kalibrasi
ini dilakukan dengan menggunakan metode gauge block sebagai standarnya yang
ditempatkan diantara muka ukur anvile dan spindle, kemudian dibaca pengukuran
yang diperoleh. Pengukuran dilakukan dibeberapa titik ukur yaitu (0,0; 2,5; 5,1;
7,7; 10,3; 12,9; 15,0; 17,6; 20,2; 22,8; 25,0) mm yang bertujuan dapat diperoleh
kesalahan penunjukan diberbagai sudut rotasi spindle. (JAPANESE
INDUSTRIAL STANDARDS, 2016). Data pengukuran kalibrasi outside
micrometer serta contoh perhitungan rerata dan standar deviasinya dapat dilihat
pada Lampiran 10.
3.1 Nilai Kerataan Permukaan Outside Micrometer
Kegiatan ini dilakukan hanya untuk mengetahui nilai kerataan
permukaan anvile maupun spindle. Jumlah garis interferensi yang terbentuk pada
masing-masing anvile dan spindle akan dikalikan dengan nilai 0,3 μm sesuai
dengan ketentuan JIS B 7502:2016, setelah itu ditambahkan dengan nilai koreksi
maksimum pada optical parallel yang tercantum di sertifikat optical parallel dan
dapat dilihat di Lampiran 4. Jadi, nilai pelaporan kerataan permukaan outside
micrometer diperoleh pada anvile 1,280 μm dan spindle 0,980 μm, dikarenakan
ketebalan optical parallel yang digunakan adalah 15 mm dengan nilai koreksi
sebesar 0,08 μm. Perhitungan nilai ini dapat dilihat pada Lampiran 9. Menurut
JAPANESE INDUSTRIAL STANDARDS (2016) nilai kerataan muka ukur
anvile maupun spindle didapatkan dengan menghitung jumlah garis interferensi
merah yang dihasilkan oleh cahaya putih saat optical parallel ditempatkan
diantara permukaan outside micrometer sebagai 0,3 μm
14
3.2 Nilai Koreksi Outside Micrometer
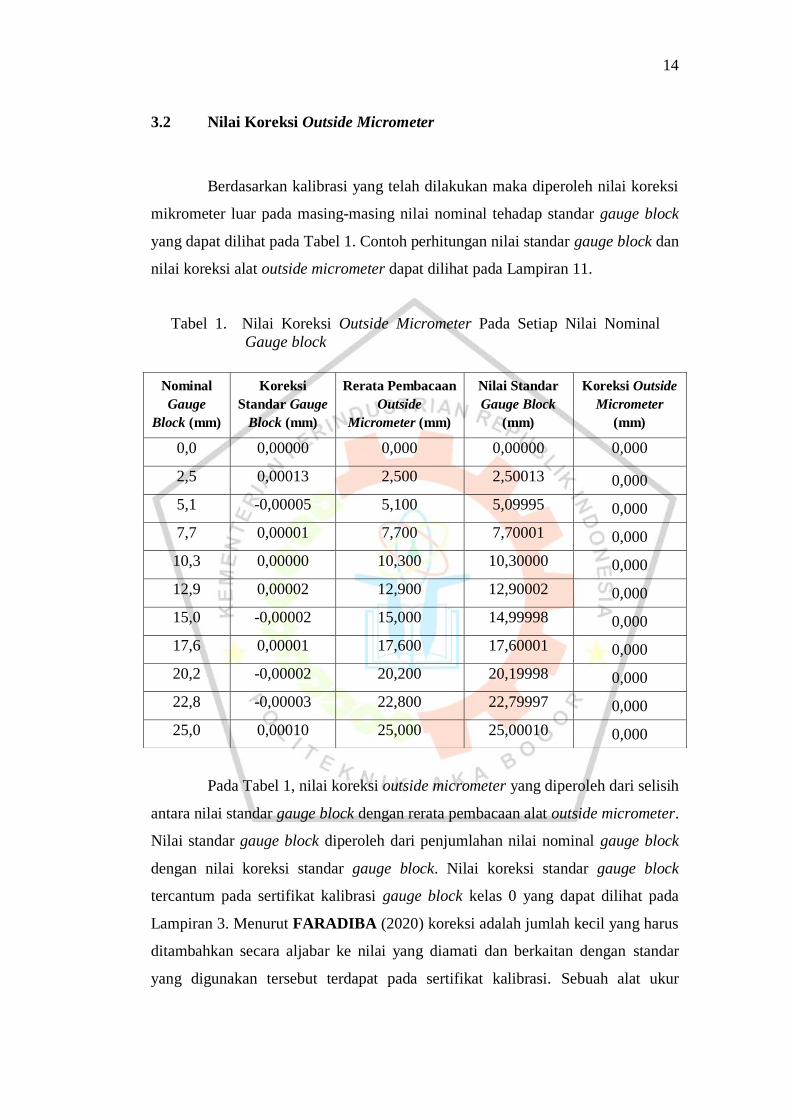
Berdasarkan kalibrasi yang telah dilakukan maka diperoleh nilai koreksi
mikrometer luar pada masing-masing nilai nominal tehadap standar gauge block
yang dapat dilihat pada Tabel 1. Contoh perhitungan nilai standar gauge block dan
nilai koreksi alat outside micrometer dapat dilihat pada Lampiran 11.
Tabel 1. Nilai Koreksi Outside Micrometer Pada Setiap Nilai Nominal
Gauge block
Pada Tabel 1, nilai koreksi outside micrometer yang diperoleh dari selisih
antara nilai standar gauge block dengan rerata pembacaan alat outside micrometer.
Nilai standar gauge block diperoleh dari penjumlahan nilai nominal gauge block
dengan nilai koreksi standar gauge block. Nilai koreksi standar gauge block
tercantum pada sertifikat kalibrasi gauge block kelas 0 yang dapat dilihat pada
Lampiran 3. Menurut FARADIBA (2020) koreksi adalah jumlah kecil yang harus
ditambahkan secara aljabar ke nilai yang diamati dan berkaitan dengan standar
yang digunakan tersebut terdapat pada sertifikat kalibrasi. Sebuah alat ukur
Nominal
Gauge
Block (mm)
Koreksi
Standar Gauge
Block (mm)
Rerata Pembacaan
Outside
Micrometer (mm)
Nilai Standar
Gauge Block
(mm)
Koreksi Outside
Micrometer
(mm)
0,0 0,00000 0,000 0,00000 0,000
2,5 0,00013 2,500 2,50013 0,000
5,1 -0,00005 5,100 5,09995 0,000
7,7 0,00001 7,700 7,70001 0,000
10,3 0,00000 10,300 10,30000 0,000
12,9 0,00002 12,900 12,90002 0,000
15,0 -0,00002 15,000 14,99998 0,000
17,6 0,00001 17,600 17,60001 0,000
20,2 -0,00002 20,200 20,19998 0,000
22,8 -0,00003 22,800 22,79997 0,000
25,0 0,00010 25,000 25,00010 0,000

15
dikatakan presisi jika untuk pengukuran besaran fisis tertentu yang diulang, maka
alat ukur tersebut mampu menghasilkan hasil ukur yang sama seperti sebelumnya.
Nilai koreksi inilah yang menunjukkan besarnya penyimpangan atau
ketidaksesuaian pembacaan alat ukur mikrometer luar terhadap standar gauge
block. Semakin besar nilai koreksi maka akan semakin besar penyimpangan atau
ketidaksesuaian pembacaan alat ukur tersebut. Berdasarkan Tabel 1, nilai koreksi
outside micrometer diperoleh 0,000 mm untuk setiap nilai nominal, hal ini
menyatakan bahwa nilai koreksi pada setiap nilai nominal relatif kecil karena
tidak melebihi resolusi alat sehingga kinerja alat tersebut baik dan memiliki
ketelitian tinggi. Adanya penulisan atau pelaporan nilai koreksi outside
micrometer dengan 3 angka dibelakang desimal dimasudkan untuk sesuai dengan
galat alat ukur outside micrometer
3.3 Estimasi Sumber Ketidakpastian Pengukuran Outside Micrometer
Ketidakpastian adalah spesifik untuk suatu pengukuran tertentu yang
artinya bahwa nilai suatu ketidakpastian hanya diasosiasikan terhadap suatu hasil
pengukuran tertentu, dengan alat ukur tertentu, pada kondisi lingkungan tertentu,
oleh operator tertentu, dan kondisi lain yang spesifik untuk pengukuran tersebut.
Nilai ketidakpastian haruslah reliabel untuk memprediksi bahwa hasil pengukuran
tertentu akan bervariasi dalam batas interval tertentu dengan interval kepercayaan
(confidence interval) minimal 95% dan kalibrasi diperlukan karena keterlacakan
dapat terealisasikan dengan mencantumkan nilai ketidakpastian (SYAM, 2017).
Setiap pengukuran akan selalu menghasilkan hasil ukur yang tidak
sebenarnya dikarenakan tidak mengetahui nilai benar maka hasil ukur yang
diperoleh harus dinyatakan dalam bentuk interval hasil pengukuran. Bahkan,
ketika koreksi yang tepat untuk sumber kesalahan yang diketahui atau diduga
telah diterapkan masih ada ketidakpastian, yaitu keraguan tentang seberapa baik
hasil pengukuran mewakili nilai sebenarnya dari kuantitas yang diukur. Semakin
kecil ketidakpastian maka akan semakin tepat hasil pengukuran yang dilakukan
16
dengan menunjukkan akurasi yang baik maka harus dipastikan bahwa kondisi alat
sudah dalam keadaan terkalibrasi dengan baik (FARADIBA, 2020).
Ketidakpastian pengukuran adalah parameter yang terkait dengan hasil
pengukuran yang mencirikan dispersi nilai-nilai secara wajar dapat dikaitkan
dengan besaran ukur (JOINT COMMITTEE FOR GUIDES IN
METROLOGY, 2008). Terdapat dua kategori komponen ketidakpastian, yaitu
jenis A dan jenis B. Masing-masing jenis dibedakan menurut metode evaluasinya.
Ketidakpastian jenis A, dievaluasi menggunakan metode statistika baku untuk
menganalisis satu himpunan pengukuran dan mencangkup kesalahan-kesalahan
acak. Kesalahan-kesalahan ini dikarakterisasikan dengan taksiran variansi atau
simpangan baku, nilai rata-rata (atau yang ekuivalen), dan derajat kebebasan.
Sementara itu, ketidakpastian jenis B dievaluasi dengan cara selain analisis
statistika pada jumlah pengamatan. Perhitungan ketidakpastian ini mencangkup
kesalahan sistematik dalam mengevaluasinya perlu dicari besaran yang dapat
diambil sebagai variansi (keberadaanya diamsusikan). Kesalahan-kesalahan ini
dikarakterisasikan dengan taksiran variansi atau simpangan baku, nilai rata-rata
(yang mungkin nilainya nol), dan derajat kebebasan (LEMBAGA ILMU
PENGETAHUAN INDONESIA, 2014).
Menurut EURACHEM/CITAC GUIDE 4 (2012) prosedur kalibrasi ini
memberikan informasi tentang efek gabungan dari banyaknya sumber potensi
sehingga ketidakpastian pengukuran terdiri dari banyak komponen. Beberapa
komponen dapat dievaluasi dari distribusi statistika hasil serangkaian pengukuran
maka terdapat beberapa jenis distribusi, yaitu :
1. Distribusi rectangular, merupakan distribusi yang digunakan ketika sertifikat
atau spesifikasi lainnya memberi batas tanpa menentukan tingkat
kepercayaan. Estimasi dibuat dalam bentuk rentang maksimum (±a) tanpa
diketahui bentuk distribusinya. Ketidakpatian dengan bentuk sebaran ini
dapat dihitung dengan rumus
2. Distribusi triangular, merupakan distribusi yang digunakan ketika informasi
yang tersedia mengenai x kurang terbatas dibandingkan dengan distribusi
rectangular. Estimasi dibuat dalam bentuk rentang maksimum (±a) yang

17
dideskripsikan dalam distribusi simetris. Ketidakpatian dengan bentuk
sebaran ini dapat dihitung dengan rumus
.
3. Distribusi normal dihasilkan dari pengulangan pengukuran dari sebuah proses
acak yang bervariasi. Distribusi ini dapat digunakan apabila diamsusikan
untuk ketidakpastian yang menyatakan tingkat kepercayaan. Estimasi
diberikan dalam bentuk standar deviasi, standar deviasi relatif, atau
persentase koefisien variasi tanpa menentukan distribusinya.
Percobaan kalibrasi outside micrometer ini memiliki sumber-sumber
ketidakpastian meliputi repeatibility, daya baca alat/resolusi, standar gauge block,
selisih koefisien muai, suhu standar dengan sampel, drift standard, dan kesalahan
geometris. Pada sumber ketidakpastian selisih koefisien muai terdapat faktor yang
berpengaruh dan dapat dilihat pada Tabel 2.
Tabel 2. Faktor yang Berpengaruh Pada Ketidakpastian Selisih Koefisien
Muai
Faktor yang
berpengaruh Satuan Nilai
Keseragaman
suhu °C 0,1
Koefisien muai °C-1
0,000002
Rentang mm 25
Adanya tujuh komponen sumber ketidakpastian dari pengukuran
kalibrasi outside micrometer akan tercantum pada diagram fishbone yang dapat
dilihat di Lampiran 8. Menurut KHODIJAH (2015) diagram sebab akibat atau
fishbone diagram digunakan untuk mengidentifikasi dan menganalisis suatu
proses atau situasi dan menemukan kemungkinan penyebab suatu persoalan atau
masalah yang terjadi, ketidaksesuaian, dan kesenjangan yang terjadi. Hasil
estimasi sumber ketidakpastian pengukuran kalibrasi outside micrometer dapat
dilihat pada Tabel 3 dan perhitungan estimasi ketidakpastian dapat dilihat pada
Lampiran 13.

18
Tabel 3. Estimasi Ketidakpastian Outside Micrometer
Komponen
Ketidakpastian Satuan Distribusi Type U K Vi
Ui
(U/k) Ci
(Ui x Ci)
(mm)
(Ui x
Ci)4 Vi
Repeatability
(U₁) mm Normal A 0,000000 4 0,000000 1 0,000000 0,0E+00
Resolusi Alat
(U₂) mm Rectangular B 0,001000 0,000577 1 0,000577 1,1E-23
Standar Gauge
Block (U₃) mm Normal B 0,000150 2 200 0,000075 1 0,000075 1,6E-19
Selisish
Koefisien Muai
(U₄) °C Rectangular A 0,000002
0,000001 0,42 0,000000 5,4E-30
Suhu Standar
dengan Sampel
(U₅)
°C Rectangular B 0,100000
0,057735 3E-4 0,000017 9,0E-30
Drift Standard
(U₆) mm Rectangular B 0,000070
0,000040 1 0,000040 2,7E-30
Kesalahan
Geometris (U₇) mm Rectangular B 0,000200 0,000115 1
0,000115 1,8E-26
Jumlah 1,6E-19
Ketidakpastian Baku Gabungan, Uc = (∑√ 0,000595
Derajat Kebebasan Efektif, Veff 793073,39
Faktor Cakupan (α = 95%), k = TINV(0.05,Veff) 2
Ketidakpastian Bentangan, U95 = Uc x k mm
= 1,190 μm
3.3.1 Ketidakpastian Repeatability (U1)
Repeatability atau pengulangan merupakan pengukuran berturut-turut
dari pengukuran yang sama dan dilakukan dalam prosedur pengukuran yang sama,
pengamat yang sama, kondisi yang sama (lingkungan), lokasi yang sama dan
pengulangan dilakukan dalam periode waktu yang singkat. Adanya pengulangan
menunjukkan kedekatan antara hasil pengukuran yang berurutan dari besaran
yang sama dilakukan (FARADIBA, 2020).
Percobaan ini dilakukan pengukuran dibeberapa titik ukur dengan lima
kali pengulangan sehingga setiap titik ukur akan memiliki standar deviasi.
Ketidakpastian baku repeatability diperoleh dari nilai standar deviasi maksimum
di antara titik ukur tersebut dengan tujuan mencangkup seluruh faktor kesalahan
yang terjadi pada pengulangan pengukuran. Standar deviasi maksimum tersebut

19
dibagi dengan faktor cakupan √n yang merupakan akar dari banyaknya
pengulangan yang dilakukan sehingga ketidakpastian baku repeatability
mikrometer luar diperoleh 0,00000 mm. Ketidakpastian baku repeatability berarti
dievaluasi sebagai jenis A dan bagian dari distribusi normal. Menurut HIDAYAT et
al (2019) simpangan baku atau standar deviasi adalah nilai statistik yang
dimanfaatkan untuk menentukan bagaimana sebaran data dalam sampel.
3.3.2 Ketidakpastian Resolusi Alat (U2)
Ketidakpastian baku resolusi alat pada percobaan ini didapatkan dari
resolusi outside micrometer yaitu 0,01 mm yang dikalikan dengan 1/10, kemudian
dibagi dengan faktor cakupan sehingga ketidakpastian baku resolusi alat
diperoleh 0,000577 mm. Ketidakpastian ini dievaluasi sebagai jenis B dan bagian
dari distribusi rectangular karena berasal dari spesifikasi alat serta tidak
memberikan tingkat kepercayaan.
Resolusi didapatkan dari skala terkecil yang mampu dibaca oleh alat ukur
tersebut. Dengan kata lain, resolusi digambarkan sebagai jarak terkecil yang dapat
dicapai dari pergerakan atau indikasi suatu alat ukur (SYAM, 2017). Sifat presisi
sebuah alat ukur bergantung pada resolusi dan stabilitas alat ukur maka sifat
ketelitian yang dipengaruhi oleh resolusi alat dapat diidentifikasi sebagai
penyumbang ketidakpastian pengukuran (FARADIBA, 2020).
3.3.3 Ketidakpastian Standar Gauge Block (U3)
Kesalahan sistematis dapat menyebabkan hasil pengukuran menyimpang
dari hasil sebenarnya dan simpangan tersebut mempunyai arah tertentu. Kesalahan
ini disebabkan oleh kekurangan pada instrumen itu sendiri, ketidakmampuan
dalam mendeteksi sistem pengukuran, bias konstan, kesalahan dalam nilai standar,
fisik konstan, dan properti medium atau faktor konversi yang digunakan.
Penyebab khas dari kesalahan sistematis meliputi kesalahan pengamatan, tidak

20
sempurna kalibrasi instrumen, dan gangguan lingkungan (FARADIBA, 2020).
Terdapatnya faktor yang mempengaruhi akurasi pengukuran dari standar tersebut
maka diidentifikasi sebagai penyumbang ketidakpastian pengukuran.
Ketidakpastian standar gauge block diperoleh dari nilai ketidakpastian
gauge block maksimum yang tertera pada sertifikat gauge block dan tercantum di
Lampiran 3. Nilai ketidakpastian gauge block maksimum yang digunakan dalam
perhitungan bertujuan mencangkup seluruh nilai ketidakpastian di setiap nominal
gauge block. Oleh karena itu, nilai ketidakpastian asal standar yang diperoleh
0,000150 mm yang kemudian dibagi 2 (pada selang kepercayaan 95%) sehingga
nilai ketidakpastian baku gauge block standard didapatkan sebesar 0,000075 mm.
Ketidakpastian standar gauge block dievaluasi sebagai jenis B dengan distribusi
normal karena pada sertifikat gauge block memiliki tingkat kepercayaan.
3.3.4 Ketidakpastian Selisih Koefisien Muai (U4)
Mikrometer dan gauge block diasumsikan terbuat dari material yang
sama sehingga keduanya mempunyai koefisien muai termal yang sama pula
(BADAN STANDARISASI NASIONAL, 2020). Ketidakpastian ini didapat dari
koefisien muai gauge block dengan nilai 2 10-6
°C-1
yang dibagi sehingga
diperoleh 0,000001 °C-1
, selanjutnya dikalikan nilai koefisien sensitivitas sebesar
0,42 mm °C didapat dari perkalian antara rentang terpanjang pada pengukuran
kalibrasi alat ukur dengan koefisien muai bahan gauge block dan dengan
keseragaman suhu, lalu dibagi dengan koefisien muai besi sebesar 12 10-6
°C-1
(PT ARFINDO BERSINAR, 2019). Jadi, ketidakpastian baku selisih koefisien
muai diperoleh 0,000000 mm. Adanya faktor yang berpengaruh pada
ketidakpastian ini yaitu keseragaman suhu dengan nilai 0,1 °C dikarenakan
menganggap terjadinya perbedaan suhu antara alat standar, alat uji, dan
lingkungan hanya berbeda ±0,1 °C sebab antara alat standar dan alat uji
diletakkan di lingkungan yang sama.
Adanya pemuaian yang sangat dipengaruhi oleh suhu ruang saat proses
kalibrasi terhadap jenis bahan mikrometer luar dan gauge block maka koefisien
21
muai diidentifikasi sebagai penyumbang ketidakpastian pengukuran.
Ketidakpastian ini dikategorikan sebagai kesalahan acak yang tidak tertelusur
maka termasuk ketidakpastian jenis A dan bagian dari distribusi rectangular
karena tidak memberikan tingkat kepercayaan. Menurut SIMANJUNTAK (2010)
ukuran material akan mengalami perubahan saat mengalami perubahan temperatur
pada tekanan konstan. Besar perubahan ukuran yang terjadi pada saat pemuaian
berbeda-beda untuk setiap material dan terjadinya perubahan panjang pada
material padat. Besar perubahan ini dipengaruhi nilai koefisien muai termal
masing-masing material
3.3.5 Ketidakpastian Suhu Standar dengan Sampel (U5)
Mikrometer dan gauge block dikondisikan cukup lama maka mempunyai
suhu yang sama sehingga perbedaan suhunya mendekati nol (BADAN
STANDARISASI NASIONAL, 2020). Ketidakpastian suhu standar dengan
sampel (alat yang dikalibrasi) didapatkan dari perbedaan suhu standar dengan
suhu alat yang dikalibrasi dapat diestimasi sebesar ±0,1°C (PT ARFINDO
BERSINAR, 2019). Hal ini karena mengasumsikan perbedaan suhu antara
standar gauge block dengan alat ukur outside micrometer hanya berbeda ±0,1 °C,
sebab keduanya diletakkan bersamaan di dalam satu ruang kalibrasi yang kondisi
lingkungannya telah diatur sebelumnya sesuai dengan suhu standar 20 °C dan
dalam waktu yang lama sehingga akan terjadinya keseragaman suhu. Oleh karena
itu, tahap persiapan pada percobaan kalibrasi ini alat outside micrometer yang
akan dikalibrasi dan alat standarnya akan dikondisikan di dalam ruangan kalibrasi
selama minimal 6 jam.
Ketidakpastian ini didapatkan dari 0,1 °C dibagi dengan faktor cakupan
dan diperoleh 0,057735 °C. Hasil tersebut dikali dengan nilai koefisien
sensitivitas sebesar 0,0003 mm °C-1
yang didapat dari perkalian antara rentang
terpanjang pada pengukuran kalibrasi alat ukur dengan koefisien muai besi
sebesar 12 10-6
°C-1
. Jadi, ketidakpastian baku suhu standar dengan sampel
diperoleh 0,000017 mm.

22
Adanya perbedaan suhu antara alat yang dikalibrasi dengan standarnya
akan mempengaruhi hasil dari kalibrasi dikarenakan tidak mencapai keseragaman
suhu maka perbedaan suhu antara sampel dengan standarnya diidentifikasi sebagai
penyumbang ketidakpastian pengukuran. Ketidakpastian ini dievaluasi sebagai
ketidakpastian jenis B dan bagian dari distribusi rectangular karena keberadaanya
diamsusikan dan tidak memberikan tingkat kepercayaan.
3.3.6 Ketidakpastian Drift Standard (U6)
Drift standar terjadi karena pemakaian standar yang terus-menerus
sehingga dapat menyebabkan perubahan nilai koreksi atau penyimpangan pada
hasil kalibrasi berikutnya. Oleh karena itu, drift standar dianggap sebagai
penyumbang ketidakpastian pengukuran karena dipengaruhi oleh kualitas gauge
block dari segi berapa banyak pemakaian dan usia gauge block. Menurut BADAN
STANDARISASI NASIONAL (2020) & FARADIBA (2020) drift terjadi ketika
pembacaan berturut-turut menjadi konsisten lebih rendah atau lebih tinggi dari
waktu ke waktu dan sebagai perubahan nilai koreksi dari suatu alat.
Ketidakpastian drift standard didapatkan dari selisih antara nilai
maksimum koreksi sertifikat standar lama tahun 2016 dengan nilai maksimum
koreksi sertifikat standar baru tahun 2020 maka diperoleh 0,00007 mm yang akan
dibagi dengan faktor cakupan . Jadi, nilai ketidakpastian baku drift standard
diperoleh 0,000040 mm. Ketidakpastian ini dalam mengevaluasinya didapat dari
sertifikat hasil kalibrasi sehingga termasuk ketidakpastian jenis B dan bagian dari
distribusi rectangular karena nilai koreksi standar tidak memiliki tingkat
kepercayaan. Data drift standard gauge block untuk kalibrasi mikrometer luar
beserta perhitungannya dapat dilihat pada Lampiran 12.

23
3.3.7 Ketidakpastian Kesalahan Geometris (U7)
Ketidakpastian kesalahan geometris ini diperhitungkan dalam kalibrasi
dimensi. Adanya handling (perlakuan) terhadap mikrometer ini seperti kerataan
permukaan ukur dan ketegaklurusan posisi pengukuran mikrometer luar terhadap
standarnya dianggap sebagai penyumbang ketidakpastian pengukuran. Menurut
BADAN STANDARISASI NASIONAL (2020) & FARADIBA (2020)
geometris obyek ukur mempunyai bentuk yang bermacam-macam agar
mendapatkan hasil pengukurannya yang paling baik menurut standar yang berlaku
maka diperlukan cara pengukuran yang tepat dan benar. Adanya efek geometris
akibat dari ketidaksempurnaan muka ukur mikrometer.
Ketidakpastian baku kesalahan geometris didapatkan dari nilai tetapan
0,2 μm yang berasal dari ketetapan Laboratorium kalibrasi PT Arfindo Bersinar
yang selanjutnya dibagi dengan sehingga diperoleh nilai 0,000115 mm.
Ketidakpastian baku kesalahan geometris dievaluasi sebagai ketidakpastian jenis
B dan bagian dari distribusi rectangular karena keberadaanya diamsusikan dan
tidak memberikan tingkat kepercayaan.
Ketidakpastian baku gabungan adalah gabungan ketidakpastian masing-
masing unsur yang memberikan kontribusi pada ketidakpastian pengukuran. Nilai
dari ketidakpastian baku gabungan sama dengan akar kuadrat positif dari jumlah
semua suku yang merupakan varian hasil perhitungan bervariasi terhadap
perubahan bersama. Jadi, dalam menggabungkan ketidakpastian, koefisien
sensitivitas (Ci) harus diperhitungkan untuk menyamakan satuan dan memberikan
bobot pada setiap komponen ketidakpastian (ISLAM & SUKARDAN, 2016).
Dengan demikian, percobaan kalibrasi ini yang telah dilakukan akan
menunjukkan suatu nilai terhitung, nilai koreksi, dan nilai ketidakpastian yang
dijadikan suatu landasan untuk mengetahui kesesuaian penunjukkan pengukuran
dari suatu alat ukur. Berdasarkan data pengukuran, perhitungan, dan estimasi
pengukuran kalibrasi mikrometer luar maka dapat disajikan diagram faktor
penyumbang ketidakpastian pada kalibrasi ini yang dapat dilihat pada Gambar 1.

24
0.0000
0.0001
0.0002
0.0003
0.0004
0.0005
0.0006
0.0007
Gambar 1. Faktor Ketidakpastian Outside Micrometer
Berdasarkan Gambar 1 dengan melihat nilai ketidakpastian baku dari
masing-masing faktor penyumbang ketidakpastian dapat diketahui bahwa
ketidakpastian resolusi alat sebagai penyumbang ketidakpastian terbesar. Hal ini
menunjukkan bahwa resolusi alat yang dipengaruhi oleh spesifikasi mikrometer
luar akan mempengaruhi ketelitian dalam penunjukkan pengukuran.
Faktor cakupan pada kalibrasi ini dipengaruhi oleh derajat kebebasan
efektiv (Veff) yang diperoleh dari perhitungan melalui Microsoft Excel dengan
rumus TINV(0.05,Veff). Derajat kebebasan efektiv (Veff) yang didapatkan sebesar
793073,39 sehingga diperoleh nilai faktor cakupannya 1,96 akan tetapi dengan
ketentuan dari perusahaan PT Arfindo Bersinar nilai faktor cakupan tersebut akan
dibulatkan menjadi 2 (PT ARFINDO BERSINAR, 2019). Jadi, ketidakpastian
bentangan diperoleh mm atau setara dengan 1,190 μm yang didapat
dari perkalian faktor cakupan dengan ketidakpastian baku gabungan.
Faktor cakupan adalah faktor numerik yang digunakan sebagai pengali
terhadap ketidakpastian baku gabungan untuk memperoleh ketidakpastian
bentangan. Ketidakpastian bentangan merupakan ukuran ketidakpastian yang
mendefinisikan interval hasil pengukuran dengan nilai ukur tersebut diyakini
berada (ISLAM & SUKARDAN, 2016).

25
Pada Tabel 1 dan Tabel 3 didapatkan nilai koreksi dan nilai
ketidakpastian kalibrasi outside micrometer, selanjutnya akan dibandingkan
dengan syarat keberterimaan perusahaan yang dapat dilihat di Lampiran 14.
Pelaporan hasil kalibrasi yang dibandingkan dengan syarat keberterimaan dapat
dilihat di Tabel 4.
Tabel 4. Pelaporan Hasil Kalibrasi Outside Micrometer
Pembacaan
Alat (mm)
Koreksi
(mm)
Ketidakpastian
(μm)
Syarat Keberterimaan
Berdasarkan JIS B
7502:2016
0,000 0,000
±1,190 ±2 μm
2,500 0,000
5,100 0,000
7,700 0,000
10,300 0,000
12,900 0,000
15,000 0,000
17,600 0,000
20,200 0,000
22,800 0,000
25,000 0,000
Penentuan kondisi alat mikrometer luar dilakukan dengan
membandingkan syarat keberterimaan perusahaan berdasarkan JIS B 7502:2016
dengan ketentuan ±2 μm. Berdasarkan Tabel 4, nilai ketidakpatian yang didapat
sebesar ±1,190 μm dengan syarat keberterimaan ±2 μm maka menujukkan akurasi
yang baik dikarenakan memiliki nilai ketidakpastian yang relatif kecil dan bahkan
tidak melebihi syarat keberterimaan yang mengacu pada JIS B 7502:2016, serta
hal ini juga membuktikan bahwa alat ukur mikrometer luar yang telah dikalibrasi
memenuhi syarat keberterimaan.

26
BAB IV SIMPULAN
Berdasarkan kalibrasi mikrometer luar merek Mitutoyo tipe 103-137
dengan rentang ukur 0-25 mm yang telah dilakukan, untuk masing-masing nilai
titik ukur pada (0,000; 2,500; 5,100; 7,700; 10,300; 12,900; 15,000; 17,600;
20,200; 22,800; 25,000) mm diperoleh nilai koreksi 0,000 mm dan nilai
ketidakpastian didapatkan ±1,190 μm yang memiliki tingkat kepercayaan 95%.
Mikrometer luar yang telah dikalibrasi memenuhi syarat keberterimaan
perusahaan dengan berlandaskan pada JIS B 7502:2016.

27
DAFTAR PUSTAKA
ALZAM, R. R., ARWIZET K., H. NURDIN, Z. ABADI. 2021. Pengaruh
Temperatur dan Kelembaban Udara Terhadap Laju Korosi Pada Baja ST
37. VOMEK 3(1): 99-104
BADAN STANDARISASI NASIONAL. 2017. STANDAR NASIONAL
INDONESIA (SNI) ISO/EIC 17025 : Persyaratan Umum Kompetensi
Laboratorium Pengujian dan Laboratorium Kalibrasi. Badan
Standardisasi Nasional. Jakarta.
BADAN STANDARISASI NASIONAL. 2020. SNSU PK.P01 : 2020 Panduan
Kalibrasi Mikrometer. Badan Standardisasi Nasional. Jakarta.
CHUSNI, M.M. 2012. Pengenalan Alat Ukur. UIN Sunan Gunung Djati
Bandung. Bandung
EURACHEM / CITAC GUIDE 4. 2012. Quantifying Uncertainty in Analytical
Measurement. Editor S. L. R. Ellison dan A. Williams. CITAC.
FARADIBA. 2020. Buku Materi Pembelajaran Metode Pengukuran Fisika.
Universitas Kristen Indonesia. Jakarta
HIDAYAT, R. N., L. M. SABRI., M. AWALUDIN. 2019. Analisis Desain
Jaring GNSS Berdasarkan Fungsi Presisi (Studi Kasus : Titik Geoid
Geometri Kota Semarang). Jurnal Geodesi Undip 8(1): 48-55.
ISLAM, S. & M. D. SUKARDAN. 2016. Pemodelan dan Estimasi
Ketidakpastian Pengukuran Uji Kekuatan Sobek Kain Metoda Pendulum
(ELMENDORF). Arena Tekstil 31(1): 23-34.
JAPANESE INDUSTRIAL STANDARDS. 2016. JIS B 7502 : 2016
Micrometer. First Ed. Translated by Japanese Standards Association.
Japanese Standards Association. Tokyo
JOINT COMMITTEE FOR GUIDES IN METROLOGY. 2008. JCGM 100 :
2008 Evaluation of measurement data — Guide to the expression of
uncertainty in measurement. First Ed. Joint Committee for Guides in
Metrology.

28
KHODIJAH, S.L. 2015. Analisis Faktor-Faktor Penyebab Kerusakan Produk
Pada Proses Cetak Produk. Skripsi. Program Studi Fakultas Ekonomi
dan Bisnis Universitas Diponegoro. Semarang.
KURNIA, ANDRY & D.S. ARIEF. 2015. Kalibrasi Mikrometer Sekrup
Eksternal dengan Mengacu Pada Standar JIS B 7502-1994 di
Laboratorium Pengukuran Teknik Mesin Universitas Riau. Jom FTEKNIK
2(2): 1-9
KURNIYATI, AGNES. 2005. Penentuan Koefisien Muai Panjang Suatu Logam
dengan Interferometer Michelson. Skripsi. Program Studi Fisika Jurusan
Fisika Fakultas Matematika dan Ilmu Pengetahuan Alam. Universitas
Sanata Dharma. Yogyakarta.
.
LEMBAGA ILMU PENGETAHUAN INDONESIA. 2014. Peta Kebutuhan
Jasa Kalibrasi bagi Industri di Bagian Barat Indonesia. LIPI Press.
Jakarta.
PT ARFINDO BERSINAR. 2019. Instruksi Kerja Kalibrasi Outside
Micrometer (PTAB-CS/D01-07-02/I/19). PT Arfindo Bersinar. Jakarta.
SIMANJUNTAK, DAVID. 2010. Studi Pengaruh Kenaikan Temperatur Pada
Sambungan Konduktor Aluminium dengan Tembaga. Skripsi. Program
Studi Teknik Elektro Fakultas Teknik. Universitas Indonesia. Depok.
SYAM, WAHYUDIN P. 2017. Metrologi Manufaktur: Pengukuran dan analisa
dimensi dan geometri. University of Nottingham. Inggris.





























