Embed Size (px)
Citation preview
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
Línea de producción de un pasador metálico para puertas
Estudio del trabajo
Violeta Alicia Rangel
Integrantes:
21 de septiembre del 2013
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
Introducción
En el siguiente trabajo presentaremos el proceso que realiza parala elaboración de un pasador de usos múltiples, en el cual se venuestra participación puesto que se elaboró utilizando estándaresde tiempo para el análisis de dicho proceso.
En dicho trabajo se observara y se tratara de detectar el cuellode botella dentro del proceso de dicho producto mencionado antes,para así poder tratar de reducir los desperdicios de tiemposexistentes para el mejoramiento en la eficiencia y calidad delproducto.
Para analizar el proceso de fabricación y las problemáticas queexistan en ella, se detectara dichos problemas y sus posiblescausas, en donde se elaboraran 3 distintos diagramas (diagrama deprocesos,diagrama de flujo y diagrama de recorrido) de procesopara la planeación y analisis del mejoramiento de la produccióndel producto.
El proceso de fabricación debe tener en cuenta que el producto ysu planeación corre por nuestra cuenta asi que puede que existanalgunas limitaciones con respecto a algunos datoslos cuales puedeninfluir rasgos como la optimización de los recursos que senecesiten en la elaboración de dicho producto.

LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
Objetivo general
Realizar un producto nosotros mismos (en este caso un pasador),utilizando herramientas de herrería; registrando todas lasoperaciones que se lleven a cabo en el proceso de producción, parapoder aplicar las herramientas y técnicas para eficientar elproceso de producción.
Objetivos específicos:
Planear y determinar el producto a elaborar (en este caso se eligió al pasador depuerta).
Registrar los tiempos y las operaciones en la producción del pasador. Determinar los errores en el proceso que genere merma. Optimizar la línea de producción para aumentar la cantidad de piezas y disminuir
costos de producción.
Planteamiento del Problema
En la industria se han ido modificando las línea de producción con el paso de los siglosdesde la revolución industrial hasta nuestros días. Aunque se han creado y adaptado anuevas herramientas a veces ocurren fallas no contempladas que pueden ser reducidaspor métodos de análisis tales como el balanceo de línea.
Es por ello que en búsqueda de la práctica de estas herramientas, se elaboró un pasadormetálico para puertas, en una empresa que se llama Mainaval, ubicada en PuertoChiapas, en el cual se aplicaran todos los conocimientos para poder optimizar la línea deproducción y ver cómo se comporta en realidad una línea de producción.
Hipótesis
Al duplicar la producción y optimizar la línea mediante el balanceo de la línea selograra cubrir la demanda de 190 piezas y se reducirán los costos de producción.
Pregunta de investigación
¿Cuántas piezas son producidas en el proceso de producción,si el turno de trabajo es de 8hrs y cuál es el resultado de

LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
aplicar los conocimientos para optimizar la línea y aumentarla producción al doble?
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
Marco teórico.
Referencia de la Empresa:
Mainaval
Su experiencia, profesionalismo, gran avance tecnológico yestricto control de calidad han hecho de Mainaval una empresalíder en el ramo de la soldadura.
Con 18 años de experiencia en proyectos de reparación demaquinaria pesada, que consite en embujar, trabajos en torno,fabricar los pernos, fabricación de gatos hidráulicos, diseñoy mejor de maquinaria en general, proyectos de campos,sistemas contraincendios, de riegos, mantenimiento industrialy naval.
También contamos con la distribución de calzado de protecciónindustrial, máquinas biseladoras, cortatubos, alineadores detuberia y equipo de oxicorte entre otros.
Visión Nuestra empresa, Mainaval a largo plazo se dirige a un futuroprometedor y exitoso gracias a nuestra experiencia en el ramodel mantenimiento Industrial naval.
Misión Somos una empresa 100% mexicana radicada en Puerto Madero,Chiapas., Dedicada alafabricación de diversos tipos deherreria contamos con18 años de experiencia a su servicio.
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
Estudio del trabajo.
Procedimiento básico para el estudio del trabajo Gestión deRecursos:
1. Seleccionar el trabajo o proceso que estudiar.
2. Registrar por observación directa cuanto sucede utilizandolas técnicas más apropiadas.
3. Examinar los hechos registrados con espíritu crítico. Que,donde, quien y como.
4. Idear el método más económico.
5. Definir el nuevo método y el tiempo correspondiente.
6. Implantar el nuevo método como práctica general aceptada.
7. Mantener en uso la nueva práctica mediante procedimientosde control adecuados.
Es la aplicación de ciertas técnicas y en particular elestudio de métodos y la medición del trabajo, que se utilizanpara examinar el trabajo humano en todos sus contextos y quellevan sistemáticamente a investigar todos los factores que
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
influyen en la eficiencia y economía de la situaciónestudiada, con el fin de efectuar mejoras.
•Investigar y perfeccionar las operaciones.
•Da resultados por ser sistemático.
•Encomendado a quien se dedique exclusivamente.
•Bajo desembolso económico.
•Aplicación general en la empresa.
•Compromiso de la dirección.
•Cultura de la organización.
Estudio de tiempos
El estudio de tiempos es una técnica utilizada paradeterminar el tiempo estándar permitido en el cual se llevará a cabo una actividad, tomando en cuenta las demoraspersonales, fatiga y retrasos que se puedan presentar alrealizar dicha actividad. El analista de estudios de tiempostiene varias técnicas que se utilizan para establecer unestándar: el estudio cronométrico de tiempos, datosestándares, datos de los movimientos fundamentales, muestreodel trabajo y estimaciones basadas en datos históricos. Elestudio de tiempos busca producir más en menos tiempo ymejorar la eficiencia en las estaciones de trabajo.
Estudio de movimientos
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
El estudio de movimientos consiste en analizar detalladamentelos movimientos del cuerpo al realizar una actividad con elobjetivo de eliminar los movimientos inefectivos y facilitarla tarea. Este estudio se combina con el estudio de tiempospara obtener mejores resultados respecto a la eficiencia y lavelocidad con que se lleva a cabo la tarea. El estudio demovimientos se puede aplicar en dos formas, el estudio visualde los movimientos y el estudio de los micros movimientos. Elprimero se aplica más frecuentemente por su mayor simplicidady menor costo, el segundo sólo resulta factible cuando seanalizan labores de mucha actividad cuya duración yrepetición son elevadas. Dentro del estudio de movimientoshay que resaltar los movimientos fundamentales, estosmovimientos fueron definidos por los esposos Gilbreth y sedenominan Therblig’s, son 17 y cada uno es identificado conun símbolo gráfico, un color y una letra O SIGLA:
Estos movimientos se dividen en eficientes e ineficientesasí:
Eficientes o EfectivosDe naturaleza física o muscular: alcanzar, mover, soltar ypre colocar en posición.De naturaleza objetiva o concreta: usar, ensamblar ydesensamblar.
Ineficientes o InefectivosMentales o Semimentales: buscar, seleccionar, colocar enposición, inspeccionar y planear.Retardos o dilaciones: retraso evitable, retraso inevitable,descansar y sostener
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
Diagrama de procesos.
El diagrama de proceso es una forma gráfica de presentar lasactividades involucradas en la elaboración de un bien y/oservicio terminado.
En la práctica, cuando se tiene un proceso productivo y sebusca obtener mayor productividad, se estudian las diversasoperaciones para encontrar potenciales o reales “cuellos debotella” y dar soluciones utilizando técnicas de ingenieríade métodos.
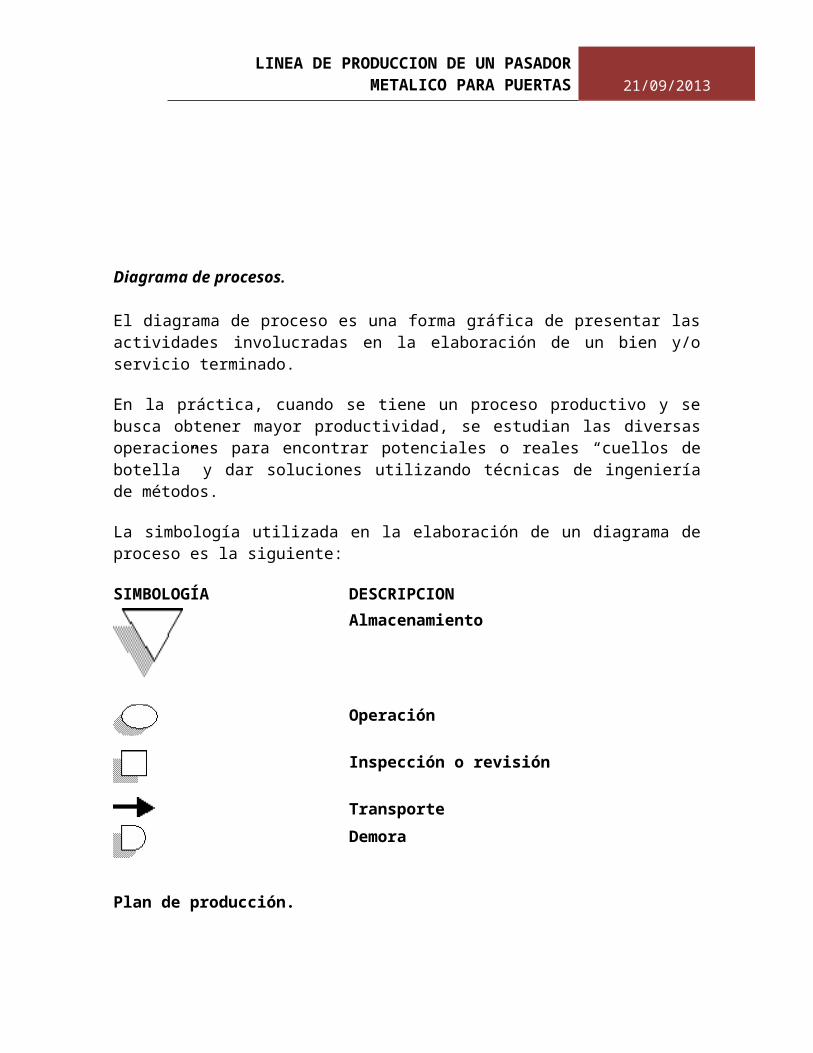
La simbología utilizada en la elaboración de un diagrama deproceso es la siguiente:
SIMBOLOGÍA DESCRIPCIONAlmacenamiento
Operación
Inspección o revisión
TransporteDemora
Plan de producción.
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
Una vez definido el tamaño y localización del proyecto, sedetermina el plan de producción, que consiste en cuantificarel volumen de producción en diferentes periodos de tiempo dela vida útil del proyecto, el cual depende en gran medida dela depreciación de la maquinaria y equipo con que se cuenta.
La demanda según su comportamiento y la capacidad productivadel proceso, se integra poco a poco a la producción,dependiendo del por ciento de capacidad que se haya previstoen el inicio o el final del proyecto.
Además, se utiliza para establecer los requerimientos demateria prima del proceso que se requieren de acuerdo alnivel productivo establecido a lo largo de la operación delproyecto, lográndose así la planificación de los flujosmonetarios.
Capacidad máxima de producción.- La capacidad de producciónes la medida de la producción manufacturera durante ciertoperíodo de tiempo. La capacidad puede revisarse para una solalínea de producción, un grupo de líneas de producciónsimilares (también conocido como centro de trabajo), unaplanta de producción completa o una corporación como un todo.De manera similar, la capacidad puede verse en muchosaspectos diferentes. Independientemente del nivel de detalleo agregación que estés buscando, los cálculos no cambian.Para simplificar las cosas, nos concentraremos en calcular lacapacidad de una sola línea de producción durante un turno deocho horas.
Eficiencia de proceso.-Es la división del tiempo útil deproducción entre tiempo muerto más tiempo útil de producción,lo que nos sirve para poder analizar la eficiencia de unproceso de producción respecto al tiempo utilizado enoperación y el verdadero tiempo efectivo.
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
- T° muerto: Aquel en el que no se realiza nadaproductivo. Puede ser ocasionado por circunstanciasprogramadas y no programadas.
- T°util: Es el tiempo total aprovechado de un turnolaboral en la producción de algún producto, tomando en cuentatiempos de preparación y/ó horarios de comida por citarejemplos.
- T° estándar: El tiempo estándar es el consideradocomo base para calcular la producción por ciclo, hora, oturno de alguna máquina o una persona y en este se debenconsiderar todos los tiempos que afecten al ciclo deproducción como experiencia y fatiga del operador, cambios demateriales, acciones del operador como tomar agua, ir al bañoetc.
Este tiempo es tomado por una persona especialista y debe dedividir el proceso productivo en el número de subprocesosposibles a fin de tomar el tiempo de cada uno de ellos y asífinalmente determinar el tiempo ciclo estándar. Una vezdeterminado se debe hablar con el operador y se le informaraque este será su estándar de producción.
Costo unitario.- Costo de producir una unidad de producto ode servicio, basado generalmente en promedios y tomando enconsideración los costos de todos los factores productivosque intervienen en la producción.
Es un costo promedio para el periodo en consideración, y anivel global, por tanto, corresponde a la suma de los costosunitarios de los insumos de producción tales como materiaprima, mano de obra, y costos indirectos de manufactura en elcaso de costo unitario de producción.
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
Balance de línea.- El balance o balanceo de línea es una delas herramientas más importantes para el control de laproducción, dado que de una línea de fabricación equilibradadepende la optimización de ciertas variables que afectan laproductividad de un proceso, variables tales como los son losinventarios de producto en proceso, los tiempos defabricación y las entregas parciales de producción.
El objetivo fundamental de un balanceo de línea corresponde aigualar los tiempos de trabajo en todas las estaciones delproceso.
Establecer una línea de producción balanceada requiere de unajuiciosa consecución de datos, aplicación teórica, movimientode recursos e incluso inversiones económicas. Por ende, valela pena considerar una serie de condiciones que limitan elalcance de un balanceo de línea, dado que no todo procesojustifica la aplicación de un estudio del equilibrio de lostiempos entre estaciones.Tales condiciones son:
Cantidad: El volumen o cantidad de la producción debeser suficiente para cubrir la preparación de una línea.Es decir, que debe considerarse el costo de preparaciónde la línea y el ahorro que ella tendría aplicado alvolumen proyectado de la producción (teniendo en cuentala duración que tendrá el proceso).
Continuidad: Deben tomarse medidas de gestión quepermitan asegurar un aprovisionamiento continuo demateriales, insumos, piezas y subensambles. Así comocoordinar la estrategia de mantenimiento que minimicelas fallas en los equipos involucrados en el proceso.
Línea de fabricación y línea de ensamble
Dentro de las líneas de producción susceptibles de unbalanceo se encuentran las líneas de fabricación y las líneas
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
de ensamble. La línea de fabricación se encuentradesarrollada para la construcción de componentes, mientras lalínea de ensamble se encuentra desarrollada para juntarcomponentes y obtener una unidad mayor.
Las líneas de fabricación deben ser balanceadas de tal maneraque la frecuencia de salida de una máquina debe serequivalente a la frecuencia de alimentación de la máquina querealiza la operación siguiente. De igual forma debe derealizarse el balanceo sobre el trabajo realizado por unoperario en una línea de ensamble.
En la práctica es mucho más sencillo balancear una línea deensamble compuesta por operarios, dado que los cambios suelenaplicarse con tan solo realizar movimientos en las tareasrealizadas por un operario a otro. Para ello támbien hacefalta que dentro de la organización se ejecute un programa dediversificación de habilidades, para que en un momento dadoun operario pueda desempeñar cualquier función dentro delproceso.
Por otro lado, el ritmo de las líneas de fabricación sueleser determinado por los tiempos de la máquina, y se requierede desarrollo ingenieril o cambios mecánicos para facilitarun balanceo.
Método de balanceo de línea
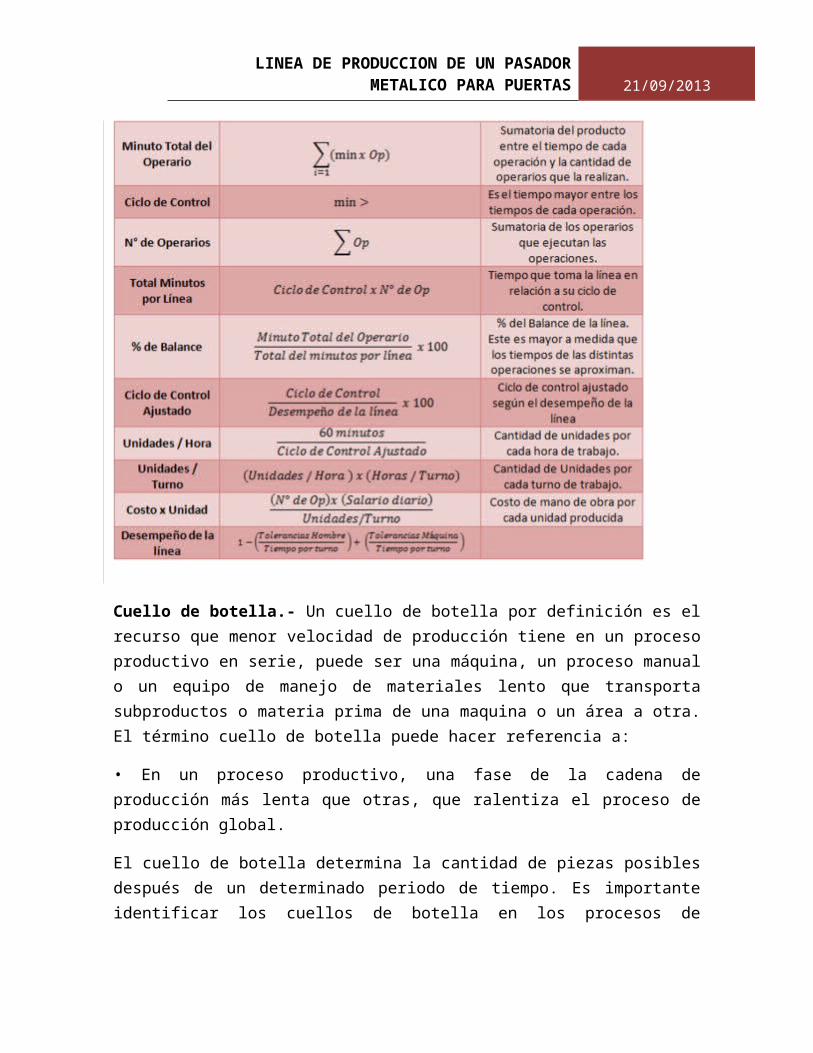
En el método que aplicaremos es importante tener en cuentalas siguientes variables y su formulación:
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
Cuello de botella.- Un cuello de botella por definición es elrecurso que menor velocidad de producción tiene en un procesoproductivo en serie, puede ser una máquina, un proceso manualo un equipo de manejo de materiales lento que transportasubproductos o materia prima de una maquina o un área a otra.El término cuello de botella puede hacer referencia a:
• En un proceso productivo, una fase de la cadena deproducción más lenta que otras, que ralentiza el proceso deproducción global.
El cuello de botella determina la cantidad de piezas posiblesdespués de un determinado periodo de tiempo. Es importanteidentificar los cuellos de botella en los procesos de
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
producción y sobre todo efectuar una análisis profundo encómo aumentar la eficiencia en esta operación.
Eficiencia.- La noción de eficiencia tiene su origen enel término latino efficientia y refiere a la habilidadde contar con algo o alguien para obtener un resultado.El concepto también suele ser equiparado con el defortaleza o el de acción.
Por ejemplo: “Demuestra tu eficiencia para hacer estetrabajo y te quedarás en la empresa”, “La eficiencia deeste motor no puede ser discutida”, “Sin eficiencia, laexistencia de esta oficina no tiene sentido”.
La eficiencia, por lo tanto, está vinculada a utilizarlos medios disponibles de manera racional para llegar auna meta. Se trata de la capacidad de alcanzar unobjetivo fijado con anterioridad en el menor tiempoposible y con el mínimo uso posible de los recursos, loque supone una optimización.
Diagrama de rrecorrido.- Es la representación gráfica de la zonade trabajo correspondiente, la situación de los puestos detrabajo y las trayectorias del movimiento del hombre y/omateriales.
El diagrama de recorrido es importante y útil paradesarrollar un nuevo método. Este diagrama es el complementodel diagrama del análisis del proceso (D.A.P) ya que en estese puede observar el recorrido y las áreas de posiblecongestión de tránsito y de instalación, lo que permitirálograr una distribución ideal de la planta.
Diagrama de proceso de flujo.- Un diagrama de proceso deflujo es una representación gráfica de la secuencia de todas
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
las operaciones, transportes, inspecciones, esperas yalmacenamiento que ocurren durante un proceso. Incluye ademásla información que se considera deseable para el análisis.Sirve para representar las secuencias de un producto, unoperario, una pieza, etc.
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
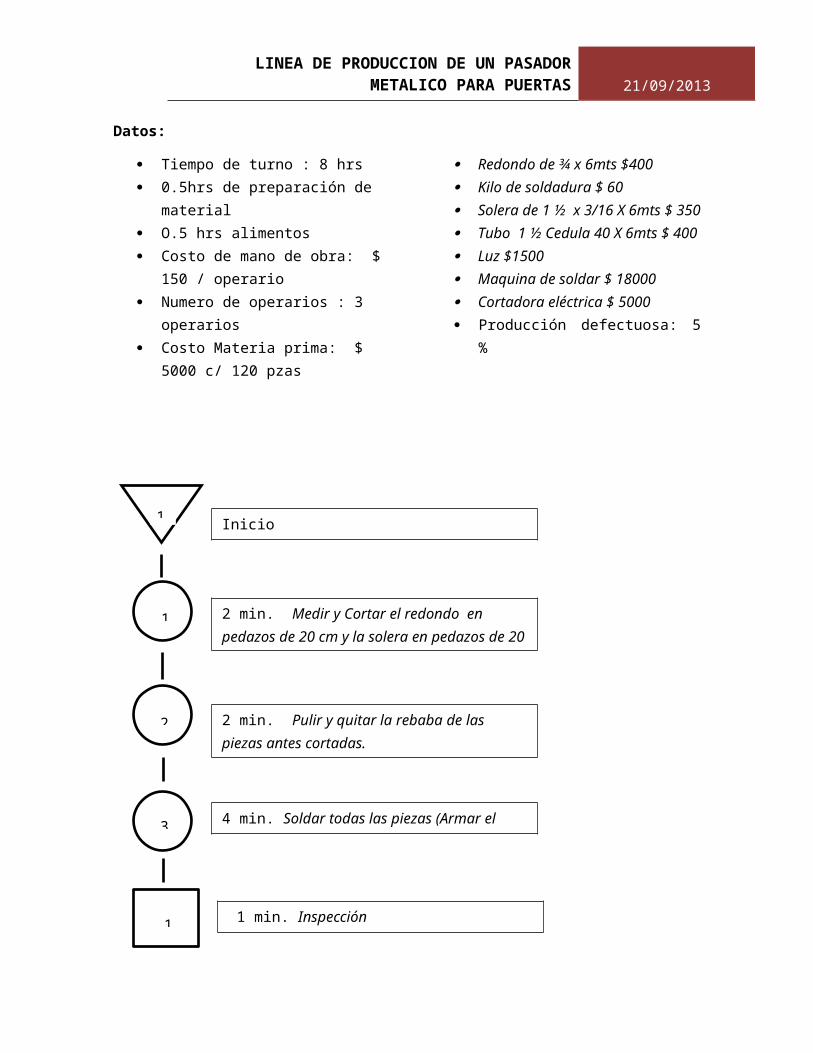
Datos:
Tiempo de turno : 8 hrs 0.5hrs de preparación de
material O.5 hrs alimentos Costo de mano de obra: $
150 / operario Numero de operarios : 3
operarios Costo Materia prima: $
5000 c/ 120 pzas
Redondo de ¾ x 6mts $400 Kilo de soldadura $ 60 Solera de 1 ½ x 3/16 X 6mts $ 350 Tubo 1 ½ Cedula 40 X 6mts $ 400 Luz $1500 Maquina de soldar $ 18000 Cortadora eléctrica $ 5000 Producción defectuosa: 5
%
1 min. Inspección
4 min. Soldar todas las piezas (Armar el pasador).
2 min. Medir y Cortar el redondo en pedazos de 20 cm y la solera en pedazos de 20
Inicio
1
2 min. Pulir y quitar la rebaba de las piezas antes cortadas.
1
3
2
1
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
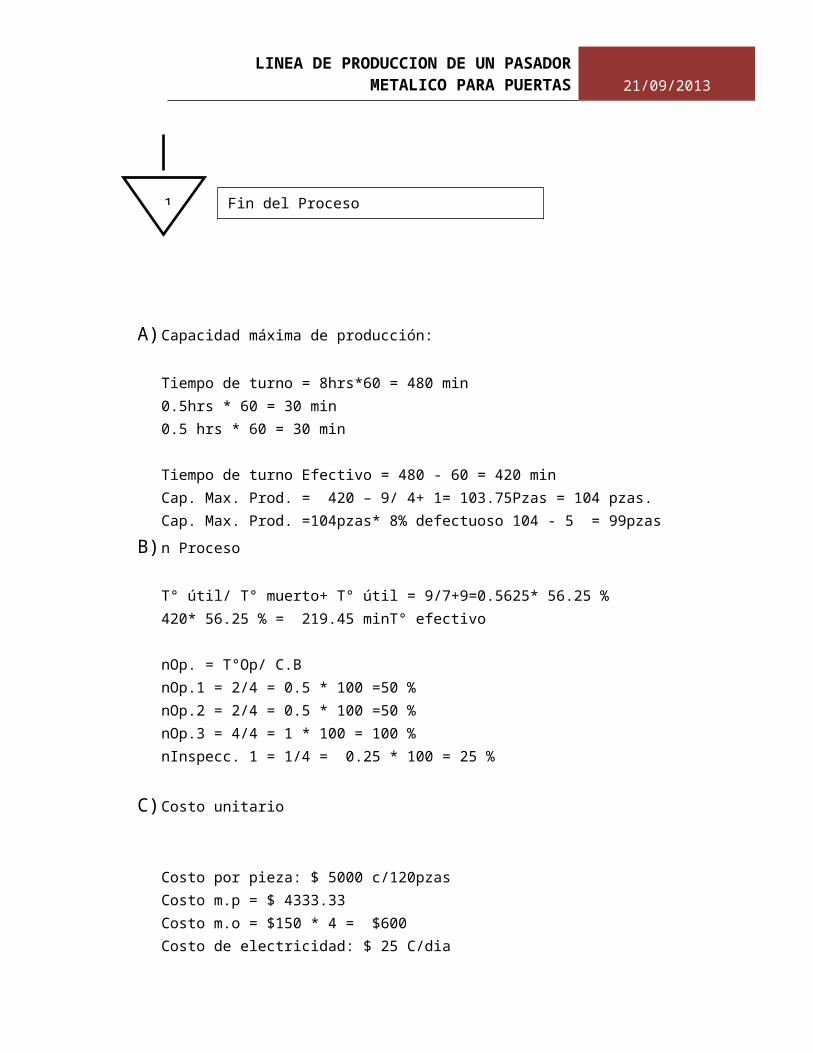
A)Capacidad máxima de producción:
Tiempo de turno = 8hrs*60 = 480 min 0.5hrs * 60 = 30 min 0.5 hrs * 60 = 30 min
Tiempo de turno Efectivo = 480 - 60 = 420 minCap. Max. Prod. = 420 – 9/ 4+ 1= 103.75Pzas = 104 pzas.Cap. Max. Prod. =104pzas* 8% defectuoso 104 - 5 = 99pzas
B)n Proceso
T° útil/ T° muerto+ T° útil = 9/7+9=0.5625* 56.25 %420* 56.25 % = 219.45 minT° efectivo
nOp. = T°Op/ C.BnOp.1 = 2/4 = 0.5 * 100 =50 %nOp.2 = 2/4 = 0.5 * 100 =50 %nOp.3 = 4/4 = 1 * 100 = 100 %nInspecc. 1 = 1/4 = 0.25 * 100 = 25 %
C)Costo unitario
Costo por pieza: $ 5000 c/120pzasCosto m.p = $ 4333.33Costo m.o = $150 * 4 = $600Costo de electricidad: $ 25 C/dia
Fin del Proceso1
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
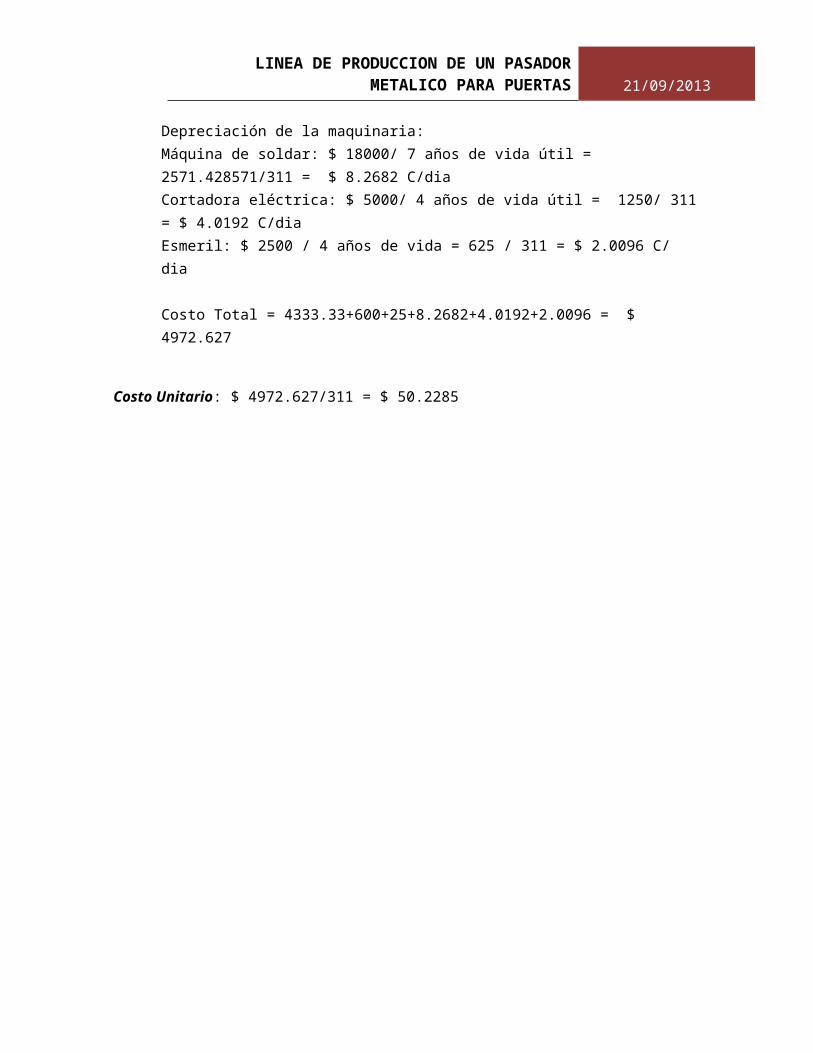
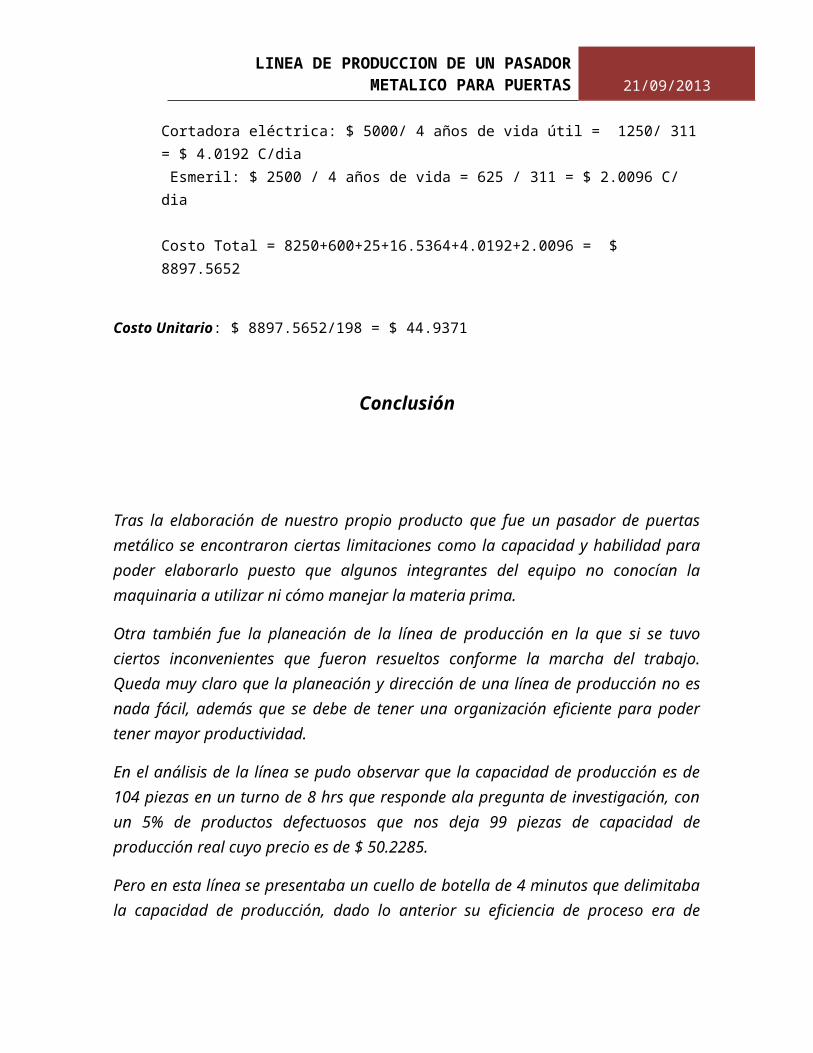
Depreciación de la maquinaria:Máquina de soldar: $ 18000/ 7 años de vida útil = 2571.428571/311 = $ 8.2682 C/diaCortadora eléctrica: $ 5000/ 4 años de vida útil = 1250/ 311= $ 4.0192 C/diaEsmeril: $ 2500 / 4 años de vida = 625 / 311 = $ 2.0096 C/ dia
Costo Total = 4333.33+600+25+8.2682+4.0192+2.0096 = $ 4972.627
Costo Unitario: $ 4972.627/311 = $ 50.2285
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
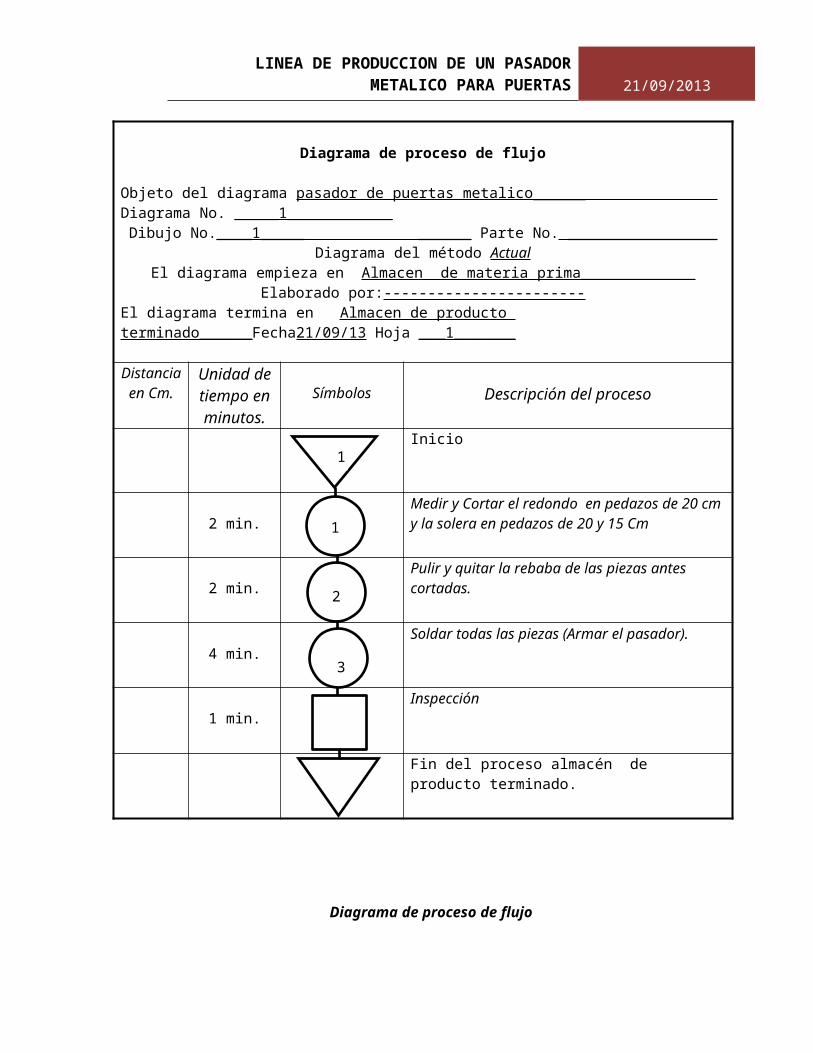
Diagrama de proceso de flujo
Objeto del diagrama pasador de puertas metalico______ Diagrama No. _____1____________Dibujo No.____1_____ ______ Parte No. _________________
Diagrama del método ActualEl diagrama empieza en Almacen de materia prima_____________
Elaborado por:-----------------------El diagrama termina en Almacen de producto terminado______Fecha21/09/13 Hoja ___1_______
Distanciaen Cm.
Unidad detiempo enminutos.
Símbolos Descripción del proceso
Inicio
2 min.Medir y Cortar el redondo en pedazos de 20 cm y la solera en pedazos de 20 y 15 Cm
2 min.Pulir y quitar la rebaba de las piezas antes cortadas.
4 min.Soldar todas las piezas (Armar el pasador).
1 min.Inspección
Fin del proceso almacén de producto terminado.
Diagrama de proceso de flujo
3
1
2
1
1
1
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
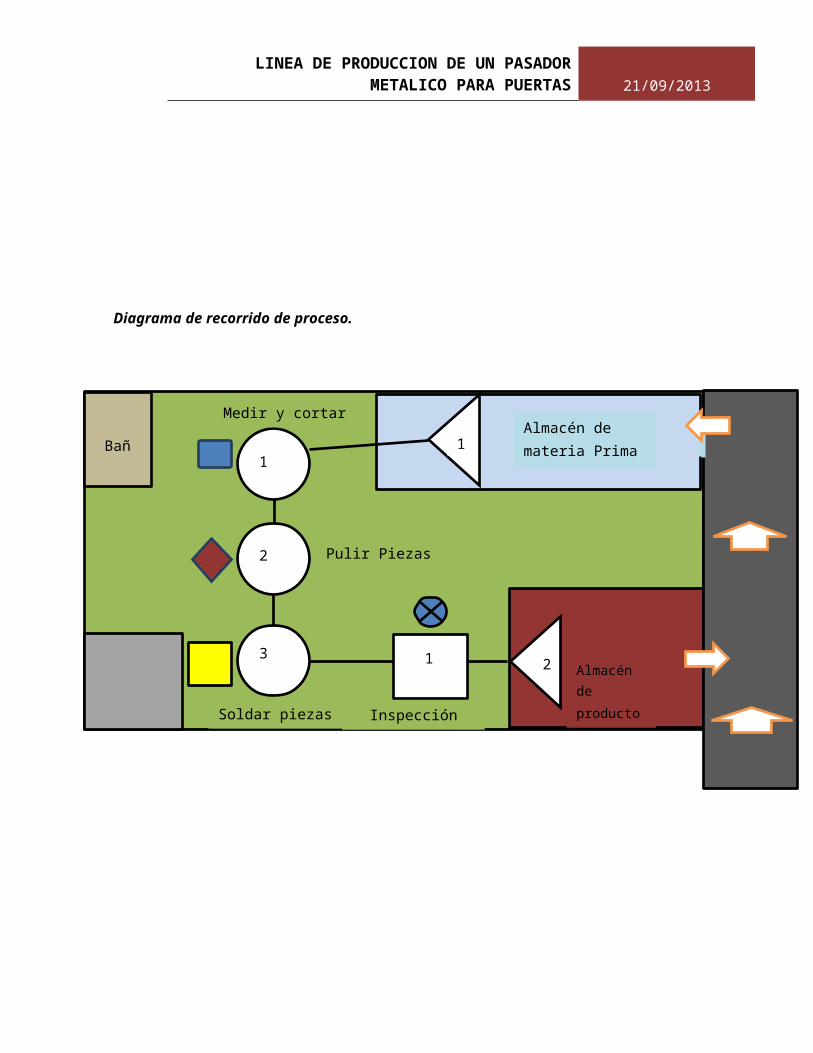
Diagrama de recorrido de proceso.
Almacén de materia PrimaBañ
o
Desperdicio
Almacén de productoterminad
Medir y cortar
Soldar piezas
Pulir Piezas
Inspección
1
2
3 1
1
2
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
Datos:
Tiempo de turno : 8 hrs 0.5 hrs de preparación de
material O.5 hrs alimentos Costo de mano de obra: $
150 / operario Numero de operarios : 3
operarios Costo Materia prima: $
5000 c/ 120 pzas Redondo de ¾ x 6mts $400
Kilo de soldadura $ 60 Solera de 1 ½ x 3/16 X 6mts $ 350 Tubo 1 ½ Cedula 40 X 6mts $ 400 Luz $1500 Maquina de soldar $ 18000 Cortadora eléctrica $ 5000 Producción defectuosa: 5
%
Suponiendo la demanda aumenta al doble
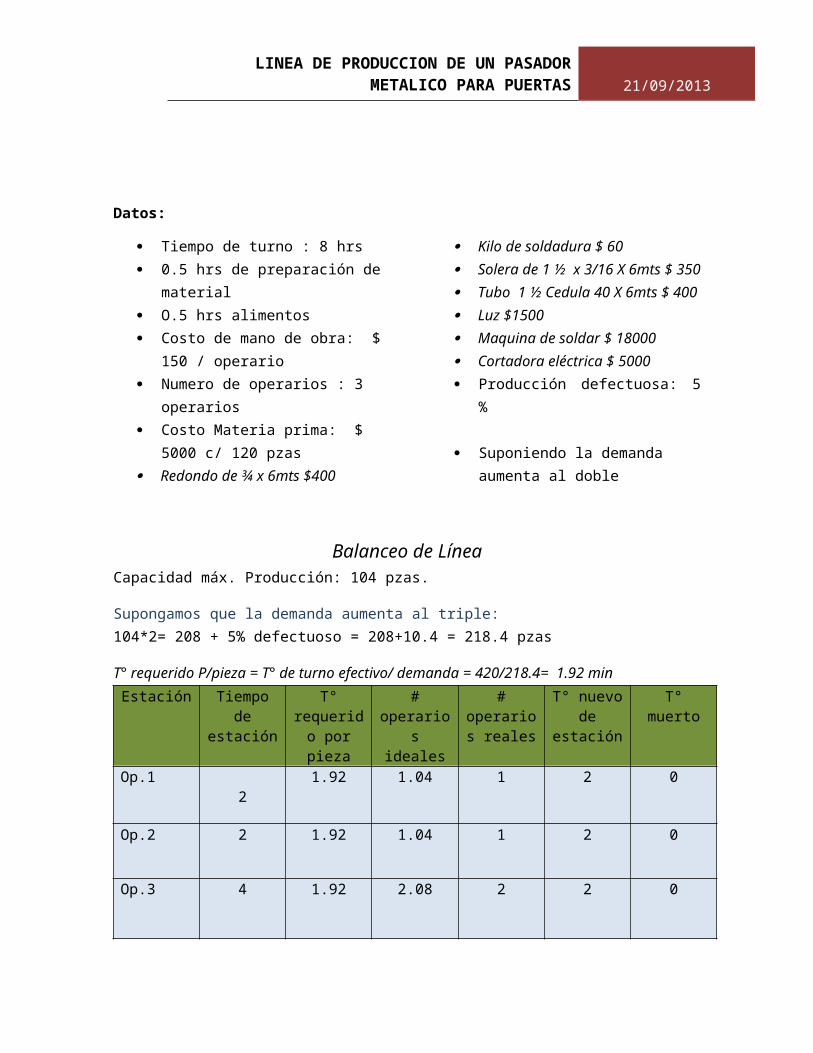
Balanceo de LíneaCapacidad máx. Producción: 104 pzas.
Supongamos que la demanda aumenta al triple:104*2= 208 + 5% defectuoso = 208+10.4 = 218.4 pzas
T° requerido P/pieza = T° de turno efectivo/ demanda = 420/218.4= 1.92 minEstación Tiempo
deestación
T°requerido porpieza
#operario
sideales
#operarios reales
T° nuevode
estación
T°muerto
Op.12
1.92 1.04 1 2 0
Op.2 2 1.92 1.04 1 2 0
Op.3 4 1.92 2.08 2 2 0
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
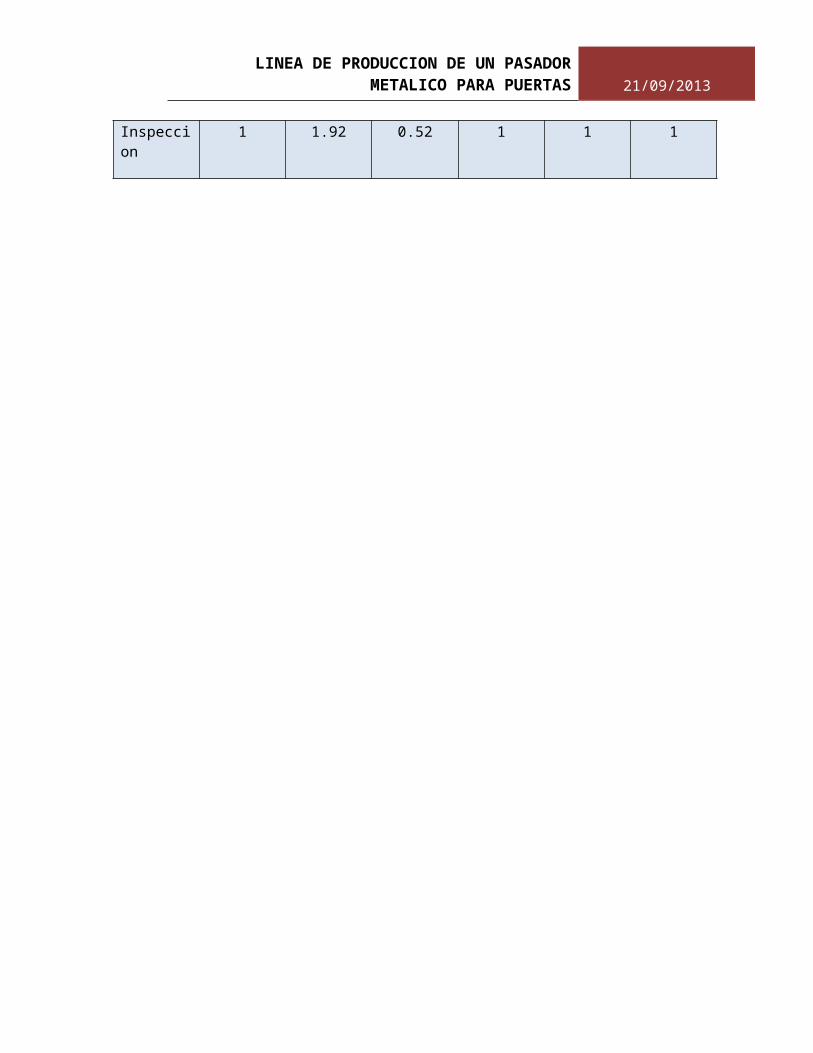
Inspeccion
1 1.92 0.52 1 1 1
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
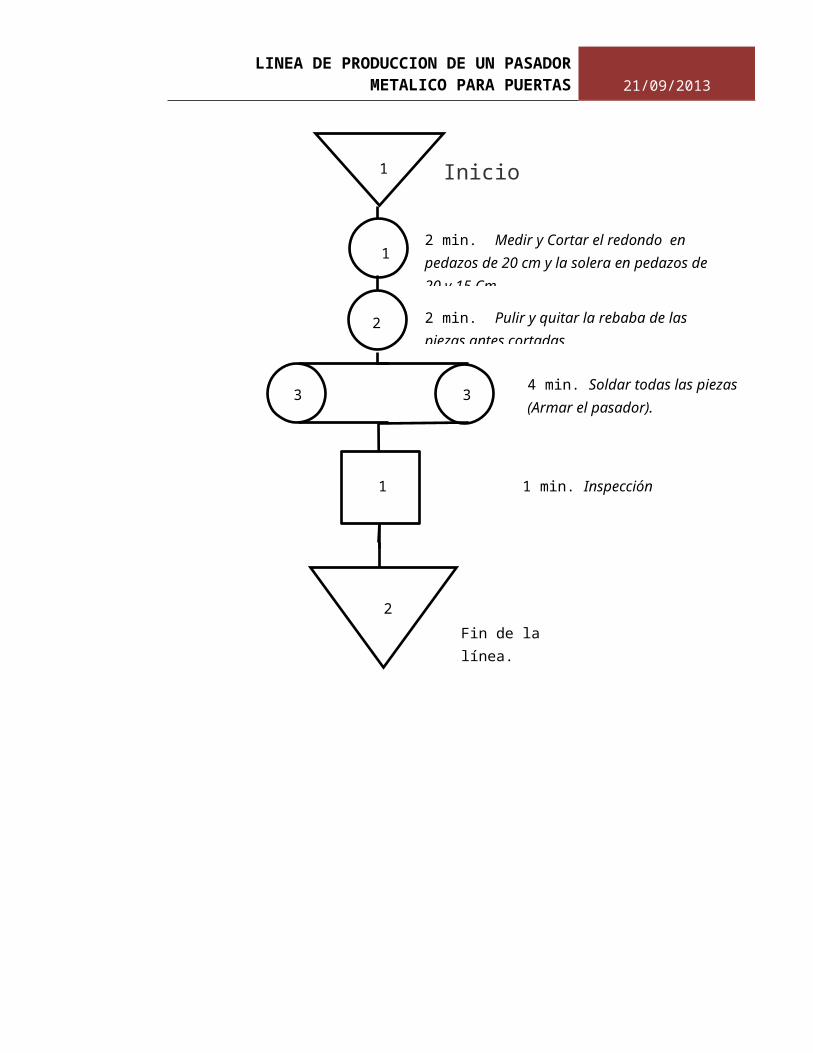
Inicio
1
2
3
2
3 3
2
1
1
Fin de la línea.
2 min. Medir y Cortar el redondo en pedazos de 20 cm y la solera en pedazos de 20 y 15 Cm
2 min. Pulir y quitar la rebaba de las piezas antes cortadas.
4 min. Soldar todas las piezas(Armar el pasador).
1 min. Inspección
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
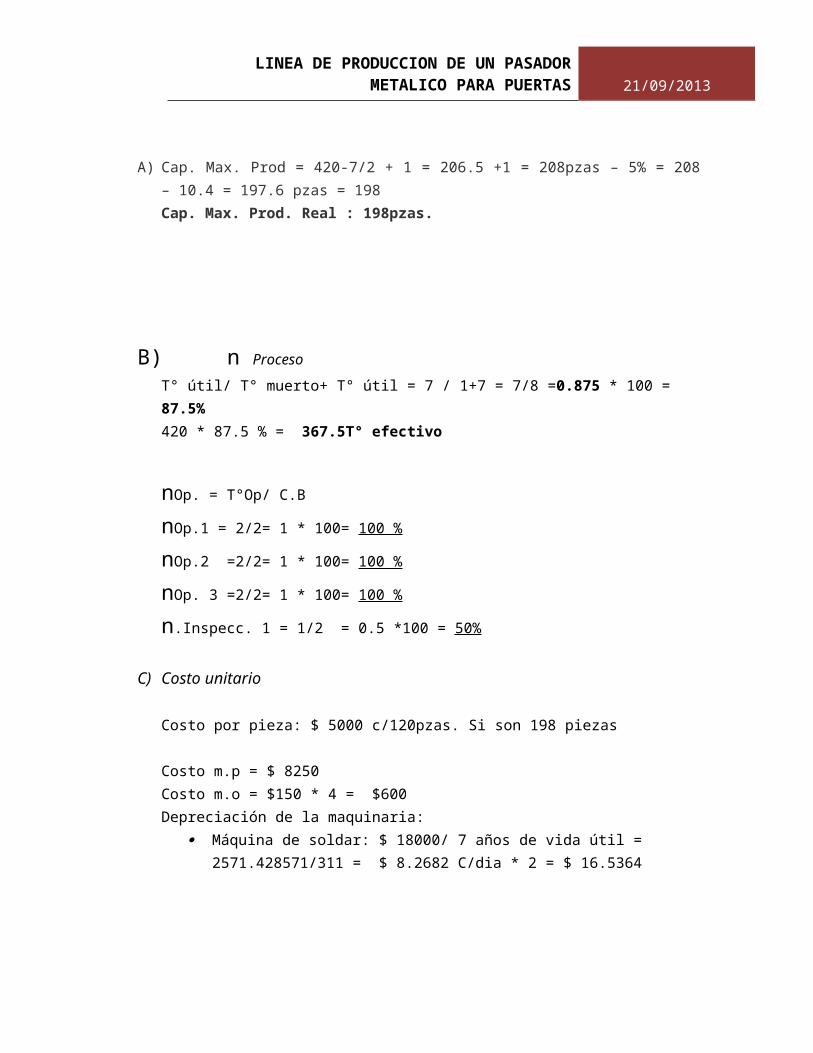
A) Cap. Max. Prod = 420-7/2 + 1 = 206.5 +1 = 208pzas – 5% = 208– 10.4 = 197.6 pzas = 198Cap. Max. Prod. Real : 198pzas.
B) n ProcesoT° útil/ T° muerto+ T° útil = 7 / 1+7 = 7/8 =0.875 * 100 = 87.5%420 * 87.5 % = 367.5T° efectivo
nOp. = T°Op/ C.BnOp.1 = 2/2= 1 * 100= 100 %nOp.2 =2/2= 1 * 100= 100 %nOp. 3 =2/2= 1 * 100= 100 %n.Inspecc. 1 = 1/2 = 0.5 *100 = 50%
C) Costo unitario
Costo por pieza: $ 5000 c/120pzas. Si son 198 piezas
Costo m.p = $ 8250Costo m.o = $150 * 4 = $600Depreciación de la maquinaria:
Máquina de soldar: $ 18000/ 7 años de vida útil = 2571.428571/311 = $ 8.2682 C/dia * 2 = $ 16.5364
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
Cortadora eléctrica: $ 5000/ 4 años de vida útil = 1250/ 311= $ 4.0192 C/dia Esmeril: $ 2500 / 4 años de vida = 625 / 311 = $ 2.0096 C/ dia
Costo Total = 8250+600+25+16.5364+4.0192+2.0096 = $ 8897.5652
Costo Unitario: $ 8897.5652/198 = $ 44.9371
Conclusión
Tras la elaboración de nuestro propio producto que fue un pasador de puertasmetálico se encontraron ciertas limitaciones como la capacidad y habilidad parapoder elaborarlo puesto que algunos integrantes del equipo no conocían lamaquinaria a utilizar ni cómo manejar la materia prima.
Otra también fue la planeación de la línea de producción en la que si se tuvociertos inconvenientes que fueron resueltos conforme la marcha del trabajo.Queda muy claro que la planeación y dirección de una línea de producción no esnada fácil, además que se debe de tener una organización eficiente para podertener mayor productividad.
En el análisis de la línea se pudo observar que la capacidad de producción es de104 piezas en un turno de 8 hrs que responde ala pregunta de investigación, conun 5% de productos defectuosos que nos deja 99 piezas de capacidad deproducción real cuyo precio es de $ 50.2285.
Pero en esta línea se presentaba un cuello de botella de 4 minutos que delimitabala capacidad de producción, dado lo anterior su eficiencia de proceso era de
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
56.25% lo que sugería una baja cantidad de producción como se mencionóanteriormente. El tiempo muerto era de 7 minutos.
Se comprueba la hipótesis al aumentar la producción se cubre la demanda de 190piezas y se optimizan recursos, se disminuyen tiempos, aumenta la eficiencia delproceso y de los operarios, dando como resultado el poder disminuir el precio delproducto hasta $ 44.9371 pudiendo redondearlo a $ 45.
Es claro como las herramientas aquí empleadas ayudan a poder optimizar unalínea de producción, lograr el objetivo de obtener más con menos, si bien quizá setienen ciertas limitaciones en el trabajo, es palpable lo importante del diagramade procesos, el diagrama de proceso de flujo, el diagrama de recorrido para elanálisis de los procesos de producción.
BibliografíaSimbología de Diagrama de Flujo. (31 de Mayo de 2011). Recuperado el 26
de Agosto de 2013, de http://diagramasdeflujo-edwin.blogspot.mx/2011/05/simbologia-de-diagrama-de-flujo.html
TIEMPOS Y MOVIMIENTOS. (26 de Enero de 2011). Recuperado el 26 de Agosto de 2013, de INTRODUCCIÓN AL ESTUDIO DE TIEMPOS Y MOVIMIENTOS : http://ingkarentmorales.blogspot.mx/2011/01/introduccion-al-estudio-de-tiempos-y.html
Definicion.DE. (s.f.). Recuperado el 28 de Agosto de 2013, de Eficiencia: http://definicion.de/eficiencia/
eHow. (s.f.). Recuperado el 28 de Agosto de 2013, de ¿Qué causa uncuello de botella en la producción?: http://www.ehowenespanol.com/causa-cuello-botella-produccion-info_240639/
LINEA DE PRODUCCION DE UN PASADORMETALICO PARA PUERTAS 21/09/2013
IngenierosIndustriales. (s.f.). Recuperado el 3 de Septiembre de 2013, de Balanceo de linea: http://ingenierosindustriales.jimdo.com/herramientas-para-el-ingeniero-industrial/producci%C3%B3n/balanceo-de-l%C3%ADnea/
Niebel, B. W. (s.f.). Ingenieria Industrial. Metodos tiempos y movimientos. McGraw- Hill.
Todoexpertos. (s.f.). Recuperado el 28 de Agosto de 2013, de Cuello de botella: http://www.todoexpertos.com/categorias/ciencias-e-ingenieria/ingenieria-industrial/respuestas/2185758/como-identificar-un-cuello-de-botella
UNICEN. (s.f.). Recuperado el 26 de Agosto de 2013, de DEPARTAMENTODE PUBLICIDAD: http://www.unicen.edu.bo/cochabamba/publicidad.php





























