Embed Size (px)
Citation preview
1
KAYNAK
METALURJİSİ
(DERS NOTLARI)
PROF.DR.ADEM KURT
Ankara, 2013
2
KAYNAK METALURJİSİ
1. GĠRĠġ
Kaynağın pratik olarak yapımında önemli safhalardan birisi
de genel metalurji alanıdır. Kaynak dıştan görünüşte, şekil
sürekliliği gösteren bir birleştirme yöntemidir. Gerçekten kaynak
kesitine karşıdan bakıldığında, hele kaynak yerinin alt ve üst kısmı
da tesviye edilmiş ise sanki ek yeri yokmuş gibi görünür. Ancak bu
görünüş aldatıcı bir görünüştür. Kaynakta bir ergime ve katılaşma
olayı gerçekleştiğinden çıplak gözle görülmeyen bir kısım
metalurjik olaylar devreye girmektedir.
Ergitme kaynağı genellikle yüksek kalitedeki döküm
işlemine benzer. Kaynakta da bütün problemler normal olarak
metal dökümlerde olduğu gibi görülmektedir. Metal dökümlerde
ergitme kaynağındaki, genleşme, çekilme (büzülme), birleşme
durumları, kristal büyümesinin büyük önemi vardır.
Bu nedenle kaynak sırasında meydana gelen metalurjik
olayları söylemeden önce genel metalurji ile ilgili temel
sayılabilecek bilgilerin hatırlanması kaynak metalurjisinin
anlatılma ve anlaşılmasında yardımcı olacaktır.
BÖLÜM 1
3
2. GENEL METALURJĠ
2.1. Metallerin Yapısı
Metallerin yapısına geçmeden önce bazı terimlerin kısaca
tanımlanması faydalı olacaktır. Bu terimler element, bileşikler
karışım ve atomdur.
Element bir madde olarak yalnız kendisinden oluşmaktadır.
Yani element maddenin % 100 saf hali olup içerisinde herhangi bir
katkı yoktur. Örneğin Fe, Cu, Au, O, H ve S birer elementtir.
BileĢik iki veya daha fazla elementin belirli bir oranda
birleşmesinden meydana gelir. Su örneğinde olduğu gibi (H2O), su
bir kısım oksijen ile iki kısım hidrojen birleşmesinden meydana
gelir.
Bir karıĢım metalin yapısı iki veya daha fazla element veya
bileşiklerden oluşur. Karışımda herhangi bir oran aranmaksızın
yapılmaktadır. Karışımdaki her madde kendi karekteristiğini taşır.
Atom elementlerin özelliklerini taşıyan en küçük
parçalarına denir. Fizik ilmine göre atom nötron, proton ve
elektronlardan oluşur. Pozitif ve negatif elektrik yüklerle
birbirlerine bağlırıdırlar. Atomun çekirdeği nötron ve protonlardan
meydana gelmiştir. Atomun dış kısmını elektronlar oluşturur.
BÖLÜM 2
4
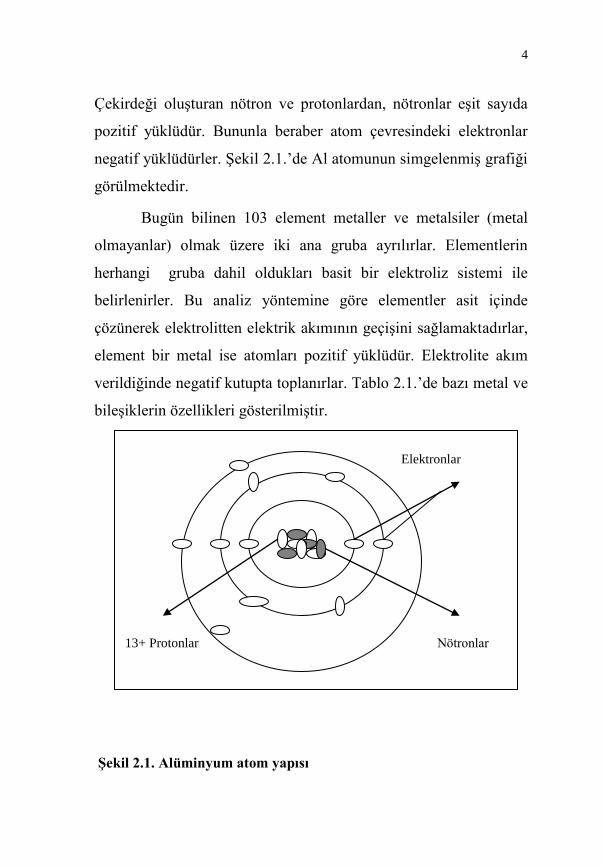
Çekirdeği oluşturan nötron ve protonlardan, nötronlar eşit sayıda
pozitif yüklüdür. Bununla beraber atom çevresindeki elektronlar
negatif yüklüdürler. Şekil 2.1.‟de Al atomunun simgelenmiş grafiği
görülmektedir.
Bugün bilinen 103 element metaller ve metalsiler (metal
olmayanlar) olmak üzere iki ana gruba ayrılırlar. Elementlerin
herhangi gruba dahil oldukları basit bir elektroliz sistemi ile
belirlenirler. Bu analiz yöntemine göre elementler asit içinde
çözünerek elektrolitten elektrik akımının geçişini sağlamaktadırlar,
element bir metal ise atomları pozitif yüklüdür. Elektrolite akım
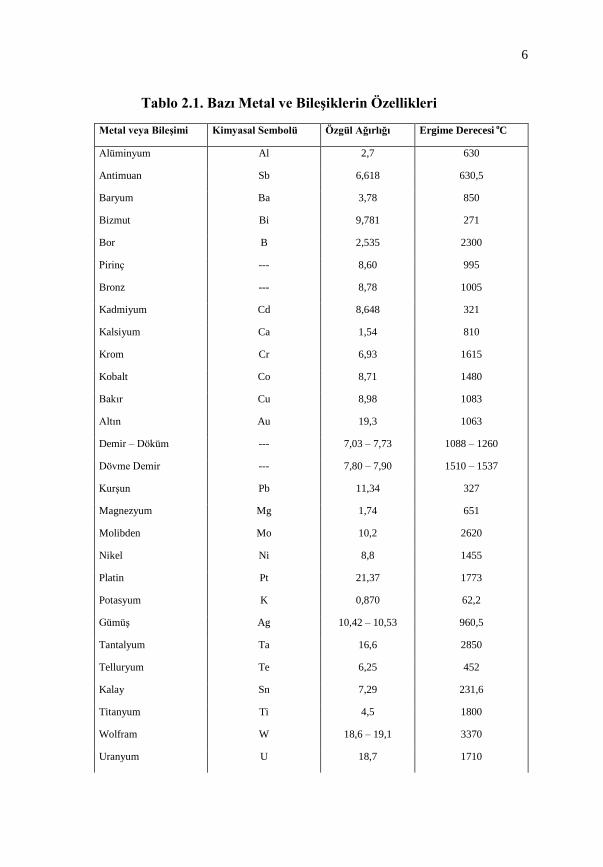
verildiğinde negatif kutupta toplanırlar. Tablo 2.1.‟de bazı metal ve
bileşiklerin özellikleri gösterilmiştir.
ġekil 2.1. Alüminyum atom yapısı
Elektronlar
13+ Protonlar -- Nötronlar
5
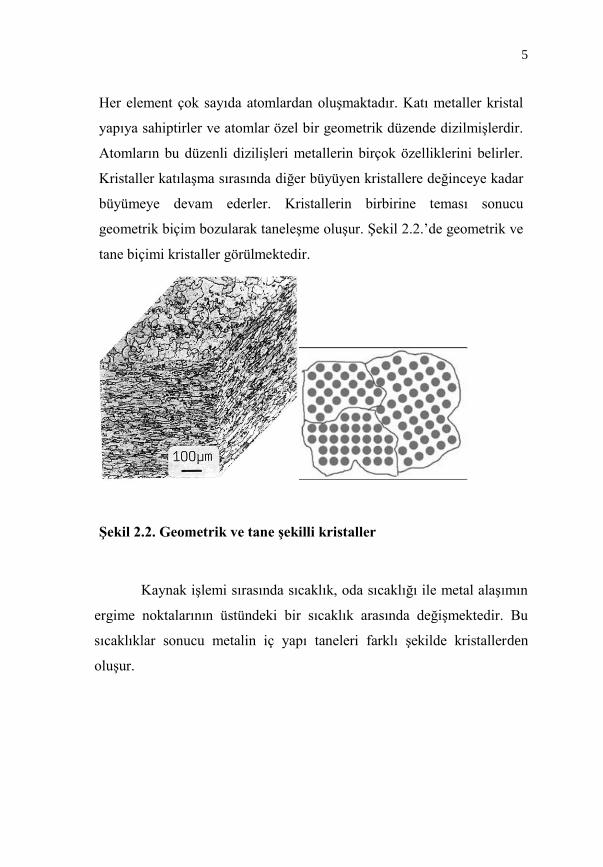
Her element çok sayıda atomlardan oluşmaktadır. Katı metaller kristal
yapıya sahiptirler ve atomlar özel bir geometrik düzende dizilmişlerdir.
Atomların bu düzenli dizilişleri metallerin birçok özelliklerini belirler.
Kristaller katılaşma sırasında diğer büyüyen kristallere değinceye kadar
büyümeye devam ederler. Kristallerin birbirine teması sonucu
geometrik biçim bozularak taneleşme oluşur. Şekil 2.2.‟de geometrik ve
tane biçimi kristaller görülmektedir.
ġekil 2.2. Geometrik ve tane Ģekilli kristaller
Kaynak işlemi sırasında sıcaklık, oda sıcaklığı ile metal alaşımın
ergime noktalarının üstündeki bir sıcaklık arasında değişmektedir. Bu
sıcaklıklar sonucu metalin iç yapı taneleri farklı şekilde kristallerden
oluşur.
6
Tablo 2.1. Bazı Metal ve BileĢiklerin Özellikleri
Metal veya BileĢimi Kimyasal Sembolü Özgül Ağırlığı Ergime Derecesi oC
Alüminyum Al 2,7 630
Antimuan Sb 6,618 630,5
Baryum Ba 3,78 850
Bizmut Bi 9,781 271
Bor B 2,535 2300
Pirinç --- 8,60 995
Bronz --- 8,78 1005
Kadmiyum Cd 8,648 321
Kalsiyum Ca 1,54 810
Krom Cr 6,93 1615
Kobalt Co 8,71 1480
Bakır Cu 8,98 1083
Altın Au 19,3 1063
Demir – Döküm --- 7,03 – 7,73 1088 – 1260
Dövme Demir --- 7,80 – 7,90 1510 – 1537
Kurşun Pb 11,34 327
Magnezyum Mg 1,74 651
Molibden Mo 10,2 2620
Nikel Ni 8,8 1455
Platin Pt 21,37 1773
Potasyum K 0,870 62,2
Gümüş Ag 10,42 – 10,53 960,5
Tantalyum Ta 16,6 2850
Telluryum Te 6,25 452
Kalay Sn 7,29 231,6
Titanyum Ti 4,5 1800
Wolfram W 18,6 – 19,1 3370
Uranyum U 18,7 1710
7
Vanadyum V 5,6 1710
Çinko Zn 7,04 – 7,16 420
Manganez Mn 7,3 1260
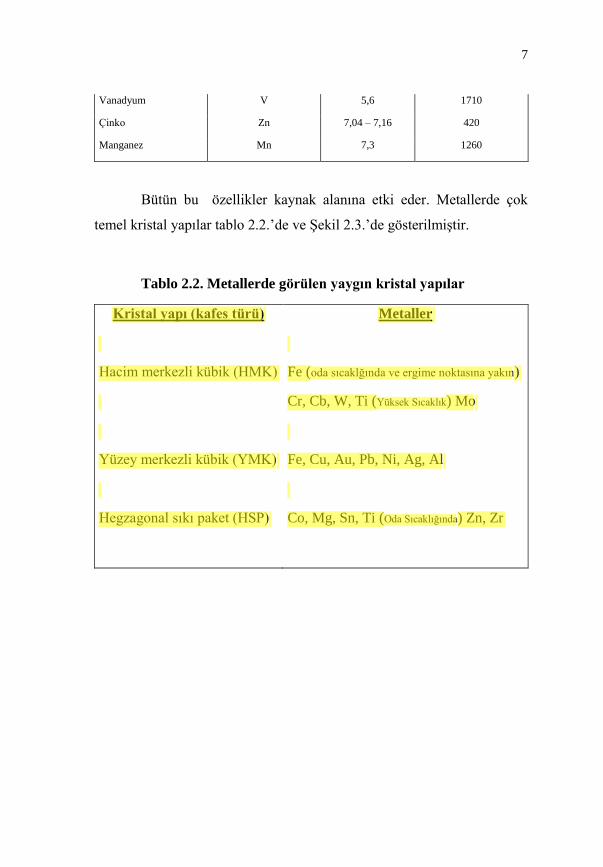
Bütün bu özellikler kaynak alanına etki eder. Metallerde çok
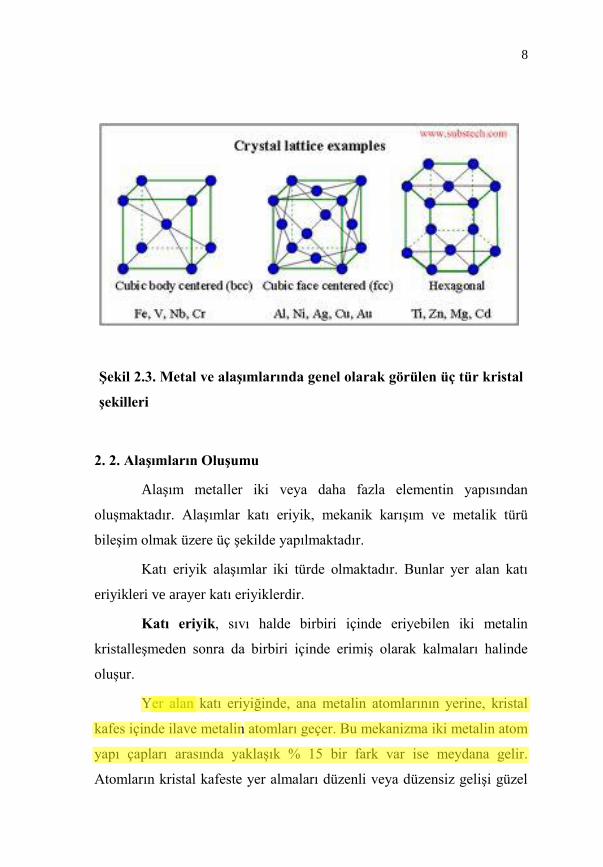
temel kristal yapılar tablo 2.2.‟de ve Şekil 2.3.‟de gösterilmiştir.
Tablo 2.2. Metallerde görülen yaygın kristal yapılar
Kristal yapı (kafes türü) Metaller
Hacim merkezli kübik (HMK)
Yüzey merkezli kübik (YMK)
Hegzagonal sıkı paket (HSP)
Fe (oda sıcaklğında ve ergime noktasına yakın)
Cr, Cb, W, Ti (Yüksek Sıcaklık) Mo
Fe, Cu, Au, Pb, Ni, Ag, Al
Co, Mg, Sn, Ti (Oda Sıcaklığında) Zn, Zr
8
ġekil 2.3. Metal ve alaĢımlarında genel olarak görülen üç tür kristal
Ģekilleri
2. 2. AlaĢımların OluĢumu
Alaşım metaller iki veya daha fazla elementin yapısından
oluşmaktadır. Alaşımlar katı eriyik, mekanik karışım ve metalik türü
bileşim olmak üzere üç şekilde yapılmaktadır.
Katı eriyik alaşımlar iki türde olmaktadır. Bunlar yer alan katı
eriyikleri ve arayer katı eriyiklerdir.
Katı eriyik, sıvı halde birbiri içinde eriyebilen iki metalin
kristalleşmeden sonra da birbiri içinde erimiş olarak kalmaları halinde
oluşur.
Yer alan katı eriyiğinde, ana metalin atomlarının yerine, kristal
kafes içinde ilave metalin atomları geçer. Bu mekanizma iki metalin atom
yapı çapları arasında yaklaşık % 15 bir fark var ise meydana gelir.
Atomların kristal kafeste yer almaları düzenli veya düzensiz gelişi güzel
9
bir şekilde olabilir. Düzensiz yer alma da tek bir kristalin iç yapısında
ilave metal atomlarının yoğunluğu çok değişik olur.
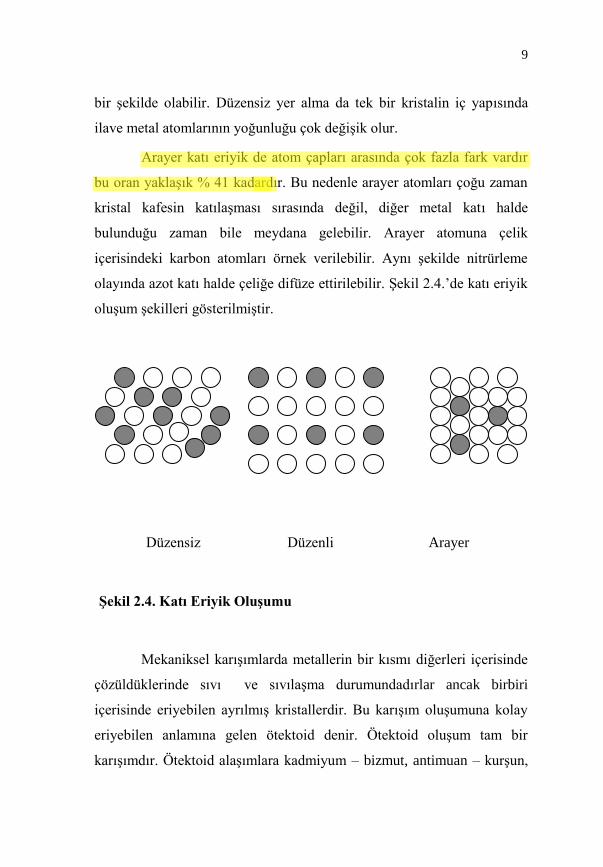
Arayer katı eriyik de atom çapları arasında çok fazla fark vardır
bu oran yaklaşık % 41 kadardır. Bu nedenle arayer atomları çoğu zaman
kristal kafesin katılaşması sırasında değil, diğer metal katı halde
bulunduğu zaman bile meydana gelebilir. Arayer atomuna çelik
içerisindeki karbon atomları örnek verilebilir. Aynı şekilde nitrürleme
olayında azot katı halde çeliğe difüze ettirilebilir. Şekil 2.4.‟de katı eriyik
oluşum şekilleri gösterilmiştir.
Düzensiz Düzenli Arayer
ġekil 2.4. Katı Eriyik OluĢumu
Mekaniksel karışımlarda metallerin bir kısmı diğerleri içerisinde
çözüldüklerinde sıvı ve sıvılaşma durumundadırlar ancak birbiri
içerisinde eriyebilen ayrılmış kristallerdir. Bu karışım oluşumuna kolay
eriyebilen anlamına gelen ötektoid denir. Ötektoid oluşum tam bir
karışımdır. Ötektoid alaşımlara kadmiyum – bizmut, antimuan – kurşun,
10
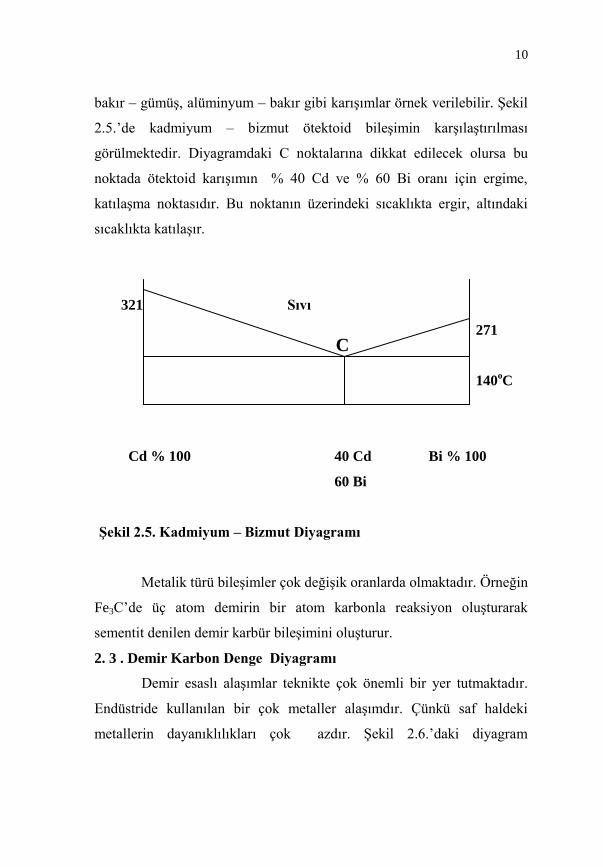
bakır – gümüş, alüminyum – bakır gibi karışımlar örnek verilebilir. Şekil
2.5.‟de kadmiyum – bizmut ötektoid bileşimin karşılaştırılması
görülmektedir. Diyagramdaki C noktalarına dikkat edilecek olursa bu
noktada ötektoid karışımın % 40 Cd ve % 60 Bi oranı için ergime,
katılaşma noktasıdır. Bu noktanın üzerindeki sıcaklıkta ergir, altındaki
sıcaklıkta katılaşır.
321 Sıvı
271
140oC
Cd % 100 40 Cd Bi % 100
60 Bi
ġekil 2.5. Kadmiyum – Bizmut Diyagramı
Metalik türü bileşimler çok değişik oranlarda olmaktadır. Örneğin
Fe3C‟de üç atom demirin bir atom karbonla reaksiyon oluşturarak
sementit denilen demir karbür bileşimini oluşturur.
2. 3 . Demir Karbon Denge Diyagramı
Demir esaslı alaşımlar teknikte çok önemli bir yer tutmaktadır.
Endüstride kullanılan bir çok metaller alaşımdır. Çünkü saf haldeki
metallerin dayanıklılıkları çok azdır. Şekil 2.6.‟daki diyagram
C
11
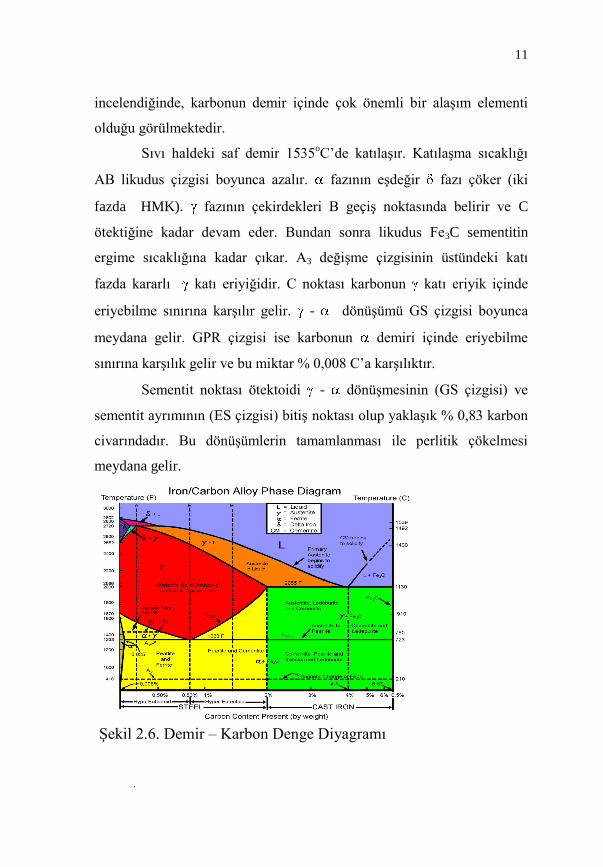
incelendiğinde, karbonun demir içinde çok önemli bir alaşım elementi
olduğu görülmektedir.
Sıvı haldeki saf demir 1535oC‟de katılaşır. Katılaşma sıcaklığı
AB likudus çizgisi boyunca azalır. fazının eşdeğir fazı çöker (iki
fazda HMK). fazının çekirdekleri B geçiş noktasında belirir ve C
ötektiğine kadar devam eder. Bundan sonra likudus Fe3C sementitin
ergime sıcaklığına kadar çıkar. A3 değişme çizgisinin üstündeki katı
fazda kararlı katı eriyiğidir. C noktası karbonun katı eriyik içinde
eriyebilme sınırına karşılır gelir. - dönüşümü GS çizgisi boyunca
meydana gelir. GPR çizgisi ise karbonun demiri içinde eriyebilme
sınırına karşılık gelir ve bu miktar % 0,008 C‟a karşılıktır.
Sementit noktası ötektoidi - dönüşmesinin (GS çizgisi) ve
sementit ayrımının (ES çizgisi) bitiş noktası olup yaklaşık % 0,83 karbon
civarındadır. Bu dönüşümlerin tamamlanması ile perlitik çökelmesi
meydana gelir.
Şekil 2.6. Demir – Karbon Denge Diyagramı
12
3 – KAYNAK METALĠNĠN GAZ ABSORBSĠYONU
Kaynak sırasında kaynak havuzu yüksek sıcaklığa sahip
olduğundan içerisinde çözünmüş gazlar bulunabilir. Kaynak
metali içerisinde çözünmüş olan bu gazlar oksijen, azot ve
hidrojen olabilir. Eğer kaynak metali içinde bu şekilde
çözünmüş gazlar var ise kaynak metalinin katılaşması
sırasında, haps olmuş gazlar gözenekliliğe yol açabilir. Bu
gözeneklilikte kaynak kırılganlığında önemli bir etkendir.
3 . 1 . Oksijen Absorbsiyonu
Bu gazlardan en önemlisi oksijendir. Oksijen kaynak metali
içerisinde ya erimiş halde, tekbaşına veya başka oksitlerle
bileşik halde demir oksit şeklinde bulunur. Oksijen kaynak
sırasında metalurjik reaksiyonla serbest kalarak açığa çıkar.
Şekil 3.1‟de sıvı çelik için bir sıcaklık aralığında Fe-FeO
denge diyagramı görülmektedir.
BÖLÜM 3
13
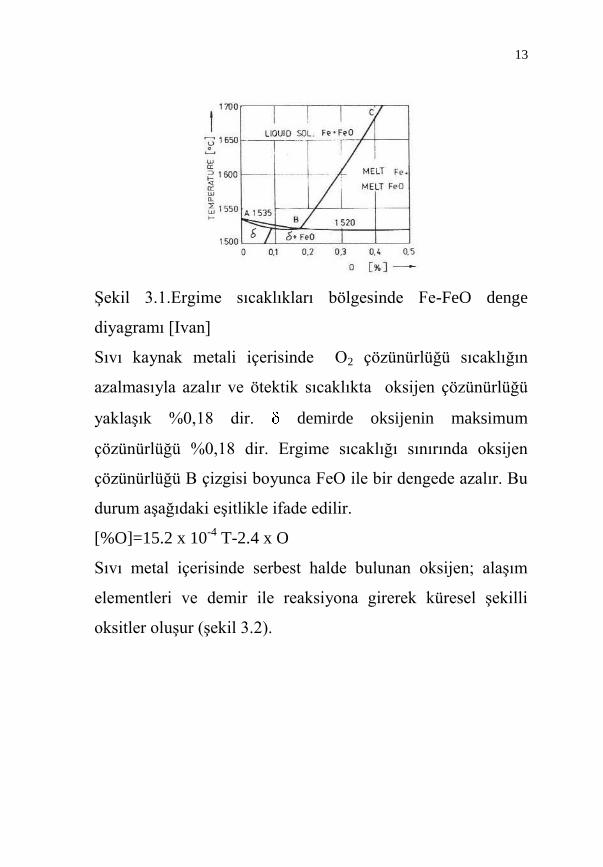
Şekil 3.1.Ergime sıcaklıkları bölgesinde Fe-FeO denge
diyagramı [Ivan]
Sıvı kaynak metali içerisinde O2 çözünürlüğü sıcaklığın
azalmasıyla azalır ve ötektik sıcaklıkta oksijen çözünürlüğü
yaklaşık %0,18 dir. demirde oksijenin maksimum
çözünürlüğü %0,18 dir. Ergime sıcaklığı sınırında oksijen
çözünürlüğü B çizgisi boyunca FeO ile bir dengede azalır. Bu
durum aşağıdaki eşitlikle ifade edilir.
[%O]=15.2 x 10-4
T-2.4 x O
Sıvı metal içerisinde serbest halde bulunan oksijen; alaşım
elementleri ve demir ile reaksiyona girerek küresel şekilli
oksitler oluşur (şekil 3.2).
14
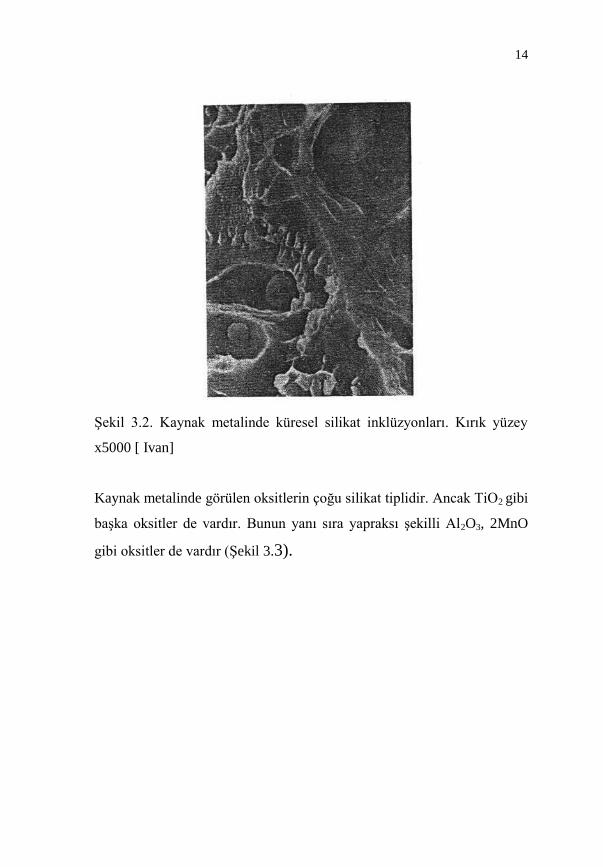
Şekil 3.2. Kaynak metalinde küresel silikat inklüzyonları. Kırık yüzey
x5000 [ Ivan]
Kaynak metalinde görülen oksitlerin çoğu silikat tiplidir. Ancak TiO2 gibi
başka oksitler de vardır. Bunun yanı sıra yapraksı şekilli Al2O3, 2MnO
gibi oksitler de vardır (Şekil 3.3).
15
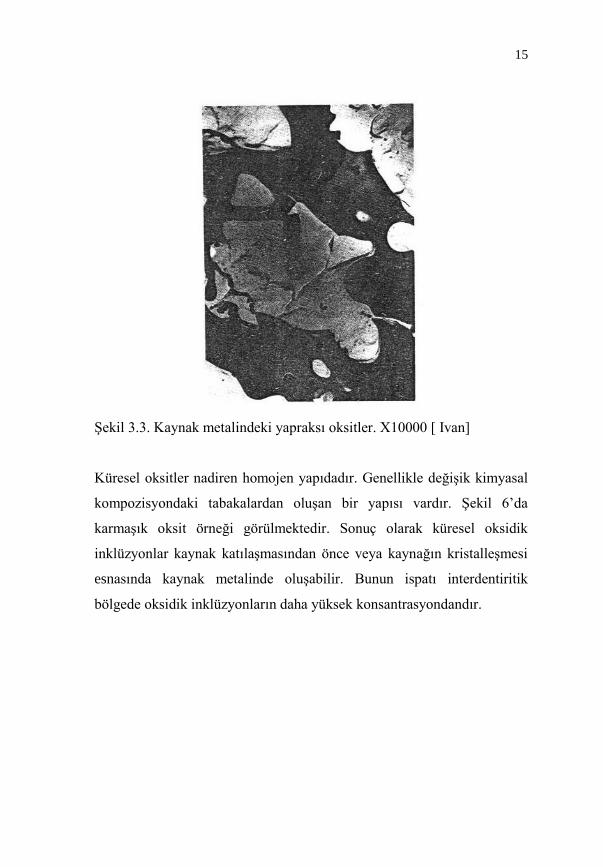
Şekil 3.3. Kaynak metalindeki yapraksı oksitler. X10000 [ Ivan]
Küresel oksitler nadiren homojen yapıdadır. Genellikle değişik kimyasal
kompozisyondaki tabakalardan oluşan bir yapısı vardır. Şekil 6‟da
karmaşık oksit örneği görülmektedir. Sonuç olarak küresel oksidik
inklüzyonlar kaynak katılaşmasından önce veya kaynağın kristalleşmesi
esnasında kaynak metalinde oluşabilir. Bunun ispatı interdentiritik
bölgede oksidik inklüzyonların daha yüksek konsantrasyondandır.
16
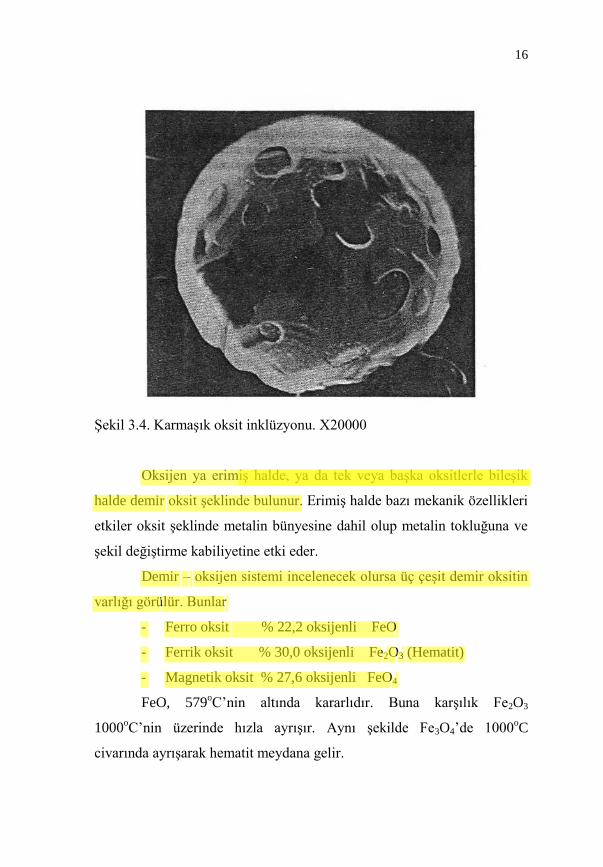
Şekil 3.4. Karmaşık oksit inklüzyonu. X20000
Oksijen ya erimiş halde, ya da tek veya başka oksitlerle bileşik
halde demir oksit şeklinde bulunur. Erimiş halde bazı mekanik özellikleri
etkiler oksit şeklinde metalin bünyesine dahil olup metalin tokluğuna ve
şekil değiştirme kabiliyetine etki eder.
Demir – oksijen sistemi incelenecek olursa üç çeşit demir oksitin
varlığı görülür. Bunlar
- Ferro oksit % 22,2 oksijenli FeO
- Ferrik oksit % 30,0 oksijenli Fe2O3 (Hematit)
- Magnetik oksit % 27,6 oksijenli FeO4
FeO, 579oC‟nin altında kararlıdır. Buna karşılık Fe2O3
1000oC‟nin üzerinde hızla ayrışır. Aynı şekilde Fe3O4‟de 1000
oC
civarında ayrışarak hematit meydana gelir.
17
3 . 1 . 1 . Oksijenin Mekanik Özellikler Üzerine Etkisi
Oksijenin mekanik özelliklere etkisi erimiş halde veya girmeler
halinde bulunmasına göre farklı etki eder. Erimiş halde oksijen mekanik
özelliklere doğrudan etki eder. Mukavemet e sertlik hissedilir derecede
azalır uzamalar az olursa da kırılganlık çok artar.
Girmeler halinde FeO oksidi metalin tokluğuna tesir ederek
malzemenin bütün mekanik özelliklerini düşürür.
Bu sebeple oksitleyici alev dışında oksi – asetilen kaynağının
mekanik özellikleri oksijen absorbsiyonundan az etkilenmiş olur. Buna
karşılık elektrik ark kaynaklarında az deoksidan elemen içeren oksit veya
asit örtülü elektrotlarda oksijenin mekanik özelliklere etkisi daha açıktır.
3 . 2 . Azot Absorbsiyonu
Azotta atmosferden kaynak metaline geçebilen bir elementtir.
Demir ve alaşımlarının kaynağında en önemli kimyasal olaylardan biri
ergimiş metalin, Fe4N (demir nitrür)ü meydana getirmek üzere azot
absorbsiyonudur Özellikle uzun ark ve yetersiz koruma durumunda azot
kaynağın içine difüze olabilir. Kaynak katılaşması esnasında N
çözünürlüğü azalmaktadır.Bu azot absorbsiyonu mekanik özelliklere
(kırılganlık artışı), su alma kabiliyetine ve yapıda sertleşmeye neden olur
(yaşlanma). Bu nedenle azot absorbsiyonunun mekanizmasının,
faktörlerinin ve kaynaklı birleşime etkime şeklinin bilinmesi önemlidir.
Azot, nitrürler oluşturarak demire etki eder. Bu olay ya düşük
sıcaklıkta 70 ila 100 saat gibi uzun sürede amonyakın dolaylı etkisiyle
veya azotun yüksek sıcaklıkta doğrudan metale etkisi ile meydana gelir.
Çeliklerin nitrürleme işleminde faydalı bir şekilde kullanılan azot
(N2 % 3) nitrürler oluşturarak (Fe2N) çok yüksek sertlikte yüzeyler
18
oluşturur. Bu nedenle yüzey sertleştirme yöntemlerinden biri olarak
nitrürleme işlemi uygulanmaktadır.
Bu olumlu tarafının yanında gerek üretim sırasında gerekse
kaynak işlemi sırasında eriyik metal içinde bulunan düşük azot miktarları
bile çeliğin şekil değiştirme kabiliyetini, uzamasını, kırılma
mukavemetini ve büzülme kabiliyetini azalttığından çelikte arzu
edilmeyen bir elementtir. Düşük sıcaklıkta azot Fe içinde çok az
çözünür. (N2< % 0,001). Erime sonra hızla artarak 590oC % 0,13 olur. A3
çizgisinin üzerinde azotun demiri içinde eriyik hale gelmesinden oluşan
austenitik hal (nitraustenit) görülür.
Bu çizginin altında yapı + ‟ dan oluşur. 590o nin altında yapı
+ ı Fe4N bileşiğidir.
. Kısmen Ti, Al, bor gibi elementlerin varlığı nitrür oluşumunu arttırır.
Östenitik Cr-Ni‟li çelikler kaynatıldığı zaman azotun varlığı kaynak
kristalizasyon modunun değişmesine yol açar. Ve bunun sonucunda
kırılganlık olur. Normal koşullar altında kaynaktaki azot içeriği %0,004
üzerinde olmamalıdır. Bununla birlikte oda sıcaklığında Fe‟de azot
çözünürlüğü %0,001‟i geçemez.
19
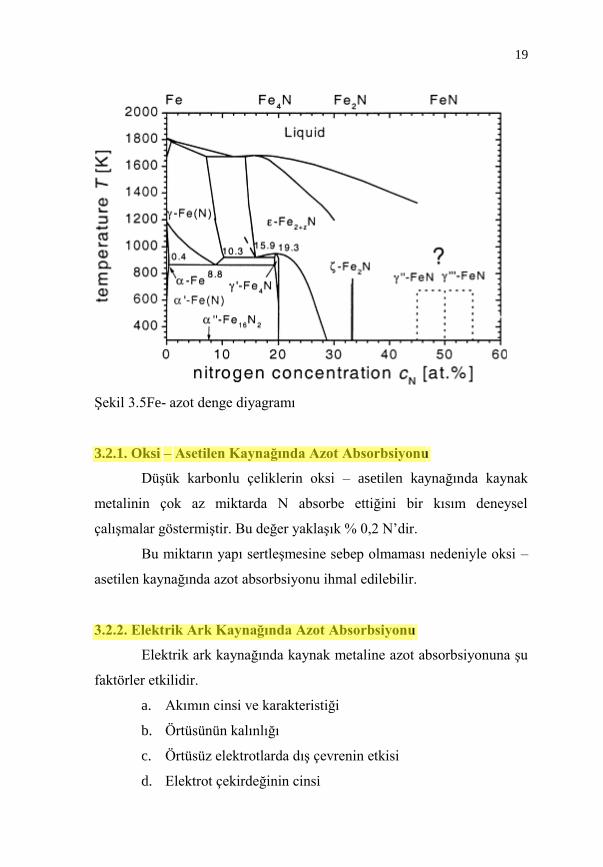
Şekil 3.5Fe- azot denge diyagramı
3.2.1. Oksi – Asetilen Kaynağında Azot Absorbsiyonu
Düşük karbonlu çeliklerin oksi – asetilen kaynağında kaynak
metalinin çok az miktarda N absorbe ettiğini bir kısım deneysel
çalışmalar göstermiştir. Bu değer yaklaşık % 0,2 N‟dir.
Bu miktarın yapı sertleşmesine sebep olmaması nedeniyle oksi –
asetilen kaynağında azot absorbsiyonu ihmal edilebilir.
3.2.2. Elektrik Ark Kaynağında Azot Absorbsiyonu
Elektrik ark kaynağında kaynak metaline azot absorbsiyonuna şu
faktörler etkilidir.
a. Akımın cinsi ve karakteristiği
b. Örtüsünün kalınlığı
c. Örtüsüz elektrotlarda dış çevrenin etkisi
d. Elektrot çekirdeğinin cinsi
20
e. Örtünün cinsi
a. Akımın cinsi ve karakteristiği : Akım şiddetinin N
absorbsiyonuna etkisi çok azdır. Bunun yanı sıra ark gerilimi yükselince
N absorbsiyonu artar. Ark gerilimin artmasına ark boyunun uzaması
neden olur.
b. Örtü kalınlığının etkisi : Diğer değişkenler sabit
tutulduğunda örtü kalınlığının artması azot absorbsiyonunu azaltır.
c. Örtüsüz elektrotlar için dıĢ çevrenin etkisi : Çeşitli
ortamlarda 4 mm çaplı çıplak elektrot ile yapılmış kaynakta kaynak
metalinin N2 absorbsiyon miktarı şöyledir.
N2
Havada kısa ark ( 2 mm) % 0,15 – 0,16
Havada orta ark ( 4 mm) % 0,19 – 0,20
Havada uzun ark ( 6 – 8 mm) % 0,19 – 0,20
d. Elektrot çekirdek cinsinin etkisi
Elektrot çekirdeğini oluşturan metalin cinsi azot absorbsiyonuna
etki eder. Çekirdek metaldeki Mo, Zr, Cr, Al, V oranları arttıkça azot
absorbsiyonu da artar. Si, Mn, Ti, C oranı arttıkça azot absorbsiyonu da
azalır.
f. Örtü cinsinin etkisi : örtü maddesi içerisinde bulunan nitrür
giderici elementlerin varlığı erimiş metalin azot
absorbsiyonunu düşürür. Metalik nitrür büyük ölçüde curufa
geçer. FeO, SiO2 tipinde oksit örtüler ergimiş metali kimyasal
reaksiyon olmadan korurlar. Elektrot örtü türlerinin % Azot
absorbsiyonları şöyledir.
21
Elektrot Türü N Miktarı %
Bazik 0,001
Selülozik 0,0016 – 0,0025
Rutil 0,0020 – 0,0025
Asit 0,0027 – 0,0030
Oksitleyici (Oksit) 0,0035 – 0,0040
Örtüsüz 0,0100 – 0,0227
3. 3. Hidrojen Absorbsiyonu
Kaynağı etkileyen diğer bir gaz da hidrojendir. Hidrojen çeşitli
yollarla kaynağa girebilir. Bu yollardan biri nemli atmosferdir.
Çoğunlukla hidrojen kaynağa elektrod örtüsündeki nemden girer.
Bu yüzden kullanılmadan önce bunların kurutulması gerekir.
Elektrodların kurutulması için 300oC‟de 2 saat bekletilmesi
yeterlidir ve kullanıma kadar 105oC‟de tutulması tavsiye edilir. Son
zamanlarda neme dayanıklı bazik elektrodlar geliştirilmiştir ve bu
elektrodların hidroskopi dirençleri garanti edilmiştir. Benzer olarak
cüruf yapıcı da kaynaktan önce kurutulmalıdır. Cüruf yapıcının
tipine bağlı olarak kaynaktan önce 800oC‟in üzerinde tutulması
gerekir. Ayrıca hidrojen kaynak metaline birleştirilen parçaların
yağlı veya boyalı olmaları durumunda da absorbe olabilir.
Hidrojen metalde iyon olarak çözünebilir. Bu durum kaynakta
porozite (gözenek) oluşmasına sebep olur. CH4 (metan) oluşumu
22
ile kaynakta kısmi dekarbürizasyon olur. Bu durum da
gözenekliliğe ve kırılganlığa yol açabilir.
Oksi – asetilen kaynağı pratik olarak çok az hidrojen içerir. ( 100 gr
metalde 2 – 3 cm3). Buna karşılık ark kaynağında hidrojen yoğunluğu
çok daha önemli olup örtü cinsine göre (100 gr metalde 28 cm3)
miktarına kadar ulaşılabilir.
Kaynak sırasında hidrojen, absorbsiyonu katılaşmış kaynak
metalinde gözenek durumuna ve ısıdan etkilenen bölgede çatlamalara
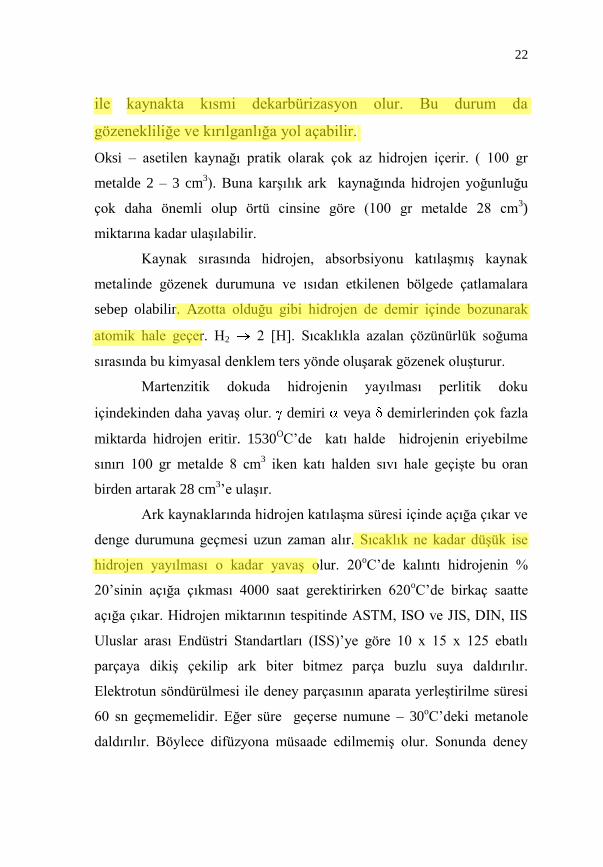
sebep olabilir. Azotta olduğu gibi hidrojen de demir içinde bozunarak
atomik hale geçer. H2 2 [H]. Sıcaklıkla azalan çözünürlük soğuma
sırasında bu kimyasal denklem ters yönde oluşarak gözenek oluşturur.
Martenzitik dokuda hidrojenin yayılması perlitik doku
içindekinden daha yavaş olur. demiri veya demirlerinden çok fazla
miktarda hidrojen eritir. 1530OC‟de katı halde hidrojenin eriyebilme
sınırı 100 gr metalde 8 cm3 iken katı halden sıvı hale geçişte bu oran
birden artarak 28 cm3‟e ulaşır.
Ark kaynaklarında hidrojen katılaşma süresi içinde açığa çıkar ve
denge durumuna geçmesi uzun zaman alır. Sıcaklık ne kadar düşük ise
hidrojen yayılması o kadar yavaş olur. 20oC‟de kalıntı hidrojenin %
20‟sinin açığa çıkması 4000 saat gerektirirken 620oC‟de birkaç saatte
açığa çıkar. Hidrojen miktarının tespitinde ASTM, ISO ve JIS, DIN, IIS
Uluslar arası Endüstri Standartları (ISS)‟ye göre 10 x 15 x 125 ebatlı
parçaya dikiş çekilip ark biter bitmez parça buzlu suya daldırılır.
Elektrotun söndürülmesi ile deney parçasının aparata yerleştirilme süresi
60 sn geçmemelidir. Eğer süre geçerse numune – 30oC‟deki metanole
daldırılır. Böylece difüzyona müsaade edilmemiş olur. Sonunda deney
23
parçası kırılarak filitre kağıdı ile kurutulup bir gaz büretine konur.
Böylece açığa çıkan gazın hidrojen gaz bütinde okunur.
3.3.1. Hidrojenin Kaynağın Özelliklerine Etkisi
Sıvı kaynak metalinde absorbe edilen hidrojen kaynama şeklinde
açığa çıktığından püskürme nedeniyle önemli metal kayıplarına yol açar.
Ayrıca sıvı metal içinde aşırı doymuş olan gaz hızlı katılaşma sırasında
metal içinde irili ufaklı gazla hapsedilmiş şekilde kalır. Bu gazlar
genellikle karbonun oksijenli bileşikleri, hidrojen bileşikleri ve azottan
ibarettir. CO‟in varlığı demir oksidin karbon tarafından
FeO + C Fe + CO denge reaksiyonu gereğince redüklenmesiyle izah
edilir.
Gözenek ters bir reaksiyonla sonuçlanır, buna göre atomik hidrojen
serbest yüzeylerde moleküler hidrojene bağlanmış olur. Aşağıdaki
reaksiyona göre oksitlerin bir kısmının indirgenmesi yoluyla hidrojen
gözenek oluşturmaya başlar.
FeO+H2 H2O+Fe
Yada aşağıdaki eşitliğe göre çelik dekarbürizasyona uğrar;
Fe3C+2H2 CH4+3Fe,
veya sülfür ile reaksiyona girer;
MnS+H2 H2S+Mn.
24
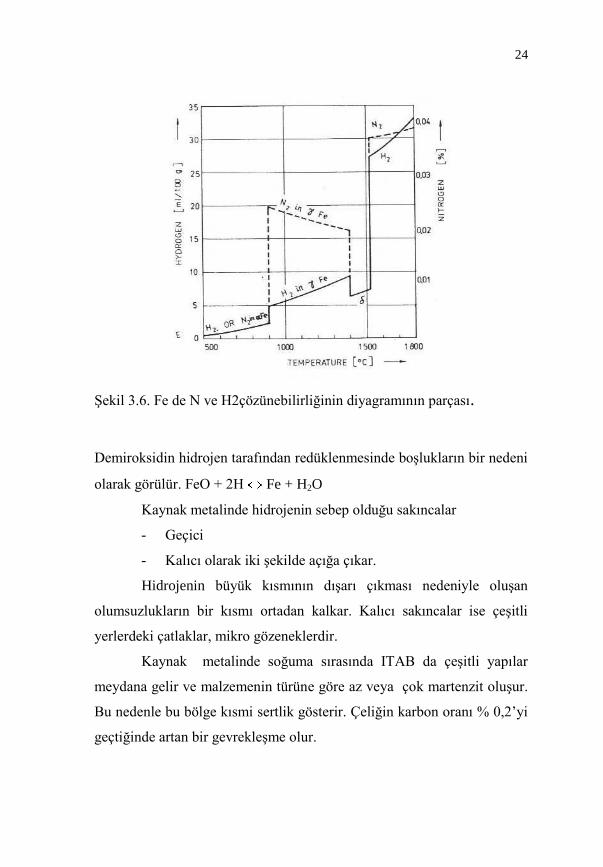
Şekil 3.6. Fe de N ve H2çözünebilirliğinin diyagramının parçası.
Demiroksidin hidrojen tarafından redüklenmesinde boşlukların bir nedeni
olarak görülür. FeO + 2H Fe + H2O
Kaynak metalinde hidrojenin sebep olduğu sakıncalar
- Geçici
- Kalıcı olarak iki şekilde açığa çıkar.
Hidrojenin büyük kısmının dışarı çıkması nedeniyle oluşan
olumsuzlukların bir kısmı ortadan kalkar. Kalıcı sakıncalar ise çeşitli
yerlerdeki çatlaklar, mikro gözeneklerdir.
Kaynak metalinde soğuma sırasında ITAB da çeşitli yapılar
meydana gelir ve malzemenin türüne göre az veya çok martenzit oluşur.
Bu nedenle bu bölge kısmi sertlik gösterir. Çeliğin karbon oranı % 0,2‟yi
geçtiğinde artan bir gevrekleşme olur.
25
ITAB‟daki gevrekleşmeye kaynak metalinde bulunan hidrojende
sebep olur. Eğer düşük karbonlu çeliklerde H var ise bunlarda da
gevrekleşme görülür.
Hidrojenin yok edilmesi için
a) Rutubetsiz, oksit veya bazik elektrotlar gibi potansiyel
hidrojeni düşük elektrot kullanmak
b) Ara soğuması olmadan devamlı kaynak
c) Yüksek akım şiddetinde kalın çaplı elektrotla kaynak
d) Parçalara ön tavlama
e) Kaynak sonrası bölgesi dışında ısıl işlem gerekir.
26
4– KAYNAKTA ISI AKIġI VE SICAKLIĞIN DEĞĠġĠMĠ
Kaynaktaki ısıl döngü; birleşme bölgesinde hareket eden
hareketli bir ısı kaynağına bağlıdır. Isı kaynağı örtülü elektrodla elektrik
ark kaynağında birleştirilecek malzeme ile elektrod arasında oluşan
elektrik arkıdır. Sürtünme kaynağında ısı birleştirilecek malzemeler
arasındaki sürtünmenin sonucu olarak temas hattında oluşur. Elektron ışın
kaynağında ise ivmelendirilmiş elektron demeti ve metal arasındaki
etkileşimin sonunda oluşur.
Kaynak sırasındaki ısı konveksiyonu birleştirme yerinde ısıl döngüye
sebep olur. Isıl döngü; ısıtma aşamasıyla karekterize edilir. Bu ısıyı
malzemenin ergime noktasının üzerinde maksimum bir noktaya kadar
ısıtma,ısıtmanın yavaş, hızlı veya çok hızlı olmasına bağlıdır. Maksimum
sıcaklığa erişildiğinde esasını ve kinetiğinin kaynak şekli ve şartlarının
belirlediği soğuma takip eder.Kaynak yöntemlerinin oluşturdukları ısıl
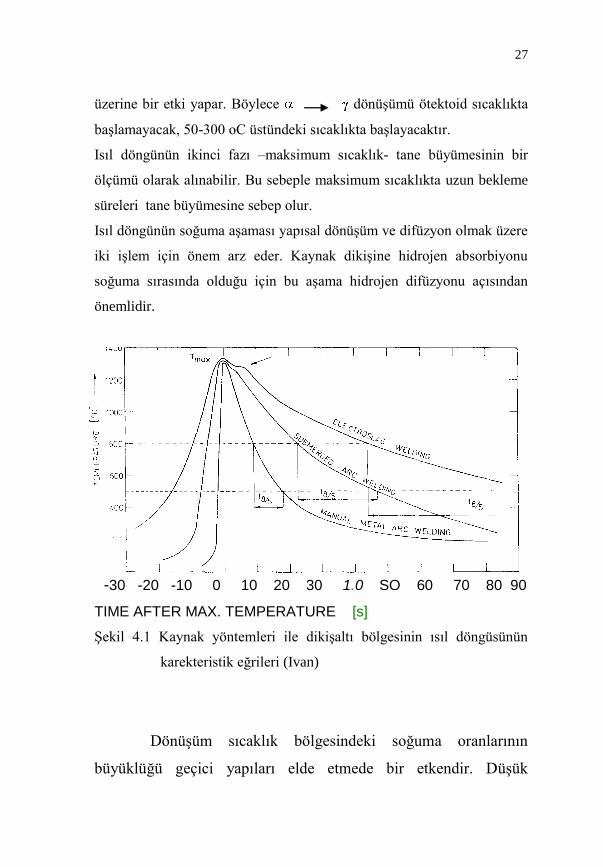
döngü bir çok birleştirmenin özelliğinin belirlenmesinde önemlidir. Şekil
4.1‟de Farklı kaynak yöntemlerini için ısıl döngülerin temel
karekteristikleri gösterilmiştir.
Sıcaklığın maksimum olduğu durumda metal genleşmesinin sonucu
olarak basınç gerilmeleri oluşur. Çelik ve alaşımlarının kaynağında
polimorfik bir dönüşüm görülür ( çelikte ) Polimorfik
dönüşüm çekirdeklenme ve büyüme hali içeren ısıl olarak aktif bir işlem
olduğu için ısıtma hızı dönüşüm noktalarının ısıl isteri (nöbet) boyutu
BÖLÜM 4
27
üzerine bir etki yapar. Böylece dönüşümü ötektoid sıcaklıkta
başlamayacak, 50-300 oC üstündeki sıcaklıkta başlayacaktır.
Isıl döngünün ikinci fazı –maksimum sıcaklık- tane büyümesinin bir
ölçümü olarak alınabilir. Bu sebeple maksimum sıcaklıkta uzun bekleme
süreleri tane büyümesine sebep olur.
Isıl döngünün soğuma aşaması yapısal dönüşüm ve difüzyon olmak üzere
iki işlem için önem arz eder. Kaynak dikişine hidrojen absorbiyonu
soğuma sırasında olduğu için bu aşama hidrojen difüzyonu açısından
önemlidir.
-30 -20 -10 0 10 20 30 1.0 SO 60 70 80 90
TIME AFTER MAX. TEMPERATURE [s]
Şekil 4.1 Kaynak yöntemleri ile dikişaltı bölgesinin ısıl döngüsünün
karekteristik eğrileri (Ivan)
Dönüşüm sıcaklık bölgesindeki soğuma oranlarının
büyüklüğü geçici yapıları elde etmede bir etkendir. Düşük
28
sıcaklıklarda (300°C altında) düşük soğuma oranı, kaynak
bölgesinden büyük bir ihtimalle hidrojen absorbsiyonuna neden
olur.
Kaynakta ısıl döngünün etkilerini anlamada şu
parametrelerin bilinmesi sonuç mikroyapılar hakkında fikir verir.
1. Maksimum sıcaklığa kadar ısıtma süresi saniyelerle ifade edilir.
Bu parametre sıkça kullanılmaz. Ayrıca ilk taneciklerin gelişmesi,
difüzyon işlemleri ve lazer kaynağında amorf tabaka oluşumunu da
içeren bir ilişkiye konulabilir.
2. Maksimum sıcaklık değeri (Tmax) kaynak alanını bir parametre
olarak karakteristik bölgelere bölünmesine izin verir;
Erime sıcaklığının üstüne ısıtılan ekin bir parçası olarak
kaynak metali.
Erime sıcaklığına kadar ısıtılan dar bir alan olarak geçiş
bölgesi veya kaynak dikişi.
Sıcaklıkla ısıdan etkilenmiş bölge;
a) Tam bir α→γ→α polimorfik dönüşümüyle A3 üstünde
b) A2 üstünde veya A1─A3 aralığında bölgesel dönüşümle bir
alan olarak.
A3 sıcaklığı üstüne ısıtılan ITAB‟ın parçası olarak dikişaltı
bölgesinden de bahsetmek gerekir
29
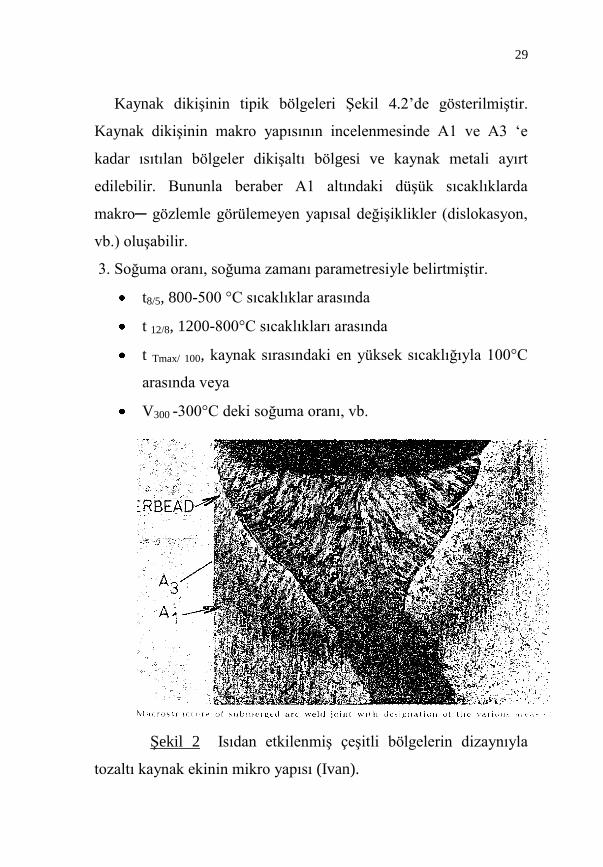
Kaynak dikişinin tipik bölgeleri Şekil 4.2‟de gösterilmiştir.
Kaynak dikişinin makro yapısının incelenmesinde A1 ve A3 „e
kadar ısıtılan bölgeler dikişaltı bölgesi ve kaynak metali ayırt
edilebilir. Bununla beraber A1 altındaki düşük sıcaklıklarda
makro─ gözlemle görülemeyen yapısal değişiklikler (dislokasyon,
vb.) oluşabilir.
3. Soğuma oranı, soğuma zamanı parametresiyle belirtmiştir.
t8/5, 800-500 °C sıcaklıklar arasında
t 12/8, 1200-800°C sıcaklıkları arasında
t Tmax/ 100, kaynak sırasındaki en yüksek sıcaklığıyla 100°C
arasında veya
V300 -300°C deki soğuma oranı, vb.
Şekil 2 Isıdan etkilenmiş çeşitli bölgelerin dizaynıyla
tozaltı kaynak ekinin mikro yapısı (Ivan).
30
γ→α dönüşümünü karakterize edici bir ürünü olarak
çeliklerde daha sık kullanılan parametre t8/5 dir.
Kaynaktaki ısıl döngünün şeklini ölçmek için, ölçme
bölgesinde termokupl kullanılır. Kaynak metalinin ısıl döngüleri
ölçerken termokupl, katılaşan kaynak metalinin içine temas ettirilir.
( W- WRe termokuplları kullanılır). Ölçülmüş sıcaklık değerleri,
yüksek sıcaklık bölgesinde bir gecikmeyi açığa vurur. Bu Şekil
4.1‟de bir ok ile gösterilmiştir. Bu kaynak metalinin kristalize edici
ısı etkisini nasıl ortaya çıktığını ifade eder. Katılaşan kaynak
metalinin hacmi büyüdükçe, maksimum sıcaklık bölgesinde daha
belirgin bir gecikme olur.Bununla beraber, ölçüm iyi yapılması
durumunda, dönüşüm sıcaklığı bölgesinde de bir eğim değişikliği
dikkat çeker. ( Örnek γ→α). Böyle değişimler dT /dt „ye göre
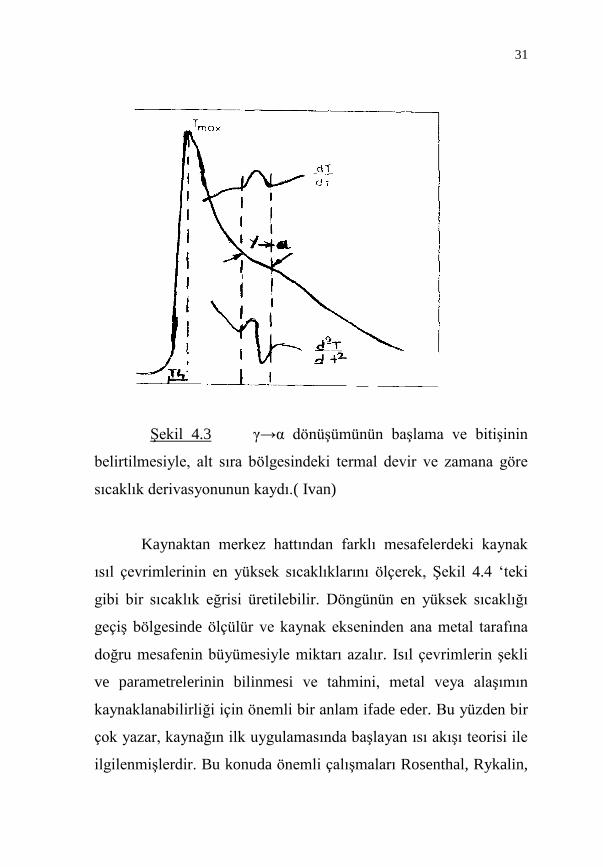
sıcaklık ölçümlerinin tekrarıyla daha da belirginleşir. Şekil 4.3 de
gösterildiği gibi polimorfolojik dönüşümün hem başlangıcını
hemde sonunu tanımlayabiliriz. Zamana göre termal döngü ve
sıcaklık derivasyonunu ölçme metodu, her çelik malzeme, hatta
kaynak metali için çeşitli 8/5 soğuma zamanları, östenit
bozunmanın bir diyagramını yapmamıza izin verir.
31
Şekil 4.3 γ→α dönüşümünün başlama ve bitişinin
belirtilmesiyle, alt sıra bölgesindeki termal devir ve zamana göre
sıcaklık derivasyonunun kaydı.( Ivan)
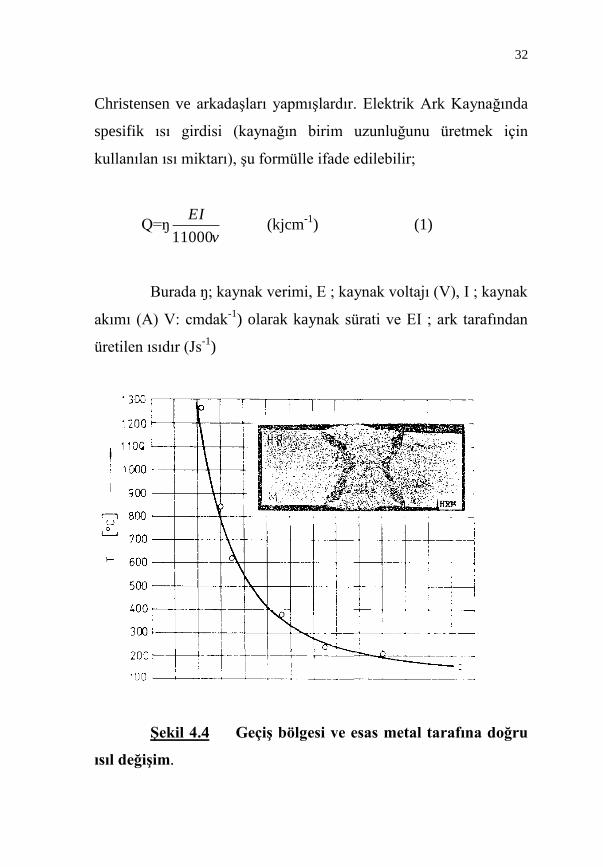
Kaynaktan merkez hattından farklı mesafelerdeki kaynak
ısıl çevrimlerinin en yüksek sıcaklıklarını ölçerek, Şekil 4.4 „teki
gibi bir sıcaklık eğrisi üretilebilir. Döngünün en yüksek sıcaklığı
geçiş bölgesinde ölçülür ve kaynak ekseninden ana metal tarafına
doğru mesafenin büyümesiyle miktarı azalır. Isıl çevrimlerin şekli
ve parametrelerinin bilinmesi ve tahmini, metal veya alaşımın
kaynaklanabilirliği için önemli bir anlam ifade eder. Bu yüzden bir
çok yazar, kaynağın ilk uygulamasında başlayan ısı akışı teorisi ile
ilgilenmişlerdir. Bu konuda önemli çalışmaları Rosenthal, Rykalin,
32
Christensen ve arkadaşları yapmışlardır. Elektrik Ark Kaynağında
spesifik ısı girdisi (kaynağın birim uzunluğunu üretmek için
kullanılan ısı miktarı), şu formülle ifade edilebilir;
Q=ŋv
EI
11000 (kjcm
-1) (1)
Burada ŋ; kaynak verimi, E ; kaynak voltajı (V), I ; kaynak
akımı (A) V: cmdak-1
) olarak kaynak sürati ve EI ; ark tarafından
üretilen ısıdır (Js-1
)
ġekil 4.4 GeçiĢ bölgesi ve esas metal tarafına doğru
ısıl değiĢim.
33
Elektrik arkı tarafından üretilen ısı, konveksiyon ile
kaynaklanmış metale, elektroda, radyosyonla da atmosfore panetre
olur. Kaynak için ısı kaynağının verimi ŋ, kaynak moduna ve
kaynaklanan malzeme cinsine bağlıdır. En yüksek verim olan ŋ =
0,90-0,99 tozaltı kaynağında görülür. 0,66-0,85 olan daha düşük
verim, örtülü elektrodla yapılan kaynaklarda görülür ve en düşüğü
(0,50-0,70), gaz altı ark kaynaklarında yapılan kaynak işleminde
oluşur.
Tüm bu teoriler, katı fazdaki ısı akışının temel
eşitleklerinden sonuçlanır.
2
2T
x +
2
2T
y+
2
2T
z=
axt
T1 (2)
Burada x,y,z, ölçülen noktanın koordinatlarıdır, T sıcaklık
(K ) , t zaman (sn), ax λ/pc termal difüzitite (m²sn-1
), λ termal
davranış (Wm-1
K-1
) ve pc ise hacim termal kapasitesidir.
İkinci eşitliğin çözümünde , beliner yan koşullar
uygulanır. Çözüm, ısı kaynağı olan bir noktadan türer; sonraki
füzyon ısısı kaynak metalini kristalize eder, ve ayrıca yapısal
deformasyonlar ihmal edilir. Aynı şekilde, kaynak yüzeyinden
radyasyonla ısı kayıpları da ihmal edilir. Sıcaklıktan bağımsız
malzeme sabitleri tahminidir. Son olarak, ısı kaynağının
hareketinin sabit hızı da hesaba katılır. Fakat , bu marjinal koşullar
34
kurulamaz (veya kısmen) ve sonuçta teorik çıktı deney ile
uyuşmaz. Pratik amaçlar için, belirli noktalarda sonuçla ölçümün
kontrol edilmesi tavsiye edilebilir. Örneğin Uwer ve Degenkople
tarafından, böyle bir prosedür işlenmiştir.
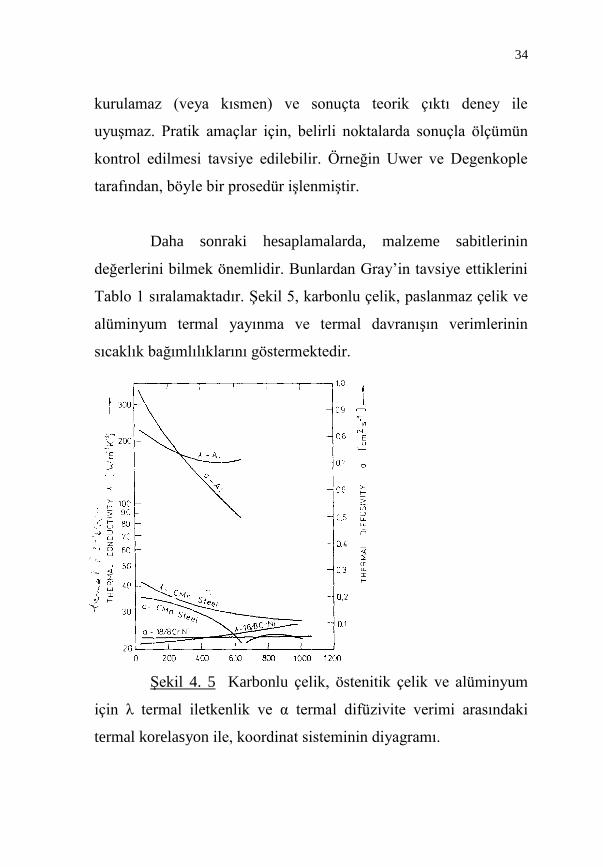
Daha sonraki hesaplamalarda, malzeme sabitlerinin
değerlerini bilmek önemlidir. Bunlardan Gray‟in tavsiye ettiklerini
Tablo 1 sıralamaktadır. Şekil 5, karbonlu çelik, paslanmaz çelik ve
alüminyum termal yayınma ve termal davranışın verimlerinin
sıcaklık bağımlılıklarını göstermektedir.
Şekil 4. 5 Karbonlu çelik, östenitik çelik ve alüminyum
için λ termal iletkenlik ve α termal difüzivite verimi arasındaki
termal korelasyon ile, koordinat sisteminin diyagramı.
35
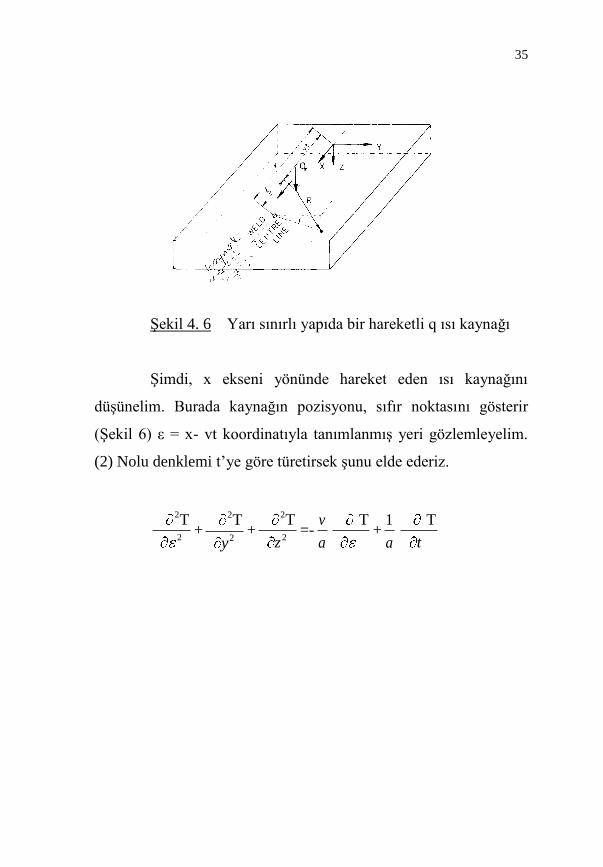
Şekil 4. 6 Yarı sınırlı yapıda bir hareketli q ısı kaynağı
Şimdi, x ekseni yönünde hareket eden ısı kaynağını
düşünelim. Burada kaynağın pozisyonu, sıfır noktasını gösterir
(Şekil 6) ε = x- vt koordinatıyla tanımlanmış yeri gözlemleyelim.
(2) Nolu denklemi t‟ye göre türetirsek şunu elde ederiz.
2
2T +
2
2T
y+
2
2T
z=-
a
v T +
a
1
t
T
36
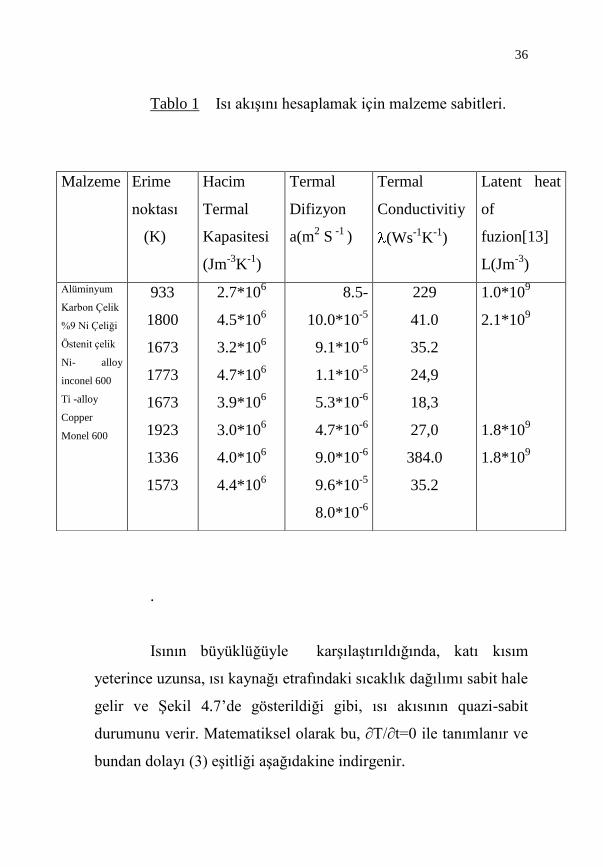
Tablo 1 Isı akışını hesaplamak için malzeme sabitleri.
.
Isının büyüklüğüyle karşılaştırıldığında, katı kısım
yeterince uzunsa, ısı kaynağı etrafındaki sıcaklık dağılımı sabit hale
gelir ve Şekil 4.7‟de gösterildiği gibi, ısı akısının quazi-sabit
durumunu verir. Matematiksel olarak bu, ∂T/∂t=0 ile tanımlanır ve
bundan dolayı (3) eşitliği aşağıdakine indirgenir.
Malzeme Erime
noktası
(K)
Hacim
Termal
Kapasitesi
(Jm-3
K-1
)
Termal
Difizyon
a(m2 S
-1 )
Termal
Conductivitiy
(Ws-1
K-1
)
Latent heat
of
fuzion[13]
L(Jm-3
)
Alüminyum
Karbon Çelik
%9 Ni Çeliği
Östenit çelik
Ni- alloy
inconel 600
Ti -alloy
Copper
Monel 600
933
1800
1673
1773
1673
1923
1336
1573
2.7*106
4.5*106
3.2*106
4.7*106
3.9*106
3.0*106
4.0*106
4.4*106
8.5-
10.0*10-5
9.1*10-6
1.1*10-5
5.3*10-6
4.7*10-6
9.0*10-6
9.6*10-5
8.0*10-6
229
41.0
35.2
24,9
18,3
27,0
384.0
35.2
1.0*109
2.1*109
1.8*109
1.8*109
37
T 2
+2
2T
y+
2
2T
z=-
a
v T (4)
(4) eşitliğinin çözümü karmaşıktır, fakat
Rosenthal, Rykalin ve diğer yazarların makalelerinde
detaylıca işlenmiştir . Çözüm, iki boyutlu akış (ince
plakalar) ve üç boyutlu termal akış (kalın plakalar) için
sıcaklık gradyentlerini karakterize eden iki eşitlik
ortaya çıkarılmıştır .
Üç boyutlu akış T -T0=R
q
2exp r
a
v
2
(5a)
İki boyutlu akış T-
T0=dpcvp
q2/114
exp 1
2r
a
v (5b)
Burada T0 başlangıç plaka sıcaklığı (K) , λ termal
davranış (Wm-1
K-1
), R²=ε²+y²+z²,gc hacimsel termal kapasite (Jm-
3K
-1), (r
1)²=ε²+y², d plaka inceliği (m), q=ŋEI ark gücüdür.
38
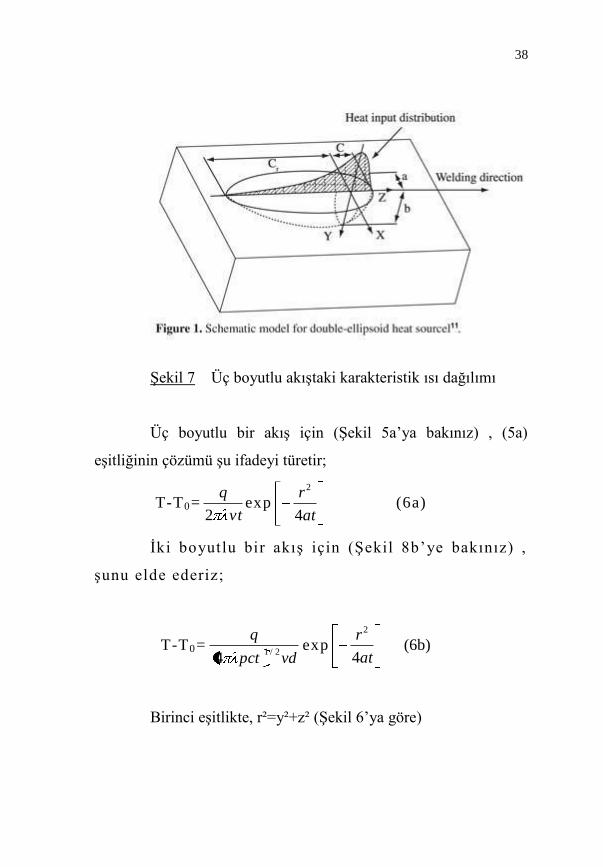
Şekil 7 Üç boyutlu akıştaki karakteristik ısı dağılımı
Üç boyutlu bir akış için (Şekil 5a‟ya bakınız) , (5a)
eşitliğinin çözümü şu ifadeyi türetir;
T-T0=vt
q
2exp
at
r
4
2
(6a)
İki boyutlu bir akış için (Şekil 8b‟ye bakınız) ,
şunu elde ederiz;
T-T0=vdpct
q2/1
4exp
at
r
4
2
(6b)
Birinci eşitlikte, r²=y²+z² (Şekil 6‟ya göre)
39
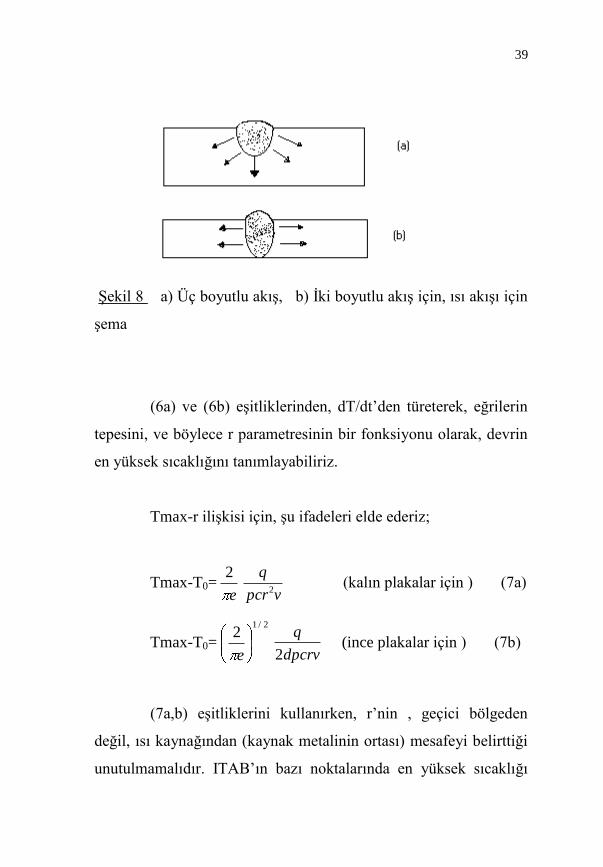
Şekil 8 a) Üç boyutlu akış, b) İki boyutlu akış için, ısı akışı için
şema
(6a) ve (6b) eşitliklerinden, dT/dt‟den türeterek, eğrilerin
tepesini, ve böylece r parametresinin bir fonksiyonu olarak, devrin
en yüksek sıcaklığını tanımlayabiliriz.
Tmax-r ilişkisi için, şu ifadeleri elde ederiz;
Tmax-T0=e
2
vpcr
q2
(kalın plakalar için ) (7a)
Tmax-T0=
2/12
e dpcrv
q
2 (ince plakalar için ) (7b)
(7a,b) eşitliklerini kullanırken, r‟nin , geçici bölgeden
değil, ısı kaynağından (kaynak metalinin ortası) mesafeyi belirttiği
unutulmamalıdır. ITAB‟ın bazı noktalarında en yüksek sıcaklığı

40
ölçtüğümüz zaman ve ölçümleri interpole etmeniz gerektiğinde (
7a ,b) eşitlikleri yalnız kullanılmalıdır.
(6a,b) eşitliklerinden, t8/5 veya t12/8 termal döngülerinin
soğuma parametrelerini sonradan hesaplayabiliriz.
t = 12 v
q (kalın plakalar için) (8a)
t = 2
224 dev
q (ince plakalar için) (8a)
Burada θ1 ve θ2 , T ve T1 gerekli sıcaklık farklarından
hesaplanmıştır. (örneğin; t8/5 800 ve 500 ºC, 1073 ve 773 K)
1
1 =
0773
1
T -
01073
1
T (Kalın plakalar için )
(9a)
22
1 =
2
0773
1
T -
2
01073
1
T (İnce plakalar için )
(9b)
Kaynak yaparken meydana gelen iç yapıyı anlamak, kaynak sonrası
ortaya çıkabilecek hataların sebebini izah edebilmek için sıcaklık
41
dağılımının ve değişiminin bilinmesi gerekir. Bunun için aşağıdaki
faktörlerin bilinmesi gerekir.
a. Isınma ısısı
b. Maksimum sıcaklık
c. Maksimum sıcaklığın süresi
d. Soğuma hızı
Kaynakta farklı mesafelerdeki kaynak ısıl döngüsünün en yüksek
sıcaklıkları ölçülerek Şekil 4.2‟de gösterilmiştir. Döngünün en yüksek
sıcaklığı ölçülür ve kaynak merkezinden esas metal tarafına mesafenin
artması ile azalır. Isıl döngünün şekli ve parametrelerin bilinmesi metal
ve alaşımlarının kaynaklanabilirliği için önem ifade eder.
Elektrik ark kaynağında spesifik ısı girdisi şu formülle ifade
edilmektedir.
Q = . U.I/ 11000 v
Burada;
; kaynak verimi
U; kaynak voltajı (V)
I; kaynak akımı (A)
V, kaynak hızı cm.dak-1
ve U.I, ark tarafından oluşturulan ısıdır (Js-1
)
Elektrik arkı tarafından açığa çıkan ısı; konveksiyonla kaynak
yapılan metale, elektroda ve radyasyonla da atmosfere yayılır Kaynak
sırasında kaynağın ısıl verimi, kaynak yöntemine, kaynak yapılan
malzemenin cinsine ve ısıl iletkenlik gibi özelliğine bağlıdır. Tablo 4.1
„de görüleceği gibi en yüksek verim = 0.90-0.99 ile tozaltı kaynağında
42
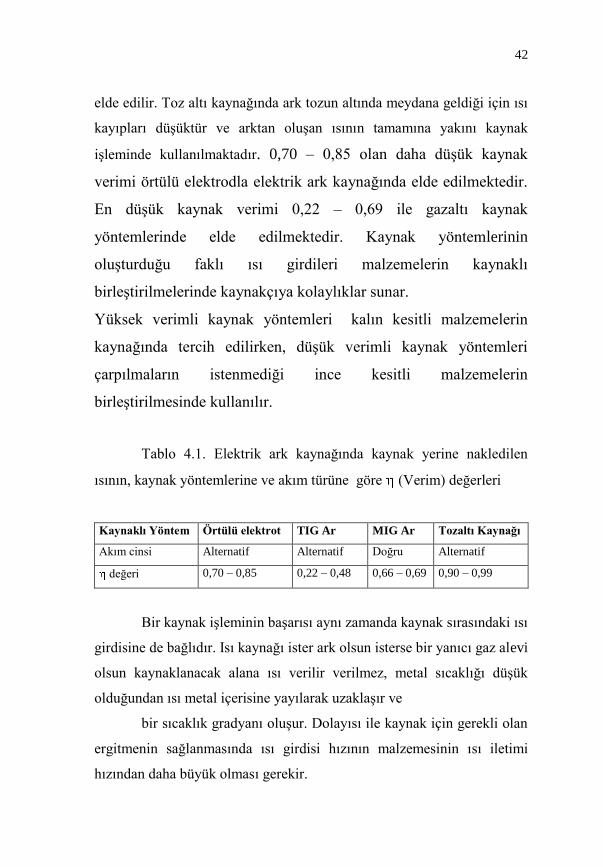
elde edilir. Toz altı kaynağında ark tozun altında meydana geldiği için ısı
kayıpları düşüktür ve arktan oluşan ısının tamamına yakını kaynak
işleminde kullanılmaktadır. 0,70 – 0,85 olan daha düşük kaynak
verimi örtülü elektrodla elektrik ark kaynağında elde edilmektedir.
En düşük kaynak verimi 0,22 – 0,69 ile gazaltı kaynak
yöntemlerinde elde edilmektedir. Kaynak yöntemlerinin
oluşturduğu faklı ısı girdileri malzemelerin kaynaklı
birleştirilmelerinde kaynakçıya kolaylıklar sunar.
Yüksek verimli kaynak yöntemleri kalın kesitli malzemelerin
kaynağında tercih edilirken, düşük verimli kaynak yöntemleri
çarpılmaların istenmediği ince kesitli malzemelerin
birleştirilmesinde kullanılır.
Tablo 4.1. Elektrik ark kaynağında kaynak yerine nakledilen
ısının, kaynak yöntemlerine ve akım türüne göre (Verim) değerleri
Kaynaklı Yöntem Örtülü elektrot TIG Ar MIG Ar Tozaltı Kaynağı
Akım cinsi Alternatif Alternatif Doğru Alternatif
değeri 0,70 – 0,85 0,22 – 0,48 0,66 – 0,69 0,90 – 0,99
Bir kaynak işleminin başarısı aynı zamanda kaynak sırasındaki ısı
girdisine de bağlıdır. Isı kaynağı ister ark olsun isterse bir yanıcı gaz alevi
olsun kaynaklanacak alana ısı verilir verilmez, metal sıcaklığı düşük
olduğundan ısı metal içerisine yayılarak uzaklaşır ve
bir sıcaklık gradyanı oluşur. Dolayısı ile kaynak için gerekli olan
ergitmenin sağlanmasında ısı girdisi hızının malzemesinin ısı iletimi
hızından daha büyük olması gerekir.
43
Bu durumda esas metalin ısı iletkenliği kaynak şartlarının
seçiminde göz önüne alınması gerekli faktörlerdendir.
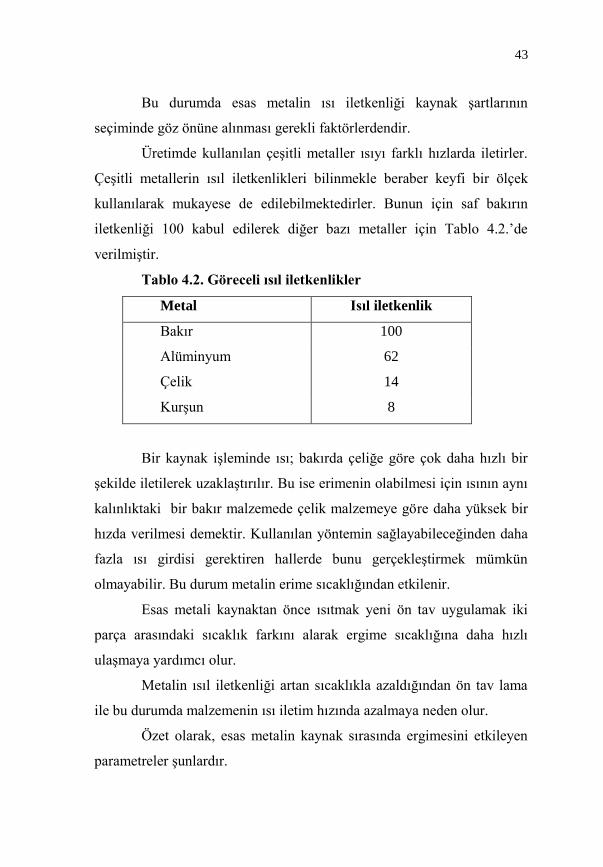
Üretimde kullanılan çeşitli metaller ısıyı farklı hızlarda iletirler.
Çeşitli metallerin ısıl iletkenlikleri bilinmekle beraber keyfi bir ölçek
kullanılarak mukayese de edilebilmektedirler. Bunun için saf bakırın
iletkenliği 100 kabul edilerek diğer bazı metaller için Tablo 4.2.‟de
verilmiştir.
Tablo 4.2. Göreceli ısıl iletkenlikler
Metal Isıl iletkenlik
Bakır 100
Alüminyum 62
Çelik 14
Kurşun 8
Bir kaynak işleminde ısı; bakırda çeliğe göre çok daha hızlı bir
şekilde iletilerek uzaklaştırılır. Bu ise erimenin olabilmesi için ısının aynı
kalınlıktaki bir bakır malzemede çelik malzemeye göre daha yüksek bir
hızda verilmesi demektir. Kullanılan yöntemin sağlayabileceğinden daha
fazla ısı girdisi gerektiren hallerde bunu gerçekleştirmek mümkün
olmayabilir. Bu durum metalin erime sıcaklığından etkilenir.
Esas metali kaynaktan önce ısıtmak yeni ön tav uygulamak iki
parça arasındaki sıcaklık farkını alarak ergime sıcaklığına daha hızlı
ulaşmaya yardımcı olur.
Metalin ısıl iletkenliği artan sıcaklıkla azaldığından ön tav lama
ile bu durumda malzemenin ısı iletim hızında azalmaya neden olur.
Özet olarak, esas metalin kaynak sırasında ergimesini etkileyen
parametreler şunlardır.
44
a. Metal kalınlığı ve bağlantı tipi
b. Isıl iletkenlik
c. Esas metalin kaynak öncesi sıcaklığı
d. Ergime sıcaklığı
e. Elektrotun açısı ve hareketi
f. Isı girdisi
4.1. Elektrik Ark Kaynağında Isı Girdisi
Enerjinin standart birimi Jouldur ve bunun temsil ettiği ısı enerjisi
miktarı oldukça küçüktür. Bir kg çeliği oda sıcaklığından 1500oC‟ye
çıkarmak için yaklaşık 690.000 J gerekir. Ark kaynağında ısı girdisini
doğrudan joul cinsinden ölçmek zordur. Ancak 1 W‟lık elektrik
enerjisinin 1 j/s olduğu bilinmektedir. Böylece ark gerilimi ve akımını
ölçerek güç girdisi hesaplanır.
Güç enerjinin bir şekilden diğerine dönüşme hızıdır. Bir kaynak
arkında elektrik enerjisinin yaklaşık tamamı ısıya dönüşür. Bunun sadece
küçük bir bölümü mor ötesi radyasyonu ve ışığı üretmede kullanılır.
Ark gücü (W) = Ark gerilimi (V) x Ark akımı (A)‟dır.
Genel bir ifade olarak ısı girdisi
Isı girdisi ( J / mm) = Akım (A) x Ark gerilimi (V) x 60 / Kaynak hızı (mm/dak.)
Veya KJ cinsinden
Isı girdisi (Kj / mm) = Akım x Volt x 60 / Kaynak hızı (mm / dak) x 1000
45
ġekil 4.2. Isı girdisi ile izoterm eĢ eğrisi
İnce Levha Kalın Levha
46
ġekil 4.3. Parça Kalınlığının Sıcaklık Dağılımına Etkisi Yukarıda
Bulunan Eğriler Levha Kalınlığının Sıcaklık Profiline
Etkisini Göstermektedir.
Kaynak parametreleri aynı olan farklı malzemelerin eş sıcaklık
dağılımı şekil 4.4.‟de görüldüğü gibi ısı iletim kat sayısı ile ilgilidir.
Kaynak edilen parçalar ısı iletim katsayısı Al en büyük östetinik
paslanmaz çelikte ise en küçüktür. Kaynak bölgesinin genişliği ısı iletim
katsayısı ile doğru orantılı olarak artmaktadır.
Alaşımsız çeliklerde kaynak hızının kaynak bölgesi genişliğine
etkisi Şekil 4.5.‟de görüldüğü gibi kaynak hızının artması ile kaynak
bölgesinin genişliği azalmaktadır.
47
ġekil 4.4. Farklı Metallerde Kaynak Bölgesinde Sıcaklık Dağılımı
48
ġekil 4.5. Kaynak Hızının Kaynak Bölgesi Sıcaklık Dağılımına
Etkisi
4.2. Oksi – Asetilen Kaynağında Isı Girdisi
Elektrik ark kaynağında elektrik enerjisi oluşan ark sonucu ısıya
dönüşerek metale iletilmekteydi. Oksi – asetilen kaynağında ise ısı bir
kimyasal reaksiyon sonucu oluşur ve sonra parçaya iletilir.
Kaynak için kullanılan oksi asetilen alevi sıcaklıkları farklı iki
bölgeden oluşur. İçeride kolayca ayırt edilen bir mızrak veya çekirdek
bölgesi birde daha yaygın olan dış yelpaze bölgesidir.
Oksi asetilen alevinde oluşan ısı yanan asetilan miktarına
bağlıdır. Daha fazla ısıya ihtiyaç varsa asetilen akışı artırılır, ve oksijen
miktarı uygun bir alev verecek şekilde ayarlanır. Gaz miktarındaki artış
kullanılan üflecin deliğinde de büyümeyi gerektirir.

49
ġekil 4.6. Oksi – Asetilen Alevinin ġeması
50
BÖLÜM 5
5 - KAYNAK METALĠ
Kaynak metali kaynaklı birleştirmenin bir parçasıdır. Ark kaynağında,
kaynak metali ergimiş esas metal ve dolgu malzemesinin (elektrot veya
tel) kısmi olarak karışımından oluşur. Ergiyik kaynak metalindeki esas
metalin oranı kaynak yöntemine göre değişir (Şekil 1-a). Genellikle bir
birleştirmede kök pasodaki ergiyik esas metalin oranı üst pasolara göre
daha fazladır (Şekil 1-b).
El ile yapılan elektrik ark kaynağında kaynak metalinde esas metal oranı
yaklaşık olarak %10-40 arasındadır. Tozaltı kaynağında ise yüksek ısı
girdisinden dolayı esas metalin oranı %85 e kadar olmaktadır. Elektro
curuf kaynağında bu oran %90 ın üzerindedir. Elektrik direnç
kaynaklarında ve yakma alın kaynaklarında kaynak metali sadece esas
metalin bileşiminden oluşmaktadır. Sürtünme kaynak yöntemlerinde
kaynak metali, birleştirme alanının deformasyonu ile oluşur.Difüzyon
kaynağı, soğuk basınç kaynağı, ultrasonik kaynak veya patlama kaynağı
ile yapılan birleştirmeler de mukavemet yönünden iyi sonuçlar vermesi
kaynak metalinin varlığının vazgeçilmez olmadığını göstermiştir.
51
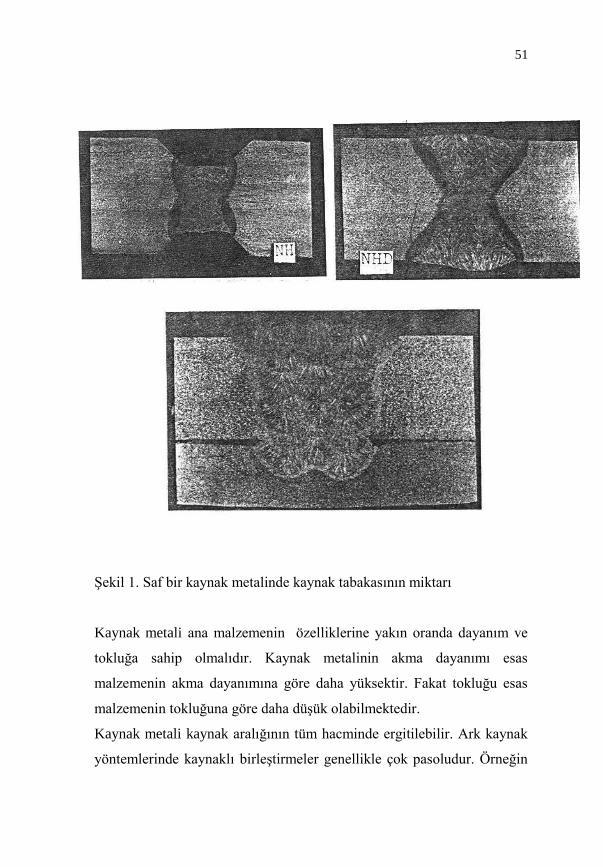
Şekil 1. Saf bir kaynak metalinde kaynak tabakasının miktarı
Kaynak metali ana malzemenin özelliklerine yakın oranda dayanım ve
tokluğa sahip olmalıdır. Kaynak metalinin akma dayanımı esas
malzemenin akma dayanımına göre daha yüksektir. Fakat tokluğu esas
malzemenin tokluğuna göre daha düşük olabilmektedir.
Kaynak metali kaynak aralığının tüm hacminde ergitilebilir. Ark kaynak
yöntemlerinde kaynaklı birleştirmeler genellikle çok pasoludur. Örneğin
52
200 mm kalınlığındaki plakanın tozaltı ark kaynağında yaklaşık olarak
150 pasoda kaynaklanır. Kaynak metalinin sonuç özellikleri malzemeye
ve metalurjik faktörlere göre değişir. Bu metalurjik faktörlerden başlıca
üçü şunlardır:
1- ergime durumu
2- katılaşma durumu
3- yapısal değişim durumu
Önceden katılaşmış kaynak metali ve ergiyik arasındaki ara yüzey kaynak
kristalizasyonu tarafından belirlenir ve bu yapı enine kesilmiş malzemeyi
dağlayarak incelenebilir. Kaynak kristalizasyon tanelerinin boyutu
kaynak ısı girdisiyle direkt orantılıdır. Fakat bu tanelerin geometrik
boyutu (genişliği, derinliği gibi), kaynak voltajı ve akım gibi diğer
teknolojik parametrelere bağlıdır. Kaynak metalinde genişliğin derinliğe
oranı genellikle kaynak formunun katsayısı olarak adlandırılır. Kaynak
işlemi yönündeki kaynak kristalizasyon tanelerinin şekli 3. bir
parametreye bağlıdır. Bu parametre de kaynak hızıdır. Kaynak
kristalizason taneleri ergiyik ve katılaşmış kaynak metali arasındaki faz
ara yüzeyini karakterize eder.
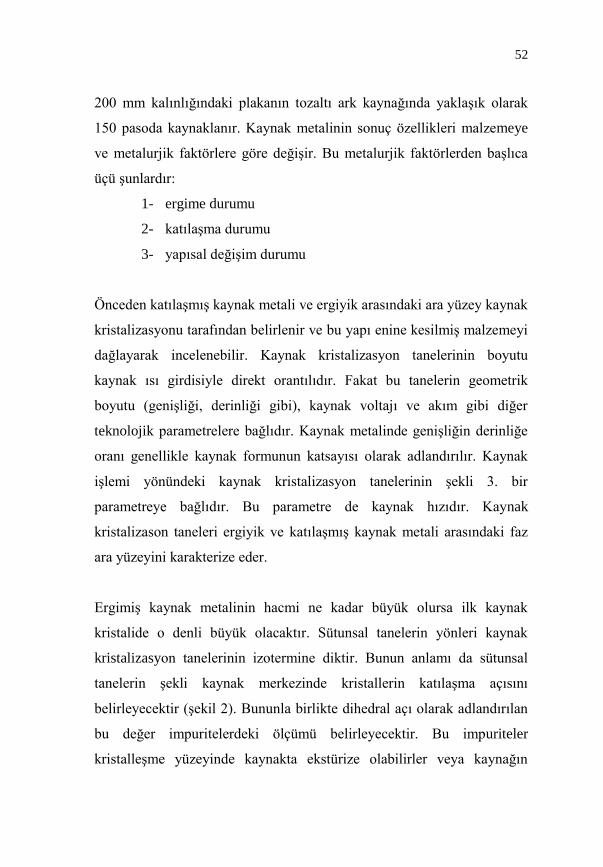
Ergimiş kaynak metalinin hacmi ne kadar büyük olursa ilk kaynak
kristalide o denli büyük olacaktır. Sütunsal tanelerin yönleri kaynak
kristalizasyon tanelerinin izotermine diktir. Bunun anlamı da sütunsal
tanelerin şekli kaynak merkezinde kristallerin katılaşma açısını
belirleyecektir (şekil 2). Bununla birlikte dihedral açı olarak adlandırılan
bu değer impuritelerdeki ölçümü belirleyecektir. Bu impuriteler
kristalleşme yüzeyinde kaynakta ekstürize olabilirler veya kaynağın
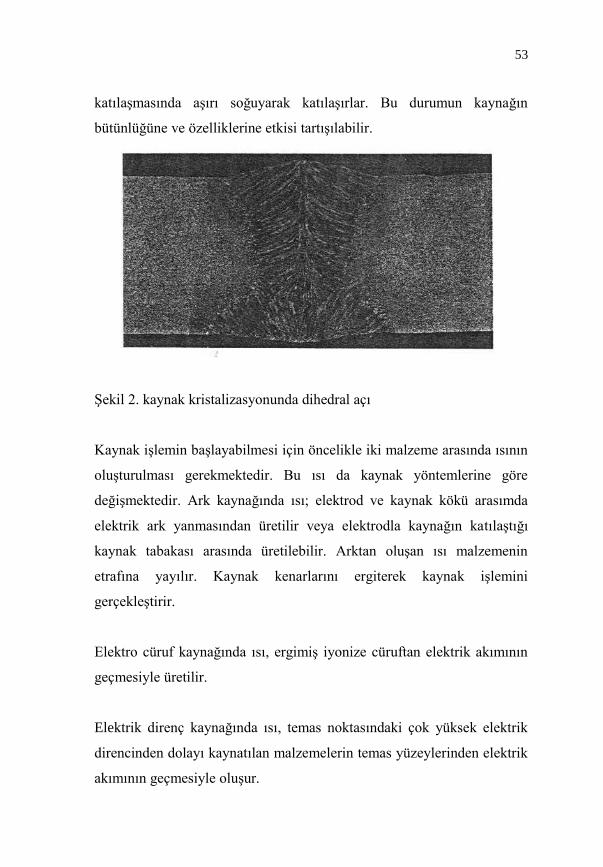
53
katılaşmasında aşırı soğuyarak katılaşırlar. Bu durumun kaynağın
bütünlüğüne ve özelliklerine etkisi tartışılabilir.
Şekil 2. kaynak kristalizasyonunda dihedral açı
Kaynak işlemin başlayabilmesi için öncelikle iki malzeme arasında ısının
oluşturulması gerekmektedir. Bu ısı da kaynak yöntemlerine göre
değişmektedir. Ark kaynağında ısı; elektrod ve kaynak kökü arasımda
elektrik ark yanmasından üretilir veya elektrodla kaynağın katılaştığı
kaynak tabakası arasında üretilebilir. Arktan oluşan ısı malzemenin
etrafına yayılır. Kaynak kenarlarını ergiterek kaynak işlemini
gerçekleştirir.
Elektro cüruf kaynağında ısı, ergimiş iyonize cüruftan elektrik akımının
geçmesiyle üretilir.
Elektrik direnç kaynağında ısı, temas noktasındaki çok yüksek elektrik
direncinden dolayı kaynatılan malzemelerin temas yüzeylerinden elektrik
akımının geçmesiyle oluşur.
54
Son olarak elektron ışın kaynağında ısı, kaynak malzemesi ile
hızlandırılmış elektronların ısının elastik olmayan ara hareket sonucu
oluşur.
Verilen bu yöntemlerde kaynak metalindeki sıcaklık en yüksek
değerdedir.
1. Ergime Durumu
Ergime durumunda kaynak kenarları ısınır, kaynatılacak malzeme ve
dolgu metali ergir. Kaynak metali kaynatılacak malzeme ve dolgu
metalinden oluştuğu için kaynak metali özellikleri de bunlara bağlıdır.
Bunun için dolgu metali aşağıdaki özelliklere sahip olmalıdır:
1- dolgu malzemeleri uygun iyonize maddelerden oluşarak
kaynak arkını kararlı yapmalıdır.
2- Dolgu malzemesi ergimiş metali çevredeki atmosferden
korumalıdır.
3- Ergimiş metal uygun fiziksel özelliklere sahip olmalıdır.
Bu özellikler; vizikosite, ergime derecesi, yüzey gerilimi ve ısıl
genleşme.
4- Dolgu metali kaynak metalinin deoksidasyonuna izin
vermelidir.
5- Dolgu metali absorbe ettiği gazları ergitmelidir.
6- Dolgu metali uygun kaynak şekillenmesine izin vermelidir.
55
7- Dolgu metali uygun kaynak alaşımlamasına müsaade
etmelidir.
8- Dolgu metali uygun işletme özelliklerine sahip olmalıdır
(cüruf kaldırma vs. gibi)
9- Dolgu metali, sağlığa zararsız olmalı, en az seviyede
kirletici ürünler bulundurmalı, neme çok az duyarlı olmalı ve ucuz
olmalıdır.
Hali hazırda ark kaynak işlemlerinde kullanılan dolgu metalinin üç ana
tipi vardır. Bunlar:
1- elektrik ark kaynağı için örtülü elektrotlar
2- cüruf yapıcı içeren özlü elektrodlar
3- tozaltı ve gazaltı kaynaklarında kullanılan tel şeklindeki dolgu
elektrodlarıdır.
Tozaltı ark kaynağı yada elektro cüruf kaynağı dolgu malzemesi cüruf
yapıcı maddeler içerir. Elektrik ark kaynağı için elektrodlar 4 temel örtü
türüne sahiptir.
1- Selülozik örtüler; %20-60 titandioksit (TiO2), %10-20 selüloz,
%15-30 silisyumdioksit, %5-10 ferromangan, %15‟e kadar karbonat
içeren selüloz örtüler. Bu elektrodlar mükemmel işlem özelliklerine
sahiptir ve verimli kaynak işlemi sağlar. Selüloz arkın iyi
korunmasını sağlar, fakat selüloz elektrodlar kaynağa yüksek H2
girmesine sebep olur. Bu yüksek H2 seviyesi ark sıcaklığını arttırır.
Bu elektrodlar derin kaynak ve hızlı soğuma hızı sağlar.
56
2- Rutil örtüler; %40-60 rutil (TiO2), %15-20 SiO2, %10-14
ferromangan, %15‟e kadar karbonat ve %15‟e kadar organik
maddeler içerir. Bu elektrodlar kaynak metalinde yüksek içeriklerde
H2 (15-30 ppm) difüzyonuna ve yüksek ilklüzyona neden olurlar.
3- Asidik örtüler; demir ve mangan, SiO2, karmaşık silikat ve
ferromangan içerirler. Kaynak metali az artmış hidrojen içeriğine ve
yüksek oranlı inklüzyona sahiptir.
4- Bazik örtüler; %20-50 kalsiyum karbonat, %20-40 florit, %5‟e
kadar SiO2, %10‟a kadar TiO2, ve %10‟a kadar demir alaşımları
içerir.bu elektrodlar düşük H2 içeriğine sahip ve düşük oranda
inklüzyona sahiptir ve çok iyi kaynak kalitesine sahiptir. Bunlar çok
iyi kurutulduktan sonra kullanılmalıdır.
Metalurjik reaksiyonlar ergimiş metal içinde meydana gelir. Bir ergiyik
havuzunun sıcaklıkları çelik üretimine göre daha yüksektir. İlave olarak
kaynak metali sürekli hareket halindedir. Bu hareketlilik sıvı cürufla
kaynak metali arasındaki yüzey reaksiyonlarını arttırır. Sonuç olarak çelik
üretimindeki benzer reaksiyonlarla kaynakta meydana gelen
reaksiyonların termodinamiklerini karşılaştırmak mümkün değildir.
Kaynak metalindeki redax reaksiyonları daha hızlıdır. Argon korumalı bir
kaynakta bu reaksiyonlar kaynak havuzunun aşırı ısınmasıyla başlar.
Aktif gaz karışımıyla kaynak yapıldığı zaman kısmi H2 basıncı bu
reaksiyonlarda (3500 K üzerindeki bir sıcaklıkta) hesaplanır. Bu
hesaplama:
CO2 CO+1\2O2
Pco2 Pco 14730
logKp= log =- +4,54
PCO2 T
57
Burada;
Kp=reaksiyonun denge sabiti
P = CO2, O2 ve CO‟nun kısmi basınçları.
Gaz ayrışması kaynak havuzunun sıcaklığı ile olmayıp arkın sıcaklığı ile
kontrol edilir. Yukarıdaki reaksiyonlar muhtemelen 3500 K üzerindeki
sıcaklıklarda olur. %80 Ar-%20 CO2 karışım gazında yapılan kaynakta
karbürizasyon reaksiyonu olabilir.
CO2+ [C] 2CO2
Bu reaksiyonun denge sabiti
P2co 6790
Kp= - ve log Kp= +6,30
[C] Pco T
Hesapta ergiyikteki çözmüş karbonun varlığı çıkarılır. Karbonizasyon
yaklaşık %0.1 den daha büyük karbon içeriğinde meydana gelir. Denge
hali, aşağıdaki bağıntıda kısmi basınçların bir oranını gerektirir.
P2co
Pco2
4 ile 20 arasında olur.
Cürufun varlığında (manuel ark kaynağı, tozaltı, ve elektron cüruf
kaynağı) kaynak esnasında metalurjik reaksiyonlar cüruf ile kaynak
havuzu temas yüzeyinde ilerler ve cüruf sıcaklığı daha yüksek olduğunda
ve arayüzey daha büyük olduğunda bu reaksiyonların hızı daha yüksek
olacaktır.
58
Çelik üretiminde olduğu gibi kaynakta da alkalin (bazik-CaO,MgO) veya
asit reaksiyonları (SiO2) ergiyikte veya elektrod örtüsünde olabilir. Buna
ilaveten ampoterik oksitler (TiO2, Al2O3, ZrO2, FO, MnO) cürufta
meydana gelebilir. Cüruflar MnO-SiO2 veya CaO-SiO2 ile ilave Al2O3,
TiO2, ZrO, CaF esaslıdır. Kaynak cürufunda yeterince akıcılık için
vizikositelerin ısıl bağlılığına elverişli olması istenir. Fakat katılaştıktan
sonra yüzeyden kolay ayrılmalıdır.
Kaynak metalindeki metalurjik reaksiyonların özelliklerini belirleyen
önemli bir faktör cüruf veya cüruf yapıcının bazikliğidir (B). Genellikle
baziklik oranı cüruf yapıcıdaki bazik oksitlerin asidik oksitlere oranıdır.
B=bazik oksit\asit oksit
Baziklik oranına bir örnek için aşağıdaki eşitlik verilebilir.
[CaO]+[MgO]+[BaO]+[SrO]+[LiO2]+[Na2O]+[K2O]+[CaF2]+1\2[FeO]+
[MnO]
B=
[SiO2]+1\2[Al2O3]+[TiO]+[ZrO2]
Daha yüksek B değeri daha alkali cüruf demektir. Akıcı kaynak cürufları
0,5-3,0 arasında B değerine sahiptir. Metal ile cüruf arasındaki reaksiyon
genel olarak şöyle ifade edilir.
MxOy+yFe xM+yFeO
Metazlurjik reaksiyonlar açıklandığı zaman Zeke iyonik teoriyi
başlatmıştır ve bu teoriye göre;
CaO Ca2+O
2-
2SiO2 SiO44+
+Si4+
ve asit bileşenler O2-
oksijen iyonlarının aşırılığını gösterecektir:
SiO2+2O2-
SiO4-
59
Demir oksitlerin indirgenmesi için de aşağıdaki eşitlikler yazılabilir:
Fe2O3 2Fe3+
+3O2-
,
Fe2O3+O2-
2FeO-2,
FeO Fe2+
+O2-
,
Fe3O4 Fe2+
+2FeO-2,
Fe3O4 2Fe3+
+4O2-
Kaynak havuzunun deoksidasyonu hariç olmak üzere tüm metalujik
reaksiyonlar metalin kimyasal kompozisyonunu geliştirir. Örneğin bunlar
hem daha düşük içerikte sülfür, fosfor içerir hem de oksijen, azot ve
hidrojen gazlarının varlığını düşürür. Bu işlemin ürünleri kaynak
metalinde silika oksit veya silikat, oksit, nitrit, sülfit oksit açığa çıkar.
2. Kaynakta Gaz Absorbisyonu
Kaynak işleminde kaynak havuzu gazlar ile ayrılmış olabilir. Bu durum
kaynak porozitesine sebep olabilir veya kaynak kırılganlığı bundan
etkilenebilir. Bu gazlardan ilki ve en önemlisi oksijendir. Oksijen
kaynakta metalurjik reaksiyonla serbest kalarak açığa çıkar. Şekil 3‟de
sıvı çelik için bir sıcaklık aralığında Fe-FeO v denge diyagramı
görülmektedir.
60
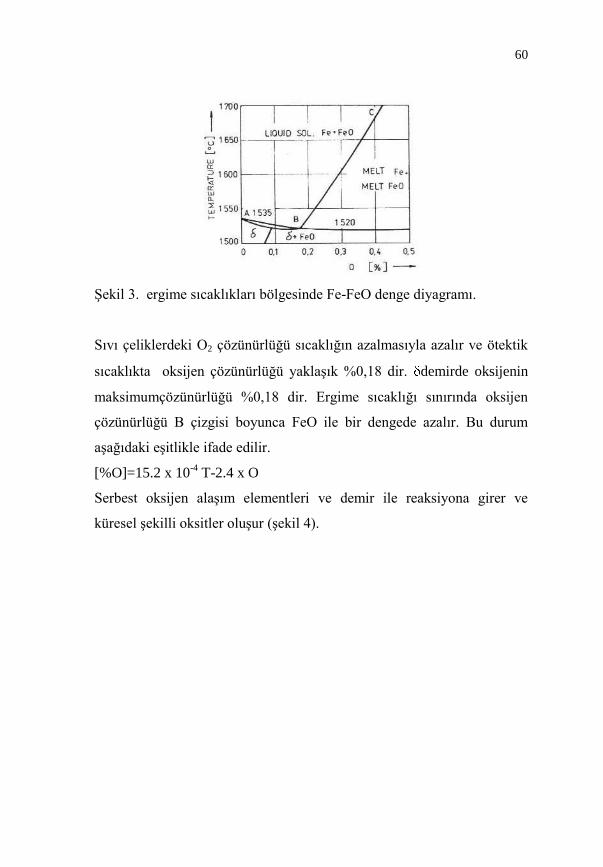
Şekil 3. ergime sıcaklıkları bölgesinde Fe-FeO denge diyagramı.
Sıvı çeliklerdeki O2 çözünürlüğü sıcaklığın azalmasıyla azalır ve ötektik
sıcaklıkta oksijen çözünürlüğü yaklaşık %0,18 dir. demirde oksijenin
maksimumçözünürlüğü %0,18 dir. Ergime sıcaklığı sınırında oksijen
çözünürlüğü B çizgisi boyunca FeO ile bir dengede azalır. Bu durum
aşağıdaki eşitlikle ifade edilir.
[%O]=15.2 x 10-4
T-2.4 x O
Serbest oksijen alaşım elementleri ve demir ile reaksiyona girer ve
küresel şekilli oksitler oluşur (şekil 4).
61
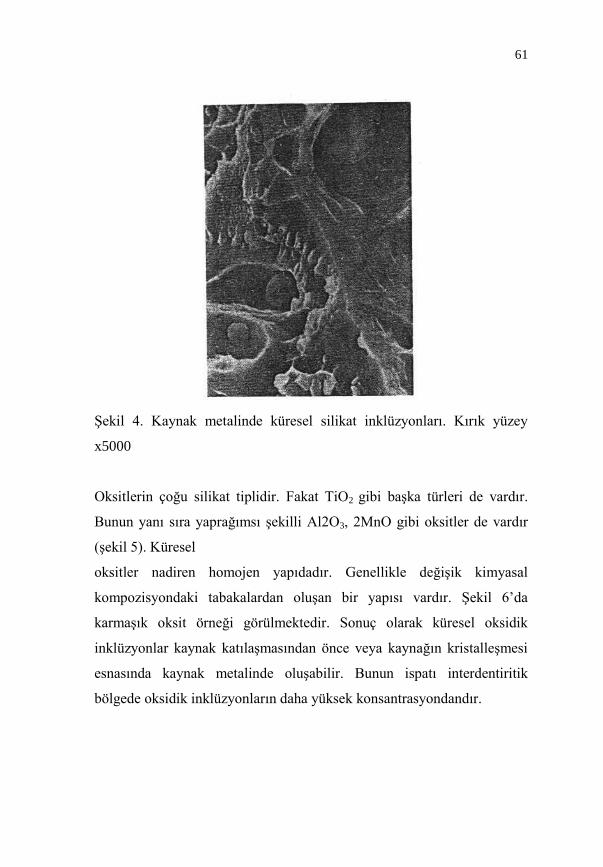
Şekil 4. Kaynak metalinde küresel silikat inklüzyonları. Kırık yüzey
x5000
Oksitlerin çoğu silikat tiplidir. Fakat TiO2 gibi başka türleri de vardır.
Bunun yanı sıra yaprağımsı şekilli Al2O3, 2MnO gibi oksitler de vardır
(şekil 5). Küresel
oksitler nadiren homojen yapıdadır. Genellikle değişik kimyasal
kompozisyondaki tabakalardan oluşan bir yapısı vardır. Şekil 6‟da
karmaşık oksit örneği görülmektedir. Sonuç olarak küresel oksidik
inklüzyonlar kaynak katılaşmasından önce veya kaynağın kristalleşmesi
esnasında kaynak metalinde oluşabilir. Bunun ispatı interdentiritik
bölgede oksidik inklüzyonların daha yüksek konsantrasyondandır.
62
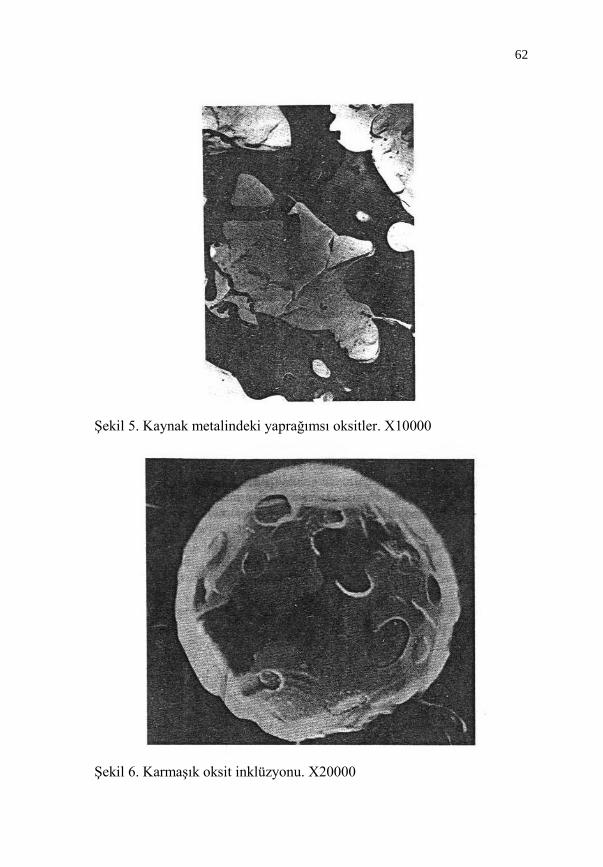
Şekil 5. Kaynak metalindeki yaprağımsı oksitler. X10000
Şekil 6. Karmaşık oksit inklüzyonu. X20000
63
Kaynağı etkileyen diğer bir gaz da hidrojendir. Hidrojen çeşitli yollarla
kaynağa girebilir. Bu yollardan biri nemli atmosferdir. Çoğunlukla
hidrojen kaynağa elektrod örtüsündeki yada cüruf yapıcıdaki nemden
girer. Bu yüzden kullanılmadan önce bunların kurutulması gerekir.
Elektrodların kurutulması için 300oC‟de 2 saat bekletilmesi tavsiye edilir
ve kullanıma kadar 105oC‟de tutulması tavsiye edilir. Son zamanlarda
neme dayanıklı bazik elektrodlar yapılmıştır ve hidroskopi dirençleri
garanti edilmiştir. Benzer olarak cüruf yapıcı da kaynaktan önce
kurutulmalıdır. Cüruf yapıcının tipine bağlı olarak kaynaktan önce
800oC‟in üzerinde tutulması gerekir. Ayrıca hidrojen kaynağa gres yada
diğer organik maddelerden girebilir.
Hidrojenin bir kaynağı özellikle karbonmonoksit gibi koruyucu gazlar
kullanıldığında yeterince koruyamayabilir. Hidrojen metalde iyon olarak
çözünebilir. Bu durum kaynakta porozite (gözenek) oluşmasına sebep
olur. CH4 (metan) oluşumu ile kaynakta kısmi dekarbürizasyon olur. Bu
durum da gözenekliliğe ve kırılganlığa yol açabilir. Şekil 7‟de FeH yada
Fe-N denge diyagramı görülmektedir. Kaynak katılaşması esnasında
hidrojenin çözünürlüğünde azalma olduğu görülmektedir. Porozite ters
bir reaksiyonla sonuçlanır, buna göre atomik hidrojen serbest yüzeylerde
moleküler hidrojene bağlanmış olur. Aşağıdaki reaksiyona göre oksitlerin
bir kısmının indirgenmesi yoluyla hidrojen gözenek oluşturmaya başlar.
FeO+H2 H2O+Fe
Yada aşağıdaki eşitliğe göre çelik dekarbürizasyona uğrar;
Fe3C+2H2 CH4+3Fe,
64
Veya sülfür ile reaksiyona girer;
MnS+H2 H2S+Mn.
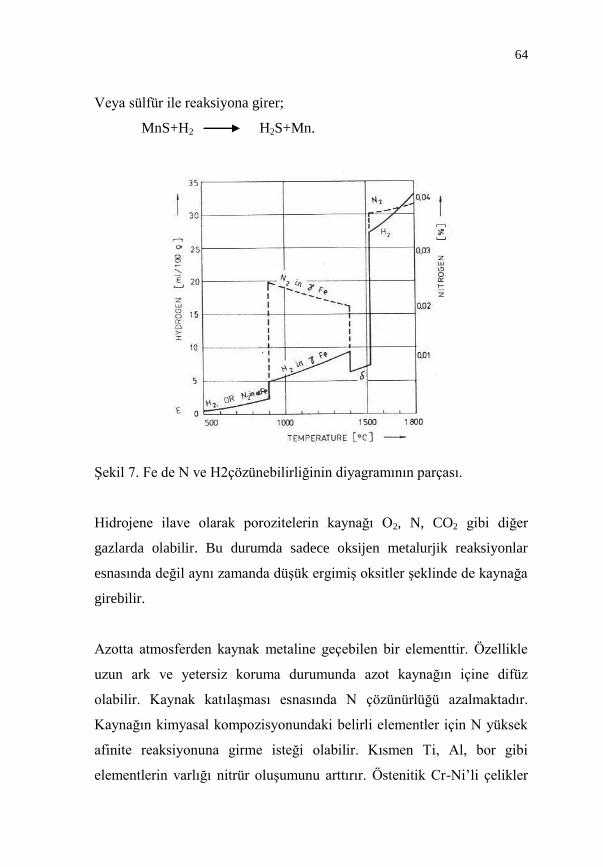
Şekil 7. Fe de N ve H2çözünebilirliğinin diyagramının parçası.
Hidrojene ilave olarak porozitelerin kaynağı O2, N, CO2 gibi diğer
gazlarda olabilir. Bu durumda sadece oksijen metalurjik reaksiyonlar
esnasında değil aynı zamanda düşük ergimiş oksitler şeklinde de kaynağa
girebilir.
Azotta atmosferden kaynak metaline geçebilen bir elementtir. Özellikle
uzun ark ve yetersiz koruma durumunda azot kaynağın içine difüz
olabilir. Kaynak katılaşması esnasında N çözünürlüğü azalmaktadır.
Kaynağın kimyasal kompozisyonundaki belirli elementler için N yüksek
afinite reaksiyonuna girme isteği olabilir. Kısmen Ti, Al, bor gibi
elementlerin varlığı nitrür oluşumunu arttırır. Östenitik Cr-Ni‟li çelikler
65
kaynatıldığı zaman azotun varlığı kaynak kristalizasyon modunun
değişmesine yol açar. Ve bunun sonucunda kırılganlık olur. Normal
koşullar altında kaynaktaki azot içeriği %0,004 üzerinde olmamalıdır.
Bununla birlikte oda sıcaklığında Fe‟de azot çözünürlüğü %0,001‟i
geçemez.
Kaynak porozitelerinin nedeni exogenous oksitler yada metalurjik
reaksiyonlardan ergime süresince absorbe edilen gazlar değildir. Tozaltı
kaynağında kaynak metalinde porozite nedeni kaynaklı çelikteki düşük
ergime dereceli oksitlerin yüksek oranda bulunmasıdır.
Ayrıca vurgulanmalıdır ki, metalurjik reaksiyonların yapısı ve kaynaklı
birleştirmelerin sonuç özellikleri kaynak parametreleri tarafından
etkilendiği göz önünde bulundurulmalıdır. Bu parametrelerden; özellikle,
kutuplama, ark voltajı, amper, kaynak hızı önemlidir. Tozaltı ark
kaynağında optimum özelliklerin elde edilmesi için yukarıdaki
parametrelerin etkisi oldukça değişkenlik gösterir. Kaynak
parametrelerinin kaynak özelliklerine etkisi manuel ark kaynağında
basittir. Burada voltaj, kaynak akımı ve ergime hızı büyük oranda etki
göstermez. Kutuplama değişimi tozaltı ark kaynağında yada çıplak
elektrodla dolgu esnasında karbon içeriği üzerindeki etki dikkate
alınmalıdır.
3. Kaynak Metali KatılaĢma Durumu
Sıvı kaynak metalinin sıcaklığı katılaşma sınırının altına düştüğü zaman
katılaşma başlar. Bu işlem kaynak bütünlüğü ve mekanik özellikler için
66
oldukça önemlidir. Sıvı kaynak metali katılaşması kokilde (metal kalıp
içinde) sıvı metal katılaşmasından farklı bir işlemdir. Ancak kaynak
metali katılaşmasının bir çok özelliği sürekli metal katılaşmasına
benzemektedir. Ergime kaynağının katılaşmasında önemli olan bazı
hususlar aşağıdadır.
1. Sıvı kaynak havuzunda bazı empuriteler mevcuttur.
2. Sıvı kaynak metali havuzunda esas metal kısmen çözünür ve
sıvı kaynak metaline karışır.
3. Sıvı kaynak metalinde önemli türbülans olduğundan sıvı
metalde çok iyi karışma olur.
4. Katı ama metale göre sıvı kaynak metal hacmi küçüktür.
5. Sıvı metal içerisinde büyük sıcaklık değişimi vardır.
6. Kaynak işleminde ısı kaynağı sürekli ilerlediğinden katılaşma
davranışı kaynak hızına bağlı dinamik bir işlemdir.
Elektro curuf kaynağında olduğu gibi yüksek enerjili kaynaklarda veya
çok pasolu kaynaklarda esas metal ısındığından veya iş parçalarına ön
tavlama yapılması halinde sıcaklık değişimi sonucu katılaşma davranışı
etkilenmektedir.
Kaynak tanelerinin şekli çoğunlukla kaynak yöntemine ve
parametrelerine bağlıdır. Özellikle kaynak hızı önemli rol oynar. Kaynak
katılaşması esnasında segragasyon oluşur. Kaynak metali ilk önce kaynak
kenarları ve ısıdan etkilenen bölgedeki (ITAB) kristaller üzerinde
heterojen çekirdeklenme ile kristalizasyon başlar. Katılaşmanın ilerlemesi
epitaksiyel şekildedir. Eğer taneler kaba ise, kaynaklı birleştirmenin ilk
kristalleri de kaba olacaktır. Epitaksiyel katılaşma polimorfolojik
dönüşüm olmaksızın malzeme üzerinde gözlenebilir. Bu durum şekil 8‟de
gösterilmektedir.
67
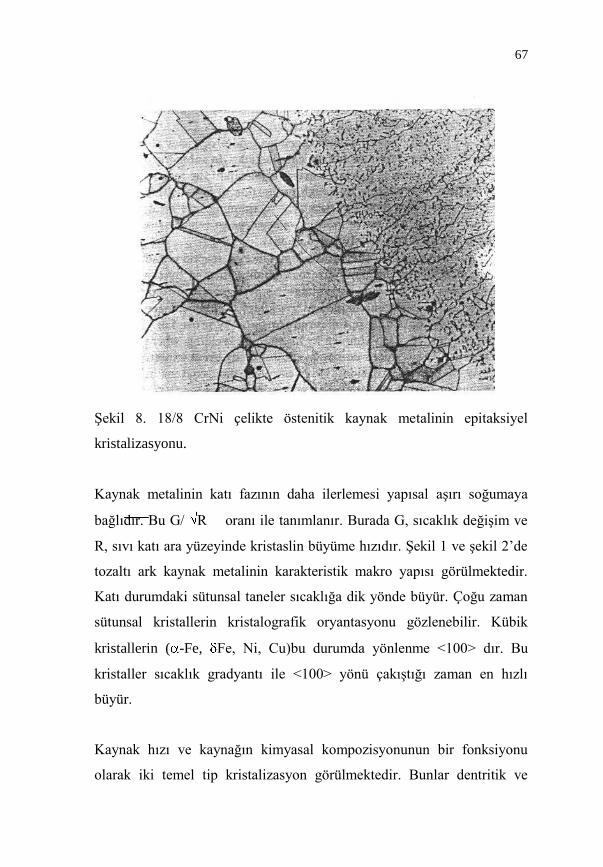
Şekil 8. 18/8 CrNi çelikte östenitik kaynak metalinin epitaksiyel
kristalizasyonu.
Kaynak metalinin katı fazının daha ilerlemesi yapısal aşırı soğumaya
bağlıdır. Bu G/ R oranı ile tanımlanır. Burada G, sıcaklık değişim ve
R, sıvı katı ara yüzeyinde kristaslin büyüme hızıdır. Şekil 1 ve şekil 2‟de
tozaltı ark kaynak metalinin karakteristik makro yapısı görülmektedir.
Katı durumdaki sütunsal taneler sıcaklığa dik yönde büyür. Çoğu zaman
sütunsal kristallerin kristalografik oryantasyonu gözlenebilir. Kübik
kristallerin ( -Fe, Fe, Ni, Cu)bu durumda yönlenme <100> dır. Bu
kristaller sıcaklık gradyantı ile <100> yönü çakıştığı zaman en hızlı
büyür.
Kaynak hızı ve kaynağın kimyasal kompozisyonunun bir fonksiyonu
olarak iki temel tip kristalizasyon görülmektedir. Bunlar dentritik ve
68
hücresel kristalleşmedir. Daha büyük aşırı soğumada meydana gelen
dentritik kristalleşme durumunda önce birinci eksenler, sonra ikinci
eksenler ve son olarak üçüncü eksenler uzar. Eksenler diğeriyle çarpışana
kadar büyüme devam eder. Hücresel kristalleşme (daha az aşırı soğuma)
dentritik kristalleşmenin özel şeklidir. Burada eş eksenli dentritler oluşur.
İlk taneler polihedraldir. Çoğu kaynakta kristalizasyon uzamış tanelerin
büyümesiyle oluşur. Bununla birlikte belirli durumlarda uzamış taneler eş
eksenli hücrelere dönüşebilir. Hücresel yapının hacmi kaynak
parametrelerinin uygun seçimiyle önemli derecede arttırılabilir. Özellikle
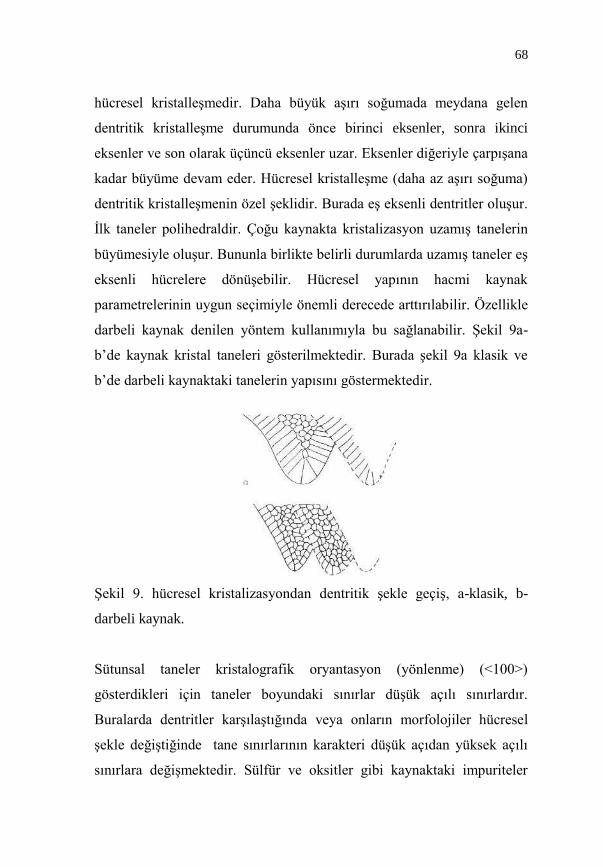
darbeli kaynak denilen yöntem kullanımıyla bu sağlanabilir. Şekil 9a-
b‟de kaynak kristal taneleri gösterilmektedir. Burada şekil 9a klasik ve
b‟de darbeli kaynaktaki tanelerin yapısını göstermektedir.
Şekil 9. hücresel kristalizasyondan dentritik şekle geçiş, a-klasik, b-
darbeli kaynak.
Sütunsal taneler kristalografik oryantasyon (yönlenme) (<100>)
gösterdikleri için taneler boyundaki sınırlar düşük açılı sınırlardır.
Buralarda dentritler karşılaştığında veya onların morfolojiler hücresel
şekle değiştiğinde tane sınırlarının karakteri düşük açıdan yüksek açılı
sınırlara değişmektedir. Sülfür ve oksitler gibi kaynaktaki impuriteler
69
genellikle burada katılaşırlar. Bundan dolayı eğer temas yüzeylerinde
sütunsal taneler kaynak yönünde değişiyorsa ve karşılaşma açısı küçükse
bu bir avantajdır. Bu durum şekil 2‟de görülüyor. Bu durumda
impuriteler kristalleşmeden önce dışarı atılır ve katılaşmış kaynak metali
daha saf kalır. Kristallerin karşılaşma açısını en fazla kayna hızı etkiler.
Kaynak hızı arttıkça karşılaşma açısı da artar.
4. Segregasyon ve SıvılaĢma
Döküm işlemine benzer şekilde segregasyon işlemleri özellikle daha
geniş kaynak havuzlarında kaynak esnasında gözlenebilir. Segregasyon
yüksek ergime dereceli elementin yüksek konsantrasyonu ile saf metalin
dentrit kolları arasında oluşur ve dentritler arası boşluklar düşük
ergiyebilir parçacıklar ile dolar ve bunlar ötektik oluşturur.
Segregasyonun önemi kaynağın kaynağın kimyasal bileşimine ve
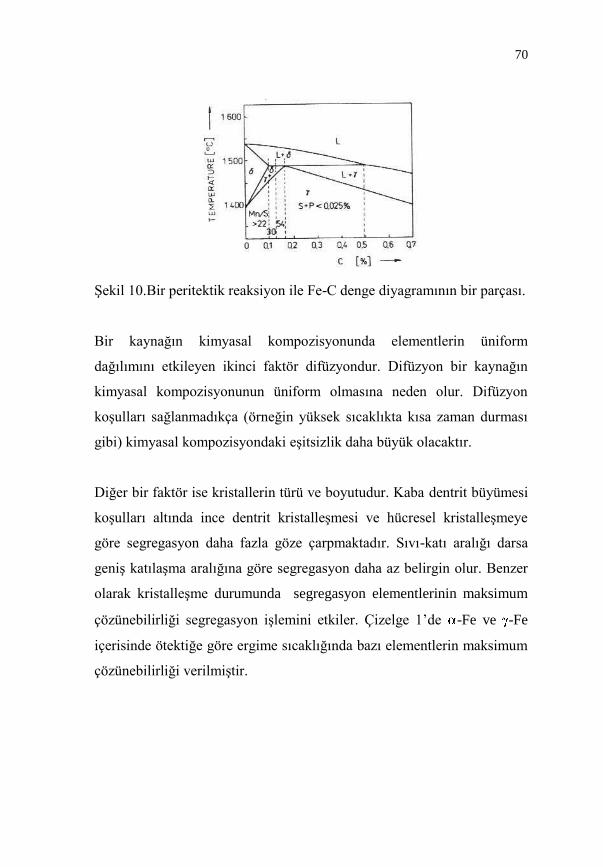
parametrelerine bağlıdır. Örneğin kristalleşmenin ilk adımı -Fe‟se, -Fe
de daha fazla oksijen ve sülfür çözebilir, östenit kristalleşmenin birinci
aşamasında iken segregasyon daha küçük olacak ve impuriteler ergiyiğe
geri dönmeyecektir. Bundan dolayı yapı çeliklerinin kaynağında
peritektik noktanın solunda (şekil 10) veya östenitin sağında kaynak
kristalizasyon işlemi önemlidir. Yapısal çeliklerin kaynağında -Fe gibi
kristalizasyon için düşük karbon içeriği ön koşuldur. Alaşım
elementlerinin varlığı özellikle Mn ve Ni yada esas malzeme ile kaynağın
karışması östenitin kristalizasyonuna izin verir.
70
Şekil 10.Bir peritektik reaksiyon ile Fe-C denge diyagramının bir parçası.
Bir kaynağın kimyasal kompozisyonunda elementlerin üniform
dağılımını etkileyen ikinci faktör difüzyondur. Difüzyon bir kaynağın
kimyasal kompozisyonunun üniform olmasına neden olur. Difüzyon
koşulları sağlanmadıkça (örneğin yüksek sıcaklıkta kısa zaman durması
gibi) kimyasal kompozisyondaki eşitsizlik daha büyük olacaktır.
Diğer bir faktör ise kristallerin türü ve boyutudur. Kaba dentrit büyümesi
koşulları altında ince dentrit kristalleşmesi ve hücresel kristalleşmeye
göre segregasyon daha fazla göze çarpmaktadır. Sıvı-katı aralığı darsa
geniş katılaşma aralığına göre segregasyon daha az belirgin olur. Benzer
olarak kristalleşme durumunda segregasyon elementlerinin maksimum
çözünebilirliği segregasyon işlemini etkiler. Çizelge 1‟de -Fe ve -Fe
içerisinde ötektiğe göre ergime sıcaklığında bazı elementlerin maksimum
çözünebilirliği verilmiştir.
71
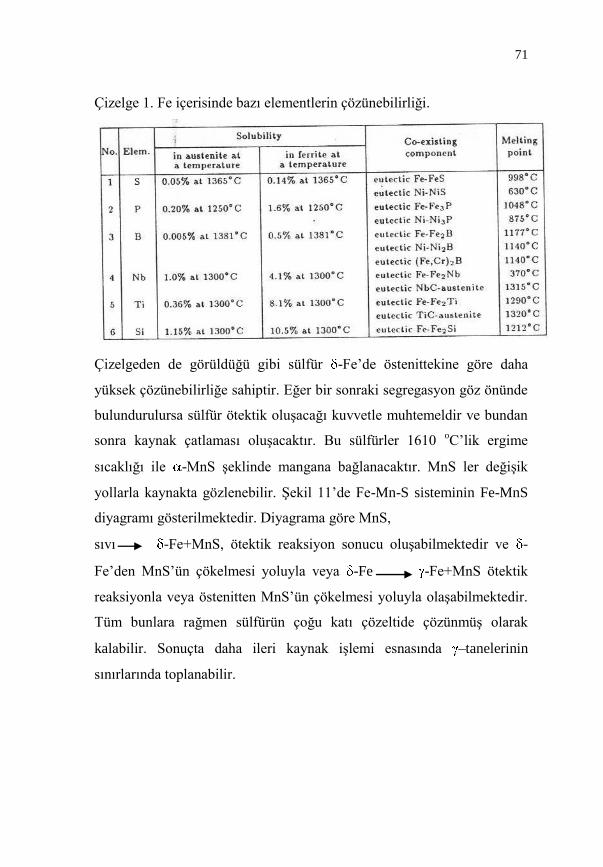
Çizelge 1. Fe içerisinde bazı elementlerin çözünebilirliği.
Çizelgeden de görüldüğü gibi sülfür -Fe‟de östenittekine göre daha
yüksek çözünebilirliğe sahiptir. Eğer bir sonraki segregasyon göz önünde
bulundurulursa sülfür ötektik oluşacağı kuvvetle muhtemeldir ve bundan
sonra kaynak çatlaması oluşacaktır. Bu sülfürler 1610 oC‟lik ergime
sıcaklığı ile -MnS şeklinde mangana bağlanacaktır. MnS ler değişik
yollarla kaynakta gözlenebilir. Şekil 11‟de Fe-Mn-S sisteminin Fe-MnS
diyagramı gösterilmektedir. Diyagrama göre MnS,
sıvı -Fe+MnS, ötektik reaksiyon sonucu oluşabilmektedir ve -
Fe‟den MnS‟ün çökelmesi yoluyla veya -Fe -Fe+MnS ötektik
reaksiyonla veya östenitten MnS‟ün çökelmesi yoluyla olaşabilmektedir.
Tüm bunlara rağmen sülfürün çoğu katı çözeltide çözünmüş olarak
kalabilir. Sonuçta daha ileri kaynak işlemi esnasında –tanelerinin
sınırlarında toplanabilir.
72
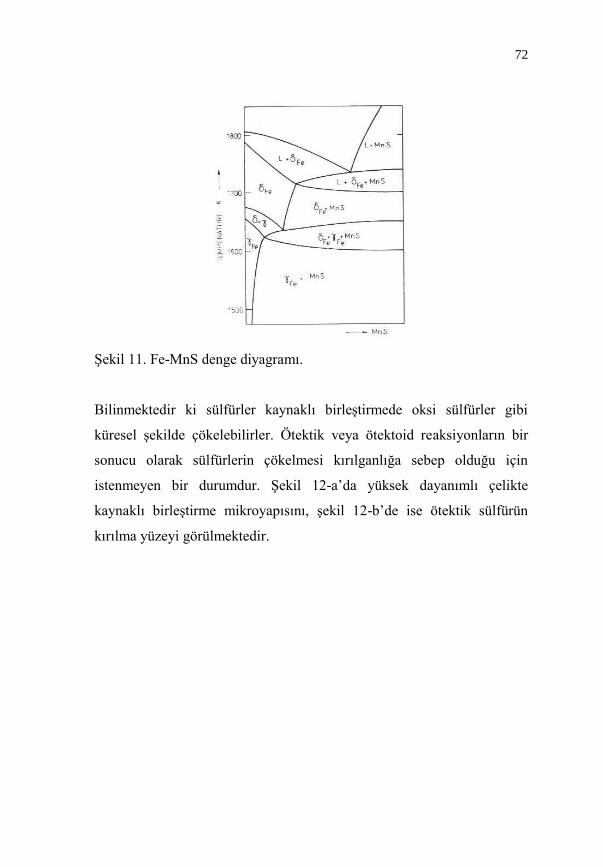
Şekil 11. Fe-MnS denge diyagramı.
Bilinmektedir ki sülfürler kaynaklı birleştirmede oksi sülfürler gibi
küresel şekilde çökelebilirler. Ötektik veya ötektoid reaksiyonların bir
sonucu olarak sülfürlerin çökelmesi kırılganlığa sebep olduğu için
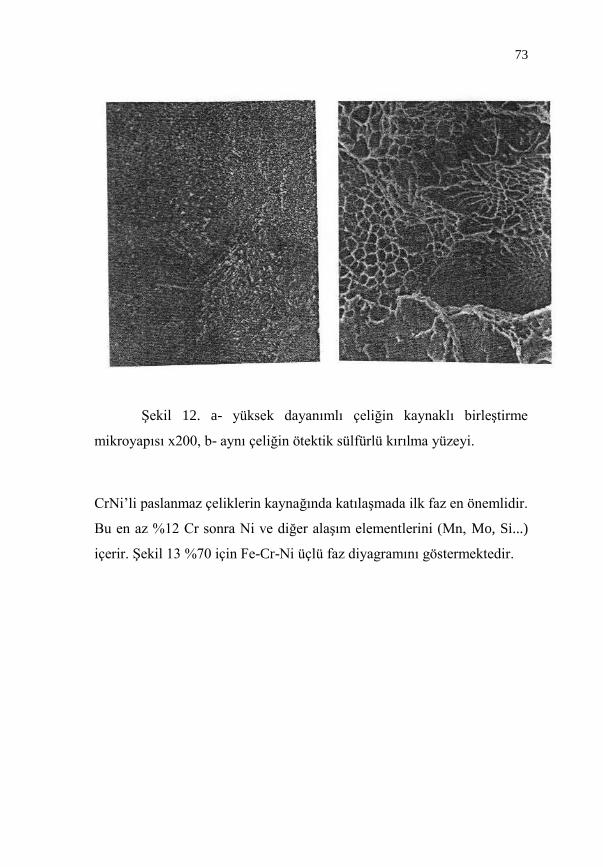
istenmeyen bir durumdur. Şekil 12-a‟da yüksek dayanımlı çelikte
kaynaklı birleştirme mikroyapısını, şekil 12-b‟de ise ötektik sülfürün
kırılma yüzeyi görülmektedir.
73
Şekil 12. a- yüksek dayanımlı çeliğin kaynaklı birleştirme
mikroyapısı x200, b- aynı çeliğin ötektik sülfürlü kırılma yüzeyi.
CrNi‟li paslanmaz çeliklerin kaynağında katılaşmada ilk faz en önemlidir.
Bu en az %12 Cr sonra Ni ve diğer alaşım elementlerini (Mn, Mo, Si...)
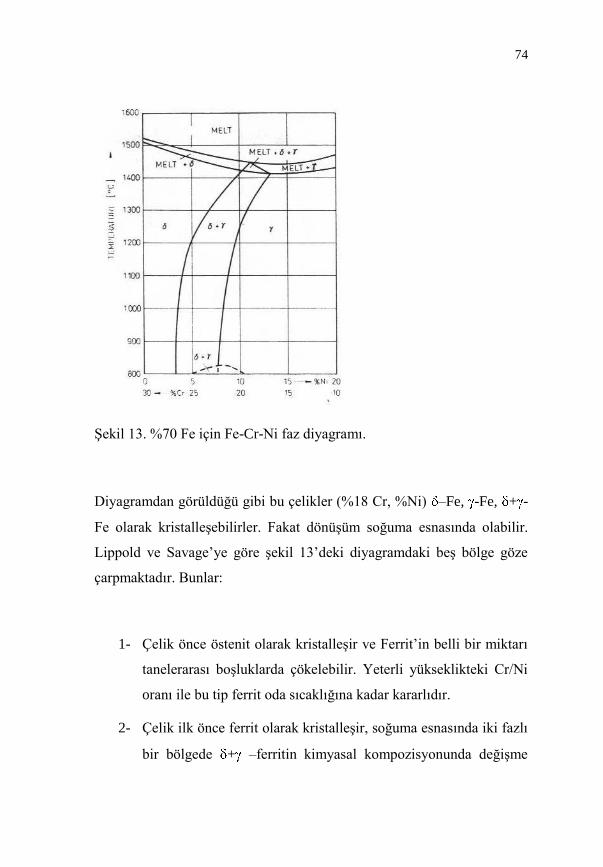
içerir. Şekil 13 %70 için Fe-Cr-Ni üçlü faz diyagramını göstermektedir.
74
Şekil 13. %70 Fe için Fe-Cr-Ni faz diyagramı.
Diyagramdan görüldüğü gibi bu çelikler (%18 Cr, %Ni) –Fe, -Fe, + -
Fe olarak kristalleşebilirler. Fakat dönüşüm soğuma esnasında olabilir.
Lippold ve Savage‟ye göre şekil 13‟deki diyagramdaki beş bölge göze
çarpmaktadır. Bunlar:
1- Çelik önce östenit olarak kristalleşir ve Ferrit‟in belli bir miktarı
tanelerarası boşluklarda çökelebilir. Yeterli yükseklikteki Cr/Ni
oranı ile bu tip ferrit oda sıcaklığına kadar kararlıdır.
2- Çelik ilk önce ferrit olarak kristalleşir, soğuma esnasında iki fazlı
bir bölgede + –ferritin kimyasal kompozisyonunda değişme
75
olmaksızın östenite dönüşür. Kalıntı ferrit vermikular bir yapıya
sahiptir.
3- Çelik önce -Fe olarak kristalleşir bu -Fe yüksek sıcaklıklarda
kararlı kalır.
4- Bu durumda çelik + karışım olarak kristalleşir, bununla birlikte
soğuma esnasında difüzyonun bir sonucu olarak çoğunlukla
östenite dönüşür.
5- 5. bölgede ferritik çelikleri gösterir.
Yüksek sıcaklık dönüşümleri, çeliğin bütünlüğü üzerende temel etkiye
sahiptir. Kaynak kristalizasyonunun tipi makro dağlama ile izlenebilir.
Kaynağın makroyapısında, çeliğin bütünlüğü kontrol edilir. Örneğin;
çatlakların varlığı, ergime kusurları, gözenek, curuf partikülleri, kök
pasonun doğru kaynağı, kök geometrisi, esas malzeme için koruyucu
tabakanın düzgün geçişi, kaynağın üstünde ve altındaki kesikler. İlave
olarak döküm makroyapısı gibi oluşumlar kontrol edilir. Kaynak örneği
sütunsal kristallerin uzunluğu, kristallerin karşılaşma açısı, yeniden
kristalleşmiş kaynak hacmi yüzdesi, farklı tabakalar boyunca iyi
nüfuziyet gibi makroyapıda ısıdan etkilenen bölgenin genişliği kontrol
edilir.
Şunu da unutmamak zorundayız ki; kaynakmetali, ergimiş metal ile dolgu
metalinin bir karışımıdır.
76
5. Mikroyapısal DönüĢümler
Kaynak metallerinin mekanik özellikleri sadece kimyasal bileşime ve
saflığa bağlı değildir, aynı zamanda mikroyapıya da bağlıdır. Çünkü
ferrir mikroyapısal dönüşüm hareketinin kinetiğinin ve mekanizmasının
çalışması önemlidir. Kaynak metalindeki mikroyapısal dönüşümler ITAB
daki dönüşümlerdeki bölgeden farklıdır. Çünkü onlar kaynak
kristalleşmesinden sonra meydana geldiği için tekrarlanmaz. Kaynak
metalinin diğer bir karakteristiği ITAB‟a göre daha belirgin gerilim ve
gerinim yaşlanması sonucudur. İlave olarak kaynak metalleri genellikle
kaynatılmış çeliğe göre daha düşük karbon içeriğine sahiptir. Kaynak
metallerindeki dönüşüm işlemlerini ölçmek için dilatometrik metotlar ve
sıcaklık eğrileri metotları uygulanır. Bu metoda uygun bir termokopul
kristalleşen kaynağın içine yerleştirilir. Bu metotlar kaymak metallerinde
östenit dekompozisyon diyagramlarının oluşturulmasının sağlar. Benzer
olarak ITAB içinde geçerlidir. E-B-215 elektordunun kaynak metali için
bölge diyagramı şekil 14‟de görülmektedir.
77
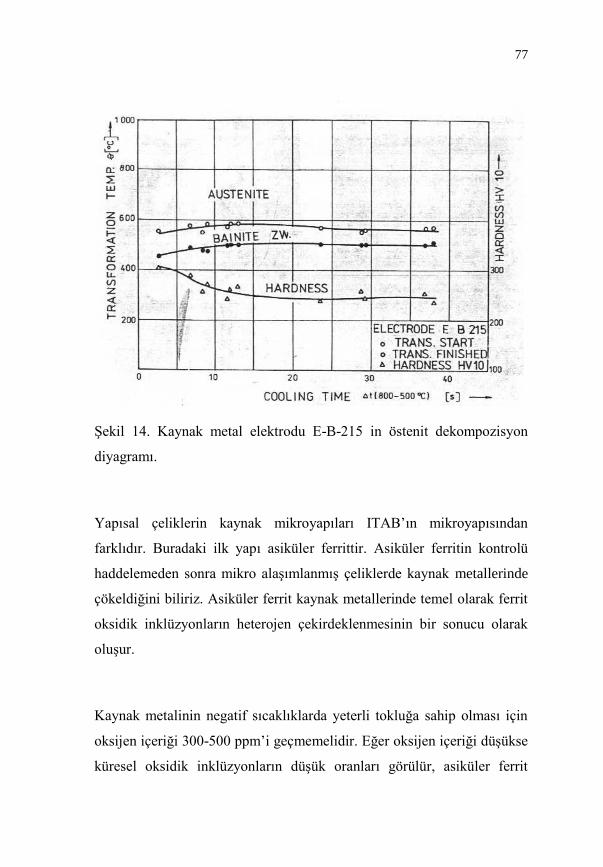
Şekil 14. Kaynak metal elektrodu E-B-215 in östenit dekompozisyon
diyagramı.
Yapısal çeliklerin kaynak mikroyapıları ITAB‟ın mikroyapısından
farklıdır. Buradaki ilk yapı asiküler ferrittir. Asiküler ferritin kontrolü
haddelemeden sonra mikro alaşımlanmış çeliklerde kaynak metallerinde
çökeldiğini biliriz. Asiküler ferrit kaynak metallerinde temel olarak ferrit
oksidik inklüzyonların heterojen çekirdeklenmesinin bir sonucu olarak
oluşur.
Kaynak metalinin negatif sıcaklıklarda yeterli tokluğa sahip olması için
oksijen içeriği 300-500 ppm‟i geçmemelidir. Eğer oksijen içeriği düşükse
küresel oksidik inklüzyonların düşük oranları görülür, asiküler ferrit
78
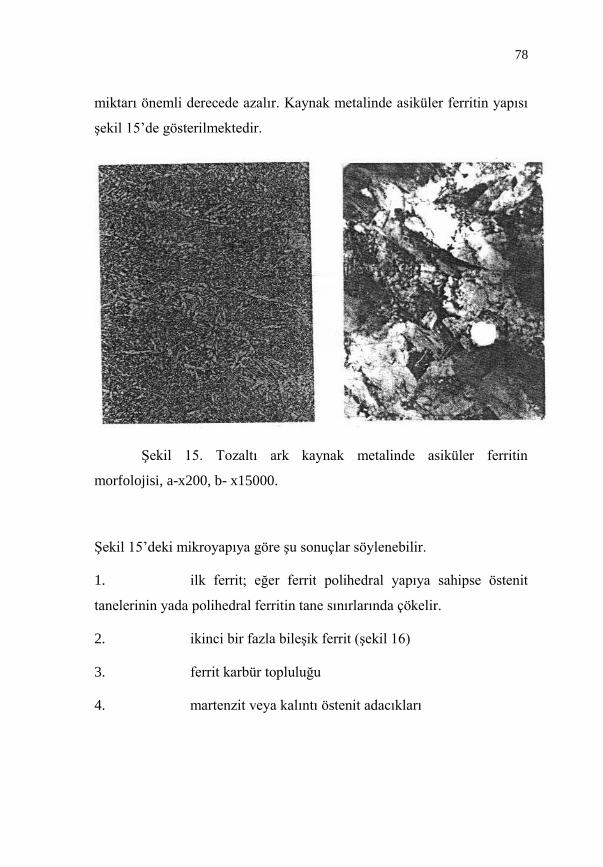
miktarı önemli derecede azalır. Kaynak metalinde asiküler ferritin yapısı
şekil 15‟de gösterilmektedir.
Şekil 15. Tozaltı ark kaynak metalinde asiküler ferritin
morfolojisi, a-x200, b- x15000.
Şekil 15‟deki mikroyapıya göre şu sonuçlar söylenebilir.
1. ilk ferrit; eğer ferrit polihedral yapıya sahipse östenit
tanelerinin yada polihedral ferritin tane sınırlarında çökelir.
2. ikinci bir fazla bileşik ferrit (şekil 16)
3. ferrit karbür topluluğu
4. martenzit veya kalıntı östenit adacıkları
79
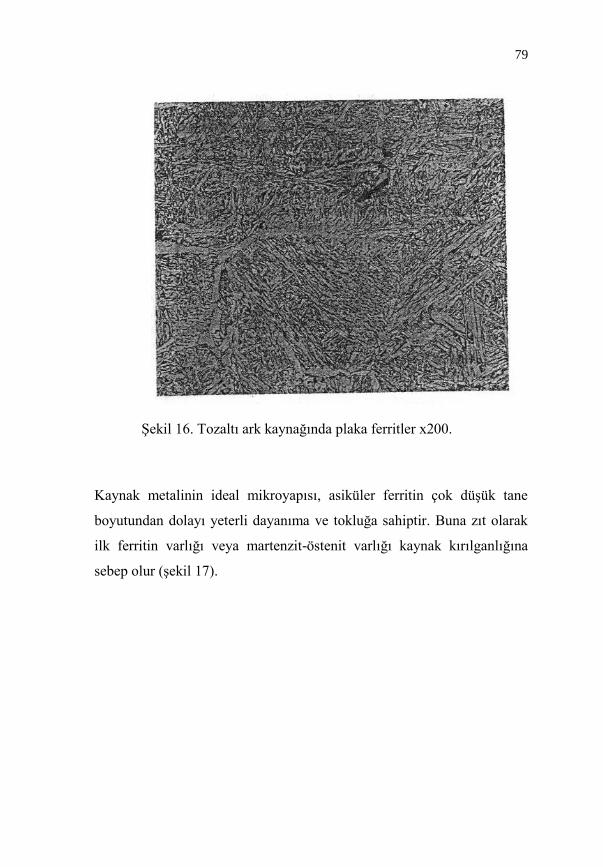
Şekil 16. Tozaltı ark kaynağında plaka ferritler x200.
Kaynak metalinin ideal mikroyapısı, asiküler ferritin çok düşük tane
boyutundan dolayı yeterli dayanıma ve tokluğa sahiptir. Buna zıt olarak
ilk ferritin varlığı veya martenzit-östenit varlığı kaynak kırılganlığına
sebep olur (şekil 17).
80
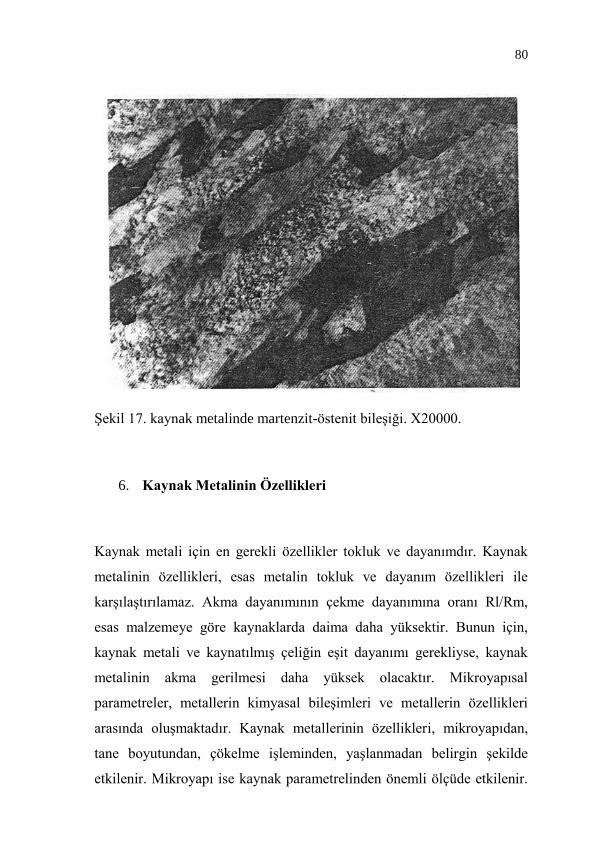
Şekil 17. kaynak metalinde martenzit-östenit bileşiği. X20000.
6. Kaynak Metalinin Özellikleri
Kaynak metali için en gerekli özellikler tokluk ve dayanımdır. Kaynak
metalinin özellikleri, esas metalin tokluk ve dayanım özellikleri ile
karşılaştırılamaz. Akma dayanımının çekme dayanımına oranı Rl/Rm,
esas malzemeye göre kaynaklarda daima daha yüksektir. Bunun için,
kaynak metali ve kaynatılmış çeliğin eşit dayanımı gerekliyse, kaynak
metalinin akma gerilmesi daha yüksek olacaktır. Mikroyapısal
parametreler, metallerin kimyasal bileşimleri ve metallerin özellikleri
arasında oluşmaktadır. Kaynak metallerinin özellikleri, mikroyapıdan,
tane boyutundan, çökelme işleminden, yaşlanmadan belirgin şekilde
etkilenir. Mikroyapı ise kaynak parametrelinden önemli ölçüde etkilenir.
81
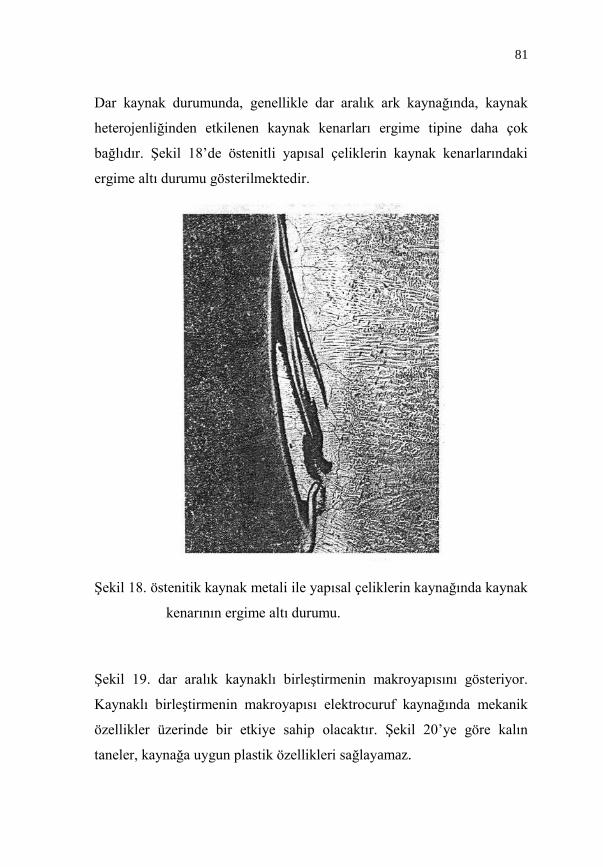
Dar kaynak durumunda, genellikle dar aralık ark kaynağında, kaynak
heterojenliğinden etkilenen kaynak kenarları ergime tipine daha çok
bağlıdır. Şekil 18‟de östenitli yapısal çeliklerin kaynak kenarlarındaki
ergime altı durumu gösterilmektedir.
Şekil 18. östenitik kaynak metali ile yapısal çeliklerin kaynağında kaynak
kenarının ergime altı durumu.
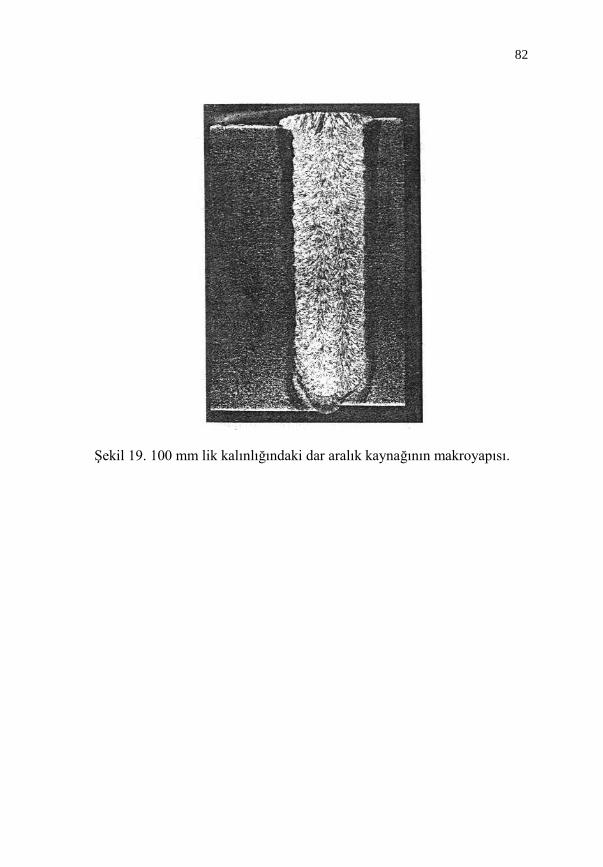
Şekil 19. dar aralık kaynaklı birleştirmenin makroyapısını gösteriyor.
Kaynaklı birleştirmenin makroyapısı elektrocuruf kaynağında mekanik
özellikler üzerinde bir etkiye sahip olacaktır. Şekil 20‟ye göre kalın
taneler, kaynağa uygun plastik özellikleri sağlayamaz.
82
Şekil 19. 100 mm lik kalınlığındaki dar aralık kaynağının makroyapısı.
83
Şekil 20.
Kaynak metali makroyapısı sadece soğuma hızından etkilenmediği, ikinci
faz partiküllerinden de etkilendiği (çekirdeklenmenin ilerletilmesi yoluyla
yüksek sıcaklık dönüşüm ürünlerinin oluşuna yardımcı olduğu) önceden
bildirilmişti. Bizim gözlemlerimize göre; sadece mikroyapı tipi önemli
rol oynamaz, aynı zamanda bileşenlerde önemlidir. Yapıdaki martenzit-
östenit toplulukları dezavantajdır. Bunlar düşük klivaj kırılma enerjisine
sahiptir ve klivaj kırılma yayılması için tekrar başlama merkezleri
hazırlayabilir. İkinci faz partikülleri (oksit inklüzyonları, karbür veya
nitrürler) iki rol oynar. Bunların rolü önemlidir. Bunlar:
a. onlar asküler ferritin optimum bir mikroyapısının oluşmasını
sağlar,
84
b. onalrın varlığı, tane boyutunun etkileri, yeniden kristalleşmiş
bölgede, tane büyümesini engeller.
c. Alaşım elementlerinin (Ti, Nb, V vb.) nitrürleri ve karbonitrürleri
kimyasal olarak azota bağlanır, yaşlanma için kaynağı daha
dirençli yapar.
Ters etkileri de vardır ki, bunlar kaynakta çökelti kırılganlığına sebep
olur, süneklikte azalma olur. Bunu için, kaynak metalinde ideal özellikler
için, kimyasal bileşim ve kaynak türü arasında optimumluk
sağlanmalıdır. Günümüzdeki çelikler için –70oC veya daha düşük bir
çentikli tokluk geçiş sıcaklığı elde etmek problem değilse, -40oC lik ark
kaynak metalinde geçiş sıcaklığı sadece belirli koşullar altında elde
edilebilir. X80 kaliteli gaz boru hattı çelikleri kaynak metalinin karmaşık
bir alaşımlanmasını gerektirir, x100 çelikleri günümüzde pratik olarak
kaynatılamaz.
Kaynağın tokluk özellikleri, haddelenmiş veya şekillendirilmiş
çeliklerinkine göre en düşüktür. Gevrek kırılma testlerinde iyi kaliteli
kaynak elde edilmesinde durum daha karmaşıktır.
Genellikle tokluk ve dayanıma ilave olarak,kaynağın yorulma özelliği de
gereklidir. Kaynatılmış makine parçaları eğme testi ile değişik
yüklemeler için test edilir. Kaynak metalinin yorulma özelliği, esas
metalinkinden düşüktür. Yorulma özelliği temel olarak kaynak
yüzeyinden etkilenir ve inklüzyon konsantrasyonundan az etkilenir.
Memnun edici yorulma özellikleri elde etmek için kaynak metalleri
yeterli saflıkta olmalıdır.
85
Benzer bir sonuç kaynağın refrakterlik özelliği için uygulanabilir.
Kaynaktaki daha düşük karbon içeriği nedeniyle kaynağın sürünme
dayanımı kaynatılmış çeliklerle karşılaştırıldığında daima daha düşüktür.
Kaynak metali özellikleri sadece dolgu malzemesinin kimyasal
bileşiminden etkilenmez, aynı zamanda kaynatılmış olan çeliğin kimyasal
bileşiminden ve kaynak türünden de etkilenir. Kaynak türü metalurjik
reaksiyonların karakterini belirler. Kaynağın soğuma hızından az
etkilenir. Kaynak metali özellikleri bir sonraki bölümün konusudur.
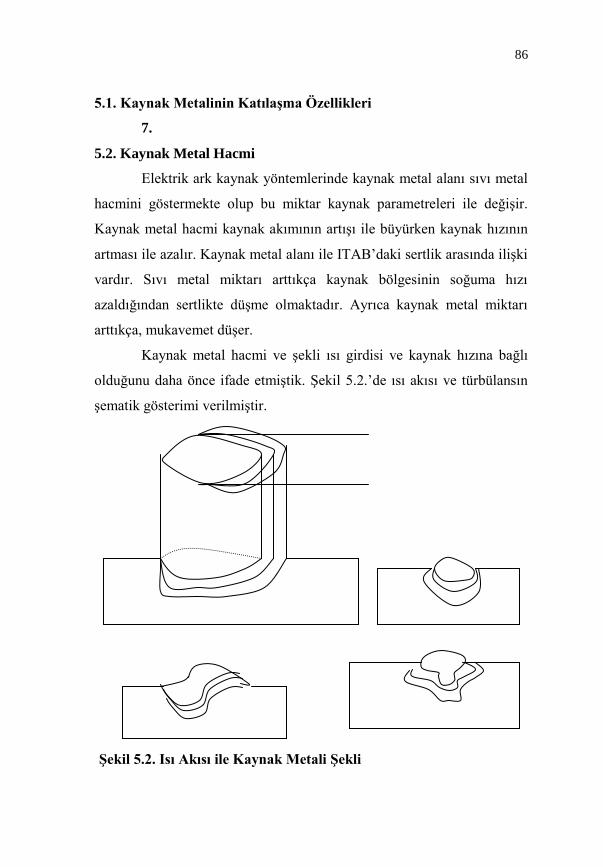
86
5.1. Kaynak Metalinin KatılaĢma Özellikleri
7.
5.2. Kaynak Metal Hacmi
Elektrik ark kaynak yöntemlerinde kaynak metal alanı sıvı metal
hacmini göstermekte olup bu miktar kaynak parametreleri ile değişir.
Kaynak metal hacmi kaynak akımının artışı ile büyürken kaynak hızının
artması ile azalır. Kaynak metal alanı ile ITAB‟daki sertlik arasında ilişki
vardır. Sıvı metal miktarı arttıkça kaynak bölgesinin soğuma hızı
azaldığından sertlikte düşme olmaktadır. Ayrıca kaynak metal miktarı
arttıkça, mukavemet düşer.
Kaynak metal hacmi ve şekli ısı girdisi ve kaynak hızına bağlı
olduğunu daha önce ifade etmiştik. Şekil 5.2.‟de ısı akısı ve türbülansın
şematik gösterimi verilmiştir.
ġekil 5.2. Isı Akısı ile Kaynak Metali ġekli
87
Ayrıca kaynak metalinde kaynak sırasında yüksek miktarda
türbilans olmaktadır. Şekil 5.3.‟de ise kaynak metalindeki türbilans ve
kaynak metal sıcaklığı şematik olarak gösterilmiştir.
ġekil 5.3. Kaynak Metali ısı Dağılımı ve Türbilans
5.3. Kaynak Metali Kimyasal BileĢimine Tesir Eden Faktörler
Kaynak metali kimyasal bileşimini, kaynak metali havuzu içinde
yüksek sıcaklıkta meydana gelen kimyasal reaksiyonlar kontrol eder.
Kaynak elektrot çekirdeği, örtü maddesi kimyasal bileşimi, koruyucu gaz
veya toz altı kaynaklarında koruyucu tozun bileşimi önemlidir. Ayrıca
kaynak metalinde ki deoksidason reaksiyonları kaynak metali kimyasal
bileşimini, sonuç mikro yapıyı ve mekanik özellikleri etkiler.
Kaynak metalindeki deoksidasyon reaksiyonları, sıvı çelik,
potadaki reaksiyonlarından farklıdır. Sıvı çelik potasında sıvı metal
miktarı fazla olduğundan deoksidasyon reaksiyonları homojendir, ve eş
sıcaklık eğrileri mevcuttur. Kaynak metalinde ise sıvı metal kütlesi az
88
olduğundan reaksiyonlar çok hızlı değişen şartlarda gerçekleşir.
Dolayısıyla sıvı metalin katılaşması 5 – 10 sn içinde gerçekleşmektedir.
Elektrik ark kaynağında kaynak metal havuzu iki kısımdan
oluşmaktadır. Bunlar;
1. Kaynak metal havuzunun sıcak bölgesi : Bu bölgenin sıcaklığı
1800oC‟nin üzerindedir ve Şekil 5.3.‟de görüldüğü gibi büyük bir
türbülans vardır. Sıvı metalin oksidasyonu ve deoksidasyonu bir
arada meydana gelir. Yüksek türbülansdan dolayı çökelen curuf
yoğunluk farkıyla sürekli olarak yüzeye çıkarak metalden ayrılır.
2. Kaynak havuzunun soğuk bölgesi : Bu bölgenin sıcaklığı
1800oC‟nin altındadır ve karıştırma azdır. Çöken curufun büyük
kısmı sıvı metalden ayrılamaz ve katı metalde ince dağılmış halde yer
alır.
Oksijen olan ortamda ark kaynağı yapıldığında sıvı kaynak metali
ile çevresi arasında reaksiyonlar meydana gelir. Curuf korumalı
kaynaklarda oksijenin ana kaynağı tozun kendisidir. Tozda olan demir
oksit, mangan oksit, silika veya titan oksit kolayca oksitlenme olur.
Örtü maddesinin metal oksitlerine bağlı olarak toz baziklik
indeksi tanımı getirilmiştir. Baziklik indeksi; bazik oksitlerin asidik
oksitlere olan oranıdır.
oksitler Asidik
oksitlerBazik Bi
) ZrO TiO OAl(2
1 SiO
........ CaO MgO CuO Bi
22322
BI = 0 – 3 arasında değişir. BI‟ ne göre örtünün karakteri
belirlenir. Buna göre;
BI < 1 Örtü asit karakterli
89
1 < BI <1,5 Örtü nötr karakterli
1,5< BI < 2,5 Örtü yarı bazik karakterli
2,5 < BI Örtü bazik karakterli
Örtünün baziklik oranı arttıkça kaynak metalindeki oksijen en aza
iner dolayısıyla kaynak metalindeki kalıntılarda en aza inmiş olur. Ayrıca
baziklik artarsa ergimiş metal içindeki sülfür miktarı da azalır ancak
fosfor etkilenmez. Bazik örtüler kötü kabiliyet vermesine rağmen
kalıntılar az olduğundan tokluğu artırır.
Örtünün asitliği; çok iyi kaynak özellikleri verir. Kaynak arkını
dengeler ve elektrodun kolay ayrılmasını sağlar. Ancak asit örtü kaynak
metali içinde yüksek miktarda kalıntılar sebep olarak metalin tokluğunu
azaltır. Bunun için yarı bazik karakterli örtüler idealdir. Bunlarda
maksimum tokluk elde edilir.
5.4. Kaynak Isısı ve Isı AkıĢının Kaynak Bölgesine Etkisi
Kaynak bölgesine giren ısı miktarı ön tavlama sıcaklığı, kaynak
geometrisine bağlı ısı transferi özellikleri, kaynak edilen parçaların ısı
iletim özellikleri, kaynak hızı gibi şartlar kaynak bölgesinde sıcaklık
değişimi etkilendiğin Bölüm 4‟te açıklanmıştı.
Kaynak metal bölgesinin geometrik şeklinin bulunmasında ısı
akış denkleminin çözümü gereklidir. Kübik bir kafeste ısı akışı
0 T
(T) pc - Q 2
)T
( 2
)T
( 2
)T
( T
T )
2z
T2
2
T2
2
x
T2
( T zzyxy
= Isı iletim katsayısı
C = Özgül ısı
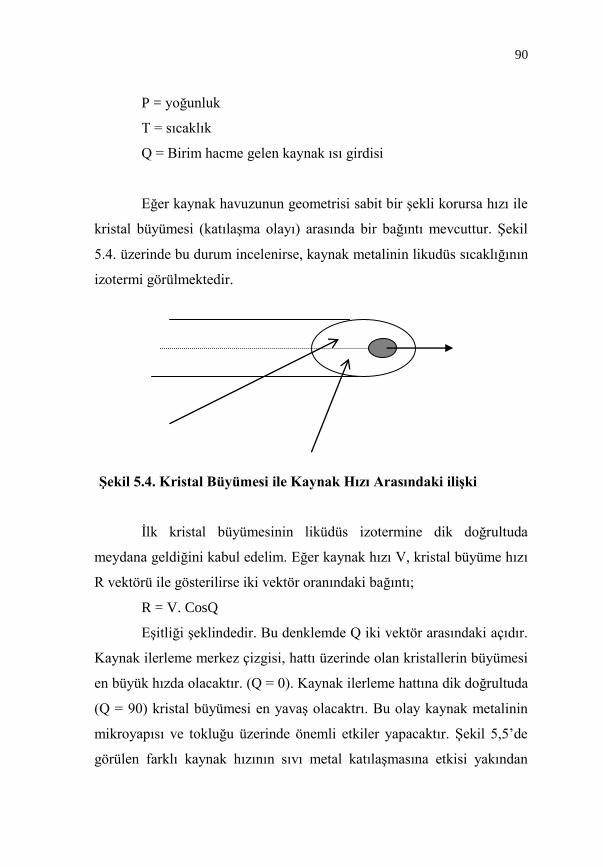
90
P = yoğunluk
T = sıcaklık
Q = Birim hacme gelen kaynak ısı girdisi
Eğer kaynak havuzunun geometrisi sabit bir şekli korursa hızı ile
kristal büyümesi (katılaşma olayı) arasında bir bağıntı mevcuttur. Şekil
5.4. üzerinde bu durum incelenirse, kaynak metalinin likudüs sıcaklığının
izotermi görülmektedir.
ġekil 5.4. Kristal Büyümesi ile Kaynak Hızı Arasındaki iliĢki
İlk kristal büyümesinin liküdüs izotermine dik doğrultuda
meydana geldiğini kabul edelim. Eğer kaynak hızı V, kristal büyüme hızı
R vektörü ile gösterilirse iki vektör oranındaki bağıntı;
R = V. CosQ
Eşitliği şeklindedir. Bu denklemde Q iki vektör arasındaki açıdır.
Kaynak ilerleme merkez çizgisi, hattı üzerinde olan kristallerin büyümesi
en büyük hızda olacaktır. (Q = 0). Kaynak ilerleme hattına dik doğrultuda
(Q = 90) kristal büyümesi en yavaş olacaktrı. Bu olay kaynak metalinin
mikroyapısı ve tokluğu üzerinde önemli etkiler yapacaktır. Şekil 5,5‟de
görülen farklı kaynak hızının sıvı metal katılaşmasına etkisi yakından
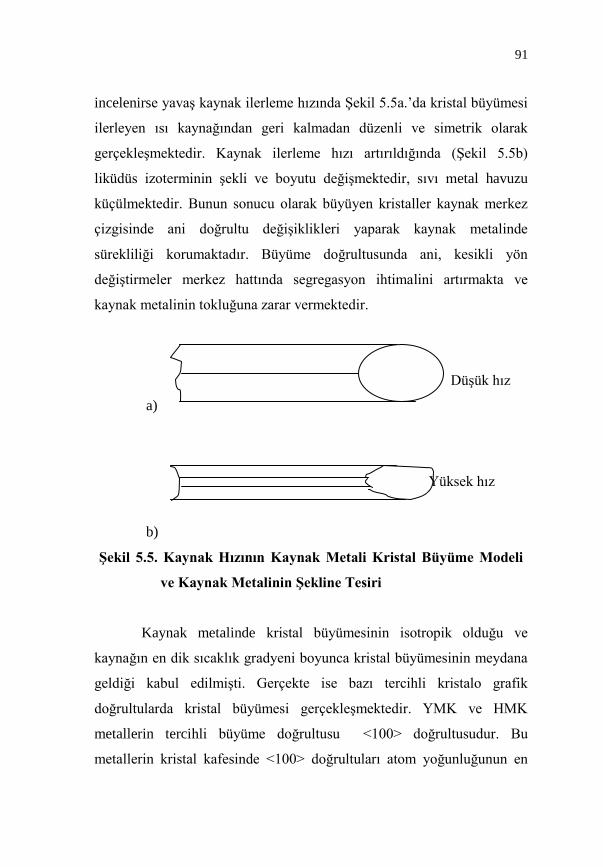
91
incelenirse yavaş kaynak ilerleme hızında Şekil 5.5a.‟da kristal büyümesi
ilerleyen ısı kaynağından geri kalmadan düzenli ve simetrik olarak
gerçekleşmektedir. Kaynak ilerleme hızı artırıldığında (Şekil 5.5b)
liküdüs izoterminin şekli ve boyutu değişmektedir, sıvı metal havuzu
küçülmektedir. Bunun sonucu olarak büyüyen kristaller kaynak merkez
çizgisinde ani doğrultu değişiklikleri yaparak kaynak metalinde
sürekliliği korumaktadır. Büyüme doğrultusunda ani, kesikli yön
değiştirmeler merkez hattında segregasyon ihtimalini artırmakta ve
kaynak metalinin tokluğuna zarar vermektedir.
Düşük hız
a)
Yüksek hız
b)
ġekil 5.5. Kaynak Hızının Kaynak Metali Kristal Büyüme Modeli
ve Kaynak Metalinin ġekline Tesiri
Kaynak metalinde kristal büyümesinin isotropik olduğu ve
kaynağın en dik sıcaklık gradyeni boyunca kristal büyümesinin meydana
geldiği kabul edilmişti. Gerçekte ise bazı tercihli kristalo grafik
doğrultularda kristal büyümesi gerçekleşmektedir. YMK ve HMK
metallerin tercihli büyüme doğrultusu <100> doğrultusudur. Bu
metallerin kristal kafesinde <100> doğrultuları atom yoğunluğunun en
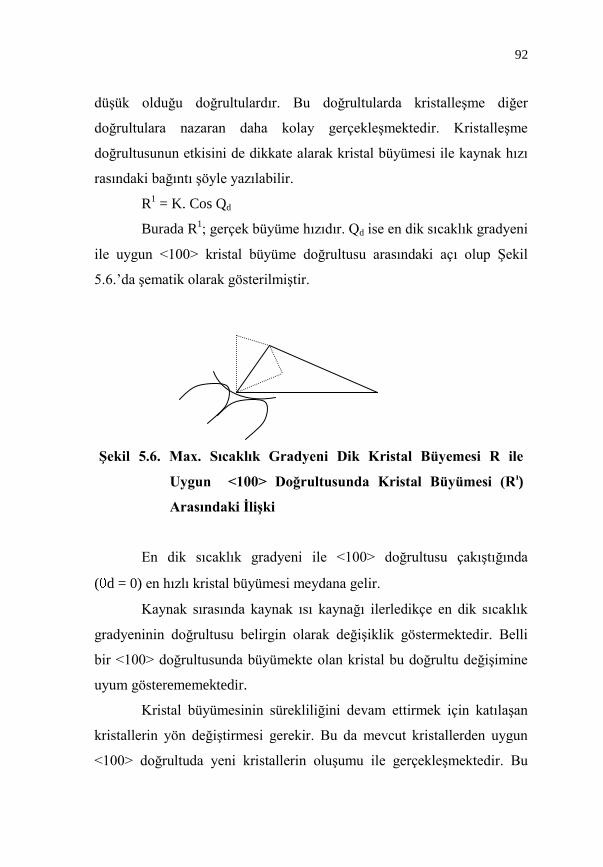
92
düşük olduğu doğrultulardır. Bu doğrultularda kristalleşme diğer
doğrultulara nazaran daha kolay gerçekleşmektedir. Kristalleşme
doğrultusunun etkisini de dikkate alarak kristal büyümesi ile kaynak hızı
rasındaki bağıntı şöyle yazılabilir.
R1 = K. Cos Qd
Burada R1; gerçek büyüme hızıdır. Qd ise en dik sıcaklık gradyeni
ile uygun <100> kristal büyüme doğrultusu arasındaki açı olup Şekil
5.6.‟da şematik olarak gösterilmiştir.
ġekil 5.6. Max. Sıcaklık Gradyeni Dik Kristal Büyemesi R ile
Uygun <100> Doğrultusunda Kristal Büyümesi (Rı)
Arasındaki ĠliĢki
En dik sıcaklık gradyeni ile <100> doğrultusu çakıştığında
( d = 0) en hızlı kristal büyümesi meydana gelir.
Kaynak sırasında kaynak ısı kaynağı ilerledikçe en dik sıcaklık
gradyeninin doğrultusu belirgin olarak değişiklik göstermektedir. Belli
bir <100> doğrultusunda büyümekte olan kristal bu doğrultu değişimine
uyum gösterememektedir.
Kristal büyümesinin sürekliliğini devam ettirmek için katılaşan
kristallerin yön değiştirmesi gerekir. Bu da mevcut kristallerden uygun
<100> doğrultuda yeni kristallerin oluşumu ile gerçekleşmektedir. Bu
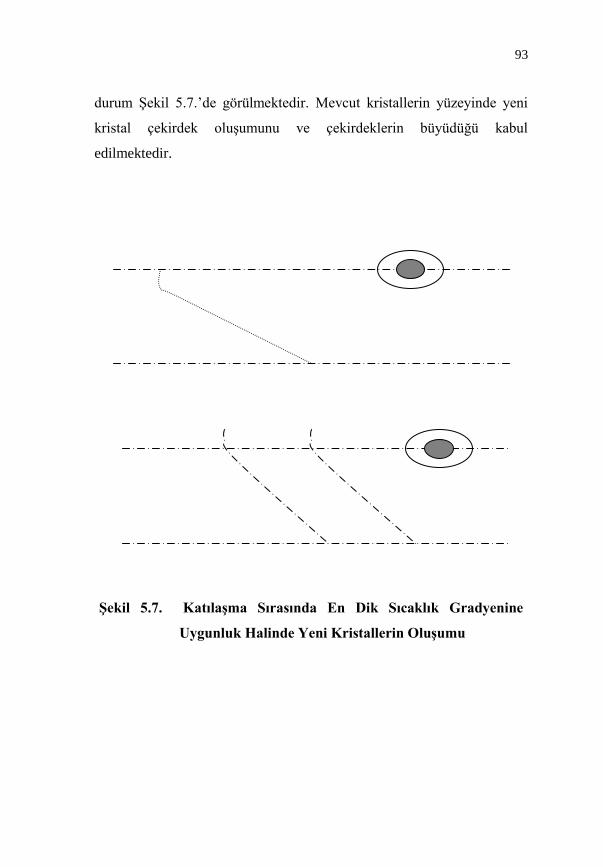
93
durum Şekil 5.7.‟de görülmektedir. Mevcut kristallerin yüzeyinde yeni
kristal çekirdek oluşumunu ve çekirdeklerin büyüdüğü kabul
edilmektedir.
ġekil 5.7. KatılaĢma Sırasında En Dik Sıcaklık Gradyenine
Uygunluk Halinde Yeni Kristallerin OluĢumu
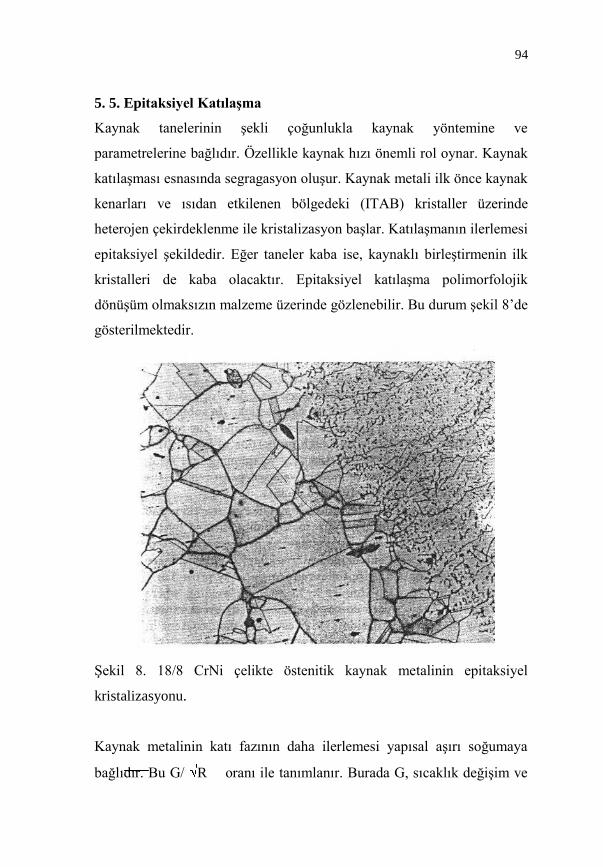
94
5. 5. Epitaksiyel KatılaĢma
Kaynak tanelerinin şekli çoğunlukla kaynak yöntemine ve
parametrelerine bağlıdır. Özellikle kaynak hızı önemli rol oynar. Kaynak
katılaşması esnasında segragasyon oluşur. Kaynak metali ilk önce kaynak
kenarları ve ısıdan etkilenen bölgedeki (ITAB) kristaller üzerinde
heterojen çekirdeklenme ile kristalizasyon başlar. Katılaşmanın ilerlemesi
epitaksiyel şekildedir. Eğer taneler kaba ise, kaynaklı birleştirmenin ilk
kristalleri de kaba olacaktır. Epitaksiyel katılaşma polimorfolojik
dönüşüm olmaksızın malzeme üzerinde gözlenebilir. Bu durum şekil 8‟de
gösterilmektedir.
Şekil 8. 18/8 CrNi çelikte östenitik kaynak metalinin epitaksiyel
kristalizasyonu.
Kaynak metalinin katı fazının daha ilerlemesi yapısal aşırı soğumaya
bağlıdır. Bu G/ R oranı ile tanımlanır. Burada G, sıcaklık değişim ve
95
R, sıvı katı ara yüzeyinde kristaslin büyüme hızıdır. Şekil 1 ve şekil 2‟de
tozaltı ark kaynak metalinin karakteristik makro yapısı görülmektedir.
Katı durumdaki sütunsal taneler sıcaklığa dik yönde büyür. Çoğu zaman
sütunsal kristallerin kristalografik oryantasyonu gözlenebilir. Kübik
kristallerin ( -Fe, Fe, Ni, Cu)bu durumda yönlenme <100> dır. Bu
kristaller sıcaklık gradyantı ile <100> yönü çakıştığı zaman en hızlı
büyür.
Kaynak hızı ve kaynağın kimyasal kompozisyonunun bir fonksiyonu
olarak iki temel tip kristalizasyon görülmektedir. Bunlar dentritik ve
hücresel kristalleşmedir. Daha büyük aşırı soğumada meydana gelen
dentritik kristalleşme durumunda önce birinci eksenler, sonra ikinci
eksenler ve son olarak üçüncü eksenler uzar. Eksenler diğeriyle çarpışana
kadar büyüme devam eder. Hücresel kristalleşme (daha az aşırı soğuma)
dentritik kristalleşmenin özel şeklidir. Burada eş eksenli dentritler oluşur.
İlk taneler polihedraldir. Çoğu kaynakta kristalizasyon uzamış tanelerin
büyümesiyle oluşur. Bununla birlikte belirli durumlarda uzamış taneler eş
eksenli hücrelere dönüşebilir. Hücresel yapının hacmi kaynak
parametrelerinin uygun seçimiyle önemli derecede arttırılabilir. Özellikle
darbeli kaynak denilen yöntem kullanımıyla bu sağlanabilir. Şekil 9a-
b‟de kaynak kristal taneleri gösterilmektedir. Burada şekil 9a klasik ve
b‟de darbeli kaynaktaki tanelerin yapısını göstermektedir.
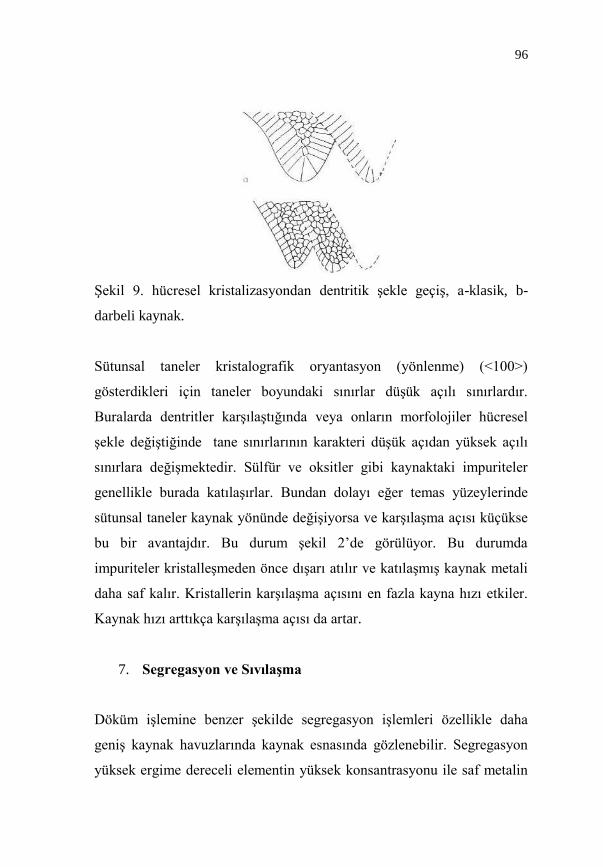
96
Şekil 9. hücresel kristalizasyondan dentritik şekle geçiş, a-klasik, b-
darbeli kaynak.
Sütunsal taneler kristalografik oryantasyon (yönlenme) (<100>)
gösterdikleri için taneler boyundaki sınırlar düşük açılı sınırlardır.
Buralarda dentritler karşılaştığında veya onların morfolojiler hücresel
şekle değiştiğinde tane sınırlarının karakteri düşük açıdan yüksek açılı
sınırlara değişmektedir. Sülfür ve oksitler gibi kaynaktaki impuriteler
genellikle burada katılaşırlar. Bundan dolayı eğer temas yüzeylerinde
sütunsal taneler kaynak yönünde değişiyorsa ve karşılaşma açısı küçükse
bu bir avantajdır. Bu durum şekil 2‟de görülüyor. Bu durumda
impuriteler kristalleşmeden önce dışarı atılır ve katılaşmış kaynak metali
daha saf kalır. Kristallerin karşılaşma açısını en fazla kayna hızı etkiler.
Kaynak hızı arttıkça karşılaşma açısı da artar.
7. Segregasyon ve SıvılaĢma
Döküm işlemine benzer şekilde segregasyon işlemleri özellikle daha
geniş kaynak havuzlarında kaynak esnasında gözlenebilir. Segregasyon
yüksek ergime dereceli elementin yüksek konsantrasyonu ile saf metalin
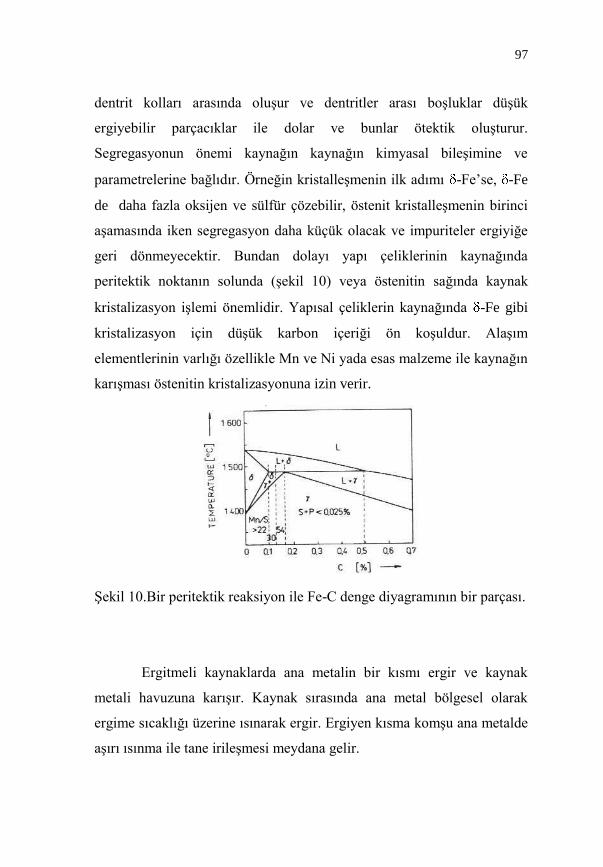
97
dentrit kolları arasında oluşur ve dentritler arası boşluklar düşük
ergiyebilir parçacıklar ile dolar ve bunlar ötektik oluşturur.
Segregasyonun önemi kaynağın kaynağın kimyasal bileşimine ve
parametrelerine bağlıdır. Örneğin kristalleşmenin ilk adımı -Fe‟se, -Fe
de daha fazla oksijen ve sülfür çözebilir, östenit kristalleşmenin birinci
aşamasında iken segregasyon daha küçük olacak ve impuriteler ergiyiğe
geri dönmeyecektir. Bundan dolayı yapı çeliklerinin kaynağında
peritektik noktanın solunda (şekil 10) veya östenitin sağında kaynak
kristalizasyon işlemi önemlidir. Yapısal çeliklerin kaynağında -Fe gibi
kristalizasyon için düşük karbon içeriği ön koşuldur. Alaşım
elementlerinin varlığı özellikle Mn ve Ni yada esas malzeme ile kaynağın
karışması östenitin kristalizasyonuna izin verir.
Şekil 10.Bir peritektik reaksiyon ile Fe-C denge diyagramının bir parçası.
Ergitmeli kaynaklarda ana metalin bir kısmı ergir ve kaynak
metali havuzuna karışır. Kaynak sırasında ana metal bölgesel olarak
ergime sıcaklığı üzerine ısınarak ergir. Ergiyen kısma komşu ana metalde
aşırı ısınma ile tane irileşmesi meydana gelir.
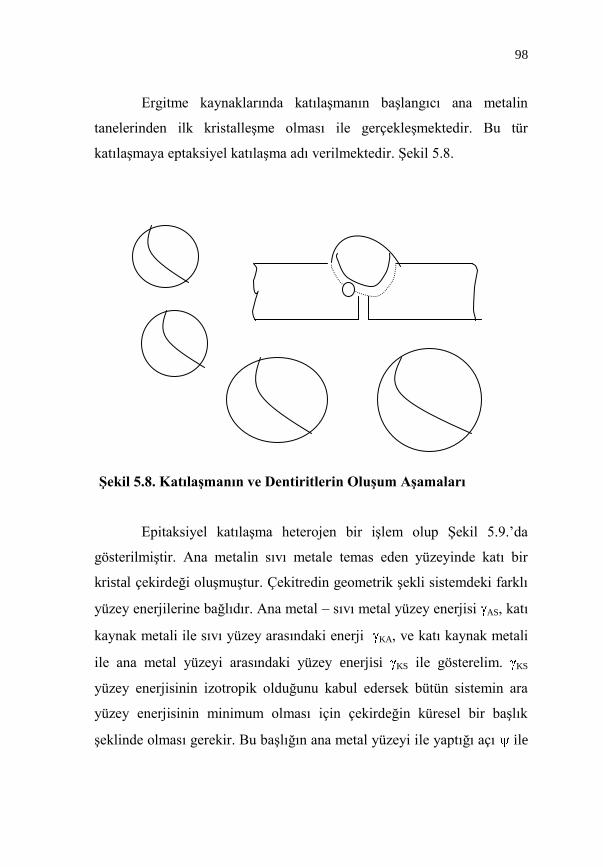
98
Ergitme kaynaklarında katılaşmanın başlangıcı ana metalin
tanelerinden ilk kristalleşme olması ile gerçekleşmektedir. Bu tür
katılaşmaya eptaksiyel katılaşma adı verilmektedir. Şekil 5.8.
ġekil 5.8. KatılaĢmanın ve Dentiritlerin OluĢum AĢamaları
Epitaksiyel katılaşma heterojen bir işlem olup Şekil 5.9.‟da
gösterilmiştir. Ana metalin sıvı metale temas eden yüzeyinde katı bir
kristal çekirdeği oluşmuştur. Çekitredin geometrik şekli sistemdeki farklı
yüzey enerjilerine bağlıdır. Ana metal – sıvı metal yüzey enerjisi AS, katı
kaynak metali ile sıvı yüzey arasındaki enerji KA, ve katı kaynak metali
ile ana metal yüzeyi arasındaki yüzey enerjisi KS ile gösterelim. KS
yüzey enerjisinin izotropik olduğunu kabul edersek bütün sistemin ara
yüzey enerjisinin minimum olması için çekirdeğin küresel bir başlık
şeklinde olması gerekir. Bu başlığın ana metal yüzeyi ile yaptığı açı ile
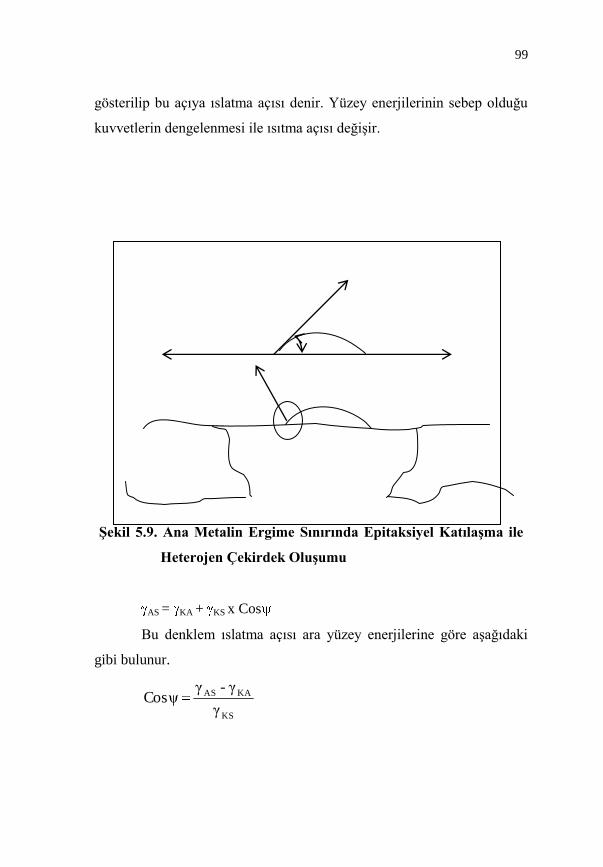
99
gösterilip bu açıya ıslatma açısı denir. Yüzey enerjilerinin sebep olduğu
kuvvetlerin dengelenmesi ile ısıtma açısı değişir.
ġekil 5.9. Ana Metalin Ergime Sınırında Epitaksiyel KatılaĢma ile
Heterojen Çekirdek OluĢumu
AS = KA + KS x Cos
Bu denklem ıslatma açısı ara yüzey enerjilerine göre aşağıdaki
gibi bulunur.
KS
KAAS
γ
γ- γ Cosψ
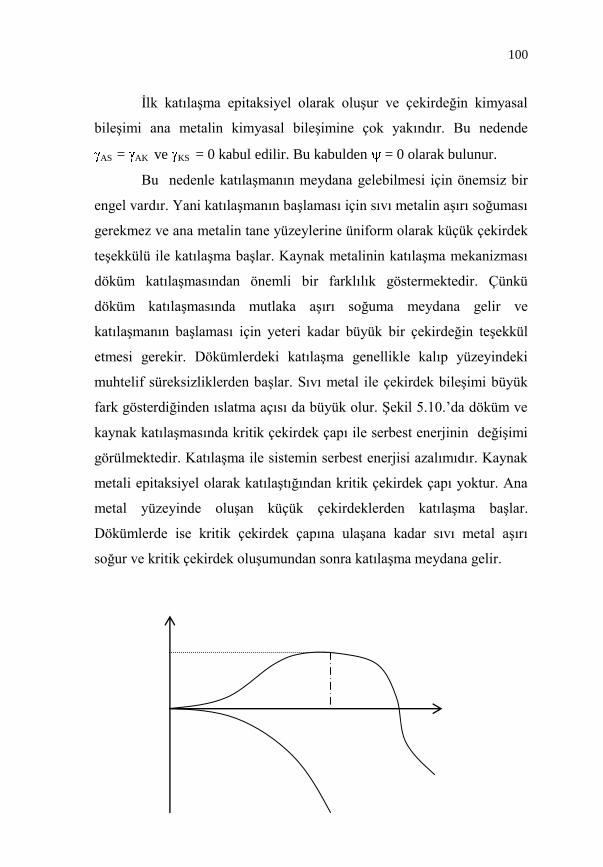
100
İlk katılaşma epitaksiyel olarak oluşur ve çekirdeğin kimyasal
bileşimi ana metalin kimyasal bileşimine çok yakındır. Bu nedende
AS = AK ve KS = 0 kabul edilir. Bu kabulden = 0 olarak bulunur.
Bu nedenle katılaşmanın meydana gelebilmesi için önemsiz bir
engel vardır. Yani katılaşmanın başlaması için sıvı metalin aşırı soğuması
gerekmez ve ana metalin tane yüzeylerine üniform olarak küçük çekirdek
teşekkülü ile katılaşma başlar. Kaynak metalinin katılaşma mekanizması
döküm katılaşmasından önemli bir farklılık göstermektedir. Çünkü
döküm katılaşmasında mutlaka aşırı soğuma meydana gelir ve
katılaşmanın başlaması için yeteri kadar büyük bir çekirdeğin teşekkül
etmesi gerekir. Dökümlerdeki katılaşma genellikle kalıp yüzeyindeki
muhtelif süreksizliklerden başlar. Sıvı metal ile çekirdek bileşimi büyük
fark gösterdiğinden ıslatma açısı da büyük olur. Şekil 5.10.‟da döküm ve
kaynak katılaşmasında kritik çekirdek çapı ile serbest enerjinin değişimi
görülmektedir. Katılaşma ile sistemin serbest enerjisi azalımıdır. Kaynak
metali epitaksiyel olarak katılaştığından kritik çekirdek çapı yoktur. Ana
metal yüzeyinde oluşan küçük çekirdeklerden katılaşma başlar.
Dökümlerde ise kritik çekirdek çapına ulaşana kadar sıvı metal aşırı
soğur ve kritik çekirdek oluşumundan sonra katılaşma meydana gelir.
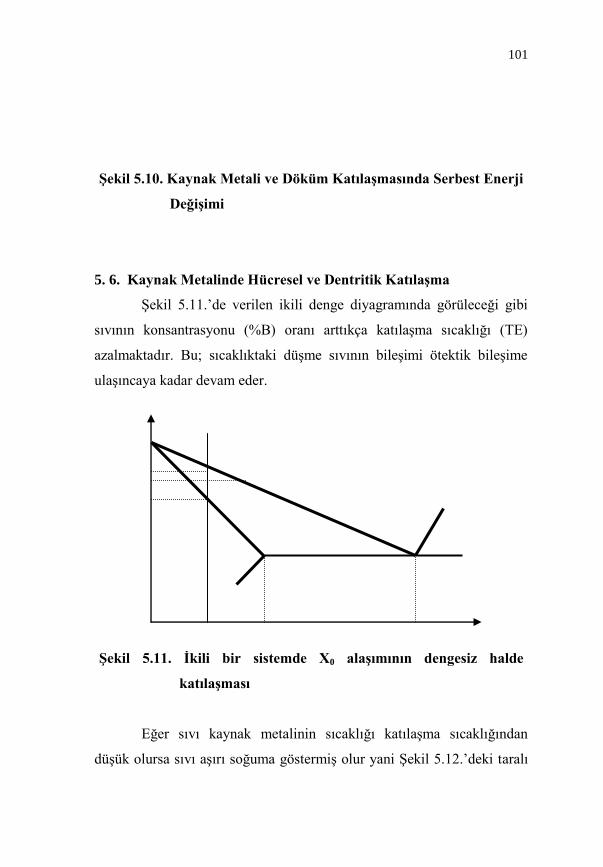
101
ġekil 5.10. Kaynak Metali ve Döküm KatılaĢmasında Serbest Enerji
DeğiĢimi
5. 6. Kaynak Metalinde Hücresel ve Dentritik KatılaĢma
Şekil 5.11.‟de verilen ikili denge diyagramında görüleceği gibi
sıvının konsantrasyonu (%B) oranı arttıkça katılaşma sıcaklığı (TE)
azalmaktadır. Bu; sıcaklıktaki düşme sıvının bileşimi ötektik bileşime
ulaşıncaya kadar devam eder.
ġekil 5.11. Ġkili bir sistemde X0 alaĢımının dengesiz halde
katılaĢması
Eğer sıvı kaynak metalinin sıcaklığı katılaşma sıcaklığından
düşük olursa sıvı aşırı soğuma göstermiş olur yani Şekil 5.12.‟deki taralı
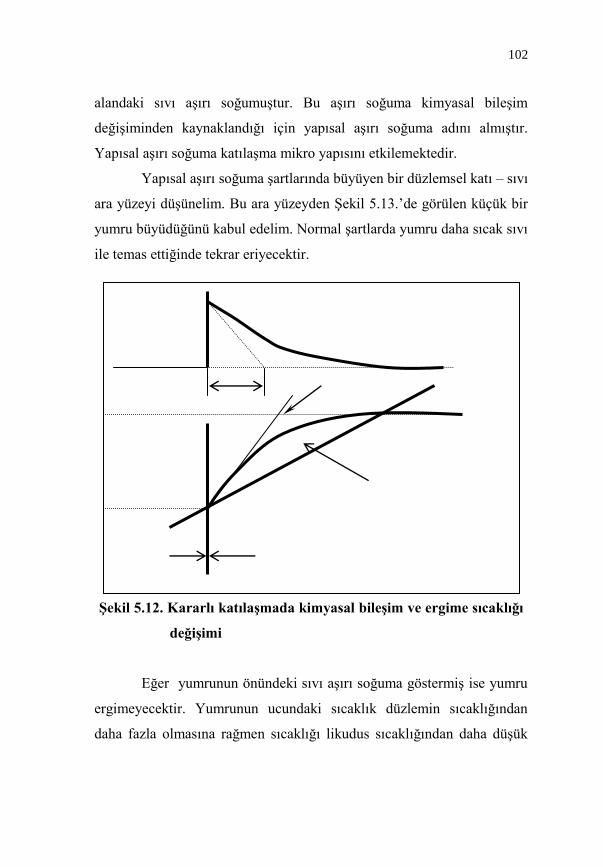
102
alandaki sıvı aşırı soğumuştur. Bu aşırı soğuma kimyasal bileşim
değişiminden kaynaklandığı için yapısal aşırı soğuma adını almıştır.
Yapısal aşırı soğuma katılaşma mikro yapısını etkilemektedir.
Yapısal aşırı soğuma şartlarında büyüyen bir düzlemsel katı – sıvı
ara yüzeyi düşünelim. Bu ara yüzeyden Şekil 5.13.‟de görülen küçük bir
yumru büyüdüğünü kabul edelim. Normal şartlarda yumru daha sıcak sıvı
ile temas ettiğinde tekrar eriyecektir.
ġekil 5.12. Kararlı katılaĢmada kimyasal bileĢim ve ergime sıcaklığı
değiĢimi
Eğer yumrunun önündeki sıvı aşırı soğuma göstermiş ise yumru
ergimeyecektir. Yumrunun ucundaki sıcaklık düzlemin sıcaklığından
daha fazla olmasına rağmen sıcaklığı likudus sıcaklığından daha düşük
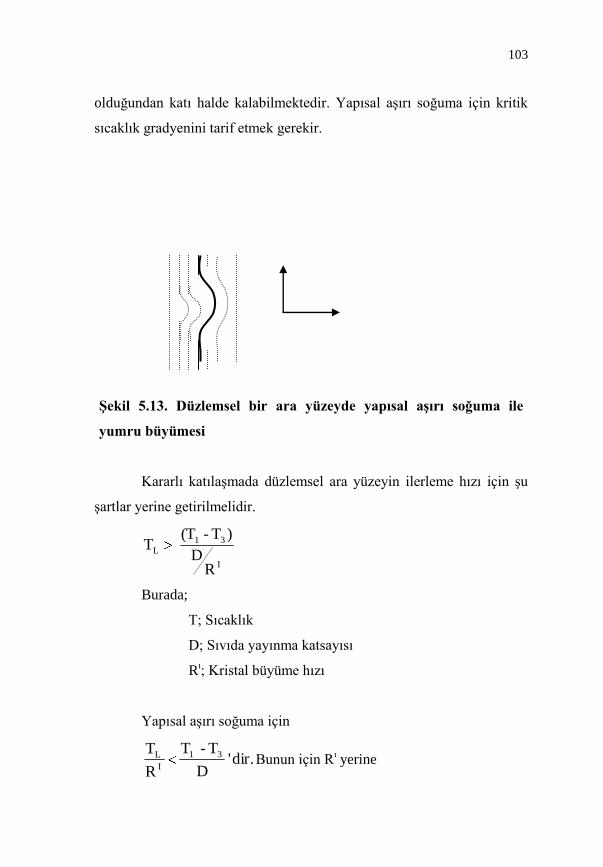
103
olduğundan katı halde kalabilmektedir. Yapısal aşırı soğuma için kritik
sıcaklık gradyenini tarif etmek gerekir.
ġekil 5.13. Düzlemsel bir ara yüzeyde yapısal aĢırı soğuma ile
yumru büyümesi
Kararlı katılaşmada düzlemsel ara yüzeyin ilerleme hızı için şu
şartlar yerine getirilmelidir.
I
31
L
RD
)T - (T T
Burada;
T; Sıcaklık
D; Sıvıda yayınma katsayısı
Rı; Kristal büyüme hızı
Yapısal aşırı soğuma için
dir.' D
T - T
R
T 3 1
I
L Bunun için Rı yerine
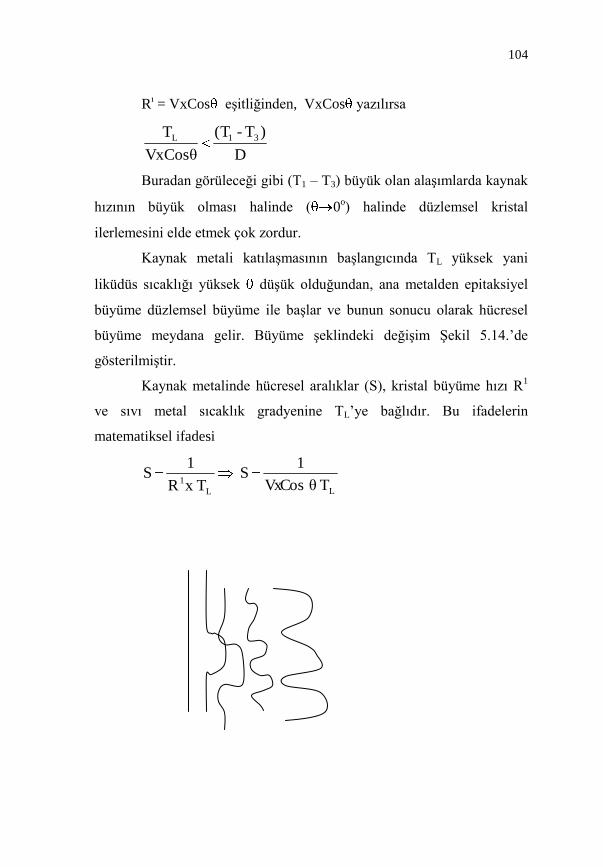
104
Rı = VxCos eşitliğinden, VxCos yazılırsa
D
)T - (T
VxCosθ
T 31L
Buradan görüleceği gibi (T1 – T3) büyük olan alaşımlarda kaynak
hızının büyük olması halinde ( 0o) halinde düzlemsel kristal
ilerlemesini elde etmek çok zordur.
Kaynak metali katılaşmasının başlangıcında TL yüksek yani
liküdüs sıcaklığı yüksek düşük olduğundan, ana metalden epitaksiyel
büyüme düzlemsel büyüme ile başlar ve bunun sonucu olarak hücresel
büyüme meydana gelir. Büyüme şeklindeki değişim Şekil 5.14.‟de
gösterilmiştir.
Kaynak metalinde hücresel aralıklar (S), kristal büyüme hızı R1
ve sıvı metal sıcaklık gradyenine TL‟ye bağlıdır. Bu ifadelerin
matematiksel ifadesi
LL
1 T VxCos θ
1 S
Tx R
1 S
105
ġekil 5.14. Düzlemsel büyümenin hücresel büyümeye dönüĢmesi
Herhangi bir kaynak işleminde TL‟yi etkileyen faktörler hücresel
aralıkları da etkiler. Çelik gibi yüksek erime sıcaklığı ve ısı iletim
katsayısı düşük olan metallerde hücresel aralık küçük olur. Alüminyum
ergime sıcaklığı düşüktür, ısı iletim katsayısı yüksektir ve hücresel aralığı
büyüktür. Kaynak hızının artması hücre aralığının incelenmesine yol
açar.
Hücresel mikro yapılar sıcaklık gradyenin veya ‟nın belli
değerleri için kararlıdır. TL veya azalınca primer hücre duvarları
kararsız olur. İlk önce ikinci kollar daha sonra üçüncü kollar teşekkül
ederek dentritik yapı meydana gelir. Dendrit oluşum mekanizması tam
olarak anlaşılamamış olmasına rağmen düzlemsel ara yüzeylerde yumru
oluşumuna sebep olan yapısal aşırı soğumasının ikinci ve üçüncü kolların
büyümesinde de etkili olduğu düşünülmektedir.
Soğuma hızının artması dendritik kollar arası mesafenin
azalmasına sebep olur. Kaynak metalinin dentritik yapısı dökümlere
nazaran daha ince olmaktadır. Bu nedenle kaynak metalinin tokluğu daha
fazla olur. Şekil 5.15.‟de kaynak metalinde dentritik yapı görülmektedir.
106
ġekil 5.15. Kaynak metalinde dendritik yapı
Şekil 5.16, da görüldüğü gibi yapısal aşırı soğuma arttıkça sıvı
metal dendritik olarak katılaşır. Yapısal aşırı soğuma aynı kalması
halinde çelik alaşım elementinin artışı katılaşmanın hücreselden
dendritiğe dönüşmesine neden olur. Genellikle kaynak metali katılaşırken
erime hattından kaynak merkez çizgisine doğru TL ile azalmakta ve
aşırı soğuma (yapısal) arttığından mikro yapı hücreselden dendritiğe
dönüşür.
Kaynak hızının artması kristal büyüme hızını artırır. Kaynak hızı
arttıkça katılaşmanın son kısmında dendritik yapı oluşmaktadır. Kaynağın
bitiş ucunda havuz geometrisi eleptik şekil almaktadır. Bu son katılaşma
bölgesinde kraterde hızlı kristal büyümesi, fazla segregasyon, düşük
sıcaklık gradyeni, yüksek yapısal aşırı soğuma olduğunda mikro yapı
dendritik olmaktadır.
107
ġekil 5.16. Ergime hattından itibaren katılaĢma sırasında kolonsal
mikro yapılar
Çelik kaynak metalinin katılaşması epitaksiyel katılaşma ile
başlar, sonra kolonsal hücreler oluşur. Hücrelerin genişliği ITAB‟ın tane
boyutuna bağlı olarak değişir. İri taneli bölgede geniş hücreler oluşur.
Kaynak metal çizgisine doğru dendritik yapı oluşur.
C – Mn çelik kaynak metali direkt olarak östenit olarak katılaşır.
Az alaşımlı çelik kaynak metali ise ferrit olarak katılaşır.
Şekil 5.17.‟de kaynak metalinin çeşitli mikroyapıları verilmiştir.
ġekil 5.17. Kaynak metalinin çeĢitli kristalleĢme mikro yapıları
5.7. Kaynak Metalinde Segregasyon
Kaynak metalinde katılaşmanın son safhasında sıvı metal içinde
çözünen alaşım elementleri ve empuritelerin miktarı artar. Bu durum son
katılaşan kısımda segragasyona yol açar genel bir kural olarak Şekil
5,18.‟deki diyagramda görüldüğü gibi liküdüs – solidüs sıcaklık aralığını,
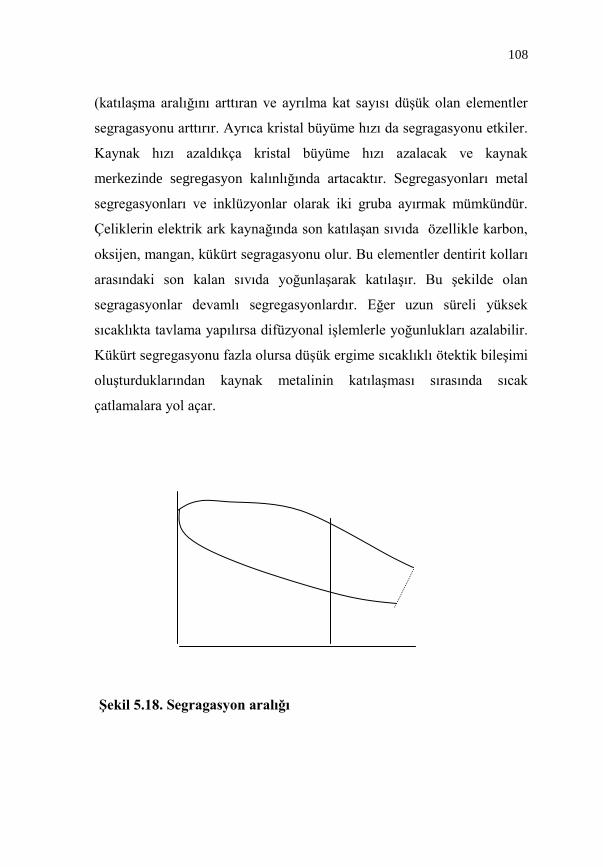
108
(katılaşma aralığını arttıran ve ayrılma kat sayısı düşük olan elementler
segragasyonu arttırır. Ayrıca kristal büyüme hızı da segragasyonu etkiler.
Kaynak hızı azaldıkça kristal büyüme hızı azalacak ve kaynak
merkezinde segregasyon kalınlığında artacaktır. Segregasyonları metal
segregasyonları ve inklüzyonlar olarak iki gruba ayırmak mümkündür.
Çeliklerin elektrik ark kaynağında son katılaşan sıvıda özellikle karbon,
oksijen, mangan, kükürt segragasyonu olur. Bu elementler dentirit kolları
arasındaki son kalan sıvıda yoğunlaşarak katılaşır. Bu şekilde olan
segragasyonlar devamlı segregasyonlardır. Eğer uzun süreli yüksek
sıcaklıkta tavlama yapılırsa difüzyonal işlemlerle yoğunlukları azalabilir.
Kükürt segregasyonu fazla olursa düşük ergime sıcaklıklı ötektik bileşimi
oluşturduklarından kaynak metalinin katılaşması sırasında sıcak
çatlamalara yol açar.
ġekil 5.18. Segragasyon aralığı
109
6. KAYNAK METALĠNĠN SOĞUMASI SIRASINDA KATI HAL
FAZ DÖNÜġÜMLERĠ
Tek fazlı metallerin katılaşma sıcaklığından oda sıcaklığına
soğurken bile mikro yapılarında dönüşüm ve çözünen element
dağılımında değişiklikler meydana gelebilir. Çok fazlı metallerde ise faz
dönüşümleri mutlaka meydana gelir. Faz dönüşümlerinin en fazla olduğu
metaller alaşımsız, az alaşımlı ve paslanmaz çeliklerdir.
6.1. Faz DönüĢümlerinin Kinetiği
Kaynak metallerinin katılaşma sıcaklığından oda sıcaklığına
inmeleri çok hızlı olmaktadır. Soğuma hızı yüksek olduğu için yavaş
soğuma sırasında meydana gelmeyen faz dönüşümleri meydana
gelebilmektedir. Oluşacak yeni bir fazın yüzey ve şekil değiştirme
enerjilerinin uygun hale gelmesi için minimum enerjiyi sağlayacak bir
çekirdeklenme problemi az dönüşümlerinde mevcuttur. Şekil 6.1.‟de
tanelerinin ‟ya dönüşmesinde ve fazlarının molar serbest
enerjilerinin sıcaklık ile değişimleri görülmektedir. tanelerinin
soğumasında çekirdeklerinin oluşması için sistemin serbest enerjisi;
G - Gv + Gs + GE - GD
BÖLÜM 6
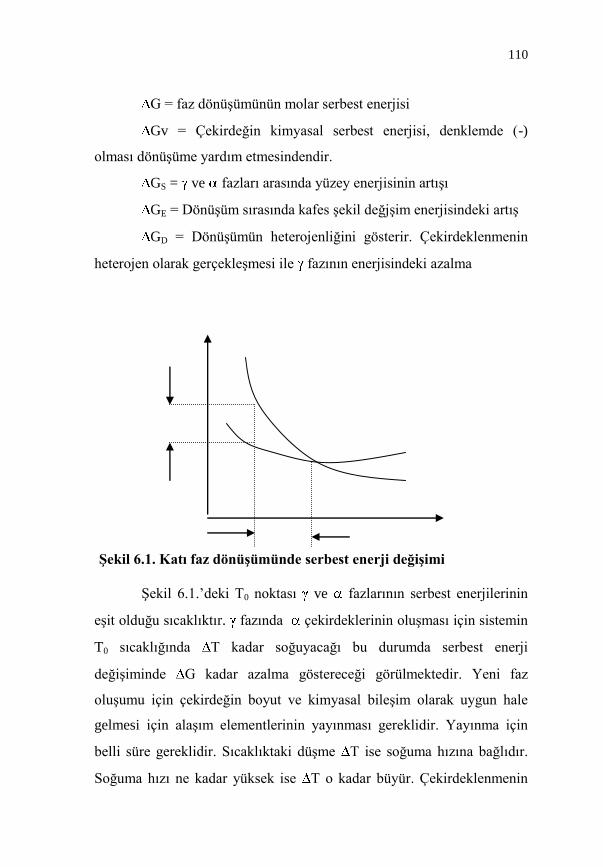
110
G = faz dönüşümünün molar serbest enerjisi
Gv = Çekirdeğin kimyasal serbest enerjisi, denklemde (-)
olması dönüşüme yardım etmesindendir.
GS = ve fazları arasında yüzey enerjisinin artışı
GE = Dönüşüm sırasında kafes şekil değjşim enerjisindeki artış
GD = Dönüşümün heterojenliğini gösterir. Çekirdeklenmenin
heterojen olarak gerçekleşmesi ile fazının enerjisindeki azalma
ġekil 6.1. Katı faz dönüĢümünde serbest enerji değiĢimi
Şekil 6.1.‟deki T0 noktası ve fazlarının serbest enerjilerinin
eşit olduğu sıcaklıktır. fazında çekirdeklerinin oluşması için sistemin
T0 sıcaklığında T kadar soğuyacağı bu durumda serbest enerji
değişiminde G kadar azalma göstereceği görülmektedir. Yeni faz
oluşumu için çekirdeğin boyut ve kimyasal bileşim olarak uygun hale
gelmesi için alaşım elementlerinin yayınması gereklidir. Yayınma için
belli süre gereklidir. Sıcaklıktaki düşme T ise soğuma hızına bağlıdır.
Soğuma hızı ne kadar yüksek ise T o kadar büyür. Çekirdeklenmenin
111
meydana geldiği noktalar serbest yüzeyler, tane sınırları, tane köşeleri,
inklüzyonlar, dislokasyonlar ve yığılma hatalarıdır. Şekil 6.2.
Alaşımsız C – Mn çeliklerin kaynak metalleri doğrudan östenit
olarak katılaşır. Az alaşımlı kaynak metallerinin çoğu ferrit olarak
katılaşır. Soğuma sırasında ferrit östenite dönüşür. Genellikle östenit
taneleri - ferrit tanelerinden daha ince olur. Normal olarak östenit
taneleri primer delta ferrit tane sınırlarını keserler.
ġekil 6.2. Katı faz dönüĢümlerinde muhtemel çekirdek oluĢma
noktaları
Bu olay Şekil 6.3.‟de gösterilmiştir. Alaşımsız ve az alaşımlı
çeliklerin kaynağında soğuma sırasında meydana gelen dönüşümleri
kaynak metali mekanik özelliklerini belirlediğinden çok önemlidir.
112
ġekil 6.3. - ferrit tane sınırlarını kesen östenit taneleri
6.2. AlaĢımsız ve Az AlaĢımlı Çeliklerin Kaynak Metalinde
Faz dönüĢümleri
Alaşımsız çelik kaynak metalinin sürekli soğuma diyagramı
Şekil 6.4.‟de gösterilmiştir. Östenitten primer ferrit, wıdmanstatten kenar
levhaları, asiküler ferrit, beynit ve martenzit dönüşümü olabilmektedir.
Kaynak metalinin kimyasal bileşimi, soğuma hızı, inklüzyon yoğunluğu
son mikro yapıyı tayin eden faktörlerdir.
113
ġekil 6.4. Çelik kaynak metalinde soğuma ile oluĢan yapılar
Elektrik ark kaynaklarında çelik malzemenin kaynak metalinde
östenit A3 sıcaklığı altına soğutulduğunda östenit tane sınırlarında primer
tane sınırı ferrit teşekkül eder. Daha sonra ferrit – östenit tane sınırlarında
widmanstotten kenar levhaları veya ferrit kenar levhaları çekirdeklenmesi
ve büyümesi gerçekleşir. Daha sonra östenit taneleri içerisinde asiküler
ferrit taneleri inklüzyonlarda çekirdeklenir. Asikiler ferrit taneleri
büyüdükten sonra kalan östenit mikro fazlara dönüşür. Bu mikro fazlar,
martenzit bozulmuş perlit, beynit, kalıntı östenit olabilir. Bu fazlar
genellikle kaynak metalinde az oranda bulunduklarından mikrofaz olarak
adlandırılırlar.
Kaynak metalinde önemli olan üç faz şunlardır;
114
Primer ferrit, widmansatten kenar levhalar ve asiküler ferrittir.
Kaynak soğuma hızına bağlı asiküler ferrit oluşmaz ise primer ferrit veya
beynit oluşur. Yavaş soğuma hızlarında primer ferrit, hızlı soğuma
hızlarında beynit oluşur. Elektrik direnç kaynaklarında kaynak metali
hızla soğutulduğundan kaynak metali martenzite dönüşür.
6.2.1. Faz DönüĢümüne Kaynak Soğuma Hızının Tesiri
Çelik malzemelerin kaynak metalinde 800o – 500
oC arası soğuma
süresi t 8/5 olarak adlandırılır ve bu süreye bağlı olarak farklı
mikroyapılar meydana gelir. Son mikroyapı kimyasal bileşimin yanında
soğuma süreside belirler. Eğer t 8/5 saniyeden az olursa mikroyapı
martenzit ve / veya beynit olur. Bu süre 100 sn‟den fazla olursa poligonal
ferrit ve perlit yapı olur. Bu iki değer arasındaki t 8/5 için mikro yapı
kimyasal bileşime bağlı olarak yüksek miktarda asiküler ferrit oluşur.
Soğuma hızı azaldıkça asiküler ferrit oranı azalmaktadır. t 8/5 süresine
tesir eden faktörler kaynak yöntemi, kaynak ısı girdisi, parça kalınlığı ve
kaynak geometrisidir.
Kaynak ısı girdisi arttıkça asiküler ferrit oranı azalır. Kaynak ısı
girdisinin sürekli soğuma diyagramı üzerindeki tesiri Şekil 6.5.‟de
gösterilmiştir. Kaynak ısısı arttıkça primer ferrit, wıdmanstatten kenar
levhaları hacim oranı artarken asiküler ferrit oranı azalır.
115
BÖLÜM 7
Şekil 6.5. Isı girdisinin kaynak metali soğuma diyagramı üzerine tesiri
7. KAYNAK METALĠ MĠKROYAPISI
Kaynak sıvı fazdan oda sıcaklığına soğumasıyla elde edilen
mikroyapı kaynak metali olarak adlandırılır. Düşük karbonlu ve düşük
alaşımlı çeliklerin kaynak metalinde meydana gelen mikroyaılar
- Tane sınırı ferrit ( )
- Wıdmanstatden ferrit ( w)
- Asiküler ferrit ( a)
- Mikrofazlar (az martenzit, kalıntı östenit, dönüşmemiş perlit)
Bunlar Şekil 7.1.‟de gösterilmiştir.
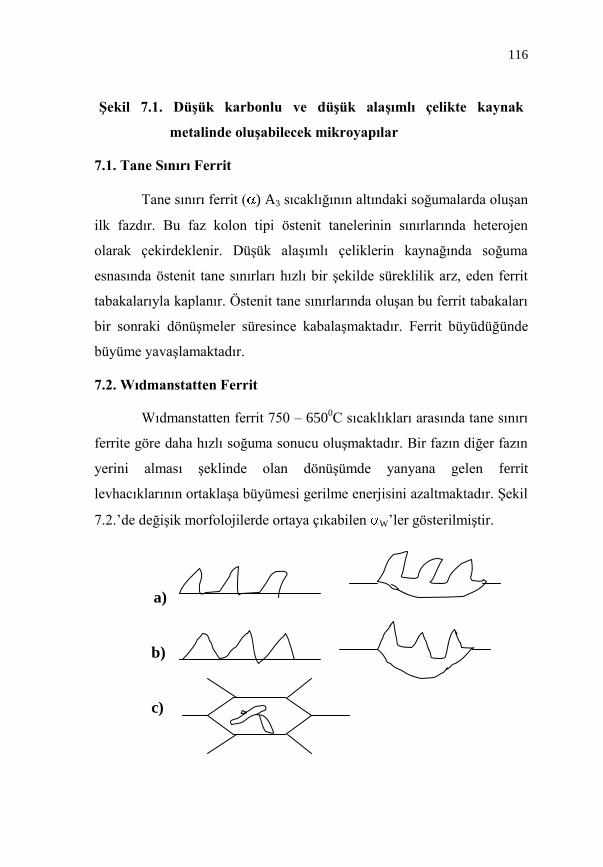
116
ġekil 7.1. DüĢük karbonlu ve düĢük alaĢımlı çelikte kaynak
metalinde oluĢabilecek mikroyapılar
7.1. Tane Sınırı Ferrit
Tane sınırı ferrit ( ) A3 sıcaklığının altındaki soğumalarda oluşan
ilk fazdır. Bu faz kolon tipi östenit tanelerinin sınırlarında heterojen
olarak çekirdeklenir. Düşük alaşımlı çeliklerin kaynağında soğuma
esnasında östenit tane sınırları hızlı bir şekilde süreklilik arz, eden ferrit
tabakalarıyla kaplanır. Östenit tane sınırlarında oluşan bu ferrit tabakaları
bir sonraki dönüşmeler süresince kabalaşmaktadır. Ferrit büyüdüğünde
büyüme yavaşlamaktadır.
7.2. Wıdmanstatten Ferrit
Wıdmanstatten ferrit 750 – 6500C sıcaklıkları arasında tane sınırı
ferrite göre daha hızlı soğuma sonucu oluşmaktadır. Bir fazın diğer fazın
yerini alması şeklinde olan dönüşümde yanyana gelen ferrit
levhacıklarının ortaklaşa büyümesi gerilme enerjisini azaltmaktadır. Şekil
7.2.‟de değişik morfolojilerde ortaya çıkabilen W‟ler gösterilmiştir.
a)
b)
c)
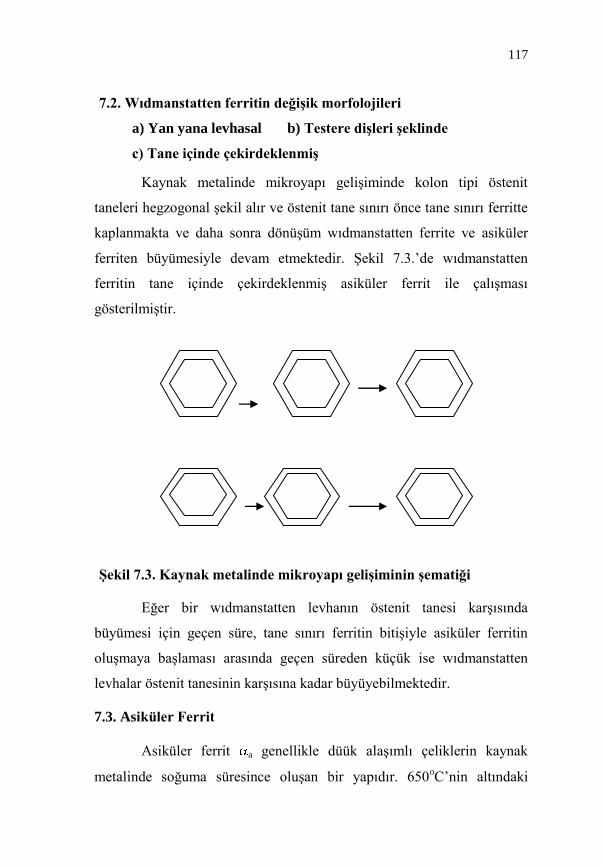
117
7.2. Wıdmanstatten ferritin değiĢik morfolojileri
a) Yan yana levhasal b) Testere diĢleri Ģeklinde
c) Tane içinde çekirdeklenmiĢ
Kaynak metalinde mikroyapı gelişiminde kolon tipi östenit
taneleri hegzogonal şekil alır ve östenit tane sınırı önce tane sınırı ferritte
kaplanmakta ve daha sonra dönüşüm wıdmanstatten ferrite ve asiküler
ferriten büyümesiyle devam etmektedir. Şekil 7.3.‟de wıdmanstatten
ferritin tane içinde çekirdeklenmiş asiküler ferrit ile çalışması
gösterilmiştir.
ġekil 7.3. Kaynak metalinde mikroyapı geliĢiminin Ģematiği
Eğer bir wıdmanstatten levhanın östenit tanesi karşısında
büyümesi için geçen süre, tane sınırı ferritin bitişiyle asiküler ferritin
oluşmaya başlaması arasında geçen süreden küçük ise wıdmanstatten
levhalar östenit tanesinin karşısına kadar büyüyebilmektedir.
7.3. Asiküler Ferrit
Asiküler ferrit a genellikle düük alaşımlı çeliklerin kaynak
metalinde soğuma süresince oluşan bir yapıdır. 650oC‟nin altındaki
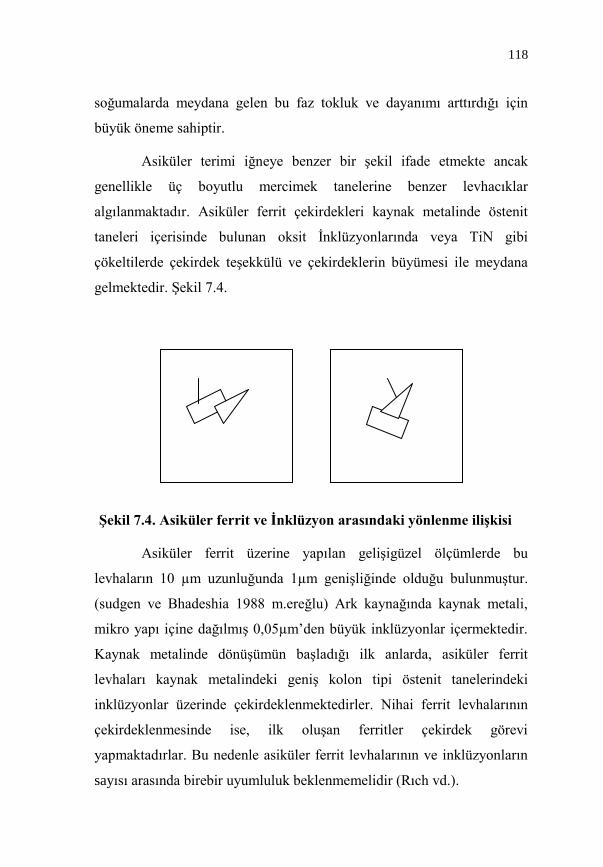
118
soğumalarda meydana gelen bu faz tokluk ve dayanımı arttırdığı için
büyük öneme sahiptir.
Asiküler terimi iğneye benzer bir şekil ifade etmekte ancak
genellikle üç boyutlu mercimek tanelerine benzer levhacıklar
algılanmaktadır. Asiküler ferrit çekirdekleri kaynak metalinde östenit
taneleri içerisinde bulunan oksit İnklüzyonlarında veya TiN gibi
çökeltilerde çekirdek teşekkülü ve çekirdeklerin büyümesi ile meydana
gelmektedir. Şekil 7.4.
ġekil 7.4. Asiküler ferrit ve Ġnklüzyon arasındaki yönlenme iliĢkisi
Asiküler ferrit üzerine yapılan gelişigüzel ölçümlerde bu
levhaların 10 µm uzunluğunda 1µm genişliğinde olduğu bulunmuştur.
(sudgen ve Bhadeshia 1988 m.ereğlu) Ark kaynağında kaynak metali,
mikro yapı içine dağılmış 0,05µm‟den büyük inklüzyonlar içermektedir.
Kaynak metalinde dönüşümün başladığı ilk anlarda, asiküler ferrit
levhaları kaynak metalindeki geniş kolon tipi östenit tanelerindeki
inklüzyonlar üzerinde çekirdeklenmektedirler. Nihai ferrit levhalarının
çekirdeklenmesinde ise, ilk oluşan ferritler çekirdek görevi
yapmaktadırlar. Bu nedenle asiküler ferrit levhalarının ve inklüzyonların
sayısı arasında birebir uyumluluk beklenmemelidir (Rıch vd.).
119
Bir kaynak metalinde tane sınırı ferrit ve wıdmanstatten ferriten
sonra dönüşecek en son faz asiküler ferrit olduğundan bu ferritin önceki
dönüşümlerden etkileneceği kesindir. Östenitten dönüşüm süresince
soğuma oranı arttığında, asiküler ferritin östenit tane boyutuna bağlılığı
azalır. Çünkü düşük soğuma oranlarında östenitin daha yüksek sıcaklıkta
oluşan tane sınırı ferrit tarafından tüketilmektedir. Tane sınırı ferrit,
wıdmanstatten ferrit ve asiküler ferritin karışır olarak bulunduğu bir
kanak metalinde yapılan gözlemlerde, küçük östenit tanesinin daha büyük
asiküler ferrit oluşumuna yol açtığı görülmüştür. Bunun nedeni
widmanstatter ferritin çekirdeklenme hızının azalmasına bağlanmaktadır.
Nedeni ise küçük östenit tane boyutu durumunda, tane sınırı ferrit ve
widmanstatten ferritin hacim oranları daha büyük olmakta ve kalıntı
östenit içinde daha fazla karbon kalmaktadır. Bu da asiküler ferritin
çekirdeklenme oranını azaltmakta ve çekirdeklenen asikülerferitten
birbirlerinin büyümelerini daha az etkilemektedirler. Böylece
çekirdeklenmiş olan asiküler ferritler büyümeye imkan bulabilmektedir.
Asiküler ferritin büyümesinde tane sınırı ferritin etkisi göz
önünde bulundurulmaktadır. Bu etki yüksek krom (Cr > % 15) ve
molibden (Mo > % 0,5) olduğu durumlarda daha da önemlidir. Böyle
konsantrasyonlarda kolon tipi östenit taneleri asiküler ferrit yerine
beynite dönüşmektedir. Düşük karbonlu bir çeliğin kaynağında Cr ve
Mo‟nin artmasıyla; tane sınırı ferritin ve wıdmanstaten ferritin azaldığı
görülmüştür. Genel olarak eğer östenit tane sınırları, tane sınırı ferrit
dönüşümüne engel oluyorsa, beynit miktarında artış gözlenmektedir.
Oluşan beynit demetleri arasında ise, kalıntı östenit veya martenzit film
tabakaları bulunmaktadır. Kaynak metalinde Cr ve Mo‟den başka artan
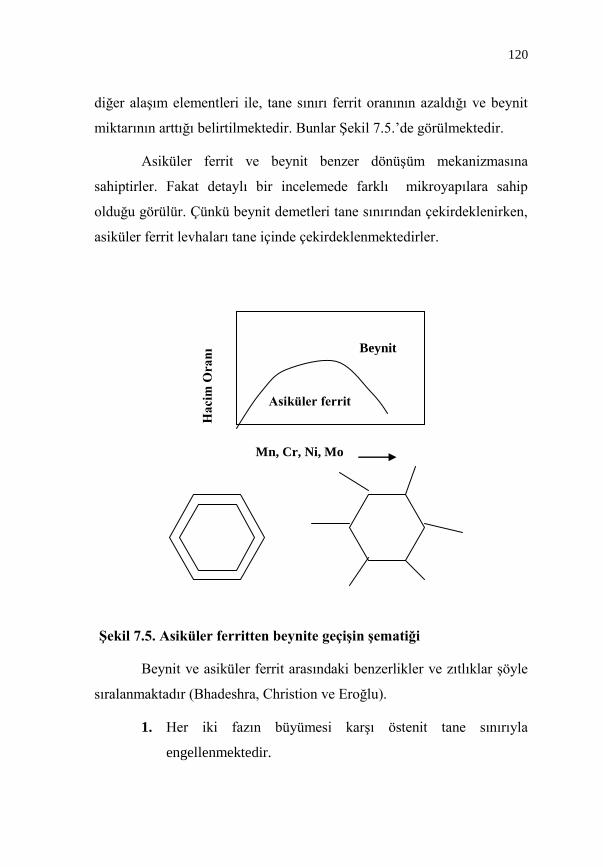
120
diğer alaşım elementleri ile, tane sınırı ferrit oranının azaldığı ve beynit
miktarının arttığı belirtilmektedir. Bunlar Şekil 7.5.‟de görülmektedir.
Asiküler ferrit ve beynit benzer dönüşüm mekanizmasına
sahiptirler. Fakat detaylı bir incelemede farklı mikroyapılara sahip
olduğu görülür. Çünkü beynit demetleri tane sınırından çekirdeklenirken,
asiküler ferrit levhaları tane içinde çekirdeklenmektedirler.
ġekil 7.5. Asiküler ferritten beynite geçiĢin Ģematiği
Beynit ve asiküler ferrit arasındaki benzerlikler ve zıtlıklar şöyle
sıralanmaktadır (Bhadeshra, Christion ve Eroğlu).
1. Her iki fazın büyümesi karşı östenit tane sınırıyla
engellenmektedir.
Beynit
Asiküler ferrit
Ha
cim
Ora
nı
Mn, Cr, Ni, Mo
121
2. Asiküler ferrit ve beynit büyümesinde yer alan element
hareketi bulunmamaktadır.
3. Her iki reaksiyon östenit karbon konsantrasyonunun
termodinamik açıdan difüzyonsuz büyümenin imkansız
olduğu değere kadar devam eder. Böylece büyüme
difüzyonsuzdur, fakat büyüme karbonun kalıntı östenit içine
karekterine engel olunarak devam etmektedir.
4. Asiküler ferrit sadece beynit oluşum sıcaklığının altında
oluşmaktadır.
5. Kaynak metalinde inklüzyonların olmaması durumunda
asiküler ferritten beynite dönüşümü arttırır.
6. Östenit tane sınırlarının, bu sınırı ferritle kaplanması asiküler
ferrit oluşumunu arttırır.
Şekil 7.6.‟da karbonca doymuş levhadan üst beynitten alt beynite
geçişin şematik görüntüsü verilmektedir.
Sonuç olarak, eğer kaynak metalinde karbon oranı artarsa, yapı
asiküler ferritten alt asiküler ferrite dönüşmektedir. Alt asiküler ferrit
yüksek olan karbonun arta kalan östenit içine difüne olmadan, asiküler
ferrit içine çökelmesi ile oluşmaktadır.
122
BÖLÜM 8
ġekil 7.6. Üst beynitten alt beynite geçiĢin Ģematik görünümü
8 . ISININ TESĠRĠ ALTINDA KALAN BÖLGE (ITAB)
Erime çizgisinin esas metal tarafında, kaynak sırasında
uygulanmış olan ısının oluşturduğu çeşitli ısıl çevirimlerden etkilenmiş
ve dolayısıyla iç yapı değişimine uğramış bir bölge vardır. Bu bölgeye
ısının tesiri altında kalan bölge (ITAB) adı verilmektedir.
Isının tesiri altında kalan bölge esas metalin birleştiği sınırdan
başlayarak, kaynak işlemi anında sıcaklığın iç yapı dolayısıyla ana
metalin özelliklerini etkilediği bölgedir. Bu bölgenin sıcaklığı çeliklerin
kaynağında 1450 – 700oC arasında değişmektedir. Burada ulaşılan en
fazla sıcaklığa bağlı olarak çeşitli iç yapı ve özellikler gösteren bölgeler
görülmektedir. Bu bölgede erişilen en yüksek sıcaklık derecesi, kaynak
dikiş eksenine olan uzaklığın ve sıcaklık değişimi de zamanın bir
fonksiyonu olarak bilinirse, ITAB‟da oluşabilecek mikro yapı kısmen
önceden tahmin edilebilir. Kaynak sırasında ITAB hızlı bir şekilde
ısınmakta ve sonrada parça kalınlığı, verilen enerji ve uygulanan ön tav
sıcaklığının fonksiyonu olarak soğumaktadır. Çeliğin kimyasal bileşimine
göre bu soğuma kritik soğuma hızını aştığında, genellikle 900oC‟nin
üstündeki bir sıcaklıkta ısınmış bölgelerde sert, ve kırılgan bir yapı elde
edilir. Dolayısıyla bu bölge kaynak bağlantısının en kritik bölgesidir.
123
Sıcaklığa bağlı olarak 1450oC ile 700
oC arasındaki değerler de
çeliğin bileşimine bağlı olarak Şekil 8.1.‟de görüldüğü gibi dört farklı
bölge meydana gelir. Bunlar
- İri taneli bölge
- İnce taneli bölge
- Kısmen dönüşmüş bölge
- İç yapı değişimine uğramamış bölge olur.
ġekil 8.1. Kaynaklı bağlantıda ITAB’ın görünümü
Bazı araştırmacılar bu bölgelere ana metal ile kısmen dönüşmüş
bölge arasında gerçekleşen karbür küreselleşmesini de dahil
etmektedirler.
8.1. Ġri Taneli Bölge
Kaynak metalinin hemen bitişiğinde olan ve kaynak sırasında
1450 ila 1200oC arasındaki bir sıcaklığa maruz kalan bölgedir. Karbon
124
eşdeğerliği düşük çeliklerde ötektoid altı ferrit tane sınırlarında bir ağ
örgüsü şeklinde ortaya çıkmaktadır. Daha yüksek karbon eşdeğerliğinde
özellikle wıdmanstatten ferrit gibi daha düşük sıcaklık dönüşüm ürünleri
oluşmaktadır. Çok yüksek karbon eşdeğerliğinde ise martenzit
oluşmaktadır. Çünkü martenzit düşecek en son yapıdır.
8.2. Ġnce Taneli Bölge
Bu bölgede ulaşılan maksimum sıcaklık iri taneli bölgeden daha
düşüktür. Kaynak sırasında 1200 – 900oC arasındaki bir sıcaklığa ulaşılan
bir bölgedir. İç yapı bakımından iri taneli bölgeye benzer ve onun bir
devamıdır. Isıtma süresince dönüşümü sonucunda oluşan östenit
taneleri büyümek için yeterli zaman bulamadıkları için küçük
kalmaktadır. Ayrıca bu bölgede karbürler tam olarak çözünemezler.
Kaynak giriş enerjisi, parça kalınlığı gibi diğer faktörlere bağlı olarak
dönüşümü ince ferrit – perlit yapısını oluşturma eğiliminde
olmaktadır.
8.3. Kısmen DönüĢmüĢ Bölge
İnce taneli bölgenin devamı olup, kaynak sırasında A1 – A3
sıcaklığı aralığında ana metaldeki perlit dönüşüm sıcaklığının daha
düşük olması nedeniyle hızlı bir şekilde östenitleşmektedir.
Oluşan bu östenit, karbon ve mangan açısından zengin
olmaktadır. Bu nedenle soğuma hızına bağlı olarak dönüşümü
sonucu oluşabilecek yapılar değişebilmektedir. Bu bölgede oluşabilecek
muhtemel yapılar, perlit, üst beynit, temperlenmiş martenzitdir.
125
8.4. Ġç Yapı DeğiĢimine UğramamıĢ Bölge
Sıcaklığın maksimum 650oC‟ye kadar çıktğı ve mikroyapı da
herhangi bir değişmenin görülmediği bölgedir. Ancak ısıtma ve kalıcı
gerilimin ortaklaşa sonucu yaşlanma meydana gelmektedir. Bu ise
hareket eden dislokasyonların C ve N gibi arayer alaşım elementlerini
süpürerek uzaklaştırması ile ilişkilendirilmektedir. Katı çözelti de
dislokasyon açısından zengin olan bölgelerde soğumaya bağlı olarak
kilitlenmektler ve kırılganlığa sebep olmaktadırlar. Bu problem kaynak
sonrası ısıtma veya çok pasolu kaynak ile giderilmektedir.
8.5. Tane Büyüme Mekanizması
Malzemenin dayanımı ve tokluğunun belirlenmesinde tane ebatı
önemli rol oynar. ITAB‟da meydana gelen tane büyümesi dayanımı ve
tokluğu etkilediği gibi kaynak bölgesinin mikroyapısını da etkiler.
Yeniden kristalleşmeden sonra veya - faz dönüşümünden sonra çelik
içerisindeki yeni taneler dengede değildir. İnce taneli yapı da tane sınırı
çekmelerini üç boyutlu düzende mekanik olarak dengelemek mümkün
değildir ve bu yüzden malzeme içinde kalıcı enerji bulunur. Çok kenarlı
taneler az kenarlı tanelere doğru Şekil 8.2.‟deki gibi şişkinlik gösterirler
ve enerji buna bağlı olarak azalır. Yani 1 no‟lu tane iri ve çok kenarlı
olup daha küçük olan 2 no‟lu ve diğer küçük tanelere doğru büyür.
Malzemenin akma dayanımı Hall Petch eşitliği ile verilir.
y = o + k x d-1/2
j
Ortalama tane büyüklüğü ise
V
r x 0.75 d
f
eşitliği ile verilir.
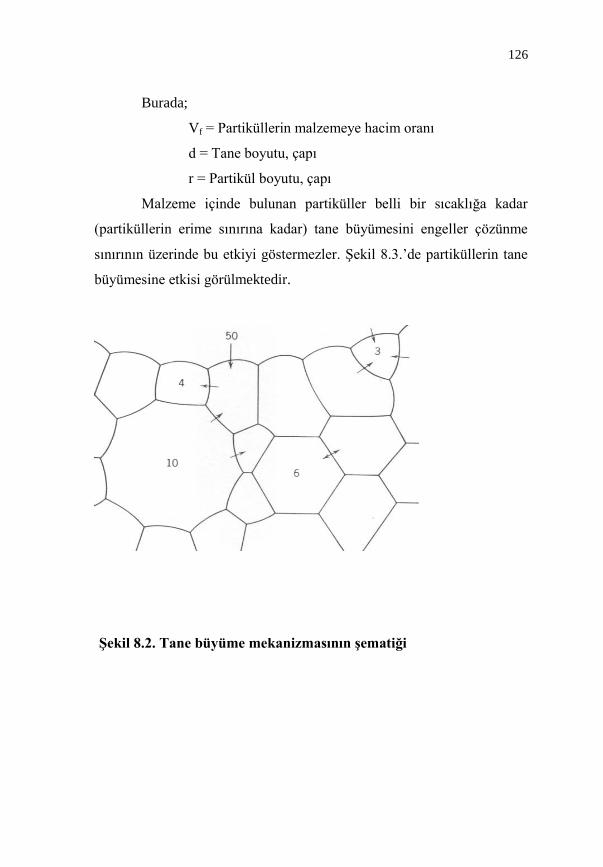
126
Burada;
Vf = Partiküllerin malzemeye hacim oranı
d = Tane boyutu, çapı
r = Partikül boyutu, çapı
Malzeme içinde bulunan partiküller belli bir sıcaklığa kadar
(partiküllerin erime sınırına kadar) tane büyümesini engeller çözünme
sınırının üzerinde bu etkiyi göstermezler. Şekil 8.3.‟de partiküllerin tane
büyümesine etkisi görülmektedir.
ġekil 8.2. Tane büyüme mekanizmasının Ģematiği
127
ġekil 8.3. Tane büyümesinde partikül etkisinin Ģematiği
8.6. ITAB’da Tane Büyümesinin Kontrolü
Kaynakta tane büyümesinin kontrolü önemlidir. Bu kontrol
genellikle üç şekilde yapılabilir.
a. Isı girdisini azaltmak
b. Kaynak zamanını azaltmak
c. Pinning etkisi oluşturucu alaşım elementleri kullanmak
İlk iki maddenin kontrolu kolay olmakla beraber üçüncü
maddenin tane büyümesinin kontrolünde etkisi önemlidir. Genelde
pinning etkisi için TiN kullanılır. Bunlar çok yüksek sıcaklıkta
128
çözündüklerinden tane büyümesi sırasında katı halde olacaklarından tane
büyümesini engellerler. Çeliklerde en fazla pinning etkisini TiN yapar ve
en az 1200 – 1250oC‟ye kadar tane büyümesini engeller. Ayrıca
partiküller arası mesafede tane büyümesini engellemede önemlidir. Bu
mesafede şu bağıntı ile verilir;
fV
r X
Burada;
X = Partiküller arası mesafe
r = Partikül çapı
Vf = Partikül hacim oranıdır.
Bunun için malzeme de Ti ve N oranının belli sınırlarda olması
gereklidir. Bu oran Ti için ağırlıkça % 0,03 – 0,06 N için % 0,008 – 0,017
arasında olmalıdır. Eğer Ti oranı fazla ise;
a) İri ve uzak mesafeli TiN oluşturur.
b) TiN yerine daha kırılgan olan TiC oluşmasına sebep olur.
Sıcaklık arttıkça malzemede bulunan TiN, VN ve AlN‟den VN
ve AlN, TiN içinde çözünürler ve düşük sıcaklıkta (TiVAl)N şeklinde iri
ve uzak mesafeli partikül oluştururlar. Bununda tane büyümesini
engelleyici etkisi azdır. Şekil 8.4.‟de bu olay gösterilmiştir.
129
ġekil 8.4. TiN’lerin sıcaklığa bağlı çözünümü
8.7. Erime Çizgisinde OluĢan Reaksiyonlar
Esas metalin bileşimine bağlı olarak eğer - dönüşümü
sırasında malzemenin bileşiminde bulunan Mn ve C‟un ferrit içerisinde
çözünürlüğü az olduğundan dolayı eriyik tane sınırlarında çökelirler.
Tekrar katılaşma sırasında bu segragasyonlar tane büyümesini önleyerek
eriyik bölge çizgisinde ince taneli bölge oluşturur. Şekil 8.5.‟de bu olay
gösterilmiştir.
130
- dönüşümü olmadığı durumda çökelme olmayacağından
erime hattından ince taneli bölge oluşmaz. Malzeme de erime hattında
ince taneli bölge oluşmaz. Malzeme de Mn, Fe, S varsa bunların ergime
derecesi düşük olduğundan tane sınırının ergime derecesini düşürürler ve
sınırdaki erimiş bölgeyi genişletir. Böylece düşük sıcaklıklarda bile
çatlamalara sebep olur.
Bazı grup alaşım elementleri ferritik paslanmaz çeliklerde gevrekleşmeye
sebep olur ve bazı tane sınırı segrarasyonlar taneler arası korozyon
dayanımını azaltırlar.
Bunlar - dönüşümü sırasında tane sınırlarında ortaya çıkan
Cr – C‟lü çeliklerde hızlı soğutma ile martenzit yapı oluşur veya karbür
içeren temperlenmiş martenzit oluşur.
131
ġekil 8.5. Erime sınırında oluĢan reaksiyonlar
9. PASLANMAZ ÇELĠKLERĠN KAYNAĞI
9.1. Paslanmaz Çelikler
Paslanmaz çelikler atmosfer ortamından etkilenmeyen, havadaki
nem, kirli ortamlarda karıncalanması benek oluşmaya ve paslanmaya
karşı dirençli çelik malzemelerdir. Bu çelikler içerisinde % 12 – 30
arasında krom içeren demir esaslı malzemelerdir. Paslanmaz çeliklerde
oksitlenmeye karşı mukavemet artıran ve ilavesi mutlaka gerekli olan
alaşım elemanı kromdur. Çeliğin içindeki kromun koruycu özelliği, krom
ile oksijenin arasındaki afiniteden ileri gelmektedir. Krom miktarı yeteri
derecede büyük olduğu zaman çeliğin yüzeyindeki ince bir oksit tabaka
meydana gelir. Bu oksit tabakası yüzeyi pasif hale getirecek korozyona
karşı korur. Korozyona karşı dayanıklılığın gerçekleşebilmesi için
yüzeyin oksijenle temas etmesi şarttır. Çünkü yüzeyi koruyan tabaka
oksijenle teması sonucu oluşan kromoksittir.
Korozyona kraşı dayanım için % 12 Cr olan çelik nitrik asit
(NHO3) gibi oksitleyici asitlere karşı dayanıklı olmakla beraber
redükleyici asitlere karşı dayanımı azdır, ve dolayısı ile oksit tabakası
BÖLÜM 9
132
ortadan kalkınca çeliğe tesir eder. Kromun bir diğer tesiride çeliklerin ısı
altındaki dayanımlarını büyük oranda artırmasıdır.
Çelikteki yüksek krom miktarı kaynak sırasında iki önemli
özelliğin açığa çıkmasına neden olur.
A – Oksijen ve Krom (O ve Cr) arasındaki eğilimden dolayı,
kaynak sırasında kaynak banyosunda kalın bir oksit tabakası meydana
gelir.
Oksidasyon çok çabuk meydana gelirken, oluşan oksitin ergime
derecesi yüksektir. Kolayca olursa krom – oksit kaynağın kalitesini
olumsuz etkiler.
B – Krom – karbona karşı daha büyük afimteye sahiptir. Bu
sebeple yüksek Cr‟lu çeliklerde, eğer karbon erimiş haldeki metal ile
temas ederse kaynak sırasında karbürizasyon eğilimi ortaya çıkar. Hemen
hemen bütün paslanmaz çeliklerde C miktarını mümkün olduğu kadar
düşük tutmak gerekir.
Bunun için kromu karbondan ayrı tutucu tedbirler alınmalıdır.
Örtülü elektrotlarla ark kaynağında örtüde selüloz bulunması halinde
karbon örtüden kaynak metaline geçer. Oksi – asetilen kaynağında da
asetileni fazla alev aynı işlevi yerine getirir.
Kromun çeliğin yapısı üzerinde büyük tesiri vardır. Bu yüzden
ferrit oluşturucu eleman olarak adlandırılır.
9.2. Paslanmaz Çeliklerin Fiziksel Özellikleri
Paslanmaz çeliklerin ısıyı iletme bakımından karbonlu
çeliklerden farklıdır. Kromlu çeliklerin ısı iletimi karbonlu çeliklerin
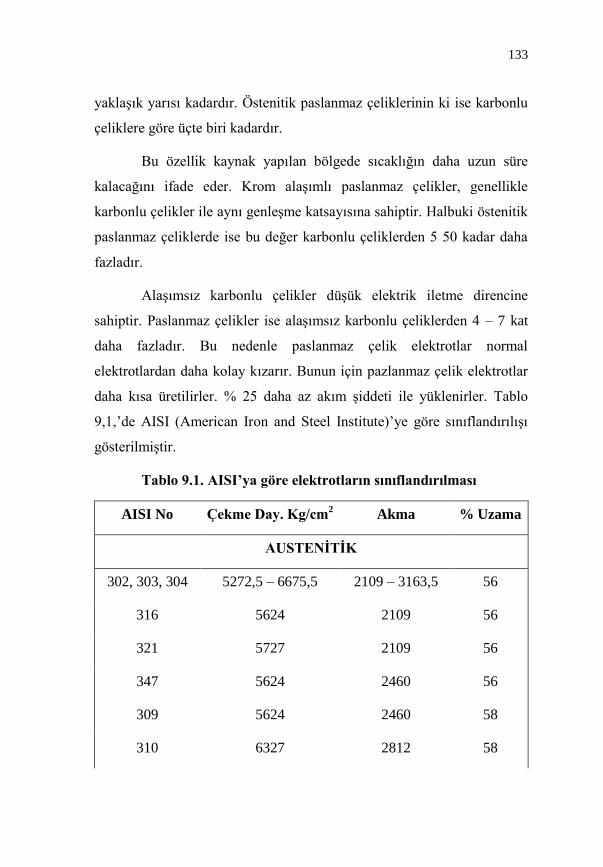
133
yaklaşık yarısı kadardır. Östenitik paslanmaz çeliklerinin ki ise karbonlu
çeliklere göre üçte biri kadardır.
Bu özellik kaynak yapılan bölgede sıcaklığın daha uzun süre
kalacağını ifade eder. Krom alaşımlı paslanmaz çelikler, genellikle
karbonlu çelikler ile aynı genleşme katsayısına sahiptir. Halbuki östenitik
paslanmaz çeliklerde ise bu değer karbonlu çeliklerden 5 50 kadar daha
fazladır.
Alaşımsız karbonlu çelikler düşük elektrik iletme direncine
sahiptir. Paslanmaz çelikler ise alaşımsız karbonlu çeliklerden 4 – 7 kat
daha fazladır. Bu nedenle paslanmaz çelik elektrotlar normal
elektrotlardan daha kolay kızarır. Bunun için pazlanmaz çelik elektrotlar
daha kısa üretilirler. % 25 daha az akım şiddeti ile yüklenirler. Tablo
9,1,‟de AISI (American Iron and Steel Institute)‟ye göre sınıflandırılışı
gösterilmiştir.
Tablo 9.1. AISI’ya göre elektrotların sınıflandırılması
AISI No Çekme Day. Kg/cm2
Akma % Uzama
AUSTENĠTĠK
302, 303, 304 5272,5 – 6675,5 2109 – 3163,5 56
316 5624 2109 56
321 5727 2109 56
347 5624 2460 56
309 5624 2460 58
310 6327 2812 58
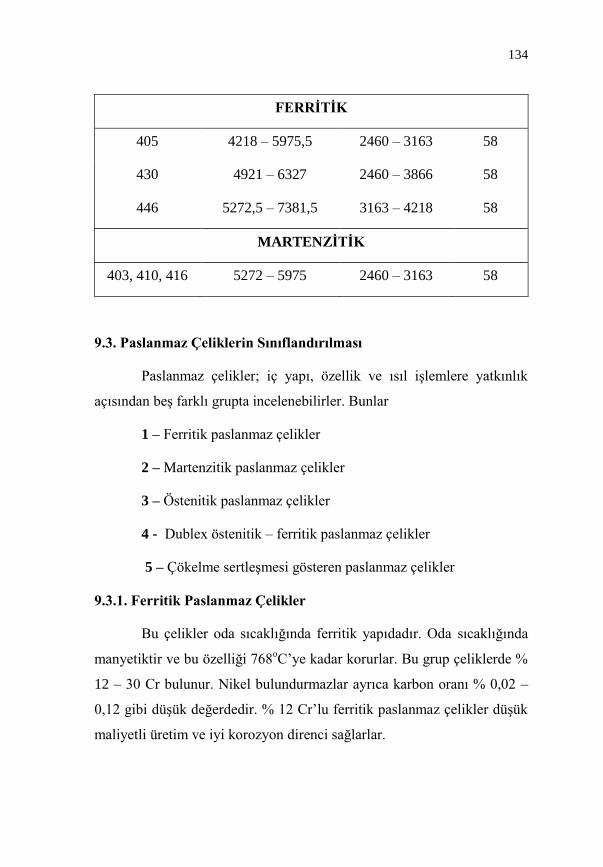
134
FERRĠTĠK
405 4218 – 5975,5 2460 – 3163 58
430 4921 – 6327 2460 – 3866 58
446 5272,5 – 7381,5 3163 – 4218 58
MARTENZĠTĠK
403, 410, 416 5272 – 5975 2460 – 3163 58
9.3. Paslanmaz Çeliklerin Sınıflandırılması
Paslanmaz çelikler; iç yapı, özellik ve ısıl işlemlere yatkınlık
açısından beş farklı grupta incelenebilirler. Bunlar
1 – Ferritik paslanmaz çelikler
2 – Martenzitik paslanmaz çelikler
3 – Östenitik paslanmaz çelikler
4 - Dublex östenitik – ferritik paslanmaz çelikler
5 – Çökelme sertleşmesi gösteren paslanmaz çelikler
9.3.1. Ferritik Paslanmaz Çelikler
Bu çelikler oda sıcaklığında ferritik yapıdadır. Oda sıcaklığında
manyetiktir ve bu özelliği 768oC‟ye kadar korurlar. Bu grup çeliklerde %
12 – 30 Cr bulunur. Nikel bulundurmazlar ayrıca karbon oranı % 0,02 –
0,12 gibi düşük değerdedir. % 12 Cr‟lu ferritik paslanmaz çelikler düşük
maliyetli üretim ve iyi korozyon direnci sağlarlar.
135
Ferritik paslanmaz çeliklerin kaynağında karşılaşılan önemli
problem bu malzemenin 1150oC‟nin üzerindeki sıcaklıklar da tane
irileşmesine aşırı eğilim göstermesidir. Kaynak sırasında ITABIN bir
kısmı 1150oC‟nin üzerine kadar ısınır ve bu bölgede aşırı tane irileşmesi
meydana gelir. Bu tür çeliklerde östenit – ferrit dönüşümü
oluşmadığından ısıl işlem yardımı ile taneleri küçültme imkanı yoktur.
Normal halde ferritik kromlu paslanmaz çelikler, çok ince taneli
sünek bir yapıya sahiptirler. İri taneli bir yapı haline gelince
gevrekleşirler ve çentik darbe mukavemeti düşer geçiş sıcaklığı yükselir.
Tane irileşmesini önlemek için bazı ferritik kromlu paslanmaz
çelikler‟Ain bileşimine bir miktar azot ilave edilir.
Ferritik kromlu paslanmaz çeliklerin kaynağında ortaya çıkan bir
tehlike de ITAB‟da taneler arası korozyona karşı aşırı hassasiyettir. Bu
olay ferritik paslanmaz çeliklerde 900oC‟nin üzerindeki sıcaklıklardan
hızlı soğuma da ortaya çıkmaktadır. Çünkü krom karbür çökelmesi
ferritik paslanmaz çeliklerde östenitik paslanmaz çeliklere göre daha
yüksektir.
Ferritik paslanmaz çelikler kaynak edildiklerinde kaynak dikişine
yakın bölgeler taneler arası korozyona karşı hassaslaşırlar, çünkü krom
karbürler önce çözünürler. Soğuma sırasında hızlı bir şekilde geçişin
geriye tane sınırlarına çökelirler. % 17 kromlu paslanmaz çeliklerde
kaynağında kaynak sonrası 750oC‟de tavlama işlemine tabi tutularak
taneler arası korozyona karşı dirençli hale getirilebilirler.
Bu çeliklere yapılan ön tav işlemi ITAB‟da çatlama tehlikesini
ortadan kaldırır. 150 – 250oC arası ön tav sıcaklığı uygulanır. Kaynak
sonrası 750 – 850oC‟lik tavlamayı takiben hızlı soğutma ITAB‟ın
136
sünekliliğinin ve taneler arası korozyona direncin artmasına yardımcı
olur.
9.3.2. Martenzitik Paslanmaz Çelikler
Martenzitik paslanmaz çeliklerin kaynağında etkili eleman
karbondur. Karbon miktarı ITAB‟ın sertliği üzerinde etkilidir, ve bir
dereceye kadar kaynak yöntemi ile kontrol edilebilir. ITAB‟ın sertliği
artarsa soğuk çatlamaya hassasiyet artar ve tokluk azalır.
Bileşimlerinde 5 12 - % 18 Cr, % 0,15 ile 5 1,2 karbon ile östeniti
kararlı hale getiren N içerirler. Soğuma sırasında kolayca martenzite
dönüşebilirler.
Az karbonlu martenzitik paslanmaz çeliklerde, martenzit daha az
serttir ve çatlamaya eğilim azdır. Normal de bu çelikler kaynak öncesi bir
ön tavlamaya tabi tutulurlar. Burada uygulanan ön tav ITAB da bir sertlik
azalması oluşturmaz sadece ısıl gerilmeleri azaltacağından çatlama
ihtimalini azaltır. Bu çelikler için ön tav sıcaklığı 200 – 400oC
arasındadır. Kaynak bölgesinde tok bir yapı oluşturmak için kaynaktan
hemen sonra 800 – 820oC‟lik bir sıcaklıkta 4 saat süre ile tavlayıp çok
yavaş soğutma yapılır.
9.3.3. Östenitik Paslanmaz Çelikler
Östenitik paslanmaz çelikler % 16 – 22 oranında krom % 8‟in
üzerinde Ni ve çok düşük değerlerde 5 0,003 C içerirler. Bu çeliklere Si,
Mo, Ti, Ni ve Ta gibi stabilize edici elementler ilave edilir. Ayrıca östenit
fazını oda sıcaklığına kadar indiren ve kararlı duruma getiren alaşım
elementleri krom ve nikeldir. Isı ve korozyona karşı dayanıklı yerlerde
kullanılan bu çeliklerin ısı iletim katsayıları yumuşak çeliklerin 5 30‟u
137
kadar ve genleşmeleri ise onlarda % 50 daha fazladır. Bu nedenle Nb
içeren östenitik elektrotlar kullanılır.
Östenitik krom – nikelli paslanmaz çeliklerin kaynak
kabiliyetlerini etkileyen fiziksel özelliklerin yanı sıra delta ferrit fazının
oluşumu, taneler arası korozyona hassasiyet, gerilmeleri korozyona
hassasiyet ve sigma fazının oluşumu gibi metalurjik özelliklerde etkilidir.
Östenitik krom nikelli paslanmaz çeliklerde sıvı halden itibaren
katılaşma başlayınca , östenit ve - ferrit taneleri oluşmaya başlar. Bu
ferrit östenitik dönüşmesi ile ortaya çıkan ferritten farklıdır. Katılaşma
normal olarak çeliklerin yapısı östenit taneleri arasına serpilmiş ferrit
taneciklerinden oluşur. Bu faz krom ve ferriti dengeleyici elementler
yönünden zengin, nikel ve östeniti dengeleyen elementler yününden
fakirdir. Bu fazın oluşumu; malzemenin sıcak şekillendirmesini
zorlaştırıcı ve çatlak oluşumunu teşvik edici olduğundan istenmez. Ayrıca
bu fazın tane sınırlarında bulunması korozyon direncini azaltır.
Kimyasal bileşimi bilinen bir Cr – Ni alaşımlı kaynak metalinin
yapısını tespit etmede Schaeffter Diyagramından faydalanılır. Bu
diyagramda ferrit oluşturucu elemanların tesiri Cr eşdeğeri ile belirtilir.
Östenit yapıca elementler ise benzer şekilde Ni eşdeğerliği ile
belirtilmiştir. Cr eşdeğerliği yatay eksende Ni eşdeğerliği düşey eksende
yerleştirilmişlerdir.
Esas metalin ve kullanılan elektrot için yığılan kaynak metalinin
kimyasal analizleri bilinirse bunların kaynak sırasındaki karışımlarının
bileşimi yaklaşık olarak tespit edilebilir ve Schaffler diyagramı yardımı
ile kaynak metalinin iç yapısı hakkında tahmin yapılabilir. Şekil 9.1. de
Cr eş değeri 5, Ni eş değeri 9 olan X esaslı metali, yığılan kaynak metali
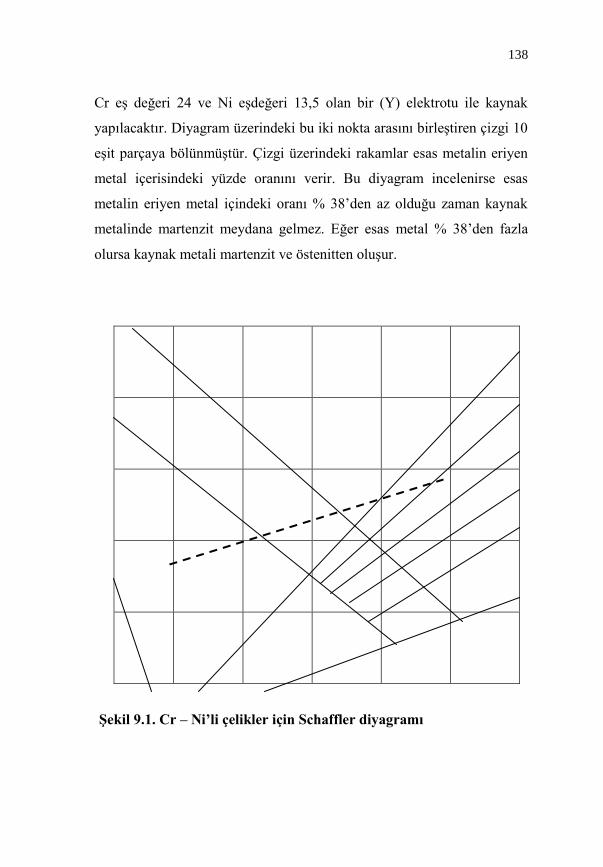
138
Cr eş değeri 24 ve Ni eşdeğeri 13,5 olan bir (Y) elektrotu ile kaynak
yapılacaktır. Diyagram üzerindeki bu iki nokta arasını birleştiren çizgi 10
eşit parçaya bölünmüştür. Çizgi üzerindeki rakamlar esas metalin eriyen
metal içerisindeki yüzde oranını verir. Bu diyagram incelenirse esas
metalin eriyen metal içindeki oranı % 38‟den az olduğu zaman kaynak
metalinde martenzit meydana gelmez. Eğer esas metal % 38‟den fazla
olursa kaynak metali martenzit ve östenitten oluşur.
ġekil 9.1. Cr – Ni’li çelikler için Schaffler diyagramı
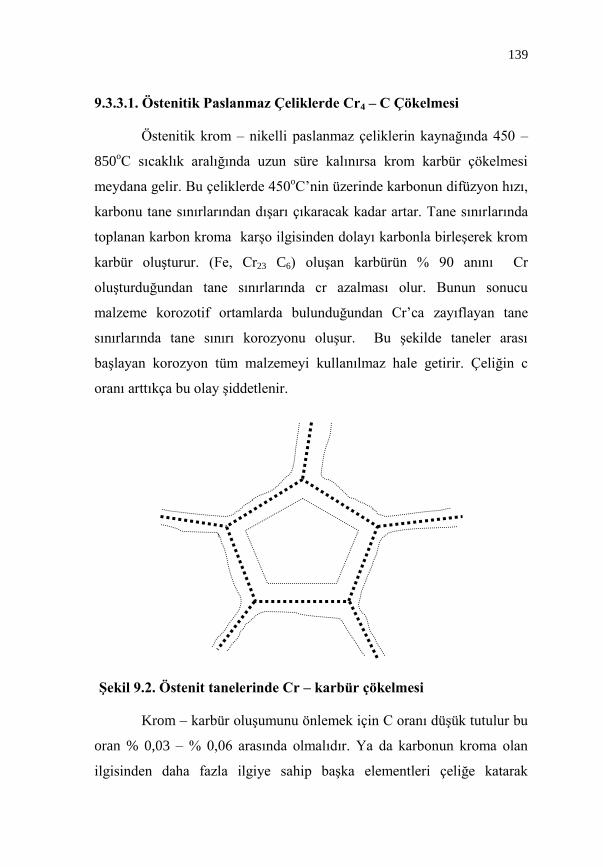
139
9.3.3.1. Östenitik Paslanmaz Çeliklerde Cr4 – C Çökelmesi
Östenitik krom – nikelli paslanmaz çeliklerin kaynağında 450 –
850oC sıcaklık aralığında uzun süre kalınırsa krom karbür çökelmesi
meydana gelir. Bu çeliklerde 450oC‟nin üzerinde karbonun difüzyon hızı,
karbonu tane sınırlarından dışarı çıkaracak kadar artar. Tane sınırlarında
toplanan karbon kroma karşo ilgisinden dolayı karbonla birleşerek krom
karbür oluşturur. (Fe, Cr23 C6) oluşan karbürün % 90 anını Cr
oluşturduğundan tane sınırlarında cr azalması olur. Bunun sonucu
malzeme korozotif ortamlarda bulunduğundan Cr‟ca zayıflayan tane
sınırlarında tane sınırı korozyonu oluşur. Bu şekilde taneler arası
başlayan korozyon tüm malzemeyi kullanılmaz hale getirir. Çeliğin c
oranı arttıkça bu olay şiddetlenir.
ġekil 9.2. Östenit tanelerinde Cr – karbür çökelmesi
Krom – karbür oluşumunu önlemek için C oranı düşük tutulur bu
oran % 0,03 – % 0,06 arasında olmalıdır. Ya da karbonun kroma olan
ilgisinden daha fazla ilgiye sahip başka elementleri çeliğe katarak
140
karbonun o elementle bileşik oluşturması sağlanır. Örneğin Ti, Nb, Ta
gibi elementlerdir.
ITAB ya da metalde krom karbür çökelmesi halinde bunu
gidermek için parça 1100oC‟ye tavlanıp su için de ani olarak oğutularak
östenit içinde çözünen karbürler hızlı soğuma ile tekrar çökelmesine fırsat
verilmez. Krom karbür çökelmesine eğilimli % 0,03‟den fazla karbonlu
östenitik paslanmaz çeliklerin kaynağı sırasında dikişin hemen arkasından
ıslak bir bez veya üstübü ile dikişin hızla soğutulması gerekir.
9.3.3.3. Sigma Fazı OluĢumu
Kafes parametresi a = 0,88 – 0,91µm, C = 0,45 – 0,46µm ve
H.M. hetragonal bir yapıya sahip olan bu faz 540 – 870oC sıcaklıklar
arasında çok yavaş olarak şekillenir ve tane sınırlarında olduğu gibi tane
içinde de şekillenir. Bu faz östenit fazı yerine geçerek ferritin karalılığını
düşürür. Sigma fazı genelde 5 20‟nin üzerinde Cr bulunduran paslanmaz
çeliklerde teşekkül eder.
Cr bulunduran paslanmaz çeliklerde teşekkül eder. % 14 – 16 Cr
içeriğinin altında bu faz görülmez. Eğer malzeme bileşimine Sr, Mo, Ti,
gibi bu fazın oluşumu hızlandıracak elementler ilave edilirse düşük krom
oranlarında da bu fazın oluşumu mümkündür.
Sigma fazı çeliğin uzama, büzülme ve çentik darbe dayanımını
düşürdüğünden istenmeyen bir fazdır. Bu faz yüksek enerjili ara yüzeyde,
tane sınırlarında ve üçlü tane köşelerinde oluşur ve genellikle karbür
partikülleri üzerinde meydana gelir. Eğer sigma fazı meydana gelmiş ise
krom karbür çökelmesini yok etmek için uygulanan ısıl işlem bunun
içinde uygulanır. 1000oC‟de sigma fazı tamamen çözünür ve yeniden

141
oluşmasına fırsat vermemek için hızla soğutulur. Şekil 9.3.‟de sigma fazı
bölgesi gösterilmiştir.
ġekil 9.3. Fe – Cr alaĢımında soğuma fazı bölgesi
9.4. Dublex Östenitik – Ferritik Paslanmaz Çelikler
142
Bu çelikler % 20 – 30 Cr, % 3 – 13 Ni içerirler. Yapıları 5 50
östenitik, % 50 ferritten ibarettir. Çok iyi mukavemet ve korozyon
direncine sahiptirler. 370 – 540oC sıcaklık aralığından tavlanırlarsa
mukavemetle yükselme, toklukta azalma görülür. 545 – 800oC arasında
tavlandıklarında sigma fazı oluşur bu da yapıyı kırılgan yapar. İyi
korozyon dayanımı sağlamak için yüksek ısı girdisi ile kaynak yapılırlar.
Böylece yüksek sıcaklıkta ısının altında kalan bölgede yeterli östenit
ayrışması sağlanmış olur.
9.4. Çökelme SertleĢmesi Gösteren Paslanmaz Çelikler
Bu çelikler; martenzitik, östenitik ve yarı östenitik olmak üzere
üç ayrı tipe ayrılırlar. Martenzitik tipte % 0,02 – 0,07 C, % 10 – 16 Cr ve
% 4 – 6 Ni bulunur. Östenitik tiplerde % 0,05 – 0,13 C, % 15 – 17 Cr ve
% 4 – 9 Ni bulunur. Yarı östenitik de ise % 0,06 – % 0,30 C, % 15, 18 C
ve % 10 – 25 Ni bulunur. Çökelme sertleşmesi gösteren paslanmaz
çeliklere çökelti oluşturucu element olarak Al, Cu, Ti, Mo ve Nb
elementleri ilave edilir. İlave edilen bu elementlerden Al, Cu ve Mo, 500
– 800oC‟de yaşlanma gösterirken Ti ve Nb daha yüksek sıcaklıklarda
yaşlanırlar. Bu çelikler yüksek mukavemeti tokluk ve korozyon direnci
gerektiren uçak, uzay ve savunma sanayii için geliştirilmişlerdir.
143
BÖLÜM 10
10. KAYNAK KABĠLĠYETĠ VE KAYNAKTA ÇATLAMA
10.1. Çeliklerin Kaynak Kabiliyeti
Kaynak sırasında çeliğin yapısında; kaynak ısısın tesiriyle bir çok
değişmeler meydana gelir. Kaynak kabiliyetinin bir çok tanımı olmakla
beraber, “ Bir çeliğin geniş tedbir almadan istenen metalurjik, teknolojik
ve konstriktif özellikleri sağlayarak kaynak edebilme yatkınlığına kaynak
kabiliyeti denir.
Bir çeliğin iyi bir kaynak kabiliyetine sahip olduğunu
söyleyebilmek için aşağıdaki iki hususu sağlaması gerekir.
a. Malzeme kaynak öncesi ve sonrası iyi bir sünekliğe sahip
olmalıdır.
b. Kaynak metali ile ana metal karıştığında gevrek olmayan bir
yapı meydana getirmelidir.
Kaynak kabiliyetini üç aşama da incelemek mümkündür.
1. Teknolojik kaynak kabiliyeti; kaynak yöntemlerine
uygunluğu ifade eder.
144
2. Metalurjik kaynak kabiliyeti; kaynak sırasında verilen ısının
tesiriyle meydana gelen fiziksel ve kimyasal değişikliklerin
uygunluğu
3. Konstrüktif kaynak kabiliyeti; kaynaklı bağlantının
çatlamaya karşı hassasiyetini gösteren özelliklerdir.
10.1.1. Kaynak Kabiliyetine Tesir Eden Faktörler
Kaynak kabiliyetine genelde beş faktör etki eder. Bunlar ısı, ana
metal, ilave metal, kaynak yöntemi ve konstrüksiyonudur.
Isı; Kaynak sırasında parçaya verilen ısı; erime miktarı, difüzyon,
metalurjik dönüşümler, kimyasal reaksiyonlar ve mekanik özelliklere
tesir eder. Kaynak sırasında verilen ısı miktarı arttıkça ana metalin eriyen
kısmı da artar. Bu sırada ana metaldeki impuriteler kaynak dikişine
geçebilir ve yüksek sıcaklık sebebiyle ortamdaki gazların erime oranları
artar.
Ayrıca ısı miktarı arttıkça iç gerilmeler meydana gelir. Bu da
parçanın deformasyonuna sebep olur. Bunların dışında ana metalin
yapısına bağlı olarak mekanik özelliklerde değişir. Örneğin sıcaklık
arttıkça, çekme ve akma mukavemeti azalır, ana metal tane boyutunda
değişmeler meydana gelir. Bu da mekanik özellikleri belirleyen başlıca
değişkenlerden biridir.
Ortamda bulunan gazlar sıcaklık arttıkça ana metal içine daha
kolay difüze olurlar. Eğer soğuma nisbeten hızlı olursa gazların hapsolma
ihtimali vardır ki bu da bazı çatlakların sebebi olabilir.
Kaynak sırasında verilen ısı kaynak bölgesinin soğuma hızını ve
ana metali ile ilave metalin bileşimine bağlı olarak metalurjik
145
dönüşümleri de belirler. Bu ise kaynak bölgesinin sertleşme eğilimine
bağlı olarak çatlama riski üzerinde etkili olur.
Ana metal; ana metalin bileşimi sertleşme ve dolayısı ile çatlama
ihtimali üzerine tesir eden en önemli unsurdur.
Havada sertleşebilen çelikler kaynak bölgesinde çatlamaya karşı
çok hassastır. Yani sertleşme eğilimi fazla olan malzemelerde çatlama
riski fazladır. Bir çeliğin sertleşme eğilimi kimyasal bileşimden hareketle
tespit edilebilir. Çeliklerde sertleşmeye sebep olan martenzitik yapıdır.
Dolayısıyla martenzitik teşekkülüne müsait bir metalurjik dönüşüm
kaynak işleminde istenmez.
Çelik malzemelerde karbon miktarı arttıkça TTT diyagramında
perlit burnu sağa kaymakta yani martenzit oluşma ihtimali artmaktadır.
Diğer alaşım elementleride başta Mn olmak üzere bu olaya azalan bir
oranda etki etmektedirler. Buradan hareketle, alaşım elemanlarının belli
bir oran dahilinde, çeliğin bileşimindeki karbon miktarına ilave
edilmesiyle bulunan değere “Karbon eşdeğeri” denir. Karbon eşdeğeri
çeliğin sertleşme eğiliminde göz önüne alınması gereken en önemli kriter
olup, bu değer büyüdükçe çeliğin kaynak kabiliyeti de o oranda
azalmaktadır.
Karbon eşdeğerliği üzerine birçok araştırmacı tarafından değişik
formüller geliştirilmiştir. Sade karbonlu çelikler için karbon eşdeğeri
4
Si % Mn % C % Ceş
formülü ile belirlenirken, Uluslar arası kaynak enstitüsünün IX numaralı
kaynak kabiliyeti komisyonu alaşımlı çelikler için karbon eşdeğerliğini
146
15
Cu % Ni %
5
V Mo Cr %
6
Mn % C % Ceş
şeklinde formülüne etmiştir. Bu formülle bulunan sonuca göre Ceş yüksek
olan çeliklere kaynak öncesi bazı önlemler almak gerekir. Buna göre;
Karbon EĢdeğeri Ön Tav Sıcaklığı oC
0,45‟den küçük ------------
0,45 – 0,60 100 – 200
0,60‟dan büyük 200 - 300
Çelikleri sıcaklık ve zaman karşısındaki davranışları dikkate
alınarak kaynak kabiliyeti bakımından üç gruba ayrılabilir.
Ġyi bir kaynak kabiliyetine sahip çelikler; Herhangi bir
tedbir almadan klasik kaynak yöntemleri ile kaynak
edilebilirler. Bunlarda ITAB‟da tane irileşmesinin dışında bir
değişiklik ve sertleşme oluşmaz. Karbon eş değerliği %
0,45‟den küçük olan çeliklerdir.
Orta derecede kaynak kabiliyetine sahip çelikler; Karbon
eş değerliği % 0,45 – 0,60 arası olan çeliklerdir. Bu gruba
giren çeliklerde emniyetli bağlantılar elde edebilmek için,
malzeme ve kaynak yöntemi seçimi dikkatle yapılmalıdır.
Uygun bir ön tav sıcaklığı uygulanmalı ve gerekli
durumlarda gerilme giderme tavlaması uygulanır.
Kötü derecede kaynak kabiliyetine sahip çelikler; Bu
gruba giren çelikler özel tedbirlerle kaynak edilirler. Söz
konusu olduğu konstrüksiyonlarda kullanılmazlar. Bu çelikler
özel kaynak metali kullanılarak ve yüksek ön tav sıcaklığı
147
uygulanarak ve kontrollü soğuma sağlanarak kaynak edilirler.
Karbon eş değerlikleri % 1‟den fazla olan çelikler bu gruba
girerler.
Ġlave Metal; ilave metal kaynak sırasında ergiyen, ana metal ile
karışarak kaynak metalini, kaynak dikişini oluşturan unsurdur. Dikişte
ana metalin ilave metale oranı kaynak yöntemine bağlı olup geniş
değişme aralığına sahiptirler. İlave metalin kimyasal bileşimi kaynak
sonrası dikişte meydana gelecek yapıyı tayin etmesi bakımından
önemlidir.
İlave metalin akma sınırı ana metalinkine yakın olmalıdır. Bu
durum özellikle kaynak işleminde meydana gelen distorisyon ve iç
gerilmeleri karşılayacak bir süneklik de ilave metal açısından aranan bir
özelliktir. İlave metalin ihtiva ettiği hidrojen miktarı arttıkça kaynak
kabiliyeti zayıflamaktadır. Bu ise elektrot örtüsünün rutubet miktarı ile
ilgilidir. Örtüdeki nem miktarı azaldıkça hidrojenin zararlı etkileri de
ortadan kalkar ve çatlama riski azalır. Kaynak dikişinde dikişin her
yerinde alaşım homojen değildir. Kök paso da ana metalin, kapak pasoda
elektrotun katkısı hakimdir. Geniş dikişlerde orta pasolar sadece ilave
metalden oluşur. Temiz ve homojen bir dikiş kaynak kabiliyetine olumlu
tesir eder.
Ark kaynağında elektrotun çapı arttıkça parçaya daha fazla ısı
verileceğinden kaynak sonrası soğuma hızı azalmaktadır. Bu da çatlama
riskini azaltır. Diğer taraftan kaynak banyosu genişlediğinden ana metalin
kükürt ve fosfor miktarının fazla olması halinde kaynak metalinin
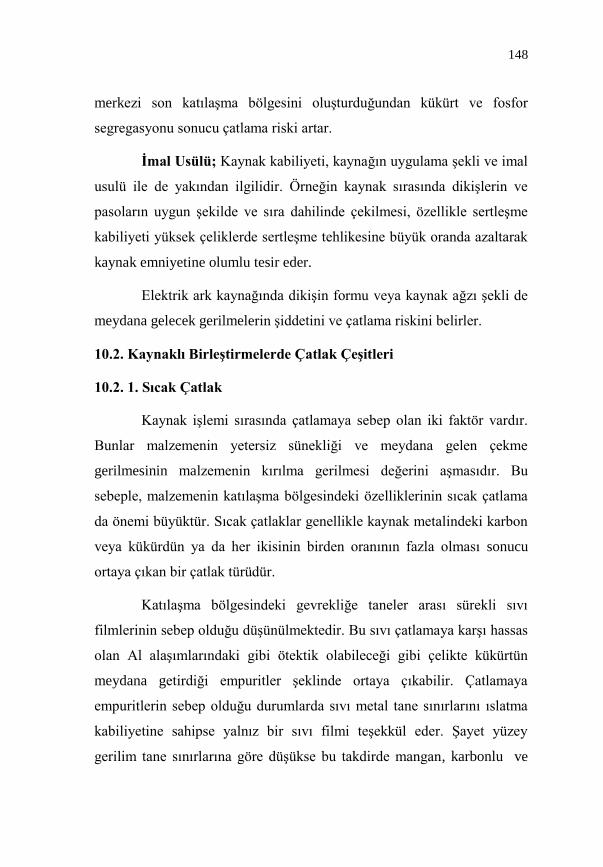
148
merkezi son katılaşma bölgesini oluşturduğundan kükürt ve fosfor
segregasyonu sonucu çatlama riski artar.
Ġmal Usülü; Kaynak kabiliyeti, kaynağın uygulama şekli ve imal
usulü ile de yakından ilgilidir. Örneğin kaynak sırasında dikişlerin ve
pasoların uygun şekilde ve sıra dahilinde çekilmesi, özellikle sertleşme
kabiliyeti yüksek çeliklerde sertleşme tehlikesine büyük oranda azaltarak
kaynak emniyetine olumlu tesir eder.
Elektrik ark kaynağında dikişin formu veya kaynak ağzı şekli de
meydana gelecek gerilmelerin şiddetini ve çatlama riskini belirler.
10.2. Kaynaklı BirleĢtirmelerde Çatlak ÇeĢitleri
10.2. 1. Sıcak Çatlak
Kaynak işlemi sırasında çatlamaya sebep olan iki faktör vardır.
Bunlar malzemenin yetersiz sünekliği ve meydana gelen çekme
gerilmesinin malzemenin kırılma gerilmesi değerini aşmasıdır. Bu
sebeple, malzemenin katılaşma bölgesindeki özelliklerinin sıcak çatlama
da önemi büyüktür. Sıcak çatlaklar genellikle kaynak metalindeki karbon
veya kükürdün ya da her ikisinin birden oranının fazla olması sonucu
ortaya çıkan bir çatlak türüdür.
Katılaşma bölgesindeki gevrekliğe taneler arası sürekli sıvı
filmlerinin sebep olduğu düşünülmektedir. Bu sıvı çatlamaya karşı hassas
olan Al alaşımlarındaki gibi ötektik olabileceği gibi çelikte kükürtün
meydana getirdiği empuritler şeklinde ortaya çıkabilir. Çatlamaya
empuritlerin sebep olduğu durumlarda sıvı metal tane sınırlarını ıslatma
kabiliyetine sahipse yalnız bir sıvı filmi teşekkül eder. Şayet yüzey
gerilim tane sınırlarına göre düşükse bu takdirde mangan, karbonlu ve
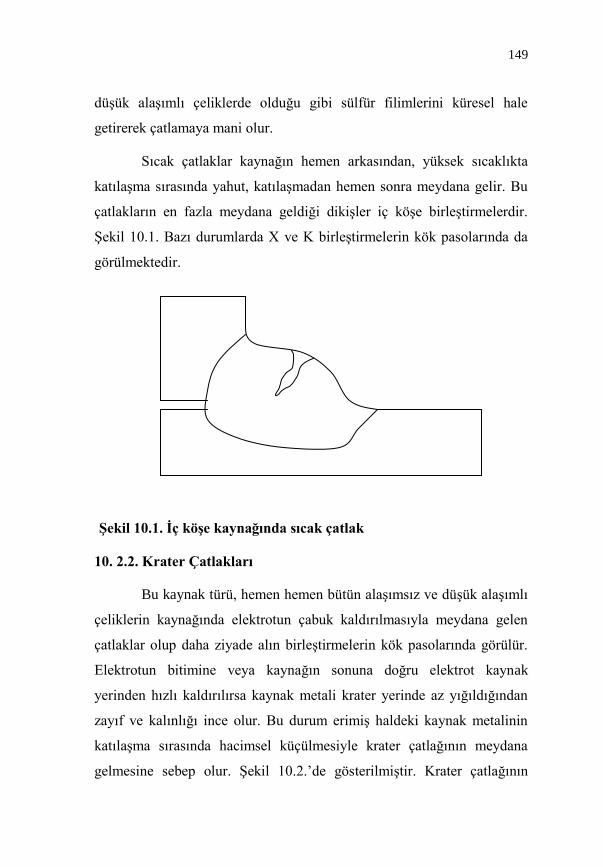
149
düşük alaşımlı çeliklerde olduğu gibi sülfür filimlerini küresel hale
getirerek çatlamaya mani olur.
Sıcak çatlaklar kaynağın hemen arkasından, yüksek sıcaklıkta
katılaşma sırasında yahut, katılaşmadan hemen sonra meydana gelir. Bu
çatlakların en fazla meydana geldiği dikişler iç köşe birleştirmelerdir.
Şekil 10.1. Bazı durumlarda X ve K birleştirmelerin kök pasolarında da
görülmektedir.
ġekil 10.1. Ġç köĢe kaynağında sıcak çatlak
10. 2.2. Krater Çatlakları
Bu kaynak türü, hemen hemen bütün alaşımsız ve düşük alaşımlı
çeliklerin kaynağında elektrotun çabuk kaldırılmasıyla meydana gelen
çatlaklar olup daha ziyade alın birleştirmelerin kök pasolarında görülür.
Elektrotun bitimine veya kaynağın sonuna doğru elektrot kaynak
yerinden hızlı kaldırılırsa kaynak metali krater yerinde az yığıldığından
zayıf ve kalınlığı ince olur. Bu durum erimiş haldeki kaynak metalinin
katılaşma sırasında hacimsel küçülmesiyle krater çatlağının meydana
gelmesine sebep olur. Şekil 10.2.‟de gösterilmiştir. Krater çatlağının
150
oluşumunu önlemek için kaynağın veya elektrotun bitiminde elektrot
çabuk çekilmemeli ve krater iyice doldurularak dikişin son kısmına biraz
fazla metal yığılır. Pratikte dikişin bitiminde veya elektrot değiştirilirken
20 – 25 mm elektrot geriye doğru yavaşça çekilerek ark söndürülür.
ġekil 10.2. Alın birleĢtirmesinde krater çatlağın Ģematiği
10.2.3. Gerilme Çatlakları
Bu çatlaklar, kaynak sırasında dikiş de meydana gelen kendini
çekme gerilmelerine sebep olduğu ve kaynak dikişine dik olarak meydana
gelen çatlak çeşididir. Bu çatlak genellikle aynı yerin herhangi bir sebeple
birden fazla kaynak yapma sonucu görülür.
Bunu önlemek için malzemeye bir yardımcı tavlama uygulamak
gerekir. Yardımca tavlama ön tavlamadan biraz farklı olup kaynak metali
151
yığılmadan önce uygulanarak soğuma hızının ani düşüşünü önleyerek
parçanın yavaş soğumasını sağlar. Böylece gerilmeler azaltılmış olur.
Ayrıca geçiş bölgesindeki sertleşme de en aza indirilmiş olur. Sertleşme
kabiliyeti fazla çeliklerin kaynağında yardımcı tavlamadan başka ön
tavlama da faydalıdır.





























